Classement




Contenu populaire
Contenu avec la plus haute réputation dans 02/04/2026 Dans tous les contenus
-
Je la reconnais, c'est la BambuLab A0 très populaire en Chine pour les classes laborieuses, elle a été vendue à 10 millions d'exemplaires.3 points
-
Est ce que s'il n'est pas payé cela peut vraiment il être requalifié en travail?3 points
-
L'assemblage de la the100 avance ici la base, depuis les pied on été imprimer et installé, l'a j'avance sur la partie haute du chassis je mettais des photos plus précise quand j'aurais avancé et monté tous les structures. J'avais du faire une pause semaine dernières, jusque milieu de semaine pour des raison de projet de vie perso . Mais on reprend l'avancement du projet j'ai déjà 3/4 élément de la partie haut d'imprimer me manque le derniers morceaux et les connecteurs
 2 points
2 points -
Bingo ! Oui, c'est bien un CFS ( le simple. Pas le CFS-C )
 2 points
2 points -
dans cette gamme un CFS .2 points
-
Merci En fait, je n'ai pas testé de passer du TPU dans le système CANVAS. (Je ne voulais pas risquer d'avoir à le démonter si jamais le TPU s'y retrouvait coincé… ) C'est vrai que cela semble un poil juste mais vu que l'OS est vérouillé pas vraiment de posibilité de modifier quoi que ce soit sur cette machine et donc pas vraiment de risque de faire une upgrade qui augmente la consomation.2 points
-
Bin, on a plein de besoins spécifiques et techniques. Comme construire d'autres imprimantes !1 point
-
As-tu vérifié si ta tête n'a pas de jeu, état des galets et réglage excentrique. Il est préférable de faire l'autoleveling avec un plateau déjà à température d'impression quitte à utiliser le mode préchauffage, avec la dilatation entre un plateau froid et à 50 ou 70° C, les corrections apportées par le leveling peuvent être légèrement différentes.1 point
-
oui. s était la max a laquelle je pensais..je me suis trompé . Le truc c est aussi de trouver d autres applications car mettre 1000 euros pour 3 morceaux qui me coûterait 100 euros max en allant dans un fablab bien équipé ca se réfléchit. l a1 le probleme c est qu elle est ouverte et que je vais la mettre dans un garage et si je veux m amuser a faire un pseudo bronze ca ne marchera pas... enfin si en plein été quand il fait 40 degrés dehors... je vais aller au fablab samedi voir ce qu ils ont et ce que je peux y faire . en attendant freecad.... le reste suivra. vous en faites quoi de vos imprimantes 3d en dehors de besoin spécifique ou technique comme le mien ?1 point
-
Si finalement tu as surtout besoin de prototyper / jouer un peu avant de faire faire les pièces plus techniques, tu peux même envisager quelque chose comme une A1. D'ailleurs, si je pousse un peu vos raisonnement respectifs (un peu au bluf) : ne serait il pas intéressant de faire les anneaux intérieurs en TPU ? Histoire qu'ils suivent les éventuelles déformations plutôt que de risquer de les influencer ? Un beau TPU noir bien mat pour pas créer de reflets parasites ?1 point
-
Merci pour ce partage C'était quoi ce modèle ? Le design de l'imprimante et des supports de bobine est intéressant J'ai trouvé (merci Google Lens) - ca existe encore, avec une couleur encore plus kitsh https://www.amazon.fr/Cubify-Cube-Imprimante-3D/dp/B00DQIL6TC?th=1 Les photos du reportage de l'époque (2013) montrent des objets imprimés en 3D pas mal du tout (il devait certainement y avoir un gros travail de modélisation et de post traitement)1 point
-
Bien noté je vais aller checker ça et réfléchir si j'ai un réel besoin de filament technique mais en tout cas mon horizon s'est éclairci merci a toi @MrMagounet1 point
-
D'ailleurs, tu avais donné la solution : Et je t'en remercie énormément !1 point
-
Les clefs USB-C sont quand même moins courantes, c'est plus souvent de l'USB-A avec adaptateur vers USB-C Mais je comprends la remarque, je ne prendrais pas ça comme un point négatif non plus mais je ne pense pas que ça empechera quiconque d'acheter la machine ^^1 point
-
Je viens de recevoir ma commande https://fr.aliexpress.com/item/1005007947876688.html?spm=a2g0o.order_list.order_list_main.10.327b5e5bHI9TCY&gatewayAdapt=glo2fra J'ai une interrogation, comment on installe ce truc. Faut-il retirer l'ancien plateau ou pas ? La partie aimantée comporte au dos un adhésif. J'imagine qu'on le colle : Sur le plateau d'origine ? Sur support dudit plateau. Merci d'avance. @+1 point
-
Le LUVOCOM® 3F PAHT 9936 BK est un PA6 haute température https://www.3d4makers.com/products/luvocom-3f-paht-9936-bk-filament?srsltid=AfmBOoo8qancQlsfbbf0ranPSrw0SdBamK_uzhdcu_B97CF61hwW2K1p Plus résistant mécaniquement que le PA12, mais beaucoup moins flexible du fait du PA6 et encore plus avec la charge minérale.1 point
-
Fait venir "The Cleaner" ils pourront peut-être faire quelque chose pour toi1 point
-
c'est le message de @V3DP concernant le PA6 et PAHT (PA12), c'est du nylon, mais pas tout à fait la même chose https://fr.ky-plastics.com/info/nylon-6-vs-nylon-12-revealing-performance-an-17137558282888192.html1 point
-
Oui c'est bien de chez Creality ! Exactement ! https://www.crealitycloud.com/rewards-center/eshop ("EU") Le cumul de mes cuvacoins de l'année (daily check-in, téléchargements, uploads, boost, points concours .... ) a dépassé les 31,900 cuvacoins. (<- gros indice ) Et non, cela n'est pas un scanner 3D ni des filaments et en effet pas une imprimante. Avec tout cela tu devrais vite trouver les trois lettres que j'attends pour te déclarer grand gagnant (<- encore un gros indice )1 point
-
Vu le carton avec du vert et la devise Creality ? Acheter avec les points reward de Creality cloud en passant par leur eshop ? Après selon le nombre de points du filament, un scanner 3d ... pour une imprimante carton trop petit ou léger.1 point
-
Pour la CC2 je t'invite a aller dans la section Elegoo mon copain @PPAC la test en ce moment tu toutes les première infos utile sur le retour qualité de la machine. En soit la A1 na rien a prouver sur la qualité d'impression j'ai des machine qui aujourd'hui font aussi bien comme ma Snapmaker U1, et d'autre qui sont a une niveau très proche d'impression comme ma K2 Plus ou ma AD5X sans être a 100% aussi efficace en rendu constant de surface (en chipotant a la louche). La ou la A1 a de grosse limite par contre c'est sur la partie filament technique necessitant un controle de l'environnement un caisson fermé est conseillé pour de l'ABS/ASA voir parfois un système de chauffe pour optimiser certain type d'impression ou imprimer des filaments plus technique que de l'ABS.1 point
-
Merci pour toutes ces infos test et retour @PPAC je dois dire qu' première vue elle semble fonctionner aussi bien que la CC 1 le système canvas éprouve quelques difficulté sur du TPU 95A au final alors ? car sur l'IFS sa passe pas mal en dessous par contre pareil faudra y aller en direct. Moi la chose qui m'a le plus étonné sur tes photos et commentaire de l'archi matériel c'est que l'alim est de seulement 100w alors oui le plateau est alimenté en 230v et on a pas de caisson chauffant mais je m'attendais a 150w de façon a avoir une cartouche chauffant de 70w et d'alimenté l'electronique sans soucis et avoir un peu de réserve.1 point
-
Tu as le choix entre bénévolat et esclavagisme...1 point
-
Marquer le port en USB-C comme étant un point faible, c'est sévère et rétrograde à mon sens...1 point
-
Ok, c'est plus clair. Est ce que tu dois le faire en alu : dans l'absolu, tu dois le faire dans la même matière que le télescope. Sinon, il y a un risque de dilatation différentielle qui pourrait entrainer des déformations de l'ensemble. Vous allez me dire que ce n'est presque rien et je suis d'accord, mais les astronomes sont dans un soucis permanent de toucher l'idéal et quand on sait ce qu'ils visent, à quelle distance ça se trouve, et le temps de pause nécessaire pour prendre LA photo, on peut comprendre. Pour les "anti lumière parasite", je pense que tu peux utiliser quasi n'importe quelle matière sauf le PLA qui pourrait ne pas tenir dans le temps s'il est souvent exposé à des températures de 50 à plus. Une impression en plusieurs morceaux ne devrait pas poser de problème, elle pourrait même être préférable : c'est le châssis qui va imposer la position des morceaux. Avec une pièce unique, la géométrie ne sera jamais exactement celle du tube, ce qui oblige à monter souple. Un montage rigide peut introduire des contraintes et des déformations locales, un peu comme tu le décris pour l'araignée. Et coté araignée, et bien ... je ne sais pas ... Il faudrait en savoir plus. Si c'est un problème d'ovalisation "uniforme" du tube (transformation en elipse), deux demi coquilles orientées correctement et qu'on vient serrer sur le tube pour contrer cette ovalisation pourraient suffire. Si c'est un problème de déformations plus locales dues à des vis par exemple, de simples secteurs angulaires en renfort dans la zone des vis pourraient réduire le problème. Si je devais renforcer la structure, je pense que je concevrais un arceau externe ou interne suivant la place disponible, en plusieurs pièces, qui ne toucherait le télescope que sur certaines zones et qui serait assemblé et bridé en place de manière à ne pas contraindre le châssis d'origine. Mais je ne suis ni astronome, ni concepteur de télescope ! +1 avec M Magounet : le PC est sans doute le plus rigide. Et +1 encore pour l'impression : c'est un truc de spécialiste qui demande non seulement l'imprimante "qui va bien", mais aussi tout l'environnement : plateau adapté avec ou sans produit de collage "made in Lourdes", sécheur de filament sérieux, fournisseur de filament sérieux (pas de bobine oubliée sur une étagère pendant des mois), imprimante parfaitement calibrée pour la bobine en cours (c'est du vécu pour du PETG GF : 3 bobines de la même référence (matière et fabriquant) issus de 3 fournisseurs différents = 3 comportements différents). C'est un truc à se dégouter à vie de l'impression 3D. Commencer par des pièces prototypes imprimées en PETG (ou du Cope éventuellement) pour tester le montage (surtout) et l'efficacité (un peu) serait sans doute un bon début.1 point
-
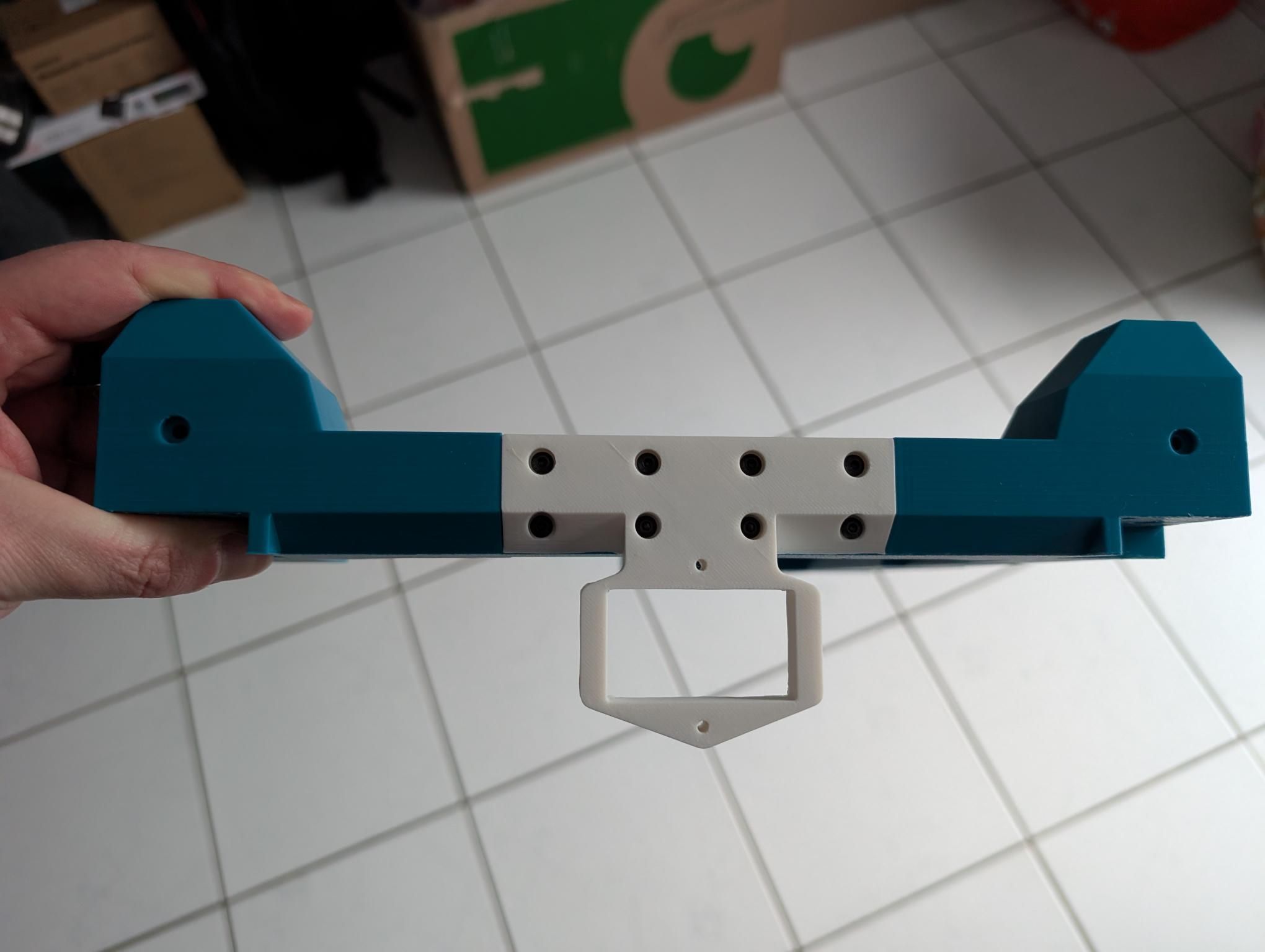
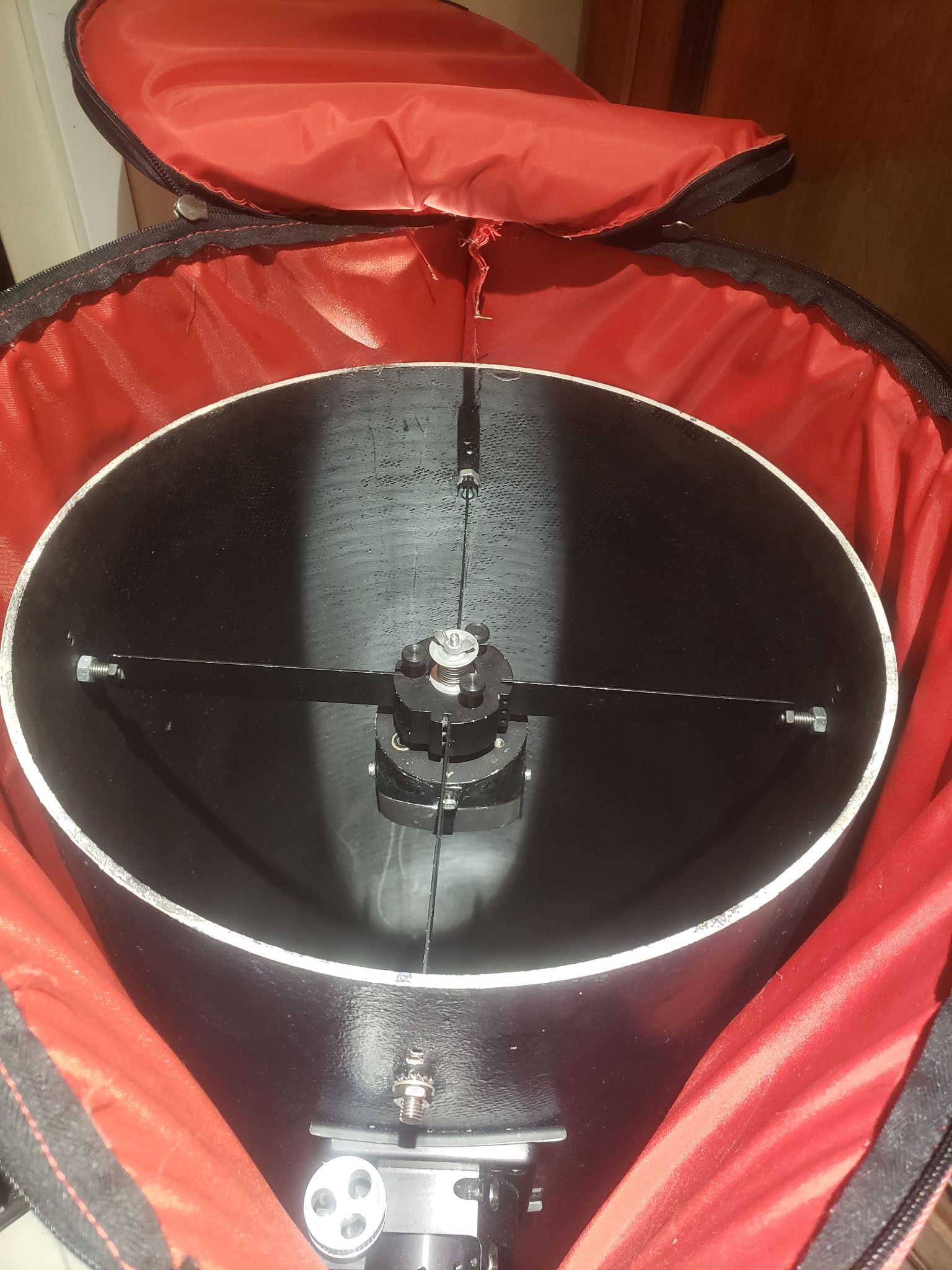
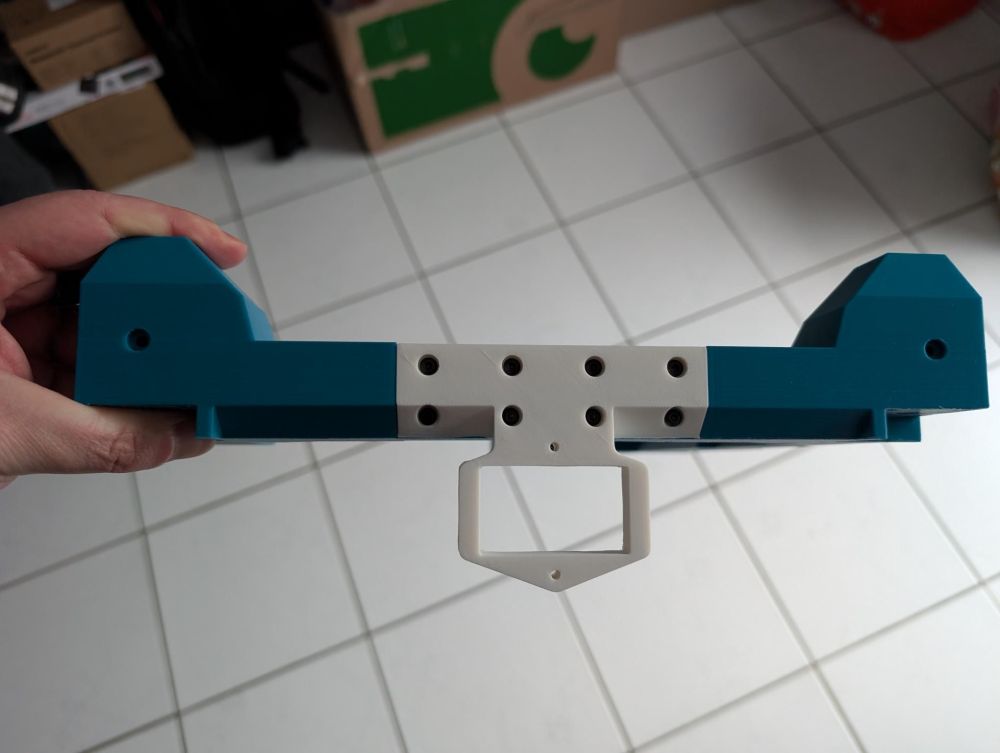
il ne faut pas regarder ce tube précisément car ce n est pas le mien. S était pour montrer le type d anneaux que je veux mettre dedans car le mien n a rien. ces anneaux n auront pas de contraintes fortes ils sont surtout la pour réduire l espace d une possibilité d entrée de lumière parasite. par contre sur mon tube actuelle il est nu sur le bout. cf la photo en pièce jointe et la j ai besoin de qqchose de plus résistant. l araignée qui est la pièce que l on voit en dessous exerce une contrainte sur le tube et ovalise légèrement. L objectif de mettre qqchose au bout est justement de renforcer le tube pour éviter toute ovalisation. ensuite ca permettra en même temps a contribuer à la rigidité générale et enlever les qques problèmes potentiels d alignement optique quand le tube passe de louest a l est par exemple. sur le fond zero déformation ne doit se produire quand le telescope change de position . pour mon telescope c est un newton et donc quand je le monte j ai 2 gros anneaux massifs qui viennent le tenir. L ensemble pèse autour de 23kg avec beaucoup de poids et de rigidité sur l arriere forcément.

 1 point
1 point -
Salutations ! Pour fêter ses 5 ans, DM Stash propose ce mois un giveaway (Gleam). https://www.dmstash.com/5-year-anniversary-giveaway/ ( ou https://wn.nr/A3SD6c3 mais ce dernier lien me donne des entrées en plus à ce giveaway si vous l'utilisez pour y participer ). Pour le code secret, c'est dans l'image dans le bloc "Révélation/Secret" suivant (il devrait plus vite vous sauter aux yeux que sur l'image de ~21 Mo que l'on doit inspecter pour le trouver ) Bonne participation. Et sur leur site, il y a l'habituel modèle gratuit du mois. Ce mois, c'est Tyrius the Reborn – Angel of Erdrydion https://www.dmstash.com/product/tyrius-the-reborn-angel-of-erdrydion/ Bonne continuation à tous.


 1 point
1 point -
C'est pas bien de faire travailler les enfants1 point
-
Je le ferai passer par la porte de devant en me connectant directement sur la tete et je mettrai un crayon avec la bobine dessus dans les mains de mon fils et je le chargerai de surveiller l impression1 point
-
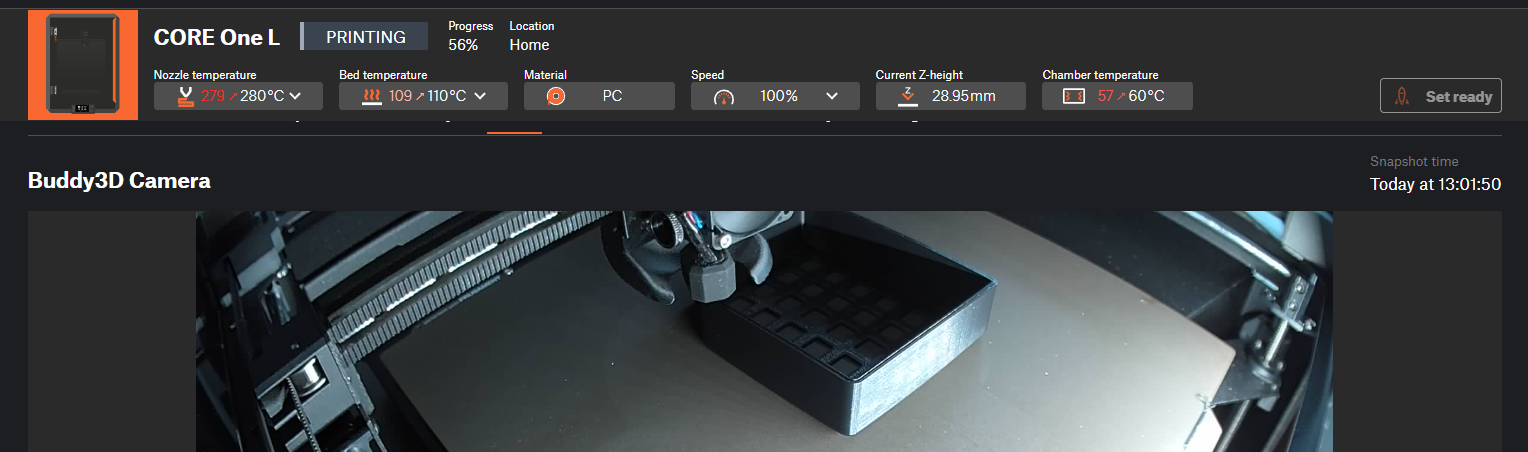
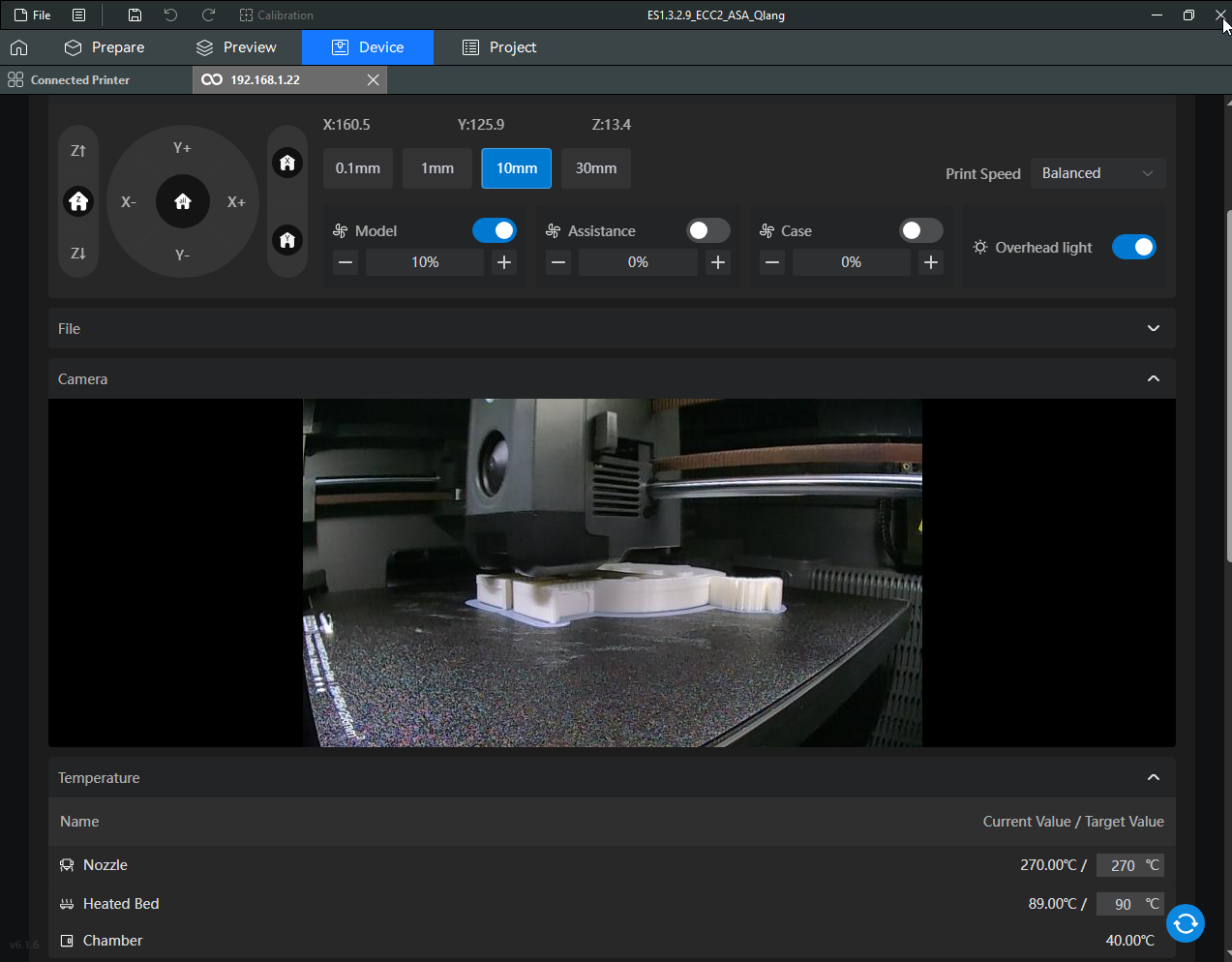
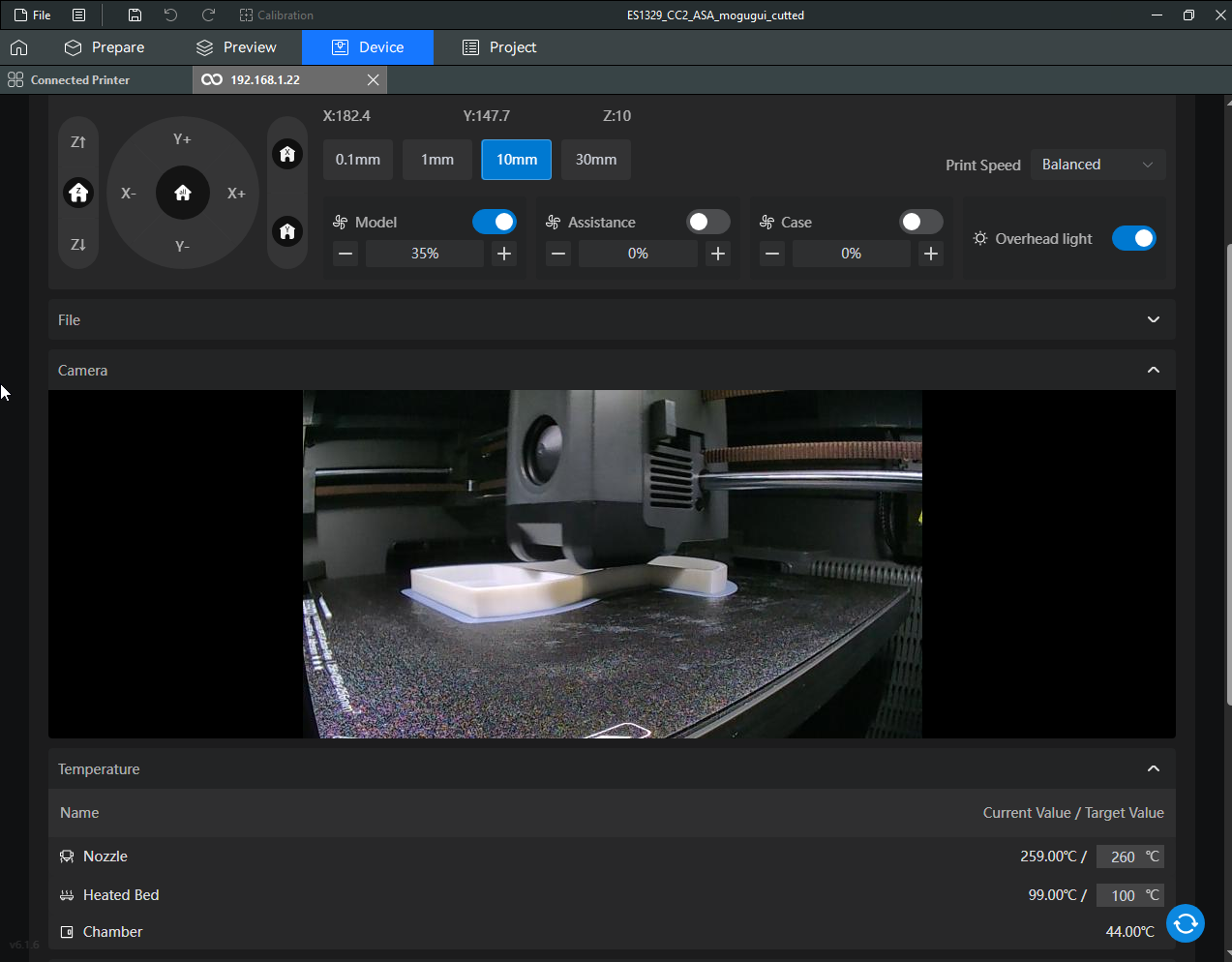
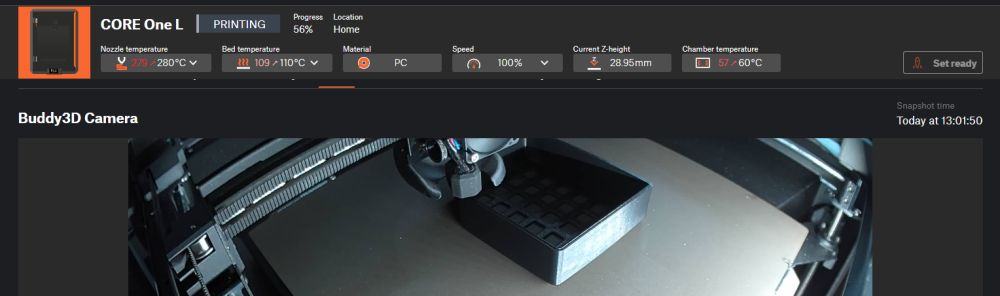
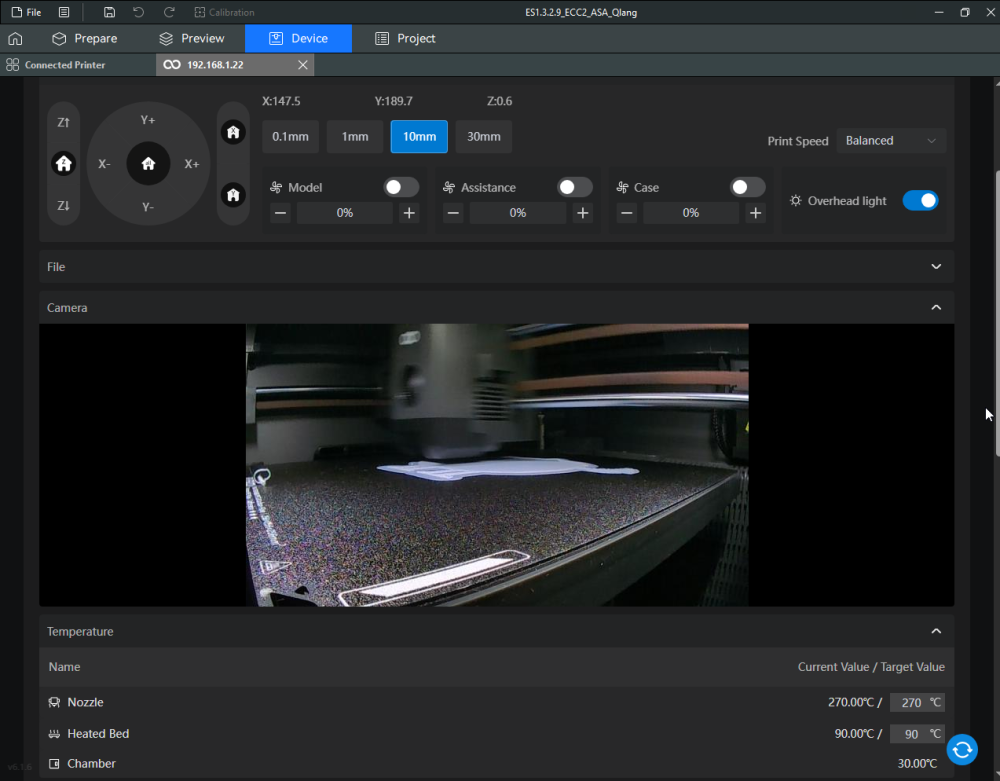
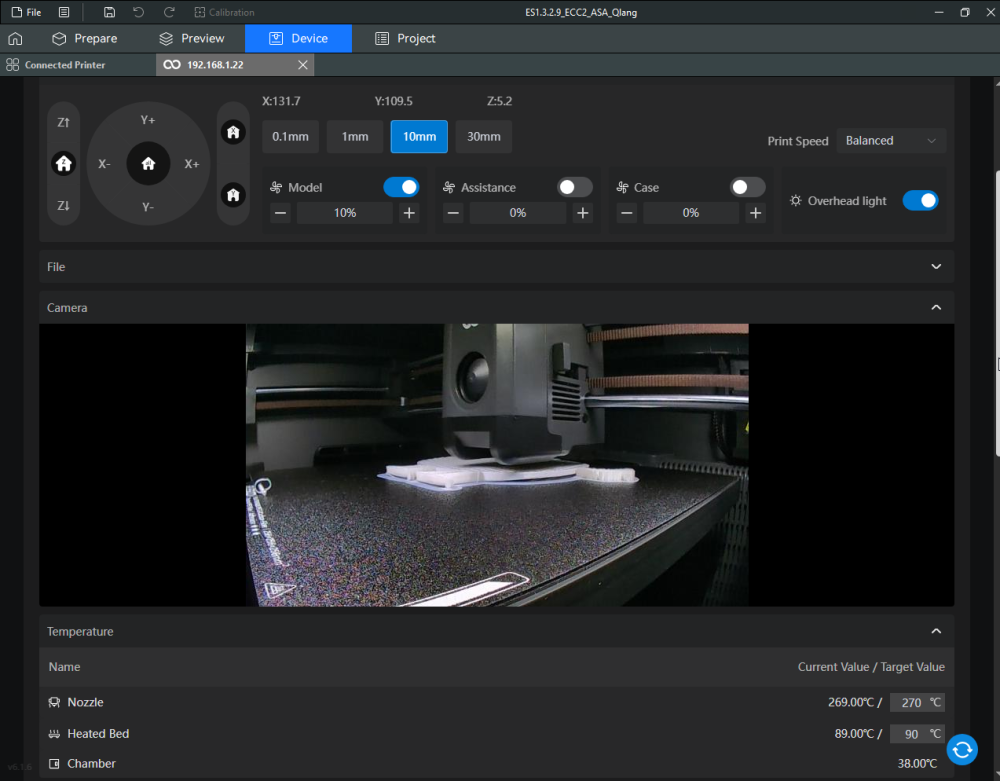
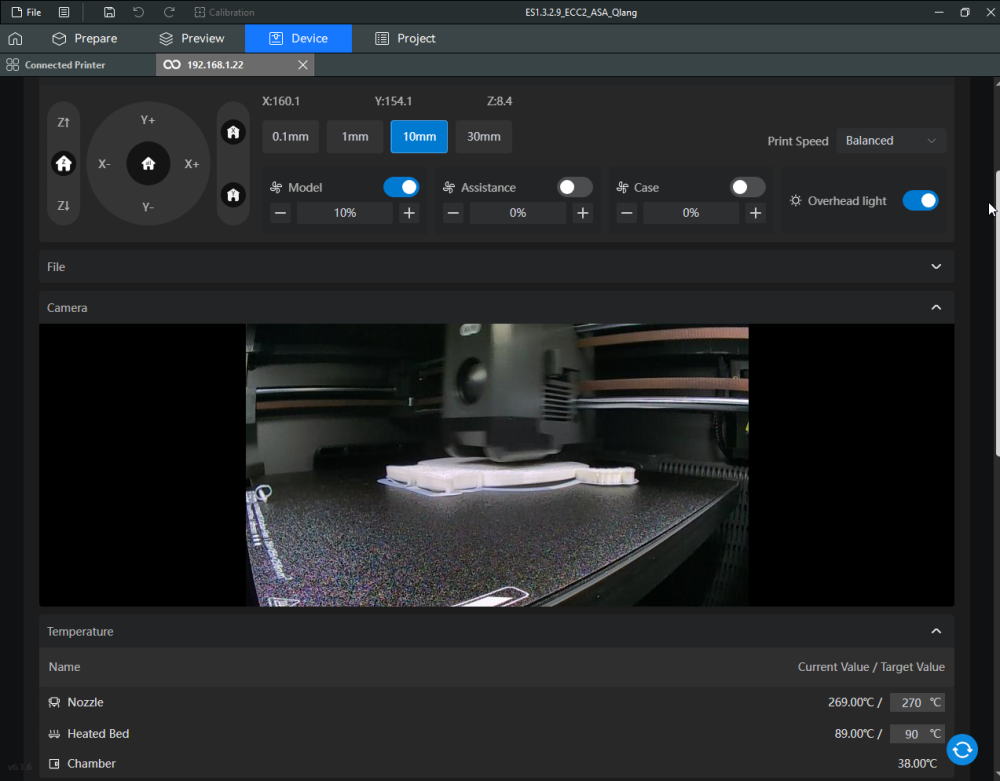
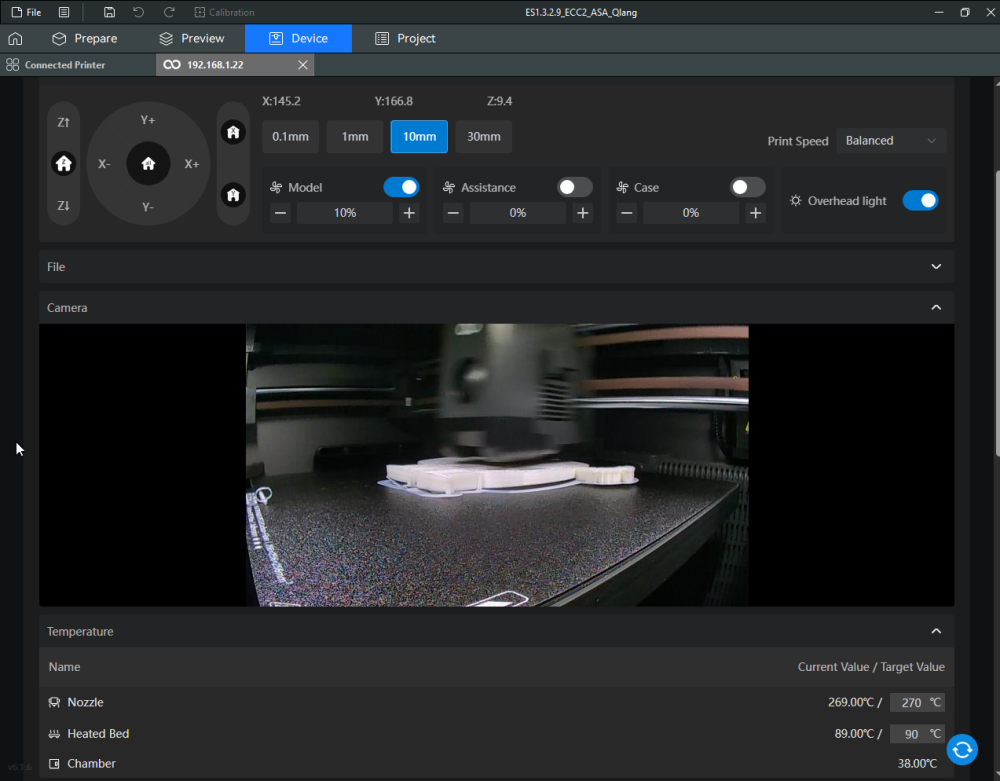
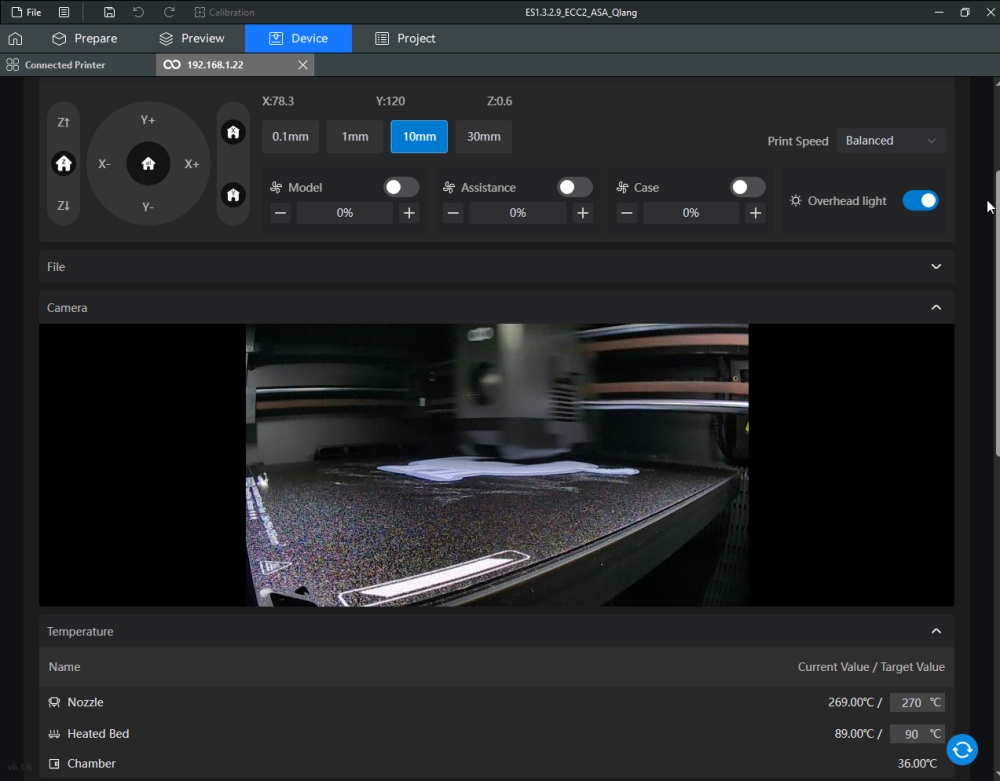
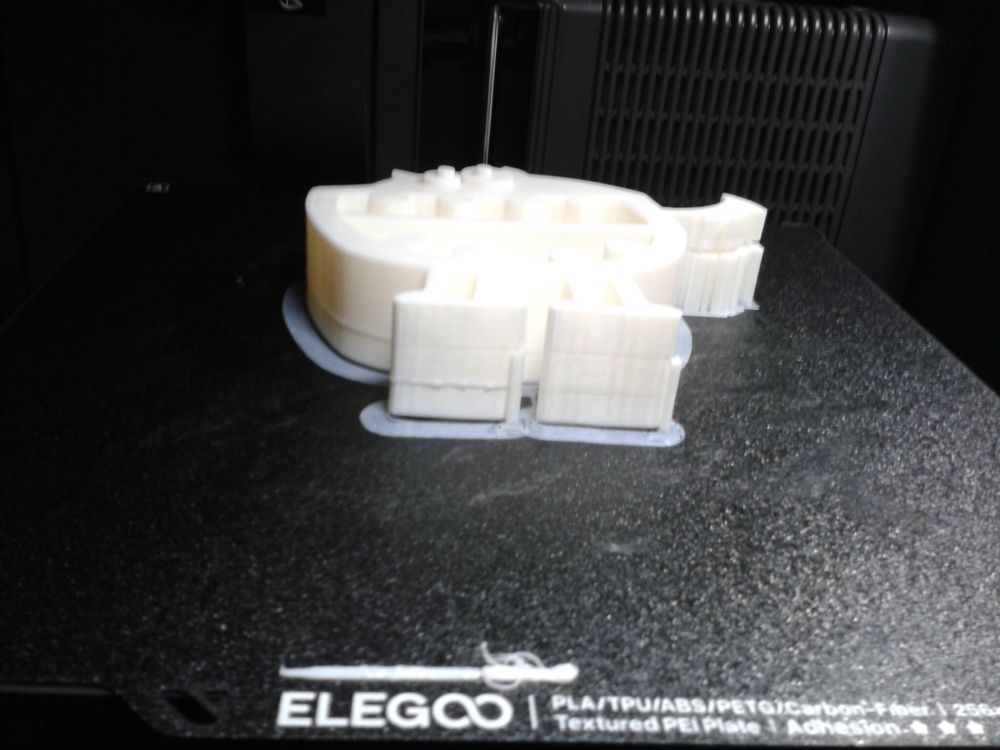
Bonjour, Un petit retour pour pas que vous pensiez que j'ai abandonné le test, au contraire j'ai un peu trop secoué la machine apparemment. J'ai attaqué les tests avec l'ASA et le PC-ABS, on tape pratiquement les limites de la machine sur les specs de température. Avec une buse à 280°C et le bed à 110°C, la chambre semi-passive monte facilement à plus de 55°C, et surtout beaucoup plus vite que la One+. Sur l'impression en cours en PC-ABS elle est à 58°C, limite configurée au max (60°C), pour 18°C ambiant. Il a suffit que je le dise pour qu'elle passe à 57°C au moment du screenshot. ^^ Cependant j'ai remarqué un petit cliquètement d'une des poulies idler lorsque la température monte au delà de 50°C. En refroidissant le bruit disparait. J'ai contacté le support dimanche après midi, et je devrai recevoir 6 nouvelles poulies, de quoi remplacer la moitié du CoreXY. Le support a été au top, livraison en express mais je n'ai pas reçu de suivi, on est déjà au deuxième jour ouvré, ça m'inquiète un peu. J'ai continué d'imprimer malgré le bruit, c'est énervant mais ça ne semble pas provoquer de point dur, du moins je ne le sens pas à la main. Comme le nouveau firmware était disponible, j'ai effectué les calibrations de l'Input Shaper et du Phase Stepping. Ce sont des calibrations qui mettent à rude épreuve la machine, avec des vibrations intenses et des résonnances à en faire trembler la maison. C'est certainement cela, combiné au fait que je sois constamment en train d'imprimer avec le plateau à >=110°C ces derniers temps, qui a fait que le plateau ait pris du jeu en X/Y. Je l'ai remarqué immédiatement en manipulant le plateau flexible après une impression de 7h en ASA. Il a suffit de refaire un huitième de tour sur les trois points de fixation (ceux avec les ressorts), pour régler le problème. Le jeu est maintenant inexistant, sauf en Z+ ce qui est normal. A surveiller donc. J'essaierai de vous mettre quelques photos des pièces terminées. C'est pas évident de se dégager du temps lorsqu'on est pas dans la tranche d'âge majoritaire du forum.
