Classement




Contenu populaire
Contenu avec la plus haute réputation dans 04/07/2025 Dans tous les contenus
-
Imprimé il y a 3 ans en PLA basique (du CR-PLA de Creality, je pense). Exposition sud-ouest, face au soleil et à la pluie. Collé à la Super Glue sur une boite aux lettres en métal (qui chauffe donc allègrement). Le blanc a un peu jauni mais le 12 ne s'est pas encore transformé en 28 par exemple
 3 points
3 points -
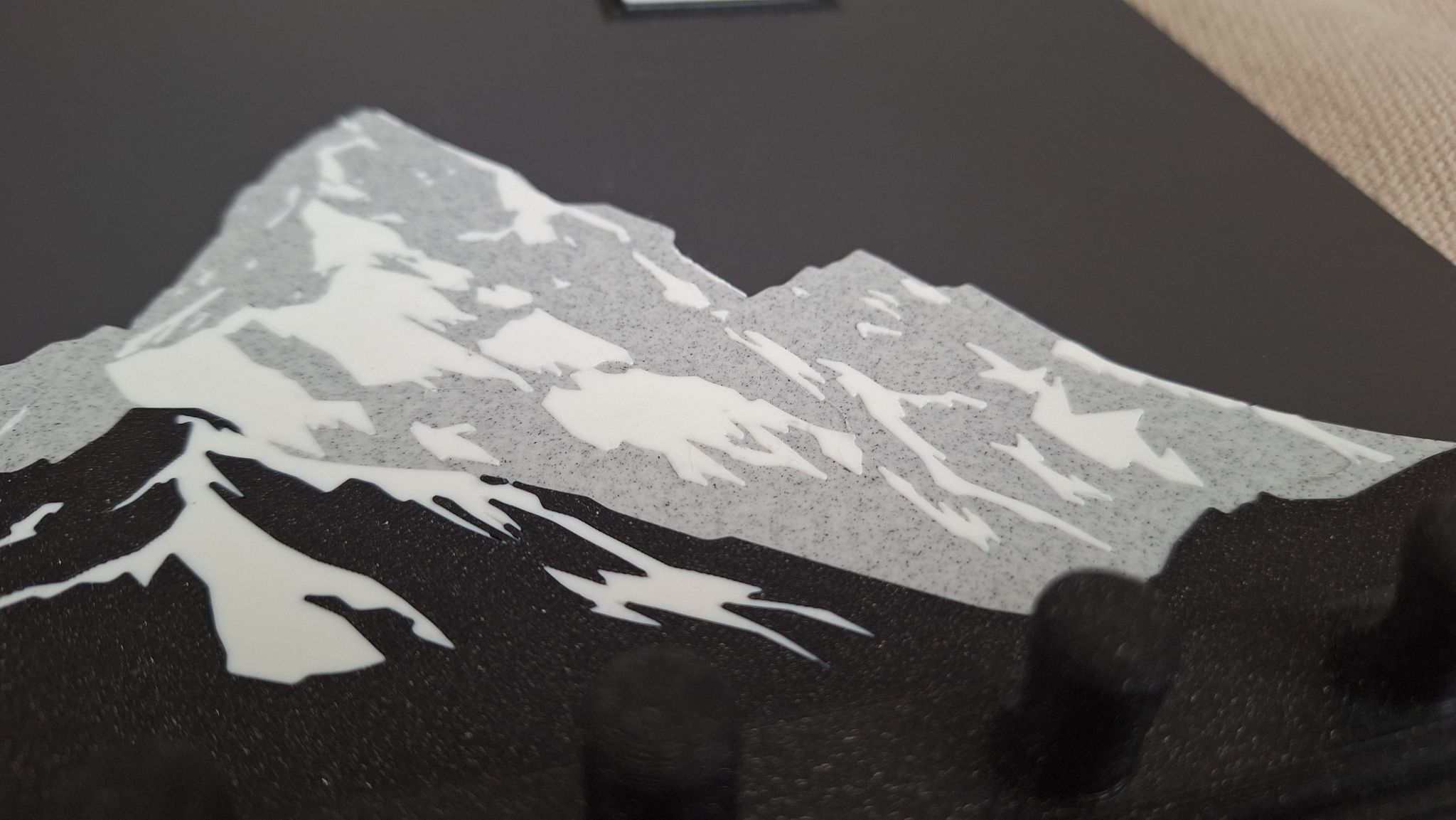
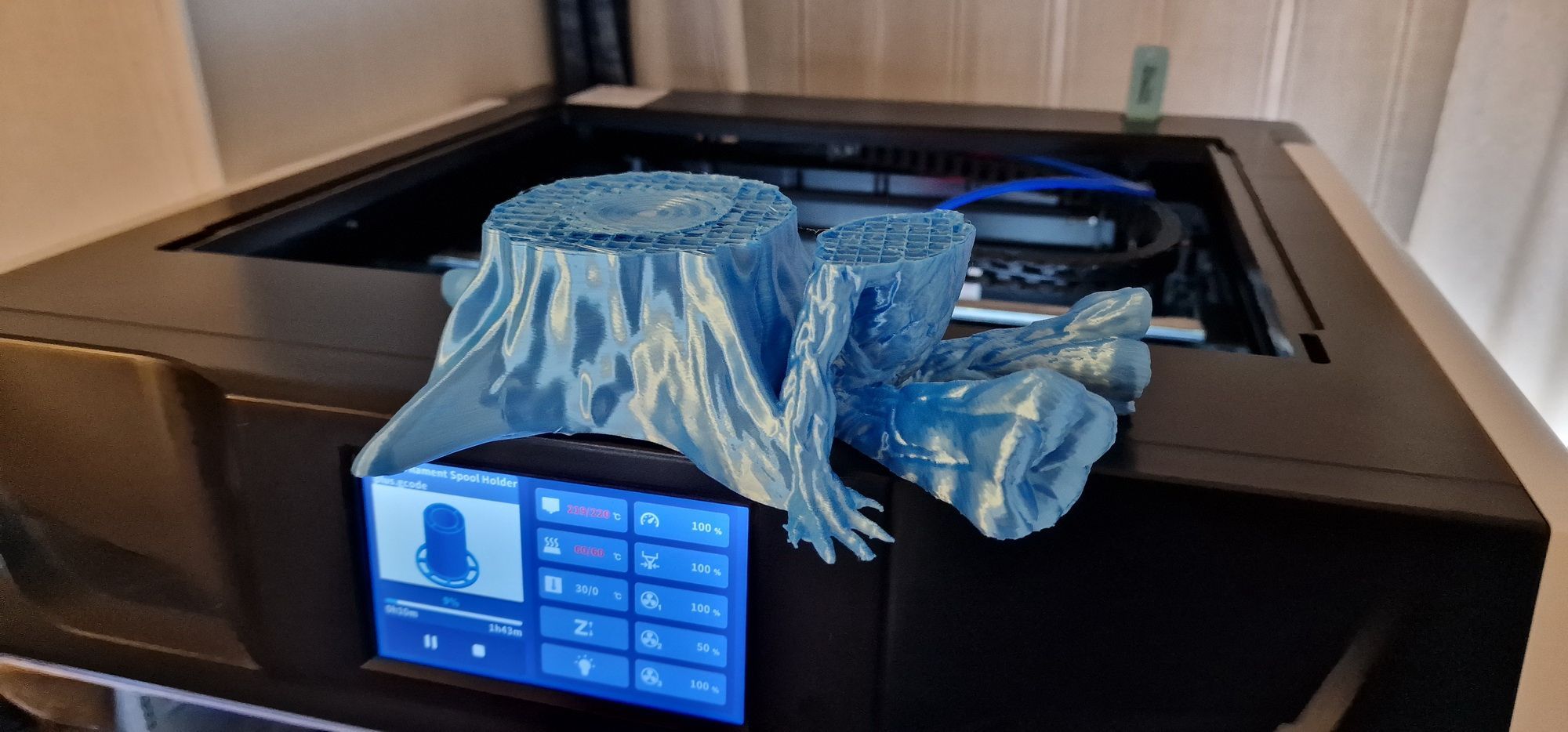
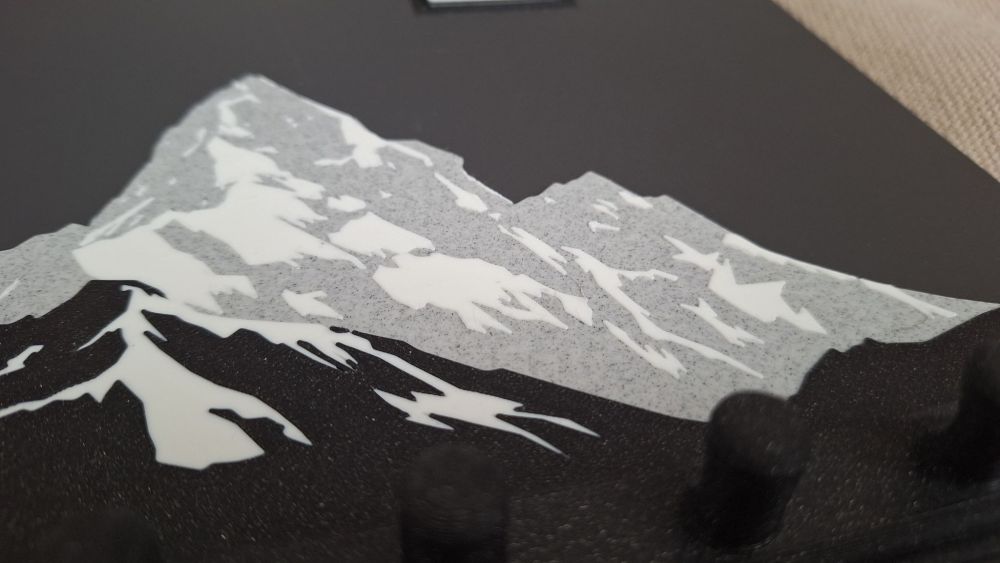
Salut La c'est pas moi qui l'ai fait Je cherchais un porte clés pour un appartement à la montagne et j'ai trouvé ça sur MakerWorld https://makerworld.com/en/models/662056-mountain-key-holder-hanger#profileId-589252 Imprimé avec du PLA Prusament Galaxy Black et Marble Grey pour un effet plus rocailleux. et du Signal White pour la neige. Avec l'Ironing activé sur les dernières couches le résultat est super Il me reste à l'accrocher au mur. Mais ça attendra le WE du 14 juillet A+ JC

 2 points
2 points -
Bonsoir, Merci pour votre retour, j'avais fini par comprendre le fonctionnement. Les impressions sont superbes en A1 Combo, je ne regrette pas mon achat. Prochaines impressions , une boite de rangement + support murale pour l'AMS Lite. Bonne soirée2 points
-
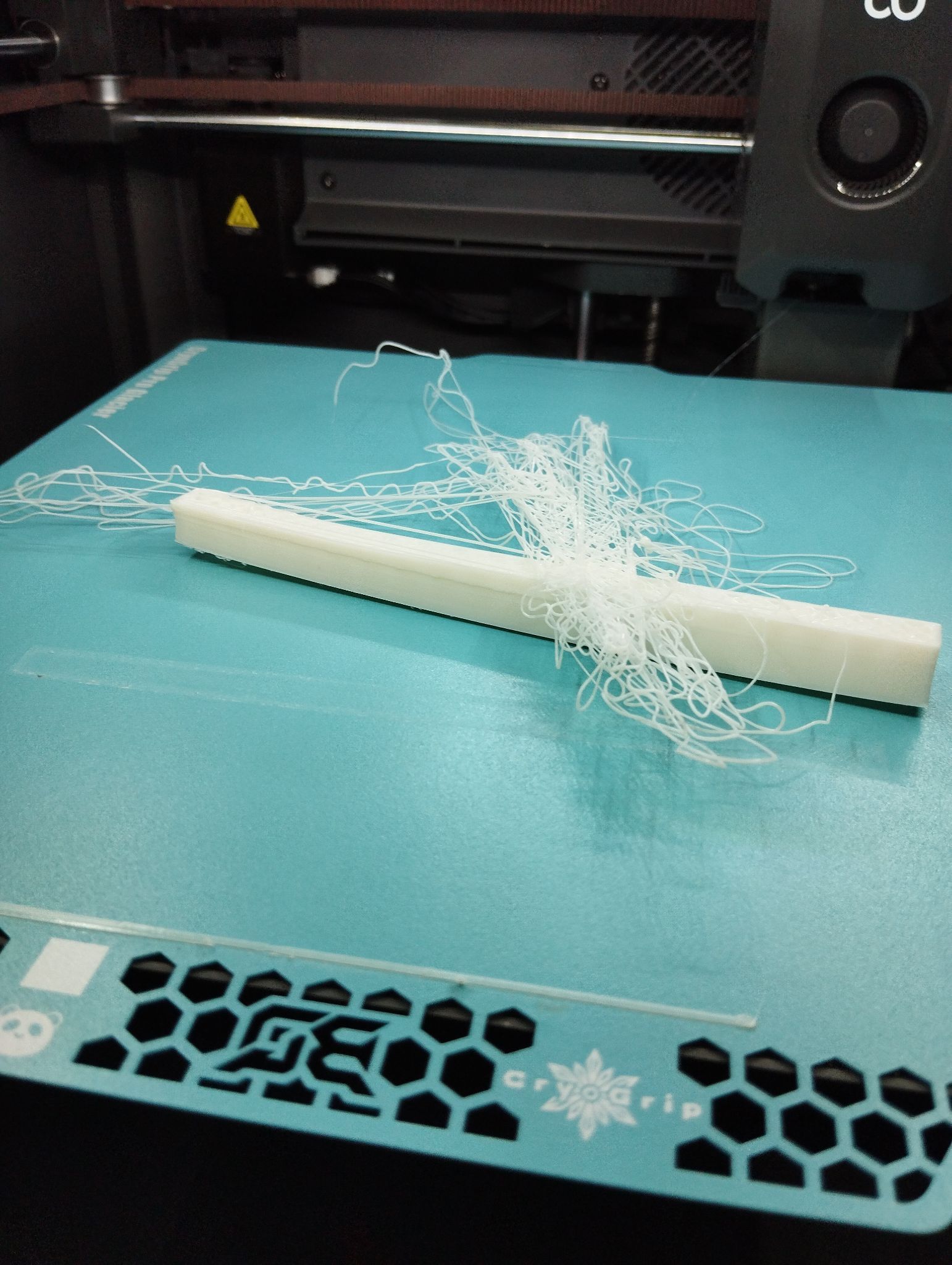
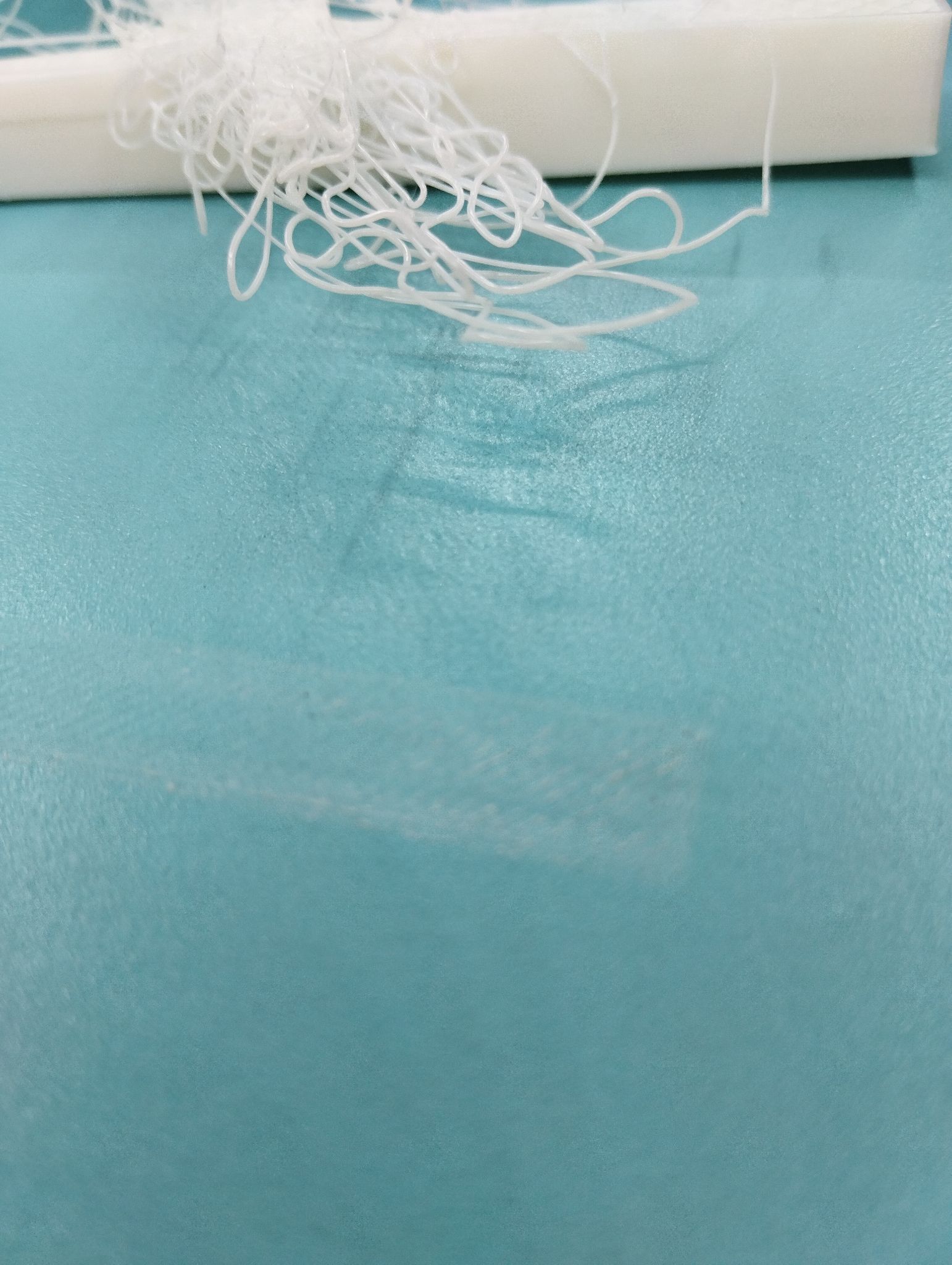
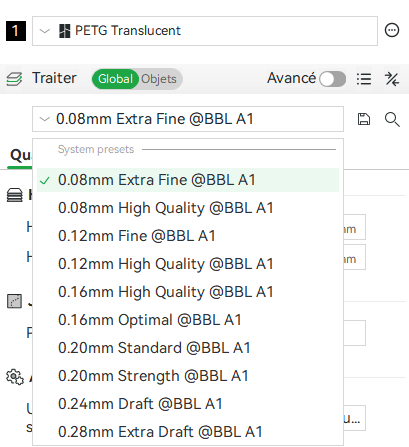
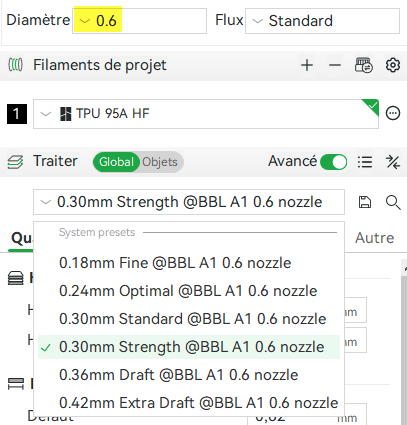
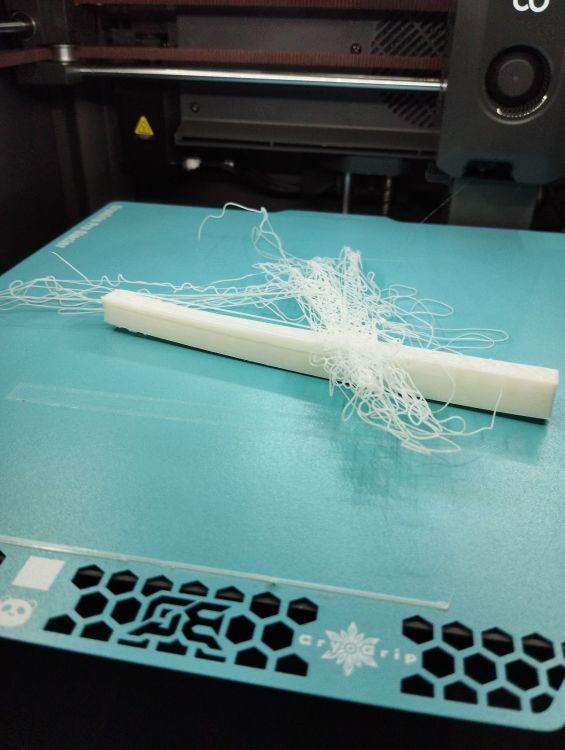
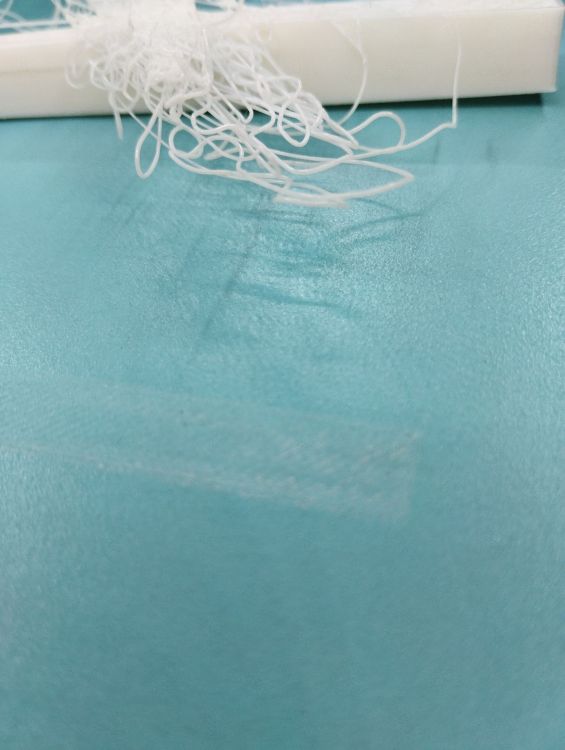
J'ai trouvé la cause: je suis bête! (qui a dit oui, on savait ?) J'ai bêtement imprimé en prenant le premier paramètre et en augmentant la hauteur de couche mais il fallait prendre tout le jeu de préréglages (avec le menu déroulant) Résultat, elle débitait un flux pour du 0.08 et "montait" en Z de 0.20, et donc déposait le fil au lieu de le coller. De plus le débit était donc très faible. Je viens de le découvrir, car j'ai commencé à faire du TPU 95A HF qui m'a fait une "gaufrette" pile aux dimensions, mais avec la consistance d'une éponge à gratter. Je me suis dit que la buse avait peut être un problème ? (bien que le PLA