Classement

.thumb.png.cf91b9255a0fd229165d1133da6f304c.png)


Contenu populaire
Contenu avec la plus haute réputation dans 21/01/2025 dans Messages
-
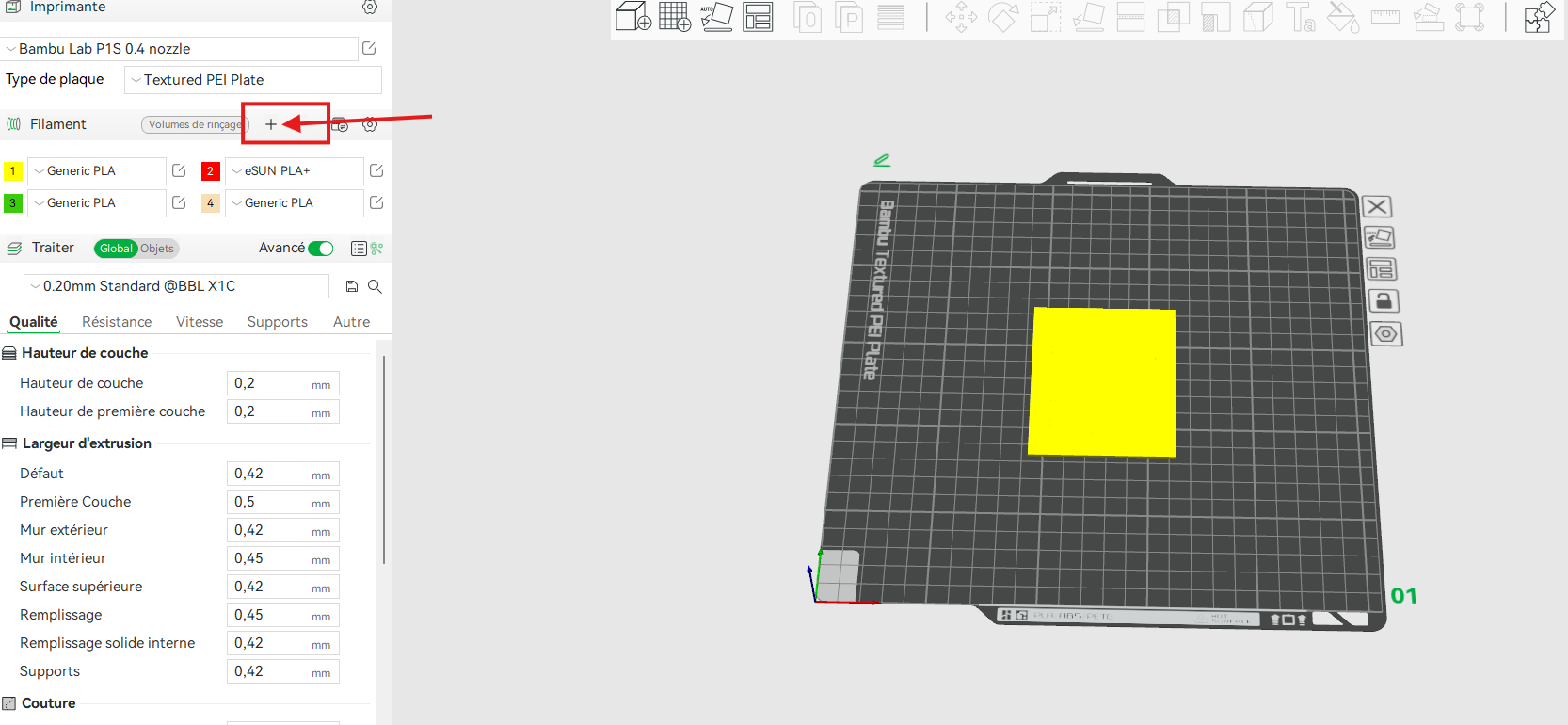
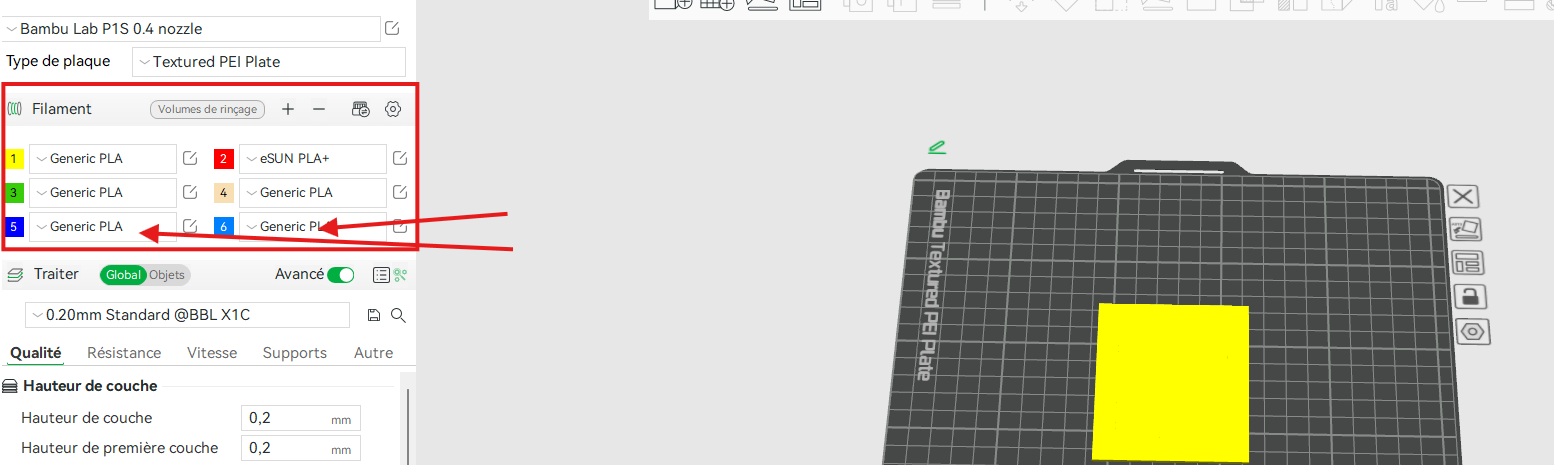
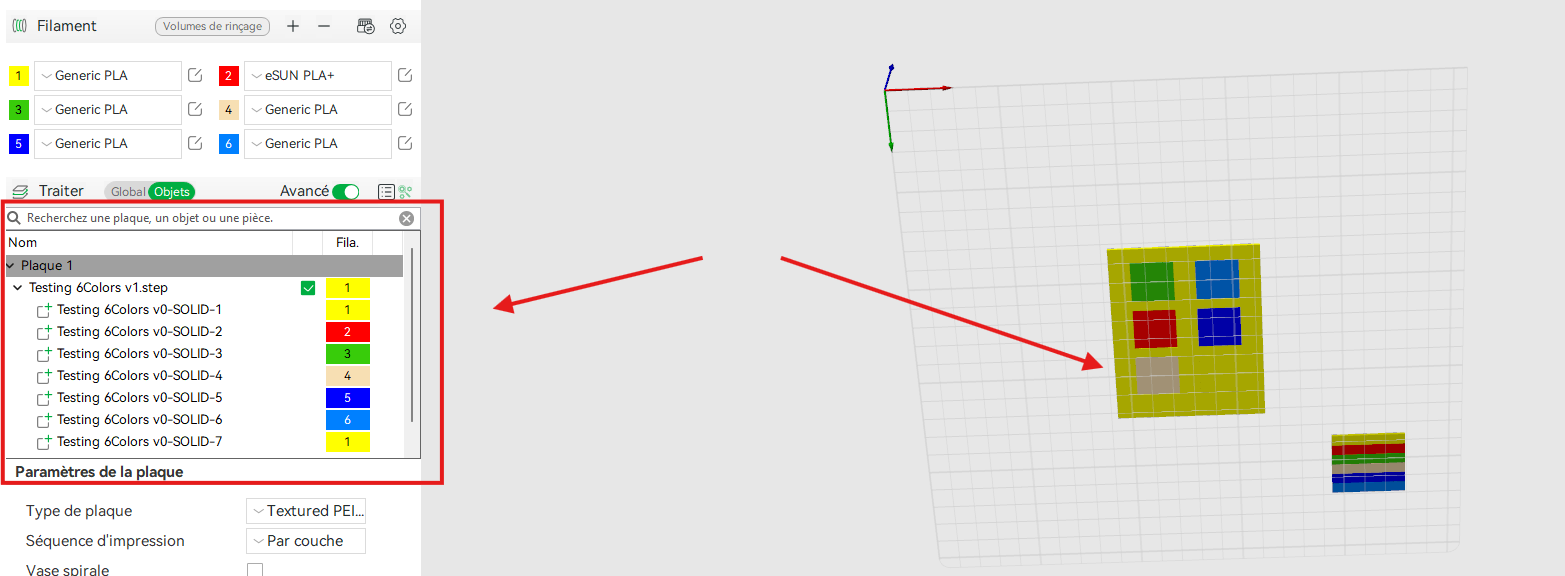
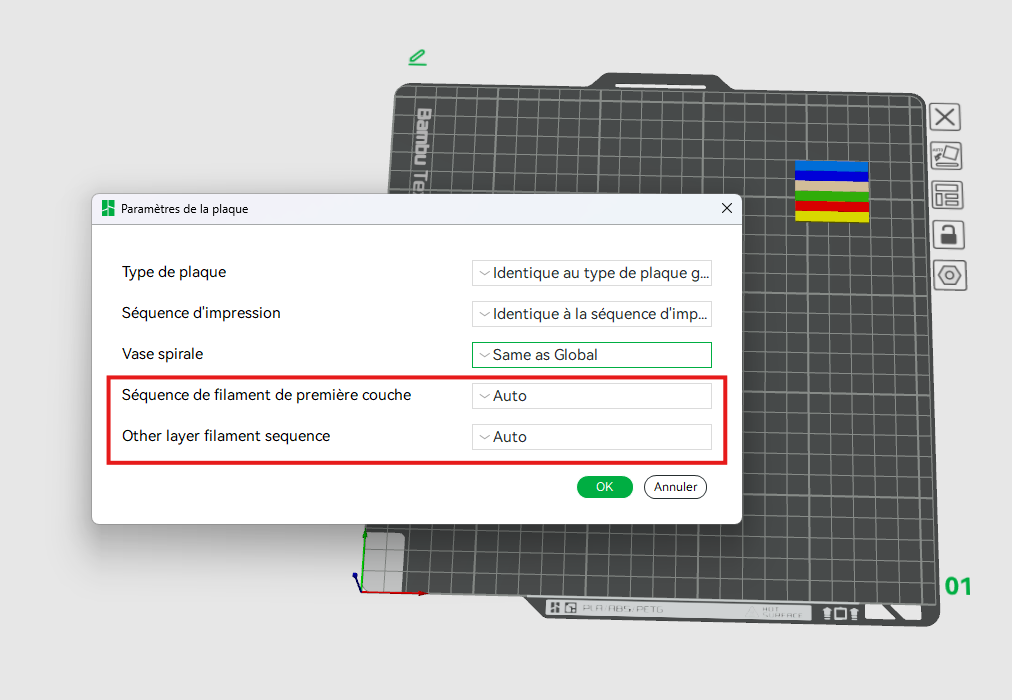
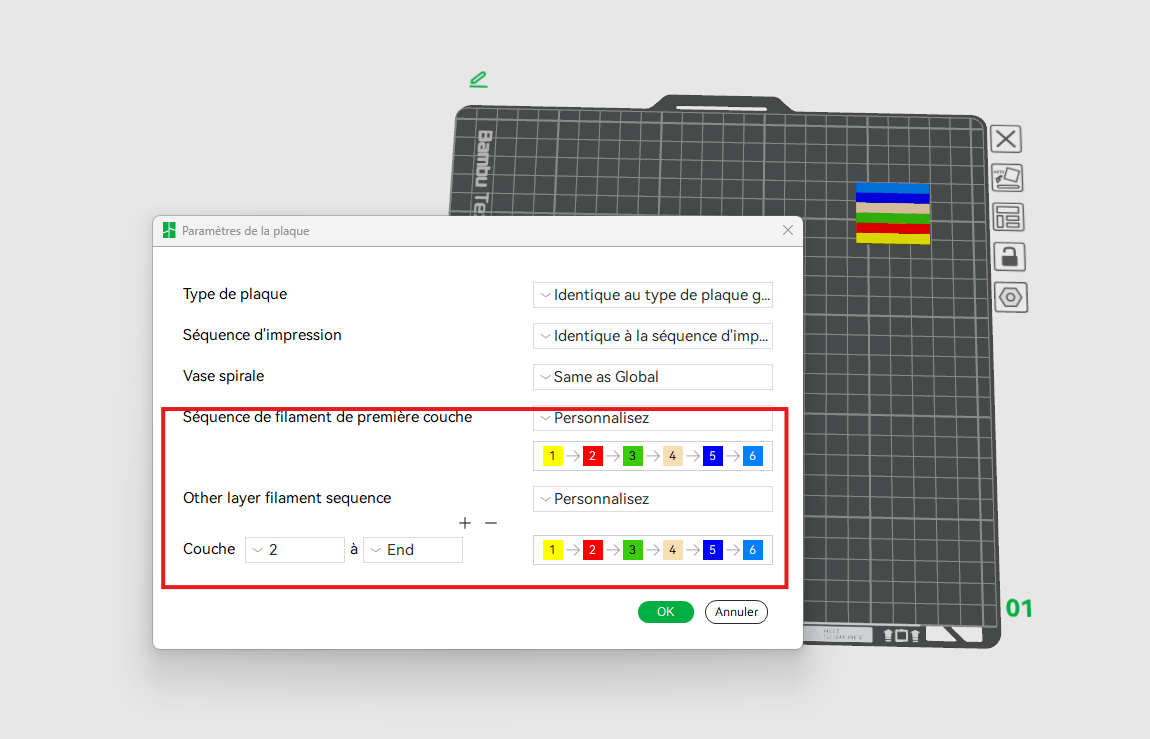
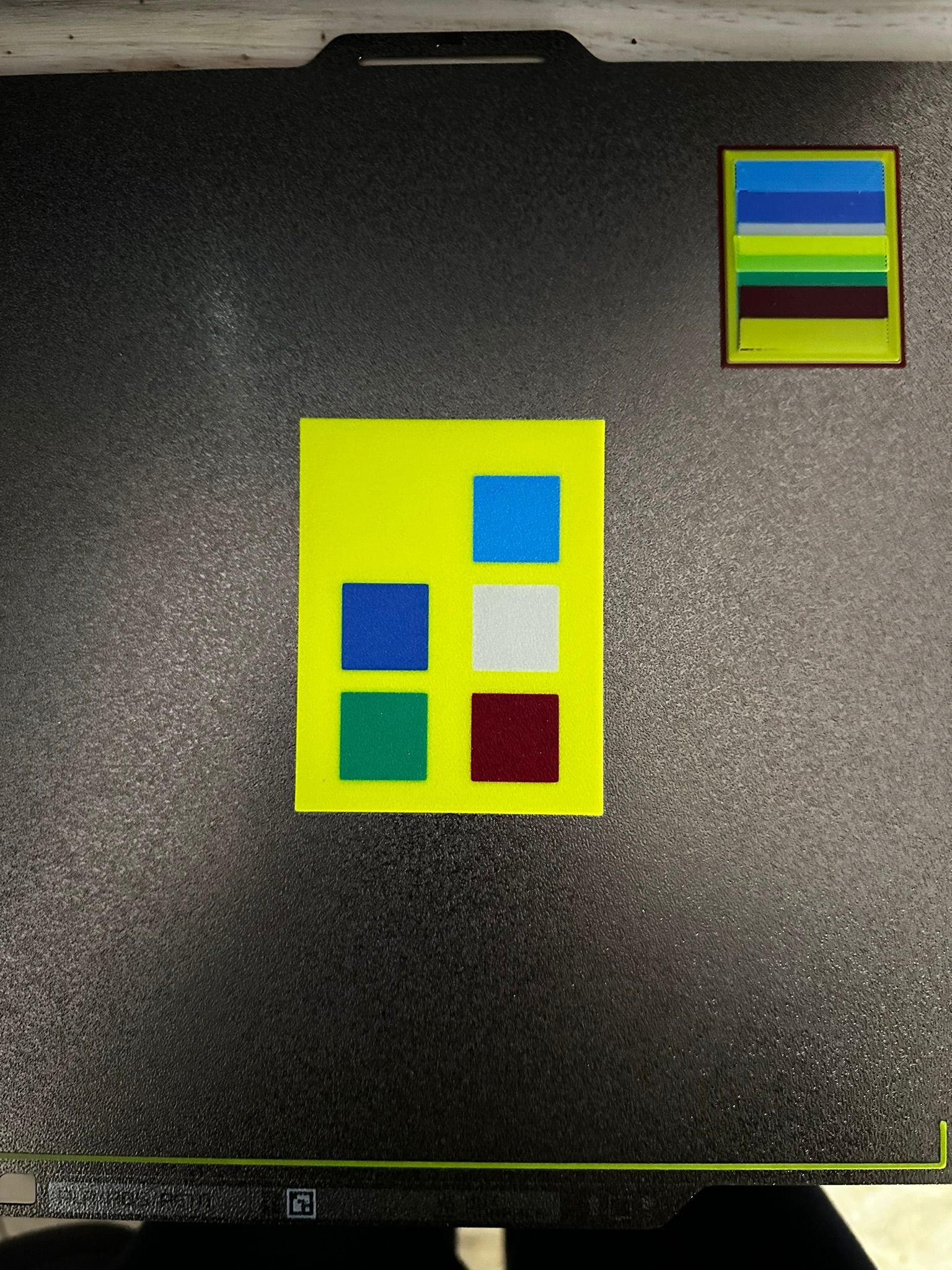
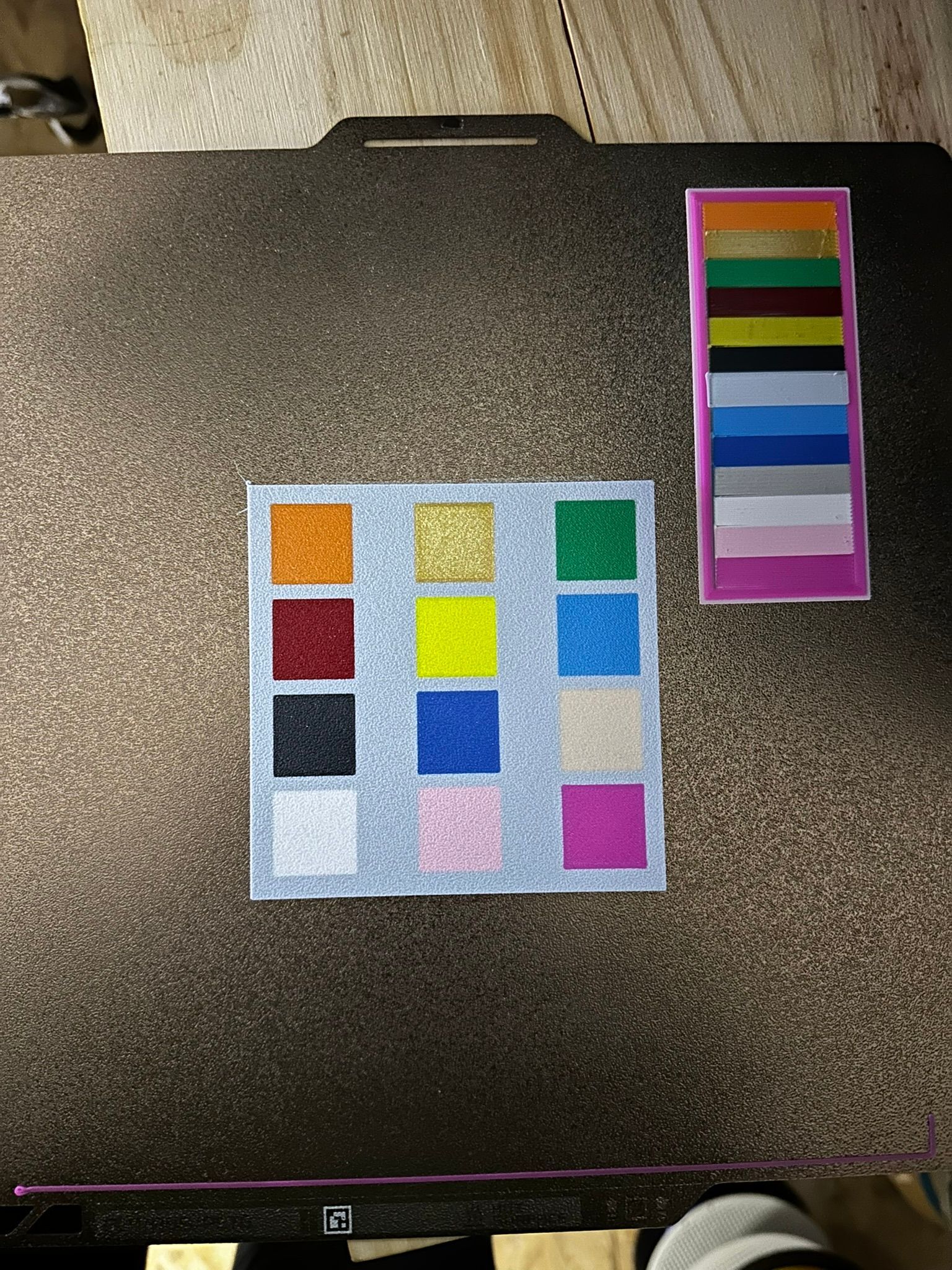
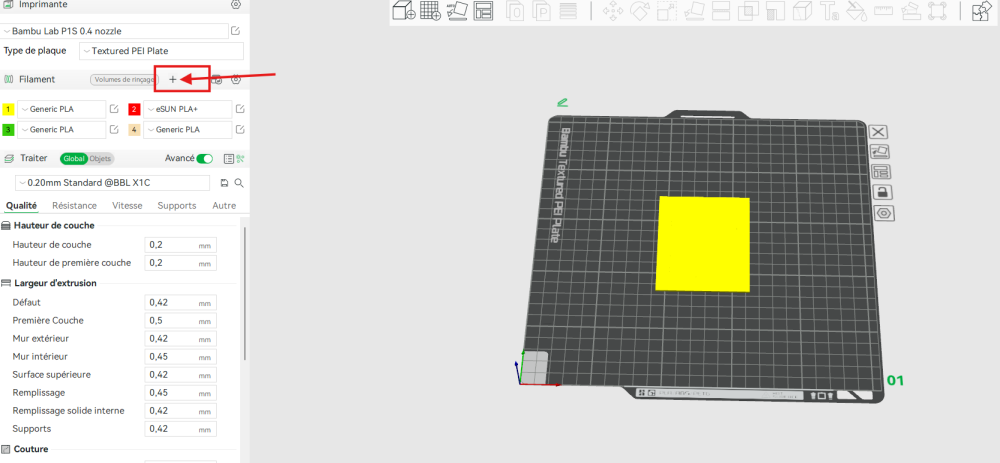
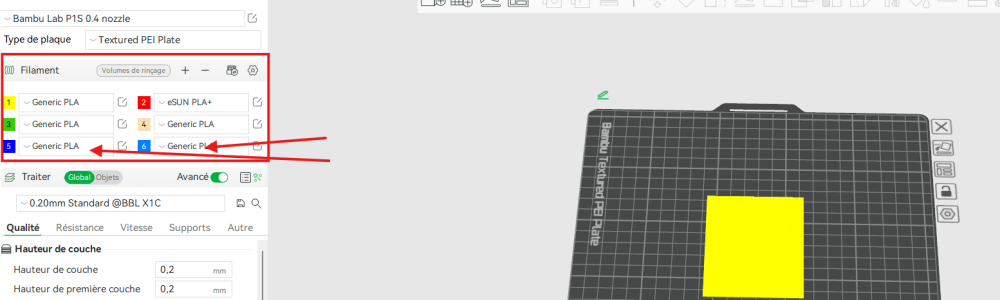
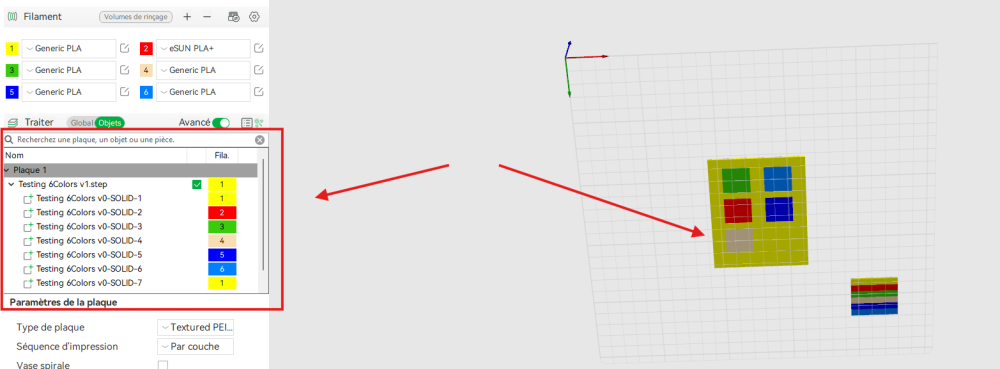
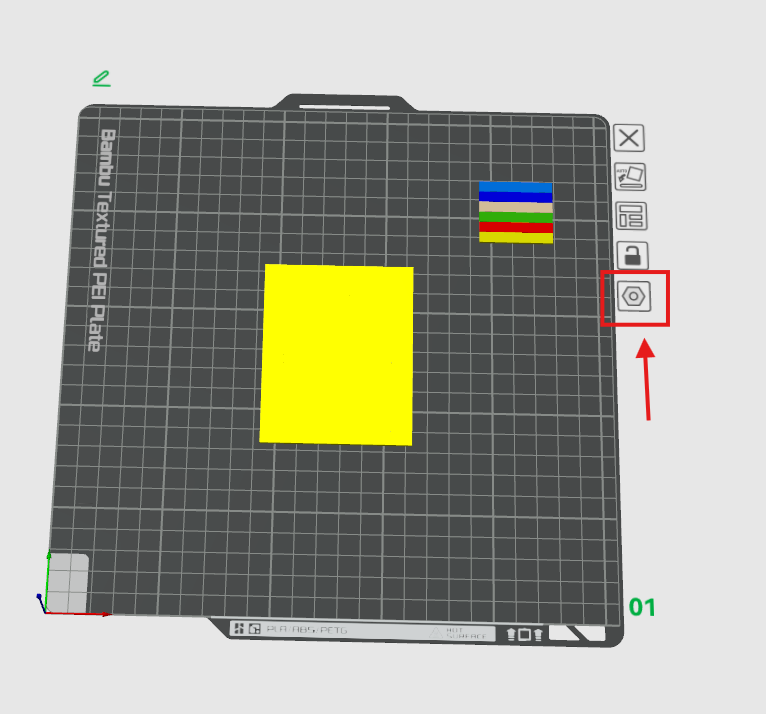
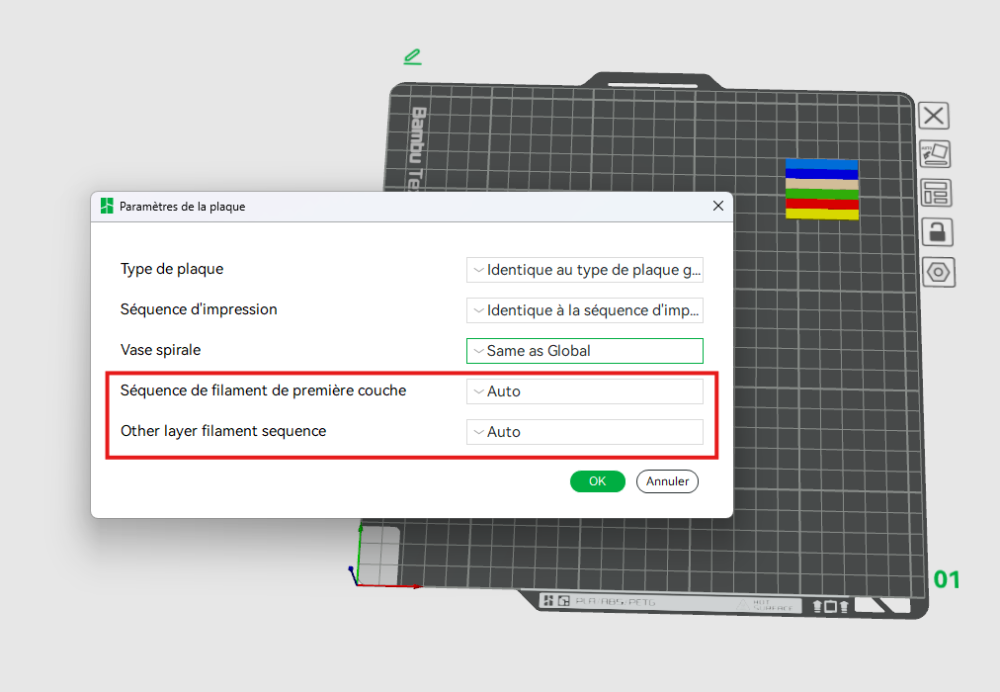
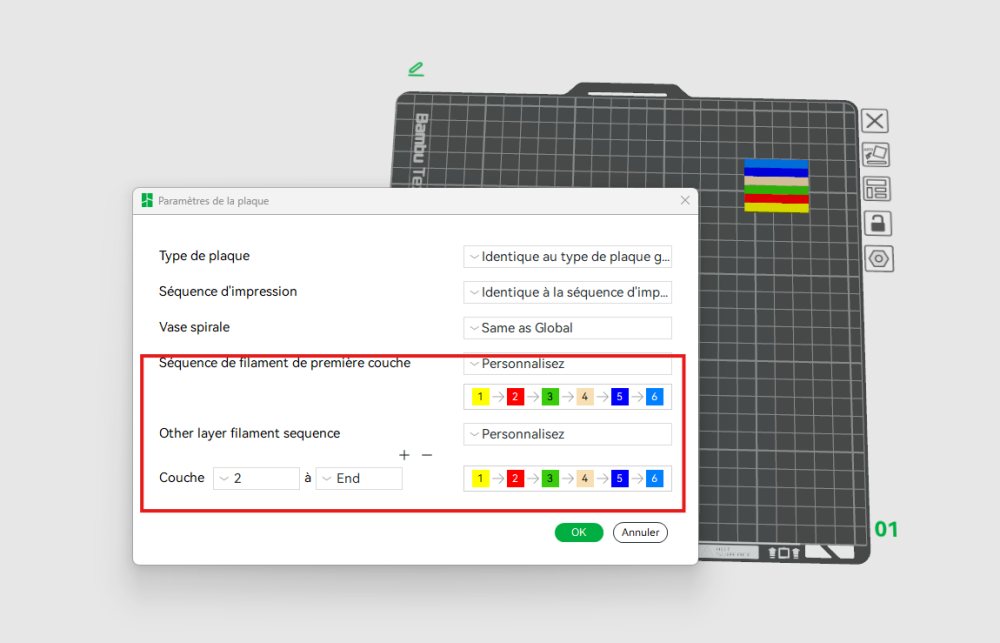
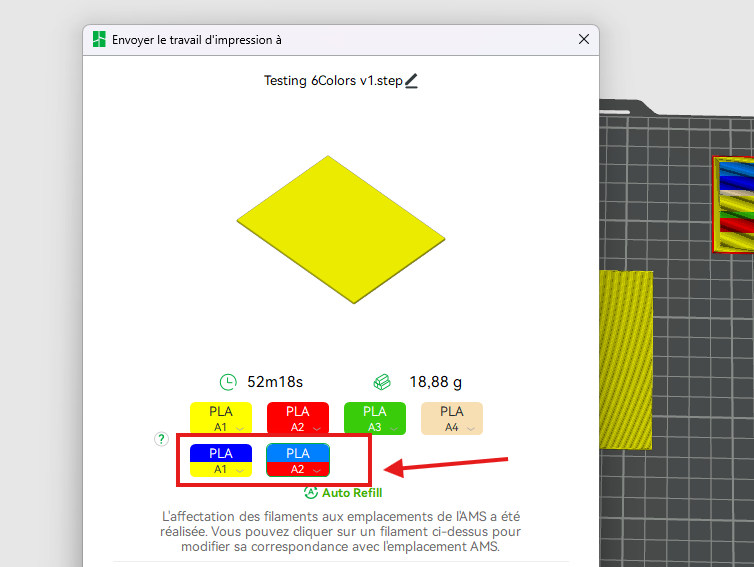
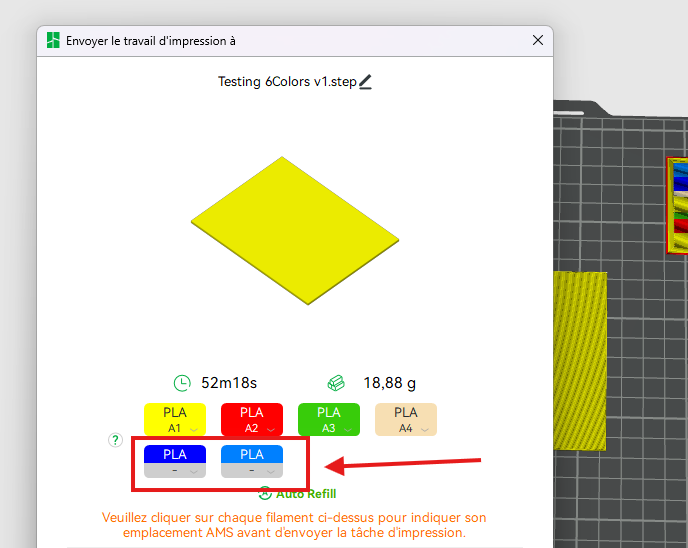
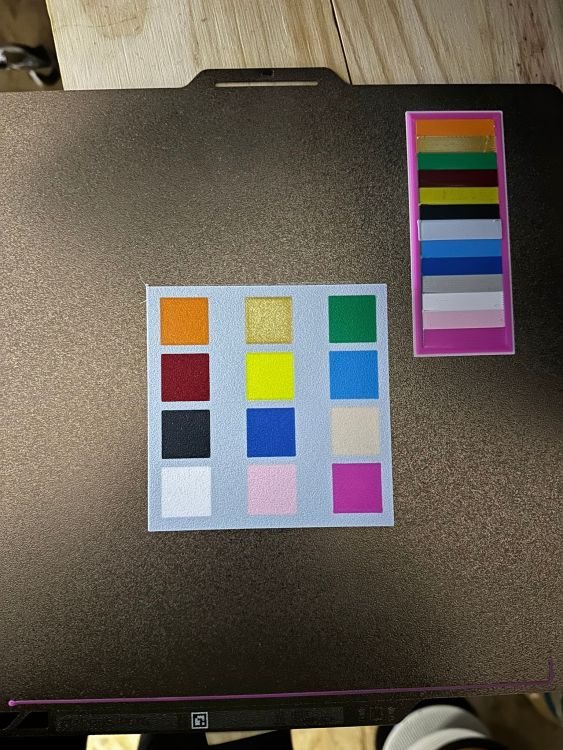
Cela fait maintenant environ deux semaines qu’on me demande par message privé, que ce soit sur Makerworld ou sur Facebook (où je partage beaucoup), comment imprimer avec plus de 4 couleurs lorsqu’on ne dispose que d’un seul AMS. En effet, les modèles que je partage, notamment les Mystery Box, nécessitent souvent plus de 4 couleurs. Cela pose problème aux propriétaires de A1 