Classement




Contenu populaire
Contenu avec la plus haute réputation depuis 02/04/2025 Dans tous les contenus
-
Salutation à tous. Merci pour vos messages. Mes excuses à tous, je suis resté déconnecté du forum pour des raisons de santé et de deuil. J'ai, il y a quelque mois, fait un infarctus du myocarde. Mise en place d'un stent en urgence pour rouvrir une coronaire, suivi plusieurs jours au service d'urgence cardiaque, 3 semaines au centre de réadaptation cardiaque Bois Gibert, des médocs à vie, une hygiène de vie a revoir, car j'en ressors avec une insuffisance cardiaque avancée. Donc, le Shadok que je suis, pompe encore, mais la pompe a un moins bon rendement et il faut la surveiller de près. Et j'ai eu la tristesse du décès de mon père quelques jours après mon retour du centre de réadaptation cardio. Bois Giberts. Forcement cela m'a mis un coup au moral et j'ai eu besoin de me couper du forum afin de prendre soins de moi et me recentrer. J'espère être bientôt de nouveau plus actif sur le forum, et je vous souhaite une bonne continuation tous.16 points
-
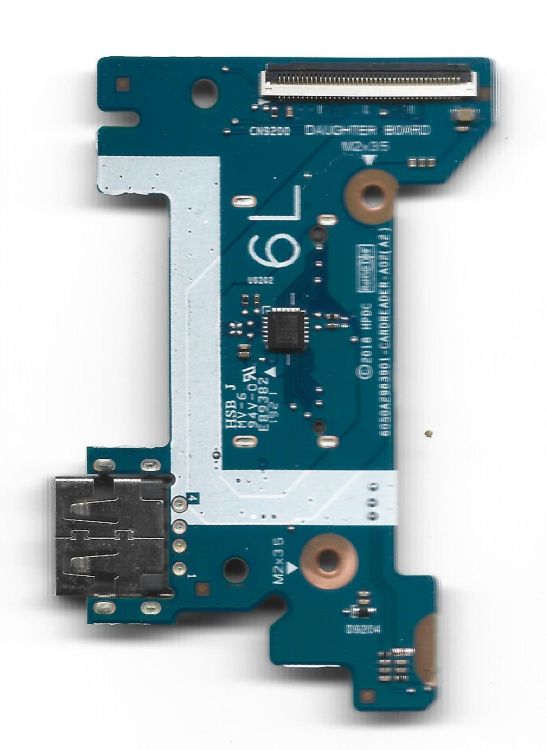
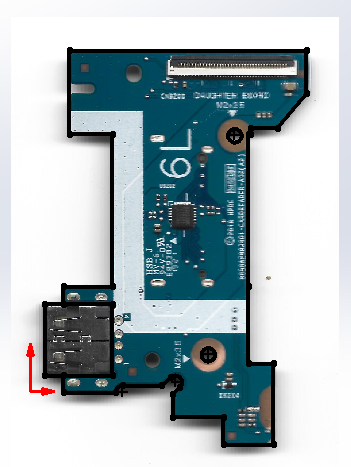
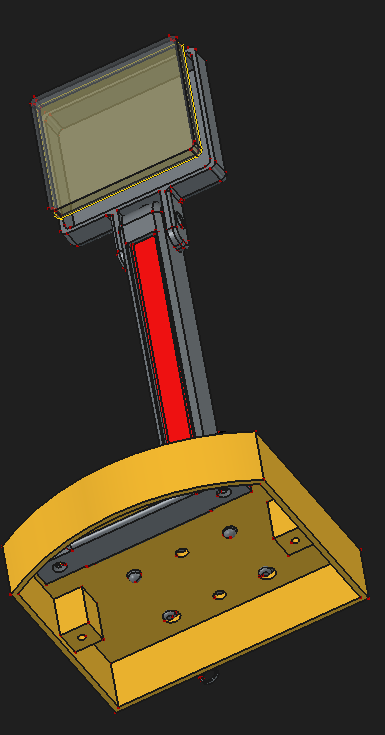
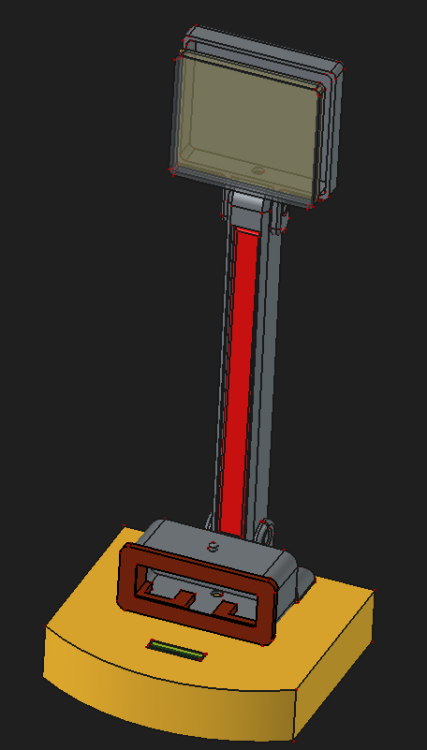
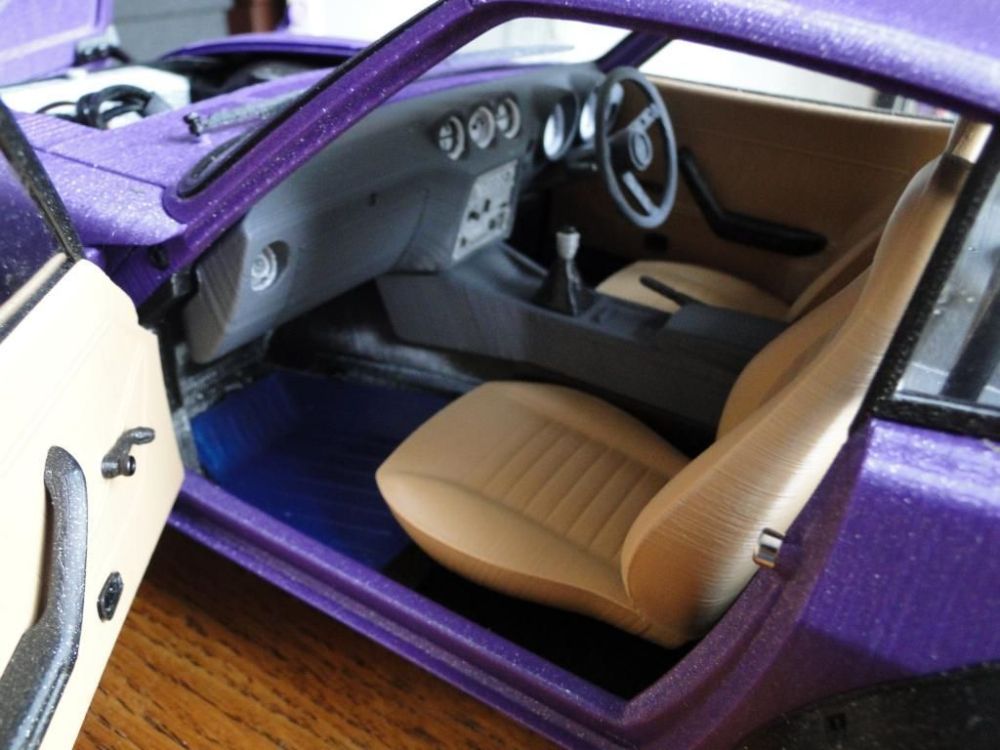
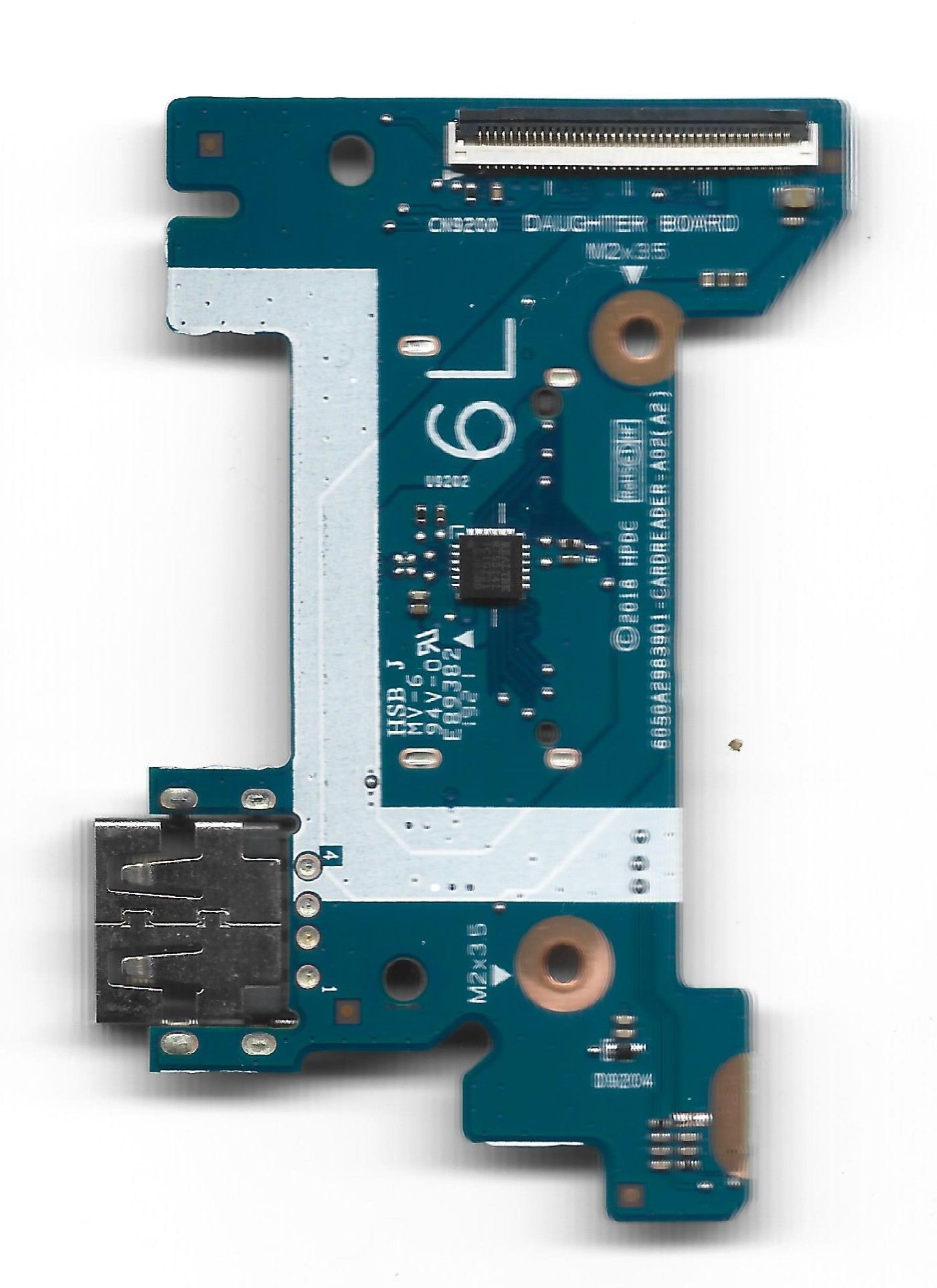
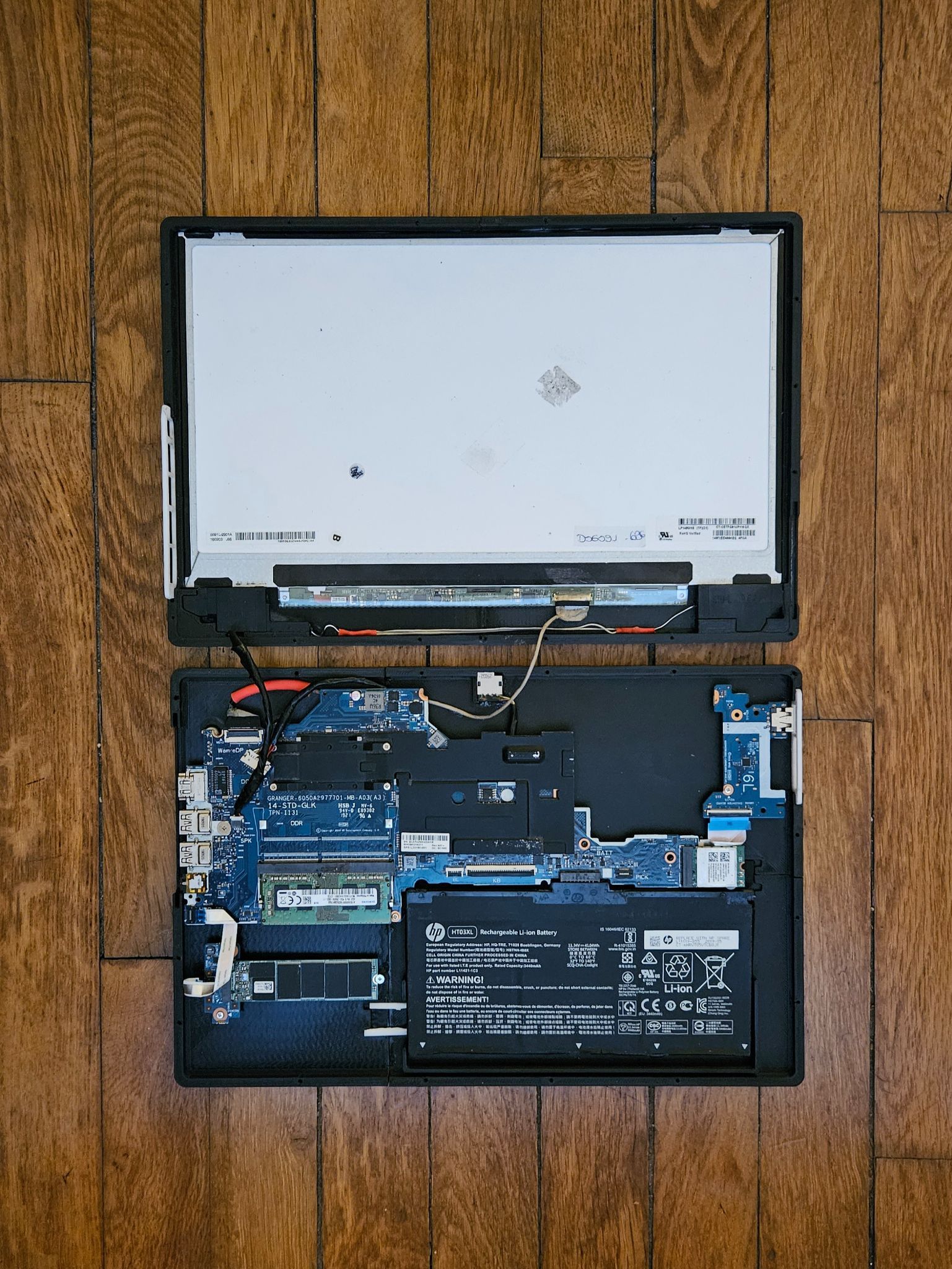
Bonjour à tous, Je viens de finir un petit projet et je me suis dit que ça pourrait donner des idées à certains Je voulais avoir un petit PC "fixe" uniquement dédié à ma pratique de la guitare que je pourrais laisser sur mon bureau, et j'avais sous la main les composant de mon ancien PC, un petit HP pas très puissant. Le châssis en plastique n'avait pas fait long feu, comme sur presque tous les PC assez bas de gamme, mais les composants étant toujours bons alors je me suis lancé : J'ai d'abord modélisé toutes les pièces de la carte-mère en prenant les cotes au pied à coulisse, mais j'ai finalement recommencé de A à Z car ce n'est pas précis sur de grandes pièces. J'ai alors scanné la carte mère, et j'ai recréé les esquisses par dessus. C'était la première fois que j'utilisais cette technique, et c'est très simple et relativement précis. Le PC fonctionne très bien, n'ayant seulement que l'écran, la batterie et la carte-mère, j'ai dû acheter la souris et le clavier qui vont avec. Le bouton d'allumage est derrière, c'est le pin blanc à droite de l'aimant sur la prochaine photo. Le seul problème est dû aux aimants qui servent à maintenir les supports, car ils sont trop proche du capteur à effet hall et quand ont les mets en position l'écran s'éteint car le système pense que le capot est refermé, pas très grave je bouge juste de 5mm les supports. Le PC fait 21mm d'épaisseur, un peu épais mais difficile de faire une conception robuste en affinant trop les paroies. J'ai pas grand chose de plus à ajouter, c'était simplement pour montrer comment redonner gratuitement (ou pour 15euros / clavier+souris) vie à un vieux PC Si vous avez des questions n'hésitez pas






 13 points
13 points -
Bonjour, @Motard Geek l’Unimog est presque terminé véhicule tout terrain en 4X4 suspension oscillante Panhard. La plaque du film Tamya 0.4mm est en rupture de stock pour réaliser le pare brise! Je dois encore installer le moteur linéaire pour manœuvrer le corps de la benne basculante. La qualité de fabrication 3Dsets est parfaite; la carrosserie est facile à assembler la Plus 4 fait bien son travail. Je recommande de passer un filament de nettoyage entre le passage du filament PETG et le PLA+ au risque d'un colmatage (c'est du vécu) La partie éclairage reste un gros travail. Entre-temps, j’ai une belle récolte de noix ! Bonne chance à vous... !



 13 points
13 points -
Mon projet de 17 mois , ou j ai realisé toute electronique pcb , shemaset programmation ect.... j ai aussi dessiné pas mal de chose , drive courroie , une grosse partie du lift , les tft sur le body et periscope . je me suis bien eclaté .12 points
-
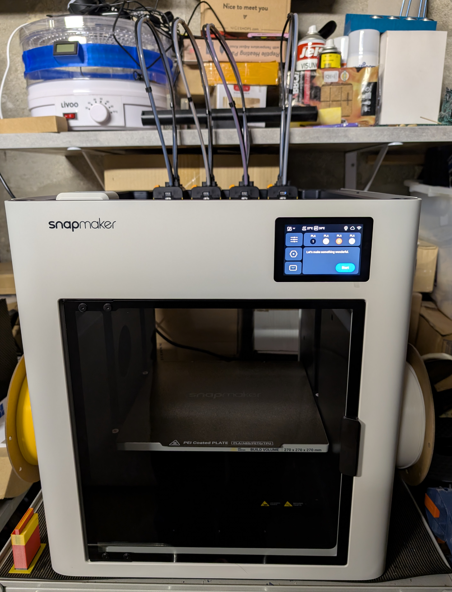
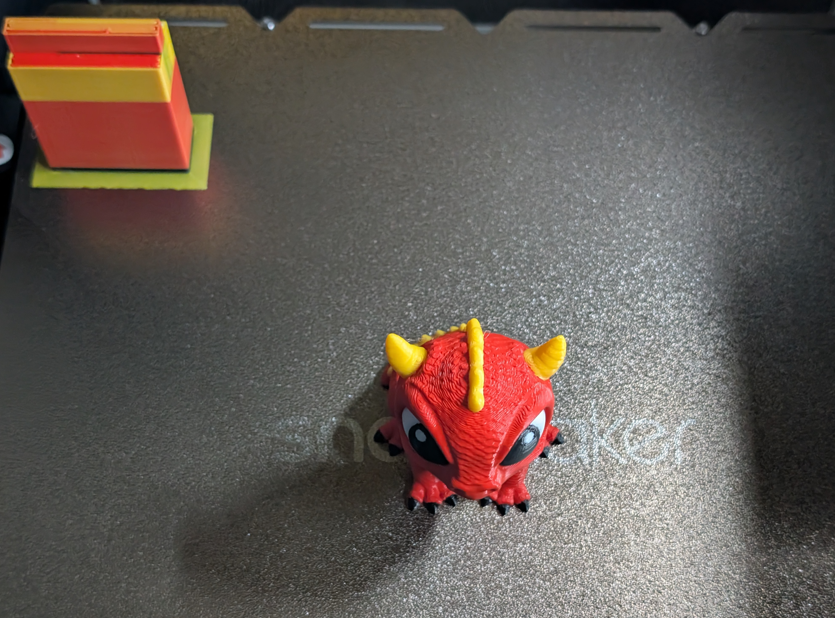
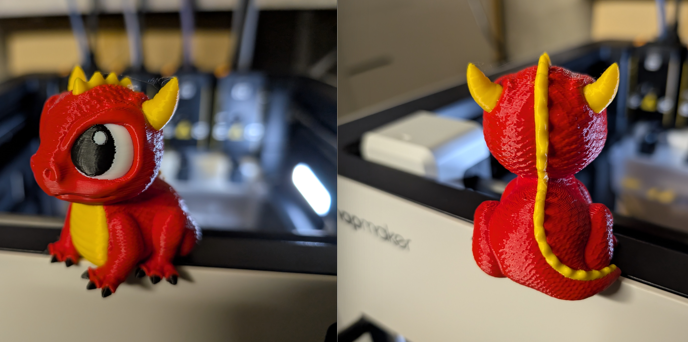
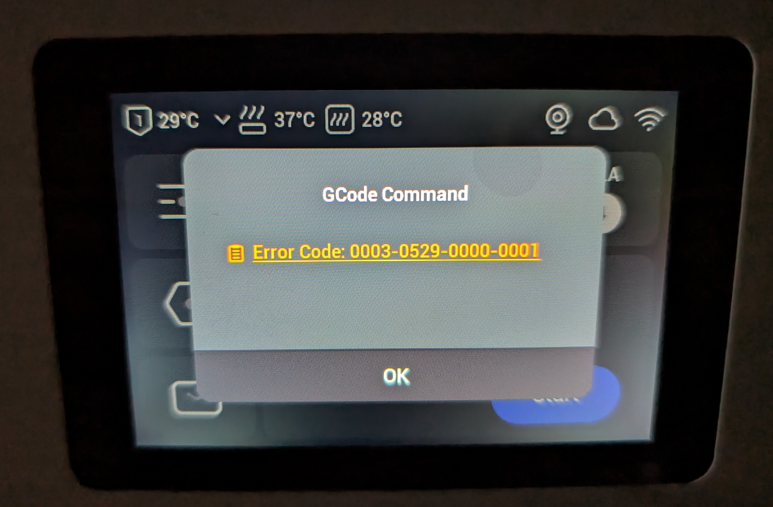
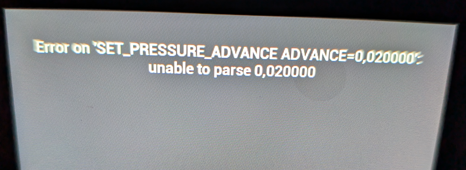
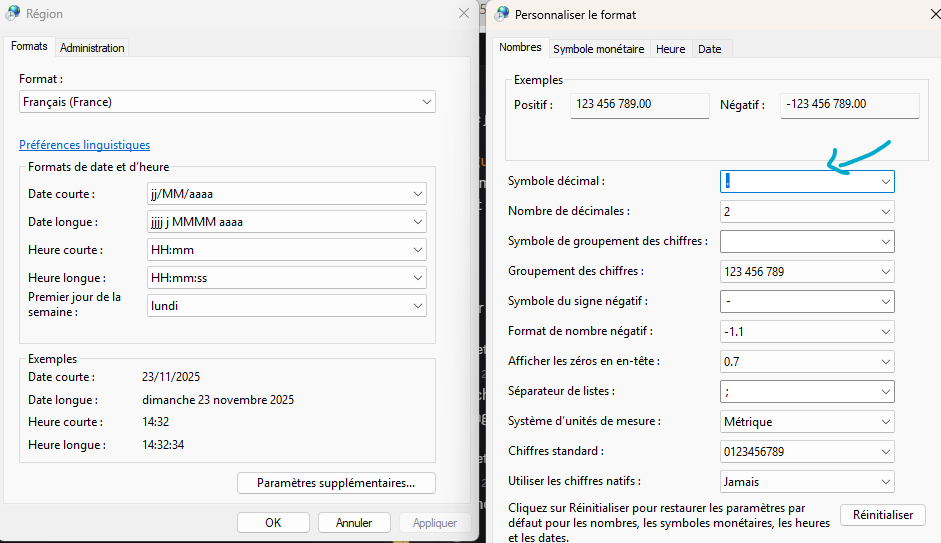
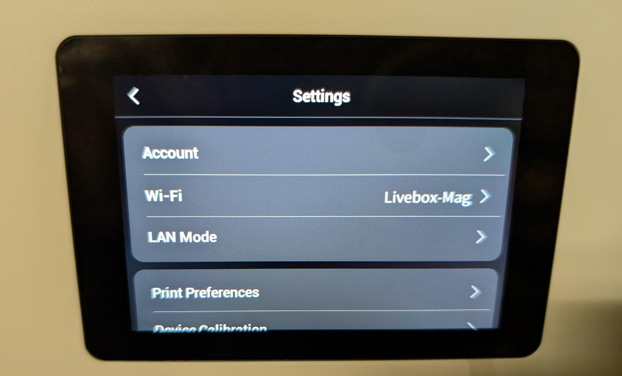
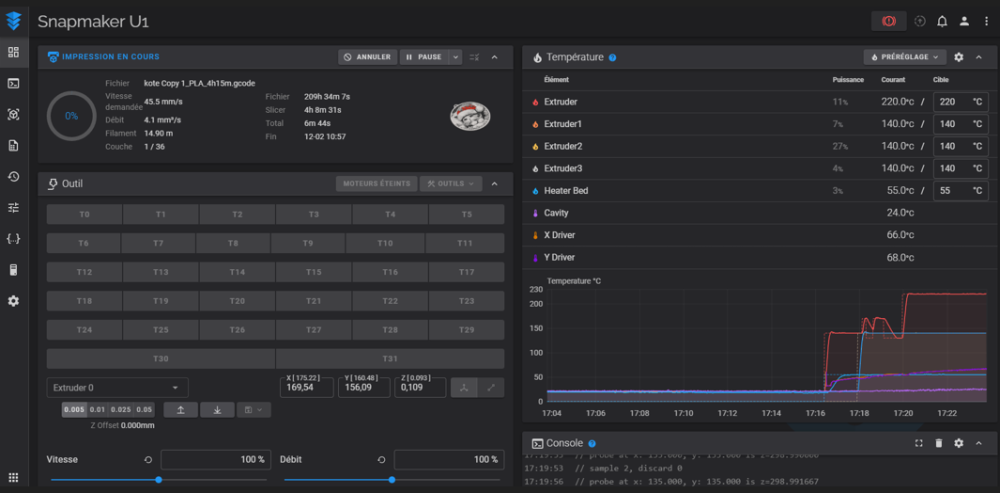
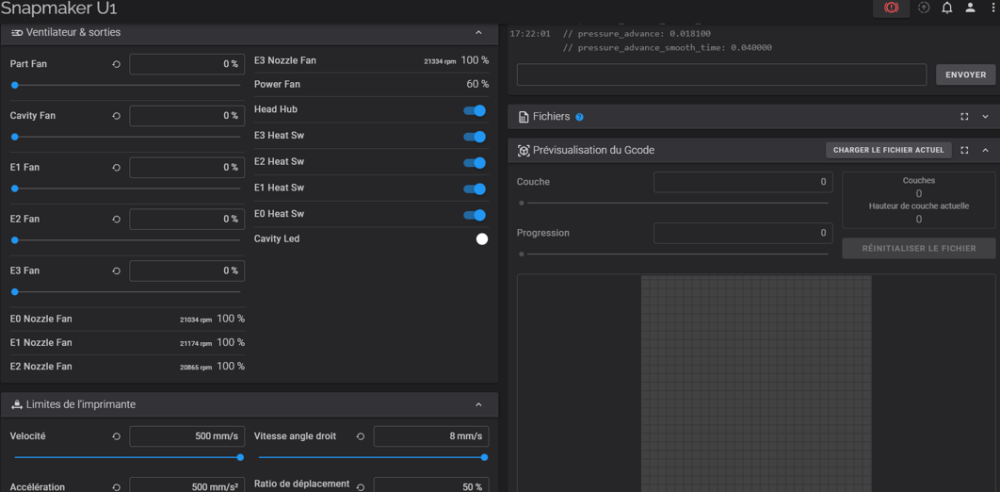
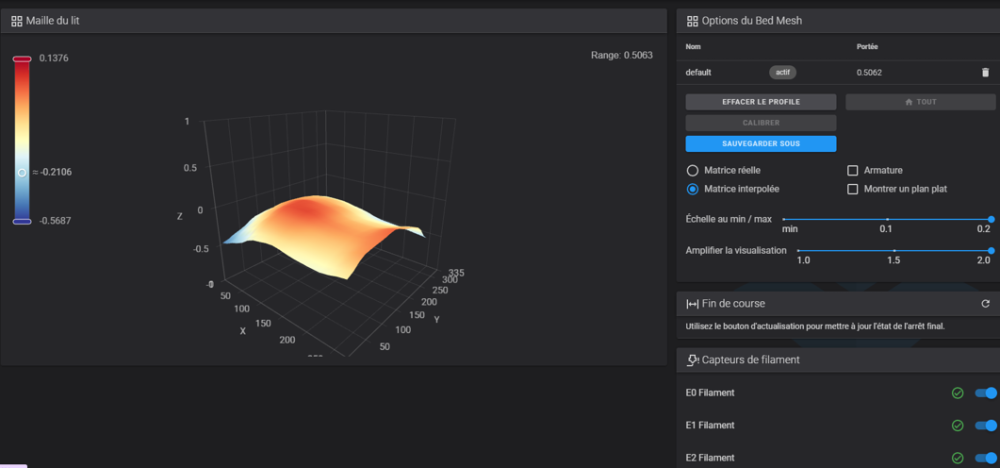
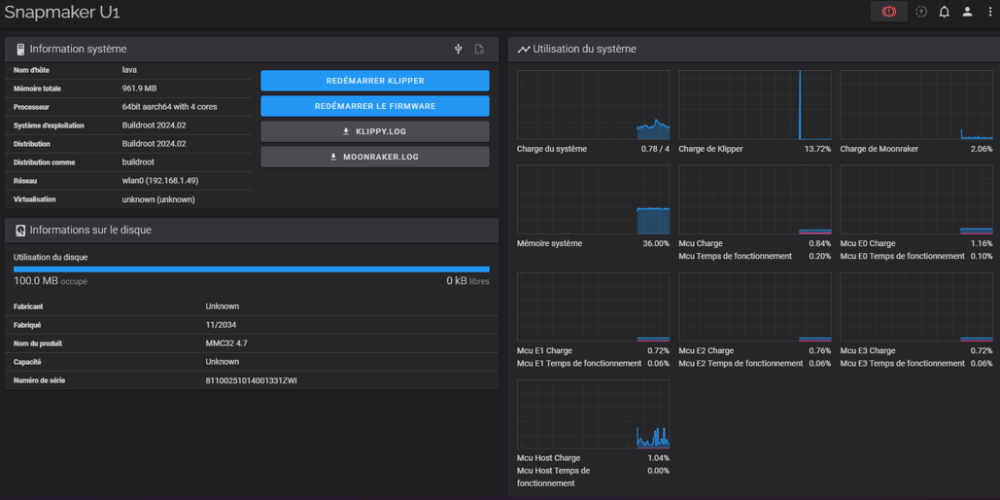
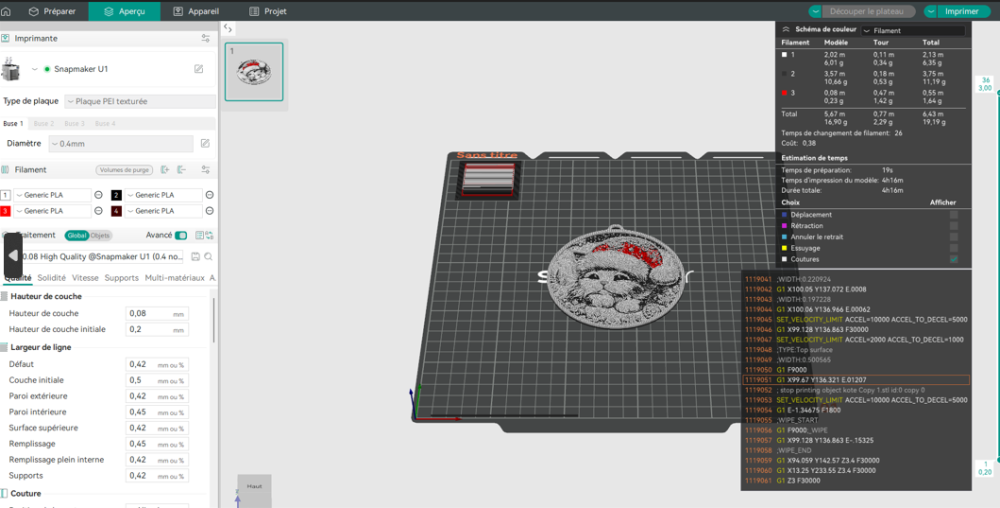
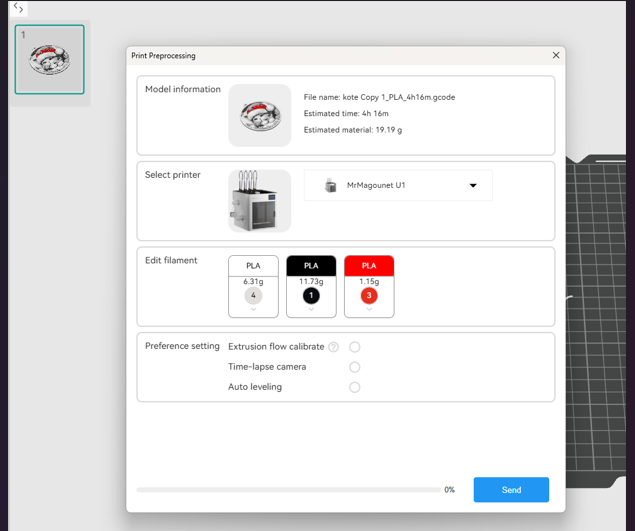
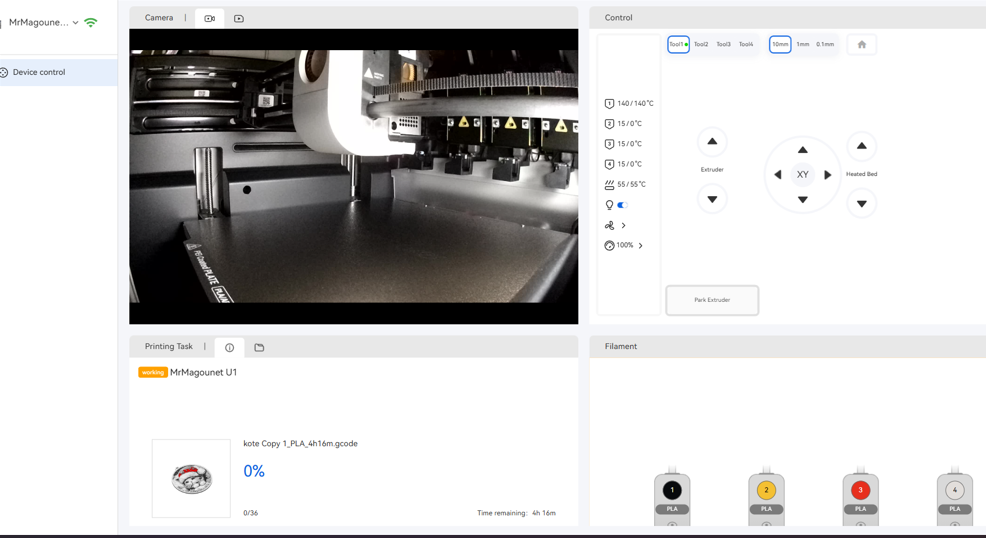
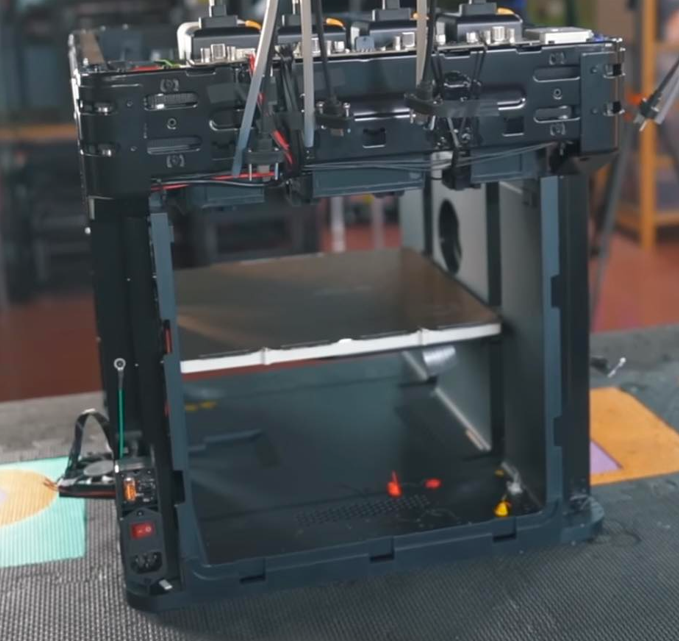
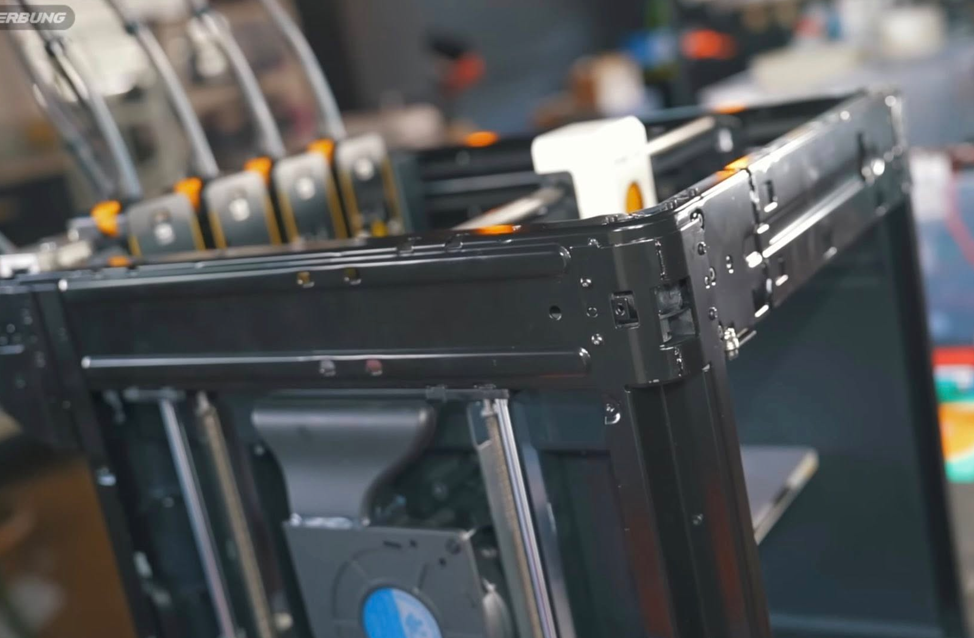
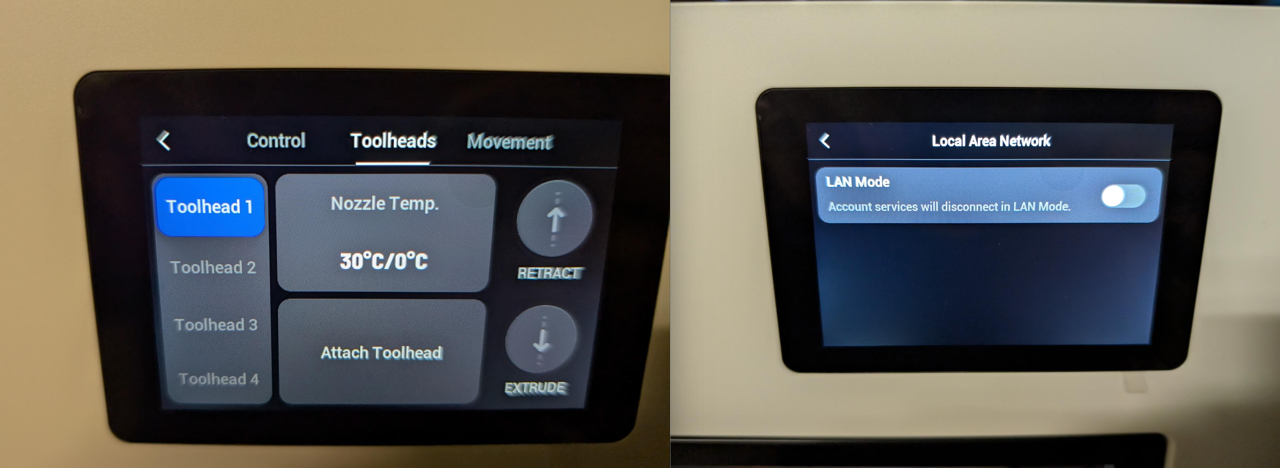
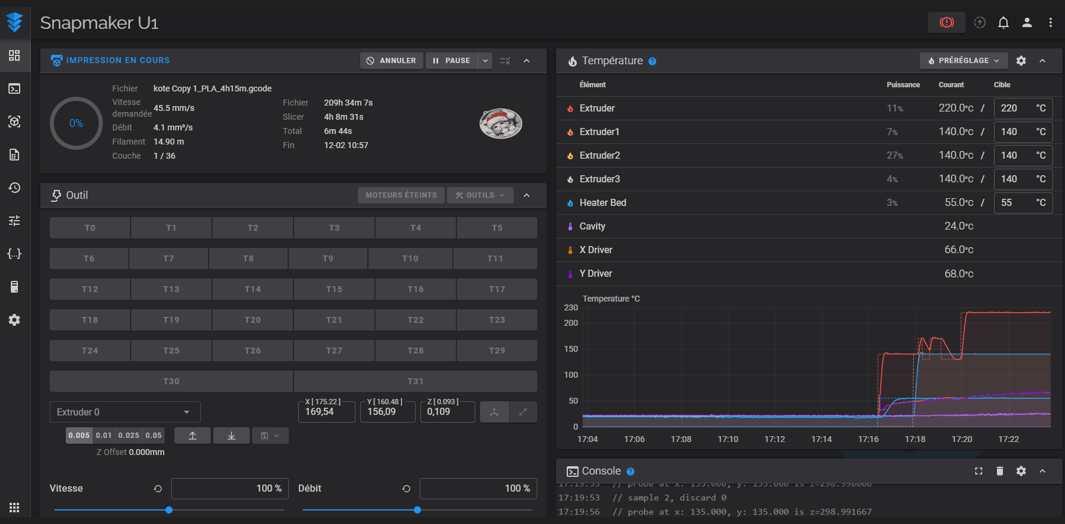
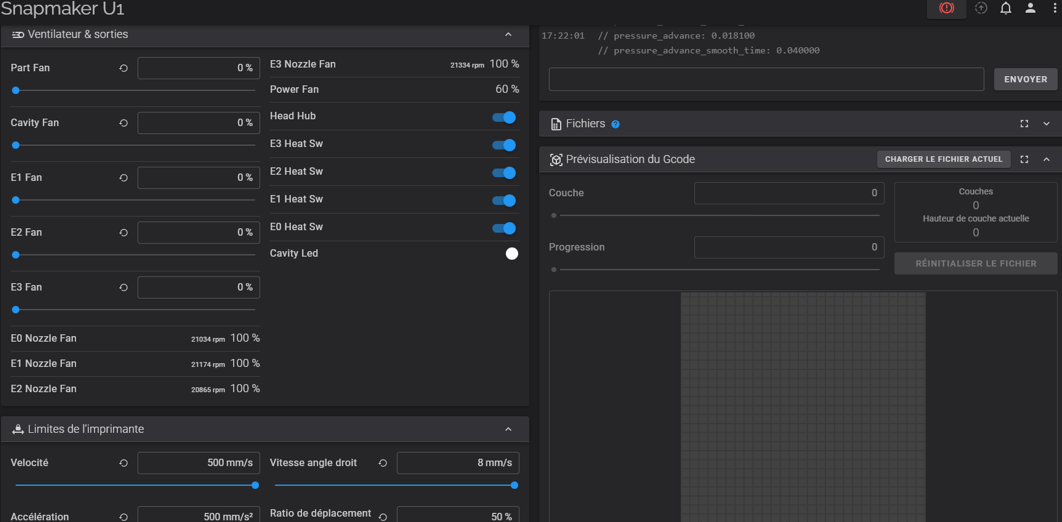
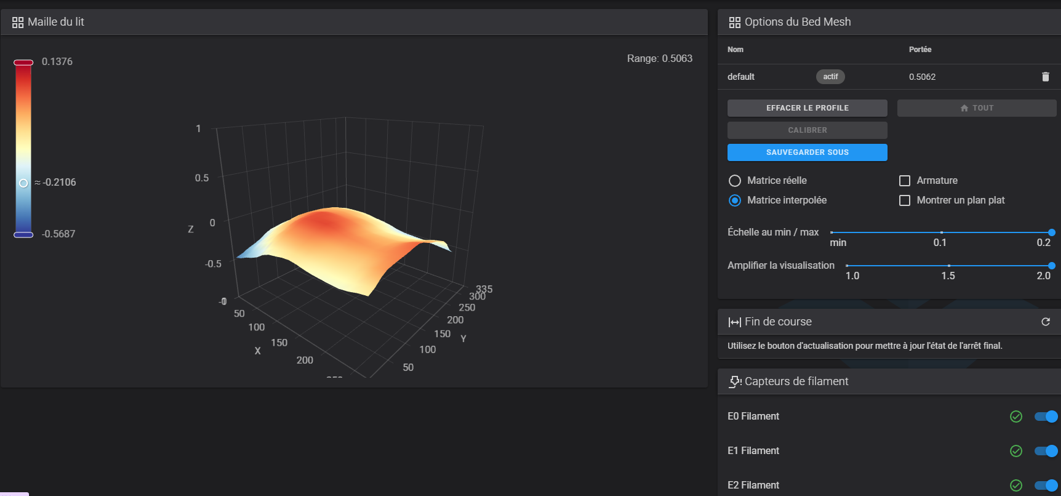
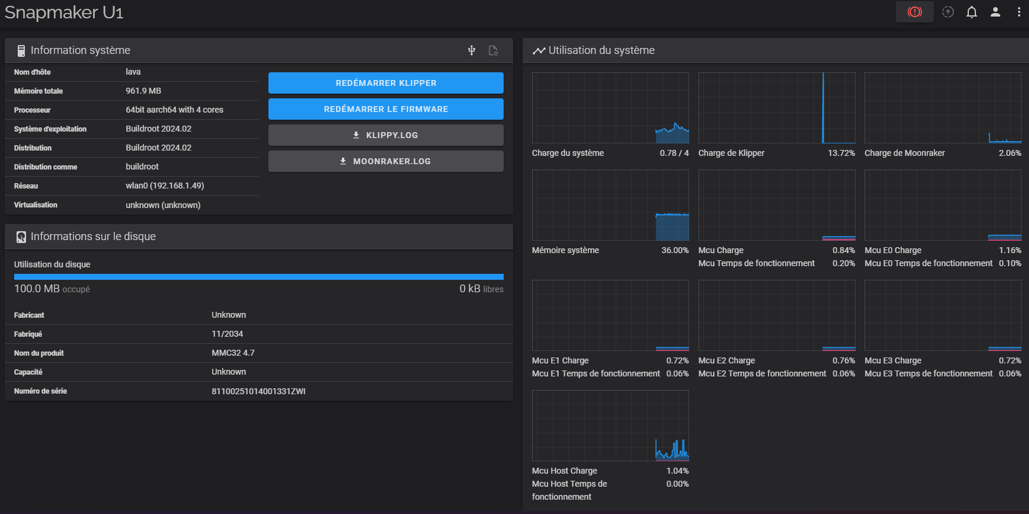
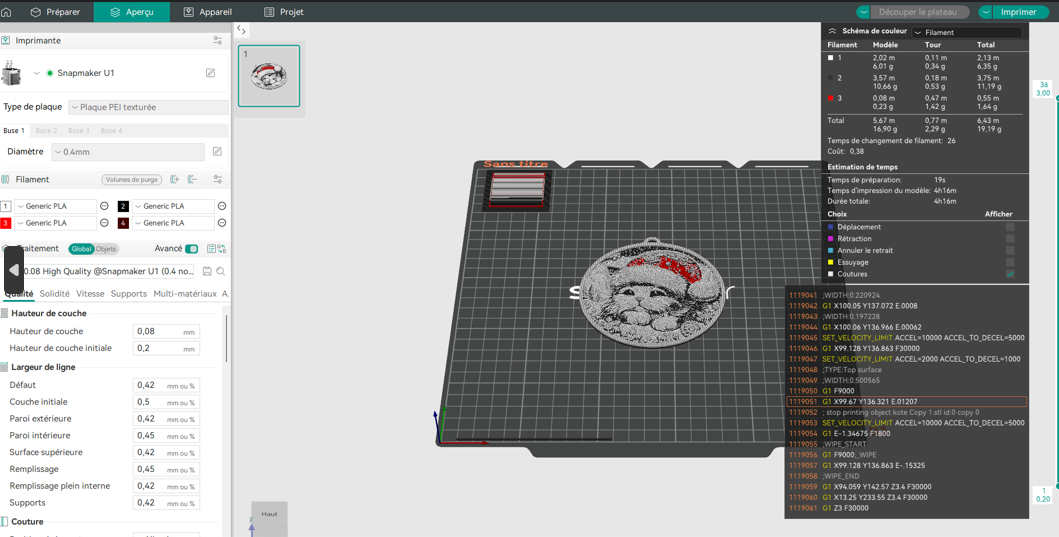
J'ai reçu ce jour ma Snapmaker U1 faisait patie du premier batch de livraison pour les backer du Kickstarter, la U1 etant tellement prometteuse sur papier que j'ai pas résisté et j'ai sortie la CB en Aout pour la commander. Livraison du Colis par DPD ce n'est pas la société de livraison que je préfère mais tout c'est bien passer, la machine est très bien emballer et le guide rapide est directement présent sur le dessus. étant donné que cette journée est aussi mon anniversaire je ne commencerais les test et le montage que Samedi car autant prendre des photos voir vidéo au calme. Je m'arrête donc la pour ce soir mais je reviens le plus vite possible pour commencé à vous remonter des infos impressions de la machine et photos. Alors le montage est très simple et bien documenté dans le guide rapide en couleur très belle qualité et multi-lingue, suivez bien les étapes dans l'ordre et tous ira bien, petit conseil quand même lors de phase de re-tension des courroies ne resserrer pas trop les vis une fois la procédure faite, et avant de démarrer l'imprimante la premier fois place manuellement la tête bien dans le coin avant gauche sinon vous risquez d'avoir une erreur lors des contrôles et calibration initial ;). Je mettrais plus de photo de l'imprimante lors de la phase de montage sur l'article du test, mais voici la machine assemblé. Bon alors Premier retour à chaud l'imprimante imprime vraiment super bien sur mon premier test, qui est le petit dragon 4 couleur proposer en test par Snapmaker sur la U1, celui ci imprimer avec les 4 bobines de PLA RFID SnapSpeed de 500gr. Voici bon le résultat de la première impression qui est en couche de 0.2mm. Maintenant a savoir le firmware d'origine en v0.8 contient des bug sur l'appairage cloud (SanpOrca et Appli mobile) et les communication Wifi pour résoudre ce soucis je vous invite a vous rendre sur le site Snapmaker prendre le dernier firmware en V0.9 le placer sur un clé USB et demande une MaJ manuelle en local, ceci va mettre a jour le firmware et après le soucis est réglé, je ne sais par contre si cela résout la soucis de MaJ en OTA par la même faudra attendre la prochaine MaJ pour être sur mais je pense que oui. Ensuite SnapOrca est pas trop mal mais il comporte encore des bug dont une lenteur importante lors du tranchage d'une pièce multi-color, j'en aurais plus a dire après des test plus approfondit Les test du jours sur différrents pièces multi color importer ou paint via SnapOrca ce sont soldé par un echec lors du changement de tête, ceci n'est pas réellement lié a l'imprimante mais au Slicer. Cette erreur est référence comme une commande incomprise par l'analyse de Klipper qui résulte en a echec direct de l'impression. Exemple d'un chat noir avec écharpe de noël rouge et bonnet qui a planté lors du changement de tête. La faute est situé ici, les valeurs de pressure advance ne sont pas fourni avec des valeurs valide En réalité le soucis est simple les valeurs doivent être exprimer avec un . et pas une virgule comme séparateur décimal, ce souci après vérif ne semble concerné que le système Windows et pas Mac OS ou Linux, en effet les paramètres régionaux sont utilisés ici et par defaut en EU nous utilisons la , et pas le . comme séparateur décimal Donc il faut aller faire un tour ici et apporté la modification C'est un soucis qui existait il y a 1 ans environs sur Orca Slicer et corriger depuis longtemps mais qui est présent sur le slicer SnapOrca actuel. Cela ma fait perdre du temps de test aujourd'hui, mais c'est le seule réel souci rencontré pour le moment ---------------- Interface de la U1 ----------------------------- Malgré un écran TFT de petit format de 3.5" l'écran reste plaisant a utilisé suffisamment réactif et ergonomique, a noté cependant que nous avons accès qu'a 2 langues pour le moment a savoir Chinois ou Anglais. Ce TFT a un format carré ce qui lui permet de présenté suffisamment d'information par page (sachant que certaines pages sont scrollable verticalement), et la réactivité et plutôt bonne je m'attendais a bien pire que cela. La page d'accueil affiche les bobine installé dans les tête et les infos de base, le premier menu de réglage regroupe les contrôles la gestion des tête et les mouvement des axes. Le menu paramètre, permet de retrouver les menu de d'information système de vérification de MaJ en OTA ou manuel, et la gestion du réseau entre autre, le Réseau est en Wifi 2.4Ghz ici pas de 5Ghz disponible par contre chose intéressante pour certain nous avons la possibilité de fonction en mode Lan dans ce cas l'imprimante est en mode local uniquement disponible uniquement via le réseau local et les fonctions cloud sont désactivés. -------------------- Interfaçage Fluidd ---------------------------- La U1 étant sous Klipper j'ai voulu faire un tour sur l'interface Fluidd de la machine histoire de voir ce que l'on y trouve. La page d'accueil regroupe les infos classique mais l'on remarque quand même quelques subtilités comme la présent des temp° 4 extrudeurs, du bed, du caisson (cavity, enfin c'est ce que je pense j'ai pas encore vérifié) et des driver X et Y côté maillage de plateau on ce rend compte qu'il y des ajustements a faire, j'ai actuellement un Range 0.506 qui mériterait un ajustement des angle, mais a leur décharge si je prend la Creality K2+ j'avais un Range de 0.756 de base et pire encore sur la M1 Pro ou j'etais a 2.120 de base. Côté architecture on est sur un MCU ARM 64bit 4 core épauler par 1Gb de ram système pour faire tourner le Klipper par contre nous n'avons pas d'infos sur la capacité disque du système il me faudra partir faire un tour en SSH pour en apprendre plus. --------------------- Slicer ------------------------ Côté trancheur on est sur la version snapmaker de Orca utilisation assez classique si n'est que l'on retrouve 4 onglets Buses de 1 a 4 permettant d'indiquer la taille de buse équipé, pour le moment nous n'avons que le choix de buse de 0.4mm mais cela devrait changer progressivement et surtout ne pas oublié que pour le moment nous ne pouvons pas utiliser de buse 2 taille de buse différent sur la même impression. La Solution est simple et efficace par contre côté caméra j'ai l'impression d'être sur la Bambulab A1 sa que l'on a environs 1ips de frame rate ce qui est relativement faible et permet de suivre l'impression par saccade j'ai connu bien mieux après la résolution est convenable et l'éclairage passable mais je suis sur que certain rajouteront des led Voici quelques photos de la structure en acier de la Sanpmaker U1 on est vraiment sur une construction solide et sérieuse, ici au lieux d'utiliser des pièce en fonte d'aluminium ils sont partis sur de l'acier ce qui réduit les couts tous en restant très éfficace. Photos a mettre au crédit de Chris Dumlao, j'avais pour idée d'y jeter un œil a l'occasion mais vue que cela a déjà été effectué par un autre j'en profite







 10 points
10 points -
Malgré les interfaces en fil supports, bcp de boulot pour retirer tous les petits coincé entre le feuillage verdict, a part quelques petits supports en haut tombé lors de l’impression la H2C se débrouille bien


