Classement




Contenu populaire
Contenu avec la plus haute réputation dans 14/11/2025 dans Messages
-
Petit retour après plus de 6 mois de jeu avec le Cyborg, bin c'est top, j'aurais du mal à m'en passer (j'ai même le reflexe de mettre la main dessus au lieu du clavier hors jeu mais la comme c'est pas programmer pour c'est pas top...) Du coup j'ai aussi investi dans une souris un peu mieux que ceux à 20 balles d'amazon, j'ai pris une logitech G502 HERO (à 40€ sur le site de logitech donc très abordable), je n'ai pas pu m'empêcher de la customiser pour vraiment l'adapter à la taille de mes doigts (j'arrivait pas à avoir accès facilement à tout les boutons). Une platine pour pouvoir reposer l'annulaire et l'auriculaire et 2 extension pour les 2 boutons supp du dessus. La platine n'est pas de moi mais je l'ai modifiée car elle était trop épaisse en dessous et le capteur optique avait des ratés, j'ai aussi mis un aimant comme sur celle d'origine (je prendrais des photos démontée quand j'imprimerais celle pour mon mari), les extensions de boutons sont juste collé au double face, je vais y apporté quelques modifs (un ou deux millimètres par ci et par la) juste pour que cela soit vraiment adapter à mes doigts. Edit : En bas celle de la souris, à droite fichier d'origine que j'ai trouvée et à gauche celui que j'ai modifiée pour mettre l'aimant à la place de la petite "bite", la base est aussi moins épaisse de 0.5mm pour que le capteur ne merde pas. Imprimé en PETG sur un plateau lisse type miroir.





 4 points
4 points -
Ah oui ... ça change tout sur le store EU https://eu.qidi3d.com/products/max4 QIDI Max4 seule : 1049 € QIDI Max4 Combo avec Box : 1 199 € et le port !! Shipping : 70.00 € (mais elle n'arrive pas plus vite pour autant)4 points
-
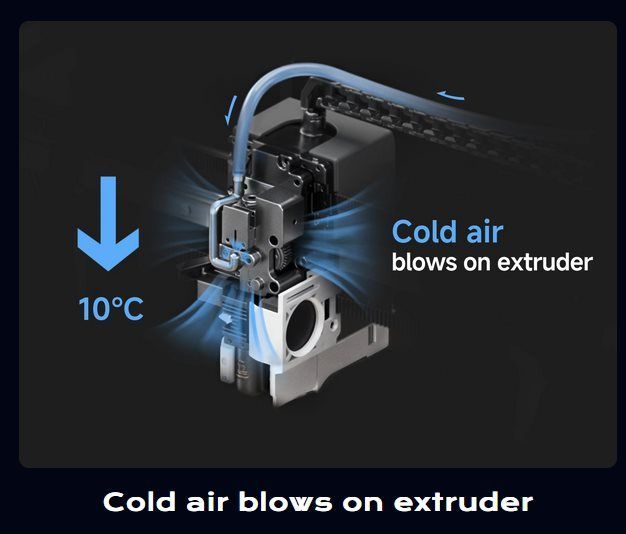
Le lien : https://qidi3d.com/products/max4?variant=44781909999756 Je me demande juste quel poids elle fait (la XM3 pesait plus de 30 kg). Elle reprend bon nombre des fonctionnalités de la Q2, et en ajoute de nouvelles (refroidissement «beard air» pour l'extrudeur, des moteurs à boucle fermée, un écran tactile plus grand de 5 " (un 7 " vu la taille de l'imprimante aurait été un plus), un microcontrôleur plus puissant (plus de RAM ?), un lit chauffant amélioré et surtout un volume d'impression HÉNAURME (390x390) ), le tout pour un prix contenu. La Qidi Box posée au-dessus parait minuscule .4 points
-
Exactement Elle est plus légère tout en étant très rigide, extrêmement bien finie, facile à monter (moins de 30 min). L'AMS est rapide et fiable pour le moment. Le plateau colle super bien alors qu'il chauffe un peu moins en PLA (55°C). L'interface du bel écran est assez simple et facile à manipuler. Le démarrage est véloce avec le homing auto (que les zones nécessaires). Ce qui impressionne ce sont les absorbeurs de vibrations, on dirait qu'elle bouge comme une machine à laver mais la table, elle bouge peu. Efficace me semble-t-il. Après ce que j'attends, comme beaucoup je pense, c'est une belle impression et le bon est qualitatif pour ma part. Je trouvais les A1 meilleures que la P1S mais là, c'est encore un cran au dessus tout en étant encore plus rapide. Quand l'impression se finit, grâce à la caméra de grande définition, on reçoit une photo sur bambu studio. Génial. Je trouve qu'il y a eu un très grand travail d'ingénierie.3 points
-
Je suis curieux de voir où ils ont fait les coupes pour tenir ce prix avec ces fonctionnalités. Mais ça me plait bien. Dommage que ce ne soit pas une double extrusion. Pour le refroidissement, je viens de franchir un pas sur mes X Max 3 en redessinant les capots. C'est moins sexy, mais c'est plus frais (et un peu plus léger). Je vais bientôt faire un post là dessus.3 points
-
Le détail sans aucune retouche vidéo
 3 points
3 points -
Donc finalement le plateau fera 390 mm, ils avaient annoncé la couleur, plus grand que grand. Une sacré pièce à abattre pour la concurrence. Qui aura la chance de la tester chez LI3D car il faudra un brave bureau . Vu l'image, l'air arrive à 10°C sur la buse, faut-il imaginer un mini compresseur frigorifique dans la boite comme dans certaine glacière ?2 points
-
Je le suivrai, même si je n'ai plus ce modèle .2 points
-
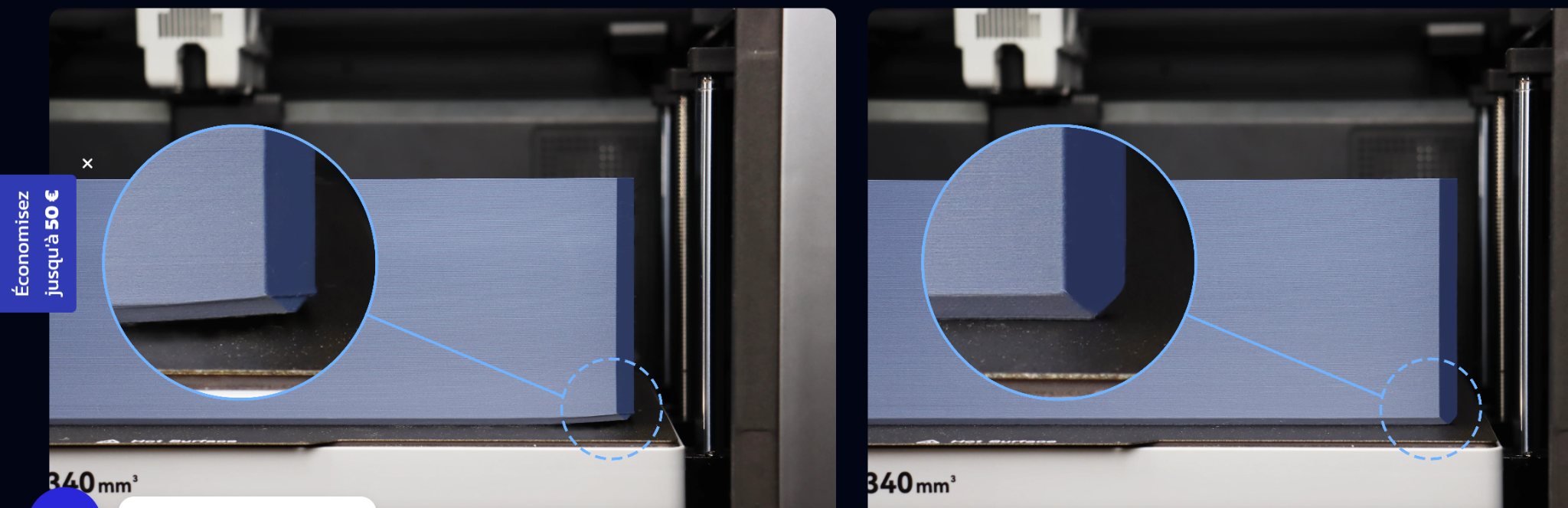
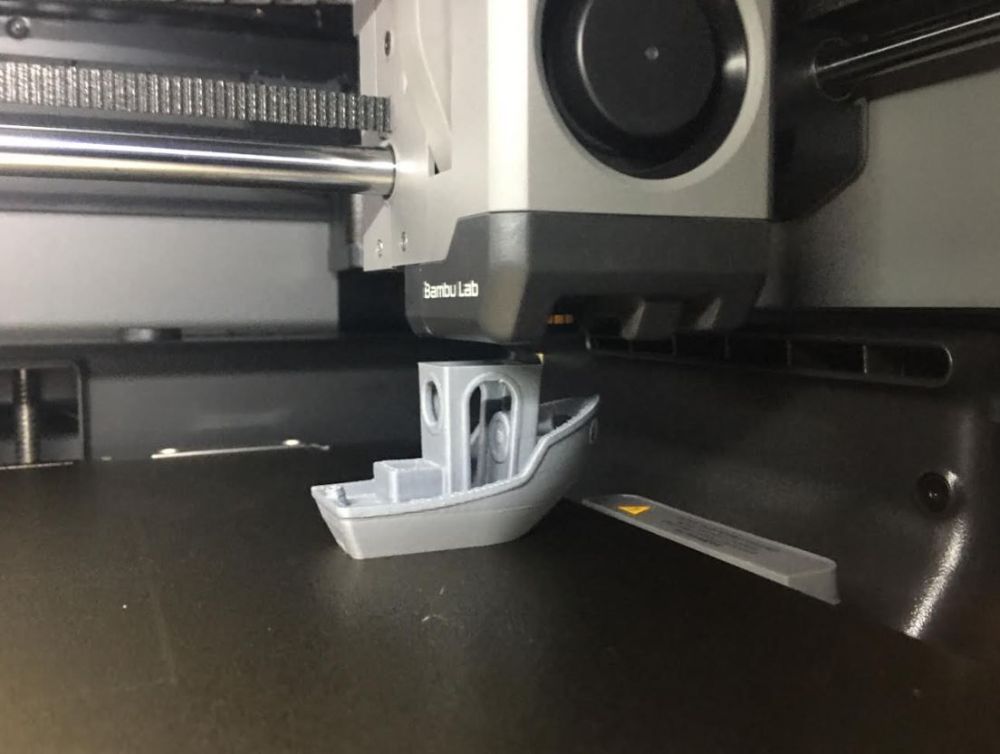
Salutation ! @Magguy J'ai préféré créer un nouveau sujet avec ton commentaire fait initialement dans le sujet comme cela, tu devrais avoir plus de vus et cela va éviter de mélanger plusieurs sujets. C'est toujours mieux d'illustrer avec des photo de son impression, car il peut y avoir de subtiles différences... Mais si vraiment, tu as un truc comme ce qui suit pour la face imprimée en contacte avec le plateau Alors il faudrait probablement ajuster le "Z-Offset" alias "décalage Z" dans un des menus de l'écran de contrôle de l'imprimante. ( dans la photo précédente les boudins de filament extrudé pour former la couche initiale ne sont visiblement pas bien jointifs entre eux, car insuffisamment écrasé sur le plateau, donc la distance buse à plateau pour la première couche semble légèrement trop grande et il faudrait la diminuer ... (ce qui se fait en ajustant le "Z-Offset") ) Pour avoir une idée d'une belle couche initiale regarder le sujet suivant Ensuite sur la photo suivante pour moi, on peut voir des sillons creusés par le nez de la buse, il y a un lège surplus de matière qui se cumule et qui déborde et c'est signe d'un "débit" alias "flow" légèrement trop fort ( une sur-extrusion) avec