

Classement




Contenu populaire
Contenu avec la plus haute réputation dans 22/03/2022 Dans tous les contenus
-
Si on brûle, un barbecue ?3 points
-
Oui, @Savate c'est un "marché de niche", très limité, du prototypage ou de la très petite série. Pour de vrais circuits à forte intégration et séries "normales" (combien de Boeing en circulation ?), c'est impossible à utiliser : vas y toi, wrapper un microprocesseur (ils sont partout ) ou même un simple CMS , même avec des machines automatiques ce n'est pas faisable/rentable. Pour les circuit imprimés soumis à de fortes sollicitations physiques, il y a des techniques modernes et éprouvées : tropicalisation, inclusion dans des résines spécifiques, etc. bien plus fiables que des picots enrubannés de fils. Ceci dit, on utilise beaucoup le wrapping dans les alimentations de PC par exemple, pour les bornes d'entrée/sorties des tensions à forte intensité... Mais les fils sont quand même soudés sur les plots. Le programme Apollo s'est terminé en 1972... Bref, c'est bien ce que je disais : ça date ! (et ça ne nous rajeuni pas ) Et il ne faut pas sous-estimer les circuits imprimés, regarde plutôt :2 points
-
J ai déconnecter le câble noir et depuis, plus de soucis, a vérifier dans la durée, 3 prints depuis sans le default.2 points
-
Sur base de leur site et de la description : "can be installed on i3 structure 3d printer and convert them to be a professional laser engraving. It doesn't compatible with a core-xy structure 3d printer, delta 3d printer, and belt 3d printer", par déduction, puisqu'ils excluent les core (plateau sur axe Z), les delta (genre FLsun SR) et les imprimantes à tapis roulant (genre Creality CR-30 printmill), il ne reste que les plus courantes... les nôtres (le modèle précédent était déjà compatible Ender 3 et Ender 5)1 point
-
Faudrait peut-être leur demander de nous faire un prototype : https://blog-fr.coldjet.com/should-i-use-dry-ice-blasting-or-sandblasting-01 point
-
et un genre de produit d'appel ( disponible sur une période limité ... ) d'un model en très basse résolution / gros polygones ... (ou une partie d'un model ex : juste la masse ou juste le pagne ) ? ( mais c'est risquer d'avoir plus de demande de "comment on augmente le nombre de polygone sur un model 3D" ... ) @divers si c'est ton anniversaire on va se cotiser ! (même si tu dit que c'est pas pour toi je ne peux m’empêcher de penser que tu est tombé sous le charme du "Cavern Man" ) Edit : sinon je suis sous le choque ( 20% de commission sur Cult3D et un abonnement de ~ 25$/mois avec 10% de commission sur MyMiniFactory ... y a pas des sites plus "sympa" a disons 5% de commission ? )1 point
-
A quand l'imprimante 3D "freezer" / par congélation ( mais sans sculpture et bien pas dépôt / projection d'eau qui gèle ... )1 point
-
La Titi's procédure est compliquée à adapter sur un E3DV6 : - Pour la version PTFE E3DV6 : c'est un PTFE supplémentaire de plus faible diamètre déjà intégré dans le Heatbreak, et non le PTFE de l'extruder qui va jusqu'au bout. - Pour la version All Metal E3DV6 : le PTFE de l'extruder ne peut pas traverser le Heatbreak. Ceci dit, la Titi's procédure est top pour les hotends Creality d'origine Ça fait plus de 5ans que j'utilise des E3D V6 (All Metal et PTFE), je n'ai jamais eu de fuite ou de bouchage, pourtant je ne m'embête pas lors du montage. Alors voici mes conseils, si ça peut t'aider : 1 - En premier lieu il faut tout démonter/nettoyer. 2 - Pour le remontage, il faut simplement remonter l'hotend selon les instructions du constructeur : - Manuel Officiel : https://e3d-online.zendesk.com/hc/en-us/articles/360017013257-V6-Assembly-Guide-Edition-2- - Vidéo Officielle : https://www.youtube.com/watch?v=gwNAMveHLmw&t=66s Mais attention il y a quelques subtilités : Si tu as un Heatbreak PTFE : - Contrôle que le tube PTFE soit coupé droit sans bavure et qu'il dépasse "à peine" du Heatbreak comme sur la photo ci-dessus (Heatbreak -> PTFE). - Lors de la phase de serrage de la buse, ne chauffe pas à plus de 230°C par sécurité, le PTFE émet des vapeurs très toxiques autour des 240-250°C. - Une fois ton E3DV6 entièrement monté, contrôle que le PTFE de l'extruder est coupé droit sans bavure, puis enfonce-le à fond dans le E3DV6 pour qu'il arrive en buté. Il faut enfin relever la bague du pneufit manuellement avec une main tout en maintenant le tube PTFE enfoncé avec l'autre main. Si tu as un Heatbreak Full Metal : -Une fois ton E3DV6 entièrement monté, contrôle que le PTFE de l'extruder est coupé droit sans bavure, puis enfonce-le à fond dans le E3DV6 pour qu'il arrive en buté au fond du Heatbreak. Il faut enfin relever la bague du pneufit manuellement avec une main tout en maintenant le tube PTFE enfoncé avec l'autre main. Attention au serrage de la buse : 3Nm pas plus Le mieux est d'utiliser une clé dynamométrique, mais si tu n'en as pas je te conseille d'utiliser un tournevis à Douille, tu pourras serrer fermement la buse sans abimer le filetage. Par contre je te déconseille de serrer au cliquet, il va décupler ta force (bras de levier) et tu risques d'abimer facilement le filetage.