 10 points
10 points -
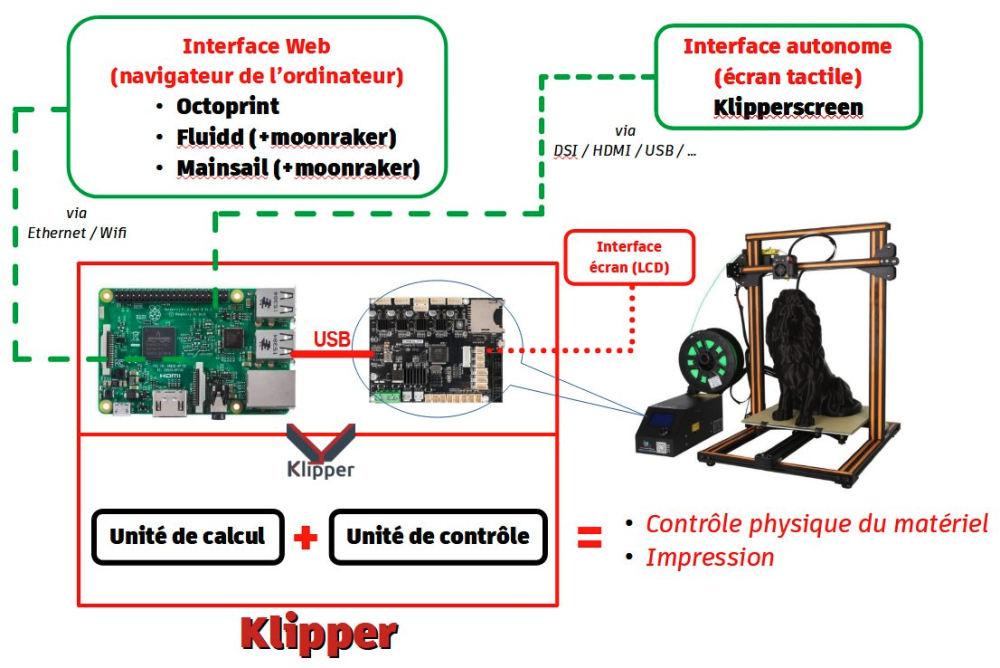
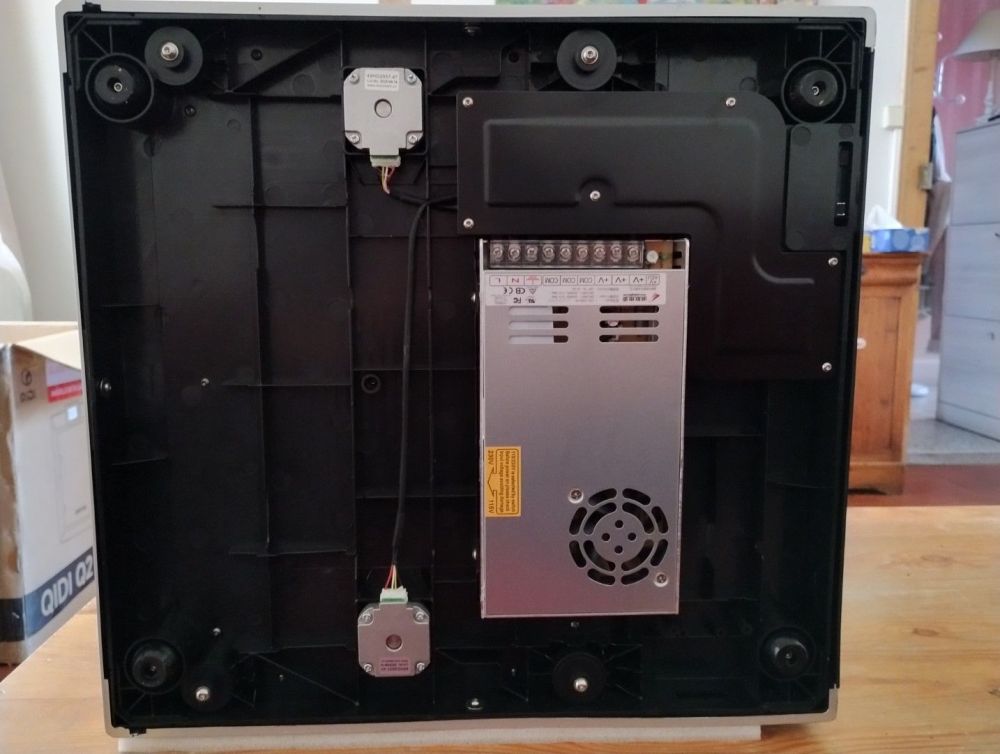
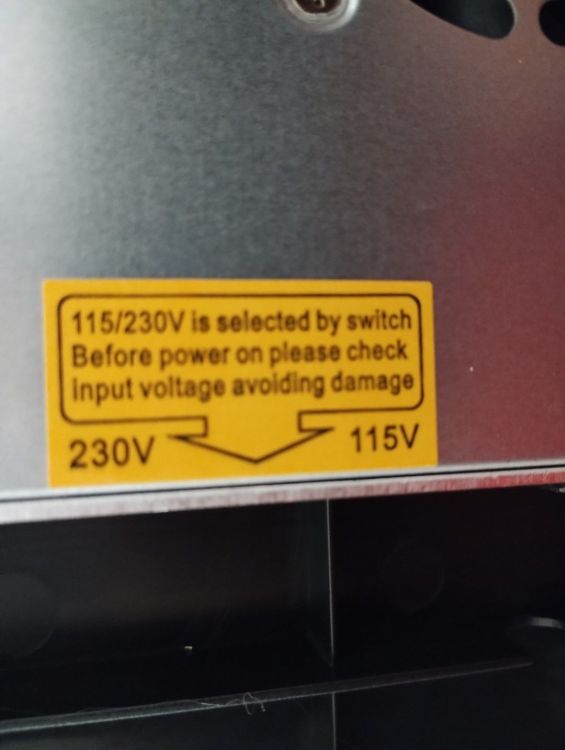
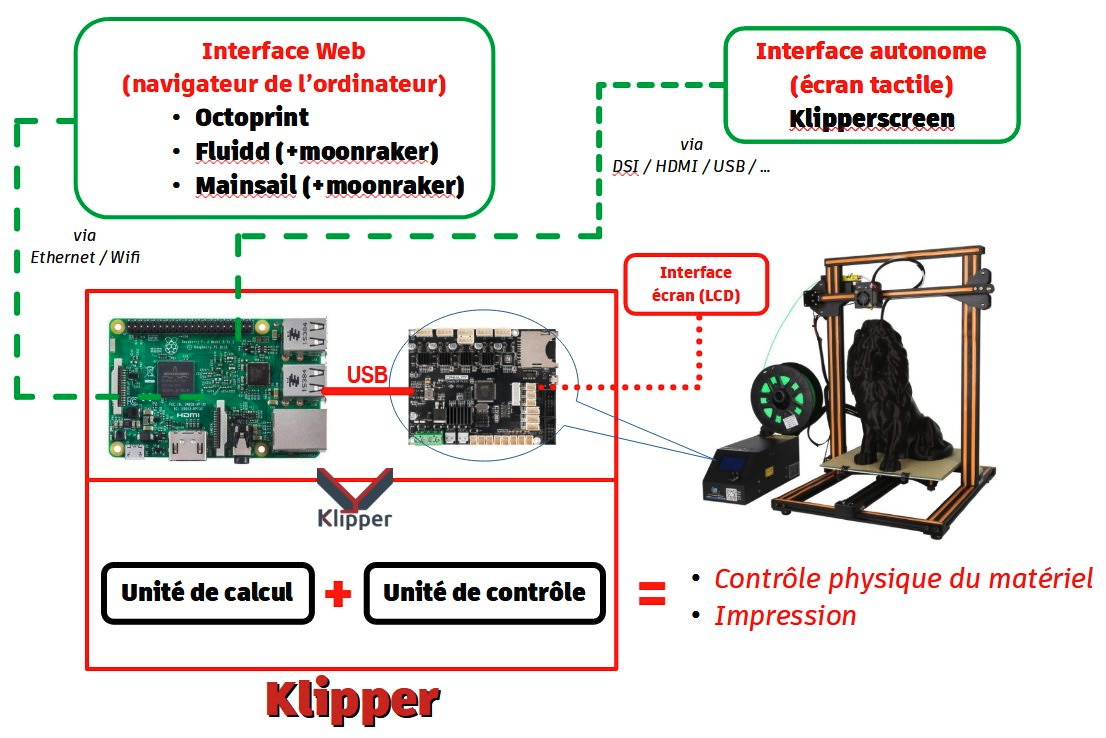
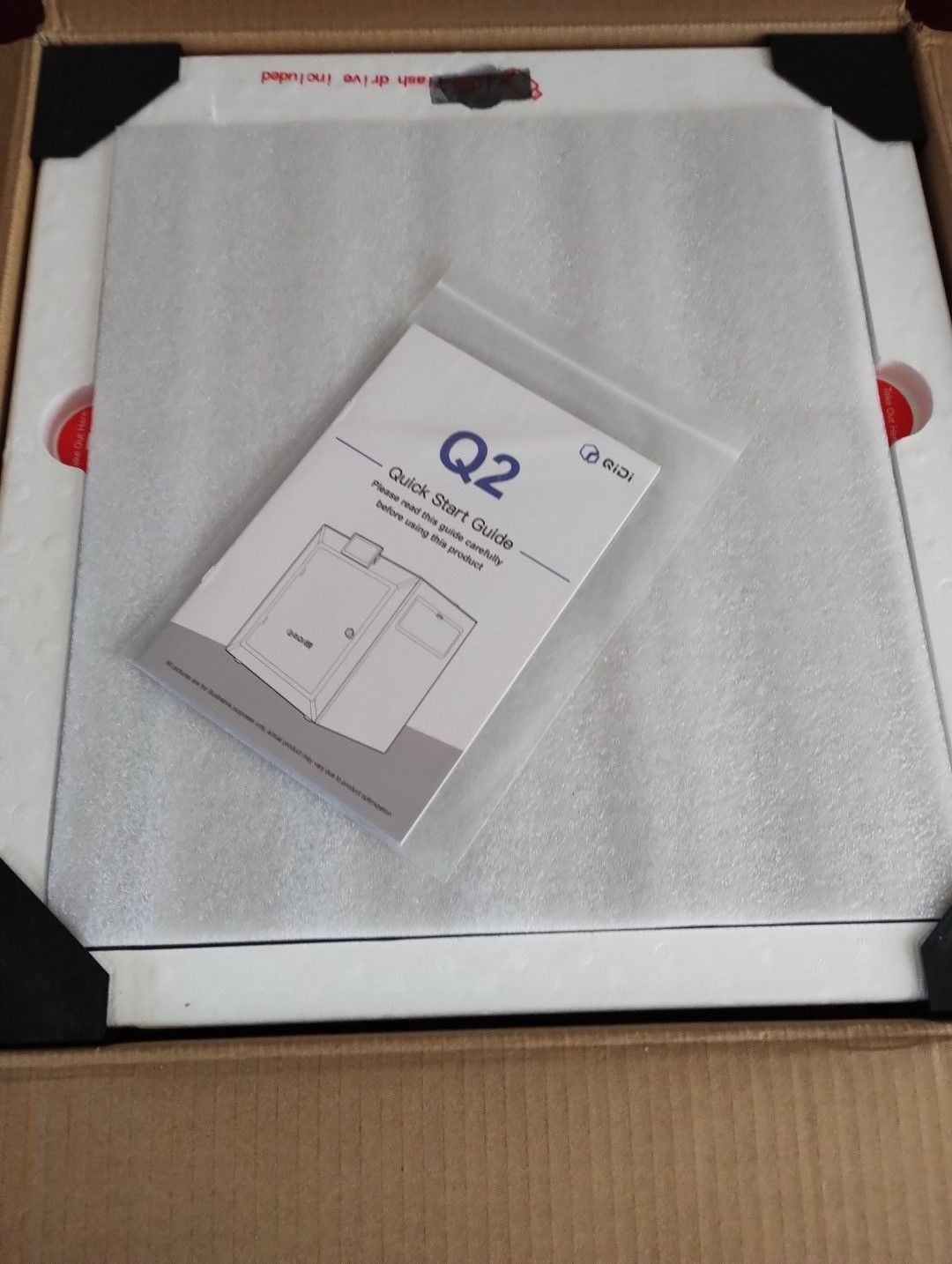
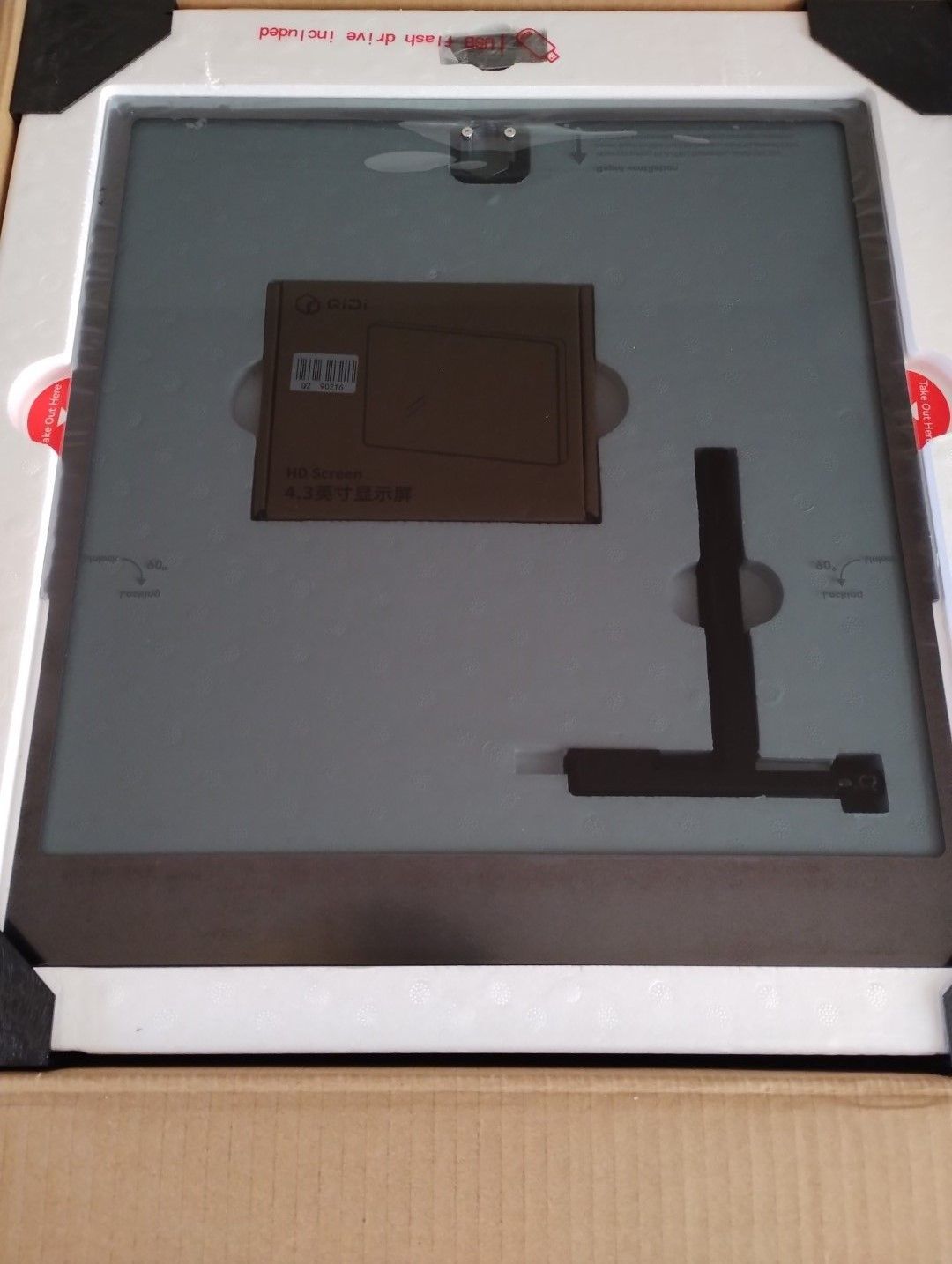
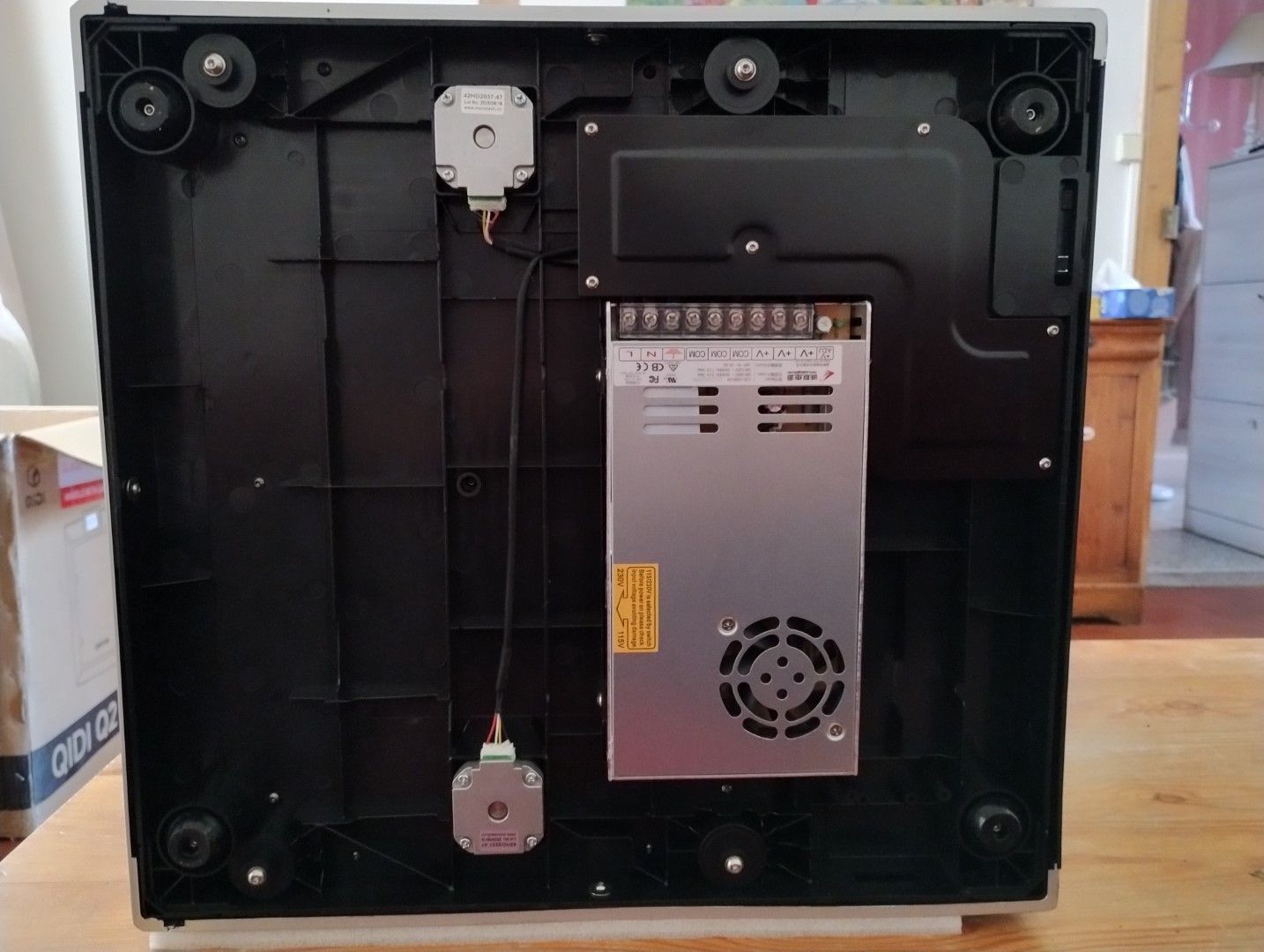
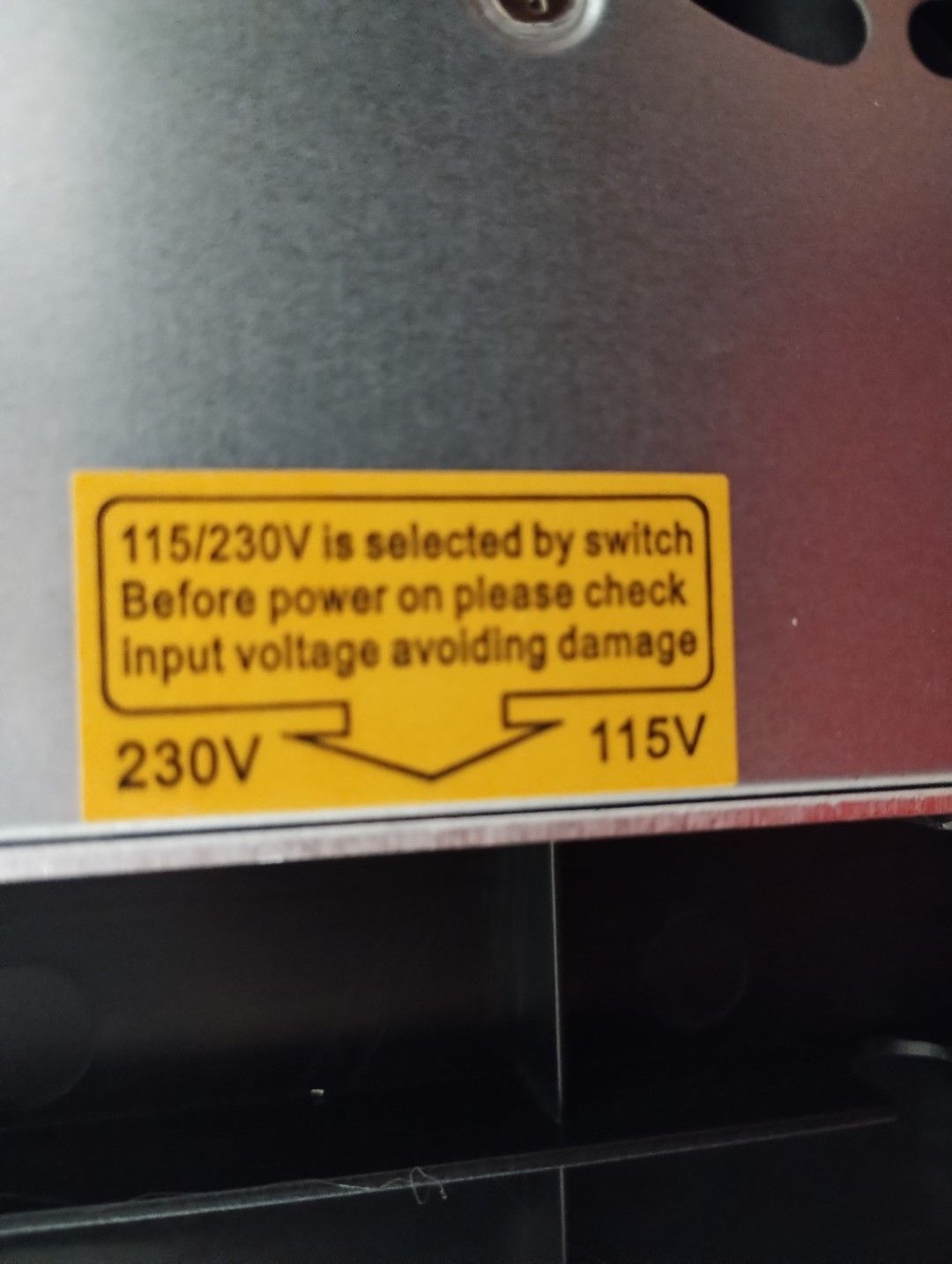
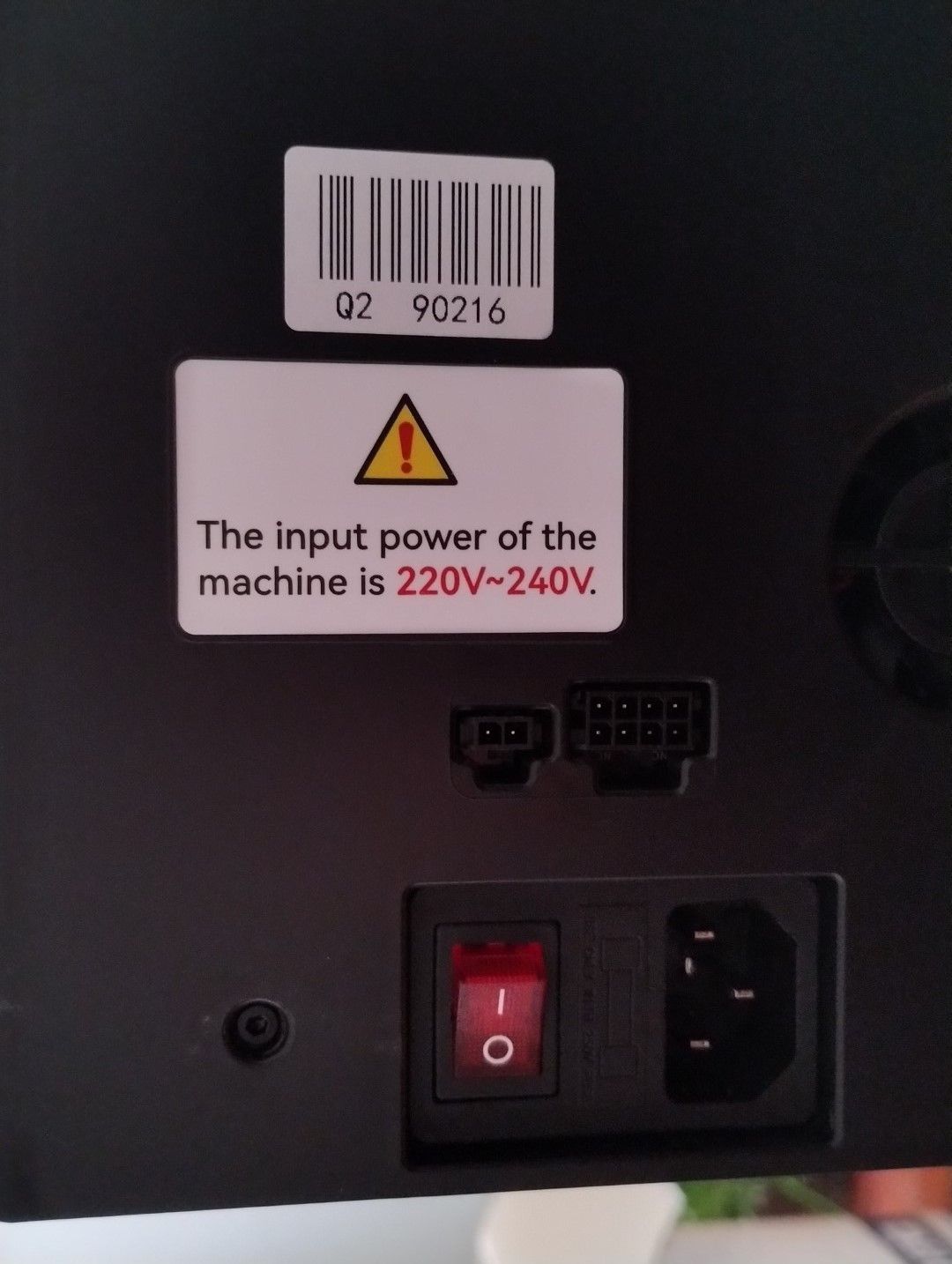
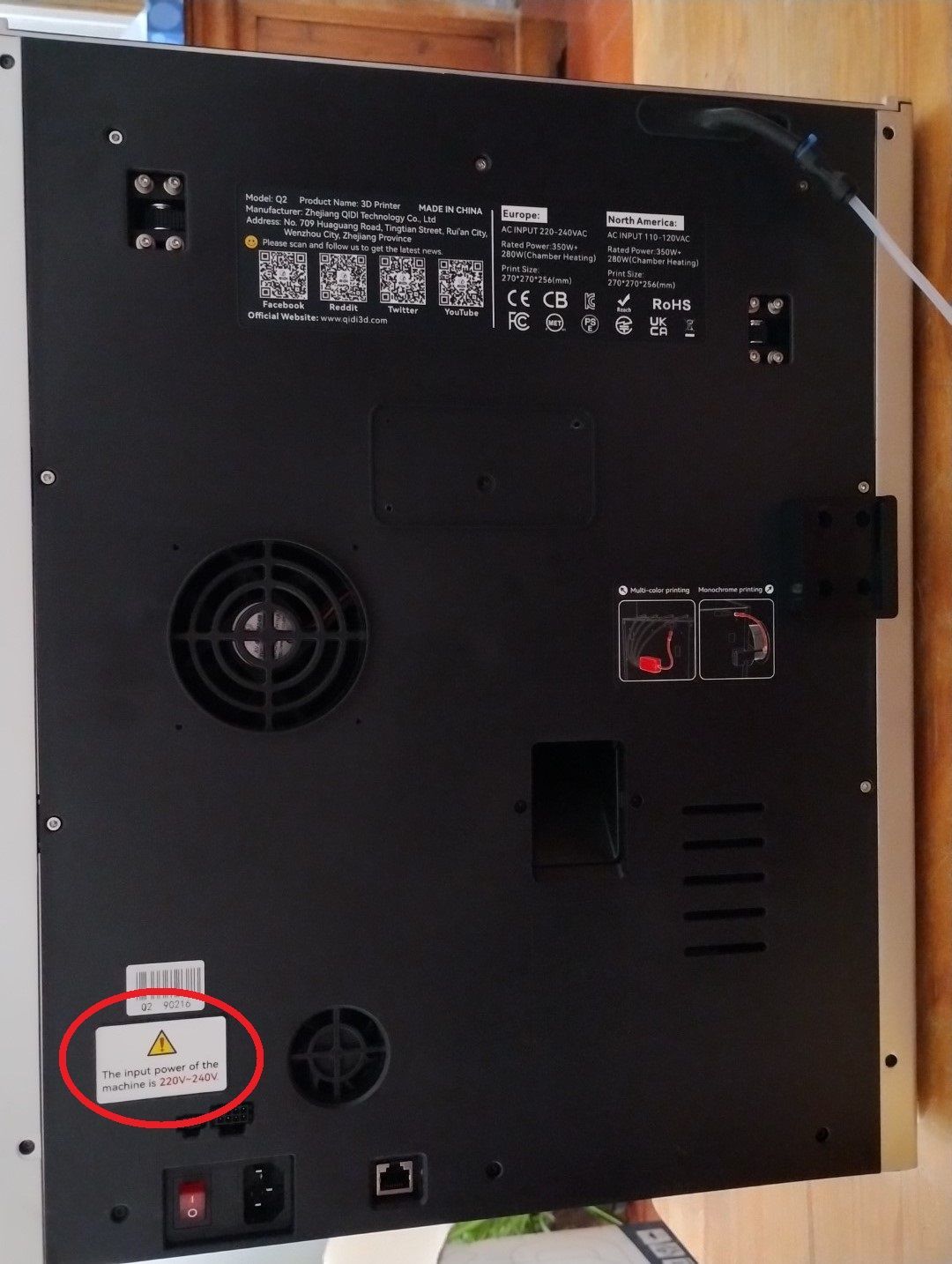
Échauffement Le contenu du colis du «koikesse» ayant été découvert, je relaterai dans ce sujet ma découverte de cette imprimante, la Q2, avant de publier le test final sur le blog du site. En échauffement, un petit rappel : le colis pèse 24 kg, l'imprimante elle-même ne pesant qu'un peu plus de 18 kg. La marque Qidi est moins connue que d'autres constructeurs asiatiques. Elle n'est pas pourtant pas récente dans le monde de l’impression 3D puisqu’elle a entamé ses activités en 2014 sous le nom Qidi Tech devenu Qidi fin 2024. Qidi développe ses propres outils matériels et logiciels, par exemple un trancheur (slicer) maison dérivé de BambuStudio pour ses modèles les plus récents. Cette société possède un support technique spécialisé via un Wiki et également via une chaine Youtube. Sur le site de Qidi, la Q2 est présenté ici. C'est une imprimante «rapide» à l'instar des modèles d'autres constructeurs : vitesse maximale de 600 mm/s, accélérations de 20 000 mm/s². Les caractéristiques techniques sont décrites dans le comparateur du forum. Je rerprends ici les principales : SPÉCIFICATIONS Q2 Caisson fermé à chauffage actif Cinématique CoreXY Volume d'impression de 270x270x256 mm Températures maximales : 370 °C (buse), 120 °C (lit), 65 °C (enceinte) Compatibilité avec de nombreux matériaux, y compris les plus techniques Autonivellement à l'aide d'une jauge de pression située dans la tête d'impression Système de filtration de l'air 3-en-1 (préfiltre, HEPA, charbon actif) Wifi (2,4Ghz) et Ethernet Écran capacitif de 4,3" Caméra interne (surveillance, timelapses, détection des problèmes d'impression) Certifications (MET, IECEE CB, CE, …) Tous ces points seront bien évidemment testés et vérifiés lors du test. Comme la majorité des imprimantes rapides actuelles, Klipper est le firmware faisant fonctionner celle-ci. Trop souvent ce n'est pas la version pure («vanilla») de Klipper, mais une version modifiée par le fabricant, sans remise au pot commun de ces modifications, enfreignant la licence originelle GPL v3.0. Nous y reviendrons lors de l'examen du système d'exploitation et de l'écosystème Klipper utilisé. Pour rappel, Klipper se compose de deux éléments : un firmware installé sur la carte contrôleur, gérant uniquement les éléments matériels (unité de contrôle) «klippy» installé sur un Small Board Computer (SBC), en français, on parle d'ordinateur monocarte, chargé lui de l'impression (unité de calcul) Pour plus de détails sur Klipper je vous renvoie à ce sujet du forum. Déballage Le Wiki de Qiditech permet d'accéder à un document texte accompagné de photos ainsi quầ une vidéo de déballage : À l'intérieur du carton, se trouvent deux manuels papier, un plus complet en anglais d'une dizaine de pages, le second plus succinct en six langues (Anglais, Chinois, Italien, Français, Espagnol et Allemand), quatre pages par langue (à noter que le titre de la première page du français est en italien «introduzione alla stampante» ). Quelques photos L'ouverture du carton donne accès au manuel, à la vitre supérieure, le support de bobine, le carton contenant l'écran et la clé USB : Ce premier étage de polystyrène est bien protégé aux quatre coins, une fois celui-ci extrait, on aperçoit la Q2 dans son emballage plastique. Une étiquette nous explique comment sortir l'imprimante du carton : Ne reste plus qu'à sortir l'imprimante de l'emballage plastique et retirer les dernières protections (encore du plastique) : Au fond du carton se trouvent deux petites boites (tool box 1 et 2) : La boite 1 contient un câble Ethernet de 2 m, une clé plate de 7, un jeu de clé Allen (1,27/1,5/2,0/2,5/3,0) et quelques pièces de remplacement (coupe-filament, essuie buse, fusible). L'autre boite (2) contient le câble d'alimentation secteur, un tournevis plat, une spatule, l'axe support de bobine et un échantillon de filament (20 g) : Avant de poursuivre, un examen du capot arrière m'intrigue. Une étiquette indique que cette imprimante est configurée pour fonctionner sur la tension secteur 220-240 V. L'alimentation ne serait donc pas auto-configurable comme sur la plupart des concurrentes ? L'accès à l'alimentation au-dessous de l'imprimante le confirme. Il est de ce fait préférable de bien vérifier que la tension a bien été paramétrée : Voilà, c'est tout pour aujourd'hui. Il me reste à monter l'imprimante jusqu'à mon bureau à l'étage, lui trouver une place, la brancher et lancer les premières impressions… ce sera l'objet du prochain article. À suivre… bientôt.
















 10 points
10 points -
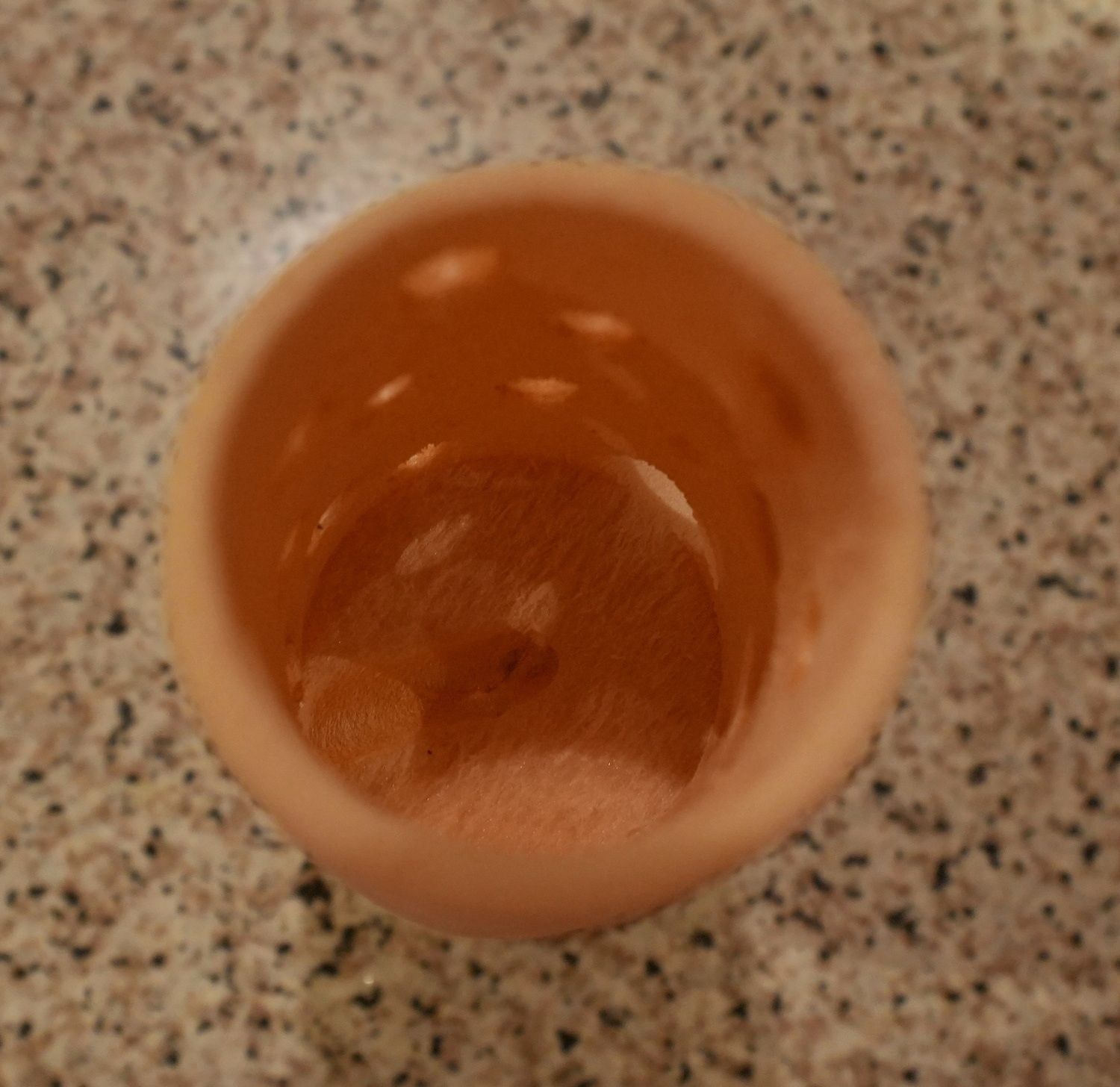
Bonsoir, Petite séance d'impression en cours, tout se passait bien jusqu'à ce que mon regard passe tout à fait par hasard sur la bobine. Pendant que la machine est en train d'imprimer, je déroule quelques spires pour analyser la chose. Je passe un coup de scalpel et je vois bien que c'est dur et que je ne pourrai pas lisser la bosse. Je coupe donc le morceau de filament pour l'autopsie, et j'attendrais que la machine m'appelle pour le changement de bobine. Au début j'ai pensé à un copeau de métal qui aurait pu provenir de la machine d'extrusion, mais les coups de scalpel ne font ressortir aucune brillance. Il s'agit bien d'un gravillon. 0.96mm sur sa cote la plus petite et 1.25mm sur la plus grande. Aucune chance qu'il passe la buse de 0.4mm... Je veux bien qu'un atelier d'extrusion n'a pas besoin d'être en salle blanche, mais là c'est à se poser des questions sur le stockage / manutention des pellets. Heureusement que je l'ai vu avant que ça ne bouche la machine ! Filament PETG blanc d'une marque très connue, pas chère mais pas toujours de qualité non plus. Je n'avais pas pris l'option effet marbré pourtant. A+



 9 points
9 points -
Une impression de 14 h avec 86 changements de filaments en 0.16, PLA noir Isanmate et PLA mate caramel Bambu Lab https://makerworld.com/fr/models/2233103-baby-alf-gordon-shumway-the-lucky-cat-sandwich

 9 points
9 points -
Je découvre le travail de DHR Engineering via leur chaine YouTube et c'est impressionnant. Vous pensiez être un pro de l'impression avec vos 3 FDM supervisées par une bête caméra et des prises connectées ? Jetez un oeil à ça : La gestion des filaments est incroyable aussi : Et ils savent aussi automatiser l'impression 3D résine + wash + cure .. + livrer le print9 points
-
Elle ne vient pas du forum (quoi que, peut-être que l'auteur se cache parmi nous?) mais méritait d'être partagée ! Certainement quelqu'un qui s'est mal réveillé
 9 points
9 points -
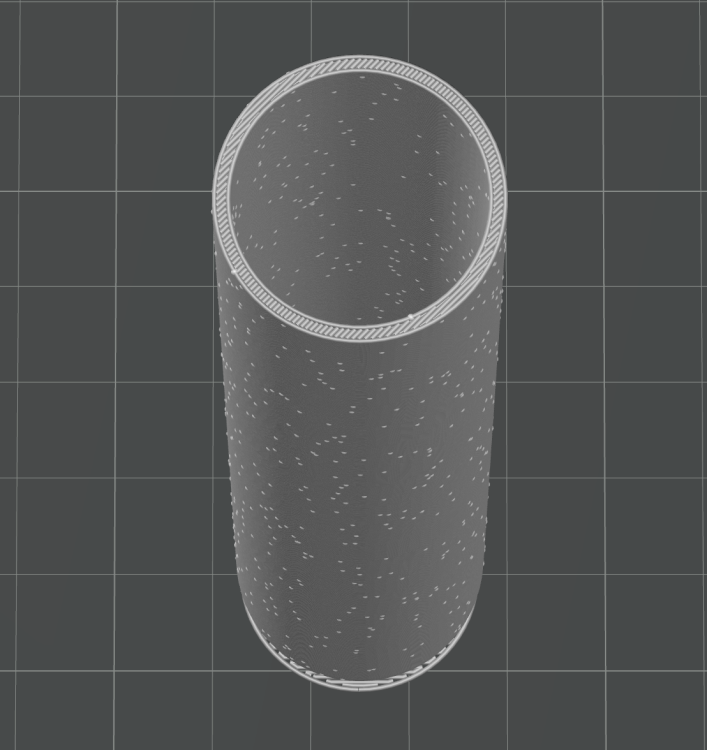
Salut Dans la série avant après, je vous propose aujourd'hui le PETG transparent ou translucide Les deux tubes ont été imprimés avec les mêmes paramètres. Seule différence 6h de séchage entre les deux Certains diront il n'y a pas photo mais il y a séchage A+ JC
 9 points
9 points -
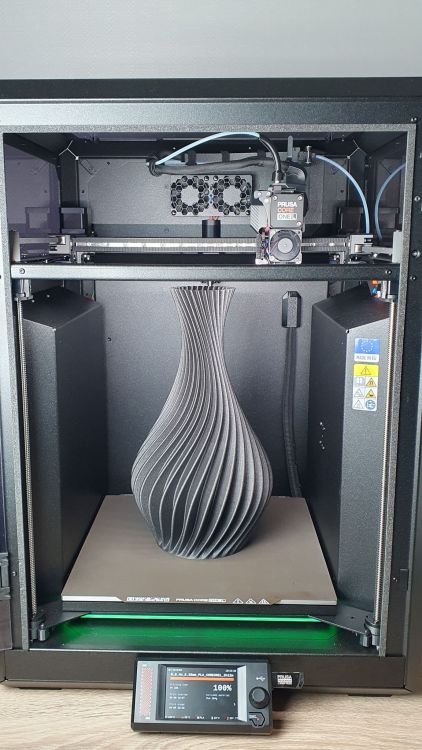
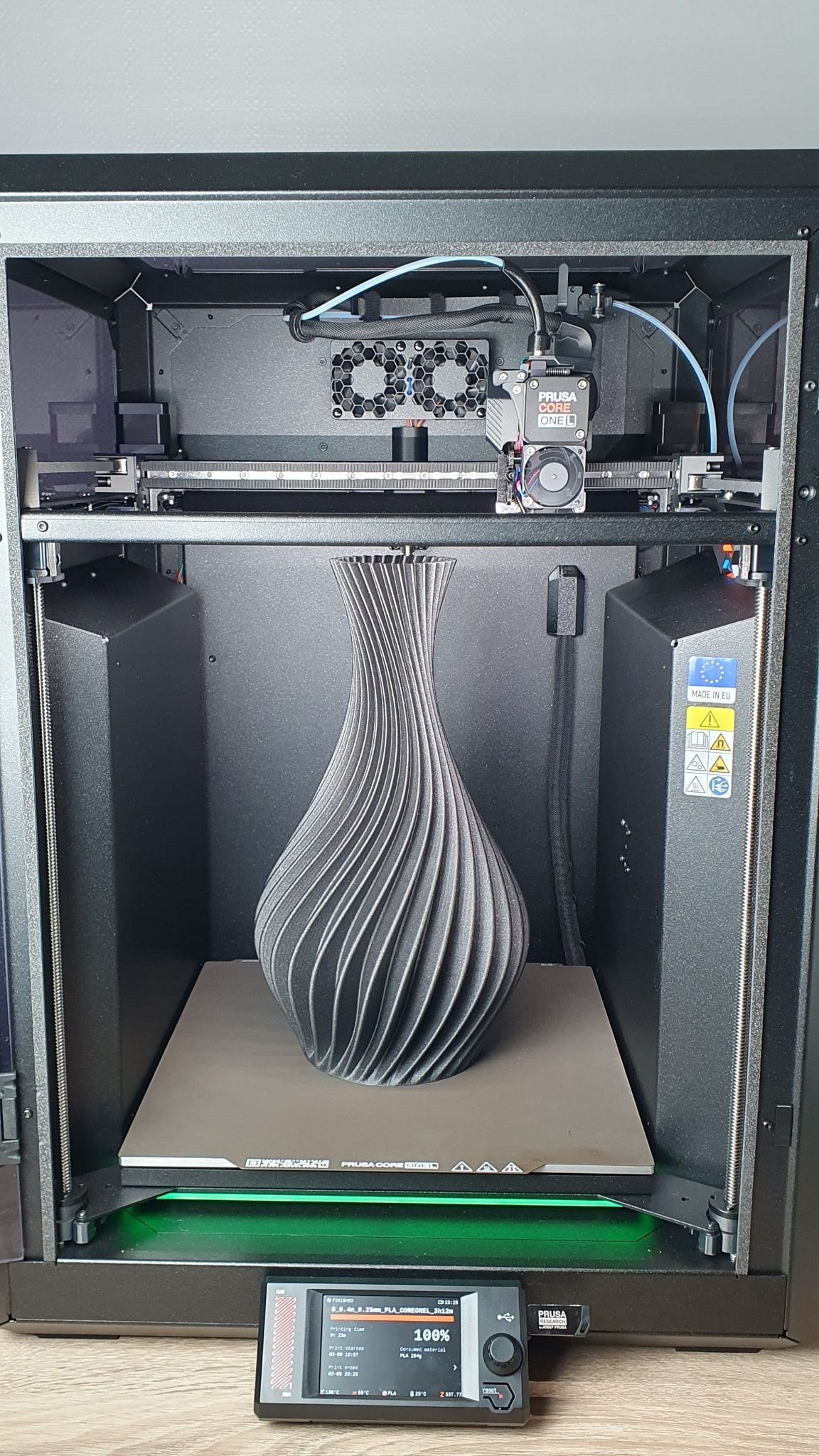
Bonjour à tous, Une fois n'est pas coutume, Prusa nous a envoyé sa Prusa CORE One L afin que nous la testions. Et on va se faire un plaisir de la décortiquer. Ce n'est pas à proprement parler une remplaçante, elle ne succède pas à la Prusa CORE One. Il s'agit plutôt d'un modèle avec des caractéristiques qui répondent à des besoins (et porte-monnaies) différents. Elle est annoncée pour une dimension seulement 10% supérieure, mais avec un volume d'impression doublé. Comme d'habitude, n'hésitez pas à me faire part de vos questions, interrogations, envies d'impressions, j'essaierai d'y répondre. Fiche technique des points clés qui diffèrent avec la CORE One+ standard : Dimensions de la machine 469×521×635mm pour 21,9kg Volume imprimable 300x300x330mm Plateau chauffant AC en aluminum épais, jusqu'à 120°C avec moins de 2°C de variation sur 99% de la surface. Extrudeur Nextruder avec buse de 0.4mm HF en laiton + 0.4mm durcie pouvant monter jusqu'à 290°C Chambre chauffée de manière semi-passive (deux ventilateurs sous le plateau chauffant) jusqu'à 60°C Caméra de série Accéléromètre de série Pour le reste, on retrouve les mêmes caractéristiques. Elle parait impressionnante sous cet angle, mais elle n'est pas tellement plus grosse, surtout elle fait le même poids ! Bon c'est vrai que la CORE One parait petite à côté. On voit bien le volume d'impression doublé, on aurait presqu'envie de jouer aux poupées russes. Je vous passe l'unboxing, vous l'aurez sur le blog. Le déballage est facile et rapide, un QR code nous renvoi sur une vidéo montrant toutes les étapes. Enlever les protections de transport, "clipser" l'écran (magnétique), le porte bobine à clipser également, et sélectionner la langue. C'est tout, la machine est prête à imprimer sortie du carton, avec sa bobine incluse de 1kg de PLA. Ah qu'il est loin le temps des kits, c'est moins fun mais c'est pas plus mal. En premières impressions (ressenties), bien que très similaire je trouve que la Prusa CORE One L fait "plus fini". Lorsqu'on est habitué on remarque tout de suite les petits détails, la poignée de porte rivetée, les tiges trapézoïdales lubrifiées, la grille des ventilateurs de chambre moins cheap, le capot supérieur clipsé (plus de rivets) et plein de petites pièces différentes. Ce n'est clairement pas un simple upsizing. Ne vous inquiétez pas je reviendrai sur tous ces petits détails, certains sont intéressants. Pour le moment j'ai effectué quelques petites impressions test en PLA juste pour voir si tout allait bien, et devinez quoi... tout va bien. Actuellement elle est en train de monter sa première pièce de 33cm de haut, un tiers d'une bobine est en train d'y passer, je vous poste le résultat tout à l'heure (4h d'impression). Je peux juste vous dire que ça me fait un peu le même effet qu'avec la XL les premières fois, les pièces imprimées paraissaient beaucoup plus petites sur le slicer qu'en vrai. EDIT: Et voilà le résultat, près de 300g en 3h25, couches de 0.25mm, paroi de 1mm avec la buse 0.4HF d'origine. Vous vous souvenez de Hulk, l'impression Zmax de la CORE One ? Il est pas bien grand finalement. Maintenant qu'on sait quelle marche bien, on va pouvoir passer à des tests plus conséquents.



 8 points
8 points -
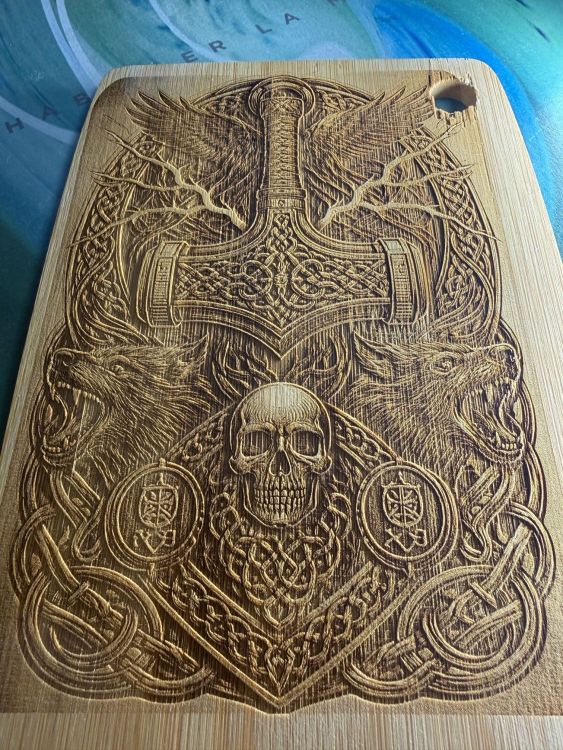
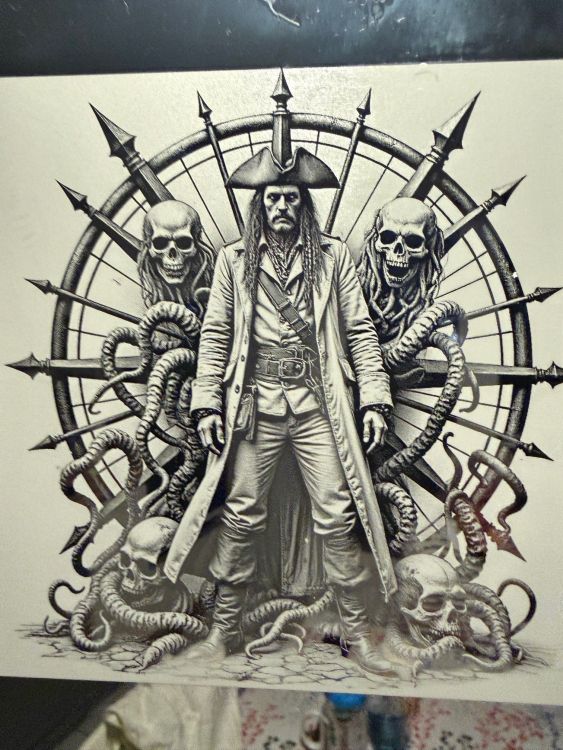
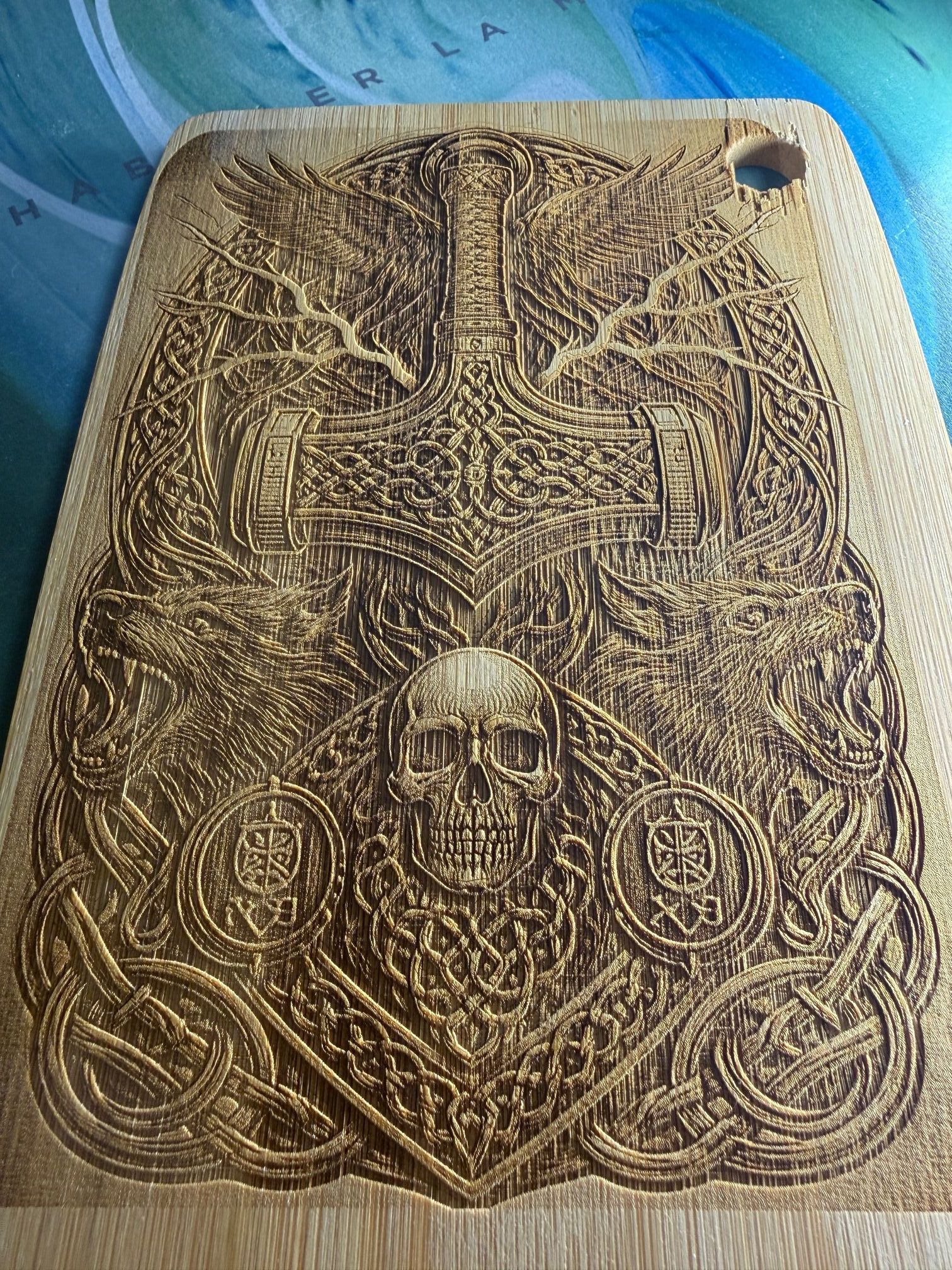
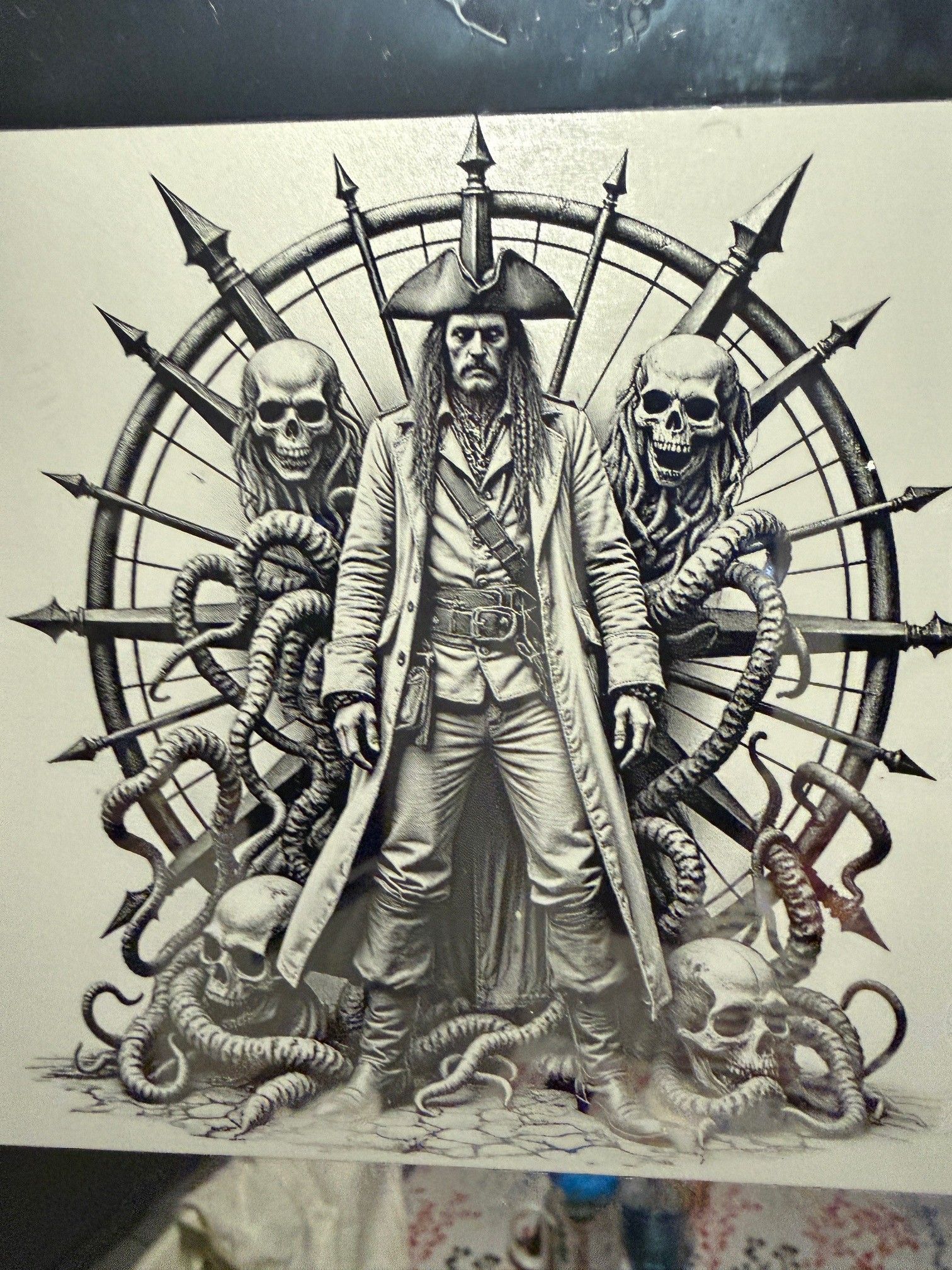
Pirates en relief au laser.
 8 points
8 points -
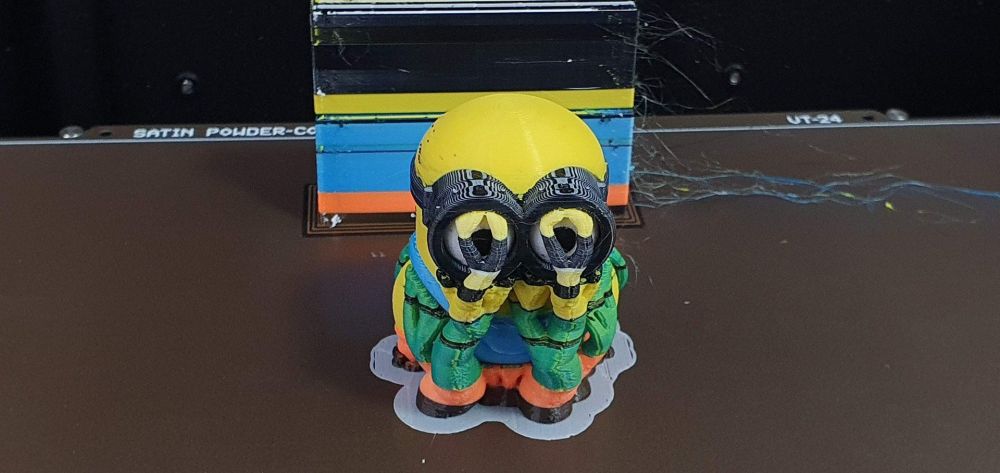
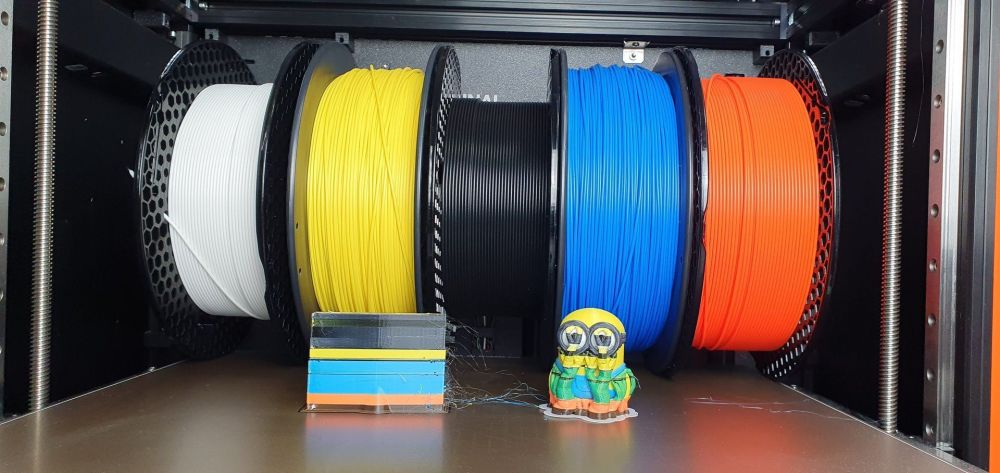
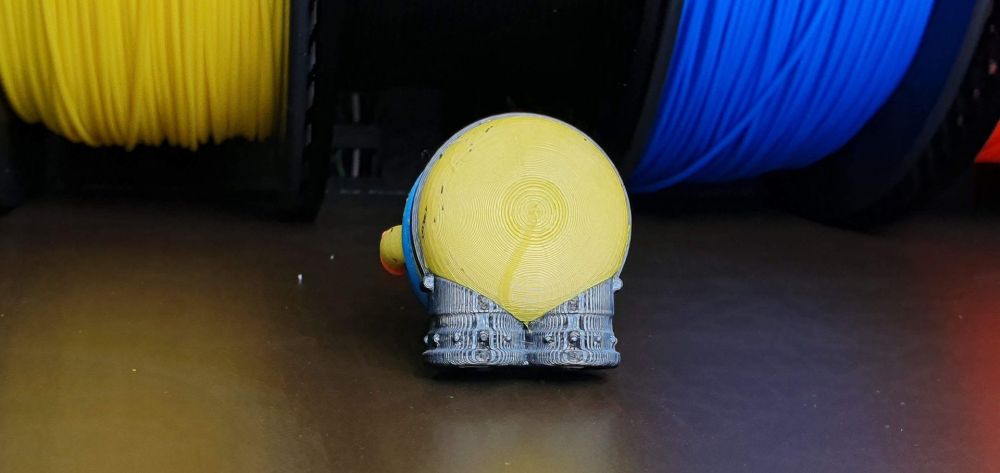
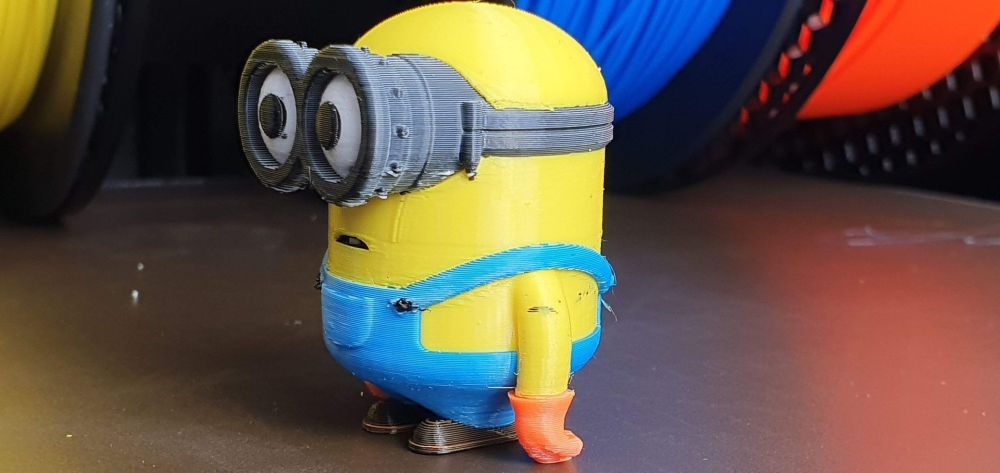
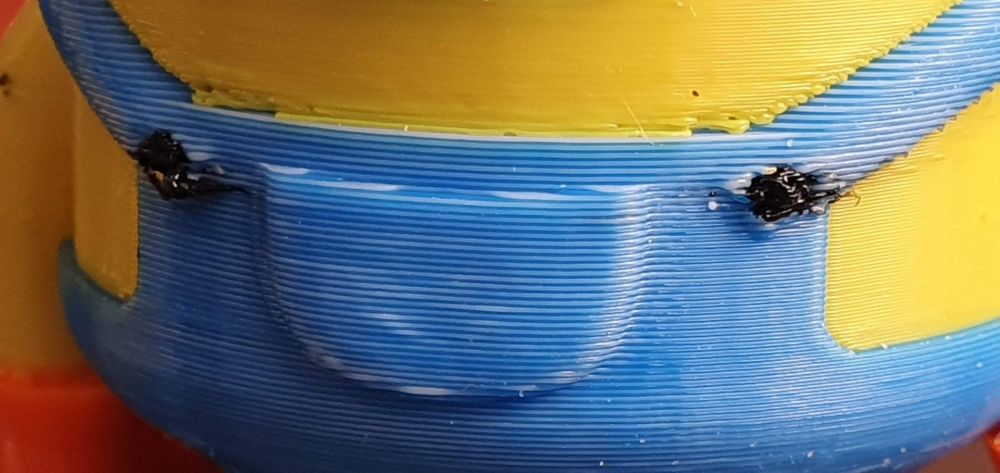
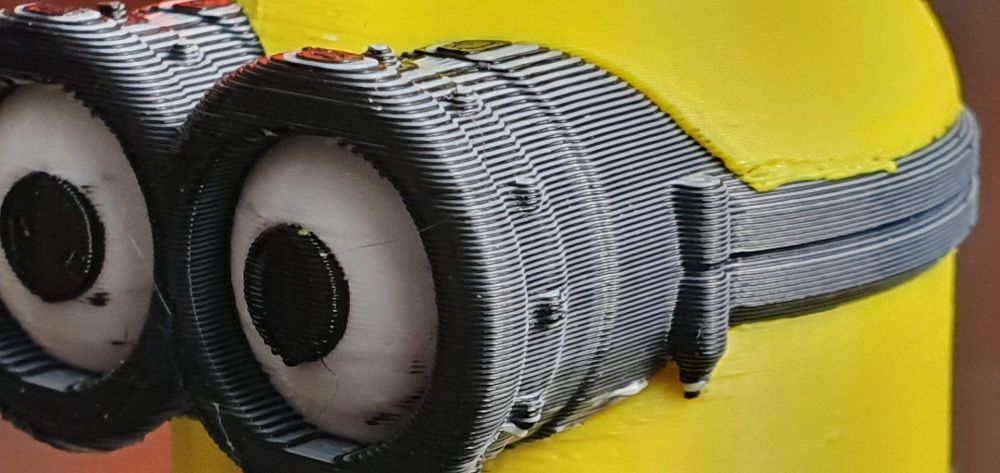
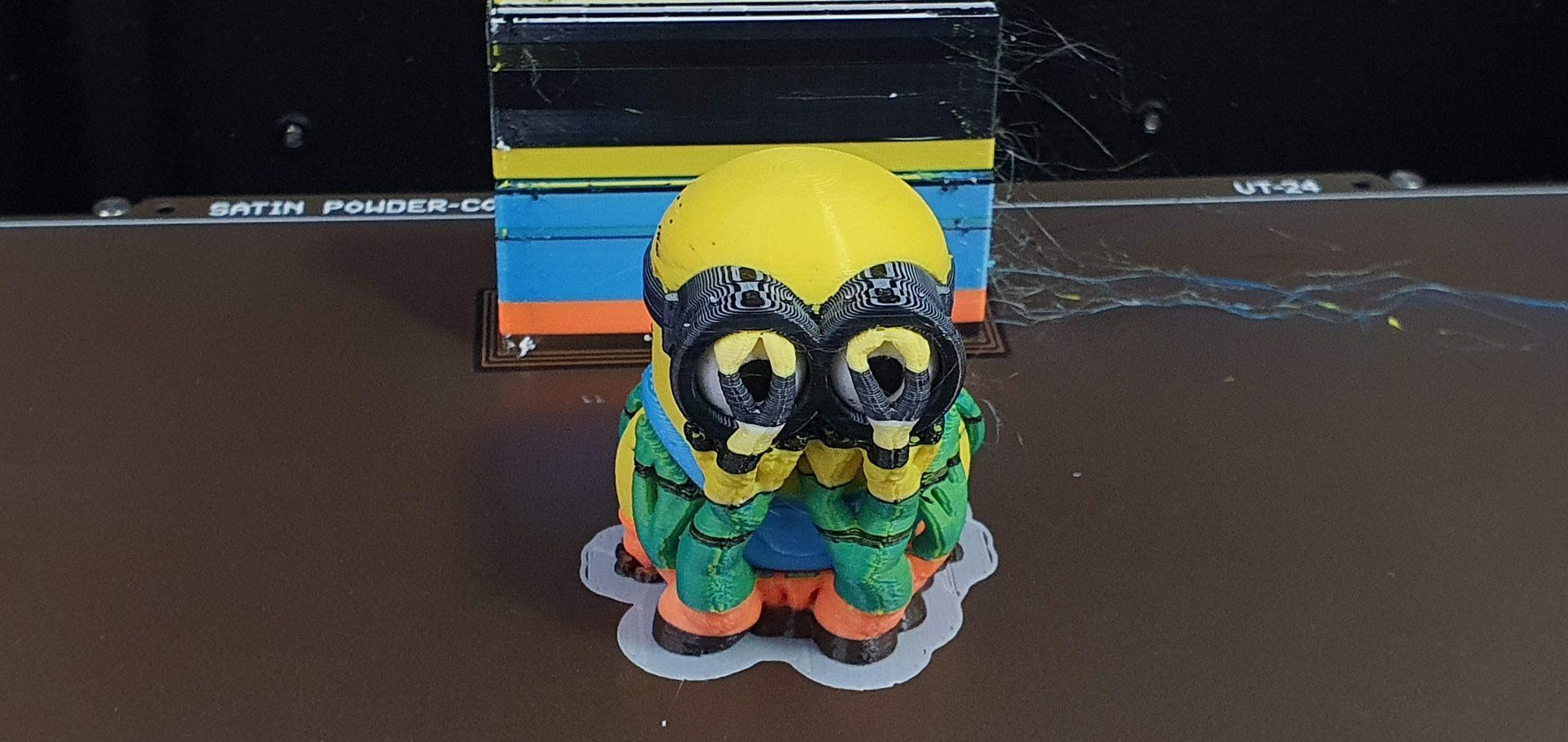
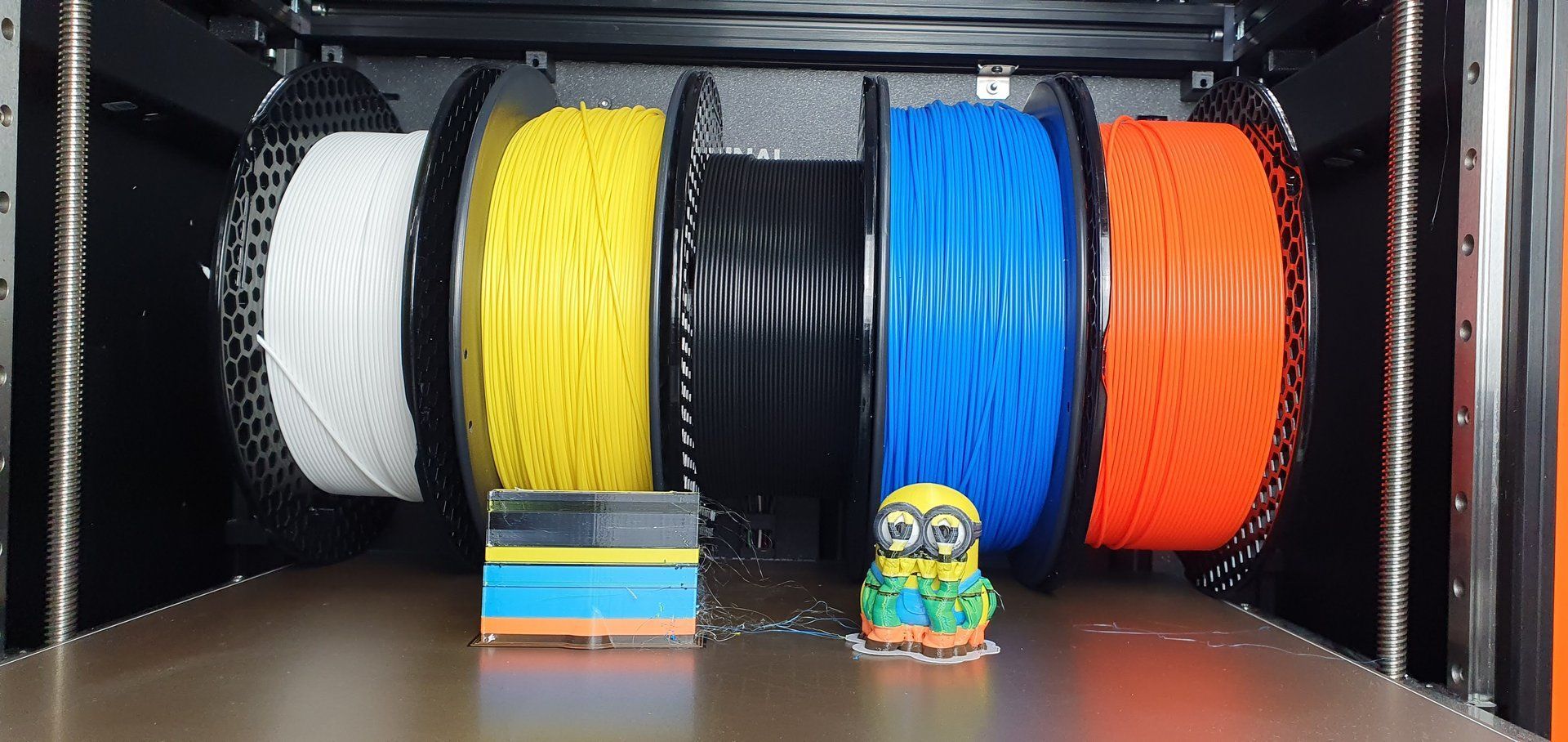
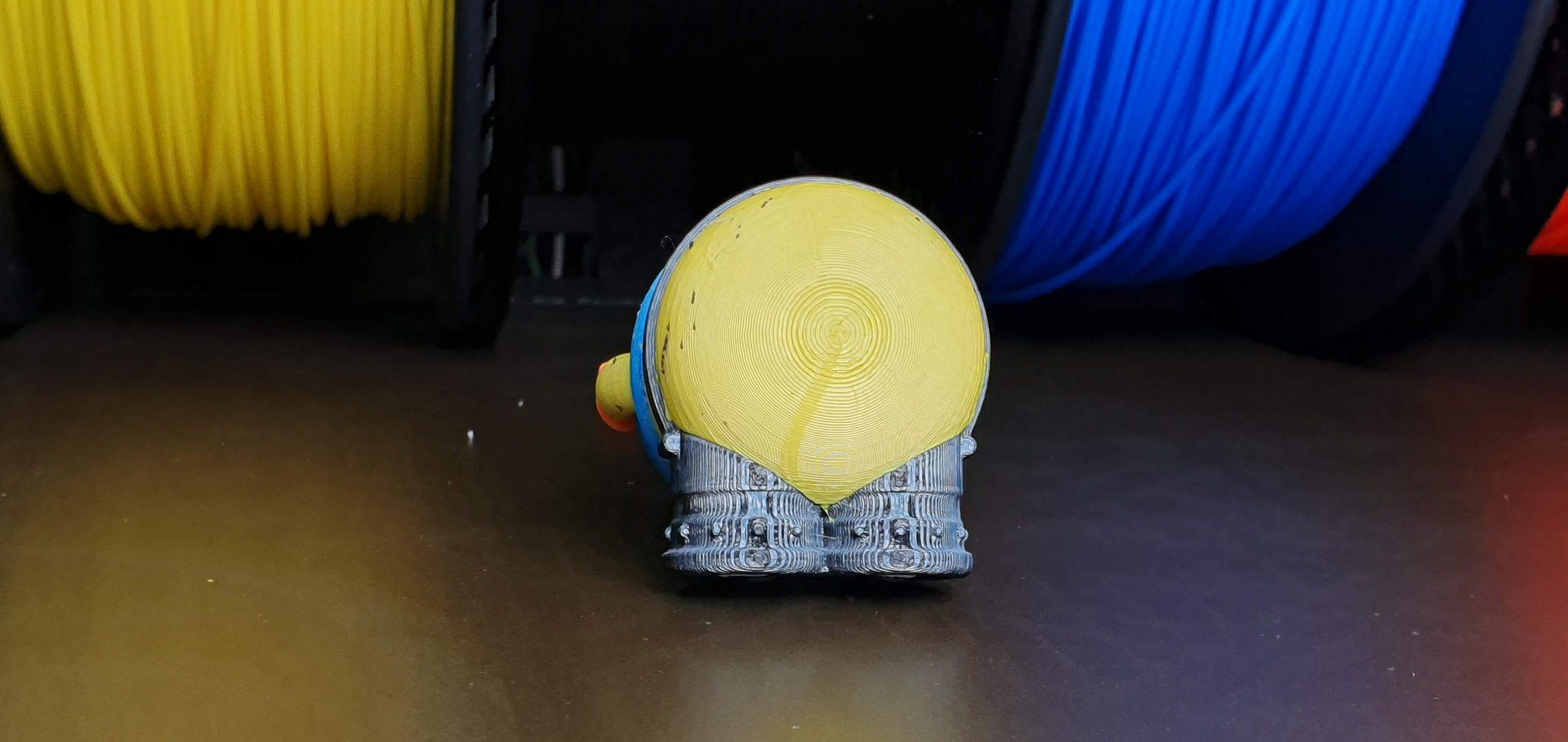
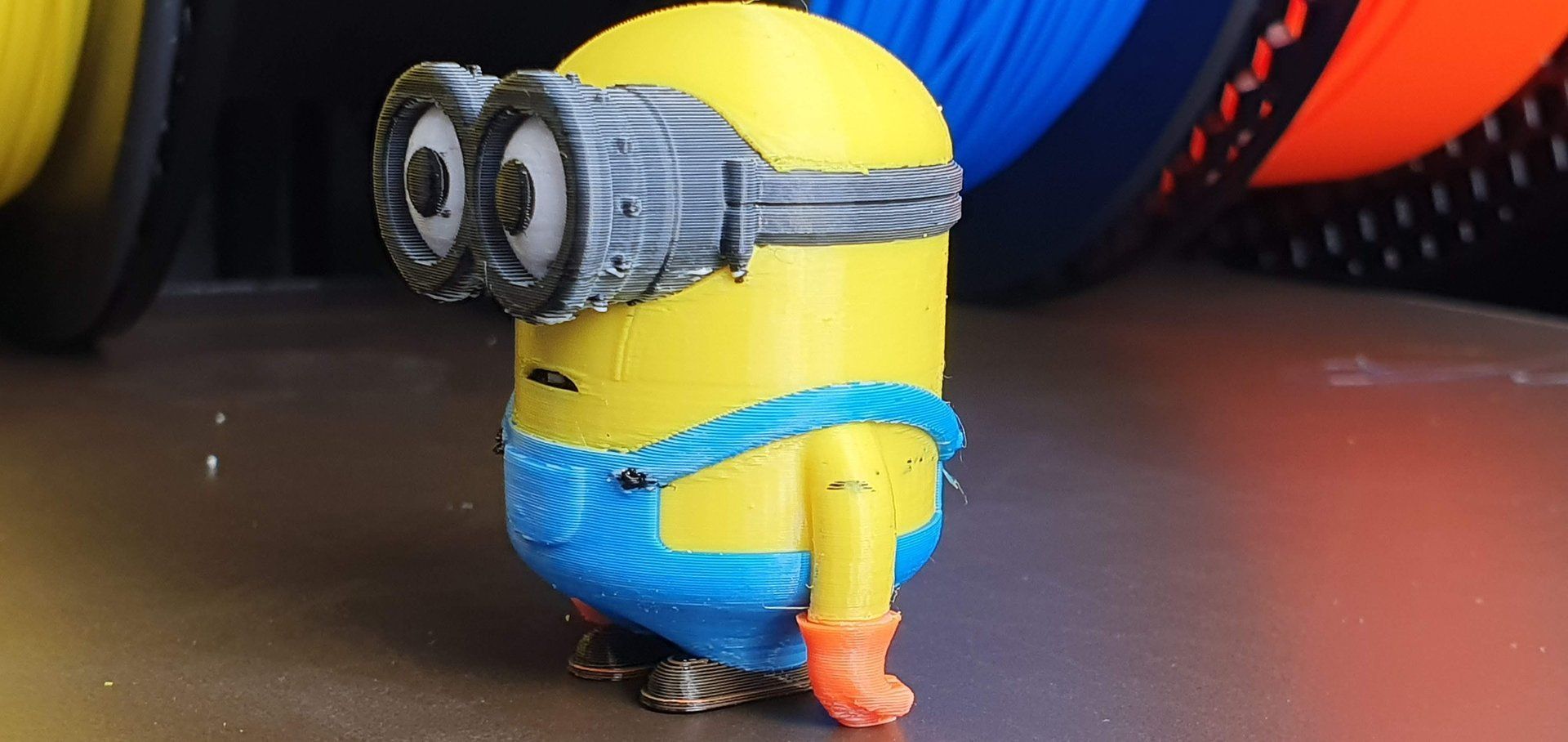
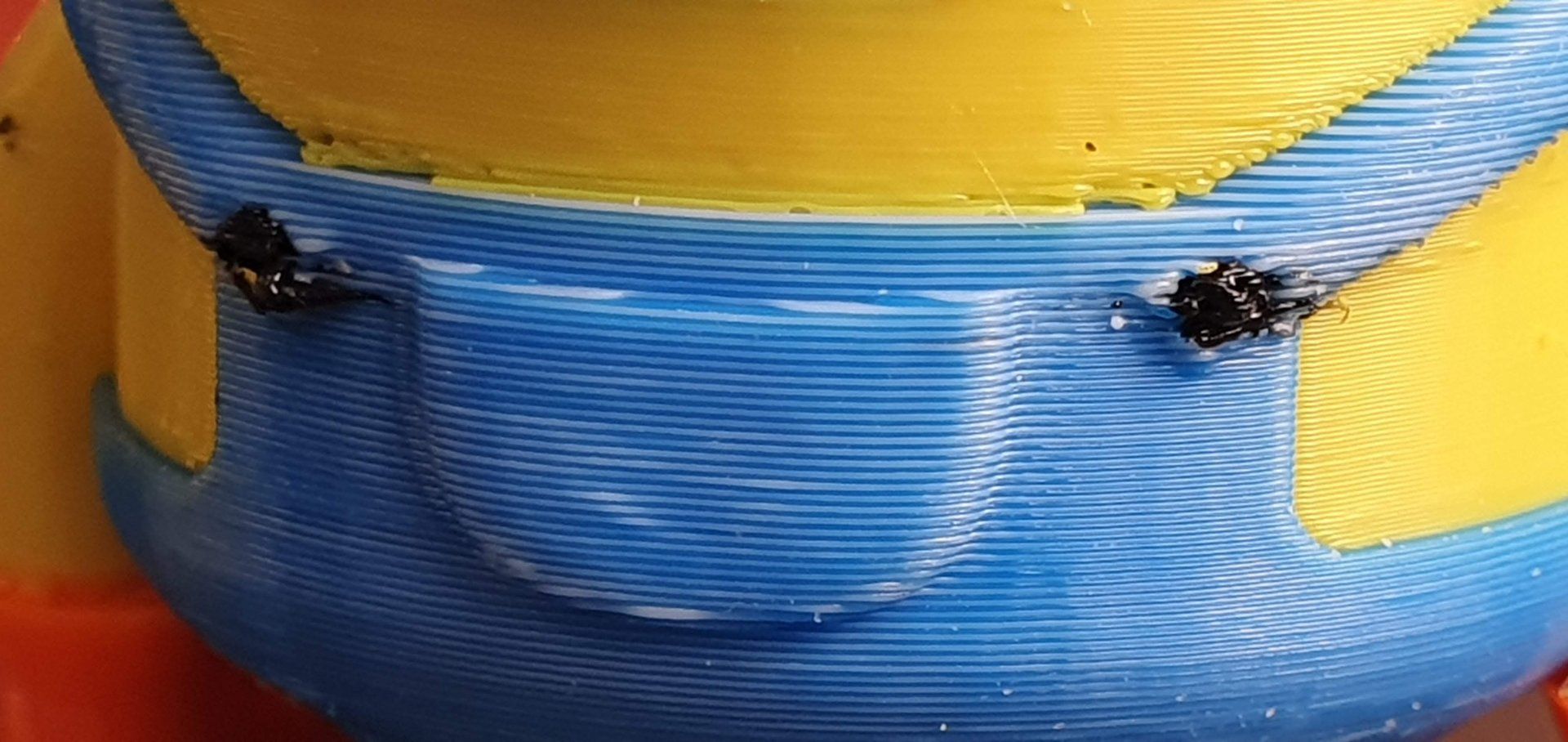
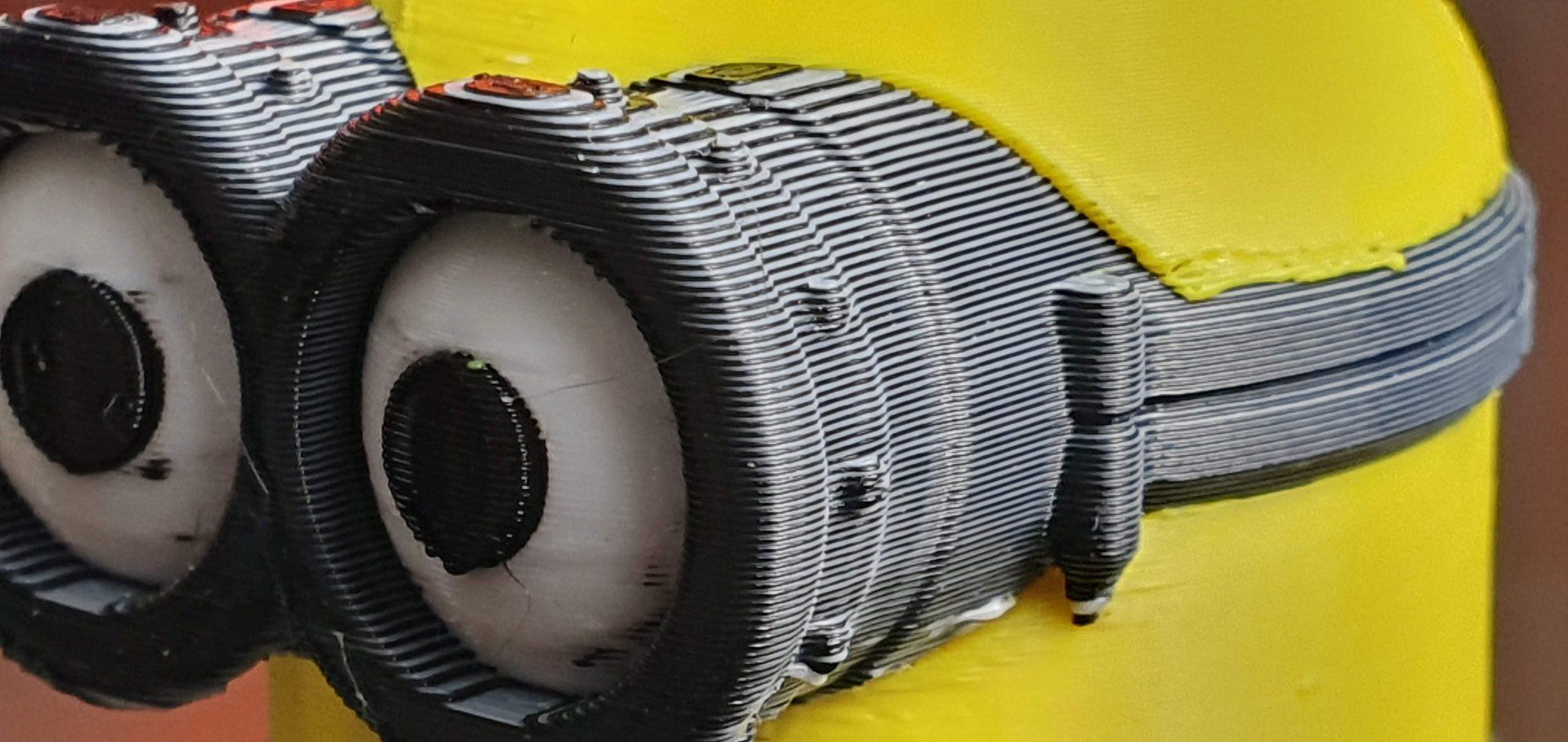
Allez hop, voici le résultat. Assez pourri les réglages du profil par défaut de OrcaSlicer pour la XL je dois dire. Ca file, y'a des pétouilles partout, et j'ai un gros problème d'extrusion et/ou de cohésion des couches (ça délamine tout seul comme si j'avais mélangé du PETG, j'ai vérifié c'est bien du full PLA). Mais on va dire que c'est secondaire, faut garder le focus sur la technique d'empilement des couches. Résultat brut : Le même avec les bobines utilisées derrière et un éclairage diffus neutre pour apprécier les différences de nuances de couleurs (on note du vert dans les supports, mais il n'y en a pas dans le modèle) : Le minion sans les supports, on commence à apprécier le gris des lunettes : Le dessus où on voit bien les marches d'escalier : De profil : Zoom sur les chaussures, le noir prédomine, je m'attendais à un marron plus clair et les gants plus beige : Zoom sur la salopette, on distingue à peine les alternances blanc/bleu. Il s'agit de "bleu france", ici il est bien éclairci : Zoom sur les lunettes, là on distingue parfaitement les alternances noir/blanc : Franchement pour un premier résultat, c'est plutôt prometteur, mais un peu déçu du rendu. Je pense qu'il y a un gros travail à faire pour étalonner les couleurs selon les bobines qu'on a, et le rendu sur écran. Sinon ça s'éloigne vite de ce qu'on souhaite obtenir. En conclusion je dirais que le résultat obtenu est du niveau du "Chicken 1.0", ce qui est cohérente puisque rien n'est étalonné/optimisé sur ma config (sauf mon écran qui est calibré). Qu'en pensez-vous ?