 1 point
1 point -
C'est marrant, pas plus tard que ce matin, ma femme me montrait des photos de la Printrbot, une imprimante qu'elle avait gagné lors d'une visite scolaire avec sa classe au tout premier 3D Print Show1 point
-
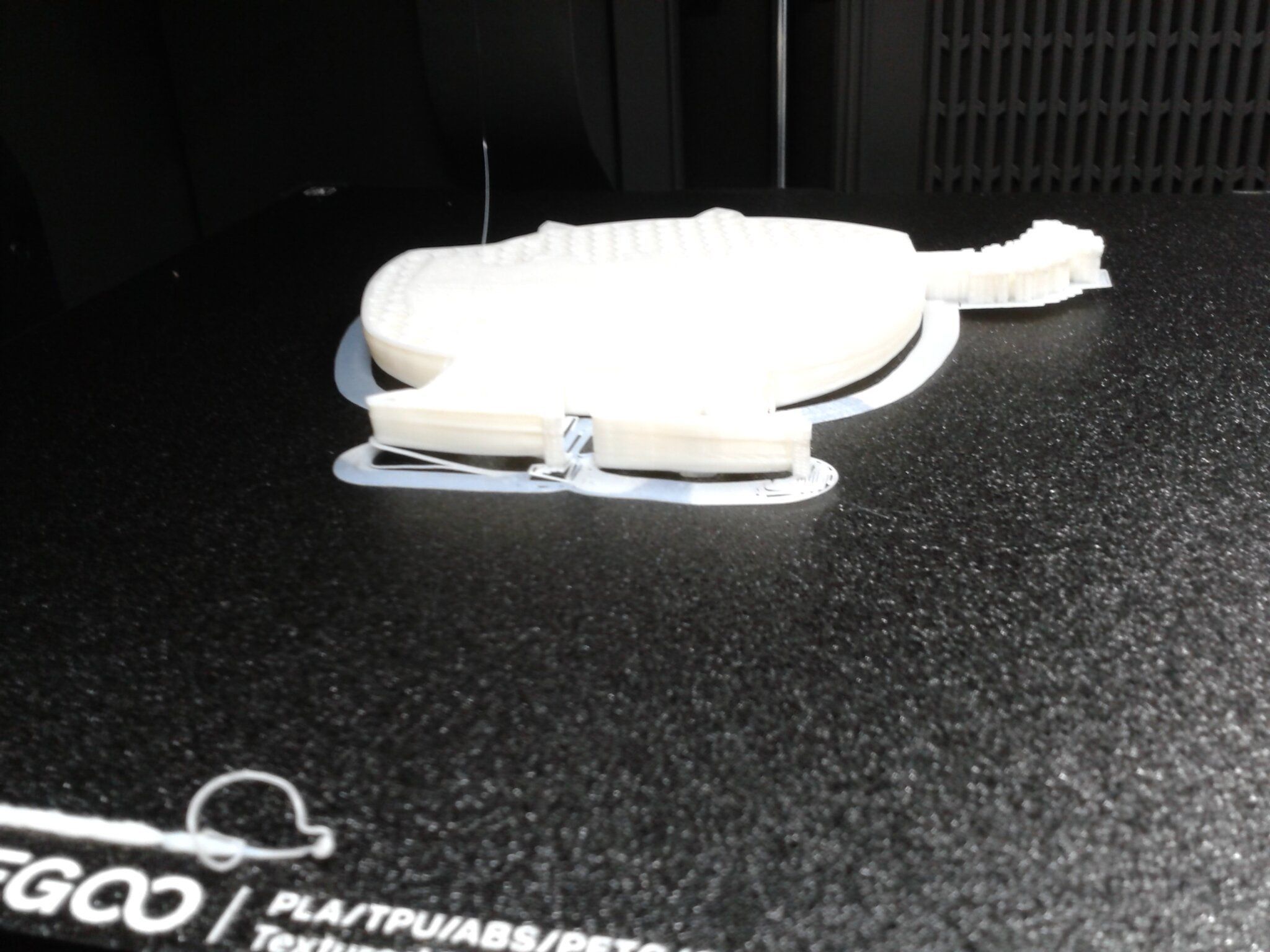
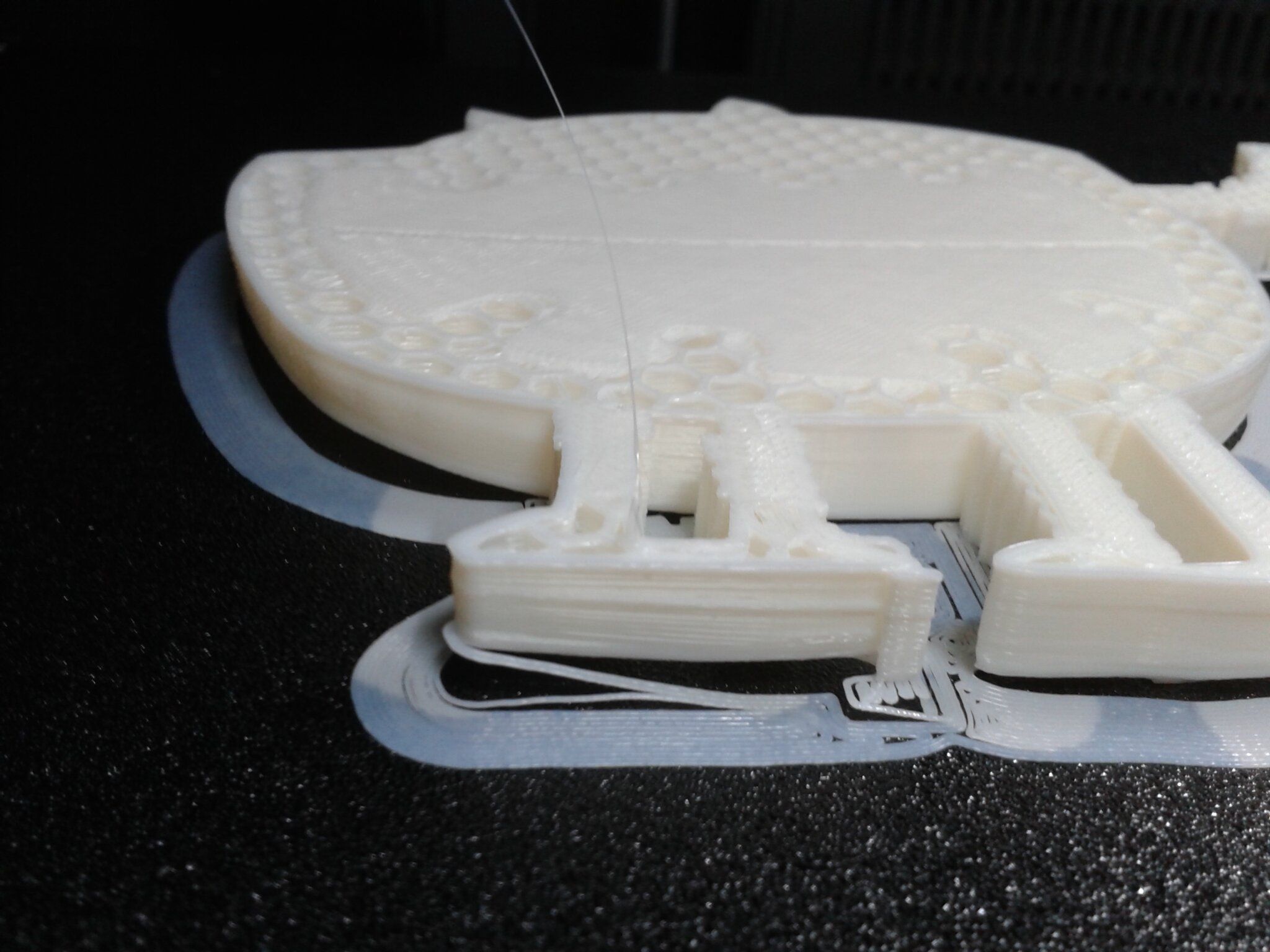
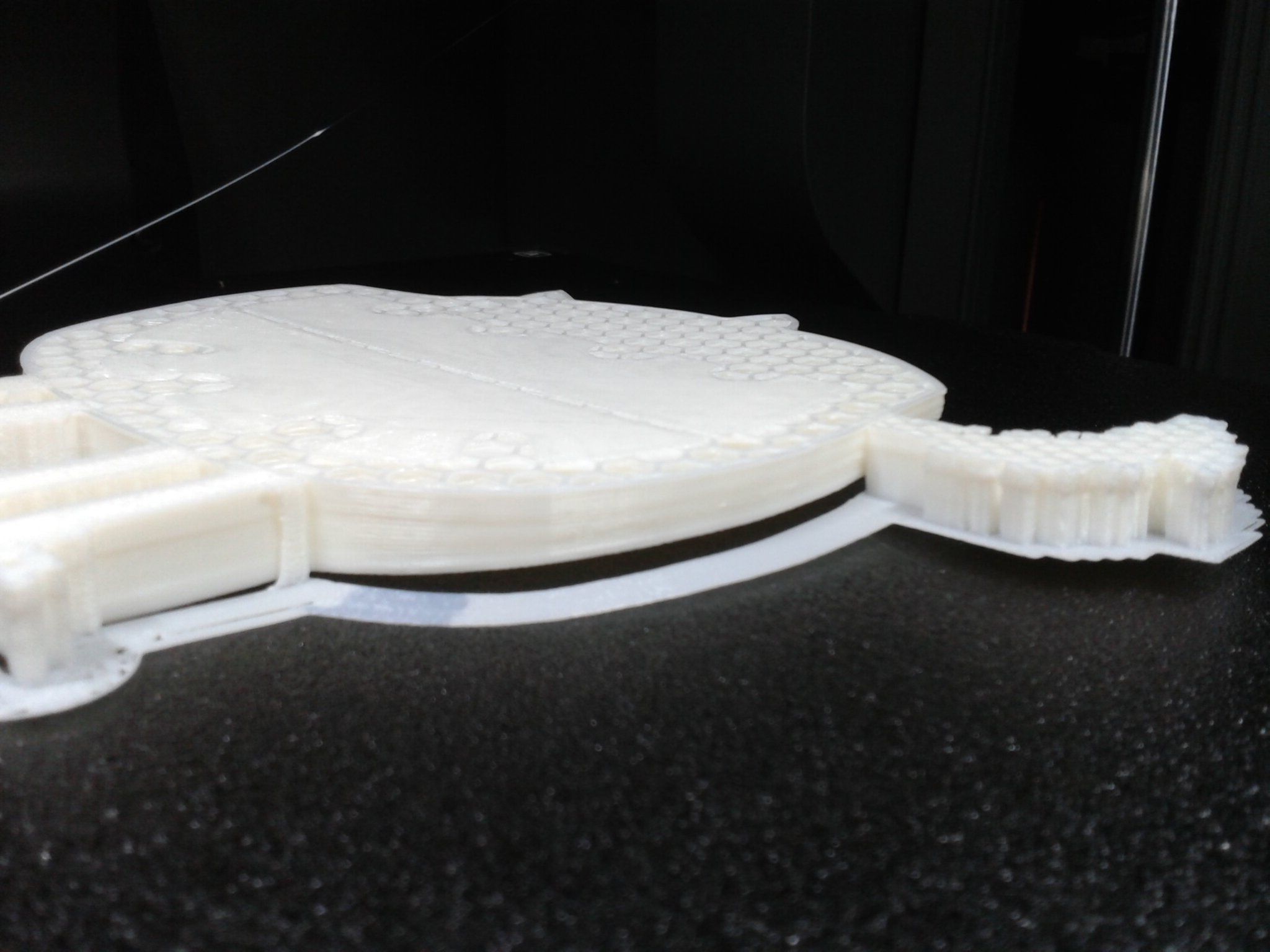
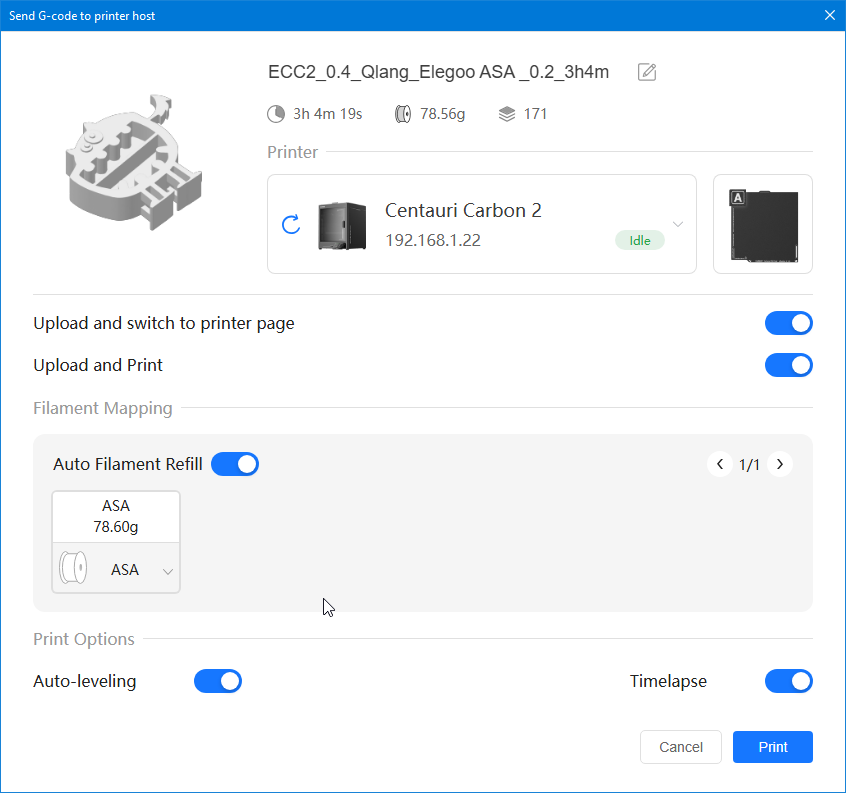
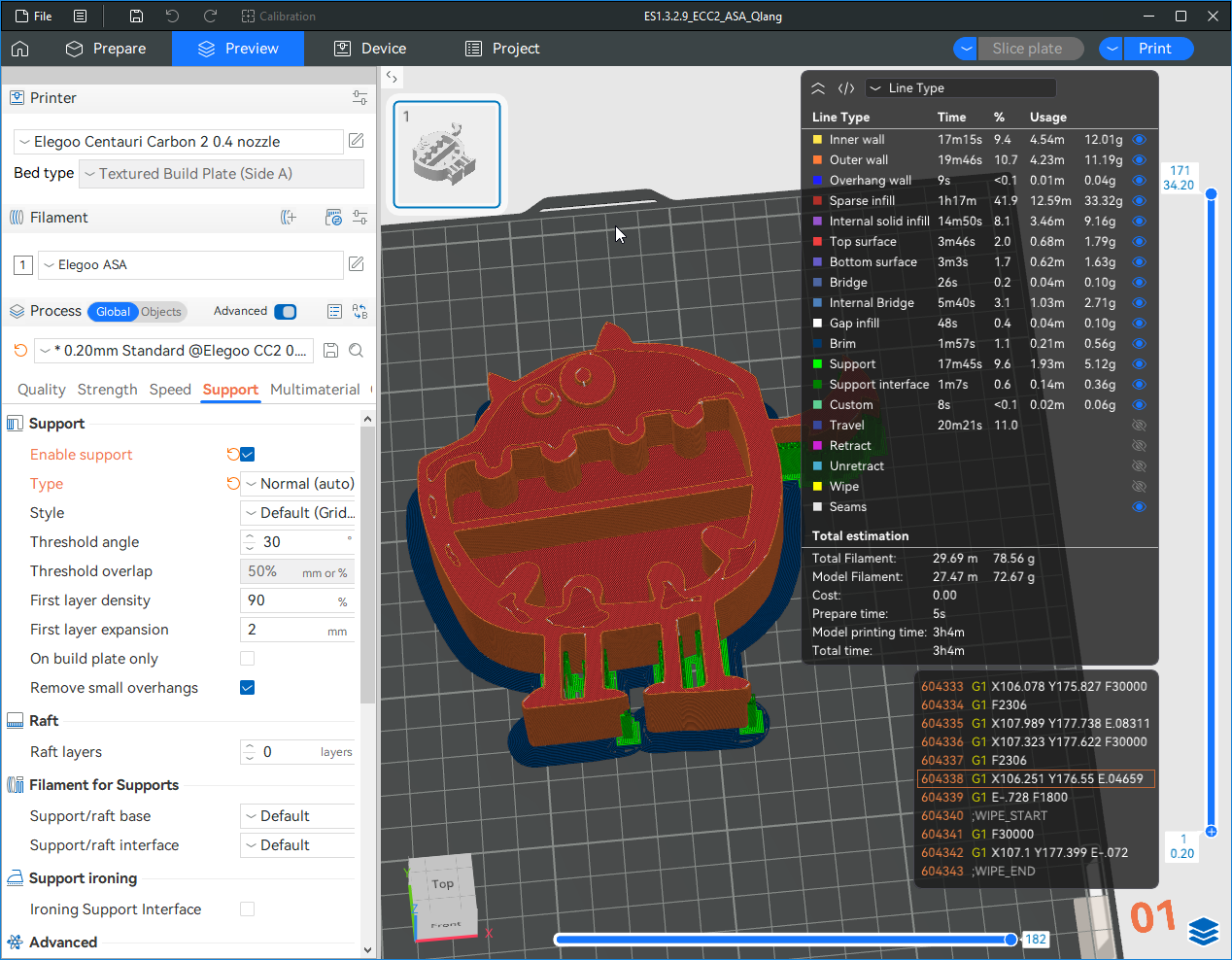
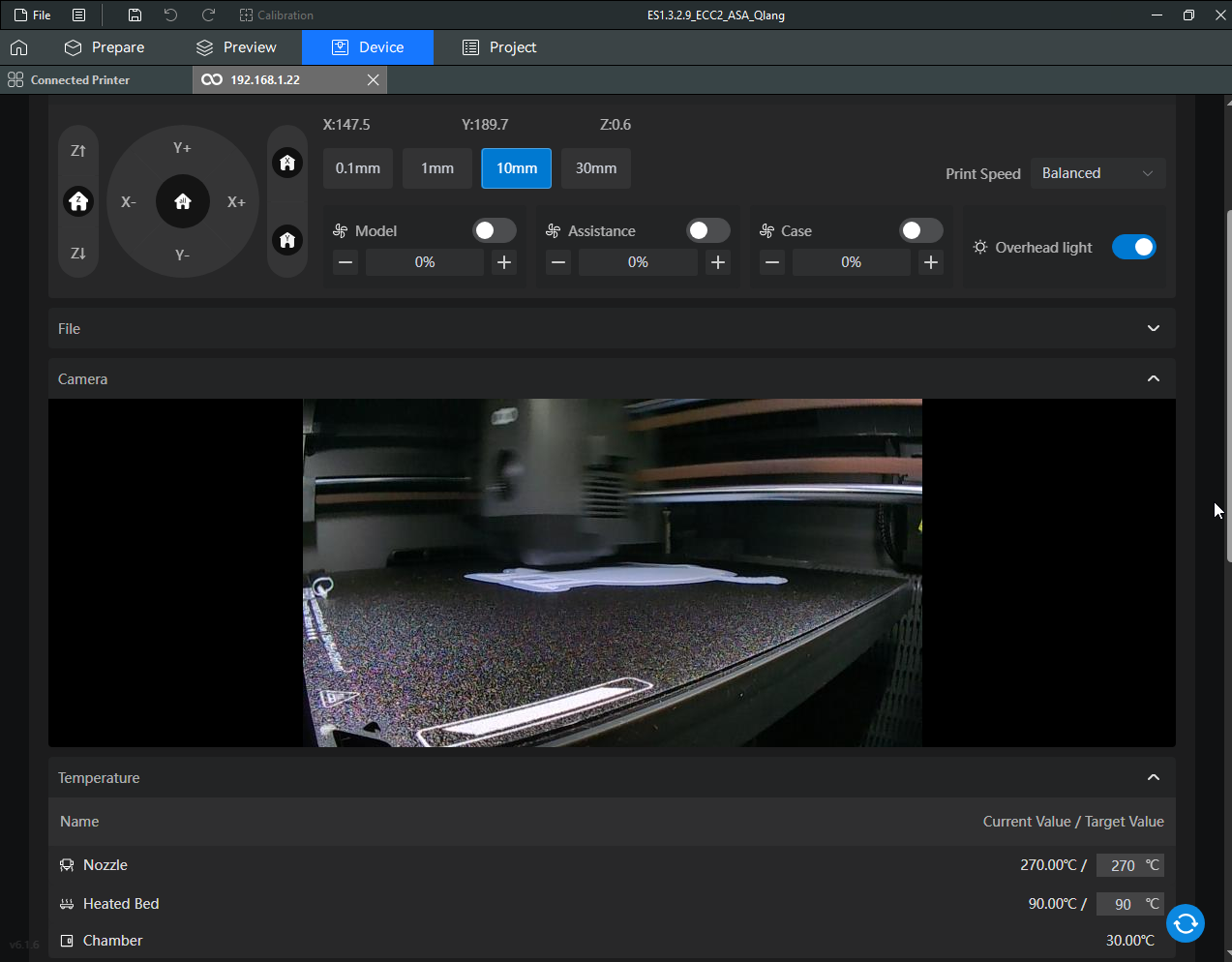
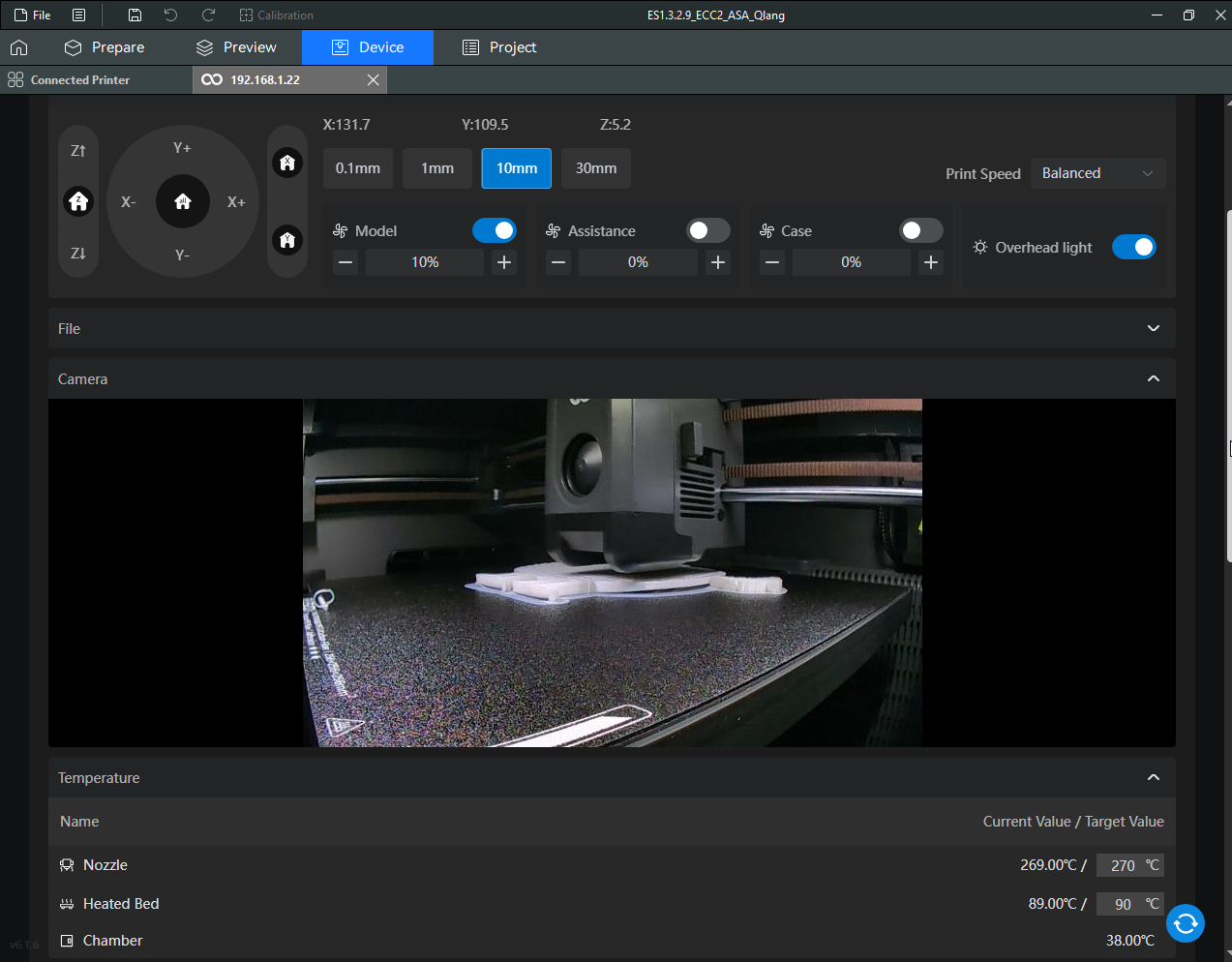
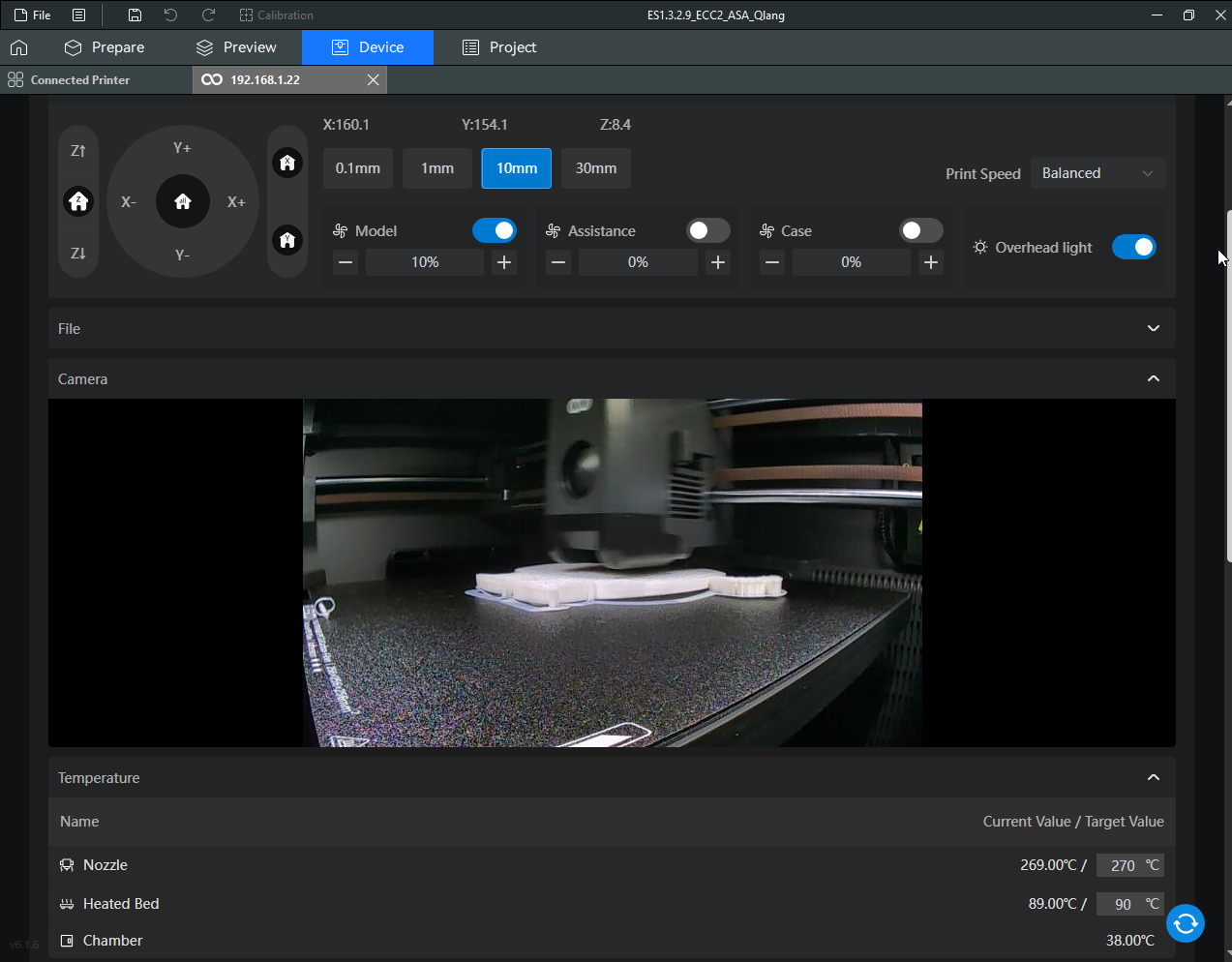
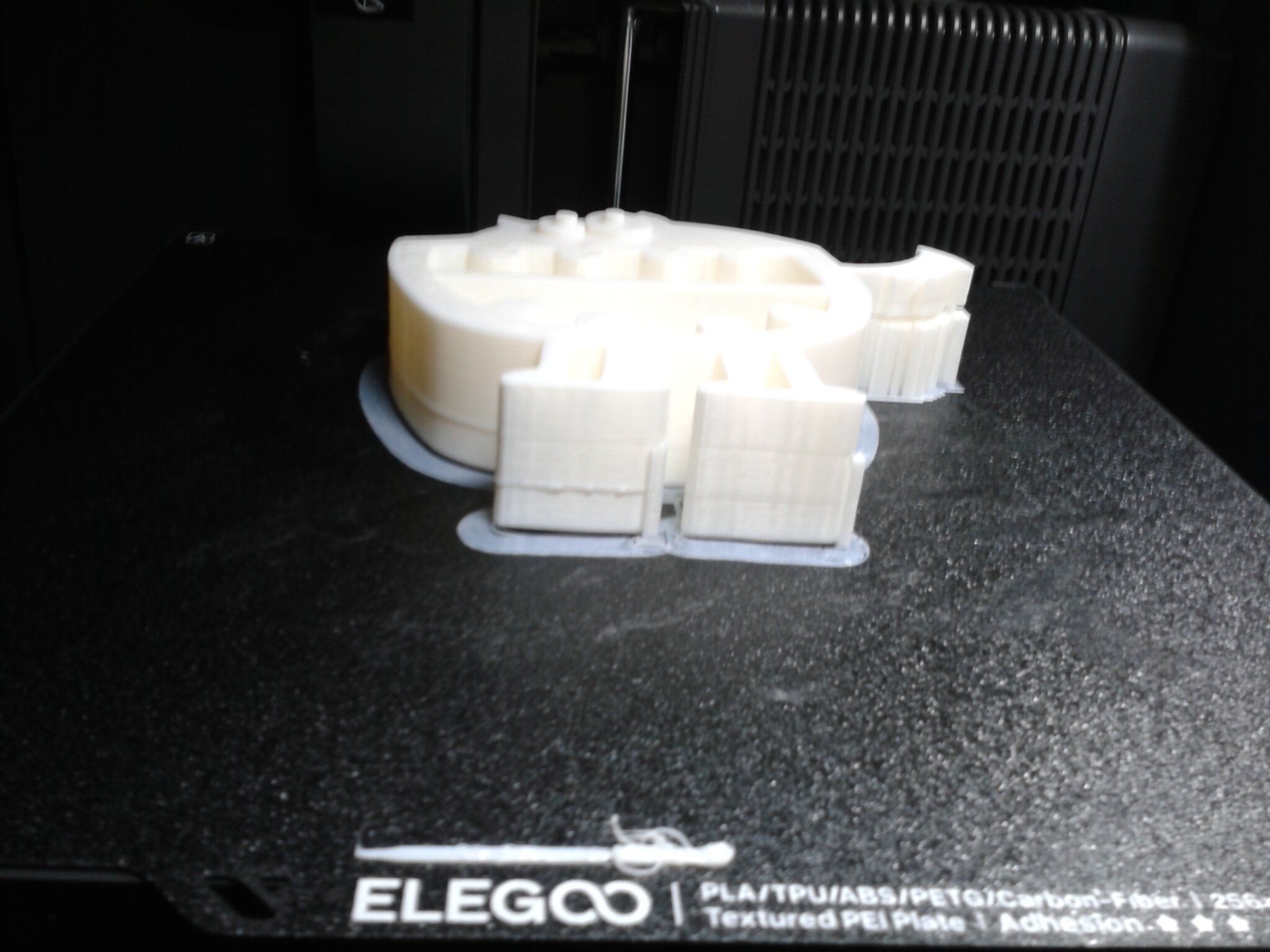
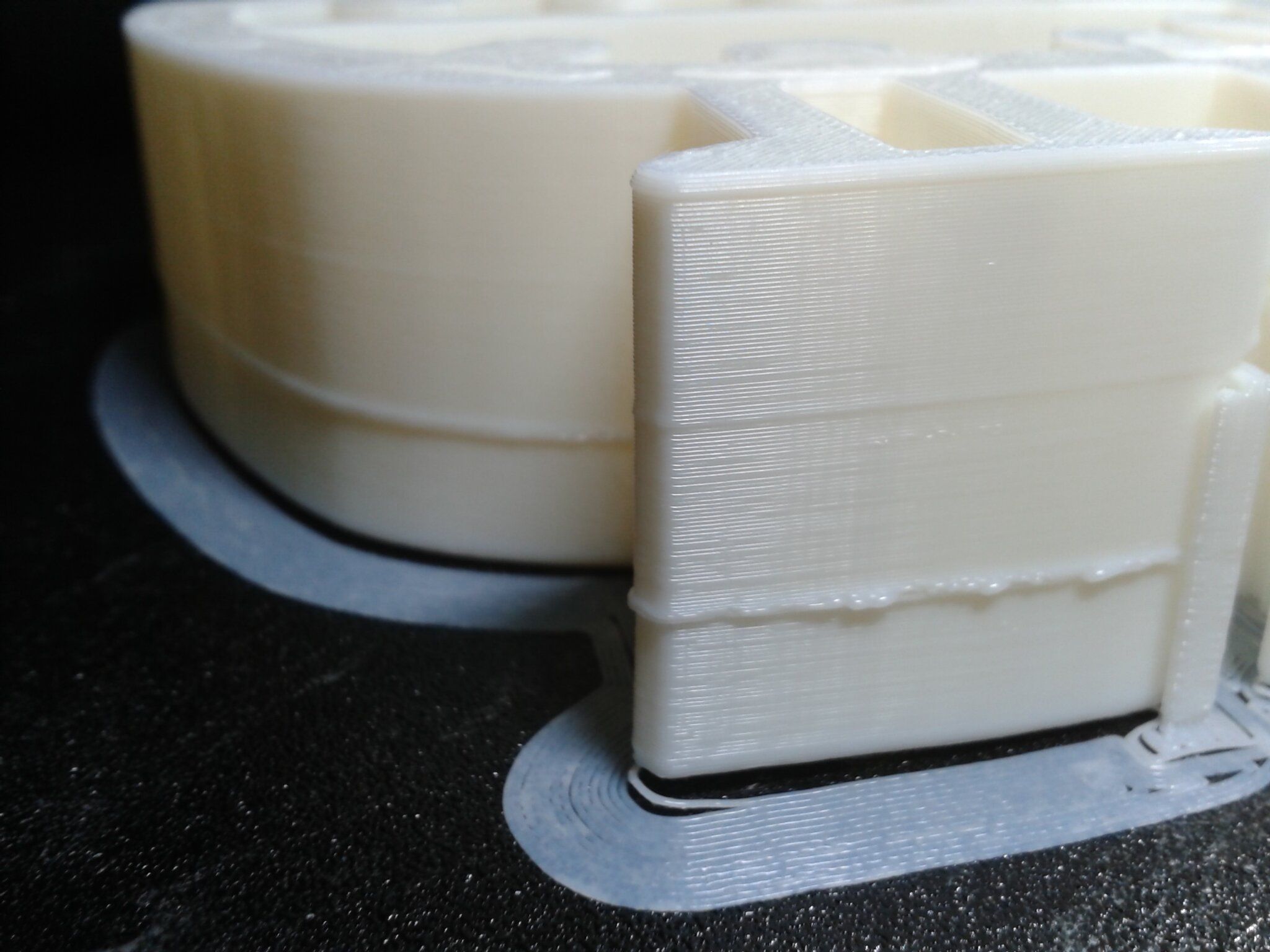
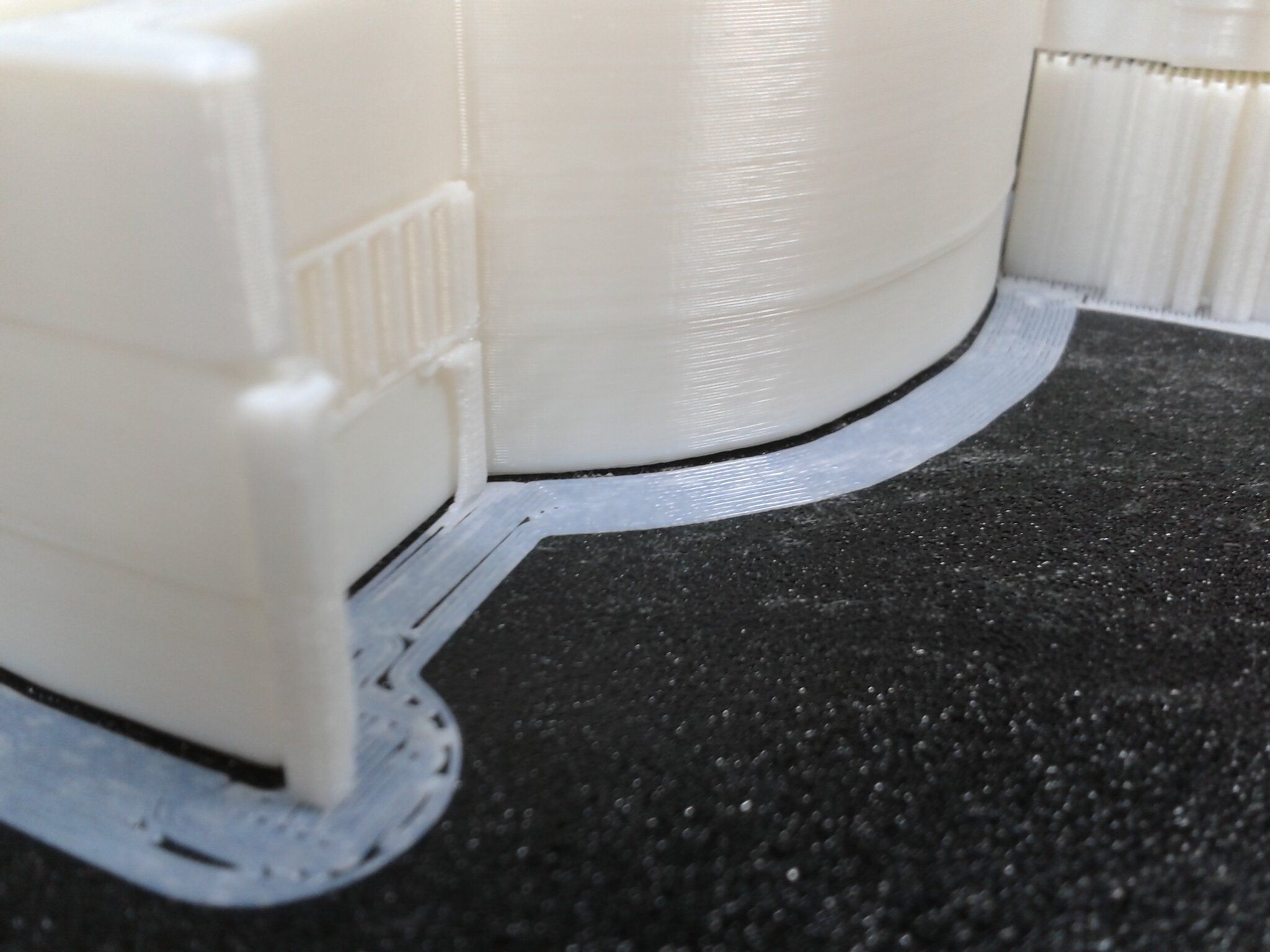
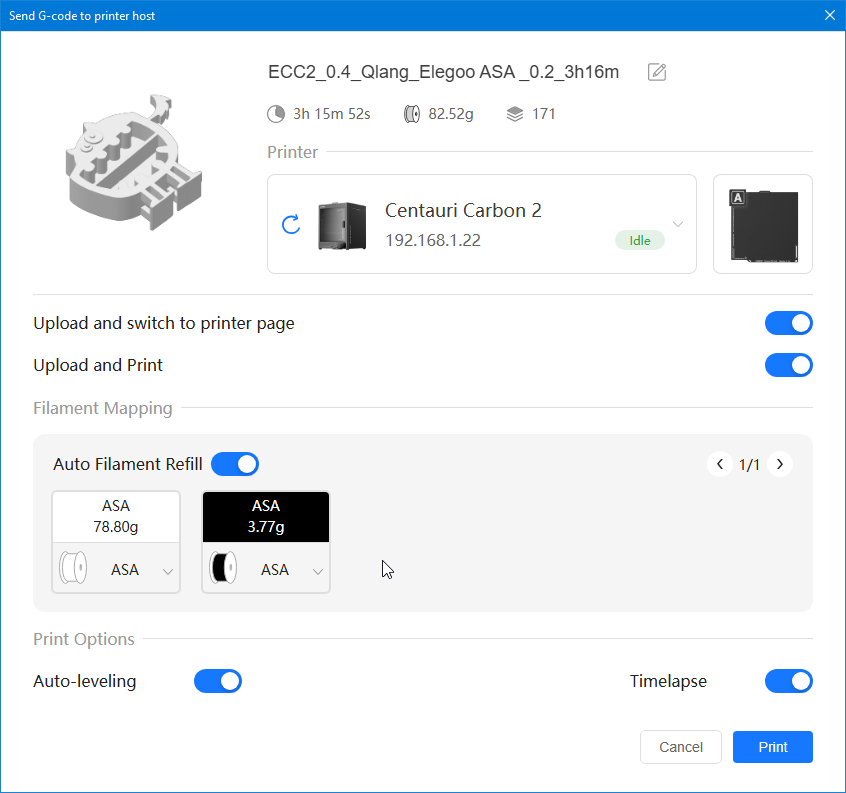
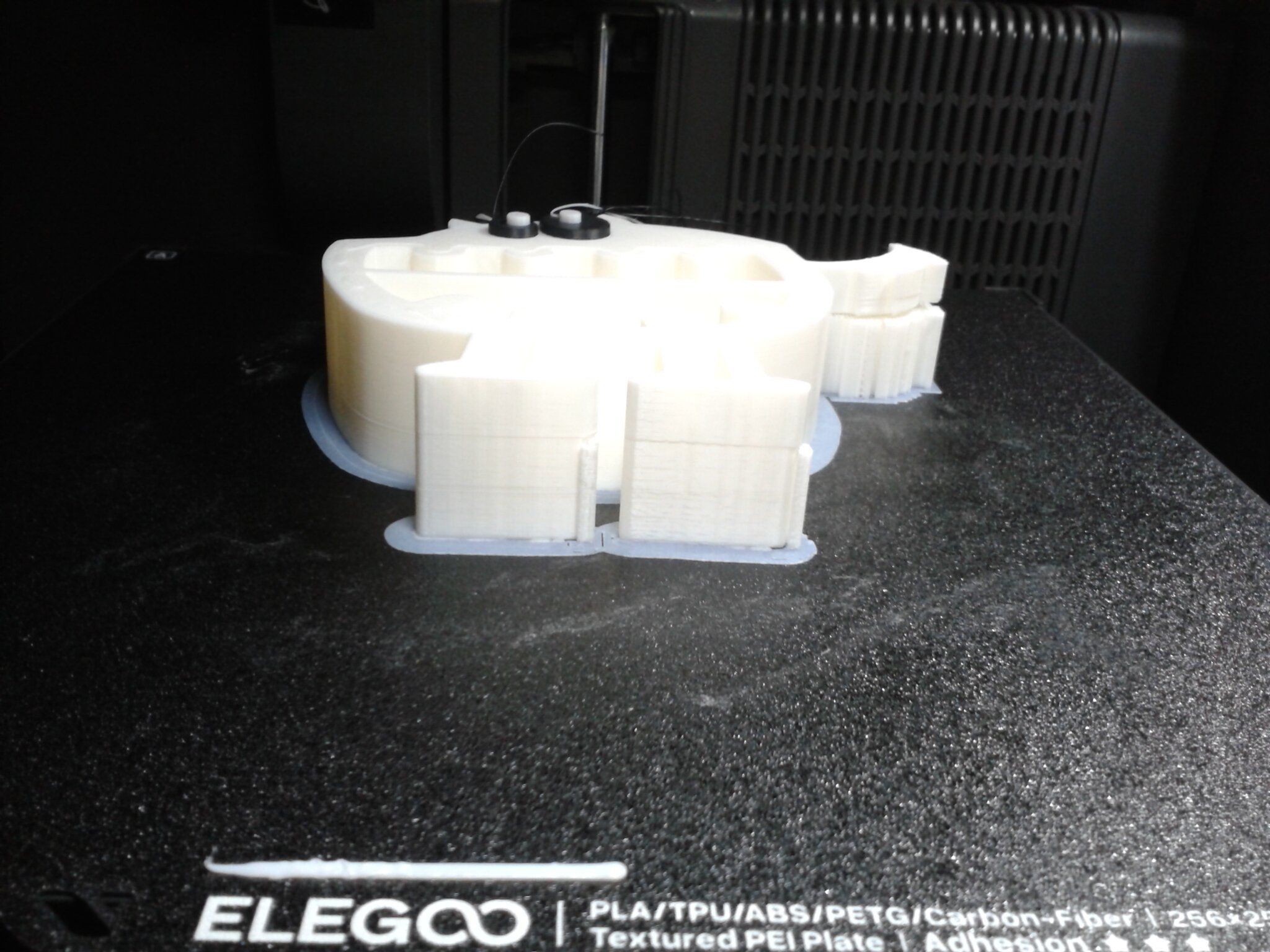
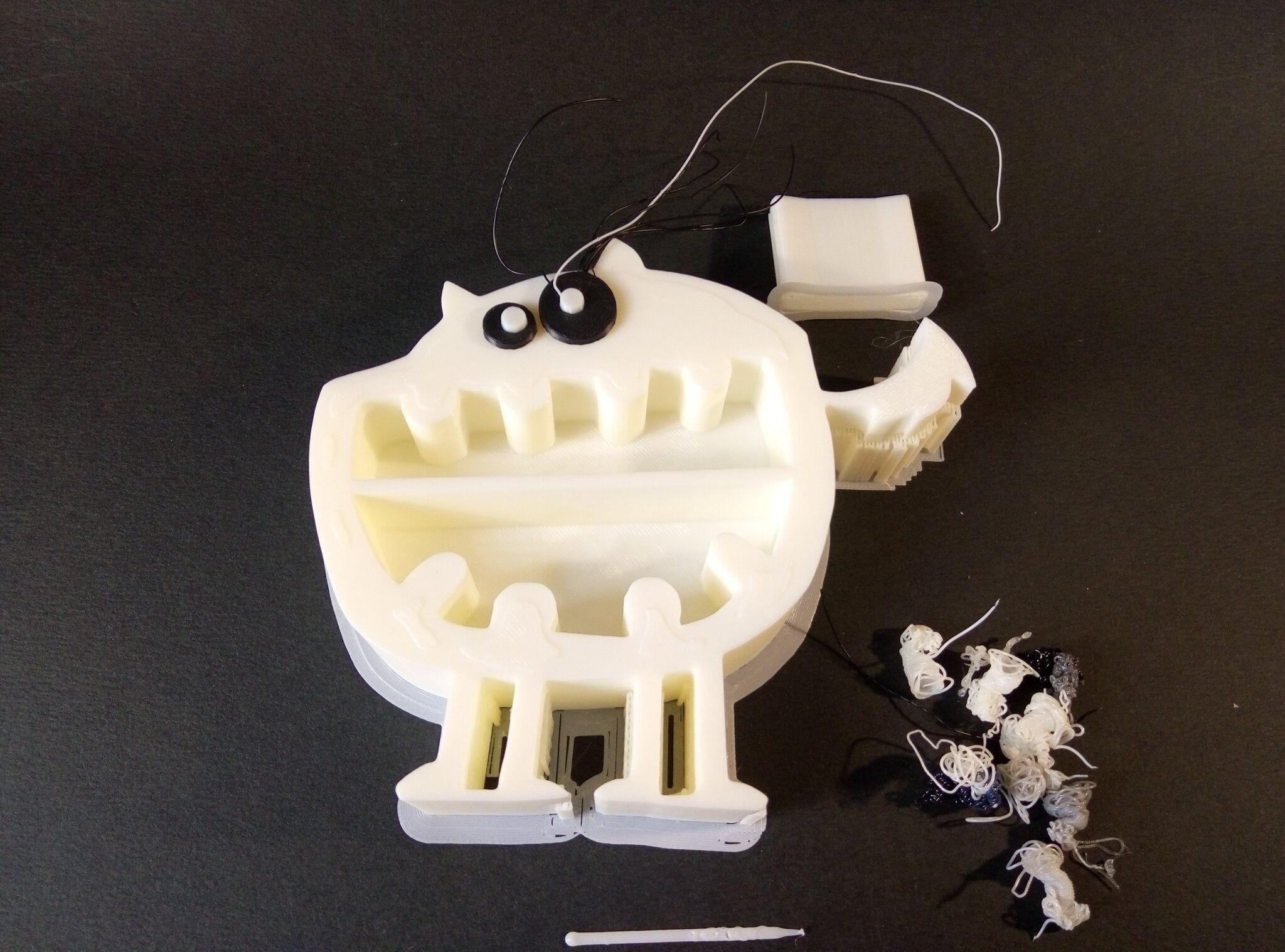
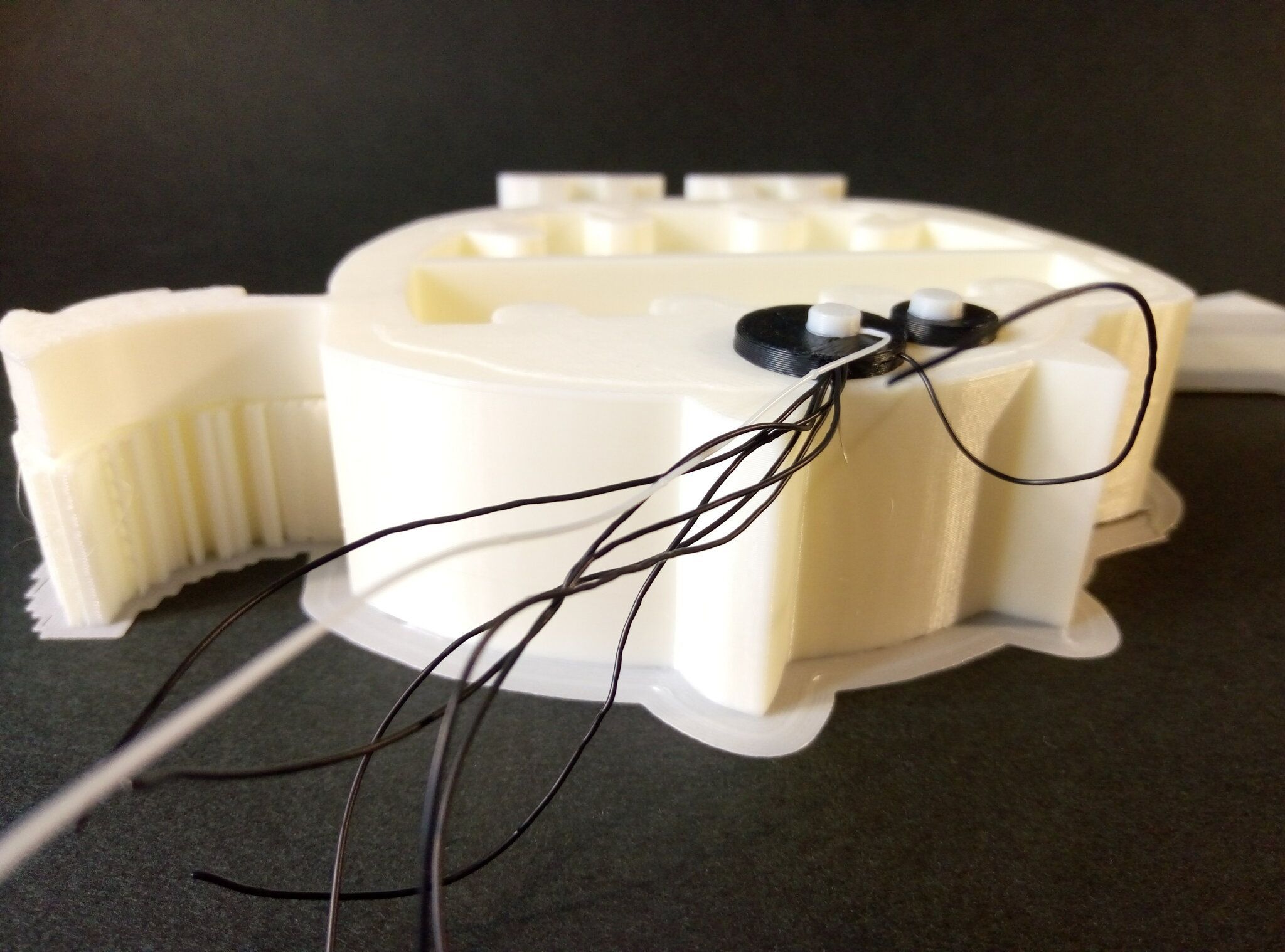
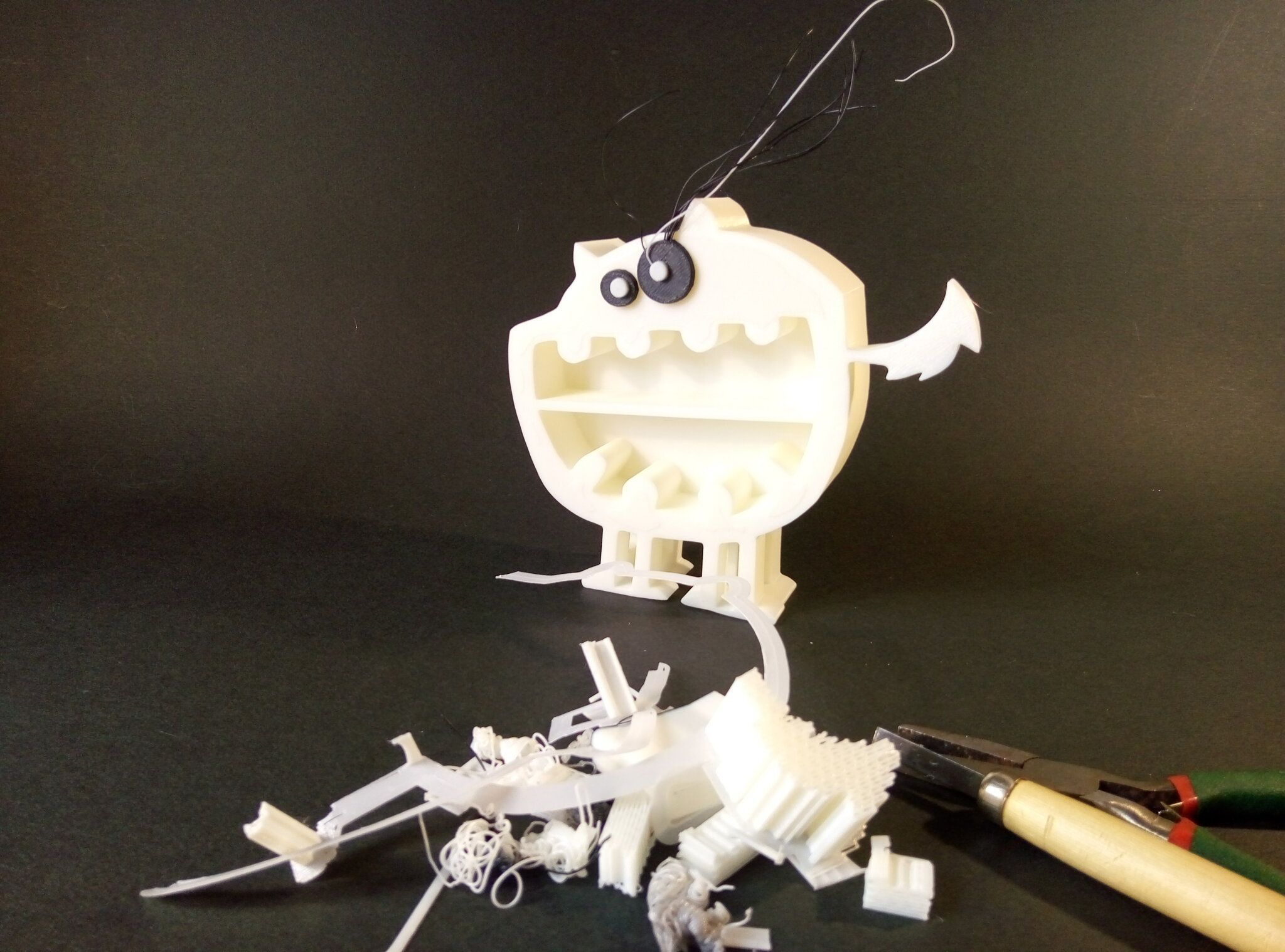
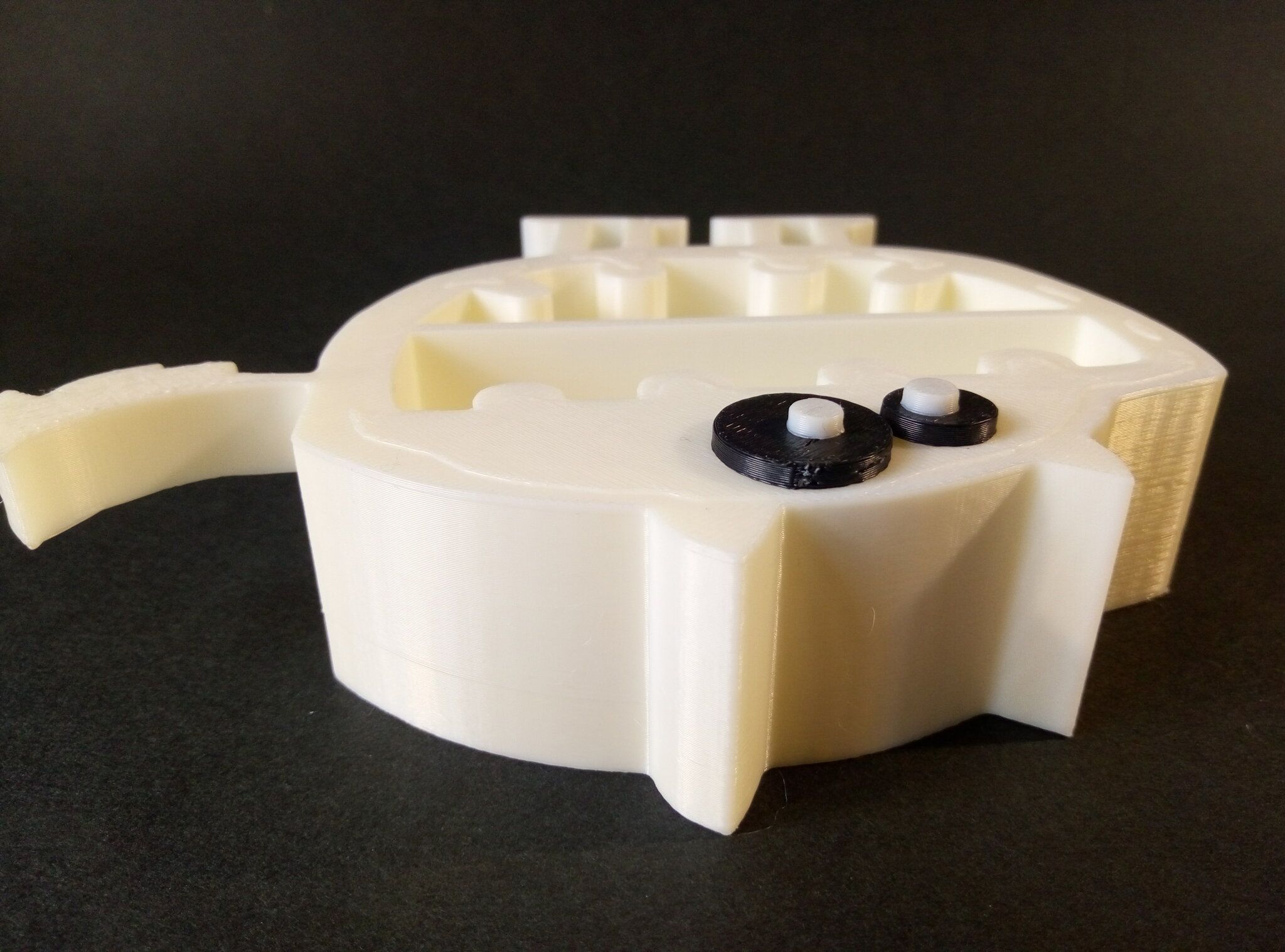
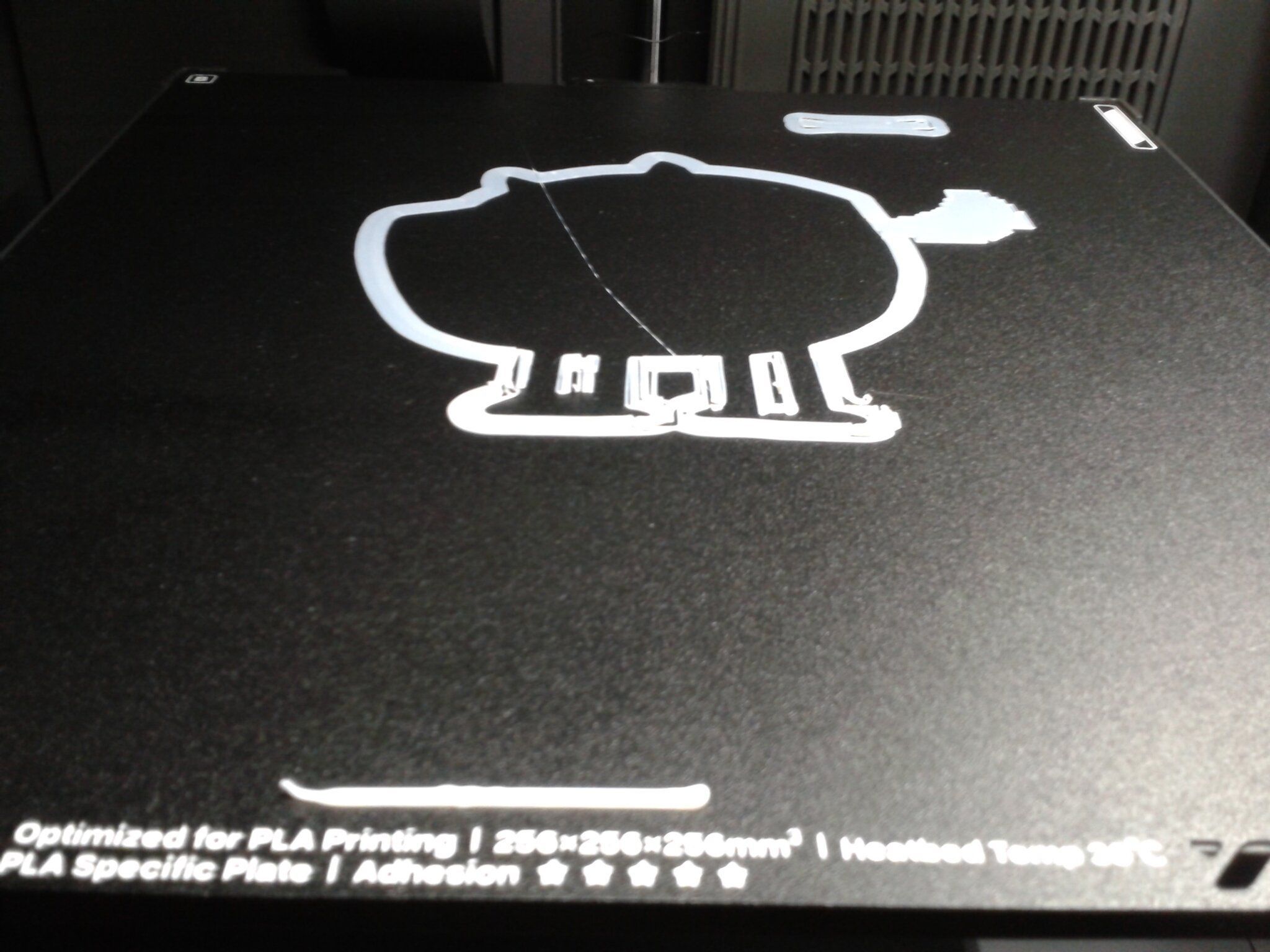
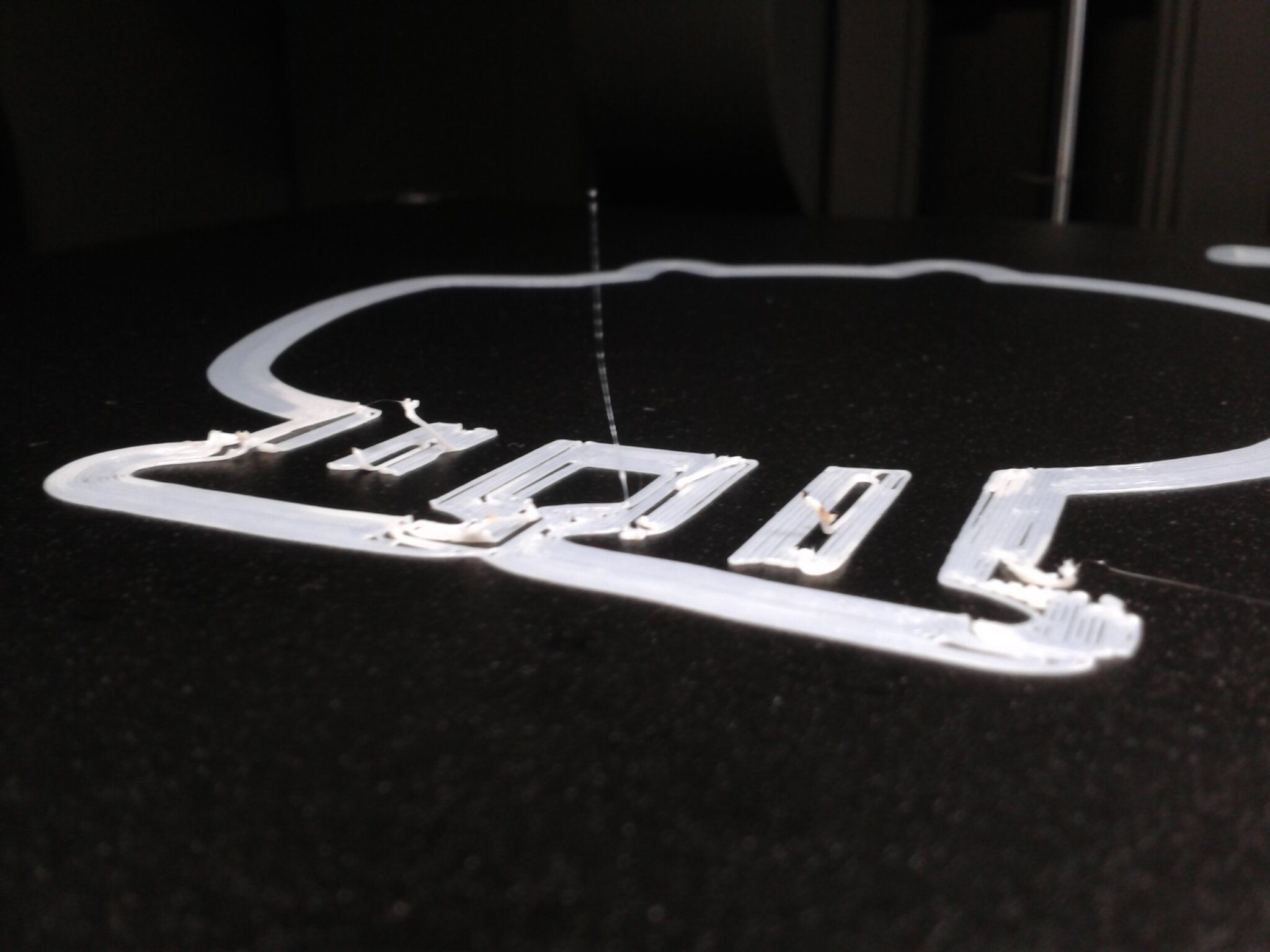
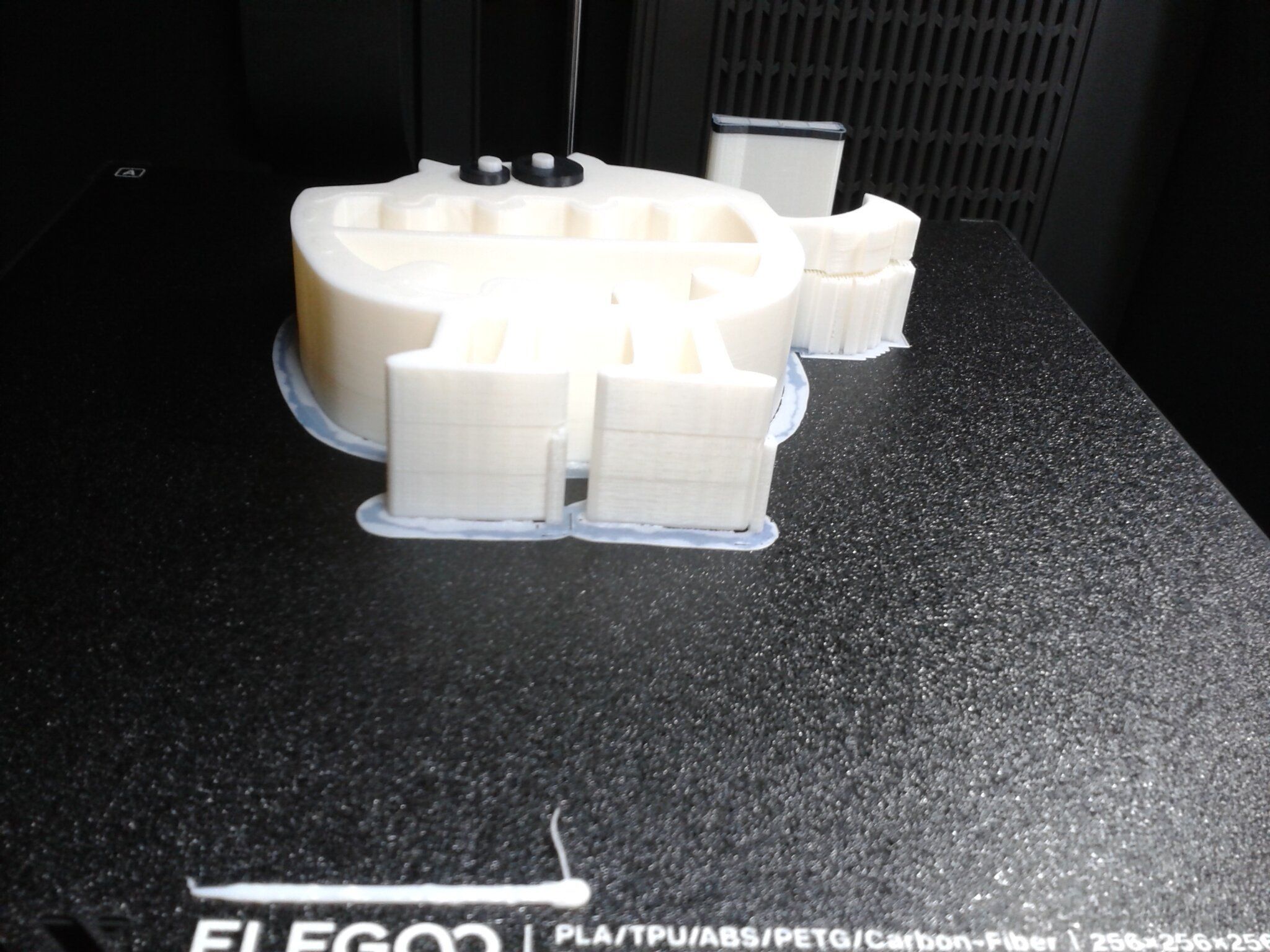
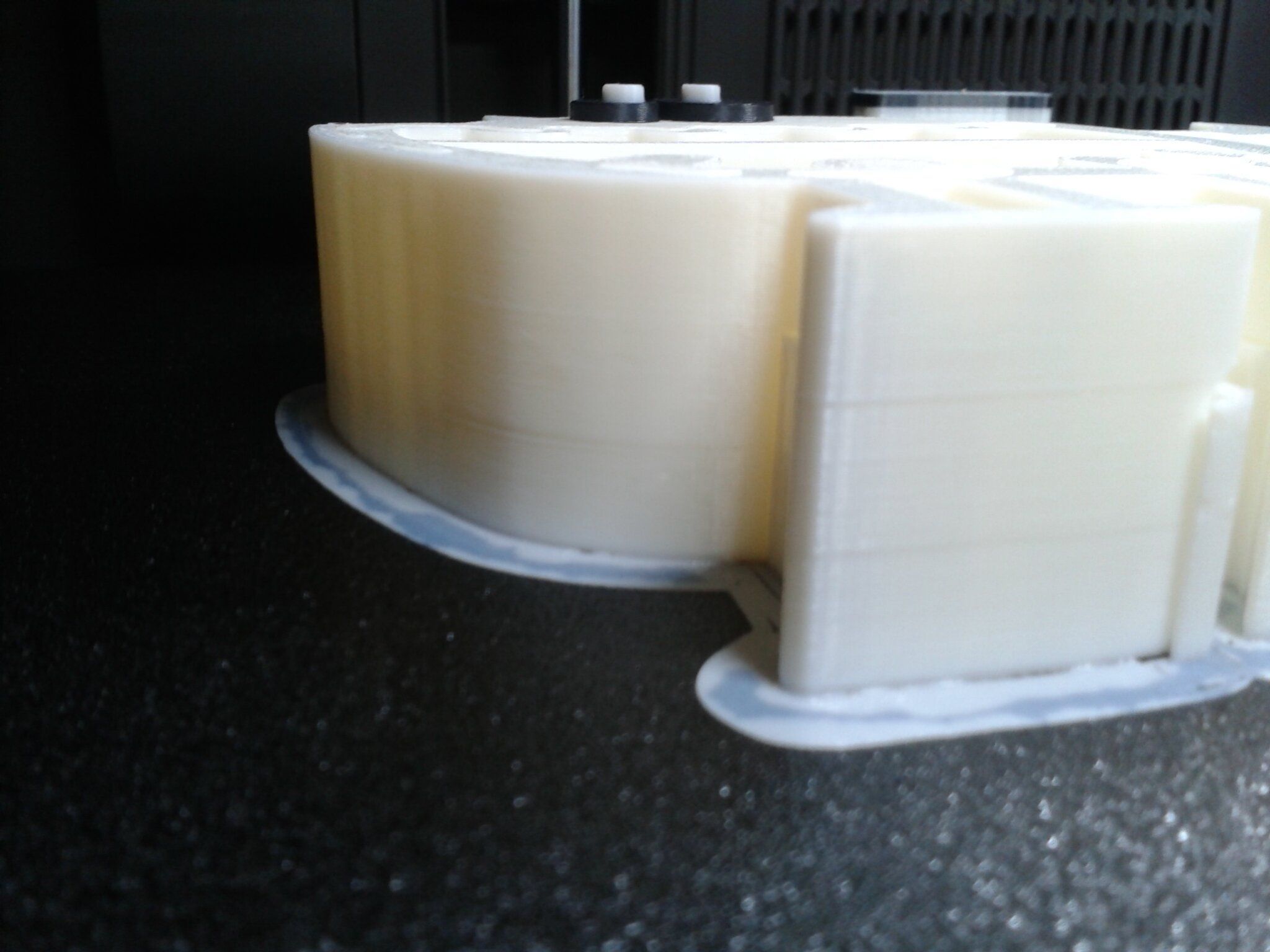
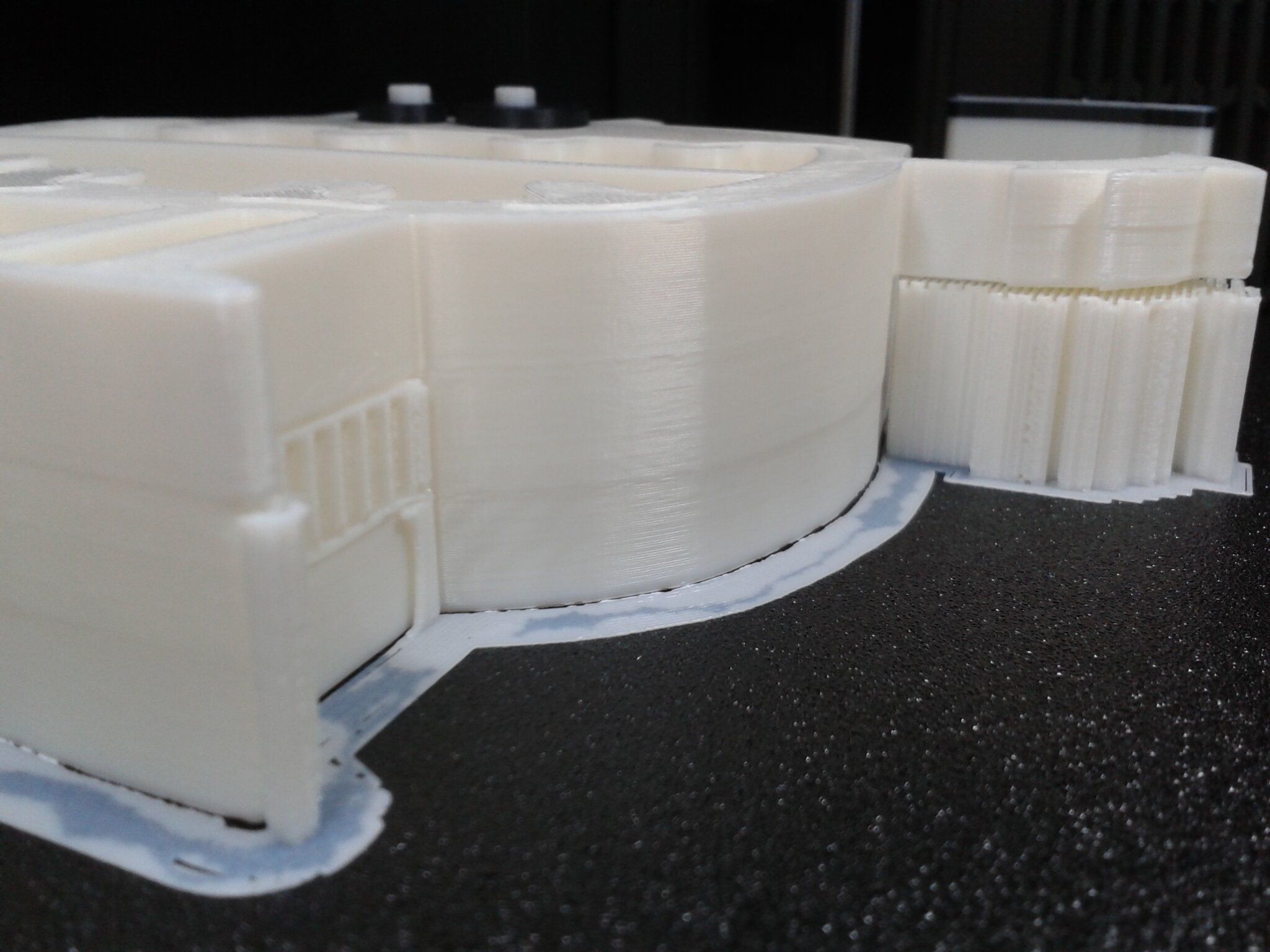
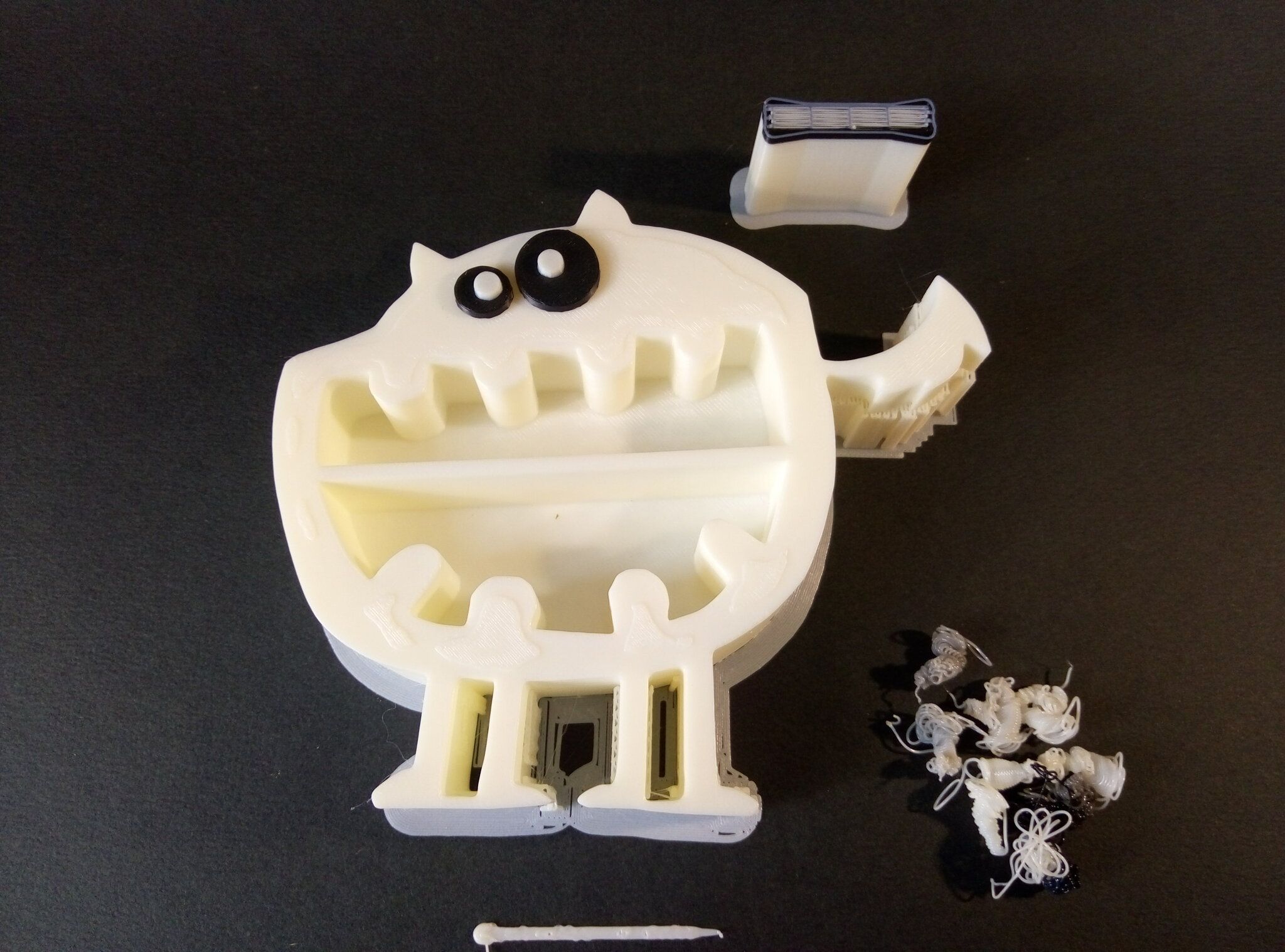
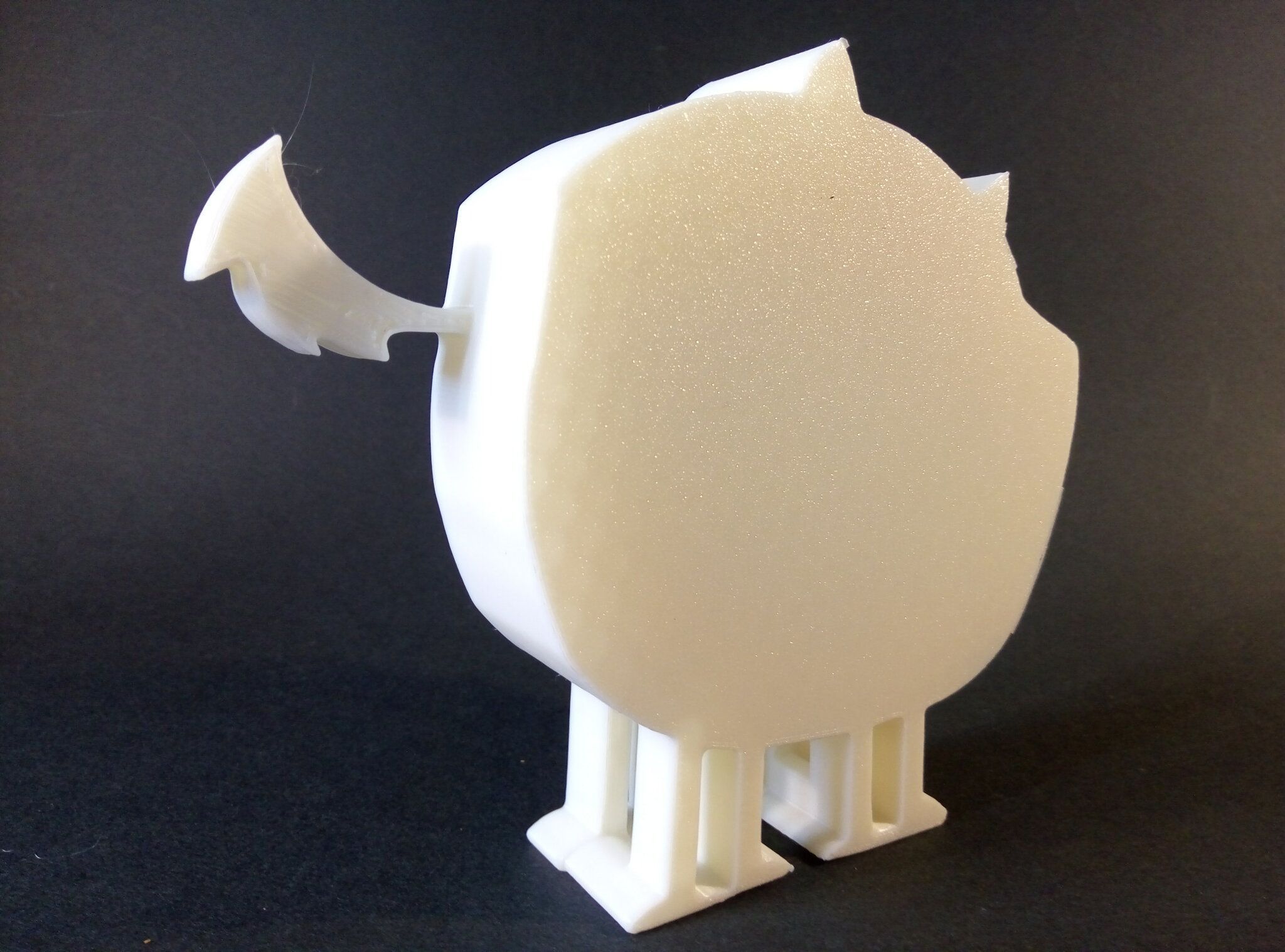
