Classement




Contenu populaire
Contenu avec la plus haute réputation dans 10/05/2025 Dans tous les contenus
-
N'importe quel pièces qui peut être aérée avec une température tempérée (supérieur à 15° idéalement) ira très bien. Comme tu va peindre tes figurines, perso je mettrai tous ensemble surtout que si tu peint à l'aérographe, il va te falloir une extraction d'aire donc autant qu'elle servent aussi à l'impression.3 points
-
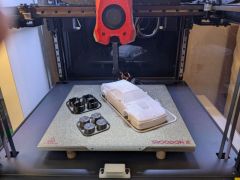
J'ai contacté la boîte qui fabrique ces plateaux. Les pré-commandes seront ouvertes d'ici 15 jours. Ils me préviendront3 points
-
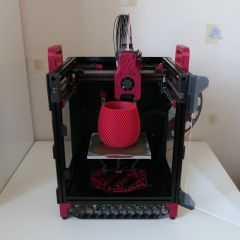
Un point d'étape après 100 heures d'impression avec la Bambu Lab H2D AMS Combo https://www.lesimprimantes3d.fr/test-bambu-lab-h2d-ams-combo-20250509/2 points
-
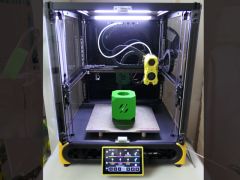
Le socle qui va avec.


 2 points
2 points -
Bah si un peu tout de même, la série ENDER 3 depuis le départ sont des bed slinger à portique. Les seules choses qui ont changées (ou améliorées) sont les performances, mécaniquement elle sont toutes sur le même principe. Pour ma modeste expérience, je n'ai jamais aimé le porte bobine sur le portique, Un bon kilo en haut, sur ma S1 poussée au maxi de sa vitesse, avait parfois une influence néfaste sur la qualité d'impression (surtout avec une bobine neuve). Ton imprimante est "rigidifiée" sur le portique c'est une bonne chose, option que beaucoup faisaient eux même à une époque. Ta bestiole est "rapide" et cela n'engage que moi évidemment , éviter de mettre du poids sur le portique ne me semble pas stupide au demeurant, vu les vibrations. Tant qu'à faire, sur ta modification, j'aurais à minima pris en compte le centre de gravité de la bobine, pour qu'il se situe dans l'axe du portique, et non pas en porte à faux. Ainsi le report du poids serais plus équilibré sur le portique. Même si ce dernier est "costaud".2 points
-
Imprimante 3D Troodon 2.0 Pro Mini Klipper Firmware1 point
-
-