et A1 Mini, ainsi qu’à ceux qui n’ont qu’un seul AMS à leur disposition. J’ai donc décidé de rédiger un tutoriel accompagné d’un test simple. Pour reproduire un cas réaliste, j’ai débranché mon deuxième AMS afin de ne pas interférer avec le processus, et j’ai déclaré seulement 4 couleurs dans l’AMS. Il faut savoir qu’avec Bambu Studio, les AMS sont prioritaires. Lors du slicing, les AMS seront automatiquement pris en compte, quelle que soit votre configuration. Dans un premier temps, il faudra une plaquette comportant 6 carrés, dont l’un est de la même couleur que le modèle de base. Cela permet d’utiliser un total de 6 couleurs. https://makerworld.com/en/models/1019717#profileId-1000733 Etape 1: Importer le modèle et ajouter des filaments Etape 2: Atelier peinture Une fois les nouveaux filaments ajoutés, il faut peindre les carrés correspondants. Vous pouvez : Cliquer directement sur l’icône du pot de peinture. Passer de la vue Globale à Objets pour assigner les couleurs où vous le souhaitez. Etape 3: Changer les paramètres du plateau Par défaut, l’ordre d’impression des couleurs est en mode automatique, ce qui peut rendre le processus imprévisible. Vous devez basculer