Classement



Contenu populaire
Contenu avec la plus haute réputation dans 15/05/2025 Dans tous les contenus
-
l'équivalent du tampon jex avec du paic donc ... (tu as un plateau lisse ?) Parce que je t'assure que le pei lavé au paic adhère à la perfection.3 points
-
C'est pas faux. Mais on est tellement habitué (conditionné?) à acheter des produits médiocre à bas prix, que l'on rechigne à dépenser plus pour quelque chose de qualité. Je viens d'acheter 20 roulements à bille pour mes éoliennes. 8 euros les 20, des daubes tout juste bonnes à jeter. Les SKF valent 30 fois plus cher. Heureusement que c'est pour amuser les mômes. Bon, il faut que je passe ma commande, il ne leur reste plus que 16 kilomètre de tuyau aux bataves.3 points
-
@benweb81 alors oui y a du mieux il faut a présent redescendre un poil maintenant en effet, ok tu est sur la X4 Pro donc ton plateau est bomber et on peu pas y faire grand chose, tu peux tenter d'augmenter en effet le nombre de point de mesure du mesh bed 11x11 est peut être exagérer mais sinon 7x7 devrait être pas mal voir 9x9 au maxi, cela permettra d'avoir un maillage précis si tu es actuellement de 36 points de mesure. Une autre possibilité est d'ajouter un peu de scotch alu fin sur le côté gauche et le côté droite cela pourrait permettre de diminuer l'écart. @fjaffre pour les point de leveling, quand tu as 36 points de leveling c'est que dans ta configuration klipper le maillage est configurer en 6,6 soit une grille de 6x6points le soucis perso un ABL si tu utilise un maillage en grille paire systématiquement c'est que tu ne palpera pas le centre de ton plateau, hors le z=0 est toujours pris au centre de ton plateau si tu ne prend pas ce point dans ton mesh pour moi tu a un risque d'avoir une variation des mesures pour moi. Donc perso j'utilise toujours des grilles en nombres impair, mais tu peux modifier le nombre de point ton relevé de mesh en mettant 7,7 ou 9,9 ou encore 11,11 points mais attention plus on met de points plus c'est long et parfois cela peu un nombre de point trop important peu posé soucis.2 points
-
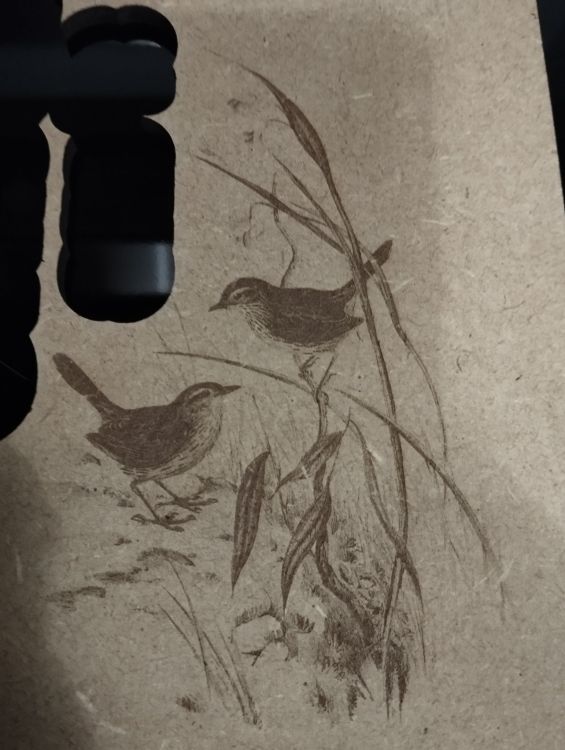
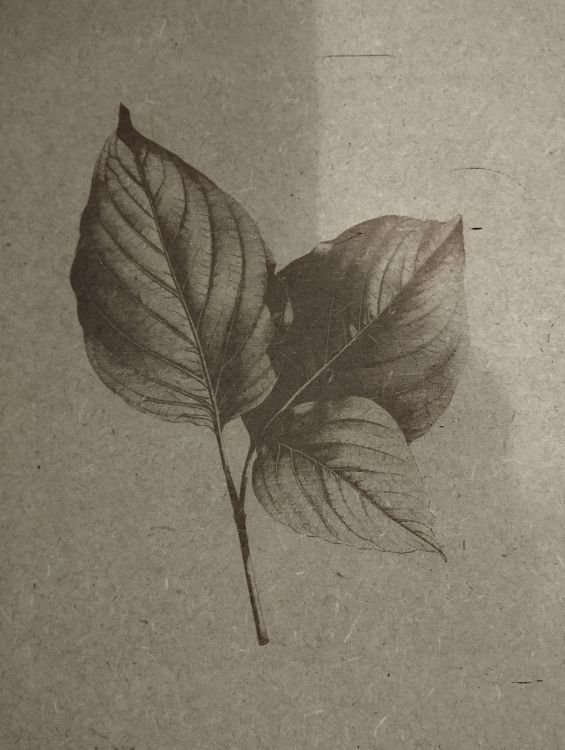
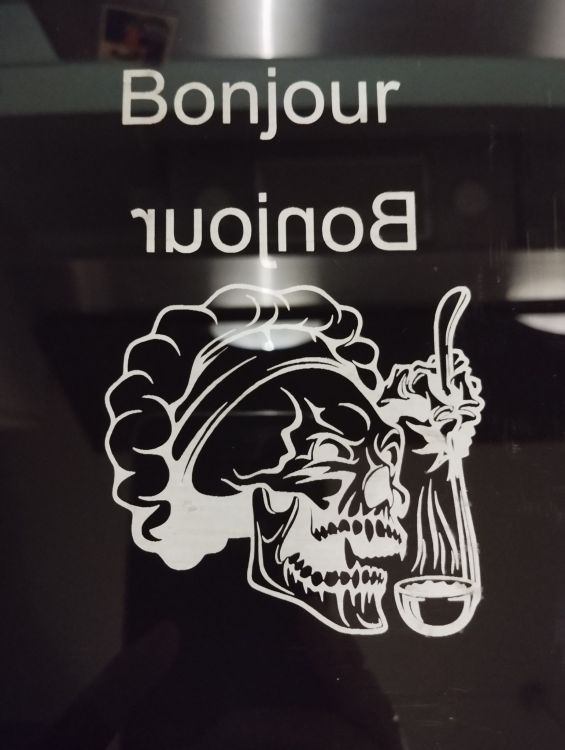
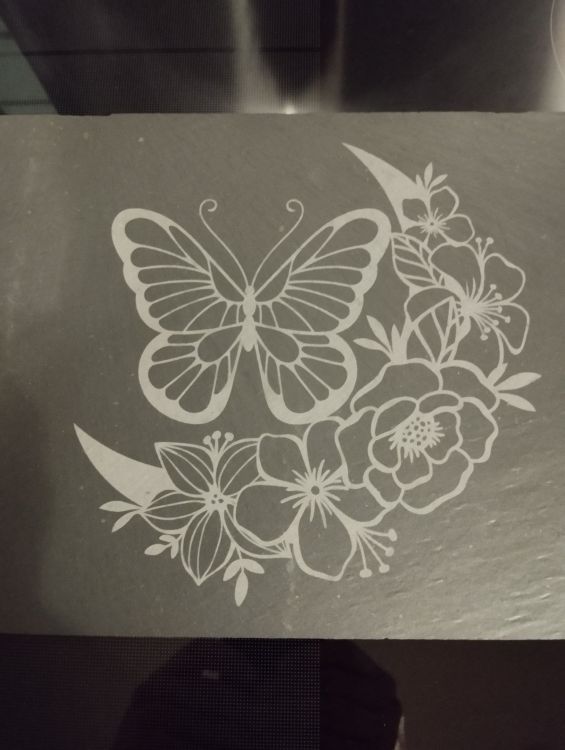