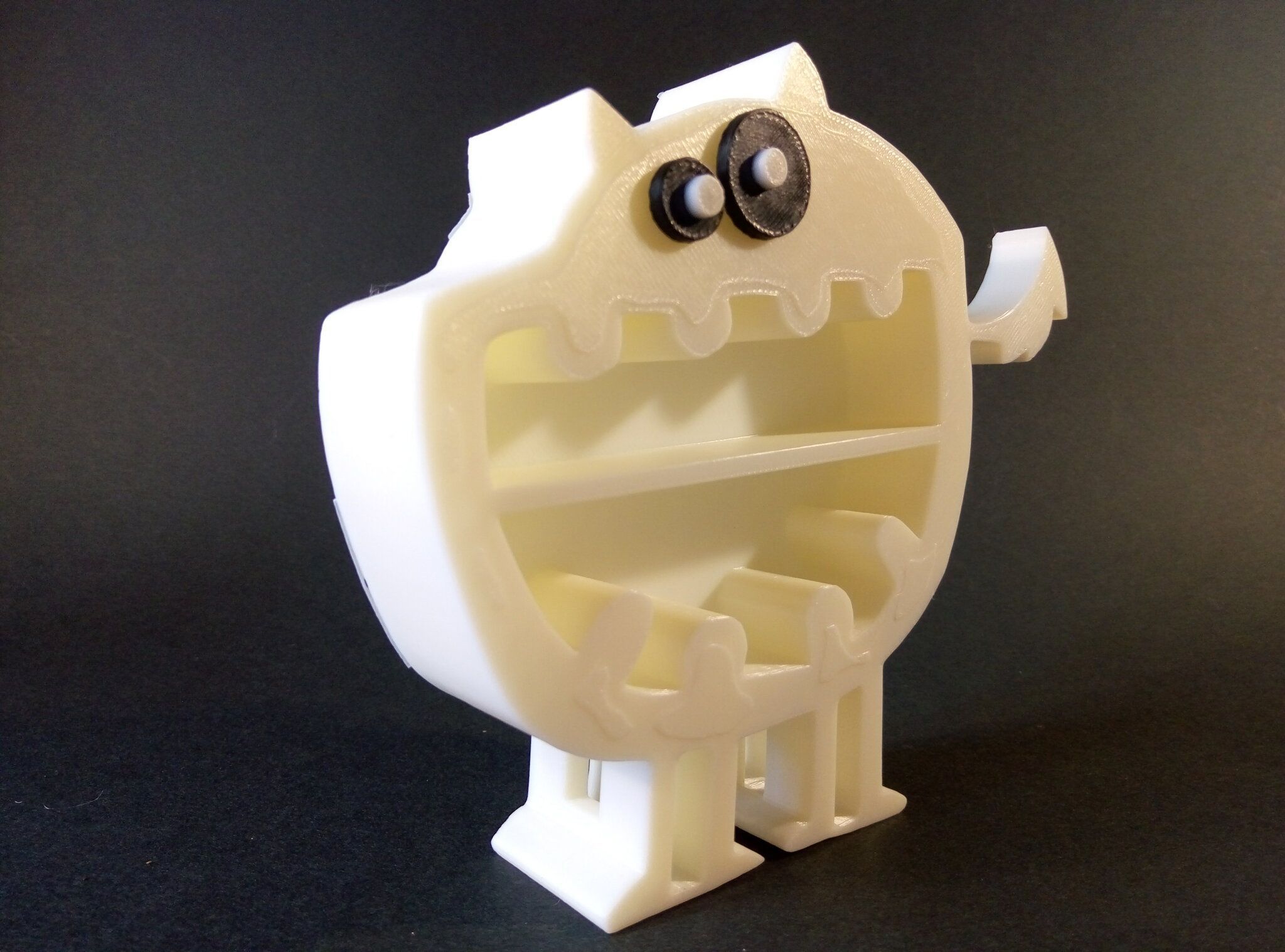
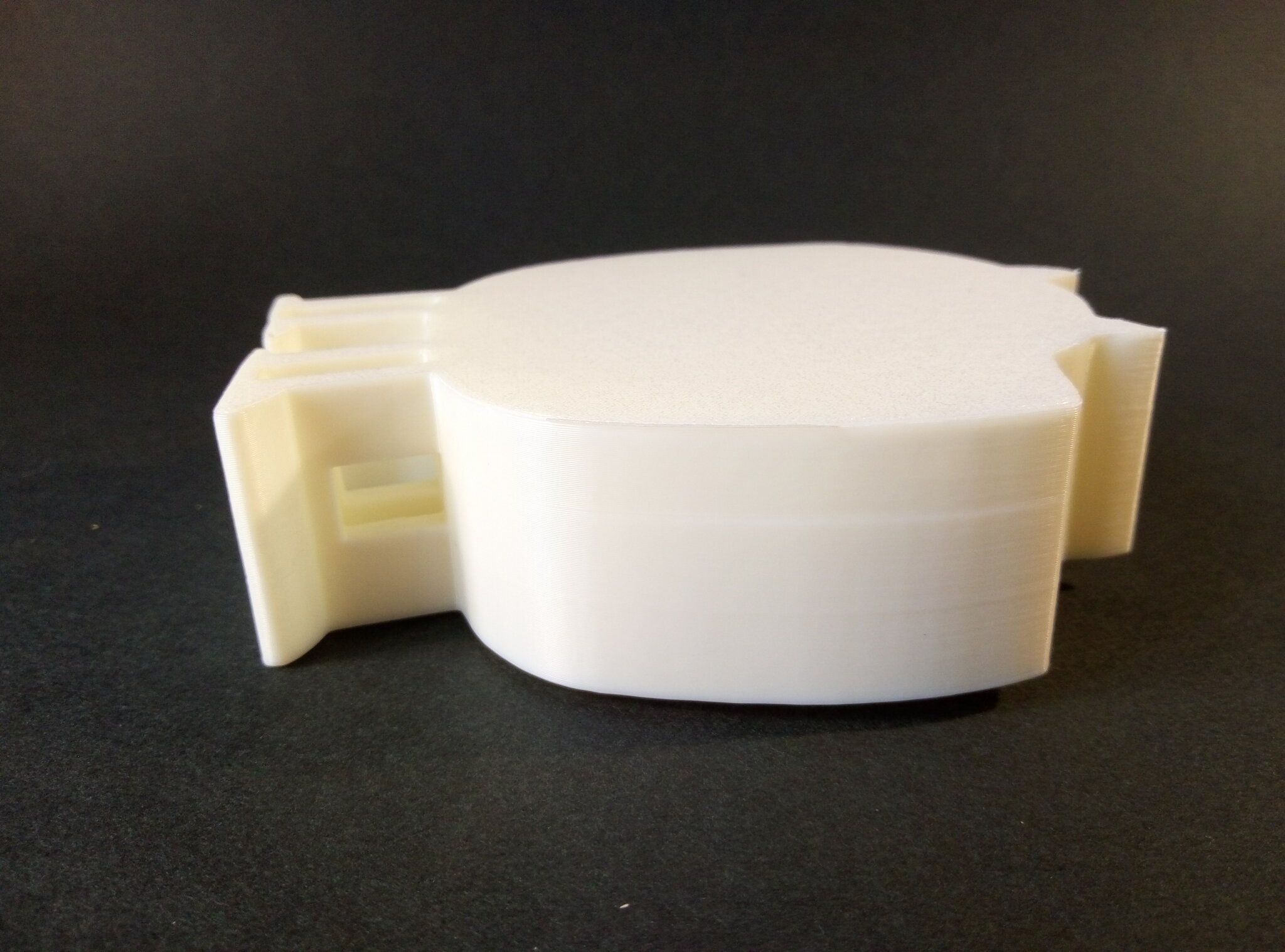
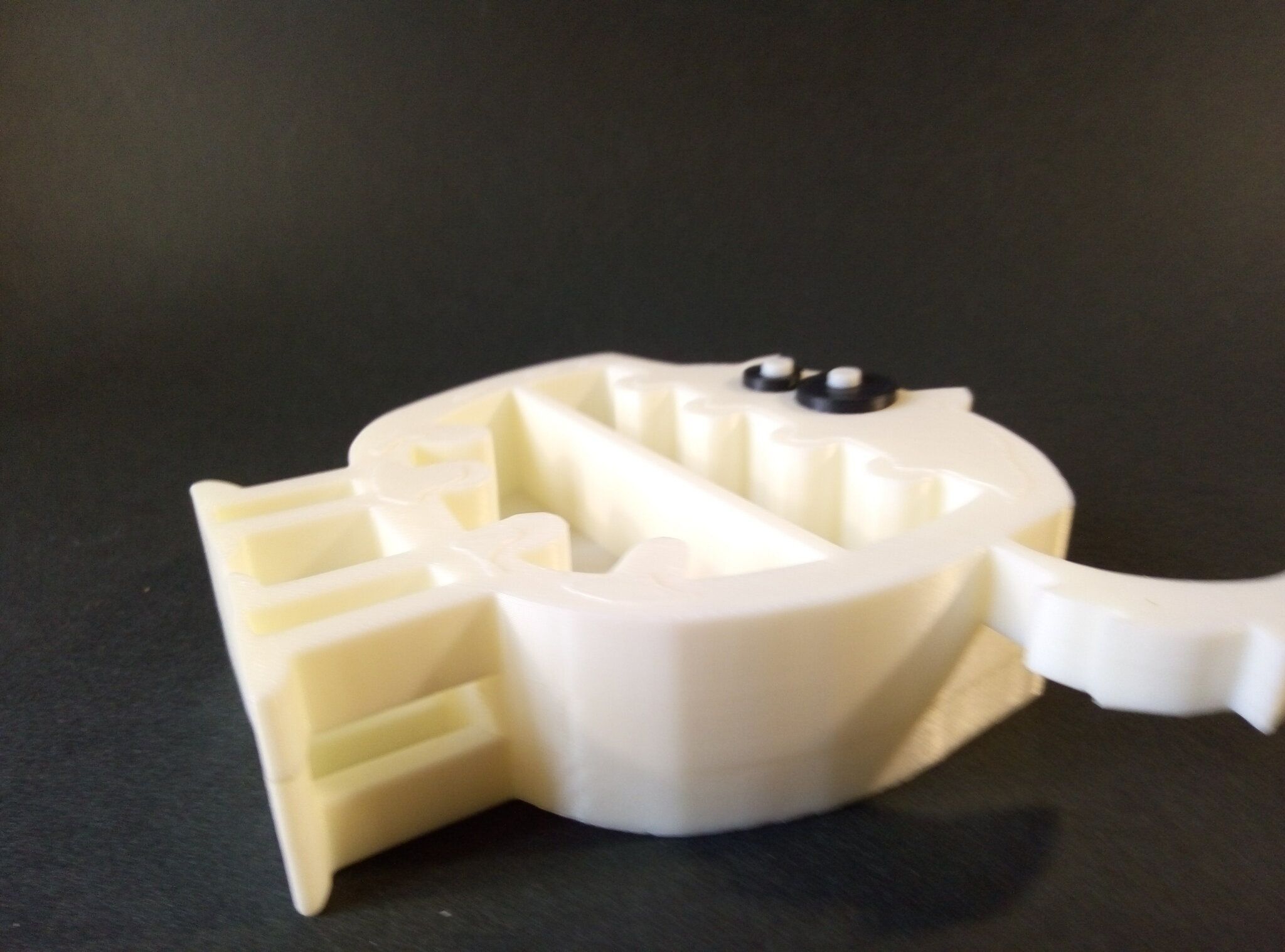
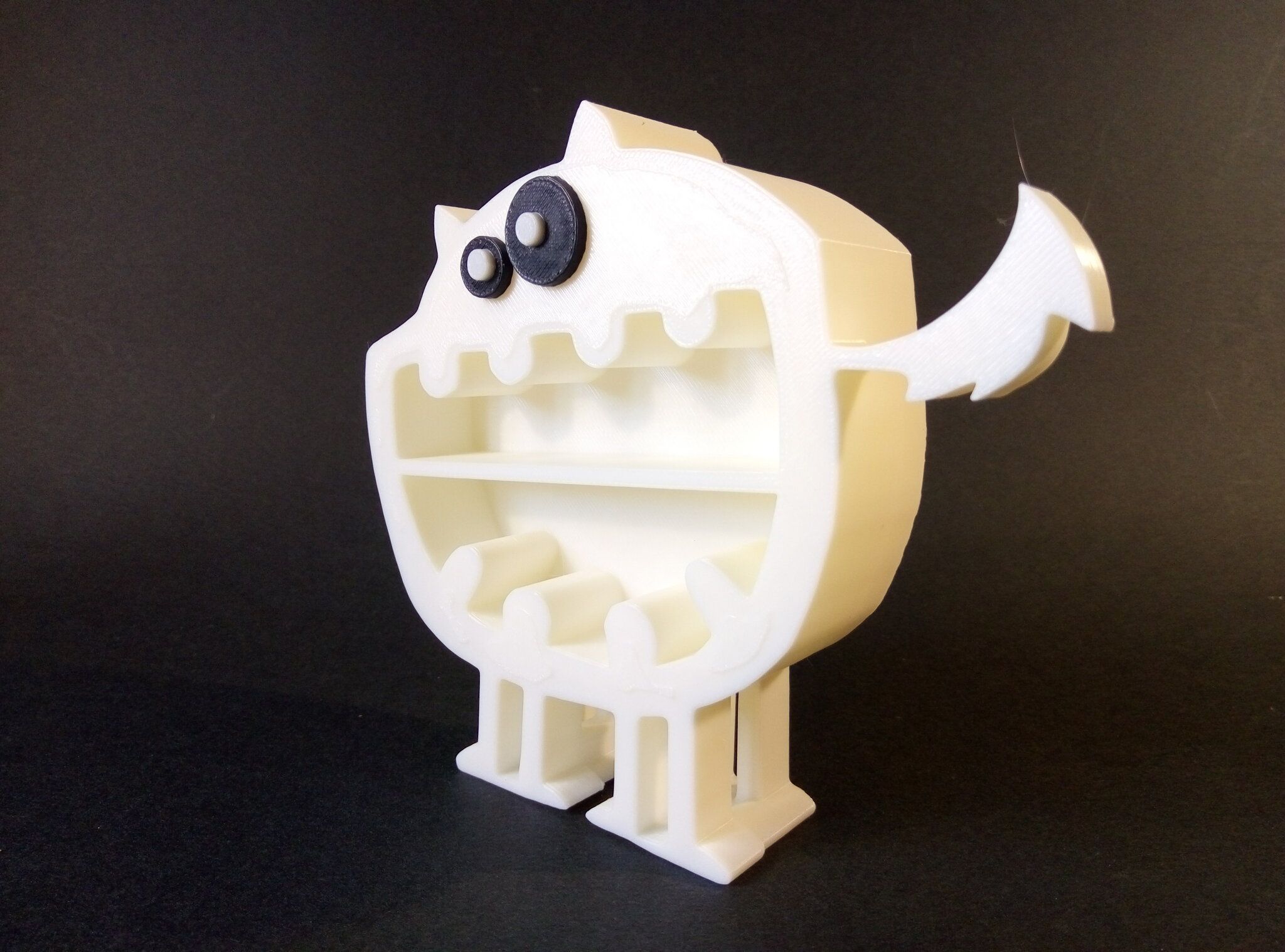
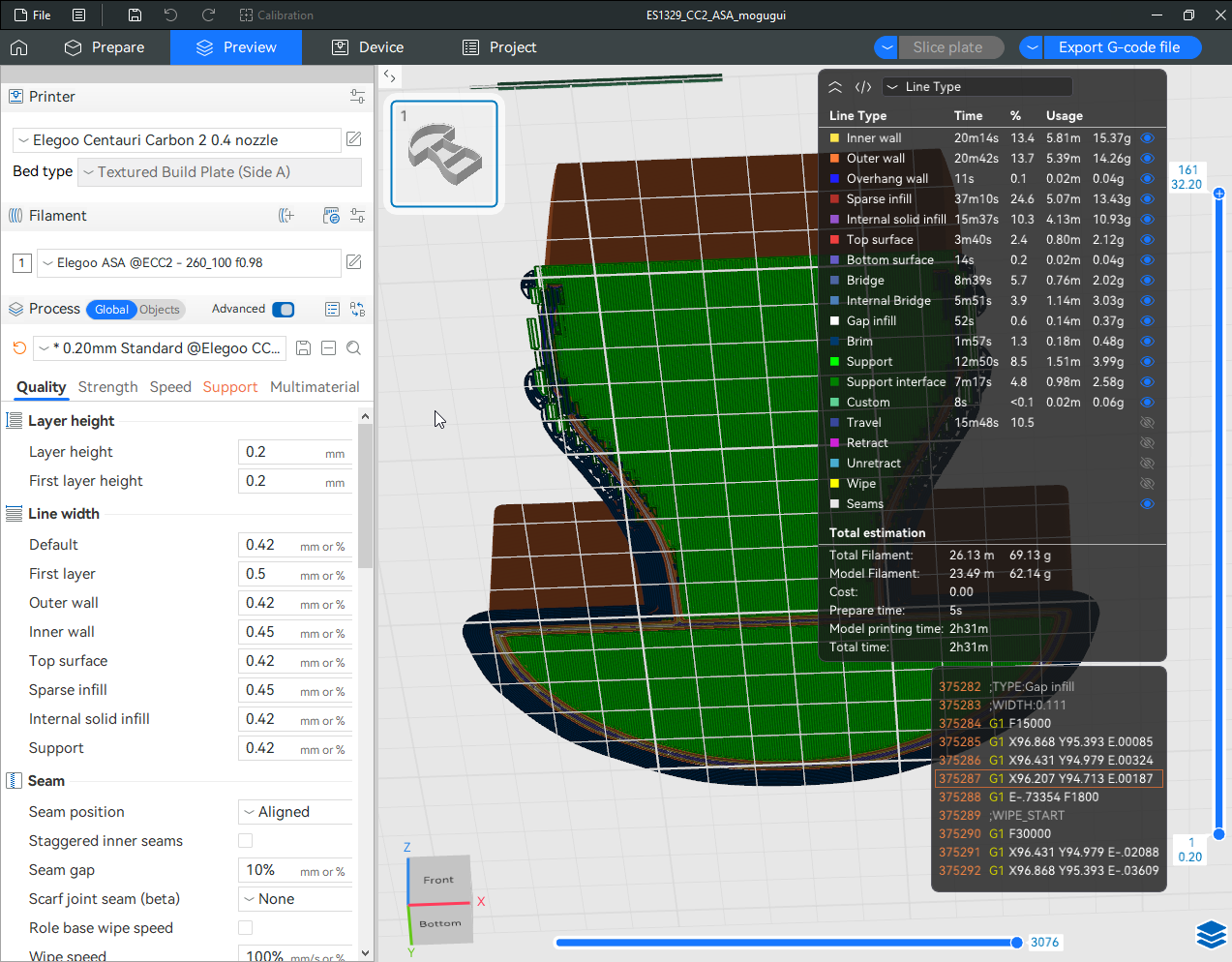
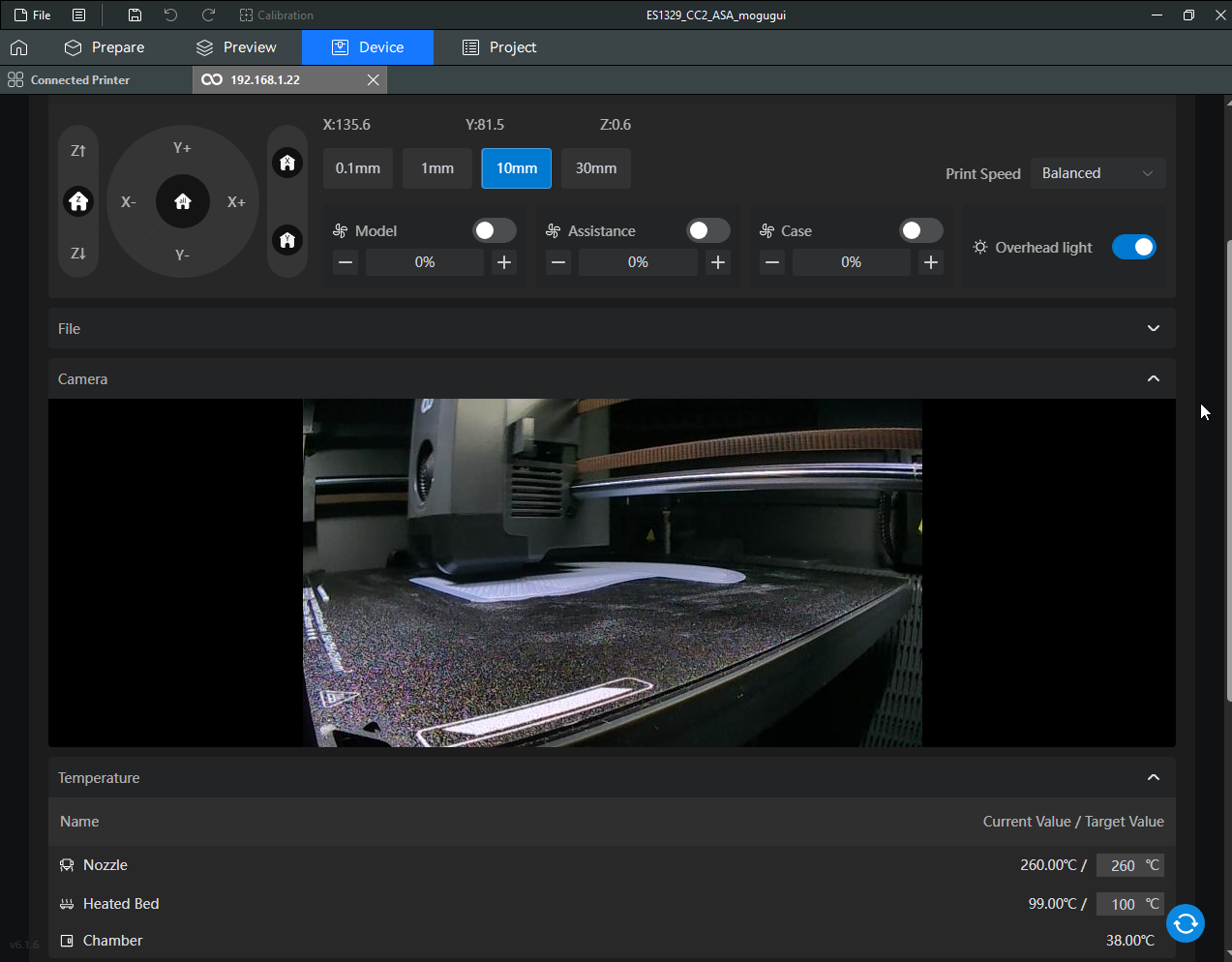
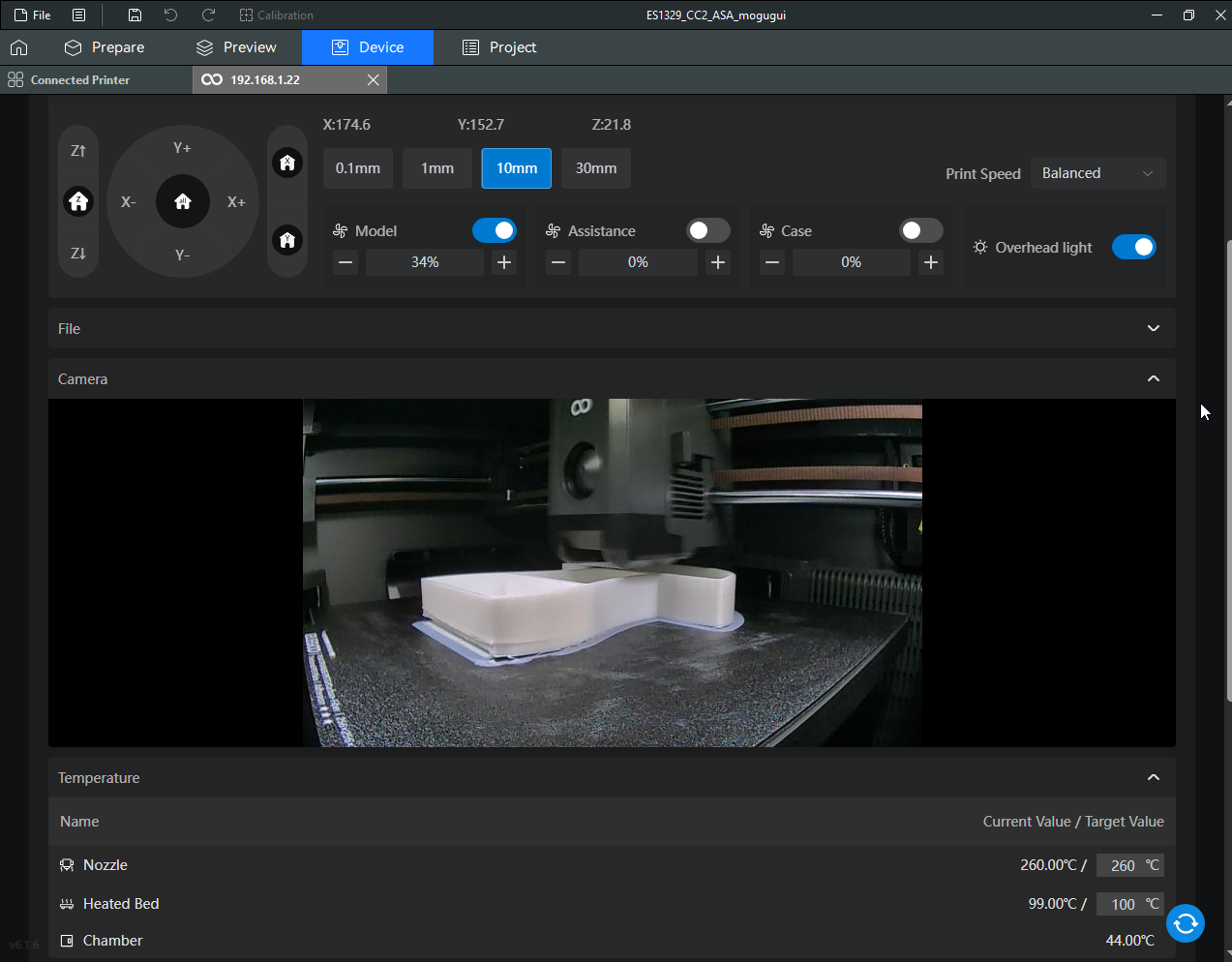
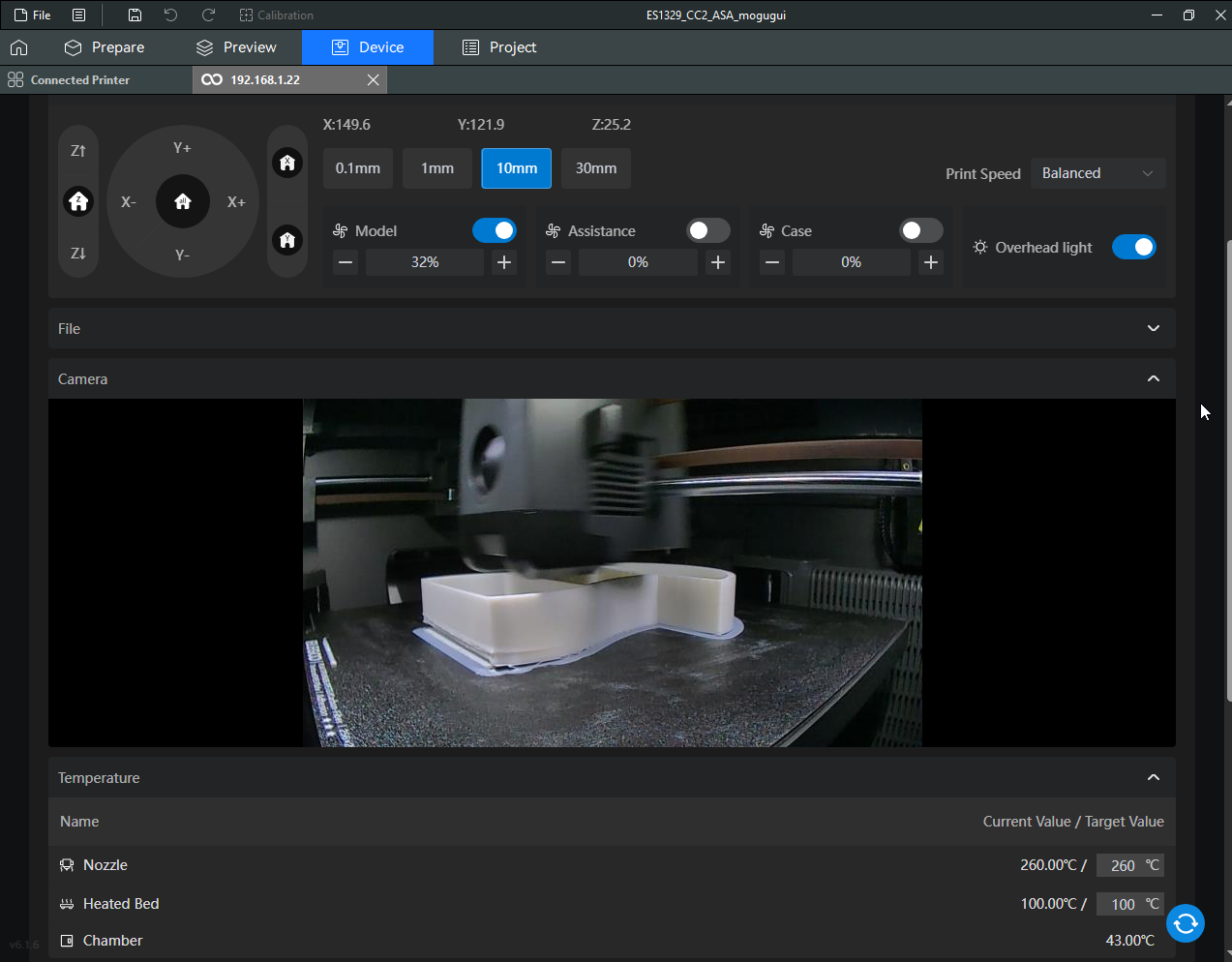
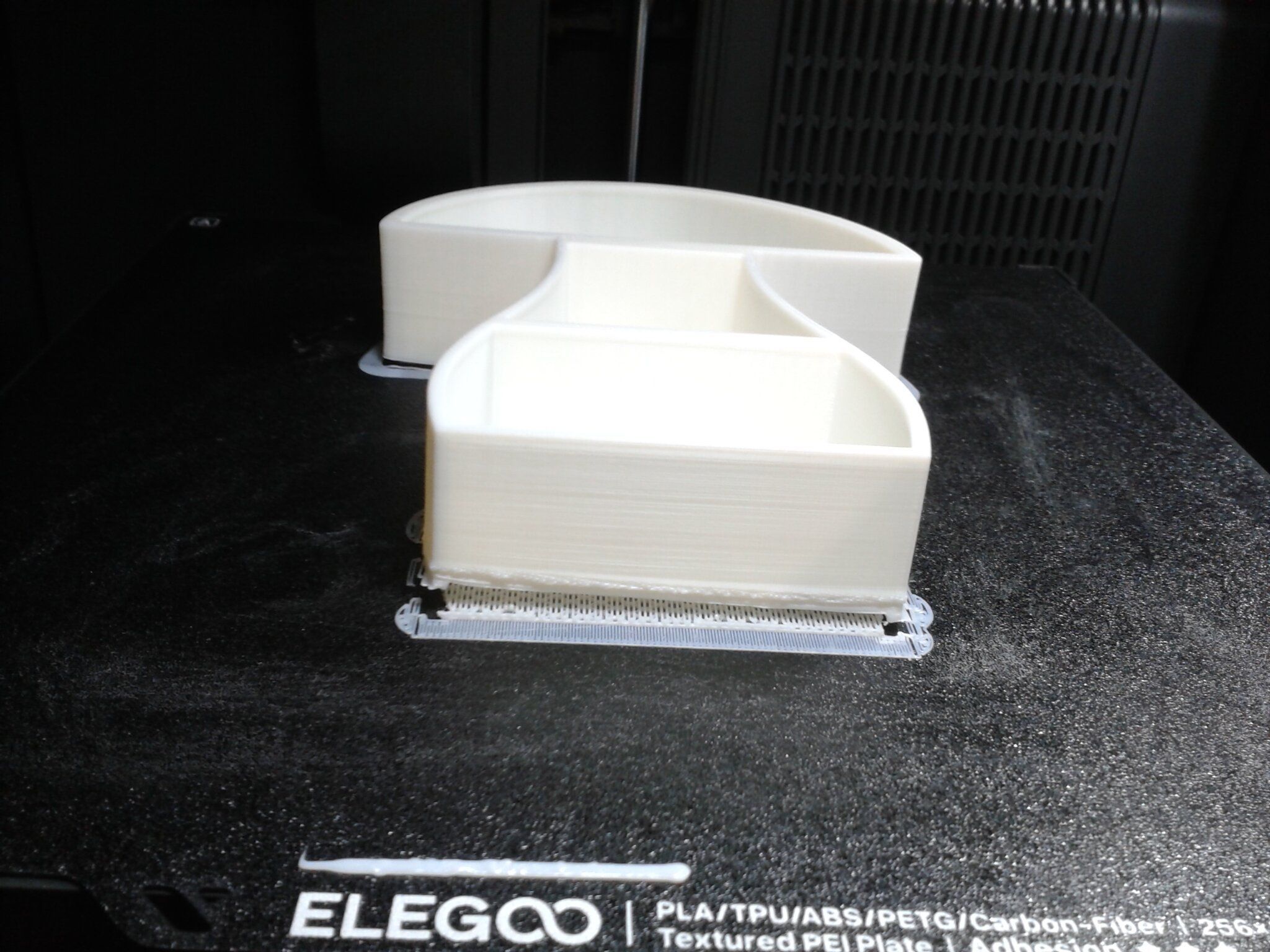
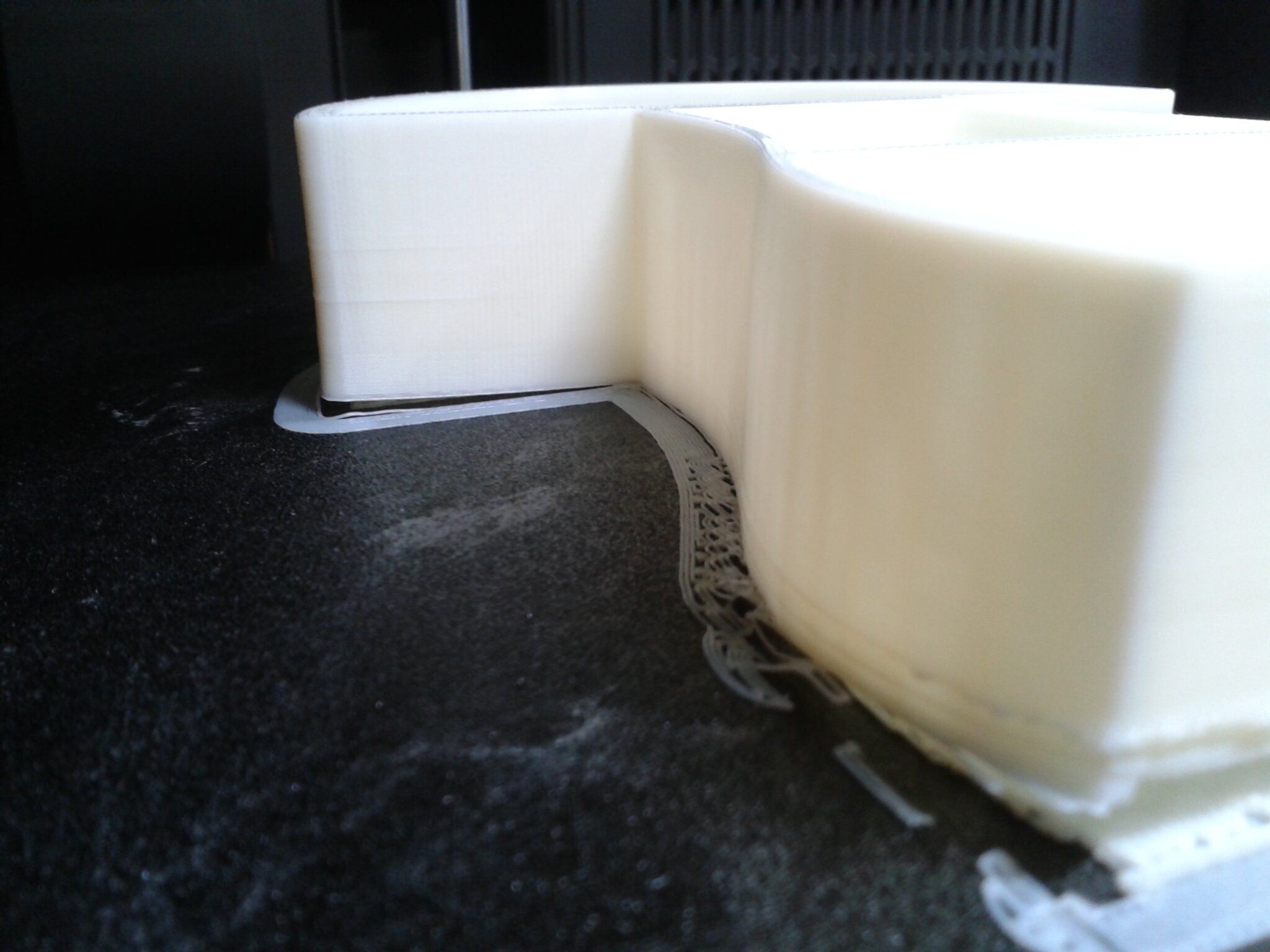
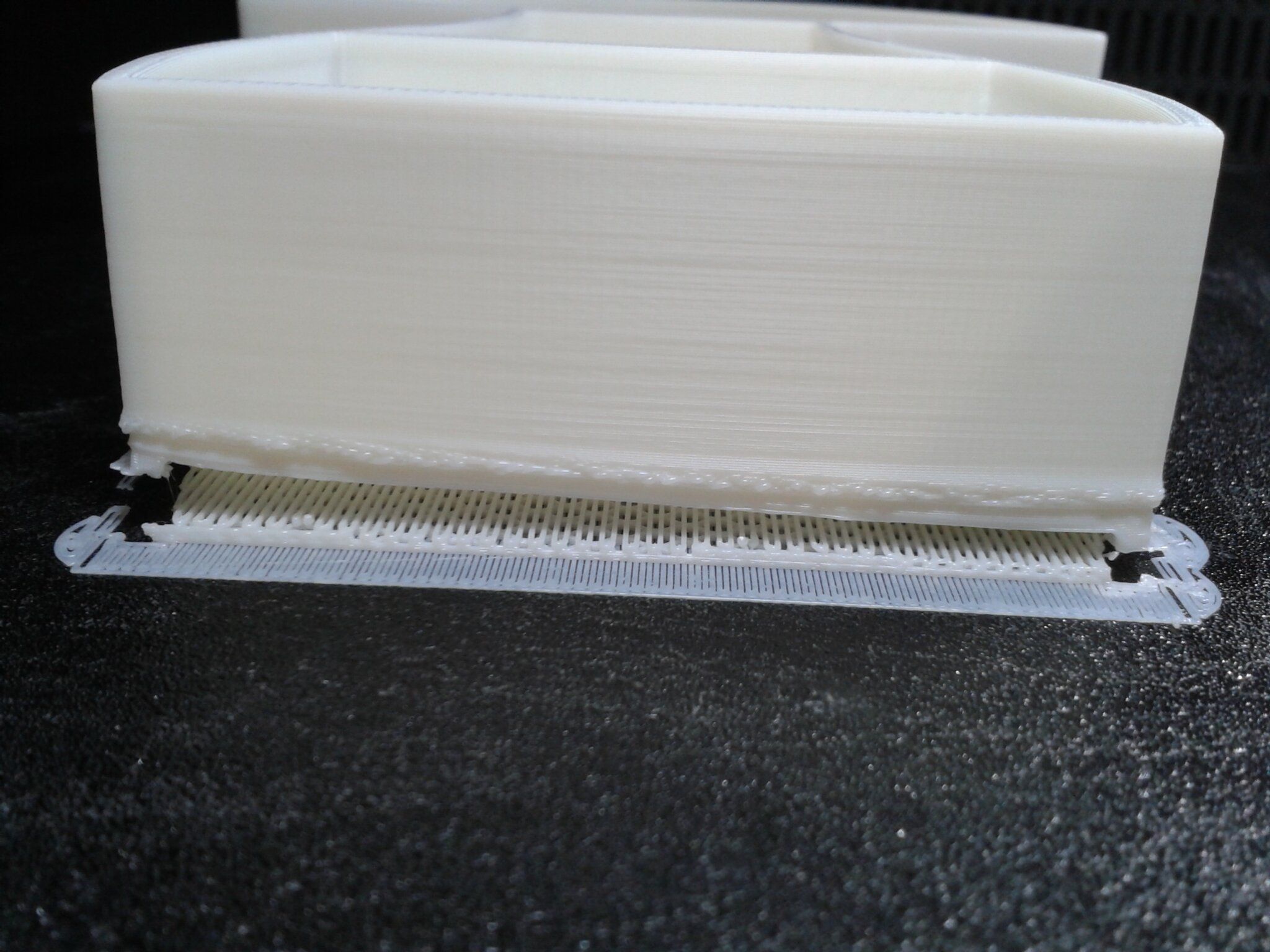
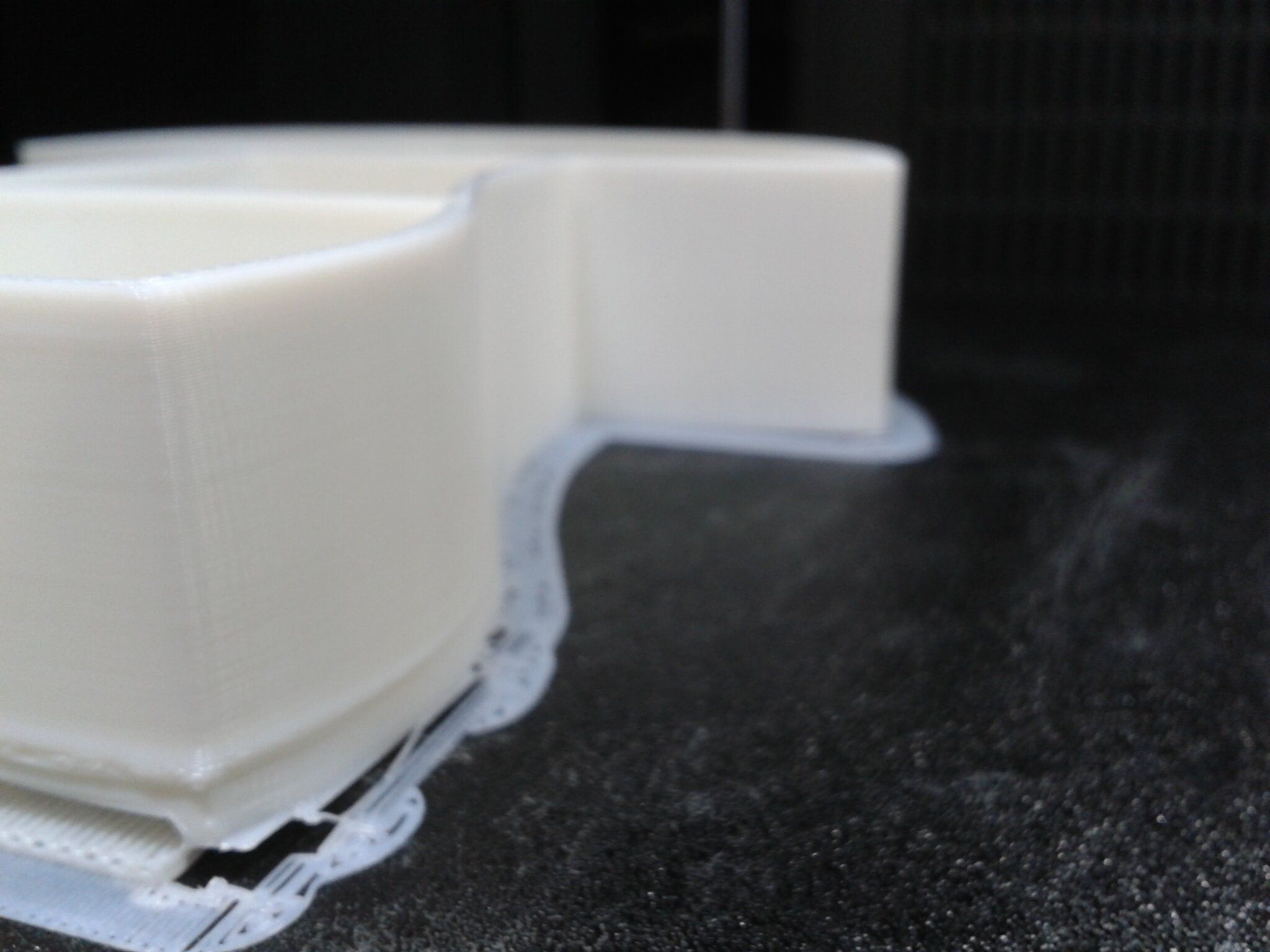
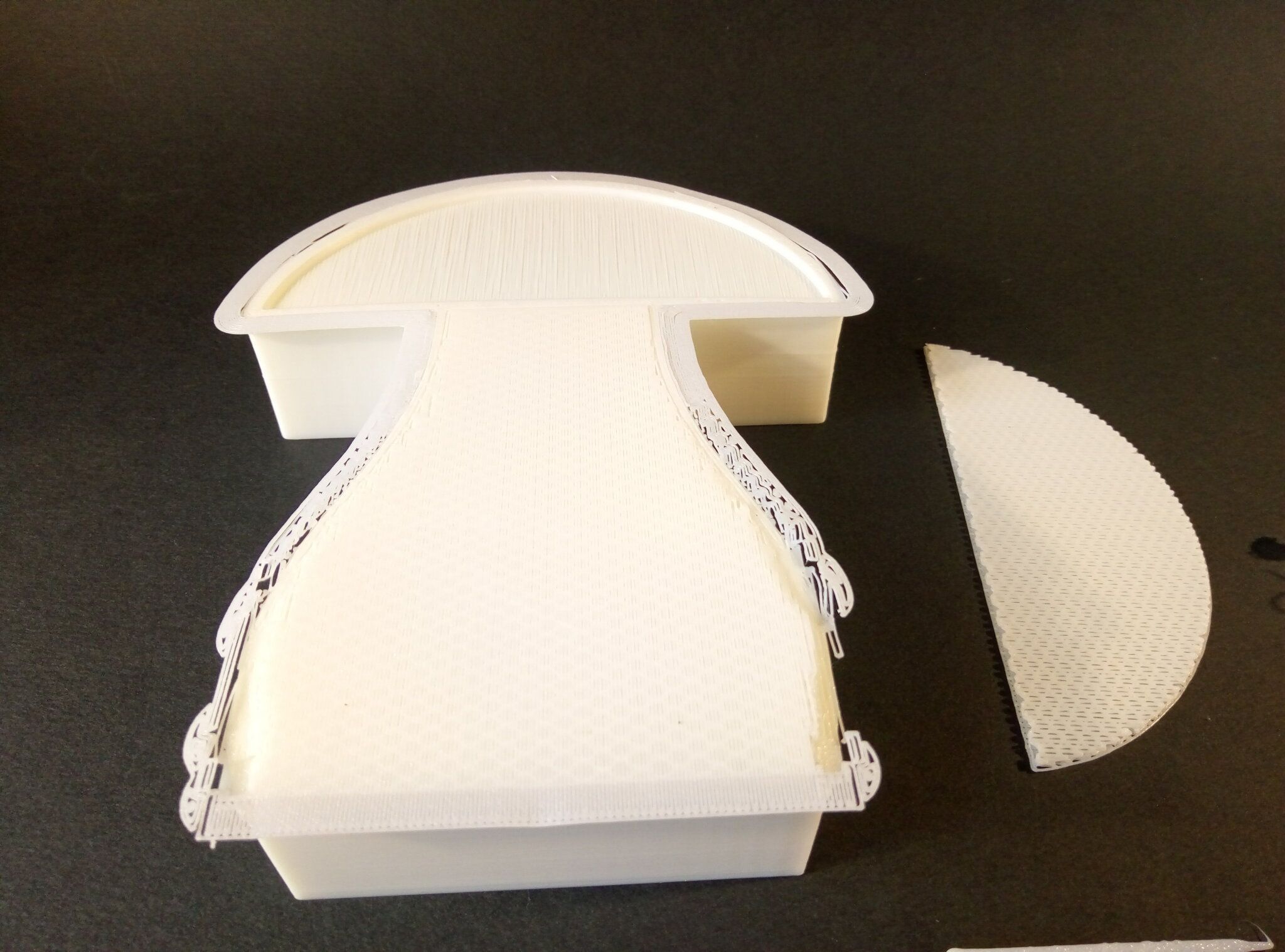
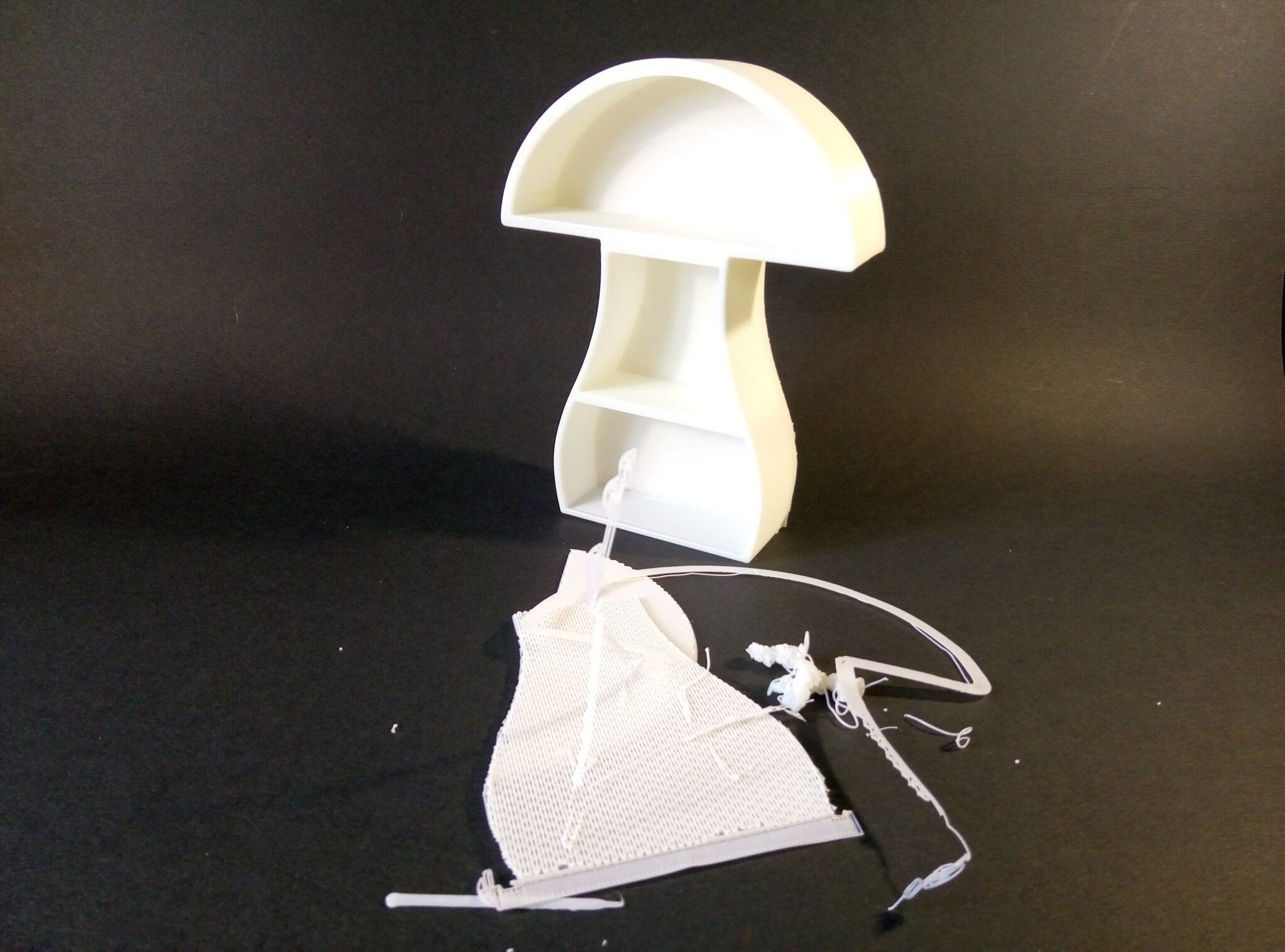
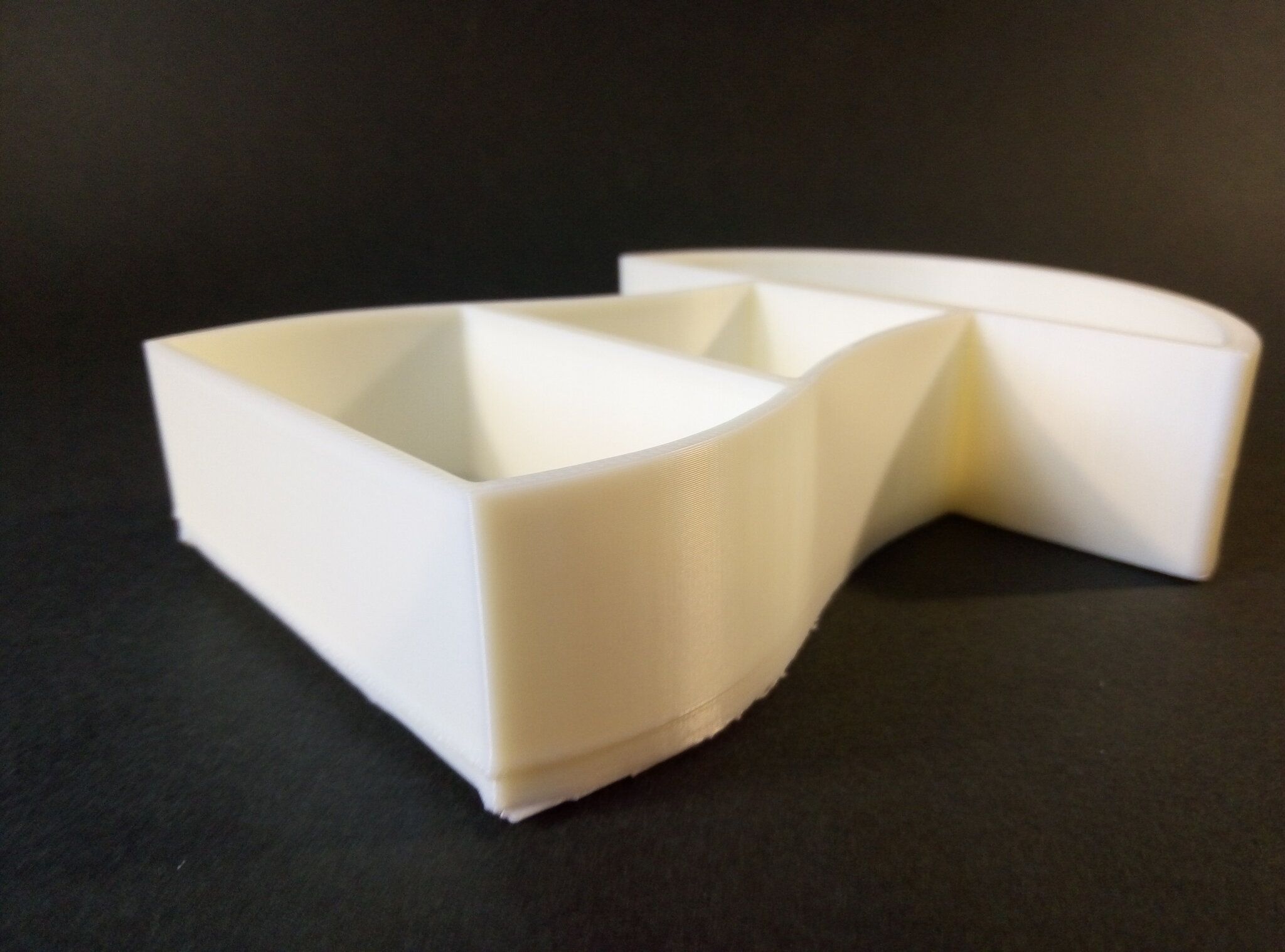
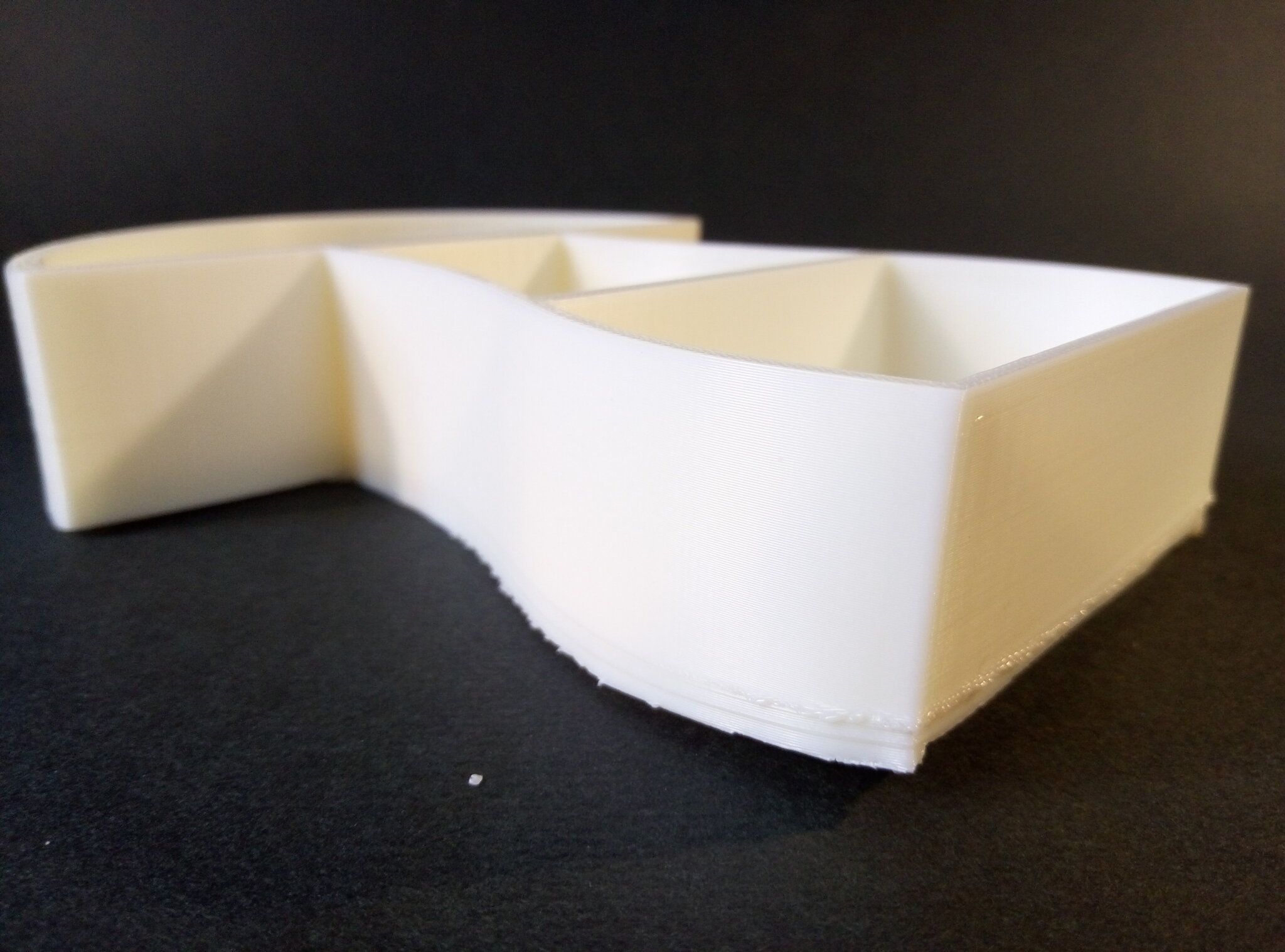
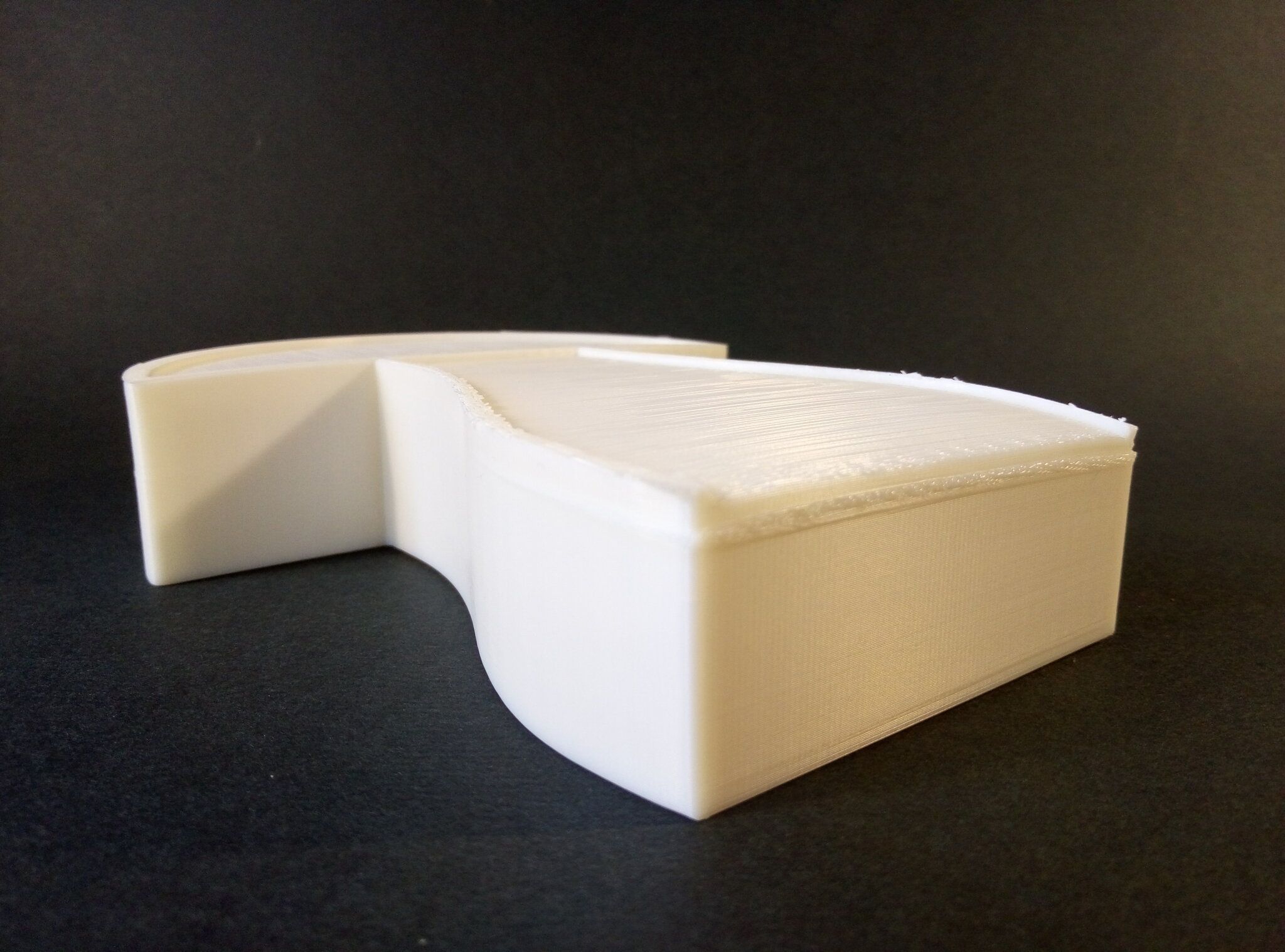
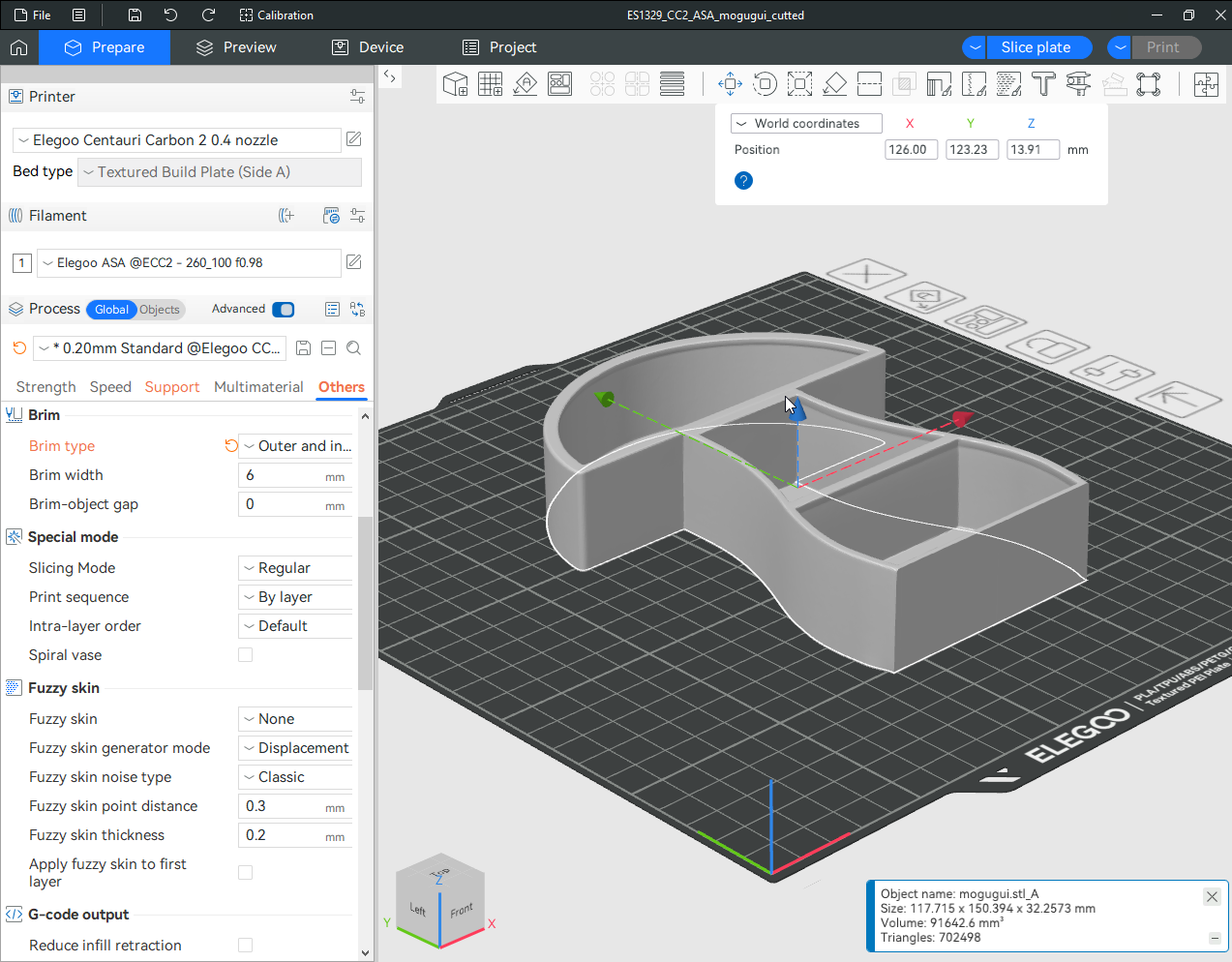
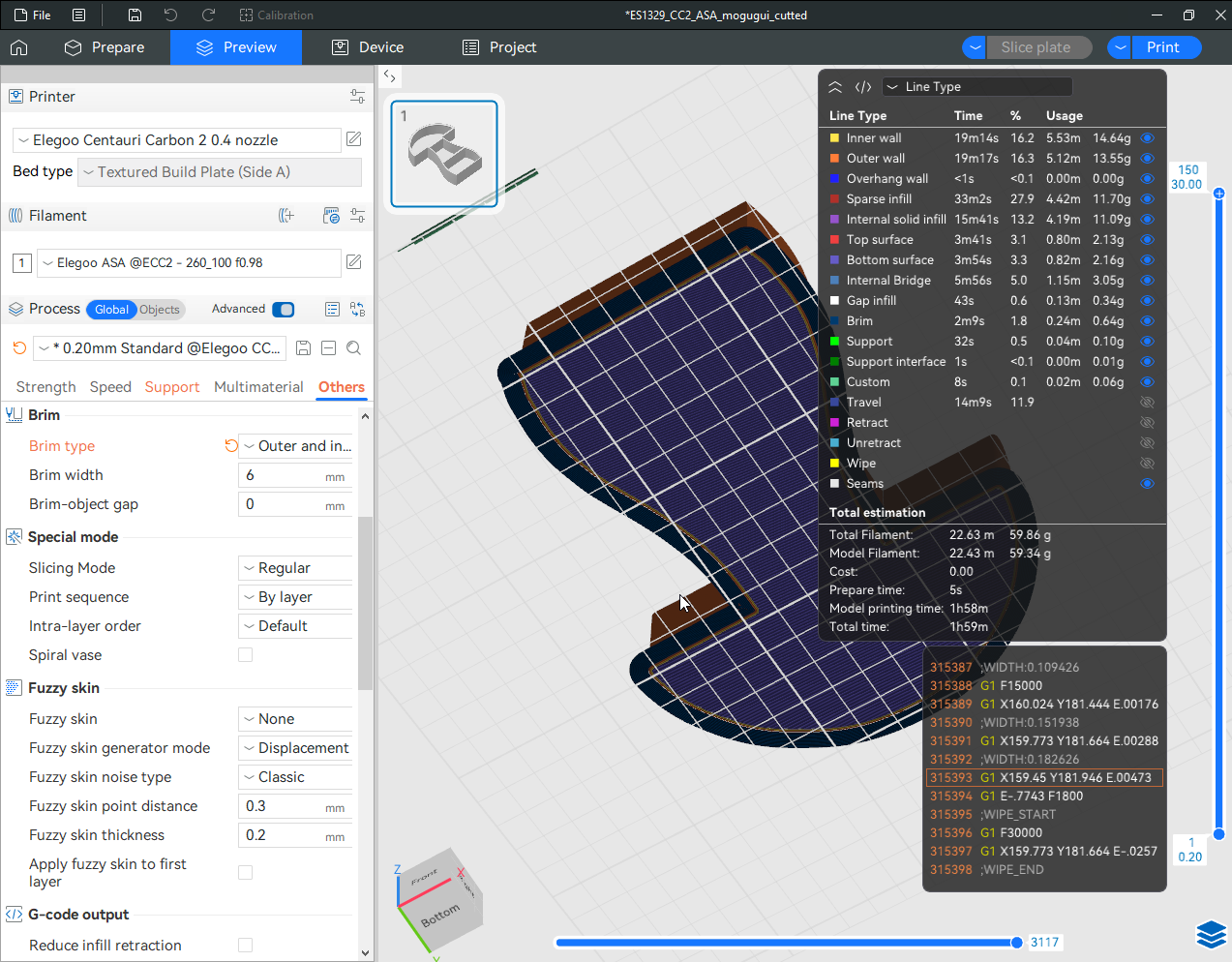
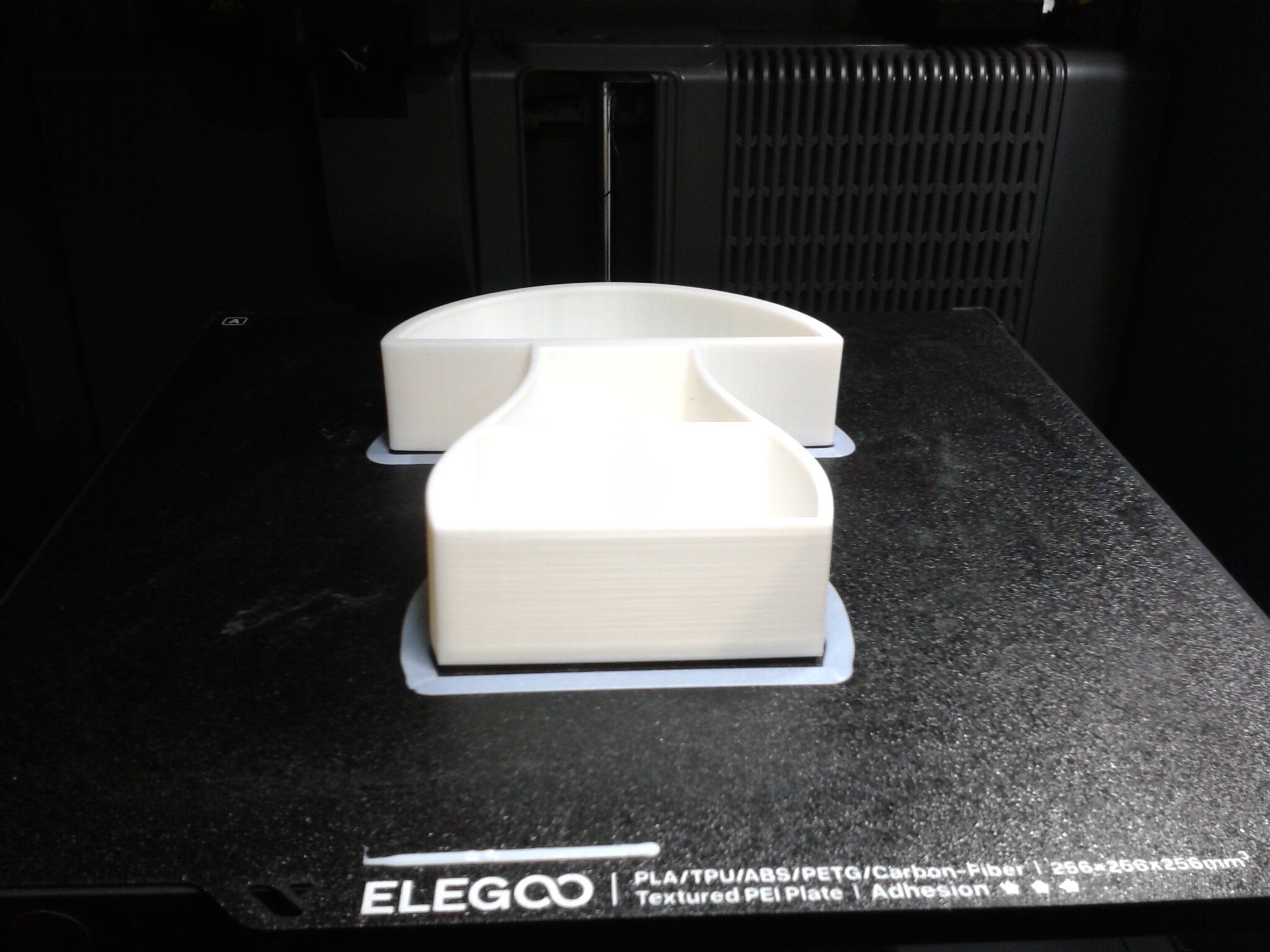
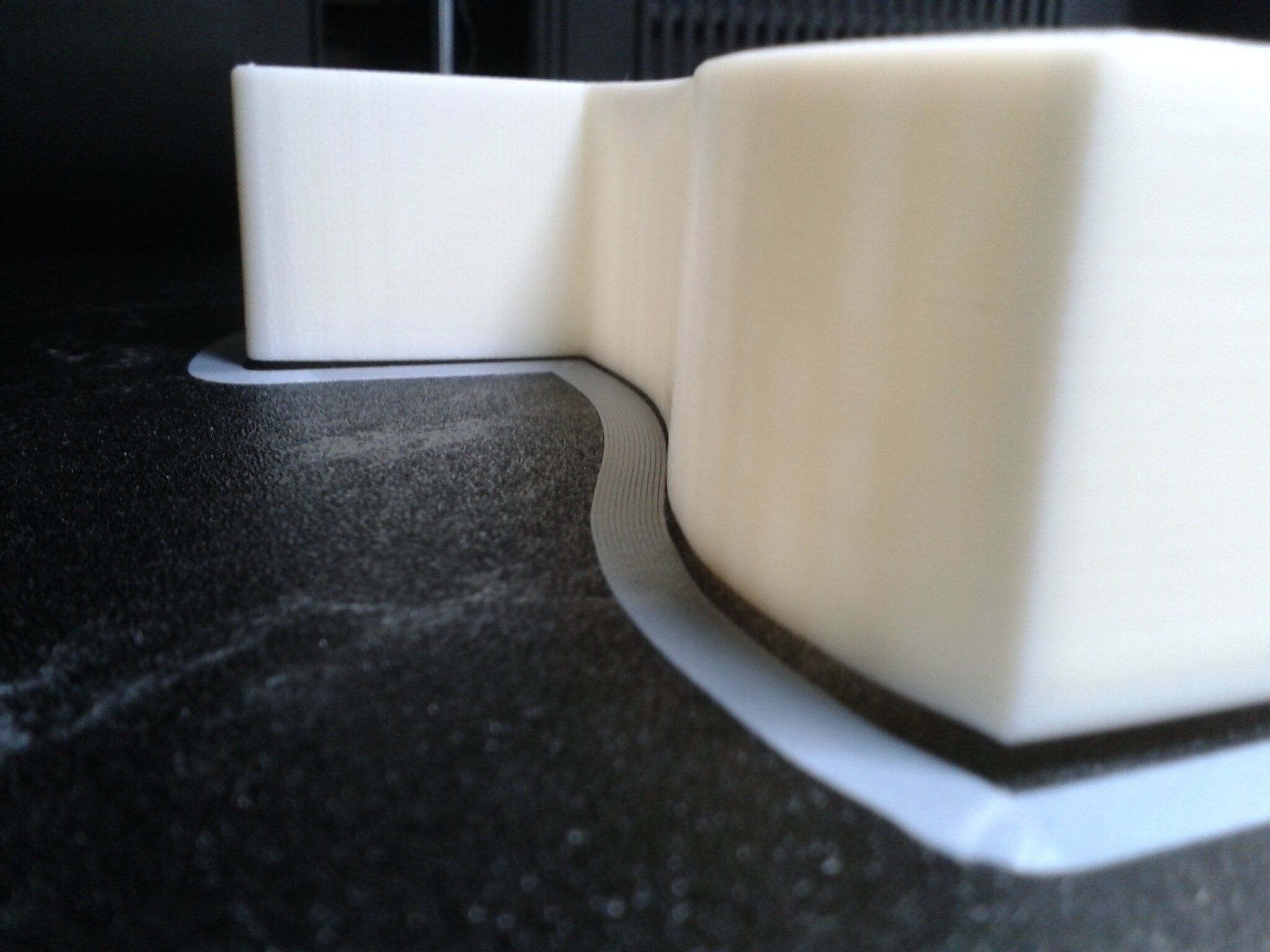
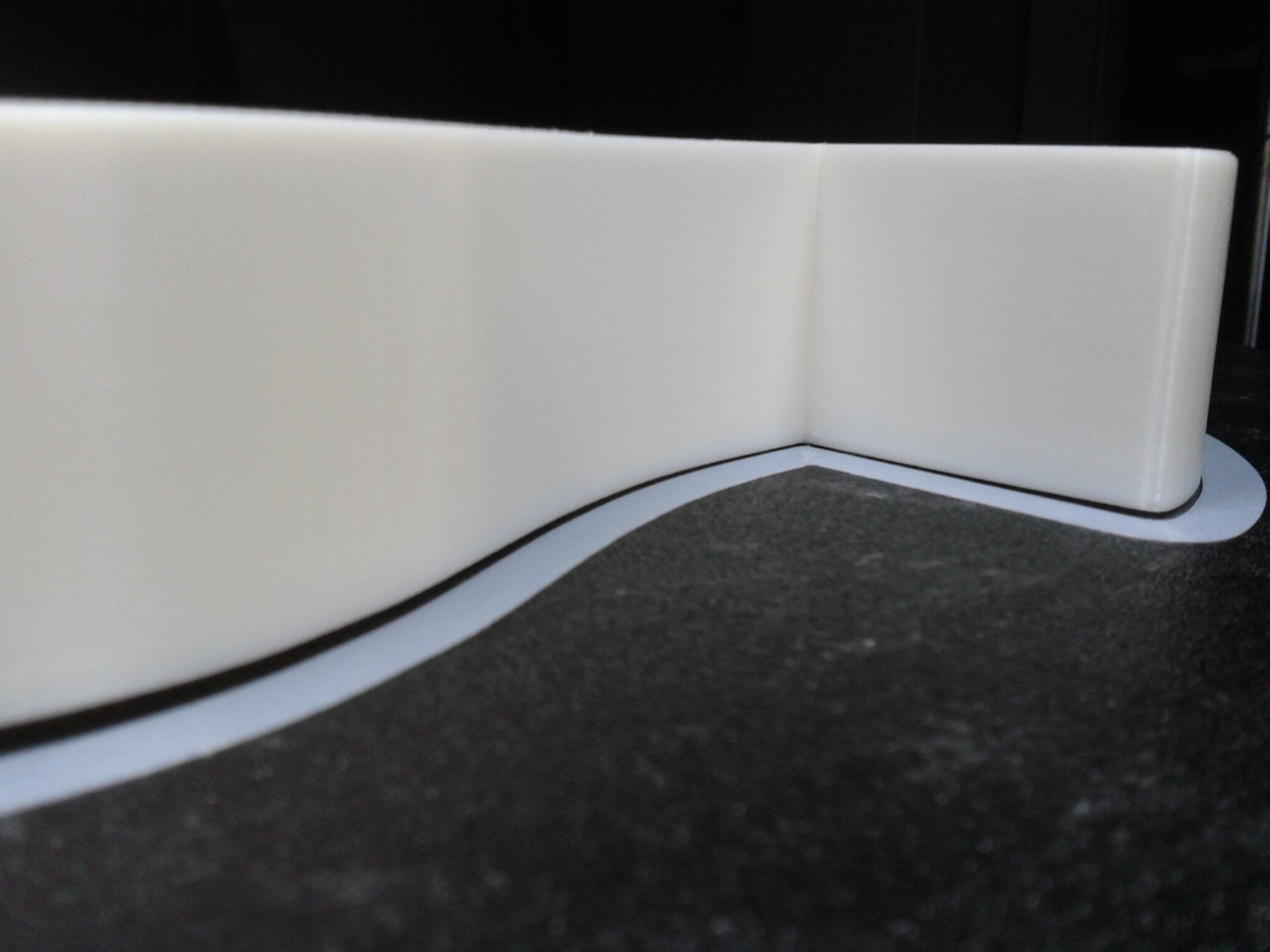
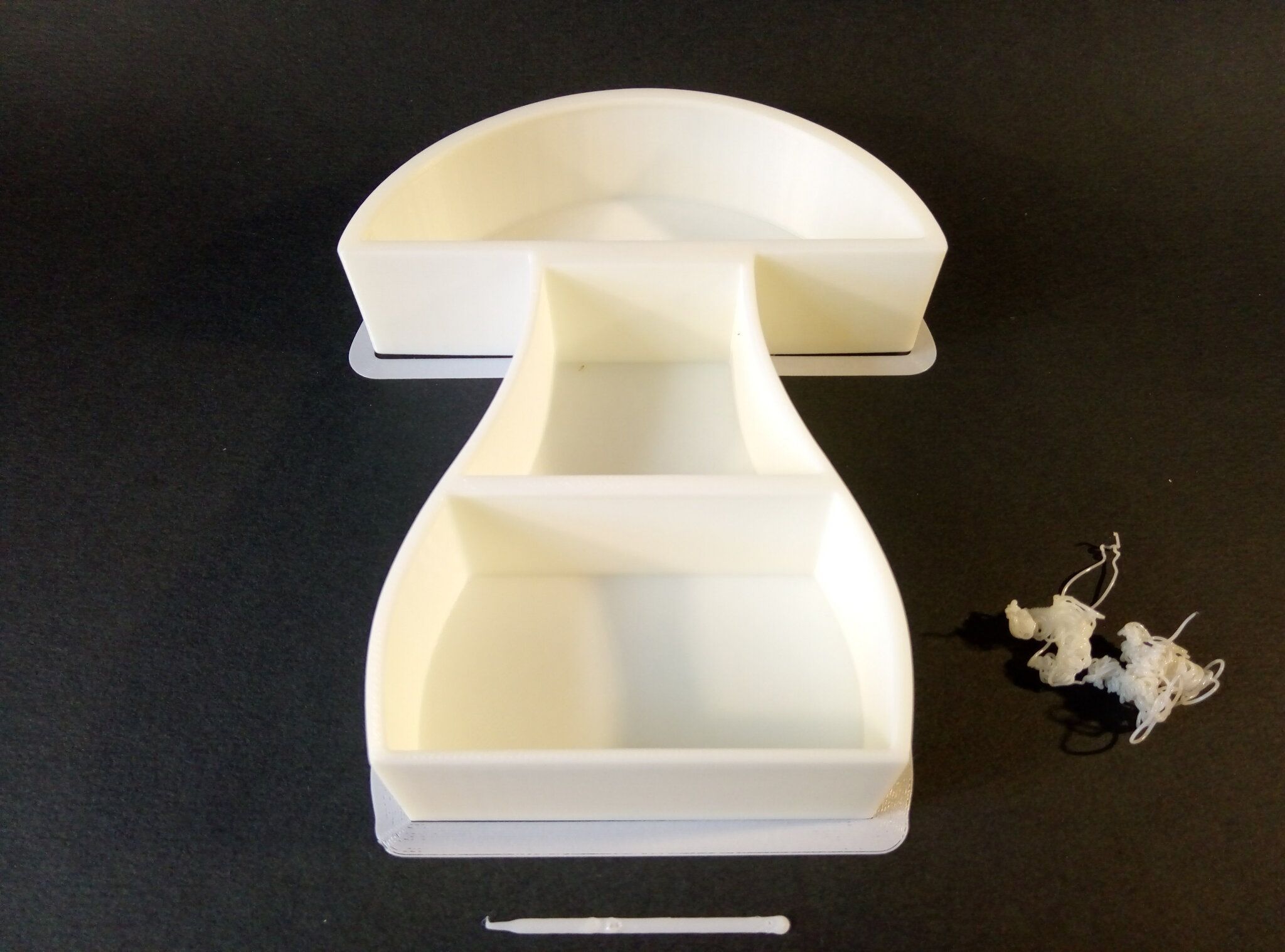
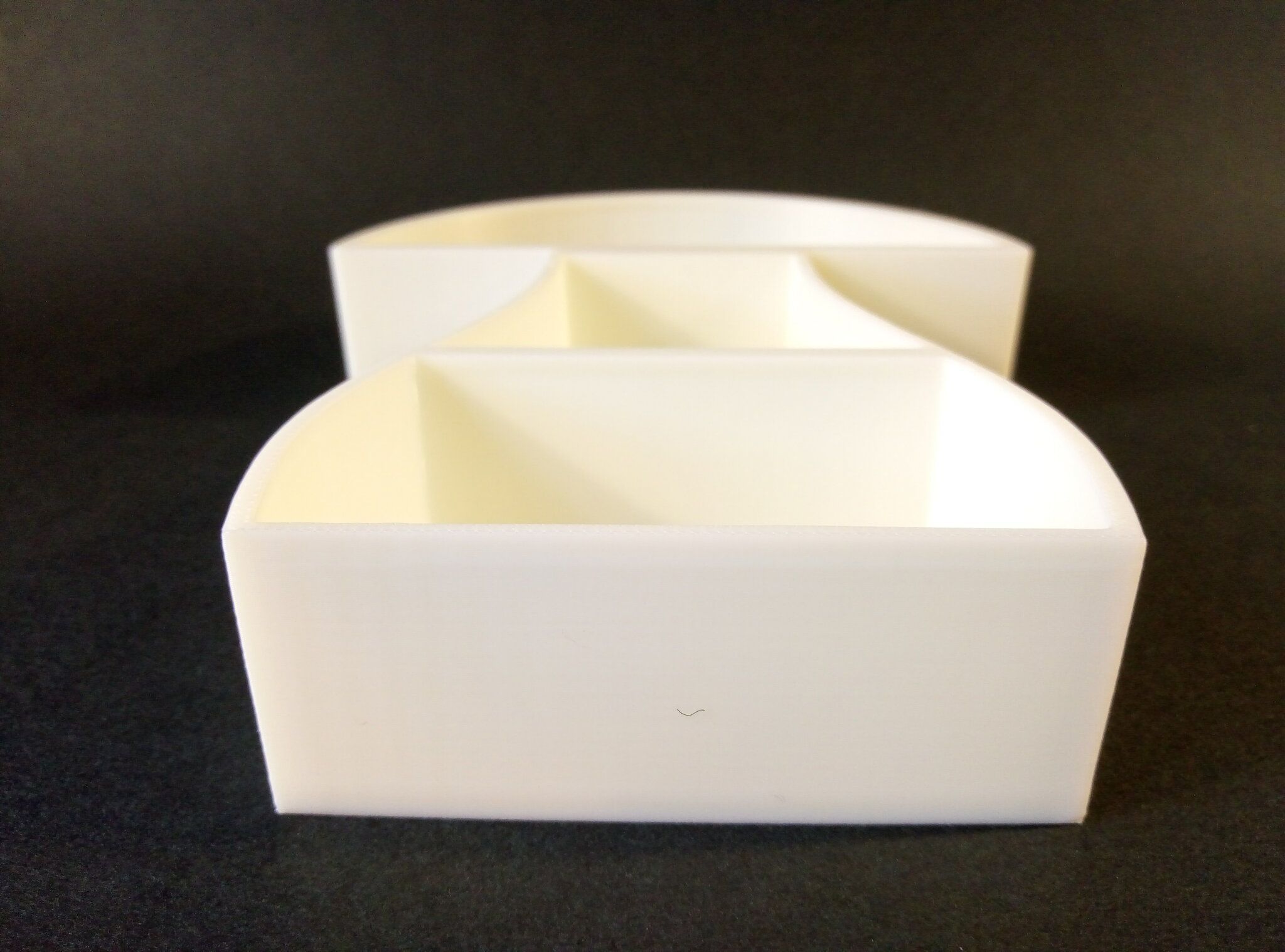
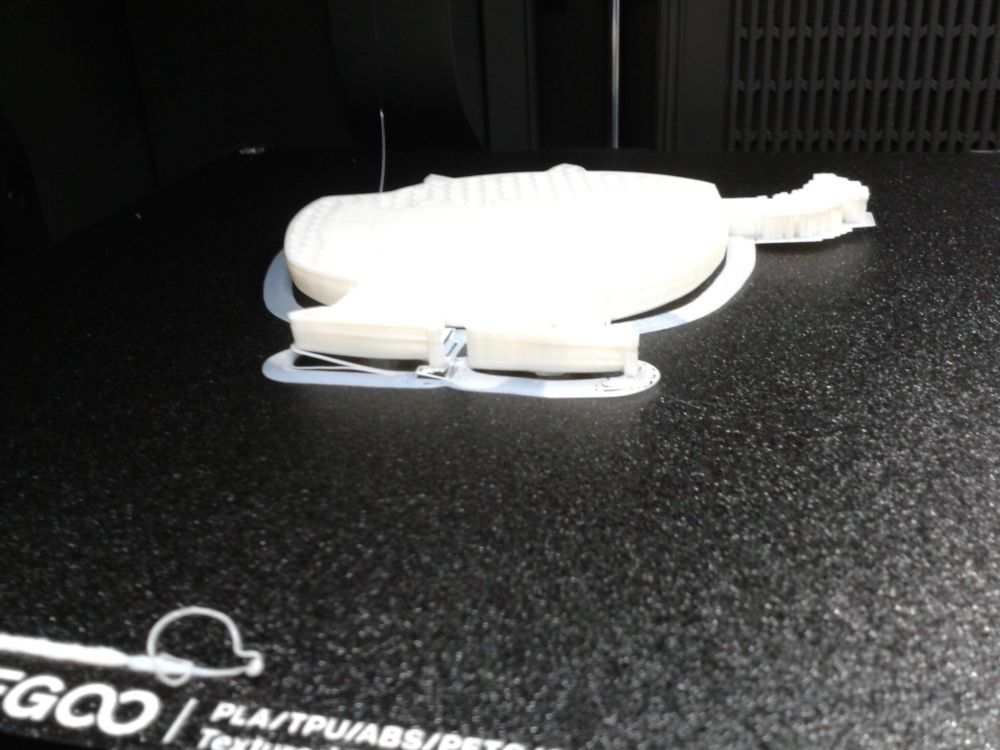
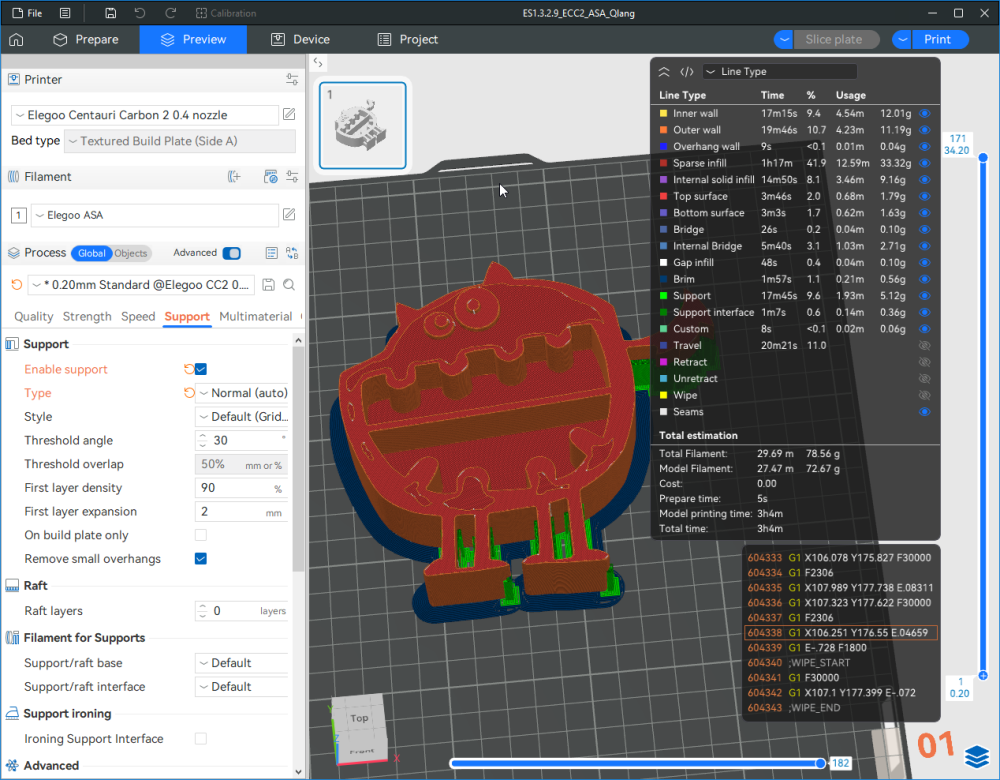
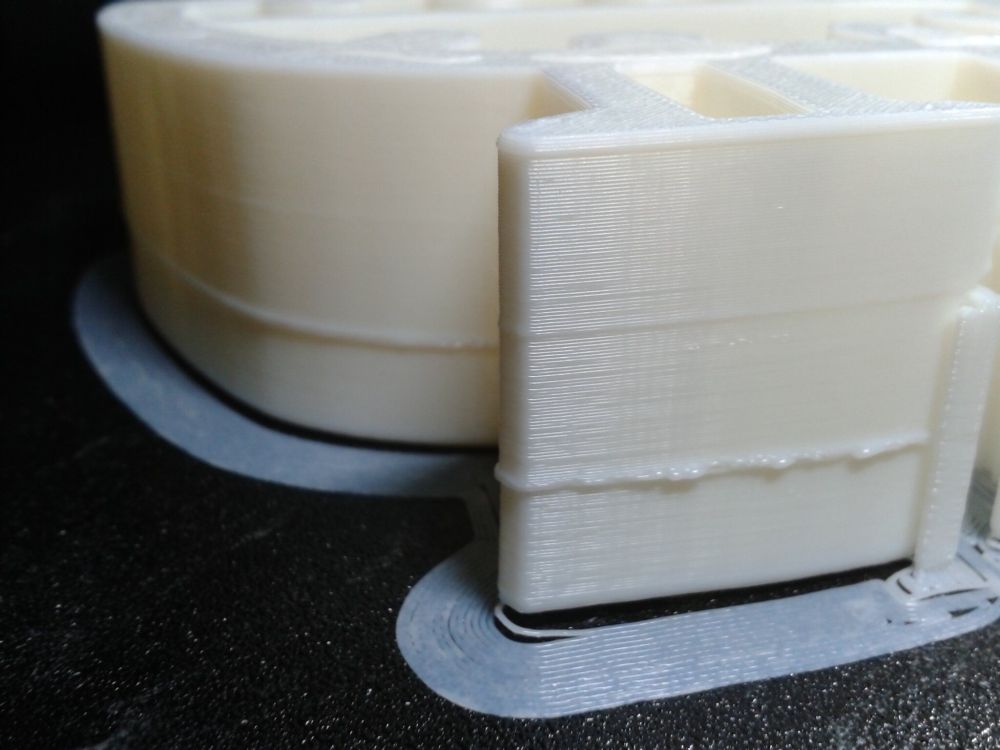
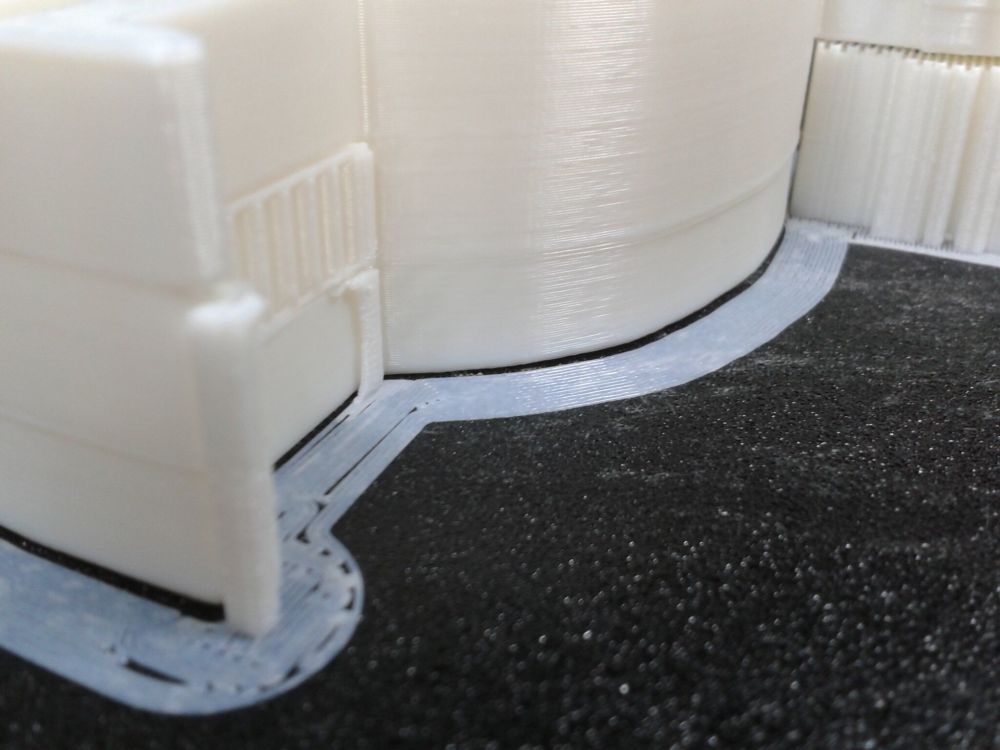
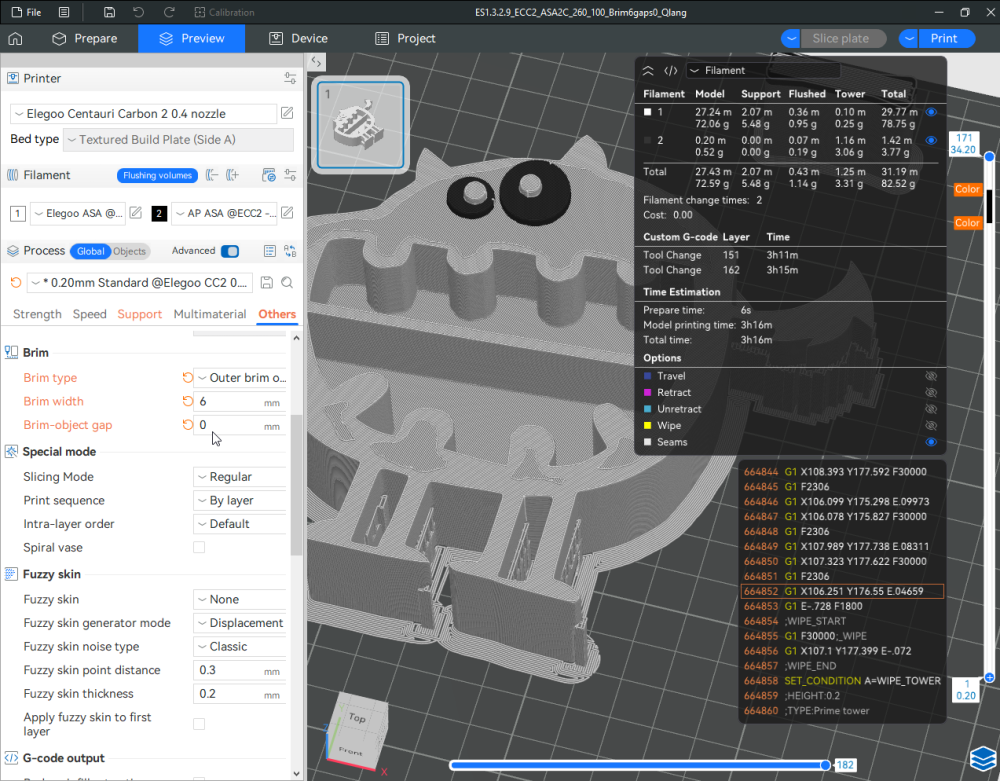
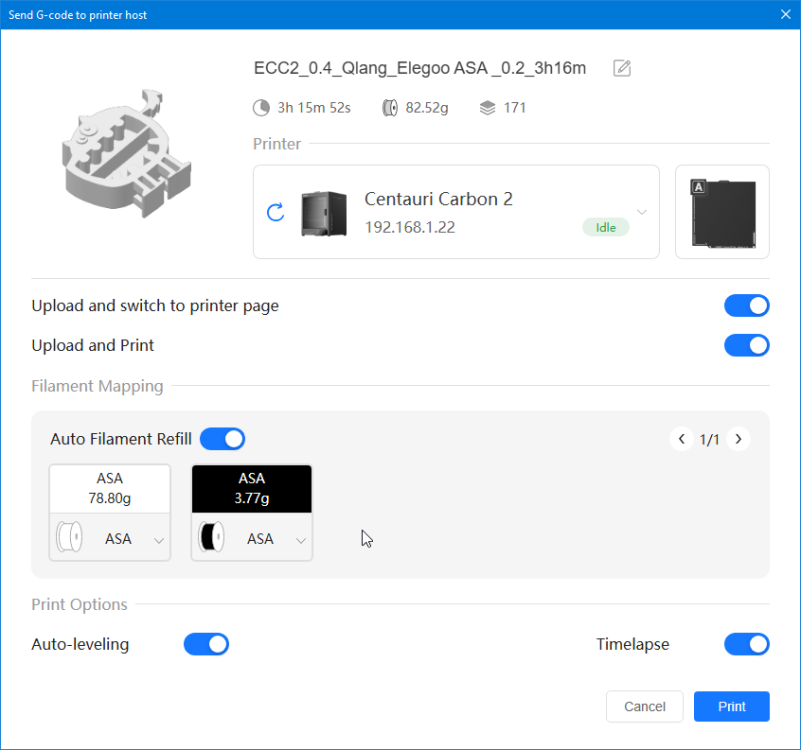