 1 point
1 point -
Bonjour, @Tony67 Suite à des problèmes de rouleaux qui ne roulent pas (malgré qu'ils soient libres sur les axes à vide), j'ai imprimé tes rouleaux sur roulements, nickel ça roule tout seul (bobine pleine ou quasi vide), seule chose j'aurais dû les imprimer à 99% pour avoir un montage serré des roulements et des rouleaux un peu moins larges, j'ai été obligé de caler avec une rondelle de chaque coté. Mais bon tu l'avais annoncé mais j'ai fais 100% quand même Je me sers aussi de ton support de fin de filament Merci1 point
-
Merci beaucoup. Le slycer est bon j'avais déja vérifié, de plus j'avais ce soucis sur tout mes modèles y compris certains qui avaient déjà fonctionnés. Par contre le coup de la clé USB, j'y avais pas pensé et ca me semblait improbable puisque la clé fonctionne bien et en plus la machine voit bien le fichier print et d'ailleurs peut imprimer plusieurs layer sans soucis. Mais je viens de changer de clé et je viens de faire 2 impressions sans soucis. Et maintenant que j'y repense mes soucis ont commencés quand j'ai changé de clé USB. Comment expliquer que cela puisque créer des bandes aléatoires après des heures d'impressions réussi ????? Bref cela semblait bien être mon soucis. je vais faire d'autre impressions pour confirmer1 point
-
pas de pneufit sur les artillery directdrive titan oblige1 point
-
Bah oui On n'utilise plus ce système depuis les CMS et les CI multicouches, et les breadboards pour le prototypage. J'en ai fait du wrapping quand j'étais ado (et abonné à Radio-Plan, Elektor), puis j'ai maitrisé le perchlorure de fer et l'insolation au UV des CI. C'était une autre vie1 point
-
Effectivement, c'est exactement ce que je vis. Je suis tellement habitué que ça ne m'étonne même plus et que je finis par trouver ça normal. Ceci étant, il y a plus grave dans la vie.1 point
-
Mmm ? C'est valable pour de petits circuits et intéressant car facile à défaire. Je doute pour l'aviation du coup, mais c'est peut-être à cause de ça les Boeing ...