vers le mode personnalisé. Ainsi dans cette ordre là, les couleurs s'imprimeront dans l'ordre "Croissant" très important pour la suite. Les 4 premières couleurs sont celle actuellement dans l'AMS, par contre il va falloir déclarer les deux nouveaux bleu. Les 4 premières couleurs sont celles actuellement présentes dans l’AMS. Vous devez ensuite assigner les nouvelles couleurs aux emplacements déjà utilisés. Par exemple : Bleu foncé à la place du jaune. Bleu ciel à la place du rouge. Ainsi, l’imprimante imprimera dans cet ordre : Jaune → Rouge → Vert → Beige → Bleu foncé → Bleu ciel L’imprimante ne fera pas de pause entre les changements de couleurs. Vous devez donc être attentif. Une fois que le jaune et le rouge sont imprimés, remplacez immédiatement leurs bobines par vos deux bleus ou les couleurs de votre choix. Voici le résultat obtenu : J'ai également fait le test avec mes deux AMS, conçus pour 8 couleurs, et j'ai réussi à atteindre les 12 couleurs. En fonction de la complexité du modèle que vous feriez ça peut être plus ou moins long, mais en tous cas ça fonctionne très bien lorsqu’on a compris le principe même. En tous cas j’espère que cela vous sera utile.