soit OK) Je change pour mettre une 0.6 Je fais donc tous les réglages dont le nouveau diamètre de buse et là... illumination ... le menu déroulant en dessous Je mets 0.30 Impression : OK !!! parfait, magique, exactement la consistance voulue. Je vais pouvoir faire les pièces d'amortissement qu'on m'a demandé ainsi que les patins de séchoirs, fauteuils relax etc. Comme quoi la machine et les consommables sont parfaits, c'est l'interface fauteuil / clavier qui est défectueuse En résumé: ne pas simplement changer la hauteur de la couche, mais prendre les préréglages (si on veut que le reste vitesse/débit/température etc) soit cohérent. J'avais essayé de changer divers paramètres manuellement, mais finalement les préréglages sont bien meilleurs (quand comme moi on ne connait pas tout) "Hope this helps" comme on dit.
 2 points
2 points -
Morale : ne pas oublier de régler ses factures . OK, je =>2 points
-
Avec Freedi ou un Klipper standard / vanilla, généralement, c'est Crowsnest qui gère les caméras pas le fichier webcam.txt. C'est donc dans le fichier crowsnest.conf qu'il faut faire la modification (paramètre => resolution (sans accent évidemment)). Exemple avec ma XM3 (deux caméras) :2 points
-
Bonjour, Voici quelques impressions 3D faite avec ma X-Plus 3, je trouve le résultat très correct, avec une vitesse d'impression de malade, je ne regrette pas cet achat. Voici les photos. Boite et son étui 4 case avec son couvercle (la charnière est faite durant impression) Réhausseur pour le capot du dessus Support pour installer la boite à filament sur le coté de l'imprimante et non plus derrière https://www.printables.com/fr/model/568544-x-max-3-dry-box-side-holder a+



 1 point
1 point -
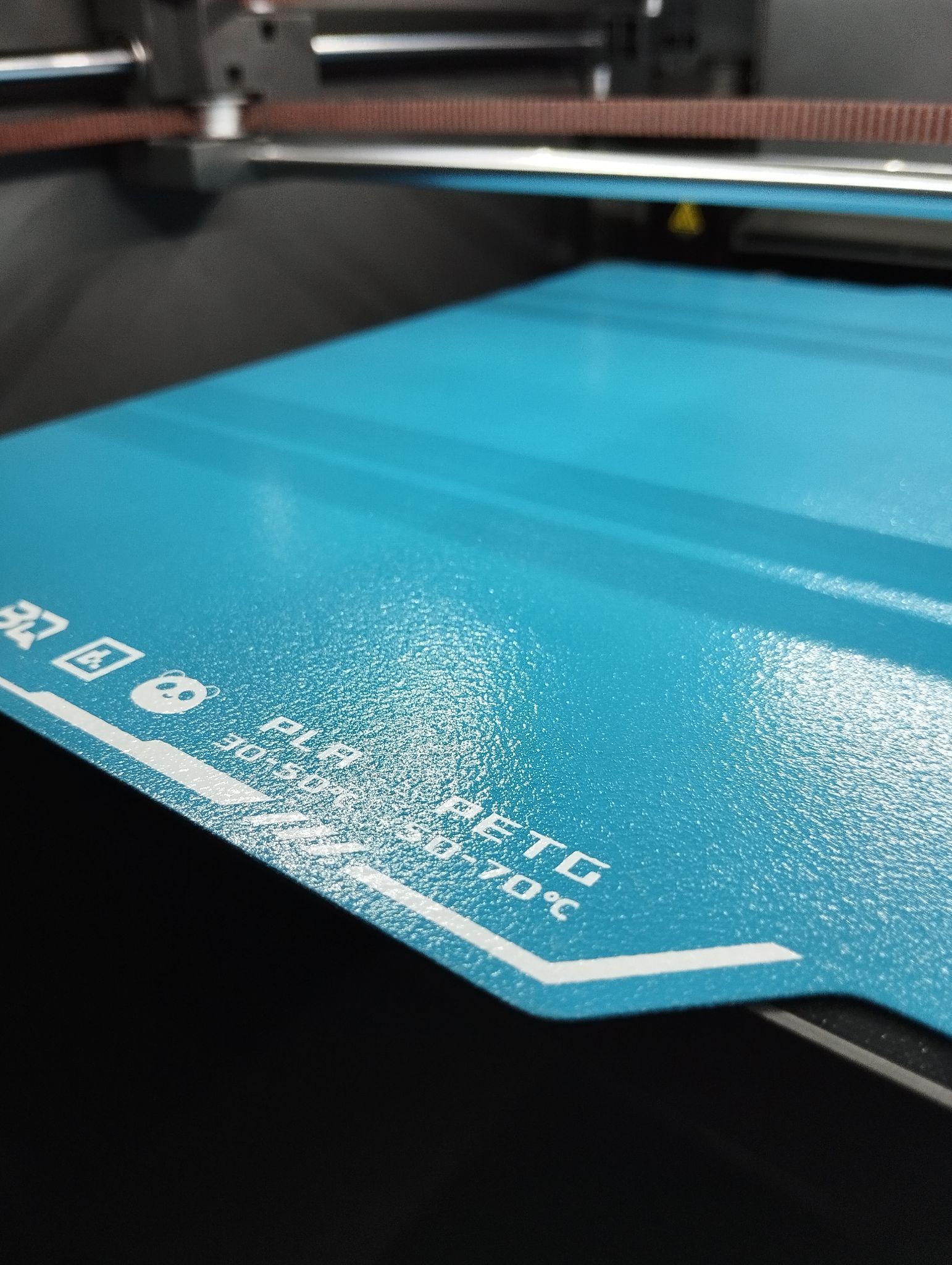
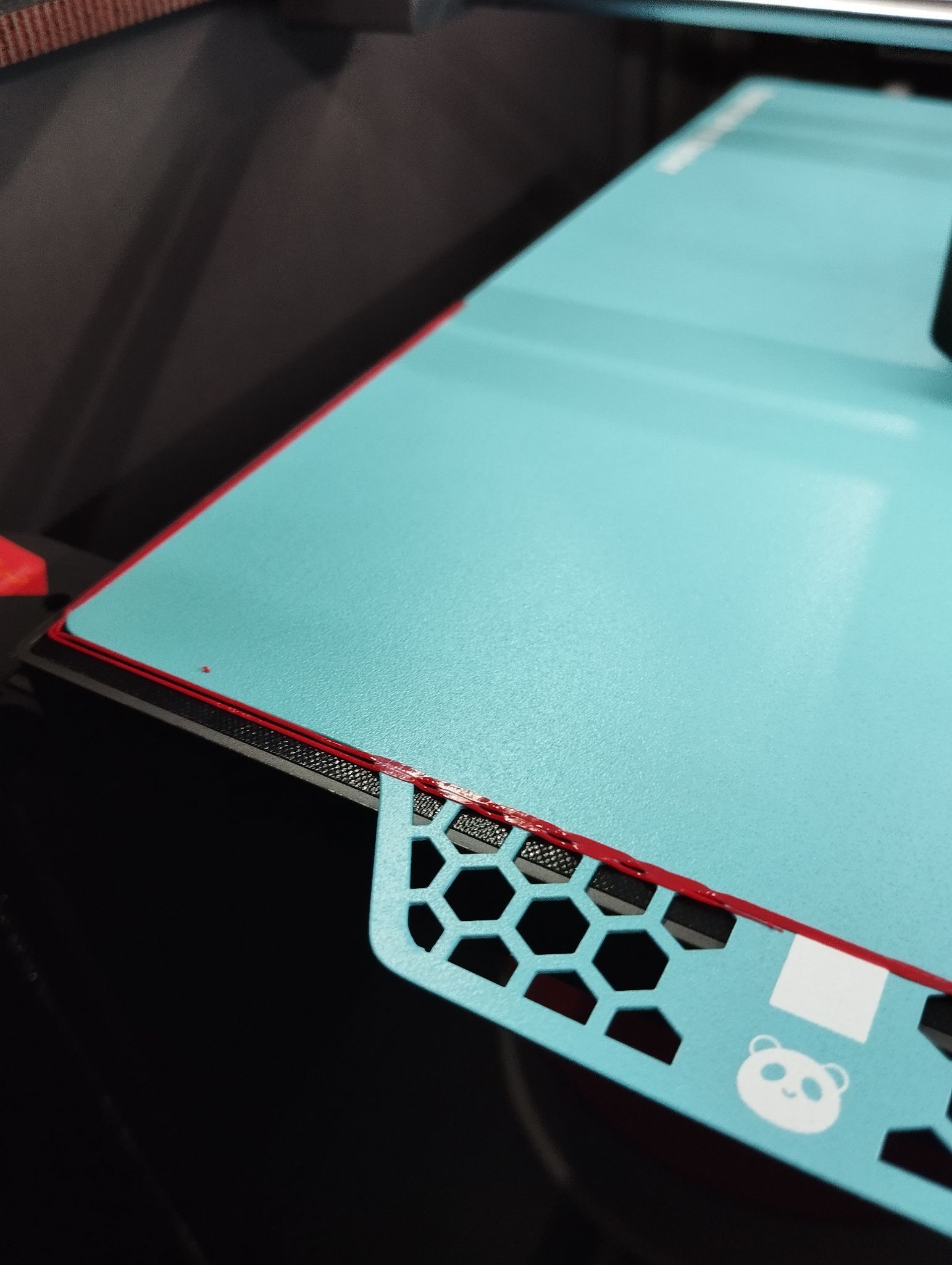
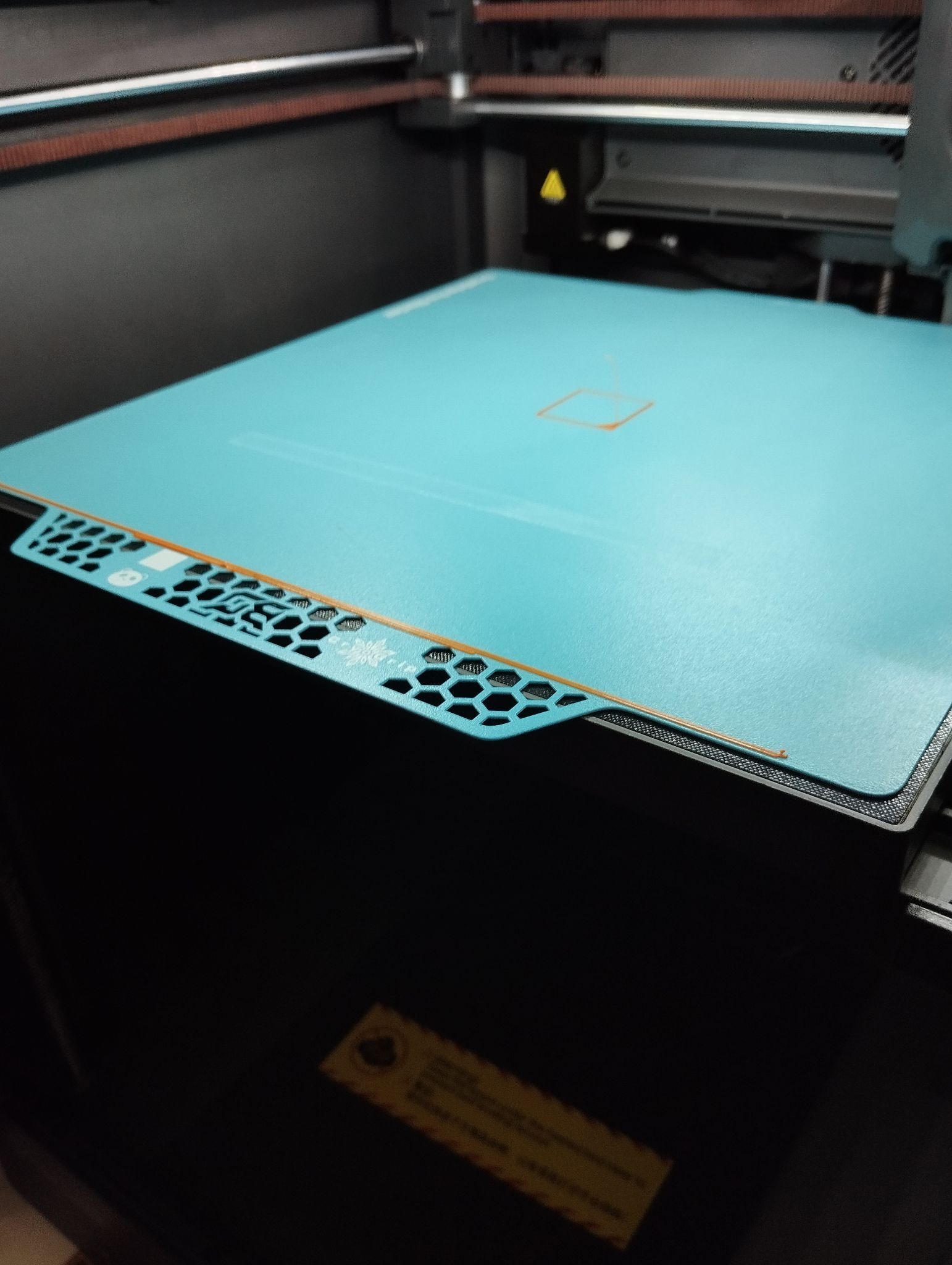
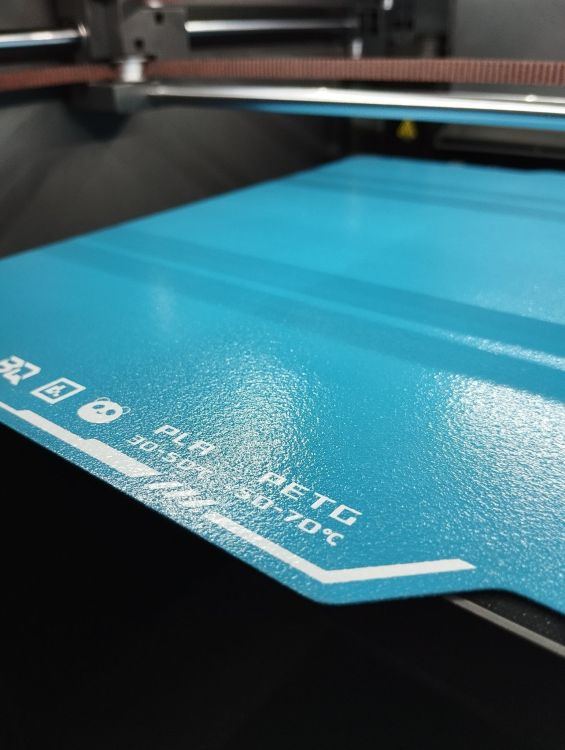
