Classement



Contenu populaire
Contenu avec la plus haute réputation dans 12/10/2018 dans Messages
-
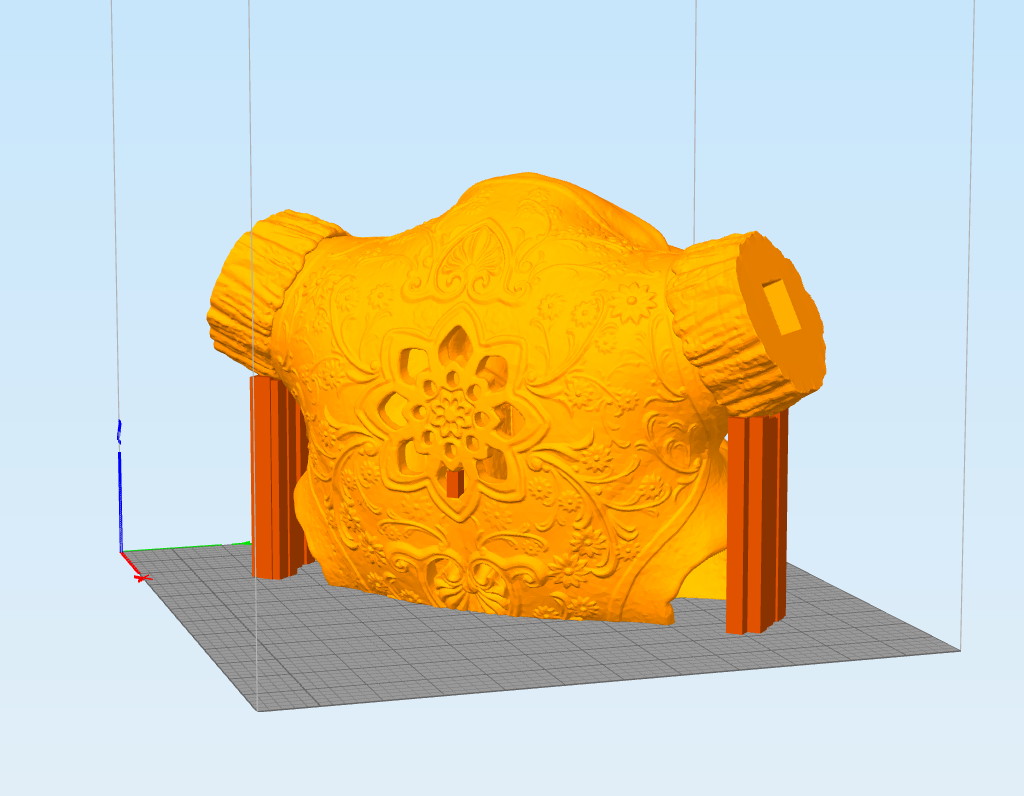
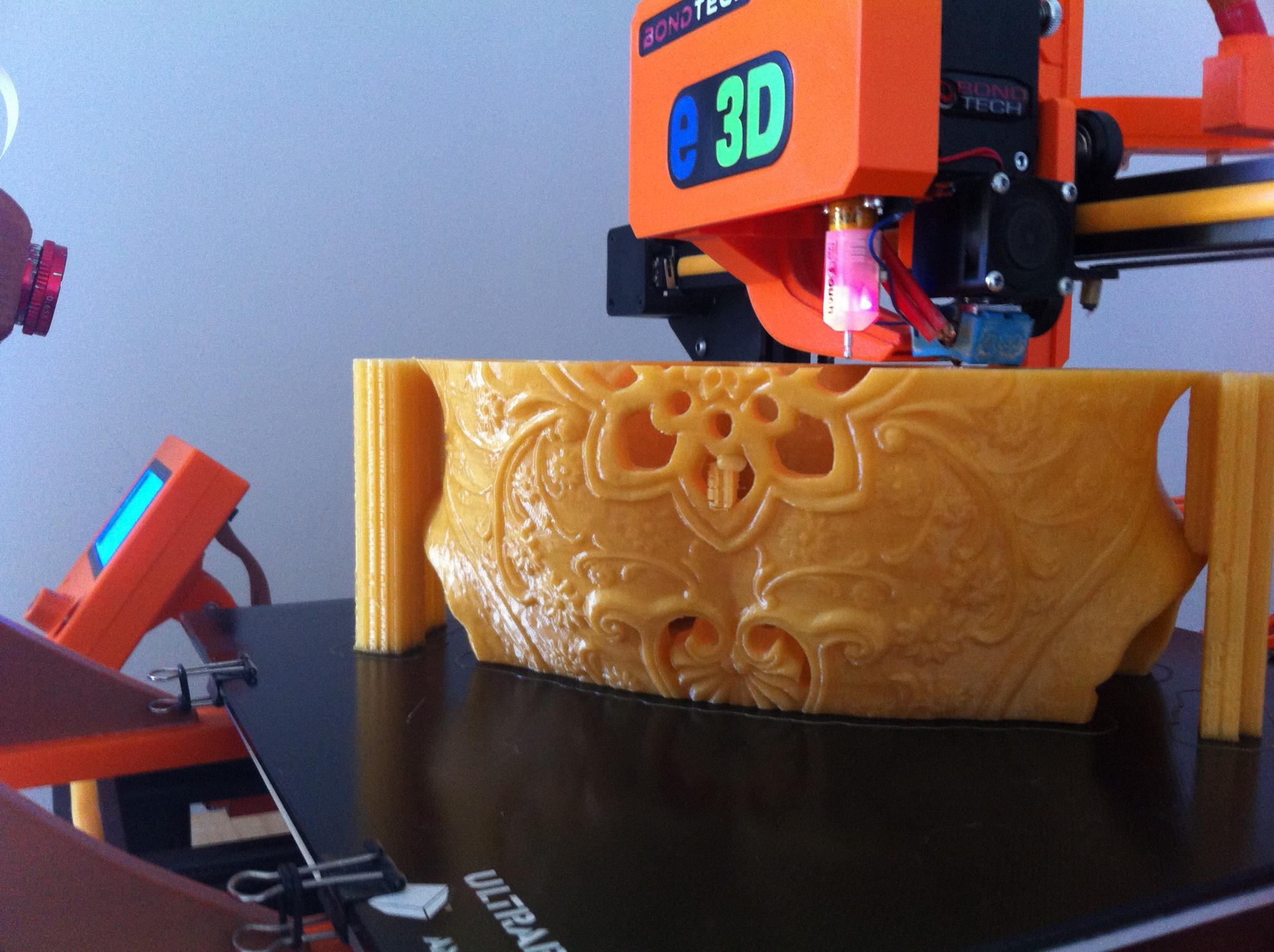
merci pour les commentaires , pour rester un peu sur les cranes , bison sculpté

 3 points
3 points -
Bonjour à tous Je sais qu'il existe des tas de vidéos sur youtube pour imprimer du filament flexible avec une CR10, mais j'en ai trouvé une, un peu par hasard, qui m'a semblé la plus simple de toutes. Il suffit d'ajouter une petite pièce que l'on imprime soi-même, sans modification de quoique ce soit. Peut-être que c'est déjà connu de tout le monde, mais étant