Classement




Contenu populaire
Contenu avec la plus haute réputation dans 21/11/2020 Dans tous les contenus
-
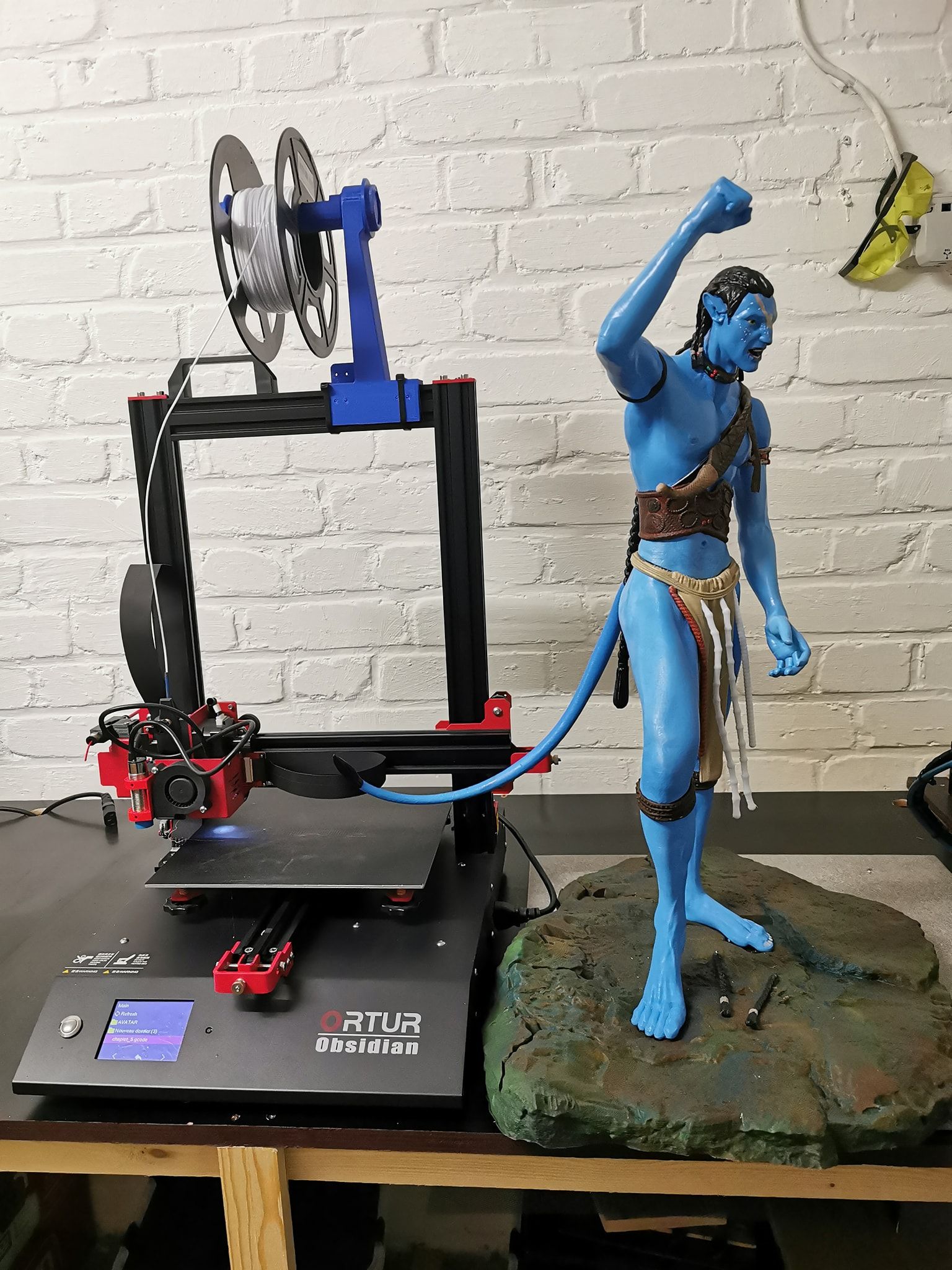
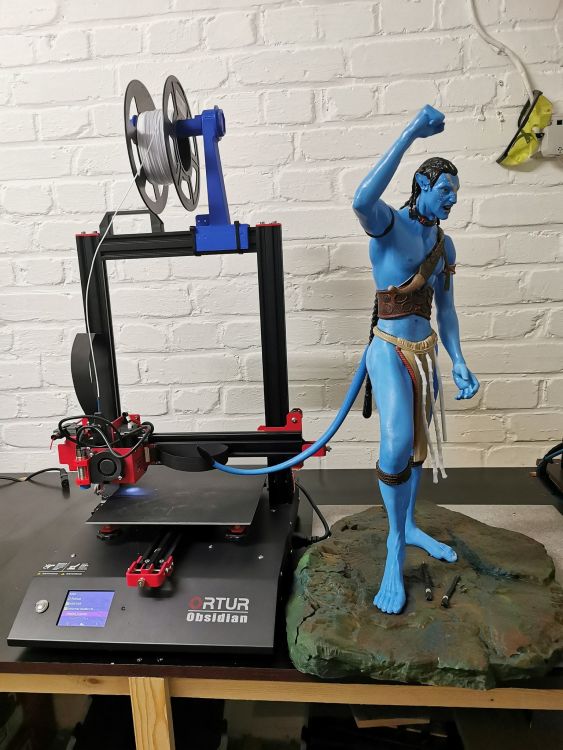
voila print obsidian 16jours non stop me reste la peinture a finir .... pas eu de problème particulier print San arrêt et San stress super content du résultat super imprimante au final firmware version marlin et gcode démarrage perso


 3 points
3 points -
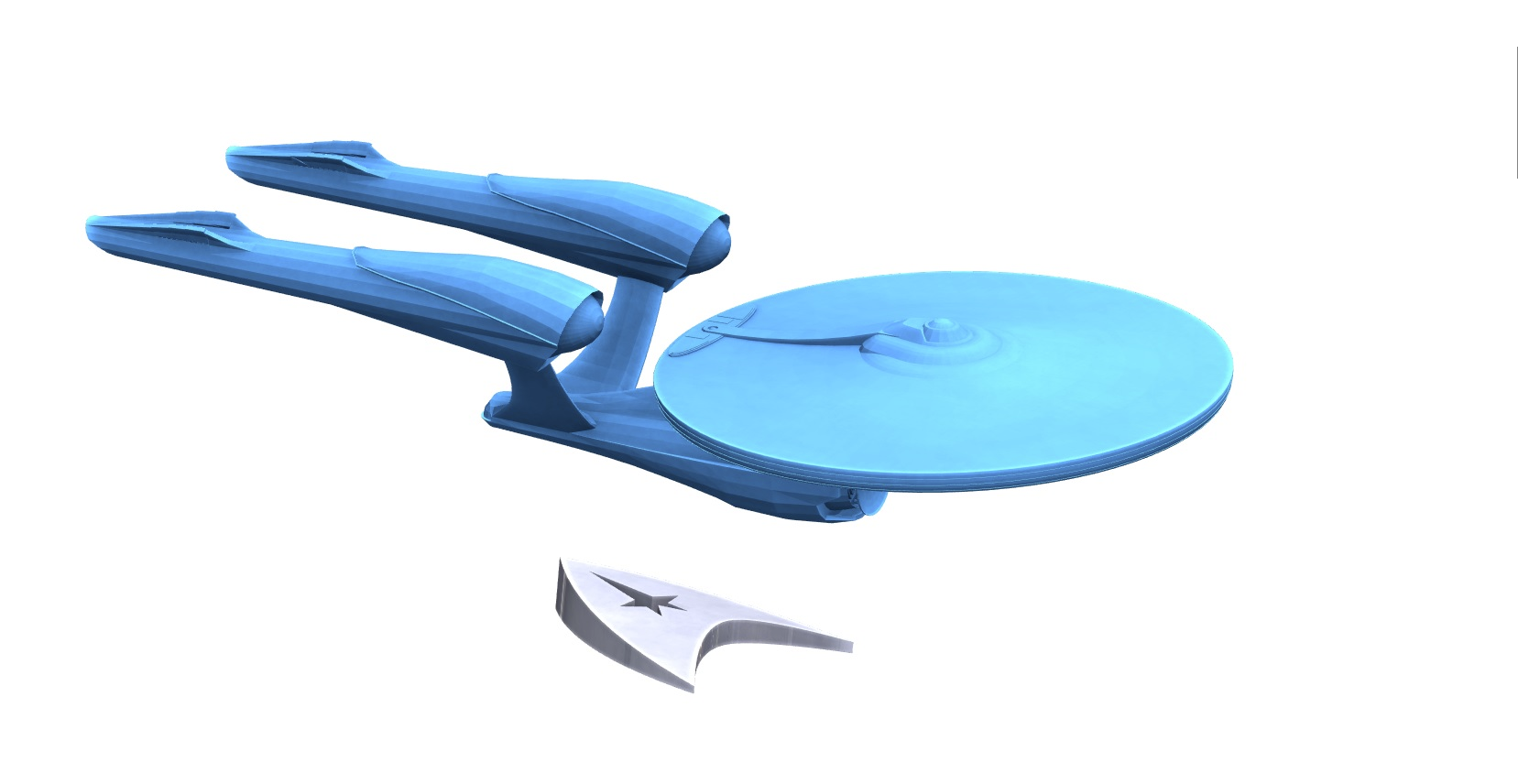
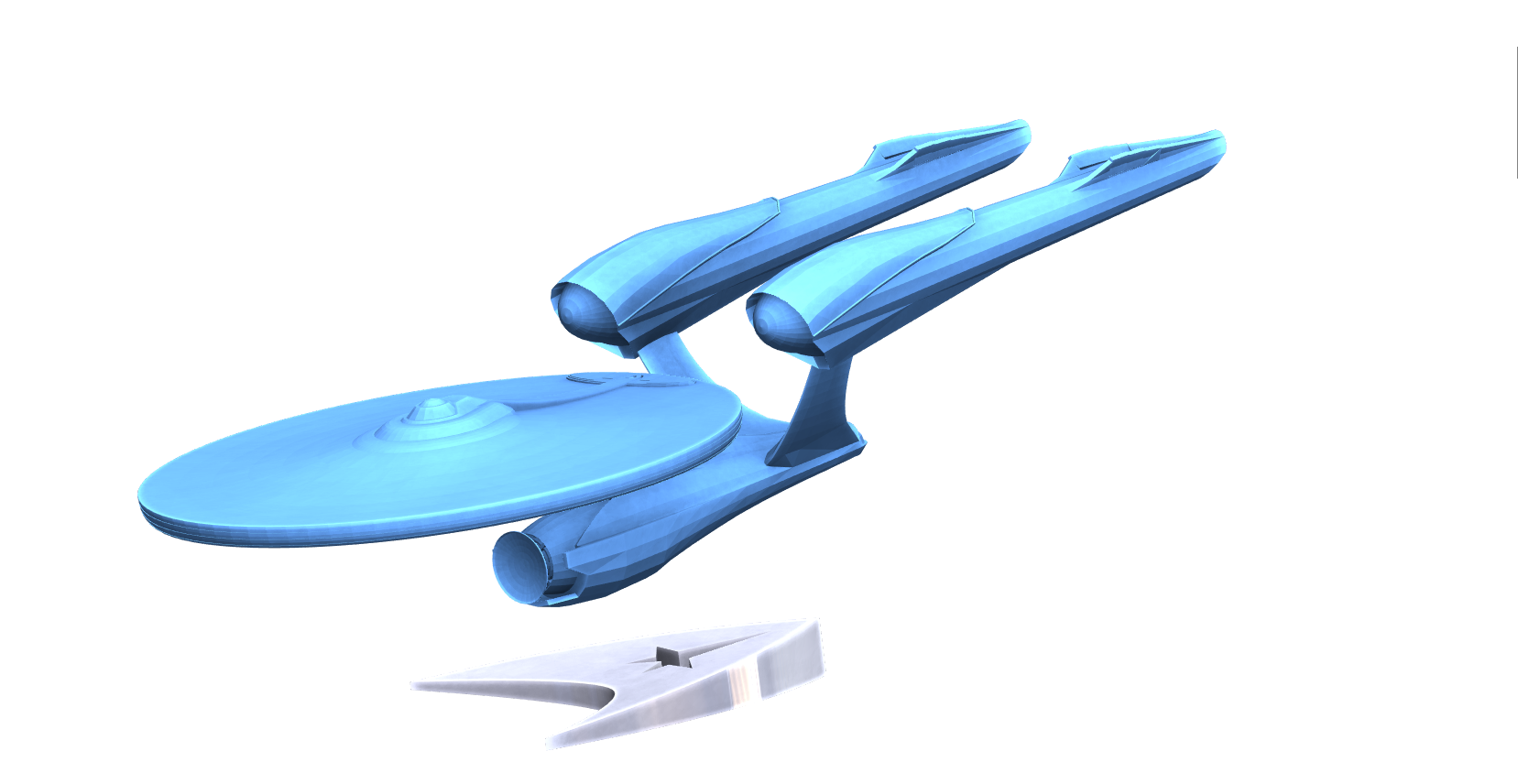