 1 point
1 point -
Ça fait déjà plusieurs années que j'imprime, donc l'effet waou est déjà passé. SLA depuis 3 ans, pour le FDM c'est beaucoup plus récent mais j'arrive à faire des choses. C'est comme pour les montages techno que l'on fait. On est super content d'avoir monté un truc et quand on le montre à sa famille, la réponse est invariablement "bof, qu'est qu'il y a d'extraordinaire". Ça te fait redescendre sur terre vite fait. Et pourtant, si je prends l'exemple de la domotique, tout le monde s'en sert sans même se poser la question de savoir comment ça marche. Ça marche, point. En revanche, si un truc ne marche pas ou plus, ça on en entend parler longtemps.1 point
-
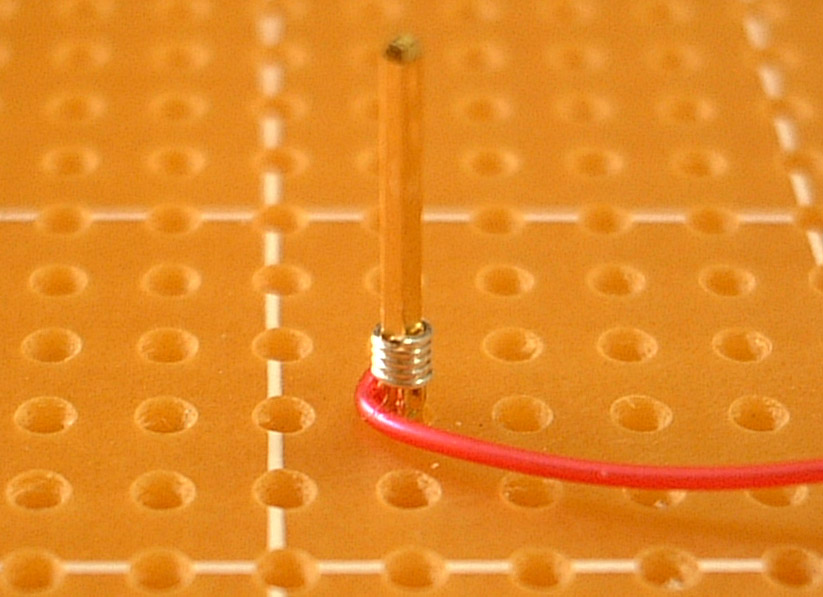
A propos du "wrapping", c'est (c'était ?) un procédé de connexion électronique sans soudure très utilisé dans les années 70. Très fiable, utilisé dans l'industrie (même dans les avions) et surtout pour des composants numériques dont l'utilisation explosait grâce la célèbre série des TTL 74xx . Cela permettait d'éviter de faire des circuits imprimés, et moyennant une bobine de fil adaptée et un petit outils, de faire soi même des cartes électroniques numériques. La technique consiste à placer les composants sur des supports, au pas de 2,54mm, à longues tiges carrées (25,4mm) et à bobiner quelques spires d'un fil de cuivre, dont on dénudait l'extrémité, autour la dite tige pour réaliser la connexion. On obtenait une densité de composants plus importante qu'avec un circuit imprimé puisque les fils pouvait se croiser et se toucher. Quant au "wrap" cela s’apparente plus à la célèbre "galette saucisse" vendue autour du Roazhon Park lien wikipedia1 point
-
Des plots enterrés pour accueillir les pieds d'un abri amovible pour protéger le barbecue de la pluie et du vent ... Ainsi il a juste à mettre les pieds de l'abri dans les schmilblicks pour que le barbecue soit bien stable et bien calé ... Normal qu'on n'arrive pas à deviner ..., on n'habite pas tous autant au nord ! (Je suis déjà parti ...)1 point
-
Consommable ou pas, si ton imprimante a 2 mois, elle est garantie. Les as-tu contacté au moins?1 point
-
C'est pour une table qui supporte un parasol ? Pour une cage à furets ? Pour des échasses ? Pour des échasses pour furets ? Pour une table basse qui est trop basse ? Pour une table haute pas assez haute ?1 point
-
------------------------------------------- Tuto ----------------------------------------------- Voici un Petit Tuto dans ce tuto, j'en parle car ce sait que c'est un élément qui en intéressera certain d'entre vous Il possible avoir une miniature de vos fichiers .gcode sur l'écran MKS TFT28 des X1/X2, Genius/Pro si vous utilisé une version assez récente des firmware TFT BTT quels que les V3, V4 et V5 présent dans ce topic en première page . J'ai eu l'idée de vérifié ce matin suite au Tuto sur Youtube de mon Amis Jocelyn de JSTech qui a présenté un tuto Vidéo pour les écran TFT BTT, voir si cela était applicable pour nos machines, et bien oui ça l'est . Preuve en images sur ma Genius avec Firmware TFT BTT V3: Voici l'option a modifié sur le TFT lui même : Il faut aller dans Menu/Options/écran/UI Puis installer le plugin pour Ecran TFT BTT sur votre slicer fonctionne avec Cura et Prusa Slicer. Voici le lien Github pour télécharger le plugin pour Cura : dispo ici avec explication complète Voici le lien Github Pour le plugin pour Prusa : dispo ici mais plus complexe a implémenter que sur Cura. Le Liens Bonus le tuto Vidéo de l'ami Jocelyn de Jstech : Tuto Video en Français