cette bobine de filament. Là, soit prendre le temps de faire une calibration de débit pour cette bobine de filament pour trouver le débit idéal avec cette bobine, soit au pif sous Ultimaker cura regarder pour réduire le "débit" de disons 2 voir 5 % ( donc s'il était à 100% le passer à 98 voir 95 % voir si cela donne mieux ou non. "L'étirage" alias "Repassage" alias "Ironing" c'est le fait, pour une couche du dessus, de faire un passage en plus avec le nez de la buse, avec débit très faible, sur la surface imprimé afin de lisser un poil la surface du dessus ... ( faire une recherche Google de "étirage impression 3D" ou installer le plugin "Print settings" d'Ultimaker Cura et regarde l'explication du paramètre "étirage" ) Edit > Je remarque que tu utilises une "Hauteur de la couche initiale" de 0.12 mm, puis des "Hauteur de couche" de 0.2 mm. Personnellement sur un plateau texturé, je préfère toujours avoir une "Hauteur de la couche initiale" de 0.20 mm ou plus avec une buse de 0.4 mm de diamètre. Car pour moi, comme c'est la 1er couche, une couche plus fine peut être plus difficile à imprimer. ( sachant qu'il n'est pas recommandé de dépasser 0.8 * "diamètre de la buse", soit 0.8 * 0.4 mm = 0. 32 mm, en "hauteur de couche" ou "hauteur de la couche initiale" sinon risque de dépasser le débit volumétrique maximum possible avec une tête d'impression ayant une buse de ce diamètre ) Sinon pour le reste des paramètres visible rien ne me choque. ( Mais bien noter que si on met la visibilité des paramètres sur "Expert" ou "All" on en voit bien plus cf )2 points
-
je la trouve silencieuse par rapport à d'autres imprimantes que j'ai eu, c'est vrai qu'à l'initialisation et pendant le nettoyage de buse elle est plus bruyante que pendant l'impression, pas plus tard qu'hier j'ai fait les relevés sonores, en impression on est entre 40 et 50 db avec des pointes à 60 db lors des déplacements rapides Pour moi, elle est un tout petit peu plus bruyante que la A1 mais je pense que c'est du aux carters gauche et droit qui font un peu caisse de résonance, la A1 mini elle était vraiment silencieuse2 points
-
J'ai eu le problème avec une commande récemment ... il faut se mettre sur le site EU pour avoir les bons prix. Ceux de @Jean_Luc sont les bons sur le site EU en Euros2 points
-
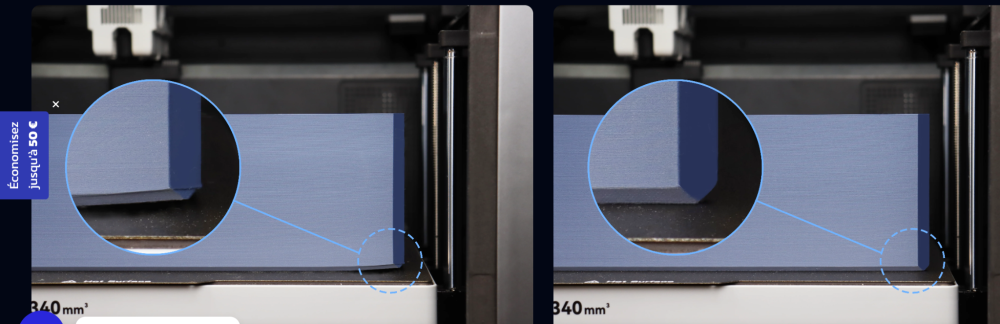
Je pense que maintenant que les choses s'impriment plus facilement, on fait tout simplement plus attention aux vfa. Et souvent, une simple tension des courroies permet de les réduire. Quand au PETG, souvent, il est brillant, et cela tend à rendre tout ces artefacts visibles... Pour le deuxième des threads pointé sur le forum bambulab, la pièce est par nature difficile à imprimer, au vu de sa faible largeur, sa hauteur, et ses surplombs... Et pour la première couche, ce que beaucoup oublient, c'est que PETG et PLA n'adhèrent pas bien ensemble. Quand on passe de l'un à l'autre, il vaut mieux très bien nettoyer son plateau: la moindre trace ne facilitera pas l'impression au changement de filament... J'ai constaté sur ma X1C que les problèmes d'adhésion avaient souvent lieu quand je changeais de matériel. Un nettoyage peut y parer... Pour le reste, les imprimantes modernes impriment plus vite, mais si on oublie les basiques, les problèmes d'impressions arrivent aussi plus vite...2 points
-
Bienvenue Magguy ! Il est pas impossible que l'abord soit plus simple en changeant de Slicer. Pour ton imprimante, tu devrais pouvoir tester Orcaslicer, CrealityPrint ou Prusasclicer. J'ai pas de préco particulière, simplement un des trois pourrait avoir une interface qui te sera peut être plus intuitive que Cura. A la limite, Creality Print est nativement plus adapté à ton imprimante, mais a titre très personnel je trouve Orcaslicer moins fouilli. Au plaisir de te croiser sur le forum, je serai surpris que tu n'y trouves pas de l'aide2 points
-
Découvrez les capacités de l'imprimante 3D Bambu Lab H2S version Combo avec son AMS 2 Pro https://www.lesimprimantes3d.fr/test-bambu-lab-h2s-combo-ams-2-pro-20251114/1 point
-
Impression Silk tungstène Aucune fusion, fonctionnement libre dès le départ
 1 point
1 point -
Sauf que sur un des communiqué officiel de Qidi ils ont clairement dit en anglais sert que ce système de cold air servait ne effet pour l'extrudeur devait aussi alimenter le refroidissement de la matière Pour la prise d'alim oui cela peut être utile pour certain perso j'utilise des prise connecter sur toutes mes machines donc j'ai pas de soucis avec cela @fran6p par contre je viens de me rendre compte d'un détail que j'avais pas vue initialement la Polar cooler est offert pour les early bird et sont prix est baisser de 100$ du prix MSRP, bon même au prix MSRP la machine reste moins chers qu'une excellente H2S (les 2 en combo ou stanalone) donc pas déconnant. Par contre le polar cooler sera vendu en option 199$ ce qui est pas anodin comme tarif, donc c'est aussi a prendre en compte le prix total après la campagne early reste pas déconnant amène a un prix proche des 1500$ Pas forcement mais c'est pas impossible ce qui me fait juste un poil peur c'est le bruit en fonctionnement de la solution Et pour le test faut voir si l'on reçoit la machine en test de Qidi et qui sera mandaté par nos admins mais y a pas mal de monde ici avec une très bonne expertise capable de faire un test répondant a tous nos question1 point
-
Ils ont du voir mon post chez QIDI "warping Qidi plus4" et ils ont réagit aussitôt, trop fort. N'est ce pas @V3DP ???