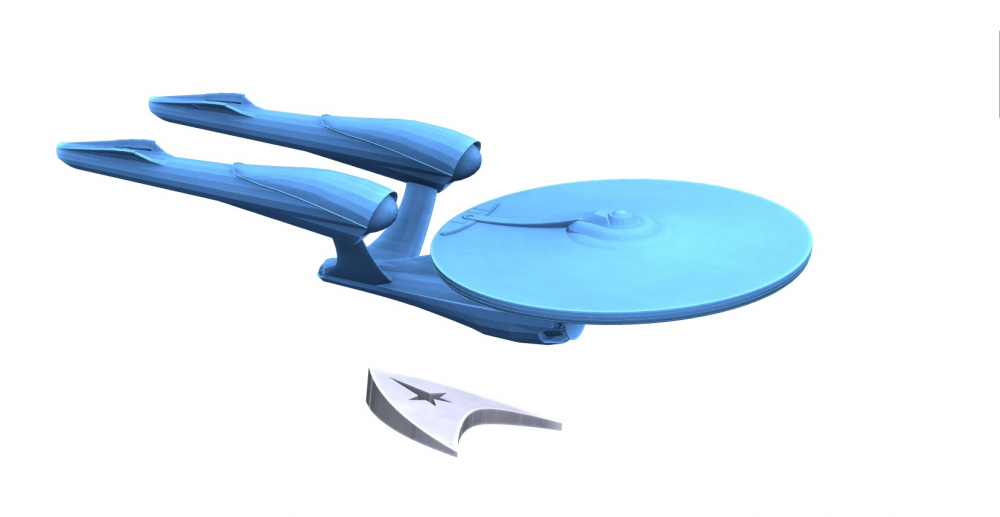
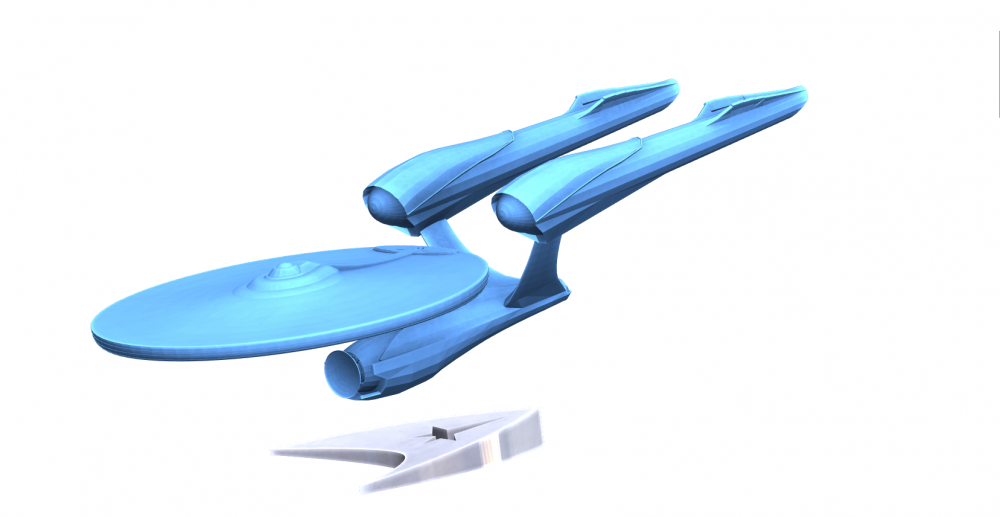
Voici mon idée, sans le support et rotule, qui peut permettre l'inclinaison du vaisseau sur le support (Attention au sens du logo de Starfleet)
 1 point
1 point -
C'est souvent le signe d'une buse trop proche ou trop loin (tes parois sont décollées donc je miserai peut-être sur trop loin). Si ça claque possible que cela est créé un bouchage voir la titi's procédure1 point
-
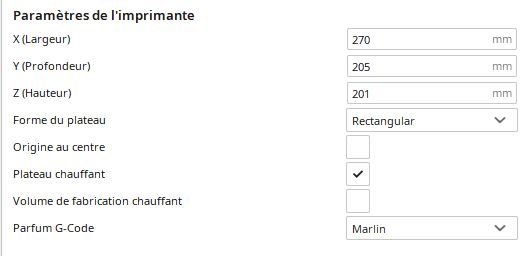
Voila mes g-code perso (peut-être pas comme ceux que tu avait avant...) G-code démarrage G21 ;metric values G90 ;absolute positioning M82 ;set extruder to absolute mode M107 ;start with the fan off G28 X0 Y0 ;move X/Y to min endstops G28 Z0 ;move Z to min endstops G1 Z15.0 F{speed_travel} ;move the platform down 15mm G92 E0 ;zero the extruded length G1 F200 E20 ;extrude 20mm of feed stock G92 E0 ;zero the extruded length again G1 F{speed_travel} M117 Printing... G5 G-code de fin M104 S0 ; turn off extruder M140 S0 ; turn off bed M84 ; disable motors M107 G91 ;relative positioning G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure G1 Z+0.5 E-5 ;X-20 Y-20 F{speed_travel} ;move Z up a bit and retract filament even more G28 X5 ;Y5 ;move X/Y to min endstops, so the head is out of the way G1 Z10.0 F{speed_travel} ;move the platform down 40mm M84 ;steppers off G90 Dimensions : Z c'est 205 mais je me suis gardé une "marge" Après pour les paramètres d'impression, cela dépend de ton utilisation des prints, pièces utilitaire ou déco les paramètres changent.