 8 points
8 points -
Je veux bien partager ton message mais je remarque qu'une fois @pascal_lb a mis plus de 12 minutes à proposer une solution (12 minutes 34 exactement)... Une vie de famille je veux bien, mais quand même, il y a des limites.8 points
-
Les cheveux vont être compliqués à imprimer
 8 points
8 points -
@electroremy nous a fait un tutoriel très complet pour convertir sa Prusa MK2S en MK2S+ avec caisson en polystyrène avec chauffage et extraction, sonde Superpinda, capteur de filament, arrêt automatique en fin d'impression, correction du bug d'affichage M117, alarme externe avec de l'électronique et un firmware personnalisé https://www.lesimprimantes3d.fr/prusa-mk2s-upgrade-en-mk2s-plus-tutoriel-diy-20251107/8 points
-
8 points
-
Perso, j'ai bien reçu le cadeau du forum (un peu en retard mais bon .. c'est un cadeau) ( joke ) Oui, mais rapidement basculé sur F360. FreeCad a mis trop de temps à devenir "friendly" Oui, oui... j'ai même écrit des bouquins à leur gloire !!!

 8 points
8 points -
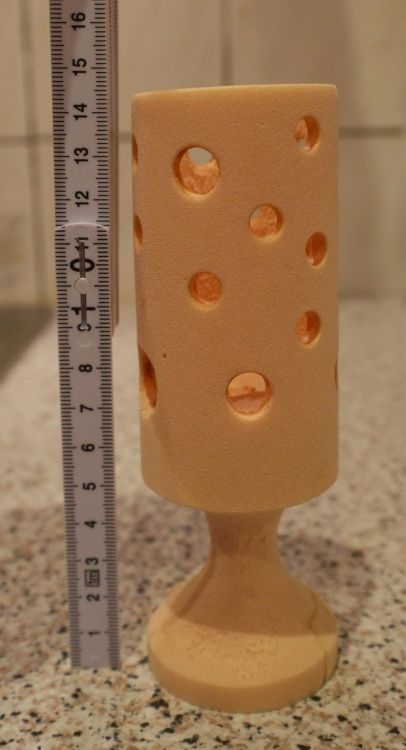
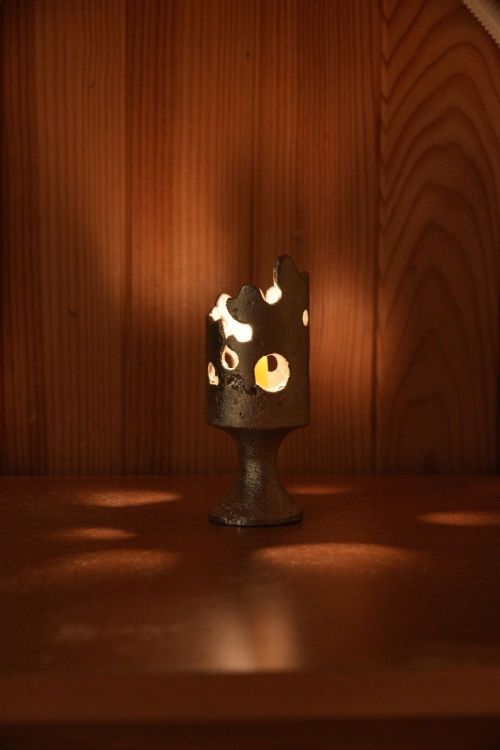
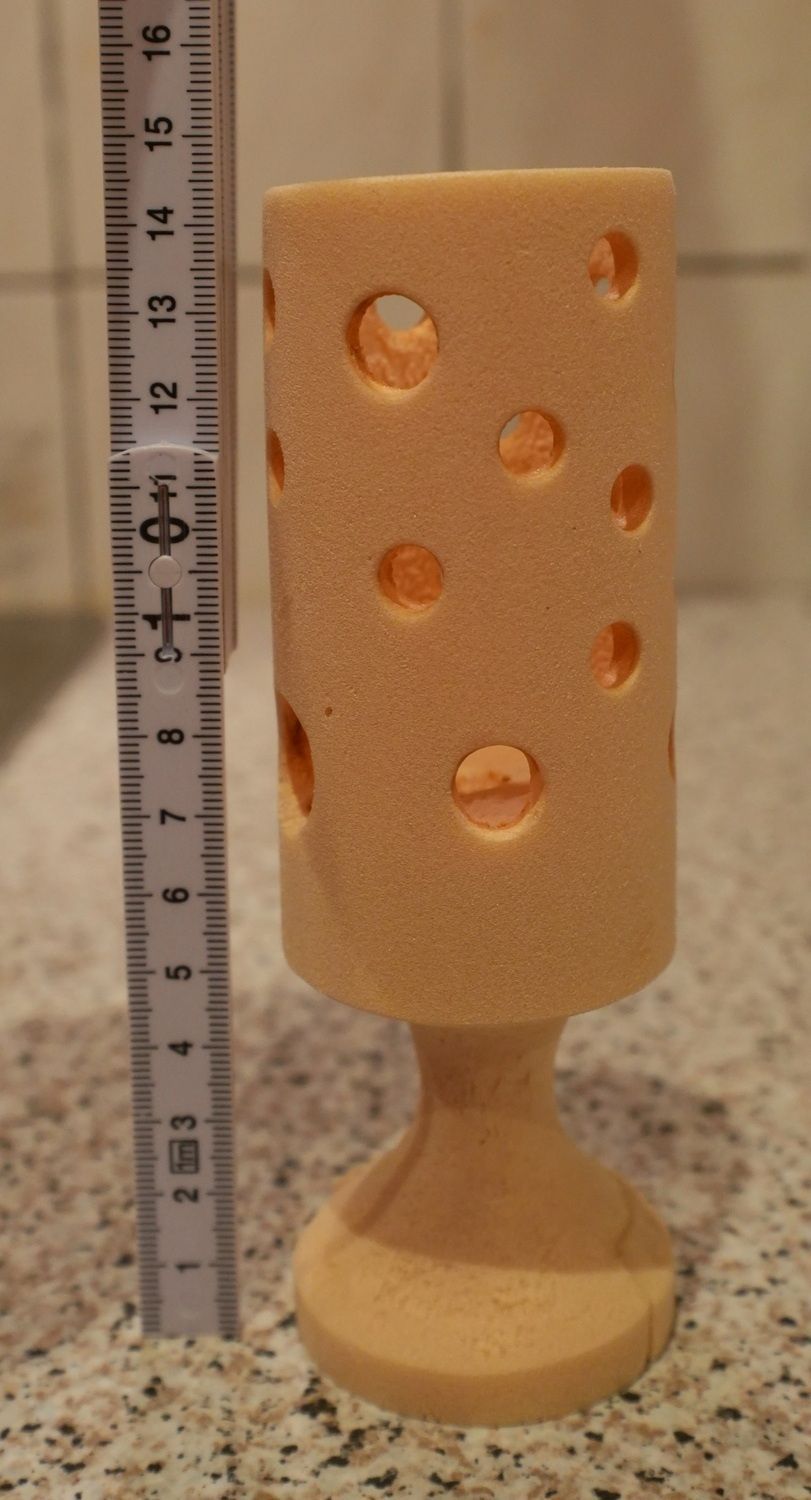
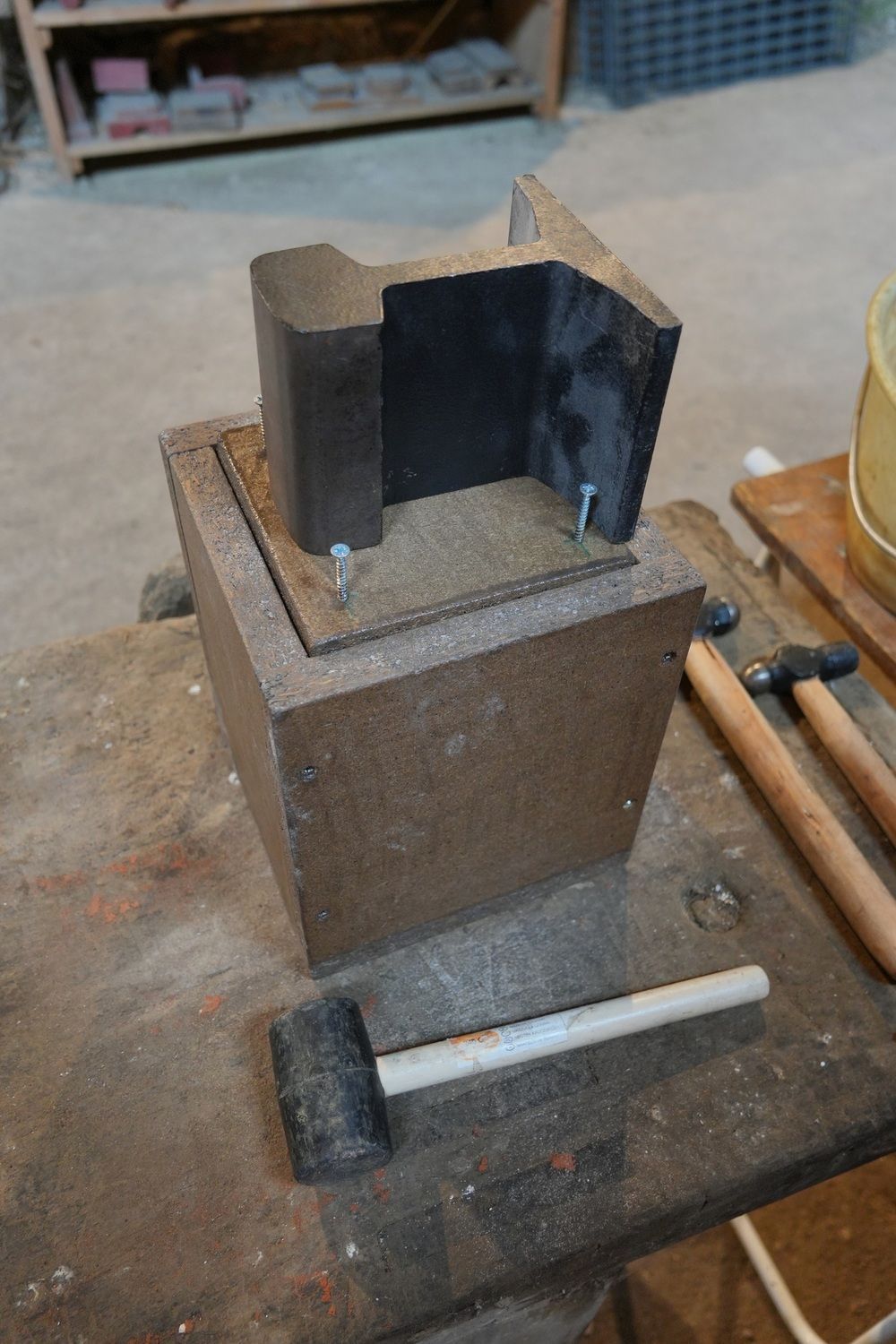
Bonjour à tous, Avec un peu de retard, je partage la pièce que j'ai réalisée cette année aux Journées du Partimoine à Montagney-Servigney. Nous avons fait cette année de la fonderie aluminium, et j'ai eu envie de tester à nouveau le procédé "lost-foam". C'est un procédé dans lequel on créé un modèle en polystyrène, qui est ensuite placé dans un moule avec du sable fluide. Le métal en fusion est coulé directement dessus et prend la place du polystyrène. Ce procédé a été mis au point par Peugeot dans les années 60 pour couler des culasses de moteur, il est encore utilisé aujourd'hui. Un de mes clients, en Franche-Comté, possède une ligne de moulage loast foam pour fabriquer des disques de frein et des tambours de freins de poids lourds en fonte. Je fabrique un modèle, avec une forme volontairement compliquée pour tester les limites du procédé. Je n'ai pas trouvé de quelle façon ajouter des canaux pour faciliter l'évacuation des gaz, donc la pièce sera probablement incomplète. Le but de l'expérience est de connaitre la profondeur limite possible sans canaux. La pièce a été taillée dans un morceau de polystyrène extrudé servant à l'isolation des bâtiments. J'ai utilisé des techniques plus ou moins barbares - d'abord une perceuse à colonne avec un mèche à bouchonner pour faire un gros trou non débouchant assez profond - une scie circulaire de table, avec un support bricolé avec un tube pour réaliser le "tournage" de la partie cylindrique extérieure par sciages successifs - ensuite, une ponceuse oscillante de table pour tailler le pied - enfin, un système à fil chaud pour réaliser les trous Voici les outils utilisés sur place : une caisse en bois pour le moule, un enduit réfractaire avec un pinceau, un couvercle avec un poids (le morceau de rail de chemin de fer) et un maillet pour vibrer le sable La pièce est recouverte de deux couches généreuses d'enduit réfractaire (c'est une mixture à base d'alcool et de poudre d'alumine) : On laisse sécher une bonne demi-heure. La pièce est placée dans le moule qu'on remplit de sable : Le cul de la pièce a été peint en noir pour être bien visible par rapport au sable qui est blanc. C'est indispensable car lors de la coulée, les opérateurs portent une visière de protection, et ils sont aveuglés par l'éclat du métal en fusion. On place le couvercle avec le poids par dessus et on vibre en donnant des coups de maillet : Le moule est prêt pour la coulée. A côté, on peut voir d'autres moules réalisés de façon traditionnelle, avec des modèles en bois qui ont été retirés : La coulée de aluminium liquide : Le polystyrène se consume rapidement en dégageant une fumée épaisse : On laisse refroidir : On démoule. Comme je m'y attendais, la pièce n'est pas complète, mais le résultat est pas mal : De retour chez moi, quelques travaux de nettoyage et de finition. Je dois notamment creuser la pièce au tour à métaux car, même en ayant vibré soigneusement le sable, il n'a pas rempli complétement le fond de la pièce en haut (je rappelle que la pièce est coulée la tête en bas) Même si la pièce est incomplète, elle est en fait très jolie, et même plus jolie que si elle avait été complète. C'est, en quelque sorte, un échec réussi On se rend compte de la finesse des détails qui sont rendus par le procédé, l'état de surface du modèle en polystyrène est très bien rendu. Bien sûr, la pièce à des défauts également. On remarque aussi que j'ai percé la pièce au tour à métaux. Il y a deux raisons : - faciliter l'usinage - permettre le passage de fils électriques pour alimenter un éclairage LED Si on place une petite bougie à l'intérieur, le résultat est vraiment sympa : A bientôt !


















