Classement


.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)

Contenu populaire
Contenu avec la plus haute réputation dans 01/08/2018 dans Messages
-
Coucou les gens, Marlin 1.1.9 est sortie. La bonne nouvelle, c'est que la migration vers celle ci est plutôt aisé. En effet contrairement a la V2 la V1.1.9 garde la même structure de fichier. Du coup pour mettre a jour il suffit de comparer les fichiers avec un outil du genre "Notepad++" avec le module "compare" et reporter nos paramètres. Évidement ça ne marche pas, juste en remplaçant les fichiers de configurations. Et pour ceux qui veulent aller plus loin, le "Linear Advance" passe en 1.5, le "Power loss Recovery" de Creality a été intégré, on peut définir un type de driver (A4988, TMC2208, ...) par axe et plein d'autres chose. Je vous laisse lire le changelog Je suis passé dessus, juste fait un test de calibration et ça a l'air d’être tout bon http://marlinfw.org/2 points
-
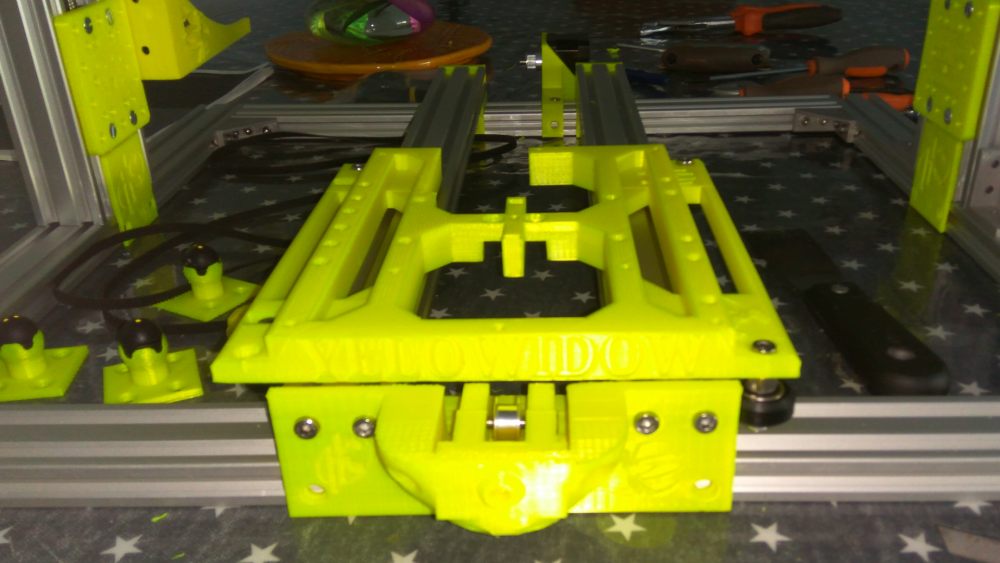
Ça devient, de plus en plus, intéressant Modifier mes pièces, (quel plaisir) pour qu'elle soit ma Néfertiti Yellowidow
 2 points
2 points -
la vrai revolution pour les pizzas2 points
-
Sois pas si négatif ! Ça PEUT marcher. T'as déjà du bol d'avoir eu les T8 gratos par erreur : tout le monde doit les payer en plus !2 points
-
Ça pourrait être aussi simple et je me félicite d'avoir eu cette intuition. (Oui, je me félicite moi-même, car je suis sûr, comme ça, que ça sera fait) Ces bécanes sont montées par des sous-traitants de sous-traitants, et ils doivent prendre les pièces au pif dans la boîte...2 points
-
Bonjour à tous, Lecteur (assidu) des posts de ce forum depuis plusieurs semaines, je me décide à saute le pas de l'inscription suite à des disfonctionnement de mon Anet A8 modifiée. Détenteur d'une Anet A8, je modifie celle-ci progressivement : Elle dispose actuellement d'une tête E3D v6 (un clone, pas l'original) + capteur capacitif , un système Bowden et tourne désormais sous la dernière version de Marlin. L'alimentation des résistance chauffantes du plateau et de la buse passe par des Mosfets. Dès que l'imprimante fonctionnera à nouveau => passage au plateau en verre. Je suis actuellement en train de configurer un Raspberry pi 3 b+ pour fonctionner avec Octoprint et un écran tactile (+ caméra pour la surveillance à distance). Prochaine étape (dès que le soucis de tête d'extrusion sera résolu) : montage du caisson étanche + ventilé (profilés