J'ai déjà fait un test de la Cryogrip Pro Glacier principalement sur la Bambu Lab A1 et j'avais testé sur la Centauri Carbon mais sans aller plus loin, là j'ai reçu la Cryogrip Pro Frostbite qui est uniquement utilisable avec le PLA et le PETG. La Frostbite est une plaque texturée un peu "granuleuse" contrairement à la Glacier qui est pratiquement lisse, l'avantage de la Frostbite c'est que vous pouvez imprimer du PLA avec une température de plateau de 30 à 50° et du PETG entre 50 et 70° Ces 2 plaques peuvent se monter sur la Centauri Carbon mais comme elles sont principalement dimensionnées pour la A1 CAD 257 x 257 et que la CC a un plateau de 260 x 260 vous avez compris qu'il manque 3 mm sur les axes X et Y, il faut placer la plaque bien au fond et à gauche du plateau. Ces 3 mmm en moins ne change pratiquement rien lors de l'impression, par contre au début lorsque la machine fait sa ligne de purge il y a un léger problème car la ligne de purge passe à coté de la plaque, après ce n'est pas une catastrophe mais j'aime bien quand ça se passe correctement . Ce problème est pour la Cryogrip Pro Glacier, la Frostbite a un bord un peu plus long à cette endroit là donc ça passe J'ai donc récupéré un GCODE de démarrage (que j'ai modifié car il ne fonctionnait pas) proposé sur le groupe Face de bouc des utilisateurs de la CC et qui utilise la ligne de purge de la Bambu Lab P1S, perso je n'ai jamais trop apprécié (bien qu'elle fonctionne très bien) la ligne en coin d'Elegoo Si vous êtes intéressé voici le GCODE de démarrage d'origine au cas ou vous souhaiteriez le remettre ;;===== date: 20240520 ===================== ;printer_model:[printer_model] ;initial_filament:{filament_type[initial_extruder]} ;curr_bed_type:{curr_bed_type} M400 ; wait for buffer to clear M220 S100 ;Set the feed speed to 100% M221 S100 ;Set the flow rate to 100% M104 S140 M140 S[bed_temperature_initial_layer_single] G90 G28 ;home M729 ;Clean Nozzle M190 S[bed_temperature_initial_layer_single] ;=============turn on fans to prevent PLA jamming================= {if filament_type[initial_no_support_extruder]=="PLA"} {if (bed_temperature[initial_no_support_extruder] >50)||(bed_temperature_initial_layer[initial_no_support_extruder] >50)} M106 P3 S255 {elsif (bed_temperature[initial_no_support_extruder] >45)||(bed_temperature_initial_layer[initial_no_support_extruder] >45)} M106 P3 S180 {endif};Prevent PLA from jamming {endif} ;enable_pressure_advance:{enable_pressure_advance[initial_extruder]} ;This value is