senria
-
Compteur de contenus
63 -
Inscrit(e) le
-
Dernière visite
Récompenses de senria
")





-
Oui j'ai utiliser le mode vase je vous mettrai des photos si le problème persiste cette semaine ! Merci
-
Merci de ta réponse @meercura Mais j'ai trouvé mon erreur et donc refais le test après et c'était nickel. Par contre ce que je ne comprend pas c'est pourquoi quand j'imprime en "spiralé" les côtes sont bonnes, mais quand j'imprime normalement, le cube de 20mm avec 0.8mm en paroi (et buse de 0.4) j'obtiens un cube de 20.8mm en XY le Z est correct. C'est bien que le périmètre supplémentaire que je demande se retrouve à l'extérieur de la pièce et non à l'intérieur pour que cela modifie les côtes Si j'imprime avec 0.4 en paroi le cube est "parfait" ..
-
Salut @zenip! Après plusieurs essais j'ai trouvé pour ma part, l'erreur était toute bête ... (Si quelqu'un peu valider ^^) Mon extrudeur est calibré au poil de c**, tout comme mes 3 axes XYZ. Je prends un cube de 20x20mm je l'imprime avec le mode "ne traiter que la surface" dans Cura (imprime les parois sans dessus dessous et remplissage 0%) Je mesure mon cube et la je vois : épaisseur de la paroi : 0.8mm dimension du cube : 20.8x20.8mm Après être arrivé à un flow de 50% j'ai compris que le problème venait des paramètres de Cura .. ^^ Pour rappel, si la valeur de votre flow est > 110% et < 90%, il faut recalibrer l'extrudeur ! J'imprime à 35mm/s à 190° avec le flow à 100% couches de 0.2mm et ÉPAISSEUR DE COQUE 0.8MM Correction, j'entre 0.4 pour l'épaisseur de coque et la tout est parfait ! Mais parce qu'il y a un MAIS.. ce paramètre ne devrait-il pas ajouter l'épaisseur demandée à l'intérieur de l'objet plutôt qu'à l'extérieur? Si je veux un objet avec un coque solide, 0.8 voir 1.2mm, il n'aura donc plus les bonnes côtes Si quelqu'un peut détailler le fonctionnement de ce paramètre je suis preneur
-
Salut @Manny ! Il semblerai que ton firmware à été compilé avec une version plus ancienne d'arduino. Essai avec la 1.6.0 ça devrait passer
-
Salut @OlivierG ! As tu testé une impression depuis la carte SD ou par USB pour voir si le problème se reproduit ? Je pense plus à un problème de tension de courroie qui fait que celle ci saute des pas et donc décale l'impression en X ou en Y. Vérifie la tension de tes courroies
-
Salut @livedraz , Procède à un nettoyage de la buse si tu as déjà vérifié le bon serrage de la roue crantée de l'extrudeur sur le méplat de l'axe du moteur (il arrive que cela se desserre).
-
Hello,
Je me permet de te contacter j'ai vu a traver sur quelques posts que tu imprime sur plaque verre avec un capteur capacitif.
J'ai la meme installation Mk3 + plaque 3mm et capteur capacitif, mais je suis embeté avec les variation frequetes d'offset, et notament en fonctione de la temperature de la buse.
Les quelques personnes qui ont le meme type de config que j'ai contacté ont le même probléme et adapte l'offset ce qui necessite a chaque fois de relance 2 à 3 fois l'impression.
J'ai cependant l'impression sur les photos que tu utilise une plaque plus importante (4mm?) du coup je me demandais si ça amélioré la detection ou si tu avais trouvé une autre astuce.
Autre question tant que j'y suis : j utilise du dimafix qui marche top pour l'abs et le pla, mais necessite quand meme de monter à 80-90° le plateau, je vois sur les photos que tu imprimes moins chaud, tu as une astuce aussi de ce coté ?
D'avance merci de ton retour d'experience
")
-

Salut !
J'imprime sur du verre 3mm+MK3, pour la capteur capacitif je ne sais pas si tu l'as remarqué, mais il y a une petite vis de réglage vers le haut du capteur, elle sert à régler la sensibilité du capteur et donc son champ de détection.
J'ai ce modèle : https://www.reprap-france.com/produit/1234568482-capteur-capacitif-12mm
Pas besoin de carte d’interfaçage, par contre attention 4mm max de détection et c'est la tout le problème, ton capteur doit être réglé avec un champ trop juste donc il doit tout juste détecté le MK3 car de mémoire le verre n'est pas ou mal détecter par un capacitif.
3mm de verre sur le MK3 il te reste 1mm de détection dans la profondeur de champ du capteur.
Pour ma part il est environ à 0.5mm de la buse et je ne le touche plus, ni lui ni l'offset d'ailleurs ^^
J'espère t'avoir aidé, pour ce qui est de l'impression sur le verre, je chauffe mon plateau à 40° pour le PLA et je mets un coup de laque sur la vitre ou de la simple colle en bâton (ne pas en abuser c'est chiant à nettoyer ^^)
-
-
Tout à fait @gisclace tu as raison ! je n'ai pas pensé à le poster directement dans la section tuto Merci @MatC de le déplacer j'y penserais pour la prochaine fois !
