Classement
.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)



Contenu populaire
Contenu avec la plus haute réputation dans 22/02/2018 Dans tous les contenus
-
Juste par curiosité, j'ai mesuré la consommation de ma MDR en fonctionnement (avec un "wattmètre") et je dois avouer que je m'attendais à une consommation plus importante. Comme je ne sais pas trop où poster, je le met ici. A l'arrêt : 0W (l'appareil n'est pas très précis en dessous de 0,5W) En marche : 4W (je trouve ça étonnamment peu) Début de l'impression, chauffage du plateau à 60°C : 80W Chauffage de la tête jusqu'à 200°C (en plus du plateau) : 110W En cours d'impression : entre 60W et 80W La consommation n'est pas négligeable mais elle reste largement acceptable, sachant qu'un ordinateur (fixe) par exemple consomme au moins autant2 points
-
Deuz, Bienvenue1 point
-
Merci ça me touche1 point
-
Quel plaisir ce post, j'ai lu les 10 premières pages où papa attend son imprimante pendant qu'on apprend plein d'autres trucs venant des autres (chapeau bas à @Maeke pour ton temps et la clarté de tes explications). Bref, c'est un vrai roman où j'ai craqué et sauté à la dernière page pour voir si @papa50 était toujours vivant . Je suis maintenant rassuré et passerai lire le chapitre 2 demain où tu reçois enfin ton imprimante. Chouette forum1 point
