Chercher dans la communauté
Résultats des étiquettes.
19 résultats trouvés
-
Bonjour, je suis nouveau ici et ça fait un bon mois que j'ai mon imprimante 3D. Le problème étant que j'ai souvent des problèmes des la première couche et même pour des impressions simple le résultat n'est jamais satisfaisant. J'ai fait un test que j'ai trouvé sur internet et le résultat est catastrophique. En ce moment je passe énormément de temps à regler ma machine et j'ai l'impression que tout les réglages ne servent à rien ( par exemple le Z0 foire dès que je lance une impression : tête trop haute et donc warping) Je précise que je n'est rien modifié sur ma machine et que je compte acheter un plateau en PEI car apparemment c'est pas mal. Aussi j'imprime en ce moment avec du PLA matte blanc de chez Sunlu et en settings : init 75mm/s puis 100mm/s pour 205°C buse - 55°C bed. Si vous avez des conseils ou que vous avez déjà eu ce problème je suis à l'écoute ! Merci


-

Déformation Impression mode vase
TenoriTiger a posté un sujet dans Discussions sur les imprimantes 3D
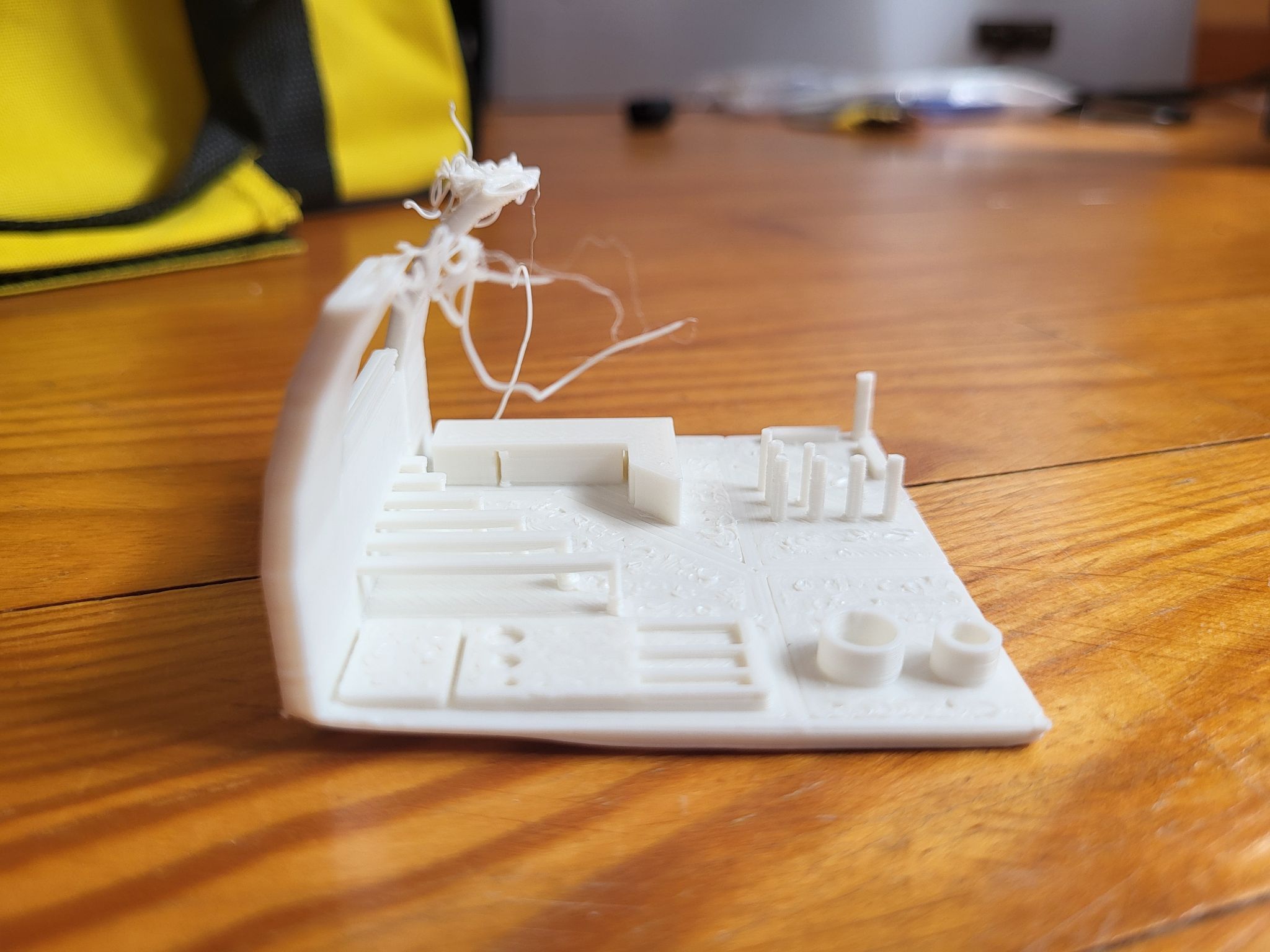
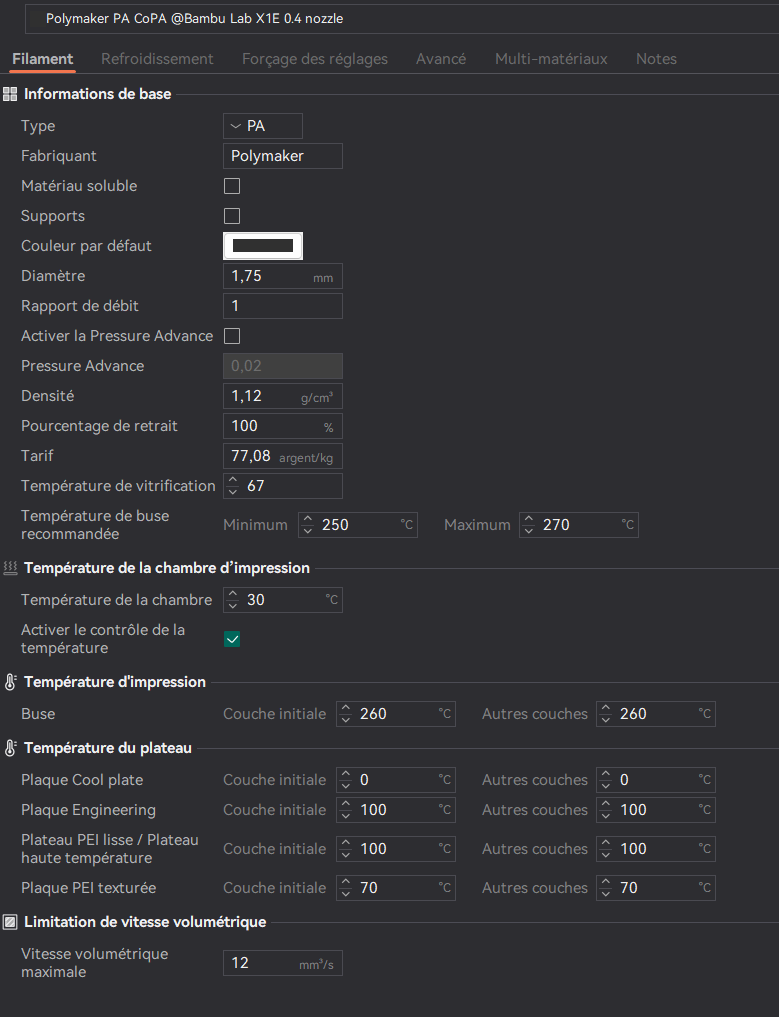
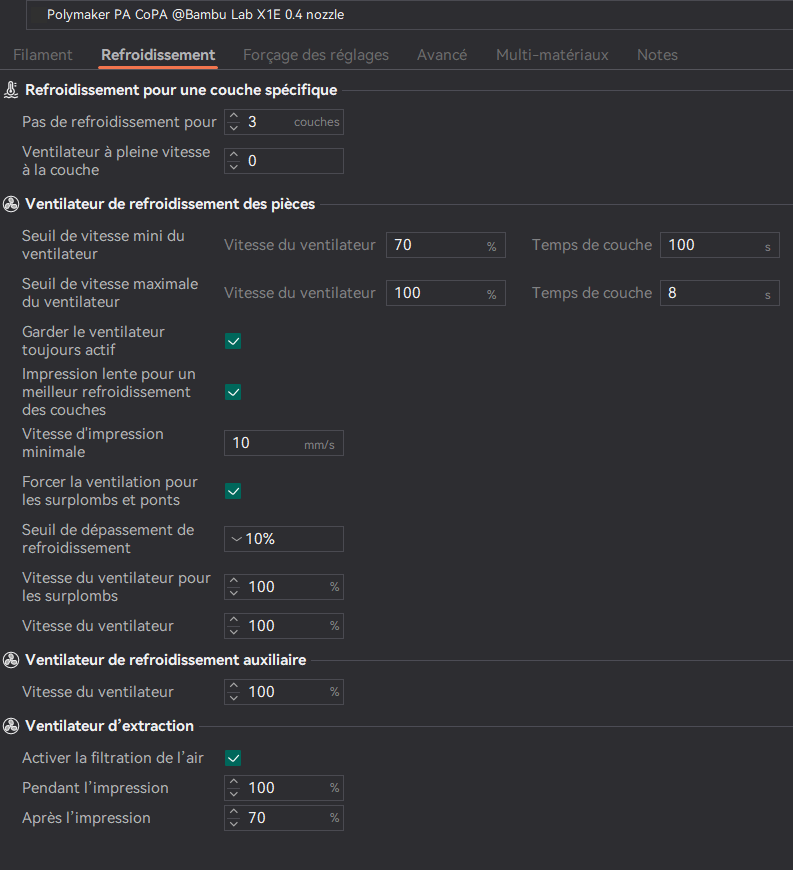
