Classement



Contenu populaire
Contenu avec la plus haute réputation dans 28/11/2020 Dans tous les contenus
-
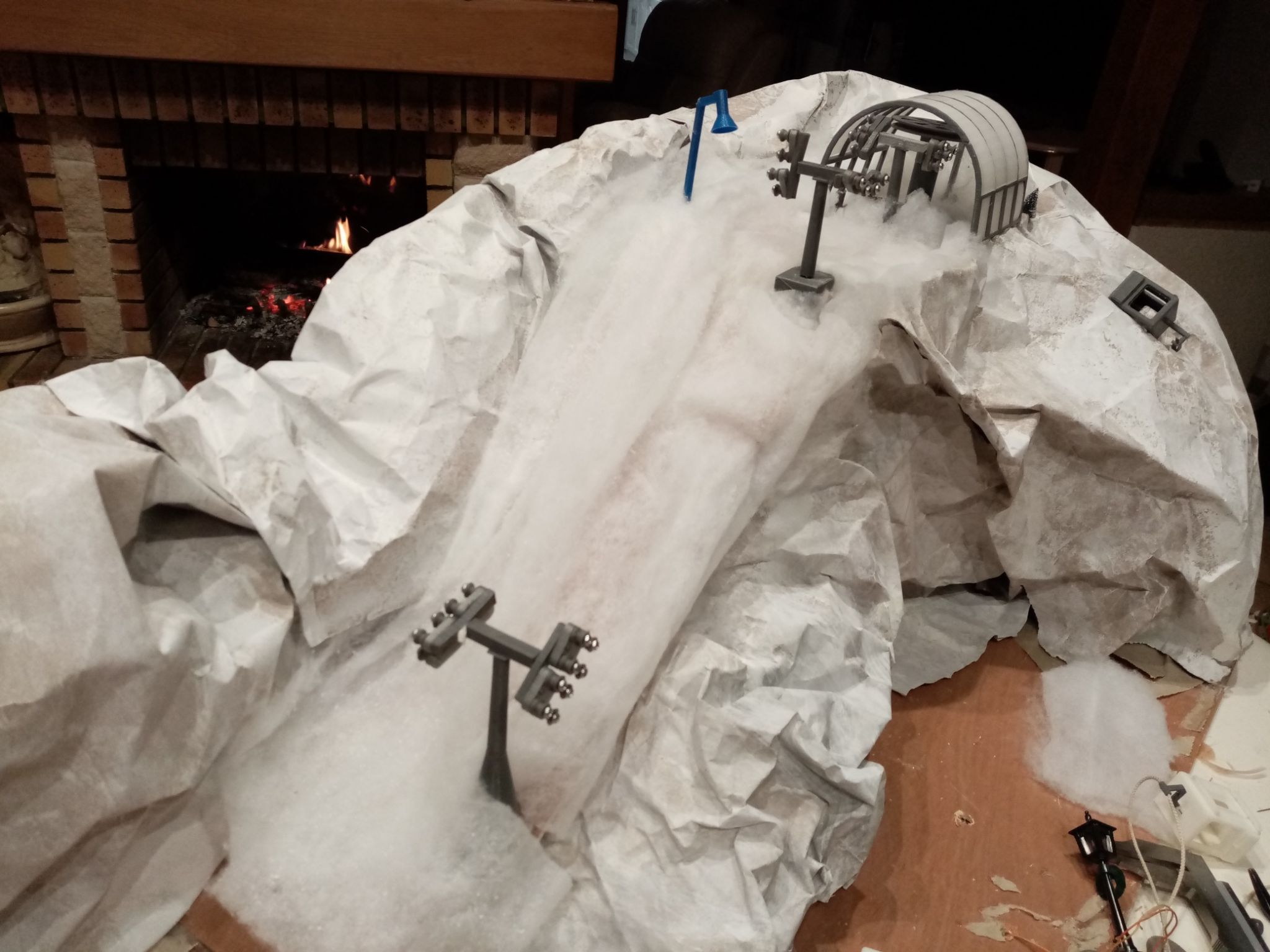
et voici une nouvelle photo de mon avion en cours de finition
 3 points
3 points -
Bonjour je vous présente mon projet un P38 lightining fais avec une geeetech i3 pro b un peu modifier par mes soins il me reste encore beaucoup de travaille pour le finir mais coter impressions j'ai fini

 2 points
2 points -
Bonjour, Heureux (menfin presque vu les soucis de réglage) possesseur d'une artillery X1 depuis... ce matin, je pense que je vais avoir besoin de conseils 53 ans, informaticien de métier, boiseu et mécano en amateur me manquait l'imprimante 3d je reluquais la chose depuis quelques année, j'ai franchi le pas (pour la CNC on verra plus tard Même si je vous lis depuis longtemps, maintenant que j'ai les pieds dans le plat c'est tout de suite moins simple mais j'ai bien espoir qu'avec votre aide ca va le faire A très Bientôt1 point
-
Une cote est une cote. Si tu dis à la machine que le zéro est au dessus du papier alors qu'il est en dessous c'est pas bon. imagine que le papier fasse 1 cm de d'épaisseur, si tu fais un home (donc Z0) et que tu glisse une feuille de papier de 10 mm entre le plateau et la buse , quant tu enlève le papier après le réglage plateau la buse est à 10 mm du plateau et donc pas à zéro.... Par contre si tu fais un home et que tu monte ta buse de 10 mm la machine sait qu'elle est à Z 10 . Donc en faisant ton réglage plateau comme ça, de manière à ce que la feuille gratte faiblement, quand tu enlève le papier, la buse est bien à Z 10. La notion de grattage plus