-
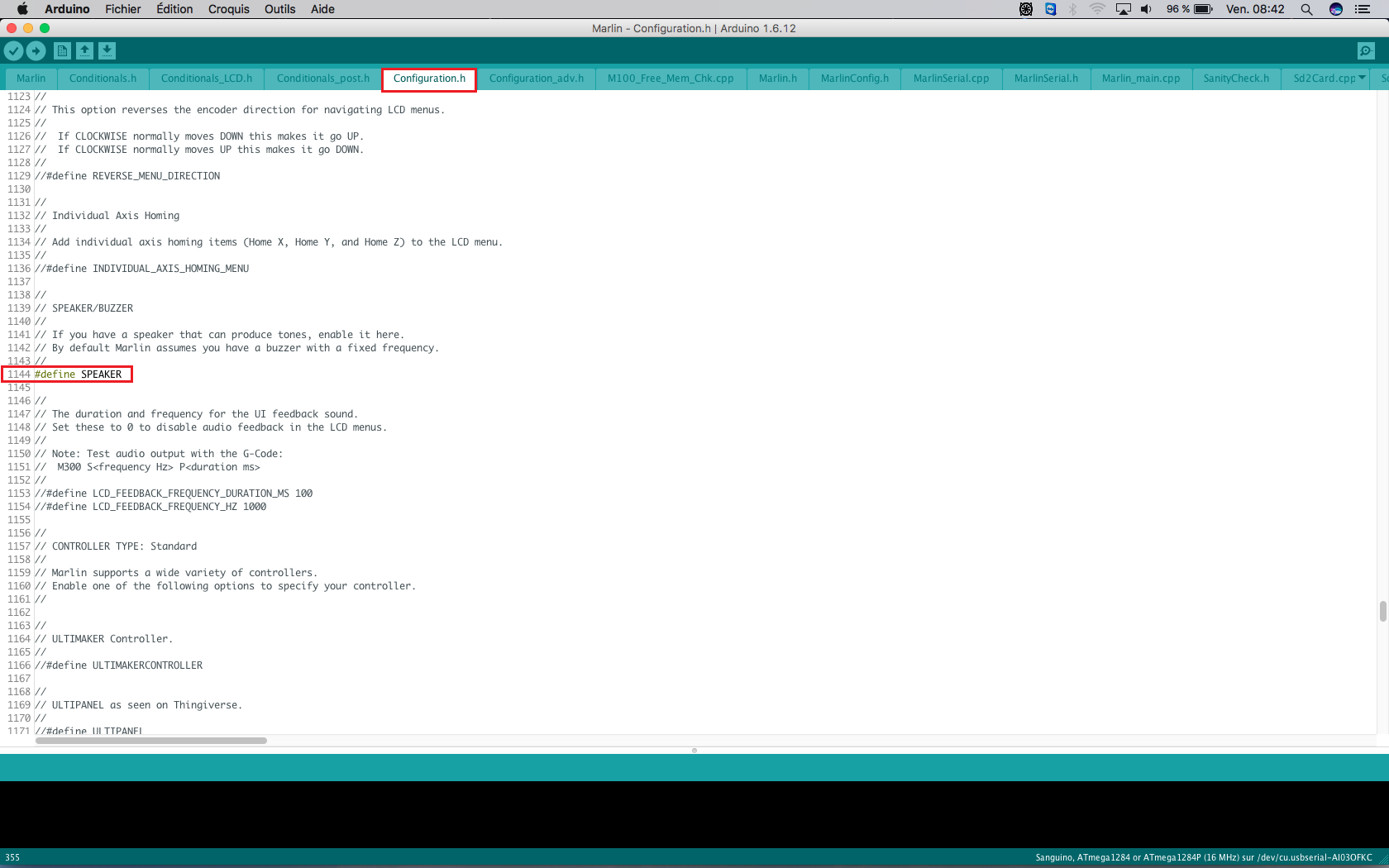
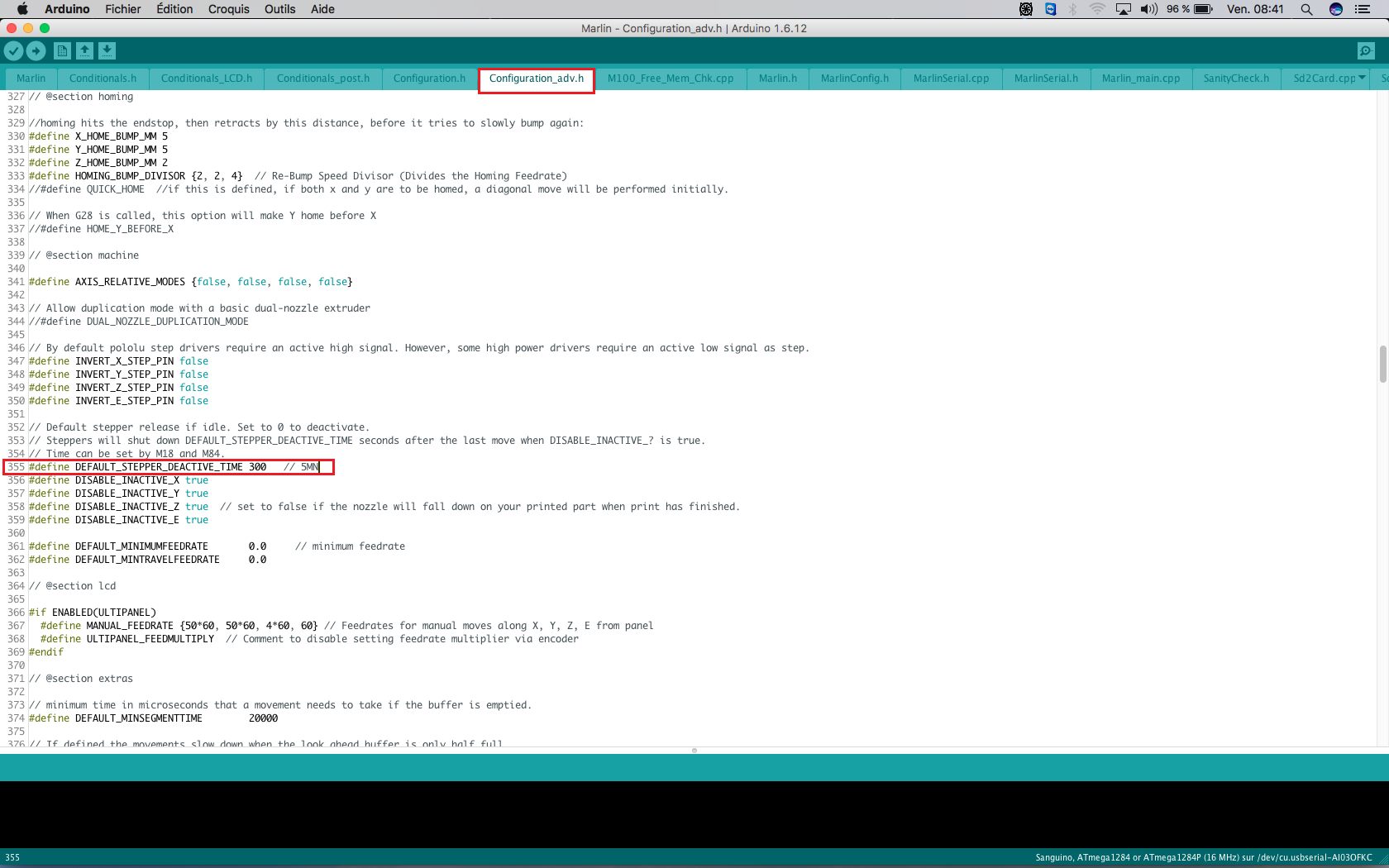
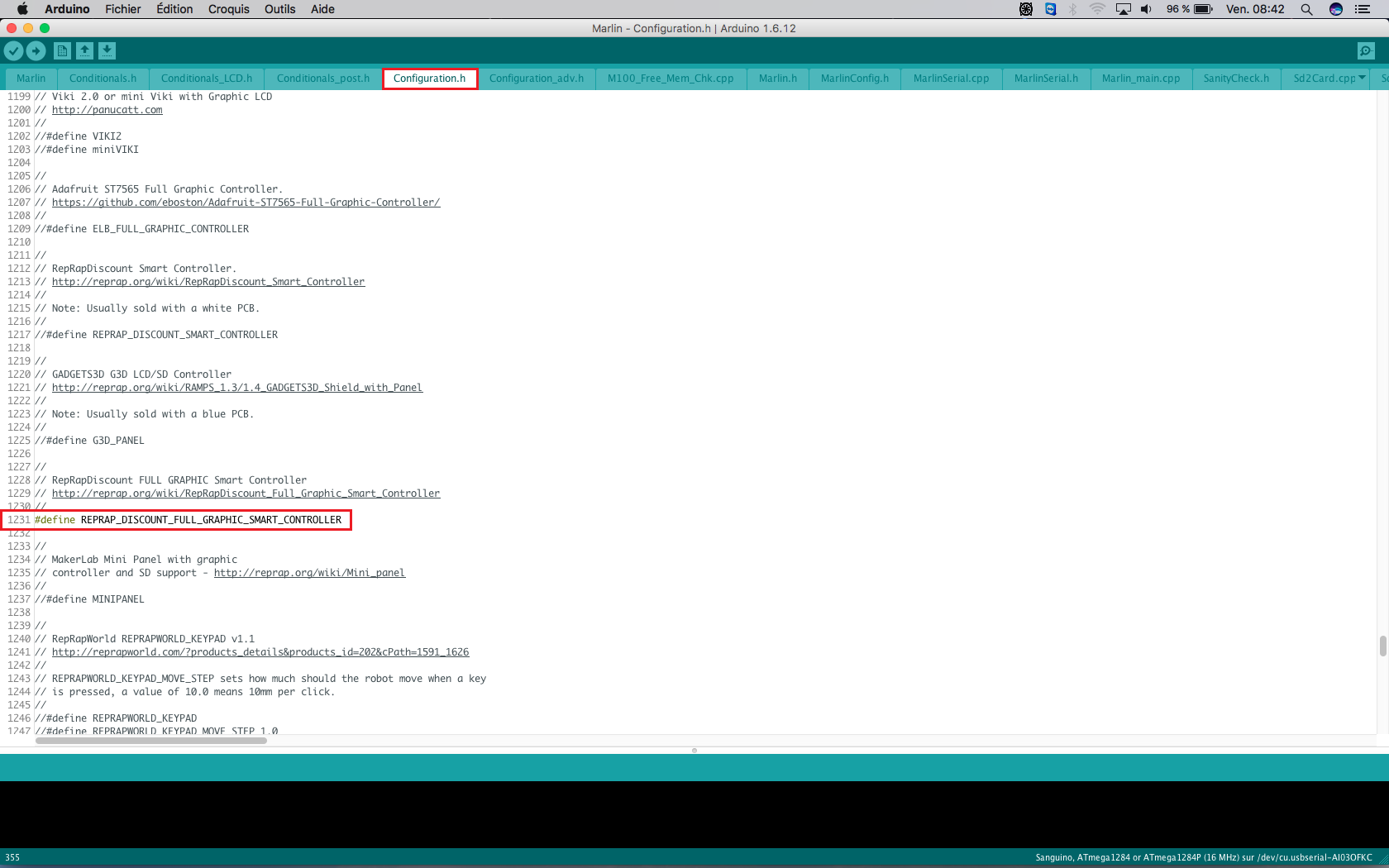
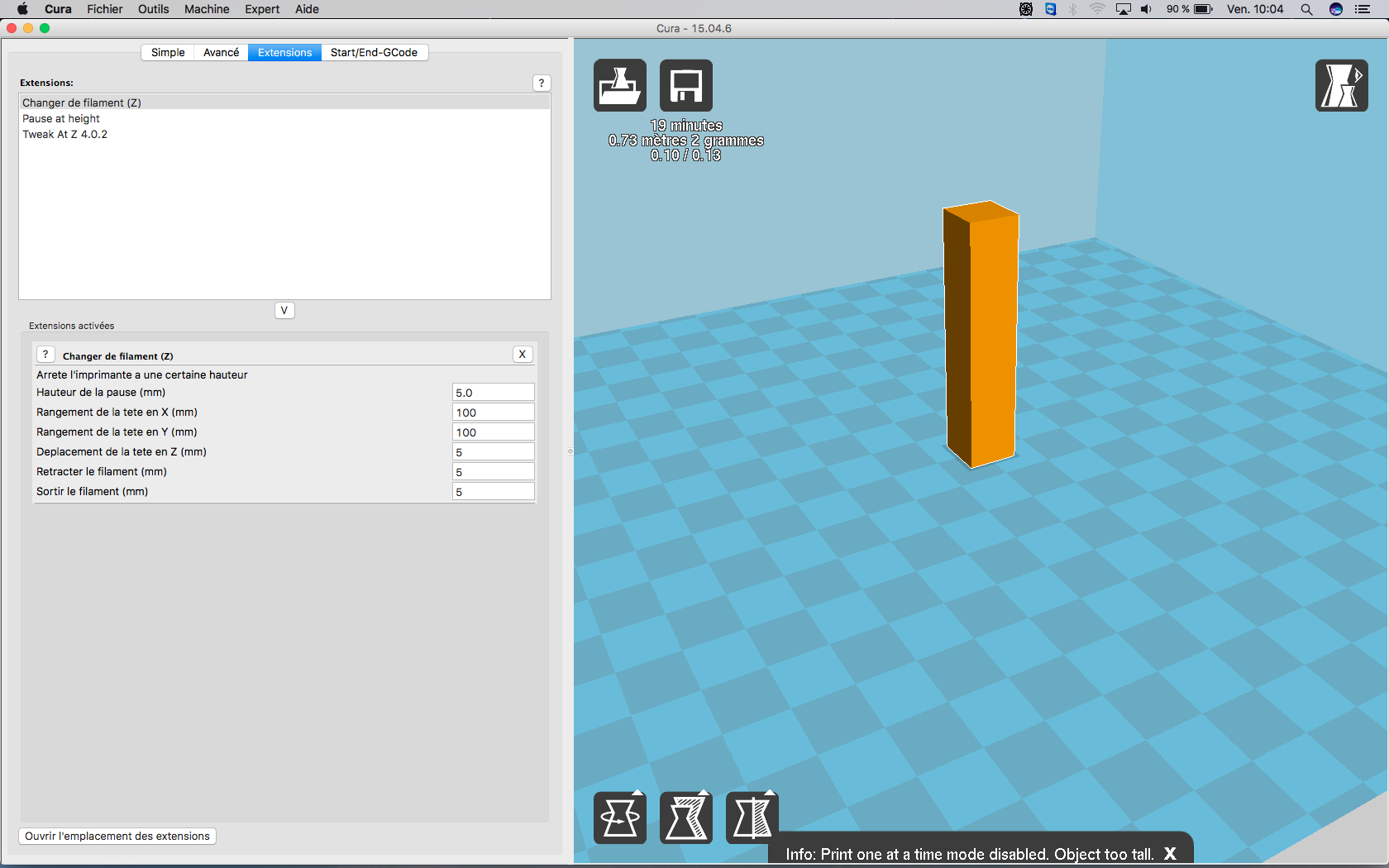
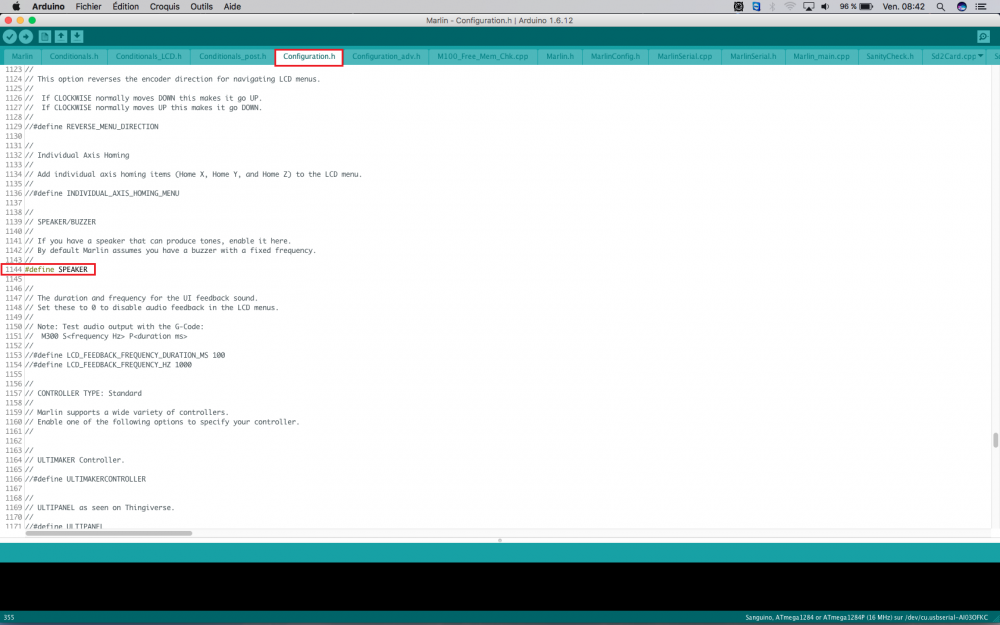
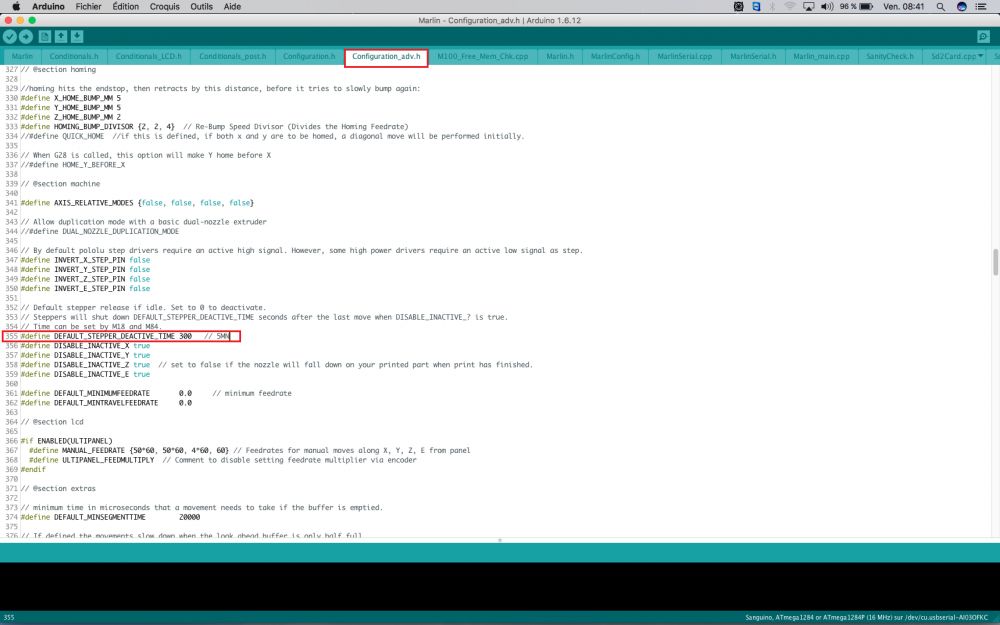
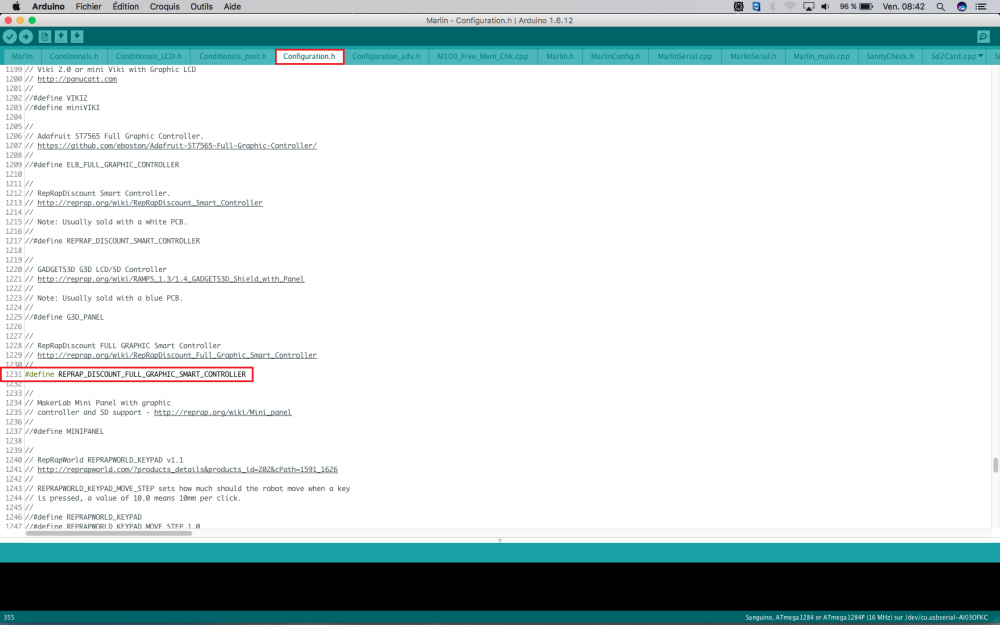
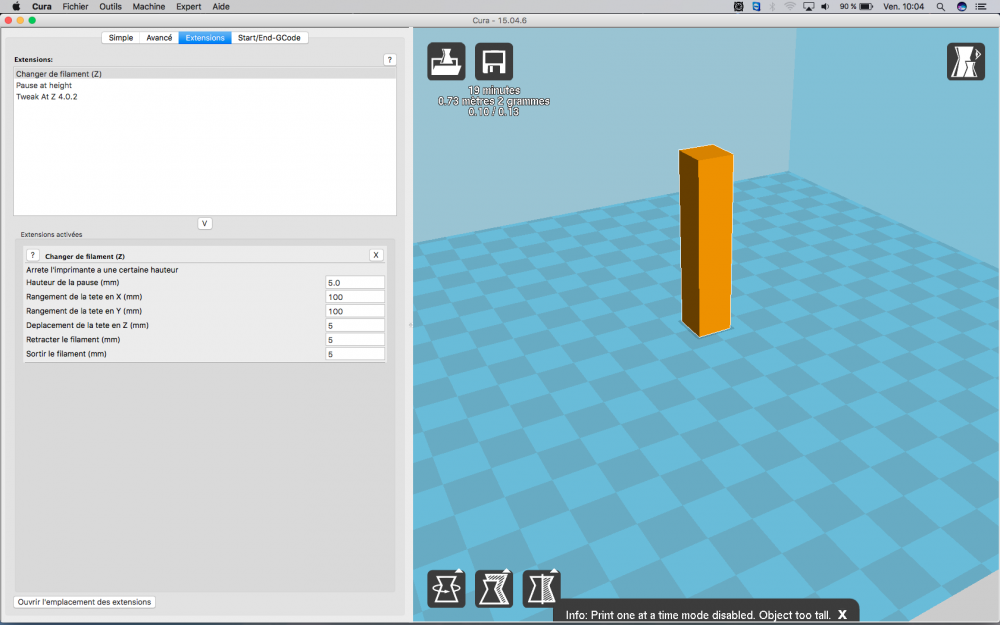
Bonjour à tous ! Aujourd'hui je vous mets à disposition un plugin que j'ai développer pour faciliter le changement de filament au cours d'une impression ! VIVE LE MULTICOLORE Tout d’abord ce plugin s'adresse /!\UNIQUEMENT/!\ aux personnes ayant installé un écran LCD avec encodeur. Le plugin existe en deux versions : - Pour écran LCD muni d'un BUZZER -> permettant de jouer un son pour prévenir l'utilisateur qu'il faut changer de filament : ChangeFilamentTones.py - Pour écran LCD sans BUZZER : ChangeFilamentNoTones.py De mon côté je possède un écran "REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER" /!\UNIQUEMENT POUR LCD AVEC BUZZER/!