nouveau dans l'impression 3D je ne connaissais pas. J'ai essayé et j'ai pu imprimer du filament flexible et même du filament élastique . La vidéo : https://www.youtube.com/watch?v=qJqSEDIDKw42 points
-
@Desmojack@Artazole@rmlc460 je crois c'est pour ça que j'aime bien être sur ce forum, c'est super sympa, et personne se prends la tête c'est vivant, et on fait de beau bébé .2 points
-
Bien d'accord ! Bien d'accord ! Bien d'accord aussi ! Change rien, les ptits gars comme toi ça redonne espoir en l'espèce humaine. Passe le bonjour à tes parents, c'est forcément des "gens bons" Et à ton Papi aussi, qui doit avoir en gros notre âge !2 points
-
HS, mais toute question mérite une réponse... Passke t'as déboulé sur le forum, écriture SMS, 3 fautes d'orthographe par mot, que tu t'es fait chambrer et que tu as rectifié le tir sans t'offusquer. Passke tu es passionné, que tu t'intéresses en profondeur et que tu cherches par toi même avant d'attendre que les vieux schnocks résolvent tes problèmes à ta place. Passke tu as le sens de l'humour, voir ton avatar. Puis l'épisode du début à base d'acétone/allumettes et confiscation de la printeuse m'a trop fait marrer. Continues à t'intéresser à des trucs.... intéressants, mais à ton âge, faut voir aussi autre chose que l'impression 3D... les filles, c'est pas mal non plus, quoique vachement plus compliqué que ta printeuse2 points