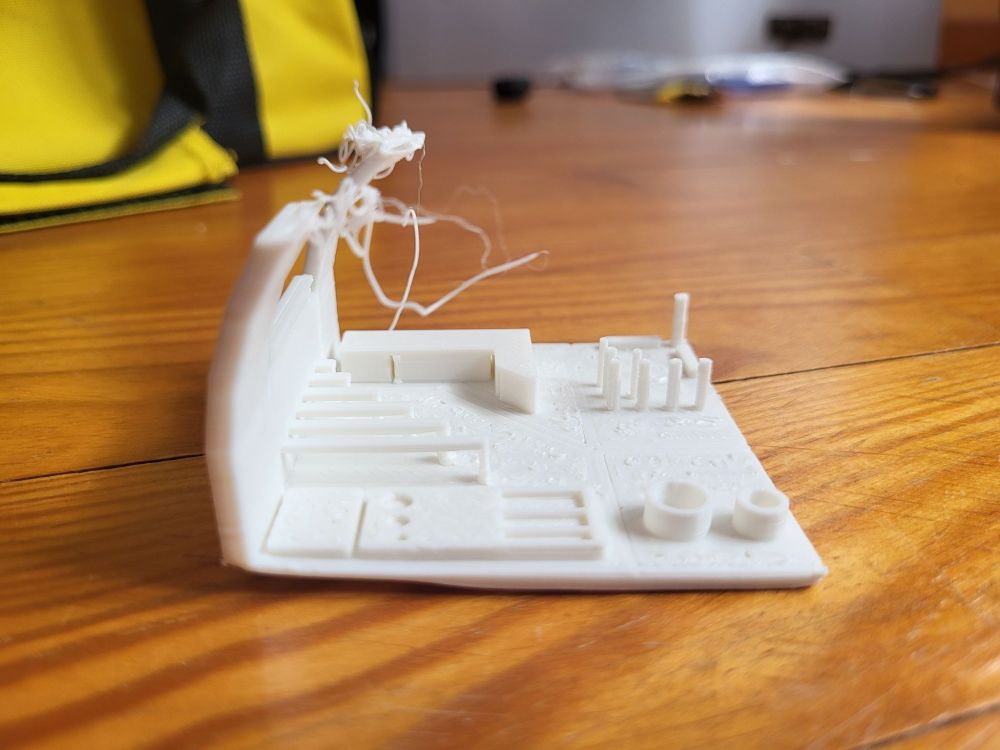
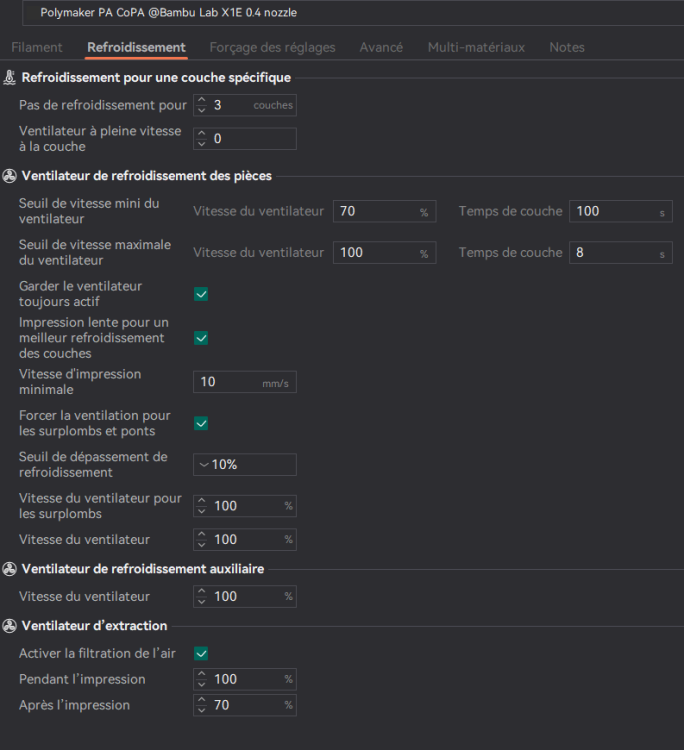
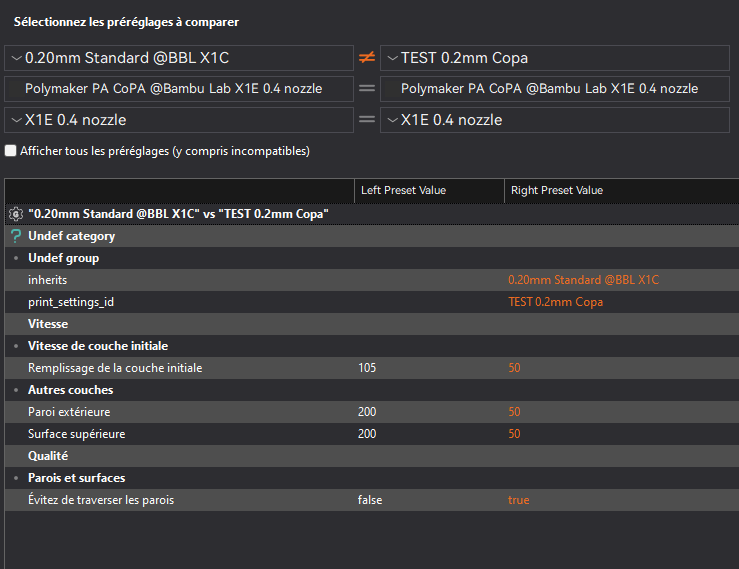
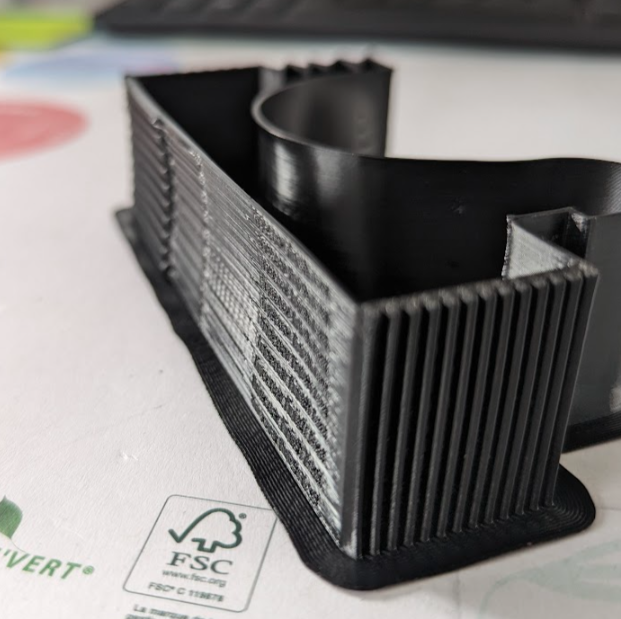
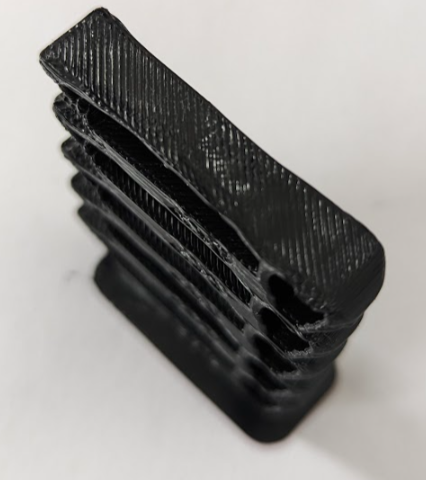
Bonjour, je test le CoPA de polymaker sur ma bambulab X1E mais je n'arrive vraiment pas à trouver des paramètre utilisable, j'ai actuellement mes paramètres comme ca: et actuellement j'ai fait quelque pièces test : La première pièce est voilé ou déformé je dirais car le CoPA est trop mou mais je ne vois pas comment le régler, et la deuxième pour moi le problème vient d'un probleme de température mais la je sèche...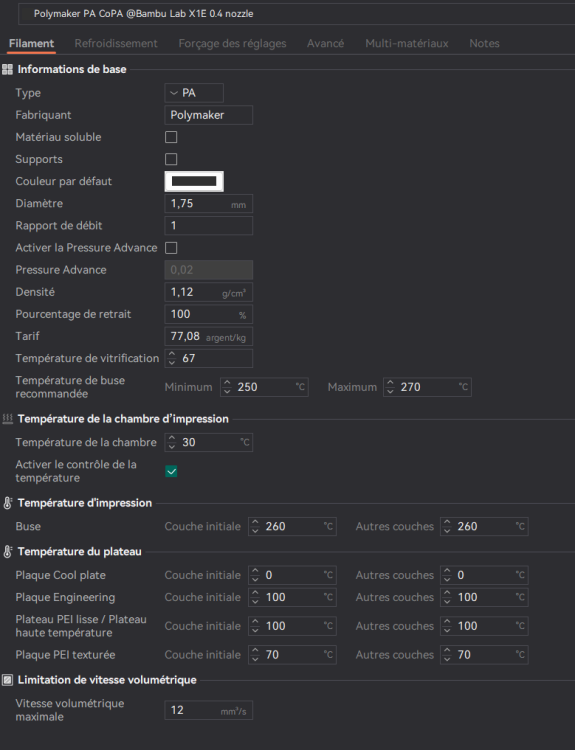




-
Bonjour à tous, Je débute dans l’impression 3D, je possède une Wanhao D 12 500 Promax, et je suis confronté à un problème. Lorsque j’imprime une pièce relativement conséquente, même sur le radeau, elle vient à se décoller sur les bords, voire même en milieu de pièce, le radeau lui en l’occurrence est super bien imprimé et n’a pas de soucis. quelqu’un aurait une idée de la cause de ce décollement. Pour information j’imprime du PLA à une température de 200° et un plateau à 60°.