 9 points
9 points -
@DataPocalypse : on se calme svp. Si tu es dans le juridique et qu'on applique mal la "loi", tu peux nous MP. Si tu bosses à 60 millions de consommateurs, tu peux nous MP. Si tu as envie de partager ton expérience avec Prusa ou autre chose, tu peux nous MP pour organiser ça. Mais à quoi te sert de crier sur ce topic alors que : - la mention de liens affiliés est indiquée sur toutes les pages du site (en footer) - même mention sur le forum, dans le menu de droite - les mentions légales le soulignent aussi L'article que tu critiques n'est absolument pas sponsorisé ou je ne sais quoi. C'est Pascal qui a souhaité faire un retour d'expérience volontaire sur des produits qu'il a lui-même achetés. Il n'y a absolument rien de trompeur à publier du contenu, qu'il soit d'ailleurs poussé par un fabricant ou non. Mais là, tu te plantes de cible. C'est son avis en tant qu'humain, non professionnel, avec son expérience passée. Comme tu le lis dans son texte, il possède d'autres imprimantes pour comparer. Aucun de nos tests n'est 100% objectif car chacun a sa propre expérience et son ressenti du produit. Ca dépendra toujours de la personne qui s'en charge. Et on n'a pas les mêmes attentes. Surtout si l'on a de l'expérience avec Prusa ou avec Bambu Lab, on ne voit pas forcément les choses de la même manière. Tu peux ne pas être d'accord, partager ton point de vue, mais en restant courtois et en écoutant les autres. Dans le retour d'expérience Bambu Lab de Pascal que tu incrimines, il y a des liens vers du contenu (interne au site) qui propose des liens affiliés pour acheter les produits dont on parle. Ok, et alors ? On ne dupe personne, le produit n'est pas vendu plus cher, on liste d'ailleurs les revendeurs pour acheter au moins cher selon les réductions et codes promo du moment. C'est du boulot de le faire et c'est dans le but d'aider un acheteur à trouver le meilleur prix / revendeur de son choix parmi ceux qui proposent ces références. Encore une fois : c'est mal ? Tu penseras aussi à aller râler chez Auto Moto parce qu'ils ont reçu une voiture en essai pour leur émission. Et chez Les Numériques parce qu'ils reçoivent plein de produits pour en faire des tests. Et sur tout le web + la télévision, en fait ? Sans oublier ton supermarché qui bénéficie de réductions sur le volume et de marges arrière pour t'inciter à acheter le yaourt Y ou la farine F, sans que tu sois au courant ? On a assez dévié du sujet.6 points
-
les Chinois sont environ 1.4 milliards d'habitants, il y en aura toujours un qui se trouvera non loin du bouton ne désespère pas, une nouvelle génération d'ingénieurs est arrivée, Qidi fin 2023 a pour la première fois mis le bouton marche arrêt sur le côté droit de la PLUS 4 et non derrière et je te confirme que ça simplifie bien les choses3 points
-
Salutation. Je masque les deux précédant message. Merci d'éviter les hors sujets et de garder une bonne ambiance sur le forum. Edit > Me contacter via message privé si cette modération vous semble inappropriée.3 points
-
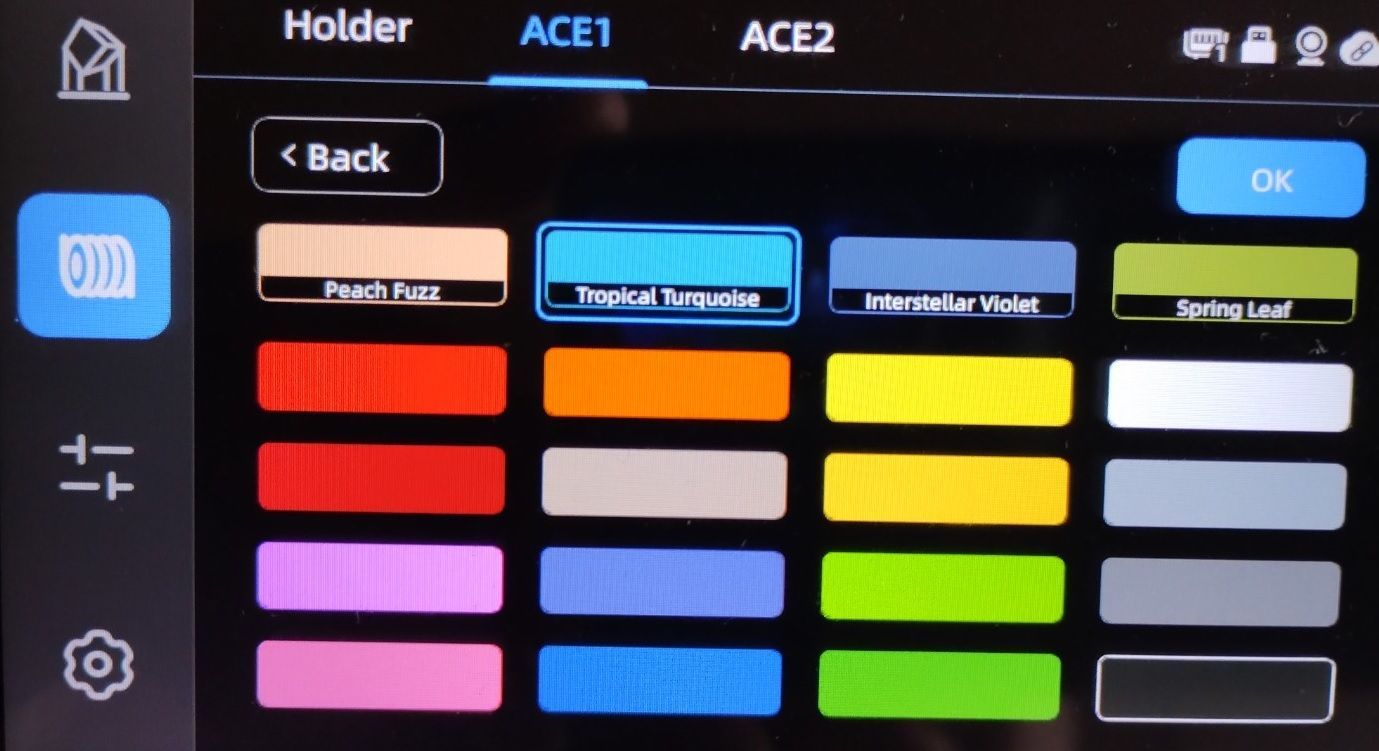
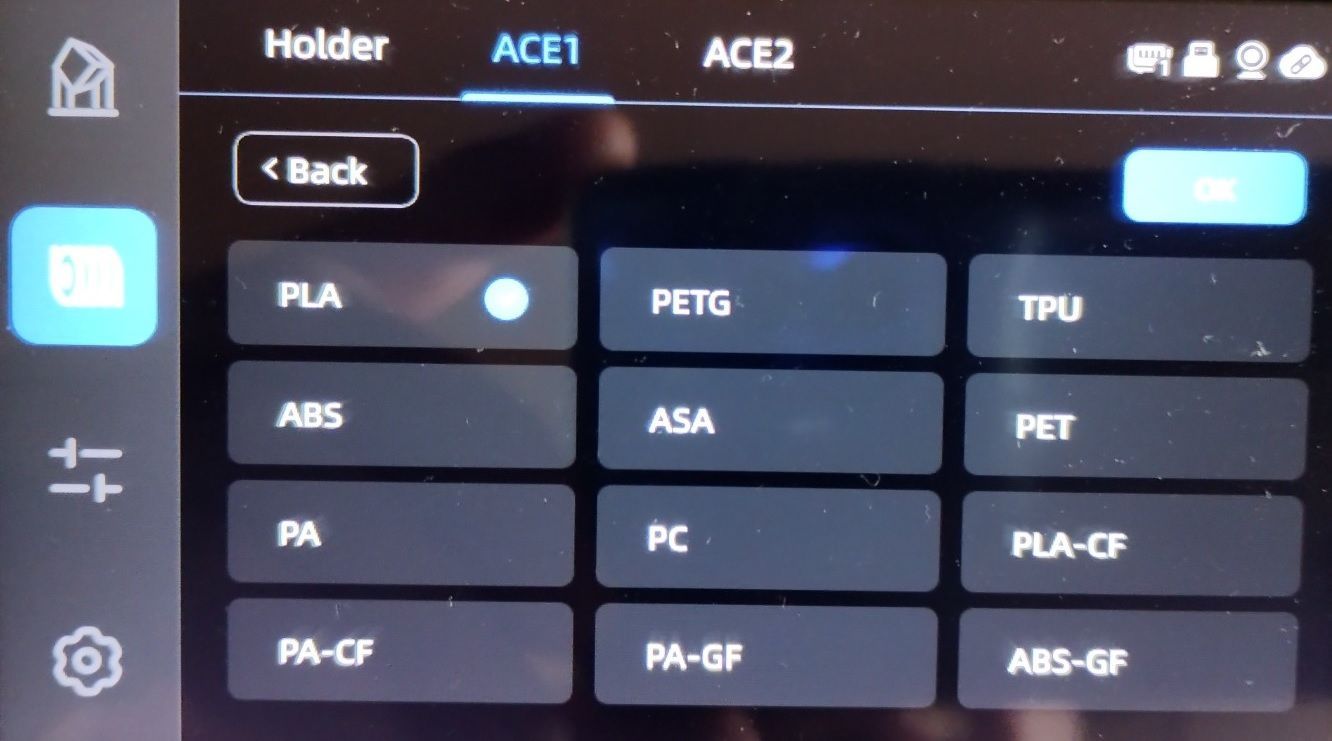
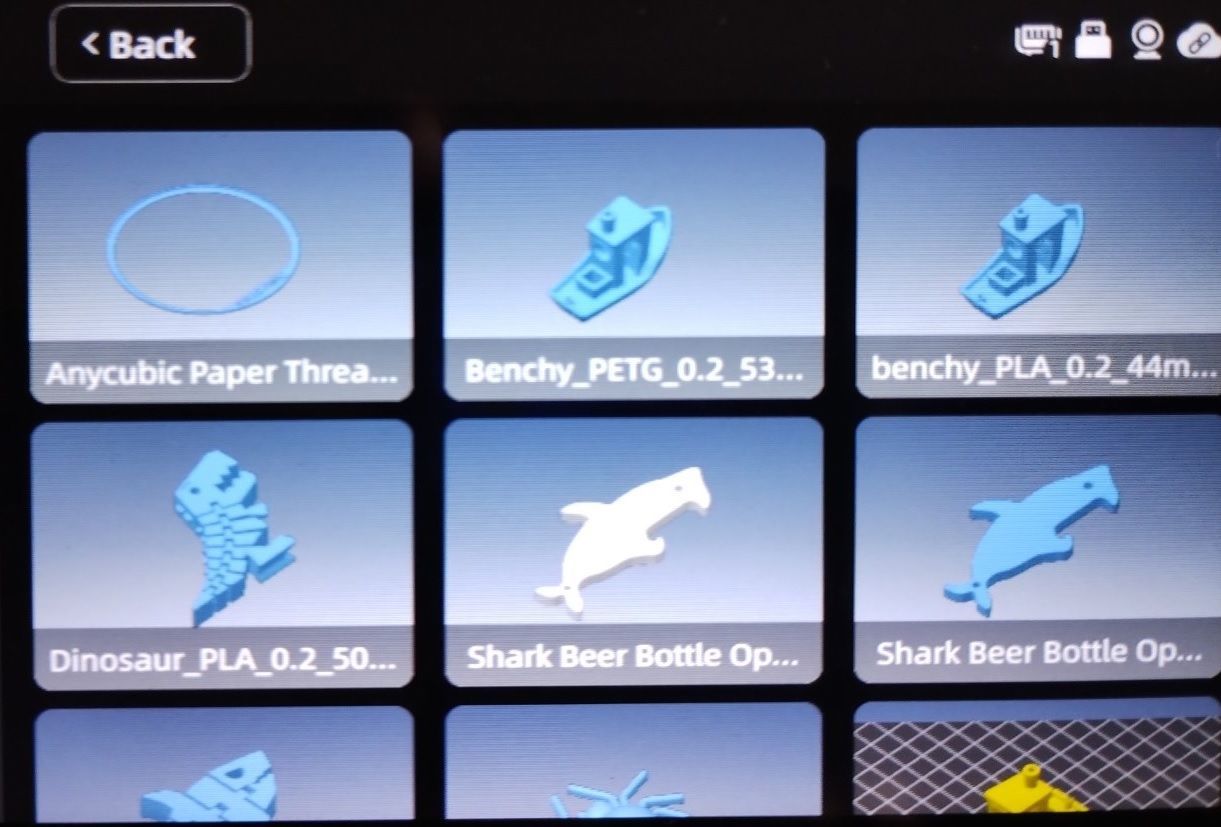
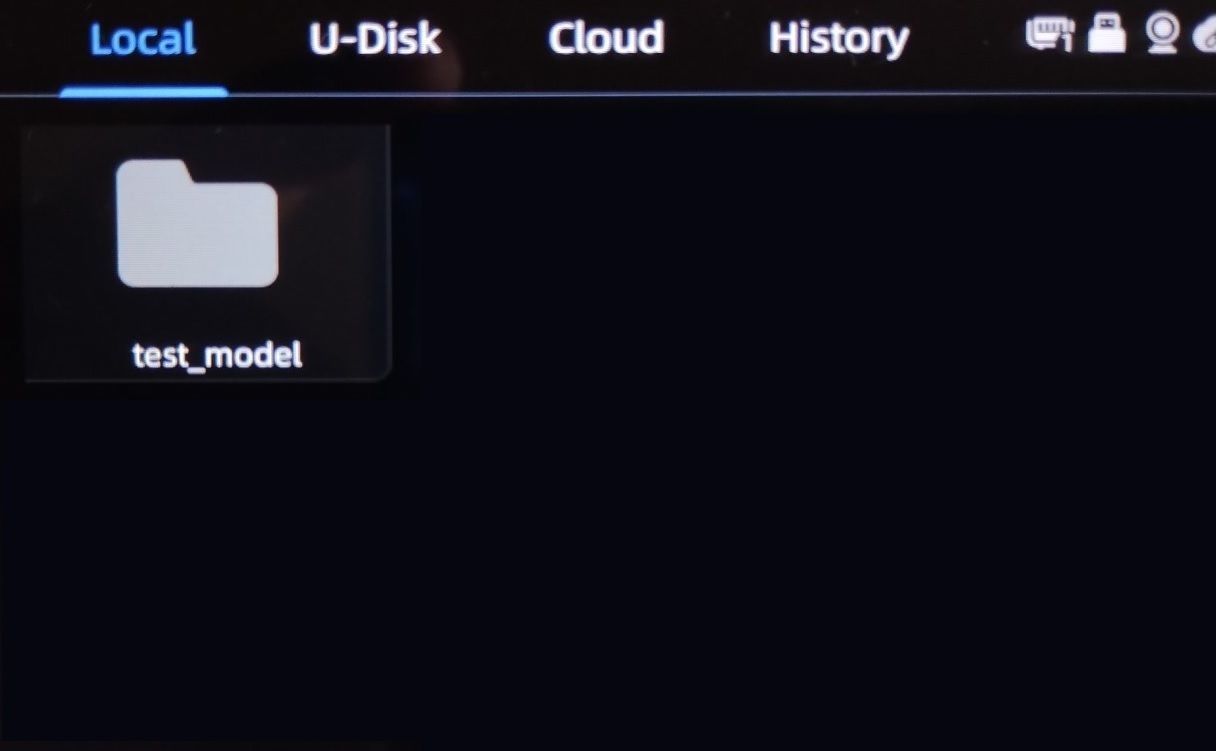
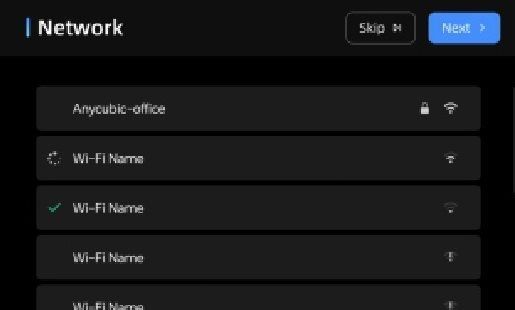
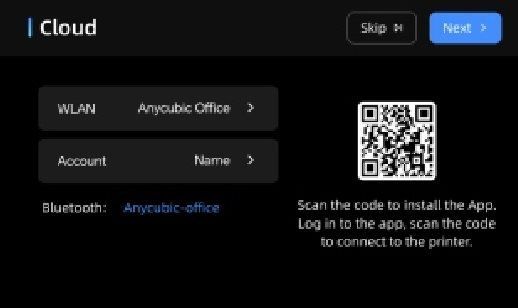
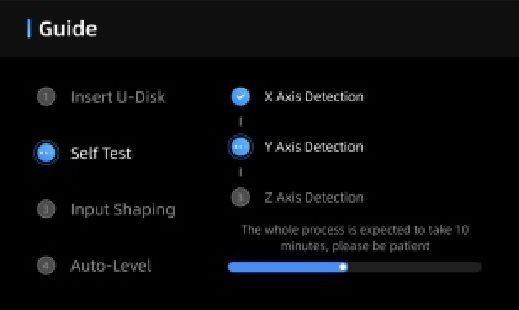
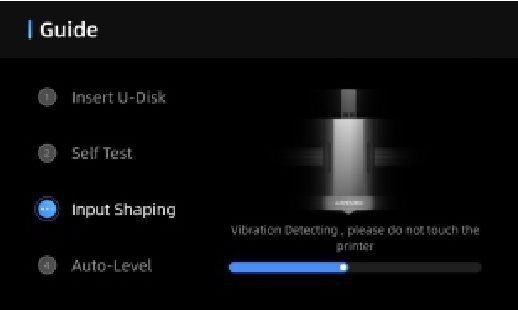
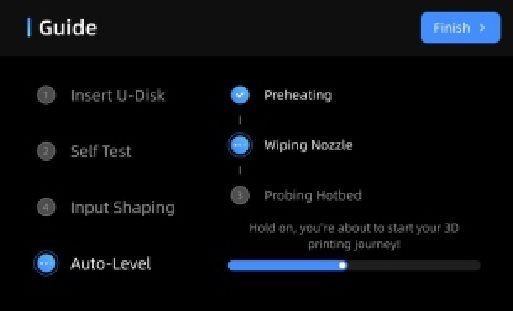
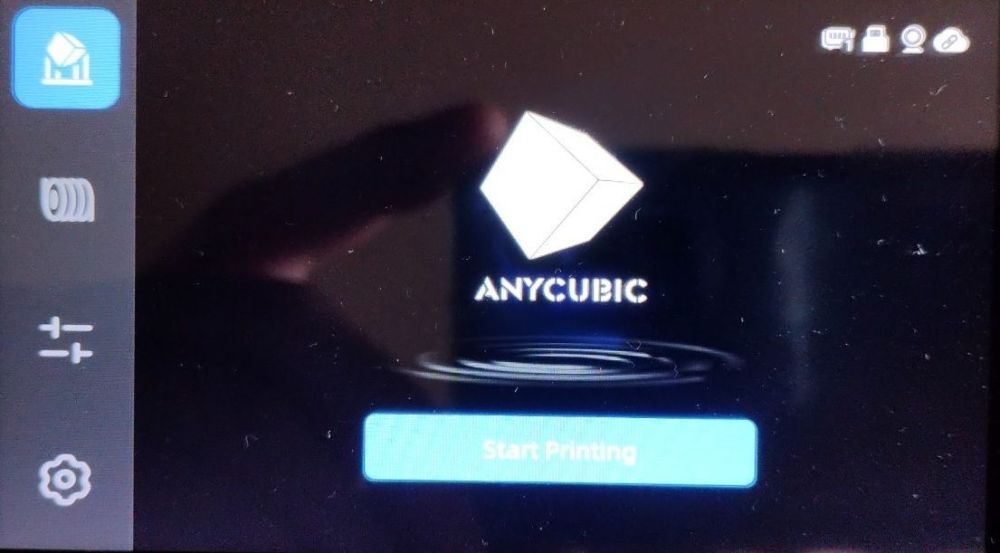
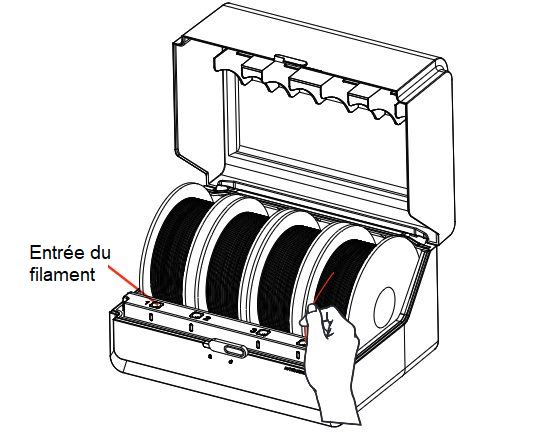
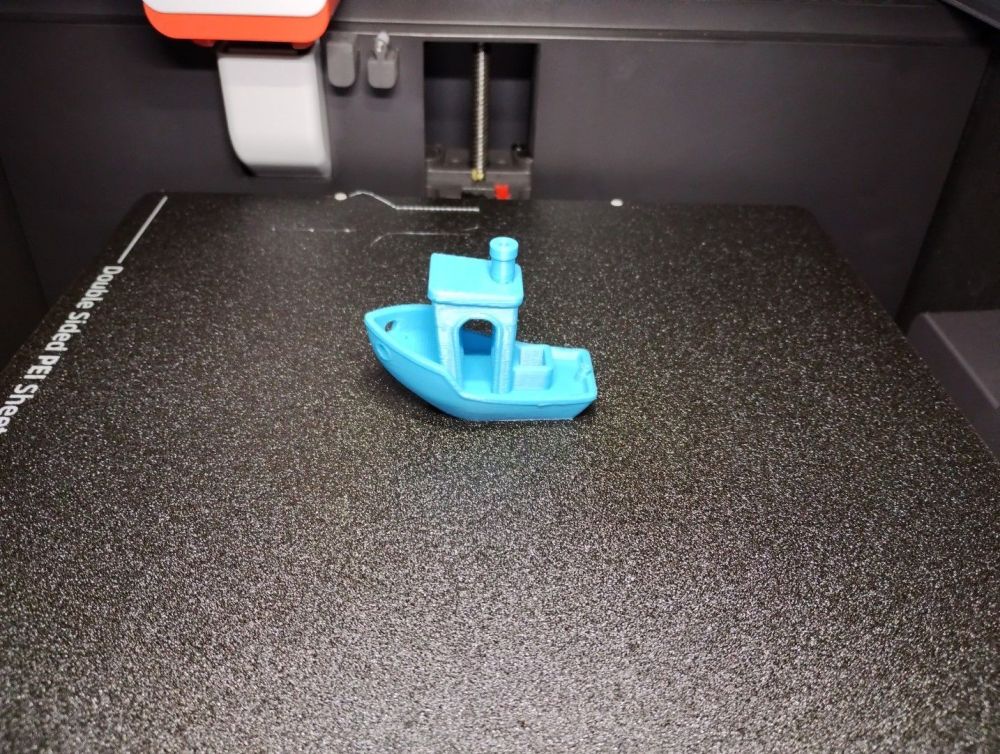
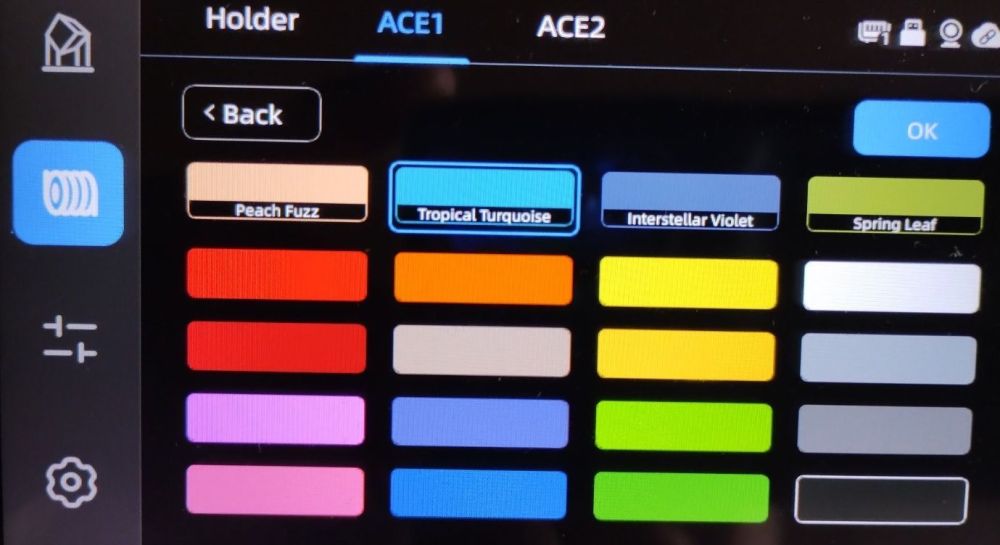
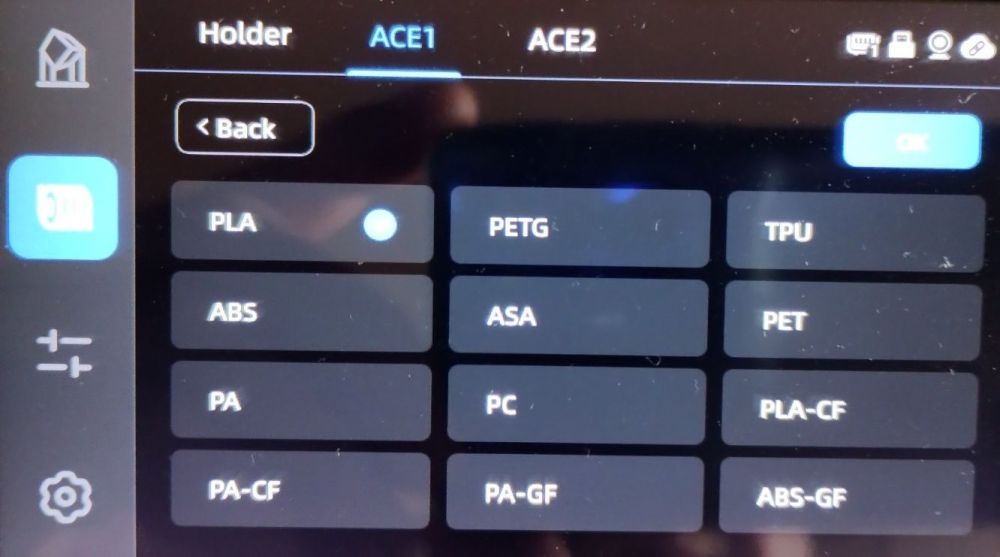
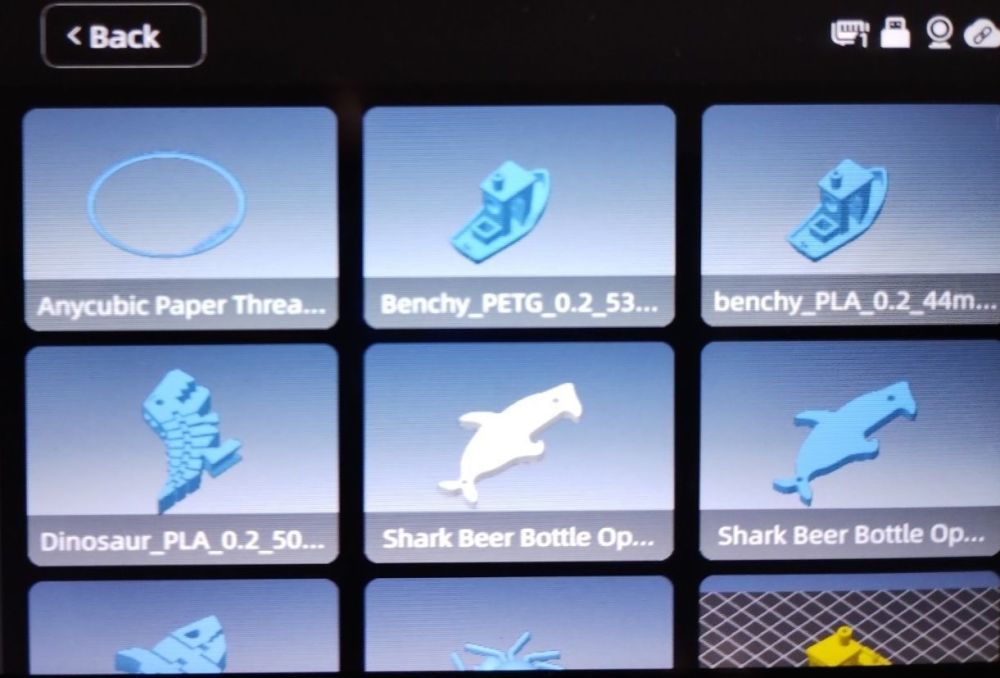
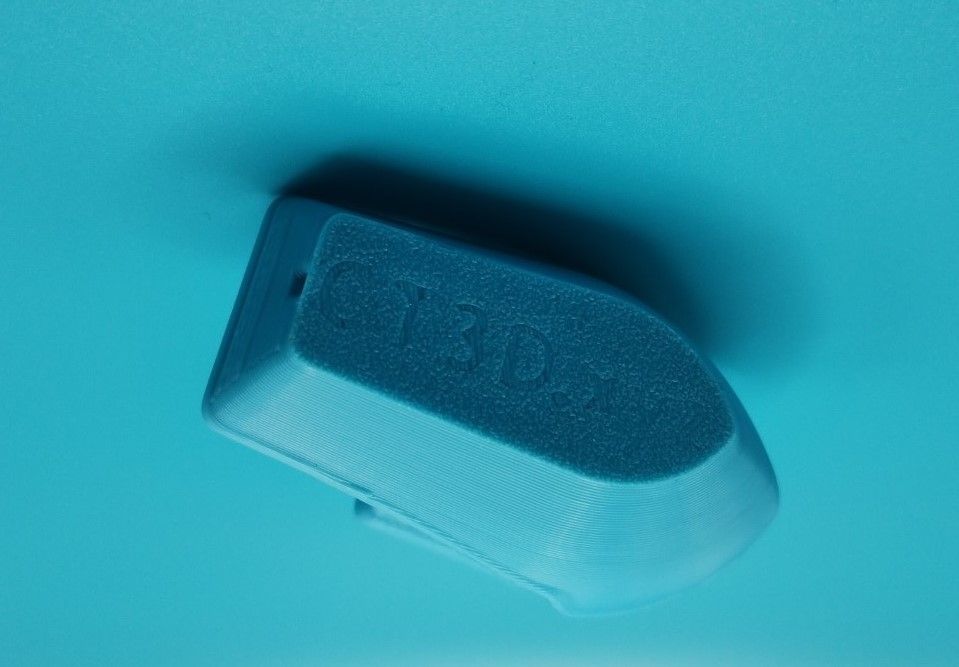
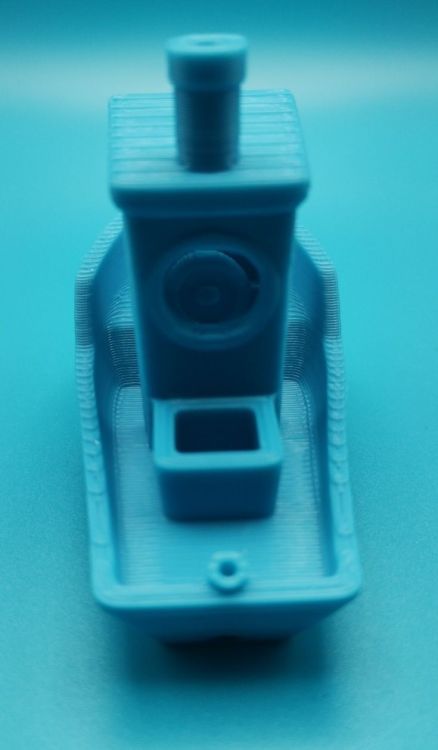