-
@pascal_lb : je t'avais dit que tu allais avoir du taf .... T'es au top !!! Hello tous ! Système de bascule ... c'est juste énorme !!! Changement d'outil ultra rapide, les suintements de la tête inactive sont quasi inexistant, et tout ça sans tour de purge. En bref, on a tous les avantages de la chimera sans les inconvénients ... Mon proto fonctionne plutôt pas mal. Juste un renfort à ajouter + intégration de la ventilation auxiliaire, et bien sûr, le réglage de la machine.
 2 points
2 points -
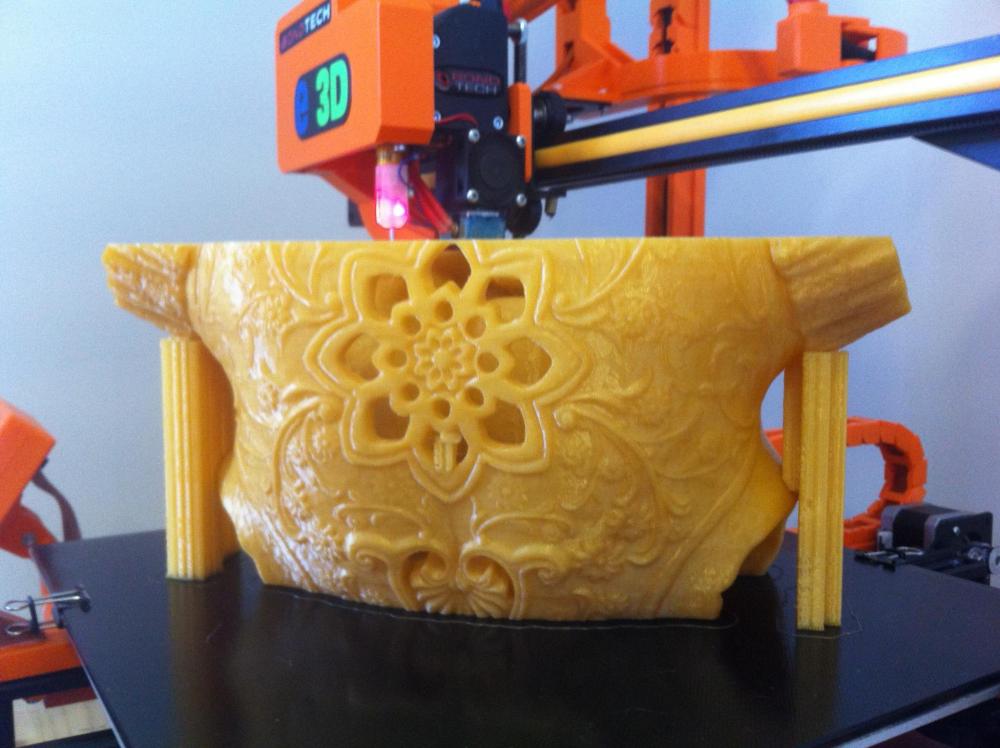
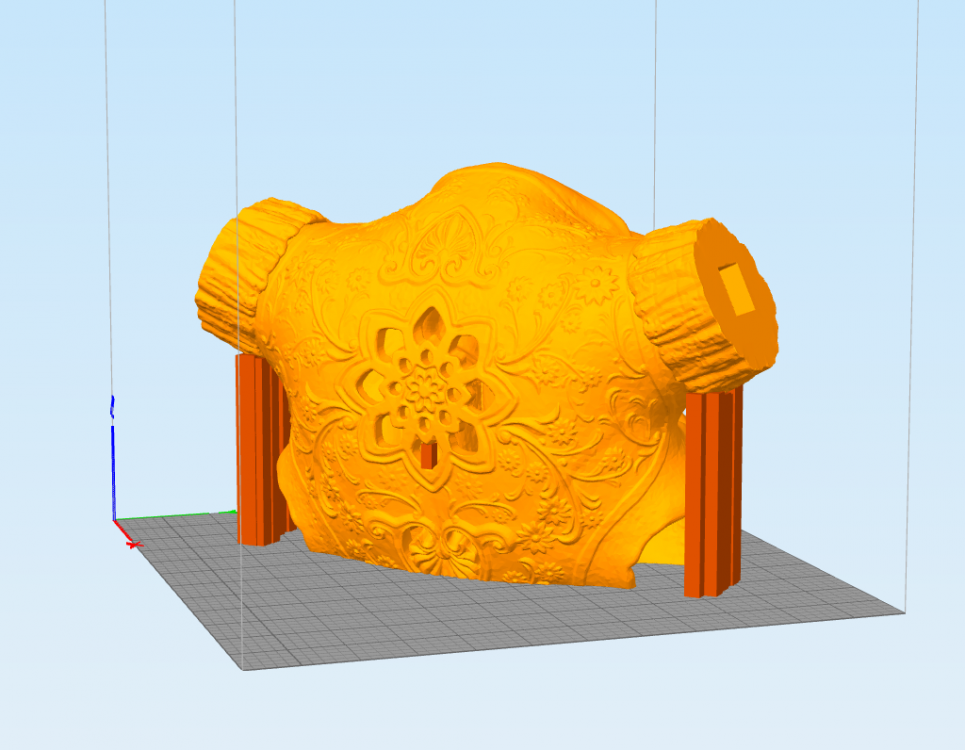
