Classement



Contenu populaire
Contenu avec la plus haute réputation dans 11/02/2025 Dans tous les contenus
-
il faut utiliser la dernière version avec les tags crypté.3 points
-
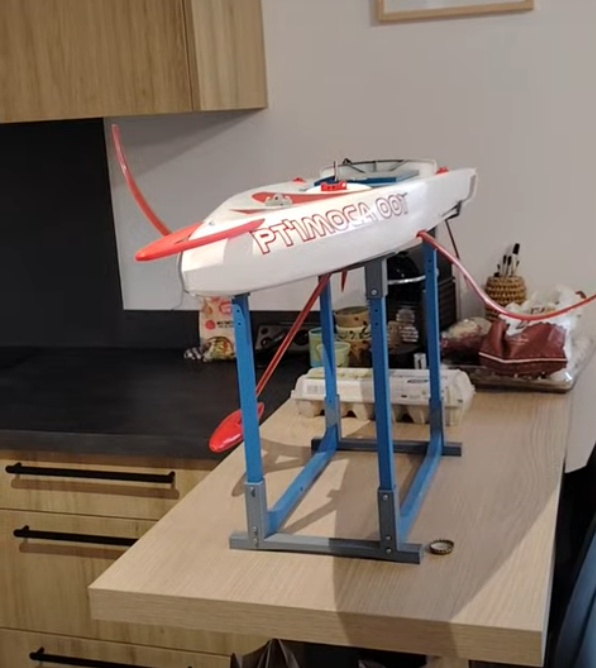
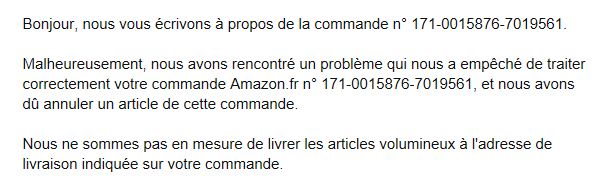
Le Pt'Imoca 001 est bientôt prêt à aller à l'eau ! La peinture bleue ne me plaisait pas, il a donc été repeint en blanc. J'ai eu aussi quelques modifications à faire pour que les systèmes soient réellement fiables, j'ai eu des soucis de cordage qui avaient tendance à sortir des poulies et à coincer. Mine de rien, l'ABS GF de Bambu Lab est vraiment bien, la coque a survécu à 3 peintures complètes, avec les ponçages et manipulations qui vont avec, à au moins 4 démontages intégrales de tous les systèmes qui demandent pas mal de manipulations, le tout sans aucun dégât.
 3 points
3 points -
Je n'ai jamais eu de souci de ce genre avec mes Prusa, ni même avec mes ex DE200, CR-10 et i3-RDX. J'avais une CTC i3 Pro B mais je ne l'ai jamais utilisé car c'est une machine vraiment très très bas de gamme et je n'avais aucune confiance, ou plutôt j'étais carrément ultra méfiant Elle n'a fait qu'un cube pour le fun avant que je ne la démonte pour pièces. J'aborde le sujet de manière plus générale. J'ai déjà eu un soucis de surchauffe sans aller jusqu'au feu car l'odeur m'a donné l'alerte, sur un four moderne de marque Rowenta. Le PCB était noirci au niveau du connecteur des éléments chauffants et les soudures avaient fondu. Autre cas, une table à induction de marque Sauter a fait sauter son fusible (une fine piste sur le PCB, irréparable) suite à un défaut d'isolation sur un des transistors de puissance qui a simplement éclaté (la plaque avait 15 ans). Pour le coup la protection a fonctionné donc pas de risque de feu. Du coup pour ma part, statistiquement une imprimante 3D n'est pas plus dangereuse qu'un électroménager faisant passer de la puissance, même non chinois.3 points
-
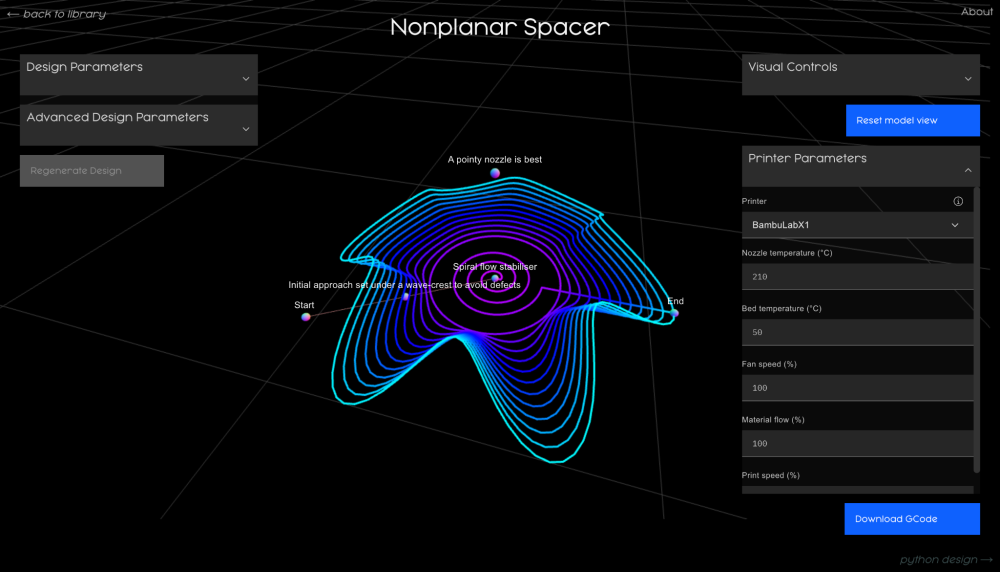
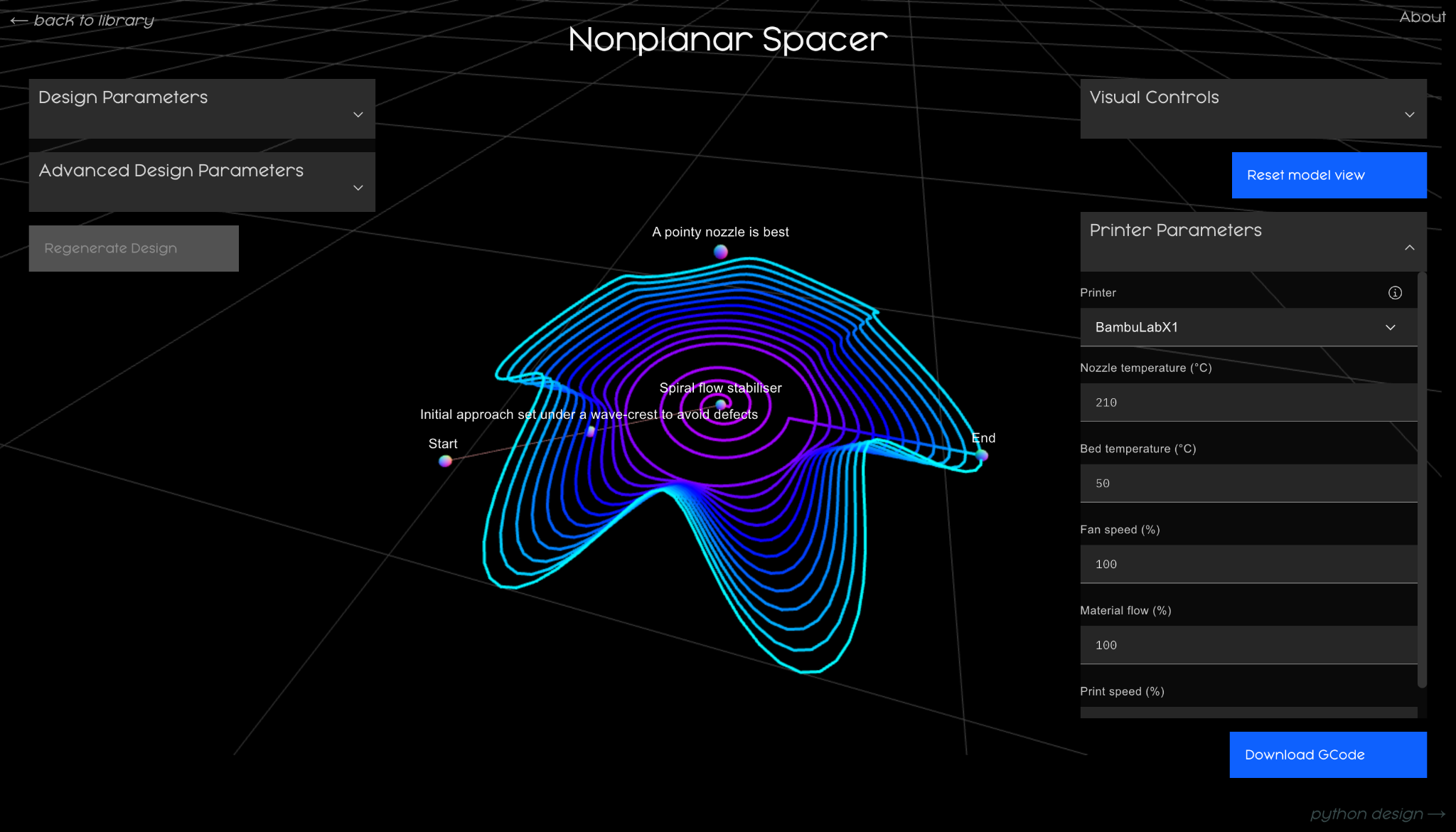