 1 point
1 point -
Bonjour à tous, Je viens de regarder sa vidéo sur la bête1 point
-
Bien réglé sa coupe super bien ! D’ailleur avec l’habitude de faire Des vérandas , certaines pieces passent pas dans la scie , du coup c’est à la main , et on peut avoir Des résultats étonnant ! Wd40 + scie à métaux , + lime = résultat convenable :-)1 point
-
Le site de Dyze en anglais fournit de bonnes explications qui complètent le propos de @Kachidoki, il y a même un lien vers un calculateur1 point
-
Hello, J'ai une machine montée en 0.6 copper plated. J'avais précédemment testé une 0.8 inox. Je suis sur une E3D V6 originale, et j'ai un peu de recul maintenant. On gagne un peu en temps d'impression lors du passage de 0.4 à 0.6mm, mais on ne gagne plus rien en passant à 0.8mm, étant limité par le débit volumétrique de la hotend (le fameux 15mm³/s). On peut augmenter un peu ce MVS (Max Volumetric Speed) avec des buses plus larges, mais on est tout de même vite limité. Il faut beaucoup augmenter la température et on se retrouve avec un filament plus froid à cœur qu'à sa périphérie. Une fois atteint la limite du MVS de ta hotend, tu ne gagnes plus de temps d'impression, au mieux la machine tourne plus lentement et s'use moins car moins de parcours à faire à volume égal. Pour une buse de 1mm, tu es beaucoup trop rapide, quand je vois des vitesses de 60-80mm/s, ça te fait un débit volumétrique de ~60mm³/s, beaucoup trop pour que ta hotend suive, même une Volcano ne