ou moins fort utilisé dans les tuto qui ne disent pas de remonter la tête , permet juste de compenser pifometriquement l'épaississeur du papier via les ressorts de plateau et c'est pour cela que la première couche est souvent trop loin du plateau et n’adhère pas. Au lieu d’être à Z0.2 (épaisseur de première couche) la buse est entre 0.2 et 0.3 mm du plateau. C'est aussi pour cela que certains conseillent d'augmenter le flow à 110% pour la première couche de façon à compenser ce manque de matière ... Si tu veux faire un réglage avec une feuille de papier juste après un home (sans remonter la tête), il faut absolument utiliser un papier le plus fin possible comme un ticket de CB ou une feuille de papier cigarette. Pour l'extrudeur titan (qui est démultiplié via les pignons) il est d'origine sur ta machine ? si oui le STEP du E origine doivent donc être en fonction de cela et bien supérieur a celui de ma machine mais cela ne change en rien la méthode de calcul pour trouver la bonne valeur. Il faut quand même bien vérifier que le pignon ne patine pas sur l'axe moteur et que le ressort de pression est bien réglé pour éviter que le filament ne patine dans les roue crantées. Le E step sur la mienne d'origine(CR-10S première version) était à 94 et est passé à 96.3730569 via un M92 E96.3730569 dans le start gcode de cura car ma cr10S ne mémorise pas le changement des step après extinction/ allumage du courant. Avec ca j'ai pille poil 100 mm demandé = 100mm sorti1 point
-
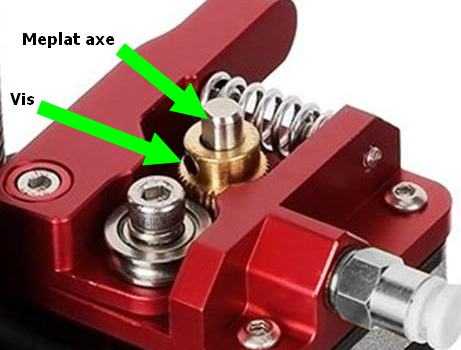