Mise en route et premières impressions Le déballage terminé, l'imprimante Kobra S1 et son ACE Pro positionnés sur le plan de travail, on peut procéder au démarrage. Chaque élément (Kobra S1, ACE Pro) possède sa propre alimentation électrique. Il faut donc brancher sur chacun un câble d'alimentation, puis basculer l'interrupteur sur ON. L'écran de la Kobra S1 s'illumine et nous accueille par : Après une dizaine de secondes, la lumière interne du caisson s'allume. Le démarrage du système (nommé KobraOS par Anycubic) prend une trentaine de secondes avant de nous proposer une suite d'étapes permettant de finaliser l'installation. Choix du langage d'affichage (je reste dans un premier temps en anglais) Sélection de la zone géographique (Cloud) : Association du Wifi (2.4 Ghz uniquement) avec le point d'accès du domicile (sélection du nom (SSID), puis saisie du mot de passe) : Si l'on souhaite installer l'application Anycubic sur son smartphone (Android / Apple), c'est à cette étape qu'on le réalise. Le QRcode permet d'installer l'application, un compte Anycubic est nécessaire pour permettre l'appariement de l'appli et de la Kobra S1 : Les étapes suivantes vont permettre de vérifier le bon fonctionnement du matériel (détection de la clé USB, tests de déplacements des axes, input shaping, auto-nivellement) : Une fois ces tests terminés, l'écran d'accueil s'affiche : Avant de pouvoir lancer une impression, il faut alimenter l'ACE avec quelques bobines de filaments. Note: quelques jours après réception du colis de la Kobra S1 Combo, j'ai reçu un autre colis. Celui-ci contient quatre bobines du filament Anycubic Pantone Le manuel indique comment charger chaque bobine de filament dans le changeur. Il préconise de bien « lisser » l'extrémité sur une dizaine de centimètres pour faciliter l'introduction dans le conduit d'entrée. Pousser l'extrémité lissée du filament dans le conduit jusqu'à sentir l'entrainement de celui-ci. À l'avant de l'ACE, une diode blanche clignote là où se trouve la bobine insérée. Une fois une bobine chargée, si celle-ci possède une puce RFID «Anycubic» alors le matériau et sa couleur sont automatiquement reconnus. Actuellement, seules certaines bobines de Anycubic intègrent une puce : la gamme Pantone (quatre couleurs), la majorité des nouvelles bobines «carton» (PLA basic, PLA+, HS-PLA) Aucune bobine carton de PLA Mat ou Soie (Silk) et aucune bobine plastique (PETG, ASA) n'incorpore de puce . Si la bobine n'a pas de puce, alors, via l'écran, on peut / doit préciser le matériau et la couleur. C'est plutôt aisé à faire, il suffit de suivre les étapes illustrées ci-dessous : cliquer sur le bouton [Filament] (1) sélectionner l'emplacement de la bobine (2) choisir le matériau (3) puis la couleur (4) On peut vérifier le bon chargement en demandant une extrusion de celui-ci (5) L'ACE Pro ayant été nourri de bobines PLA Pantone, une première impression peut être lancée. Mais avant vraiment de débuter une impression, une dernière étape est absolument nécessaire : le nettoyage de la plaque flecible recouverte de PEI texturé. Pourquoi ce nettoyage ? Une impression réussie est une impression qui reste collée au plateau tout au long de la durée d'impression : c'est la base de l'impression 3D FDM (également résine). Si la première couche adhère au plateau, alors le reste des couches qui se déposent correctement est augmenté. C'est comme pour une habitation : si la fondation est solide, les murs le seront (à condition évidemment de respecter les règles de l'art de la construction). Même si la plaque est neuve et malgré les précautions prises (ou pas) par les assembleurs, elle doit être préparée : un bon nettoyage à l'eau chaude avec un produit vaisselle, suivi d'un bon rinçage puis du séchage ne peut nuire. On recommencera ce nettoyage profond de temps en temps. Même si l'alcool isopropylique n'est pas un nettoyant, c'est ce que j'utilise toutes les quatre / cinq impressions entre chaque «gros» nettoyage. Une fois cette plaque nettoyée et remise en place sur le plateau, on va pouvoir lancer une première impression. Conseil : Avec toute nouvelle imprimante, il est conseillé d'imprimer les modèles préparés et fournis