monte pas aussi haut. Pour rester dans une limite acceptable, tu ne devrais pas dépasser les 20mm/s. D'ailleurs avec une buse de 0.4, on peut sans problème faire des extrusions de 0.8 voire 1mm de large, et avoir un temps d'impression équivalent à un changement de buse. Le réel intérêt de passer à une taille au dessus, c'est de réduire la pression sur l'extrudeur pour augmenter un peu le MVS, mais surtout de ralentir la machine. En buse de 0.4mm couches de 0.2mm, il faut imprimer à 160mm/s pour atteindre le débit max, alors qu'avec une buse de 0.6mm (toujours en couches de 0.2mm) il ne faut plus tourner qu'à 115mm/s, déjà plus cool pour la mécanique. En buse 0.6mm, couches 0.4mm, ça tombe sous les 60mm/s, et pour de la buse de 1mm en couche de 0.8mm comme dit précédemment, il faut rester sous les 20mm/s. Conclusion, si tu veux vraiment réduire le temps d'impression, il te faudra changer de hotend pour quelque chose de plus puissant et avec un meilleur transfert thermique.1 point
-
Sacré stress test !1 point
-
Cette procédure est aussi à utiliser lorsque qu'il y a une fuite de pla entre le bloc de chauffe et la buse. Ça ressemble à un mauvais montage qui à entraîné la fuite. Edit : cette procédure s'applique aussi au changement de buse1 point
-
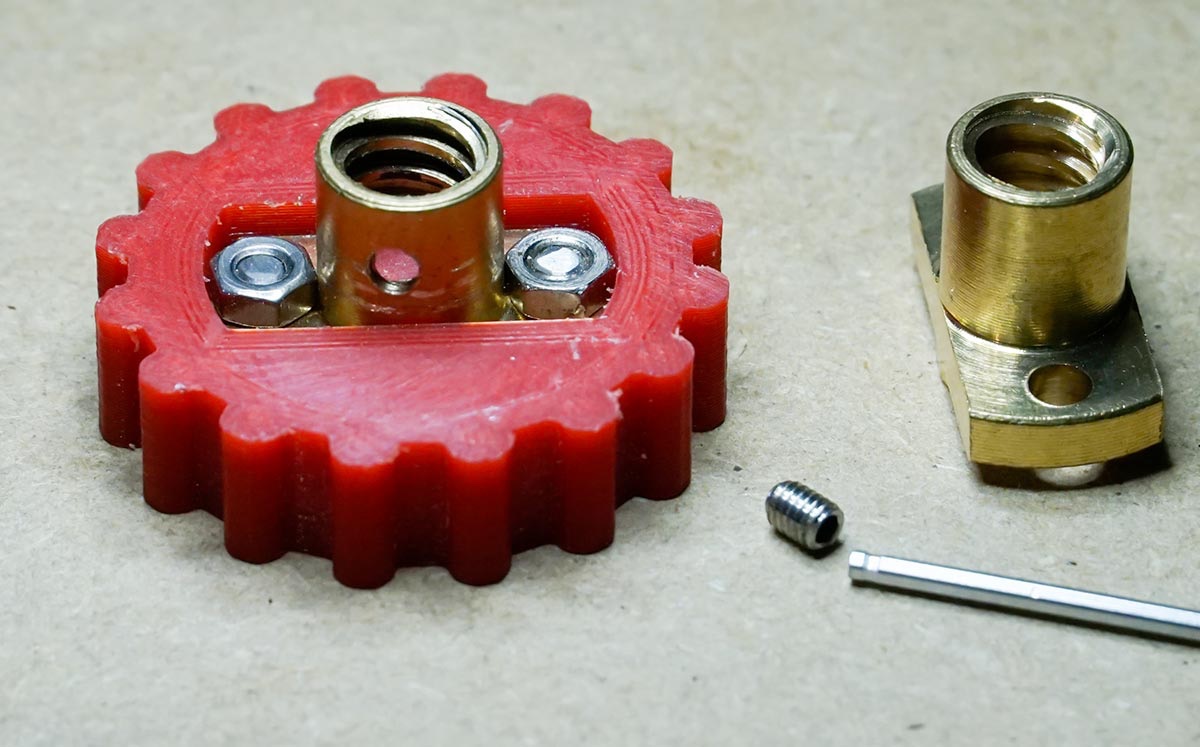
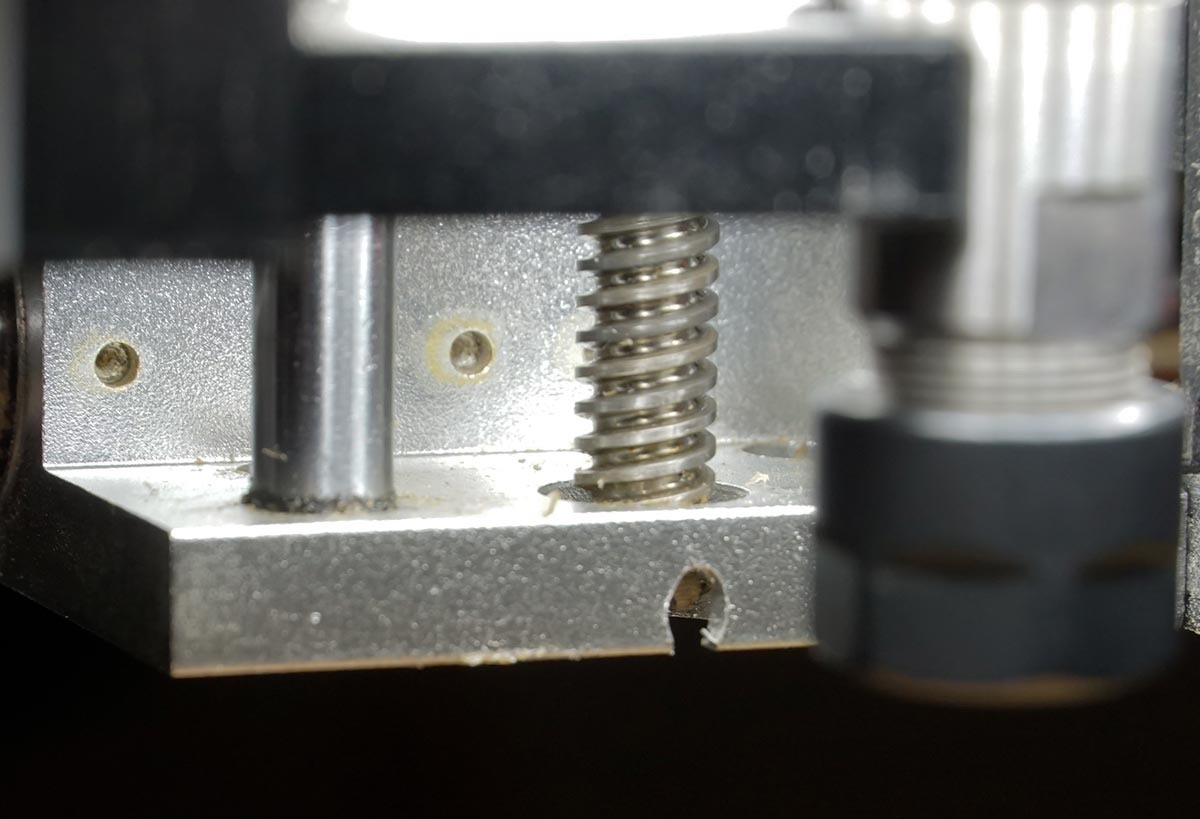
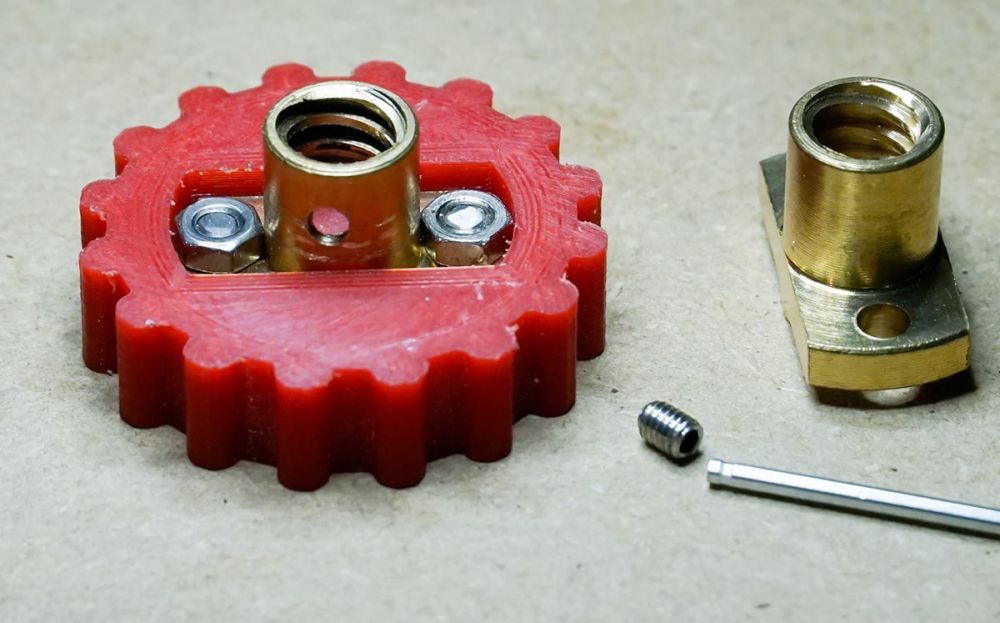
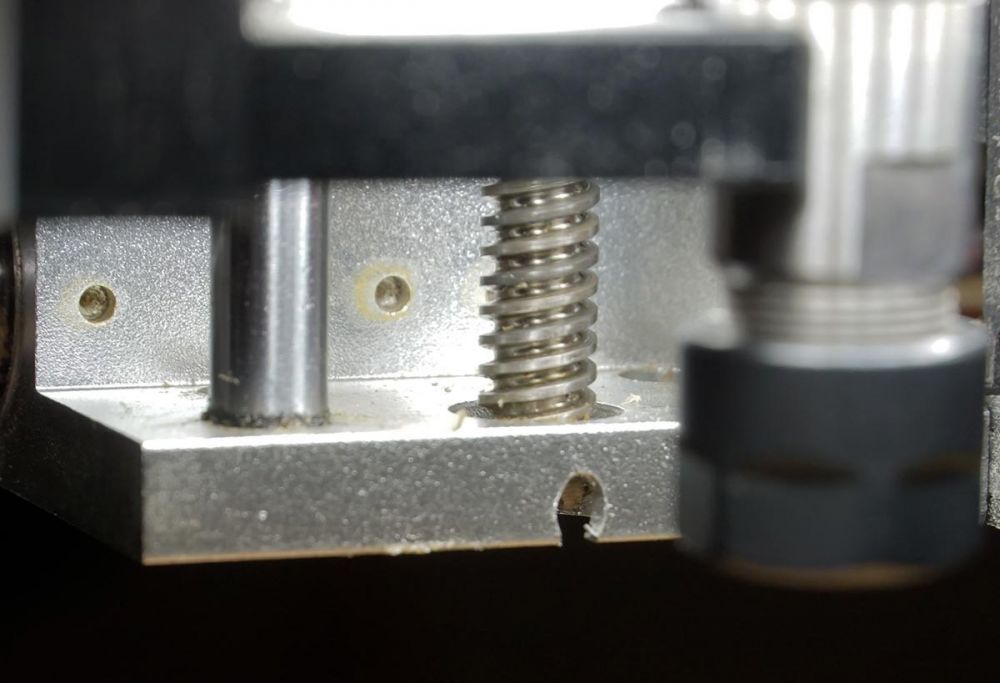