called if pressure advance is enabled {if enable_pressure_advance[initial_extruder] == "true"} SET_PRESSURE_ADVANCE ADVANCE=[pressure_advance] ; M400 {endif} M204 S{min(20000,max(1000,outer_wall_acceleration))} ;Call exterior wall print acceleration G1 X{print_bed_max[0]*0.5} Y-1.2 F20000 G1 Z0.3 F900 M109 S[nozzle_temperature_initial_layer] M83 G92 E0 ;Reset Extruder G1 F{min(6000, max(900, filament_max_volumetric_speed[initial_no_support_extruder]/0.5/0.3*60))} G1 X-1.2 E10.156 ;Draw the first line G1 Y98.8 E7.934 G1 X-0.5 Y100 E0.1 G1 Y-0.3 E7.934 G1 X{print_bed_max[0]*0.5-50} E6.284 G1 F{0.2*min(12000, max(1200, filament_max_volumetric_speed[initial_no_support_extruder]/0.5/0.3*60))} G1 X{print_bed_max[0]*0.5-30} E2 G1 F{min(12000, max(1200, filament_max_volumetric_speed[initial_no_support_extruder]/0.5/0.3*60))} G1 X{print_bed_max[0]*0.5-10} E2 G1 F{0.2*min(12000, max(1200, filament_max_volumetric_speed[initial_no_support_extruder]/0.5/0.3*60))} G1 X{print_bed_max[0]*0.5+10} E2 G1 F{min(12000, max(1200, filament_max_volumetric_speed[initial_no_support_extruder]/0.5/0.3*60))} G1 X{print_bed_max[0]*0.5+30} E2 G1 F{min(12000, max(1200, filament_max_volumetric_speed[initial_no_support_extruder]/0.5/0.3*60))} G1 X{print_bed_max[0]*0.5+50} E2 ;End PA test. G3 I-1 J0 Z0.6 F1200.0 ;Move to side a little G1 F20000 G92 E0 ;Reset Extruder ;LAYER_COUNT:[total_layer_count] ;LAYER:0 et voici le GCDE que vous devez mettre à la place ;;===== date: 20240520 ===================== ;printer_model:[printer_model] ;initial_filament:{filament_type[initial_extruder]} ;curr_bed_type:{curr_bed_type} M400 ; wait for buffer to clear M220 S100 ;Set the feed speed to 100% M221 S100 ;Set the flow rate to 100% M104 S140 M140 S[bed_temperature_initial_layer_single] G90 G28 ;home M729 ;Clean Nozzle M190 S[bed_temperature_initial_layer_single] ;=============turn on fans to prevent PLA jamming================= {if filament_type[initial_no_support_extruder]=="PLA"} {if (bed_temperature[initial_no_support_extruder] >50)||(bed_temperature_initial_layer[initial_no_support_extruder] >50)} M106 P3 S255 {elsif (bed_temperature[initial_no_support_extruder] >45)||(bed_temperature_initial_layer[initial_no_support_extruder] >45)} M106 