si jamais quelqu'un veut essayer d'imprimer la pièce qu'on voit dans la vidéo ci-dessus https://fullcontrol.xyz/#/models/971ff7
 3 points
3 points -
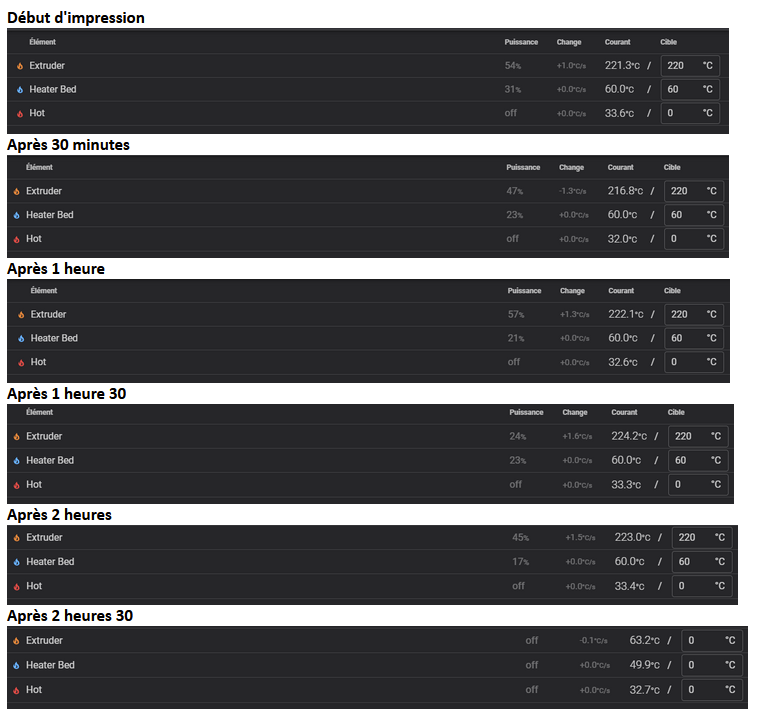
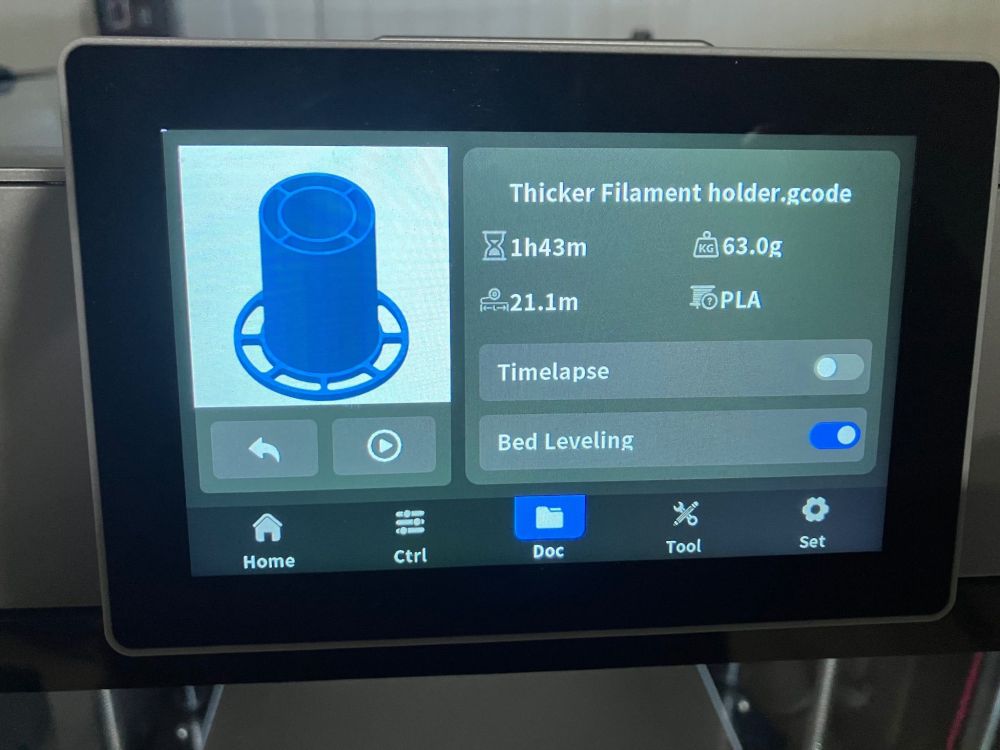
Salut, V3DP -> Pas de soucis pour "usage privé" des fichiers, tu peux compter sur moi. pjtlivjt -> Test effectué hier soir. - Impression d'une pièce de V3DP, c'est le réceptacle du filtre HEPA. Lors de la 1er impression, il y avait un peu de warping dans les 4 angles, pas au niveau du lit, mais juste au-dessus des supports, altimétrie du départ des paroies extérieures (flèche rouge, sur l'impression d'hier soir). Et là, nickel, les couches appuyées sur les supports sont bien plan (ligne bleu). Donc, pour le test : - Température dans le bureau régulée à 19°, pour info le bureau fait 9m². - Impression PLA vitesse élevée pour le test (260 mm/s en remplissage 180mm/s en contour). - Remplissage 5%, 2 couches basses et hautes, 2 bordures. - Lit réglé à 60°, avec adhésif en bombe basic. - Chambre réglée à 0°. - Ventilateur arrière (FAN3 filtre HEPA) réglé à 100%). C'est vraiment top (pour l'instant avec un lit à 60°), le faite que l'imprimante soit fermée : - le FAN 3 à 100% avec son filtre HEPA recycle l'air de la chambre. - température de la chambre stabilisée. - aucun warping sur cette pièce (contrairement au 1er essai de la semaine dernière sans ce montage), il est également vrai que le faible remplissage et faible nombre de couches ne lui tirent pas sur le coin du nez. À voir dans le temps, j'ai des pièces assez techniques à imprimer cette semaine (ABS et TPU). Bonne semaine.

 3 points
3 points -
Je remets une pièce dans la machine, avant de finaliser ma commande dans la semaine ou ce WE, histoire de me vider la tête de toutes les questions qui passent ! @pjtlivjy (et les autres détenteur de Qidi), il y a bien un ventilateur qui assure l’extraction de l’air de la chambre vers l’extérieur de l’imprimante sur les Q1/Plus4 ? Est-il raisonnable d’envisager 1) de gainer son rejet sur l’extérieur ? (~1,5/2m en vertical dans