-
 Bonjour, j'ai un gros problème avec mon imprimante ender 3 pro , le problème est que quand je fais une impression la 4e couche commence à se décoller et haut bout de la 6e couche ça se décolle complètements. Ce problème ne vient pas des réglages de mon fichiers G-code, car j'ai essayé d'imprime d'autre modèle déjà enregistré d'il y a longtemps qui marchait, maintenant, il ne marche plus, ça me fait le même problème. Je soupçonne que ça vient du plateau. Pouvez-vous m'en dire plus ?
Bonjour, j'ai un gros problème avec mon imprimante ender 3 pro , le problème est que quand je fais une impression la 4e couche commence à se décoller et haut bout de la 6e couche ça se décolle complètements. Ce problème ne vient pas des réglages de mon fichiers G-code, car j'ai essayé d'imprime d'autre modèle déjà enregistré d'il y a longtemps qui marchait, maintenant, il ne marche plus, ça me fait le même problème. Je soupçonne que ça vient du plateau. Pouvez-vous m'en dire plus ? -
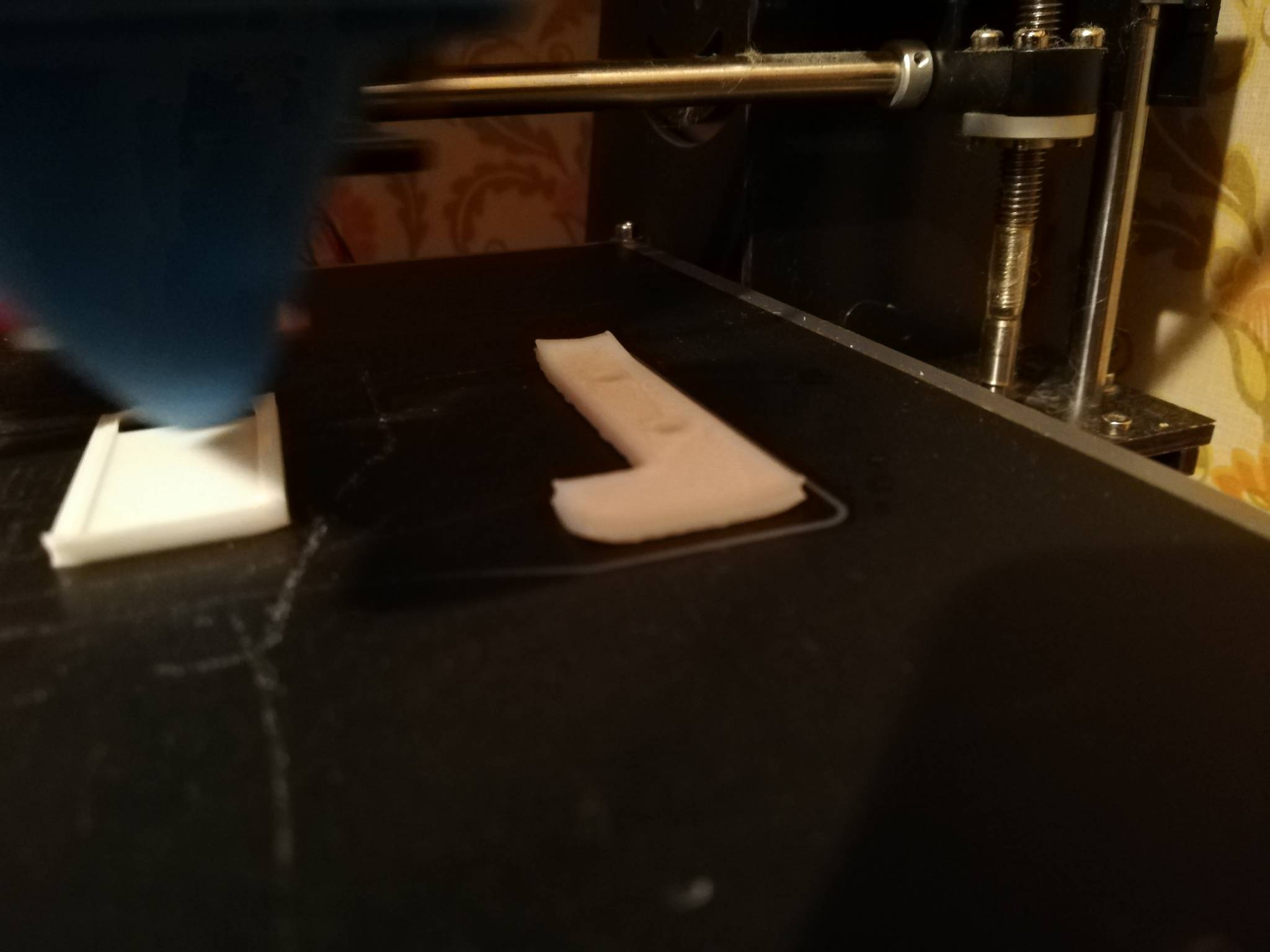
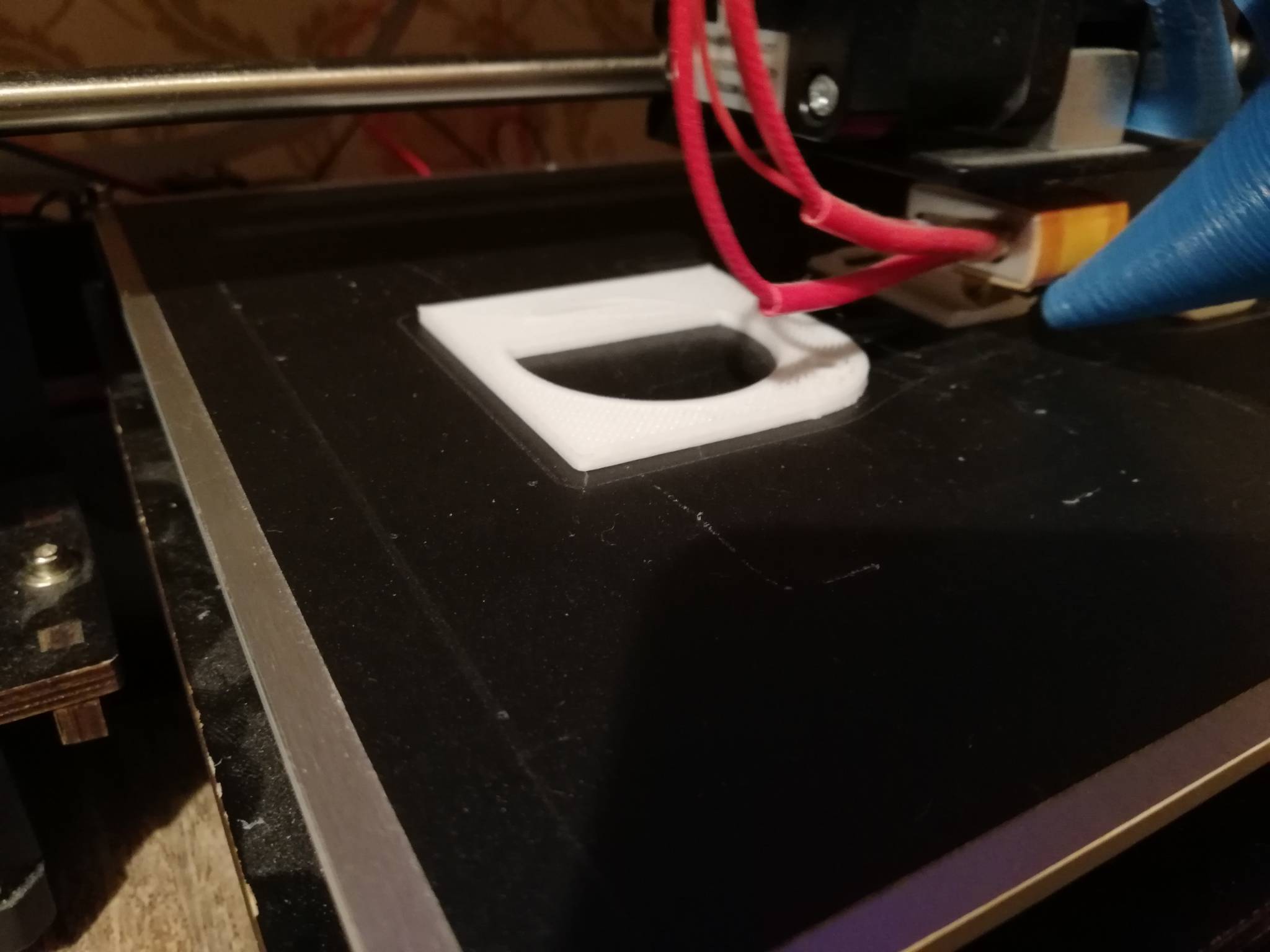
Bonjour, Je suis un débutant absolu en impression 3D. J'ai reçu mon imprimante Artillery Sidewinder X1 V4.2 hier. J'utilise ce filament : https://www.amazon.fr/gp/product/B07DN35CXQ J'ai essayé plusieurs impressions. Pour le cube fourni sur la clef USB, le résultat est correct. J'ai téléchargé un modèle de support de téléphone sur Thingiverse. J'ai utilisé Cura 4.9.1 pour le slicing. La première tentative a échoué à 1/3 suite à un manque d'adhérence. La seconde est allée jusqu'au bout mais les coins du modèle se sont relevés (warping) et le modèle comportait quelques imperfections mineures. J'ai également noté que le bout filament tout juste déposé avait tendance à se redresser à la verticale sur 1 mm ou moins à certains endroits. Cela provoquait quelquefois le décollage du modèle du plateau aux passages suivants (buse entraînant le fil redressé). J'ai créé un modèle (porte savon 10cm x 10 cm x 3,5cm) sous FreeCAD 0.19. J'ai utilisé Cura 4.9.1 pour le slicing. J'ai eu de très nombreux problèmes d'adhérence qui m'ont conduit à recommencer les impressions de multiples fois. Les mêmes problèmes que sur le support de téléphone se sont reproduits. Après une dizaine de tentatives j'ai finalement réussi à imprimer les deux pièces. Il y a en plus un décalage important à 1/3 de la hauteur. J'ai testé plusieurs configurations de température de la buse (200, 210, 220 °C) et de la plaque (60, 80, 90 °C). J'ai également fait de nombreuses mise à niveau du plateau (levelling). Celles-ci n'ont jamais réellement réglé le problème d'adhérence. Il n'y a pas de jeu sur les différents axes ni points durs. J'ai constaté que mon plateau est concave (particulièrement sur une des deux diagonales). Au milieu, il y a une creux d'au moins 2 ou 3 épaisseurs de feuille de papier. Le levelling semble donc impossible pour le point du milieu (n°5). Histoire de commencer par un bout, je souhaiterais régler ce problème de plateau pas très plat. 1- Est-ce que ce genre de creux au milieu d'un plateau est normal et acceptable ? 