 8 points
8 points -
ca fait un bail que je n ai plus posté , voila mon dernier tres gros projet qui a durée 17 mois8 points
-
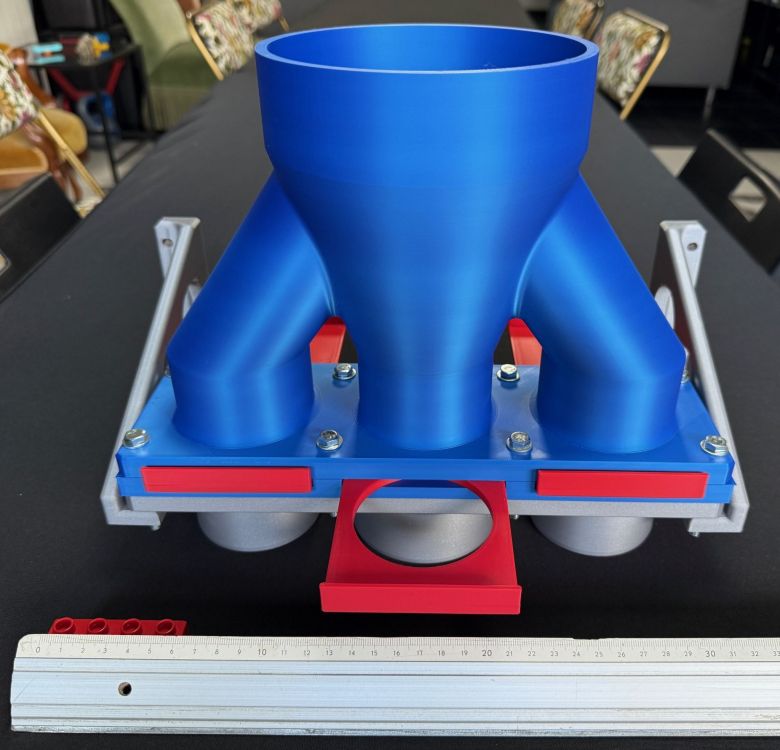
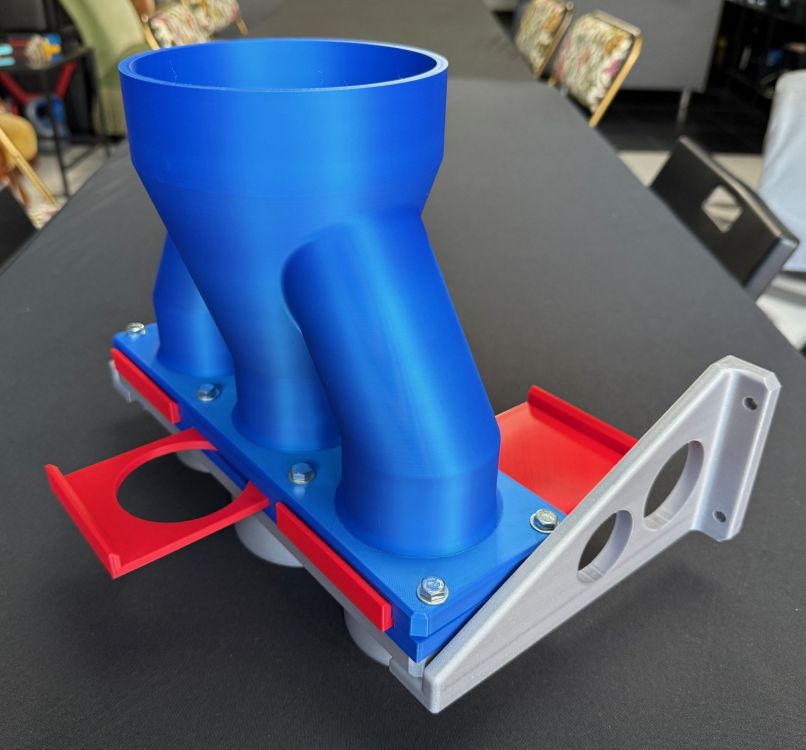
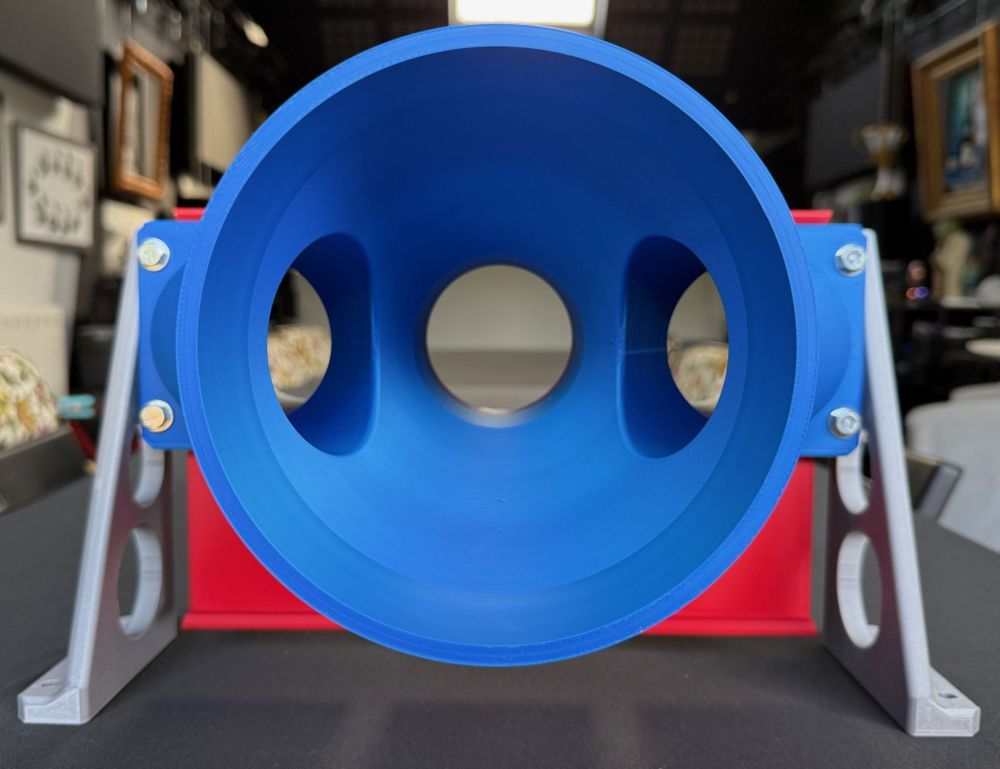
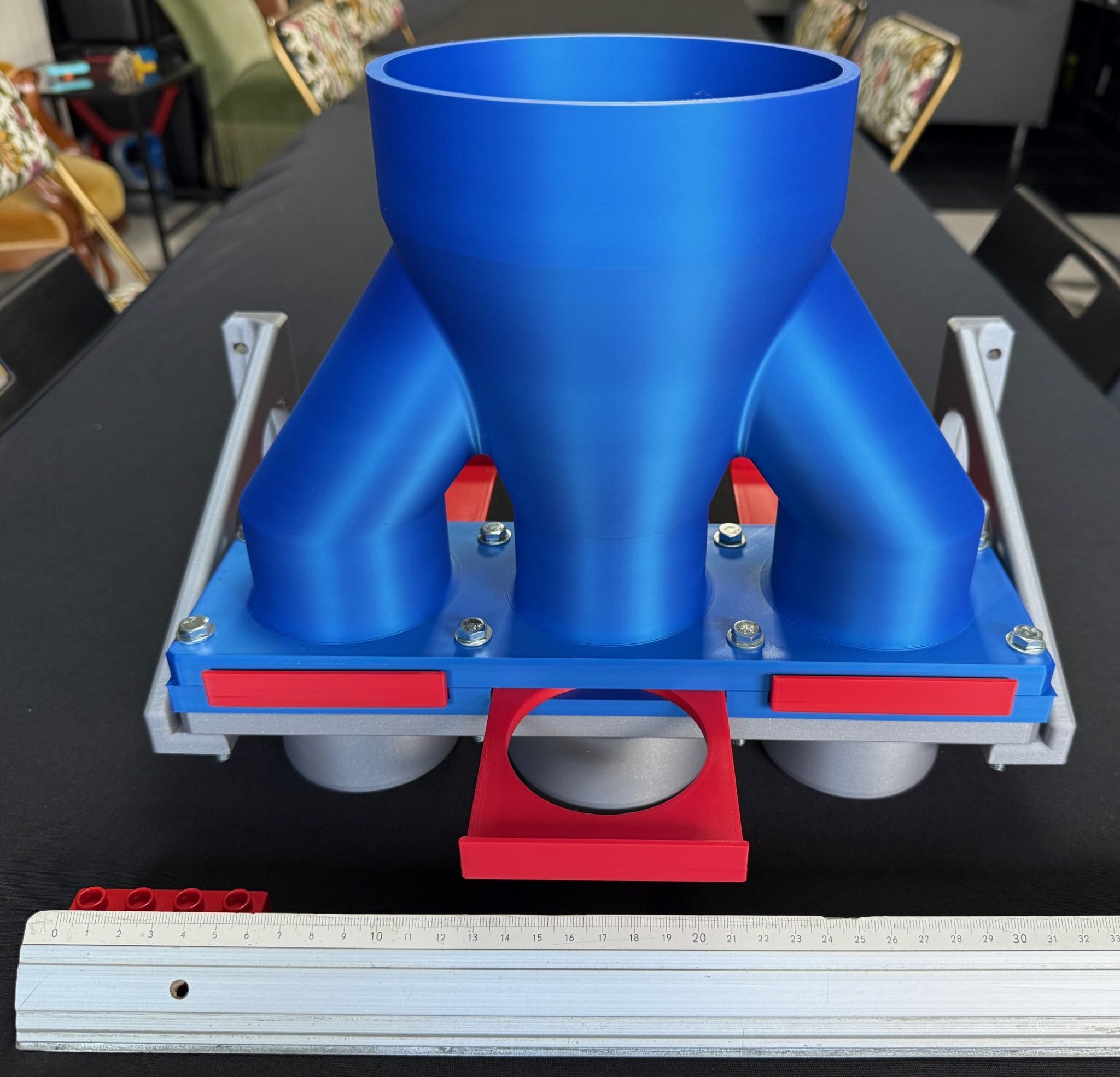
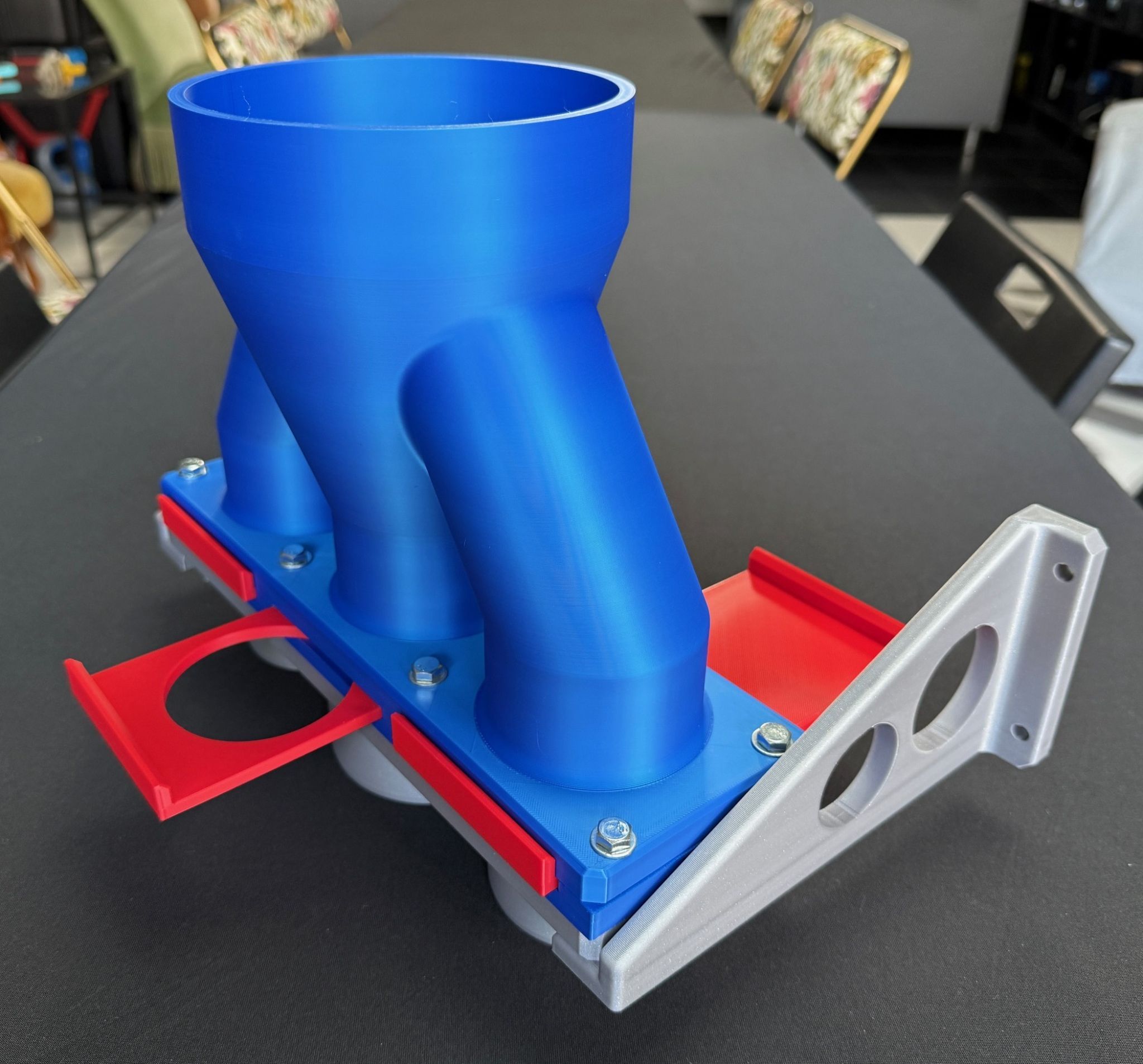
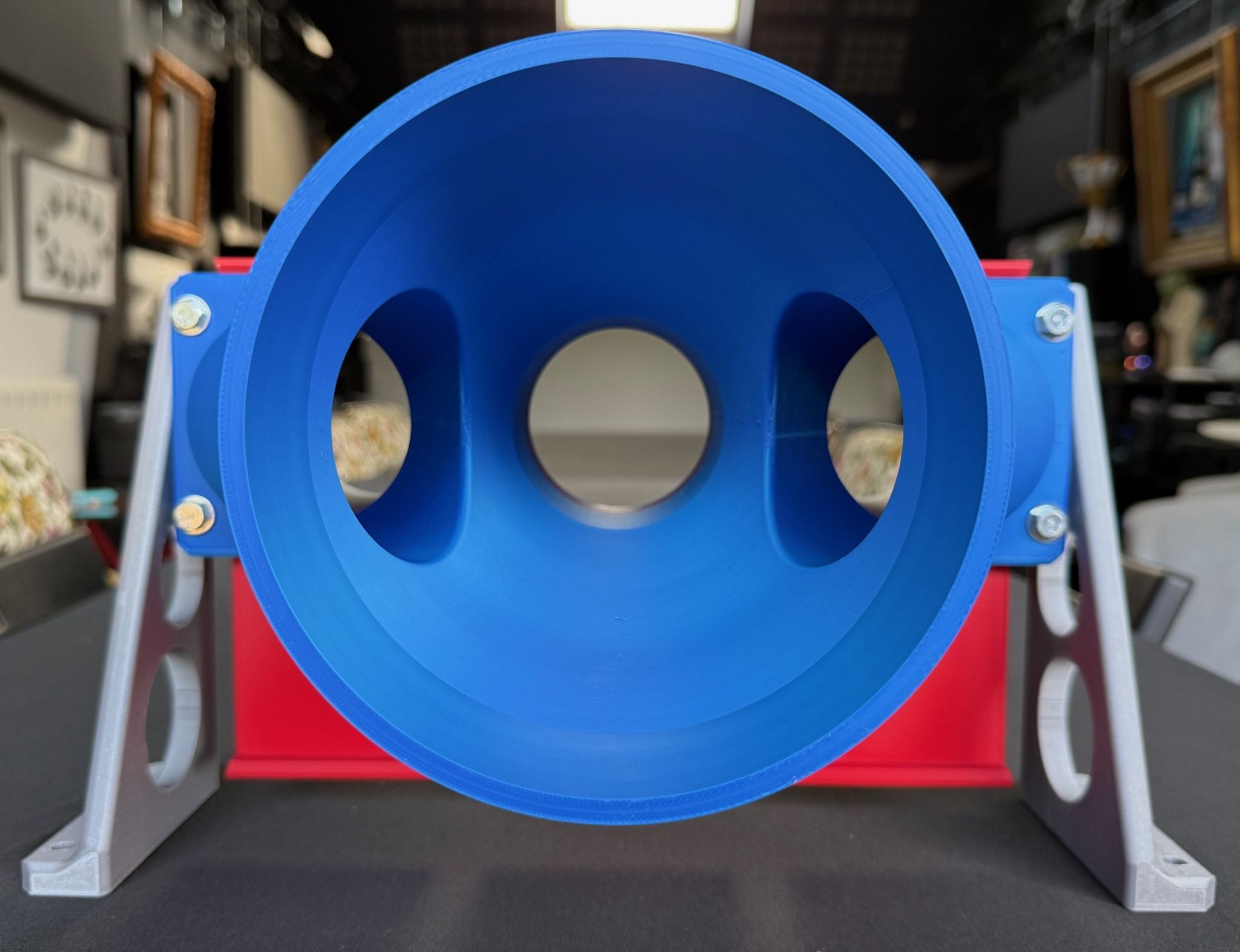
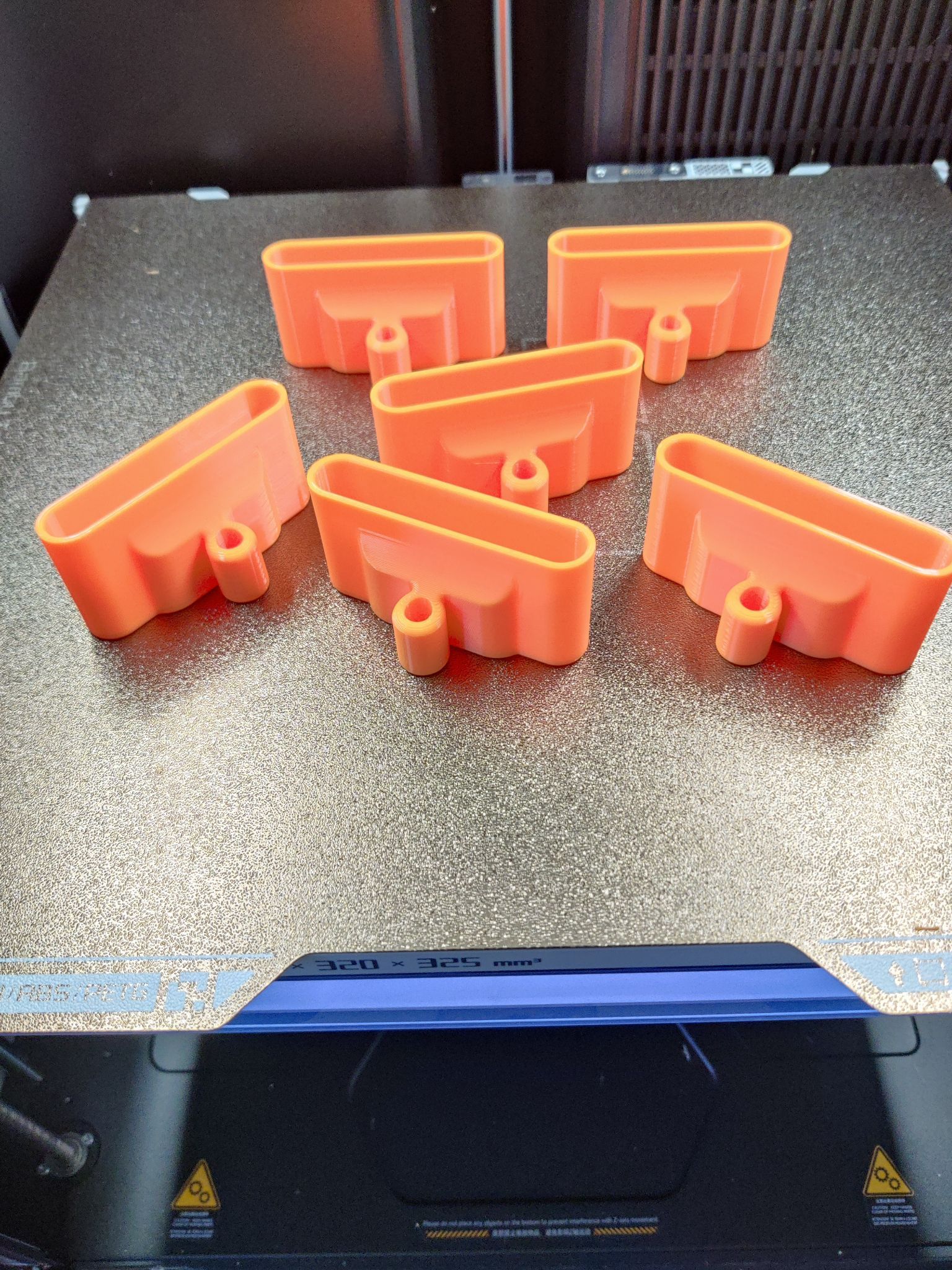
Le collecteur d'aspiration est fini, voici quelques photos du truc (j'ai mis une règle pour vous montrer que je ne pouvais pas faire plus grand sur la H2D) :
 8 points
8 points -
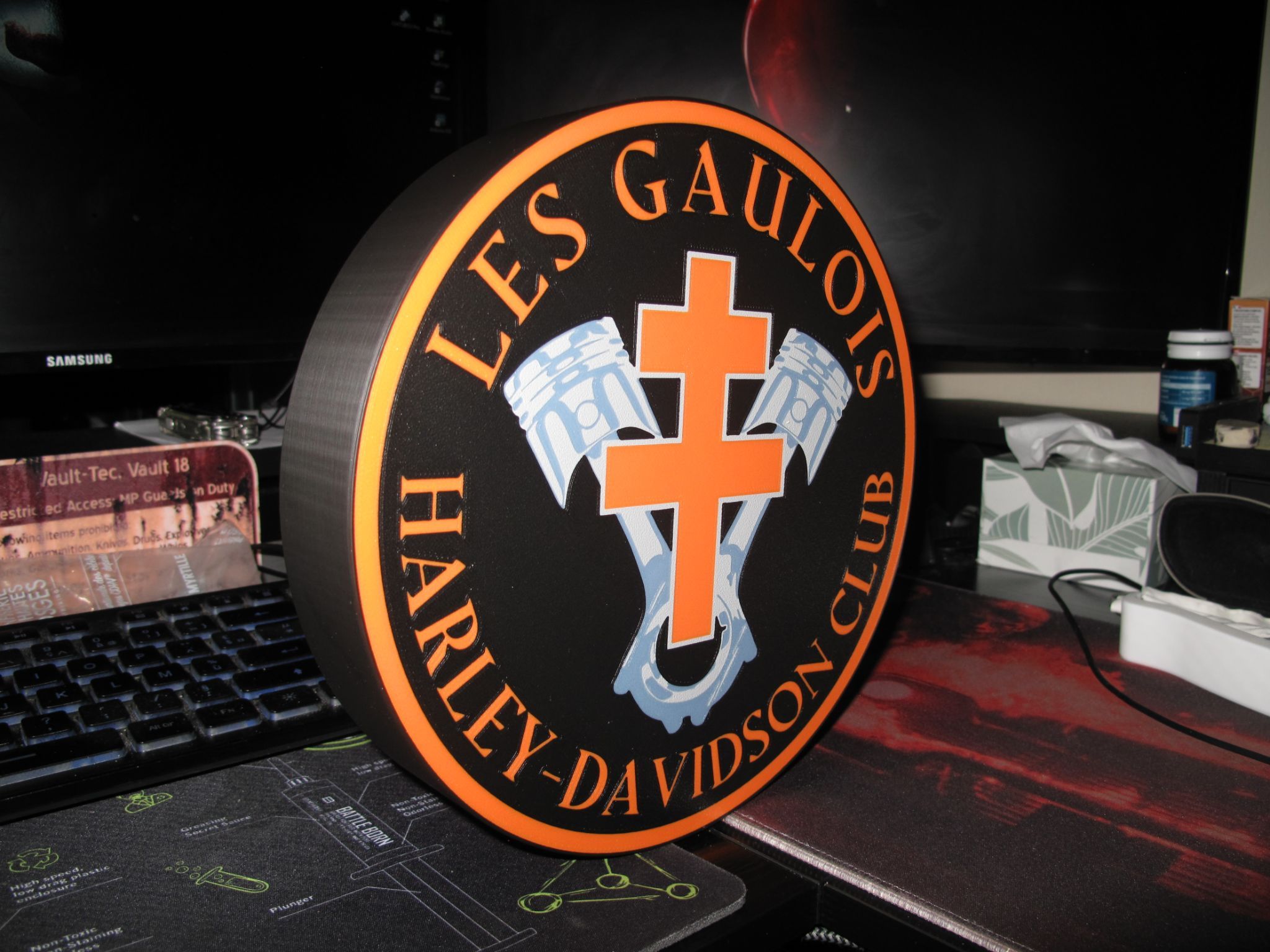
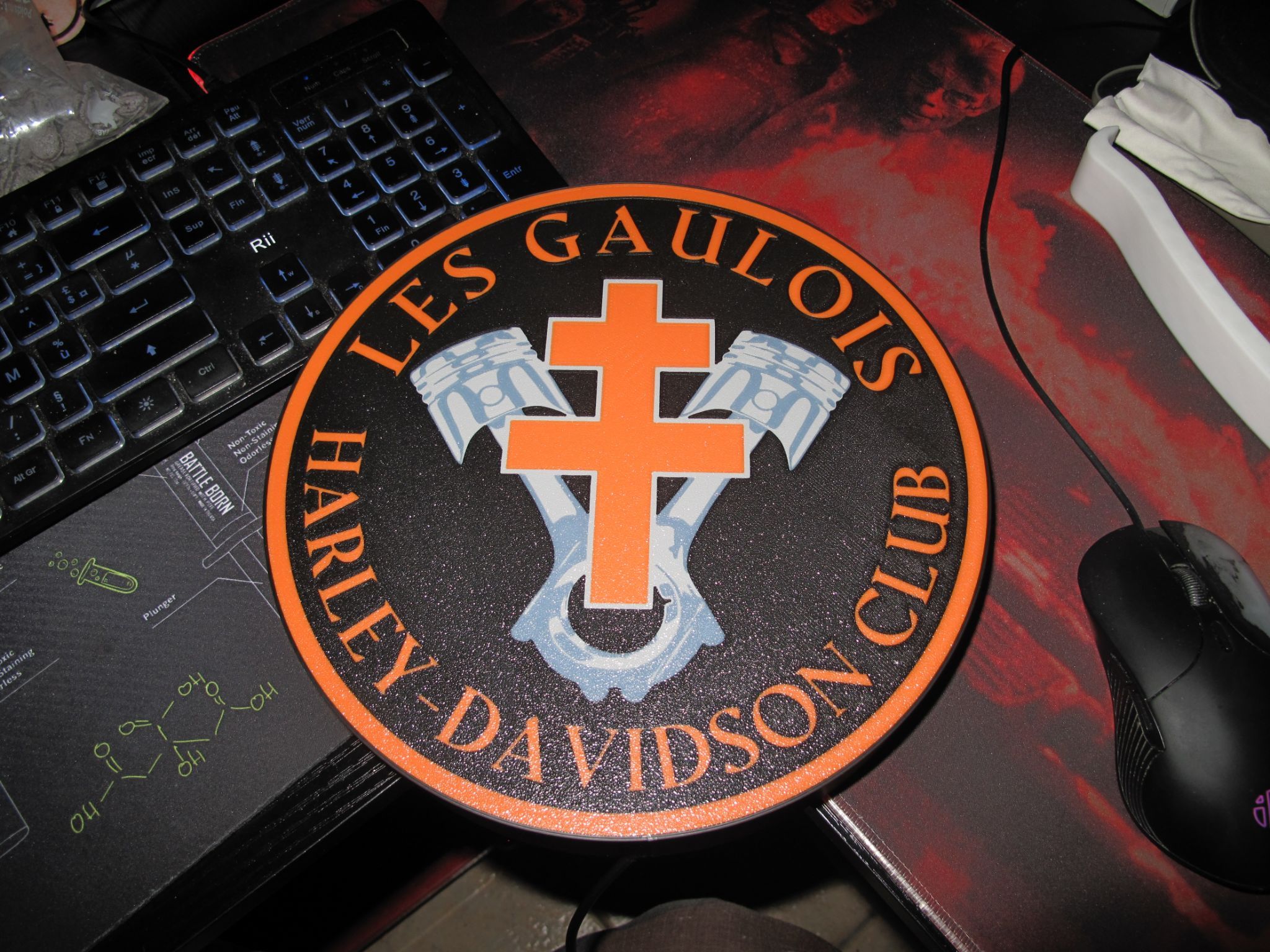
Une déco pour notre club.
 8 points
8 points -
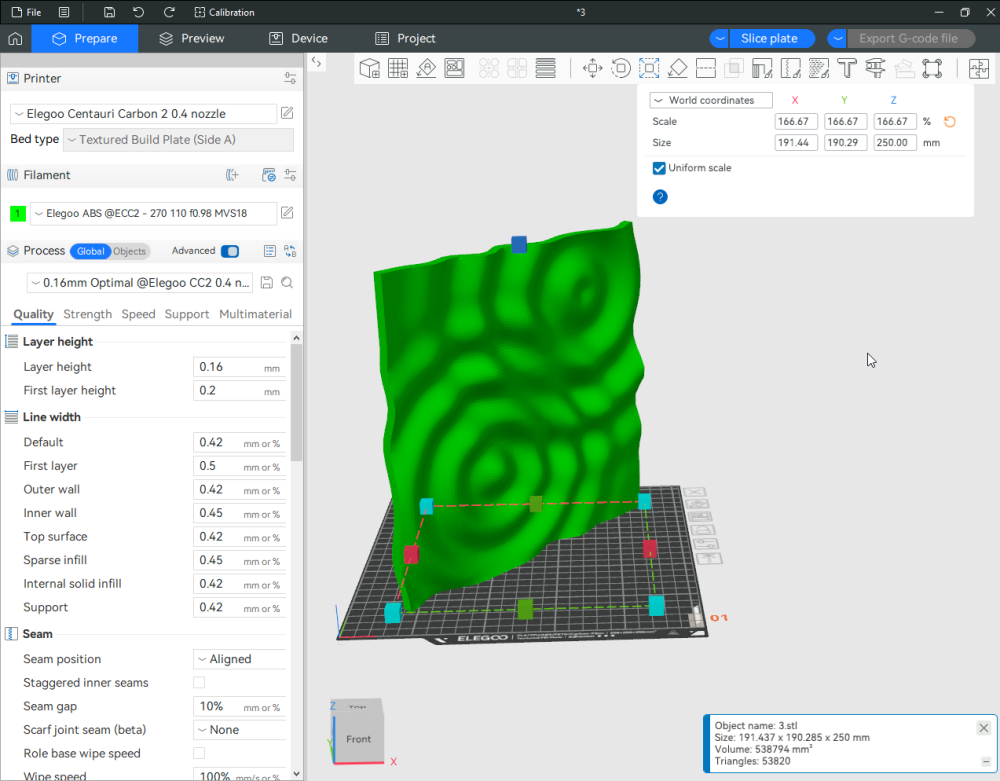
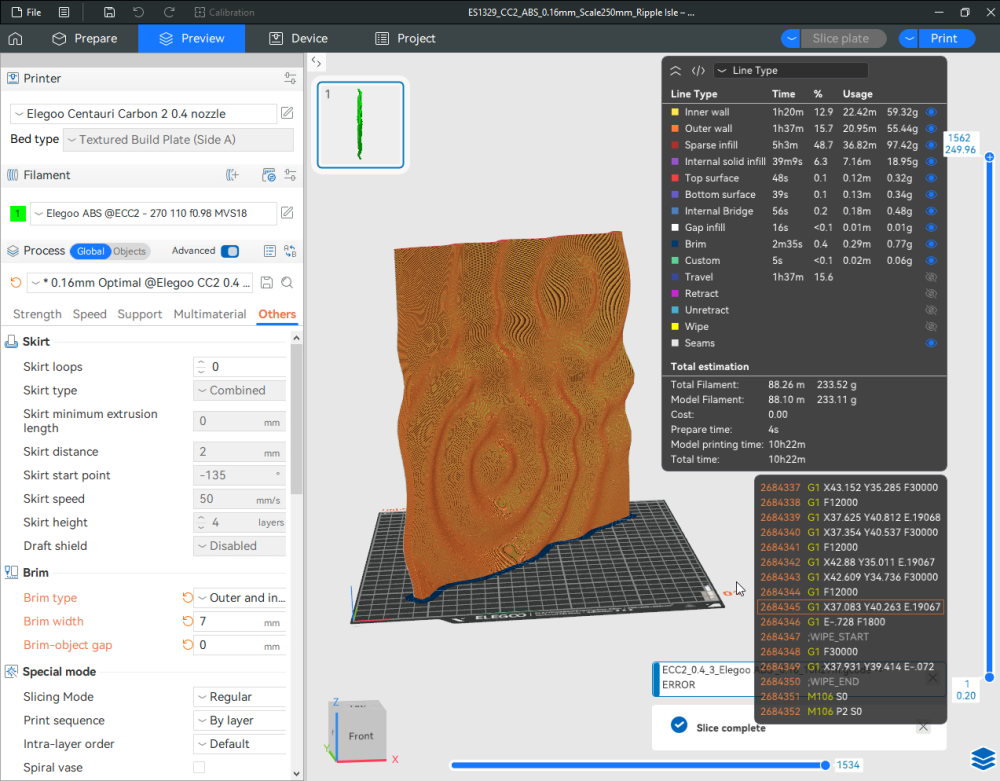
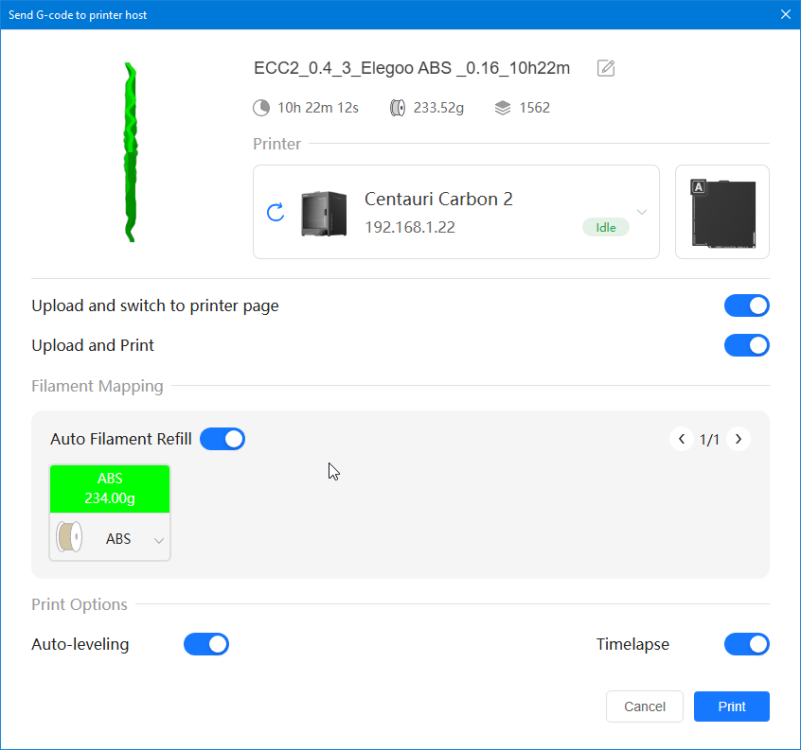
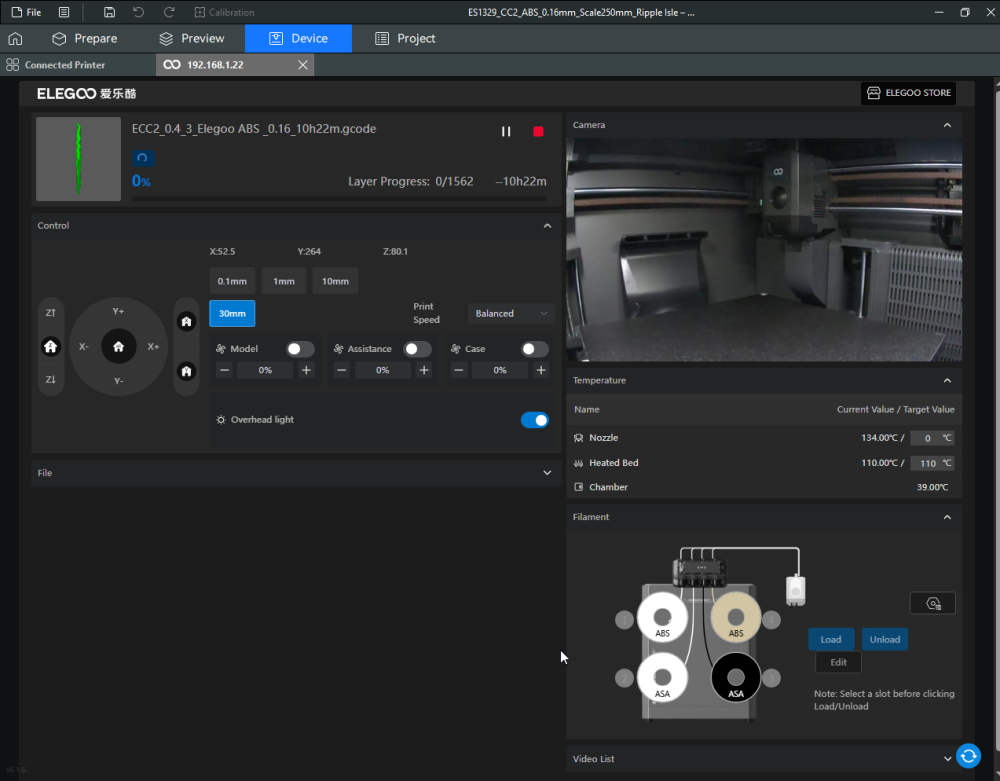
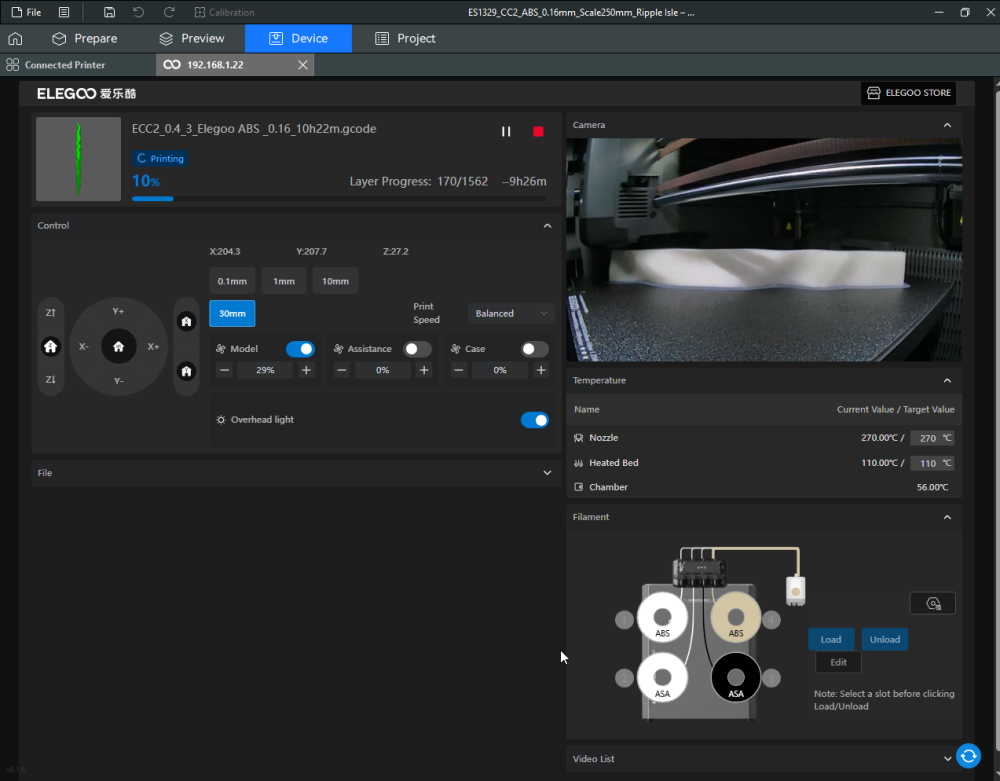
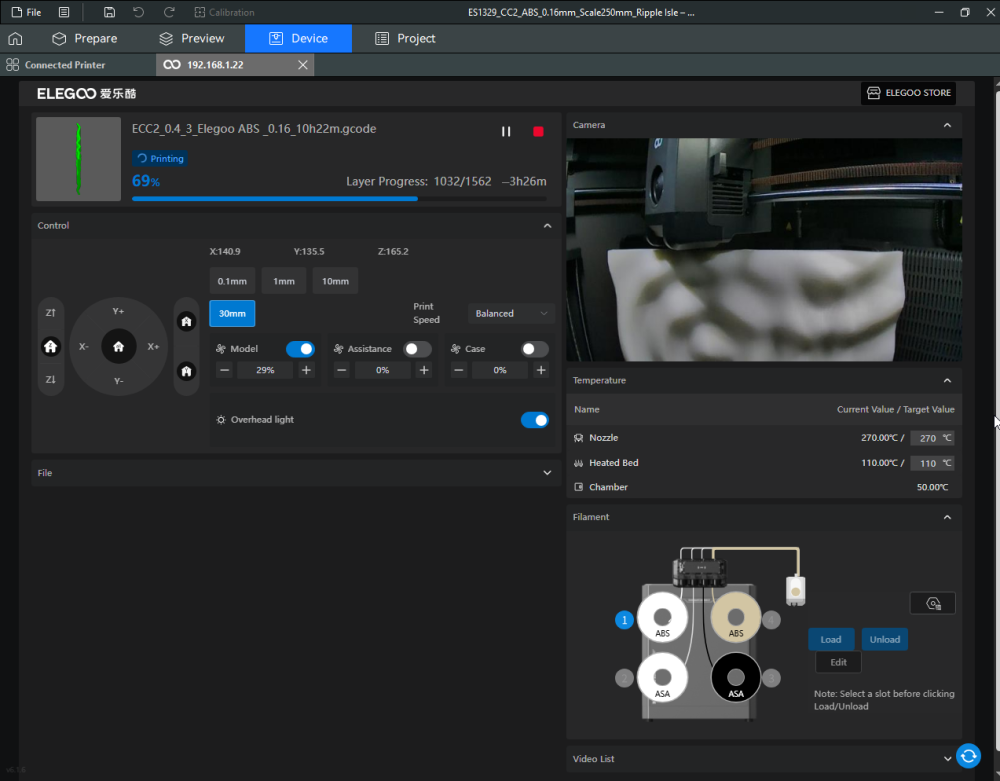
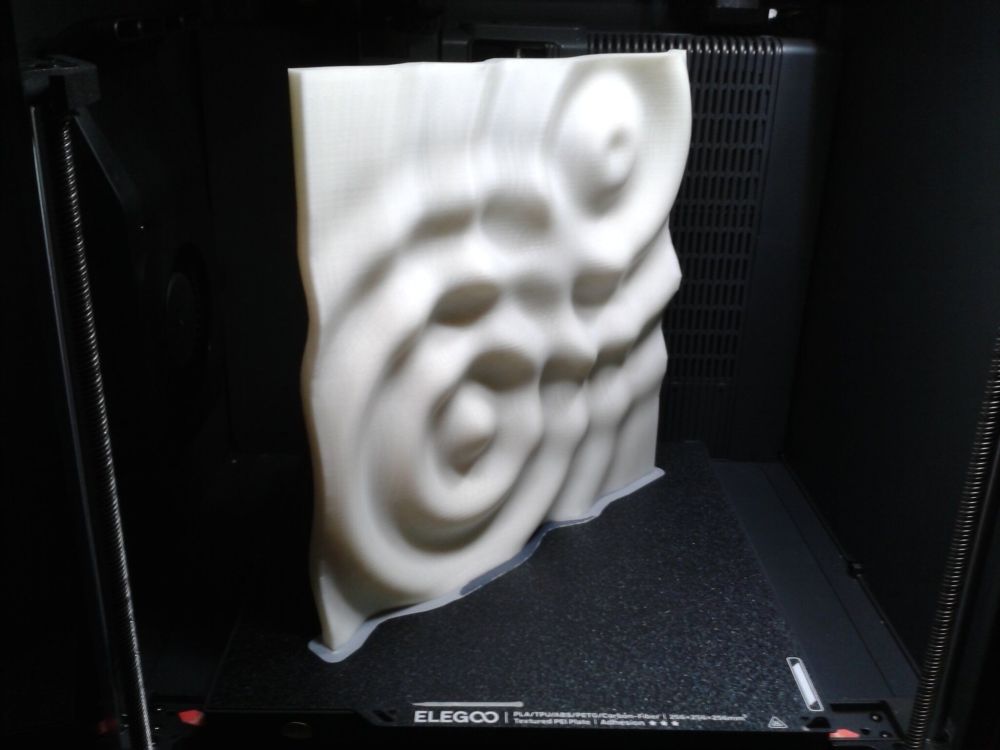
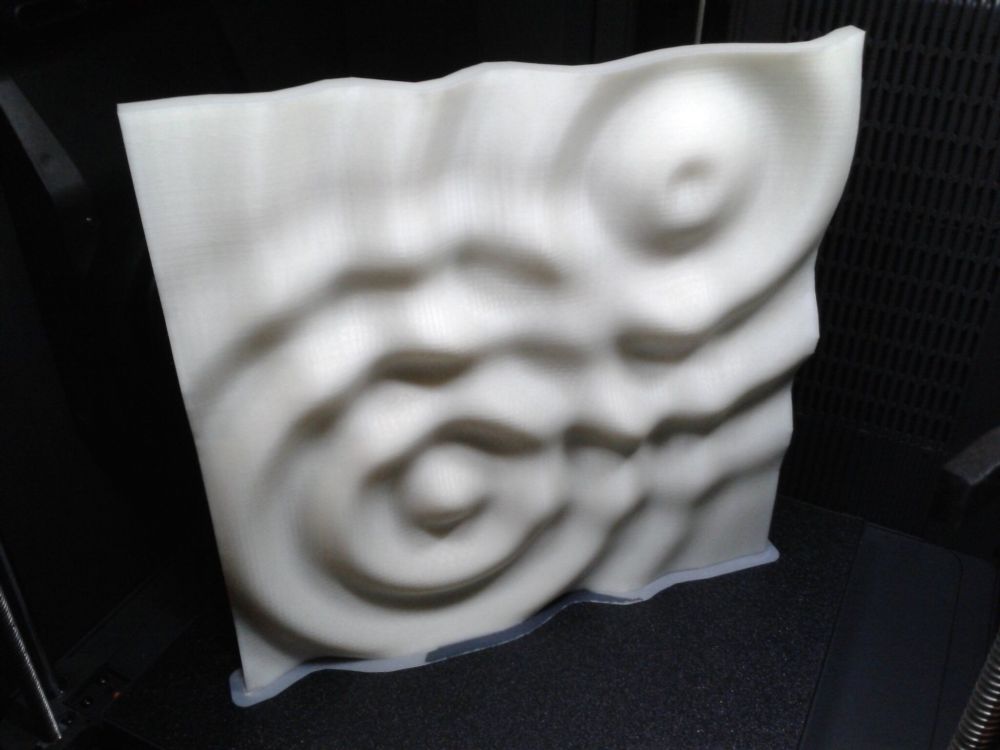
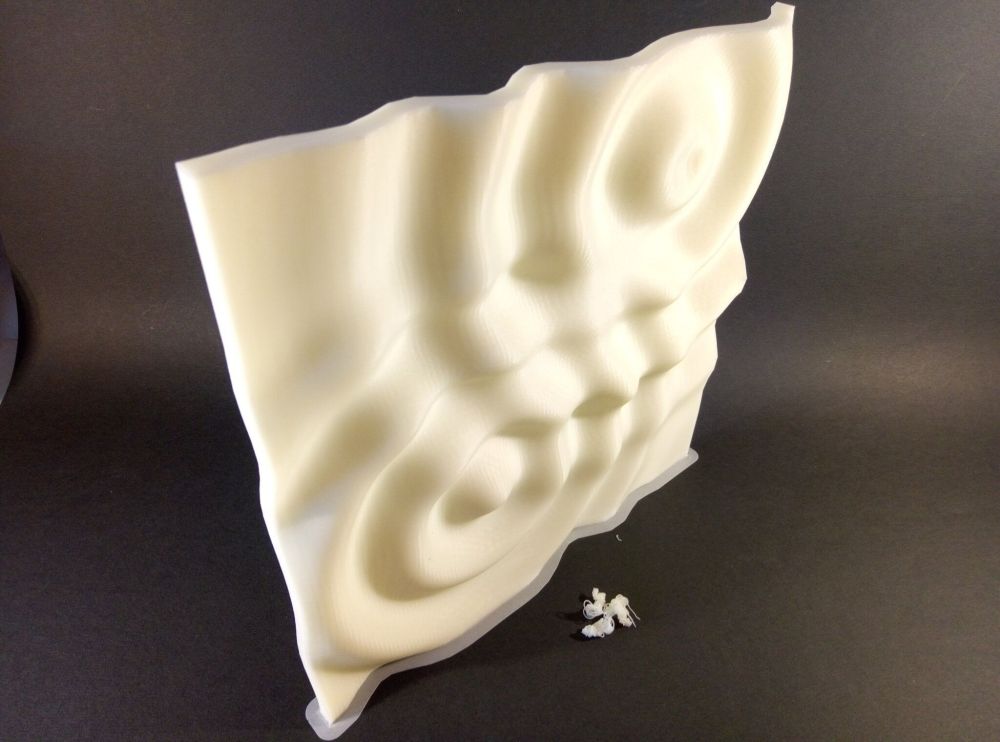
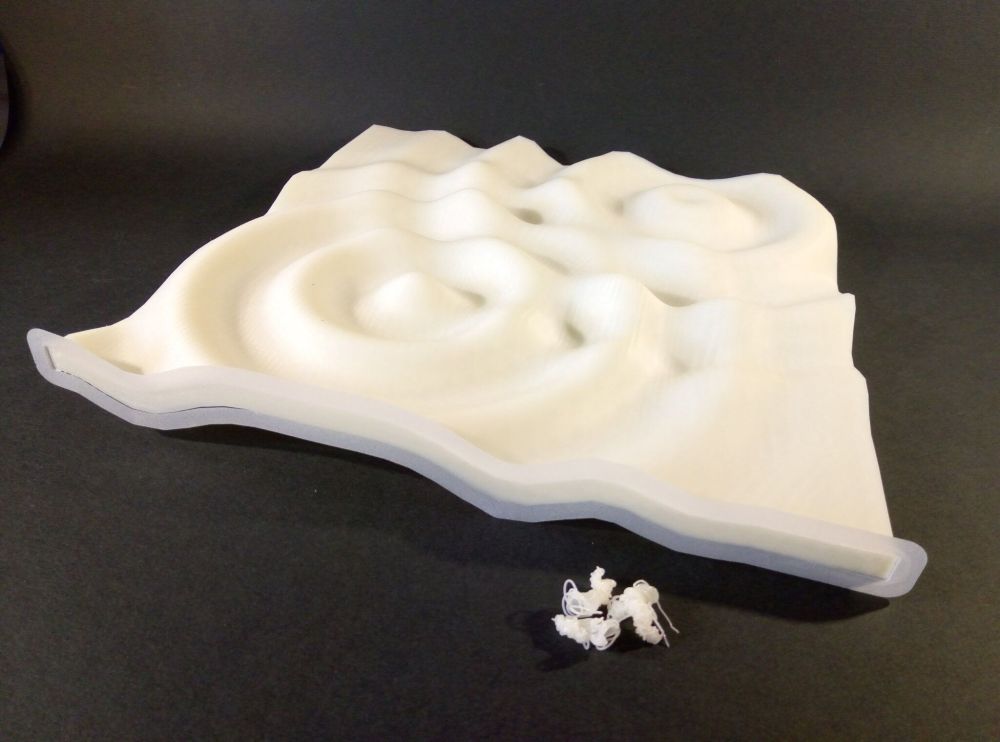
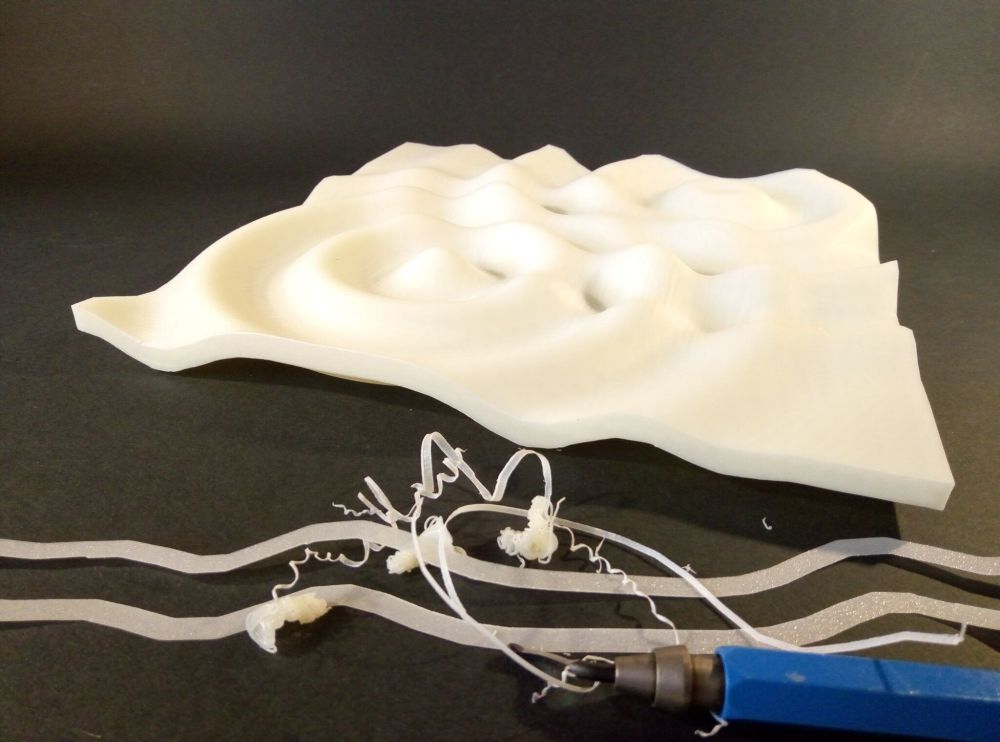
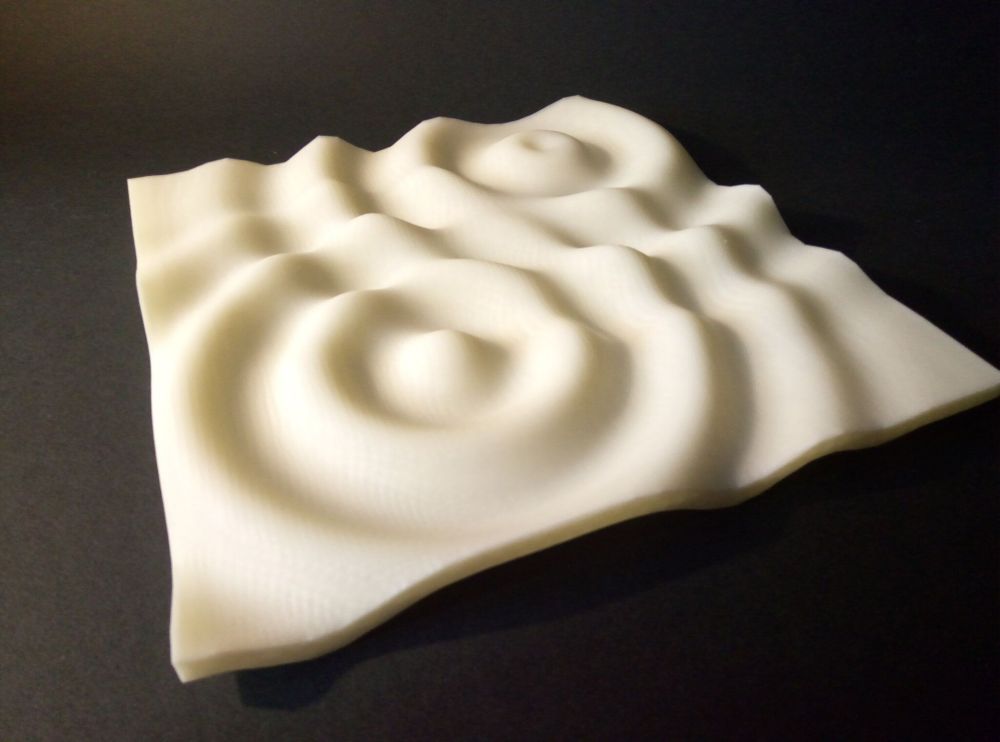
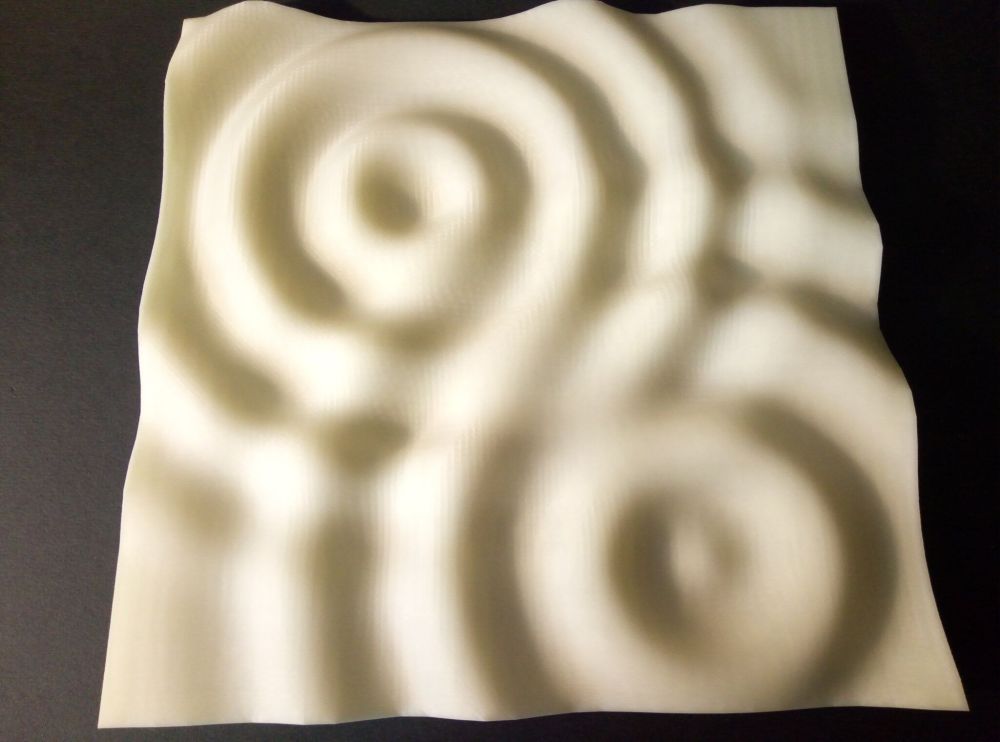
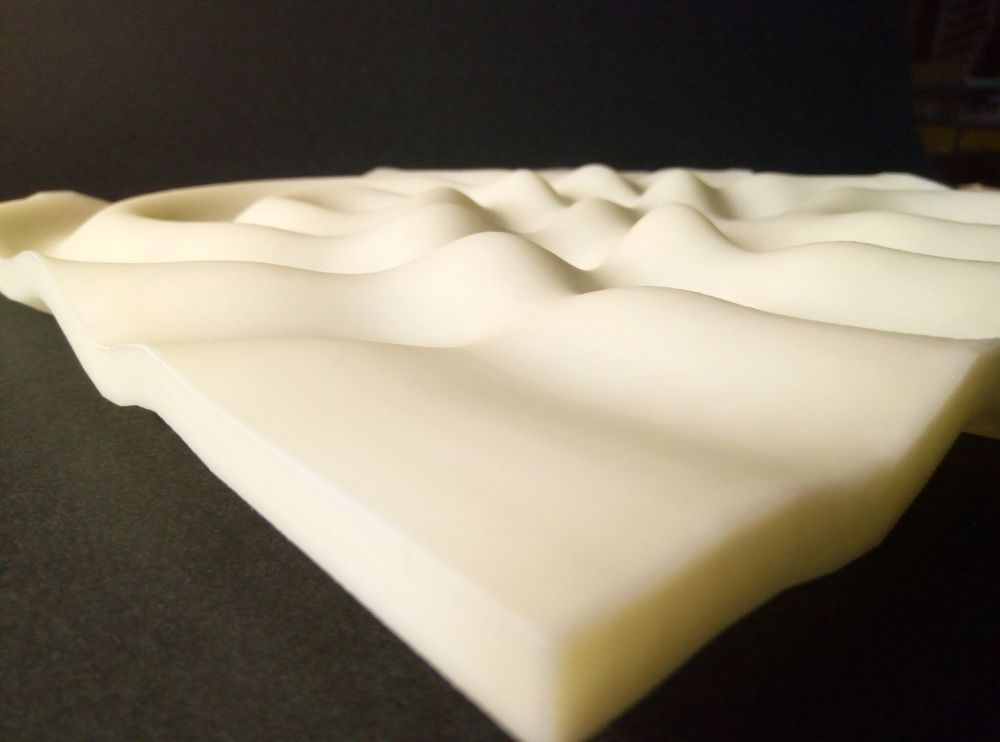
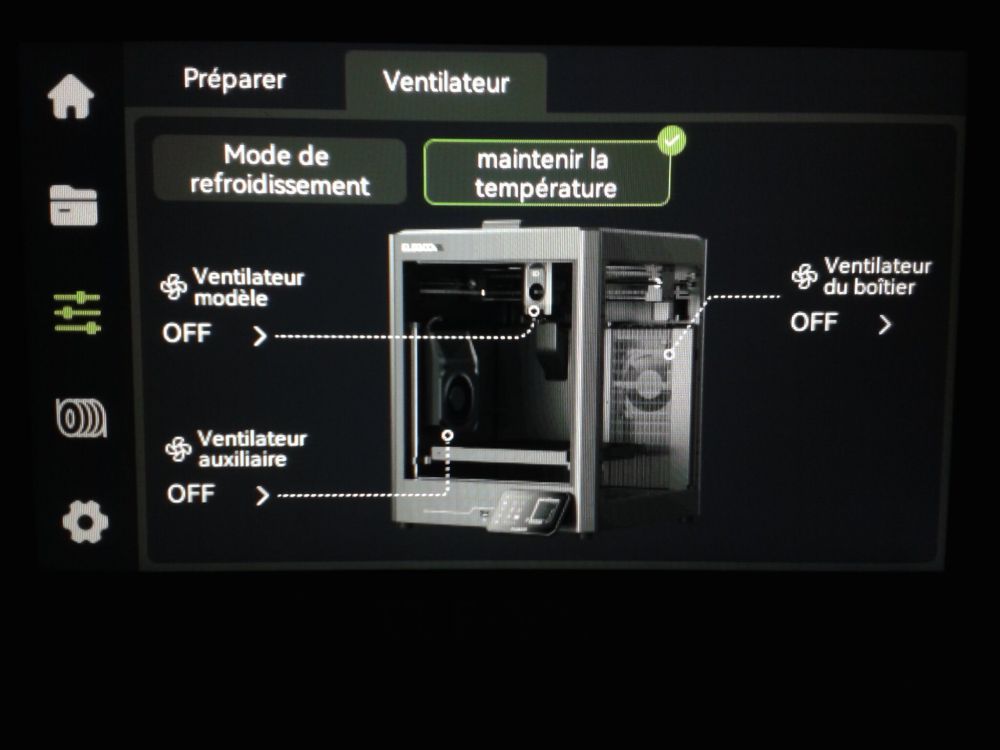
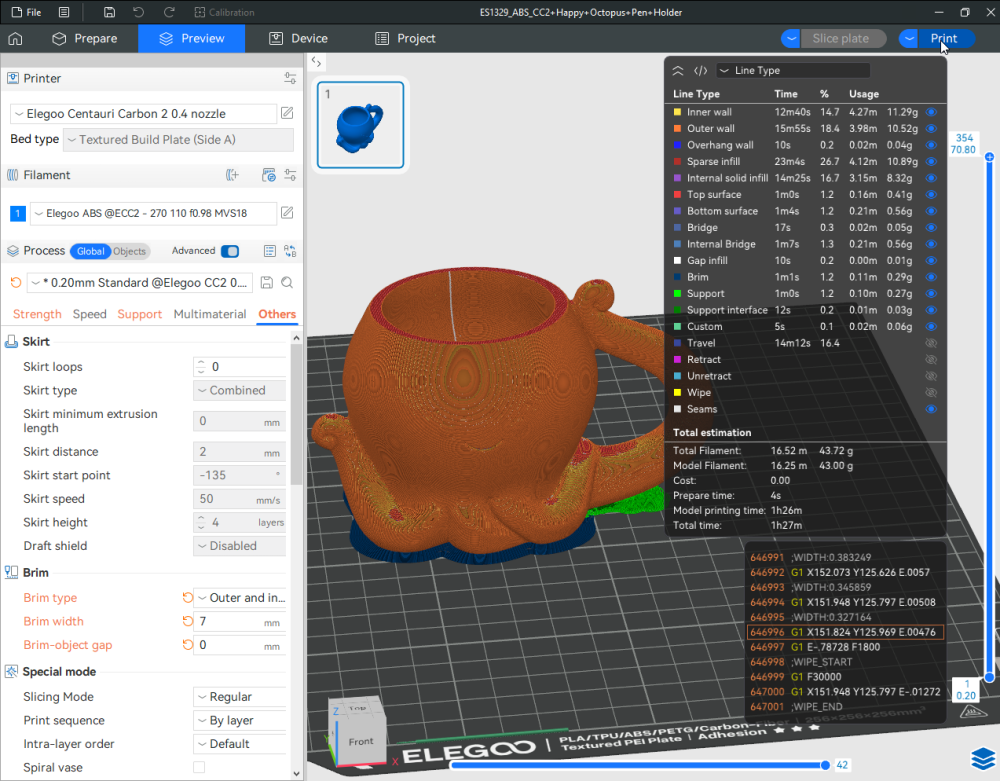
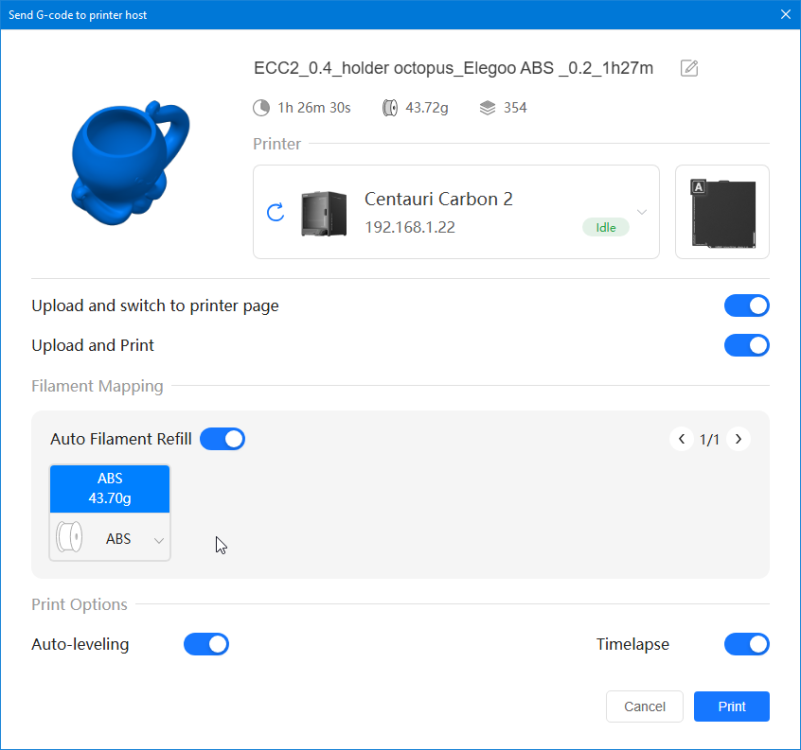
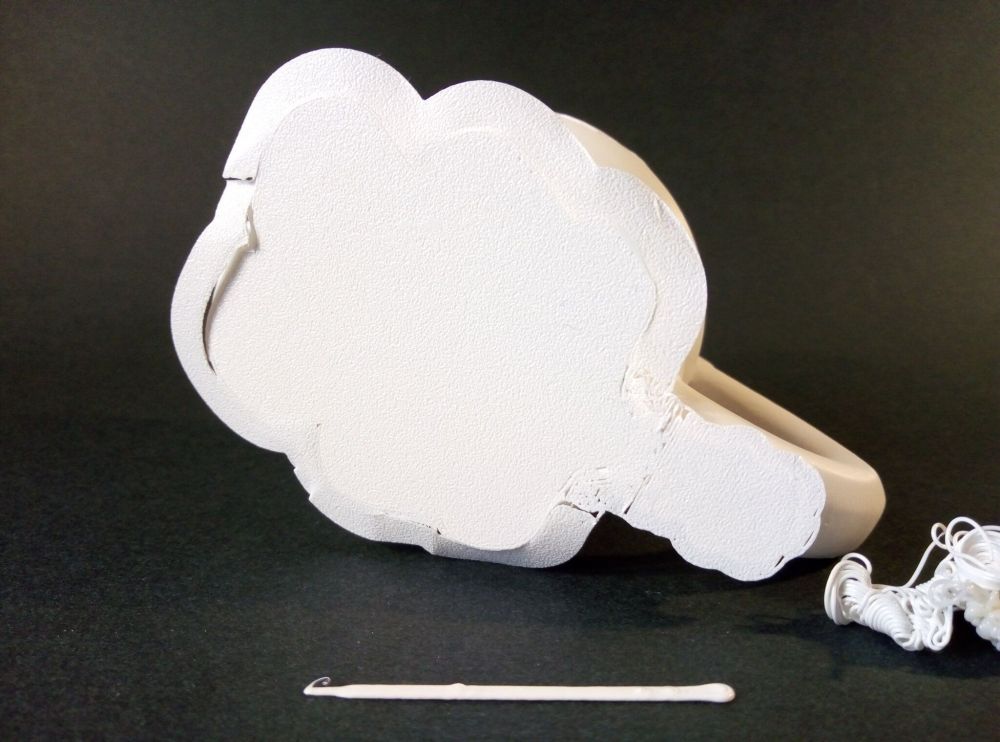
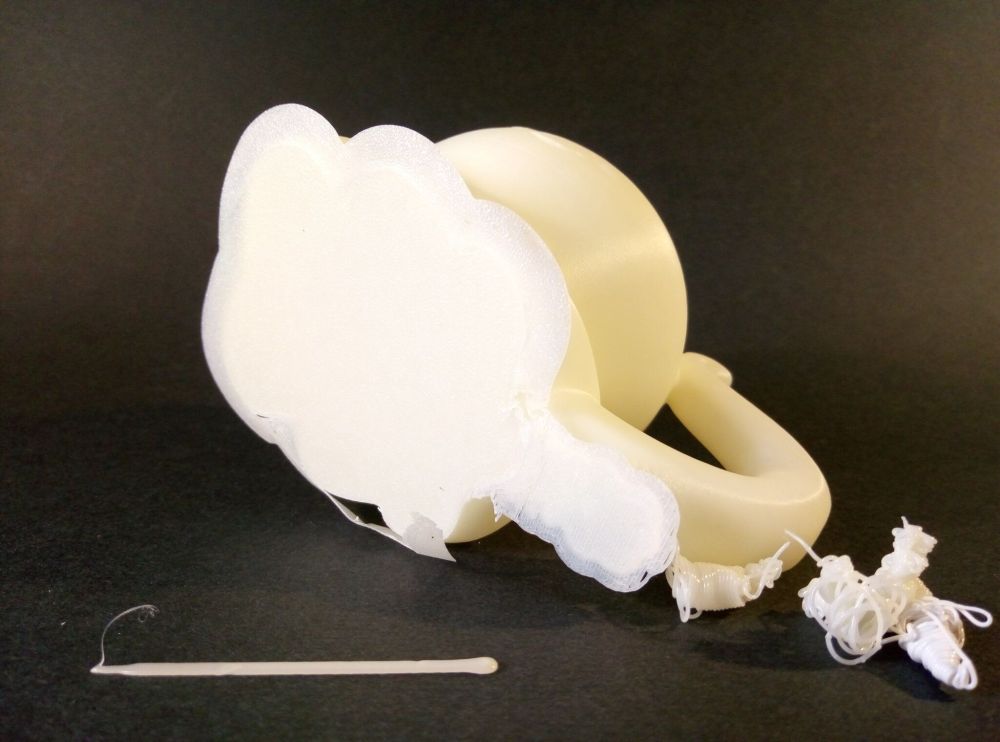
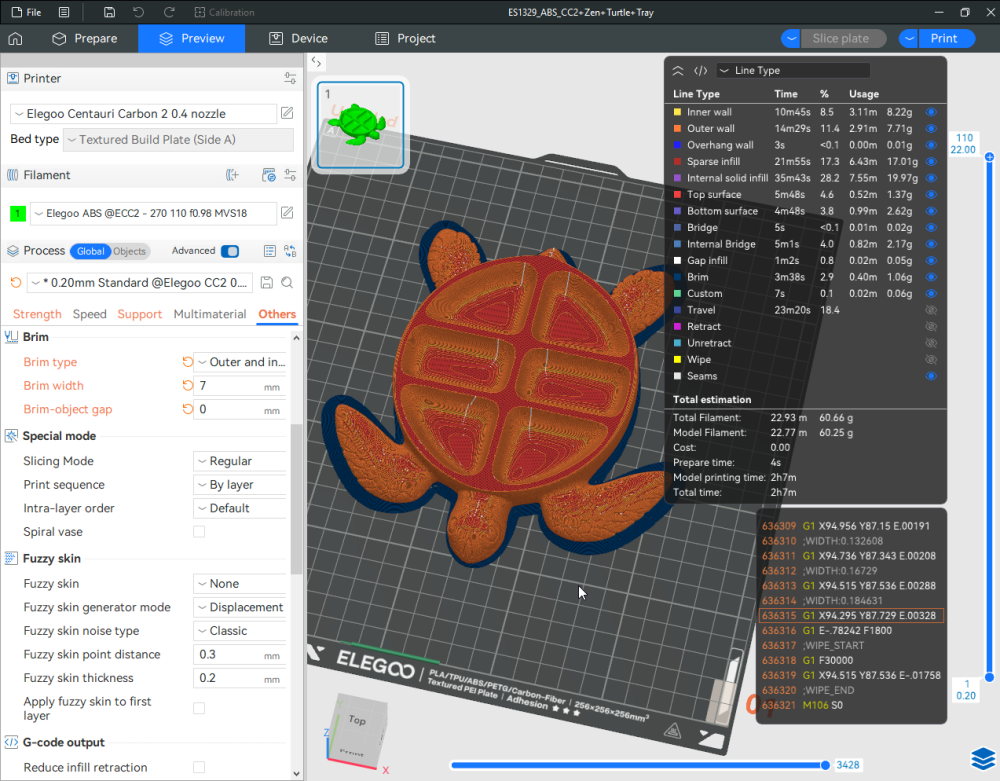
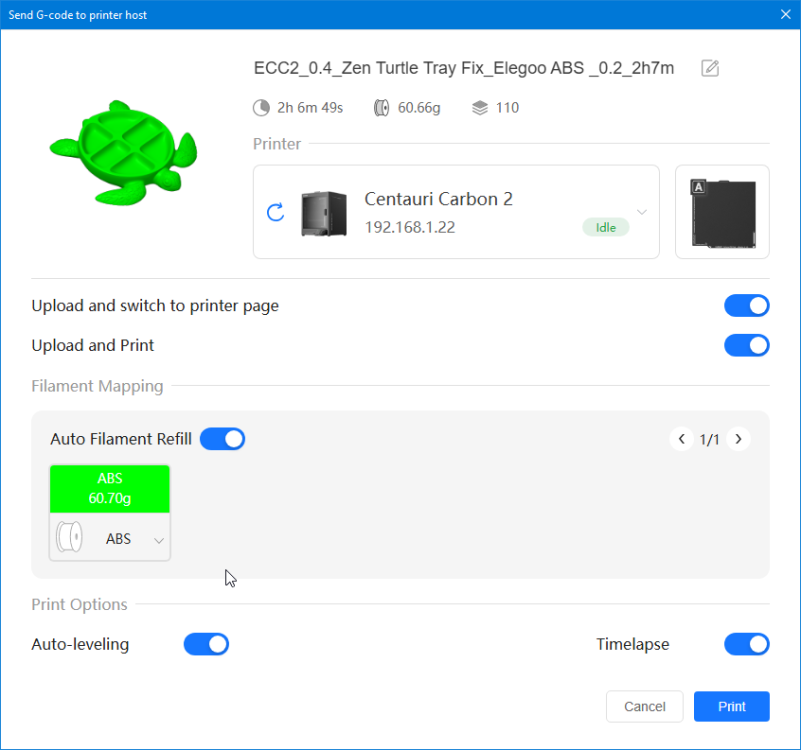
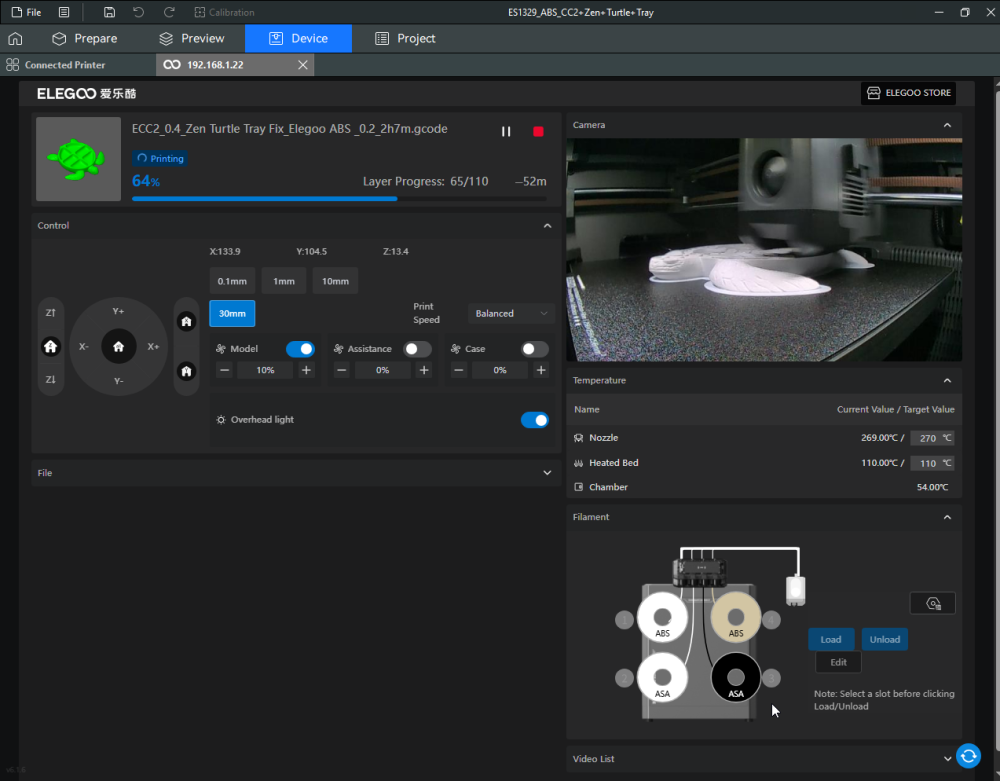
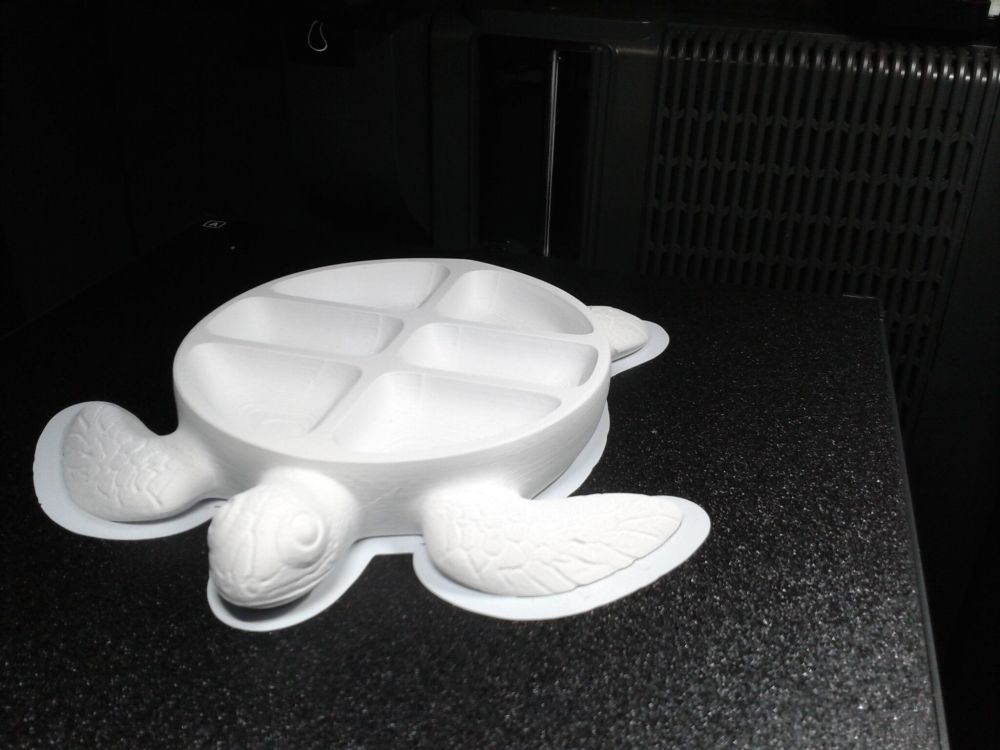
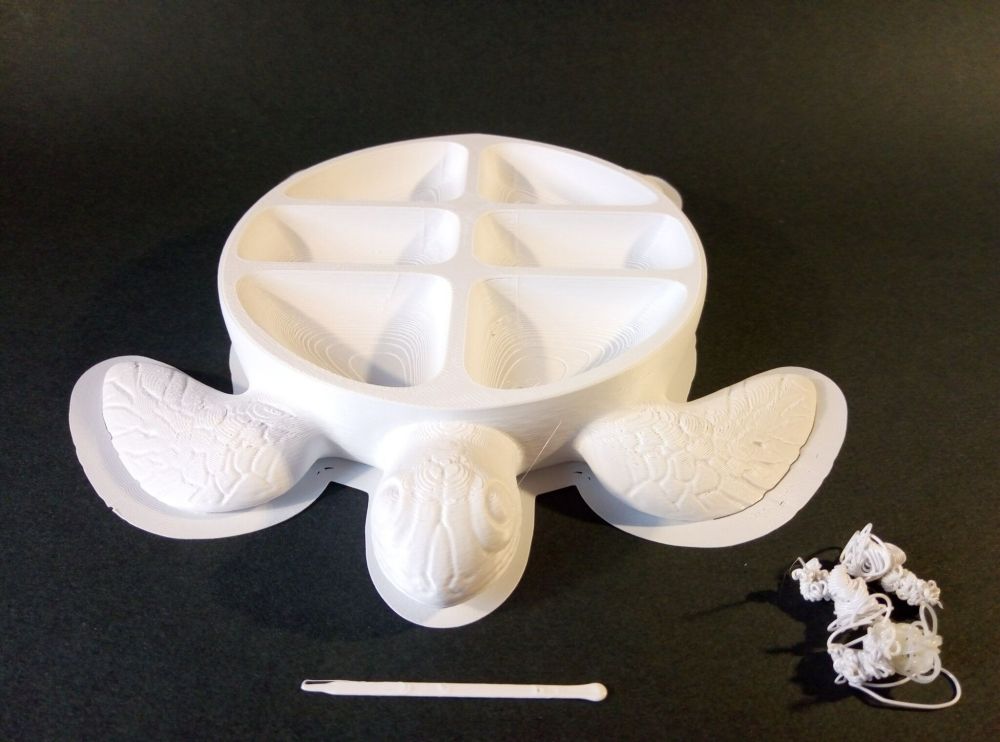
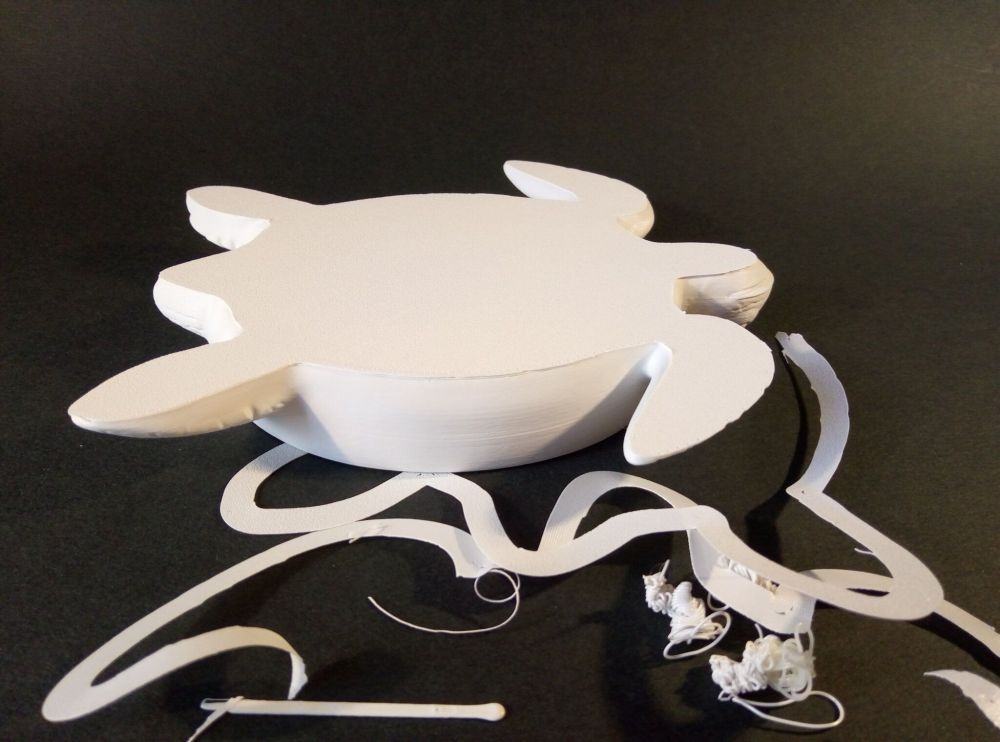
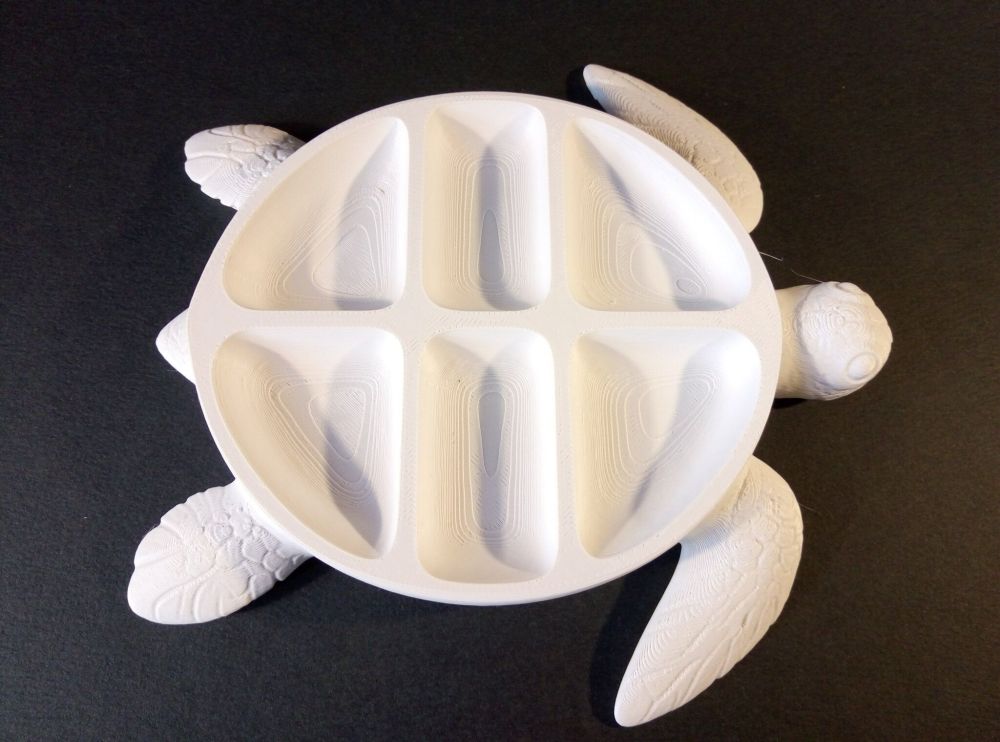
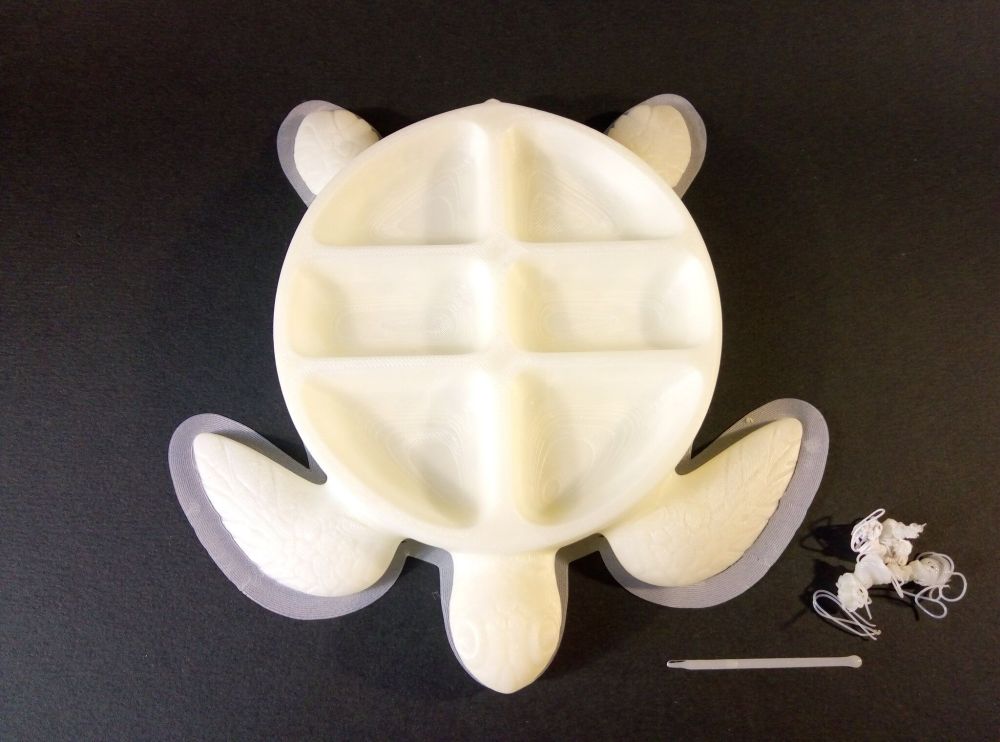
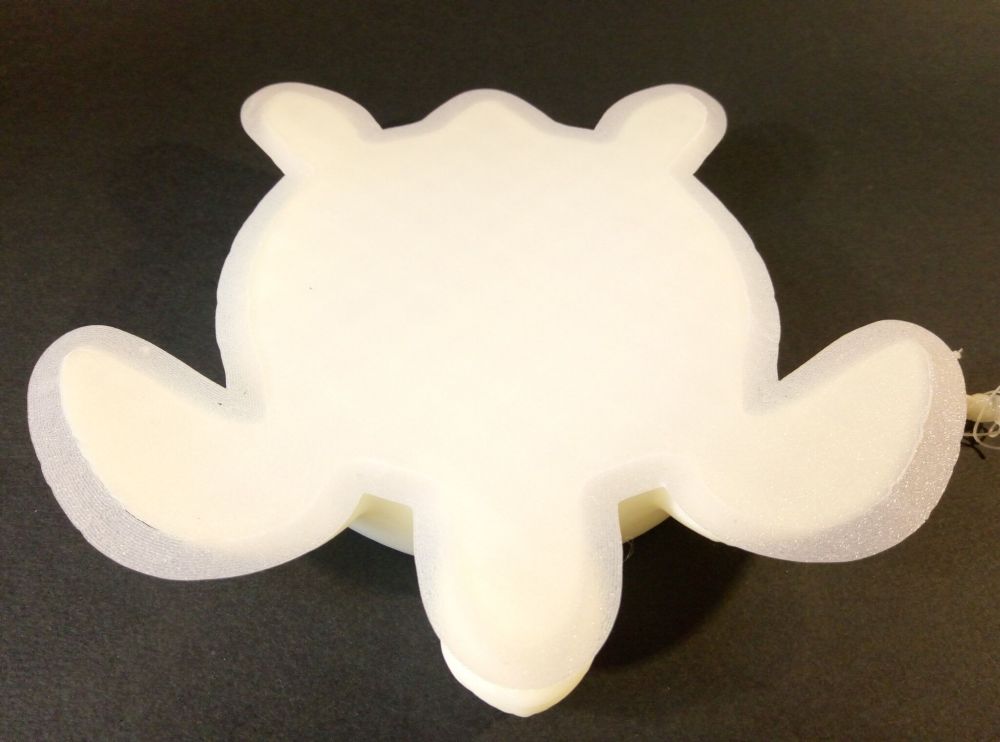
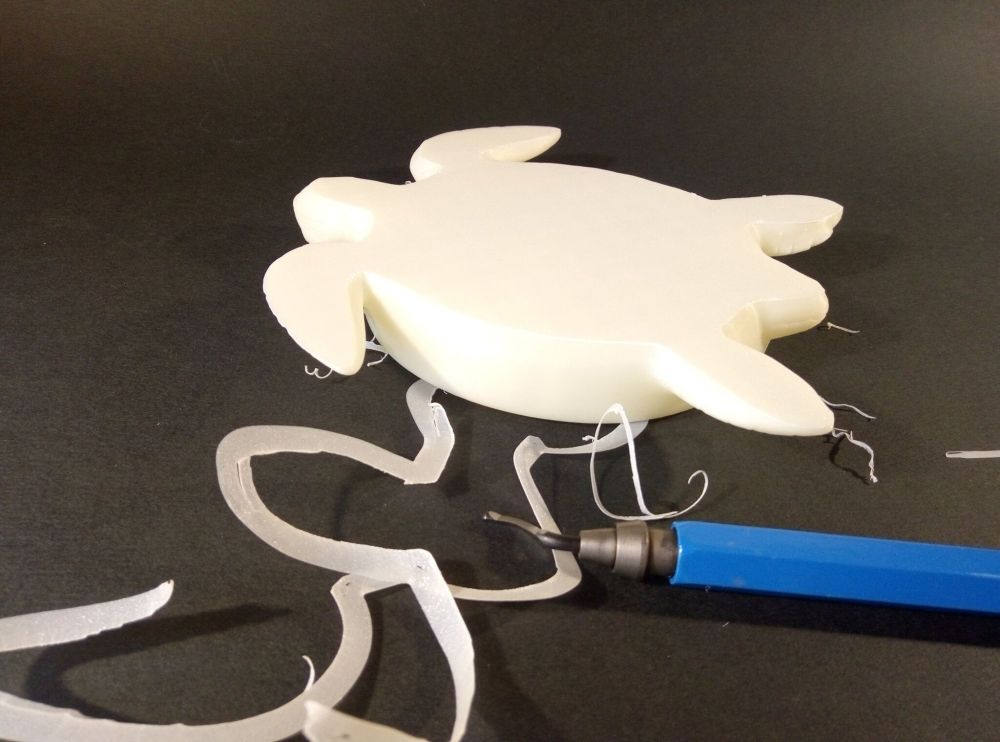
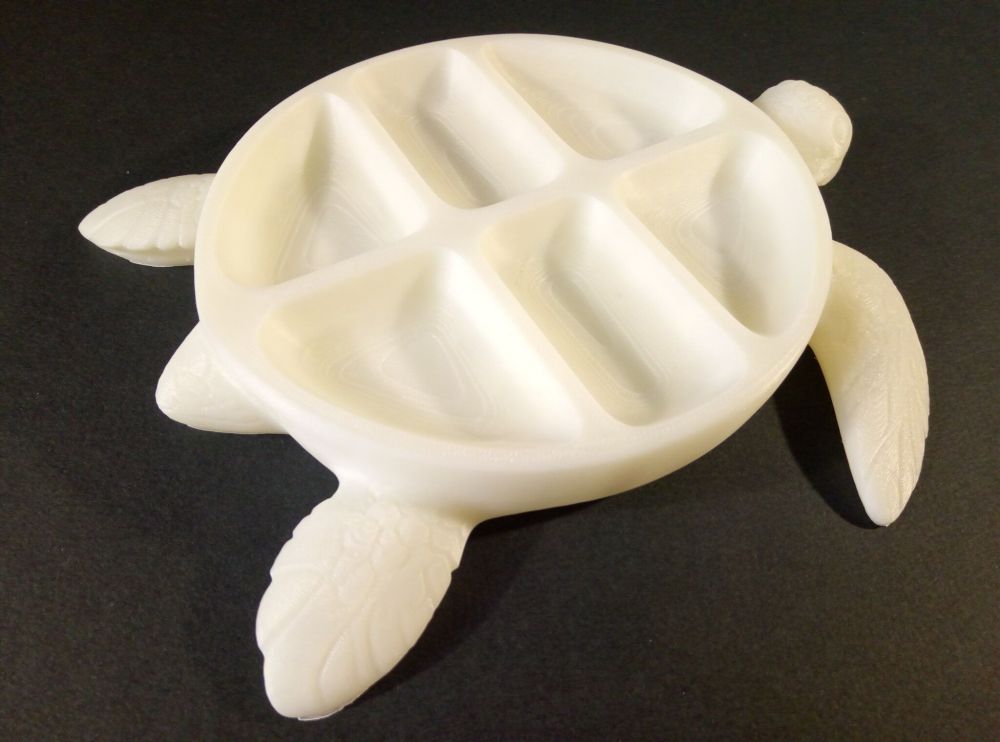
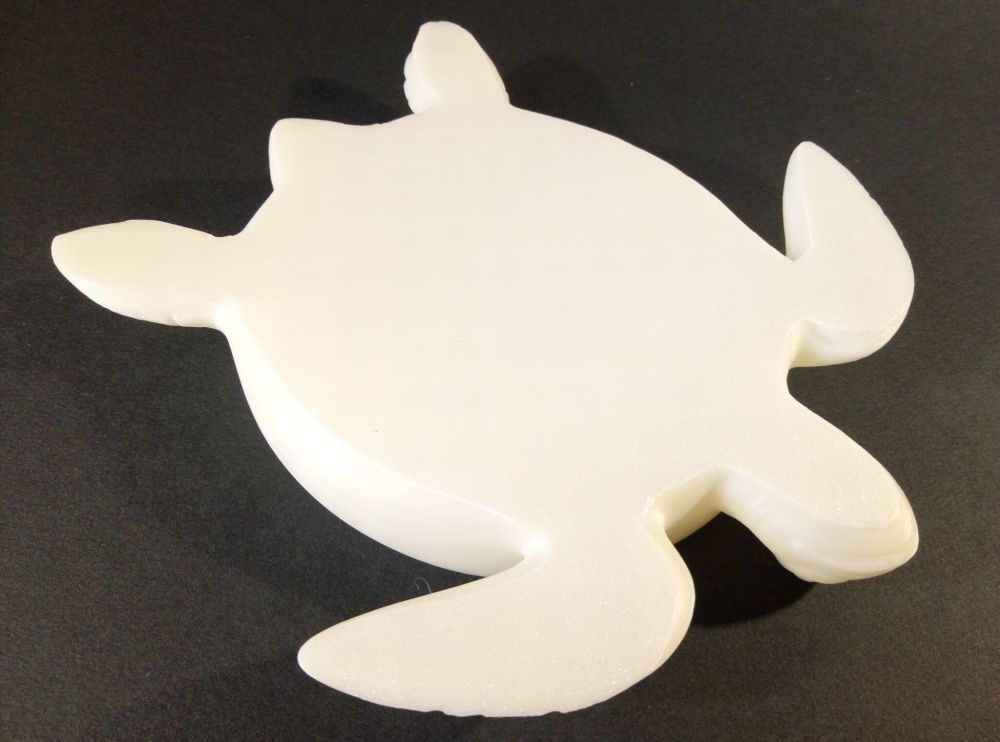
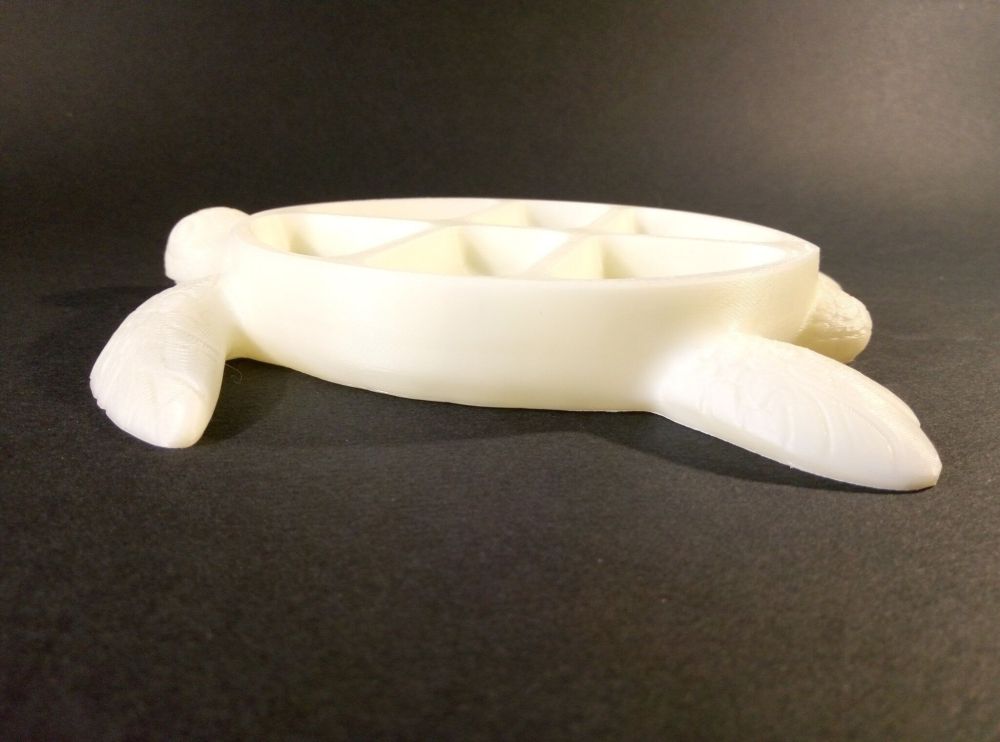
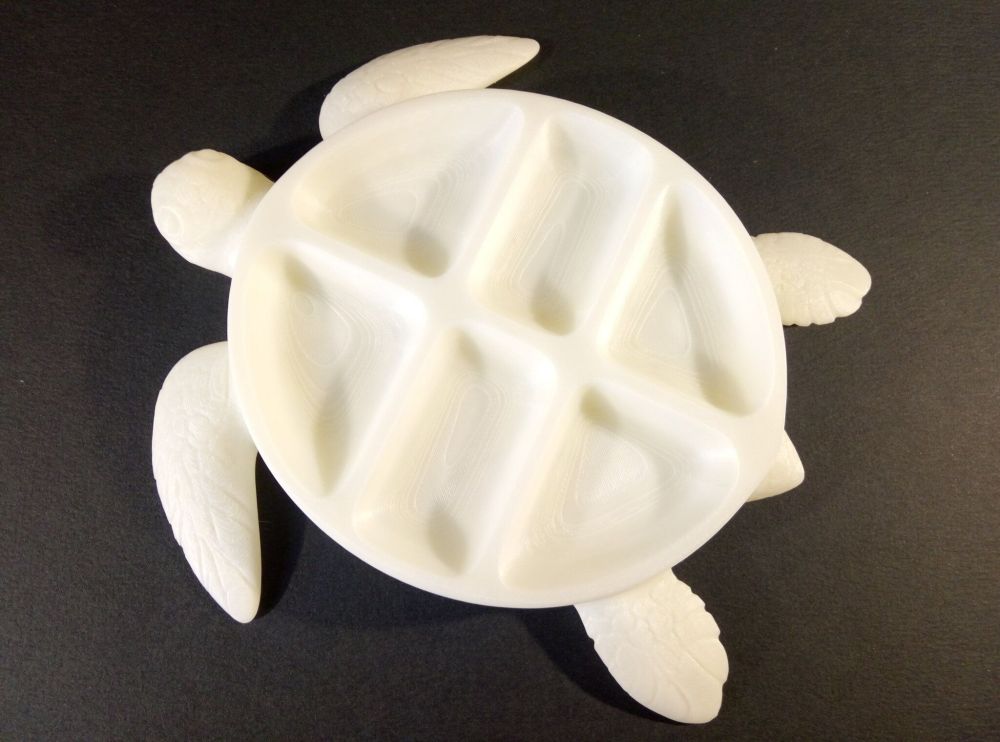
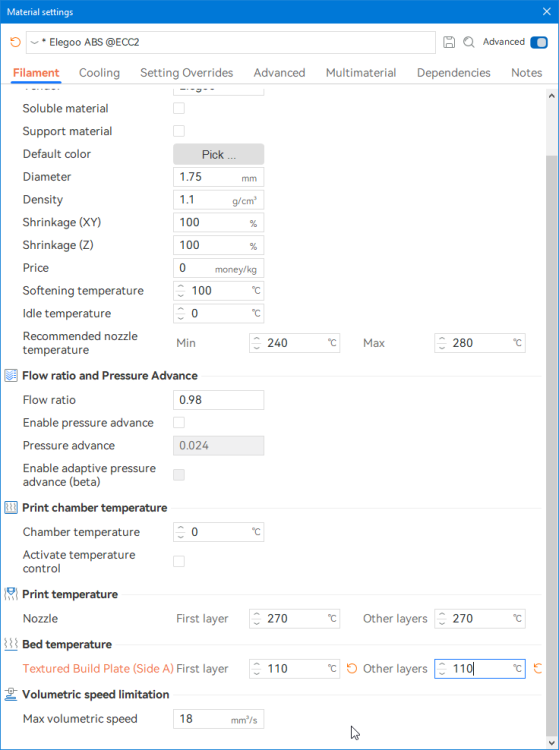
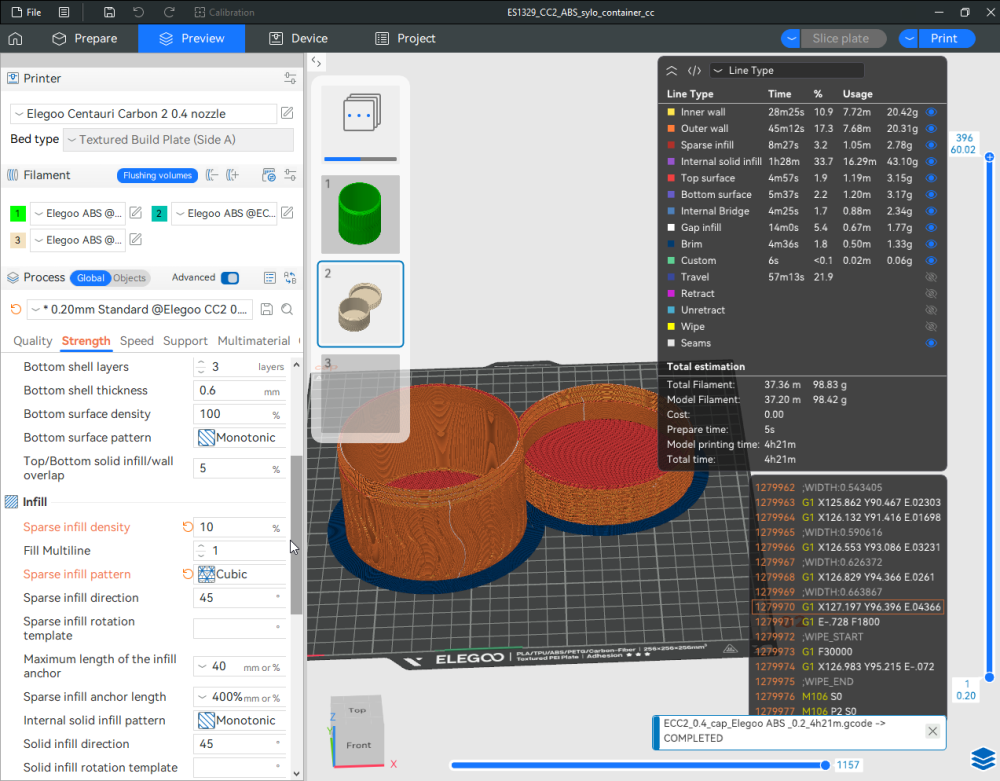
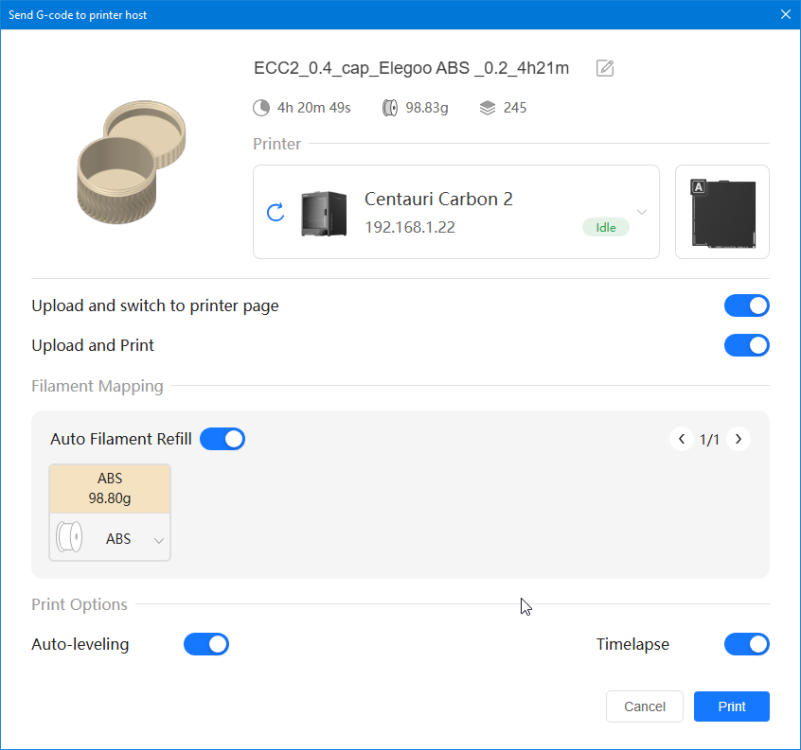
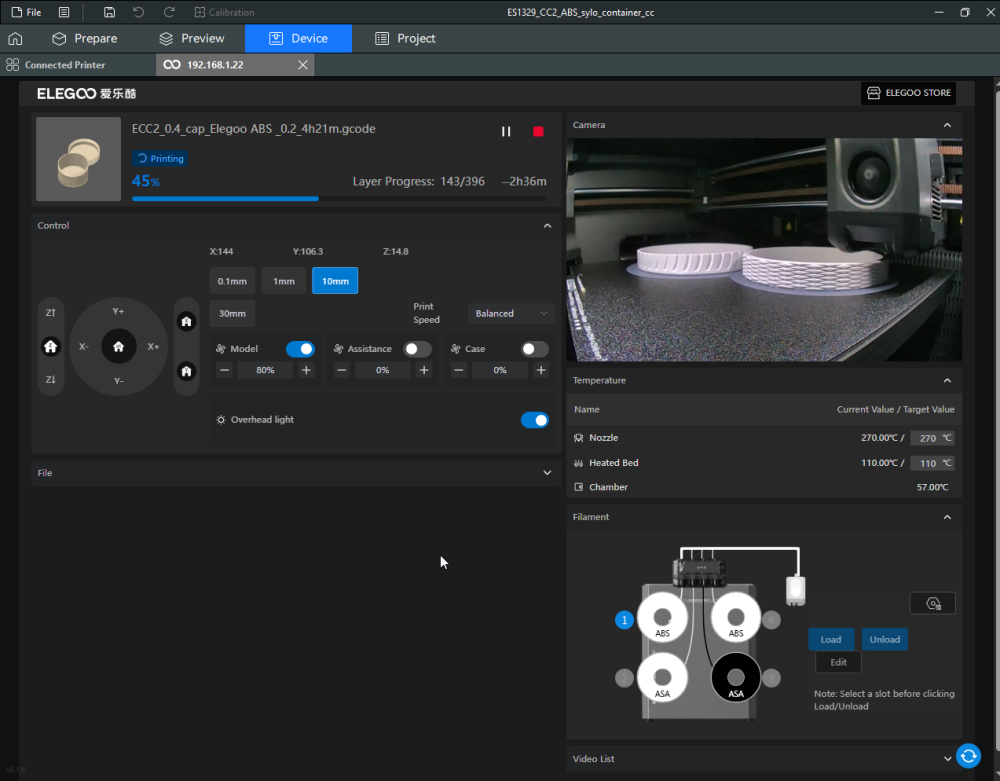
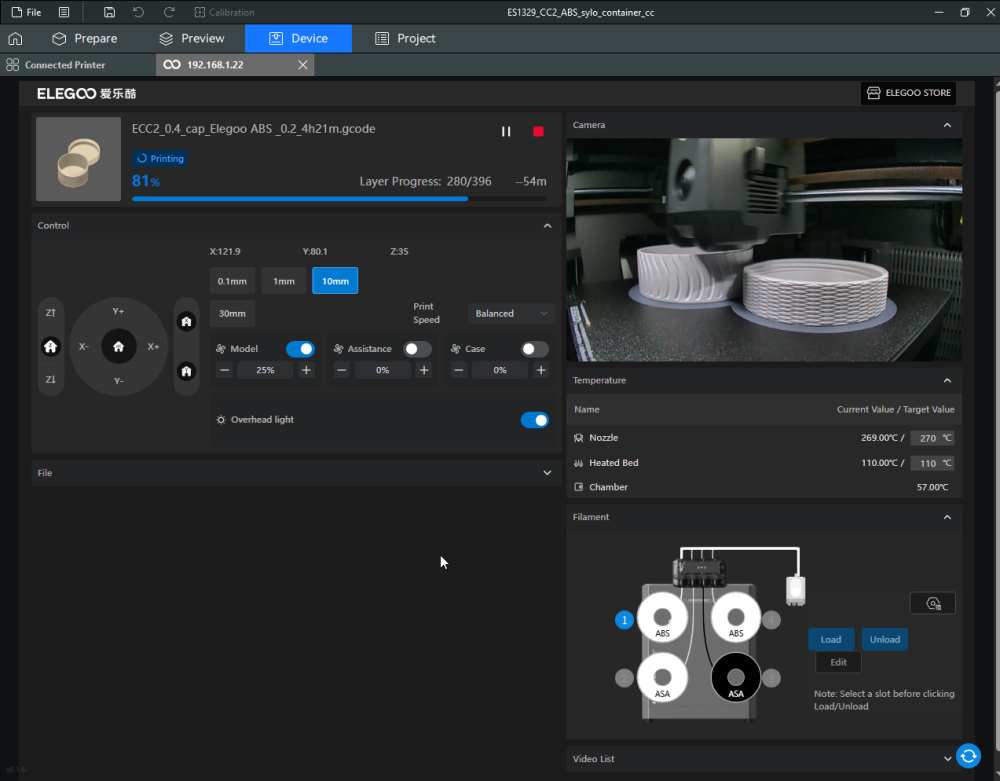
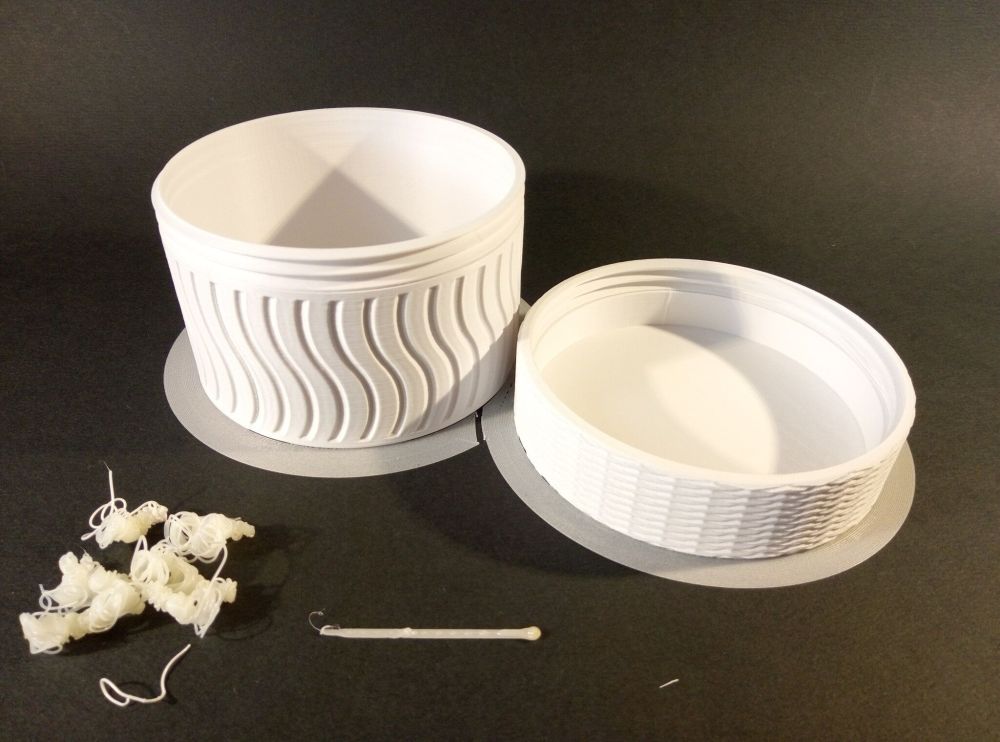
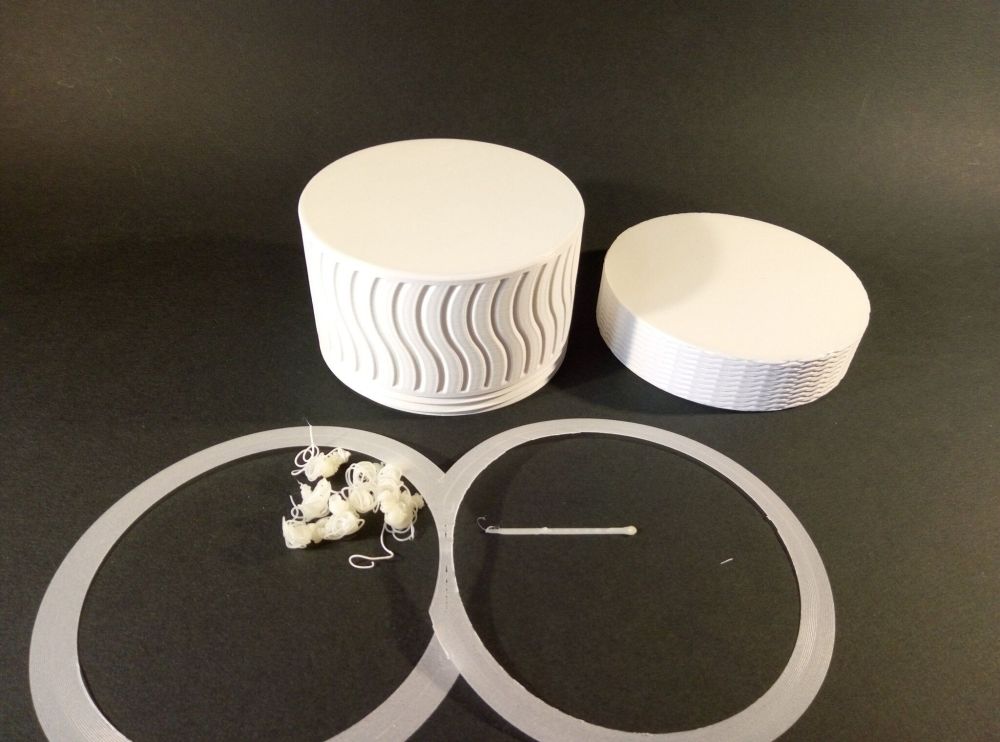
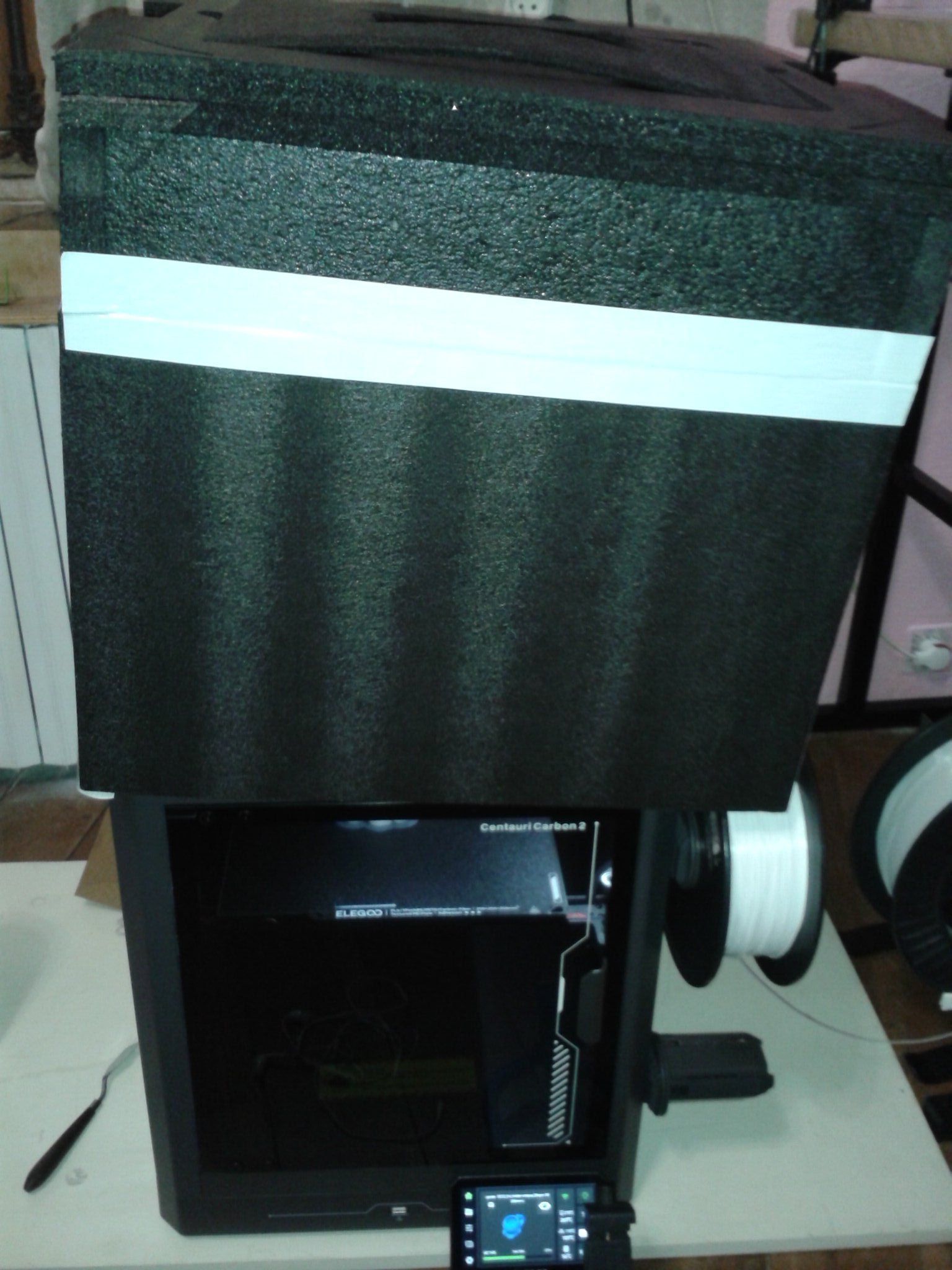
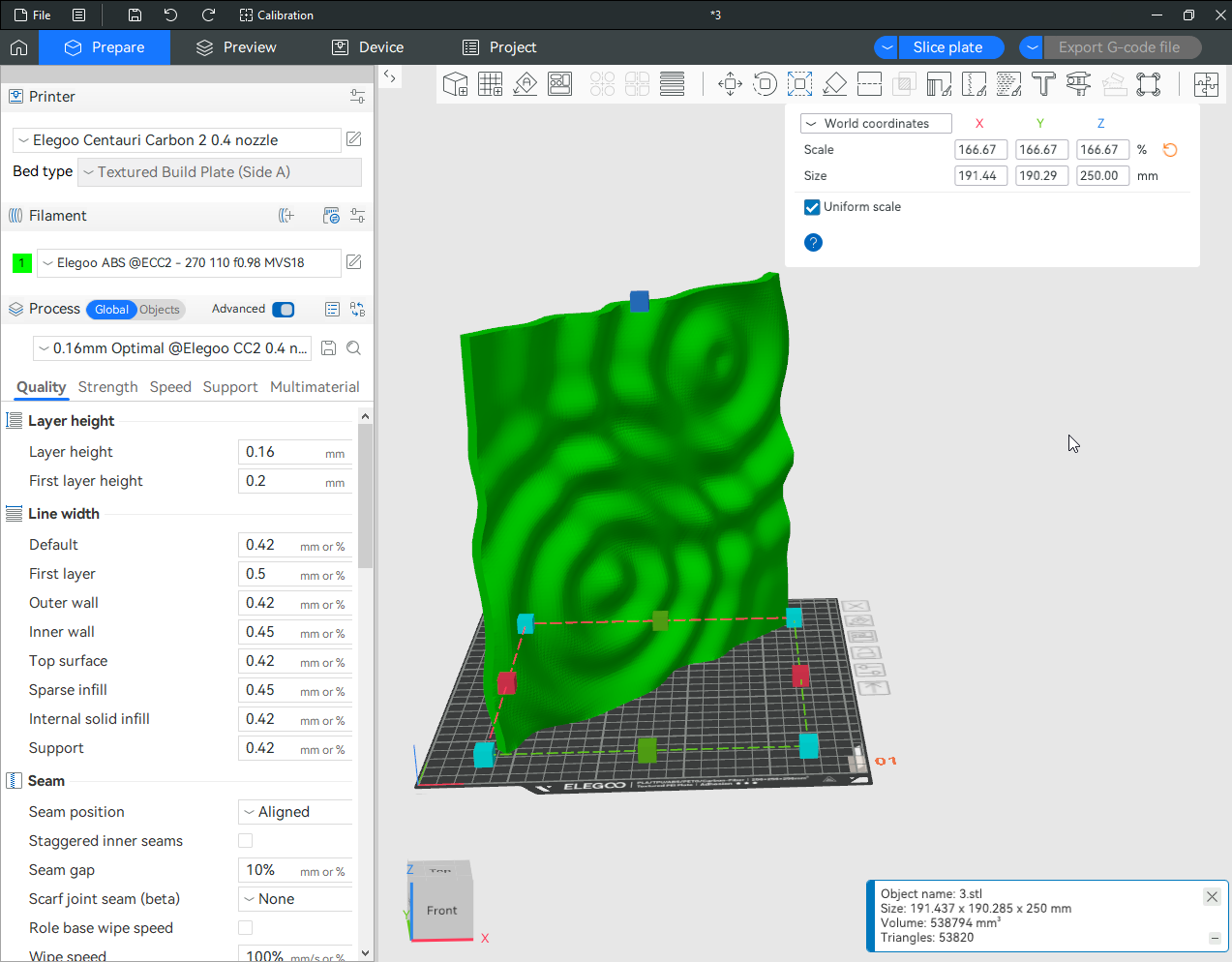
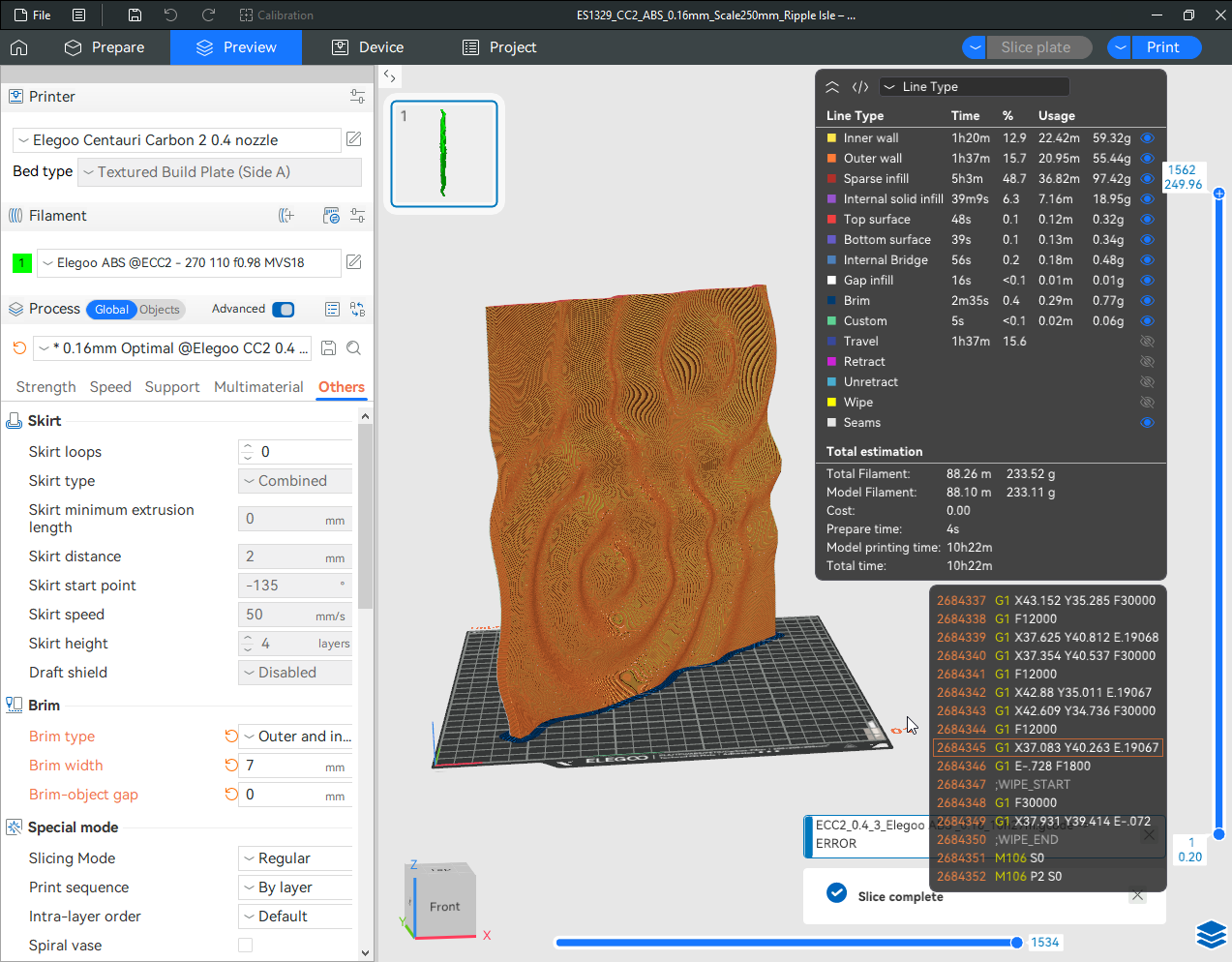
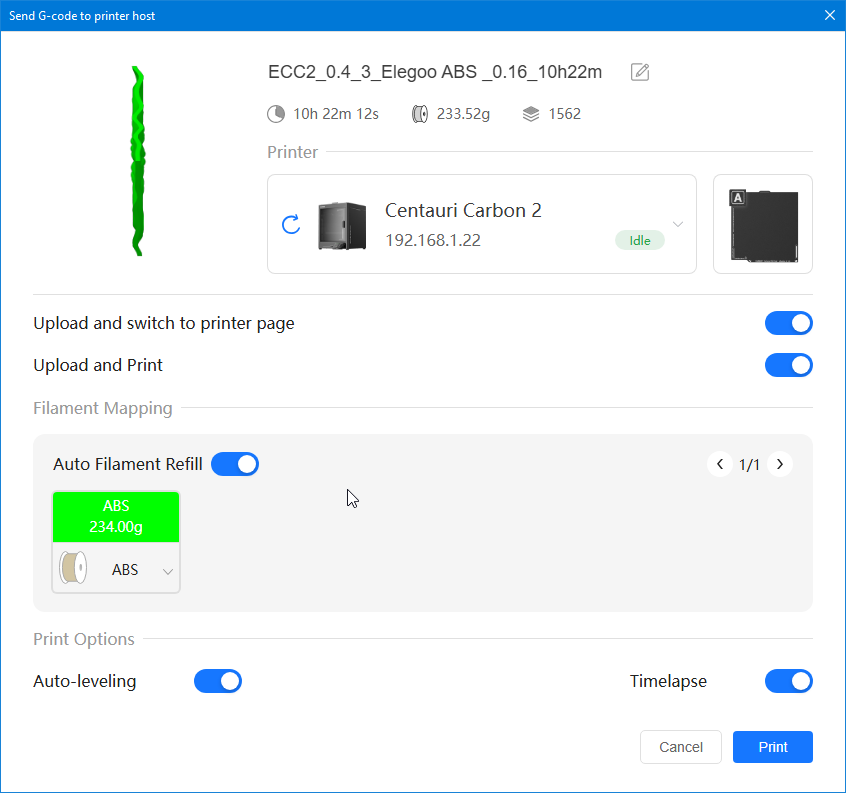
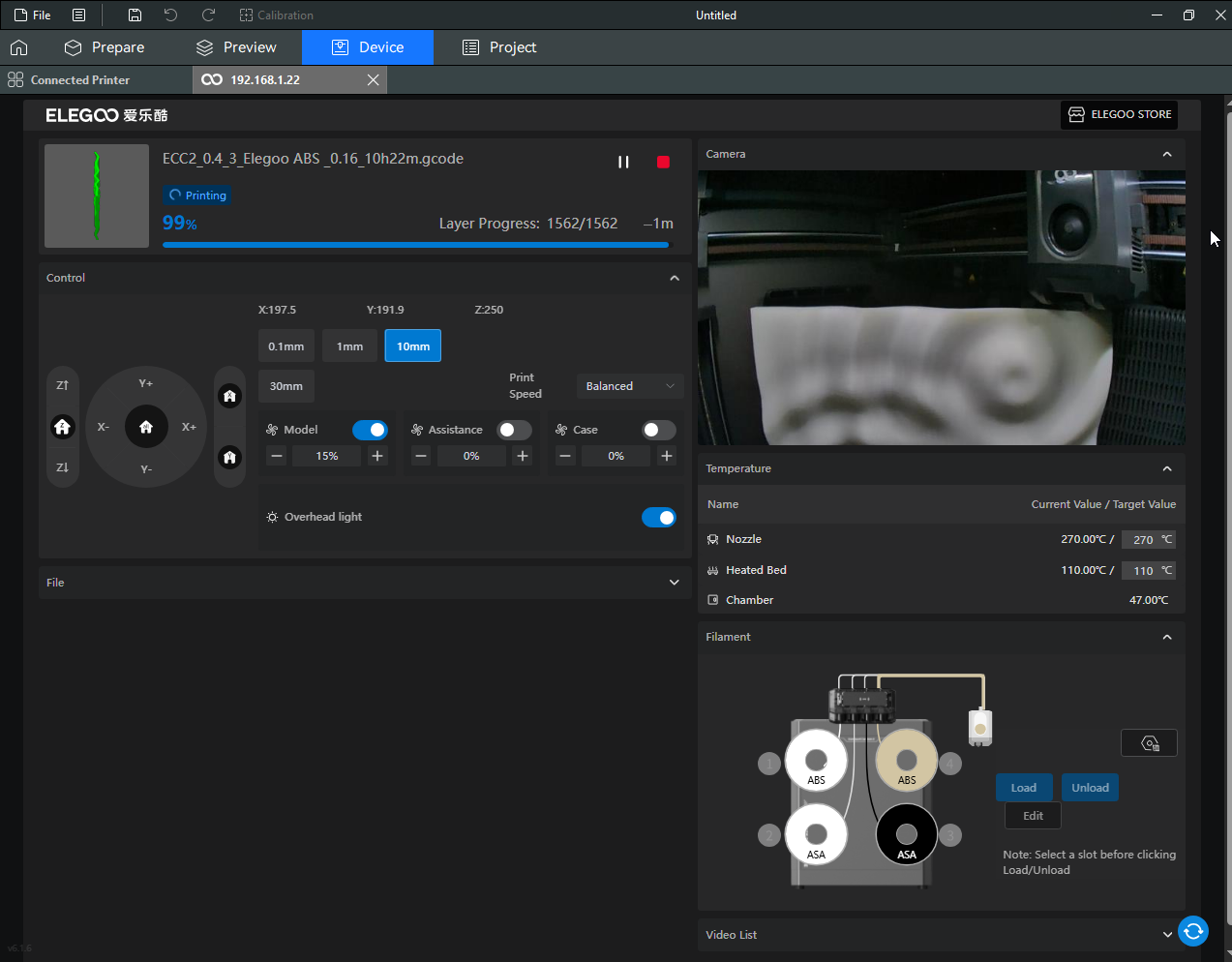
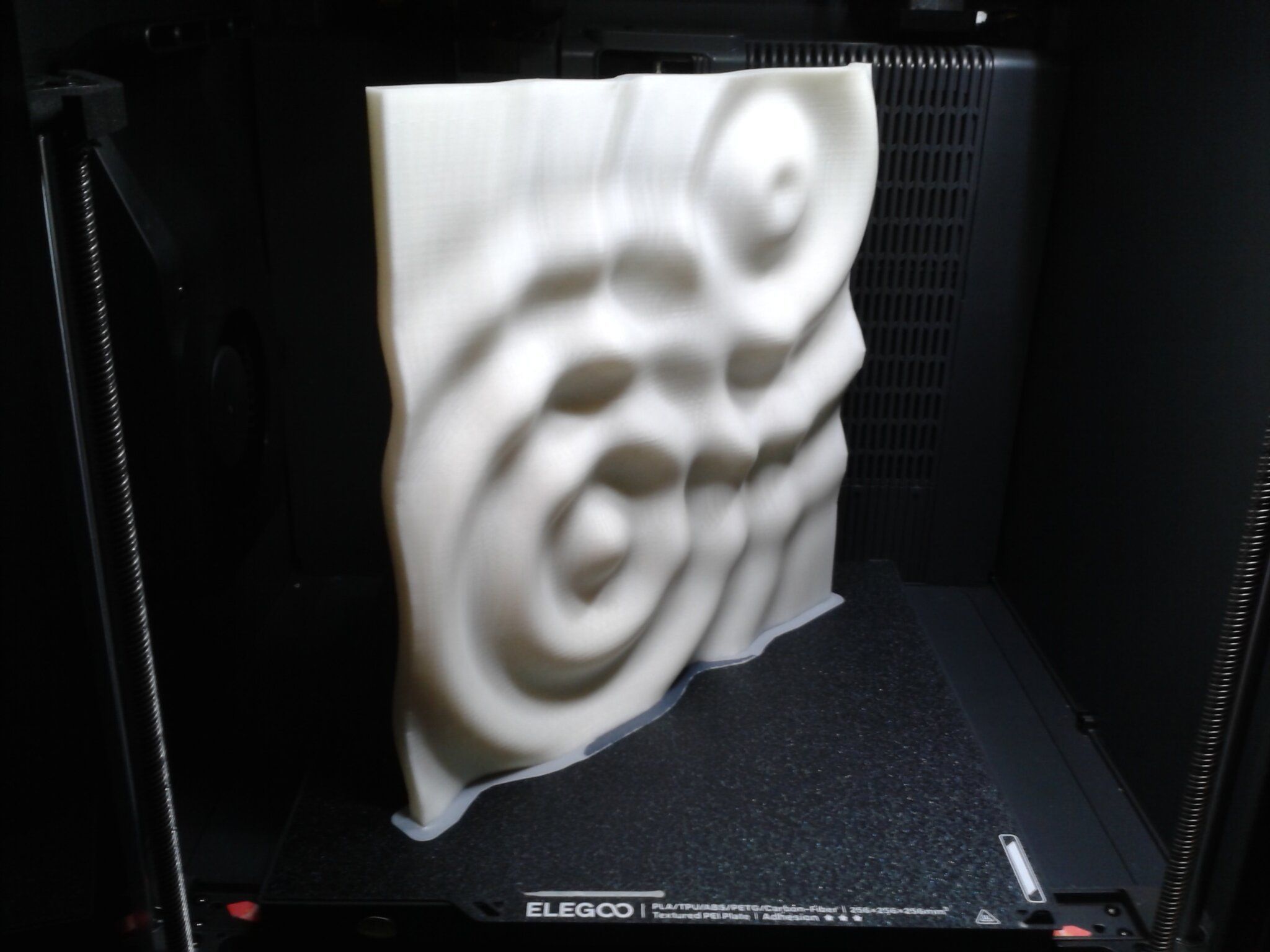
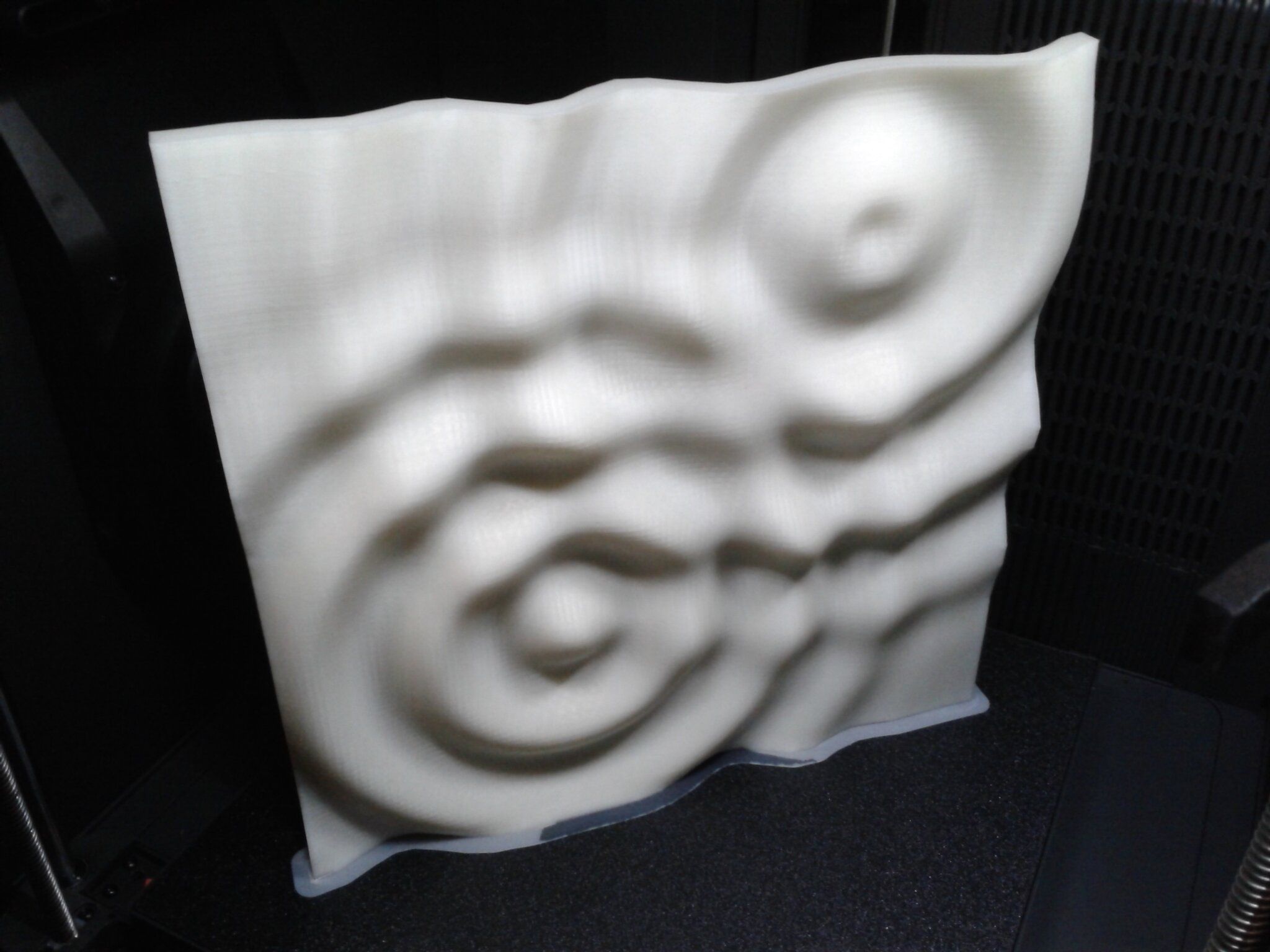
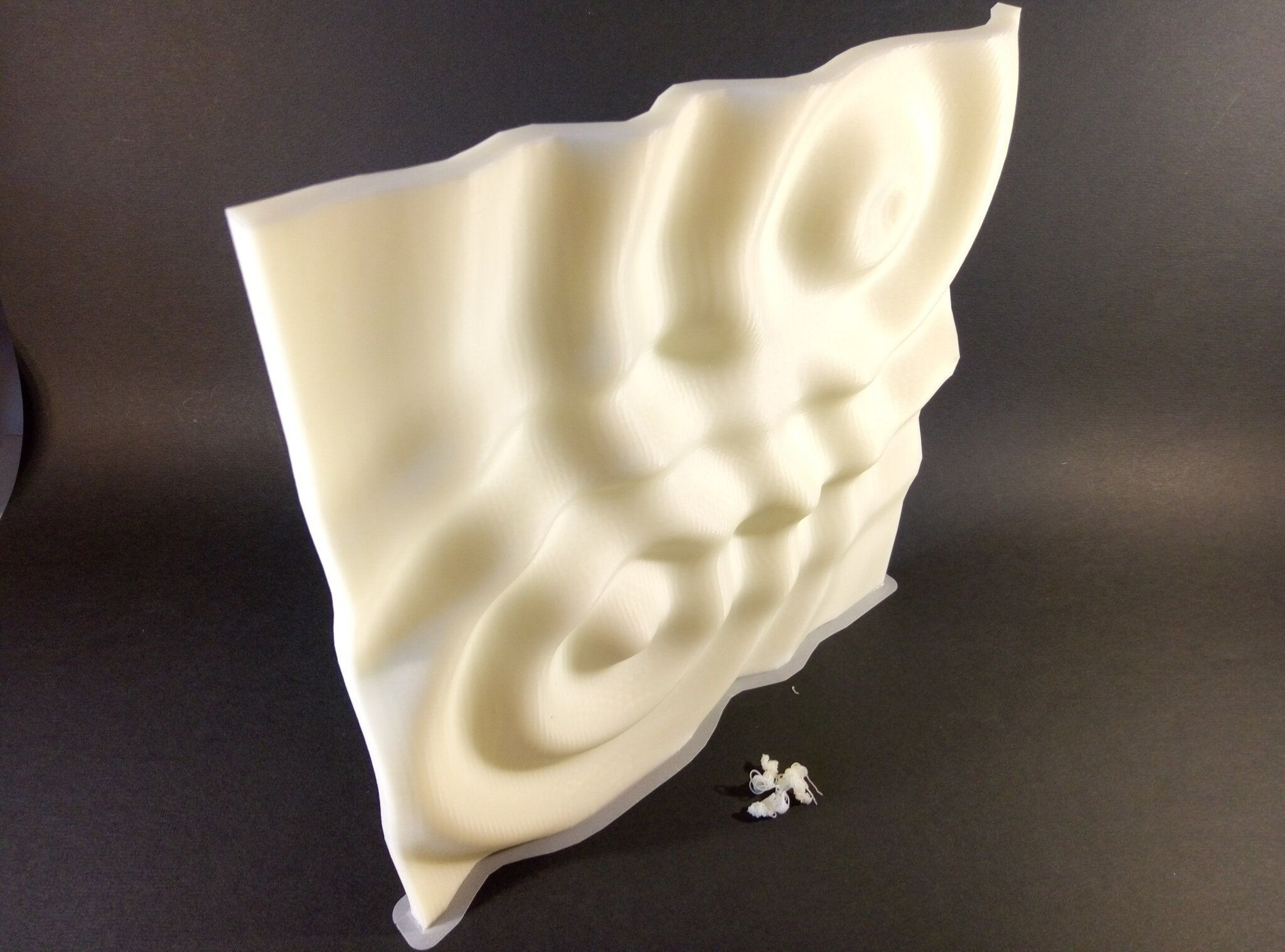
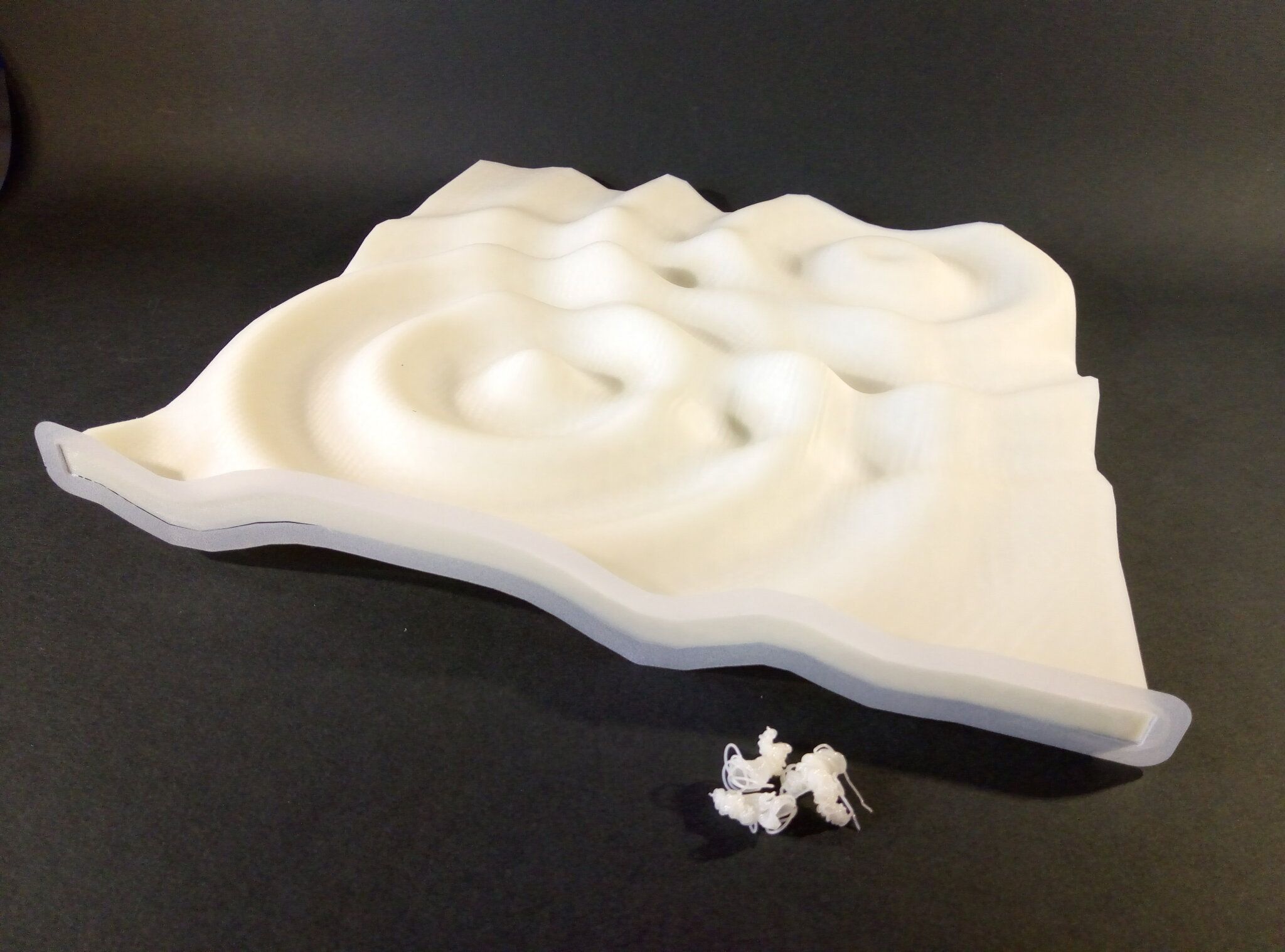
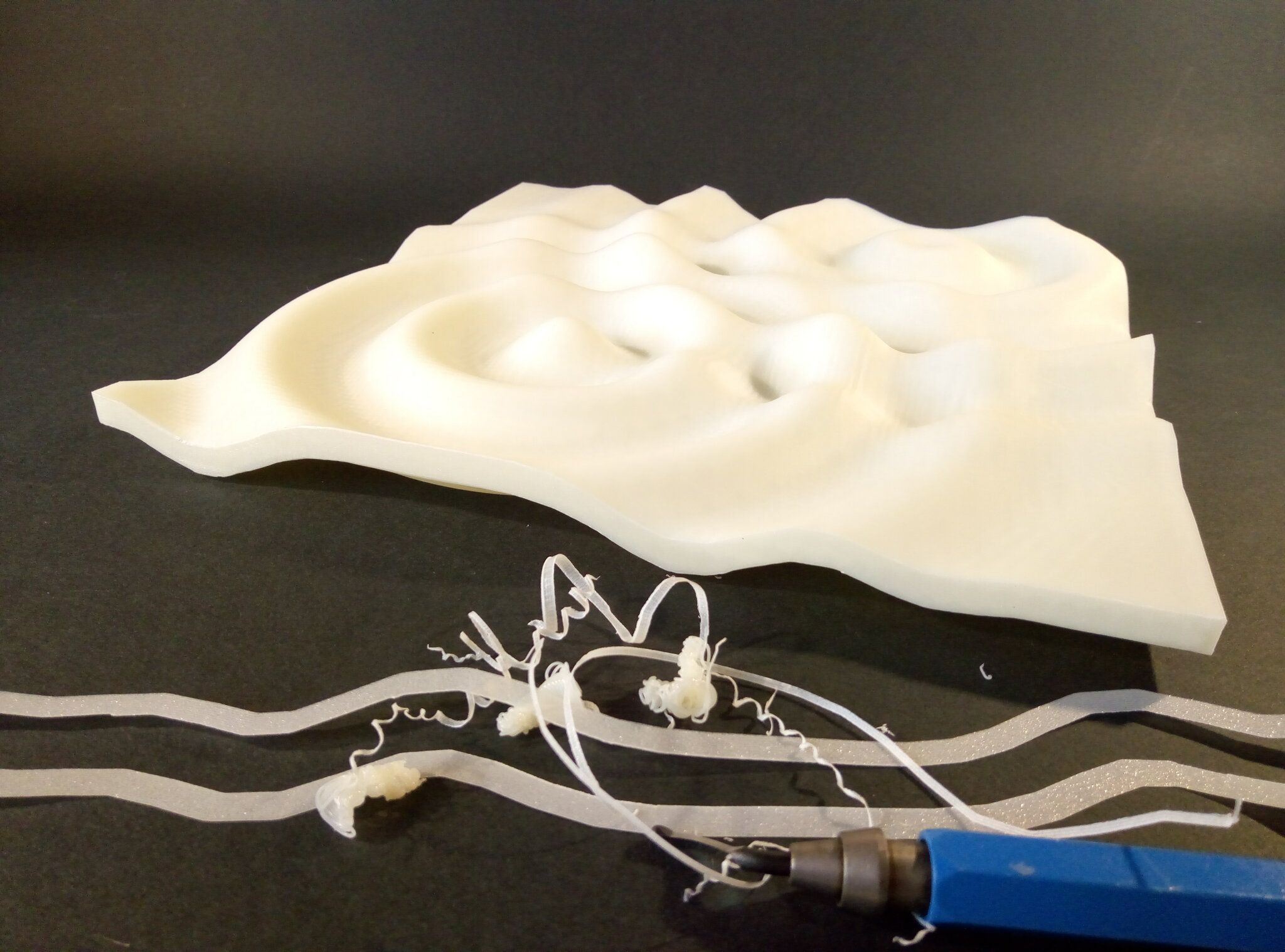
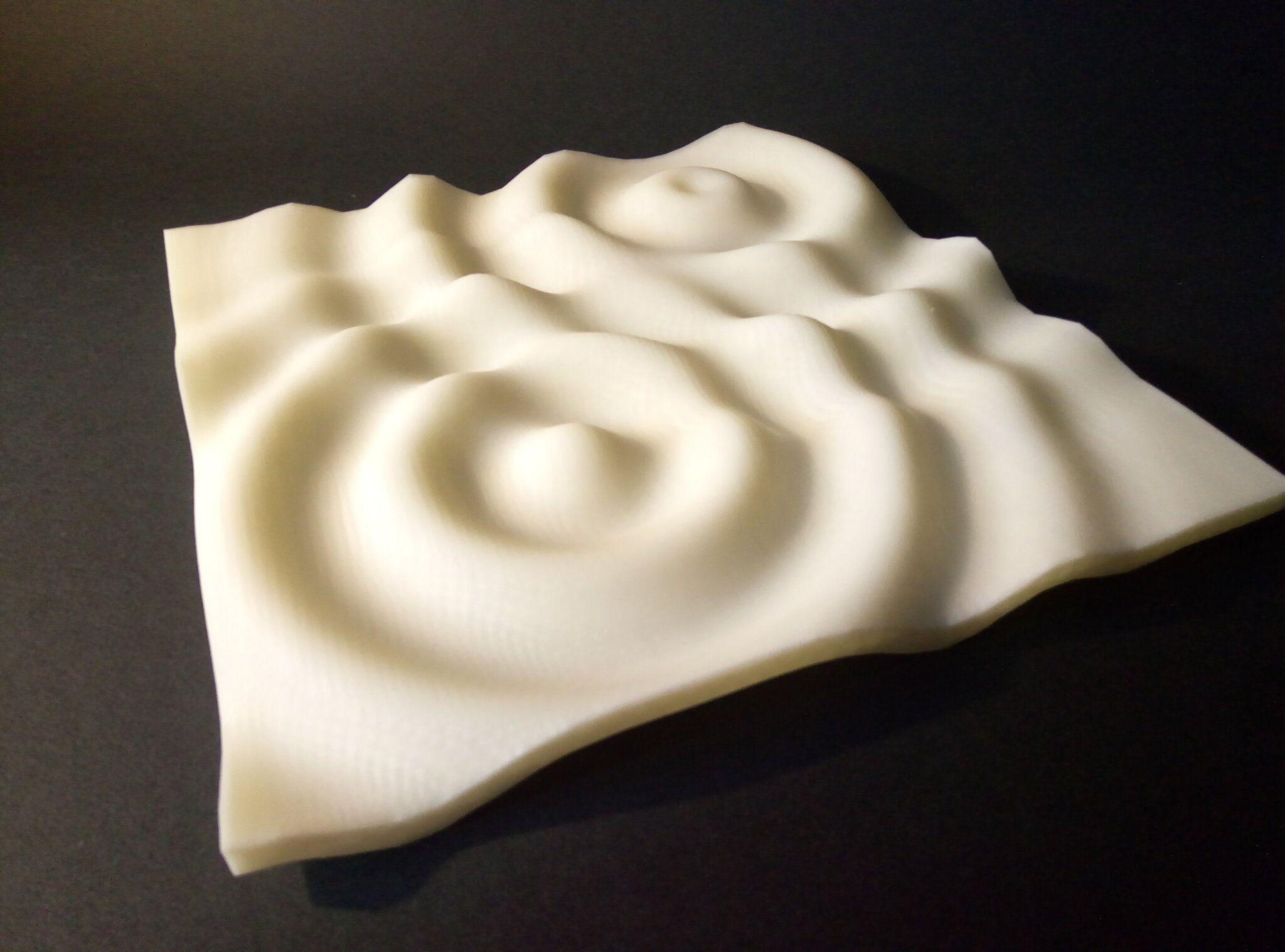
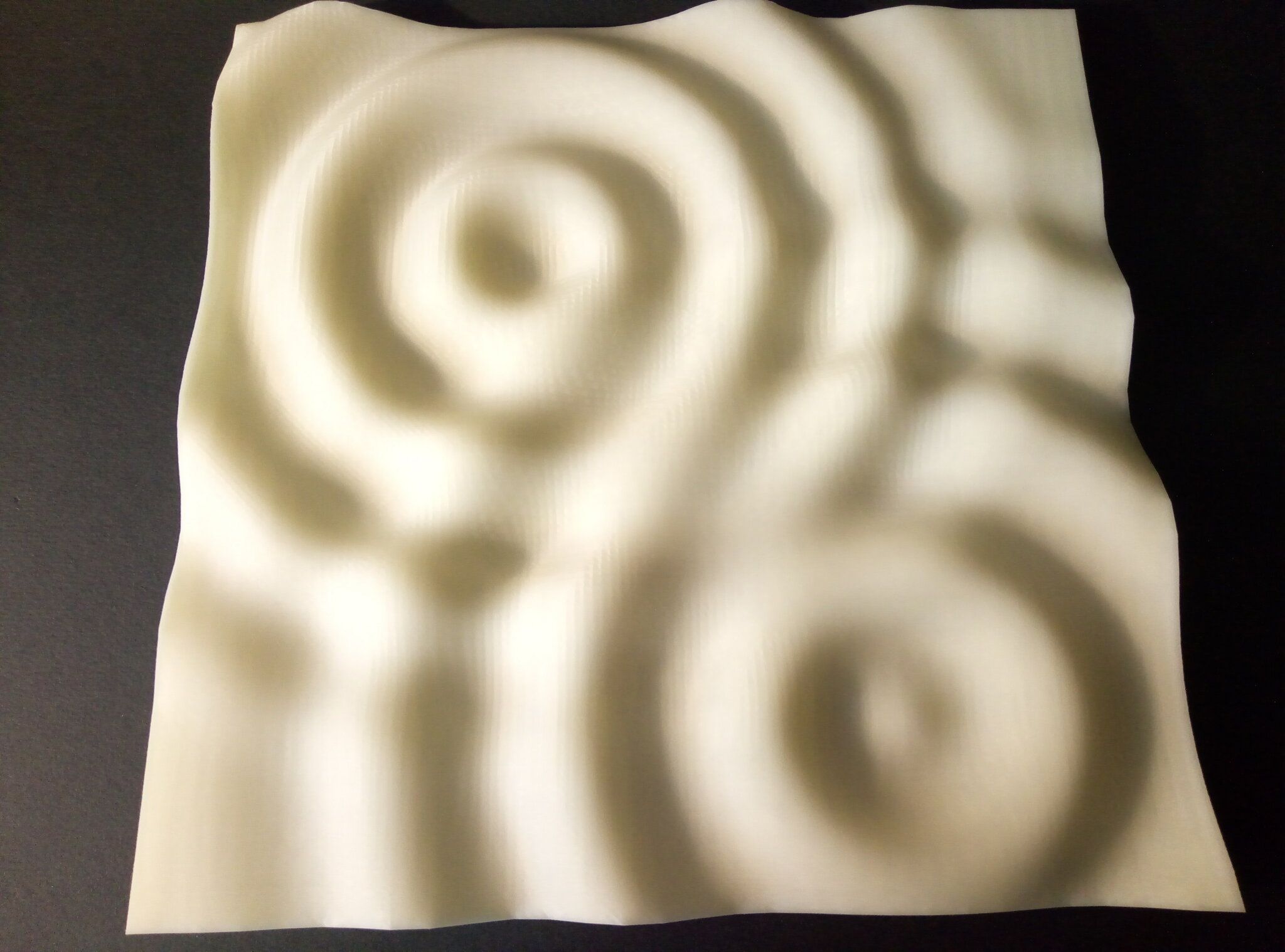
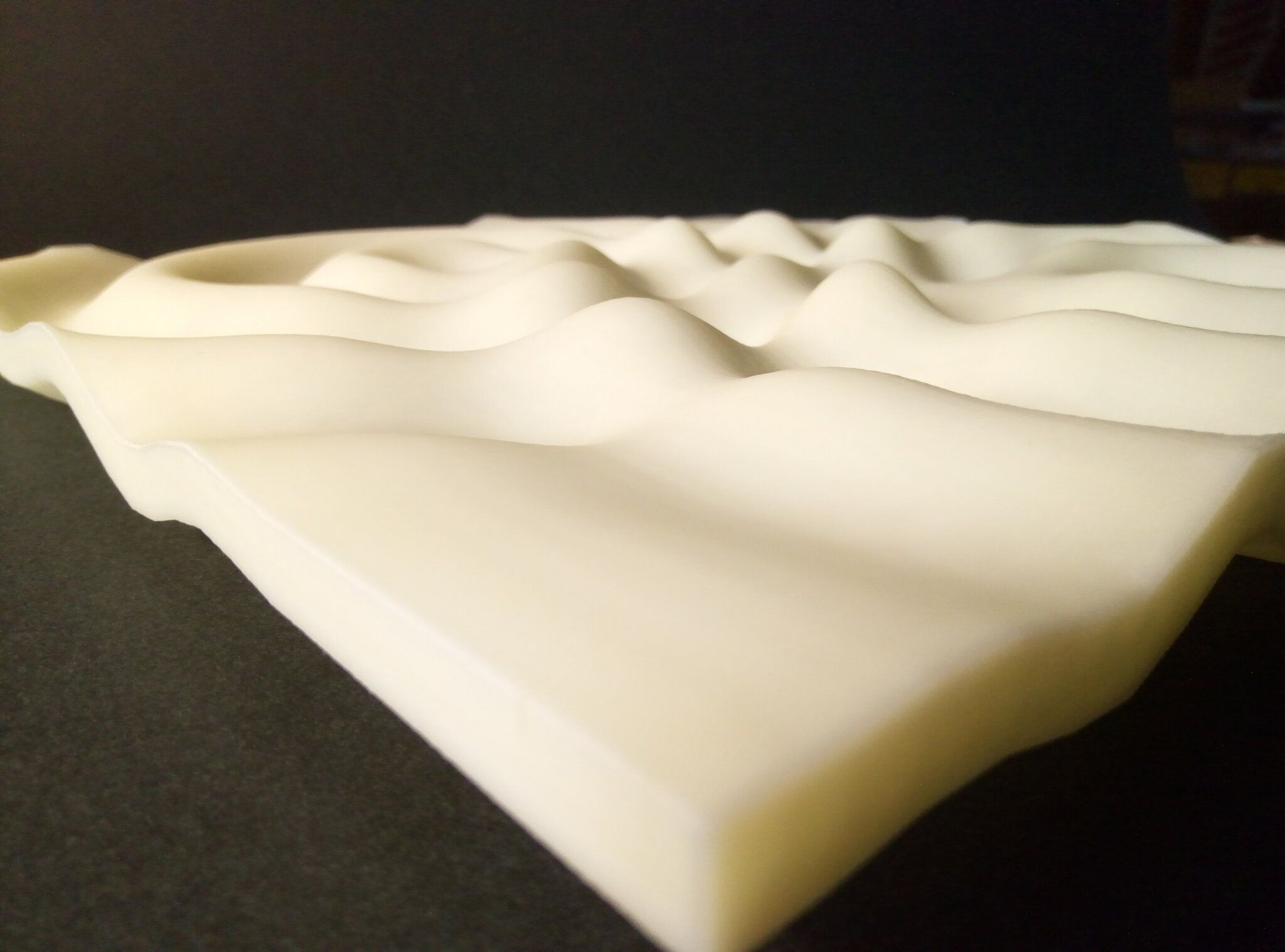
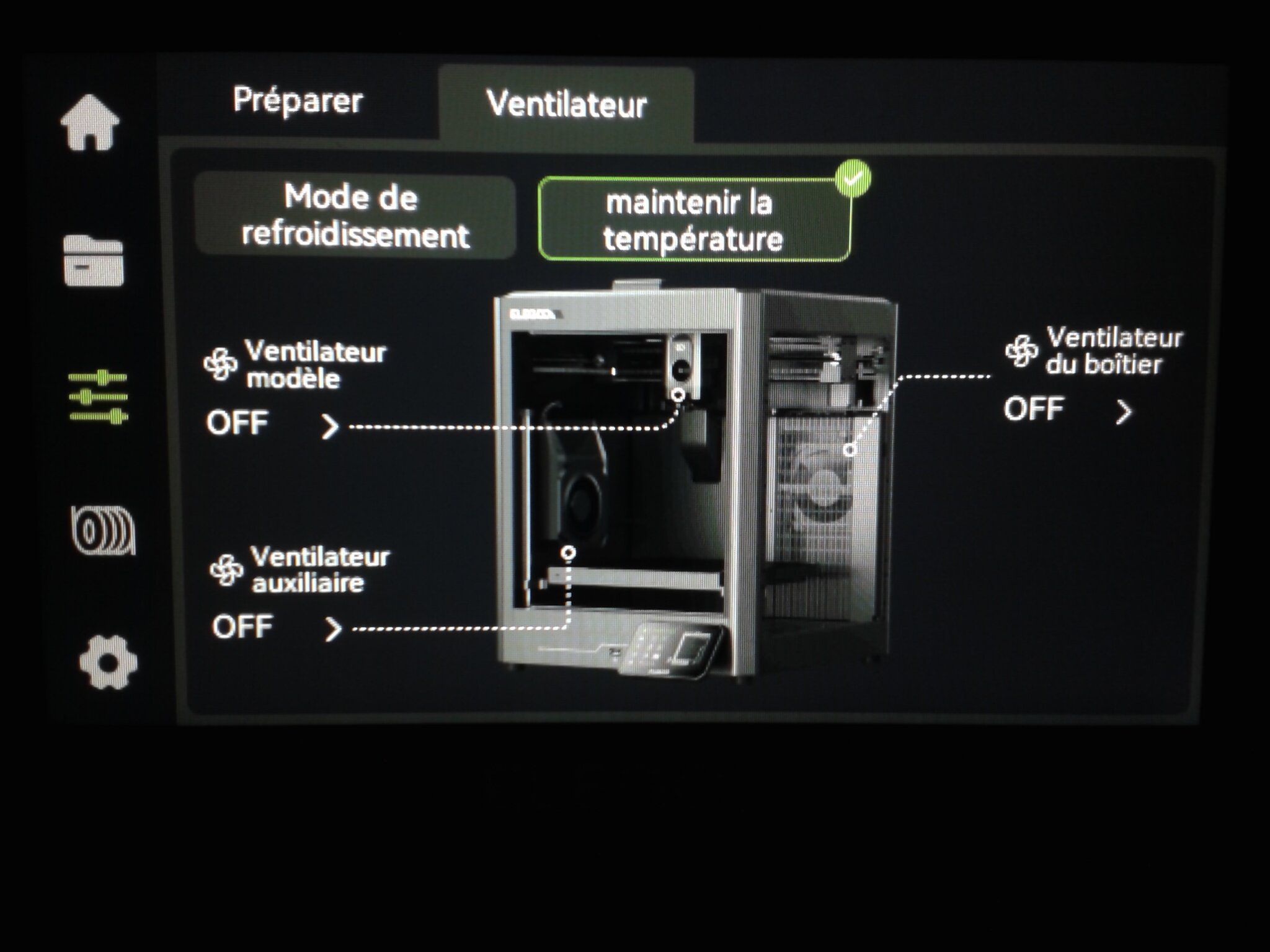
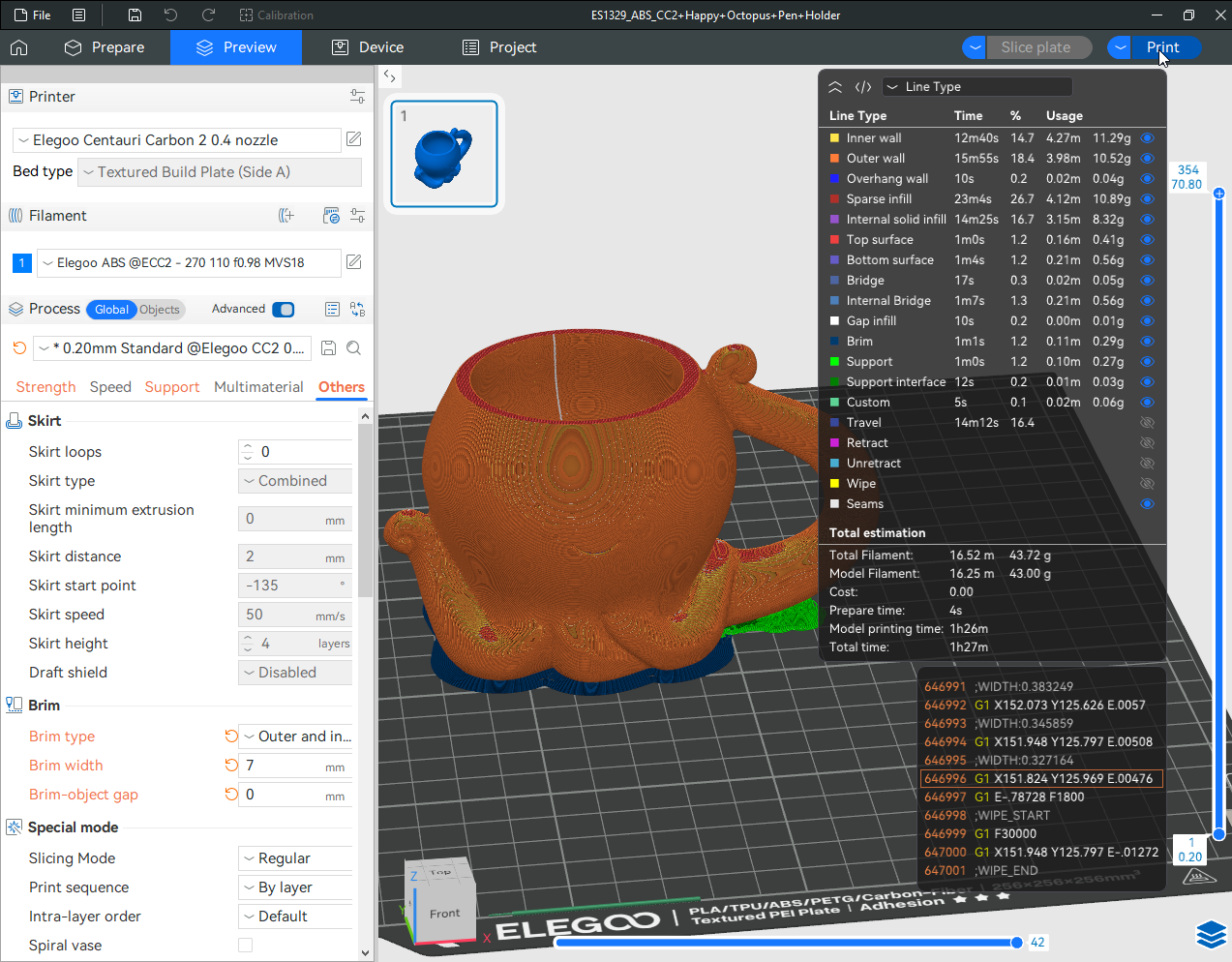
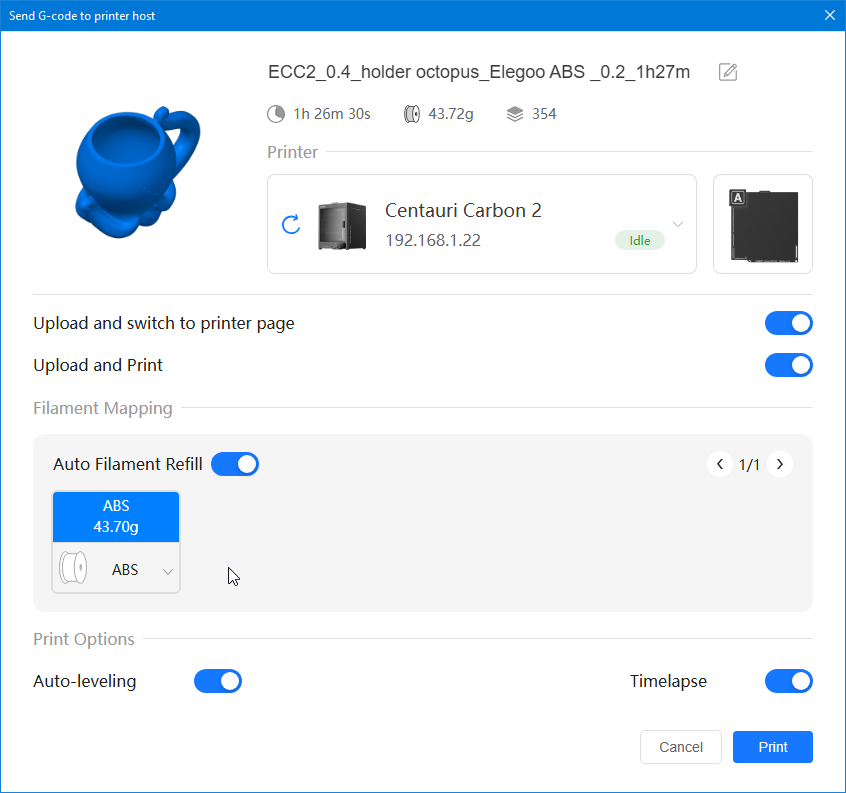
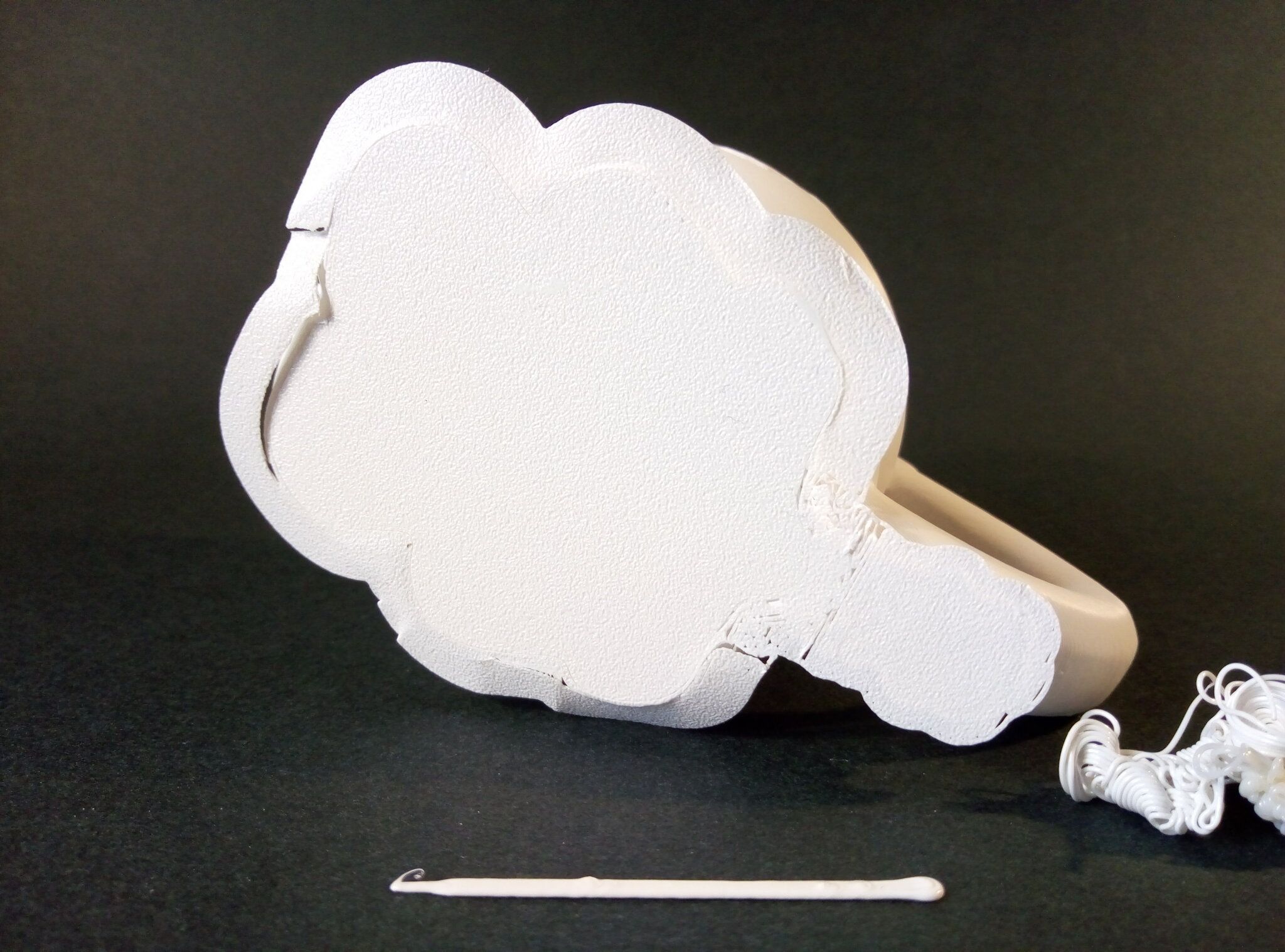
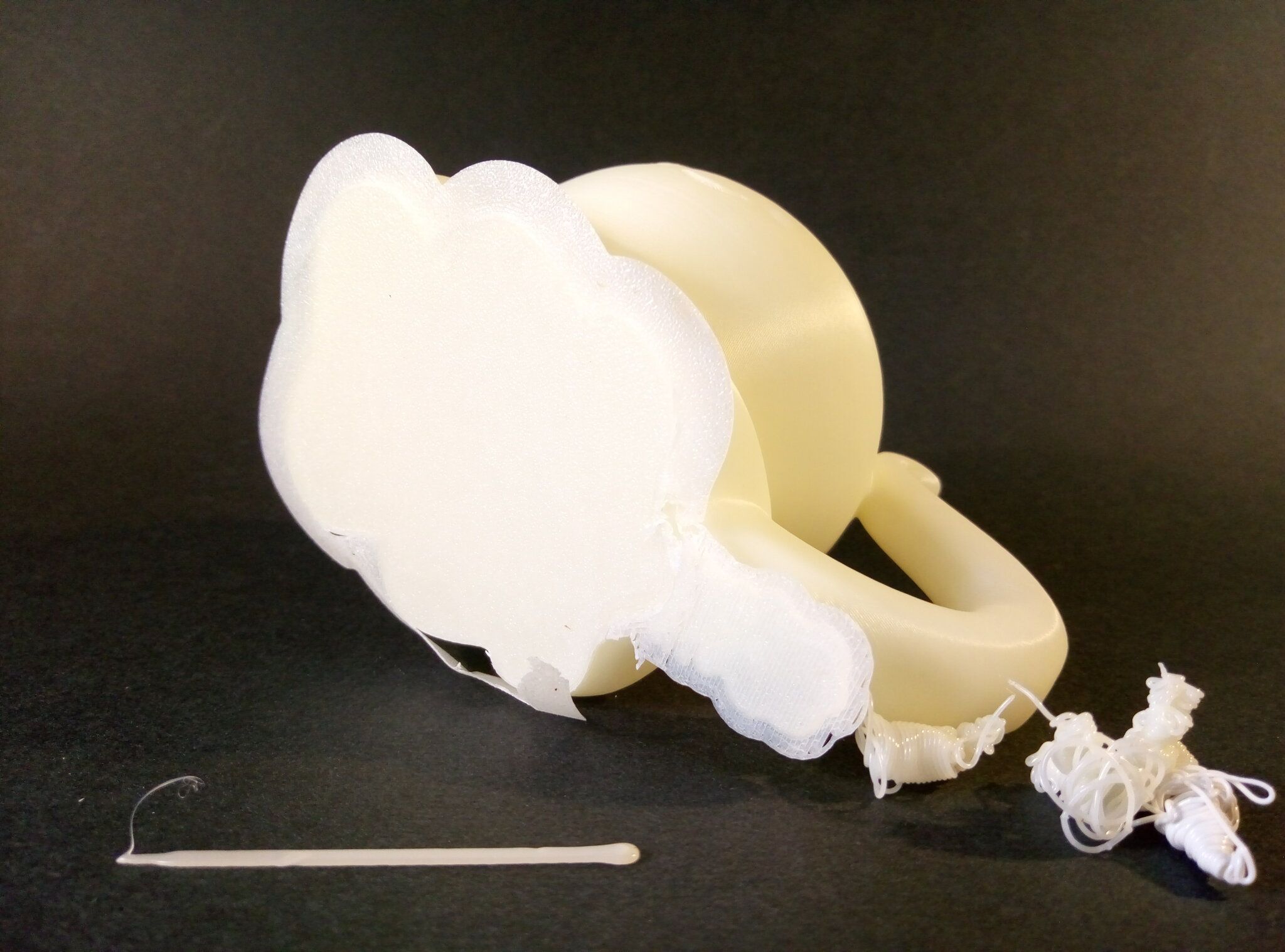
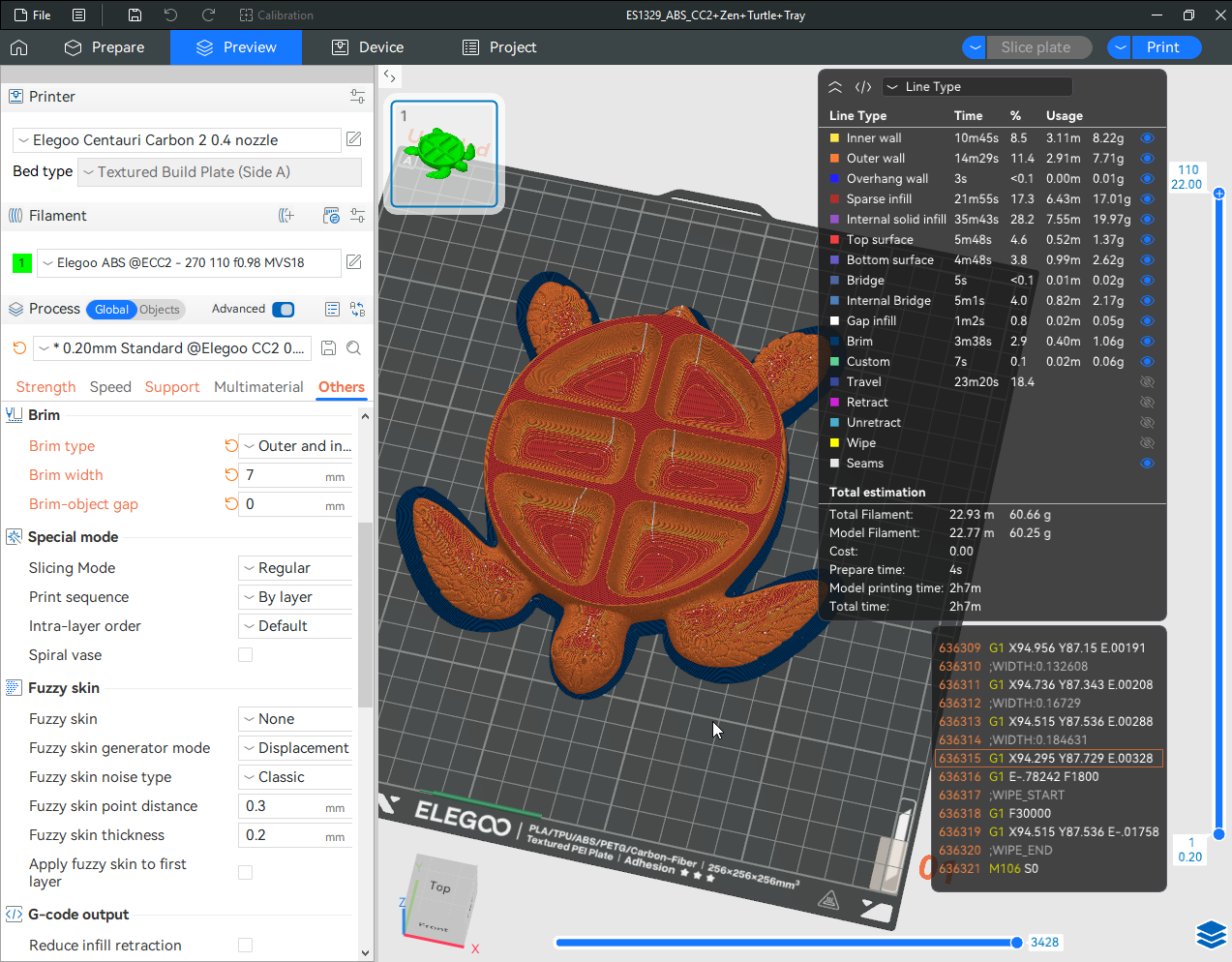
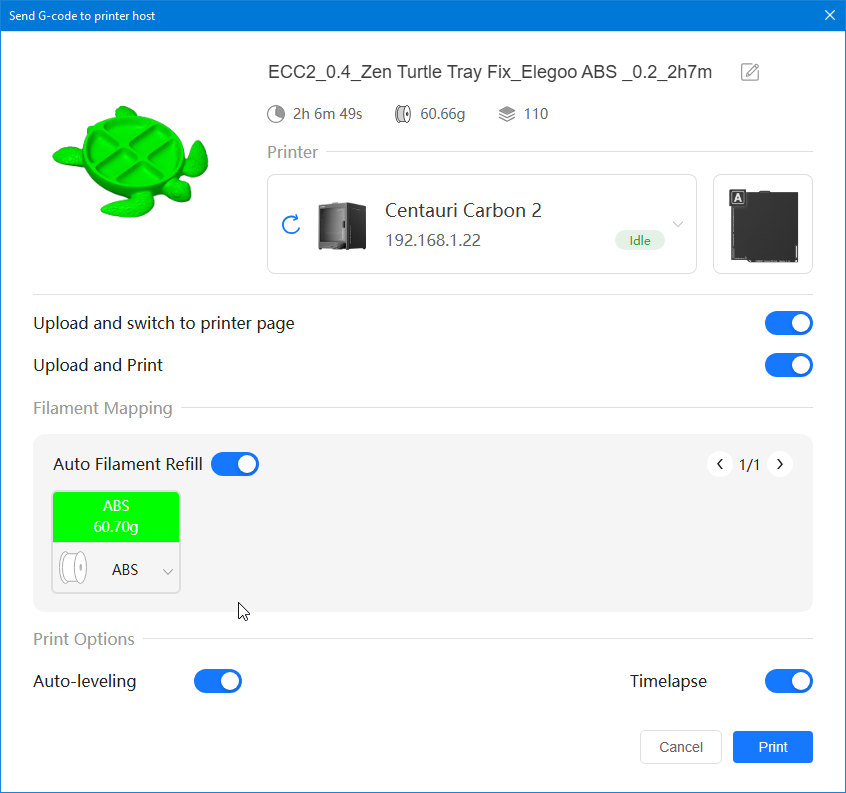
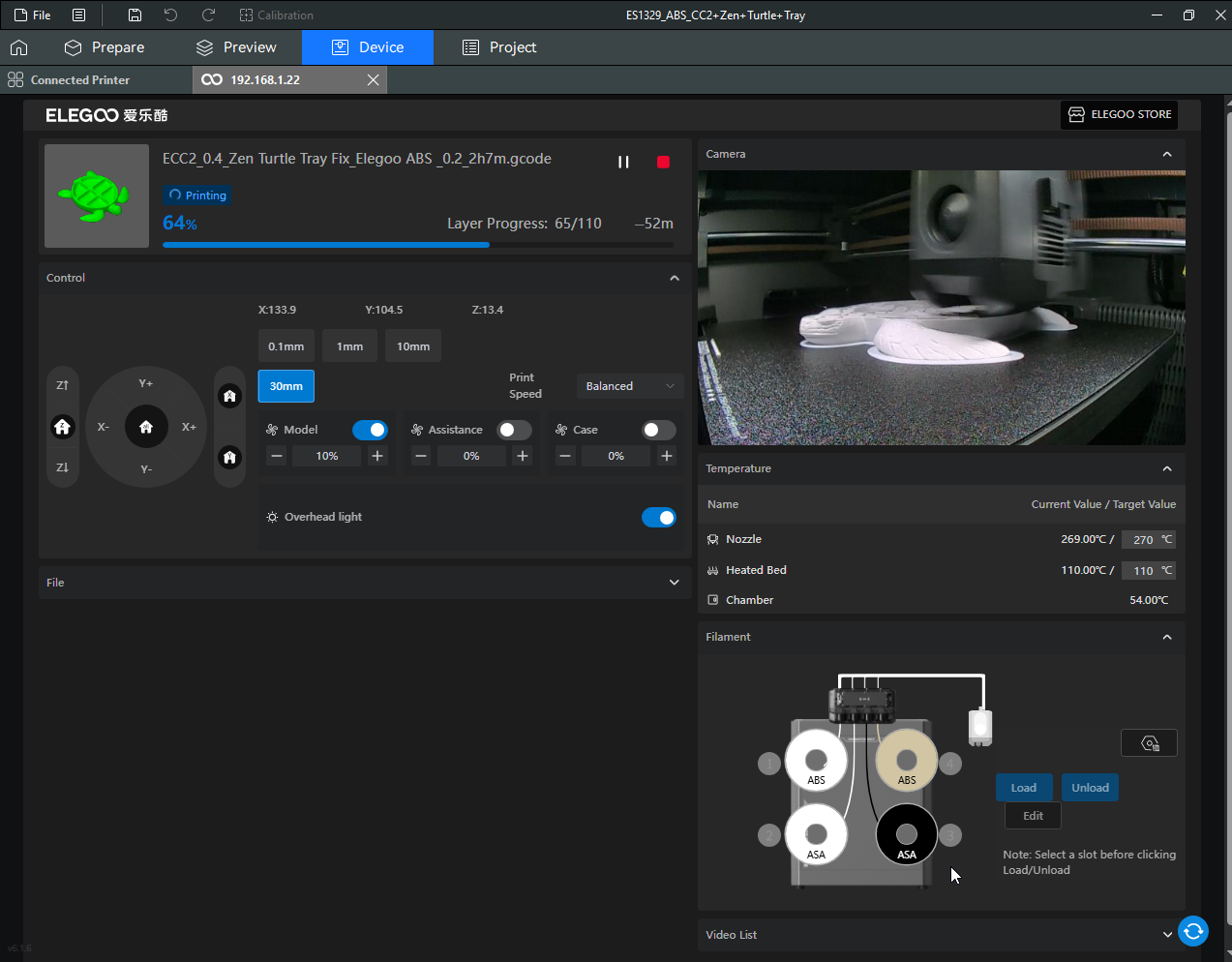
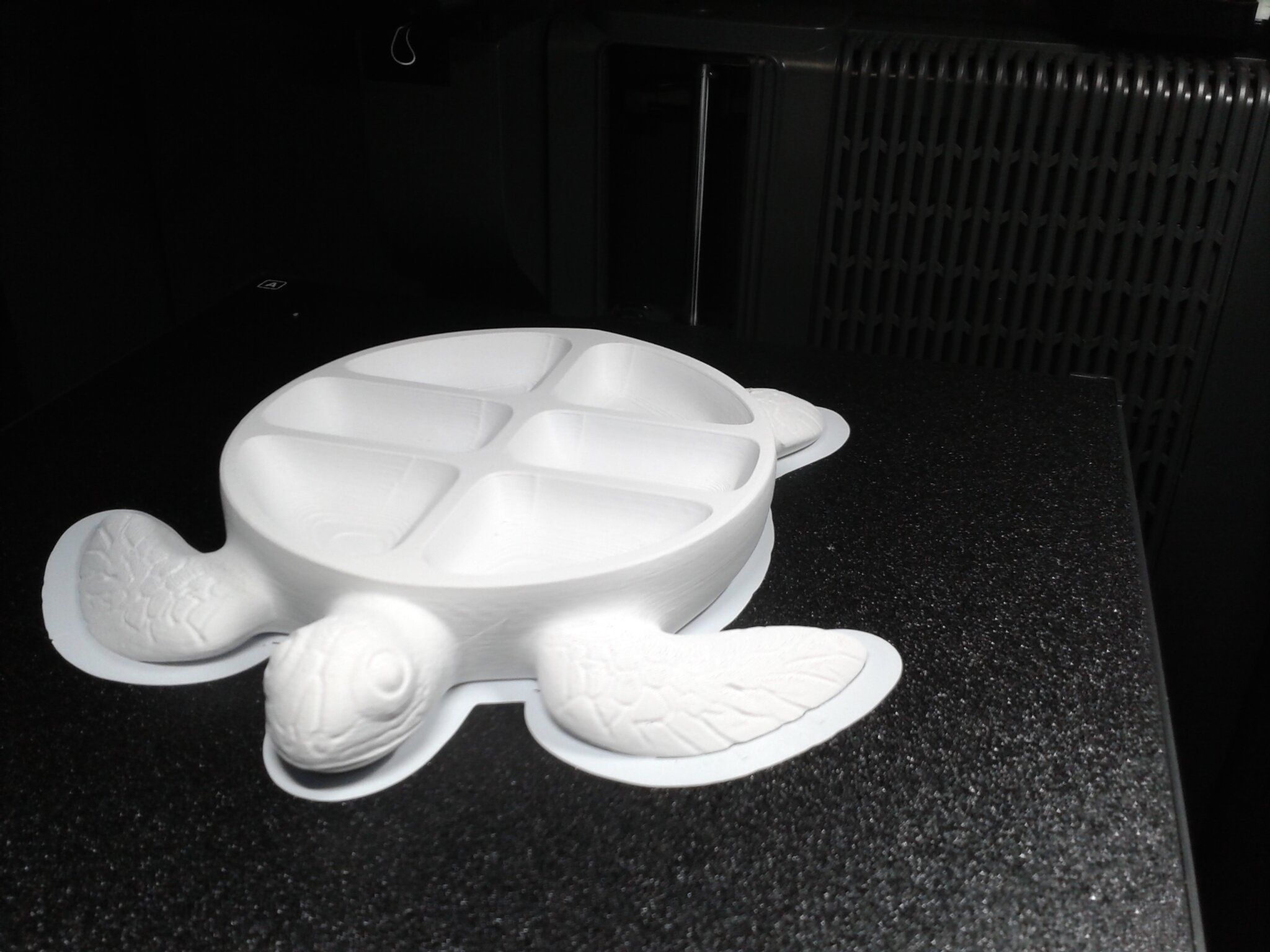
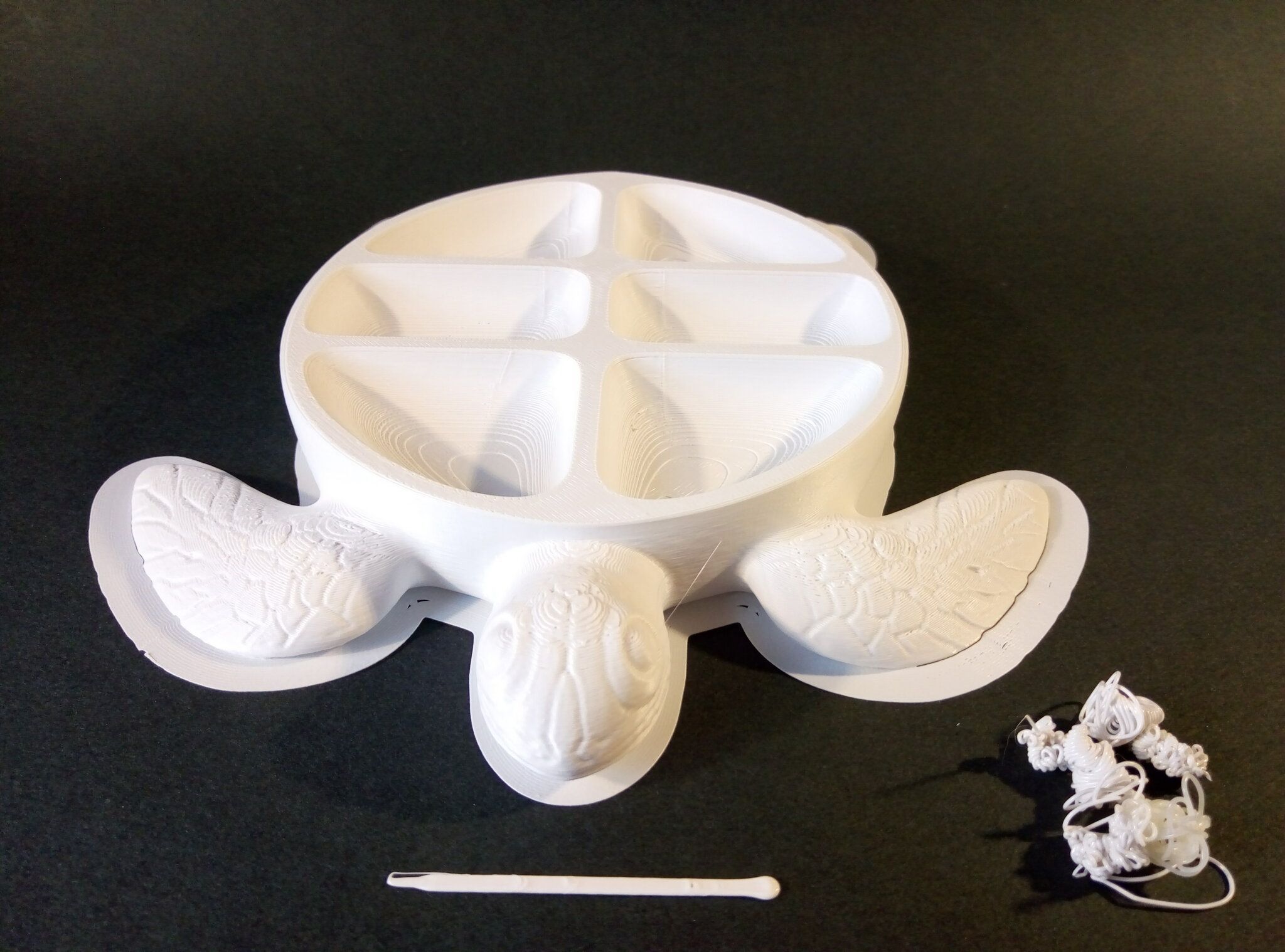
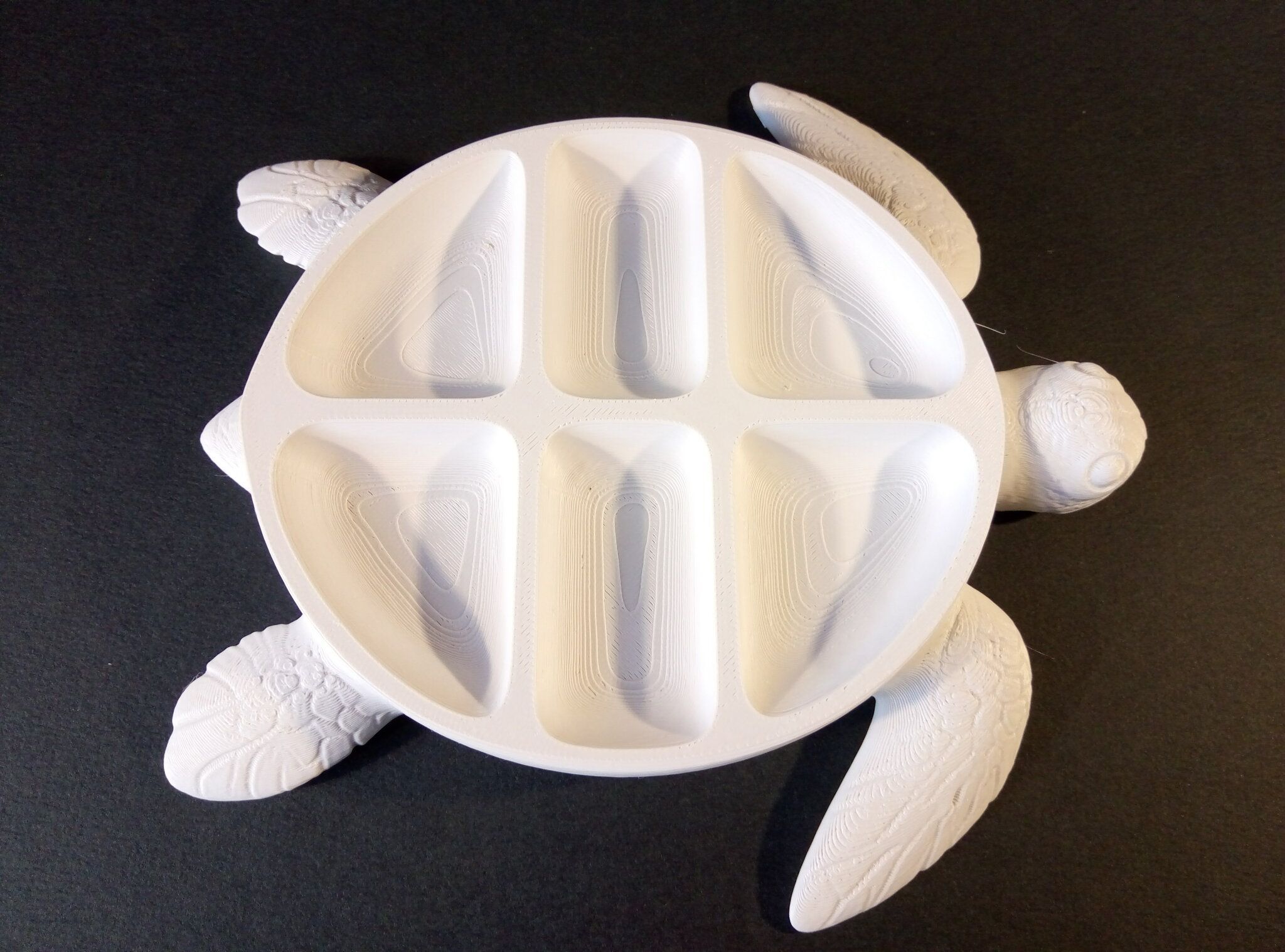
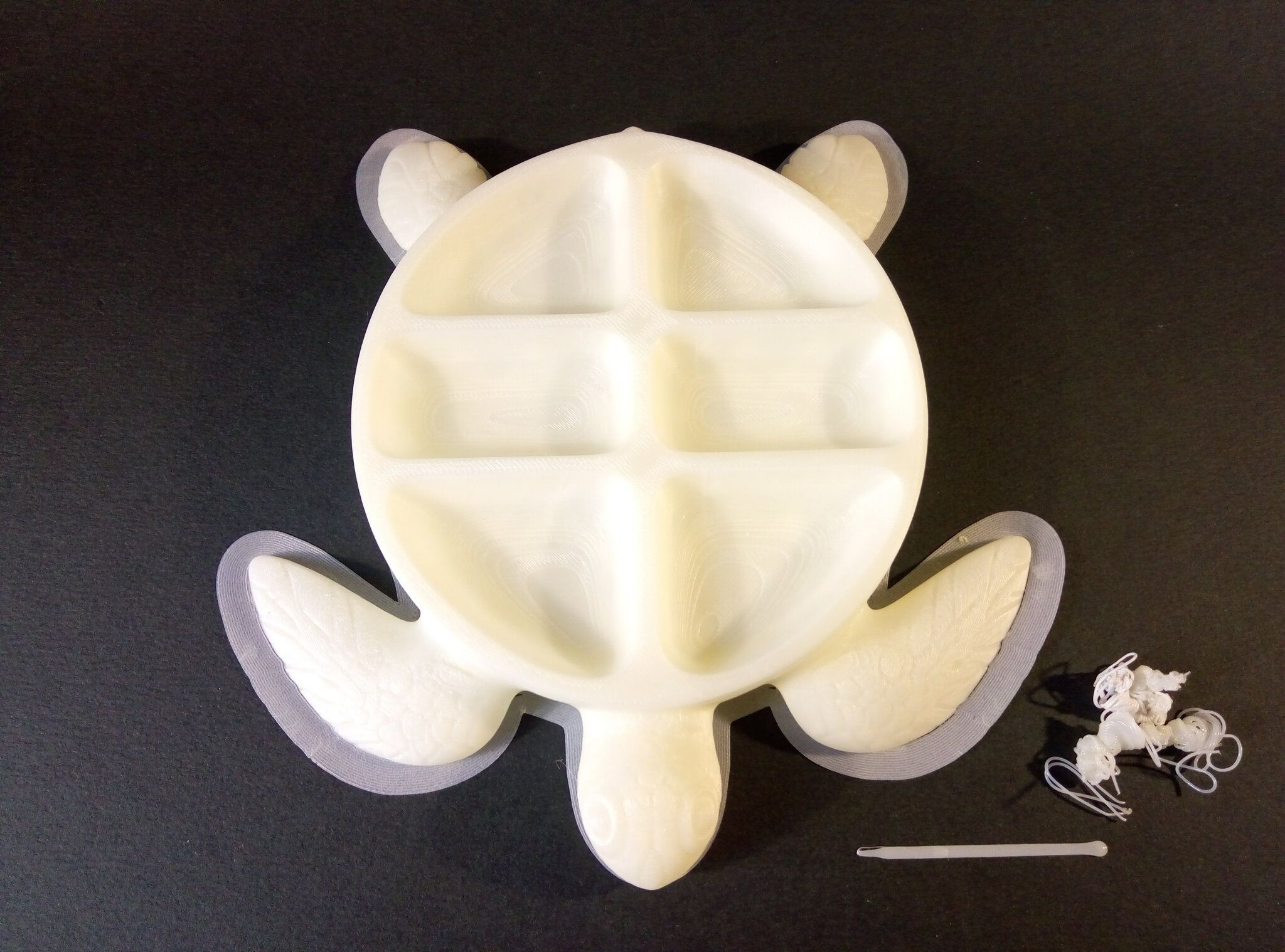
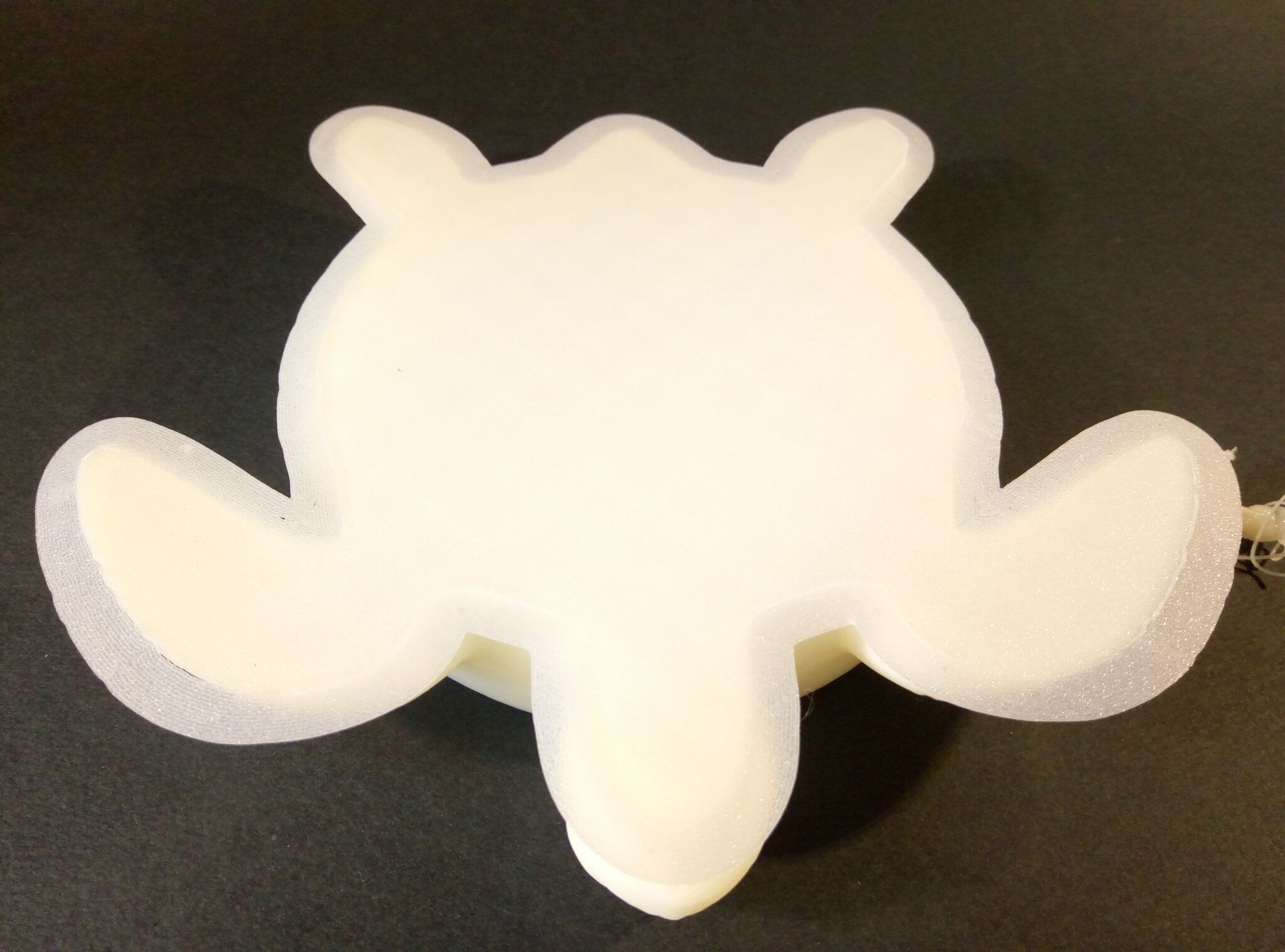
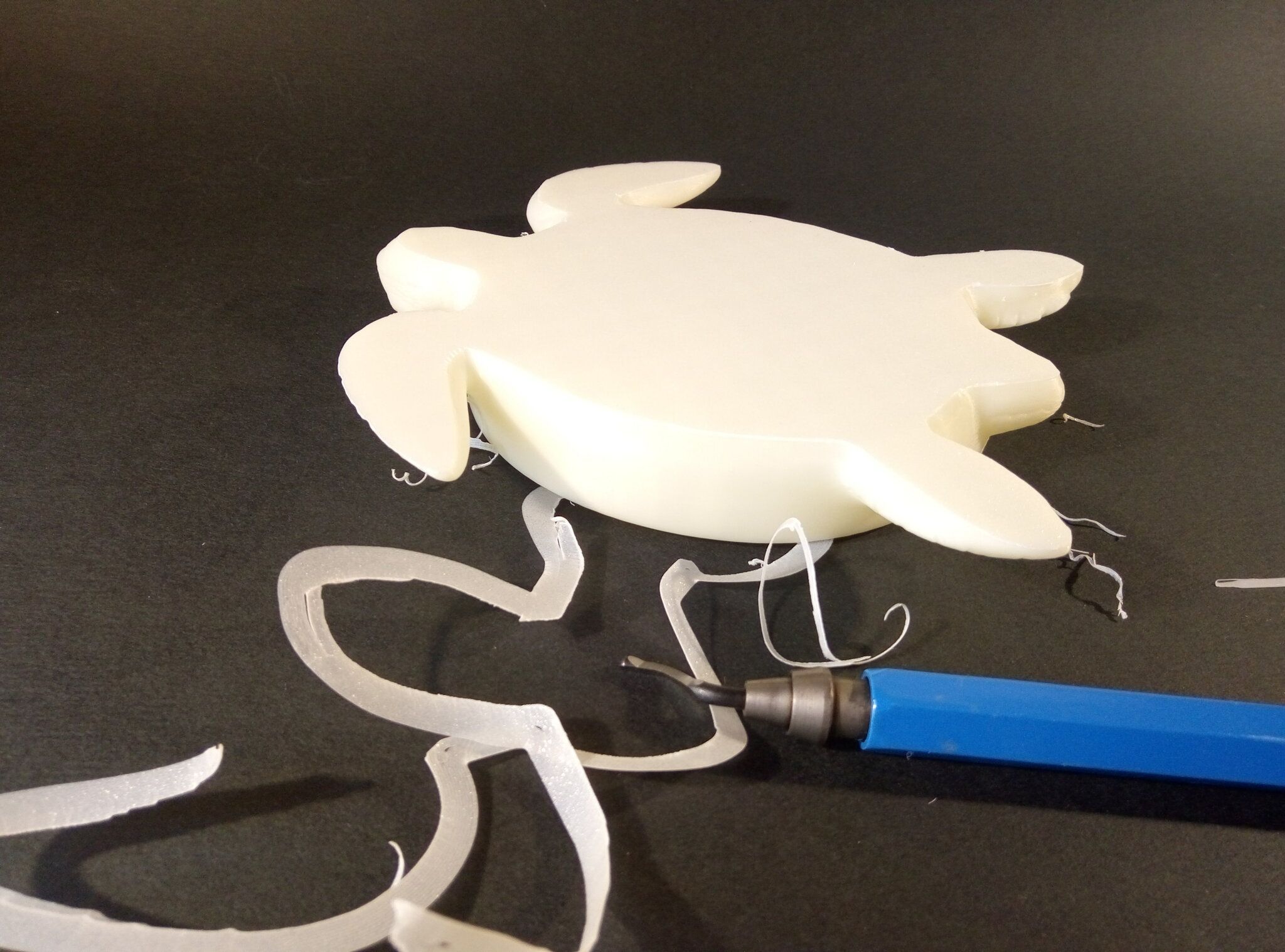
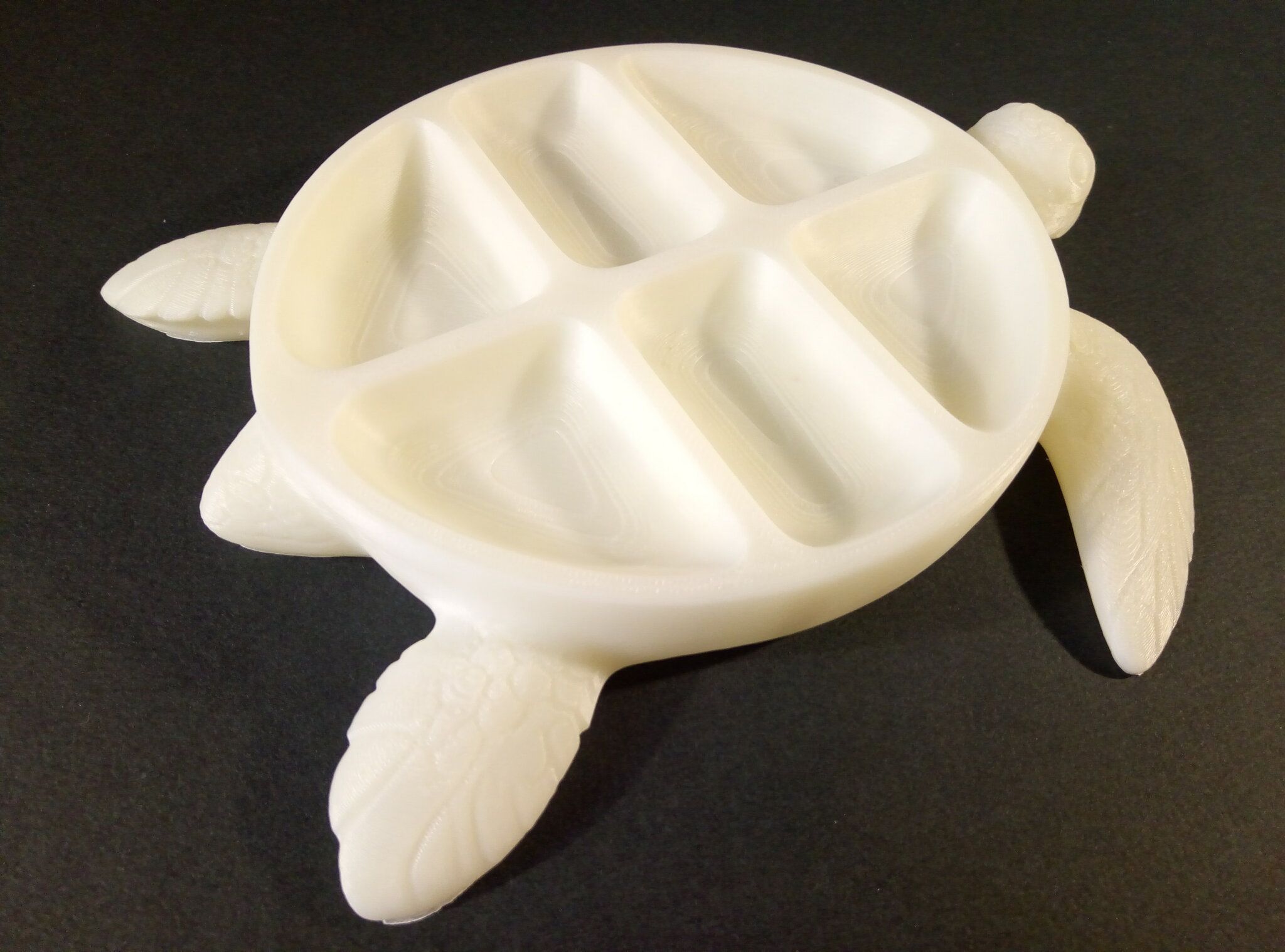
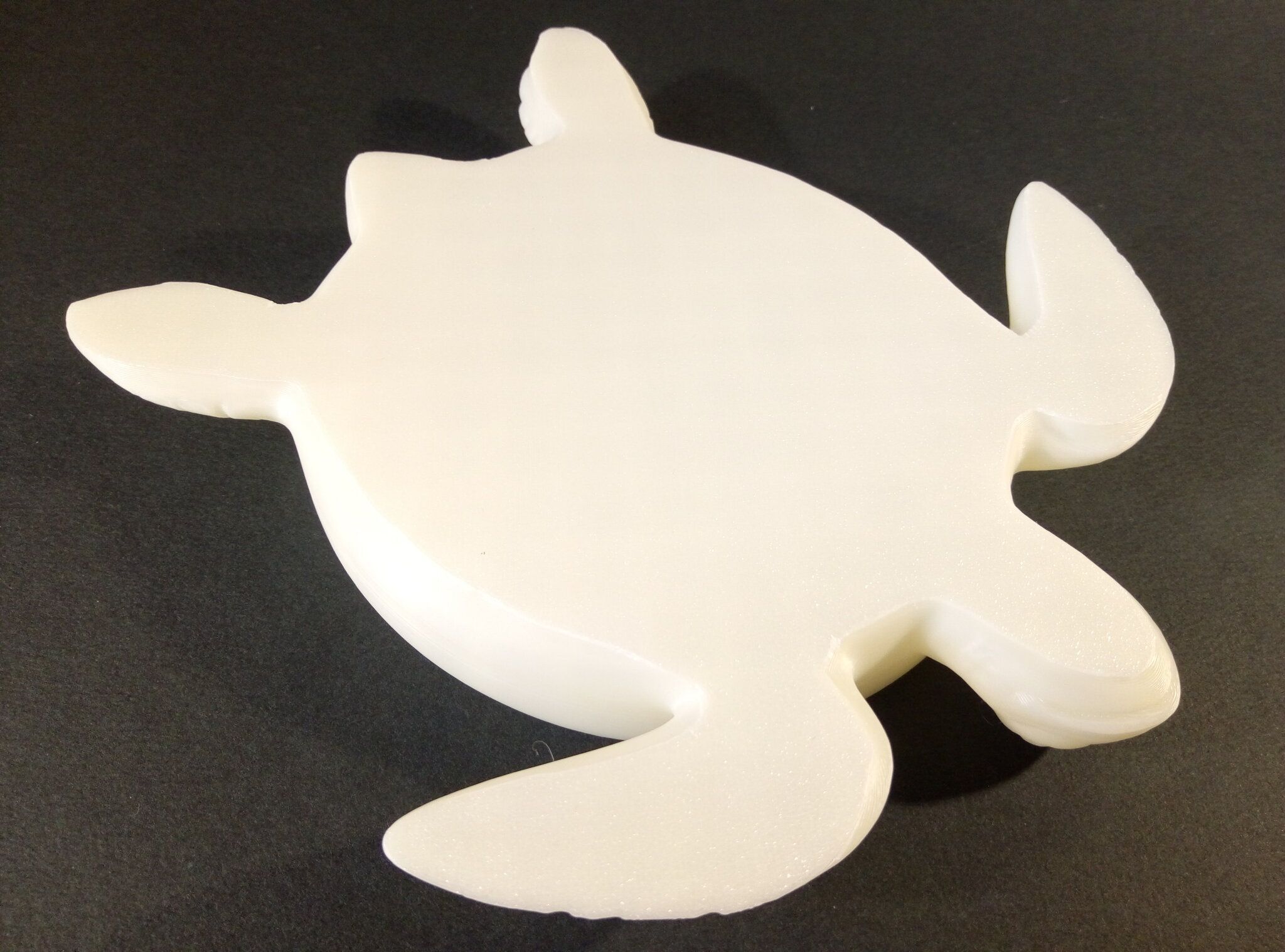
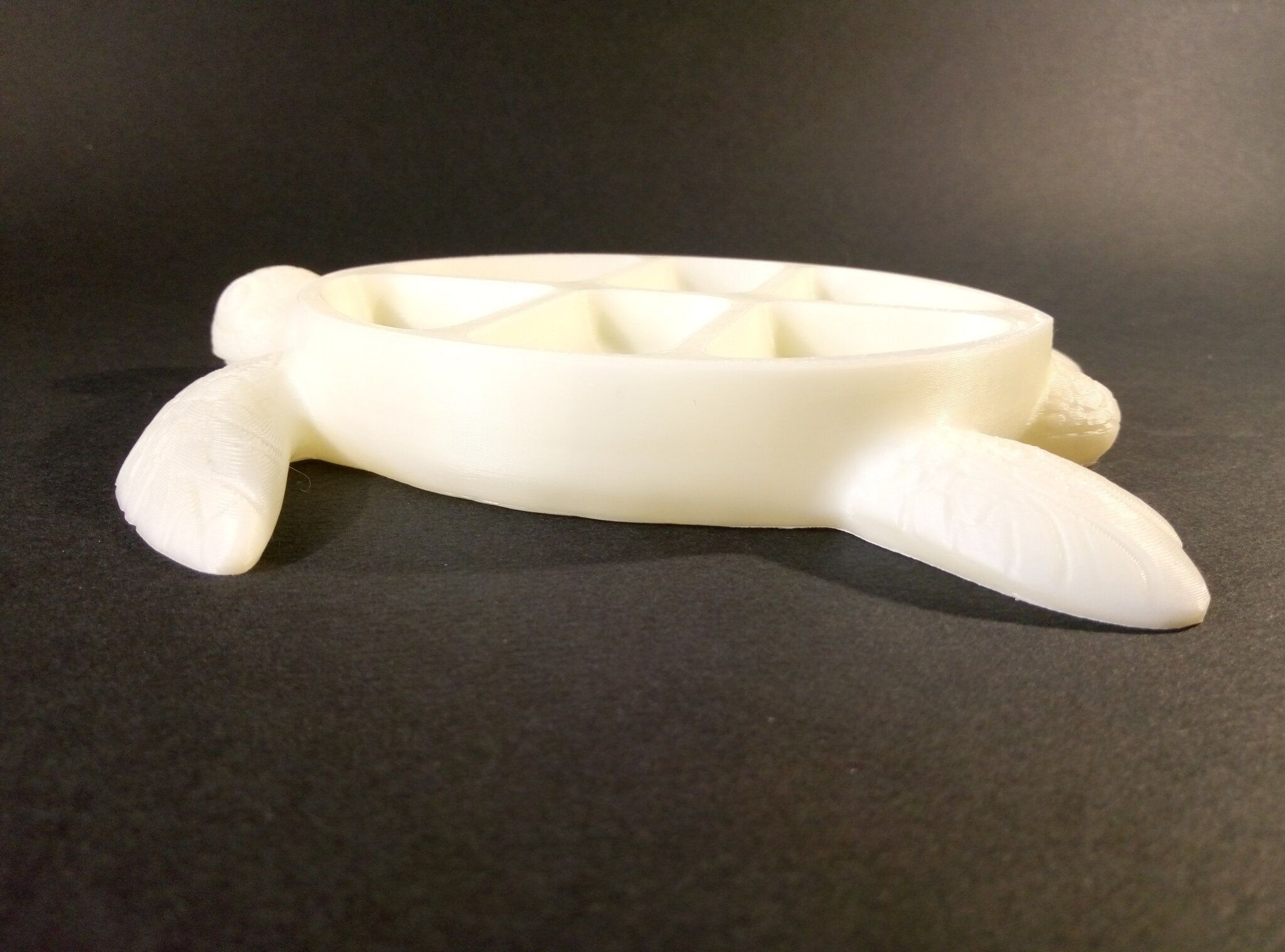
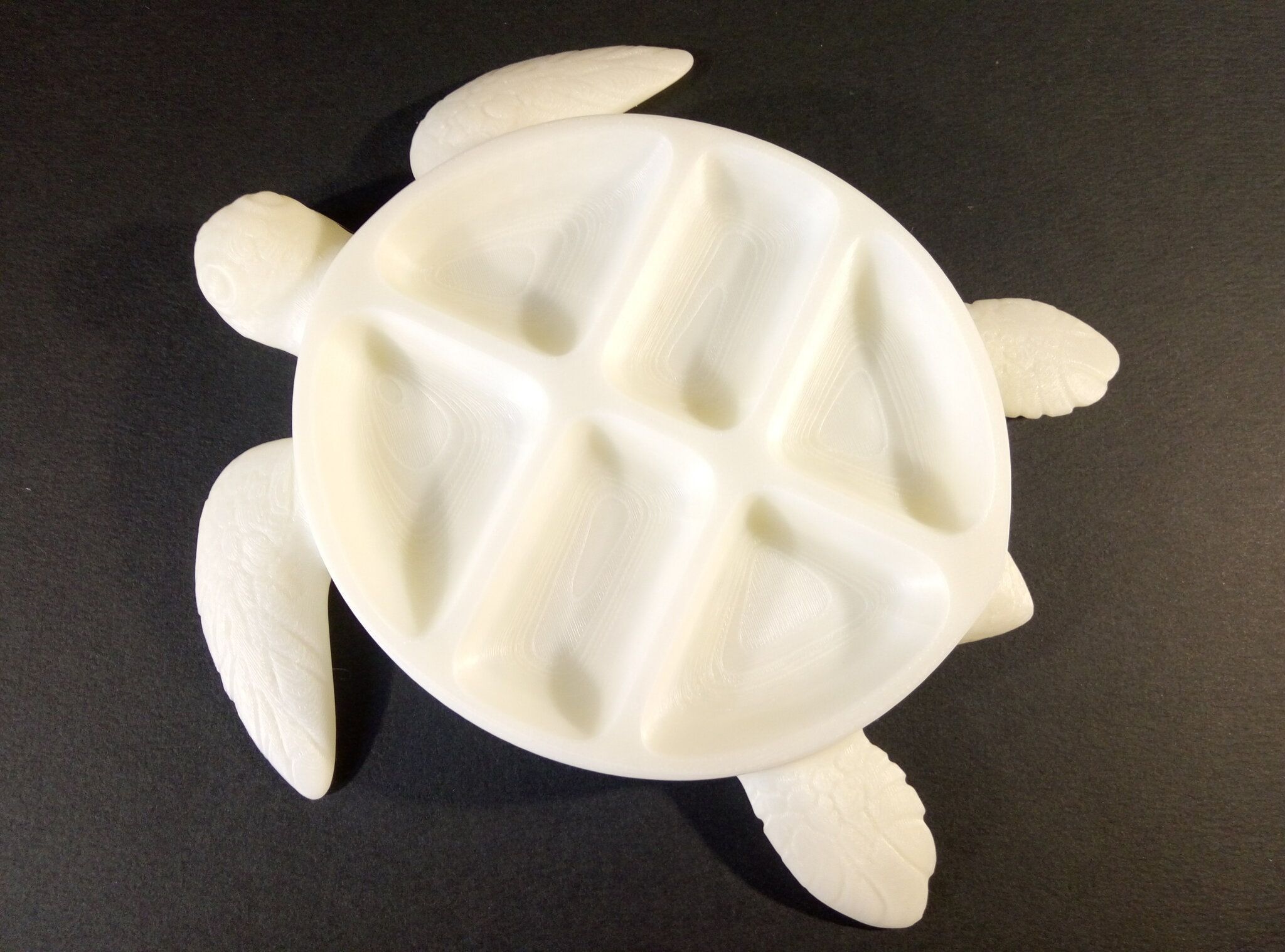
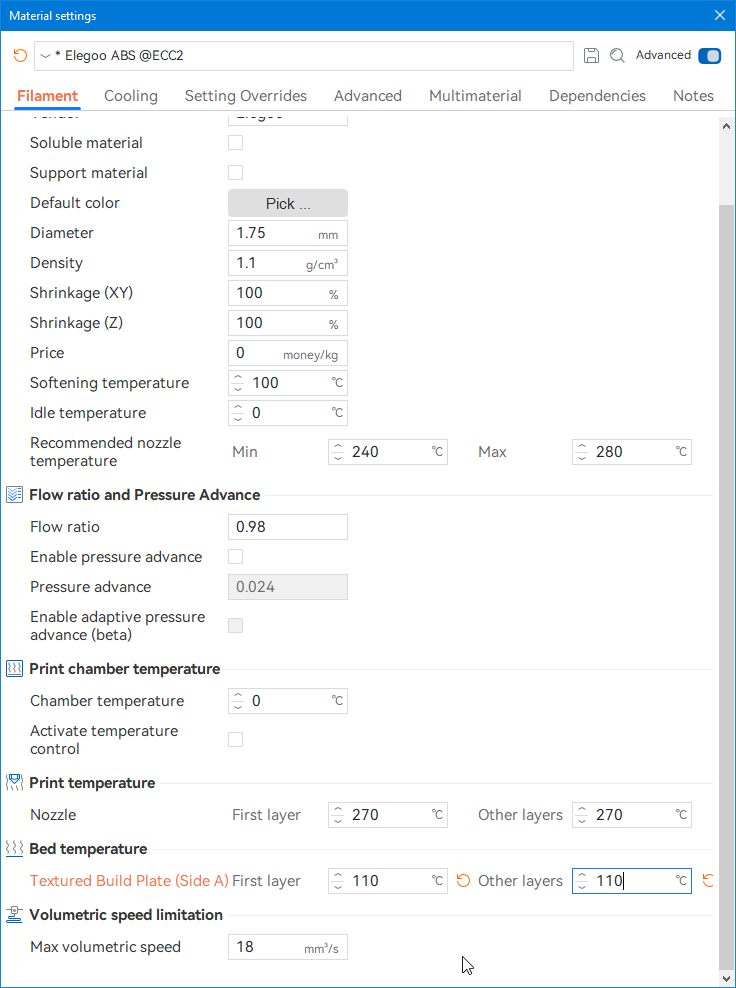
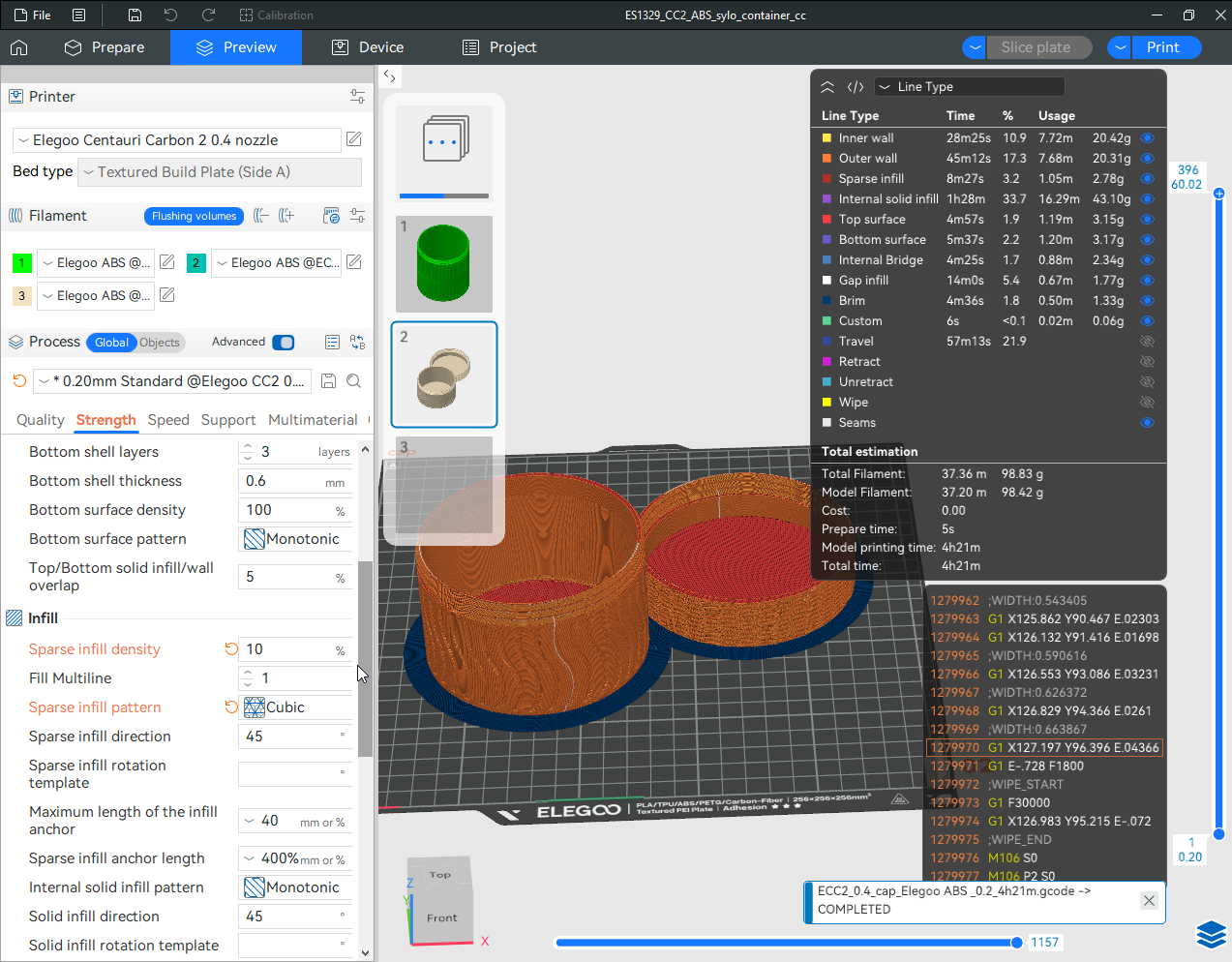
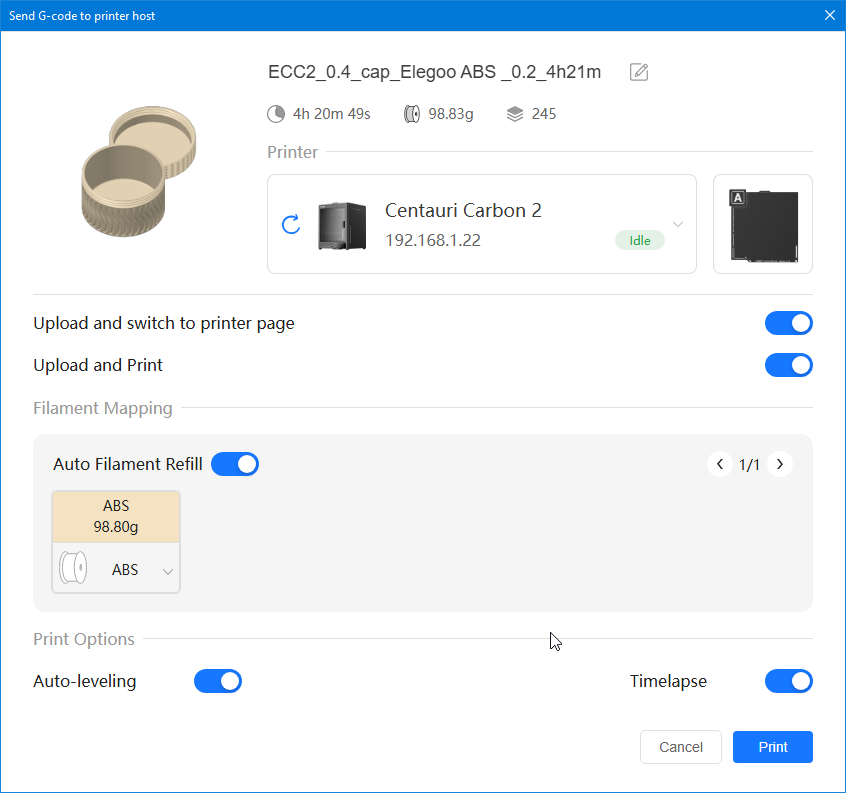
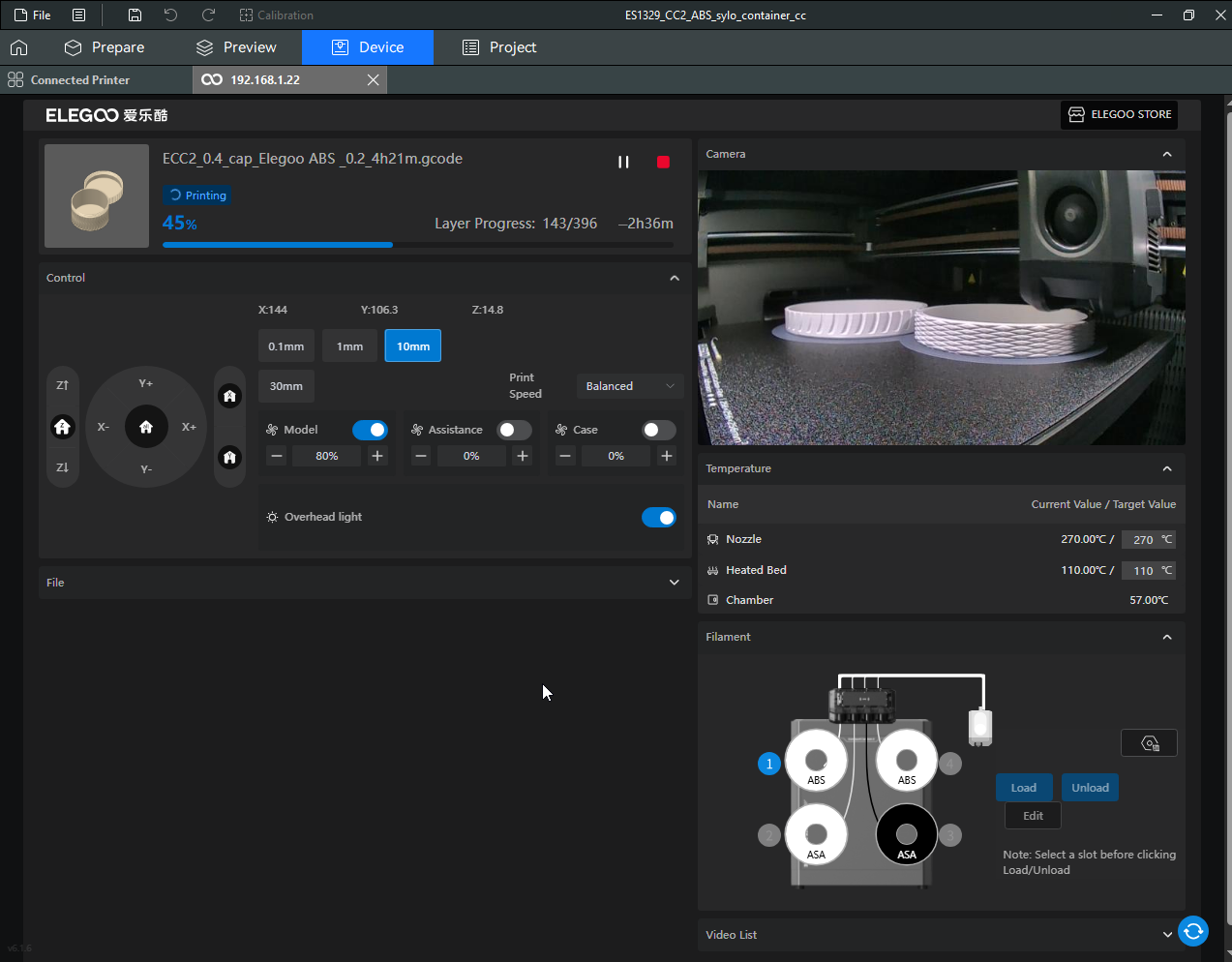
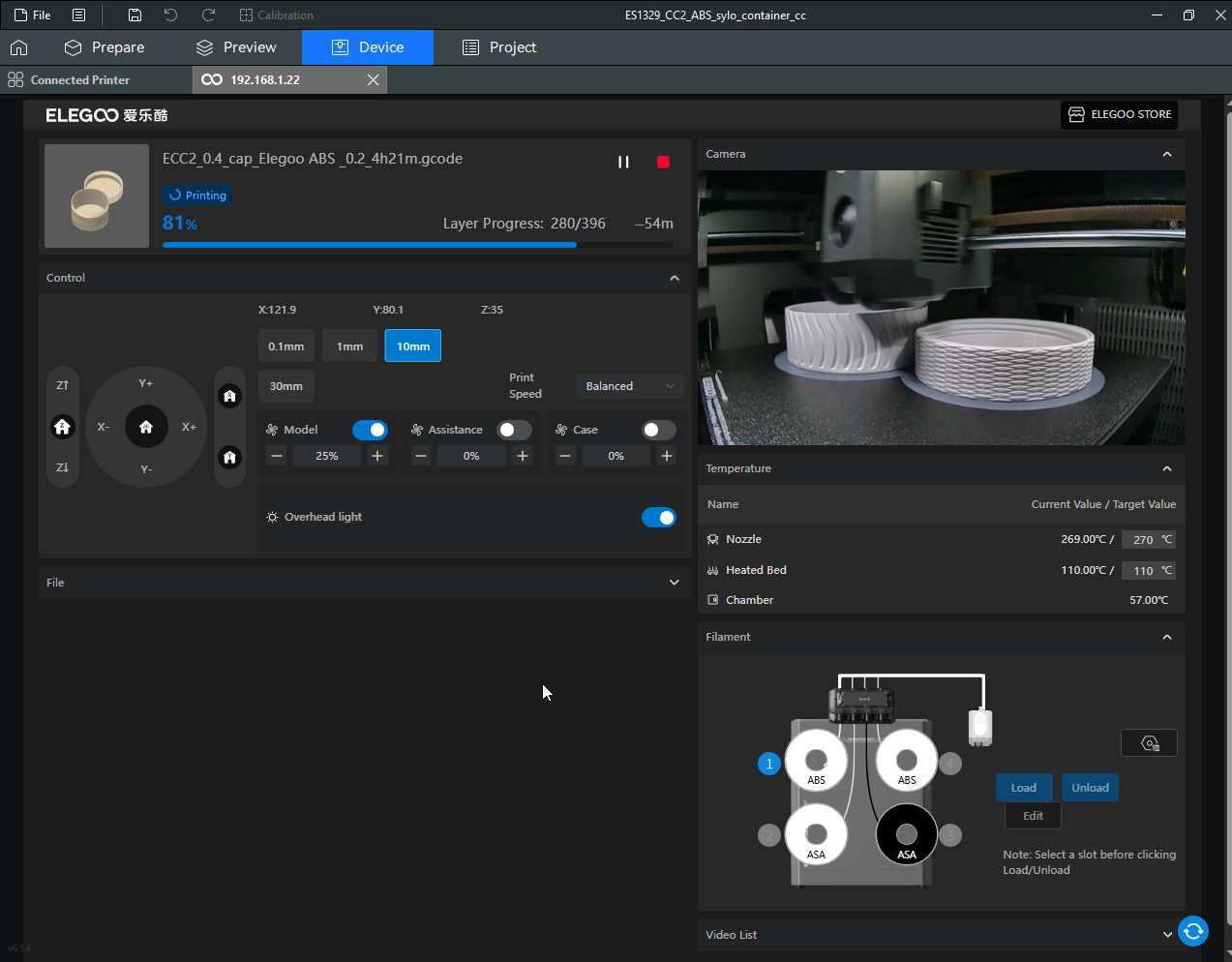
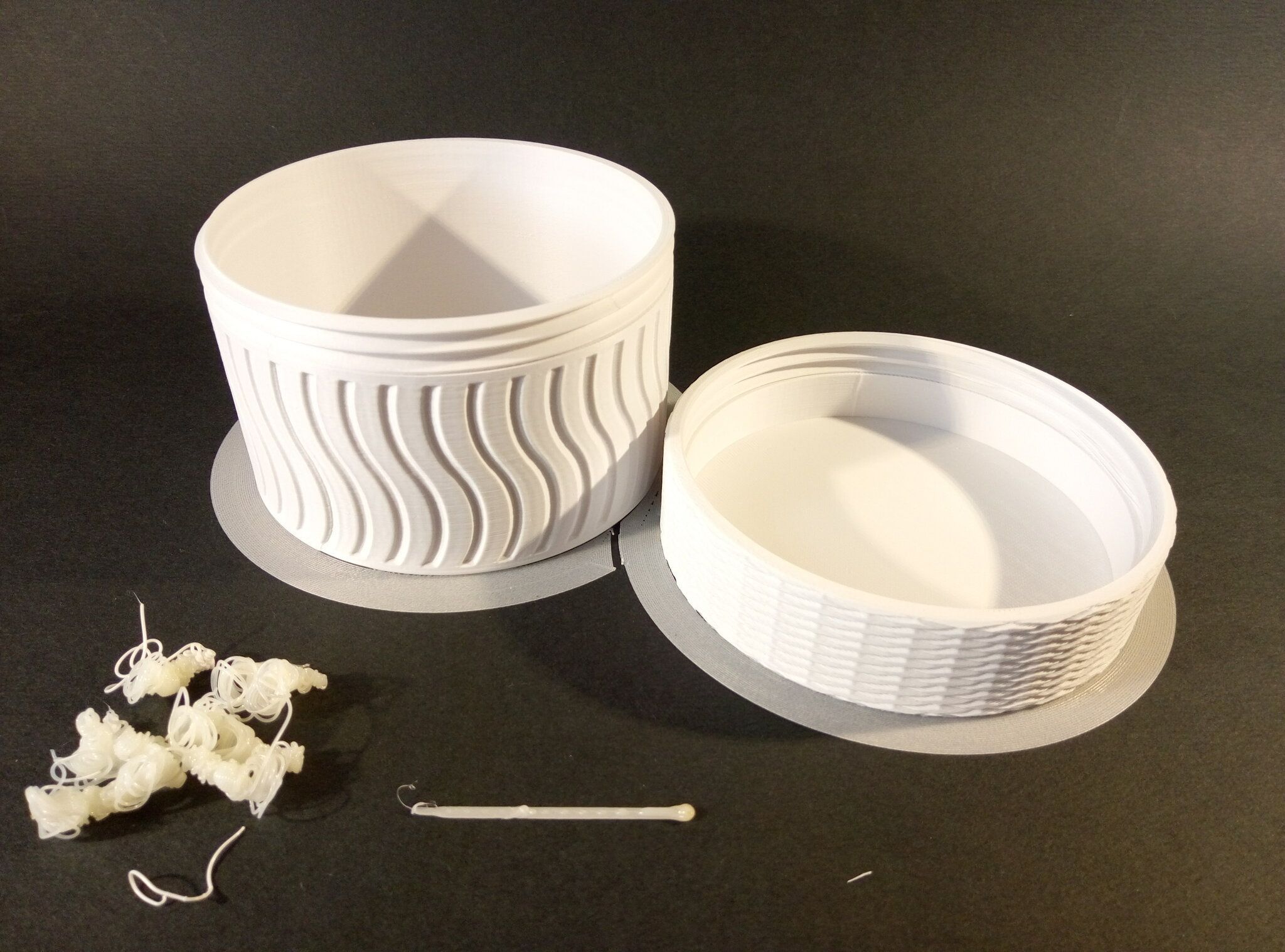
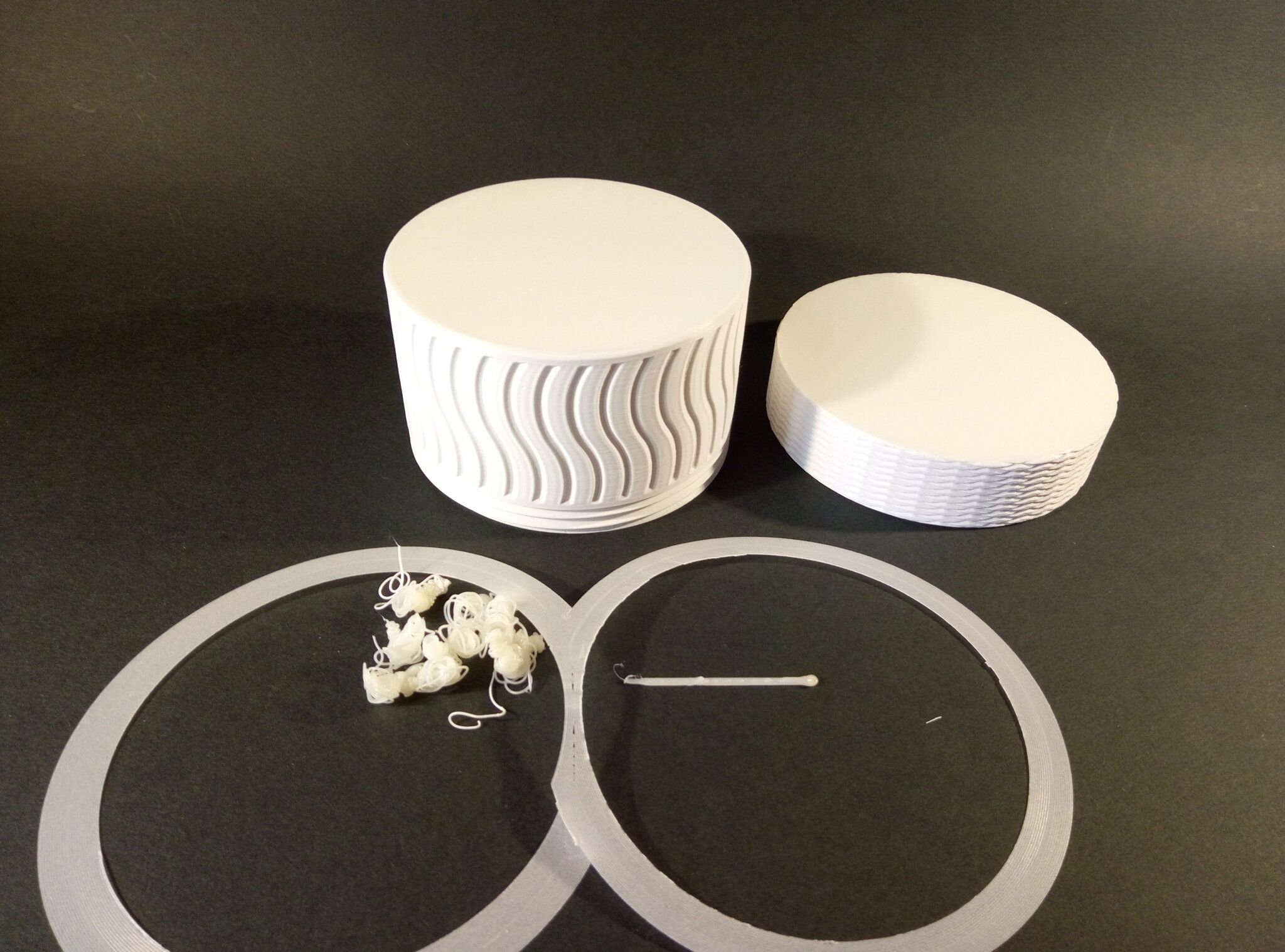
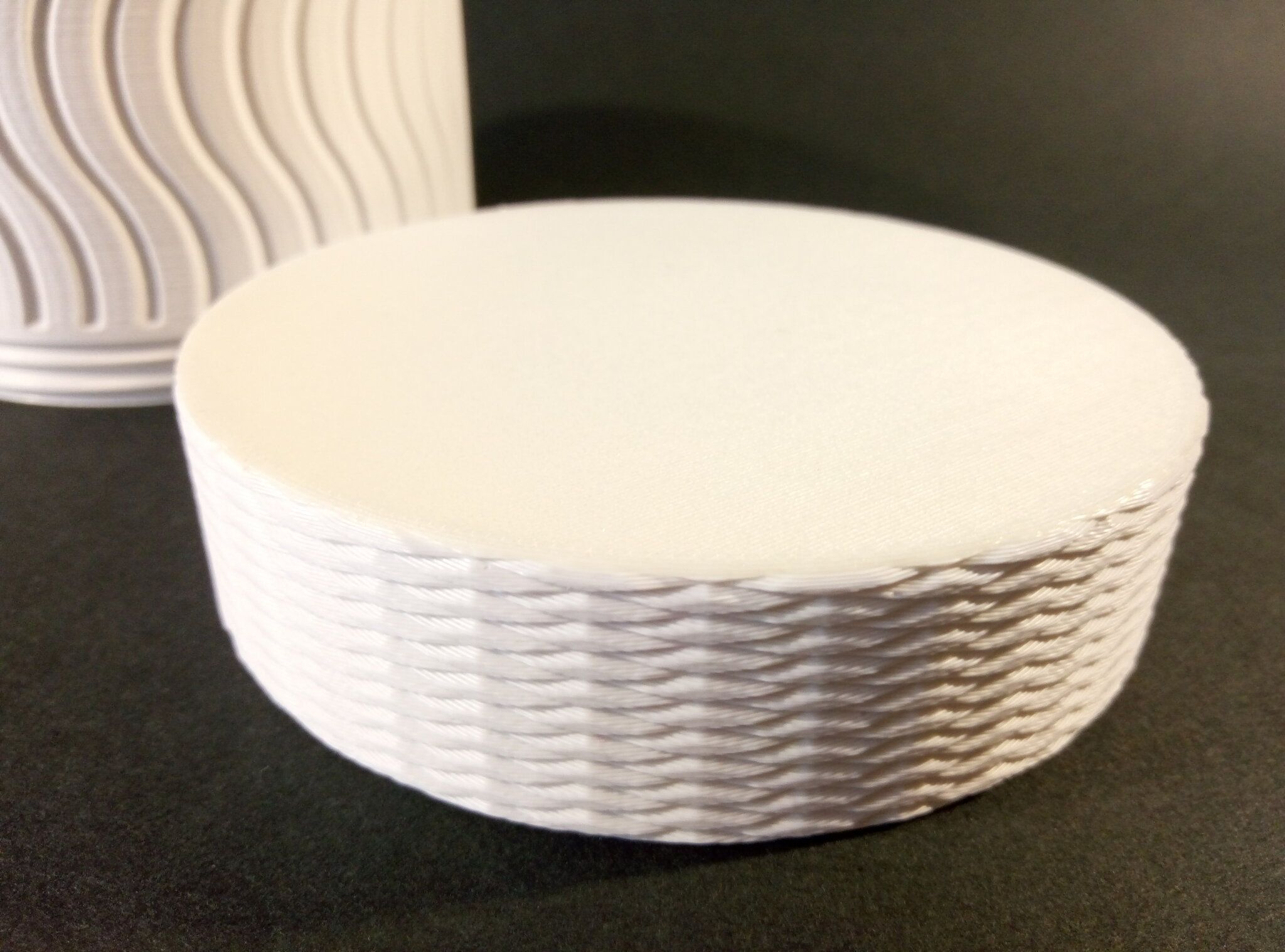
Autres impressions - ABS Je n'ai pas vraiment l'habitude d'imprimer de l'ABS. Mais je sais d'expérience que c'est un matériau bien moins facile à imprimer que le PLA. Il me semble que généralement l'ABS requiert un plateau parfaitement dégraissé car a une forte tendance à se décoller du plateau, Il faut un plateau bien chaud et une large bordure ("brim") d'impression. et préfère une enceinte chauffée pour ne pas gauchir (se déformer) et/ou avoir des délaminations des couches (les couches imprimées se séparent les unes des autres) lors de l'impression ou lors du refroidissement de ce matériau (préférer laisser l'impression refroidir lentement encore sur le plateau de l'imprimante après fin de son impression). Et il dégage une relativement forte odeur quand on l'imprime. (Être dans un espace bien ventilé et/ou avec un système de filtration de l'air et/ou avec un système d'extraction de l'air vers l'extérieur) J'ai donc préféré pour mes essais, me faire une sorte de surcaisson d'isolation thermique pour recouvrir le "capot thermique" plastique d'origine, pour tenter de gagner quelques degrés dans l'enceinte de l'imprimante lors de l'impression car sur la Centauri Carbon 2, l'enceinte n'a pas de système de chauffage dédié et c'est la chaleur diffusée par le plateau et la tête d'impression lors de l'impression qui chauffe indirectement l'enceinte. Si vous prenez le temps de préchauffer l'imprimante (buse et plateau), notez que la température cible de la buse se remet à 0 au bout de ~10 min (si imprimante inactive) avant de faire une impression en ABS. Vérifier de bien avoir sélectionné "maintenir la température" sur l'écran de contrôle de l'imprimante (cela ferme les clapets qui donnent sur le ventilateur d'extraction). Je n'ai pas trouvé comment faire l'équivalent de "maintenir la température" depuis l'onglet "Device" sous Elegoo Slicer v1.3.2.9 ( Firmware 01.03.01.89) Pour l'ensemble des impressions ABS suivantes, j'ai utilisé le profil filament "Elegoo ABS @ECC2" modifié (buse 270°C, plateau 110°C au lieu de 90°C, MVS 18 mm³/s, Flow 0.98 %) Filaments utilisés : ABS White Velleman, ABS Natural Velleman. Happy Octopus Pen Holder - Kumy https://www.nexprint.com/en/models/G2140368 Filament utilisé : ABS White Velleman Même fichier d'impression Filament utilisé : ABS Natural Velleman Zen Turtle Tray - Kumy https://www.nexprint.com/en/models/G8779612 Filament utilisé : ABS White Velleman Même fichier d'impression Filament utilisé : ABS Natural Velleman Ripple Isle – Wave-Textured Desktop Organizer - Yuki&Nan https://www.nexprint.com/en/models/C0328495 avant tranchage, modification de l'échelle, uniforme, pour obtenir un objet ayant une hauteur Z = 250 mm Filament utilisé : ABS Natural Velleman Vidéo du timelapse : sylo • container - h3liØ https://www.nexprint.com/en/models/G2102568 Mais avant de découper, sous le trancheur ElegooSlicer (v1.3..2.9), j'ai mis sur le même plateau le corps de la boite la moins haute avec un couvercle ( chaque élément est seul sur un plateau dans le fichier .3mf fourni par l'auteur) On peut remarquer quelques petits défauts d'impression du filetage du couvercle (avoir imprimé le corps et le couvercle de la boîte en même temps sur le même plateau et donc avoir pour chaque couche des déplacements entre le corps et le couvercle sont probablement la raison de ses petites imperfections d'impression du filetage du couvercle) Ici, j'ai utilisé la fin de ma bobine d'ABS Natural Velleman avec en "auto-refill" ( initialement paramétré avec la même couleur sur l'onglet "CANVAS" de la machine pour que l'"auto-refill" fonctionne sans intervention) une bobine d'ABS White Velleman. La fonction "auto-refill" a bien fonctionné sans avoir besoin de mon intervention. La quantité de filament restant sur la fin de la bobine d'ABS Natural Velleman n'a permis d'imprimer que quelques-unes des premières couches de cette impression. (Comme les couleurs de filaments utilisés sont relativement proches, cela ne se voit pas vraiment sur les photos, sauf quand on regarde à l'œil et avec une lumière adaptée les faces imprimées en contact avec le plateau.) Malgré les petits défauts d'impression du filetage du couvercle, le couvercle se visse et se dévisse bien du corps de la boîte. Pour l'ensemble de ses impressions en ABS On peut noter que grâce au surcaisson d'isolation thermique fait "à l'arrache" avec les mousses de transport, placé sur le "capot thermique" d'origine, dans mon environnement d'impression à ~17°C, buse 270°C, plateau 110°C, l'enceinte arrive à atteindre les ~57°C.



















