mon cas). Autre solution 2) je peux également raccorder cet évacuation sur la VMC de ma maison, mais j’ai peur que cela créer une dépression trop importante dans l’enceinte et les problèmes qui vont avec (courant d’air, baisse de température en cas de chauffage de l’enceinte). Autre solution 3) construire une boîte autour de l’imprimante qui serait raccordé sur la VMC. L’imprimante pourrait réguler sa ventilation indépendamment, mais l’air pollué resterait dans le caisson et serait évacuer par la VMC. J’avoue ne pas être hyper serein à l’usage de filaments techniques dans une pièce de 5m2 sans ouverture si je n’assure pas correctement l’extraction des COV/polluants vers l’extérieur.2 points
-
pour les livraisons des X-MAX3 et PLUS4, que ce soit sur Amazon ou directement depuis Qidi c'est livreur spécial, pas de palette mais livreur qui aide à rentrer la bête vu le poids et l'encombrement pareil au boulot2 points
-
Merci, mais pareil que @pommeverte, pas d'histoire à la maison, j'ai encore quelques années de couple à vivre ! Et en plus, je ne suis pas adepte de sport extrême, j'hésite à la contredire en général...2 points
-
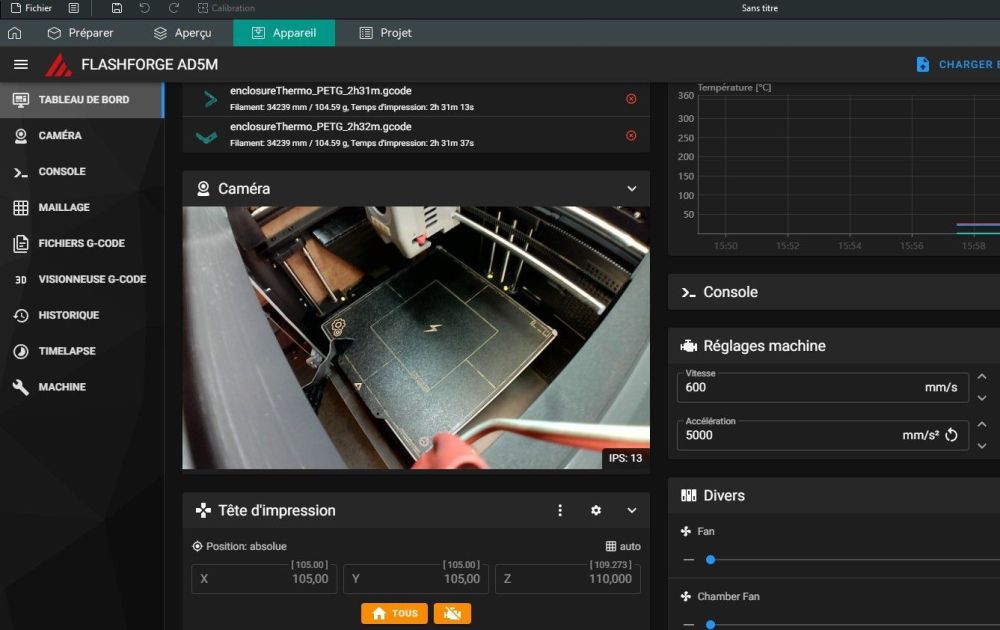
Bonjour @vap38 Venant de faire l'acquisition d'une QIDI Plus 4, je me permet d'apporter une petite précision par rapport a ton questionnement. Au départ j'avais commandé celle-ci sur AMAZON et peut après avoir passé ma commande, j'ai reçu le message ci-dessous ( qui m'a plutôt surpris puisque QIDI a un accord commercial avec AMAZON ! ) ================================== ================================= Je n'ai pas investigué concernant la cause ! Peut être lié à la masse du colis car je suis donc passé ma commande chez QIDI ''Allemagne '' est j'ai constaté que le colis faisait 32,8 Kg ) ! Sauf erreur de ma part, les colis AMAZON sont livrés par CHRONOPOST => limitation 30 Kg max Le prix est identique sur les 2 sites - Frais de port inclus dans le prix affiché. J'ai été livré sous une semaine
 2 points
2 points -