\ Pour activer le son qui averti l'utilisateur c'est ici : Et la dernière modification /!\OBLIGATOIRE/!\ pour les deux versions du plugin : Je vous détaille cette ligne : Dans mon cas j'ai mis 300(secondes) soit 5min, c'est le temps durant lequel les moteurs restent alimentés, après ces 300 secondes les moteurs se coupent et donc si vous manipulez la tête pour changer de filament il y a de grandes chances que les axes se décalent et vous perdrez la précision nécessaire pour la suite de l'impression. Si vous avez tout suivi ^^ vous comprendrez alors que vous aurez 300 secondes et pas une de plus pour changer votre filament ! ce qui est largement suffisant Pour ajouter le plugin dans Cura : Rendez vous sur l'onglet Extensions (voir image ci-dessous) et cliquez sur "Ouvrir l'emplacement des extensions" en bas gauche de l'écran, le dossier s'ouvre et il ne vous reste plus qu'à copier le plugin et redémarrer Cura ! Vous trouverez dans le plugin des paramètres modifiables, j'ai mis par défaut ceux qui fonctionnent pour moi donc comme d'habitude n'hésitez pas à faire des essais! - Hauteur de la pause en (mm) : c'est la hauteur à laquelle vous voulez changer de filament - Rangement de la tête en X (mm) : c'est la position où la tête va venir pour que vous puissiez changer le filament - Rangement de la tête en Y (mm) : c'est la position du plateau pour que vous puissiez changer le filament -> je vous déconseille de descendre en dessous de 100 car après le plateau arrive dessus l'extrudeur et vous ne pourrez pas actionner le bras pour relâcher le filament - Déplacement de la tête en Z (mm) : c'est la hauteur dont la tête va monter pour permettre le changement du filament -> NE JAMAIS METTRE EN DESSOUS DE 0 !!! - Rétracter le filament (mm) : on rétracte le filament avant de bouger la tête de la pièce pour ne pas faire couler du filament dessus - Sortir le filament (mm) : on sort du filament pour reprendre l'impression Durant l'impression, lorsque la hauteur entrée dans le plugin est atteinte, la tête va se ranger, on change le filament et