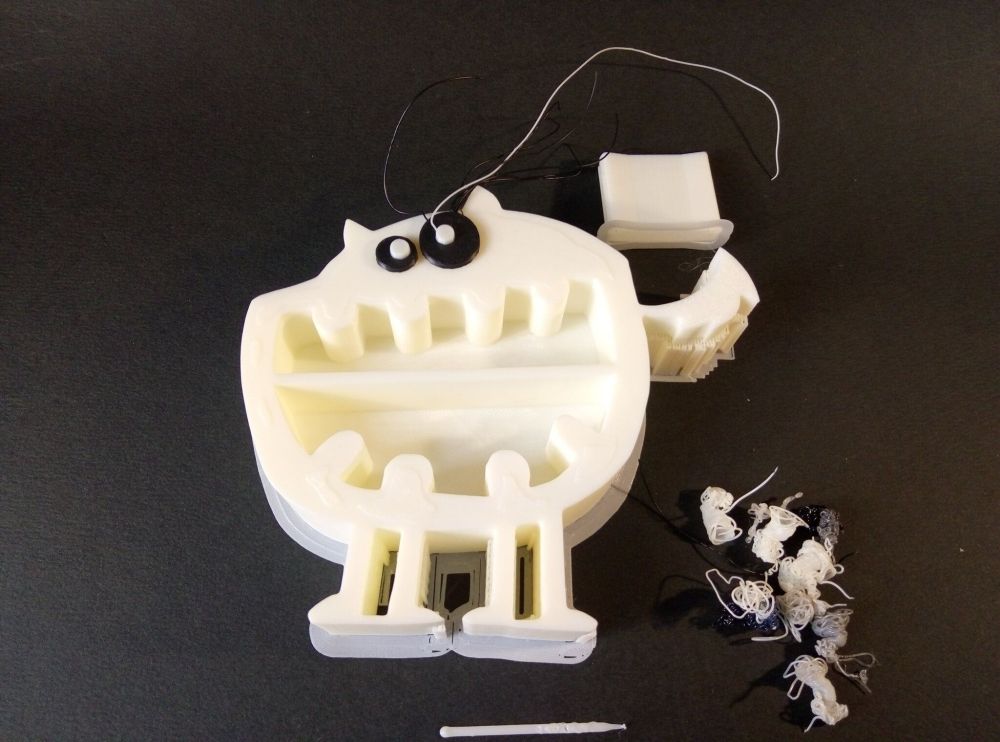
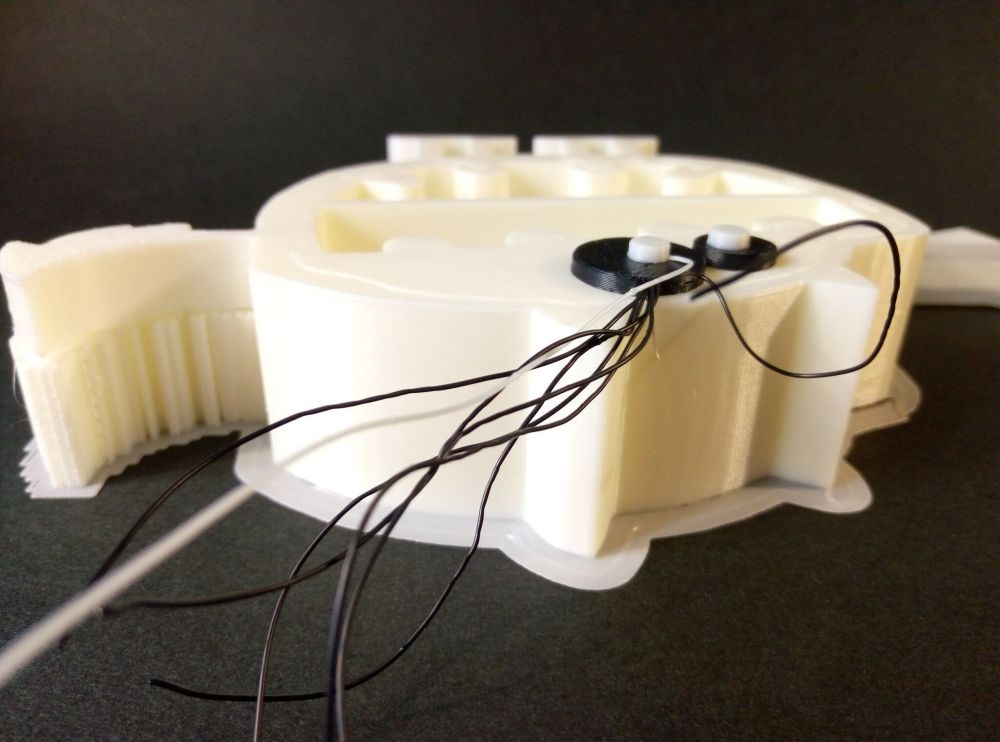
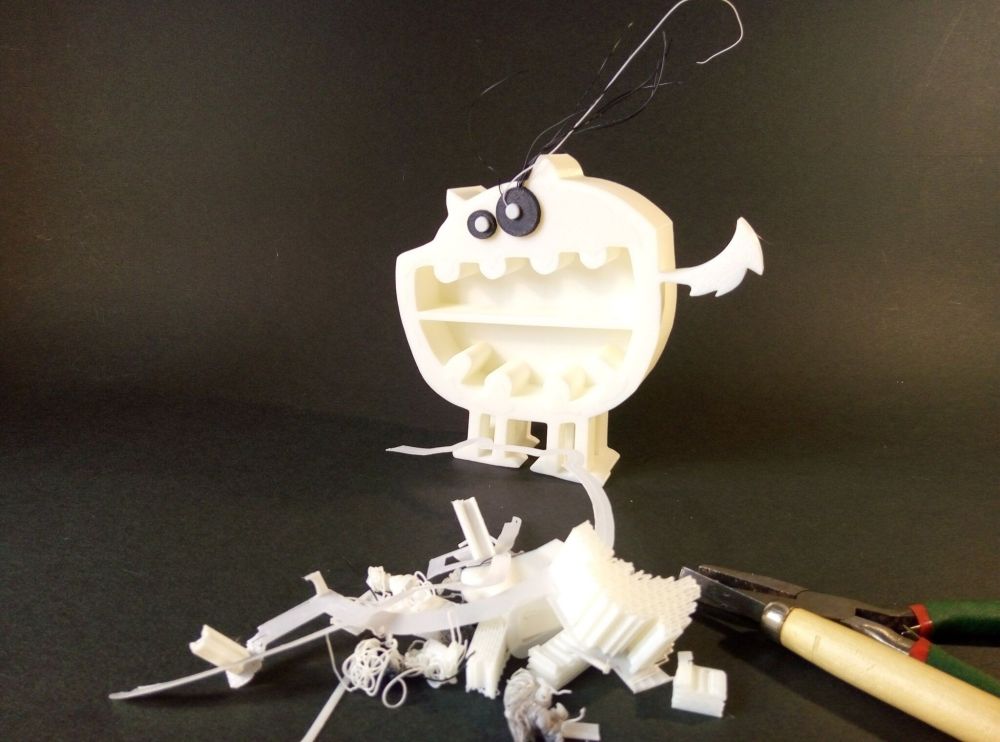
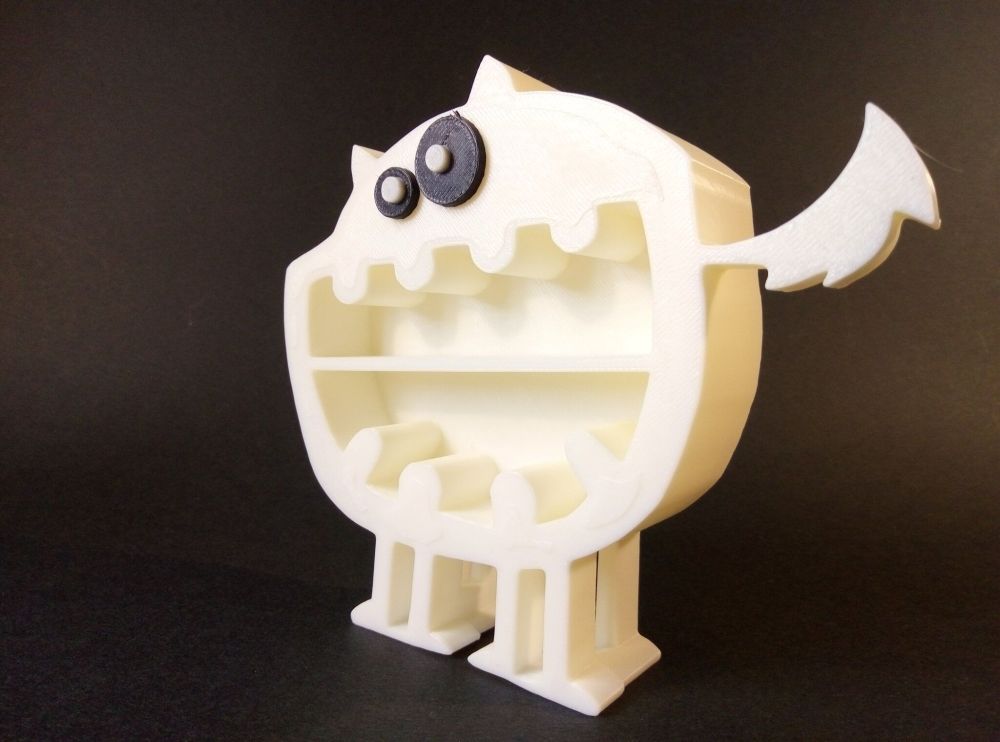
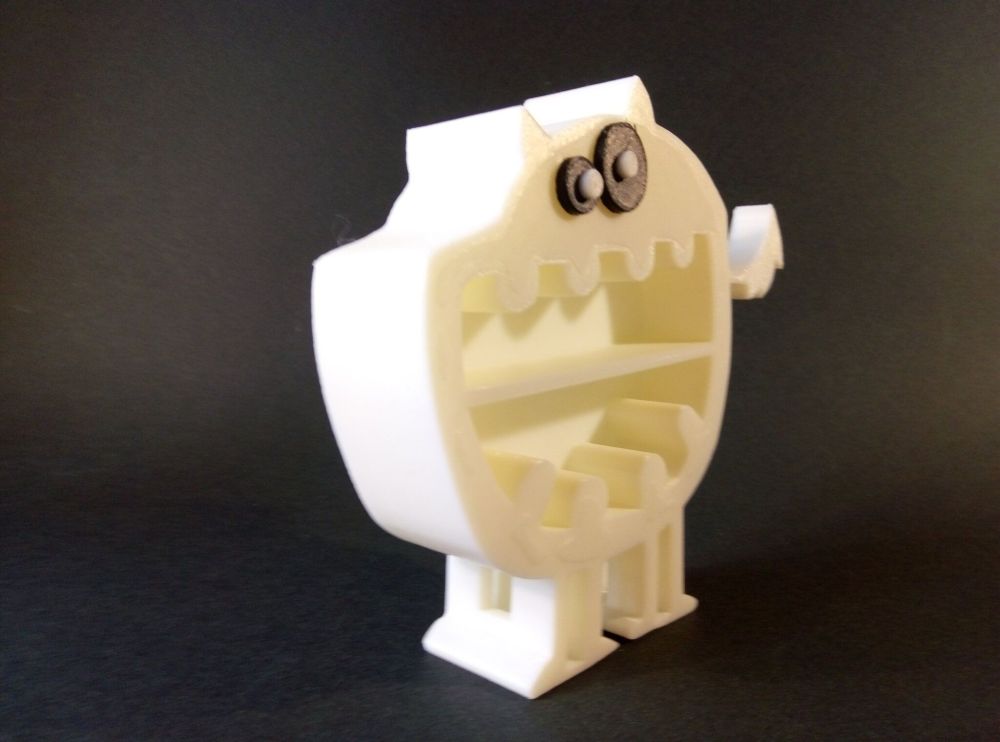
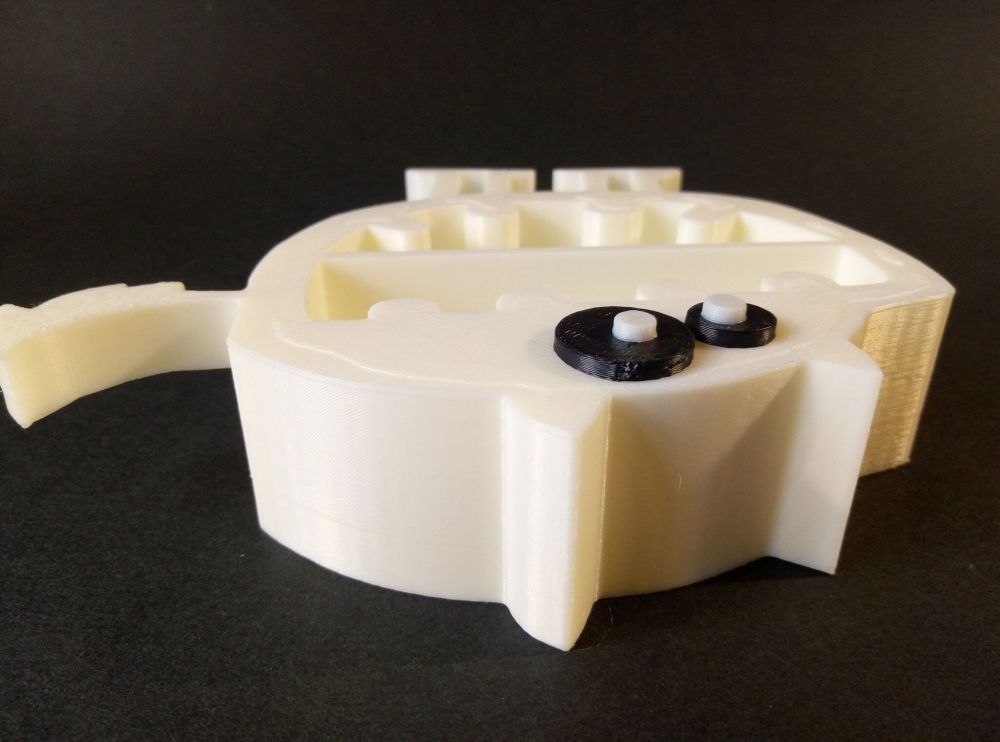
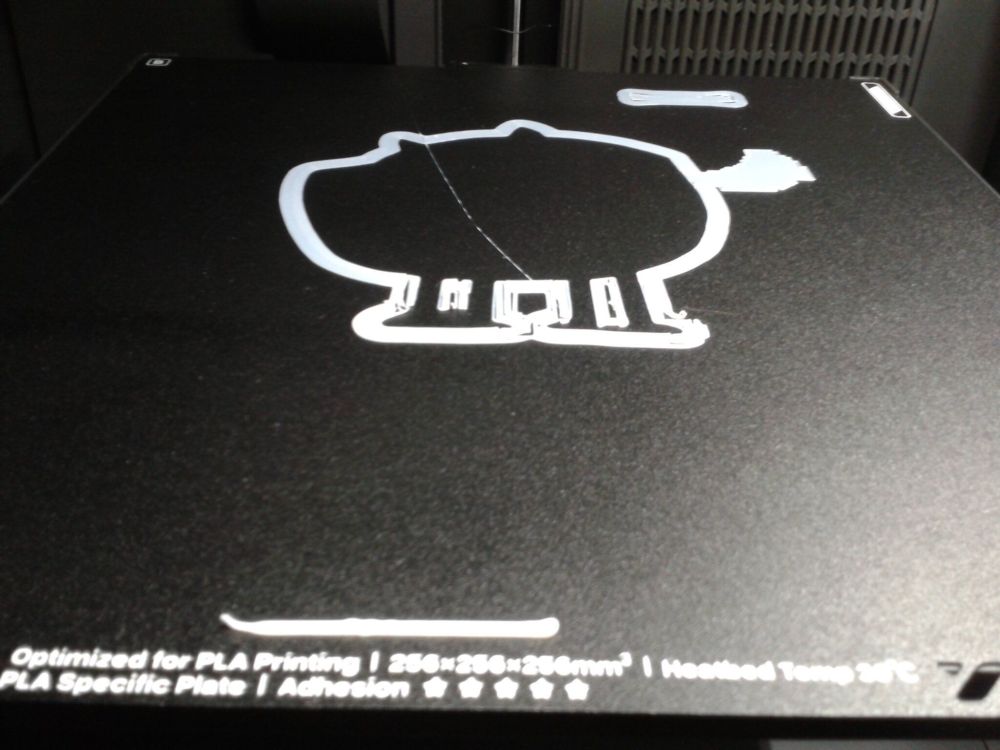
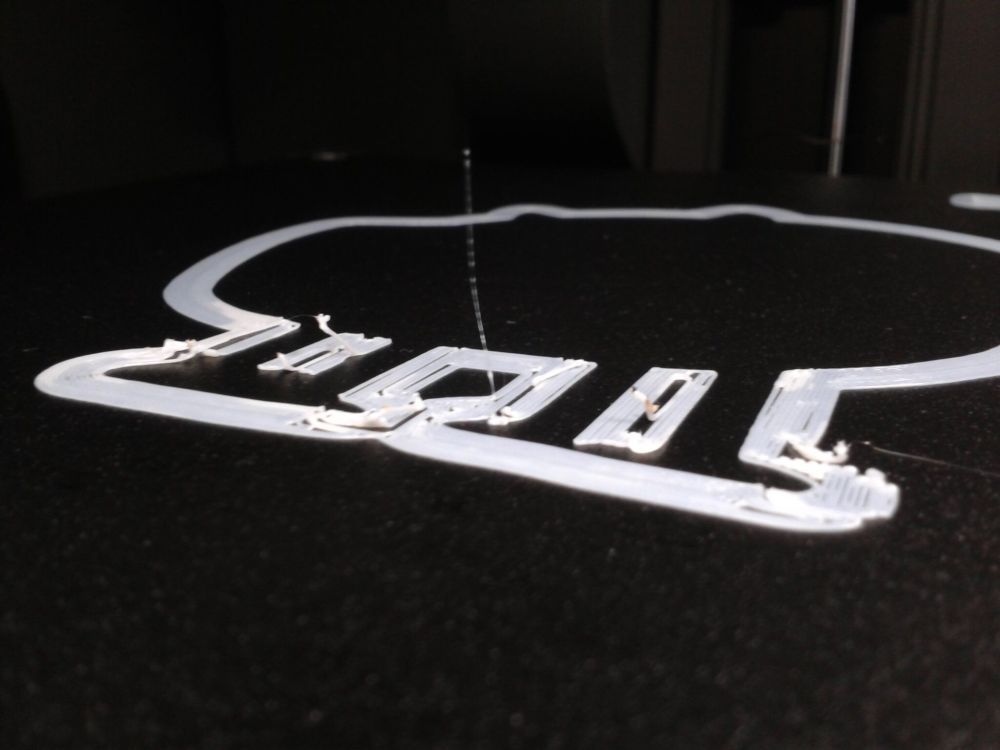
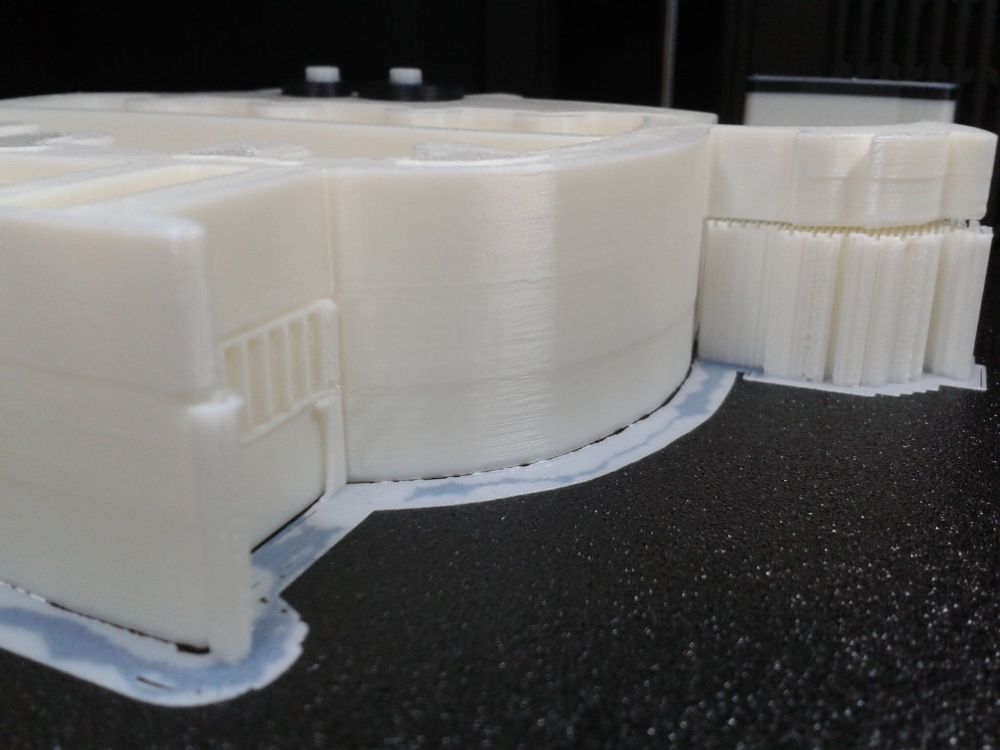
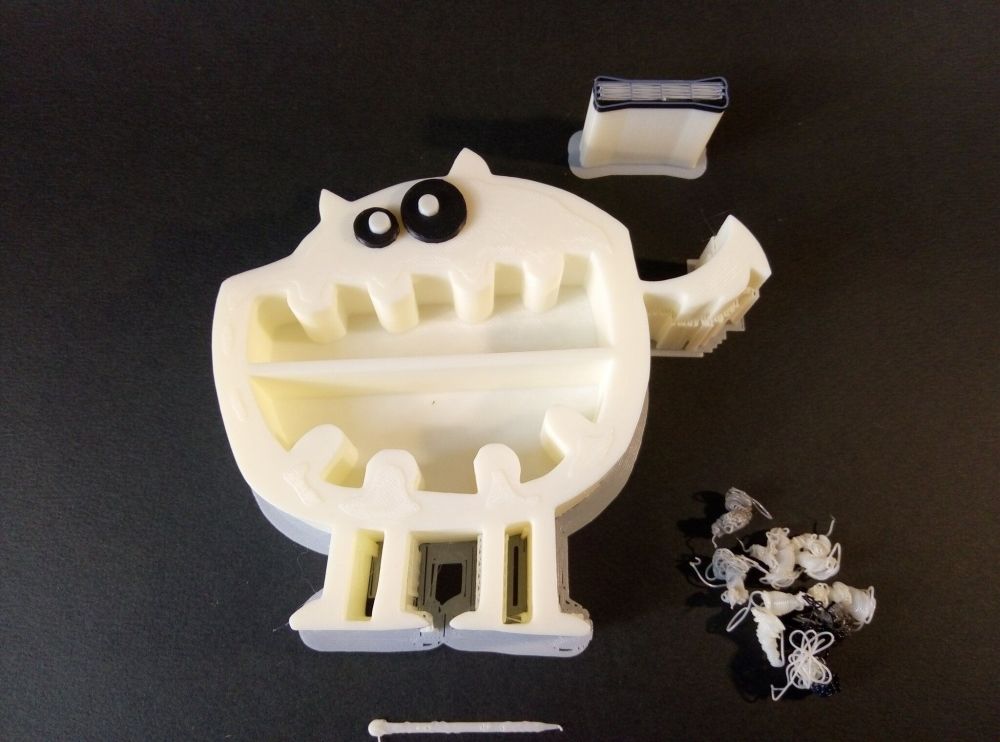
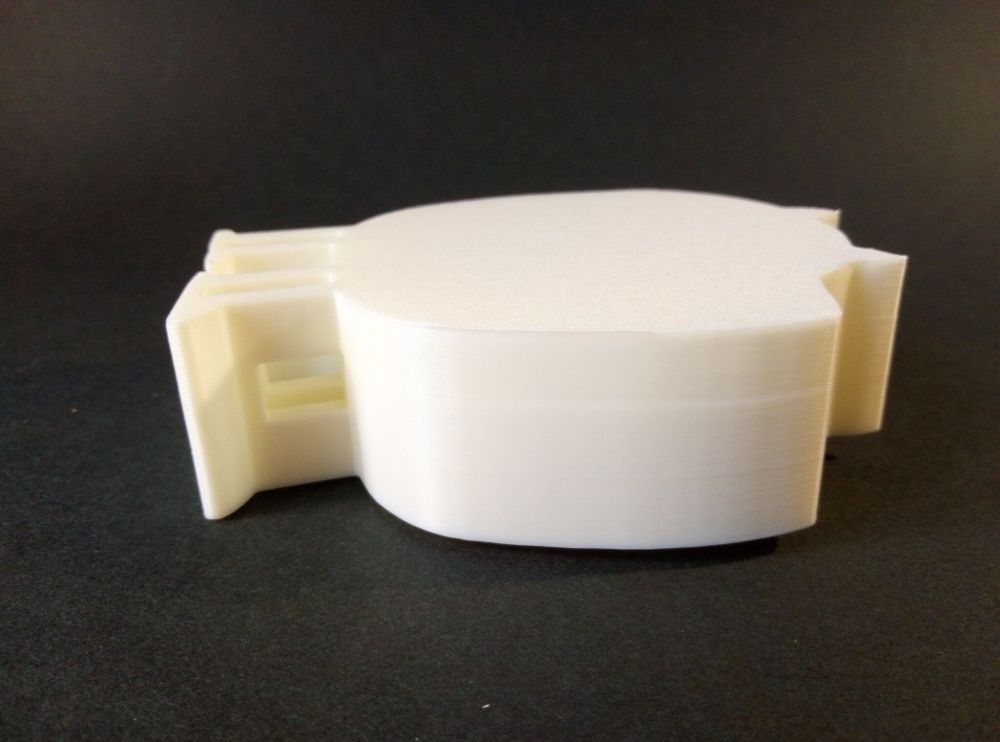
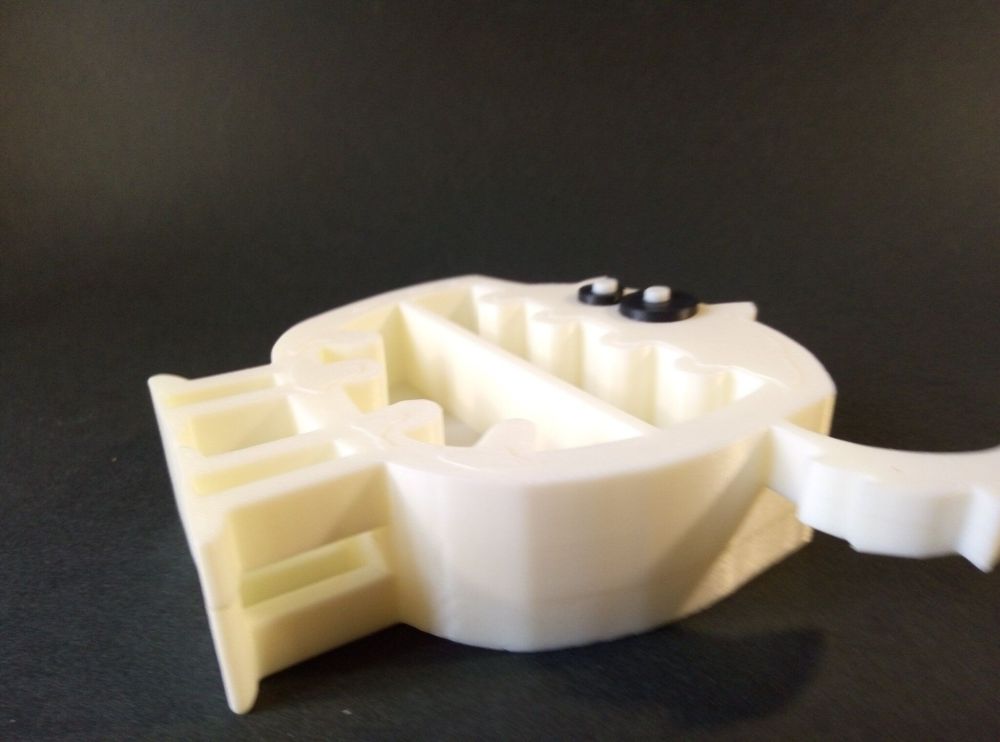
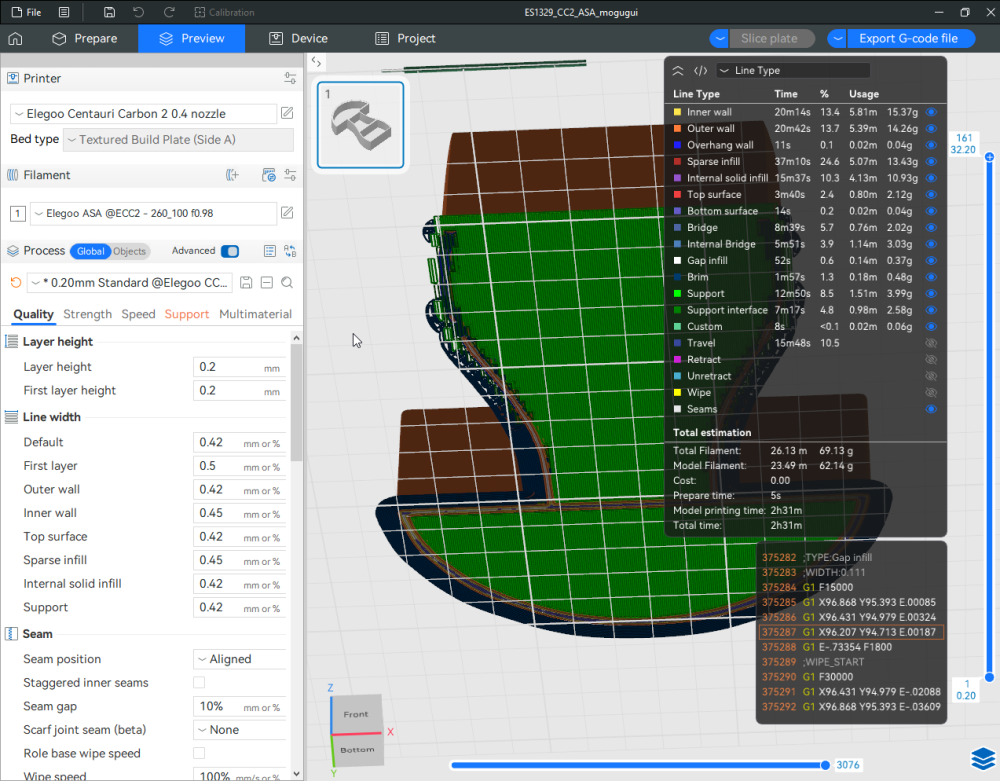
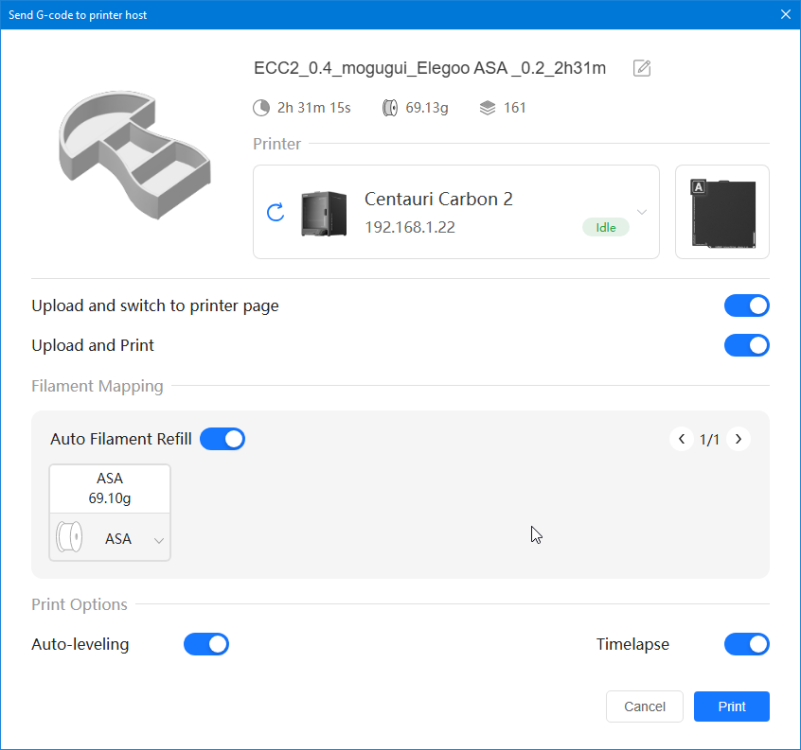
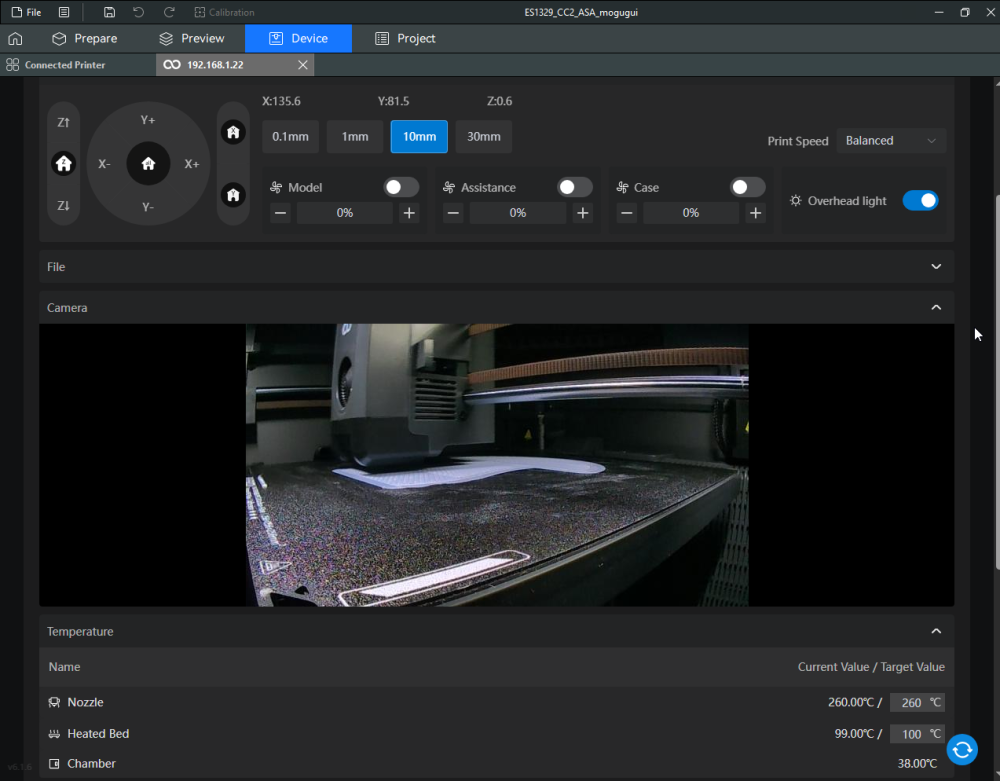
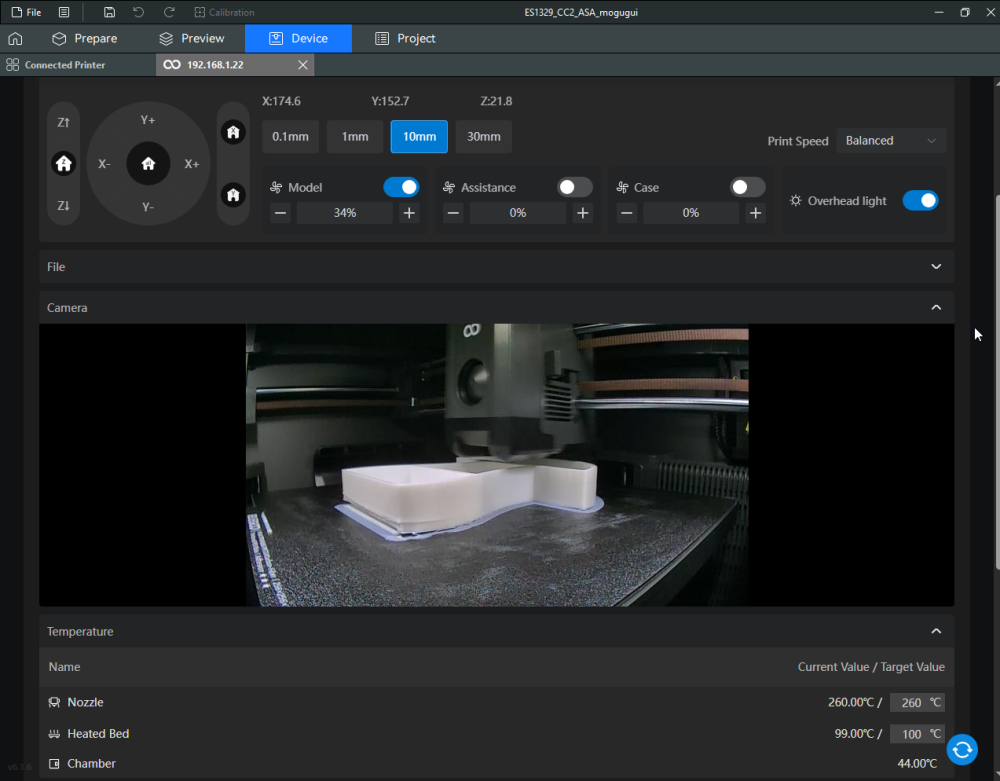
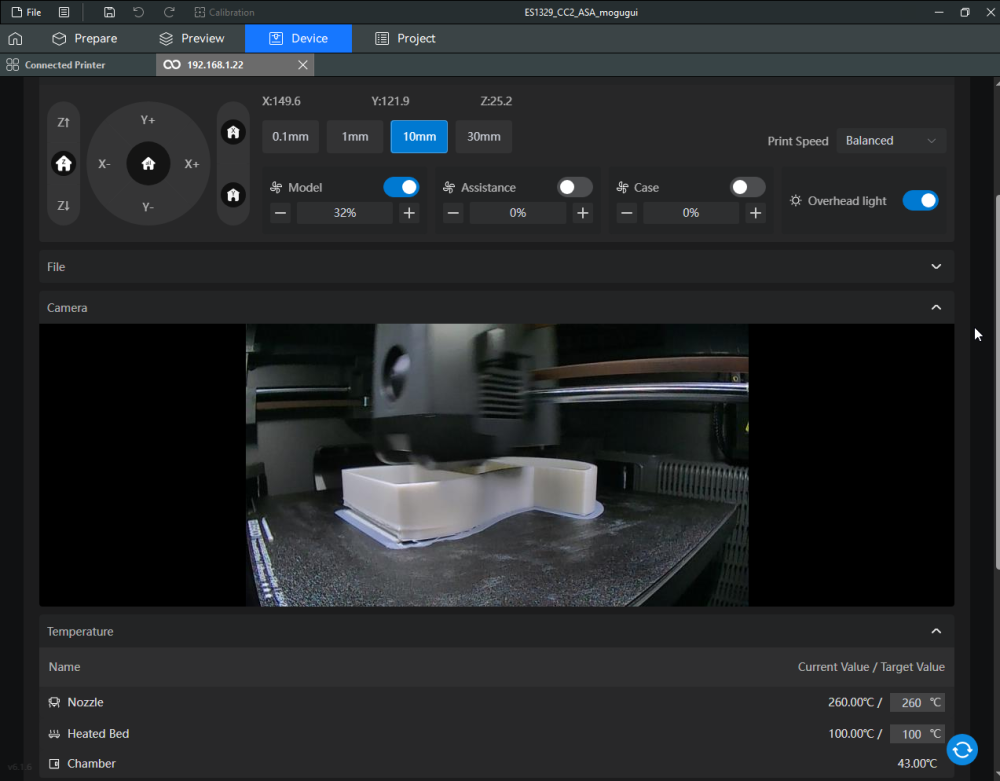
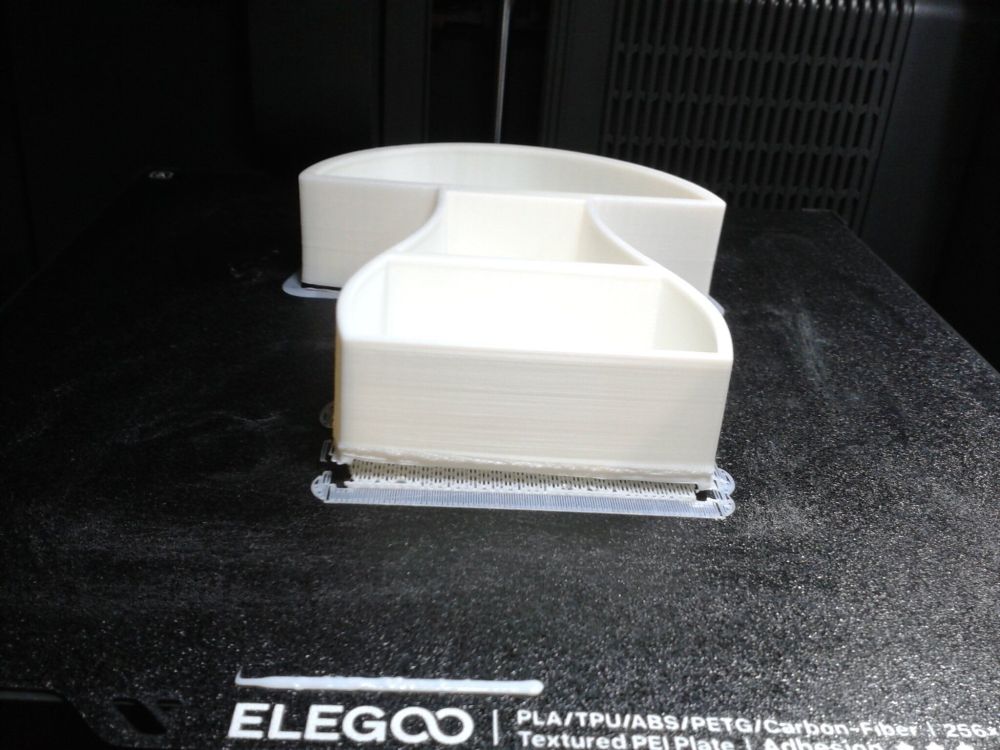
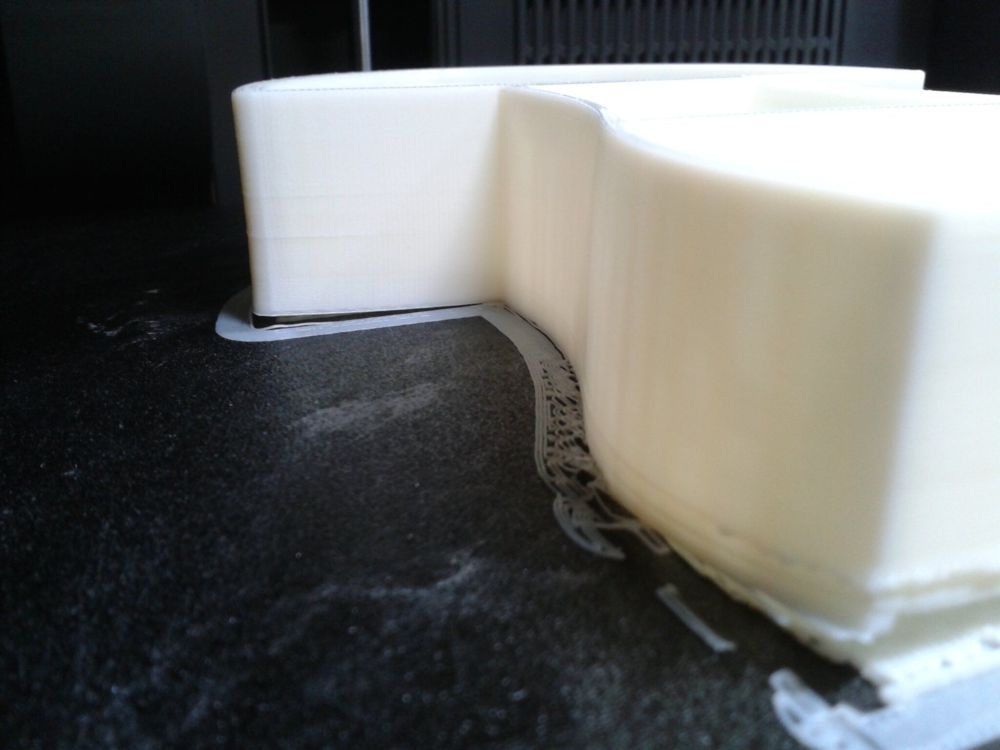
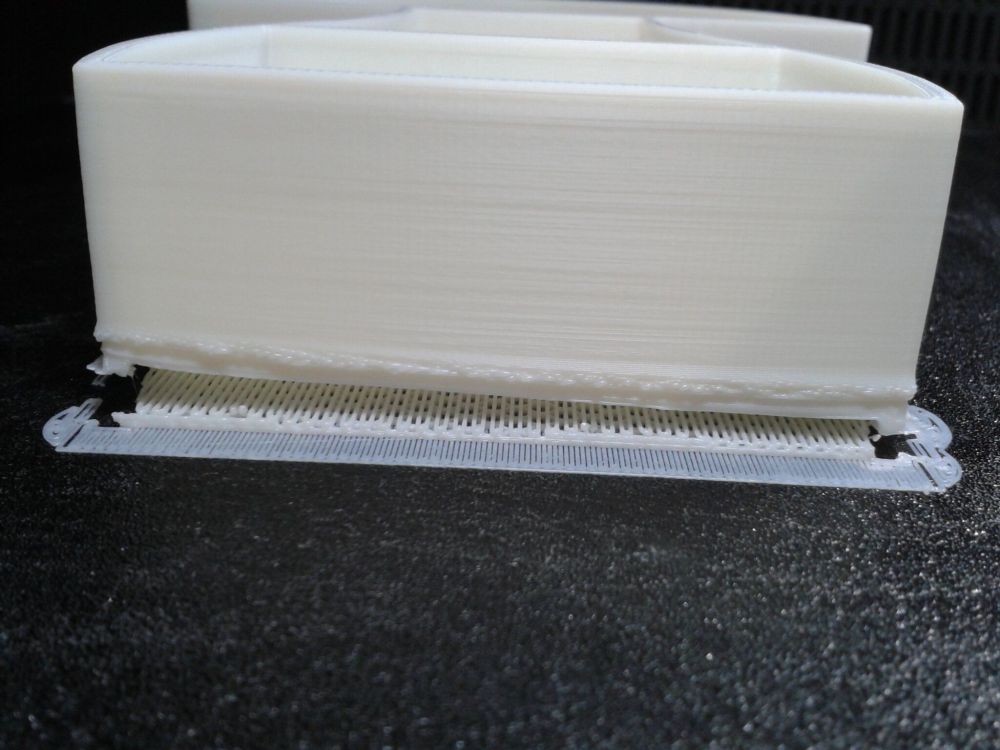
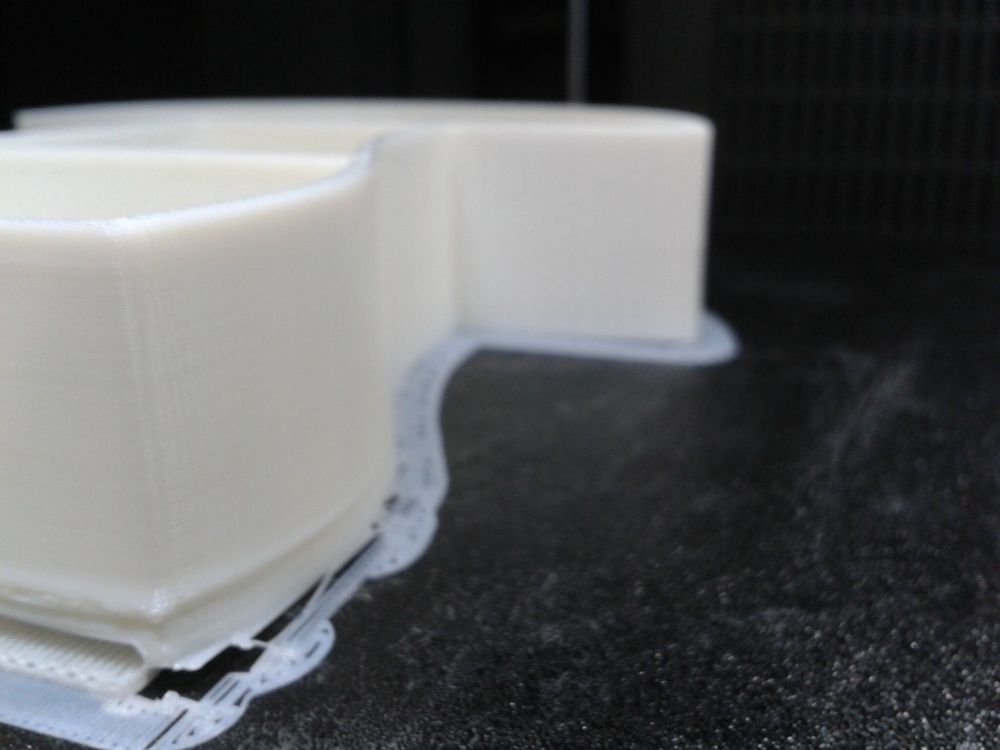
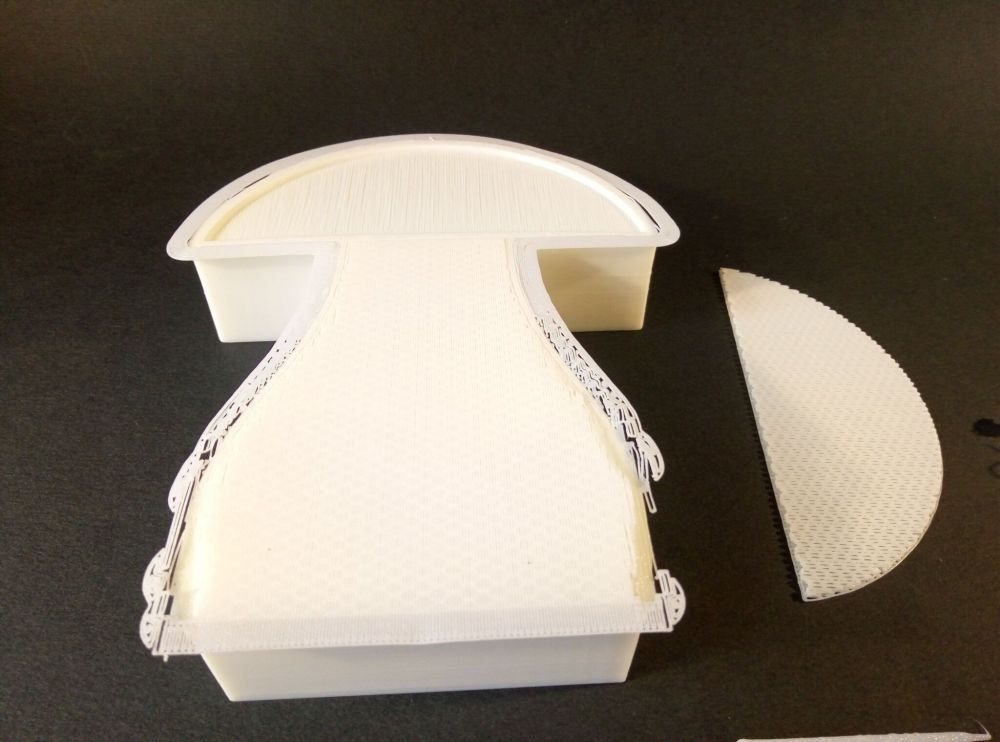
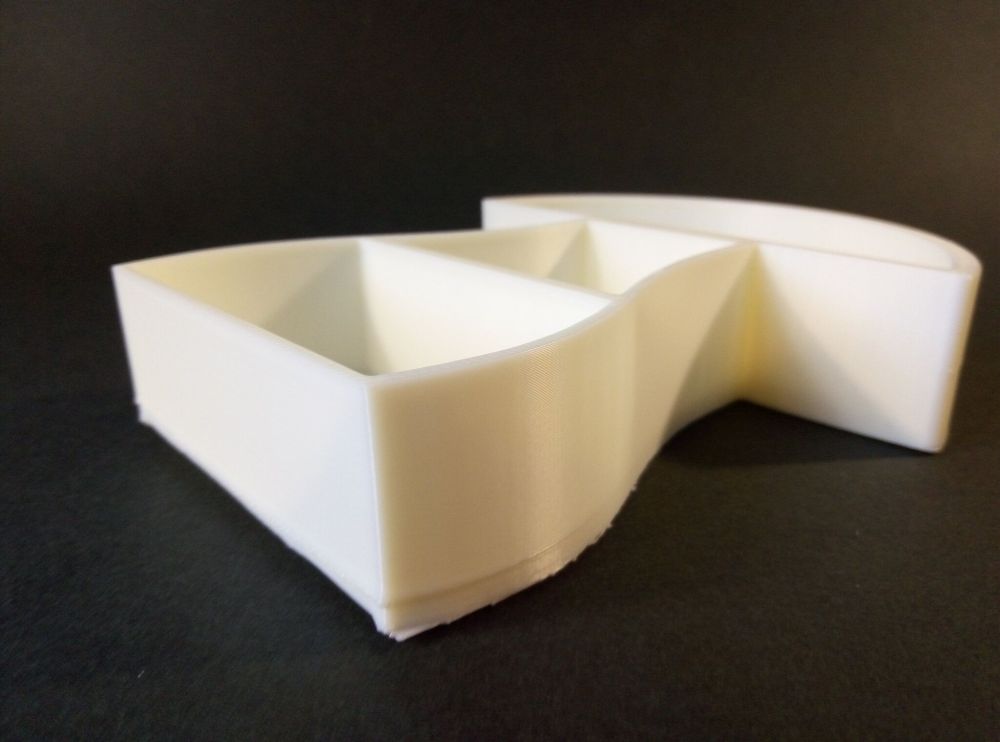
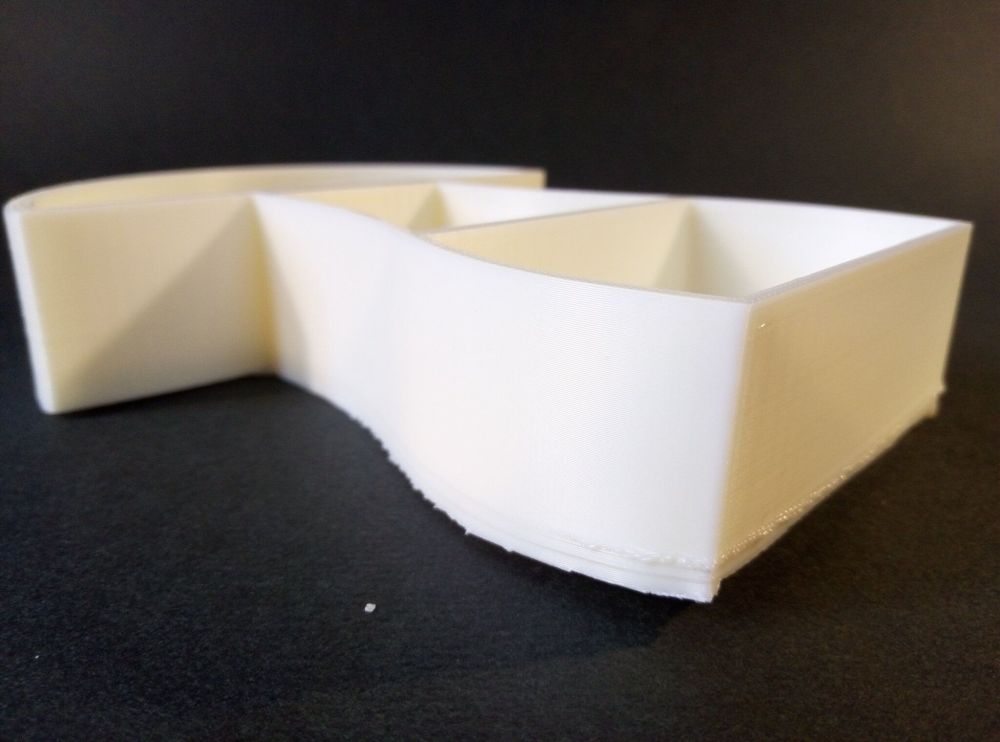
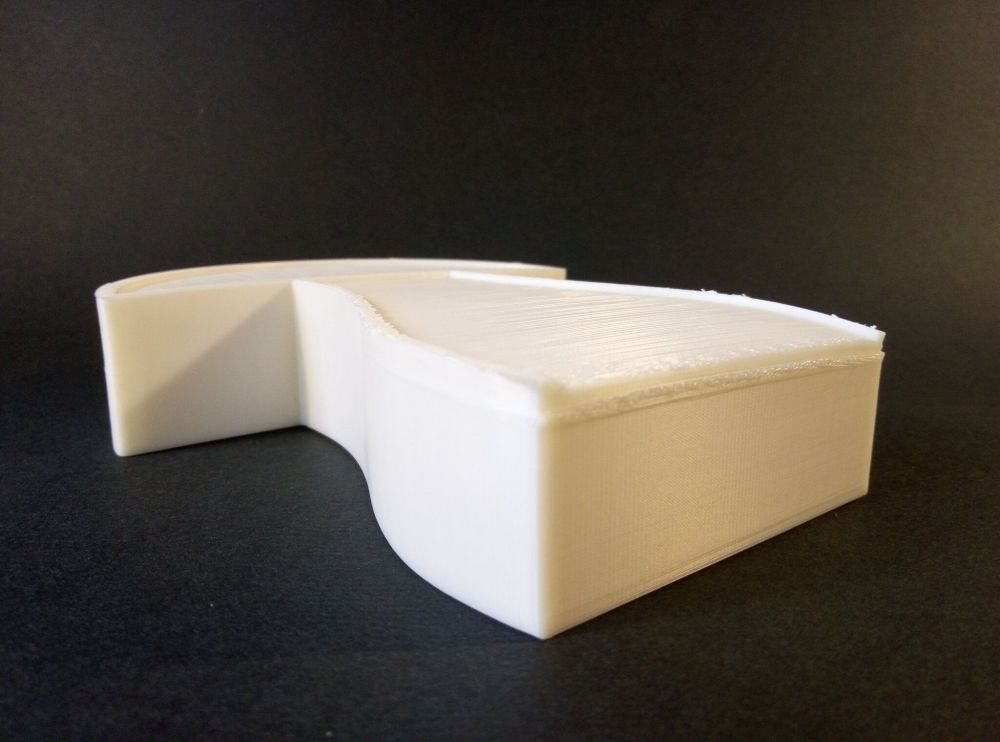
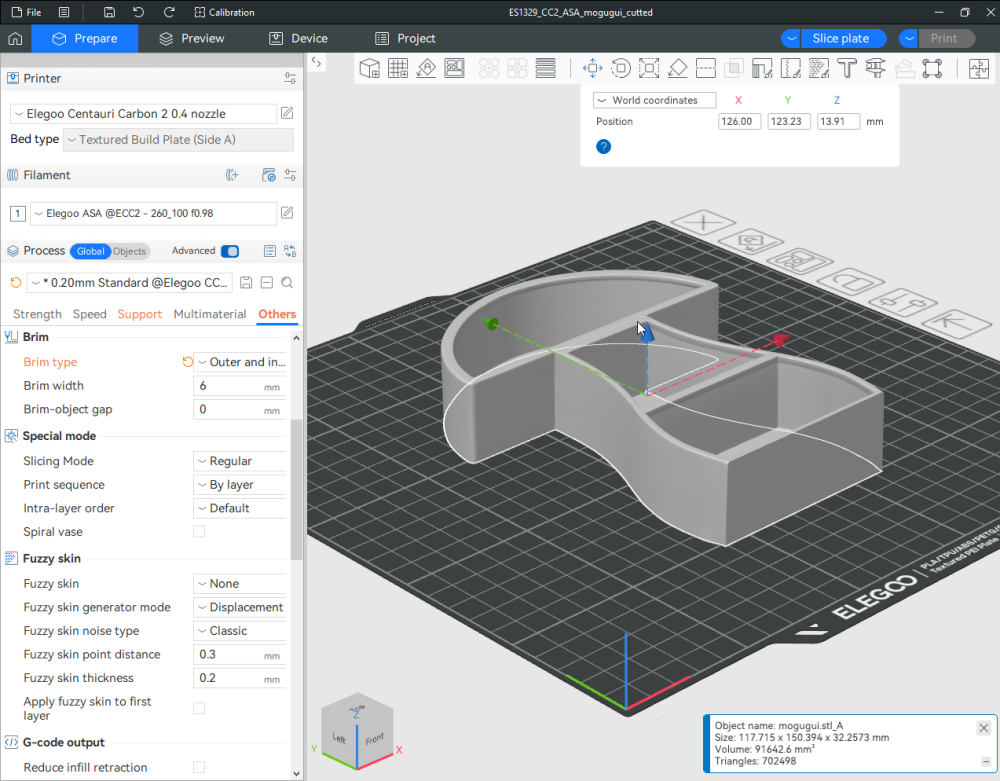
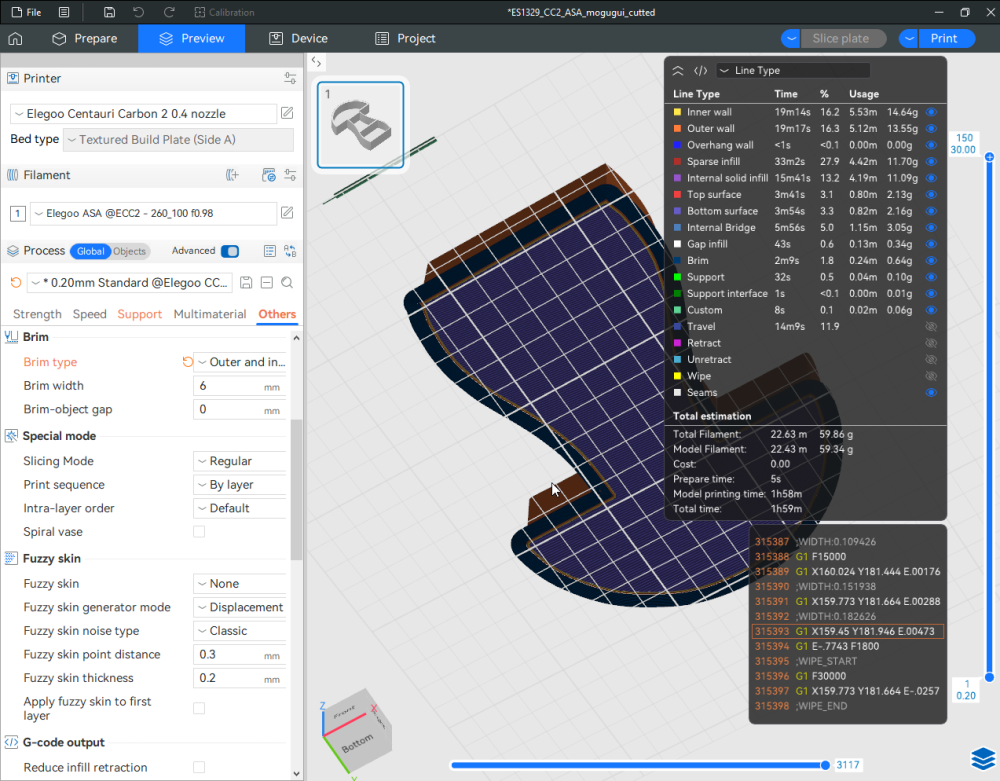
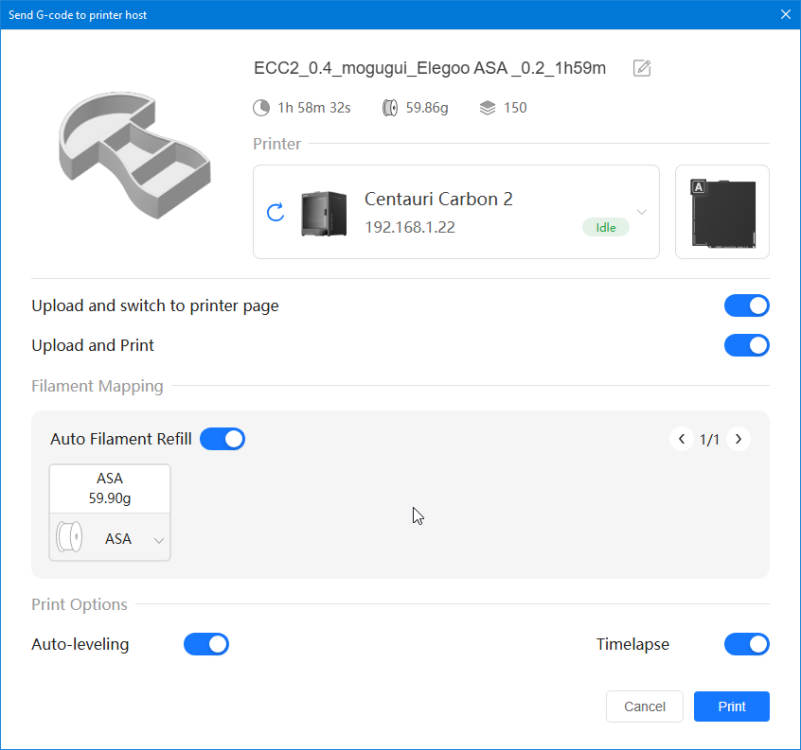
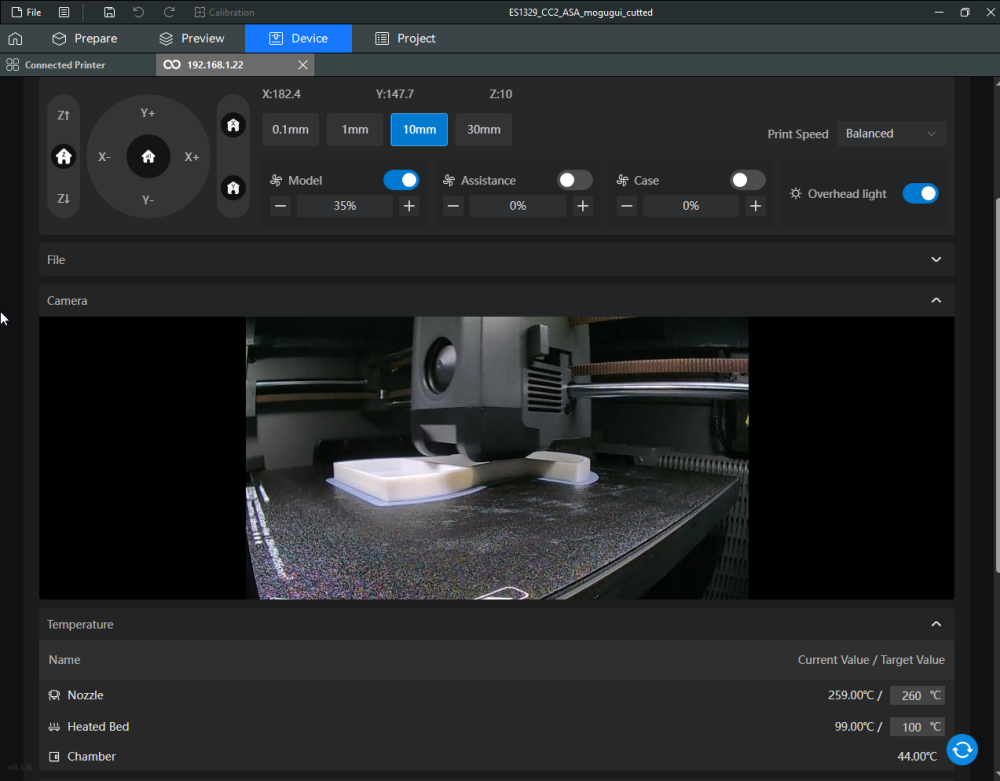
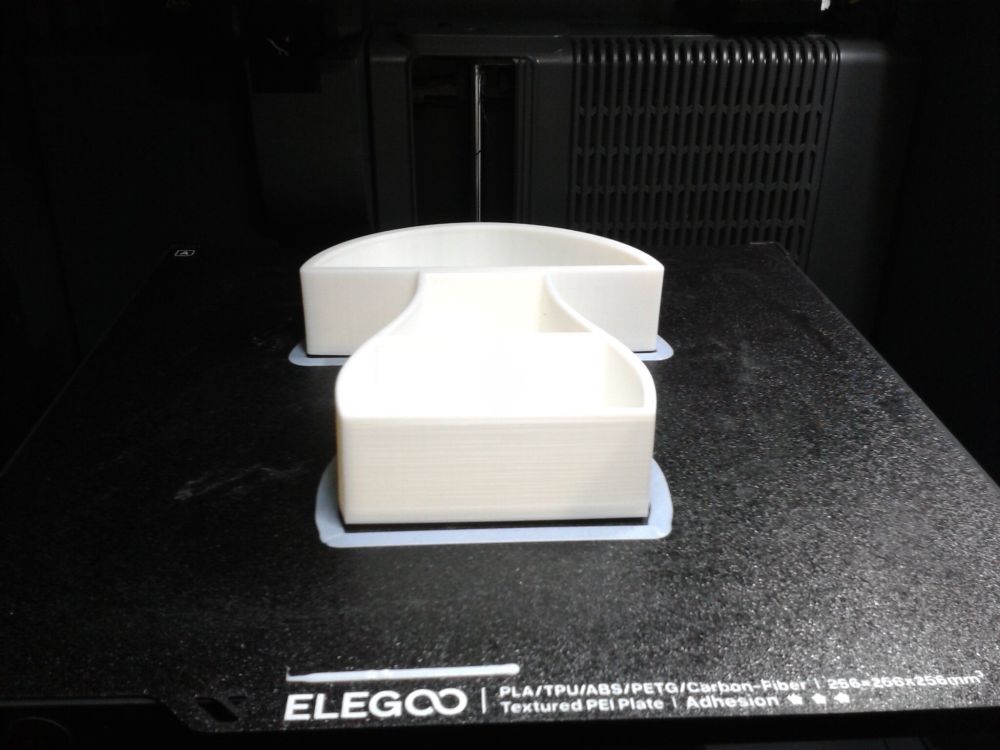