Il faut contrôler l'extrudeur. il y a des tuto partout pour le réglage des step. La mécanique doit être réglée partout dans le centième donc reprend bien les réglages mécanique. les imprimantes sont pré montées mais jamais réglées Quand tu fais le test des 10 cm fait le sans passer par la buse en démontant le tube coté extrudeur car si la buse est bouchée cela influence le test des 10 cm. Il faut aussi contrôler le serrage contre le méplat de l'axe moteur de la roue laiton moletée de l'extrudeur ainsi que sa hauteur pour que le filament soit bien en prise avec le galet presseur: si tu as démonté ta buse sans respecter la titis procédure il y a surement un bouchon entre le tube ptfe et la buse (si ta tête d'impression est du même genre que celle du tuto. la buse doit se serrer en appuis sur le heatbreak et pas en appuis sur le bloc de chauffe pour le réglage plateau avec une feuille de papier pense a monter en Z apres le home de la valeur de l'épaississeur de la feuille (0.1 mm) avant de faire le réglage. Une plaque de miroir de 4 mm a la découpe ne coûte pas chère et peut être poncée pour la rendre acrrochante et posée sur ton bed . cela permet de la caler avec du papier alu et rattraper les déformations (modifier le endstop du Z en le remontant de 4 mm ou en mettant une cale de 4 mm en regard de la languette)
 1 point
1 point -
Il a commencé a neigé
 1 point
1 point -
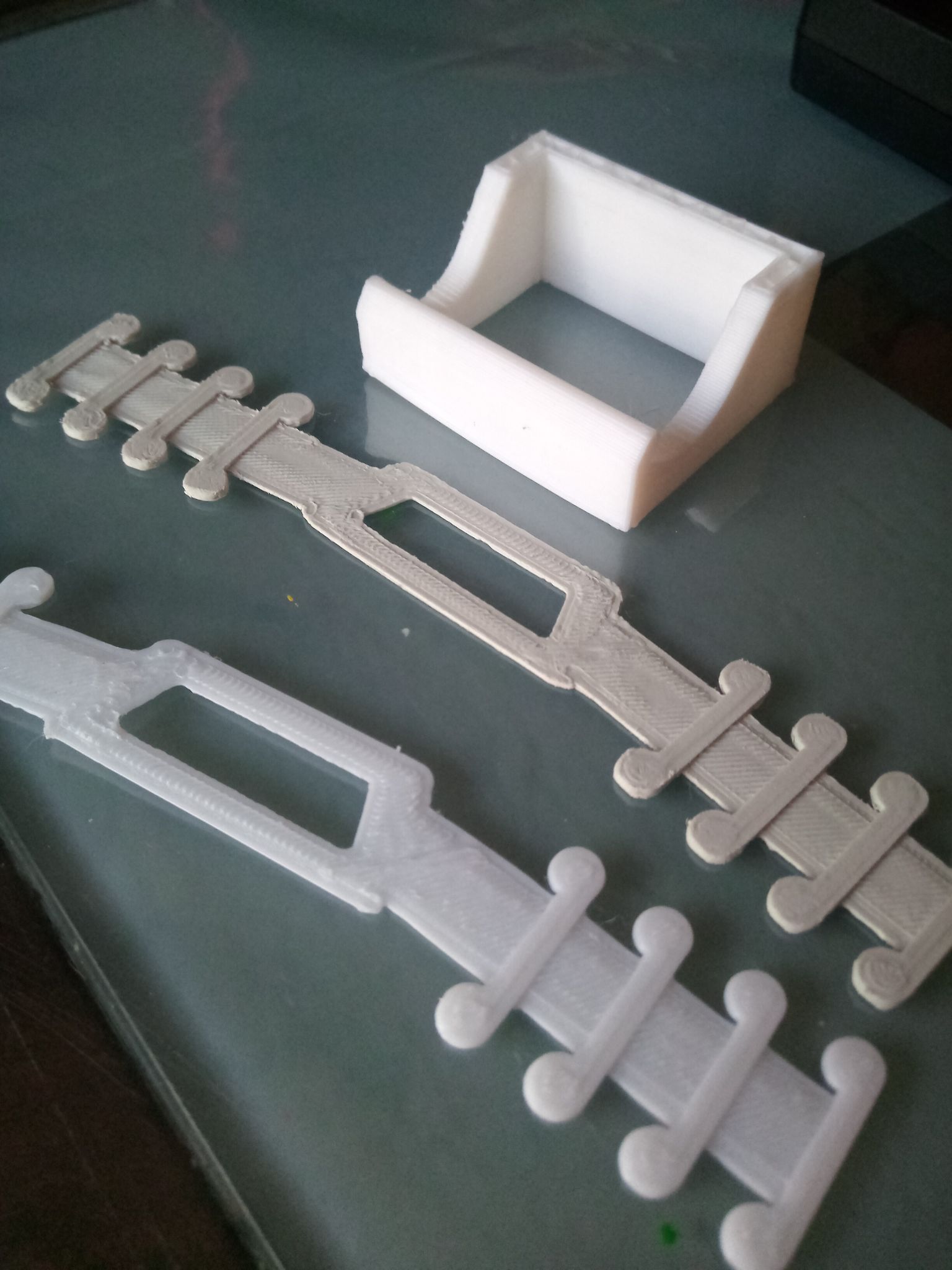
Salut Yellow T-pot, Grâce a tes conseils en réglages et après un essai sur plateau verre 2mm poncé, j'arrive enfin à imprimer quelque chose ! J'ai encore un peu de wrapping mais avec une jupe ça passe mieux. Il me faut encore trouver comment améliorer la qualité de la fin d'impression et que j'augmente encore l'adhérence car j'ai des défauts.