2- Est-il possible de redresser ce plateau en verre (j'ai un gros doute rien qu'en formulant ma question :-) ) ? J'ai lu quelques publications mentionnant les écrous excentriques pour corriger en partie ce problème mais ça me semble étrange (vu l'épaisseur du plateau). 3- Est-ce qu'une plateforme (du genre Ziflex) pourrait régler ce problème ? Il faudrait sans doute "caler" le milieu !?!? 4- J'ai lu aussi pas mal de choses sur des laques (dédiées ou à cheveux), la colle UHU stick :-) ou le scotch de masquage bleu. Bref un peu trop Mac Gyver pour une machine tout juste sortie du carton non ? 5- Il y a aussi certains commentaires recommandant de flasher la machine pour permettre un manual bed levelling. Est-ce que vous me recommandez cette solution ? Qu'en est-il de la garantie si je le fais ? Bon j'arrête avec les questions :-) En espérant vous lire bientôt Merci Bonne journée
-
Bonjour.Pour ceux qui veulent imprimer sans prise de tête, je livre ma modeste expérience .D abord,la machine:Ayant une CR 10 et une Chiron,j ai pu comparer:il n'y a pas photo,la Chiron est vraiment mieux sur plein de petits details.Je ne me sers plus de ma cr10!.Finis les pb de levelling car je règle à la volée ma première couche en lançant l'impression 2 fois 5 minutes pour ce reglage facile sur la Chiron .Le plateau est genial car il adhère tres bien à chaud et libère la pièce à froid,quitte à mettre un glaçon pour aider si necessaire...(rare).Enfin,pour eviter du warping car j'imprime souvent en densité 100% qui le favorise,je conçois mes pièces avec un contour élargi de 2cm,qui rentre dans la pièce( contrairemen au radeau qui lui est en plus de la pièce). Avec ce systeme,impossible de rater sa pièce, ;l inconvénient etant qu il faut decouper un cutter le contour pour retier ce " radeau" .je prends 1mm comme epaisseur,cela se decoupe bien,on peut essayer 0,5mmm...
-
 Je tente d'imprimer du TPU sur ma dernière acquisition clône de CR10 V3 donc c'est du direct drive. Le plateau est de type en verre avec un revêtement micro perforé définit comme "carbone cristallin silicone". La température du plateau est fixée à 70°C (vérifiée à 73°C avec thermomètre sans contact) et la ventilation qui commence à 0% pour les couches inférieures jusqu'à 50% pour le reste de l'impression. Jusqu'à maintenant je n'ai pas réussit une seule impression. En général cela commence bien et dès que l'épaisseur de l'impression dépasse les 5 mm j'ai droit à du warping. Je précise que le remplissage est à 100%. Voilà, avez-vous des suggestions ? Merci
Je tente d'imprimer du TPU sur ma dernière acquisition clône de CR10 V3 donc c'est du direct drive. Le plateau est de type en verre avec un revêtement micro perforé définit comme "carbone cristallin silicone". La température du plateau est fixée à 70°C (vérifiée à 73°C avec thermomètre sans contact) et la ventilation qui commence à 0% pour les couches inférieures jusqu'à 50% pour le reste de l'impression. Jusqu'à maintenant je n'ai pas réussit une seule impression. En général cela commence bien et dès que l'épaisseur de l'impression dépasse les 5 mm j'ai droit à du warping. Je précise que le remplissage est à 100%. Voilà, avez-vous des suggestions ? Merci -