par le constructeur (fichiers Gcode). Via l'écran, en cliquant sur le bouton fléché, on accède à un nouvel écran muni de plusieurs onglets : Local (le dossier «test_model» contient les Gcods tranchés par Anycubic) U-Disk (clé USB) Cloud (Makeronline) History (historique des impressions réalisées) Quelques Gcodes présents sur le système : Dans la liste des modèles prétranchés stockés dans le système d'exploitation se trouve un test de Benchy rapide (treize minutes d'impression auxquelles rajouter quatre minutes pour la préparation) : auto-nivellement, topographie de la totalité du plateau, chargement / déchargement de filament via l'ACE, mise à l'origine, nettoyage buse … La bobine placée dans la première voie est la couleur Tropical turquoise. À l'issue de l'impression, le Benchy se tient fièrement sur le plateau : Très peu de défauts à noter. Le refroidissement du filament au niveau de la tête et l'auxiliaire (côté droit de l'enceinte) ont pleinement joué leur rôle. Les surplombs ne s'affaissent pas. Le «texte» imprimé au-dessous est lisible, même si avec un Z-offset moins prononcé, ce serait mieux. Pour tester le chargeur de filaments, je refais d'autres Benchies avec chacune des bobines actuellement présentes dans l'ACE. Couleurs Pantone : Peach fuzz Spring leaf Interstellar violet Lors de l'impression du quatrième Benchy (Interstellar violet), je rencontre mon premier souci . Ce sera l'occasion de relater celui-ci dans ce post. À suivre…

























 3 points
3 points -
Holà @pjtlivjy un aperçu du résultat de mon travail acharné rires. Merci pour tous tes conseils en tout cas. Je reviendrai vers le forum car cette épreuve m'est commandée à l'échelle 2 pour orner un Parc.Et là je ne sais pas comment m'y prendre, enfin si mais ce sera un vrai défis bises

 2 points
2 points -
Mon expérience me dit que la reprise après coupure de courant dépends de beaucoup de paramètres : - le type de filament en cours d'impression : en PLA, il arrive que ça passe, en PETG c'est chaud, et sur des matériel qui impriment à plus haute température, c'est mort direct: si le plateau n'est pas chauffé, ça se détache beaucoup trop facilement... - le type de pièce imprimée et son emprise sur le lit, et la géométrie de la pièce (si y a des porte à faux, avec une températures changeante, le risque est la déformation) - la longueur de la coupure de courant (ça arrive très rarement chez moi, mais quand ça arrive, il arrive que ce soit pour plusieurs heures) - l'imprimante utilisée (mon Ender 5+ n'a jamais été capable de reprendre un print après coupure, quand bien même cela ait été dans les specifications, contrairement à ma X1C où cela reprend bien (et où ça dépend surtout de la matière imprimée) et je n'ai pas encore testé sur l'A1 mini) - les conditions dans la pièce où se trouve l'imprimante : pour un peu qu'il y fasse plus frais cela peut avoir une influence non négligeable sur la reprise Bref, idéalement, faut un onduleur (par imprimante quand on en a plusieurs), et avec suffisamment de batterie pour survivre à la durée des pannes auxquelles ont fait face. La dernière grosse panne a eu lieu un matin, a durée de l'ordre de 8 heures, et mon print en PETG (un print d'environ 20 heures avec plusieurs pièces dont une très haute) s'est terminé mais avec de la un problème de délamination partielle sur la couche de la reprise : visible mais pas trop grave.2 points
-
@pjtlivjy Je viens de changer mes tubes PTFE entre mes dry boxes et le capteur BTT SFS V2,0. J'avais du PTFE standard de 2 mm intérieur et il m'arrivait de devoir retirer ces tubes pour éviter les blocages avant l'entrée du BTT SFS. Je viens de mettre des tubes en 3 mm en diamètre intérieur. Et ca change beaucoup le passage du filament, beaucoup plus fluide. Au passage, j'ai fait des jantes pour mes bobines de 2,3 ou 3,5 kg en carton de chez FormFutura. Ca se déroule beaucoup beaucoup mieux dans mes dryboxes qui sont sur roulements à billes.