 1 point
1 point -
Merci, c'est parfait1 point
-
C'est une bonne question . Au vu des images, ce nouveau refroidissement n'agit que sur l'extrudeur. Avec la Plus4, certains ont rencontré des problèmes, le moteur transmet la chaleur via les roues d'entrainement et peut alors ramollir le filament (pas eu ce problème avec la Q2 à ce niveau-là). Le radiateur, comme le filament, est refroidit par des ventilateurs (on les aperçoit sur l'image). Celui du radiateur (un radia 2510), en tout cas sur la Q2, est limite : il ne refroidit pas suffisamment et m'a posé quelques fois (rares) des colmatages. Peut-être que Qidi l'a remplacé par un plus grand (3510, 4010) ? La prise d'alimentation n'est plus sur l'arrière, mais le côté et ça c'est bien, surtout avec une imprimante de cette envergure. @Julien, les frais de port (70 €) sont peut-être dus au mode de livraison lié à la taille du colis ?
 1 point
1 point -
Perso j'avoue ouha 1050€ en combo pour ce volume je dis la chapeau. Je suis curieux de savoir si il y a un vrai plus avec ce refroidissement ?1 point
-
J'ai un prix très différent de ta capture @Jean_Luc : QIDI Max4 seule : 919,95 € QIDI Max4 Combo avec Box : 1 050,95 € Notons le "Free shipping for customers in US/CA/JP/EU/UK/AU" Mais aussi le "Shipping Notice : Will Ship within 2 months"1 point
-
Bonjour @Magguy bienvenue chez les imprimeurs fous ou imprimeuses folles N'hésite pas à poser des questions, si on a des réponses ça sera avec plaisir1 point
-
Impressionant................ Quelqu'un peut il me prêter l'argent Dieu lui remboursera ???
 1 point
1 point -
Peut-être qu'on devrait en savoir plus, plus tôt, dès ce jour 14/11 à 13:00 (heure française) : https://www.reddit.com/r/QIDI/comments/1owmoya/black_friday_sale_new_product_launch_double_the/
 1 point
1 point -
C'est exactement ça... Vu la "tronche" du G-code de la sortie Bambu studio, on va pas chercher autre chose....1 point
-
Un chassis pancar, par définition, c'est rigide...1 point
-
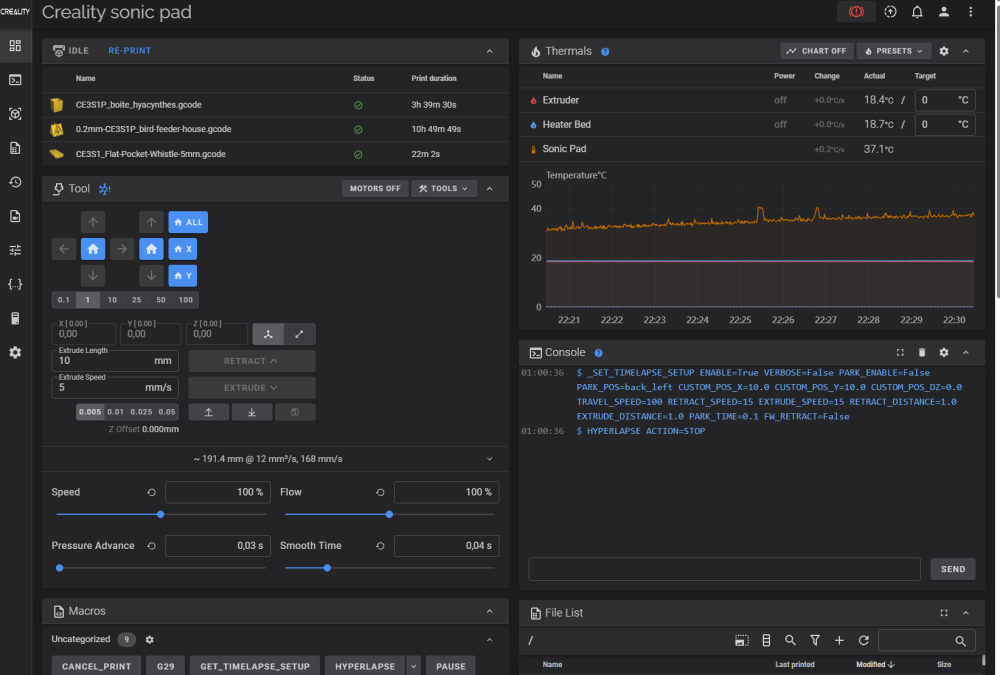