P3 S180 {endif};Prevent PLA from jamming {endif} ;enable_pressure_advance:{enable_pressure_advance[initial_extruder]} ;This value is called if pressure advance is enabled {if enable_pressure_advance[initial_extruder] == "true"} SET_PRESSURE_ADVANCE ADVANCE=[pressure_advance] ; M400 {endif} M204 S{min(20000,max(1000,outer_wall_acceleration))} ;Call exterior wall print acceleration G1 X{print_bed_max[0]*0.5} Y+0.5 F20000 G1 Z0.3 F900 M109 S[nozzle_temperature_initial_layer] M83 G92 E0 ;Reset Extruder G1 F{min(6000, max(900, filament_max_volumetric_speed[initial_no_support_extruder]/0.5/0.3*60))} ;G1 X-1.2 E10.156 ;Draw the first line ;G1 Y98.8 E7.934 ;G1 X-0.5 Y100 E0.1 ;G1 Y-0.3 E7.934 G1 X{print_bed_max[0]*0.5-50} E6.284 G1 F{0.2*min(12000, max(1200, filament_max_volumetric_speed[initial_no_support_extruder]/0.5/0.3*60))} G1 X{print_bed_max[0]*0.5-30} E2 G1 F{min(12000, max(1200, filament_max_volumetric_speed[initial_no_support_extruder]/0.5/0.3*60))} G1 X{print_bed_max[0]*0.5-10} E2 G1 F{0.2*min(12000, max(1200, filament_max_volumetric_speed[initial_no_support_extruder]/0.5/0.3*60))} G1 X{print_bed_max[0]*0.5+10} E2 G1 F{min(12000, max(1200, filament_max_volumetric_speed[initial_no_support_extruder]/0.5/0.3*60))} G1 X{print_bed_max[0]*0.5+30} E2 G1 F{min(12000, max(1200, filament_max_volumetric_speed[initial_no_support_extruder]/0.5/0.3*60))} G1 X{print_bed_max[0]*0.5+50} E2 ;End PA test. ; ================================================================= ; ======== Bambu‑style PRIME — twin stripes 0.5 mm apart ========== ; ================================================================= ; Stripe 1 → Y = 1.0 mm ; Stripe 2 → Y = 1.5 mm (0.5 mm gap) G1 Z0.30 F900 M109 S[nozzle_temperature_initial_layer] ; wait for print temp M83 ; relative extrusion G92 E0 ; reset E ; ---------- first pass : left ➔ right ---------- G1 X18 Y2.0 Z0.25 F12000 ; start 18 mm from left edge G1 E2 F300 ; slow pre‑prime G1 X{print_bed_max[0]-18} E15 F{outer_wall_volumetric_speed/(0.3*0.5)*60} ; ---------- quick blob knock ---------- G1 Y11.0 F9000 ; hop forward (like Bambu) G1 X{print_bed_max[0]-19} F6000 ; scrape G1 Y1.5 F6000 ; back next