Ok, je me permets de mettre tous les liens. Si un modo passe par là, est-il possible de les ajouter au premier post? Ironblue: https://makerworld.com/fr/@Ironblue Moucklee: https://makerworld.com/en/@IIKenshiroII PPAC: https://makerworld.com/en/@PPAC37 pleinair37: https://makerworld.com/fr/%40pleinair37?orderBy=createTime silvertriple: SilverTriple | Published - MakerWorld Genii: https://makerworld.com/en/@genii2811 KiaVhar: https://makerworld.com/en/@KiaVhar Wapata: https://makerworld.com/fr/@Wapata jcjames_13009: https://makerworld.com/en/@jcjames_13009 leblond: https://makerworld.com/@mrlebl0nd71 xavax: https://makerworld.com/fr/@xavax Pastaga51: https://makerworld.com/fr/@Pastaga512 points
-
Ce n'est pas un test mais un premier survol rapide pour faire patienter en attendant le vrai test, comme la plupart des "reviews" précédentes. Un des points noté est la connexion de la caméra qui foire à cause des caractères spéciaux dans le Wifi. Problème que j'avais aussi noté lors du test de la MK4S avec sa config NFC. Rigolo aussi que ça ne soit pas le premier à dire que la prise ne dépasse pas derrière et que ça permet de gagner des centimètres à l'arrière. Je dois être le seul que ça choque de 1/ condamner l'accès à l'interrupteur, 2/ étouffer la pauvre alimentation coincée entre un caisson "chauffé" et un mur sans aucune ventilation.2 points
-
en fait @2cv001 ce sont des plaques qui ont une meilleure adhérence et du coup tu as moins besoin de chaleur pour faire adhérer ton impression. Par exemple, tu vas imprimer du PLA à température ambiante sans chauffer la plaque ou du Petg à 50 au lieu de 75 / 80 degrés mais il y a aussi un gros intérêt avec le multifilaments, c'est d'imprimer plusieurs objets avec des filaments différents sur une même plaque et ça simplifie aussi beaucoup pour les supports2 points
-
Au bistrot, les bars qui vendent plusieurs marques de bière ont quelquefois des bières scandinaves qui sont beaucoup en fûts PET. J'en connais un à Chambéry qui m'en avait mis de coté une vingtaine (plusieurs années de ma conso de plastique...). Ces fûts ne sont pas consignés.