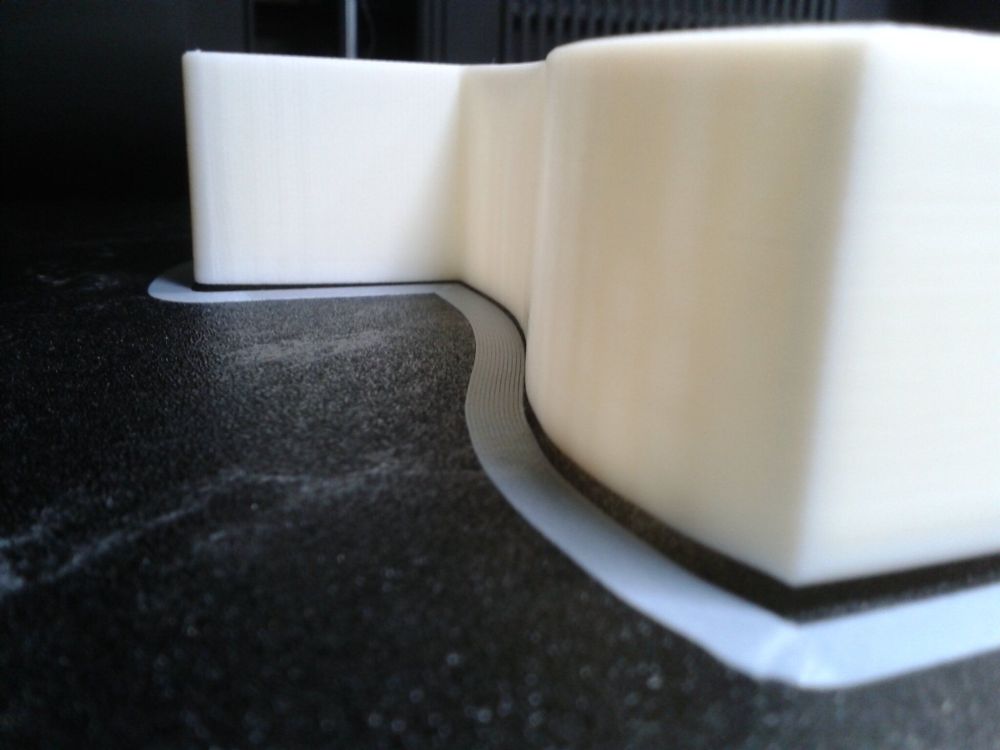
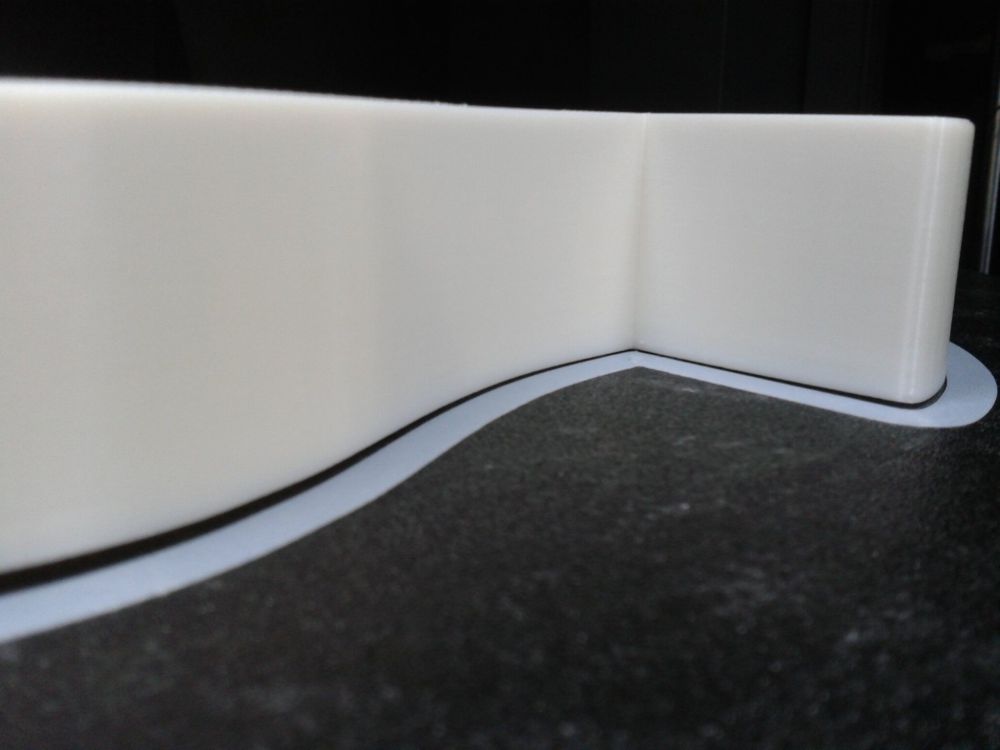
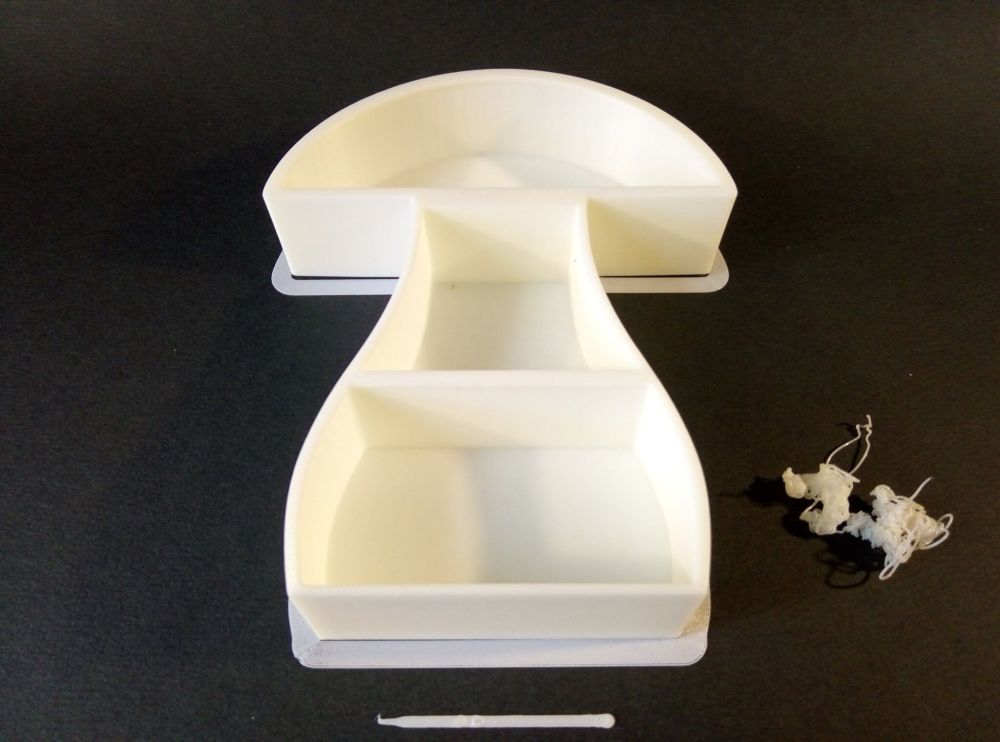
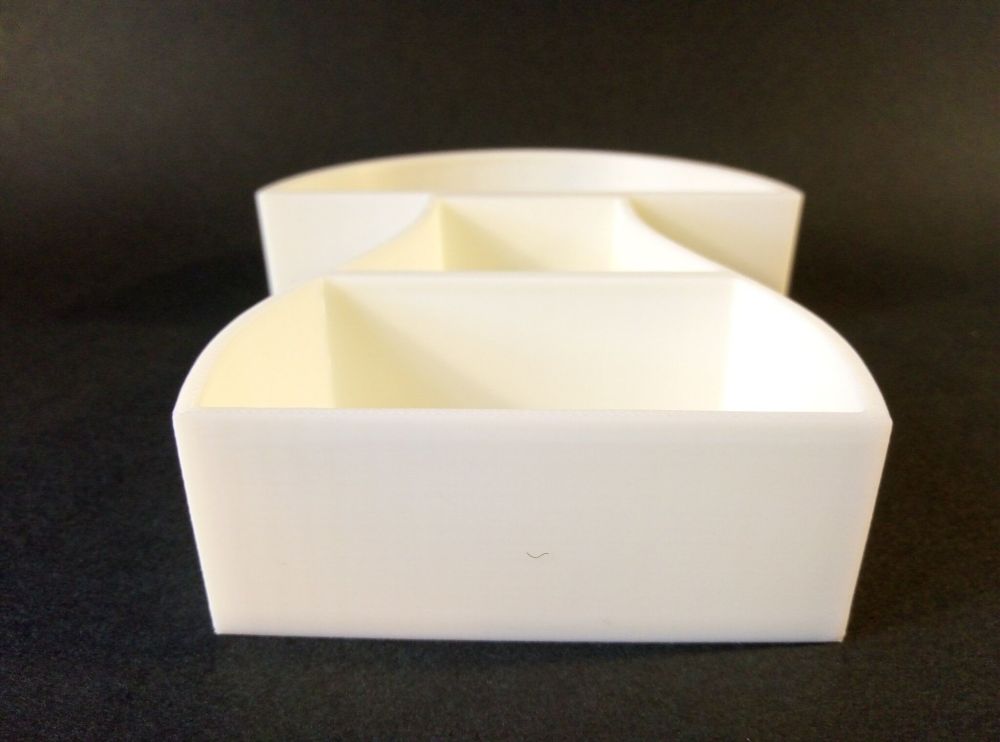
Autres impressions - ASA Cartoon Monster Storage Rack - 喵仙神 https://www.nexprint.com/models/G5967748 Je n'ai pas l'habitude d'imprimer de l'ASA, et j'ai un peu tâtonné avant de réussir une impression. Pour ceux qui voudraient les détails de mes tâtonnements Après plusieurs essais, ce n'est finalement qu'avec le plateau Face A, préalablement correctement dégraissé (nettoyé au produit vaisselle + éponge neuve + eau chaude). et avec le profil filament "Elegoo ASA" modifié (buse 260°C, plateau à 110°C au lieu de 90°C) et avec l'ajout d'une bordure d'impression ("brim") en contact avec l'objet ("Brim-object gap" = 0 mm) que j'ai enfin obtenu un résultat satisfaisant. Filaments utilisés : ASA blanc ArianePlast, ASA Black Anycubic. Vidéo du timelapse : https://youtu.be/I97yLk_nabU Mushroom Rack - 喵仙神 https://www.nexprint.com/models/G7881281 Noter que les deux essais d'impression qui suivent font partie de mes tâtonnements ( j'avais mis de la colle en bâton sur la plaque flexib Face A, je n'avais pas encore correctement dégraissé ma plaque flexible au