to first stripe ; ---------- second pass : right ➔ left ---------- G1 X18 E15 F{outer_wall_volumetric_speed/(0.3*0.5)*60} ; ---------- finish up ---------- G1 E-0.5 F600 ; tiny retract (ASCII minus) G1 Z0.60 F9000 G92 E0 ; ================= End prime stripes =============================== G3 I-1 J0 Z0.6 F1200.0 ;Move to side a little G1 F20000 G92 E0 ;Reset Extruder ;LAYER_COUNT:[total_layer_count] ;LAYER:0 Voilà maintenant vous avez des belles lignes de purge qui seront sur la plaque La suite bientôt avec les essais et mes impressions sur la Frostbite

 1 point
1 point -
Merci pour ta réponse encore une fois super rapide ça fait vraiment plaisir ! De ce que je vois les ergots sont ISO à ce que j'ai sur les autres axes, on est daccord que le BL Touch me servira ensuite pour faire le home sur l'axe z ? j'imagine que pour le tester je peux diriger mon bltouch vers le plateau de débranchant le moteur z ? Ok super ça fonctionne ! Cette carte est pépite ! je vais m'amuser à trouver le hofset par rapport à la buse maintenant Pour le hero me gen 7 je crois que la doc file les offsets sur les côtés si je ne me trompes pas1 point
-
vu que le traitement des t° check de la t° des sondes en permanence une fails de ctn ça va donner court circuit ou circuit ouvert -> Arrêt de l'imprimante. Après si le capteur de T° indique 25° en permanence, il n'y a aucun moyen de vérifier (sauf en doublant les ctn)1 point
-
Suite à un problème avec mon extrudeur à l'époque. Il est possible de récupérer la pièce par une petite manipulation que l'on m'avait indiqué (je crois que c'était @fran6p) IL suffit de calculer la hauteur de la pièce qui a été imprimée, puis d'effectuer une découpe via le slicer. Sauvegarder et imprimer la partie non imprimée, effecteur un collage par la suite colle utilisée ^SADER Colle spécial matériaux Plastique rigide"

 1 point
1 point -
Il me semble que la gamme «LRS» utilise une base (225x125 mm), la hauteur par contre varie (35 mm pour la 450-24 contre 41 mm pour la 600-24) donc 6 mm de différences.1 point
-