Il y a bien un idle timeout qui est modifiable dans le printer.cfg [idle_timeout] timeout: 3600 # en secondes ou dans le gcode : SET_IDLE_TIMEOUT TIMEOUT=3600 au choix en général j'ai 3600 et je monte à 7200 dans la partie préchauffage du print_start pour la remettre à la valeur d'origine (celle du printer.cfg) à la fin du préchauffage : SET_IDLE_TIMEOUT TIMEOUT={printer.configfile.settings.idle_timeout.timeout}1 point
-
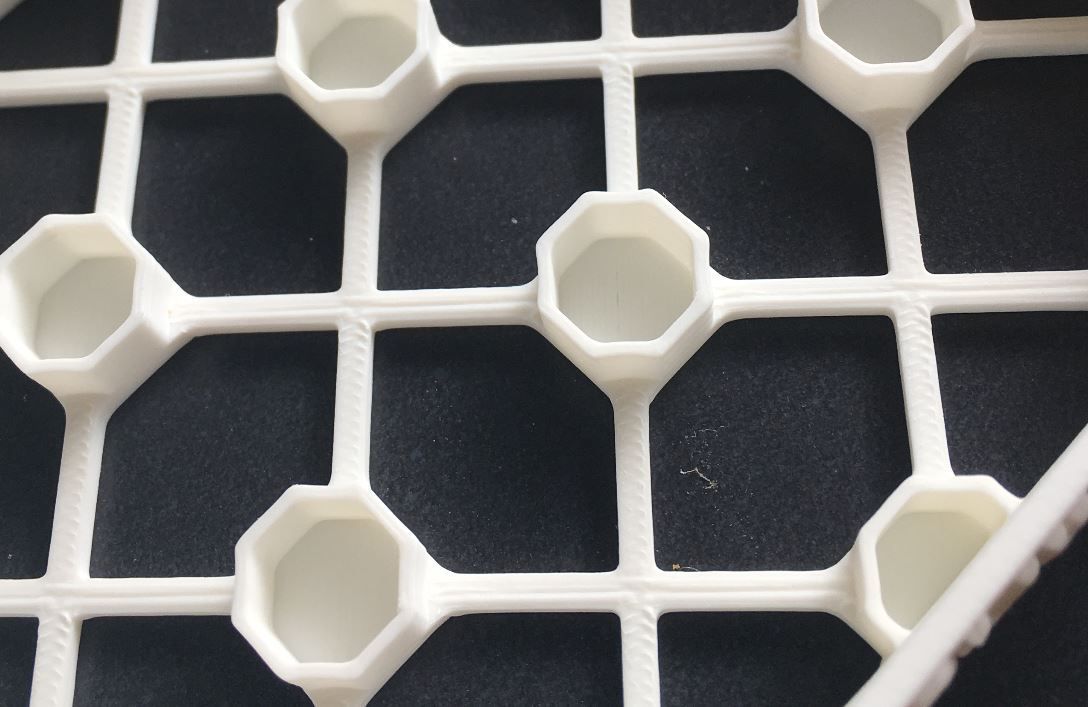
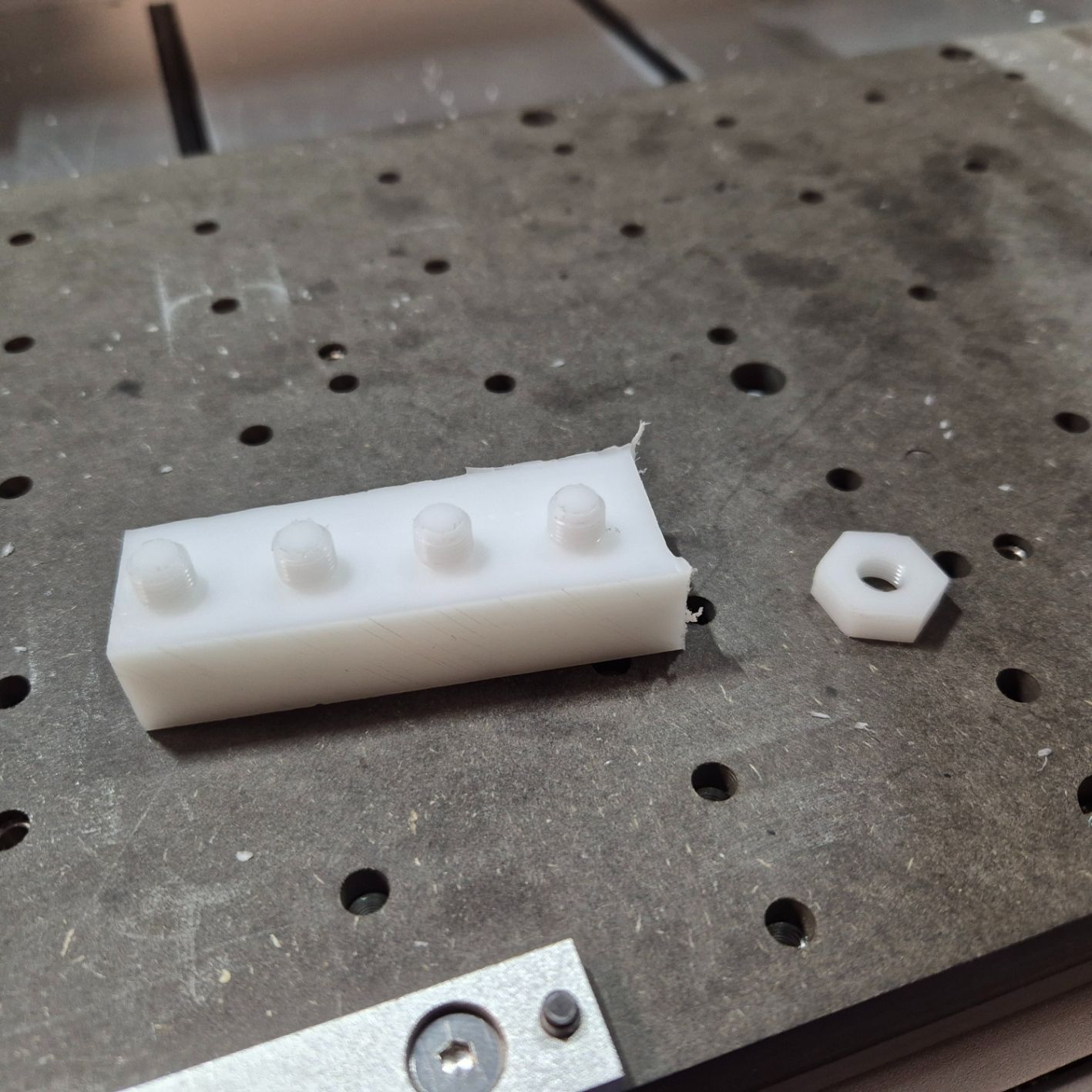
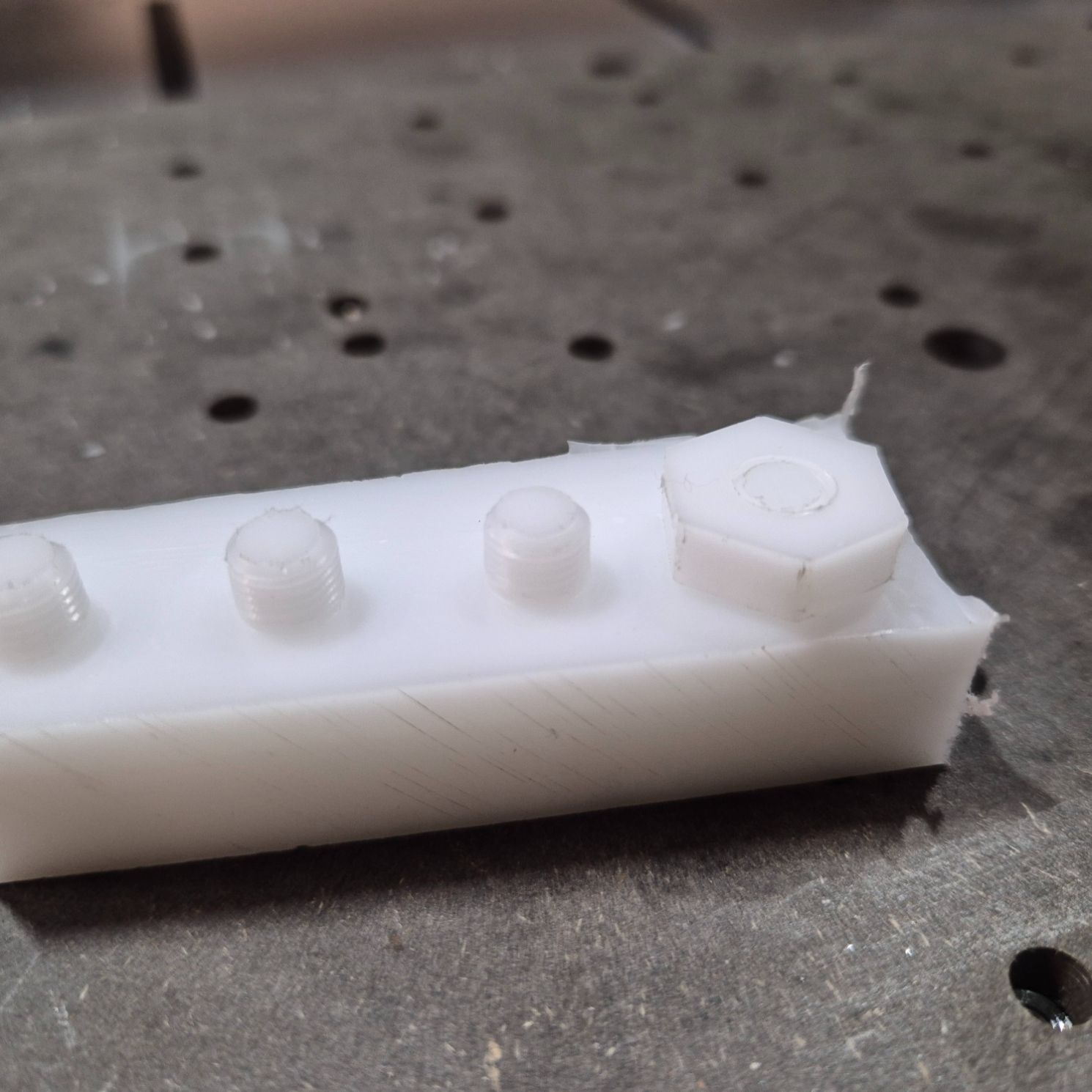
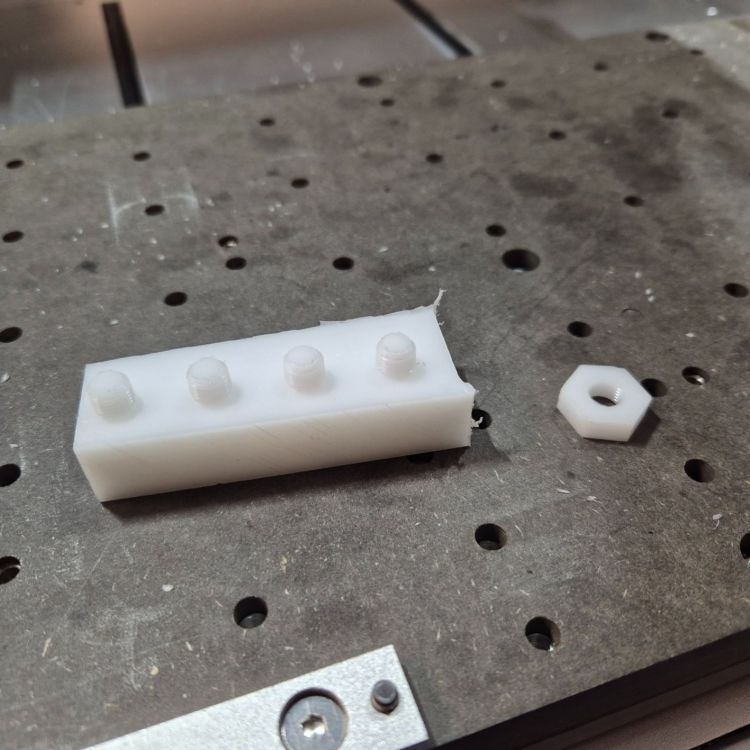
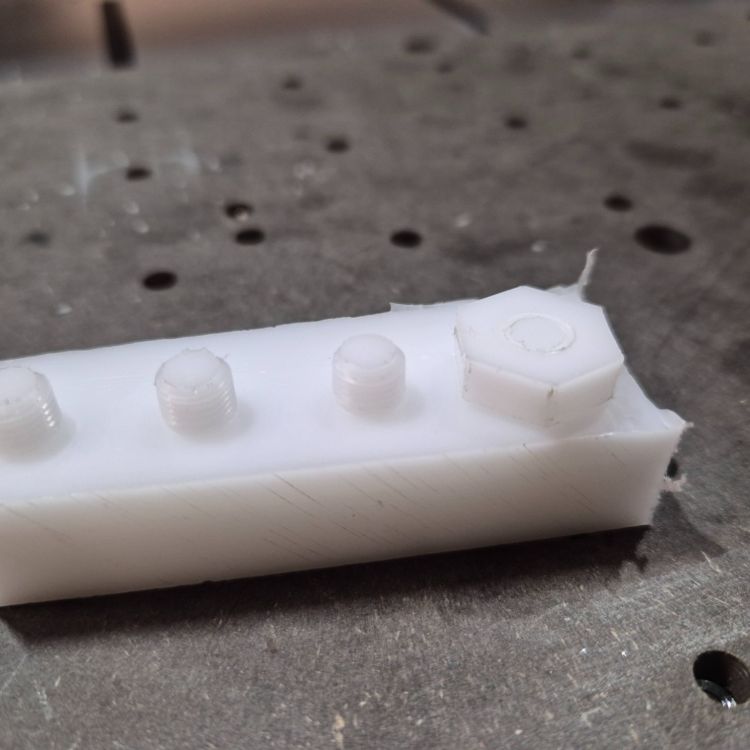
Ce soir, c'est au fablab local que je suis allé bosser sur les filetages, en particulier parce que c'est plus convivial de faire ça à plusieurs. La conclusion de la soirée tient en deux photos : Dans les détails, il est possible de faire des filets non standards assez facilement avec Makera CAM et une Carvera. Pour faire simple, vu que le profil de la dent avec des angles à 60° est dépendant du pitch et non du diamètre du filet, il est possible de faire : n'importe quel diamètre de filetage avec un pas de 0.5 en utilisant un outil de filetage M3 n'importe quel diamètre de filetage avec un pas de 0.7 en utilisant un outil de filetage M4 n'importe quel diamètre de filetage avec un pas de 0.8 en utilisant un outil de filetage M5 n'importe quel diamètre de filetage avec un pas de 1 en utilisant un outil de filetage M6 Dans le cas présent, le filetage interne est d'un diamètre de 8mm avec un pitch de 0.8 (trou initial de 7.2mm) est réalisé avec l'outil M5. Le filetage externe est réalisé avec le même outil. On trouve que les diamètres de bosse entre 7.7 et 7.85 fonctionnent bien avec le même diamètre de filetage externe : il faut en effet tenir compte de la tolérance pour que le filetage externe veuille bien fonctionner avec le filetage interne, et c'est assez logique... Il me reste à trouver un document de référence permettant de calculer la tolérance à appliquer en fonction du pas (il est fort probable que celle-ci se définisse à partir du pas plus qu'à partir du diamètre, d'ailleurs)... Autre réflexion, avec une pointe de gravage à 60°, il doit aussi être possible de faire des filetage sur le 4eme axe...