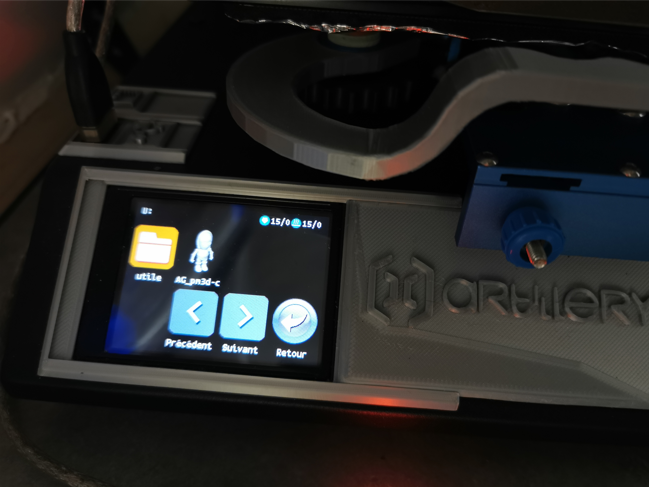
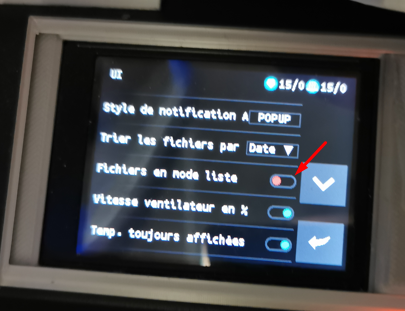 1 point
1 point -
alors oui, mais non les Ukrainiens n'ont pas le monopole pour la fabrication des cocktails Molotov1 point
-
Il donne déjà des cours avec les tutos, si Didoff n'a pas envie de retrouver ses créations sur le net (et que d'autre en profite pour le vendre...), je ne trouve pas ça anormal même sur un forum d'entraide, je préfère ses tutos qui me permette de faire mes propre créations.1 point
-
Si c'est pas déjà fait vérifie aussi ton Gcode, en le visualisant couche par couche pour voir si elle n'apparaissent pas aussi, j'ai déjà eu un bug de se genre mais que sur une pièce, essais aussi avec une autre clé usb. Si les deux vérif d'avant ne change rien, vérifie si les câbles sont bien branchés, c'est peut être un faux contact vers l'écran.1 point
-

From the album: PPAC aime les éléphants
Stylish Elephant by Lizard_Wizard February 25, 2018 https://www.thingiverse.com/thing:2806244 et Voxel Elephant V2 by PJ_ April 12, 2017 https://www.thingiverse.com/thing:22436091 point -
Merci pour ce partage je l'ai vu hier, mais je ne suis pas très convaincu de ce montage, car là il souffle directement sur la buse. Si au moins il y avait une chaussette pour protéger le corp de chauffe et le haut de la buse. Comme tout le monde le sait, la stabilité de la température est hyper importante pour une bonne qualité d'impression. Une variation de température du hotend, fait varier la température du filament, et du coup sa viscosité, ce qui donne une variation légère du débit d'extrusion. Ceci se reflète sur l'état de surface de nos impressions. Ce phénomène quand il est léger se voit surtout en lumière rasante. Un température très stable, donne des lignes d'épaisseur et de largeur identiques et donc bien alignées entre elles. Une variation de cette température pendant l'impression, donne des parois sur lesquelles ont a l'impression d'avoir de très petits décalages de couches mais dans tout les sens et à de manière aléatoire. J'ai fait quelques tests il ya quelques jours pour comparer, en suivants les températures sur Octoprint, les variations de températures entre la tête V1 et la tête V2. En effet sur la tête V1, la buse est bien protégée du souffle du ventil, alors que sur la V2 la buse dépasse complétement par le bas et donc sous le souffle de la ventilation. Donc en surveillant les température sur octoprint, j'ai constaté que les variations sont plus importante sur la V2 que sur la V1 et c'est logique. J'ai pu reduire cette variation, et seulement réduire, en refaisant un PID du hotend. J'ai imprimé des cubes avec le même Gcode et avec la V1 puis la V2 "oui j'ai les deux", et le résultat est sans appel, en lumière rasante on voit bien la différence. J'ai donc redessiné la pièce de dessous pour la rabaisser un poile et protéger mieux la buse du flux d'air, et j'avoue que j'ai été agréablement surpris du résultat! Si quelqu'un veut le stl: Fan_duct_D12_V3.STL1 point