Dans un premier temps, tu pourrais tester l'inversion des deux alimentations. Une des deux sert au chauffage de l'enceinte, l'autre pour le reste (CM et ses éléments connectés). Sinon le remplacement de celle alimentant la CM par une Meanwell 24V/450W (LRS-450-24) comme envisagé plus tôt .1 point
-
Pas si cool que ça, j'ai merdé et il faut que je recommence. " Je rigole mais nerveusement "1 point
-
pas de souci @laurent37 on a tous été novice à un moment donné et le forum sert à ça tu vas voir après avoir affiné les réglages, tu vas pouvoir imprimer sereinement. C'est du temps au début mais ça a en fait gagner beaucoup par la suite et économiser de la matière car comme tu l'as dit plus haut, au prix de certains filaments on aime pas trop rater une impression !1 point
-
A nouveau sur la même machine, un shutdown pour un MCU Timer too close..... Ce qui est intéressant c'est que la log Klippy montre que la machine a d'abord eu un arrêt de la chauffe de la hotend bien avant le shutdown. klippy.log.2025-07-03.zip Les shutdown sur cette machine avec le ventilateur de 80 mm sont plus fréquents maintenant. Je pense que le souci vient de la charge / température de l'alimentation 24V (car la charge décroit à compter de 50°C). Ca expliquerait aussi que les soucis sont plus fréquents alors que la température de ma salle d'impression a augmenté depuis cet hiver. Peut-être des ventilos encrassés. Ou alors une charge de l'alimentation trop proche de la charge maxi.1 point
-
moi je ne la sors que rarement, un coup d'alcool et zou1 point
-
Etant novice dans le domaine, je ne savais pas qu'il fallait faire ça Merci pour l'info je lance les tests aujourd'hui1 point
-
Bon premier test sur une pièce simple en tpu bicolore ! Ça passe crème Je suis agréablement surpris A voir plus tard, sur des pièces plus complexe ....je ferai un retour avec plus de recul ! J'ai repris les réglages machine que j utilise et le profil tpu fourni dans orca flashforge ( juste modifié la température) . C'est satisfaisant... il y a moyen de gratter en finition.... mais franchement c'est plutôt propre sans calibrage .... à ce prix et si dans le temps la machine reste opérationnelle avec son isf sans bug ! C'est une pépite .... je reviendrai avec plus de recul ,pour faire un retour plus poussé...




 1 point
1 point -
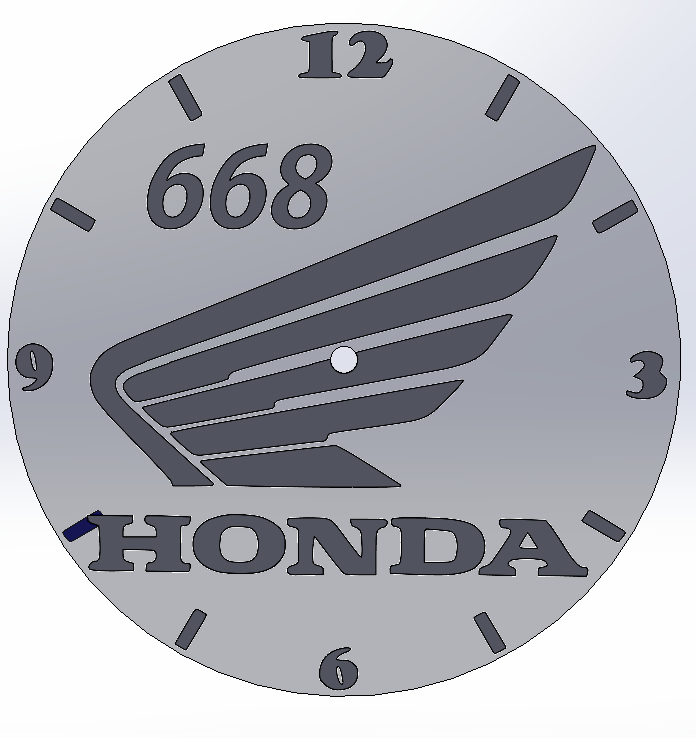