 1 point
1 point -
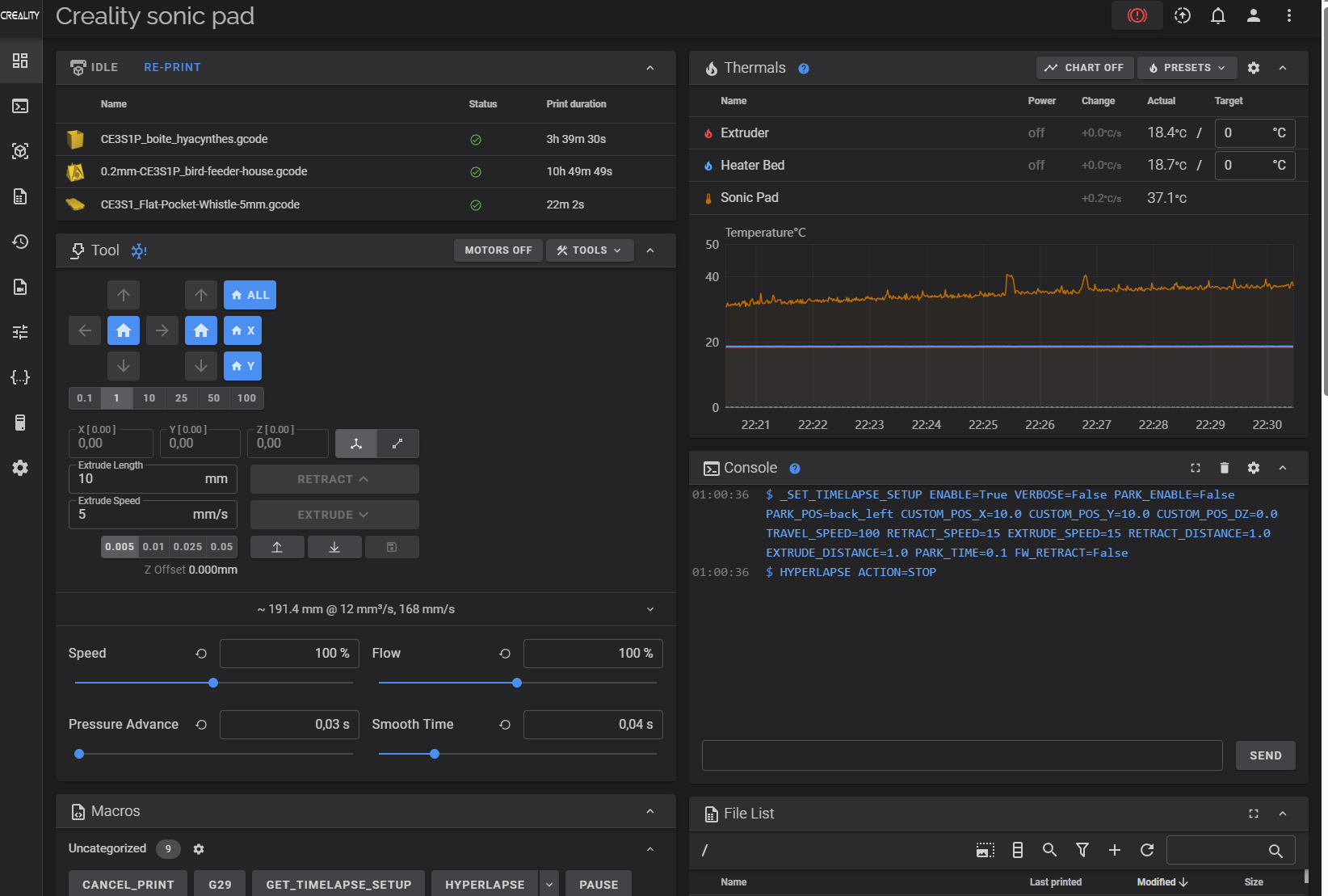
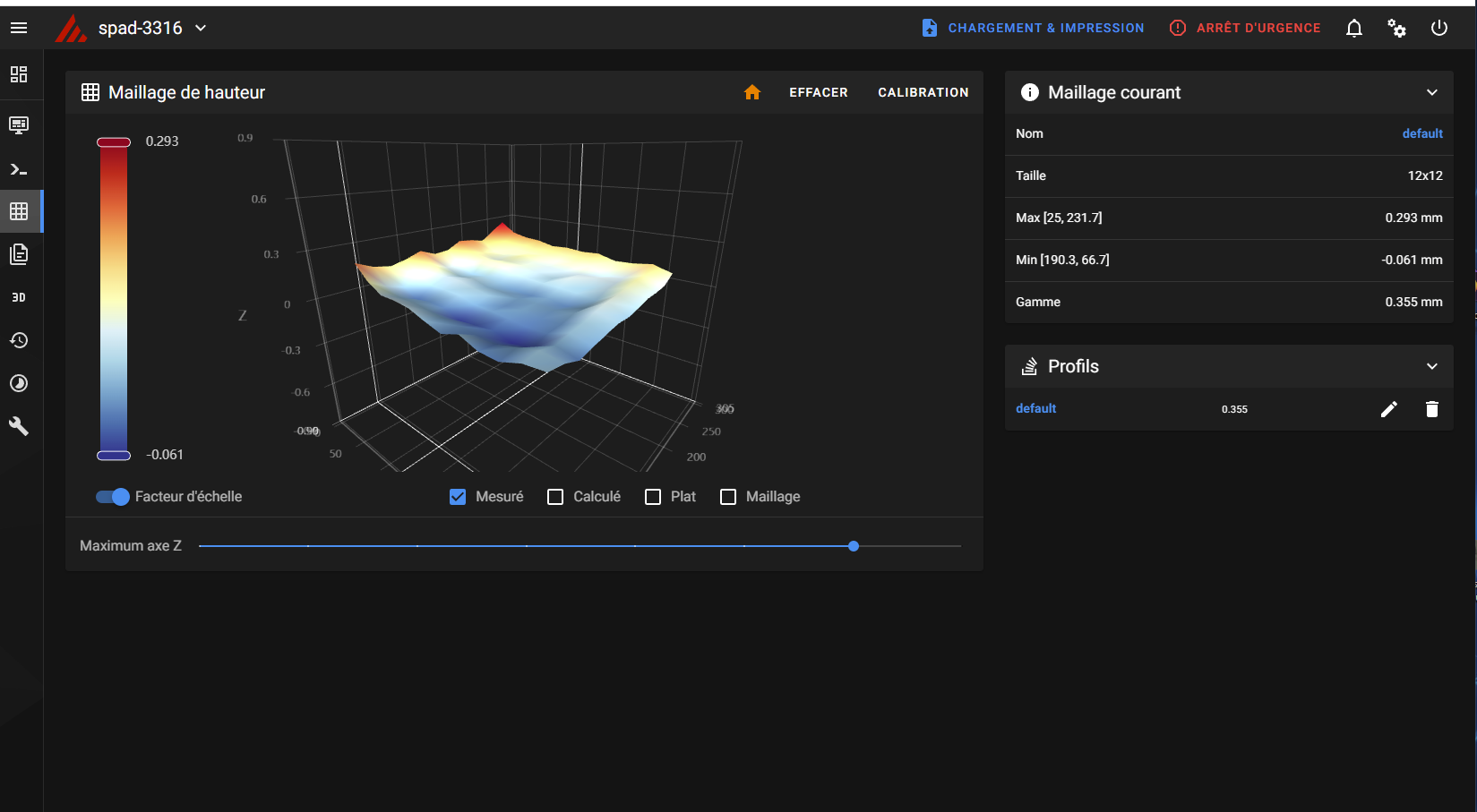
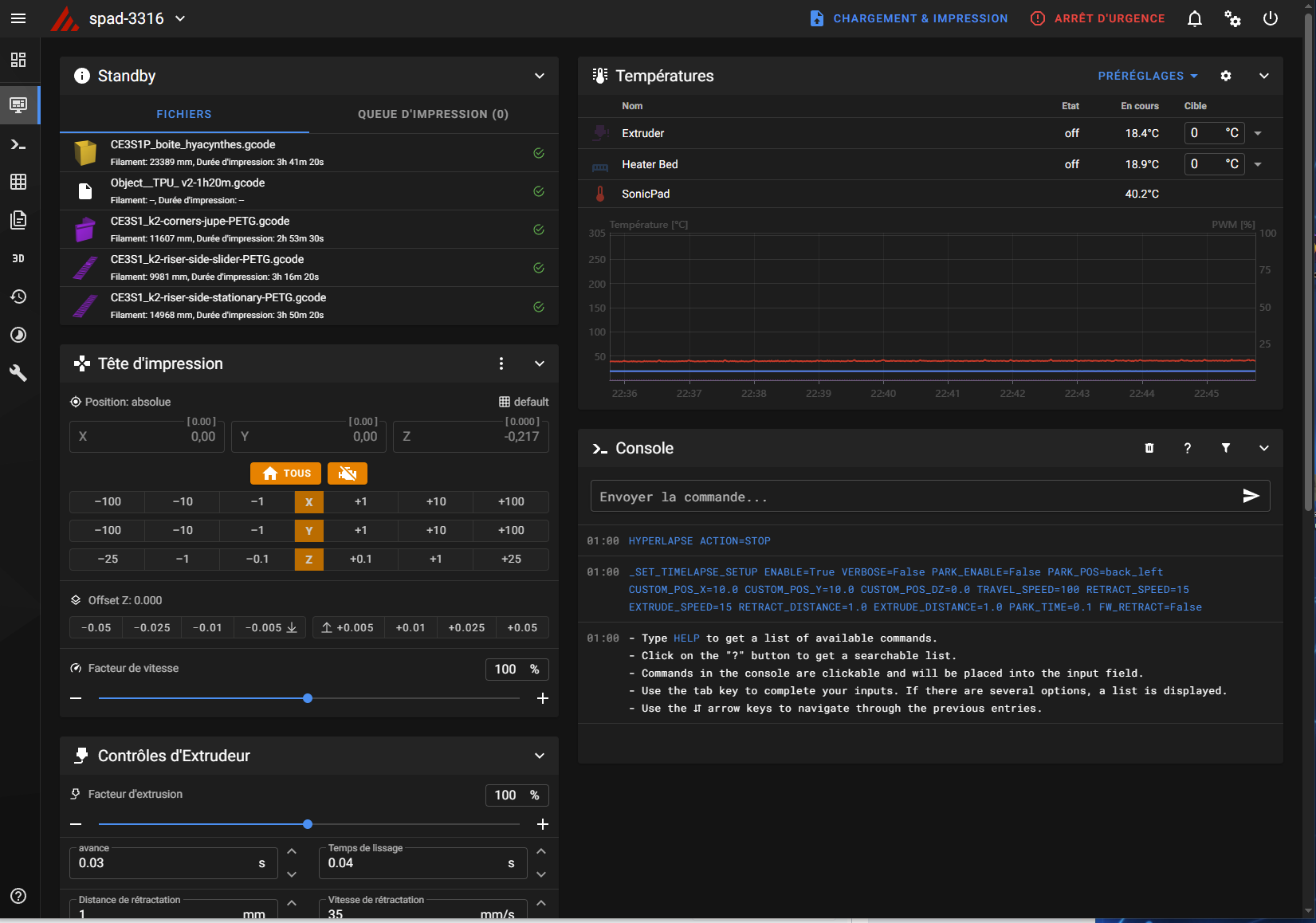
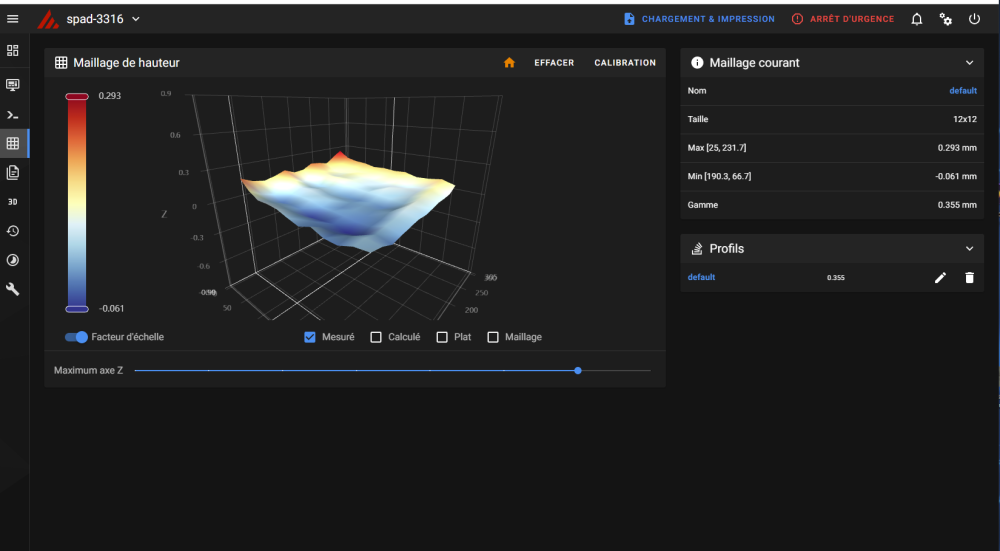
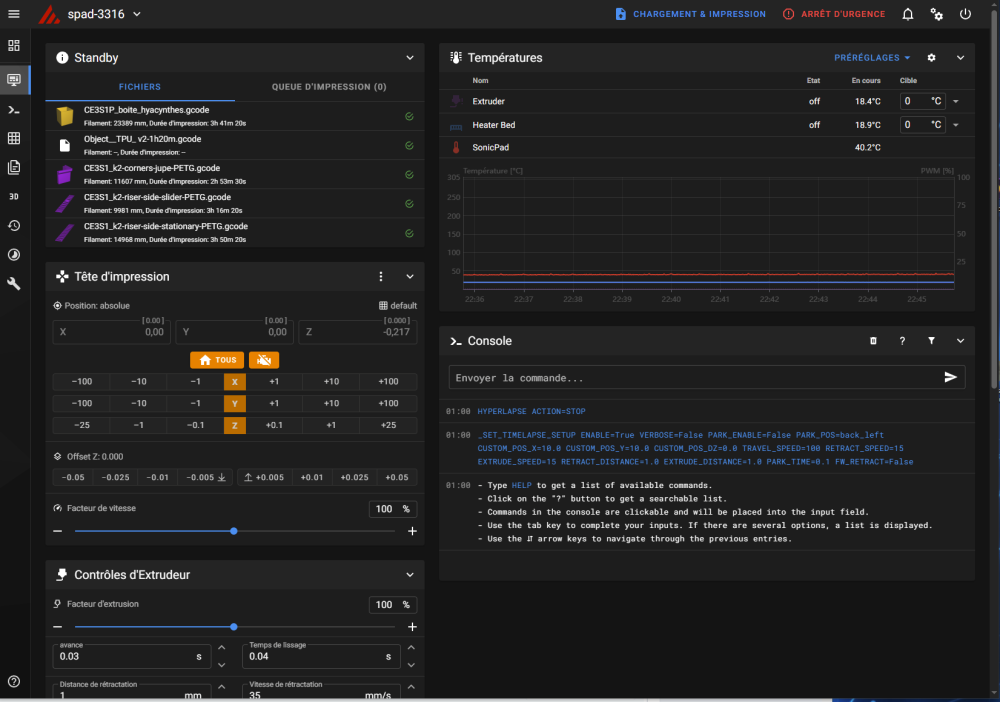
@print51 Oui, pas de soucis particulier, L'intérêt entre de Klipper est d'avoir les interfaces Web mainsail et fluidd. de pouvoir gérer le z-offset par pas de 0.01mm facilement (en réalité 0.005 mais bon), pas le cas avec le firmware stock. de changer facilement le nombre de point de palpage dans le printer.cfg (fichier de config) ou d'upgrader avec une hotend 300°C full métal (Ti-Cu). voilà quelques snapshots : Je gérais en simultané la S1 Plus et une ENder 3 V2 avec le Sonic Pad.