produit vaisselle, et je n'avais pas encore compris l'importance de mettre le plateau à 110°C pour que dans le temps de l'impression la chaleur diffusée par le plateau chauffant chauffe suffisamment l'enceinte pour limiter le gauchissement ou "warping" de l'impression (température de l'environnement ~17°C) ). Si l'on ne coupe pas une partie de l'arrière de ce modèle, l'arrière de ce modèle ayant peu de surface en contact avec le plateau nécessite des supports d'impression (supports d'impression en vert dans la capture d'écran suivante). Je n'avais pas une température suffisante dans l'enceinte pour limiter le gauchissement ou "warping" de l'ASA lors de l'impression, il s'est petit à petit partiellement détaché de ses supports d'impression. (Dans les captures d'écran suivantes, buse à 260°C, plateau à 100°C, environnement à 17°C, l'enceinte parvient difficilement à arriver à ~44°C) Filament utilisé : ASA blanc ArianePlast. Résultat médiocre car l'enceinte n'était pas suffisamment chaude pour limiter le "warping" de l'ASA. J'ai voulu faire l'essai en coupant l'arrière du modèle (ici je l'ai simplement partiellement descendu sous le plateau) pour ne pas avoir de supports d'impression. Malgré les mêmes paramètres d'impression et le fait de ne toujours pas avoir correctement dégraissé mon plateau ni d'avoir une température plateau de 110°C (là je suis encore à 100°C) pour que dans le temps de l'impression cela chauffe au mieux l'enceinte, l'impression s'est relativement bien passée. Mais là encore, dans la durée de l'impression, la température de l'enceinte n'a pas dépassé les ~44°C. Et, après impression, le plateau refroidissant, l'objet imprimé en ASA s'est légèrement gauchi en refroidissant. Filament utilisé : ASA blanc ArianePlast. Mes essais d'impression en ASA, avec cette Centauri Carbon 2, m'ont fait prendre conscience que dans mon environnement d'impression à ~17°C, pour arriver à une température supérieure à ~44°C dans son enceinte, il me fallait mettre le plateau le plus chaud possible, donc à sa température maximale de 110°C, et voir pour faire une sur-isolation thermique du "capot thermique" plastique d'origine. Edit > Même si le filtre du système d'extraction d'air d'origine a le mérite d'être là, l'odeur dégagée dans la pièce où se trouve l'imprimante lors de l'impression d'ASA reste très forte et il faudrait prévoir un système de filtration, ou d'extraction de l'air vers l'extérieur, en plus.





