Récemment, j'ai acheté d'occasion un graveur/coupeur laser Elegoo Phecda de 20w et bien que celui ci soit sorti il y a plus de 2 ans je trouve qu'il tient encore bien la route, le gros avantage de ce graveur c'est qu'il est relativement silencieux, le laser est équipé de 2 ventilateurs et cela permet un bon refroidissement et un faible bruit par rapport à d'autres lasers mono ventilateur qui s'apparente à des sirènes. L'avantage qu'il devrait avoir c'est l'extraction des fumées par un ventilateur avec filtre Hepa et charbon mais de ce coté là c'est un peu du gadget, dans un autre post je vous montrerai la solution que j'ai utilisé pour améliorer le système, petit indice je grave dans la cuisine. Le Phecda n'a pas de endstop pour calibrer l'origine et dans un autre post (pas tout en même temps ) je vous montrerai la solution pour en ajouter. Comme il est d'occasion j'ai commencé par faire un gros nettoyage du laser et des ventilateurs et ce n'était pas du luxe, le ventilateur d'extraction avait pratiquement 2 mm de suie/bois collé sur les pales, dommage je n'ai pas prit de photos... les ventilateurs du laser était aussi bien encrassés, attention les fils d'alimentation de ces ventilos sont relativement fins et les prises minuscules donc ne pas trop tirer dessus. Petite astuce pour nettoyer tout ça j'ai utilisé du vinaigre blanc qui dilue très bien cette crasse et des cotons tiges. Je vais commencer par vous montrer mes premiers bons essais que j'ai réalisé, tous les modèles viennent du site Vectors File et ils sont téléchargeables gratuitement, j'utilise le logiciel Lightburn qui est vraiment pratique lorsqu'on l'a prit en main. Médium 5 mm : Miroir gravé sur l'arrière : Verre avec peinture acrylique noire : Ardoise



 1 point
1 point -
Bon juste pour faire le bilan de mes péripéties. Apres trois gros nettoyages du moteur, l’imprimante fonctionne comme si rien ne s’était passé. Extrêmement curieux tout ça. Et assez inquiétant pour la longévité. J’ai peut-être pas eu de chance… En tout cas elegoo me renvoie un moteur sous 10 a 20 jours. Le colis est déjà en route. Je vais le mettre de coté et continuer a la faire fonctionner avec celui qui est dessus. Je garderai l’autre au cas ou. En tout cas merci pour votre aide et vos conseils.1 point
-
Apparemment ils ont du changer la gestion du ventilateur de la chambre, il faut modifier la valeur dans le réglage des filaments et plus de bruit d'avion de chasse
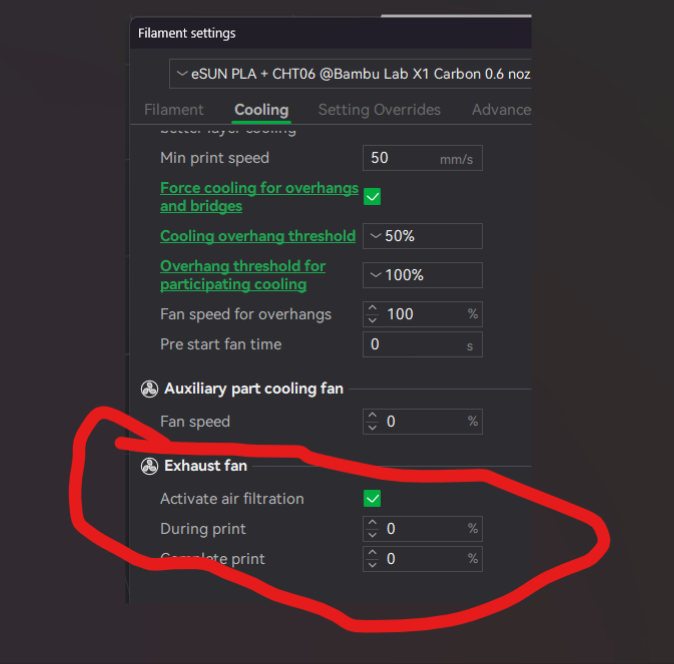 1 point
1 point -
l'interface est sympas, mais depuis la dernière mise à jour mon imprimante as le bruit d'un avion à réaction.1 point
-