 2 points
2 points -
Bonjour, Très bonne initiative. Boost envoyé. Serait-il possible d'avoir un post qui référence tous les liens des comptes MakerWorld des membres du forum ? Cela permettrait de booster différents profils sans avoir à parcourir tout le post. Voici mon profil https://makerworld.com/fr/@Pastaga512 points
-
bonjour @pierre_015 je te sens très inquiet sur la question et du coup je me pose la question qui, sur ce forum, a eu un départ d'incendie sur son imprimante ? après 20 ans dans l'impression 3D, je n'ai jamais eu aucun souci, attention je ne dis pas qu'il ne faut pas s'y pencher mais je m'interroge2 points
-
ok @Tospogas mais quand tu affirmes que l'extrudeur est mal conçu il fonctionne parfaitement chez @vap38 donc ça n'est pas le problème tu ne nous dis rien du filament et le fait que sur d'autres imprimantes il ne pose pas de problème ne veut rien dire en soi, autres températures, autres vitesses etc2 points
-
C'est parce que tu es d'un âge avancé, c'est tout2 points
-
Alors, si maintenant il faut devenir alcoolique seulement pour recycler l'emballage ou allons nous.2 points
-
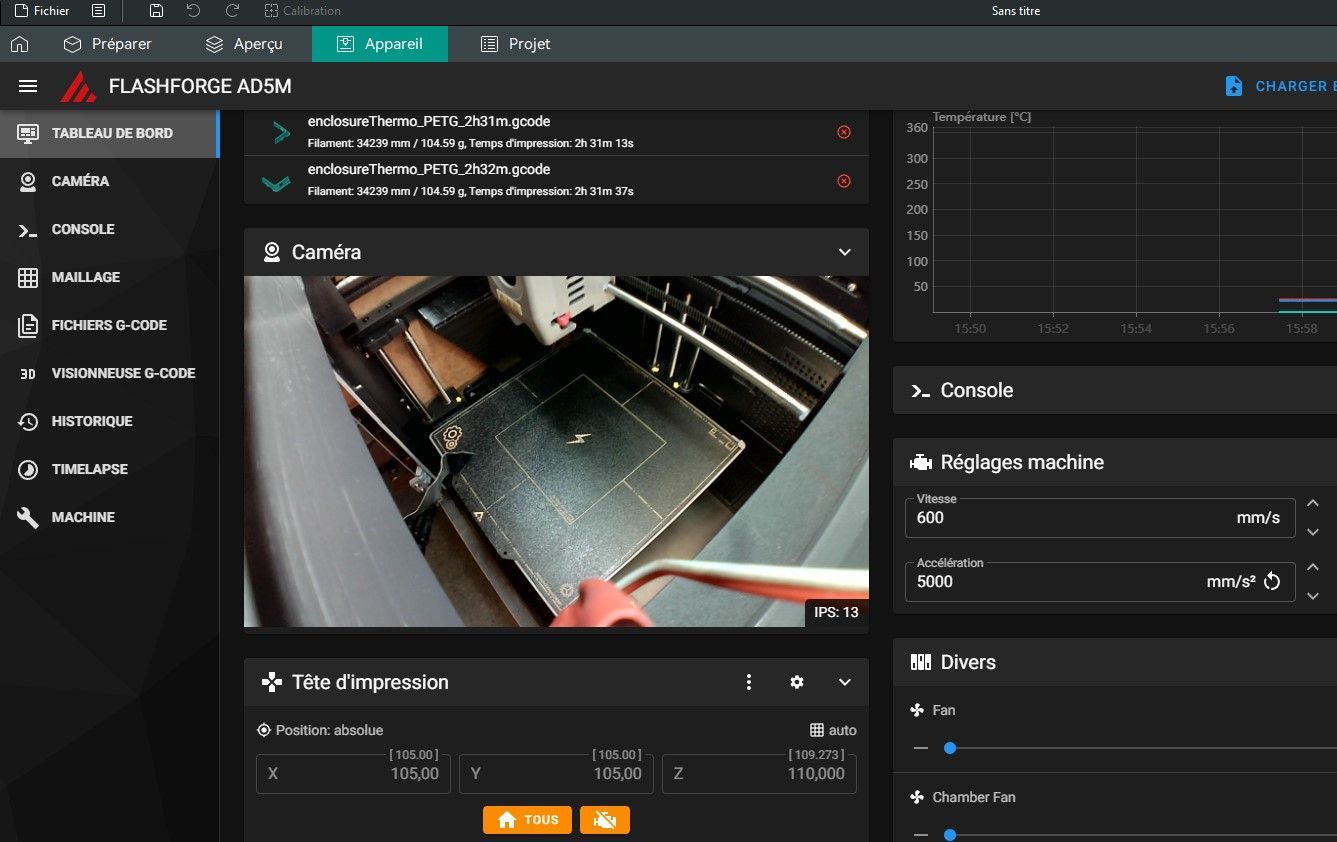
quand tu imprimes avec la chambre chauffée comme de l'abs, que ce soit sous fluidd ou crealityprint, tu as une cible de t° à zero: bon c'est un bug ridicule et pas génant mais ca reste un bug et comme j'ai lancé une impression abs juste apres la maj, ben je l'ai constaté le temps restant aussi... je lance une impression prévue pour 9h, mais je la lance à 50% ==> 18h... ce matin elle est à 51% d'avancement après 9h d'impression et il m'annonce 3m restantes... et en arrivant à 0min, elle est passée à 16h restantes honnetement, je prefere avoir ce genre de bug, que la tete qui creuse le plateau ou l'extrudeuse qui explose
 2 points
2 points -
Petit update sur l'impression ABS : J'ai modifié un peu mon Z Offset et augmenté la température d'impression de 10°c et j'ai réussi à imprimer une petite pièce ABS nickel. Merci pour les conseils !2 points
-
Bonjour la communauté des printers, je me présente : Alexandre Guillalmon, jeune architecte de 30 ans qui s'est laissé tenté par l'aventure de l'impression 3D résine. J'ai acheté une Elegoo Mars 3 Pro après avoir hésité depuis des années, depuis la sortie de la Mars 1! C'est une petite merveille, mais l'impression a aussi son lot de difficultés et ses ratés! J'imprime à la fois pour le plaisir (novice en peinture de figurine également) mais aussi pour le pro (j'aimerais aussi imprimer des maquettes des projets). Je ne reste pas fermé à l'impression filament, mais compte me limiter à la résine dans un premier temps. Je modélise principalement sur Sketchup et réalise des rendus photoréalistes sur le logiciel Lumion. Au plaisir de vous lire.1 point
-
Je sais aussi que les Voroniste utilise ça également pour faire monté la température du caisson, étant donnée que le Nevermore est placé sous le BED et qu'il souffle dessus en permanence ça permet de faire d'une pierre deux coup. Maintenant le hic c'est le temps de la monté en chaleur du caisson, et également l'isolation de celui-ci1 point
-
merci pour les infos @Moucklee encore un truc à ajouter à la longue liste des trucs à faire1 point
-
Je m'étais fais une BentoBox il y a longtemps sur la première P1S, mais j'ai pas eu le courage de la terminer (Manque deux petits ventilo). Mais étant donné que ne je n’imprime plus de filaments tech sur les P1S, je ne me suis pas plus pencher dessus, d'autant que je devrais récupérer la Q1 Pro rapidement et la PLus 4 au mois de Mars. Mais dans mon entourage tout les Voroniste que je connais, utilise tous soit The Filter soit Nevermore, et d’après leur retour, il semblerait tous satisfait en impression ABS/ASA1 point