Nous voici à demain alors voila comment j'ai fait pour la molette Z. Dans le colis de ma CNC il y avait deux écrous trapézoïdaux en plus. J'en ai utilisé un que jai percé, taraudé pour mettre une vis sans tête et "enrobé" dans une molette imprimée en 3D. J'ai du percer un trou dans le support pour visser la vis sans tête.
 1 point
1 point -
l'écran n'est pas petit il fait 7" j'ai fait le boitier mais tous les trous pour les boulons sont très gros ils sont faits pour des inserts laiton, je n'aime pas visser des boulons directement dans le plastique, de plus il est profond car j'ai ajouté un ventilateur pour le PI , il faut aussi des entretoises en métal !! c'est pour cela que je ne l'ai pas mis sur Thingiverse !! il y a des boitiers plus simples sur le site!!1 point
-
Un petit coup de pouce. PrusaSlicer renseigne automatiquement certains éléments manquants s'ils ne sont pas spécifiés dans le Custom G-Code, c'est le cas de la température. Dans mon Start G-Code j'ai un truc comme ça : M104 S150 ; set extruder temp M140 S[first_layer_bed_temperature] ; set bed temp M109 S150 ; wait for extruder temp M190 R[first_layer_bed_temperature] ; wait for bed temp Et un peu plus loin, après le Homing et le MBL j'ai : M140 S[first_layer_bed_temperature] ; set bed temp M104 S[first_layer_temperature] ; set extruder temp Pour les conditions, il faut respecter la syntaxe, par exemple : {if layer_num < 10} ;Blabla {endif} Attention il y a une subtilité, layer_num vaut "-1" quand l'impression n'a pas encore commencé.1 point