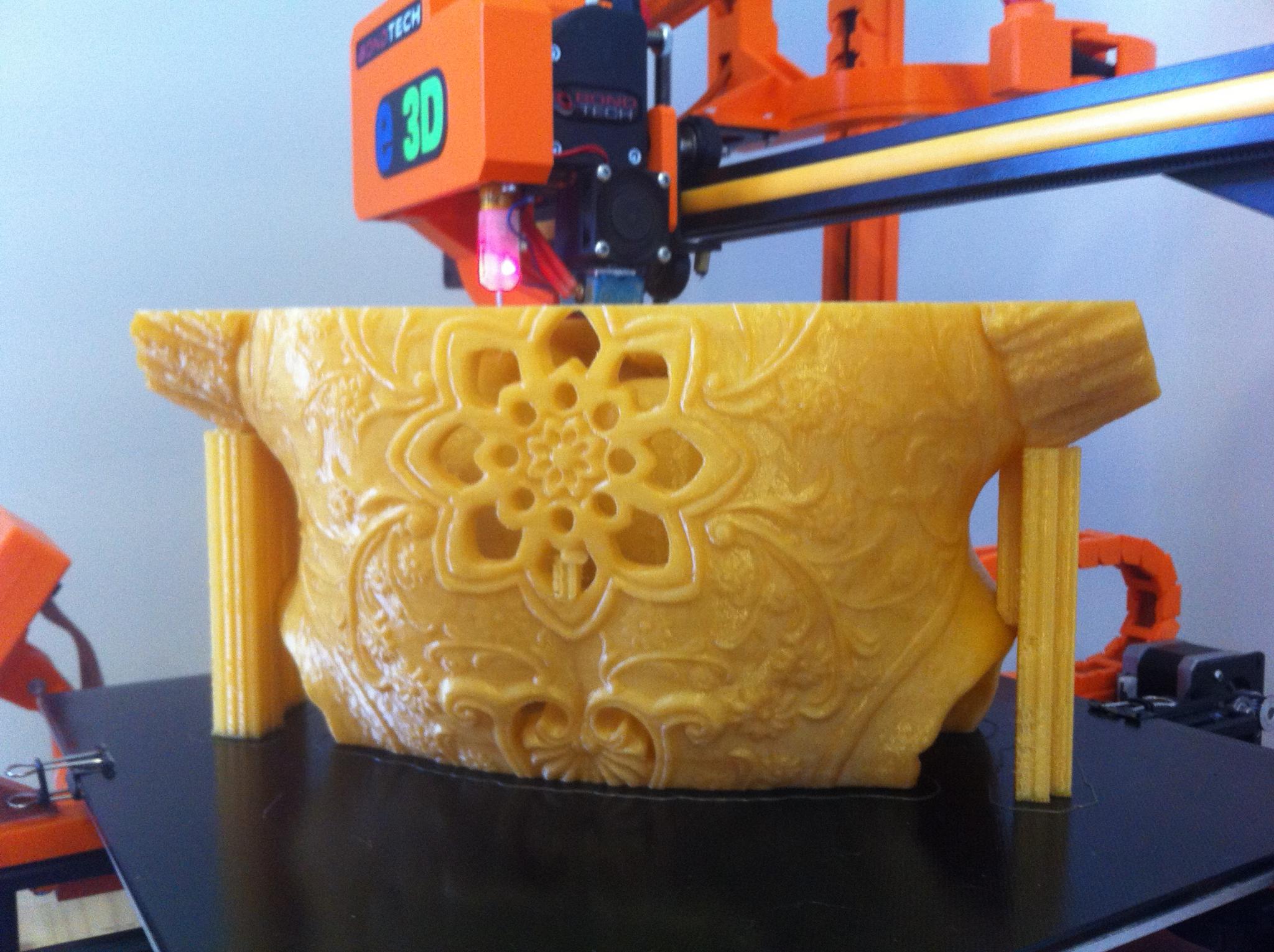
petite suite 48h en 0.2

 2 points
2 points -
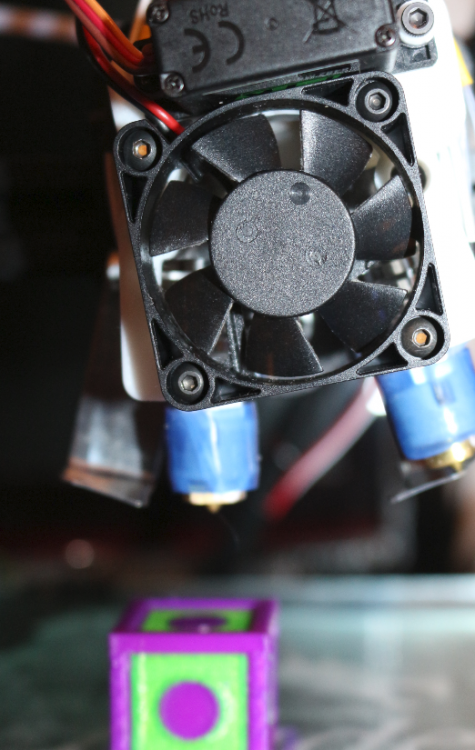
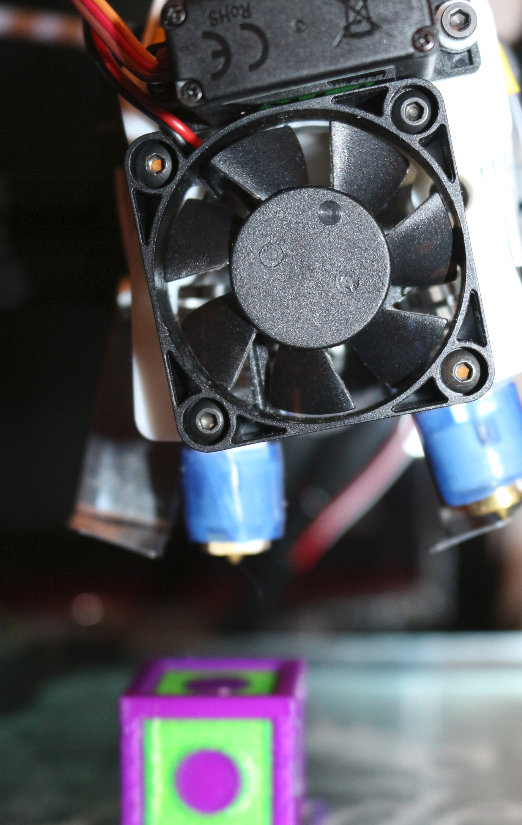
Salut à tous, comme nous tous, j'en ai rapidement eu marre du bruit de sèche cheveux que génère notre imprimante au travail... En plus d'être bruyant, les ventillos d'origine sont de bien mauvaise qualité et pour certains d'entre vous se sont rapidement trouvé HS. Les FANs ayant la meilleur réputation coûtant un bras pour ce que c'est, j'ai cherché une solution moins cher, je sus tombé sur la gamme "super silent" de chez AAB Cooling qui en plus d'être silencieux ont un rendement en m3/h tout à fait honorable pour un prix très contenu. 