alu 20mm + contreplaqué, extraction d'air asservie en température via un ventilateur pc de 140mm filtrant l'air au travers d'un cartouche ABEK1,éclairage LED et détecteur de fumé dans le caisson). Objectif : impression de l'ABS en toute sécurité. Je ne manquerai pas, bien entendu, de partager mon expérience (restant encore à acquérir) avec les makers de ce forum.1 point
-
De rien, J'en ai ch... pendant un bout de temps et sans l'aide que j'ai eu du site, je pense que j'aurais baissé les bras1 point
-
sales gosses XD On peux vraiment jamais imprimer tranquille !1 point
-
Junky de la création d'imprimantes 3d repéré! prochaine création, une hypercube ou une delta?1 point
-
Je dois avouer que je n'avais pas vérifié le serrage de la thermistance. J'ai donc procédé à cette vérification à l'instant : la vis était en effet un peu serré (je n'avais pas touché à la vis, donc c'était un sur-serrage d'usine...). J'ai donc dévissé celle-ci puis revissé juste ce qu'il faut pour que la thermistance tienne en place. Résultat : je lit désormais 30°C A voir si en chauffe je maintient la qualité de lecture, la gaine a quand même du être abîmée par ce serrage excessif... Je m'en vais commander une thermistance supplémentaire pour avoir une pièce de rechange au cas ou. Un grand merci à toi Maeke, demain matin à la première heure je remet mon imprimante en service !1 point
-
Y'a du mieux, 0,3 c'est normal, c'est ton slicer qui le détermine. Je pense qu'il est temps de calibrer ton extrudeur ... C'est terriblement sous extrudé ... Voici le tuto : http://zennmaster.com/makingstuff/reprap-101-calibrating-your-extruder-part-1-e-steps En espérant que tu comprend l'engliche !1 point
-
Je serai jamais d'accord avec @zybansur ce sujet car je pense que la lamelle souple a son utilité, protéger le end-stop d'un accostage trop violent qui le détruirait. Mais je respecte son idée et pour qu'il puisse l'exprimer je me battrai jusqu'au dernier au nom de la liberté d'expression !1 point
-
Le seul truc que je peux apporter, c'est que les Deltas sont moins précises que les cartésiennes.1 point
-
Si tu as du modifié 20 x ce réglage, lit ceci1 point
-