on pousse du filament pour avoir une couleur nette et non mélangée à l'ancienne, puis on confirme notre action en appuyant sur le bouton de l'encodeur du LCD, un CLICK et l'impression reprend ! Vérifiez TOUJOURS vos paramètres avant de lancer une impression, je ne serais en aucuns cas responsable d'une erreur de réglages de votre part ! Bonnes impressions à tous !
-
Salut ! D'après la photo ta pièce ne s'est pas décollée et on voit clairement un problème de tension de courroie ! et les 2 en plus .. retends tes courroies en X et en Y. Pour ma part quand je retend X je met la tête tout à droite et j'appuie avec un doigt sur la courroie vers le milieu pour vérifier la tension, le haut de la courroie doit pouvoir toucher le bas sans que l'on force mais il ne doit pas aller en dessous. Même opération pour Y. Si après ces vérifications les moteurs décrochent toujours pendant une grosse impression, essaye de baisser légèrement la vitesse d'impression. J'ai déjà imprimer 8H sans décrochages des moteurs à 50mm/s. J'espère avoir pu t'aider
-
Merci à tous pour vos retours ! Je suis actuellement en train d'imprimer les pièces pour faire un prototype je vous posterais le résultat et si cela me convient je le monterais certainement sur ma D200. Je lis tout vos message et suis toujours preneur d'idées en tout genre donc n'hésitez pas
-
Oui Sketchup va bien pour des petites pièces mais là .. Quand au palpeur je ne l'ai pas précisé c'est vrai mais je pensais faire un trou la pièce de ventilation plus large que le diamètre du palpeur de façon à ne pas gêner la détection. La pièce de ventilation ne serait donc pas tout à fait circulaire mais plutôt 3/4 de cercle.
-
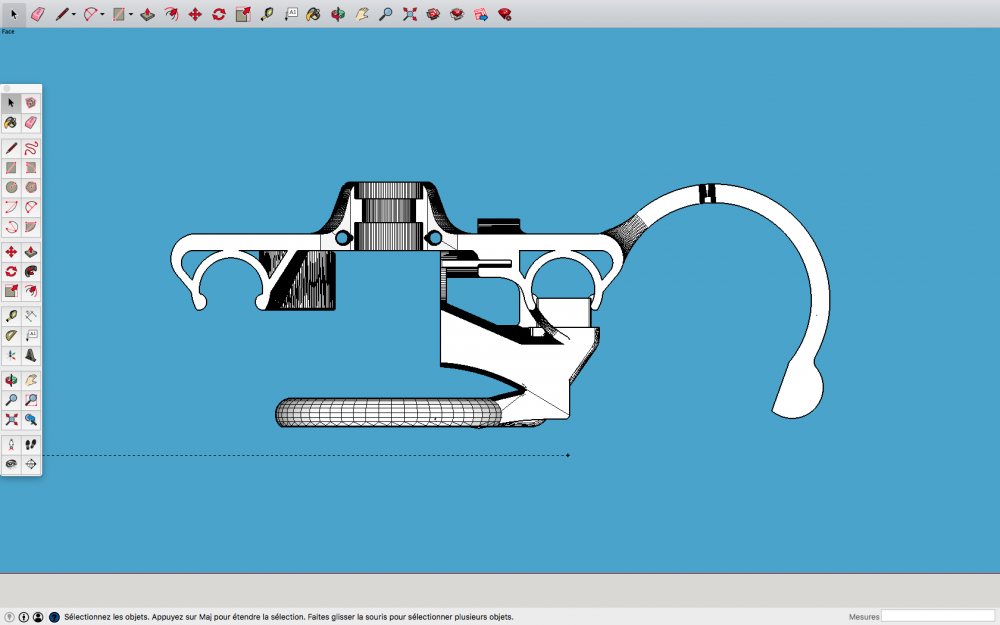
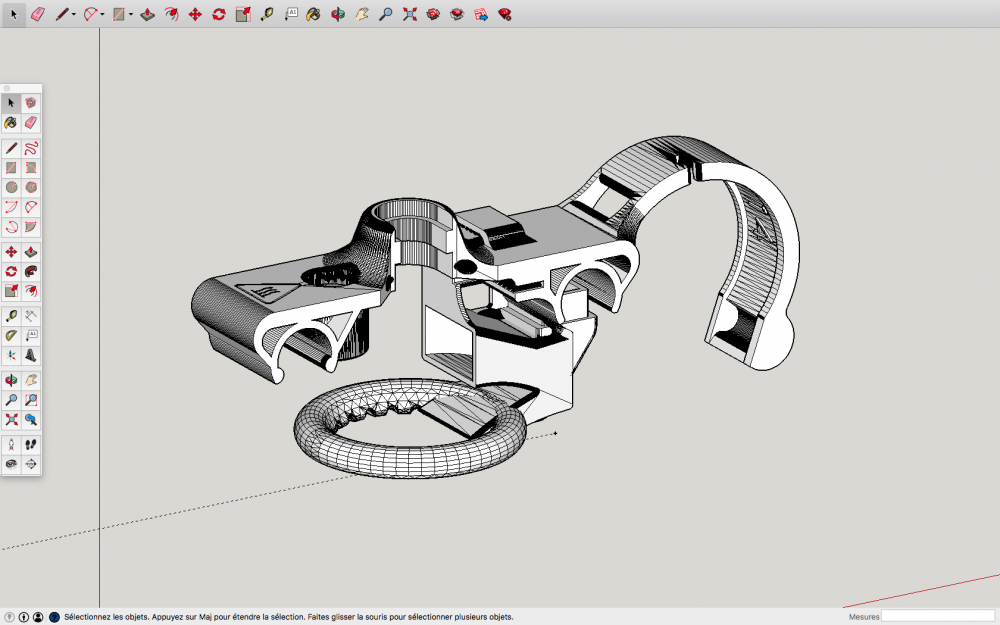
Bonjour à tous ! Je recherche une personne qui serait capable de modifier la tête originale E3DV6 de la Discovery200 pour y intégrer un nouveau système de ventilation. Voilà le système que j'aimerais tester : http://www.thingiverse.com/thing:1620630 J'aimerais en fait que