5€40 le 40mm 5€60 le 50mm et 5€50 le 60mm pour l'alim. Merdum, comme bon nombre de FAN dispo, ils sont en 12V... Pas grave ! j'ai choisi de mettre 2 régulateurs de tension sur le charriot, l'un pour le fan de la tête, l'autre pour celui du filament. Pour le Fan en 60mm de l'alim, il est en 12V d'origine, branchement direct. J'ai mesuré la conso réelle des 3 modèles de FAN, je ne vous mets que les courants sous 12 et 15V Pour le 40mm = 52mA (12V) et 61mA (15V); 50mm = 70mA et 83mA, 60mm = 148mA et 186mA Perso j'ai choisi de les suralimenter légèrement pour gagner encore un poil en débit, sans attaquer trop la fiabilité, j'ai donc choisi des régulateurs 15V à 2€20 les 2 livré sur ebay (7815); vous pouvez prendre des 7812 si vous préférez rester en 12V. Attention, il faut les monter isolé par un pad (ou mica) et un canon de ce genre. J'ai imprimé le Fang d'Aximakers ainsi qu'un adaptateur 40/50mm. Pour atténuer un peu la différence entre le 24V d'entrée et le 15V de sortie des régulateurs, j'ai mis une résistance de 82ohms 0.5w pour le 40mm et une 58 ohms 0.5w pour le 50mm. J'ai repris la visserie d'origine pour fixer les 2 réguls. Ça fonctionne nickel ! beaucoup beaucoup moins de bruit, le montage est sans aucun doute pas des plus esthétique mais pas cher et fonctionnel.1 point