Je vais peut-être dire une connerie mais si l'écran affiche z 0.3 et que la buse se trouve bien à cette hauteur, le problème vient des réglages du slicer Par exemple Cura met par défaut z 0.3 et il faut changer soi-même la hauteur de la première couche. Perso j'ai mis 0.1, d'autres vont demander une couche avec plus de matière. Si tout est ok de ce côté fait nous une photo de ton switch axe z, certains ont des problèmes mais la solution gratos consiste à simplement le retourner et le tour est joué. Pour savoir si ton switch n'est pas parfait, tu fais successivement des "homes" et avec ton papier tu vérifie. Si tu n'as pas les mêmes valeurs à chaque "home" tu n'as plus qu'à retourner ton switch.1 point
-
Impeccable !!1 point
-
https://www.thingiverse.com/thing:997436 Les fumées d'abs m'occasionnent de grosses migraines (littéralement). @papa50 remise en service d'octoprint: succès! (et je peux à nouveau envoyer mes fichiers gcodes directement depuis le logiciel de tranchage).1 point
-
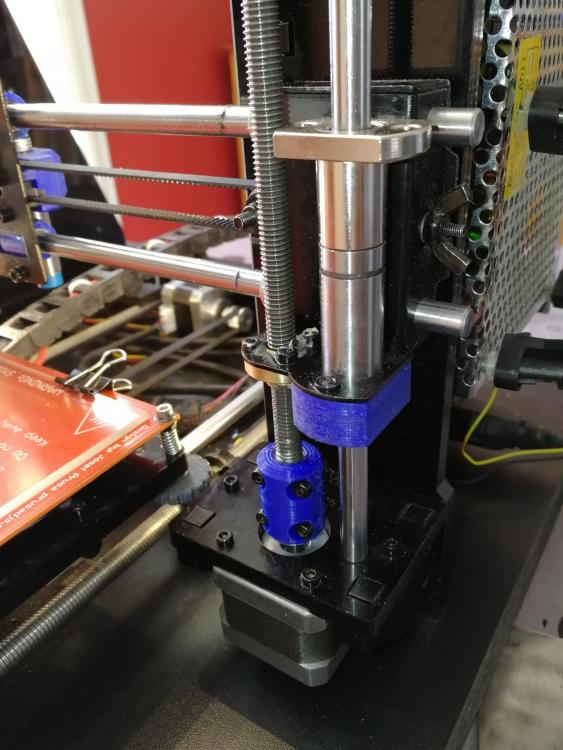
ESTEPS c'est Extruder Steps. Le nombre de pas que le moteur de l'extruder va faire pour 1 mm de filament. C'est la même chose avec les autres axes. ça dépend de plusieurs facteurs : La démultiplication en sortie de moteur liée au diamètre de la poulie (la roue dentée de l'extrudeur), les poulies pour l'axe X et Y et enfin le pas de la vis sans fin pour l'axe Z. Mais aussi du nombre de micro pas des drivers des moteurs. Un Stepper type NEMA (des NEMA 17 dans le cas d'une imprimante 3D), ont 200 pas par tour, mais on peux augmenter le nombre de pas grâce à l'électronique. Un multiplicateur s'applique alors : Ce qui peux nous emmener à 200, 400, 800, 1600, 3200 ... etc ... selon la qualité du driver. Il me semble que les drivers d'origine fournis par Geeetech, montent jusqu'à 3200 et sont réglés comme tel d'origine. Je suis passé pour ma part sur des Drivers à 6400 Microsteps pour plus de précision. La réponse est plus complète que la question pouvait augurer, tu m'en excusera @ Jean Claude, tu as raison, le guidage est faiblichon avec une tige M8, du fait qu'elle n'est pas vraiment rectiligne. Toutefois, les T8 sont rectifiées et sont beaucoup plus droites, ce qui élimine quasiment le Wobble. Toutefois, j'ai gardé mes anti Wobbles du début, par flemme de les démonter, et vu que ça marche très bien comme ça, je n'en vois pas l'intérêt. En regardant ton montage, le roulement du haut est ton roulement d'origine ? Ma machine était livrée avec des roulements 2 fois plus longs.1 point
-