Warping sur Ender 3 Pro
Cyrilias a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
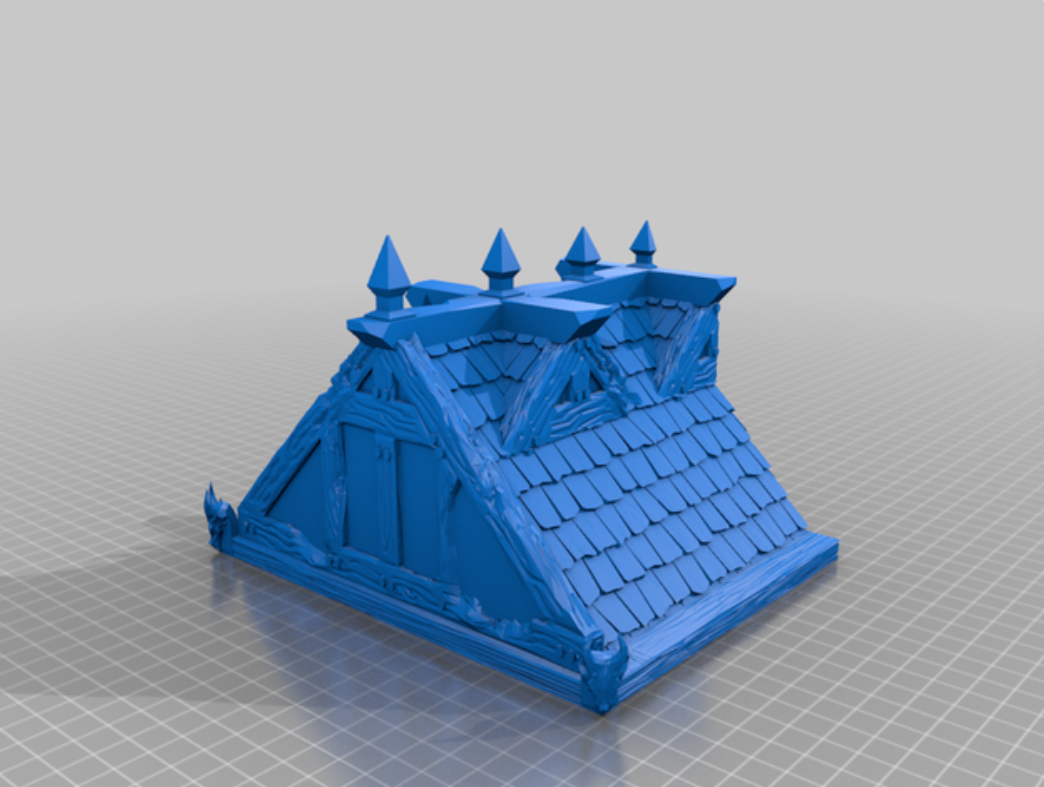
Bonjour à tous ! Après avoir écumé les différents forums et topics, je ne trouve pas de solution à mon problème. J'aimerais imprimé un fichier, un toit du batiment Ulvheim (sur thingiverse) sauf que le warping me l'expulse du plateau. J'imagine que c'est ça puisque les bords sont relevés. Généralement cela arrive au meme stade, à 7mm. Mon bed est à 50 - 60, Mon nozzle est à 195, initial à 205 Vitesse à 50/s J'ai essayé plusieurs choses mais au bout du 8ème échec, je commence à être à court de ressource. Avez vous une solution ?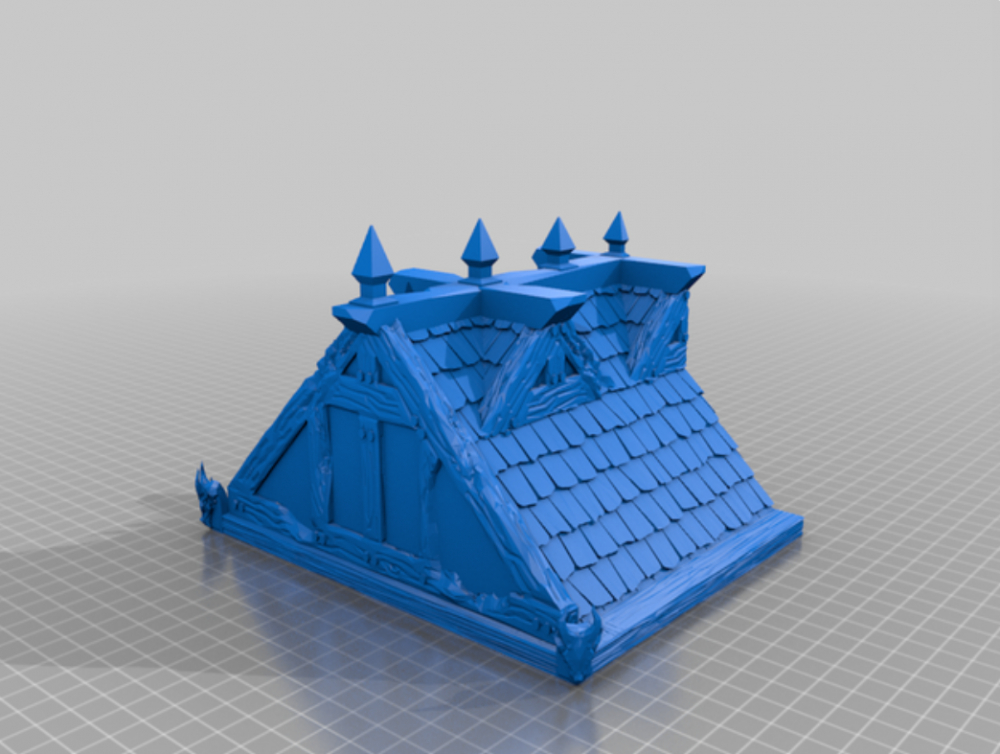
-
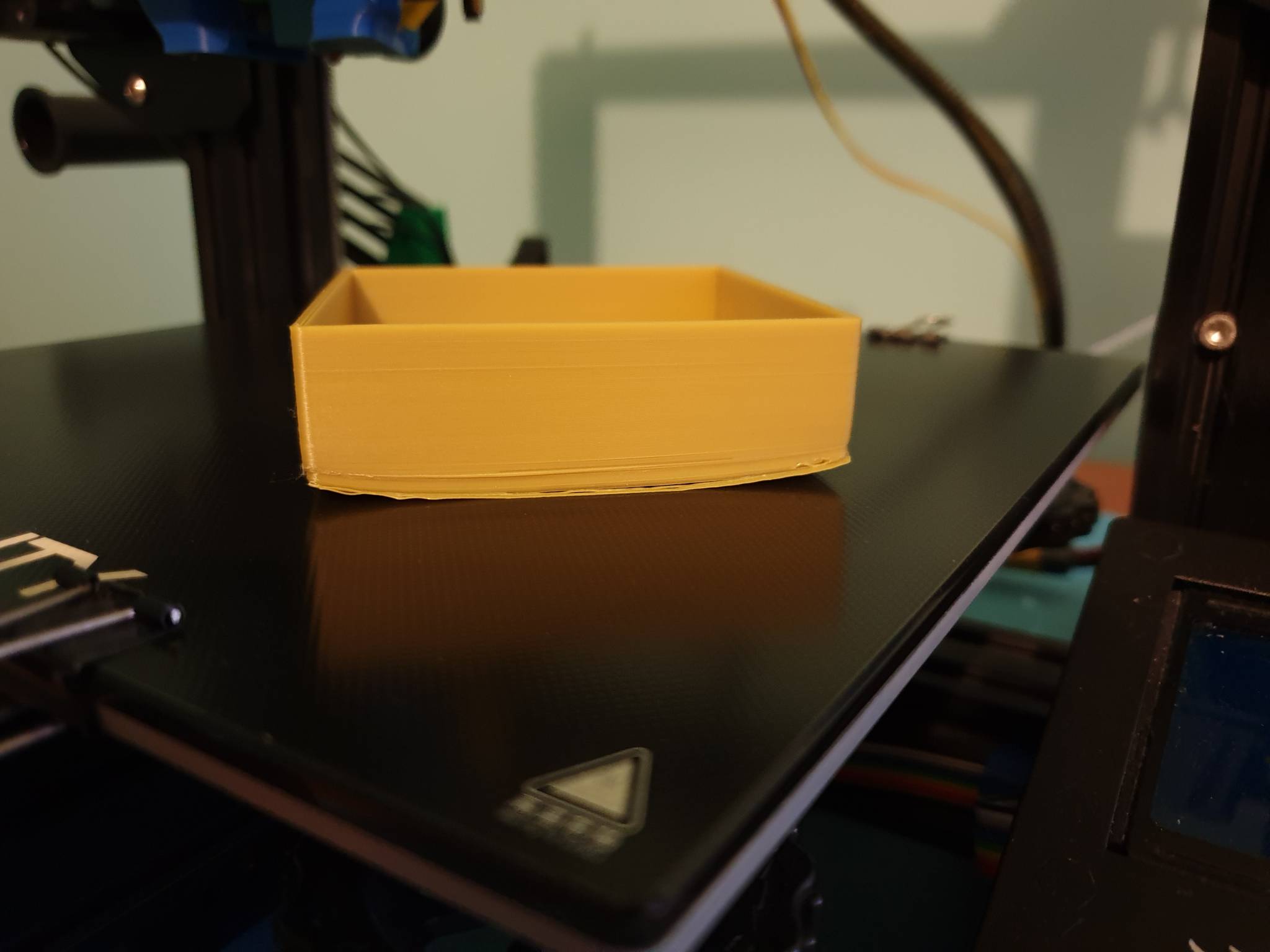
 Bonjour à tous, Actuellement j'imprime des boîtes de rangement de 70x70mm J'ai beaucoup de warping quel que soit le type de plateau et de filament que j'utilise. Pourtant à chaque fois j'ai une première couche qui s'imprime au top. - Plateau en verre + laque : la pièce se décolle complètement après 1h d'impression - Plateau Buildtack d'origine : la première couche adhère bien mais après une bonne heure et demi les angles se décollent. - Plateau Ultrabase : après 2h d'impression les angles se décollent J'ai essayé avec du filament Eryone , Sunlu et Comgrow. Eryone et Sunlu ont des taux de contraction trop élevé ce qui rend la pièce inutilisable. Le seul qui passe est le filament de chez Comgrow même s'il y a toujours du warping J'ai testé à différentes températures à chaque fois entre 200 et 215° avec une hauteur de couche de 0.2 Quelle marque de PLA a un taux de contraction le plus faible possible ? Des réglages particuliers à faire dans Cura ? Les premières couches me semblent bien adhérer au plateau et je ne détecte pas de défaut à ce moment là.
Bonjour à tous, Actuellement j'imprime des boîtes de rangement de 70x70mm J'ai beaucoup de warping quel que soit le type de plateau et de filament que j'utilise. Pourtant à chaque fois j'ai une première couche qui s'imprime au top. - Plateau en verre + laque : la pièce se décolle complètement après 1h d'impression - Plateau Buildtack d'origine : la première couche adhère bien mais après une bonne heure et demi les angles se décollent. - Plateau Ultrabase : après 2h d'impression les angles se décollent J'ai essayé avec du filament Eryone , Sunlu et Comgrow. Eryone et Sunlu ont des taux de contraction trop élevé ce qui rend la pièce inutilisable. Le seul qui passe est le filament de chez Comgrow même s'il y a toujours du warping J'ai testé à différentes températures à chaque fois entre 200 et 215° avec une hauteur de couche de 0.2 Quelle marque de PLA a un taux de contraction le plus faible possible ? Des réglages particuliers à faire dans Cura ? Les premières couches me semblent bien adhérer au plateau et je ne détecte pas de défaut à ce moment là.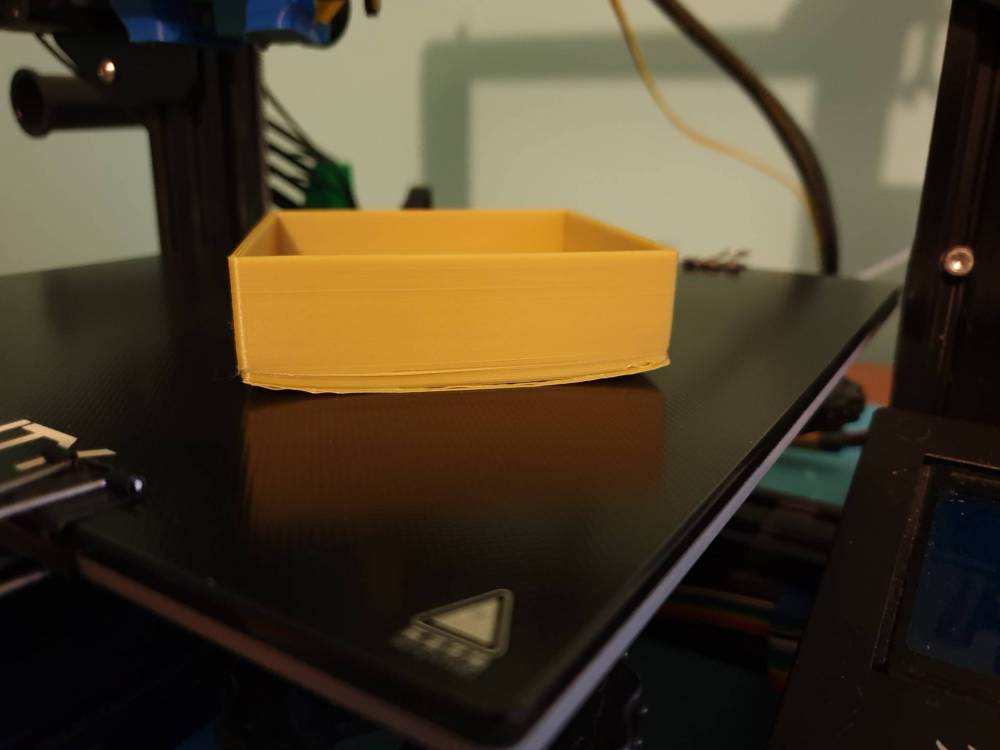
-

Besoin d'aide, c'est quoi ce phénomène ?