 7 points
7 points -
J'ai gravé quelques bricoles très facilement sur du PMMA légèrement teinté, le résultat est très propre (normal sur cette matière). j'ai fait la même chose sur du PC, le résultat est aussi propre. Je vais faire des tests sur du PC noir, ABS noir, PP blanc, bleu, noir et d'autres matières en cherchant dans mes stocks. Sur le PMMA, Largeur de la gravure 100 mm environ (il y a des reflets car pris rapidement d'une main avec l'iphone dans l'autre avec une lampe au dessus (nul le photographe). .
 7 points
7 points -
Je n'ai pas eu la patience d'attendre le retour Isidon. C'est bien le laser XTOOL F2 Ultre U.V. Sur l'emballage, il est bien inscrit 69 Kg. Je ne l'ai pas pesé, mais comme je l'ai déballé et installé seul à bientôt 68 ans et que je ne suis pas le fils de Batman, Hulk, Superman ou tout autre super-héros. On doit être nettement en dessous des 69 Kg. Une partie de la famille est maintenant réunie sur le bureau dédié. Essais sur du PMMA transparent légèrement teinté, le résultat est superbe dès le premier test. Autres points positifs, aucune fumée ni odeur pour du plastique, c'est génial. Le couvercle vertical est plus qualitatif que son cousin le F1. Quel bonheur d'avoir un seul logiciel pour piloter tous ces lasers Point négatif : il est très bruyant, surtout que je suis assis juste à côté sur le second bureau (mesuré 68 db), c'est principalement l'aspiration, pour les prochains essais, je baisserai la puissance de l'aspiration. Il faut faire un support pour incliner le petit pupitre, car à plat sur une table, on ne voit rien (comme le F1 Ultra). PS: j'avais mis un indice, si vous regardez sous mon avatar, j'avais déjà inscrit la ref. du nouveau laser.
 7 points
7 points -
bonjour, je viens d'entrer dans ma 80eme année depuis le 26 frévrier., je passe encore beaucoup de temps (un peu trop peu être) mais que faire quand la terre devient de plus en plus basse dans le jardin? La découverte de l'impression 3D m'a permis d'apprendre un peu plus chaque jour grâce aux contributeurs du forum et des créateurs des tutoriels en vidéo que je consulte réguliérement. Mes enfants et petits enfants sont continuellement sur leurs écrans et réseaux sociaux (C'est leur monde). La 3D ou Hobby manuel ne les instresse pas. C'est plus facile de recevoir.7 points
-
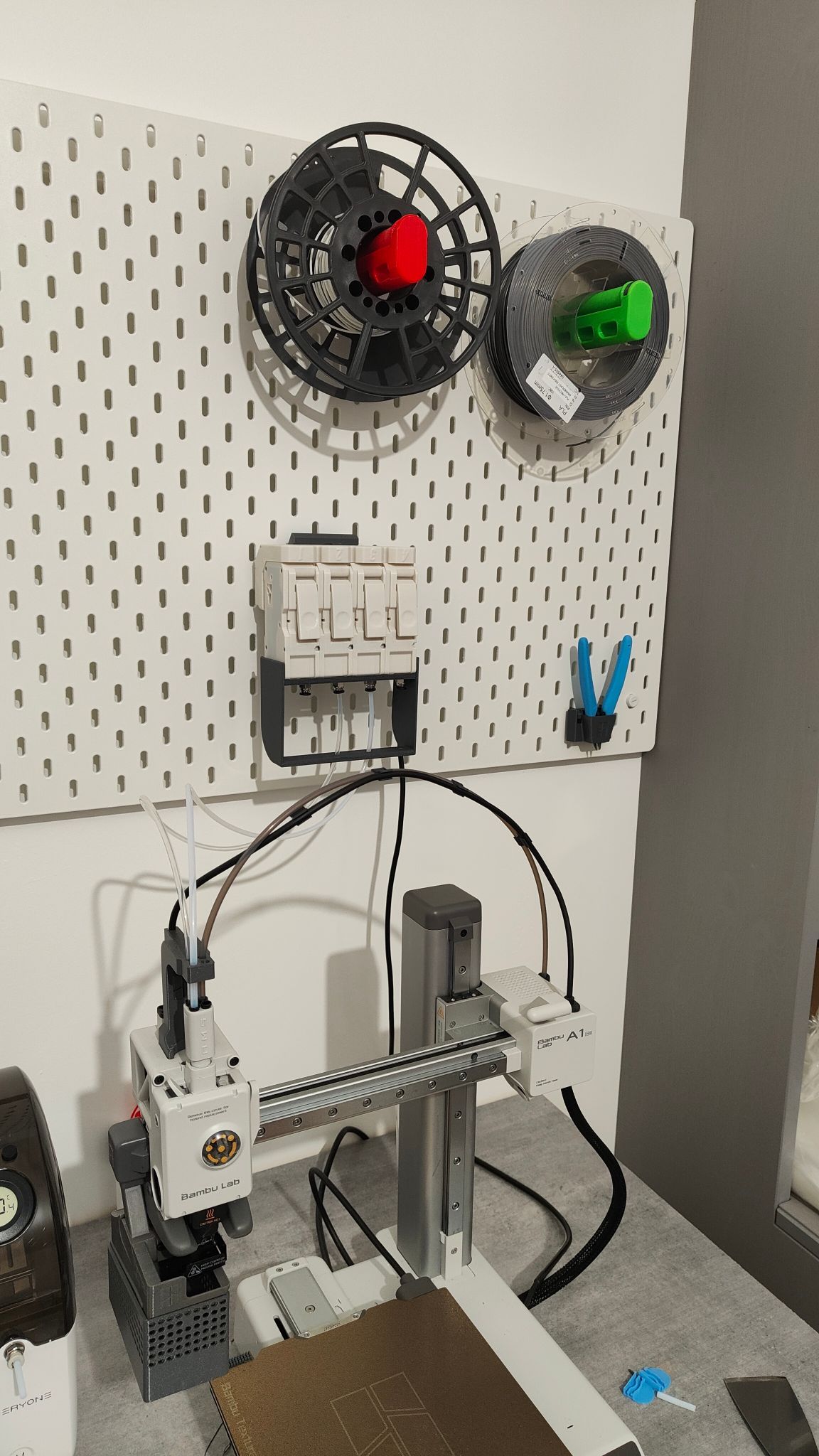
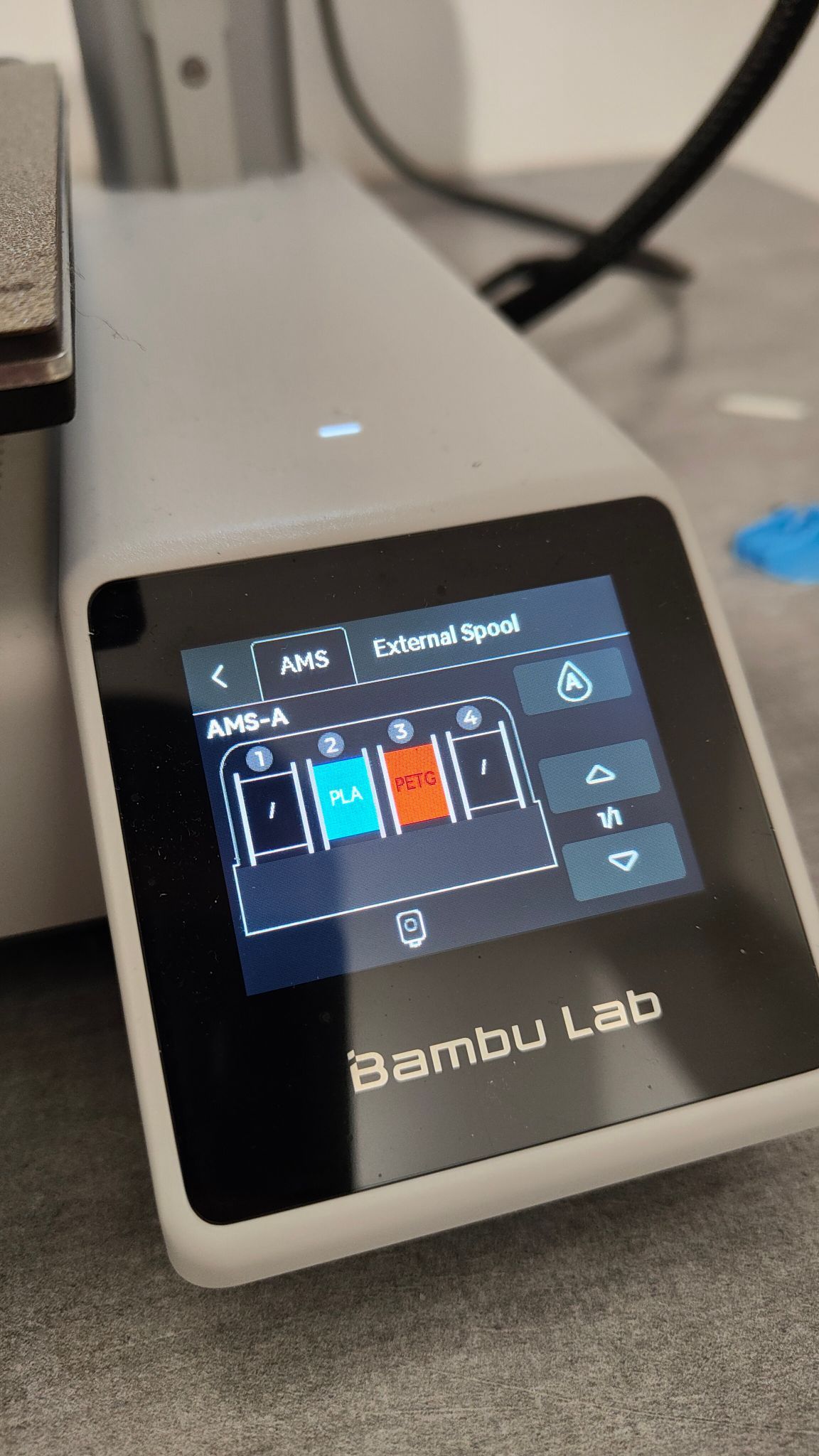
Bonjour à tous, ça fait un petit moment qu'existe le BMCU, un AMS Open source mais quand je m'y était intéressé il était difficilement disponible. Je m'y suis re-intéressé dernièrement, largement disponible sur nos sites de vente chinois préférés entre 70 et 80€ monté. C'est un peu moins cher en kit et il existe quelques variantes. Il agit comme un AMS-Lite mais sans support de filament. On trouve 2 milliards de possibilités d'intégration, de supports, de configurations à la faux AMS-lite etc. C'est compact, j'aime bien son look et après mes quelques tests ça marche très bien. Je ne compte pas imprimer des pièces multicouleurs complexes, mais rien que pour charger/décharger du filament c'est impeccable. On met son/ses filament(s )dans ma machine, on choisi sa ou ses couleurs et on ne touche plus à rien. Fini de devoir attendre la couche X devant la machine pour changer de couleurs, de pousser le filament etc.. Bref rien que pour ça ça vaut le coup mais sinon ça fait tout ce que fait l'AMS lite. Fonctionne avec le dernier firmware à ce jour (1.07.02), Points négatifs: -L'assistant donne un message d'erreur et la led respire en permanence, mais le message n'est pas intrusif et il n'y a aucun impact sur le fonctionnement. -Il ne faut pas laisser de filament engagé quand on éteint l'imprimante, sinon il faut le décharger au redémarrage. -annoncé comme ayant du mal à détecter les filaments translucides. -Avec ma version j'ai dû sélectionner AMS 2 dans les paramètres de l'imprimante, avec AMS-Lite sélectionné ça se déconnecte-reconnecte sans arrêt mais je ne trouve que peu de cas identiques. Pourtant le firmware du BCMU date de plusieurs mois et avec le firmware 1.05.00 de l'imprimante mon BCMU n'était pas reconnu. Pas vraiment un point négatif en fait, sauf quand on a eût du mal à trouver la solution. Mon installation provisoire, tête en bas:.