@Antonreplay je reconnais bien là le montage un peu merdique de la Gitèque, avec ses LM8UU courts qui ne guident que très approximativement la montée du Z, occasionnant un wooble pas piqué des vers. Sur mamienne j'avais allongé la distance de guidage et après ça allait bien mieux, ça ballotait plus du tout. T'as vu, les tiges M8 ça ressemble pas du tout aux T8 Mais bon, pour l'instant commence par obtenir des prints corrects et après on verra....
 1 point
1 point -
T'as un court-circuit au niveau de la thermistance, la vis de fixation est peut-être trop serrée.1 point
-
Ça tiendra peut être, moi les pieces ont lâchées quand j'ai commencé à imprimer l'abs, si tu n'imprime que du pla peut être que tu n'aura aucun soucis1 point
-
voilà c'est fait1 point
-
Oui, mais j'aimerais bien comprendre pourquoi ton 0,3 de départ est à cette distance du plateau !!! Vu que moi aussi j'ai des emmerdes avec la mienne, je suis encore un peu là !1 point
-
Mouais... c'est un gros raccourcis la hein Prusa si on devait le définir c'est comme une marque, pas comme un produit. C'est autant ça : (la prusa mendel) Que ça : (la prusa I3 mk2) La prusa I3 est la troisième itération de son imprimante, qui elle même a subit des évolutions (mk2, mks, mk3...). Ses machines (à M. Prusa) sont opensource, donc libre à tout à chacun de faire un clone de ses machines et itérations. Je reste d'ailleurs persuadé que bien qu'il soit un des maillon important de l'impression 3D de notre époque, sa renommée est en partie due au fait que ses machines soient opensource, ça à grandement aidé à faire connaitre son nom, surtout auprès des nouveaux qui n'ont pas connu l'époque des mendel et des kits revendues sous le manteau par des barbus et qui découvrent ce nom par des kits à pas chère sur le net, puis découvre les originales en cherchant à évoluer. Pour répondre à ta question initiale, une prusa I3 MK2 par exemple est un modèle, donc toutes les imprimantes copiant / clonant le modèle source aura la même appellation, par contre, une cr10 par exemple n'est pas une prusa (quelque soit l'itération) puisque cette machine n'est pas issue de la gamme des machines prusa. Par contre, certains fabricants ne sont pas super réglo puisqu'ils utilisent ces appellations pour des machines qui n'en sont pas. Comme une très grande partie des marques qui nous entoure1 point
-