Bien joué Il était aussi possible de tout faire dans le trancheur (BambuLab Studio,...) en jouant avec les opérations booléennes (soustraction et addition), comme dans cette vidéo Le repère des 7 heures est bien présent. C'est celui des 8h qui est absent puisqu'il entre en collision avec le logo: PS: je me suis rendu compte que l'épaisseur de l'embase était fausse (8mm . Là encore, il suffit de changer l'échelle en Z dans le trancheur (voir cette vidéo )
 1 point
1 point -
alors tout filament suppose d'être calibré @laurent37 test température, pressure advance, extrusion multiplier etc tu trouves ces tests sur beaucoup de slicer1 point
-
@Carlito06 et @PierreR63, soyez pas jaloux je le dis aussi pour tous les autres maker qui utilise Creality Print, avec la 6.2 creality a intégré de l'IA et continue d'essayé de proposer des outils concurrent a ce que l'ecosystème BBlab propose, ici l'on voit apparaitre l'outils IA MakeNow qui est un outils IA Génératif je vous met un article sur le sujet.1 point
-
Alors j'ai testé l'ASA à 70° sur la Centauri Carbon et franchement c'est pas une réussite, voir photo ci dessous et en plus non seulement ça c'est décollé mais en plus ça m'a bouffé le revêtement du plateau, on ne voit pas très bien sur la photo mais c'est vraiment marqué, moralité j'arrête l'ASA sur ce type de plaque Résultat de ces essais Pour moi cette plaque n'a d'intérêt que pour le PLA et le TPU, ça permet une bonne adhérence à une température moindre par contre le PETG colle bien mais à une température identique à une autre plaque, pour l'ASA vous avez vu le résultat qui parle de lui même et du coup je n'ai pas testé avec l'ABS Une petite remarque pour terminer, cette plaque est la Cryogrip Pro Glacier qui se nettoie à l'eau et au liquide vaisselle ainsi qu'à l'alcool Isopropylique par contre sa cousine la Cryogrip Pro Frostbite doit impérativement être nettoyée avec de l'eau et du liquide vaisselle et surtout pas à l'alcool Isopropylique ou il pourrait y avoir des dégâts, photo récupéré sur Face de bouc
 1 point
1 point -
T'inquiète, y'a pas le feu au lac ^_^ Edf vient de me niquer une impression de 9h en coupant le jus cette nuit...0 points