 7 points
7 points -
Il n'y a pas de meilleur cadeaux que la reconnaissance du travail et des efforts accomplis... Après un retour appréciable de Bambu Lab sur mon chassis ST-1, c'est au tour de Makera...
 7 points
7 points -
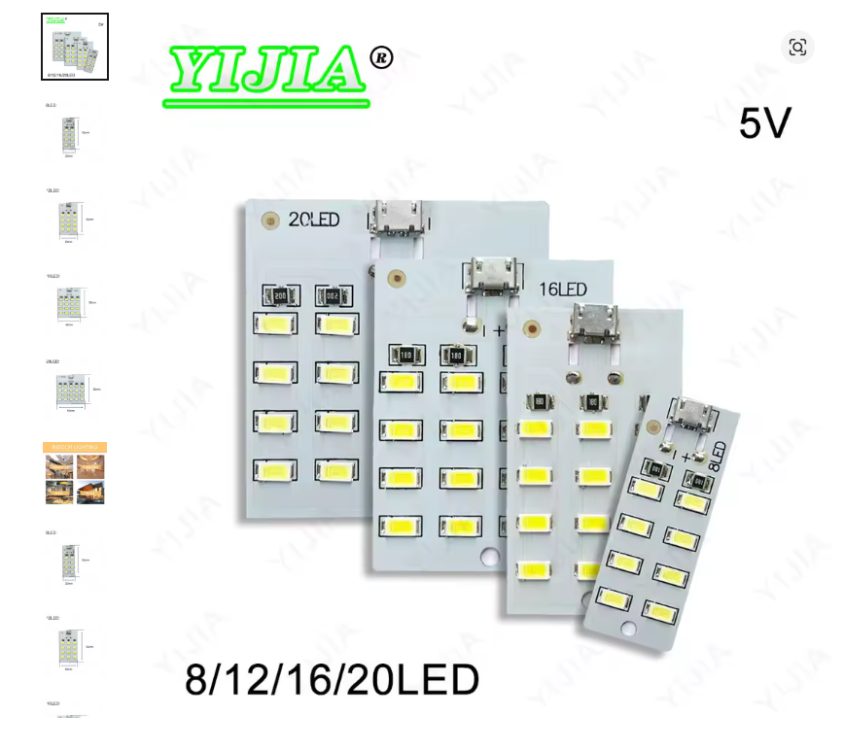
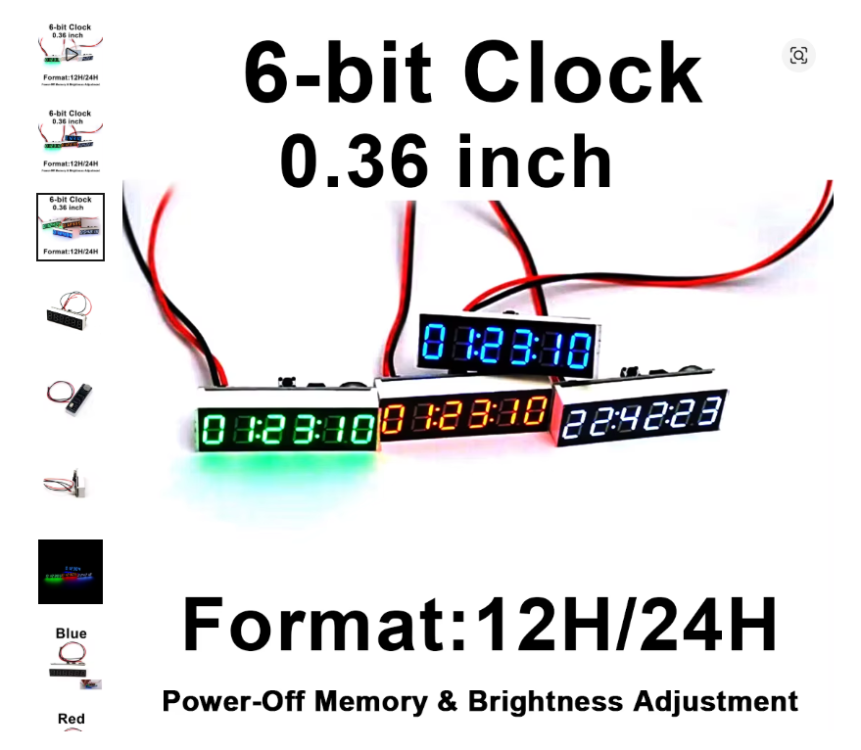
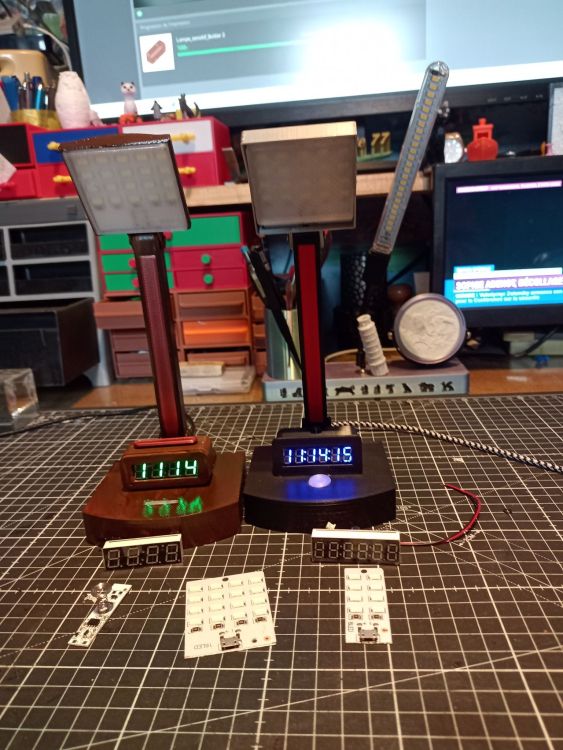
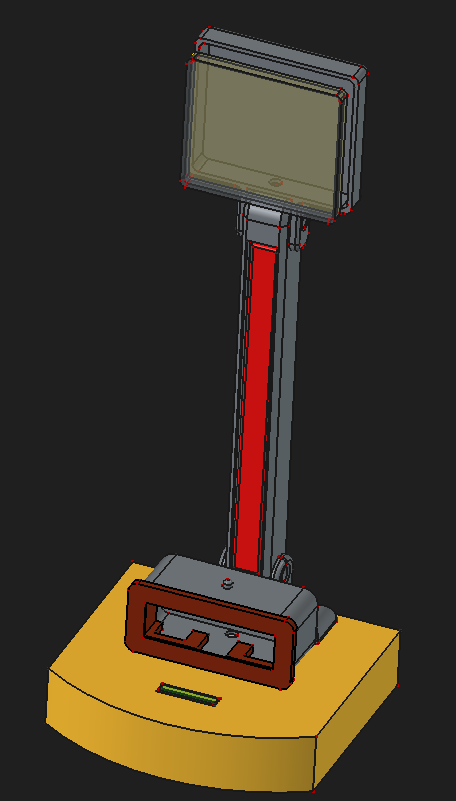
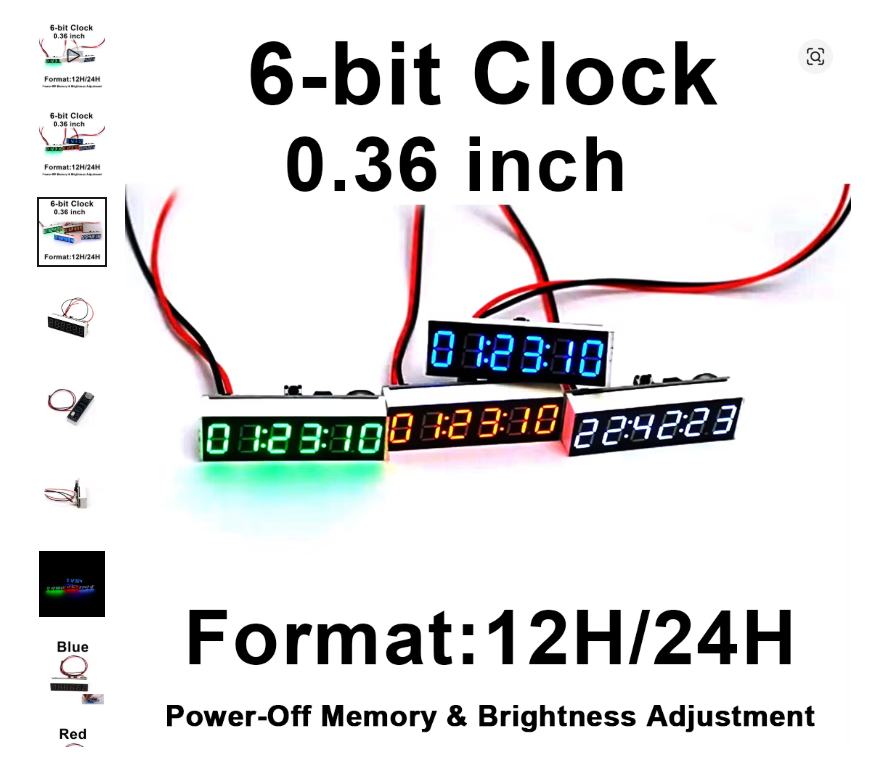
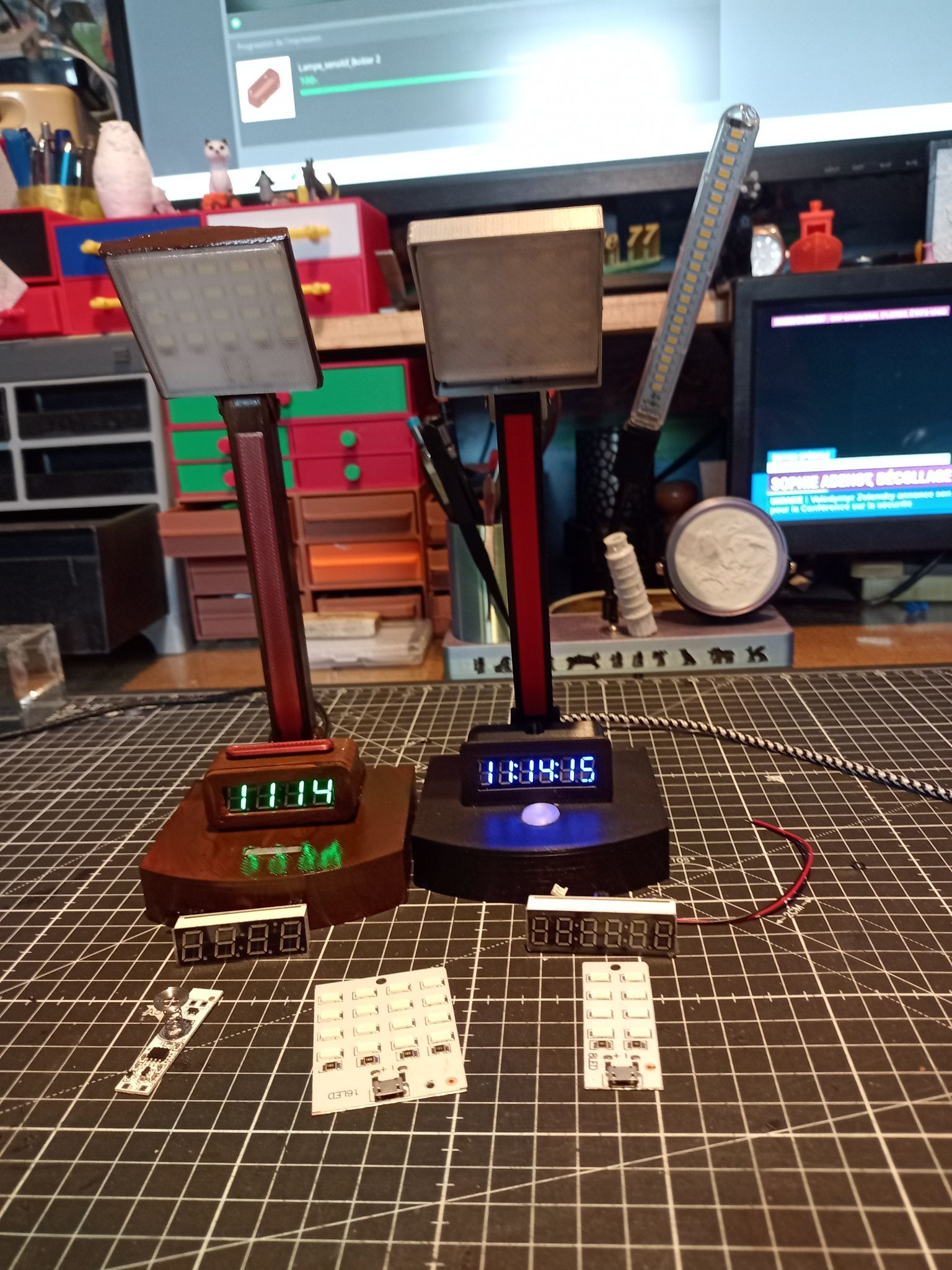
Bonjour, Sur la proposition de mon arriere petit fils de lui creer une lampe led qui lui donne l'heure, l'ai trouvé des petits modules pour la creation de son projet. Je mets les fichiers freeCad en partage pour donner des idées aux debutants de freeCad. les liens pour les modules pour d'autre idées. LED SMD 5730 5V blanc 6000K Micro USB > https://fr.aliexpress.com/item/1005007210229402.html Capteur tactile capacitif 3.7V-24V DC, interrupteur à ressort hélicoïdal > https://fr.aliexpress.com/item/1005010249343316.html TZT 1/2/5 pièces 3 en 1 LED RX8025T horloge numérique > https://fr.aliexpress.com/item/1005009159560260.html Horloge électronique numérique LED à 6 chiffres, 0.36 pouces > https://fr.aliexpress.com/item/1005010173412478.html Coque_lampe_led._55X55.zip Boitier_Afficheur.zip Boitier-Raccordement_lampe_sensitif (2).zip