Alors récapitulons : Utilises tu un capteur Type 3D TOUCH comme le titre du sujet peux le laisser entendre ? Si ce n'est pas le cas : quelle est la valeur de Z Offset dans le menu Control -> Motion ? Sans capteur, elle doit être réglée à 0 Personnellement, j'utilise un ticket de caisse pour régler le plateau. Il faut que le ticket frotte légèrement la buse mais ne soit pas complètement bloqué. Pour moi, une feuille A4 pliée en 2, c'est beaucoup trop épais. Il faut répéter l'opération au 4 cois et régler avec les Vis papillon du plateau. Recommencer jusqu'à ce que le ticket frotte pareil partout (quand c'est très mal réglé, il faut parfois 2 ou 3 essais pour être bien). le Brim à droite semble pas si mal posé, donc tu n'es pas trop trop loin du plateau. Tu t'approches du résultat.1 point
-
Je crois que t'es un cas particulier....1 point
-
T'occupe pas de ça. Desserre juste un peu la vis qui sert de butée au fin de course Z et redemande une prise de ref Édit : ôte moi d'un doute, tu n'as pas de capteur automatique de niveau, si ?1 point
-
Non. C'est juste que ta traverse horizontale n'est pas parallèle au "sol" et que ça coince Tâche de mesurer à droite et à gauche entre le dessous de la traverse et la surface sur laquelle la machine est posée, moteurs coupés. Et corrige en tournant les coupleurs. Tu verras, ça va toussuite aller mieux1 point
-
Faux problème. J'avais des M8 sur ma Geeetech, j'en ai aussi sur ma CR10S "home-made" et ça marche très bien1 point
-
oui Puis imprimer ton cube de calibration, le mesurer et ajuster la veleur pour avoir exactement 20 mm1 point
-
Salut à tous, Désolé pour le délais de réaction mais en se moment je suis plus souvent dehors qu'a mon ordi , en plus je pars en vacance demain et j'avais plein de trucs à faire avant de partir. pour en revenir à nos moutons @Laurent08 le G29 ne répond pas du tout. @Laurent081 point
-
Pfff... Je viens de passé du 1.1.0 RC7 au 1.1.8 pfff ... J'aurais du attendre ... Envoyé de mon U2 en utilisant Tapatalk1 point
-
Clair... et j'aime bien ton fang!1 point
-
l'axe Z c'est l'axe verticale, la buse ne va pas du tout sur le Z mais elle l'utilise pour monter et descendre. tu as besoin d'un X pour aller de gauche à droite.1 point
-
Hello! ca fait 3 semaines que j'ai commencé la lecture de cette aventure que je trouve extra ! Papa50 me vends du rêve avec ca progression impressionnante! Je cherche a comprendre un petit détail, pourquoi vouloir absolument mettre le l'axe X sur le Z? Les centres d'usinage classique qui envoie du bois, le X et sur l'Y et la broche (donc la buse dans notre cas) ne ce déplace que sur le Z1 point
-