-
Ah top, j’avais pas vu que le ventilateur n’était pas celui d’origine, mais celui livré avec le filtre Alvéo3D. En regardant sur leur site, il est donné pour un débit de 34m3/h ce qui est assez important vu le volume de l’imprimante (qui doit être de l’ordre de 0,04m3 soit … 850 vol/h à 100% de fonctionnent du ventilateur. C’est plutôt rassurant de voir que la température de la chambre ne baisse pas dans cette configuration !1 point
-
oui il y a bien un ventilateur d'extraction oui c'est raisonnable voir ce sujet de @V3DP solution mis en oeuvre par @laurent441 point
-
C'est justement à ça que je pensais1 point
-
Normalement le max se situe entre 0.3 et 0.5. Tu as un range de 0.5910 alors que le gap est de 0.846, sans doute dû à un lissage bicubique plus agressif qu'un lissage Lagrange. Essais avec un lissage Lagrange pour voir la différence. Un réglage plateau avec les vis serait souhaitable, mais pas indispensable si tu n'as pas de problème d'accroche de la première couche. Fais-le avec la macro "screws_tilt_adjust"1 point
-
voilà j'ai retrouvé la vidéo officielle Qidi concernant un problème d'inclinaison excessive du plateau elle est là Qidi se sert pour le calage de 2 objets pré enregistrés dans l'imprimante, ceux-ci vous aurez tous compris qu'il vaut mieux les imprimer en prévision
 1 point
1 point -
voilà @JDL61 j'ai retrouvé la vidéo officielle Qidi elle se trouve là les objets qui servent de calage et qu'il vaut mieux imprimer en prévision et qui sont pré enregistrés dans l'imprimante sont ceux ci-dessous
 1 point
1 point -
si si, j'ai le capot fêlé puis le décalage, j'ai reçu une autre pièce pour remonter et avoir un plateau pile poil au dessus de l'écran.1 point
-
@Carlito06 souvent sur les profils ASA il y a trop de refroidissement1 point
-
bonsoir @2cv001 je n'avais pas reçu de notification pour ton message internet toujours en rade ! les matériaux ordinaire nullement besoin de colle, même avec le nylon seul le polypropylène qui est très spécifique demande une préparation c'est te dire après suivant les designs de pièces, en particulier sur des parois fines ou hautes avec une faible emprise sur le plateau par exemple, je mets une colle pour assurer le coût mais pour du nylon, de l'ABS, du hips, du PC un filament bien séché diminue notablement les risques de décollement pour faciliter le décollement d'un filament un peu trop adhérent, un petit coût de produit lave vitre sur le plateau avant impression1 point
-
Bonjour, je viens d'acquérir une GK3 ultra qui est ma première imprimante résine malgré les recommandations de Isidon de ne pas prendre cette imprimante pour débuter. Je ne regrette pas et les premières impressions se sont bien passées. J'ai utilisé UVTools pour copier les profils utilisés dans les impressions fournies par le constructeur et ça se passe bien. Ce n'est probablement pas optimum en terme de temps. A noter qu'avec le dernier firmware uniformation fournit une impression de 8 pièces avec des temps d'exposition différents pour chaque pièce variant de 1,85 sec à 3,25 sec par palier de 0,2 sec, donc 8 tests d'exposition en 1 seule impression. @isidon , ce dernier firmware permet également de modifier les temps d'exposition directement sur l'ecran de l'imprimante. Donc plus d'aller/retour avec le slicer nécessaire.1 point
-
Si tu ne sais c'est peut-être bien cela. Après une bonne carte SD de marque type Sandisk, kingston, samsung,... est plus sûre sur la durée.1 point
-