 1 point
1 point -
En fait je me suis mal exprimé, depuis je ne sais plus quelle version, je le fais depuis Cura et plus dans le g-code. En fait ces pauses étaient destinée à changer de fil. J'ai même à l'époque créé pour quelques impressions un g-code pour chaque couleur que je lançais après chaque changement de couleur afin de ne pas avoir à être présent pour le faire en live. C'était un peu complexe à faire pour positionner la tête à la bonne hauteur avant d'imprimer la suite et sans risquer de baver sur ce qui était déjà imprimé. C'était mes premières tours de purge, et c'était très efficace.1 point
-
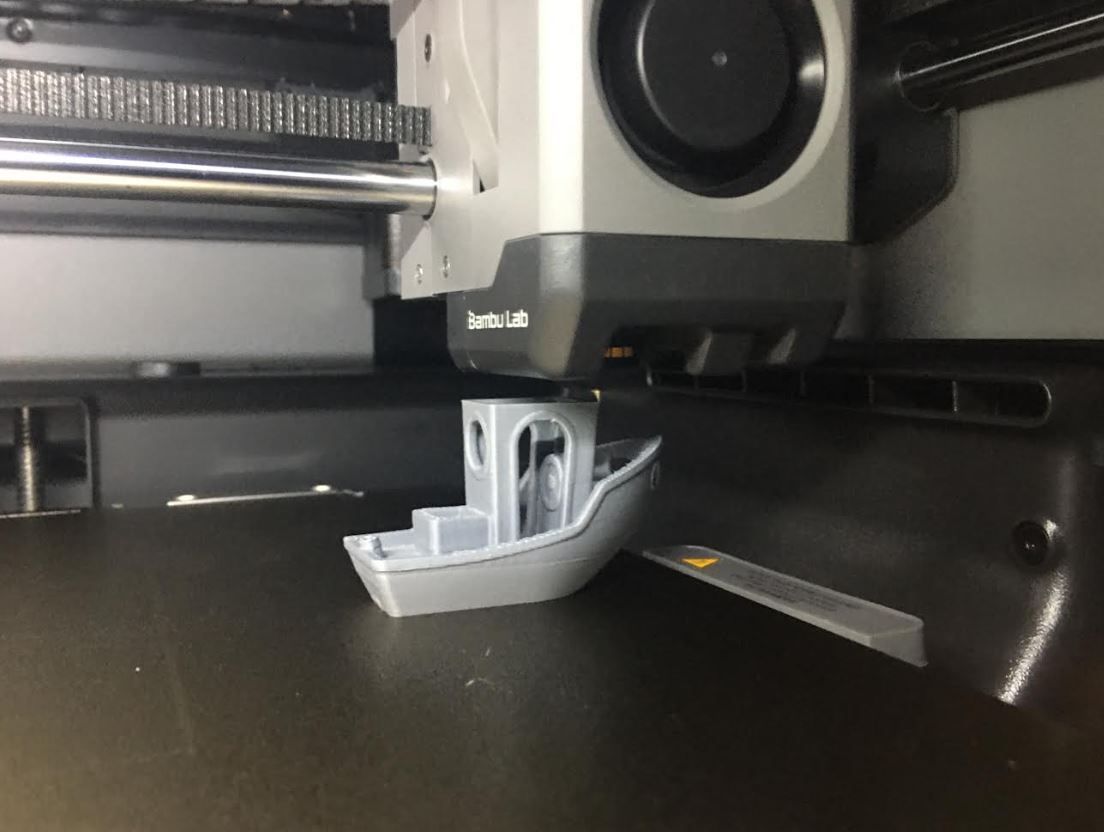
Je viens de la recevoir, toute belle toute neuve L'emballage est très sérieux, rien ne bouge et l'imprimante se trouve entre un carton double cannelure, un bullpack épais, un autre carton et enfin dans un sachet plastique. On la sort en saisissant le plastique pour la déposer sur la table. Un nombre impressionnant de cales à retirer mais rien de complexe à vrai dire, tout est dans le manuel de déballage que l'on sort en premier du carton. Première mise ne marche, et calibration... C'est à ce moment que l'on prends la mesure de l'énorme travail fait depuis mes vénérables imprimantes Hephestos et Witbox. L'opération prend pas moins de 26 minutes ! Tout y passe, des mouvements dans tous les sens, des bruits surprenants, puis finalement vient la phase de diminution de bruit ? Lors de cette phase, les moteurs bougent et l'on se rend nettement compte de l'effet des réglages sur le bruit des moteurs. On a tout d'abords des sifflements moteur comme on a l'habitude, puis, à force de mouvements on finit par n'avoir que le bruit des frottements des axes, au final le sifflement n'existe plus du tout alors que les mouvements sont importants. L'imprimante bouge dans tous les sens, la tête va à une vitesse impressionnante Ensuite vient la calibration du plateau avec ses phases de palpage (palpage sur le PEI !!!). Pour le moment je ne sais pas comment elle fait ! (je me doute qu'il doit y avoir un capteur de pression) J'ai tout de même vu qu'une zone de palpage en métal existe à l'arrière du plateau. En effet, les ingénieurs BambuLad ont eu (enfin) l'idée de pouvoir déplacer la tête hors de la zone d'impression pour la prise du 0, la purge et le nettoyage de la buse. Bref, cette phase de calibration est impressionnante tant les moteurs sont sollicités, il y même un réglage de résonnance pour éviter les rebonds indésirables. Tout se fait dans la vitesse et dans le bruit, voire même par moment un vacarme. C'est impressionnant tant il y a de choses en mouvement, mais tout est sous control, la fin de la calibration arrive et on vient au menu principal. Alors, cet écran est juste magnifique, grand, tactile et en couleurs. Tout y est même les aides. Imprimante prête, on vous propose directement d'imprimer des models présents en mémoire. Je prends donc le premier, le petit bateau Benchy et lance l'impression Après un moment de mouvement, de chauffe, de refroidissement et encore des mouvements, l'imprimante m'affiche "Le filament semble absent" Alors, oui, il faut toujours charger le fil avant l'impression ! Cette phase n'ayant pas été abordée, je l'ai simplement omise !!! Il y a bien une bobine dans l'AMS et une autre sur le support de coté, je pensais naïvement qu'elle prendrait toute seule l'initiative de charger un fil. En même temps, chaque fil ayant une couleur et voulant imprimer sur la bobine externe, il fallait procéder à un chargement qui est automatique du reste, il suffit quand même de le lui demander. Finalement l'impression se lance, je n'ai plus qu'à observer la tête qui bouge comme une folle et le bateau se monter à la vitesse de la lumière (à peu près) Temps d'impression 13 minutes plus 6 minutes de préparation J'ai donc imprimé mon premier modèle sans n'avoir fait quoi que ce soit, si ce n'est glisser et pousser le fil dans le tube afin qu'il se charge. J'ai ensuite lancé Bambu Studio dans lequel j'avais mis à STL à moi. Tranchage, puis impression en direct. Je mets la caméra en marche et observe mon imprimante faire depuis mon PC mais aussi depuis l'appli de mon smartphone. La caméra est en HD offre une image fine et détaillée pratiquement aussi efficace que la vision en direct. Les messages arrivent sur mon smartphone par notification. L'impression terminée en 13minutes, c'est à dire deux fois plus vite que ma Witbox. Le modèle est une salière dont le corps est rond d'une épaisseur de 0,8mm laissait apparaître des coutures proéminentes très disgracieuses. Sur la P2S, plus aucune couture visible. Ce travail impeccable semble provenir du trancheur qui se traduit par un petit cercle à l'endroit du changement de sens sur la paroi. Quoi qu'il en soit, c'est hyper propre, avec des couches bien alignées et aucun défaut sur les parois. Le résultat est très proche d'une impression en spirale qui donne un rendu extrêmement propre des parois. Enfin je suis bluffé de constater l'évolution extrêmement importante qui à été faite en quelques années en particulier sur cette imprimante. Je n'ai pas l'expérience d'autres imprimantes ressentes, mais je sais que cette imprimante propose une autre expérience, celle à laquelle prétendait l'avortée Witbox Go de BQ, avec un niveau encore bien au dessus. Que ce soit au niveau matériel et logiciel, on est à un niveau que je n'ai jamais connu. Je n'ai que des superlatifs, aucune critique sur l'assemblage ou la qualité des matériaux, tout est parfait et semble robuste, probablement pas autant que ma vénérable Witbox mais bien plus efficace qu'elle. Les capots sont en métal et plastiques peints, le dessus et la porte sont en verre. La porte ferme soft avec un aimant pour la maintenir. Le couvercle de l'AMS ferme sur un joint périphérique pour le rendre étanche afin de pouvoir le chauffer et déshydrater les filaments qui auraient pris de l'humidité (un programme spécifique existe pour cette fonction) Je découvre des petites crottes de purge à l'arrière de l'imprimante, il y a un bac à imprimer pour les récupérer mais l'enceinte de l'imprimante reste clean, aucun déchet. Plus de 0 à régler, plus de plateau à niveler, plus de laque, même le bruit reste très soft. L'écran affiche absolument tout, la pièce, la température de la buse, du plateau et même celle de l'enceinte qui est thermo régulée par un système de clapet afin d'être dans mon cas à 30° en permanence. Une révolution, bien que je n'aime pas ce mot, c'en est une en effet, le soft interne gère absolument tout, l'opérateur n'a plus qu'à se concentrer sur ses dessins. Il faut bien comprendre que je découvre petit à petit toutes les évolutions qu'elle me propose, je ne vous dis que ce que je crois comprendre, mais j'ai encore une longue route à faire tant tout est différent.... 2ième impression , une salière, rien à dire, c'est très propre et sans aucune couture visible sur les parois de 0,8mm, un exploit 3ième impression, un bac casier pour recevoir 15 salières De très nombreuses parties fines de 0,8mm. Imprimée sur ma Witbox en 2h20. Nombreux fils indésirables, j'ai passé un long moment à tout couper avec une pince fine. Sur la P2S ce même STL a été imprimé à vitesses normale en 39 minutes !!! pour un résultat parfait, pas un fil en trop et un détail bluffant de précision. 140 minutes contre 39 soit un ratio de 3,57 fois plus rapide !!!! L'impression est si parfaite qu'on imagine que c'est de l'injection, il n'y a qu'en lumière rasante que l'on se rend compte que c'est de l'impression 3D. L'aspect blanc mat donne aussi un rendu parfait sans aucun reflet de lumière. Tranché avec Bambu Studio depuis mon fauteuil et lancé dans la foulé pour impression. L'imprimante sort de sa veille, se prépare et commence un marathon de folie. Une vitesse d'impression hallucinante au point de ne pas pouvoir suivre à l'oeil le dépôt de fil. A noter, j'imprime du PLA MATTE qui est de réputation plus difficile à utiliser. Cette photo est celle qui a été prise par l'imprimante elle même en fin d'impression. Bon, ca ne donne pas les détails, je vais tenter de faire mieux demain