-
regarde mon post juste au dessus. C'est pas un problème de taille de carte mais de taille de bloc au formatage. Et t'as meme le lien pour telecharger l'utilitaire pour formater correctement si ca va super vite et que ca met que des zeros en bout de ligne, c'est que ca fonctionne pas. ca met bien 10-20s pour se faire normalement1 point
-
+1 pour nettoyer la tête . Utilise la titi's procédure épinglée dans le rubrique Creality ..... ou dans ma signature1 point
-
Bonjour, Sur les CR-10 ils (CREALITY) n'ont jamais su comment disposer et agencer les roulettes. Je me suis même fais insulter ici quand je demandais simplement où je pouvais acheter des roulettes avec excentrique. Comme on me traitait d'idiot j'ai dû demander à un agrégé en mécanique si je ne commençais pas être affecté par les méfaits de l'âge. Heureusement il a démenti ! Quand j'étais gamin j'avais autant d'heures de cours en mécanique générale qu'en mathématique. Aujourd'hui un jeune ne sait même pas ce que c'est. Bref, je n'ai pas voulu bricoler ma bécane et j'ai de nombreuses roulettes qui tournent dans le vide. Ma barre des X n'est pas droite mais j'imprime quand même avec une précision du 1/10 de mm et mes états de surfaces sont excellents. Conclusion : il faut agir sur tous les excentriques pour supprimer tous les jeux. ATTENTION : pas de serrage excessifs, le mieux est ici l'ennemi du bien. Je sais, je ne serai pas surpris si beaucoup ne comprennent toujours pas.1 point