-
Les avants parce que les supports modifiés sont fait de telles façons que les axes sont centrés d'office, et le support du endstop Y a été écarté de la structure pour éviter que le plateau recule trop loin et que la plaque en H heurte le moteur, c'est d'ailleurs pour cette dernière raison qu'il y a des supports de moteur Y ou le moteur est à l'extérieur.1 point
-
Salut, Mon Anet reprend du service, c'était bien la buse en tord... J'anticipe et j'imprime le support de l'e3d ! Je ferai une photo une fois monté ! Merci1 point
-
moi je l'ai collé mais c'est parce que j'ai la version complète, ps je le nettoie à l'acétone. pps, le plateau chauffant de l'ultrabase est beaucoup plus fin que le plateau anet, donc c'est le plateau en verre qui assure sa rigidité, c'est pour çà qu'il faut le coller, avec la version verre uniquement, je dirais de le coller aussi.1 point
-
j'en ai fait mention à plusieurs reprises, merci de confirmer le danger que çà représente.1 point
-
Merci pour l'info1 point
-
Il suffit de demander à la commande comme j'avais fait, l'option n'était pas encore officielle, et payante. Par contre je viens de voir qu'il n'ont que la version noire en stock. Ceci dit ratrig n'est pas la seule source possible, et le lien de l'am8 d'origine contient la liste des parties à commander et imprimer, il suffit de remplacer deux extrusions de longueur 340mm par deux autres de longueur 364mm. PS, pour que çà marche il faut obligatoirement utiliser des supports d'axe Y adaptés au 364mm comme ceux du lien thingiverse que j'avais mis.1 point
-
Si tu prends la version verre uniquement, il te suffit de le placer sur ton plateau Anet. PS, les différentes couleurs d'un même plastique peuvent avoir une température d'impression idéale différente, le pigment utilisé modifie la formule chimique. C'est pour çà qu'il est conseillé de faire une tour de température à chaque changement de rouleau de filament, pour voir la température qui donne les meilleurs résultats. Et dans ce cas il est possible que ton blanc ait besoin d'être chauffé un peu plus que les autres couleurs.1 point
-
le problème c'est que ta carte lorsque tu la reçois elle est vide, il faut que tu recharges ton fimware pour que ça fonctionne1 point
-
Oui l'ultrabase est bien, mais si tu as des courants d'air, çà ne fera pas de miracles pour l'abs. Le pla ne devrait pas avoir de problèmes, et le petg adhère bien.1 point
-