 2 points
2 points -
Je te rassure je suis le même gosse, j'ai même coursé ma factrice sur 150m pour récupéré ma SV04 idex qu'elle s’apprêtait a déposé chez je ne sais qui2 points
-
21 jours et tu tiens tes résolutions. Bravo2 points
-
Bonjour, J'ai trouvé ça mais uniquement en 0.8mm. Il y a ça également mais le tarif est plus élevé.2 points
-
J'ai un phénomène similaire sur l'ABS Esun et une fois passer sur le Geeetech tous est parfait, perso j'ai arrêté de prendre le Esun j'ai eu des cas similaire sur certain filament chez eux. Je suspect dans mon cas une sensibilité supérieur a l'humidité que mes autres filament, et une irrégularité du diamètre. Tu peux tentez 3 choses, déshydrate bien ton filament, imprimer en augmentant de 5 voir 10 °c la temp° de buse voir si cela a un impact, et vérifie le diamètre de ton filament sur un 20aine de mètre au pied a coulisse.2 points
-
Des lois à la con il nous en pondent 10 par jour, dont 80% ne sont jamais appliquées alors la notion de loi est très relative Réfléchir et avoir un minimum d'esprit critique : ce n'est pas être adulte, c'est plus un minimum de formation, d'éducation (qui n'existe plus beaucoup) être passif et attendre tout des autorités (et surtout râler quand on se fait avoir par un faux Brad Pitt ) ça n'apporte rien et ça rend les gens de plus en plus c...s Non, il faut qu'ils se fassent piéger au moins une fois : ça s'appelle l'expérience et si tout va bien, ils ne devraient pas se refaire avoir. Et théoriquement - mais je suis assez vieux jeu c'est vrai - c'est le rôle des parents d'éduquer leurs enfants et de leur inculquer un minimum d'esprit critique (dans le bon sens du terme). Pour moi l'éducation c'est le rôle des parents et l'instruction le rôle de l'école (mais ce n'est plus très clair pour tout le monde ...) oui, il y en a toute la journée à la télé : ça s'appelle pubs, infos, émissions, ... Et quand on cherche à s'informer sur internet on prend plusieurs sources et on réfléchit/analyse à ce que l'on lit, si c'est juste pour prendre une info bêtement ça n'a aucun intérêt. Et je suis à peu près sur que tous les avertissements ne servent à rien, trop d'avertissement tue l'avertissement. Un exemple con : les alertes météo ici c'est du grand n'importe quoi (et de plus en plus) Alerte orange pluie/inondation tout le week end : le préfet a fait fermer les marchés du dimanche matin ... C'est vrai il a plu (mais pas vraiment fort), si il faut prévenir les gens que c'est l'hiver et qu'il pleut on est quand même mal barrés. Moralité : tout le monde se fout des alertes météo (ici en tout cas) - donc on arrive à l'effet inverse de l'effet souhaité à la base. @pascal_lb n'était plus présent sur le forum depuis longtemps, je peux te le confirmer. Je n'ai pas lu son texte sur la A1 mini donc je ne peux pas te commenter cette partie Après si il met des liens vers les articles du site qui héberge le forum, ça me semble assez normal et si ces articles ont des liens d'affiliation : il faut bien que le site vive. Donc rien ne me choque dans ce que tu lui reproches. Ce sont probablement mes origines régionales qui ont tendance à vouloir me rendre autonome ou indépendant ou libre (ou les 3)2 points
-
oui, mais bientôt il y aura plus de conseils et d'avertissements divers à lire que de contenu ... il faudrait aussi prévenir que manger une imprimante même pas trop grasse, pas trop salée ou past trop sucrée : c'est dangereux pour la santé qu'il faut marcher à pied ou en vélo plutôt que d'imprimer de petites pièces, que la t° du plateau ne doit pas dépasser 19° en hiver, et j'en oublie forcément au moins 30 autres ... J'en ai marre de ce pseudo paternalisme qui tend à m'indiquer ce qu'il faut que je fasse pour être un citoyen modèle. Et dans la pratique quand c'est gratuit : je suis le produit (pas forcément dans le mauvais sens du terme), donc ça ne me dérange pas plus que ça qu'il y aie des liens affiliés dans les articles, même si ce n'est pas indiqué. Ce qui serait plus intéressant ce serait de former les gens à réfléchir par eux même et c'est de plus en plus mal parti ...2 points
-
après il faut un peu visiter le site par exemple cette page https://www.lesimprimantes3d.fr/forum/terms/ pour le forum et pour le blog ce texte en bas de page Les liens affiliés Certains liens affichés sur le site et le forum sont affiliés. En tant que partenaire Amazon entre autres, nous pouvons recevoir une commission mais le prix que vous payez ne change pas, il reste au plus bas.2 points
-
Survol des caractéristiques principales Anycubic Kobra S1 Combo Le « Quoi qu'est-ce ? » n'a pas fait long feu. Une nouvelle imprimante a été déposée au pied du sapin (le livreur de chez DHL, lui, l'a seulement déposée à la porte d'entrée), le 24 décembre de l'an dernier : la Anycubic Kobra S1 Combo. Page produit https://www.lesimprimantes3d.fr/comparateur/imprimante3d/anycubic/kobra-s1-combo/ Sur le site Anycubic https://li3d.fr/AnycubicKobraS1-ANY Acheter une Kobra S1 chez Geekbuying https://li3d.fr/AnycubicKobraS1-Combo-GBG Bien moins lourde que ma Qidi X-Max3, son carton pèse un peu moins de 26 kg. Elle est également bien moins encombrante que la XM3, les deux étant disposées côte-à-côte, elle semble même minuscule . Le modèle Kobra S1, dernier-né de la marque Anycubic, réunit de nombreuses évolutions ayant marqué ces dernières années dans l’impression 3D grand public. Avant de procéder au déballage du carton, regardons les possibilités qu'elle offre d'après son constructeur (on peut aussi aller consulter le comparateur du site) : structure solide (châssis métal, habillage plastique) caisson fermé permettant : de maintenir une température stable (pas de chauffage interne) de limiter les nuisances sonores encombrement : 40 cm de large 41 cm de profondeur 49 cm de haut (+23 cm avec l'ACE Pro) volume d'impression de 250x250x250 mm (15,625 litres) cinématique Core XY pour le déplacement de la tête d'impression déplacement du plateau d'impression via trois guides, un seul moteur les synchronisant à l'aide d'une courroie vitesse maximale de 600 mm/s, recommandée de 300 mm/s (accélérations maximales de 20 000 mm/s²) températures maximales : de 320 °C pour la buse de 120 °C pour le lit nivellement automatique du lit (LevlQ3) sans réglage manuel du décalage en Z (Z-offset) réglage automatique de la tension des courroies (axe X et Y) bruit réduit annoncé par le constructeur (44 dB en mode silencieux, 46 dB en mode standard) capable d'utiliser de nombreux matériaux (PLA, PETG, ABS, ASA, Nylon…), y compris le TPU en impression directe (hors ACE Pro) changement de la buse (corps de chauffe, heatbreak et buse) sans outil surveillance du travail en cours via la caméra intégrée (détection des spaghettis) détecteur de fin de filament reprise d'impression après coupure de courant gestion multifilament avec un boitier externe (ACE Pro) Cette imprimante est complétée par un boitier changeur de filaments : le module ACE Pro (Anycubic Color Engine). Une fois connecté à l'imprimante, celui-ci permet de gérer quatre bobines de filament de plusieurs couleurs / matériaux sur un même objet. Selon le constructeur, il sera possible d'additionner deux caissons pour alimenter l’imprimante avec huit bobines de filament (le répartiteur 8/1 étant livré ultérieurement). De plus, l'ACE Pro peut sécher les bobines. La puissance maximale du système de chauffage double PTC est de 200 W. Il permet de faire circuler l'air en maintenant une température constante jusqu'à 55 °C. Le tout est complété par l'écosystème logiciel Anycubic : Anycubic Slicer Next, trancheur développé sur la base d'Orcaslicer : mode LAN gestion multi-plaques gestion d'exclusion d'objets (prévue courant premier trimestre 2025) Application Anycubic (Android/IOS) : commande à distance surveillance en temps réel Timelapses Makeronline: vaste sélections de modèles impression en un seul clic tranchage (nécessite que AnycubicSlicer Next soit installé sur un PC) impression Données que l'on vérifiera lors du test de cette imprimante. Ce préambule n'est là que pour aguicher le chaland. Dans les jours qui viennent, nous entrerons un peu plus dans le vif du sujet. À suivre…
 1 point
1 point -
beaucoup on certainement déjà lu cet article sorti en décembre 2015 mais je le pose là dans un sujet sur l'histoire de l'impression 3D, les grandes dates et faits marquants, que chacun bien entendu peut alimenter à sa guise là il s'agit ni plus ni moins que de l'invention de la stéréolithographie que nous appelons plus communément impression résine, le 16 juillet 1984 (date de dépôt du brevet) employés du CNRS, d'Alcatel et de Cilas (qui n'ont pas compris le potentiel de leur invention),n'ayant pas été soutenu par les banques, ses 3 chercheurs ont finis par abandonné !!! l'article complet ici bonne lecture en complément "le marché mondial de l'impression 3D par stéréolithographie atteint environ 1,77 milliard de dollars en 2024, avec un taux de croissance annuel composé (TCAC) estimé à 38,25 % entre 2024 et 2032. Cette croissance est principalement due à l'adoption accrue de la technologie dans divers secteurs tels que l'automobile, la santé et l'aérospatiale, où la demande de prototypes personnalisés et de pièces complexes est en augmentation"
 1 point
1 point -
Tout à fait, et en 0,28 ce sera plus solide. Les couches de faible épaisseur c'est bien quand tu as des parties inclinées. Après, si tu veux que le logo soit super propre tu peux laisser comme ça en couche auto...1 point
-
La mienne (P1S) est posée directement sur un bureau de récup, mais pas un bureau Ikea, un vrai bureau avec un plateau de 4-5cm d'épaisseur et bien lourd avec des pieds métalliques épais (récupérés dans une entreprise qui changeait son mobilier). C'est impeccable, pas besoin de pieds. Bon c'est dans une pièce à l'écart et donc le bruit ne me dérange pas. Par contre mes AMS ne sont pas posés directement dessus, mais juste au dessus sur une petite tablette... Avec les tests vibratoires que fait l'imprimante, je pense pas que ça joue sur la qualité des impressions, juste sur le bruit peut être...1 point
-
bravo pour ce travail de recherche @Moucklee ça démultiplie les possibilités dans un cas ponctuel sans investir dans un second AMS si c'était possible sur les systèmes multifilaments des autres fabricants ça serait chouette1 point
-
ba je n'ai pas eu de message. la fiche était peut être mal mise... je vais tester J'ai remis la buse je n'ai rien vu de spécial. j'ai essayer d'enlever l'espace d'agrafe autour de la buse qui maintient la buse je n'ai jamais réussi car il y a du PLA que j'ai gratté autour.... Lorsqu'une pièce s'est décollé du plateau j'ai eu du filament qui s'est mis derrière la chaussette en silicon... Je viens de tester le ventilateur hors impression via le panneau de commande et il fonctionne. rester a tester une impression C'était bien un problème de ventilateur... soit un bug qui a disparu après redémarrage ou alors la fiche mal mise qui "n'affiche pas le capot ouvert" mais qui empêche le ventilo de tourner1 point
-
Ton ventilateur qui souffle sur ta pièce était il en marche ?1 point
-
@SokRed pour l’instant pas de nouvelle du support, je patiente. @silvertriple je ne sais quoi répondre si ce n’est merci pout ton commentaire. Pour l’onduleur je regarde mais j’avoue qu’il va falloir potasser pour ne pas faire d’erreur pour un possible prochain achat !!!1 point
-
J'ai juste des dryboxes, pas d'AMS, donc pas de patinage, mais surtout des a coups car les bobines en carton sont massicotées et il y a des petits pics régulièrement sur le bord. Du moins pour celles de FormFutura de plus d'un kilo. Donc ca fait un petit obstacle en arrivant sur le roulement et un léger point dur. Evidemment avec les bobines plastique pas de soucis (sauf une fois avec une bobine de chez Néofil3D, ils avaient fait de belles encoches pour accrocher le filament (surtout en déroulant....)1 point
-
un endroit stable et solide ... effectivement c'est nettement plus clair je vois que tu as de l'humour venir sur un forum technique pour ne pas partager d'informations concrètes permettant aux autres de comprendre c'est fort dommage mais chacun est libre @Tounet je ne te dérange plus promis1 point