Je remet celui que j'ai acheté. J'ai remplacé l'ensemble du ptfe de ma machine CFS compris avec celui ci. Et il est de tres bonne qualité. Inutile d'aller je ne sais où et payer un prix non justifié. Mais ce n'est que mon avis. https://amzn.eu/d/0bKRQsp1 point
-
Il y a pas mal de possibilités pour imprimer cette pièce, à toi de voir ce que tu as besoin aufinal et quelles sont tes contraintes.1 point
-
Oui, tu peux l'imprimer à l'envers. Là ce sera le fond qui ne sera pas très lisse.1 point
-
Tu en as en régions parisiennes y en a qui malheureusement ont fermé j'en avait 2 dans le 77 et 94 a 15min de chez moi qui sont fermé, après tu as les 3Dexpert et Atome3D dans le 91, mais je te dirais évite c'est vendeur de carton, c'est qu'un conseil personnel, mais par exemple 3Dexpert qui a la filiale Artillery3D Expert, mais aussi Wanhao France assure tellement bien le SAV Que j'ai dépanner plus de leur client moins en tant que bénévole que leur SAV, quand je te dis plus c'est pas qu'un peu en 5 ans j'ai dépasser largement le millier d'utilisateurs que j'ai dépanner a mon temps perdu ou que j'ai conseillé juste sur les imprimantes de ces marques c'est te dire. Enfin pour le fait d'attendre les K2 et K2 Pro bien difficile de te répondre a 100% la K2 Plus est bien (il y a des utilisateurs qui ont eu des soucis de qualité d'assemblage), si sur les K2 et 2 Pro qui corrige les différent petit défaut et que tu veux avoir la possibilité d'usage de filament technique avancé un caisson chauffé et une tête haute temps sont un plus indéniable, et si tu cherche plus de 256x256x256mm de volume la Pro est potentiellement intéressante oui. Après si tu cherche juste une machine de taille moyenne pour du filament standard PLA, PETG, TPU et un peu d'ABS ASA la P1S va très bien et y a pas forcement de raison d'attendre. Surtout que l'on connais pas encore les prix, après on peut avoir en effet de bonne surprise sur le prix. Pour le moment je vais être honnête j'ai fait un peu de place dans mon atelier j'ai garder 4 Imprimantes pour le moment 1 résine Elegoo Saturne 4 mais ici c'est pas le sujet, et 3 FDM, la K2+, la bambulab A1 mini, et la FlashForge AD5X les 3 sont multi filament avec 3 systèmes différents qui leur avantage et faiblesse (pour le multi filament je parle des avantages et faiblesses), Et je dois dire que la K2+ j'aurais du mal a m'en débarasser et la A1 mini quelques part aussi car un machine petite compact pour de la petites pièce qui necessitera pas de filament technique et qui consommera beaucoup moins c'est bien la AD5X elle a pour elle un IFS qui est le