+ 1 c'est pour ça que je pensais que c'était pour coller la vitre, car pour les impressions, ça ne marchera jamais1 point
-
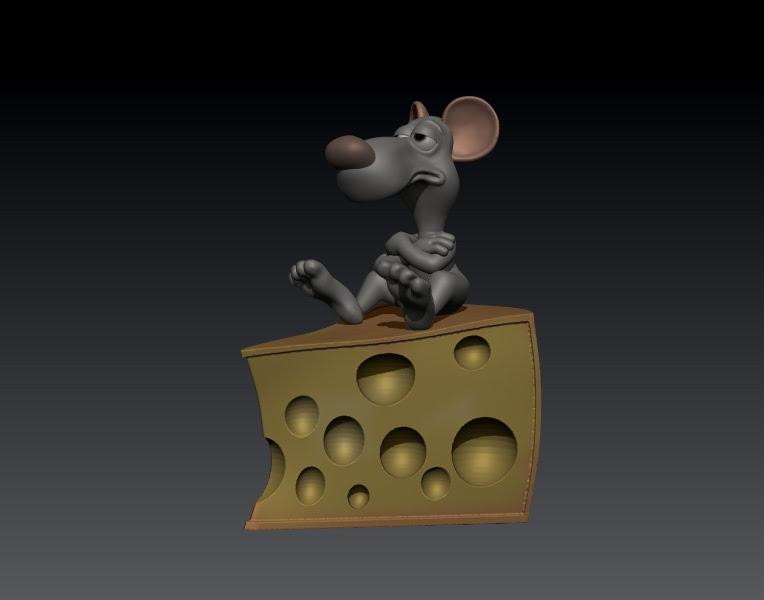
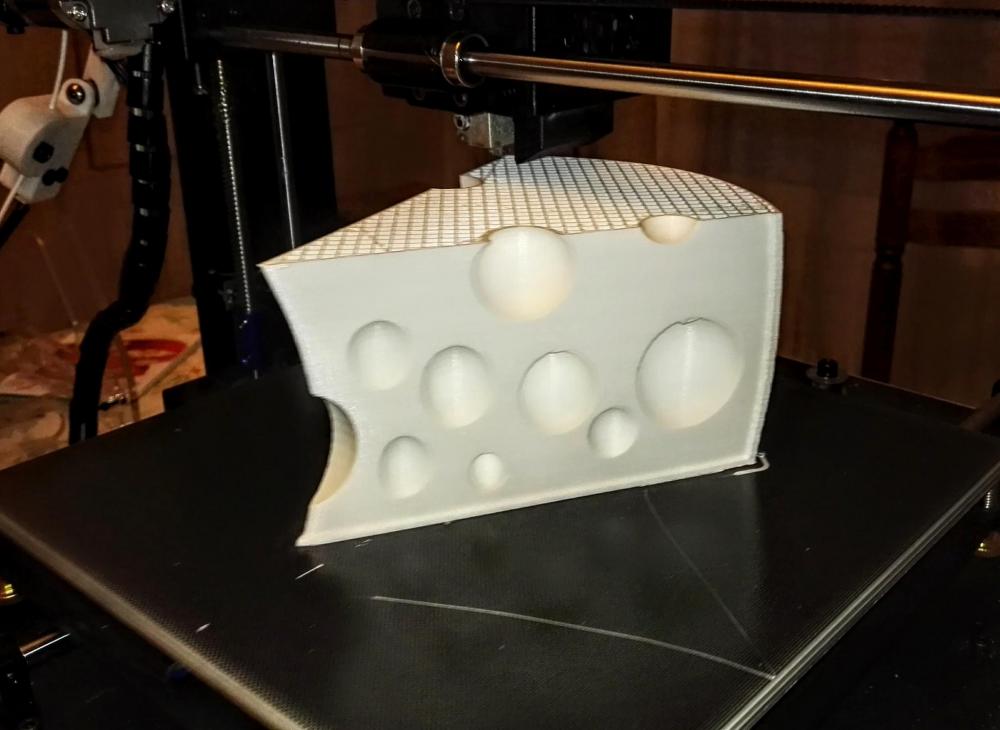
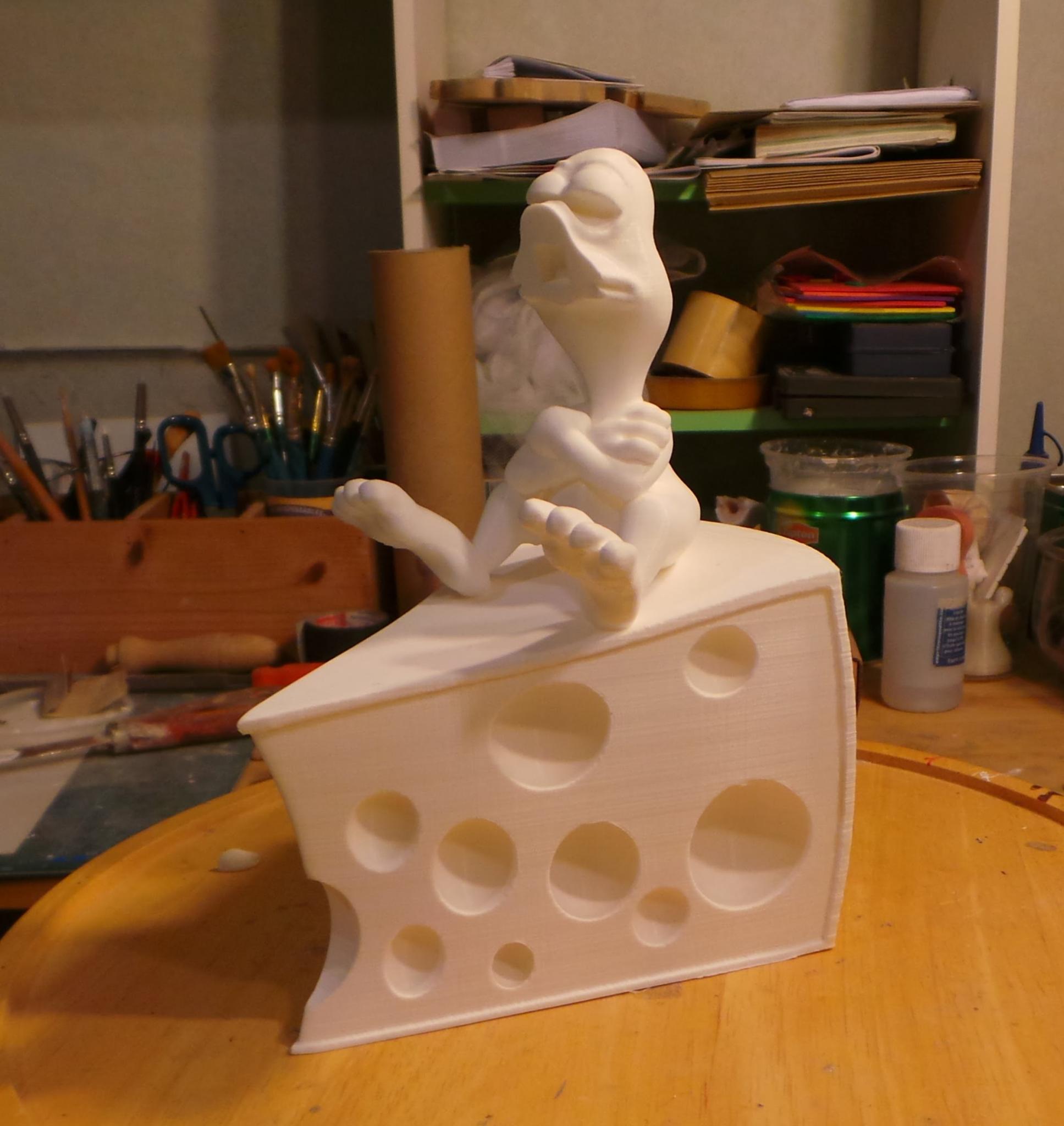
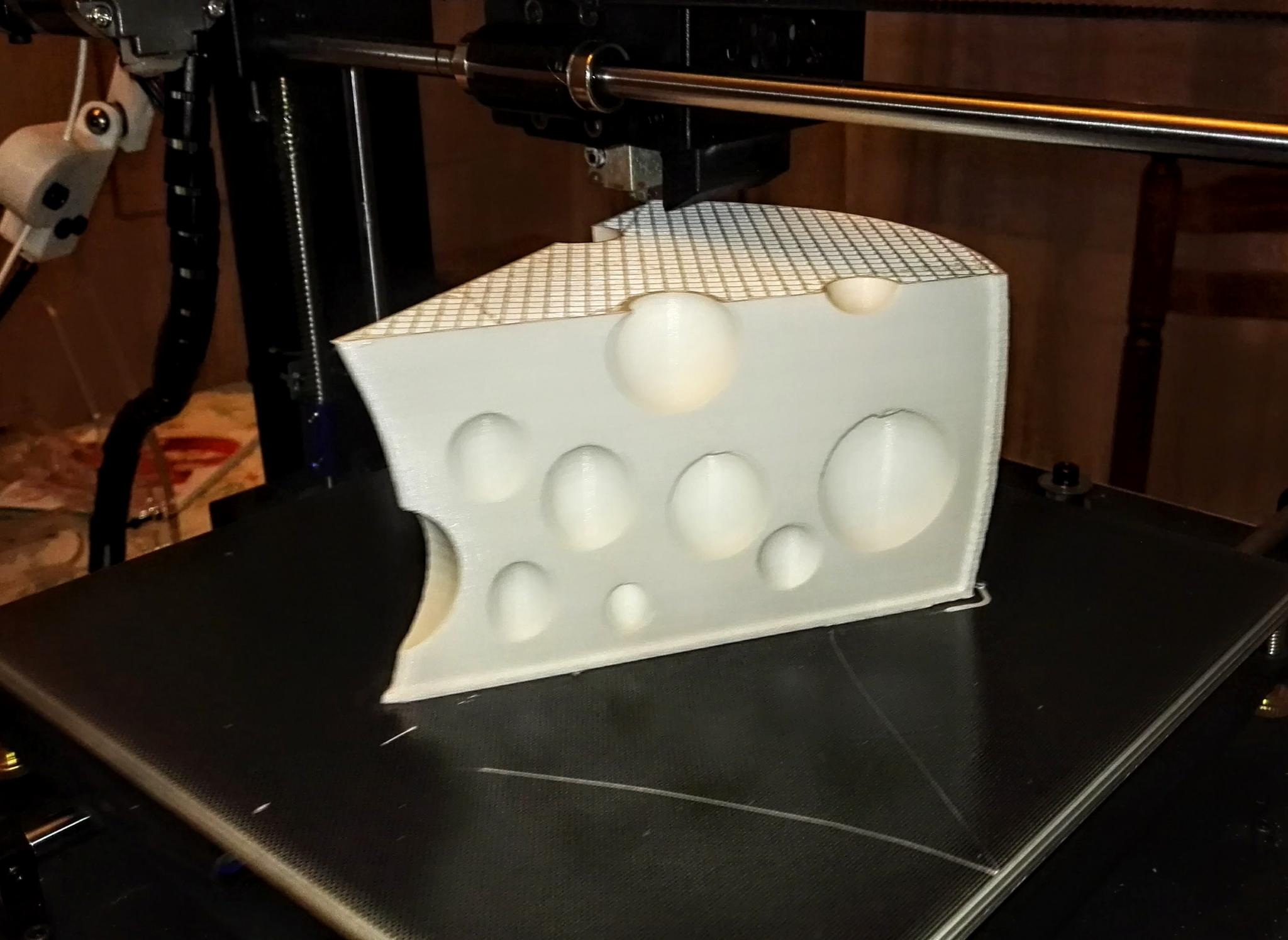
Bonjour à tous, Voici ma dernière création... J'ai modélisé le fromage avec Blender, le rat avec Zbrush... Le fromage en cours d'impression...Jusque là tout va bien. La pièce fait environ 20 cm de haut, l'impression a pris un peu plus de 35 heures, 32 heures pour la partie principale. Imprimée sur une Anycubic l3 mega. L'impression (sans support) a été faite avec du Néofil à 200 degrés (plateau chauffant à 60), couches de 0.1. Le résultat est plutôt satisfaisant malgré quelques bavures dans les parties difficiles notamment sous la plante des pieds, mais rien d'insurmontable à réparer. Petit problème (là c'est une erreur de ma part), si vous avez bien observez les photos vous avez surement constaté qu'il n'avait pas d'yeux ! J'ai oublié de les joindre au corps quand j'ai enregistré le fichier pour l'impression. Oups ! Je m'en suis bien entendu aperçu en fin d'impression, donc j'ai du les imprimer à part avec le nez et les oreilles qui eux étaient prévus ainsi... Prochaine étape, ponçage et assemblage...