 7 points
7 points -
J'essaye de visualiser la scène mais je n'y arrive pas7 points
-
Pour Noël, j’ai été trop gâté, le père Noël m’a apporté deux beaux cadeaux identiques. Je ne souhaite pas garder les deux car je n’ai pas la place dans l’atelier, donc je veux en revendre un à un prix très raisonnable. Une Bambu Lab H2C non déballée à vendre 400€. A ce prix, très avantageux, il y a une petite condition moins sympathique. Je vous laisse ma belle-mère quatre semaines chez vous. Ce n’est pas Tatie Danielle, mais une de ses cousines. Si vous ne résistez pas les quatre semaines, vous devez me rendre la belle-mère et la BBL. Si elle vous agace au point de mettre fin à ces jours, certes, vous aurez des problèmes avec la justice, mais vous gardez la BBL et je vous envoie un bonus gratuit de vingt bobines de filaments BBL. Nous sommes dans BlaBla, la partie blague du forum7 points
-
Fait pour un copain... Le rêve de tous zicos... La finesse des détails en buse de 0,2mm est bluffante, la tête d'ampli fait 10cm de large... C'est là : https://makerworld.com/fr/models/1670256-marshall-double-stack#profileId-1768228


 7 points
7 points -
Bonne année à tous ! Petite fournée du matin...
 7 points
7 points -
Dans le même genre j'ai fait un pélican ! Pelican ASS.pdf