seule a bien gérer le TPU, je lui regrette peut etre de pas avoir un volume de 250mm x 3 ou 260mm x 3 pour être plus en entre 2 des 2 autres cette machine est celle des 3 que potentiellements je serais plus capable de remplacer par un modèle qui fonctionnerai aussi bien mais avec un volume un poil supérieur et close (car sinon elle imprime sacrément bien, elle a pas a rougir des 2 autres sur ce points).1 point
-
Salut @Lignum Borealis, De ma mémoire lointaine de SketchUp! vu sa couleur tu as la face du cylindre intérieur qui est à l'envers. Il faut que tu inverse la normale de cette face.1 point
-
Je n'ai pas dit que j'avais des problèmes, mais les tests que j'ai effectué montrent clairement une différence de solidité en fonction de la vitesse. D'ailleurs les fabricants sérieux conseillent des vitesses faibles pour leur produits. Conservateurs peut-être mais c'est ainsi. En plus je m'en fous, j'ai tout mon temps.1 point
-
oui celui-là doit être bien tu nettoies bien sous l'eau chaude avec une éponge, tu rinces bien à l'eau chaude. Le mieux et de le laisser sécher sans essuyer, mais du sopalin de bonne qualité (qui ne peluche pas) permet de le sécher correctement. La plus part du temps le warping est dû (sans ordre particulier) : * à des courants d'air pendant l'impression (avec une imprimante fermée, ça ne doit pas arriver) * à un plateau sale * à un plateau pas assez (ou trop ..) chaud * à une t° de chambre pas assez élevé * à un mauvais z-offset1 point
-
si,si avec l'habitude, ça s'imprime vraiment sans aucuns soucis Avec un pei propre ce serait dommage de mettre de la colle : ça tiens très bien sans rien.1 point
-
oui 0% de ventilation avant la 4ème couche c'est pas mal. le Excel Bleu (c'est le seul que j'ai et il marche très bien) heu non, j'imprime à 180-200 mm/s et je n'ai aucun problèmes de qualité, ni de solidité.1 point
-
Oui, ce sont ceux là. Avec un peu de pratique et la bonne machine ça s'imprime comme du PLA. N'oublie pas que l'ASA ne s'imprime pas à plus de 100mm/s, voir moins, si tu veux de la qualité et de la solidité.1 point
-
Salut @benweb81 alors c'est simple dans 99.99% des cas ce type de rendu de première couche indique juste que ta buse est trop proche de ton plateau reajuste ton Z-offset et ce sera mieux1 point
-
Salut, Habituellement, c'est le signe d'une fuite au niveau de la buse, ce qui pourrait expliquer le bouchage qui t'a occasionné ton "air print" . Es-tu vraiment certain d'avoir correctement remonté la tête? ... ATTENTION: il faut absolument avoir un espace (~0.5mm) entre le dessus de l'épaulement de la buse et le dessous du corps de chauffe (extrait de cette procédure) La formule est bonne.1 point