 1 point
1 point -
sur la première photo elle montre que tu es bien trop proche du bed avec la buse. Il te faut trouver le meilleur compromis 4 coins + centre que ca ne frotte pas trop sur le bed. Si tu as vraiment un problème de planéité tu peux glisser du papier alu plié là ou tu es trop de la buse, astuce de notre ami @Titi78. J'ai regardé 2 retour sur cette imprimante et pourtant il ne se plaignait pas de la planéité...1 point
-
Salut, Fais pas ton égoïste! dis-nous!1 point
-
J'en connais un1 point
-
Bonjour, Une raison particulière de rester sur cette version alors que la 4.8 est sortie depuis déjà un certain temps et corrige le problème de «zits and blobs» de la 4.7 (défauts apparaissant sur des portions courbes) ? Rien vu de rédhibitoire dans les paramètres de ton profil Cura.1 point
-
Bizarre Sur ma CR10-V2 après un G28, c'est la buse qui est au centre pas le Bltouch. Tu aurais ton configuration.h que j'y jette un œil ? Si tu as accès à un terminal te permettant d'envoyer du G-code à l'imprimante (Octoprint, Repetier, Pronterface, …) tu peux «jouer» avec le M206 en décalant le «0» du X ( M202 X10 par exemple). Tu peux aussi le faire dans le firmware : https://marlinfw.org/docs/configuration/configuration.html#manual-home-position1 point
-
Désolé cela sort de mes compétences on va attendre le retour des experts1 point
-
voila le fichier passé a la moulinette de zbrush a essayer cat2.stl1 point
-
c'est le nom du créateur du plugin c'est peut être le fichier stl de départ qui est corrompu ...1 point
-
Un peu de calme aidera nettement plus à avoir des réponses ... Les gens ici sont de bonne volonté, pas payés pour. Ensuite tu sembles avoir un certain niveau, donc une grosse partie des utilisateurs seront probablement dans l'incapacité de t'aider, ce qui peut expliquer le délais. Ensuite tu as fait plein de modifs sur ta machine, mais tu ne dis pas à quel moment les problèmes sont apparus, ni si tu as tout modifié d'un coup. Et vu ta réaction sur le délais de réponse, si tu as tout modifié d'un coup, je me demande comment tu vas prendre la remarque qui est qu'on ne change pas plusieurs choses à la fois, mais une après l'autre avec des tests entre chaque étape, sinon il est impossible de déterminer si une des modifs est en cause et laquelle.1 point
-
Nous ne sommes pas payé pour l'aide et le temps que nous offrons, parfois des posts passent a travers moi je ne regarde pas souvent cette partie du forum. Bref depuis le 20 novembre relancer ta demande me semble justifié mais attention au ton et remarques... pour du pla 220 est excessif je trouve on est sur une fourchette très très haute. 0.32 pour une buse 0.4 c'est limite. Vérifies bien tes courroies, excentriques. enfin nous donner plus d'info sur le slicer utilisé et les paramètres permettrait une aide plus "détaillée" nous ne sommes pas devins non plus Les paramètres de "base" sont bien différents suivant le slicer et sa version. tu as touché des paramètres ceux-ci peuvent influencer le résultat.1 point
-
@Éros Quand tu fais juste un G28, la buse est-elle au centre du plateau ? Dans le configuration.h, les dimensions du plateau (pas la surface imprimable) sont bien de 235 x 235 ?1 point
-
il faut un plugin j'ai trouvé ça : https://github.com/JNJ3D/CWS-plugin-32bit voir aussi ça https://forum.chitubox.com/?search-cws_20plugin.htm1 point
-
Oops je répond que maintenant Oui ! j'ai même mesurer au pied à coulisse et la taille est bien de 1,75mm c'est du PLA J'utilise quasi que du PLA je pense que mon problème venait de la rétractation, en essayant avec du filaflex je n'ai pas eu de problème et j'ai pu comparé avec différente bobine de PLA également. Avec le PLA j'avais sans arrêt du filament fondu qui remontait dans le tube PTFE et qui bloquait se dernier. En désactivant la rétraction le problème avait disparu.1 point