bonjour nouvel utilisateur de cette imprimante ,j'en suis ravi . il faut dire que je possédais une liquid crystal avant ( une merde sans nom ) celle ci a fonctionné du premier coup sans problème je vous montre ce que j'ai fait en une seule impression avec les réglages de base (5 parties évidées et assemblées sans avoir a y retoucher 10 cm au total) reste a poncer les marques des supports je regrette par contre que le slicer ne nous permette pas de voir les slice en temps réel lors de la pose des supports a la manière de préform


 1 point
1 point -
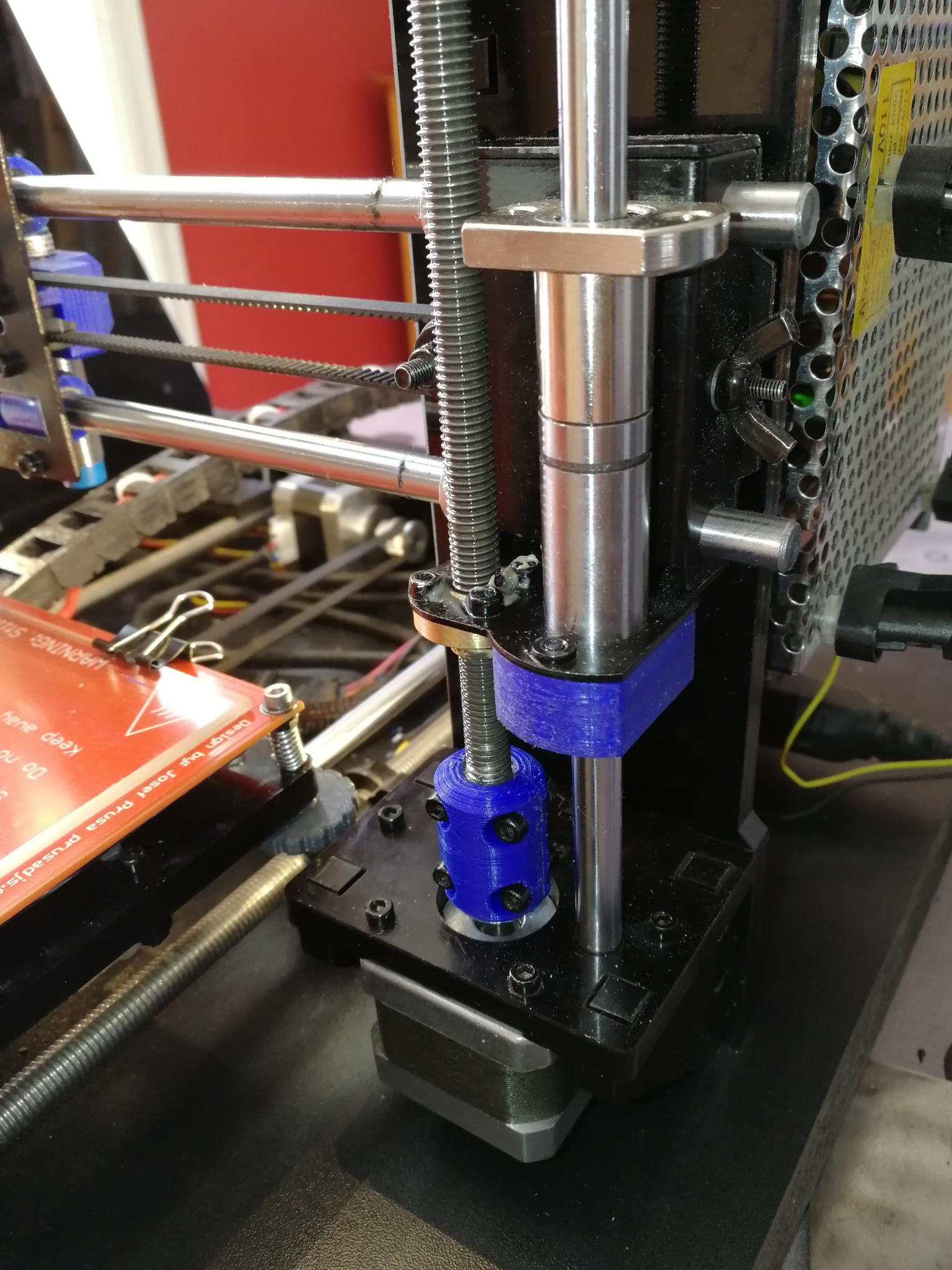
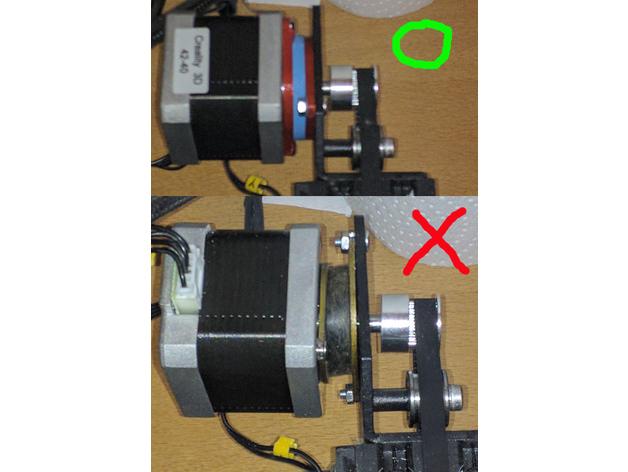
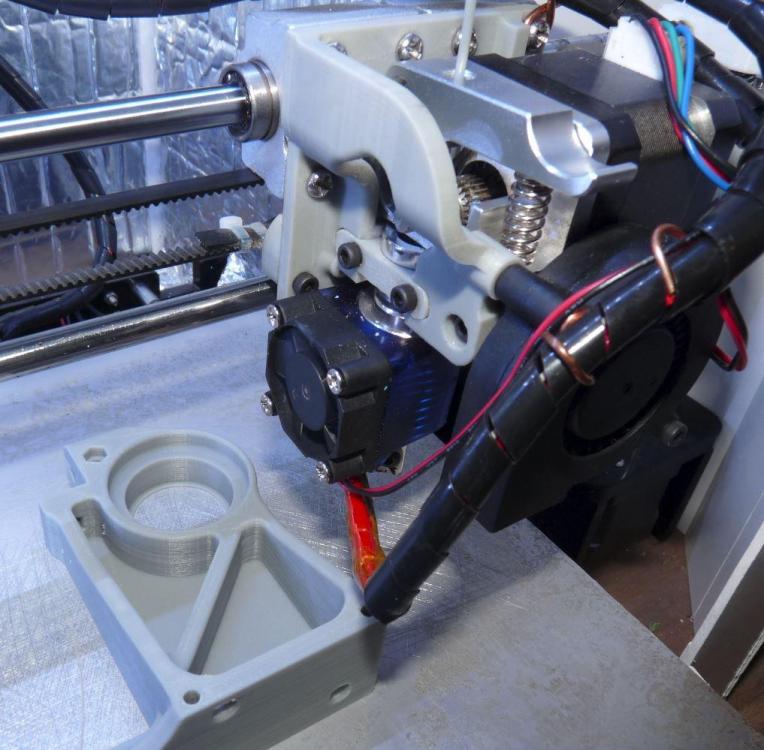
Lorsqu'un moteur est monté avec un damper, on diminue fortement les vibrations transmises au bâti grâce à la souplesse de la partie caoutchouc qui les amortit. En contrepartie, à cause de la souplesse de la partie caoutchouc, la tension de courroie suffit à incliner le moteur qui, de ce fait, n'est plus perpendiculaire à la courroie. Si le moteur est incliné, la courroie est poussée la ou la tension est moindre, conformément à la loi du moindre effort. En bas de la photo on peut voir le moteur équipé d'un damper trop souple. La courroie est donc poussée vers la droite ou la tension est moins forte. Les problèmes occasionnés par ce phénomène sont : Tension de courroie qui varie pendant les mouvement en fonction de l'effort moteur puisque la courroie est poussé à "escalader" le flanc de la poulie. Qui dit tension de courroie qui varie dit perte de précision. Usure prématurée de la courroie à cause des frottements. Usure prématurée du moteur puisque la friction de la courroie entraine un surcroît d'effort et donc d'échauffement. Ces problèmes s'intensifient lorsque la courroie supporte un poids plus important. Dans mon cas, avec le surcroît de poids de l'entrainement direct ajouté à la rigidité légèrement supérieure de la courroie armée par rapport à la courroie d'origine font que la tension doit être assez forte pour empêcher les retards de mouvement. Ce qui avait pour effet de faire fléchir le damper et donc incliner le moteur. D’où l'utilisation de ce système afin de garantir la perpendicularité du moteur. N'hésite pas à demander si ce n'est pas clair comme explication
 1 point
1 point -
Bonjour, Je suis aussi à la recherche de ceci, en version gratuite. Bonne journée à tous.1 point
-
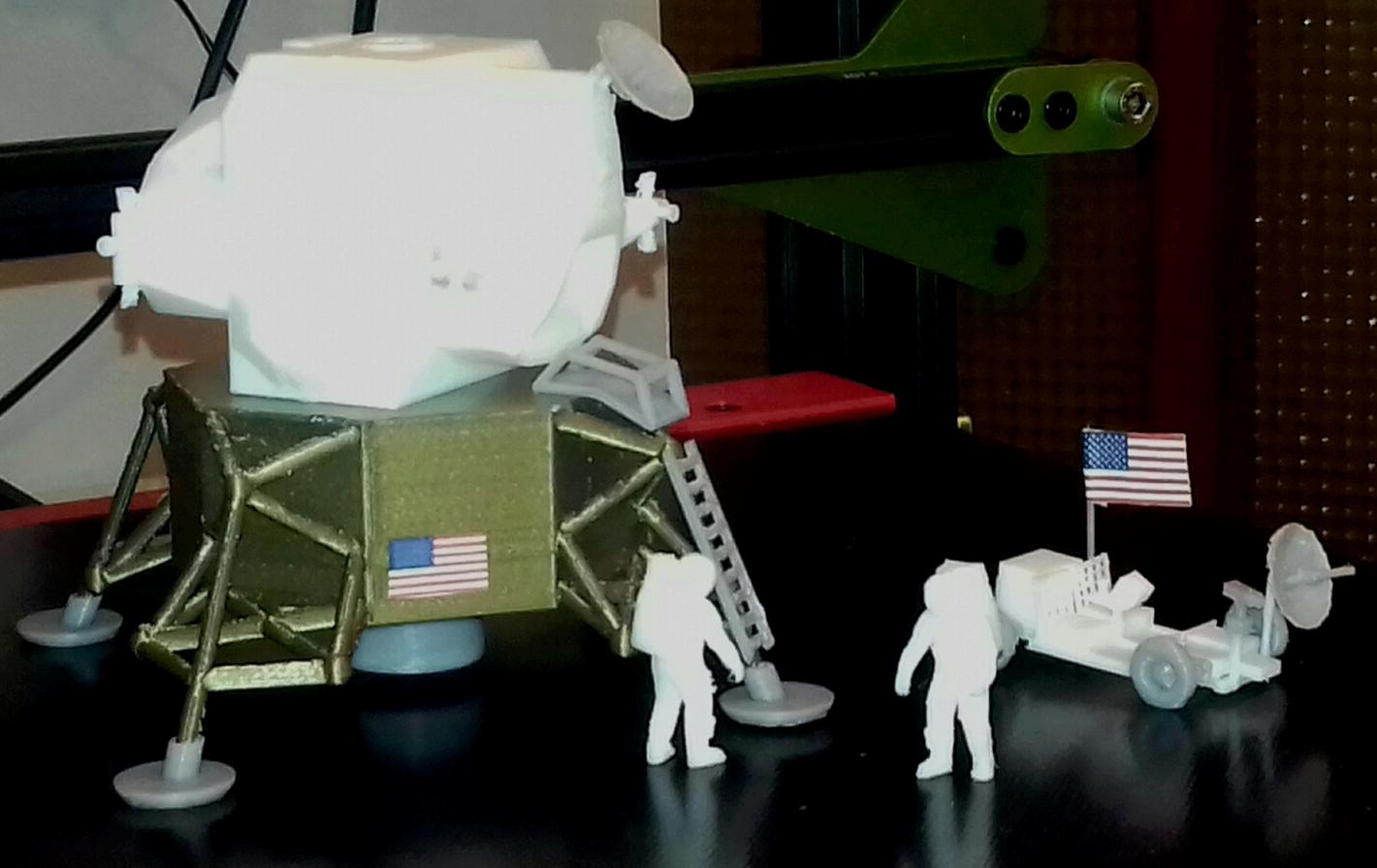
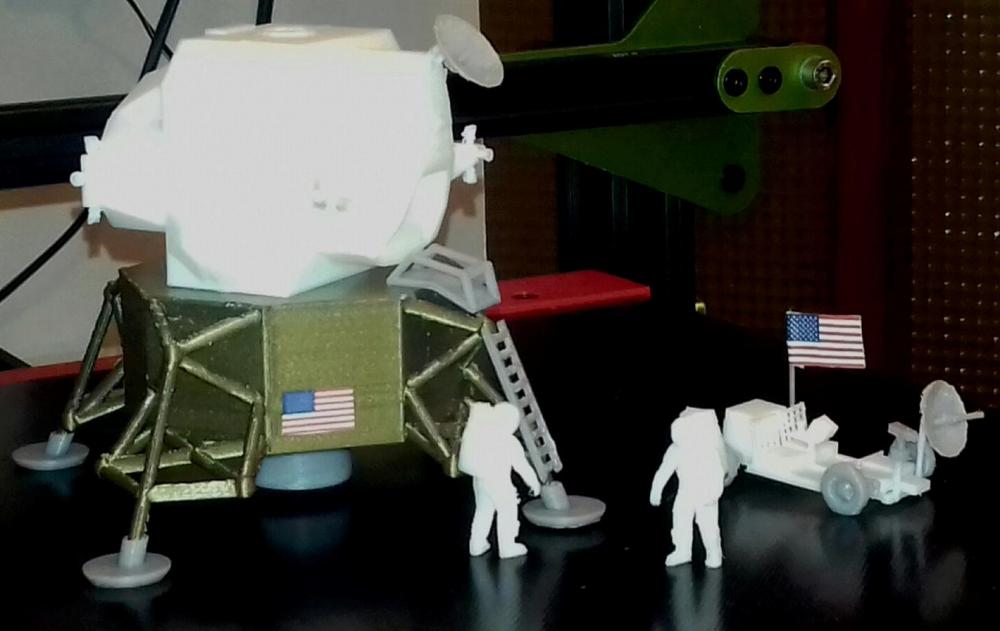