-
j'ai mis un lien dans un sujet que j'ai ouvert il y a peu sur l'histoire de l'impression 3D @Moucklee1 point
-
Je comprends mieux pourquoi certaines pièces de mon extrudeur de ma Prusa I3 Mk2s original (le fameux PETG orange) se sont déformées ou cassées dans mon caisson chauffé à 60°C Dans un caisson à 60°C, les pièces de l'extrudeur sont plus chaudes, certainement trop proche voire au delà de la température de transition vitreuse. J'ai aussi eu une déformation d'une pièce sous le bed, qui est chauffé à 110°C quand j'imprime de l'ABS, dans l'enceinte à 60°C J'avais réimprimé des pièces de remplacement en ABS, aucun soucis Donc si vous imprimez en 3D des accessoires ou des pièces mécaniques pour l'intérieur de votre imprimante en caisson chauffé, c'est à prendre en compte. Le problème peut aussi se poser si vous imprimez des boitiers pour appareils électroniques. Les composants électroniques peuvent êtres assez chauds. Certaines cartes Arduino ou RPI, ainsi que leur shields, peuvent chauffer pas mal.1 point
-
Le sujet est complété par la mise en route du matériel (>>> ici <<<).1 point
-
merci à @electroremy et à @RT36 pour ces compléments d'informations effectivement c'est très différent des matériaux traditionnels pour une raison majeure : le manque d'information des fabricants en effet, sur le métal par exemple on obtient toutes les données techniques possibles et imaginables ce qui permet d'en tirer le meilleur parti hélas pour les filaments 3D nous avançons à l'aveugle même un usage professionnel ce n'est guère mieux chimie rime avec magie1 point
-
on est comme toi rassure toi @Chris SV là on fait les raisonnables mais on serait dans ton cas ... je ne sais plus quel(le) humoriste disait que la cinquantaine c'était l'adolescence avec une carte de crédit1 point
-
d'après le tableau ci-dessous, on peut recuire juste le pla dans un sécheur ------------------------------- Glass Transition PLA 55-60 °C PETG 80-85 °C ABS 100-110 °C source : https://all3dp.com/2/pla-petg-glass-transition-temperature-3d-printing/1 point
-
Il peut y avoir une différence importante entre la température de transition vitreuse et la température de fusion. Un petit tour sur Wikipédia et on se rend compte que certains matériaux s'utilisent à l'état cristallin mais d'autres à l'état solide amorphe. On peut donc avoir une témpérature maxi d'utilisation bien plus basse que celle de fusion, mais aussi une température minimale d'utilisation. Des témpératures de transisiton vitreuses comprises supérieures à -10° et inférieures à 100°C peut être franchies à plusieurs reprises par un objet utilisé dans la vie quotidienne (dehors en cas de fort gel, ou dans une voiture en plein soleil ou comme pièce dans un appareil électroménager qui chauffe) https://fr.wikipedia.org/wiki/Température_de_transition_vitreuse Ca n'a rien à voir avec les matériaux classiques du bricoleur (bois, acier, aluminium, béton, brique...) qui conservent des propriétés mécaniques dans une plage plus importante de température On ne s'est jamais trop posé la question pour nos pièces imprimées en 3D (certains ont eu des retours d'expériences désagréables avec des figurines laissées dans une voiture en plein soleil)1 point
-
Je tiens d'ores et déjà à vous remercier pour votre intervention. Évidemment dans un premier temps je préférerais essayer de faire fonctionner ma machine car à part un papillon BI- couleur et des BENSHMARK je n'ai pas fait grand-chose avec !! Je vais donc essayer de répondre à vos questions : Pourquoi la grande taille ? Je suis designer et j'aimerais pouvoir imprimer des objets de grandes dimensions voir à l'échelle 1/1 ( Vaisselle, poterie, masque, petite lampe.. etc .. ) Pourquoi les supports dégradables ? Pour les objets plus complexes ils paraissaient à l'époque être une bonne solution pour ne pas avoir à passer des heures à éplucher le prototype... Mais malheureusement comme vous l'avez compris, cette machine avait tous les atouts sur le papier mais dans la pratique elle a dû fonctionner correctement moins d'une dizaine d'heures ! J'en ai profité aujourd'hui pour relancer les techniciens de la marque mais à cause du décalage horaire ils ne m' ont toujours pas répondu. J'espère par exemple qu'ils ont un nouveau firmware ou hardware et/ou éventuellement une nouvelle tête à me proposer.... même si j'ai l'impression de faire encore du bricolage avec un vieux taco.... En attendant je vais aller voir les tests des machines que vous avez proposé et je reviens vers vous. Merci1 point
-
je vais surement faire comme toi... j'aurais aussi pu indiquer l'emplacement de la prise usb... posé à l'arrache sur le coté du panneau... en toute logique on aurait pu la mettre en proximité de l'écran, voire sur l'écran, mais non... genre "eh robert! tu l'as prévu où le port usb? - oups, merde je l'ai oublié, on a qu'à le foutre derriere en bas? - ben non, ya jean michel il avait oublié de mettre un inter donc on l'a mis là... - bon ben fous le qq part sur le coté droit"1 point
-
Non c'est toi qui mélange PierreR63, en fait Creality Cloud c'est le Service Cloud creality qui disponible via l'appli du même nom ou ton navigateur web sur le cloud, tu as en plus des STL téléchargeable ou que tu peux envoyé, la possibilité de suivre ton print a distance, de trancher un modèle via le slicer en ligne beta, de consulté les timelapses et les télécharger depuis n'importe quels connexion internet etc.... et a côté de cela tu as Creality Print qui est le trancheur que tu installe sur PC MAC Linux qui te permet de trancher un modèle l'envoyé a l'imprimer et suivre ton impression par l'interface Creality Print, et depuis la V6 tu peux interfacer ce dernier a Creality Clourd ce qui te permet sur un PC qui serait a ton travail, chez tes parent ou autres de pouvoir envoyé une impression via le cloud sur ton imprimante qui ce trouve chez toi sur ton réseau domestique.1 point
-
Si justement en 3 jours cela m'a été annoncé, mais c'est surprenant car c'est la 1ere fois, mais c'est paypal qui ma donner le numero de suivi et le jour de livraison, qui correspond à 3 jours. J'ai même failli annulé ma présence au repas annuel de mon entreprise, lol.. Un vrai gosse je vous dit. Bon un gosse de plus de 50 ballets, mais... JE VEUX MON JOUET... .. Non mais avec ce que vous m'avez tous dit, je suis rassuré, ou presque. Merci en tout cas.1 point
-
ok pas d'histoire de dalle béton au dessus du coup ?1 point
-
Je crois que tu mélanges un peu. Tu as creality print ou tu peux suivre ton impression avec vu caméra. Ensuite tu peux ouvrir une page web avec soit mainsail ou fluid mais sans affichage caméra. Pour avoir la caméra tu dois ouvrir une page web à part avec :8000 à la fin et là tu auras ton image. Et ensuite tu as l'appli android creality cloud qui te permet de suivre ton impression avec également la video, vu caméra.1 point
-
Je dirais pas vérolée, je dirais pas encore optimisée. l'avantage c'est que ce ne sont que des soucis logiciels / firmwares. La matos en lui même est très bon. Tant qu'on reste plus ouvert que BambuLab, moi ça me va. J'arrive même a me faire a Creality Print mais je ne me jette pas sur les mises a jour !1 point
-
J'ai l'impression qu'elle est encore pas mal vérolée cette imprimante et qu'il va falloir quelques mises à jour de firmware pour la fiabiliser.1 point
-
20,99 : le prix allemand (TVA de 19%) 21,17 : le prix français (TVA de 20%)1 point
-
@PPAC Voilà déjà un bon début (voir dans le premier message de cette discussion que j'ai édité pour ajouter le tuto). Tu maitrises bien MQTT ? Tu as déjà un serveur MQTT installé ?1 point
-
Ho ! La belle collection de cartons ! J'ai quelques doubles, si tu en as aussi en doubles, on peut faire des échanges pour compléter nos collections1 point
-
Oui ! Bingo ! C'est bien une Creality K1 ! que j'ai donc gagné lors du "Submit Print Settings to Win a K2 Plus 3D Printer" sur Creality Cloud https://www.crealitycloud.com/post-detail/67330118655e4517bf1b1416 ( ils viennent juste de lancer un second concours du même genre )

 1 point
1 point -
Que il y ai des défaut sur une reprise peut importe il y a toujours moyen de rattraper mais la c est un décalage d un des axe donc impossible, je demande pas un truc parfait non plus. De base c est une micro coupure mais la machine demande avant de redémarrer et j était pas chez moi je l'ai redémarrer le soir car la box avait couper et impossible avec bambu handy ducoup, j ai donc reprit après 5h environ fait réchauffer le plateau avant et aucun soucis d adhésion avec le plateau texturé. Je pense pour être le plus fidèle débranche la prise.1 point
-
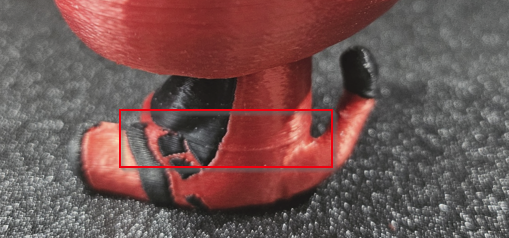
1er essai d'impression multi couleur, en 0.2/10% grille et, par hazard, test de la coupure électrique... donc: la coupure a eu lieu au dessus des pattes et est un peu visible: par contre il demande si on veut reprendre ou non, je ne sais pas si on peut faire en sorte qu'il reprenne automatiquement dans ce cas... bonne surprise le timelapse est ok, meme si on voit une petite saute au moment de la coupure... au niveau poids: * figurine: 30 grs * supports: 8grs * tour de purge (15x20): 14 grs * "boulettes" de purge: 234 grs pour info, creality print m'indiquait cette conso (figurine/supports/boulettes/tour): voilou... ah et j'ai réglé mon plateau avec le screw tilt, je suis vert partout, mais ce que m'indique fluidd me semble pas fantastique, zen dites quoi? 1500 euros pour télécharger des modeles tout fait sur le net et les imprimer soit meme, même si je le fais parfois pour tester notamment, je trouve ça un peu chéro tout de meme pour ne pas créer soit même des pieces...

 1 point
1 point -
Avec Prusaslicer (Orcaslicer aussi), c'est généralement une mise à jour des profils filaments, imprimante). C'est plutôt conseillé de le faire.1 point
-
Salutation ! Il semblerait que sous Creality Print, les profils filaments PLA associé à la KE sont à retravailler. (N'ont pas les mêmes paramètres qu'un même profil filament de même nom sur par exemple la Ender-3 V3 (tout court)) Le profil filament "Hyper PLA", a par défaut une température plateau à 50°C or 60°C est plus adapté pour garantir une bonne adhérence plateau tout le long de l'impression. Et il semble y avoir la même chose (température plateau à mettre à 60°C) et un bug avec le profil "Generic PLA". Le bug, c'est qu'il n'est pas là par défaut, il faut aller l'ajouter, et après l'avoir ajouté, il a tendance à disparaitre quand on ferme et relance Creality Print et Creality Print prend alors le profile "Hyper PLA". La seule technique que j'ai trouvée pour contourner ce bug, c'est quand on l'a sous la main de le modifier et de le sauver en profil personnalisé ( avec un autre nom ) et de toujours revérifier que le profil filament utilisé avant tranchage est bien le profil filament que l'on veut. Ci-joint, un profil de la Ender-3 V3 KE avec mes profils filament "Generic PLA-220,60,Zlift0.4" et "Generic PLA-230,60,Zlift0.4" basé sur un profil "Generic PLA" modifié. CP5.1.7.10513_Ender-3 V3 KE_F005-0.4_FilamentPLA_PPAC.zip( Sous Creality Print (>=v5.1.7) menu "Fichier", "Importer", "Importer des configs ..." ) Edit > Il y a aussi les paramètres des supports à modifier, si tu actives les supports sur les profils, associés avec la KE, par défaut fournis ( il donne des supports trop denses par défaut ) pour cela regarde mes profils avec le mot "Support" ou "SupNorm" agrégat du mot Support et Normaux (où j'ai repris les valeurs des paramètres support des profils d'impression de la Ender-3 V3 (tout court) qui me semblent mieux fonctionner que ceux par défaut de la Ender-3 V3 KE.)1 point
-
Bien joué ! Bon avec tout cela je vais allez me servir un jus d'orange ... car je sais pas pourquoi, j'ai envie d'un bon jus d'orange juste là maintenant ...1 point
-
Chez moi c'est en verre et en mode manuel (donc on ne l'utilise pas souvent ) Mais encore un fois chapeau pour la/les réparations / modélisation !
 1 point
1 point