 1 point
1 point -
Regarde ce post, il pourra sans doute t'inspirer1 point
-
Bonjour, Je reviens sur les paramètres Fuses & Lock qu'il faut renseigner dans progisp pour flasher le boot loader. Après recherche d'une explication je suis tombé sur ce lien Sanguino/boards.txt at master · Lauszus/Sanguino · GitHub qui donne les paramètres à modifier dans progisp. Pour ma carte mère Creality 1.1.5 à 16Mhz cela correspond à l'entrée "atmega1284p.name=Sanguino W/ ATmega1284 or ATmega1284P (16MHz)" du fichier boards.txt Donc je reviens sur ce que j'avais donné dans un post précédent il faut mettre : low_fuses=FF high_fuses=DE extended_fuses=FD unlock_bits=3F lock_bits=0F Je vais du coup recharger le boot loader ce soir avec ces valeurs et je vous fais un retour. Je pense qu'il y a confusion entre la doc fournie par Creality qui donne des valeurs Fuses et Lock nécessaires pour charge un firmware sans boot loader et les valeurs à mettre pour charger le boot loader. Un autre point qui n'est pas clair pour moi, lors du flashage du boot loader (dans mon cas avec la clé USBISP de programmation fournie par Creality j'ai trouvé des tuto qui indiquent qu'il faut absolument que l'imprimante soit éteinte et d'autres qui indiquent que l'imprimante doit être allumée. Pour ma part je n'allume pas l'imprimante et cela fonctionne bien. Par contre pour charger le firmware via la connexion USB j'allume l'imprimante, si l'imprimante n'est pas allumée lorsque je branche le câble USB j'ai l'afficheur LCD qui s'allume et le BLTouche qui s'active mais impossible de charger le firmware avec Visual Studio Code. Patrick1 point
-
Salutation Même si le concours en cous se termine dans moins de quatre jours, je me permet de vous parler rapidement du site https://www.printsdepot.net/ ( sovol3d ) Qui organise depuis peu des (relativement petit, au nombre de participants actuel) concours environ tous les 15 jours. https://www.printsdepot.net/contests J'ai eu trois fois la chance de gagner une bobine de filament de 1 kg ( envoyé en quelques jours depuis un dépôt en Allemagne ), via trois de leur concours. ( Comme il y a peu de participant, il y a de forte chance de gagner un lot ... ) Le concours en cours ( Qui se termine dans moins de quatre jours, mais pour l'instant, il n'y a que 2 participants pour 5 lots à gagner, donc ne pas hésiter de participer, même avec un truc simple qui colle au thème du concours. ) "ModitYourWay S3" https://www.printsdepot.net/contest/19 Bonne continuation a tous.


 1 point
1 point -
Bambu Lab a eu la sympathique idée de m'envoyer la P2S combo pour test et en premier j'aimerai remercier J & M @Julien et @Motard Geek nos admins préférés pour la confiance qu'ils m'accordent dans cette tâche. Pour commencer une photo de la P2S, enfin de son carton de 21,34 kg et de 49x48x57 cm, il y a 2 poignées bizarrement placées vers le bas mais c'est bien équilibré pour le transport. Afin que le sujet de cette découverte et de ce test reste propre pour l'instant j'ai décidé de le verrouiller, si vous avez des questions et des commentaires je vous invite à le faire dans cet autre sujet, merci de votre compréhension
 1 point
1 point -
Le buffer Dans les nouveautés de la P2S Combo, il y a également le nouveau buffer, celui de la P1S a une entrée et une sortie ce qui n'était pas très pratique quand on veut utiliser la bobine extérieure à la place de l'AMS, il fallait débrancher le Tube PTFE de l'AMS et brancher le tube de la bobine extérieur, avec le buffer de la P2S il y a 2 entrées permettant de laisser les 2 tubes PTFE en place. Il y a 2 autres avantages, si vous avez un deuxième AMS on peut le brancher à la place de la bobine extérieur sans ajouter un hub, autre possibilité si vous possédez un AMS HT, on peut le brancher à la place de la bobine extérieur et l'utiliser comme cinquième couleur L'écran C'est un écran tactile de 5" qui contraste avec l'écran bizarre que Bambu Lab avait mis sur la P1S, celui de la P2S est réactif, intuitif et complet mais sans plus, par exemple il n'y a pas la vitesse d'impression mais est ce vraiment utile ? par contre il vaut mieux ne pas le casser car il vous sera facturé 143 € sur le site de BBL je trouve ça excessif Dans les nouveautés de cet écran, lorsque l'on imprime plusieurs pièces sur un même plateau il y a maintenant la possibilité d'arrêter l'impression sur un objet tout en laissant continuer l'impression sur les autres objets, cette fonction n'était avant disponible que depuis l'application Bambu Handy. Bientôt la suite Afin que le sujet de cette découverte et de ce test reste propre pour l'instant j'ai décidé de le verrouiller, si vous avez des questions et des commentaires je vous invite à le faire dans cet autre sujet, merci de votre compréhension https://www.lesimprimantes3d.fr/forum/topic/63573-topic-unique-bambu-lab-p2s/

 1 point
1 point -
Salut J'ai testé cette petite astuce il y a quelques semaines car je devais imprimer à la suite des protos que je modifiais (itérations) en utilisant la même bobine de filament chargée dans l'AMS. A chaque début d'impression le filament sélectionné est chargé et purgé avant de lancer l'impression. En fin d'impression le filament est déchargé. D’où une perte de temps et de matière non négligeable. J'ai donc désactivé le déchargement du filament en fin d'impression et la purge en début d'impression en modifiant le gcode de début et de fin de l'imprimante (Machine) Il y a un tuto dans le wiki Bambu Lab qui explique comment faire https://wiki.bambulab.com/en/ams/manual/ams-not-unloading-to-save-filament Et ça fonctionne super bien. Plus de perte de temps et de matière entre 2 impressions Il y a 2 choses à savoir quand même Lorsqu'on lance la première impression le filament n'est pas purgé. L’impression débutera avec le reste du filament précédent qui est resté à l’intérieur de l’extrudeur. Il faut charger et purger le filament à partir de Bambu Studio ou de Bambu Handy Une fois la dernière impression de la série terminée le filament n'est pas déchargé. Il faudra là aussi penser à décharger le filament à partir de Bambu Studio ou de Bambu Handy Une petite photos des différents protos imprimés pour arriver au bon résultat (Le vert ne compte pas ) Voilà pour aujourd'hui A+ JC
 1 point
1 point -
Imprimante 3D Ender 3 V1 – excellent état général, petit souci système Je vends une imprimante 3D Creality Ender 3 V1 en très bon état général. Elle a été bien entretenue et tout fonctionne parfaitement à l’exception d’un petit souci système qui empêche simplement de lancer une impression. L’imprimante s’allume normalement, les axes bougent sans problème, l’extrudeur et le plateau chauffent correctement, et tous les éléments mécaniques sont en parfait état. Le souci semble venir du firmware ou de la carte mère, donc probablement une panne logicielle facile à corriger pour quelqu’un qui s’y connaît un peu. (J’ai rajouter un bl-touch) C’est une très bonne base soit pour réparation rapide, soit pour pièces détachées (structure, moteurs, extrudeur, plateau, écran, câblage, etc.), tout le reste étant en excellent état de fonctionnement. Elle est complète et prête à tester. prix : 65 € (négociable) Remise en main propre possible à nantes ou envoi à vos frais N’hésitez pas à me contacter si vous souhaitez plus d’informations ou venir la voir fonctionner0 points