-
Même paramètres que @Savate. Aucun constructeur ne fabrique de filament. En clair on ne sait pas d'où ça sort. Alors que je n'utilise que de l'ASA de chez SMARTFIL ou DuraPro j'ai commis l'erreur d'essayer l'ASA d'Anycubic parce que moins cher. J'ai fait deux ou trois essais. Le rouleau est parti à la déchèterie.1 point
-
90 ce n'est pas beaucoup pour de l'abs/asa en général c'est plutôt 100-110. non, il ne faut pas tout couper, laisse entre 20% et 40% de ventilation pièce. ni l'un ni l'autre : eau chaude + paic pour nettoyer le pei (et un bon rinçage à l'eau chaude) pour une fois les indication sur la bobines sont justes en général pour de l'asa/abs je suis à buse 255° plateau 105° ou 110° chambre > 50° au début de l'impression Ventilation 40% (mais ça dépend beaucoup de la tête et de sa capacité de refroidissement - je n'utilise pas de quidi)1 point
-
Voici mes résultats
 1 point
1 point -
Ma dernière réalisation pour un concours Bambu Lab sur les couronnes. https://makerworld.com/models/1415155 Imprimé ici en mode insensé, 5 h d'origine. Imprimé en 3 h plus ou moins avec une buse standard sur H2D.
 1 point
1 point -
Ici : La boite qui fait un smiley
 1 point
1 point -
Si, chez KN ça existe toujours, Honda aussi pour les tondeuse à gazon. Honda a toujours un moteur en 1l qui a la courroie de distri en bain d'huile. C'est efficace et durable, mais c'est Honda. Quant aux tubes, je serais curieux de savoir si c'est réellement du PTFE. Ca ressemble plus à du polyéthylène. J'ai du 4x2.5 et je suis certain que ce n'est pas du teflon.1 point
-
Petite modif du soir, Sandisk Ultra Fit 64Go (ancien modèle), moins de risque d'arrachement
 1 point
1 point -
Alors j'avais une E3S1 non pro, mais en fait identique sauf la temp maxi . Je ne connais pas du tout ce logiciel de tranchage, ce qui fait que j'ai un peu de mal à me repérer surtout dans les unités, mais des choses m'ont surpris La rétraction par exemple 5 mm à 50 mm/min, j'étais pour du pla à 0.8 mm et 45mm/sec, j'ai bien du mal à me représenter comment fait l'imprimante pour rétracter cette distance à cette vitesse... Tes photos montrent du délaminage de couche, généralement du à un trouble de chauffe généralement. Je sèche un peu là...1 point
-
Merci @francois_uly Si cela t'as aidé j'en suis très heureux1 point