Bin, t'as bien bossé , les pignons ont l'air nickel Par contre, la Pan European, .... baaahh, je rigole, chacun son truc et vive la diversité. Perso, c'est light, cadre treillis, un twin rageur à carbus qui vibre et qui tire sur les bras des 3500trs en faisant un boucan d'enfer, des gros freins et ... rouge comme l'enfer . Mais c'est ma conception du bonheur sur 2 roues et mon utilisation ne correspond pas à une Pan ou une Béhême ou une .... Harley,( le folklore "zizi raideur", les ptites zailes dans le dos, la barbichette, 400kgs de fer forgé et de croix gammés, franchement.... franchement quoi!!!) Perso, je mets en route, je roule pépère, le temps que le moteur chauffe et après ..... gazzzzz même pour faire 2 bornes, mais je m'éclate... pendant 2 bornes, ou 50, ou 100, ça dépend où le vent me pousse lol et ça fait 18 ans que ça dure, presque un tour de compteur, un moteur refait à neuf et qui commence à se libérer méchant. Bon, entre 2 coups de gaz, ça m'arrive de printer.... Filament : PLA blanc, gris, bronze De chez : Grossiste3D Température d'impression : 210 première couche puis 200 Lit : 65° Surface d'impression : Ultrabase Support : support ou pas , ça dépend des pièces, bordures Slicer : Cura 3.3.0-beta 27 prints différents, mais par la suite, peut être plus, je voudrasi faire un sol lunaire et mettre une vitrine. Pour l'échelle, les astronautes font 32mm sur le Z. Toujours pareil, photo pourrie avec le phone
 1 point
1 point -
c étais pas vis a vis de toi spécialement j en ai eu des mp crois moi des adaptations pour x ou y machine . et quand je suis sur thingverse , j ai eu droit a un commentaire , la personne qui a fait le vert , 143 téléchargements et pas un merci .1 point
-
J'ai pas compris ? L'allumette c'est la masse1 point
-
Ca, je ne c'est pas si c'était une très bonne idée ... Ta essayer avec un autre moteur sur la fiche E de ta carte mère ? Et pour le lien stp ?1 point
-
Si tu parles de l'ultrabase pour la tempé, je ne peux pas te dire, je ne dépasse pas 65°, que du Pla, par contre t'oublies la spatule, le couteau de cuisine, la truelle et le marteau piqueur, ça se décolle tout seul, suffit d'attendre que la température baisse. Mais avant de trouver les bons réglages, j'ai galéré. Bon, le Lem est fini (10 pièces), le trompettiste et Aldrin, encore 2 pièces, c'est fait et là j'attaque le Lunar Roving.... 12 prints En plus, ce serait pas mal de faire un sol lunaire, plus une vitrine, pas sorti de l'auberge. Mais bon, j'ai déjà fait pire, pas en print, juste un truc de longue haleine et c'est sympa. Désolé pour le coup de flash.