 1 point
1 point -
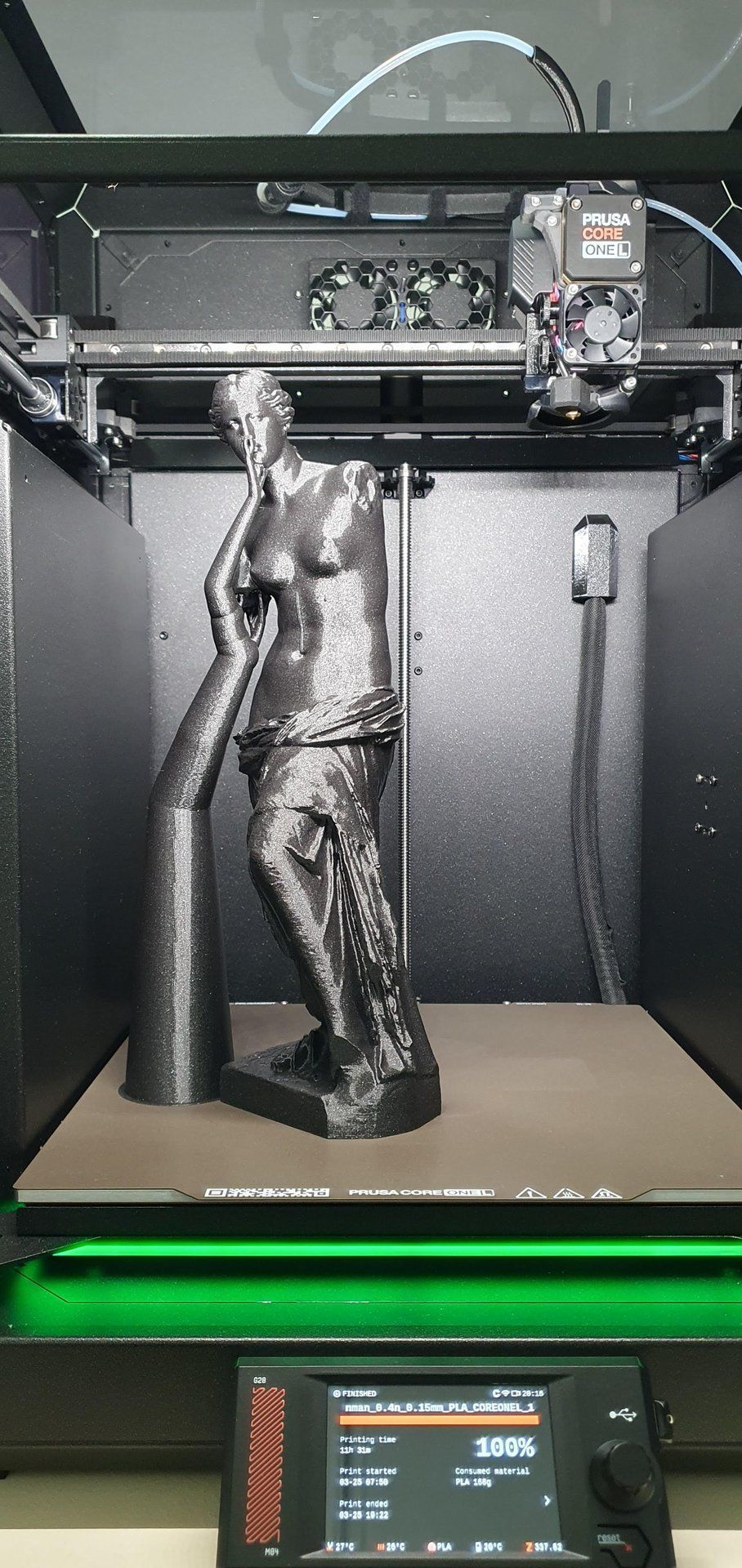
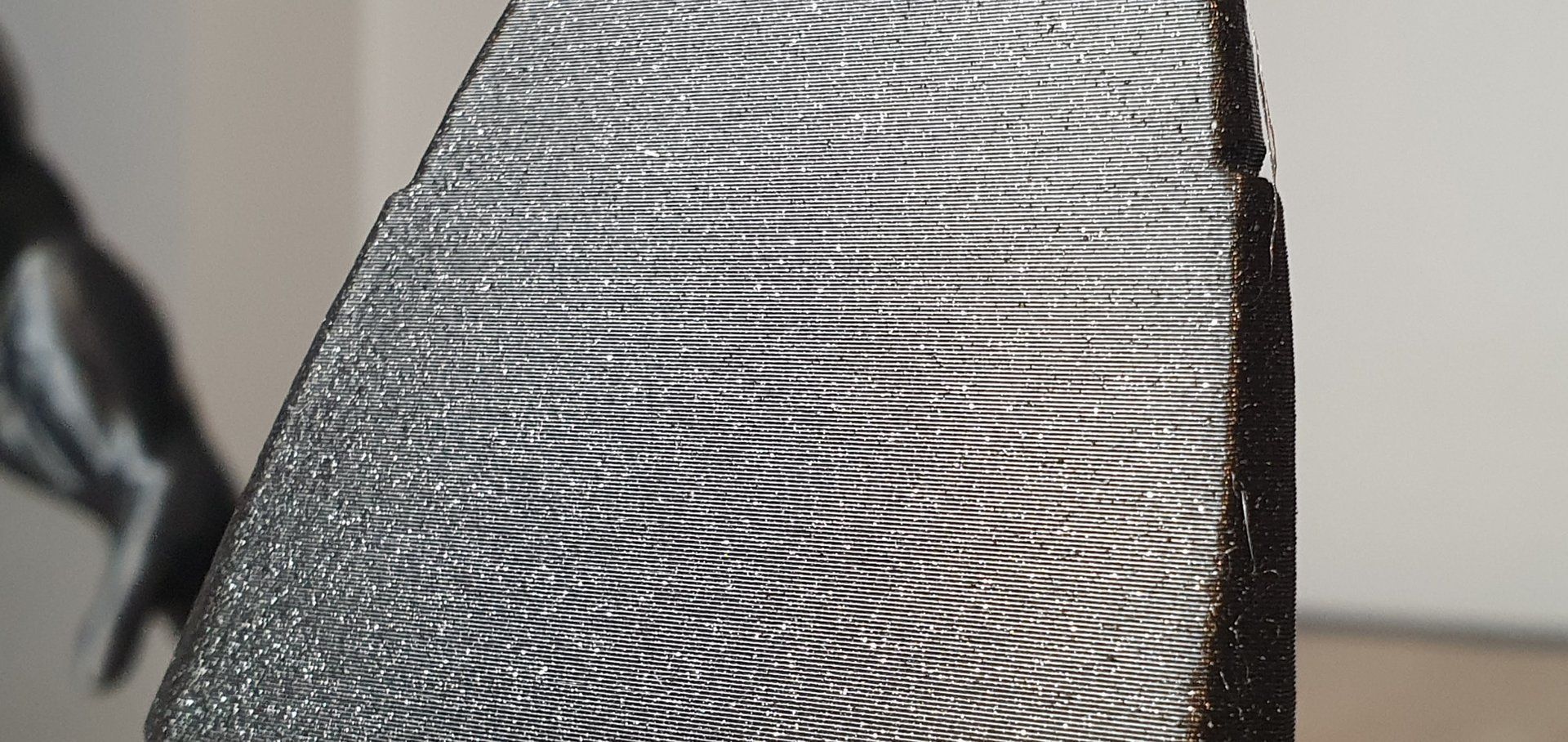
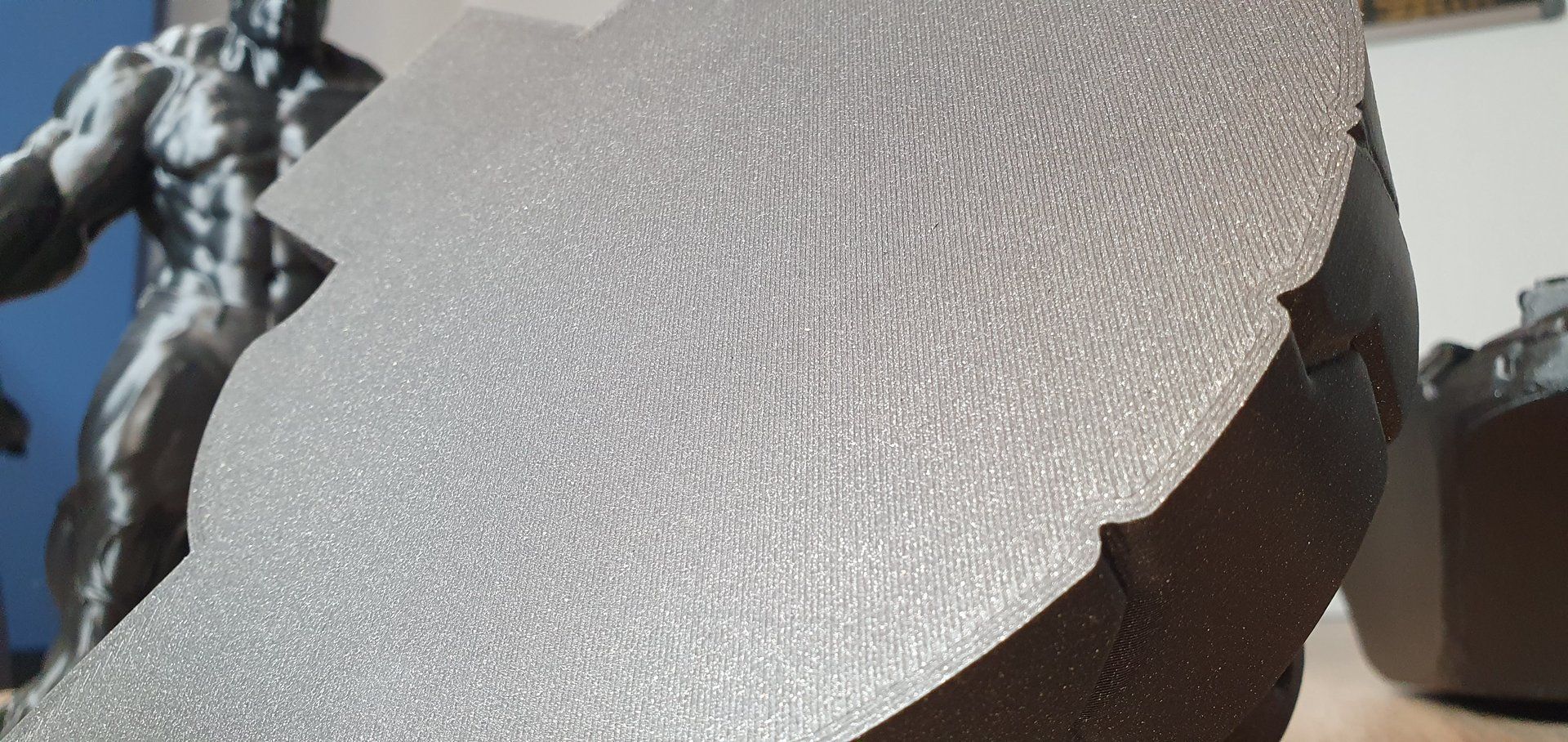
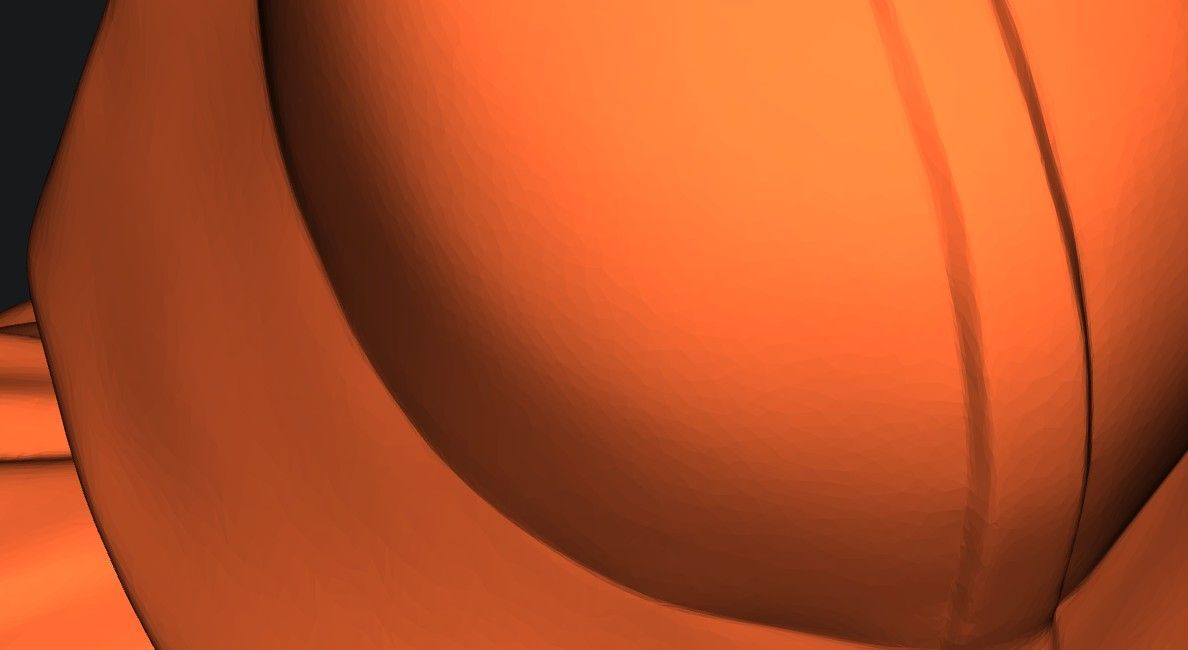
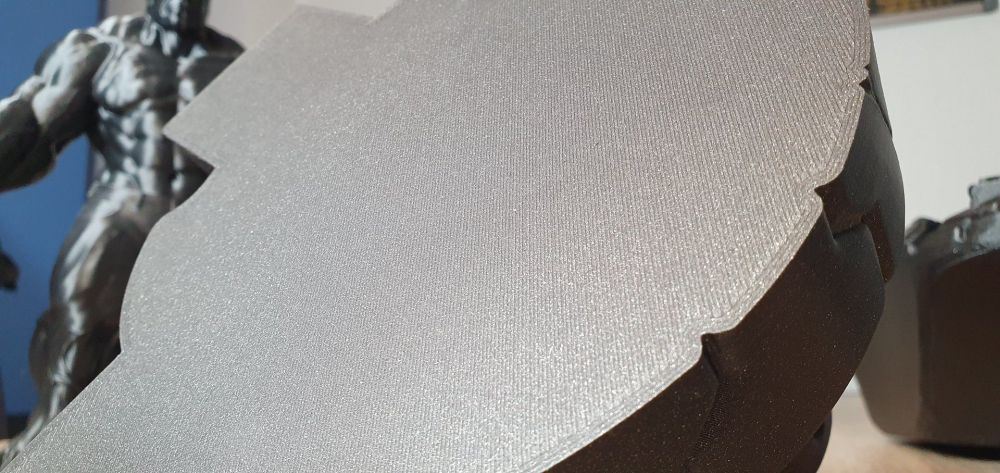
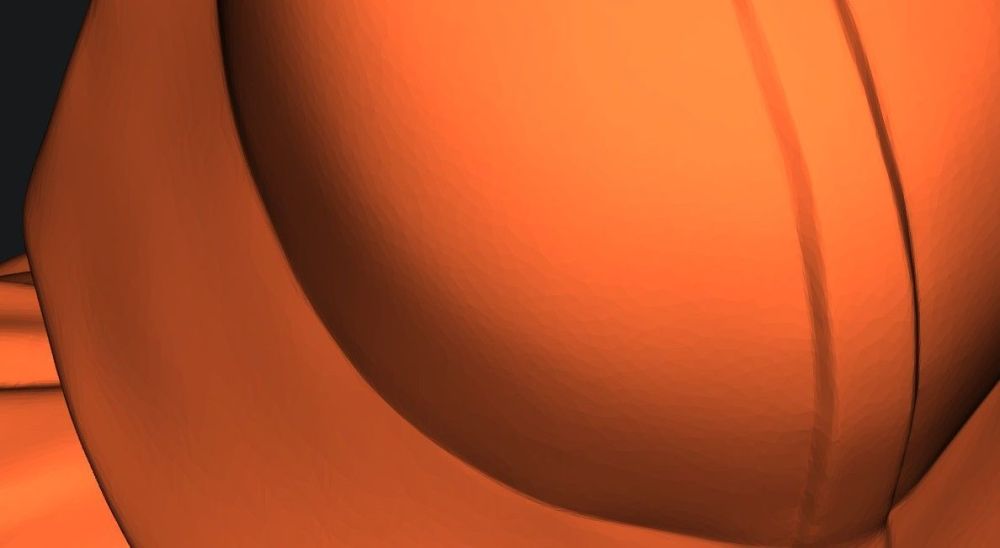
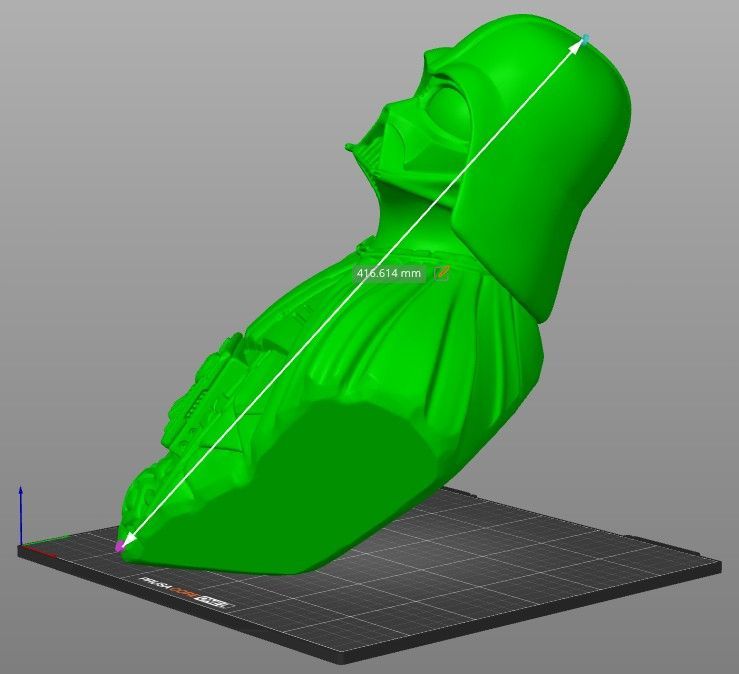
Salut, Quelques jours sont passés depuis le dernier retour, mais à part aujourd'hui où la machine s'est reposée (mais pas moi ), elle n'a pas chômé ! Au programme quelques impressions Zmax dont une qui exploite presque le volume max de cette One L. On commence par un petit print tout simple et tout en hauteur, une Venus De Milo. Buse de 0.4mm HF, couches de 0.15mm profil structural, Zmax de 330mm, 160g. Easy. Passons à une autre impression en deux parties, le fameux buste de Dark Vador par Eastman. Première partie le socle, qui est en fait la partie 2, mais gardons le meilleur pour la fin. Buse de 0.6mm HF, couches de 0.2mm profil structural, 260g. Aucun problème non plus, c'est une impression très simple. Et enfin le buste lui-même, déjà un peu plus challenging. Buse de 0.6mm HF, couches de 0.15mm profil structural, 700g et 35h d'impression. Ici le porte-à faux est assez impressionnant avec une surface au sol assez petite, remarquez que j'ai utilisé du Magigoo pour assurer mes arrières, vu la taille et le poids, je ne voulais pas risquer un décrochage sur la dernière heure. Allez on repasse tout ça en revue avec des photos de près. En commençant par la Venus De Milo. Mais d'abord remarquez le support sur pratiquement toute la hauteur, qui a très bien joué son rôle sans tomber. D'ailleurs une fois détaché on obtient un joli Baobab. Détails du visage, c'est parfaitement lisse et brillant, les traces de support sur le menton et le nez sont quasi invisibles. ici on remarque la couture au dessus du nombril. Je me suis maudit d'avoir ENCORE UNE FOIS oublié de cocher l'affichage de la couture dans la prévisualisation. Je l'aurais mise à l'arrière sinon. Je suis à deux doigts de proposer aux devs de cocher cette option par défaut. Mis à part ça, j'ai vraiment poussé sur les reflets pour chercher les défauts, je vois rien. Du coup pas de couture sur le dos mais cet état de surface vraiment excellent et brillant... Zoom sur le socle, malgré la texture irrégulière du sol on ne voit pas trop les layers, c'est globalement excellent. Passons au socle du Vador. C'est la pièce avec la plus grande surface au sol, donc regardons admirons sa première couche, toujours aussi parfaite chez Prusa. Pour rappel ici c'est une buse de 0.6mm. Petite vue sur la grande surface inclinée, les seuls petits "défauts" qu'on voit sont des petits points dans le PLA, c'est propre à ce filament qui a un toucher plutôt rugueux. On distingue peut-être un très très léger ringing à gauche, mais c'est chipoter là. Enfin le tant attendu buste dont on notera qu'il occupe bien l'espace, et avec un très joli porte-à-faux sur l'arrière. J'avoue que j'étais un peu nerveux que ça tienne, mais au moment de décrocher la pièce, bien que le plateau ait eu le temps de refroidir, en fait la pièce était encore très très bien collée au plateau. Magigoo ou PEI ou les deux, en tout cas la One L a fait son job sans sourciller. Ici le haut de l'impression, j'avais séché la bobine avant, mais j'ai remarqué que ça filochait un peu vers les 2/3 de l'impression, après 24h et 1/2 bobine de passée. En revanche pour une buse de 0.6mm, c'est très très propre. Par contre j'ai remarqué quelque chose, j'ai un effet peau de saumon pas mal visible sur les grandes surfaces lisses, notamment le casque. Je parle de cet effet là que j'ai réussi à accentuer un max avec l'éclairage. A priori on est déjà dans la résolution les facettes du STL. Je n'ai vu cet effet qu'avec la buse de 0.6mm en couches de 0.15mm (buste). En couches de 0.2mm (socle) je le décèle à peine comme du ringing. Avec la buse de 0.4mm en couches de 0.15mm (Venus), c'est absolument lisse mais le modèle a une résolution beaucoup plus élevée. Faut y penser avant de lancer un print à 200 ou 300% de la taille originale. Photo de famille, avec le Hulk qui était le test Zmax de la CORE One+ standard (270mm), la Venus De Milo qui est le Zmax de la One L (330mm), et le buste de Vador qui montre le volume de la One L, ~415mm du bas du buste (hors socle) au sommet du casque (imprimé en diagonal). J'ai mis un benchy que tout le monde connait pour avoir l'échelle de référence. Bon tout ça c'est bien beau, mais ce n'est que du PLA, normalement toutes les machines du marché sont capables de telles impressions. Alors maintenant que j'ai passé deux bons kilos, il est temps de passer à plus technique, c'est là que ça va devenir intéressant. A savoir que le nouveau firmware 6.5.3 final vient de sortir. Je dois d'abord faire quelques vérifications autour de l'Input Shaper, et le re-calibrer selon les recommandations.










 1 point
1 point -
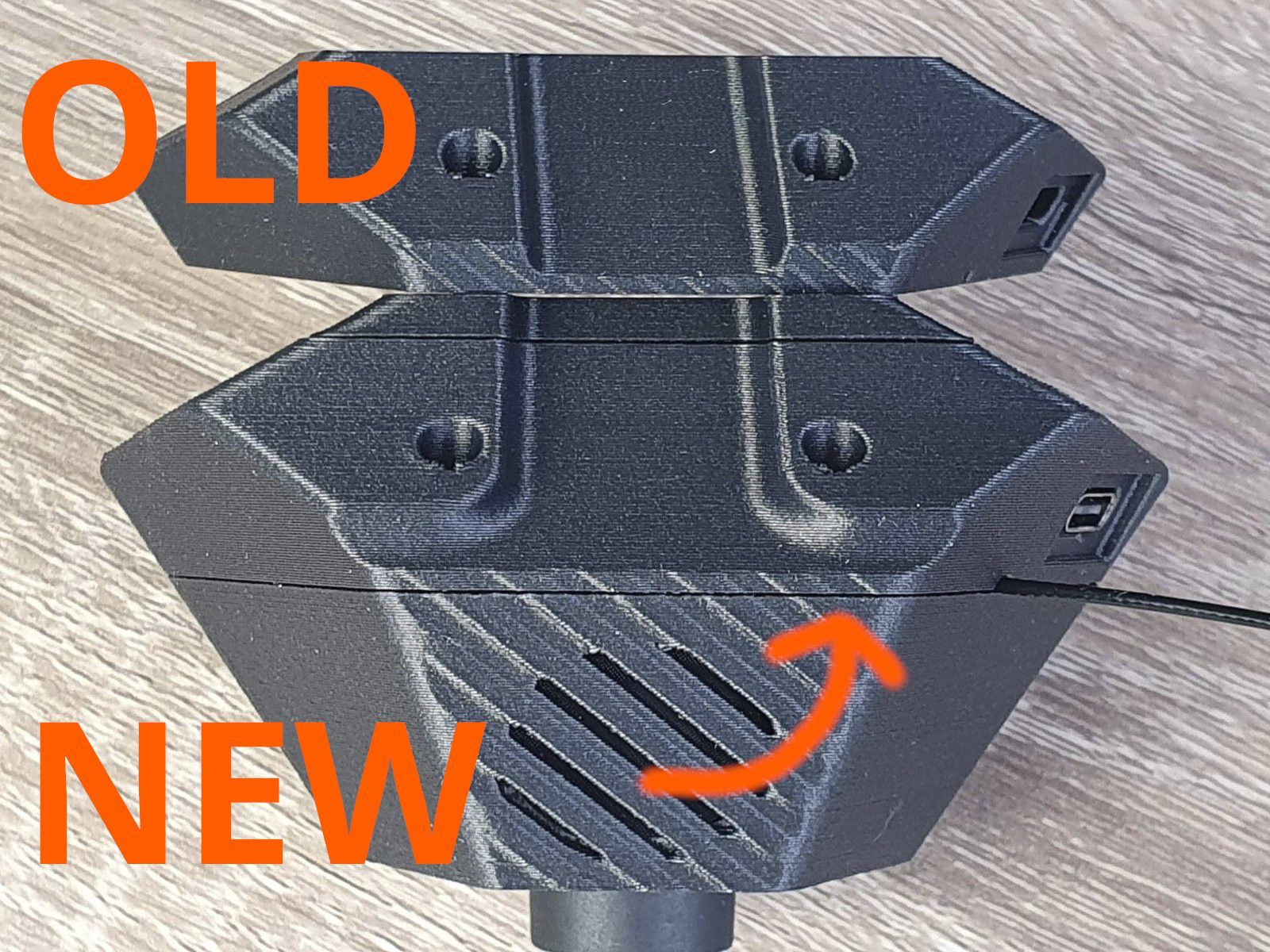
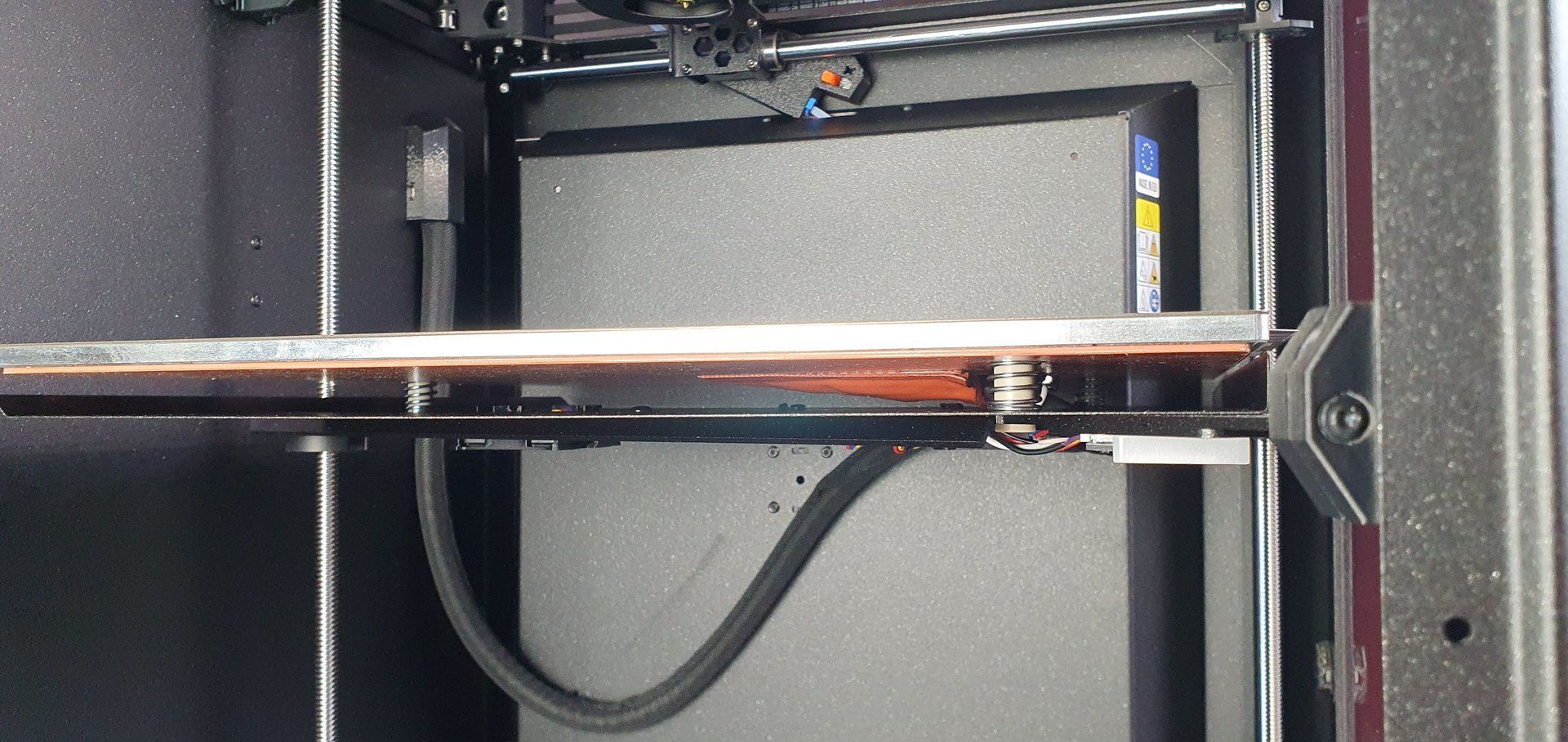
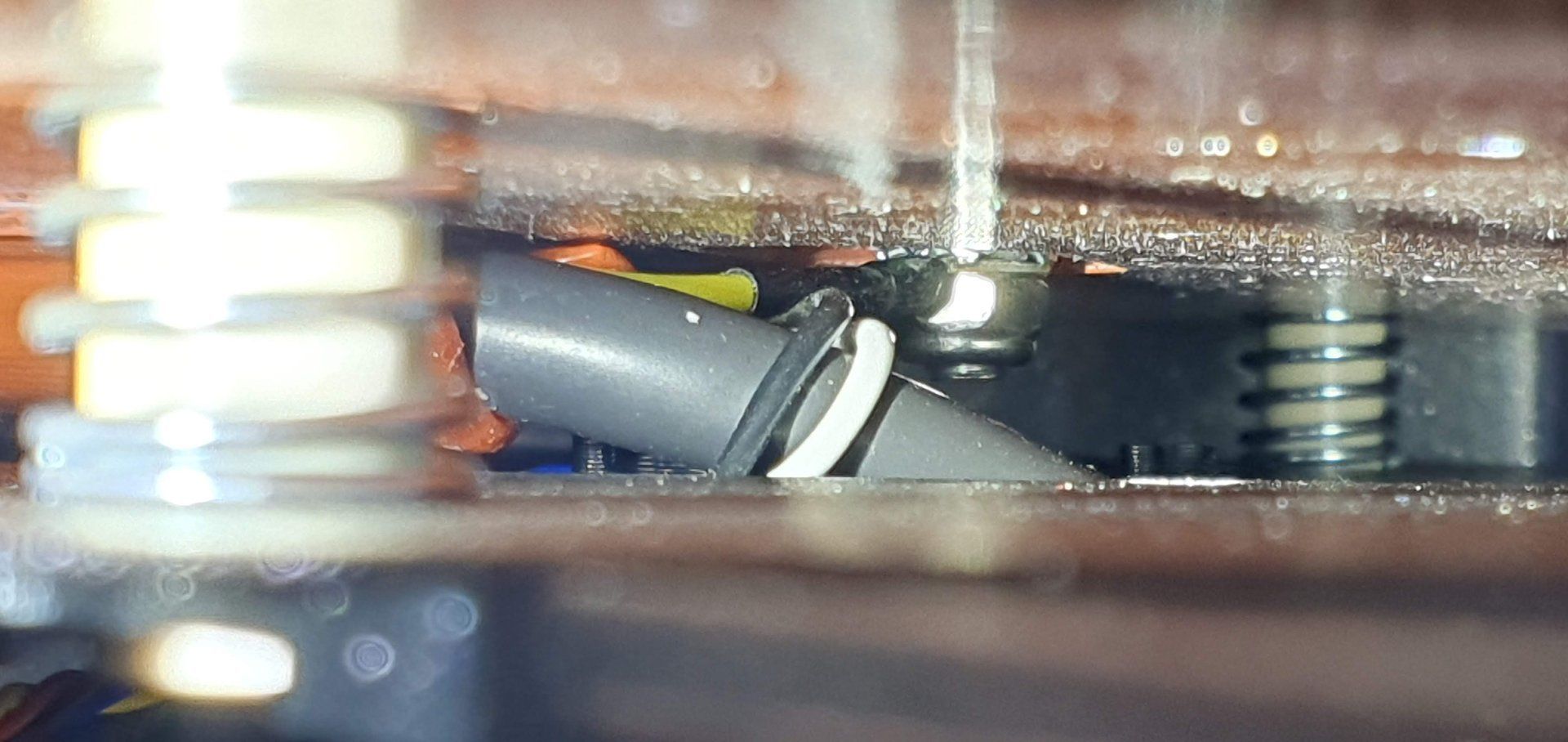
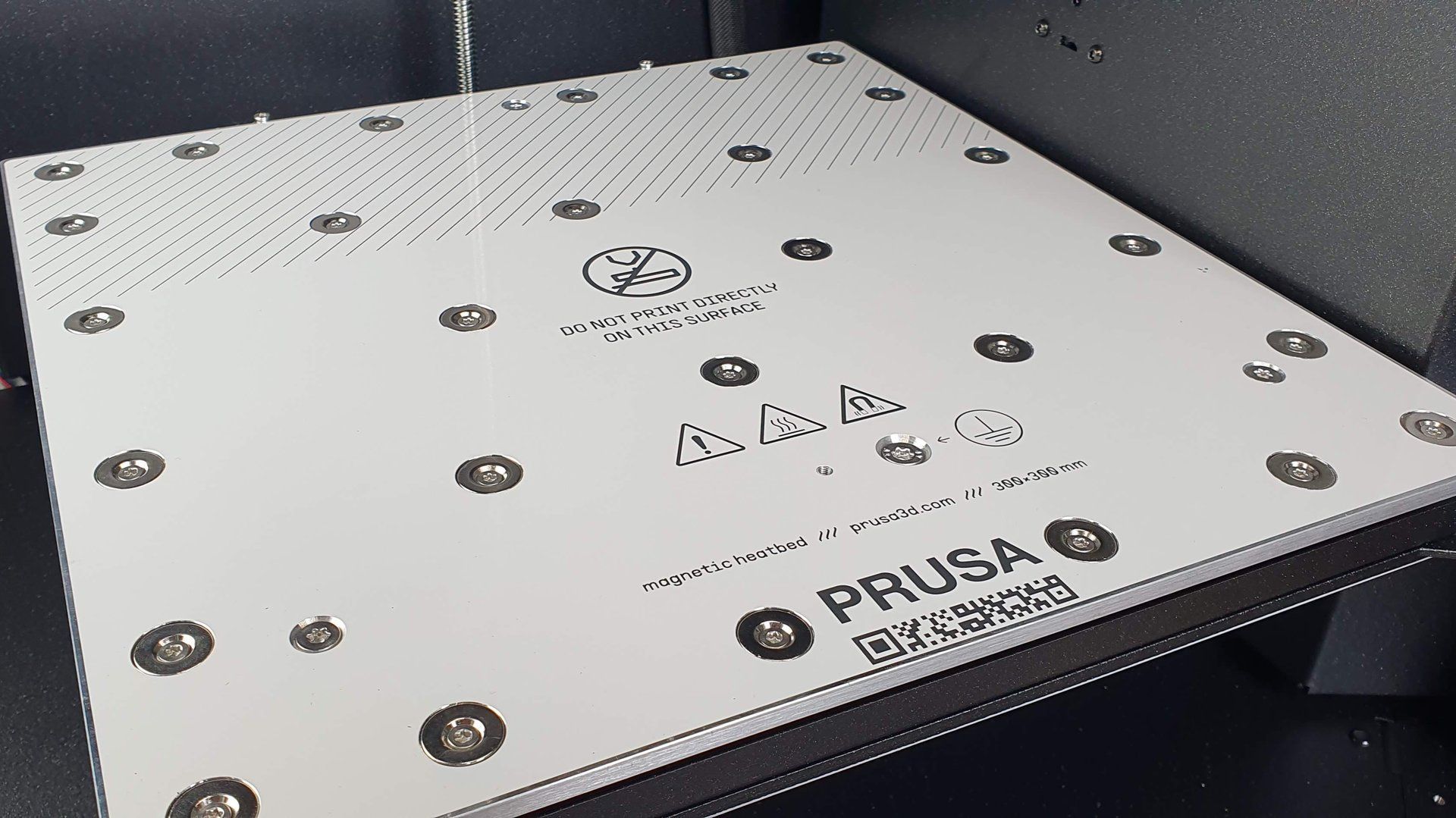
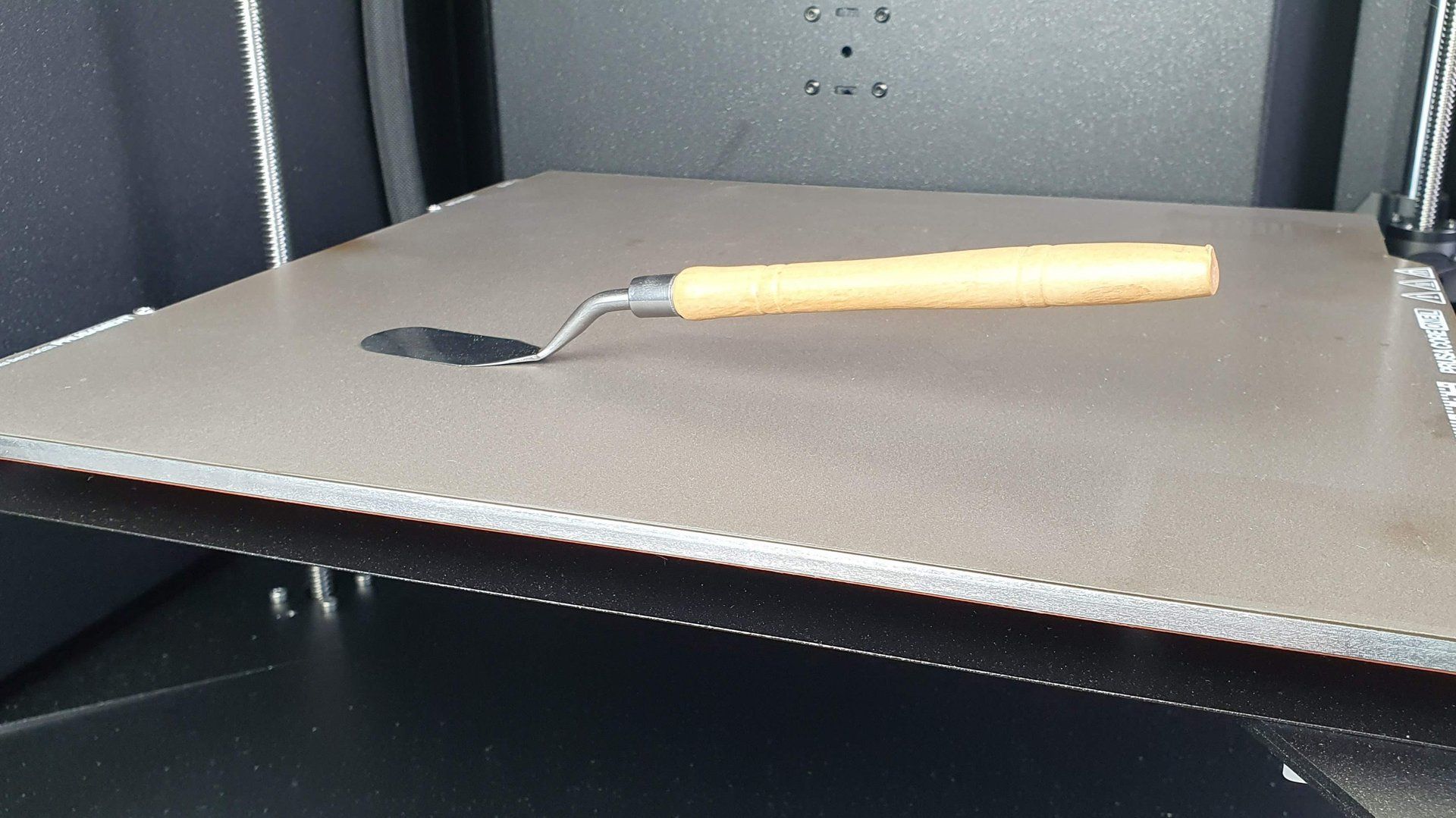
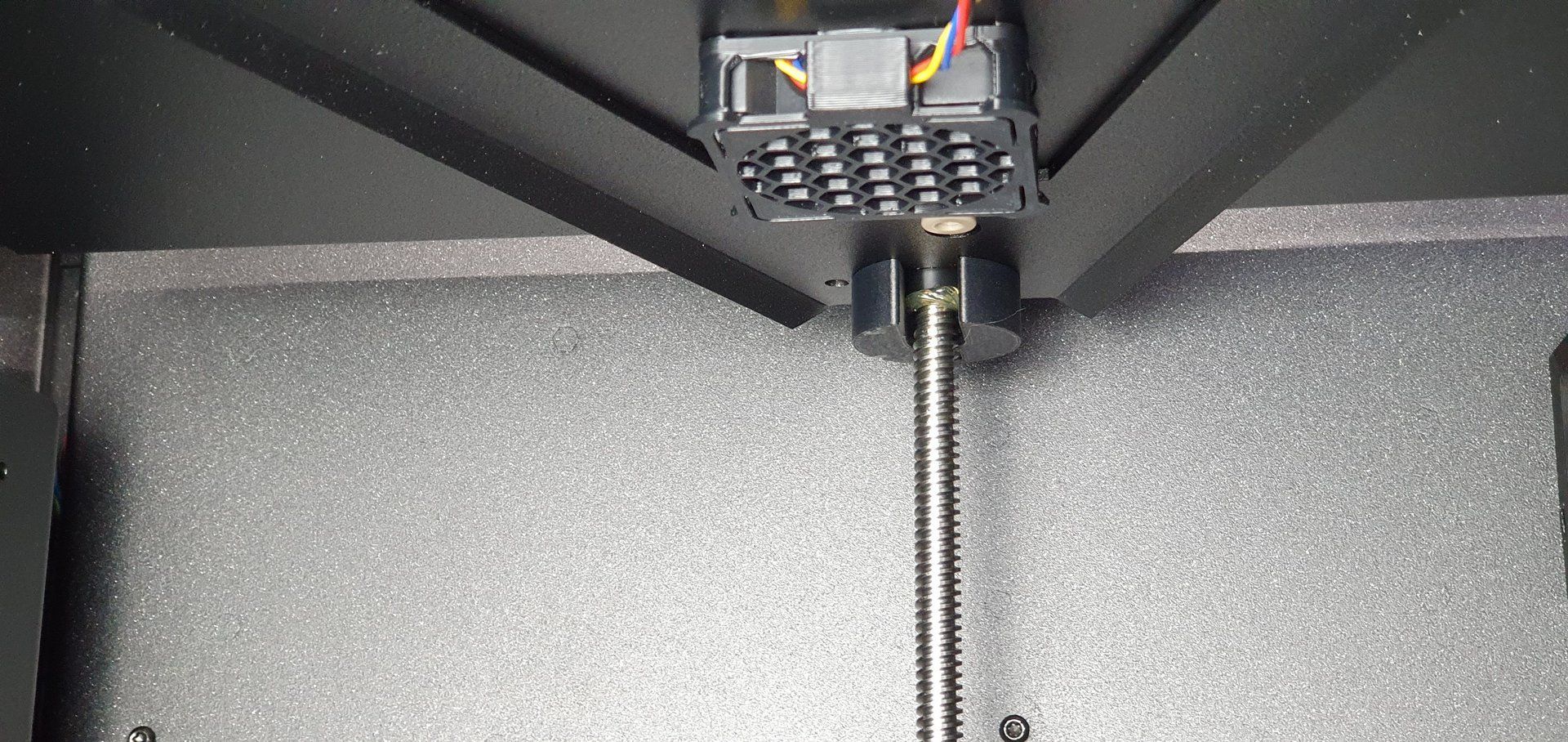
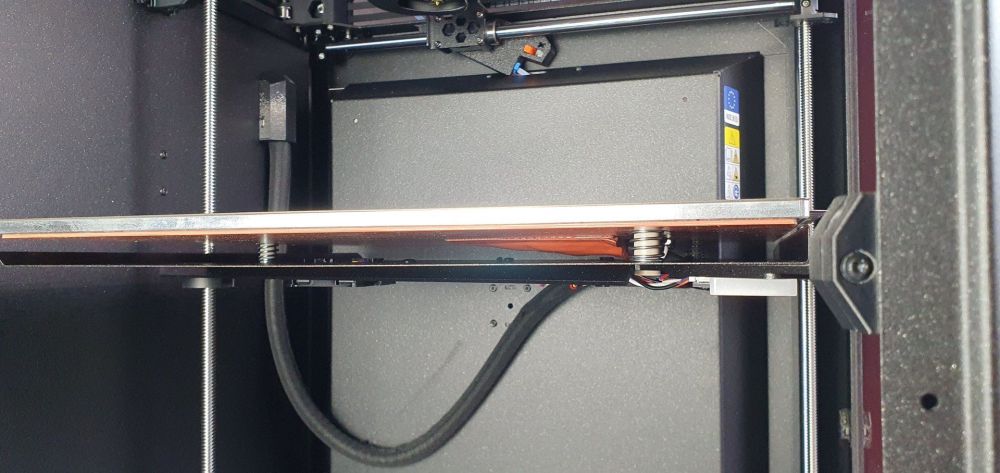
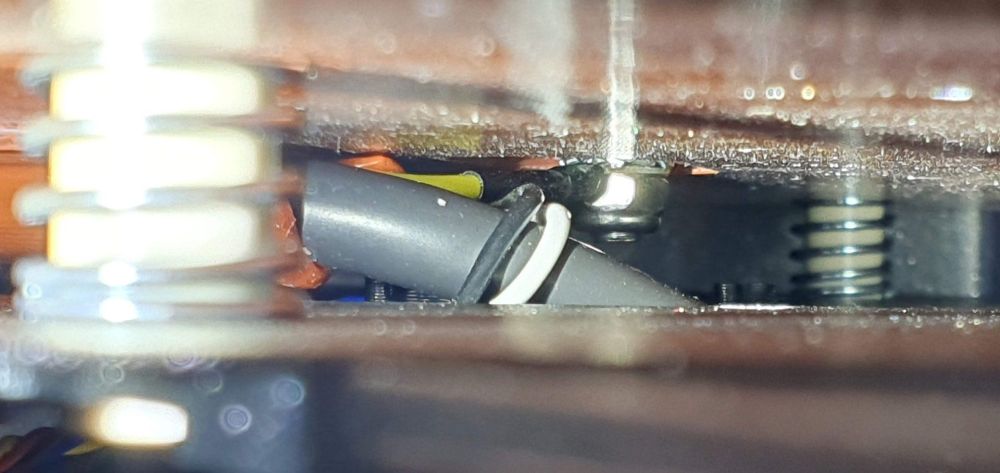
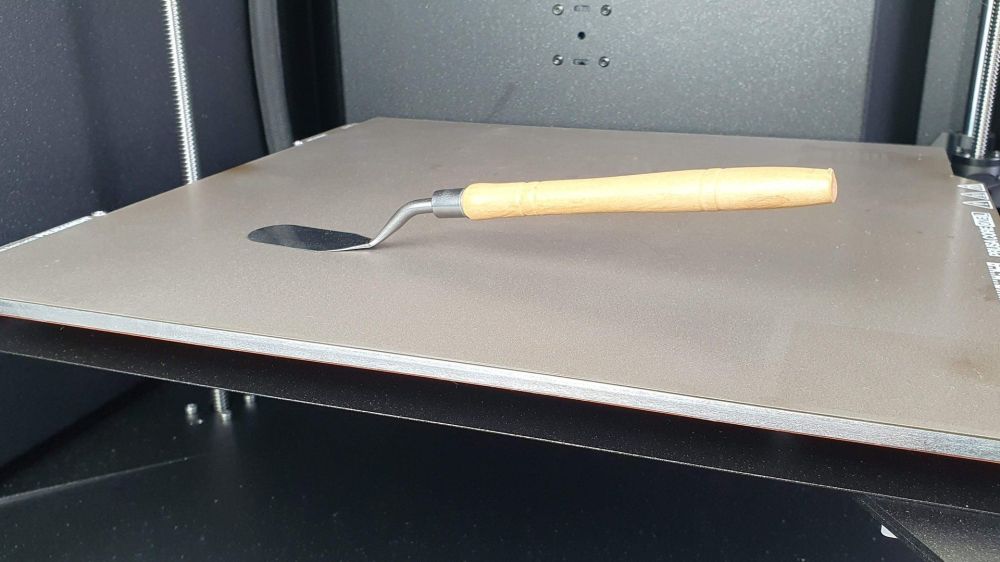
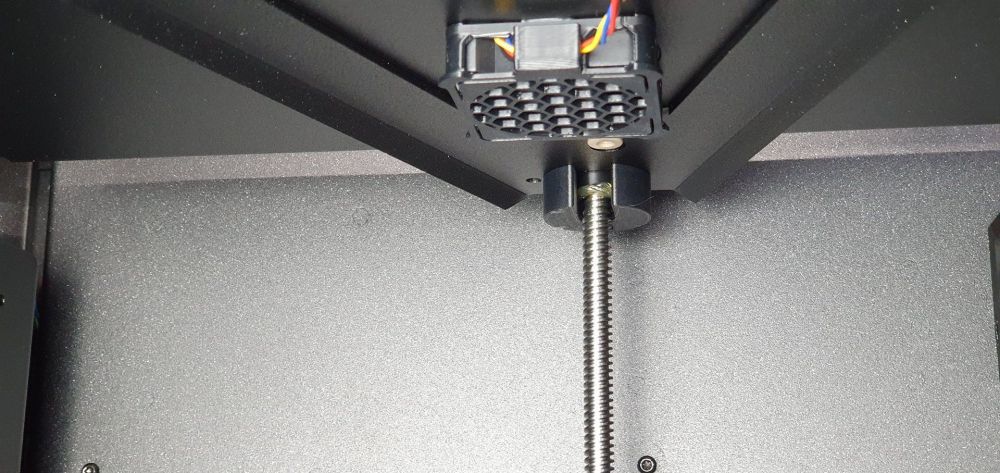
De retour, Alors pour la caméra, je vous disais qu'un truc m'avais bien chiffonné. J'ai d'abord remarqué que la grille ne se fermait pas complètement, il restait un petit interstice. En fouinant je suis tombé sur la collision de la grille avec la caméra... J'ai bien sûr essayé de repositionner la caméra à maintes reprises, mais elle est aimantée et reprend sa position naturellement. En cherchant des retours d'autres utilisateurs j'ai vu que je ne suis pas le seul => https://forum.prusa3d.com/forum/prusa-core-one-l-general-discussion-announcements-and-releases/chamber-heating-slowed-down-by-the-camera/. Certains ont même limé leur caméra, d'autres la grille. Prusa ayant publié les STEP de la caméra, ma solution évidente a été de remixer la pièce problématique => https://www.printables.com/model/1645218-buddy3d-camera-cutout-to-avoid-core-one-l-vent-col J'ai vérifié sur la CORE One standard, pas de collision possible, la grille est différente. Franchement je ne comprends pas comment ça peut passer. La caméra est livrée de série avec la machine, ça aurait dû être testé en long en large et en travers... Bref, je m'arrête là pour cette caméra, je me suis fait un avis. Comme je l'avais dit, je vais maintenant vous parler du plateau AC, nouveauté chez Prusa assez à cheval sur la sécurité. J'ai commencé par démonter le panneau gauche grâce à mon outil démonte rivet que j'ai déjà présenté plusieurs fois. Le meilleur investissement que j'ai pu faire pour les CORE One ce design. Sur le devant on voyait comme une cornière sous le plateau, mais vu de côté en réalité il s'agit d'un plateau sous le plateau. En regardant de plus près on remarque plusieurs couches (pas toutes visibles sur cette photo) : la plaque d'acier flexible recouverte de PEI une plaque épaisse d'aluminium un pad silicone => l'élément chauffant 230V trois points de fixation avec des ressorts un déflecteur en aluminium pour renvoyer la chaleur dans la chambre un support en acier pour l'ensemble, faisant la liaison avec les guidages Z et les tiges trapézoïdales On voit aussi les deux ventilateurs qui servent à la convection forcée, ainsi que le bandeau de LED (sous le plateau, pas celles qui sont allumées). Si on regarde de plus près entre les couches, on trouve un fil jaune, probablement vert/jaune, boulonné dans la plaque d'alu épaisse. Il s'agit de la terre comme on peut le voir sur la photo suivante. On voit un tas d'aimant vissés dans la plaque, les trois points de fixation et la terre qui est clairement indiquée. Concernant les aimants, ils sont d'une puissance bien supérieure à ceux de la CORE One standard. En effet sur la standard lorsque je passe ma spatule sur le plateau je ne ressens pas du tout de champ magnétique. Ici c'est comment dire... Tellement puissant que la spatule colle toute seule (et pas qu'un peu), à travers la tôle d'acier. C'est une réponse à une problématique que connaissent ceux qui font de grandes impressions avec des matières sujettes au warping, la tôle d'acier qui se décolle du lit chauffant. Sur la photo précédente on voit une grosse quantité d'aimants sur le pourtour du lit chauffant, et encore plus rapprochés dans les coins. Faudra se méfier lors de l'insertion d'écrous ou de rondelles, ou même d'aimants dans les impressions. Autre nouveauté, historiquement Prusa disait qu'il ne fallait pas lubrifier les tiges trapézoïdales car le POM est autolubrifiant. Sur la CORE One standard ils ont commencé à dire qu'il fallait huiler un peu. Ici sur la CORE One L, elle arrive carrément pré-lubrifiée avec de la graisse. Comme je l'ai dit avant, il y a des parties en aluminum et d'autres en tôle d'acier. J'ai testé un peu partout avec un aimant et on voit tout de suite que l'acier est utilité pour tout ce qui est structurel, tandis que l'aluminium est utilisé pour les grands panneaux qui cloisonnent la machine. Le sol de la machine par exemple est passé d'une tôle d'acier d'un seul tenant à un pourtour en acier et une plaque en alu riveté (toujours avec les rivets en nylon). C'est comme ça que Prusa a réussi à faire de cette grosse CORE One L une machine un poil plus légère que la plus petite CORE One standard. Un dernier petit détail que j'ai remarqué, avant la poignée de porte était simplement collée au plexi. Certains on eu des problèmes de décollement, alors ici Prusa a décidé de la riveter (avec des vrais rivets cette fois). Sauf que malheureusement le joint de porte a une épaisseur similaire à celle des rivets et des vis, ça frotte... Soit les rivets sur le chassis, soit les vis sur la poignée. Faut s'attendre à une usure rapide de la peinture dans ces zones. N'hésitez pas si vous souhaitez voir des détails particuliers.






 1 point
1 point -
Hello, Après quelques dizaines d'heures d'impression, j'ai retendu les courroies qui étaient un poil trop molles (1/2 tour de chaque côté). Je n'ai pas eu la patience d'attendre la version finale du firmware 6.5.3 et j'ai installé la RC. En effet il y avait un bug concernant l'application des valeurs de calibration pour l'Input Shaper, les axes étaient inversés ! J'ai donc mis à jour le firmware, et effectué une nouvelle calibration de l'Input Shaper ainsi que du Phase Stepping. C'est cool d'avoir l'accéléromètre intégré, plus besoin d'aller brancher un accessoire. Je ne reconnais plus la machine, elle est devenue plus silencieuse ! A vitesse d'impression raisonnable on entend principalement que les ventilateurs. Le Phase Stepping est vraiment efficace, chez moi il annonce 91% de réduction de bruit sur les deux axes. Cependant pour l'Input Shaper j'ai fait quelques tests en PETG noir et je n'ai pour l'instant pas remarqué de différence flagrante sur la qualité d'impression => C'est un point que je vais couvrir plus en détails pour le test, étant donné les soucis qu'il y a eu avec la CORE One standard et que des mesures ont finalement été prises, je veux voir ce qu'il en est. Un autre truc nouveau avec ce firmware c'est le bandeau de LEDs du plateau qui affiche maintenant la progression de l'impression avec un barregraphe chenillard un peu jacky de gauche à droite. Je vous ferai une petite photo ou vidéo tout à l'heure. Je repasserai cet aprèm pour vous parler d'un truc qui m'a bien chiffonné avec la caméra, et ça sera je pense mon dernier retour sur elle. Là je suis en train de démonter un côté de la machine pour aller voir le nouveau plateau AC de plus près.1 point
-
Avez vous déjà essayé d'imprimer directement sur une plaque de verre lisse bien nettoyer et dégraissée (vinaigre blanc ) avec un réglage plateau parfait ? Bed à 65. En fin d'impression on laisse complètement refroidir (ça fait des clic clac pok) et ça se décolle tout seul1 point
-
Hello Laisse tout bêtement refroidir le bed. Une fois à 20-25° ça se décolle facilement.1 point
-
Salut à tous, Pensez aussi à affuter vos spatules comme on affute un ciseau à bois. Un biseau bien tranchant (utilisé dans le bon sens) ça aide beaucoup au décollage de certaines pièces. Cordialement1 point