 1 point
1 point -
Hummm, l'odeur du lithium, le soir au fond des bois ...... OK, je sors !!!!1 point
-
moi je peut delta : c'est le plus precis. c'est la technologie la plus utiliser en industrie (bras robo) justement pour sa vitesse et sa précision accrus. (merci @nono30) et franchement quand j'ai des gens qui viennent chez moi : ils se dirigent tous vers la micro delta... corexy : c'est plus rapide. (que les autre cartezienne ) cartezien avec plateaux qui bouge sur le Z, c'est plus stable. cartezien avec plateaux qui bouge sur le Y (ben c'est un peut bancale...) enfin je dit çà ma "i3 méga" elle déchire.... moi je te conseil la MicroDelta mais je suis plus du tout objectif... (et en plus c'est pas dans tes choix) Sinon honnêtement même si j'aime bien Emotion Tech. le i3 métal vient tout juste de sortir , j'ai pas vue les prints. par contre tu fait un tour sur la galerie du forum smart cube et ca te donne bien envie...1 point
-
Bonsoir, je viens de publier une nouvelle vidéo tuto sur l'impression multicolore (V2) qui permet d'avoir plusieurs couleurs sur une même couche, en utilisant une imprimante 3D munie d'un seul extrudeur. Dans la V1 on avait vu comment imprimer en plusieurs couleurs par superposition de couches de couleur différentes. J'utilise pour cela le slicer Slic3r qui permet d'implémenter les commandes "M600" (changement de filament), et "T" (changement d'extrudeur) automatiquement dans le Gcode. N'hésitez pas à laisser des commentaires et à poser des questions:1 point
-
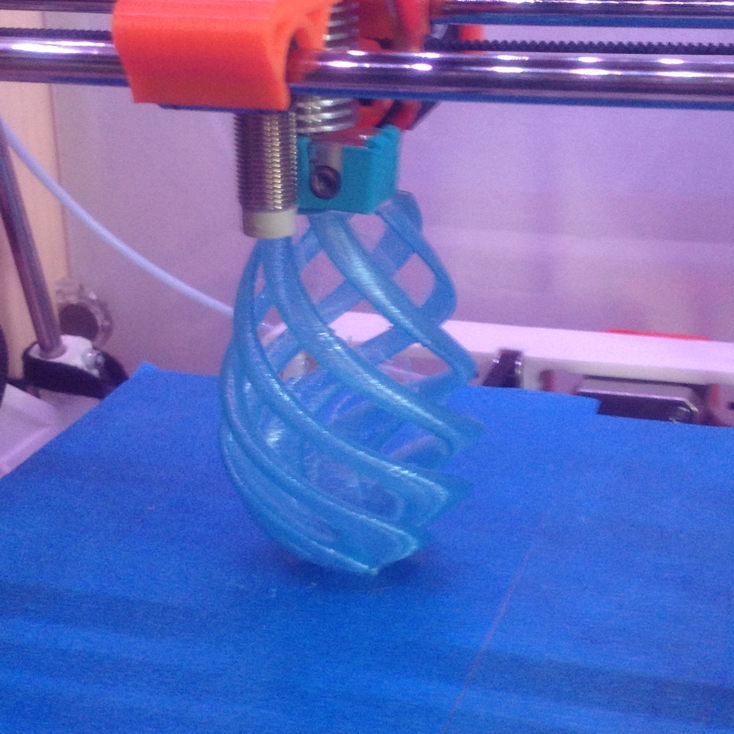
Le sapin a eu droit à son cadeau Modèle "Spiral Ornement by kellyegan" : http://www.thingiverse.com/thing:210741 En PolyPlus translucide bleu. Couche 0,2 mm. Remplissage 0% EDIT: Voici le TimeLapse


 1 point
1 point -
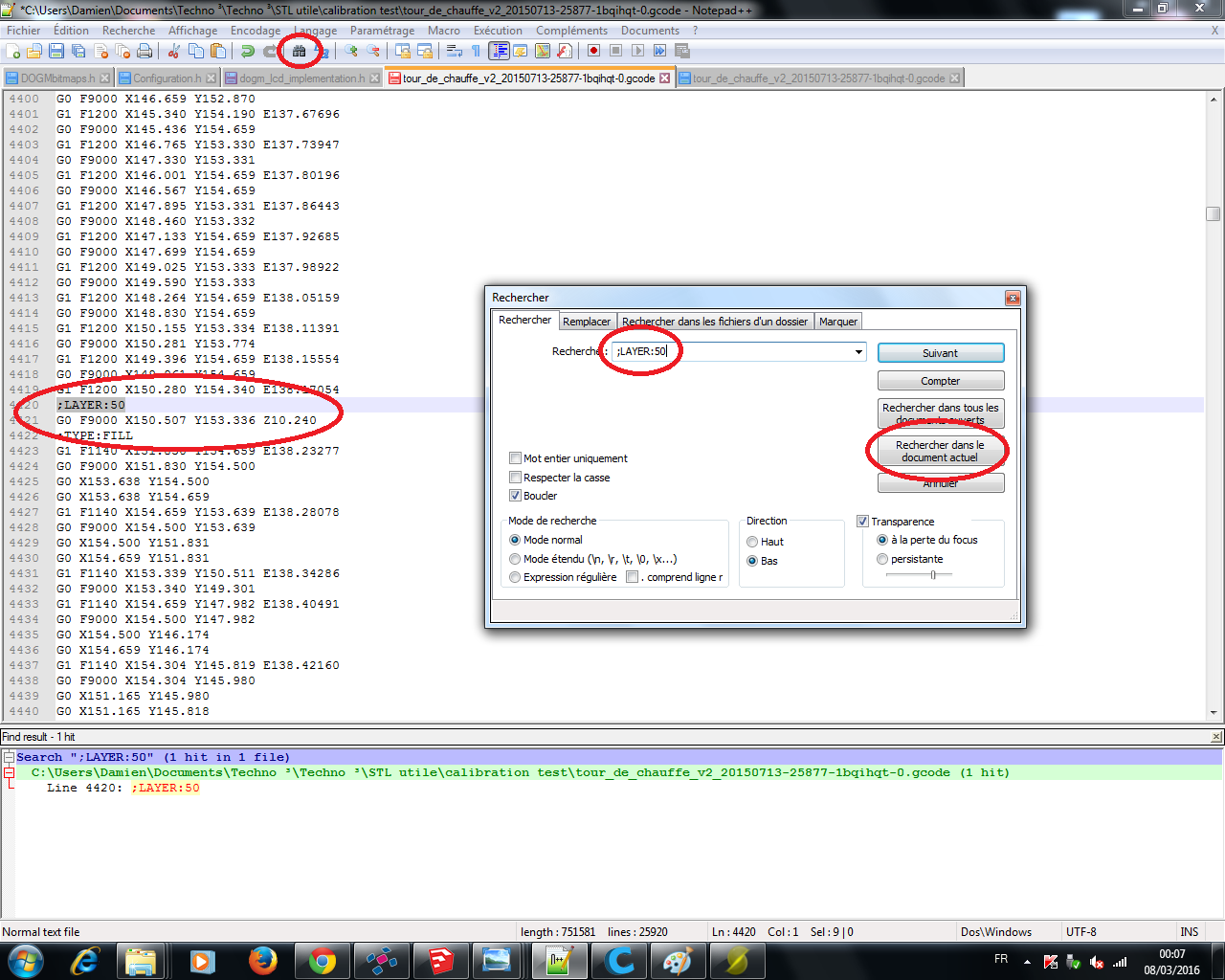
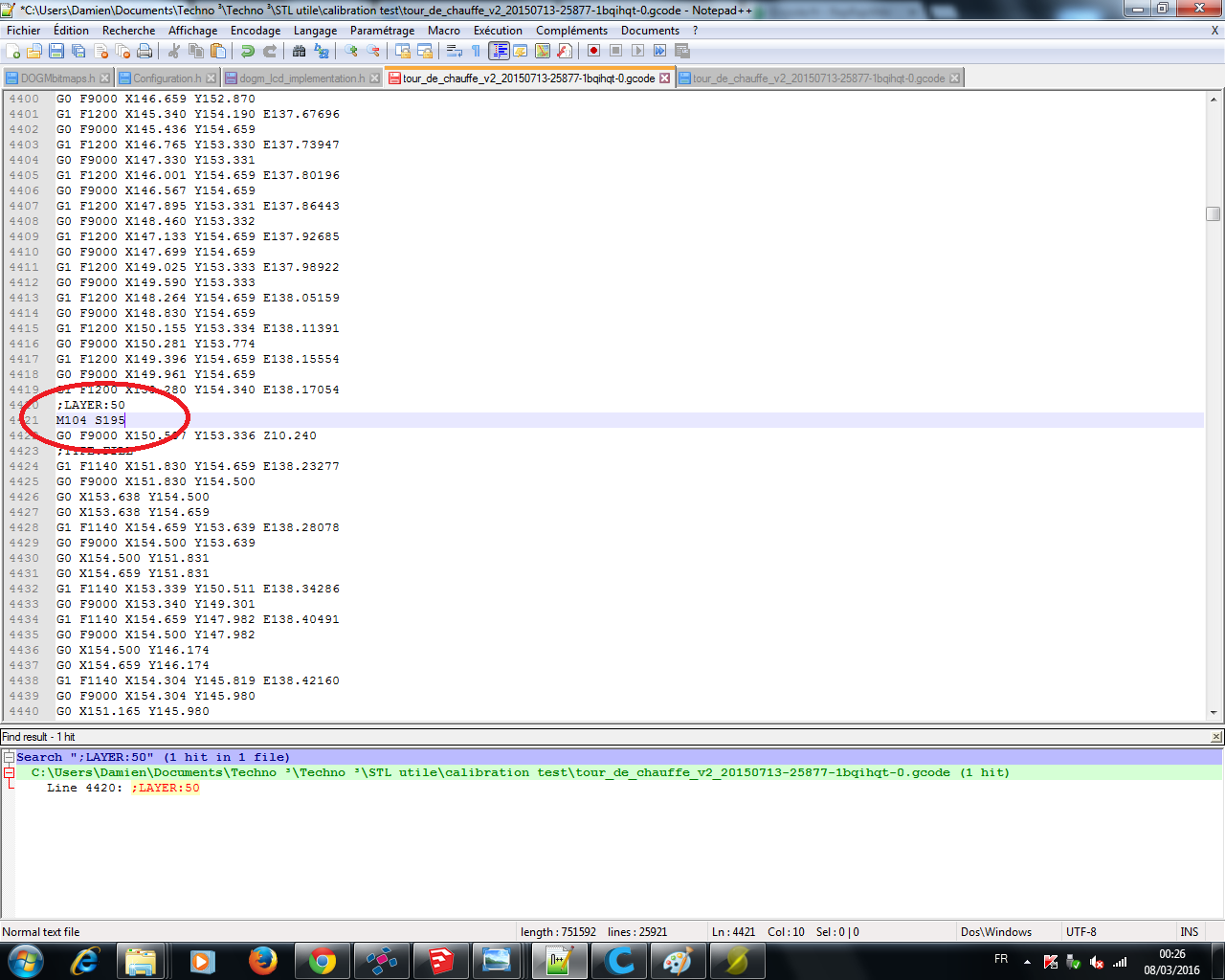
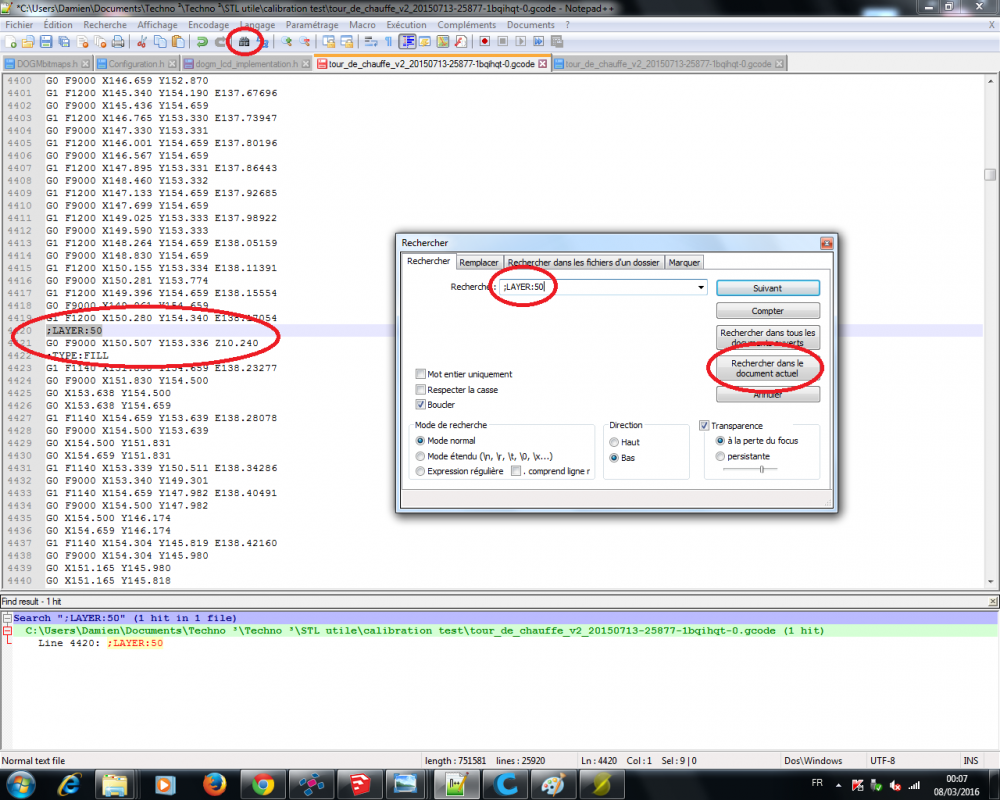
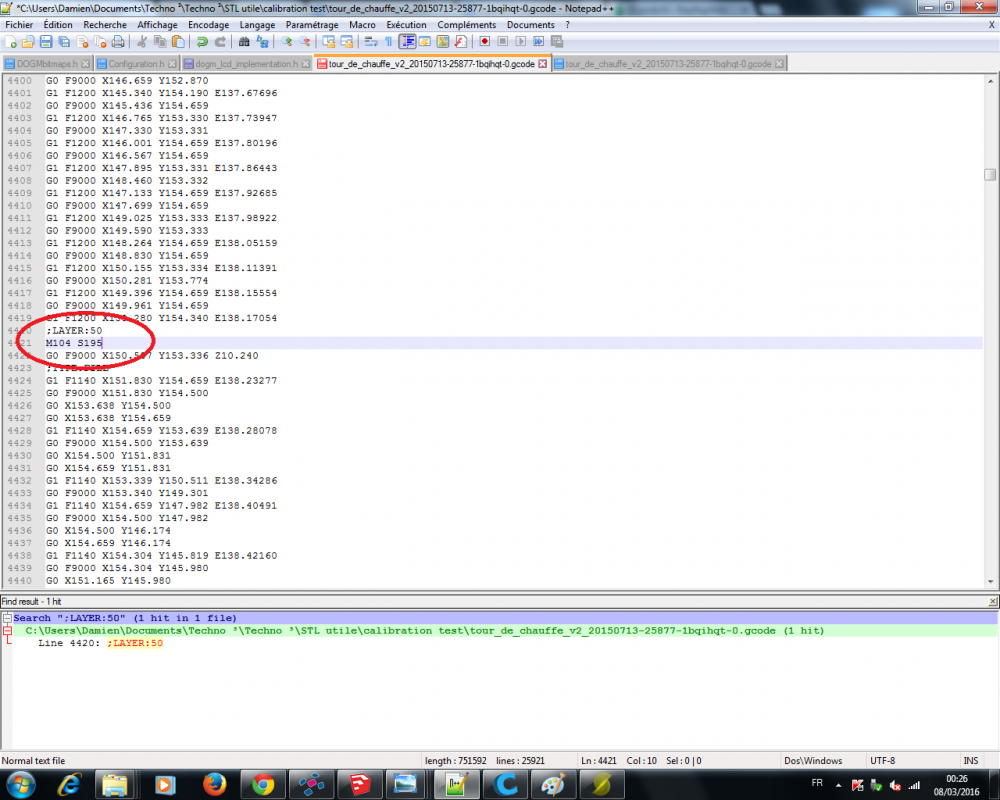
La température d'extrusion influe pas mal sur la qualité d'impression. Une température haute permet d'avoir une bonne adhérence des couches les unes aux autres