 1 point
1 point -
Pour le sport et pour vérifier mes propres réglages, j'ai tenté cette pièce aussi avec ma delta (anycubic kossel) Le résultat en couches de 0.10 avec une buse de 0.30 est acceptable mais perfectible en aspect... Vu les détails, on est un peu au limites il faut reconnaître. J'utilise Slic3r, quelques uns des paramètres utilisés ; nozzle_diameter = 0.3 ; bed_temperature = 50 ; first_layer_temperature = 198 ; temperature = 193 ; default_acceleration = 800 ; extrusion_multiplier = 0.9 (faudrait que je recalibre ça, mais ça fonctionne bien comme ça) ; filament_diameter = 1.75 ; filament_type = PLA ; fill_density = 25% ; fill_pattern = honeycomb ; infill_overlap = 15% ; infill_speed = 90 ; perimeter_speed = 80 ; small_perimeter_speed = 50% ; perimeters = 41 point
-
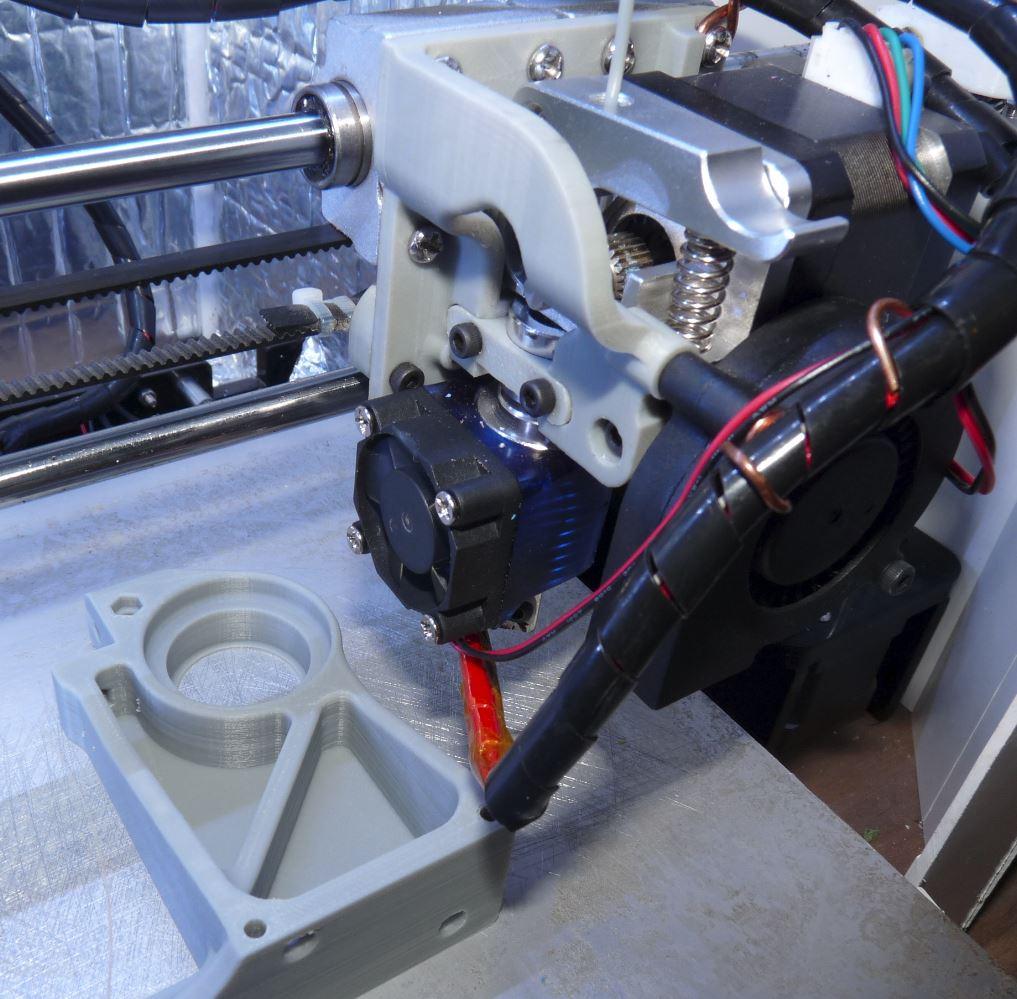
Et une photo "en vrai" : prise il y a à peine 10 minutes (La tête est en ABS) , j'ai entièrement isolé la zone de travail, et ça donne de très bons résultats. A bientôt
 1 point
1 point -
Salut à tous, je reviens ici maintenant que ma Photon marche impec (carte mère déficiente, remplacée par Anycubic) Voilà quelques exemples de persos D&D avec pour l'instant uniquement la couche de primaire (résine Anycubic 0.05/8/1/60/5)
 1 point
1 point -
Tu fais un jus d'abs dont tu badigeonne ta pièce et après un petit lissage à l'acétone.1 point
-
Pas trop de hs sur un sujet actif messieurs svp0 points
-
Oui oui.... Un âge DIT respectable. ....Dit ...0 points



.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)