Les mystères d'Orca sont impénétrables. Il a tendance à n'en faire qu'à sa tête . Ma préférence continue d'aller vers Prusaslicer (Orca est un dérivé de BBStudio qui lui puise allègrement dans Prusaslicer, c'est d'ailleurs chez BBL le seul élément qui soit Open Source, tout le reste est propriétaire, probablement fortement dérivé (copié ) de Klipper, mais c'est une autre histoire). Mais ce n'est absolument pas normal que ce trancheur soit incapable de gérer le G29 de la XM3 (c'est une macro Gcode) : Pour que le palpage adaptatif fonctionne avec Qlipper (condensé de Qidi et Klipper), il faut que le fichier adaptive_mesh.cfg soit inclus dans le printer.cfg. Essaie éventuellement avec Orca en ajoutant juste avant le G29, un G31 qui forcera la valeur de k à 1.1 point
-
Je vais arrêter d'en mettre alors, au moins, là, pour du PLA. Plus haut, on parlait du nettoyage du plateau. perso des fois, c'est lave-vaisselle.1 point
-
A l'époque ou Prusa était nettement supérieur aux autres marques, ils ne finançaient pas ces parasites et ne faisaient pas de pub, le bouche à oreilles était suffisant. Lorsque je mettais en avant la qualité de Prusa, sur ce forum je me faisais traiter de Troll payé par Prusa (je n'ai jamais eu le moindre avantage ou la moindre remise chez eux) Maintenant avec le retard qu'ils ont accumulé et le niveau de la concurrence, ils font comme les autres, influenceurs et pub à gogo (les temps changent)1 point
-
@JDL61 J'ai acheté une X Max 3 sur Amazon il y a un an (pour récupérer la TVA) et elle est arrivée par un livreur spécial, sur palette .... et pas sur le trottoir. Pas de soucis. La deuxième a été achetée chez 3D Jake et à nouveau transporteur spécialisé, sur palette et pas sur le trottoir. J'avoue que 3D Jake a ma préférence, c'est plus simple si il y a un souci à la réception. Mais à l'époque ils ne le faisaient pas.1 point
-
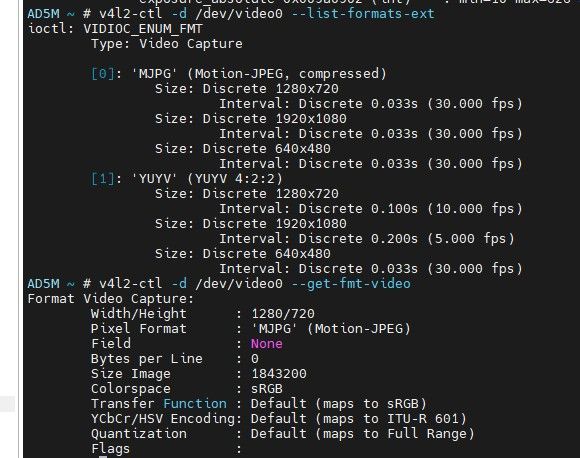
@papagalak Je l'ai acheté sur aliexpress. https://fr.aliexpress.com/item/1005007989879227.html?spm=a2g0o.order_detail.order_detail_item.7.1bce7d564ihhhl&gatewayAdapt=glo2fra Ne t'attends pas à une super qualité d'image, ce n'est qu'une 720P. Aussitôt reçu, aussitôt branché. Voici la qualité d'image que j'ai sans aucun réglage du focus, sorti de la boite. Edit : Finalement, il n'y a aucun réglage manuel . L'objectif est collé sur le pas de vis. J'apprécie l'angle de vision de 130°. En fait, elle est bien full hd. C'est qu'elle est par défaut sur 720p. Je vais la mettre en 1080p pour voir la différence. J'ai pas pu mettre en 1080p . je pense que le système limite a 720p à cause des ressources limitées. @fran6p Le problème est qu'il n'y a pas de fichier Crowsnest.

 1 point
1 point -
J'en ai une, mais pas pour une Qidi, mais pour la Anycubic Kobra S1. La découpe arrière me permet d'utiliser les deux ergots de positionnement de la plaque sur la KS1. Cette plaque fournit une bonne adhérence, tout en chauffant un peu moins le plateau . Comme toute plaque neuve, un bon premier nettoyage eau chaude + MIR vaisselle. Les nettoyages suivants se faisant à l'alcool isopropylique et quand l'adhérence redevient moyenne, retour au premier nettoyage. Je ne me souviens plus (et pas envie de rechercher) comment est aidée la plaque à son bon positionnement sur la Q1 Pro .1 point
-
Avec le Klipper de Qidi, c'est la macro G29 de Qidi qu'il faut utiliser, pas les explications (datées d'ailleurs ) d'Orcaslicer. Mon Gcode de démarrage :1 point
-