 7 points
7 points -
bonsoir, voici une pendule que j'ai modélisée et imprimée pour un ami motard et surtout Ducati cadeau surprise pour Noël
 7 points
7 points -
Salut, Suite à un spam posté hier sur le forum détecté par @PPAC, je tenais à faire un petit rappel de sécurité car j'ai trouvé plusieurs faux sites en cherchant Orca Slicer sur Google (parfois même marqués "Sponsorisés" tout en haut des résultats). Ces sites pratiquent le "typosquatting" en immiitant le nom officiel pour tromper les utilisateurs et distribuer des versions qui peuvent être modifiées et vérolées (malwares, adwares, etc.). Voici un récapitulatif pour ne pas vous faire avoir : LES SITES À FUIR (ARNAQUES) : orca-slicer.com (Notez le tiret ajouté) Très dangereux, connu pour distribuer des malwares te bloqué par certains navigateurs et/ou extensions de navigateur. orcasslicer.com (Notez les deux "s") Faux site également. LES SEULES SOURCES FIABLES : Le site vitrine officiel : orcaslicer.com Le lien direct (et le plus sûr) reste le GitHub du projet : github.com/SoftFever/OrcaSlicer/releases Si vous avez téléchargé l'installateur ailleurs que sur le site officiel ou le GitHub de SoftFever, je vous conseille vivement de scanner votre PC et de réinstaller la version propre. Soyez vigilants et bons prints à tous !
 7 points
7 points -
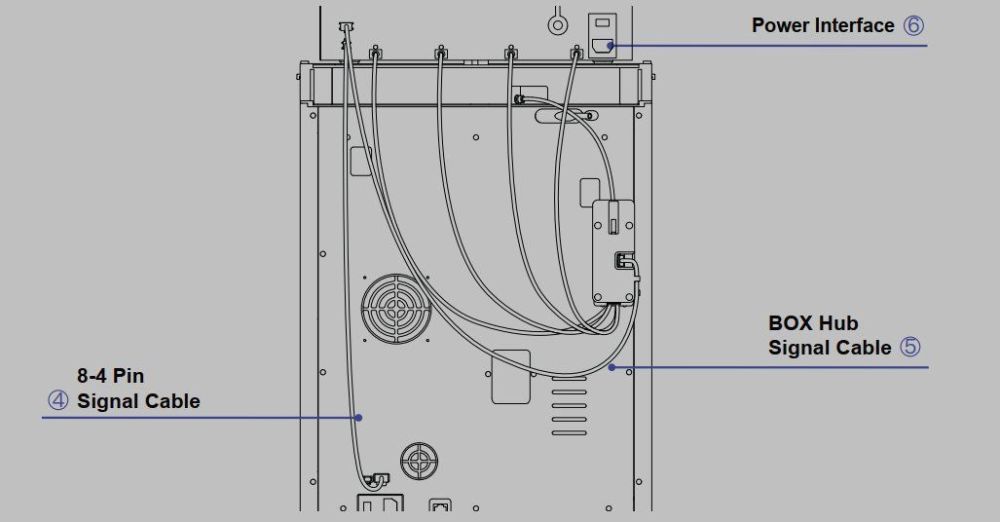
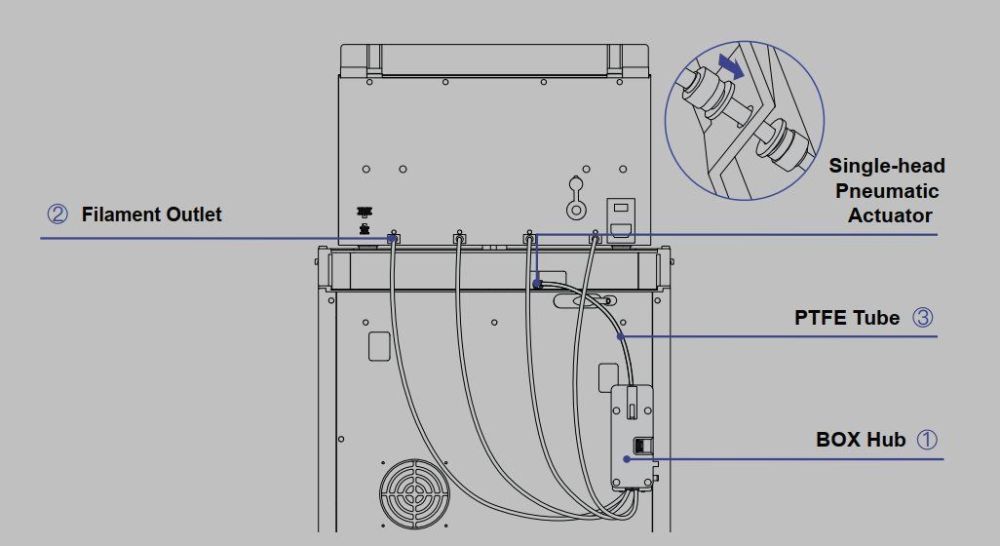
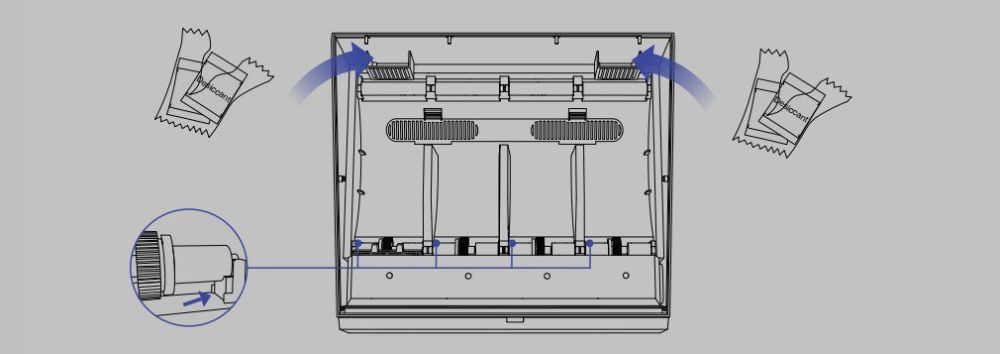
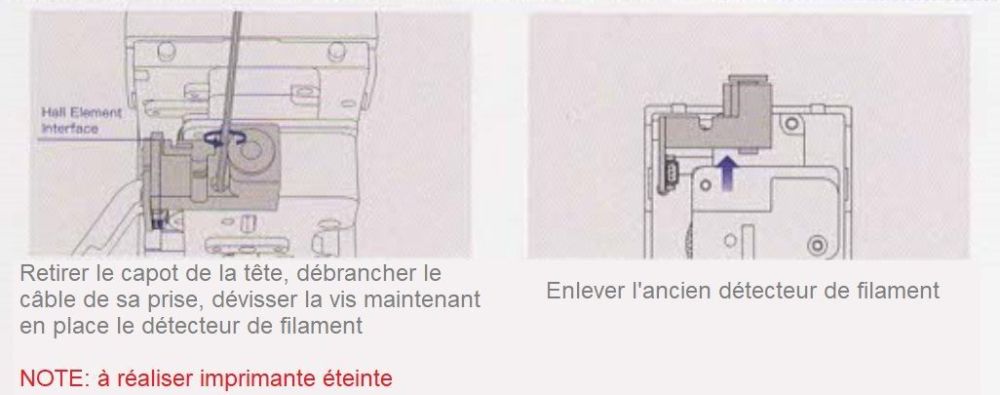
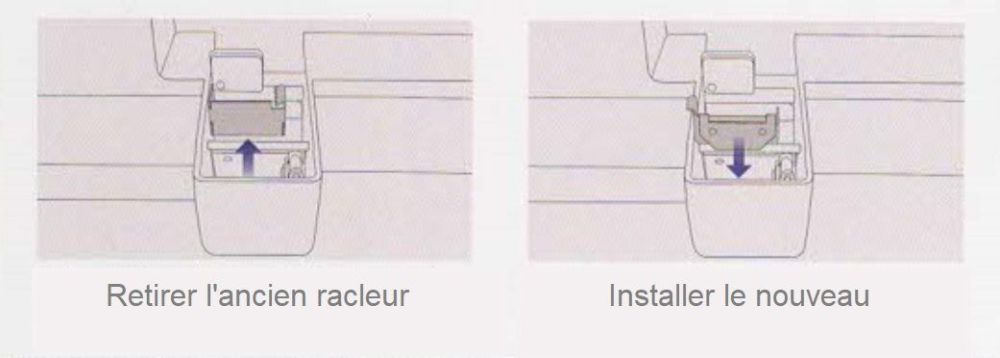
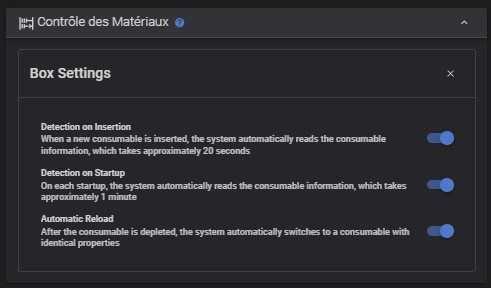
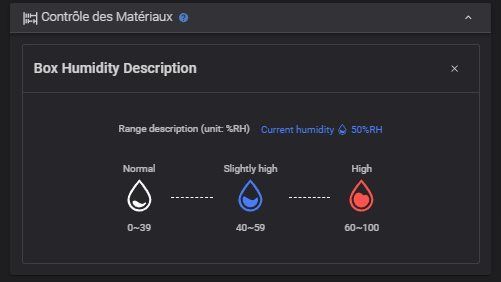
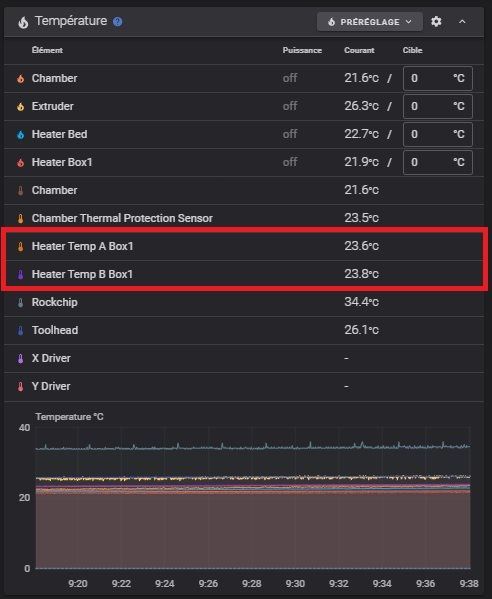
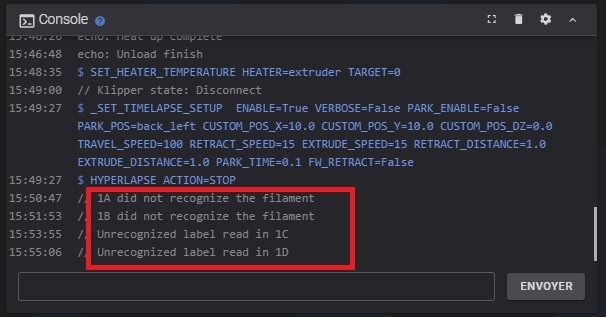
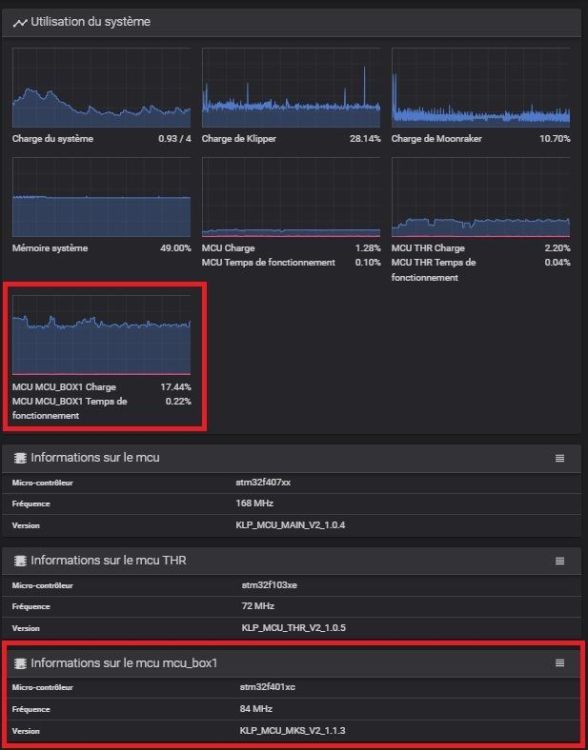
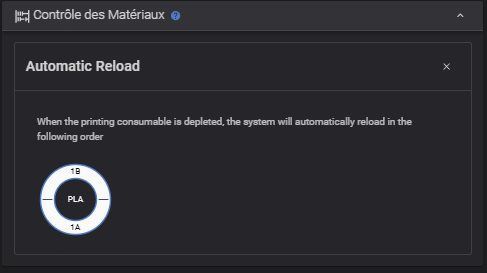
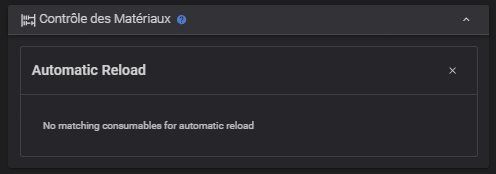
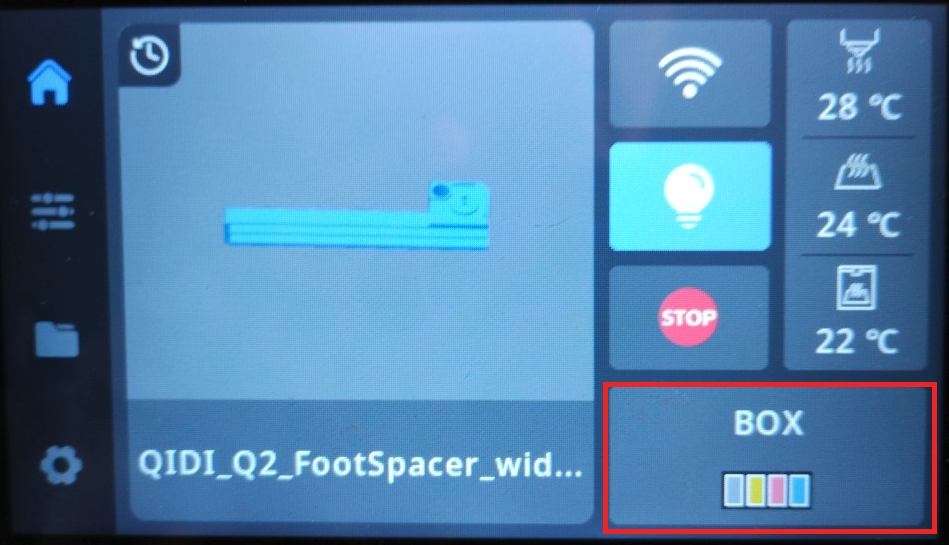
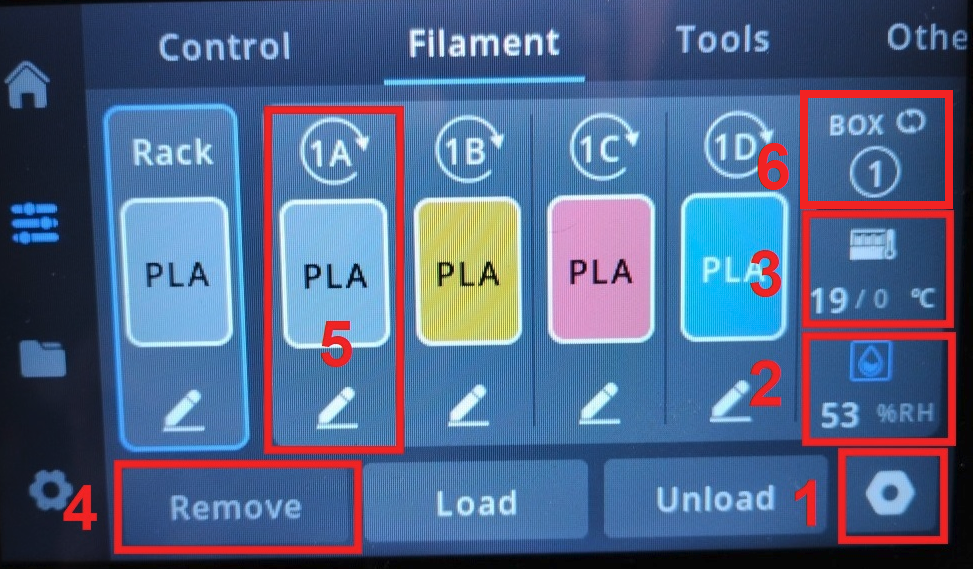
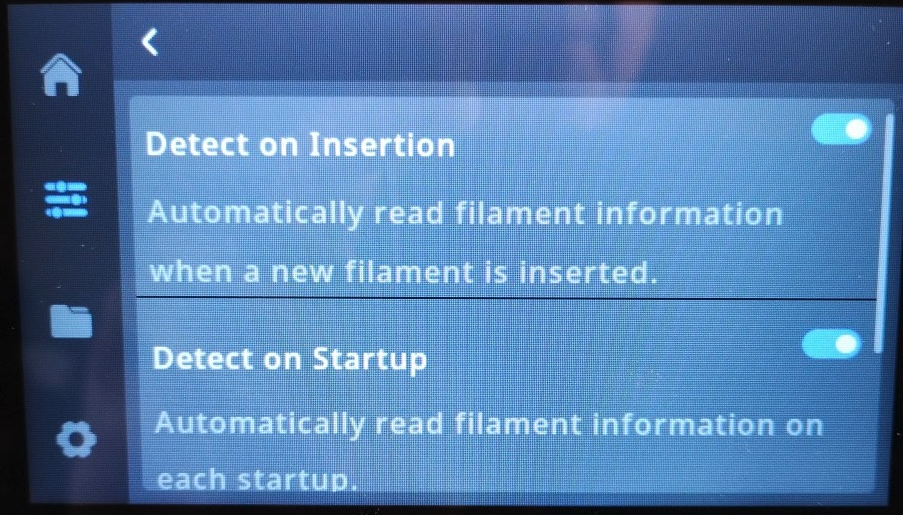
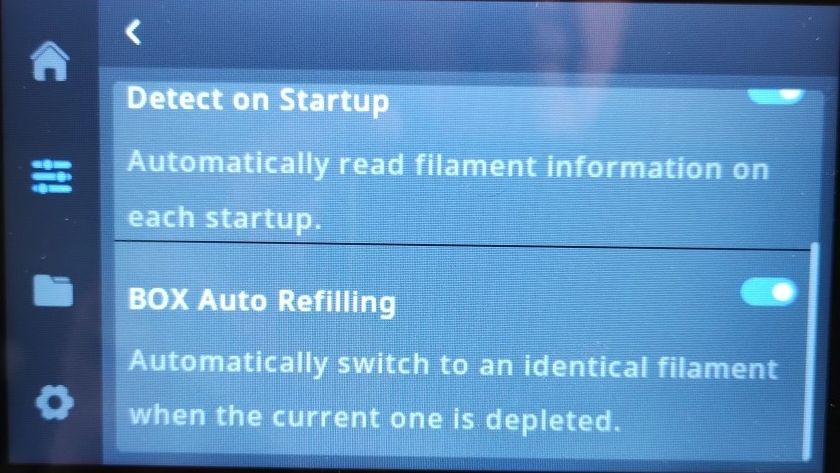
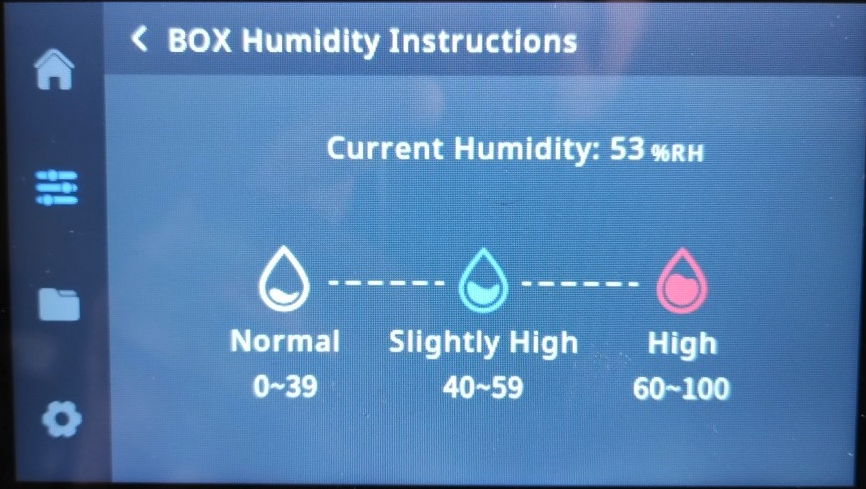
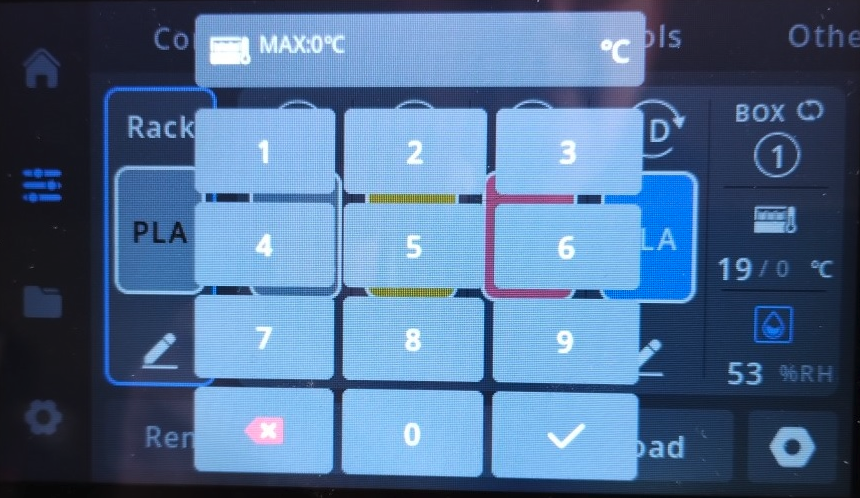
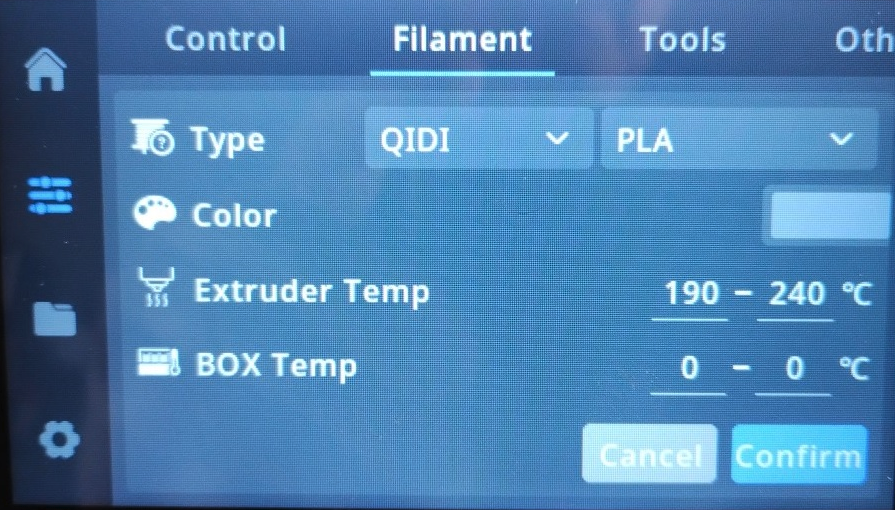
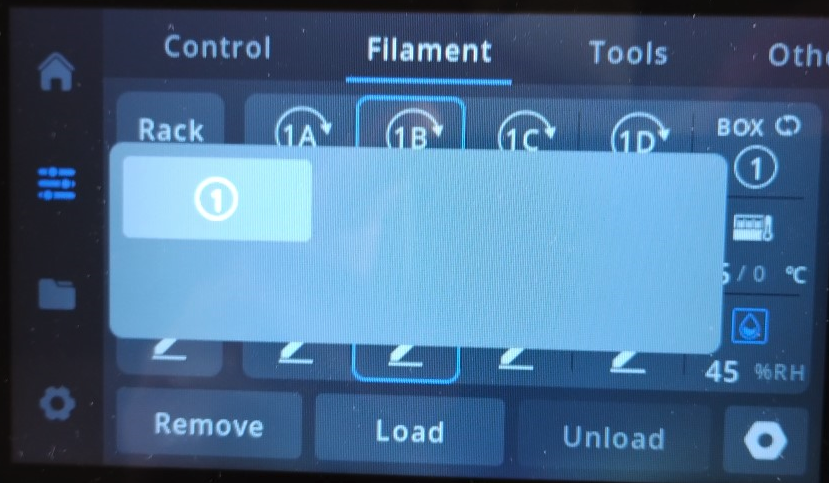
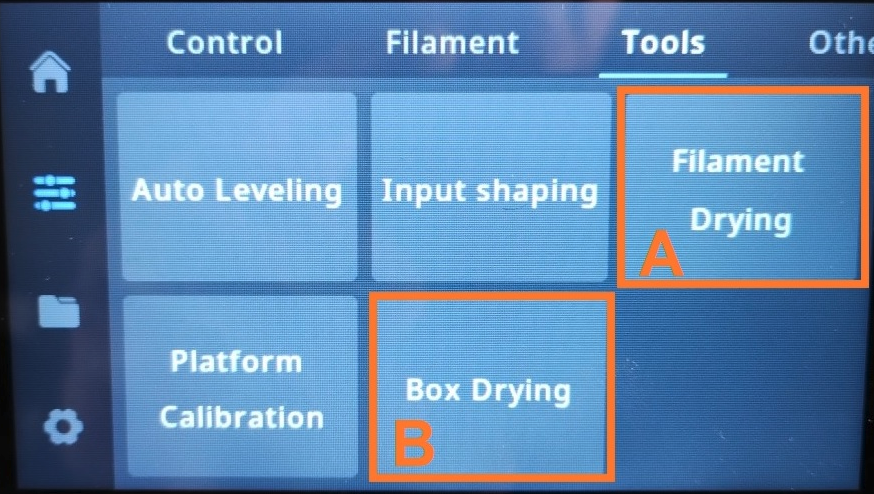
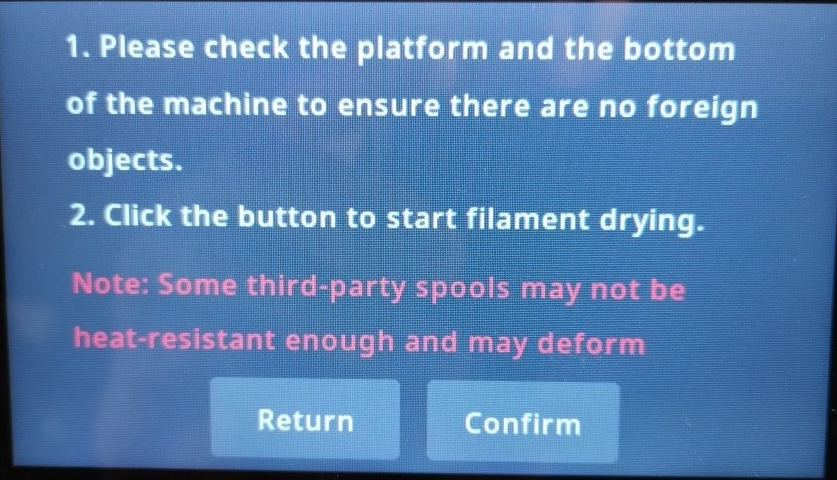
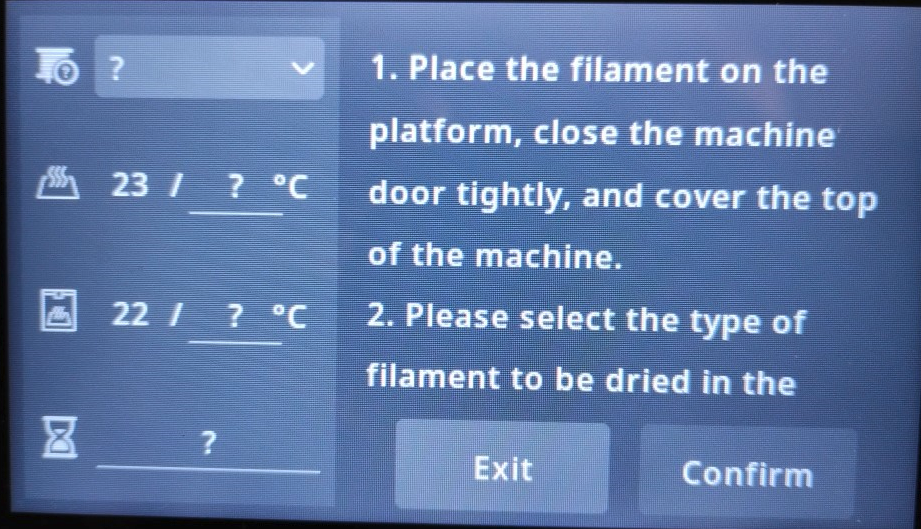
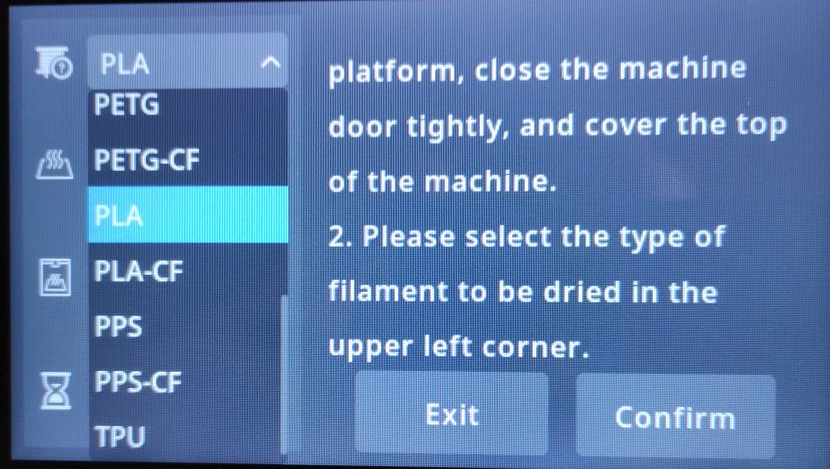
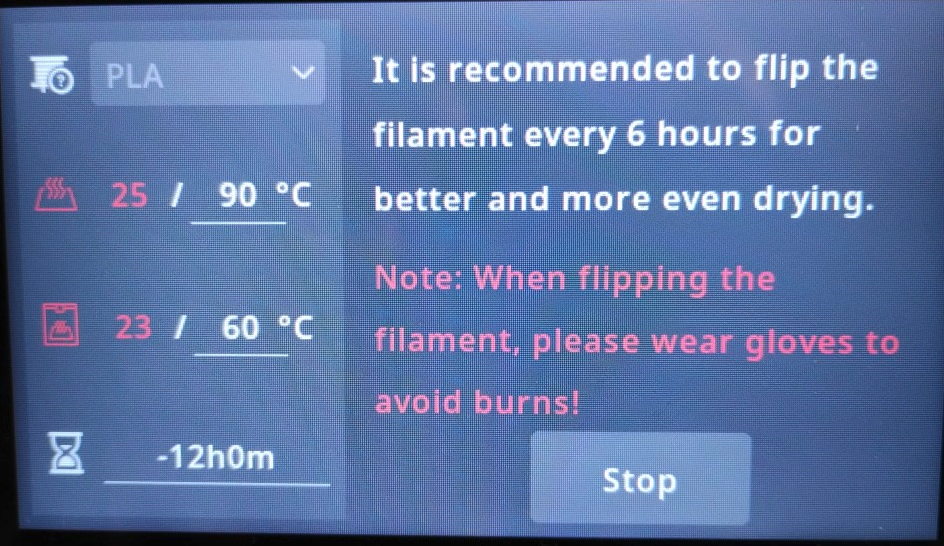
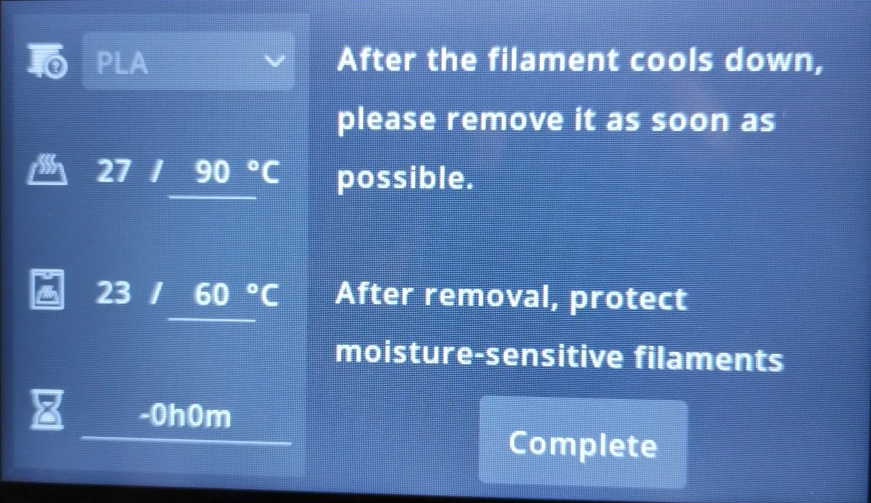
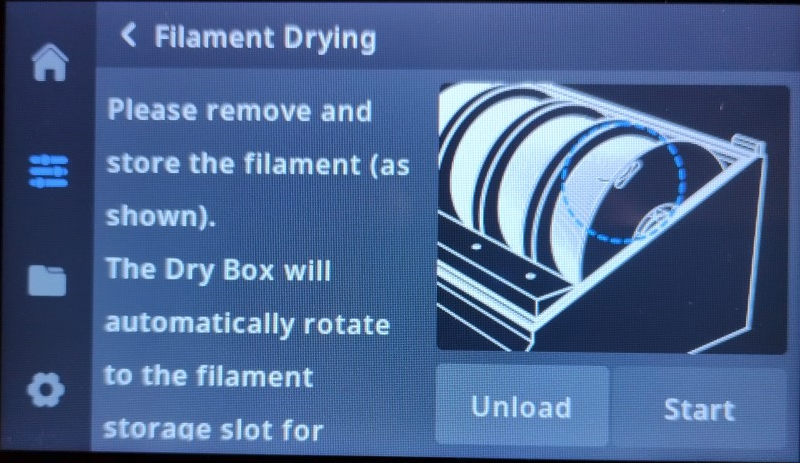
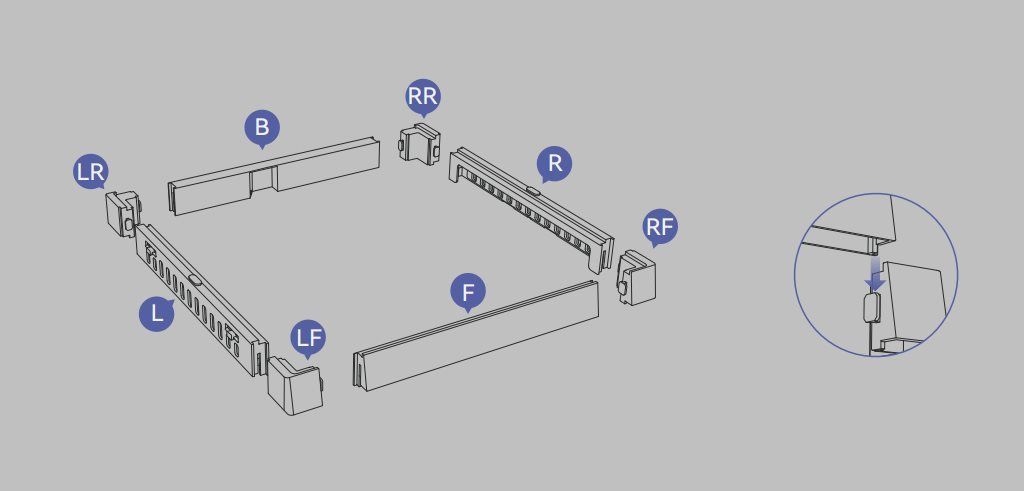
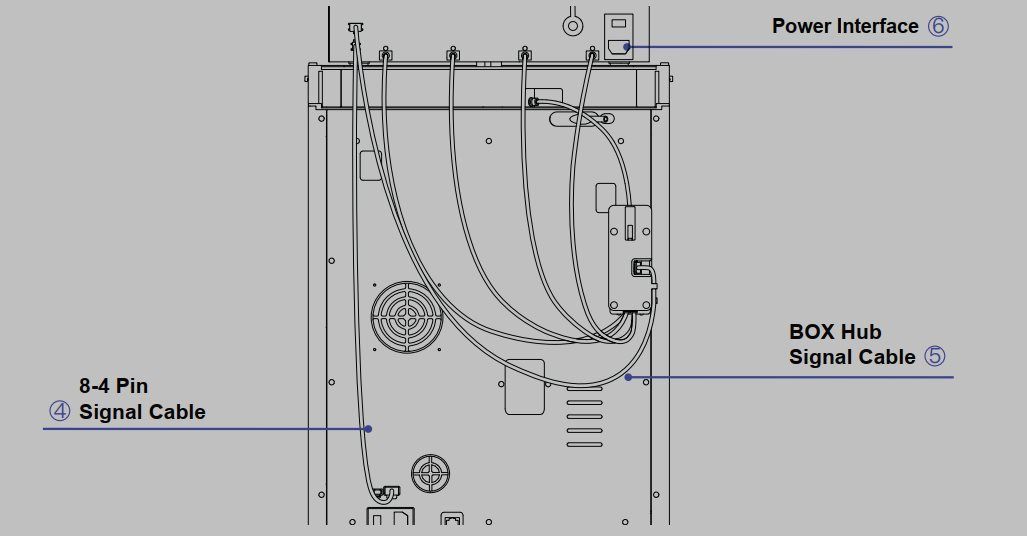
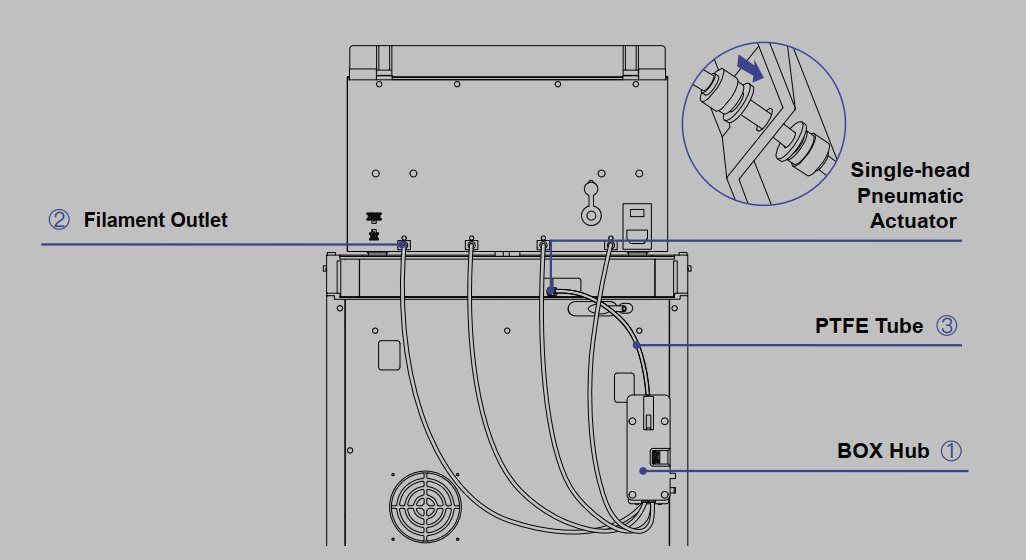
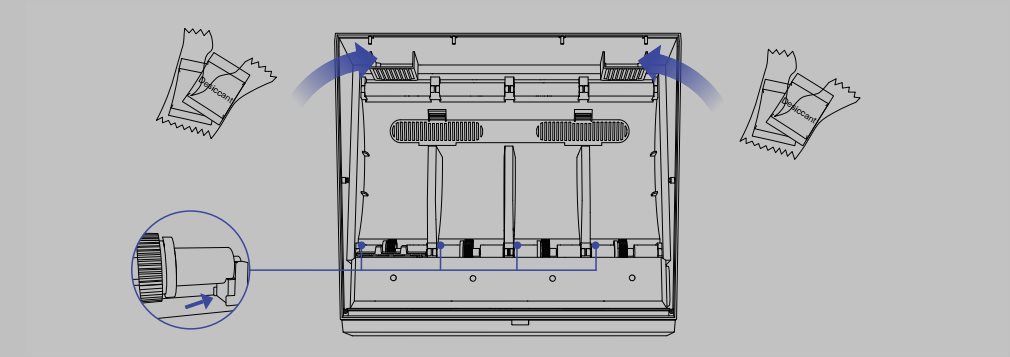
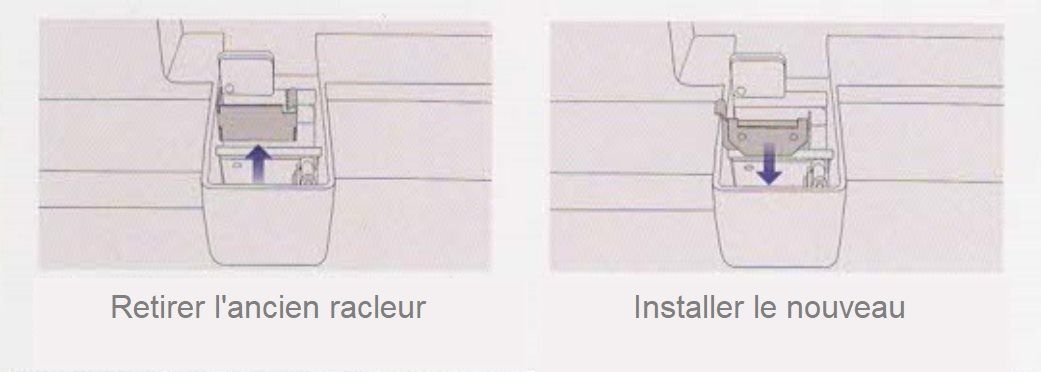
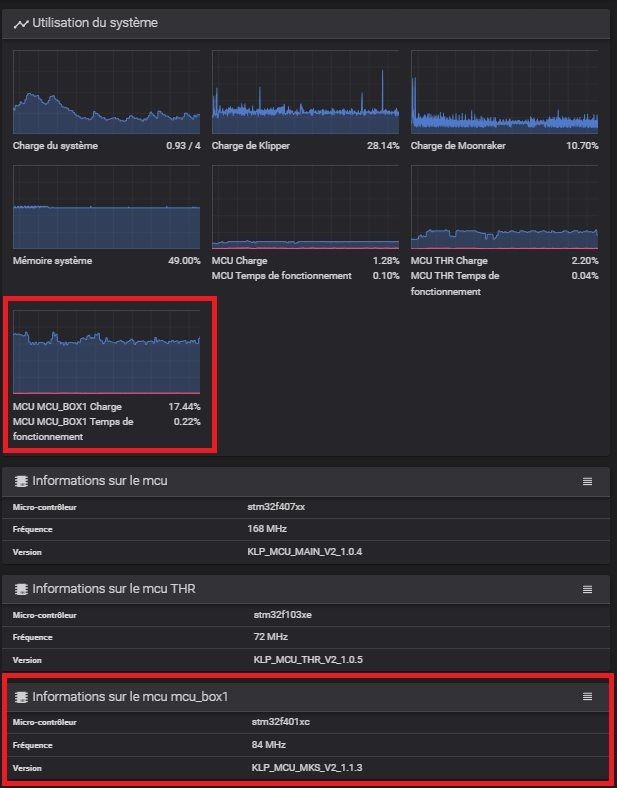
INSTALLATION DE LA QIDI BOX L'assemblage des éléments constituant la réhausse (riser) est décrit dans le manuel et au début de la vidéo (gif extrait de la vidéo de Qidi) : Il y a deux modifications à apporter à l'imprimante. Une feuille annexe décrit la procédure ( Q2-accessoires.pdf) 1- Retirer le racleur de filament et le remplacer par le nouveau fourni dans un des sachets : 2- Remplacer le détecteur de filament par celui livré : Reste à retirer l'ancien tube PTFE et à le remplacer par le nouveau fourni. Pourquoi ce remplacement ? Le coupleur de tubes PTFE originel provoque des blocages du filament lors de changements. Le nouveau tube PTFE, lui, est d'un seul tenant pour relier le coupleur (hub) à la tête : Ces modifications matérielles faites, on positionne la réhausse sur le haut de la Q2, puis on installe le nouveau PTFE (attention lors de l'insertion à ne pas plier le PTFE de 3 mm de diamètre interne (parois de 0,5 mm)‘ : La vitre est remise en place, la Qidi box est placée au-dessus de celle-ci. Les dernières étapes consistent à installer le répartiteur (hub) de tubes PTFE, puis à connecter les quatre tubes PTFE du hub à la Qidi box : Maintenant reste à brancher les câbles de connexion (un du hub vers la QidiBox, l'autre de la QidiBox à la Q2), ensuite le cordon d'alimentation secteur : Avant d'alimenter la QidiBox en filaments, placer les sachets de dessicant (toujours pas trouvés dans le colis ) dans les compartiments internes et mettre les «amortisseurs» des rouleaux d'entrainement (j'ai eu bien du mal à réaliser cette manipulation (mauvaise vue, doigts trop gros, … )) : L'interrupteur marche / arrêt est basculé en position, son voyant rouge signale que le courant passe. Les LEDs (blanches) dans le boitier s'illuminent. Le système détecte qu'une Qbox est installée, Klipper redémarre pour la prendre en compte (le firmware doit avoir été mis à jour en version 1.0.9 pour que les fichiers de configuration aient été ajoutés). L'écran tactile se réactualise ainsi que l'interface Web (Fluidd). L'insertion d'une bobine de filament est simple. Introduire le filament non coupé en biseau dans l'orifice métallique. Un dispositif détecte l'introduction et met en marche le moteur d'entrainement. Le filament va jusqu'au hub où il est détecté. Le moteur rembobine un peu le filament (≃ 5 cm), puis celui-ci est à nouveau renvoyé au hub. Le moteur rembobine alors le filament une vingtaine de centimètres avant le hub en attente d'utilisation. À noter : l'entrainement du filament est très sonore à cause (grâce ?) aux roues libres des moyeux d'entrainement moteur (système anti-retour). L'accès au paramétrage du boitier multifilaments peut se réaliser soit via l'écran tactile, soit via l'interface Web Fluidd. Écran tactile Quand une QBox est détectée, l'écran principal de la Q2 l'indique par un dessin / bouton en bas à droite : En cliquant sur ce bouton, on accède directement à la fenêtre de paramétrage : (1) permet de configurer le comportement général (faire défiler l'écran pour accéder à toutes les options): Détection à l'insertion : lecture des informations du filament nouvellement inséré (≃ 20 s). L'affichage automatique du type et sa couleur ne fonctionne qu'avec des bobines Qidi munies de tags RFID (je n'en ai pas encore) Détection au démarrage : lecture automatique des bobines présentes dans la QidiBox à chaque allumage de l'imprimante (au moins une minute (plutôt deux)) Rechargement automatique : à l'épuisement d'une bobine, si une identique (même matériau ET même couleur) est présente alors elle est utilisée pour continuer l'impression (2) affiche le taux d'humidité actuel : (3) réglage de la température de chauffe du filament : (4) Boutons permettant d'agir sur une bobine préalablement sélectionnée : [Remove] pour retirer complètement une bobine. On ne peut, une fois du filament inséré dans la Box, le retirer manuellement. Conseil: être à portée de la bobine retirée car le filament n'est pas freiné au moment où il sort de l'orifice => risque d'enchevêtrement de spires. [Load] charge le filament jusqu'à la tête. La buse est chauffée à la température du matériau sélectionné. [Unload] décharge le filament jusqu'à sa position d'attente (≃ 20 cm avant le hub) (5) Sélectionne la voie (A, B, C, D) contenant une bobine de filament : un appui sur le cercle fléché actionne le préchargement. Le filament va au hub, puis recule en position d'attente le crayon permet de modifier les caractéristiques d'un filament : type : fabricant : Qidi / générique), matériau (PLA, PETG, …) couleur températures d'extrusion chauffage du boitier (6) Si plusieurs boitiers multifilaments sont connectés, permet de sélectionner celui sur lequel modifier les paramètres Le séchage du filament en cours d'impression, se paramètre via l'écran ou via le profil de filament dans le trancheur (slicer). Sécheur de bobines Pour sécher des bobines de filament, hors impression, on peut utiliser soit l'imprimante Q2 quand on n'a pas de Qidi Box, soit la Qidi box. Dans les deux ca, cela n'est pas possible de manière autonome, car la Q2 doit être allumée. L'onglet Tools (Outils) permet de gérer cette possibilité : (A) Filament Drying utilise les chauffages de la Q2 (lit + enceinte) pour sécher une bobine. Le plateau chauffant est d'abord abaissé (170 mm). Après confirmation, il faut placer la bobine sur le plateau, fermer porte et capot, puis choisir le type de matériau : Après confirmation, l'écran affiche le conseil de retourner la bobine toutes les six heures. On peut arrêter le séchage à tout moment en utilisant le bouton STOP (B) Box Drying utilise le boitier multifilaments pour sécher les bobines à l'intérieur. Chaque bobine doit être déchargée, car tout le long du séchage, elles vont tourner pour permettre un séchage uniforme La première étape est le choix du matériau, la température de séchage et la durée : En appuyant sur START, l'écran suivant rappelle de décharger les filaments : Fluidd Quand la QidiBox est allumée, les panneaux de l'interface de Fluidd sont complétés : 1- deux températures sont ajoutées (heater temp A box1 et heater temp B box1) : 2- un ventilateur de refroidissement de la carte contrôleur apparait : 3- un panneau Contrôle des Matériaux s'affiche : La vue Système est, elle aussi, complétée pour le MCU en charge de la QidiBox : Fluidd : Contrôle des matériaux Ce panneau permet de gérer les filaments. On peut évidemment, après avoir sélectionné une bobine, préciser le type de matériau et sa couleur : à compléter D'autres boutons permettent de paramétrer le comportement de la Box. Config (3) : Détection à l'insertion : lecture des informations du filament nouvellement inséré (≃ 20 s). L'affichage automatique du type et sa couleur ne fonctionne qu'avec des bobines Qidi munies de tags RFID (je n'en ai pas encore) Détection au démarrage : lecture automatique des bobines présentes dans la QidiBox à chaque allumage de l'imprimante (au moins une minute (plutôt deux)) Rechargement automatique : à l'épuisement d'une bobine, si une identique (même matériau ET même couleur) est présente alors elle est utilisée pour continuer l'impression Auto (1) : Active ou désactive la fonction de rechargement automatique (un message indique si les prérequis sont atteints) Humidité (2) : Comme je n'ai aucune bobine de filament Qidi munie de puce NFC, la console de Fluidd s'en fait écho : Sur les quatre bobines introduites dans le boitier, deux ne possèdent aucune puce ( 1A / 1B did not recognize the filament ), deux possèdent une puce, mais c'est une puce Anycubic ( unrecognized label read in 1C/1D ). Les voies d'alimentation sont nommées xA…xD avec x correspondant au numéro de la QidiBox (quand il y en a plusieurs… jusqu'à quatre au maximum). Encore une fois, c'est tout pour cette fois. La suite bientôt… Probablement un petit examen technique, mais sans démontage approfondi. En attendant, quelques premières impressions multicolores :










 7 points
7 points -
Enfin la première utilisation de cette machine de sérigraphie de Xtool (qui dormait depuis son achat, il y a plus d'un an). La préparation de l'écran de sérigraphie est un jeu d'enfant avec le laser S1, tous les réglages proposés sont nickel, seul détail à ne pas oublier c'est d'inverser l'image, car on grave l'écran par la face en contact avec le tissu (graver n'est pas le bon terme parce qu'on enlève le revêtement de l'écran afin que la teinture passe au travers). J'ai sérigraphié une centaine de bonnets de Père Noël pour distribuer à tous les participants de la course des Pères Noël que nous organisons le 14 décembre à St Quentin, nous espérons un millier de participants, donc j'ai encore du boulot, tous les bénéfices iront à une association régionale : Petit coeur Picard qui accompagne les familles dont un enfant est atteint d'une pathologie cardiaque, la Cardiopathie congénitale. La sécu ne prend pas en charge l'accompagnement des familles et malheureusement, il n'y a qu'à Paris que ces opérations très spéciales peuvent être faites pour le nord de la France, je vous laisse imaginer les couts pour se loger et se nourrir durant plusieurs jours sur Paris pour les parents lorsque l'on vient de la province. Et oui c'est le logo du Kiwanis St Quentin. Encore dix fois ça et le compte sera bon.
 7 points
7 points -
On imprimait du PLA sans plateau chauffant avec une bobine qui trainait dans un coin et aujourd'hui on dirait qu'on ne peut rien faire de propre sans caisson fermé + un dryer qui assèche les bobines !7 points
-
Tu aurais le STL ? OK, je =>7 points
-
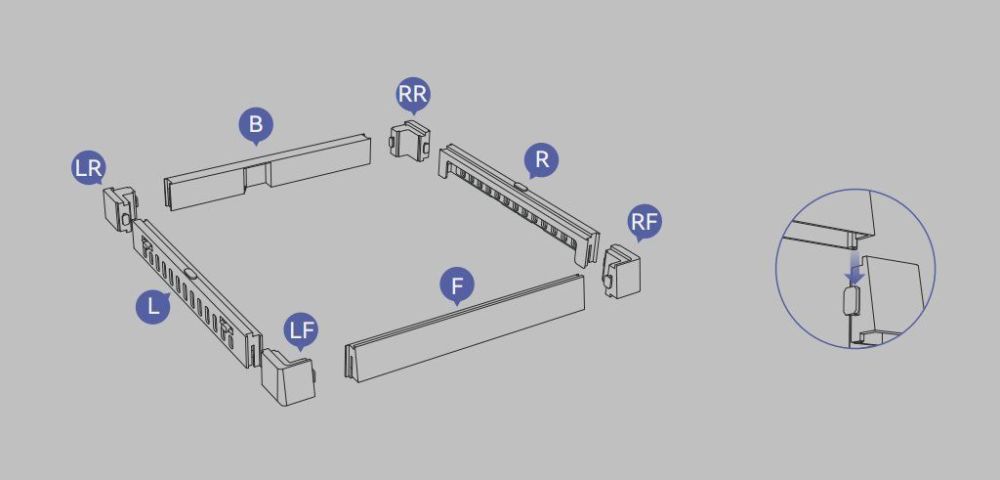
Simple OUI, Gratuit OUI, Efficace pas tout à fait : ce piège capture TOUT, sans aucune sélectivité, et tous les insectes meurent noyés. C’est pour cela qu’il a fallu trouver une solution, réfléchir à ne capturer que le frelon asiatique sans piéger les autres insectes. Les pièges-bouteilles sont à bannir totalement : ils nuisent énormément à la biodiversité. Quand on se lance dans la fabrication d’un piège, il y a 3 caractéristiques essentielles à prendre en compte : La sélectivité : des entrées ni trop petites, ni trop grandes Les sorties des insectes : dimensionner les issues pour ne retenir que le frelon asiatique L’appât protégé : pour attirer et surtout éviter que les insectes s’y noient Si on n’en tient pas compte, cela devient un piège à biodiversité, contre-productif et dangereux pour la nature.7 points
-
"Les émancipations sont toxiques à forte concentration dans un environnement confiné." Sûr, mettez 50 jeunes libres de faire ce qu'ils veulent dans une cave et observez le résultat...7 points
-
Tout est en ligne pour connaitre les détails de la Qidi Q2 et ses tarifs : 499 € la Q2 seule 649 € la Q2 Combo avec 1 Box Déduisez 5% grâce au code promo "QIDI-LI3D" sur la boutique Qidi Tech !7 points
-
nouvelle petite création/impression... embouts de lattes de lit en TPU 85A pour réparer le sommier... Imprimé avec buse de 0,6 en couche de 0,3... super propre Introuvable dans le commerce ou en version double beaucoup plus cher que de l'imprimer https://makerworld.com/fr/models/1681265-bed-slat-end-cap#profileId-1781130
 7 points
7 points -
J'ai enfin réussi a rendre mon réservoir en PETG étanche ! Voici les paramètres utilisés : - "hauteur de couche" : 0,2 - "nombre de parois" = 1, avec un remplissage à 100% (épaisseur de 1,6mm avec une buse de 0,4, voir l'illustration) : ce permet que le remplissage chevauche les murs/parois... - paramètre qualité : "position de la jointure" = aléatoire, et "rayon de fermeture du trou" = 0,001 - et surtout pour les paramètres du PETG : "rapport du débit" = 1,05 les vidéos à jour :
 7 points
7 points -
Bonjour, @fran6p @Jc2101 @Motard Geek @Julien J'ai fait du vide (vente de quelques antiquités )deux imprimantes GEEETECH une TENLOG et un laser afin de faire de la place afin d'accueillir une QIDI plus 4 Déballage facile et mise en fonction sans aucune difficulté. Je n'ai rien touché ou réglé quoi que ce soit et depuis le compteur horaire est à 600h Aucun Bug pas d'incident, j'ai tout imprimé PAL, PETG, ASA, PCTG, ABS PETG glis, PLA Carbone les impressions sortent Nickel Les tests se sont bien passés sauf pour l'ASA la pièce c'est décollée, j'ai remonté la température du BED à 105° ensuite aucun problème... Je suis très satisfait de cette imprimante il faut être patient pour la montée en température de la chambre environ 8 à 10 minutes c'est confortable. Voici en exemple une voiture RC une Sacura et un Caterpillar (chargeur sur chenille fonctionnel) impression en PETG violet, et PLA, ABS engrenages, et PCTG jaune superbe filament très solide pour le Caterpillar. Nota un peu déçu de la qualité du filament PETG métallisé en violet l'aspect n'est pas trop brillant en surface ! Je ne sais pas si la BOX sera un achat convoité mais pourquoi pas ! les possibilités sont intéressantes et le choix des couleurs sont fantastiques nous verrons bien. je pense que la machine de @Jc2001 à l'origine avait un problème de connectique sur la carte mère c'est souvent ce qui arrive avec le transport; les chocs et vibrations ne font pas bon ménage avec les composants.. A Vous relire Francis


 7 points
7 points -
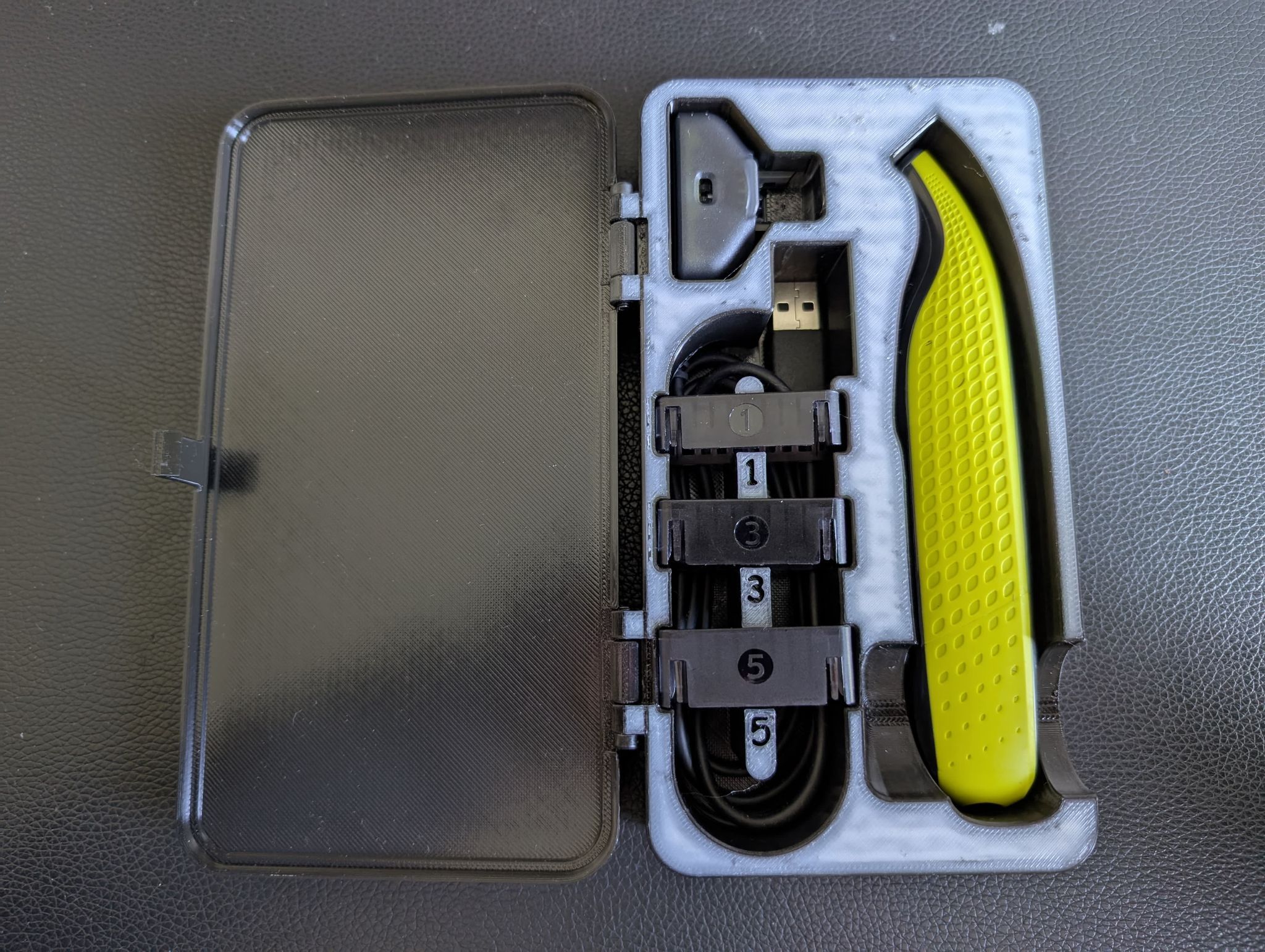
Dernière modélisation et impression du jour, une boîte de transport pour mon rasoir OneBlade : Bon, j'avoue la tentative de faire les dernières couches blanches avec 0,6mm d'épaisseur c'est pas le plus beau. Si certains sont intéressés, j'ai publié le modèle sur Makerworld : https://makerworld.com/fr/models/1367129-compact-transport-box-for-philips-oneblade-razor#profileId-1412985


.thumb.jpeg.3c9ecd0313f1ba502cafc8e774fd62c6.jpeg) 7 points
7 points -
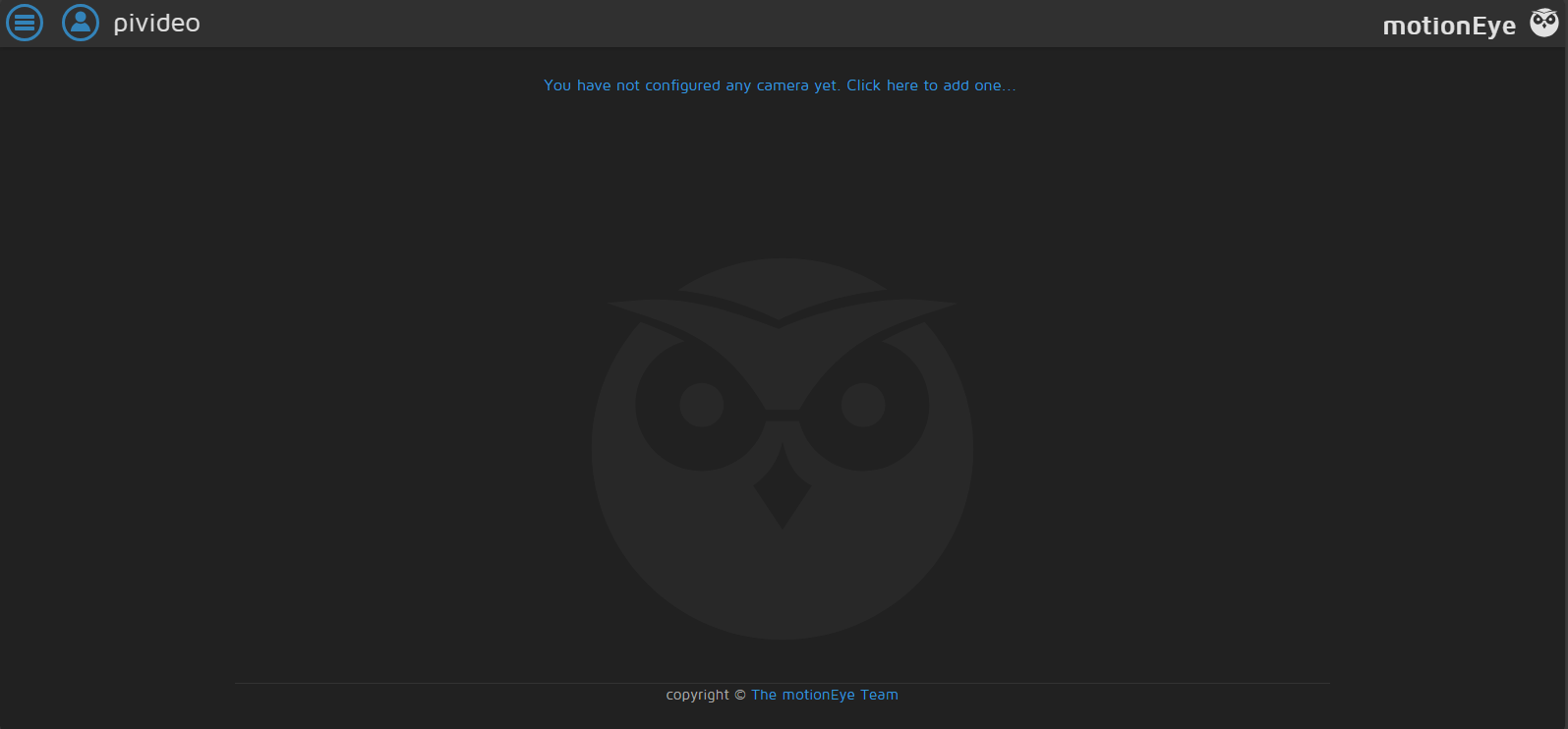
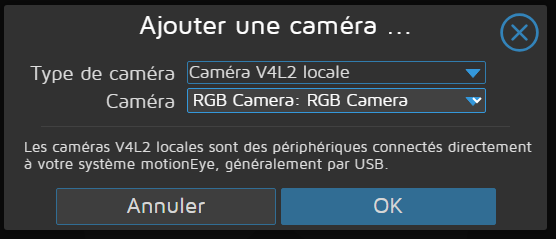
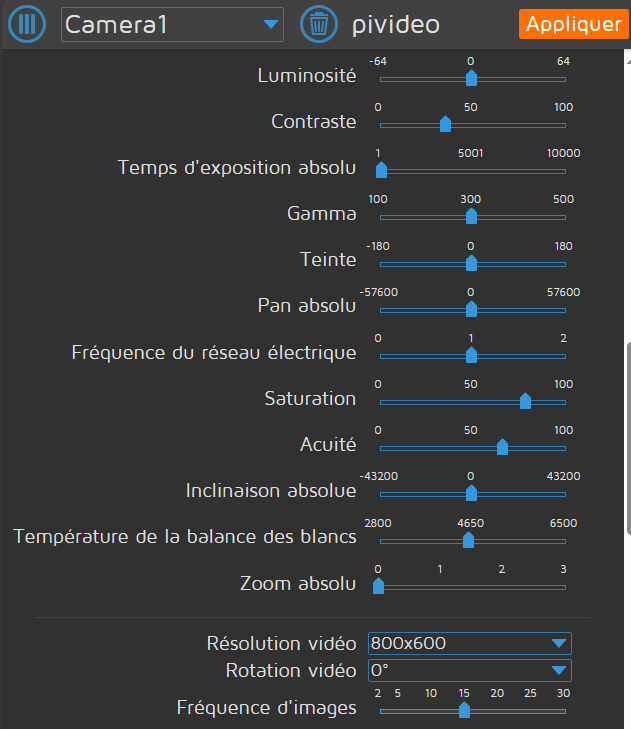
MotionEye Dans votre navigateur vous allez entrer cette adresse mon_adresse_IP:8765 il est bien entendu que vous allez mettre votre adresse IP à la place de mon_adresse_IP Vous allez arriver à l'interface de MotionEye, le login est : admin et pas de mot de passe Cliquez sur l'icone tout en haut à gauche avec les 3 traits, changez la langue de l'interface, enregistrez, ensuite cliquez sur "Vous n'avez pas encore configuré de caméra. Cliquez ici pour en ajouter une ..." Configurez la camera comme sur cette photo (pour peu que votre camera soit connecté en USB) après avoir fait Ok vous allez découvrir les nombreux réglages de MotionEye, vous pouvez changer entre autre la résolution de la camera et la fréquence d'image Vous pouvez accéder à la vidéo sans passer par l'interface avec mon_adresse_IP:9081 Voilà je vous laisse découvrir toutes les fonctions... Si vous avez des questions n'hésitez pas, par contre je n'ai aucun mérite, pour faire ce petit tuto je me suis inspiré de liens que j'ai trouvé sur le net https://raspberrytips.fr/installer-motioneye-sur-raspberry-pi/ https://github.com/motioneye-project/motioneye/issues/1022 https://github.com/motioneye-project/motioneye Au passage un petit merci à @fran6p qui m'a il y a un moment aidé dans mes premiers bidouillages sous Linux, comme on dit il m'a mis le pied à l'étrier Une dernière chose, dans l'état l'accès à MotionEye est juste sur un réseau local, si vous avez une idée pour l'ouvrir de l'extérieur, je suis tout ouïe car je n'ai pas encore potassé ça
 7 points
7 points

.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)






































.thumb.jpeg.3e1fa1416e9fb29c30ae0a7b98639f19.jpeg)
























































































































.jpeg.c9300dbc754c90fd0bad911b83c4f141.jpeg)