Syryous a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour à tous ! Je suis nouveau sur le forum. Je m'appelle Sylvain. J'ai 28 ans. Et ça fait 1 an que je suis dans l'impression 3d. Malheureusement je ne m'en sors plus... J'ai fais pas mal d'impression je suis sur ma troisième bobine... J'ai déjà eu pas mal de petits soucis m, qui font partis des joies de l'impression 3D, mais la il y a un os... J'ai tout essayé mais depuis peu mon imprimante fait un warping ou curling... Je ne sais pas trop je suis perdu... En Pla à 190° Lit à 65°. D' un côté c'est nickel, et de l'autre catastrophique. J'ai refait mes origines 100 fois. J'ai changer la ventilation... Rien n'y fait Une idée ??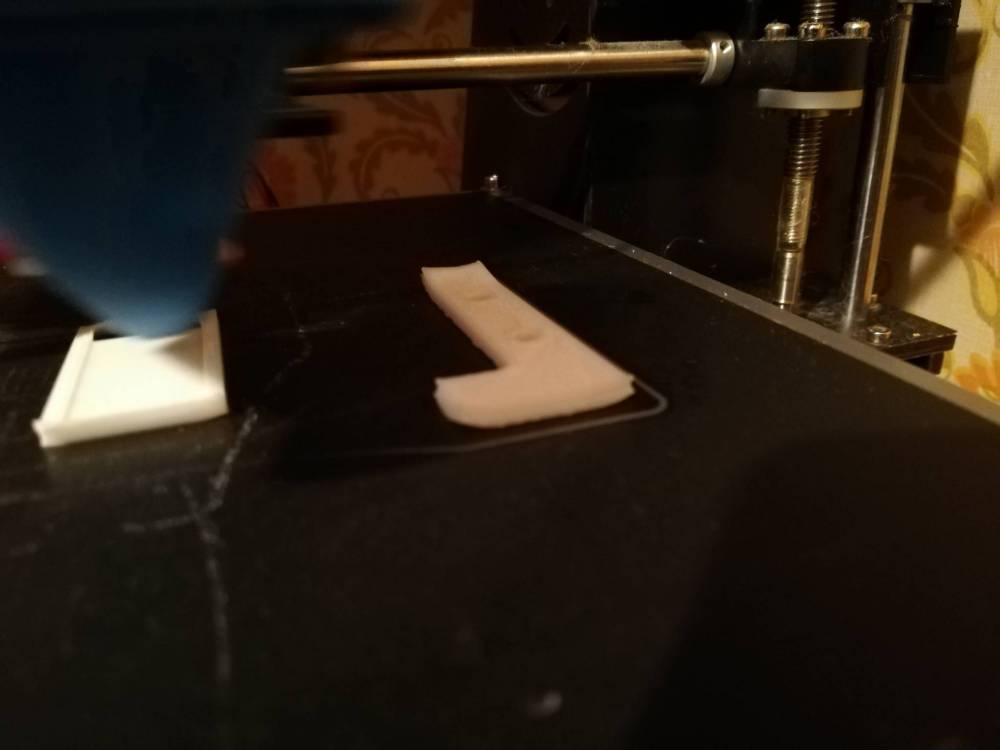
-
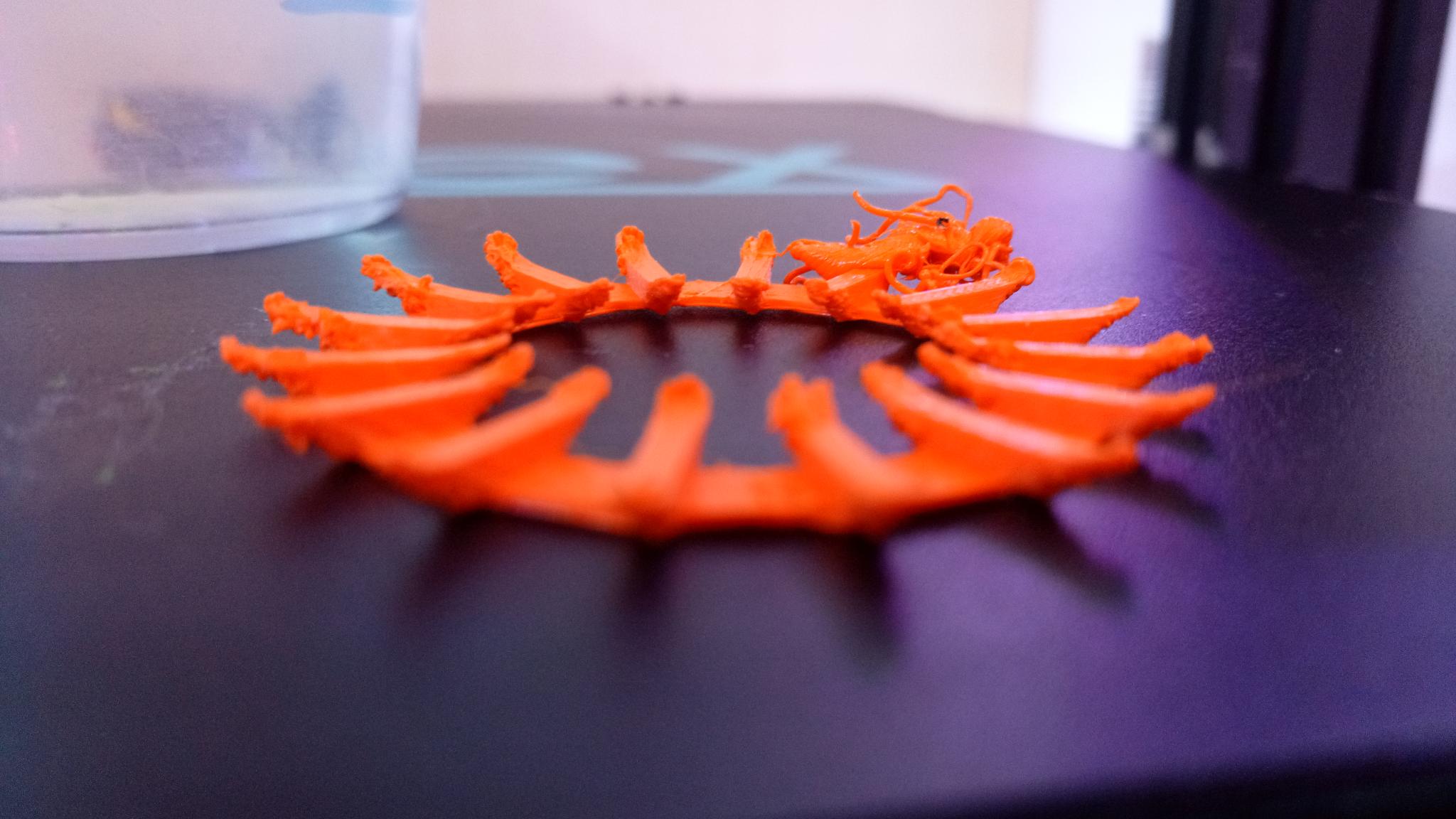
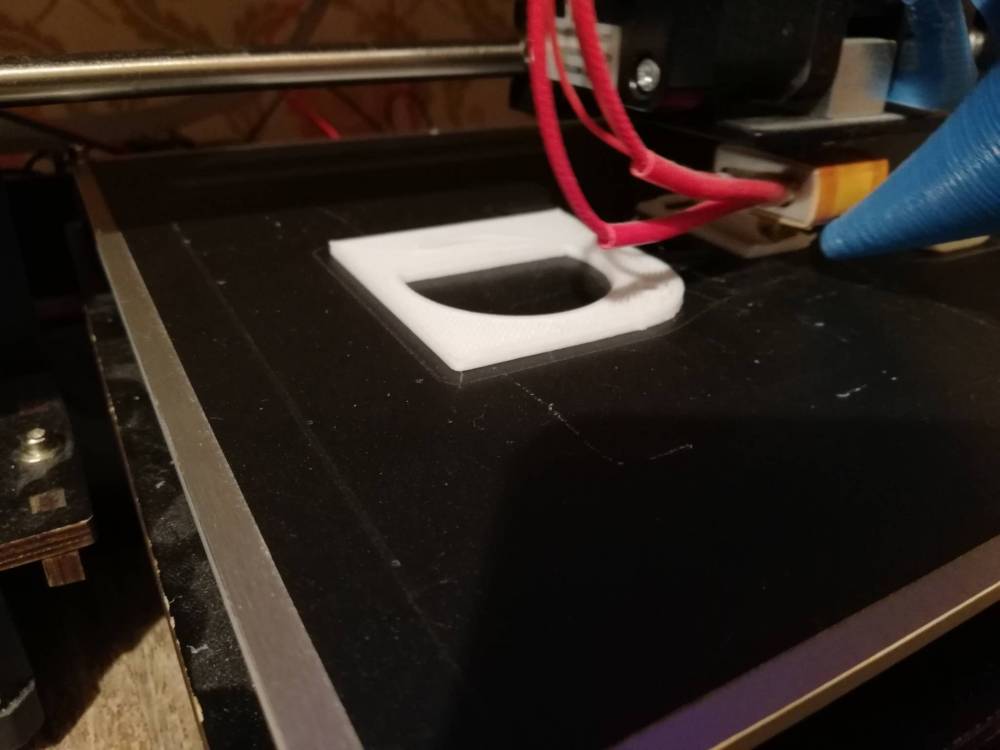
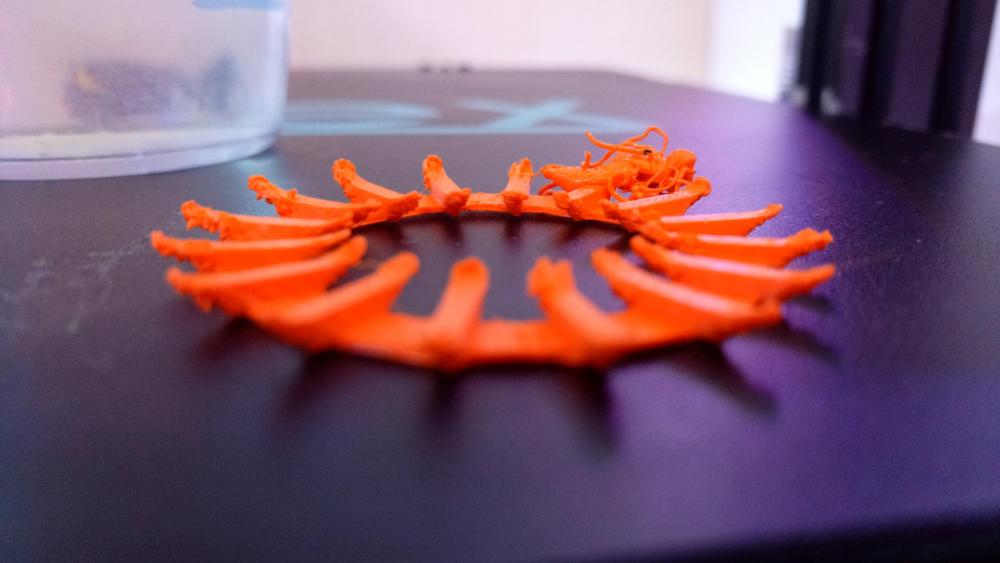
Bonjour, j'ai quelques soucis sur mes prints. je tente d'imprimer des pièces avec des petites parties . ex: https://www.thingiverse.com/thing:3776361 le soucis est qu'après quelques couches, j'ai un phénomène de "curling" . les parties rebiquent j'ai fait un test avec un bencky dédié à ce soucis et j'ai vraiment pas bon au niveau du résultat. Pire , la pièce se fait embarquer par la buse au bout un moment car les petites pointes du "curling" dépassent trop. voici la photo. Après avoir exploré quelque conseil sur les forum, j'ai lu que cela pouvais être dut à une température trop élevé de la buse , j'ai donc testé à 190° mais le résultat est identique. je pense que le Fang ne refroidit pas assez le plastique une fois déposé . sur la vidéo que j'ai réalisé ( merci le guerroloco) , on peut voir que lorsque la buse est en bas , le fang soufle mais pas exactement sous la buse . https://youtu.be/5E5vPydb7aI en soulevant la buse de 5 mm, la "pointe du souffle" du fang se trouve bien centré et sous la buse . auriez vous des conseils ? j'ai retiré la chaussette , le résultat est identique. abaisser la buse et le bloc de chauffe ?? quid du transfert thermique par le heatbreak si il y a 15mm entre le block et le radiateur ?? merci à tous
-
Bonsoir Voici les paramètres : PLA Tianse Silver (190-210°) Buse : 200° Plateau chauffant : 60° recouvert de kapton Aide à l'accroche : radeau ou bordure Vitesse d'impression 60 mm/s Ventilation 100 % j'ai essayé à 25% ça ne change rien Depuis quelques jours, je me heurte à un problème de warping assez important. J'ai essayé toutes les aides à l'accrochage, rien n'y fait. En ce moment j'imprime une pièce d'environ 12 x 12 cm avec un radeau comme accroche. Le radeau est en train de s'arracher du plateau. J'ai aussi essayé avec une bordure plus large, même constat. Je pensais qu'avec le plateau chauffant, je n'aurais plus ce problème et pendant un moment, ça a très bien marché, mais là ça empire. Est-ce que c'est dû à la t° de la pièce où est située l'imprimante (environ 26°) ? Je pensais naïvement que le warping était dû à un refroidissement trop rapide de la pièce, du coup, j'ai baissé la ventilation à 25 %, mais ça ne change rien. J'ai lu quelque part que l'on pouvais changer la t° de la buse pendant l'impression. Est-ce que ce paramètres existe dans Ultimaker Cure v3.5 (si oui où) et dans quel sens faut-il le faire varier. Quels autres paramètres je pourrais toucher pour faire disparaitre le phénomène. Pour l'instant j'ai un taux de déchet de 75 % et ça me gonfle un peu (en fait beaucoup)... Merci de vos lumières... V.
-