Merci beaucoup. Ca à fonctionné, je n'ai même pas eu besoin d'aller chercher le FR dans la configuration, dès que le fichier à été mis dans le répertoire cité, le programme était en Français au 1er lancement de celui-ci.1 point
-
Salut ! Dites, ca y est, j'ai reçu la mienne ^^ Ils parlent d'un niveau sonore en "mode silence", mais je ne trouve pas du tout ce mode "silence" sur l'interface En passant par l'écran de contrôle je trouve un réglage proposant de la passer en "Ultra fast mode" ou de revenir en "Normal mode", mais je ne trouve pas ce mode silencieux qui (je suppose) va ralentir l'impression pour pouvoir diminuer la ventilation ? --- (bon, à la main depuis l'ordinateur je peux la passer à 50% de vitesse / 50% de ventilation Mais c'est pas tout à fait un "silent mode" quoi1 point
-
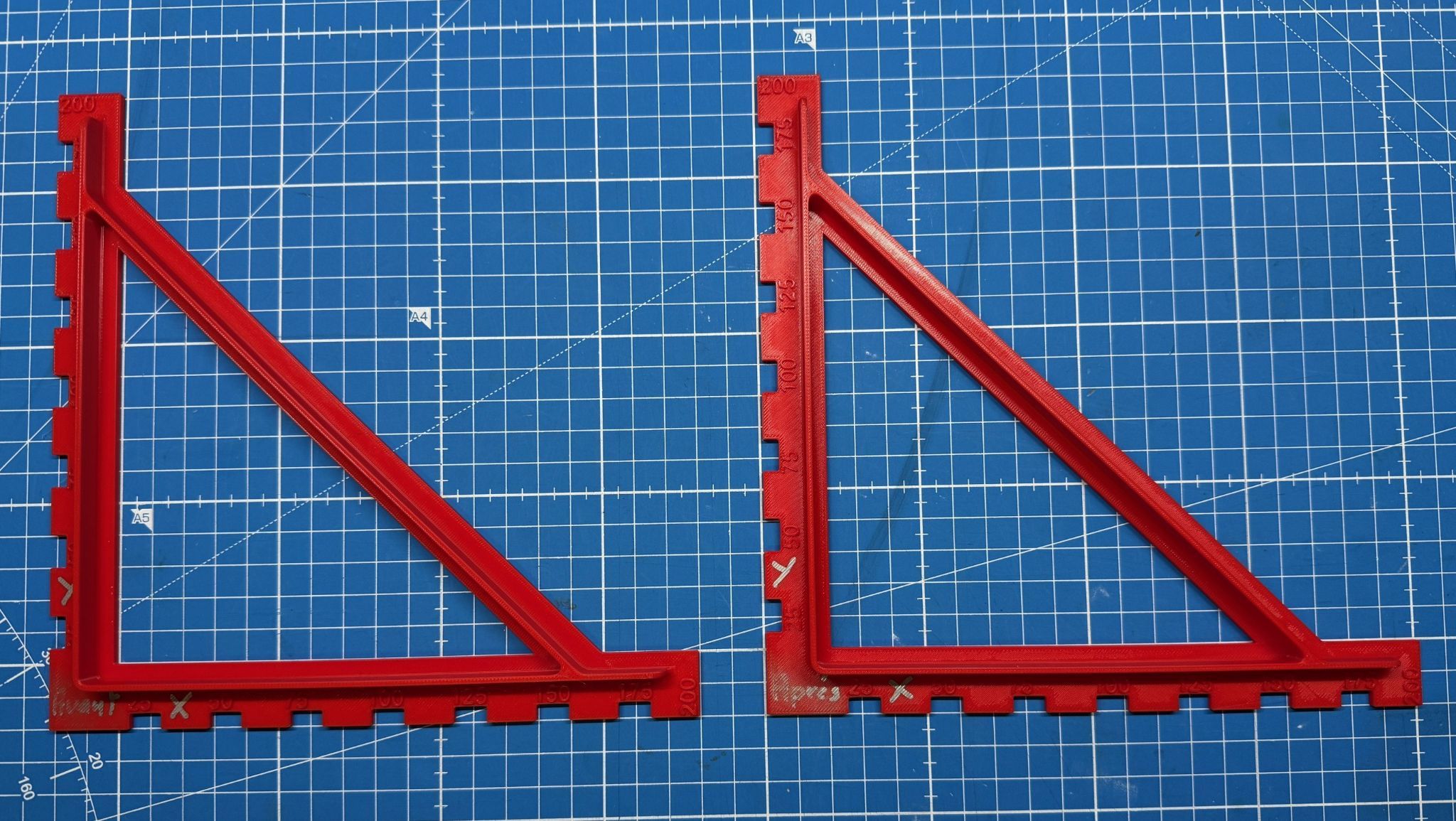
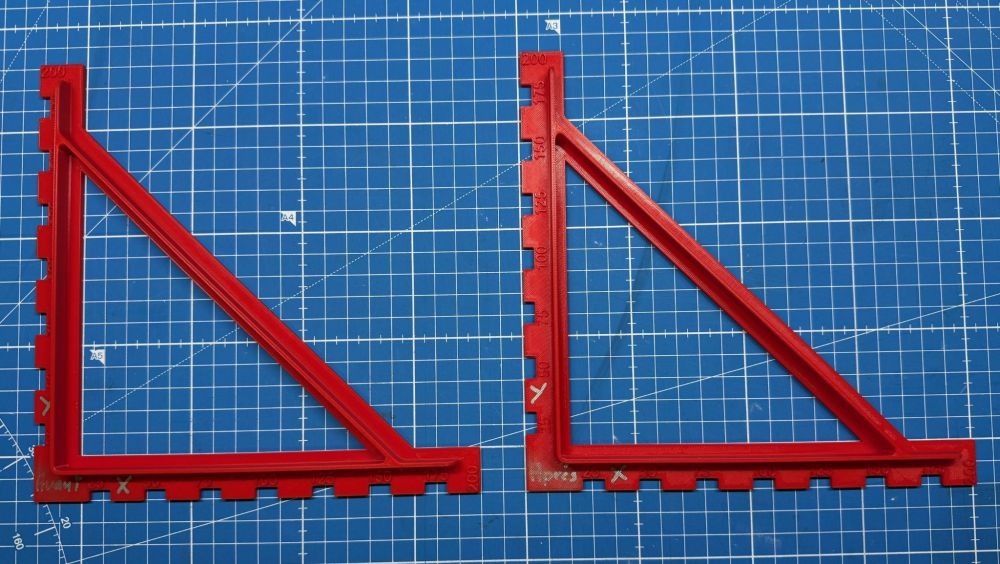
Est ce que si tu en fait une ou deux autres l'écart reste si important (ou finalement totalement aléatoire) ? Je me pose la question d'évacuer un problème qui serait de l'ordre de la répétabilité plus que de la précision ? Je crois qu'Isidon montrait le message qui dit que le vision encoder aurait amélioré la précision du mouvement de 172 micron en moyenne, et jusqu'à 500 microns. Ça semble totalement aberrant quand on voit que l'erreur moyenne serait de 30 à 80 microns sans étalonnages.1 point
-
J'ai testé avant et après l'utilisation de la plaque d’étalonnage (Encodeur de vision) et le résultat est surprenant. Voici la pièce en PLA imprimée avant l'étalonnage et après l'étalonnage, elle permet de contrôler en X et Y les valeurs d'impression. ET maintenant la feuille de contrôle faite avec deux pieds à coulisses, un Mitutoyo Absolute 150mm et un OBERK de 300mm. mesures équerres.pdf J'attends que @Motard Geek fasse ses mesures pour voir s'il a le même problème que moi, car pour le moment je suis TRÈS déçu de cette plaque à 104€ dont les résultats sont moins bons que sans cet étalonnage. Il faudra poser la question au SAV pour avoir des explications.