Merci Moucklee et pjtlivjy, en effet j'ai opté pour la Q1 pro, après de longues lectures de posts et visionnement de vidéos sur la modification des autres (caisson chauffant par ex), l'utilisation etc etc. pour certaines un plus grand volume, mais quand on compte le prix des modifs.. le Q1 même si le bed est un peu petit, je n'ai imprimé sur la surface max de l' U 20 que 3 fois (et comme je compte la réparer (sûrement l'alim (25€) et j'ai une carte mère d'avance au cas ou..) elle ne servira qu'aux grandes impressions TPU et ABS, aussi étonnant que cela paraisse sans caisson et sans direct drive). la revendre pour augmenter mon budget, avec sa côté à 80€ au mieux, ce n'est pas suffisant.. L’intérêt c'est de pouvoir faire des pièces mécaniques avec des filaments techniques qui durent dans le temps, et avec un bed à 120 et une buse à 350 je devrais m'amuser un peu. le nylon est enfin un rêve à ma portée.. Encore merci, je n'ai plus qu'à commander la petite bête.1 point
-
Salut, Après analyse de la configuration de Prusaslicer de @lion02, il s'avère que la différence entre nos fichiers Gcode est due au type d'extrusion (relative / absolue). Voici donc la mise à jour du script python qui tient compte de ce paramètre: ZafterXY_V2.zip1 point
-
Un bâteau imprimé en 3D, des chaussures de luxe imprimées en 3D, un firmware Open Source pour FLSun S1, un logiciel pour faire l'inventaire des fichiers 3D, de l'impression 3D non planar chez Bambu Lab, la CNC Cubiko et le test de l'Elegoo Centauri Carbon, voici les thèmes de la semaine ! https://www.lesimprimantes3d.fr/semaine-impression-3d-475-20250209/1 point
-
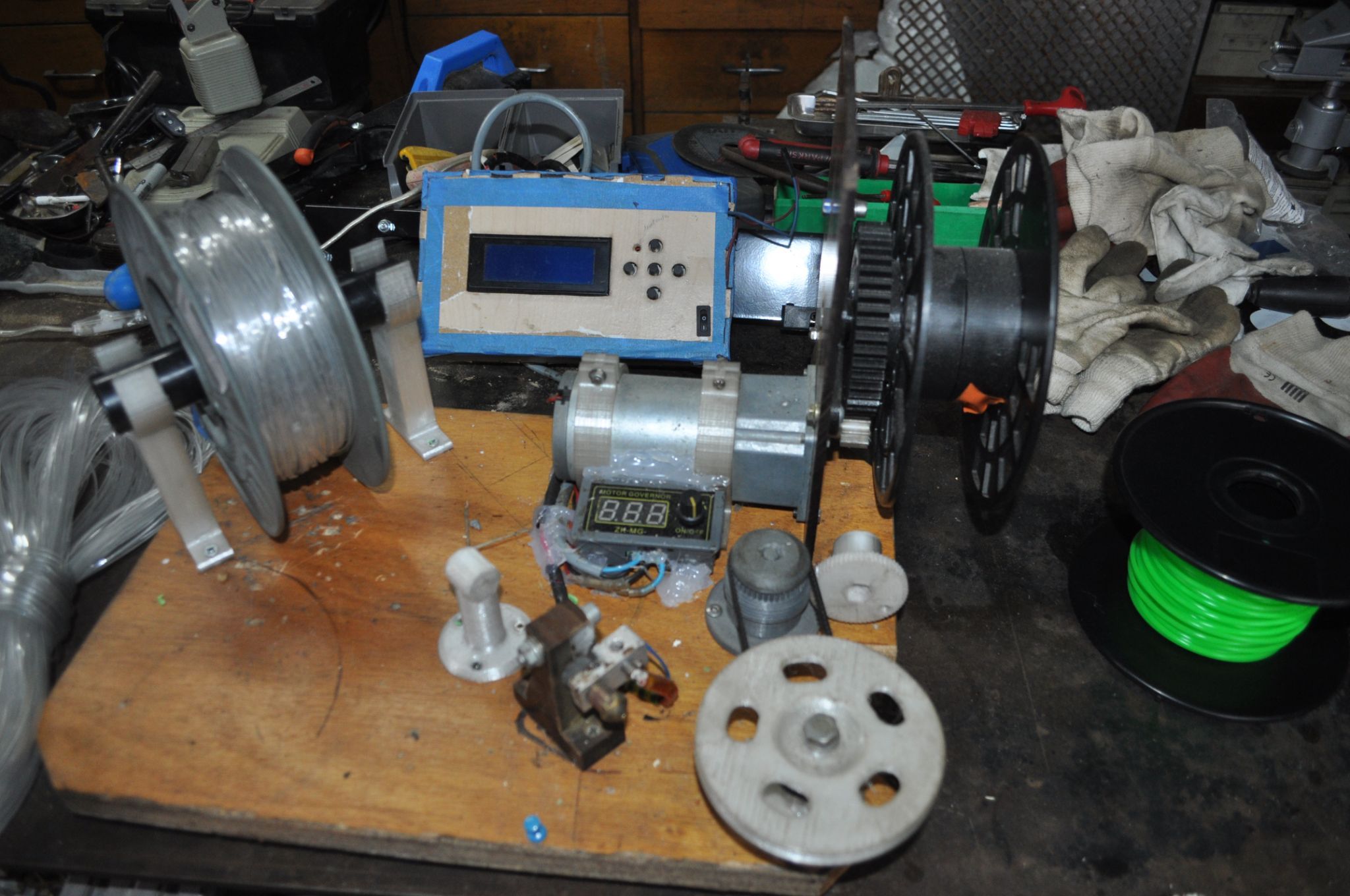
ce qu'on peut faire avec une bambu1 point
-
Tu as raison, j'ai été Prusa fanboy à l'époque ou Prusa avait de gros avantages par rapport aux marques chinoises (8 machines dans l'atelier dont j'ai été très satisfait). Après avoir attendu deux ans la XL (j'en avais commandé 2) beaucoup de promesses de Prusa sur les délais, j'ai renoncé à Prusa et je suis passé chez BambuLab dés la Sortie de la X1C, elles me donnent pleinement satisfaction et n'ont pas eu besoin de kits onéreux pour s'améliorer (seulement des softs qui s'installent automatiquement sans le moindre problème). Quand au futur kit, c'est effectivement une plaisanterie, mais n'ayez crainte, cela arrivera (comme cela a été le cas pour chaque machine chez Prusa).1 point
-
je me trompe peut-être, mais je ne vois pas ce qu'elle a de pus qu'une P1S, si ce n'est le prix1 point
-
je trouve ta conclusion d'un très grand bon sens , je me suis régalé avec la MK2 sorti en 2016 jusqu'à ce que je tombe sur la Flashforge Creator pro et son double extrudeur sorti 2 ans plus tôt ... les Chinois ne cessent de nous surprendre et à un rythme éffréné le Made in Europe de Prusa est un argument étrange ... cette Europe de l'impression 3D n'existe que par les composants Chinois et Taïwanais1 point
-
Bonjour @Guillaume3D D'après le site Reprap ou celui de Marlin c'est le paramètre P<index> qui permet de sélectionner le fan à actionner (index commence à 0 pour le premier puis 1 pour le second jusqu'à 2 pour le troisième ) M106 [P<index>] [S<speed>] [T<secondary>] Ce n'est qu'à partir de la version 1.1.7 que Marlin est capable de gérer jusqu'à trois (3) ventilateurs. Donc si tu veux activer le premier ventilateur (fan) à 100% : M106 P0 S255 A 50%: M106 P0 S127 Et ton second ventilateur est activé par : M106 P1 S{0..255} (avec 100%=255, 50%=127, 25%=63, 10%=25 ou 26, ...) En espérant que ça fonctionne car je n'ai qu'un ventilateur de refroidissement de filament sur ma CR10 Et pour arrêter le ventilateur, c'est M107 suivi de P0 ou P1 suivant que tu veux arrêter le premier ou le second fan.1 point
















.thumb.png.cf91b9255a0fd229165d1133da6f304c.png)