Bonjour à tous, j'ai reçu mon imprimante CR10S, avant-hier, j'ai effectué le montage, et j'ai pu hier commencer à régler et faire les premiers tests. Cependant, je rencontre un souci de warping, en PLA..., je ne sais pas si le problème vient de cura j'aurais préféré Simplify3D, mais lorsque je fais l'aperçu de l'impression, j'ai l'impression qu'il ne va imprimer que le support... Bref je dois encore regarder à ça de plus prêt... Premier début d'impression (fichier test sur la micro-SD) Ce n'est pas visible sur la photo, mais sur les vidéos on peut voir à droite que l'impression est moins bien faites, j'avais du régler le plateau Après ça, vous pouvez voir ici le warping, même en ayant mis de la laque sur le miroir J'ai mis le scotch fourni avec l'imprimante, et j'ai modifié le "raft" (je ne suis pas encore habitué aux noms ), mais là aussi, j'ai eu un problème Le filament est un PLA (température marquée dessus entre 190 et 210), le bed était à 60° et la buse à 205° pour l'impression. Le miroir fait 31cm sur 31cm sur 4mm d'épaisseur. Je ne sais pas si le problème vient d'un réglage de Cura, des surfaces d'accroche, de la distance bed <=> buse, j'essaye justement d'imprimer le support pour le mesureur de précision Merci d'avance à ceux qui auront lu jusqu'au bout
-

Mes pièces se décollent sans arrêt ...
pyrro825 a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour a tous, Lorsque j'imprime, mes impressions se décollent du plateau sans arrêt ... pas juste du warping, j'imprime du PLA a 210° avec un plateau a 60°, et j'ai remplacer le plateau alu part du verre. J'ai essayer les méthodes logicielles, brim, raft(sa a l'air de fonctionner un peu mieux avec le raft), températures/vitesses différentes, j'ai essayer avec de la colle, du scotch de peintre, de la laque (oui, oui, celle pour les cheveux) ... sa continus de se décoller, et je commence a en avoir marre. Je vais bientôt remplacer mon extruder et ma tête d'impression, mais sa ne serviras a rien, si je ne règle pas ce problème ... Vous faites comment pour régler ce problème ? -
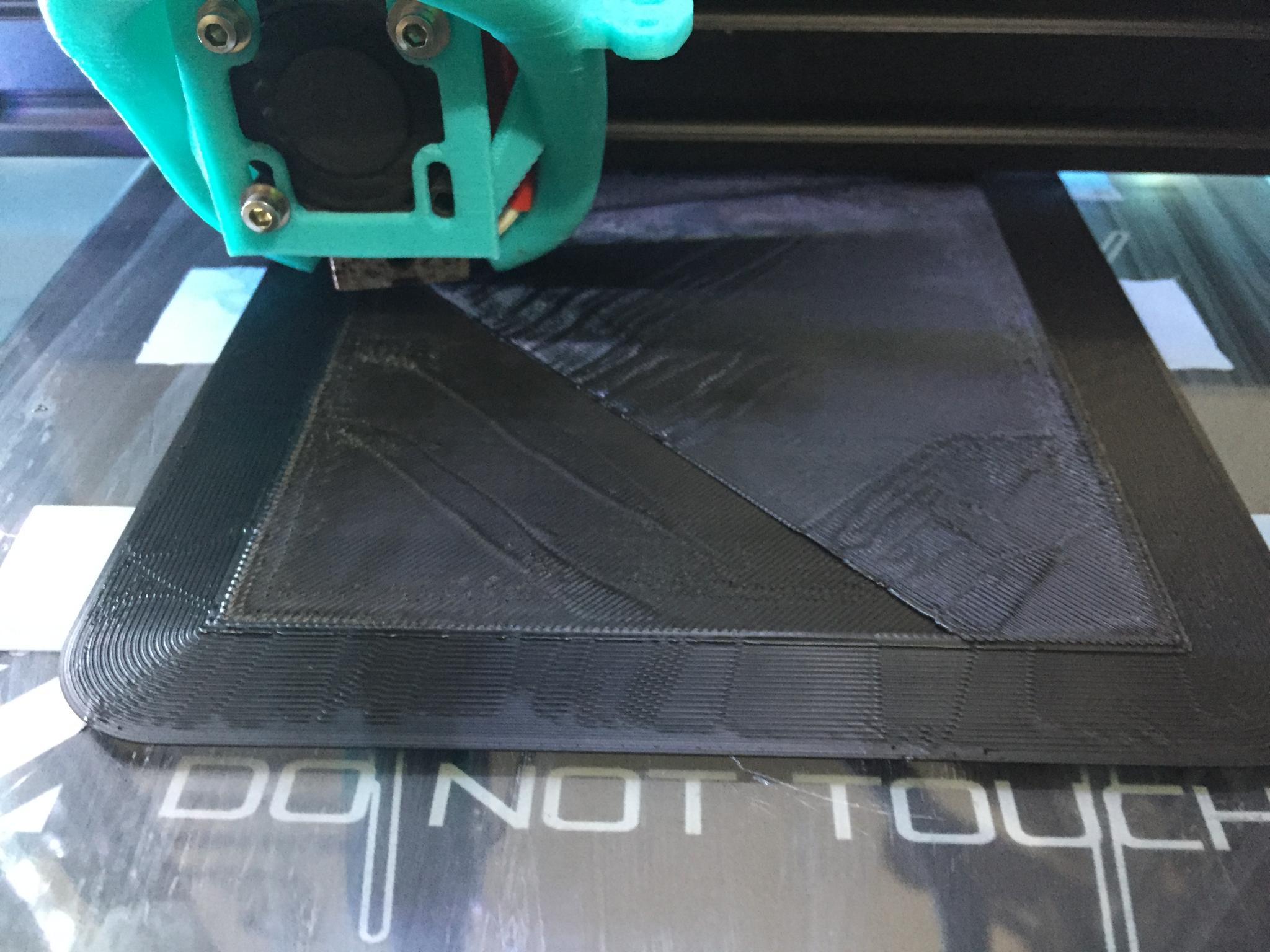
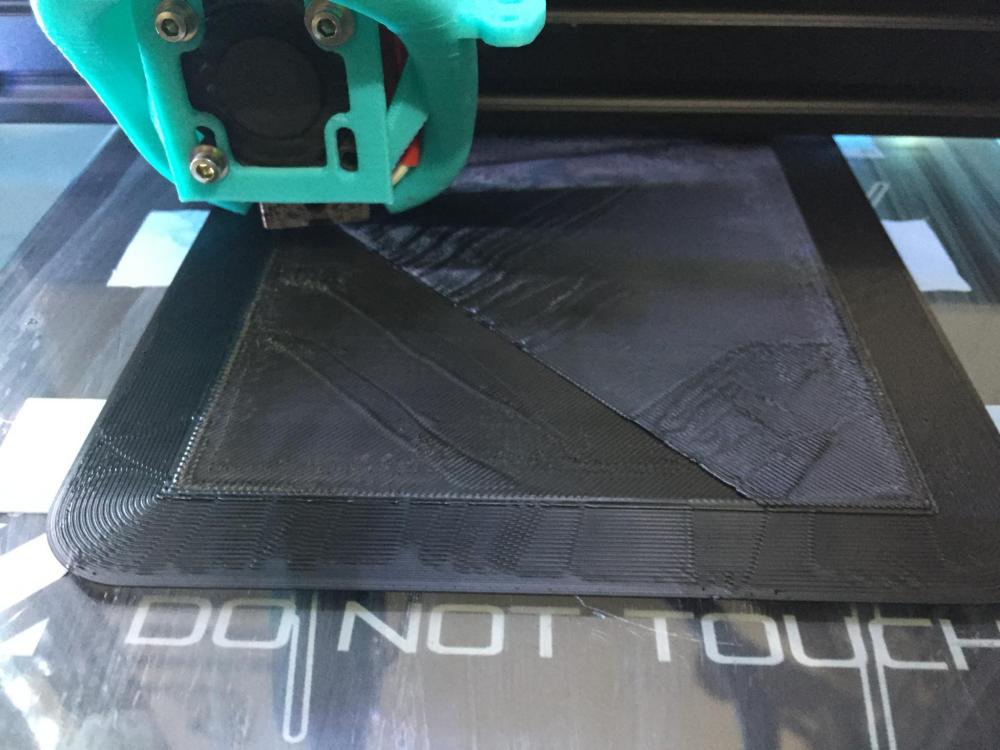
Hello, Ça fait longtemps que je ronge mon frein et là, je n'en peux plus Mais qu'est-ce qui cause ce phénomène de vagues dégueulasses sur des plaques / grandes pièces comme celle-ci ? OK, sur cette photo c'est de l'abs mais j'ai souvent le même problème avec le pla Ça me saoule, c'est très moche ! Une idée ? Sur cette photo c'est de l'abs de la marque "techie" 230° pour la buse, 110 le bed vitesse impression 30 ventilateur de couche à env 30% pièce fermée sans courant d'air avec temp ambiante de 33° env. Ah oui, jus d'abs sur le plateau pour l'adhérence. Plateau en verre. Buse 0.4. 0.3 layer
-
Bonjour, Je suis un nouveau possesseur d'une geeetech prusa i3 B, qui fonctionne déjà à très bien sans upgrade.. Mais j'avais une petite question, j'ai acheter un ventilateur radial : https://www.banggood.com/3D-Printer-12V-DC-50mm-Blow-Radial-Cooling-Fan-p-980653.html?rmmds=myorder et j'ai imprimer sont support : http://www.thingiverse.com/thing:1540434 je voulais savoir comment le brancher, je m'explique, le ventilo possède 2 fils +/- et environ 20cm de longueur de fils avec sa prise jst 2pin, et du coup comment brancher vous le votre ? es-ce que vous le brancher sur l'un des 3 FAN qui tourne continuellement, ou vous sectionné les câble du ventilo de l'extrudeur et vous brancher le +/- avec dessus ? j'ai un peux fouiller sur le forum, mais j'ai pas trop trouver quelque chose de concret... Et d'ailleur es ce que le ventilo qui est sur le radiateur de l'extrudeur, doit être brancher sur pwm ou sur un des 3 fan ? Si j'installe le ventilo, c'est