 1 point
1 point -
Salut, ... que tu t'apprêtes à faire une bêtise . Quand tu vois que la Bambu Lab A1 est au même prix que la Creality hi, il n'y a pas de questions à se poser... J'dis ça, j'dis rien1 point
-
ça donne envie mais oui un peu onéreuse pour moi et superbe test1 point
-
Que ce soit la thermistance ou la cartouche de chauffe, ce sont des résistances. Les résistances ne sont pas polarisées, ou alors ça se saurait depuis longtemps . Avec nos imprimantes, le seul cas où on peut avoir une polarisation quand le lit chauffant (pas ceux en 230V évidemment) possède une LED indiquant la chauffe (cas de moins en moins fréquent). Sinon en l'absence de LED dans le circuit, on peut brancher comme on veut le +V et le GND (pas ensemble bien sûr ).1 point
-
Je me suis planté, j’ai lu: hydrogène liquide, voilà pourquoi j’ai répondu ainsi, désolé.1 point
-
Bonjour à tous et bon weekend, J’ai finalement réussi à obtenir une qualité d’impression très correcte. La première couche (face visible) est réussie, les angles sont enfin nets, sans bavure, et les dimensions sont bonnes. J'ai adapté mon gCode de démarrage pour y intégrer l'UBL : ; Initial setups G90 ; use absolute coordinates M83 ; extruder relative mode M220 S100 ; reset speed factor to 100% M221 S100 ; reset extrusion rate to 100% ; Set the heating M190 S[bed_temperature_initial_layer_single] ; wait for bed to heat up M104 S[nozzle_temperature_initial_layer] ; start nozzle heating but don't wait ; Home G1 Z3 F3000 ; move z up little to prevent scratching of surface G28 ; home all axes M420 S0 ; Turning off bed leveling while probing, if firmware is set to restore after G28 G29 P1 ; automatically populate mesh with all reachable points G29 P3 ; infer the rest of the mesh values G29 P3 ; infer the rest of the mesh values again M420 S1 V ; enabled leveling and report the new mesh G29 S0 ; Save UBL mesh points to slot 0 (EEPROM). M500 ; save the current setup to EEPROM G29 L0 ; load the mesh from Slot 0 G29 J2 ; measure bed tilt and apply to the existing mesh G29 A ; Activate the UBL System. G1 X3 Y3 F5000 ; move to corner of the bed to avoid ooze over centre ; Wait for final heating M109 S[nozzle_temperature_initial_layer] ; wait for the nozzle to heat up M190 S[bed_temperature_initial_layer_single] ; wait for the bed to heat up ; Return to prime position, Prime line routine G92 E0 ; Reset Extruder G1 Z3 F3000 ; move z up little to prevent scratching of surface G1 X10 Y.5 Z0.25 F5000.0 ; Move to start position G1 X100 Y.5 Z0.25 F1500.0 E15 ; Draw the first line G1 X100 Y.2 Z0.25 F5000.0 ; Move to side a little G1 X10 Y.2 Z0.25 F1500.0 E30 ; Draw the second line G92 E0 ; Reset Extruder M221 S{if layer_height<0.075}100{else}95{endif} J'aimerais intégrer une brosse physique à l'imprimante pour nettoyerr la buse au démarrage, peut être que cela a déjà été fait ici je vais chercher.
 1 point
1 point -
Très beau test @Julien et vraiment une belle machine, un peu chère à mon gout mais pour ceux qui peuvent se l'acheter ça doit être un régal1 point
-
Il fait 25 cm de long , soit échelle 1/9 eme

 1 point
1 point -
la physique ? la mécanique ? un bon dessin ... (je suis expert en paint )
 1 point
1 point -
En quoi ton «système» est-il spécifique à ton imprimante ? Comme l'a dit @BO105cbs, nos Ender3 S1 utilisaient un détecteur de fin de filament en haut du portique qui alimentaient sans aucun soucis la tête d'extrusion. Tant mieux si tu penses que ton système est mieux / meilleur que celui originel de Creality, mais arrête d'être condescendant avec ceux qui te font des remarques justifiées.1 point
-
1 point
-
1 point