mais le rendu sera moins propre et a l'inverse une température basse permet d'avoir un meilleur rendu mais les couches adhérent moins bien entre elles et la pièce devient plus fragile, il faut donc trouver le juste milieu. Un bon nombre de "tour" de test sont disponible sur thingiverse pour permettre de régler la température d'extrusion, il existe d’ailleurs tout un tas d'autre test pour calibrer sa machine du mieux possible. http://www.thingiverse.com/search/page:1?q=calibration+test&sa= Vous pouvez aussi modéliser la tour vous même, personnellement j'ai pris celle ci: http://www.thingiverse.com/thing:729703 Trancher le modèle dans votre logiciel en réglant la température d’extrusion a 200 et une hauteur de couche a 0.2. Une fois le Gcode obtenu, ouvrez le dans un logiciel d’édition de code, j'utilise notepad++. Il va maintenant falloir rajouter des commandes permettant de modifier la température pendant l'impression tous les centimètres. Cliquez sur la paire de jumelle dans la barre d'outil, une fenêtre s'ouvre ça nous permettra de rechercher directement les lignes qui nous intéresse sans avoir a parcourir tout le code. Si le Gcode a été généré avec Simplify 3D tapez ; layer 50 (avec les espaces) pour trouver la ligne qui vous intéresse. Si le Gcode a était généré avec cura (comme celui de la photo ci dessous) entrez ;LAYER:50 (tout attaché sans espace) dans l'onglet recherche puis cliquez sur "rechercher dans le document actuel" ça vous amène a la 50eme couche (soit environ un centimètres de hauteur sur l'axe Z). Juste en dessous de la ligne ;LAYER:50 rajouter la commande M104 S195 (on définit la température de chauffe a 195° pour les prochaines commandes): Faire le même chose toute les 50 couches en réduisant de 5° a chaque fois. Ensuite imprimez la tour et examinez la pour déterminer quelle température d'extrusion convient le mieux a votre filament. Si vous avez des questions au sujet de ce tuto, suivez ce lien Si vous avez des questions au sujet de la tour de chauffe, posez là sur le forum
 1 point
1 point







.thumb.jpg.bcdc612e85e38d1fe7a7d23f4b959955.jpg)