parce que des fois sur certaine pièces un peux haut (en milieu et ou fin de pièces) j'ai les coins qui se lève, à parement sa s'appel du "CURLING"...voir un exemple ici d'une pièce verte à moiter imprimer avec les bords relevé : https://www.simplify3d.com/support/print-quality-troubleshooting/#curling-or-rough-corners je vous rassure, c'est pas autant levé que sa chez moi, mais léger, d’où le faite d'avoir penser de mettre un ventilateur radial, qui je l'espère va résoudre ce soucis. Sa c'était mon premier soucis, Le seconds soucis, c'est qu'il met arriver d'avoir du warping voir ici la pièces en exemple de couleur bleu : https://www.simplify3d.com/support/print-quality-troubleshooting/#warping par contre sa je l'ai eu que très très rarement, je pense que le plateau est trop chaud ou l'inverse ? Pour les paramètre de l'imprimante, j’imprime avec du PLA rouge de chez grossiste3D a une température de 210° et plateau chauffant 66° Si vous avez une meilleur température de chauffe du PLA et du plateau chauffant je suis preneur ??? Merci d'avance de m'avoir lu et merci pour vos réponse. Guillaume.
-
Bonsoir, Je réfléchi à adapter un plateau chauffant sur ma discovery.... pensez vous que ce modèle serait compatible avec notre imprimante Print-Rite DIY 3D Printer – Heat Table (200 x 200mm) (site hobbyking EU) Sachant que j'utilise le capteur inductif (gris) et que je ne souhaite pas modifier le firmware. Merci d'avance pour votre aide
-
Bonjour a tous, Ma Discoeasy 200 est enfin fonctionnelle et comme me le conseil le site de DAGOMA j'ai voulut pour ma 1er pièce imprimé le support de bobine, j'utilise donc la petite bobine de fil blanc fournie avec ma machine et le plateau recouvert de bluetape pour imprimer la 1ere partie(base), jusque la aucuns soucis. Mais au moment d'imprimer la seconde partie comme je n'ai pas assez de fil blanc je monte ma bobine de PLA Chromatik (vert) acheter chez DAGOMA et le lance la seconde partie (top) et la au bout de 20 minutes d'impression la pièce se décolle toute seul du plateau, je relance donc l'impression en cochant "amélioration de la surface d'adhesion"dans Cura by dagoma et la pareil! je décide donc après avoir chercher un peut sur internet de poser le Buildtak que j'avais acheter en même temps que l'imprimante (je comptait le poser seulement une fois que mon bluetap aurait été foutu, mais bon on fait pas toujours ce que l'on veut :)) et je relance l'impression et la pas de changement, la pièce ce décolle toujours malgré le Builtak ! J'ai fait quelques recherches et apparemment mettre de la colle en bâton sur le plateau augmenterait l’adhésion de la pièce, vous en pensez quoi ? cela ne risque pas d’abîmer mon Buildtak ? Si vous avez d'autres solutions je suis preneur! sources: http://www.wiki.filimprimante3d.fr/ladhesion-un-probleme-les-solutions/
-
Salut à tous ! Je reviens du fablab de Saint Etienne, petite pub pour eux ils sont cools. J'y ai testé une impression sur une de leur makerbot 1 en ABS et j'ai eu un gros souci de décollement même en y ayant mis un bon brim, je vous laisse juger. Jusqu'a la moitié de l'impression tout était nickel et après c'est parti en sucette. Donc forcément ma question, que s'est il passé et que dois je corriger pour éviter celà ? j'imagine que c'est une histoire de température mais j'ai pas le quand et combien. Et je peux pas vous donner les températures exactes d'impression car leur carte électronique est à moitié dead et on a pas les bonnes températures. mais en théorie l'extrudeur était à 210 et le lit à 110. merci d'avance la commu, vous êtes top !