le système de ventilation et la tête ne soient pas en une seule pièce mais qu'ils s'emboitent. Il faut donc que le système de ventilation n'arrive pas plus bas que la ventilation intégrée à la tête d'origine pour que la buse reste toujours en dessous, je ne sais pas si je m'exprime bien ... ^^' J'ai essayé depuis plusieurs jours de modifier les fichiers STL mais il y à tellement de faces que la modification par Sketchup devient difficile Si par la même occasion quelqu'un pourrais me dire de quelle manière et avec quel logiciel il parvient à modifier un STL provenant de thingiverse ce serait GENIAL Vous remerciant tous d'avance ! Voilà l'idée
-
@Mathew72fr voila le capacitif que j'ai pris : http://www.reprap-france.com/produit/1234568482-capteur-capacitif-12mm il rentre parfaitement a la place de celui de dagoma et se cable pareil, il y a une visse de réglage pour régler la sensibilité, les câbles sont un peu cours je les ai ralongés un peu. Tu peux prendre un mk2 qu'il faudra accompagner d'une plaque de verre de chez mr bricolage 4,20€ les 2 en 21x21 de mémoire le tout maintenu par des pinces "dossier". Sans oublier de passer a une alim plus grosse.. On par un peu HS alors je te laisse regarder les topics de @La Bidouille pour l'intégration d'un plateau chauffant
-
Voilà les deux Marlin LCD avec et sans Bed désolé du retard .. https://drive.google.com/folderview?id=0B41PgBovsT1rNG56NGxDUnUzS2c&usp=sharing Je n'ai pas réussi pour le moment à intégrer proprement le logo dagoma et comme cela ne s'affiche qu'une seconde à l'allumage de l'imprimante je n'ai pas perdu de temps avec ça. Pour info j'ai résolu mon problème de capteur en passant à un capacitif qui lui détecte toute matière ce qui est parfait pour le verre car mon MK3 est déformé ... ça fait du bien de plus avoir de warping ^^ Pensez à modifier dans le configuration.h la ligne: const bool Z_MIN_ENDSTOP_INVERTING = true; // set to true to invert the logic of the endstop il faut passé le true à false si vous avez un palpeur dagoma orange.