-
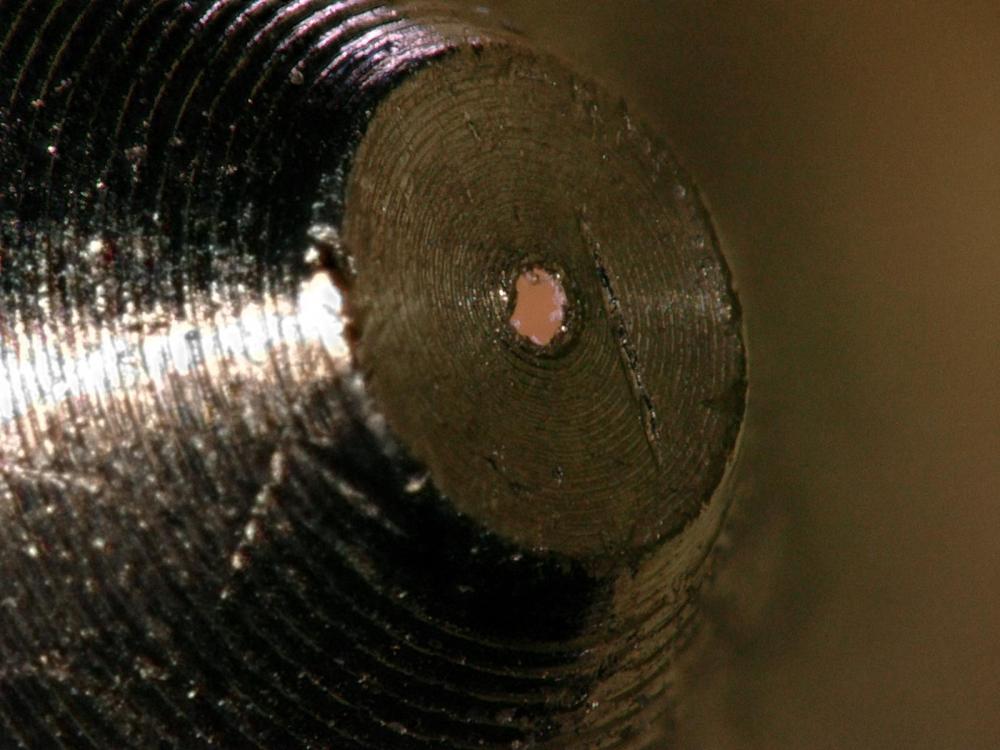
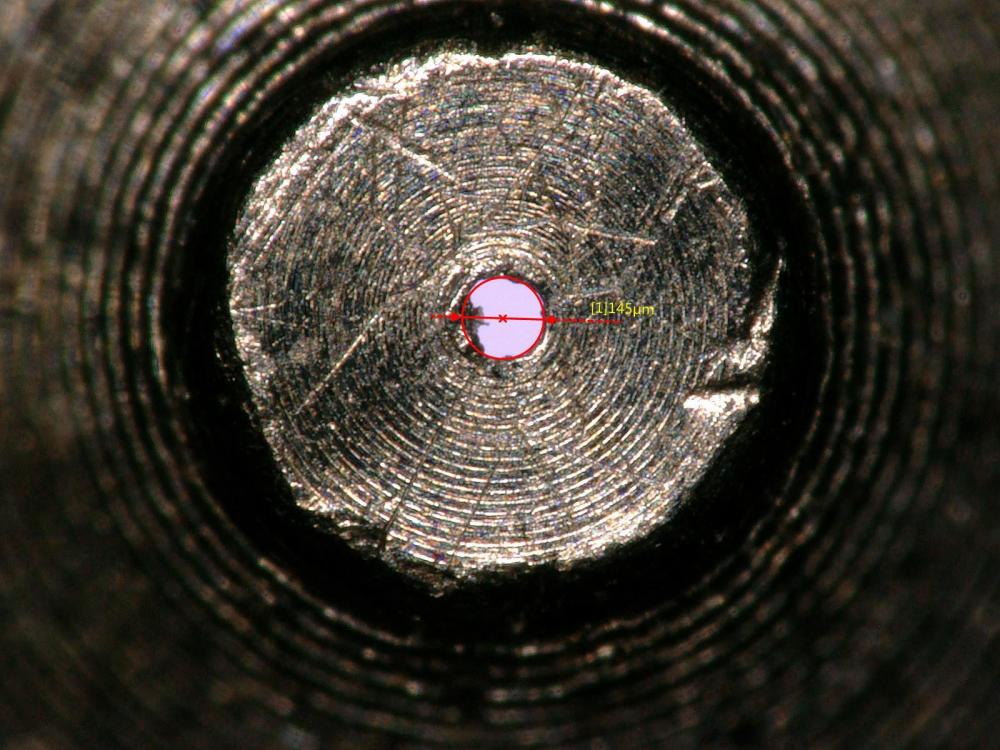
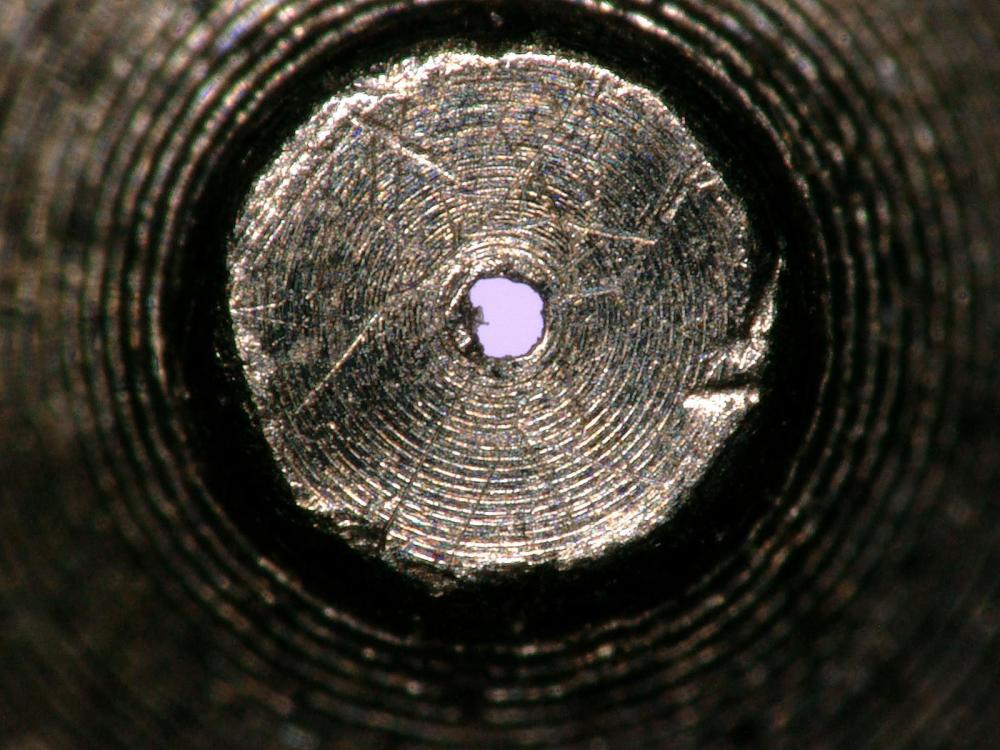
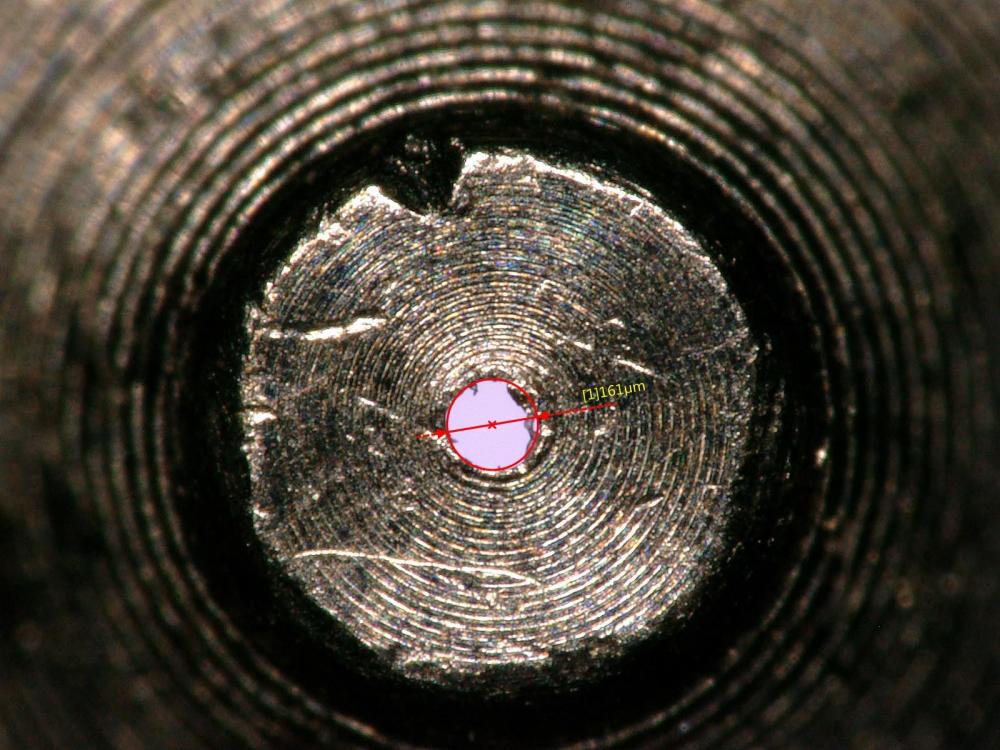
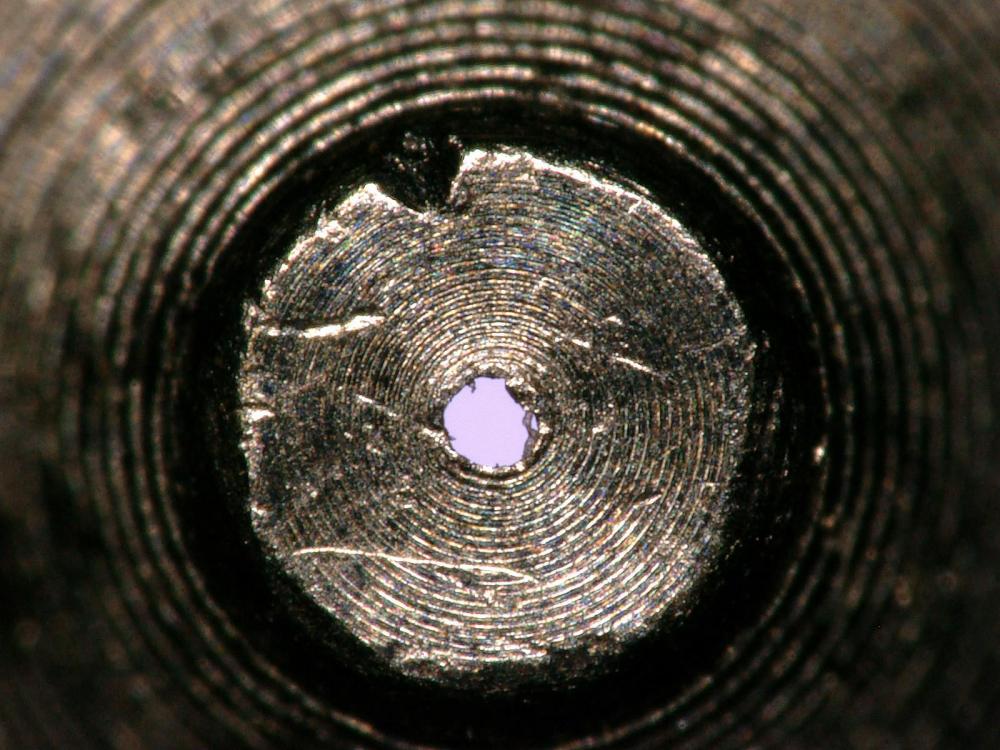
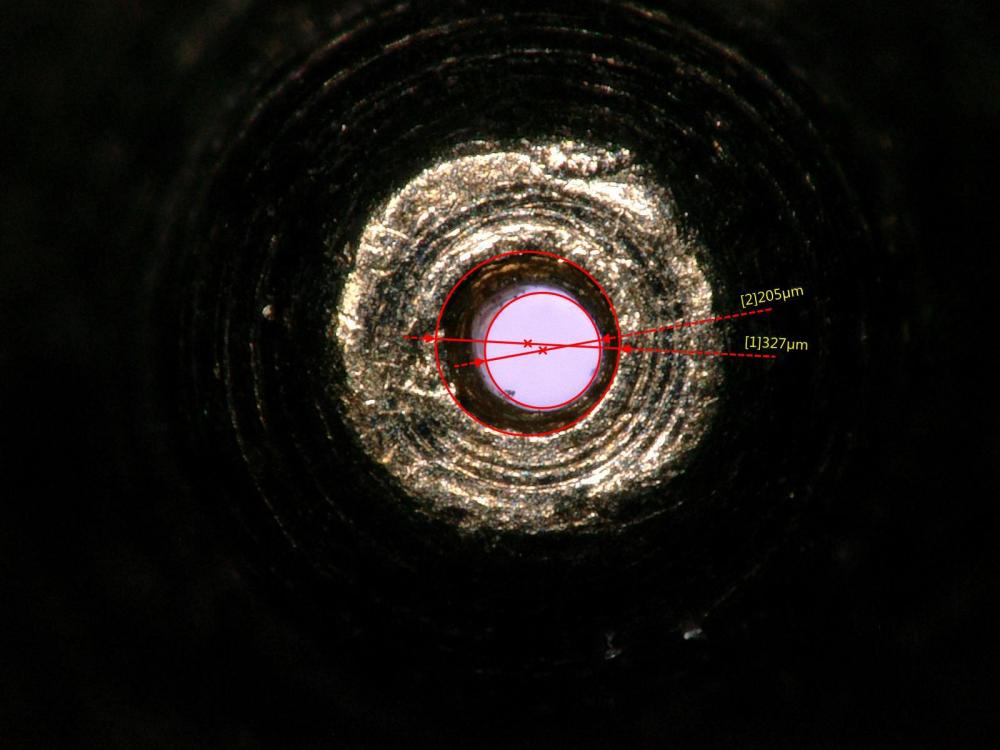
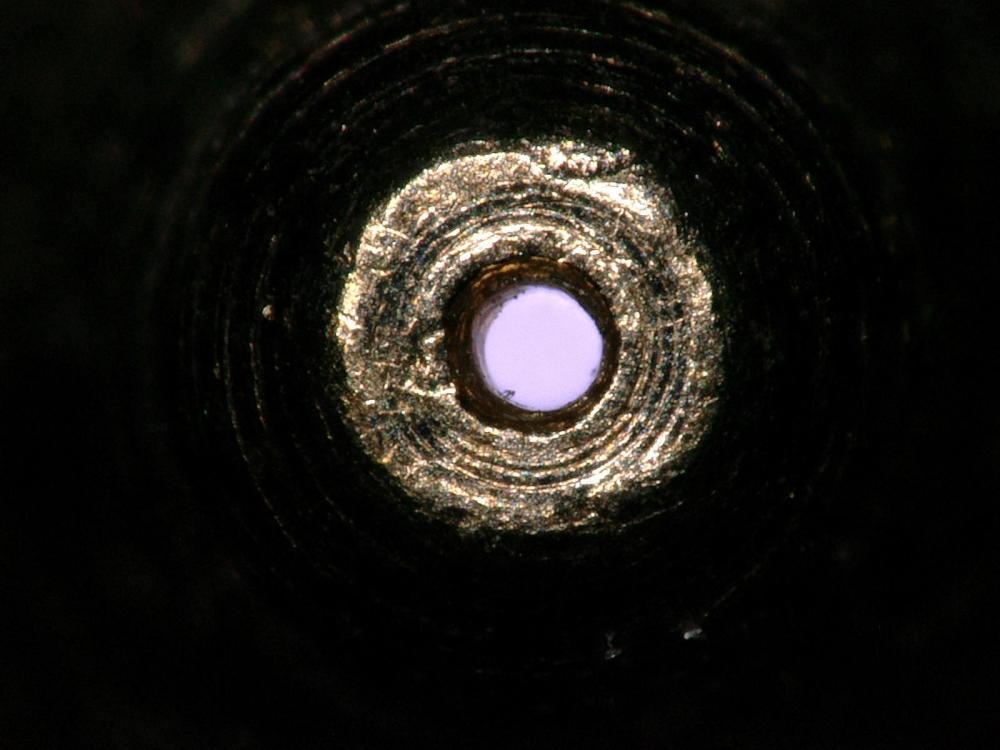
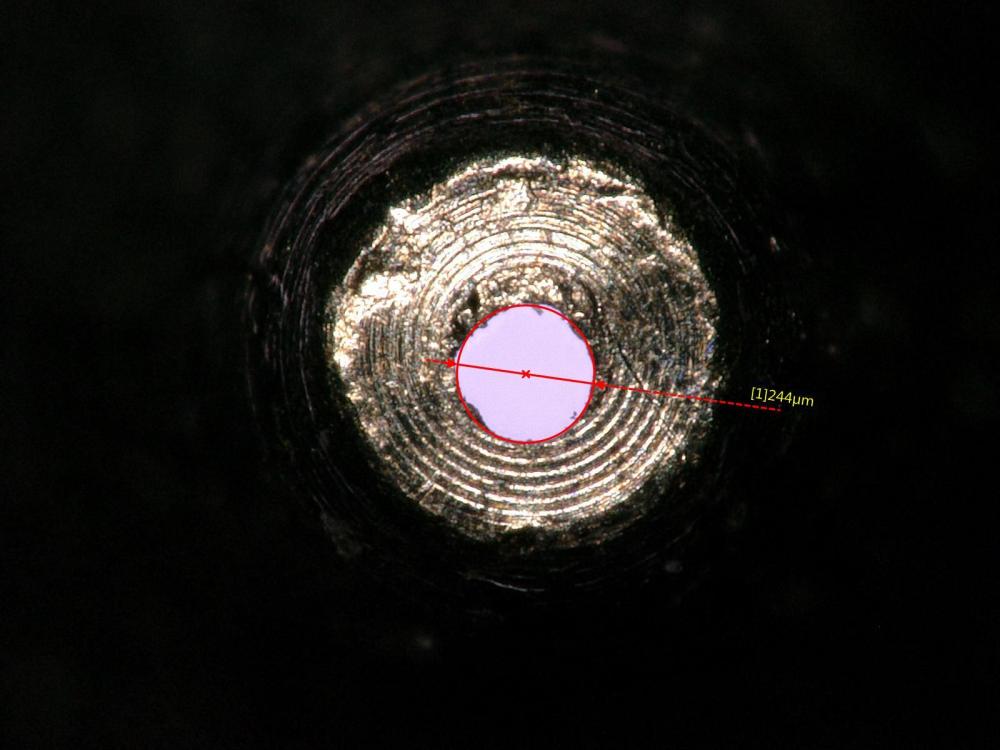
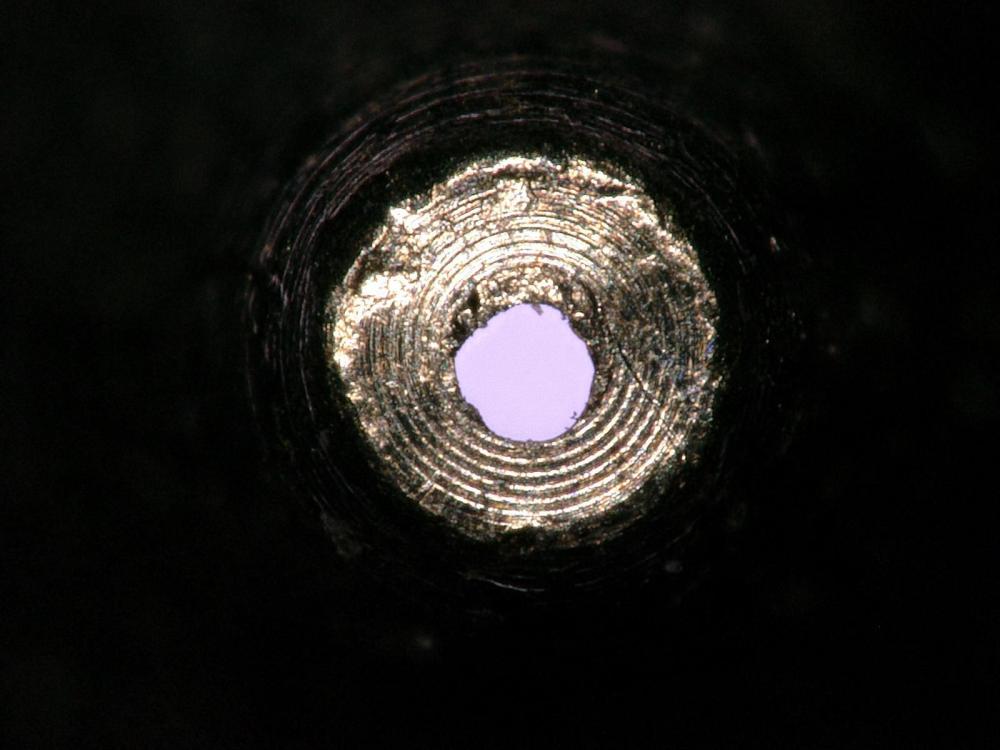
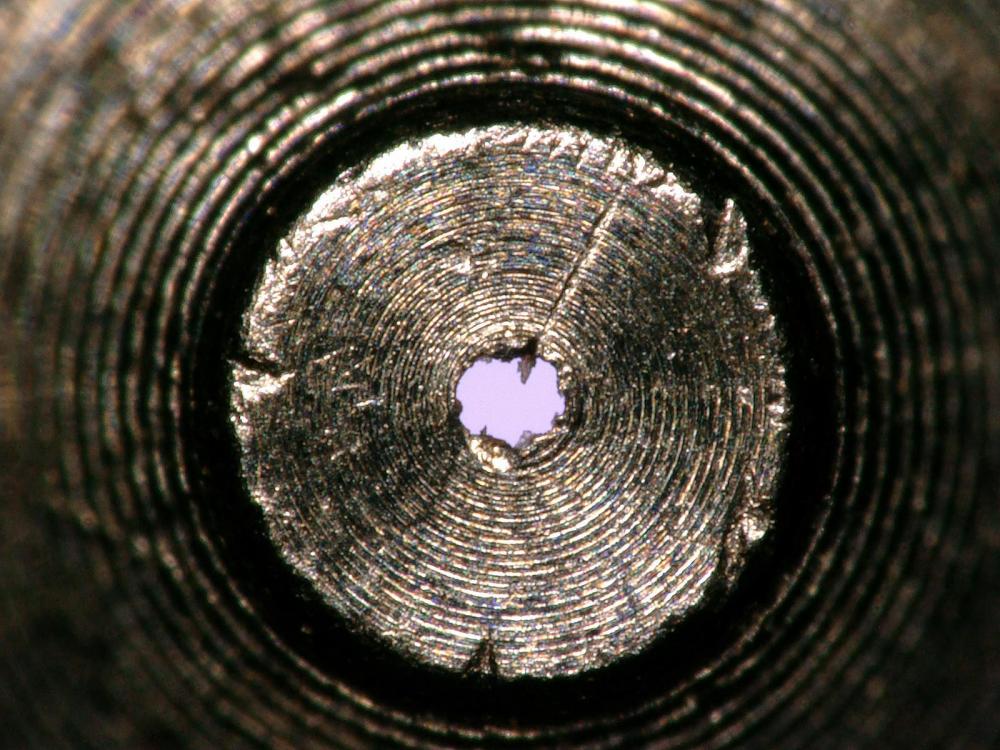
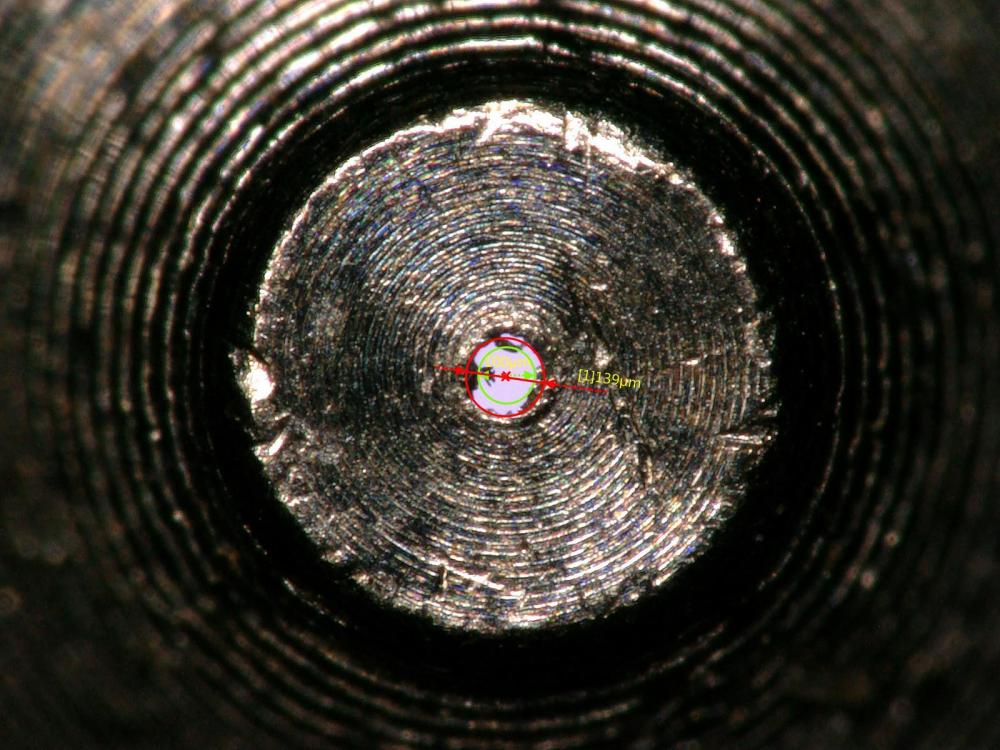
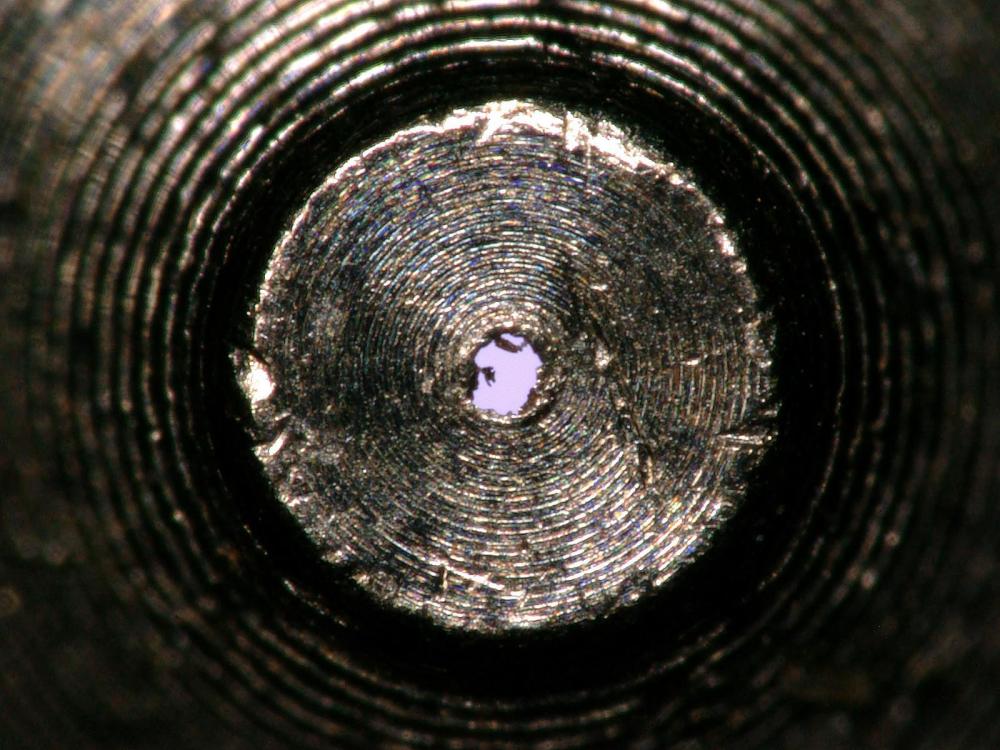
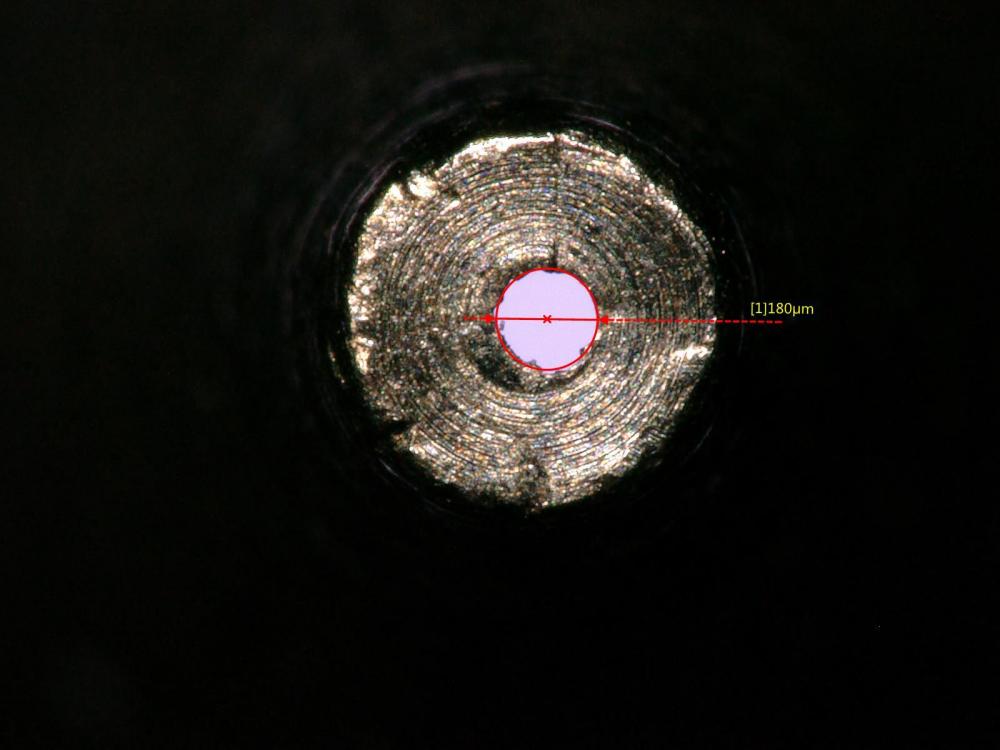
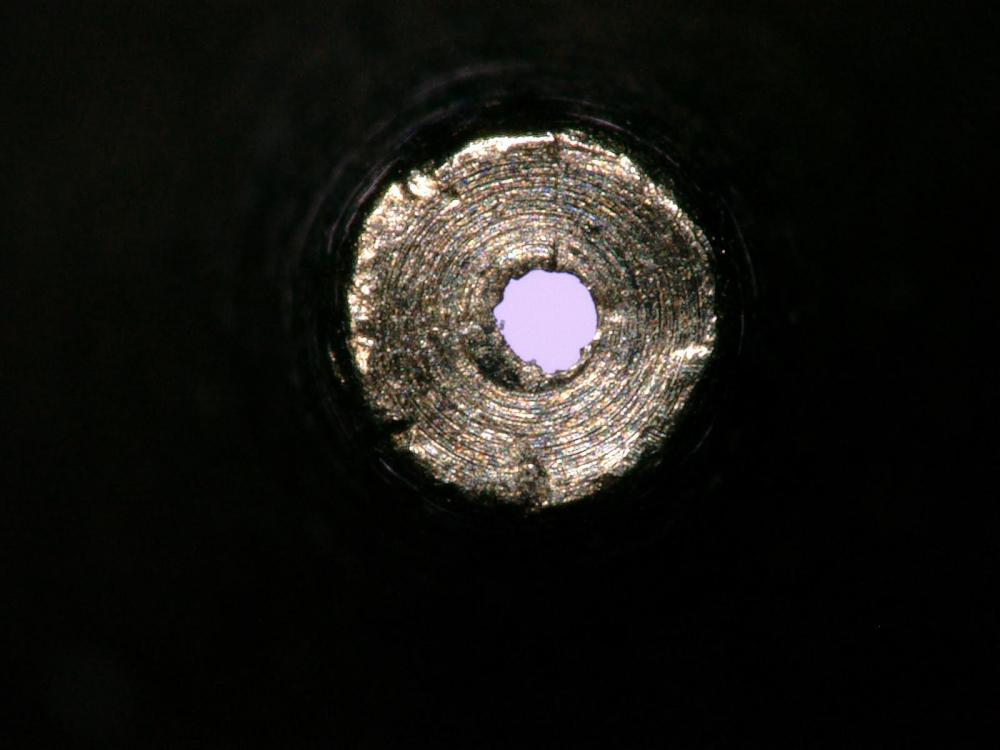
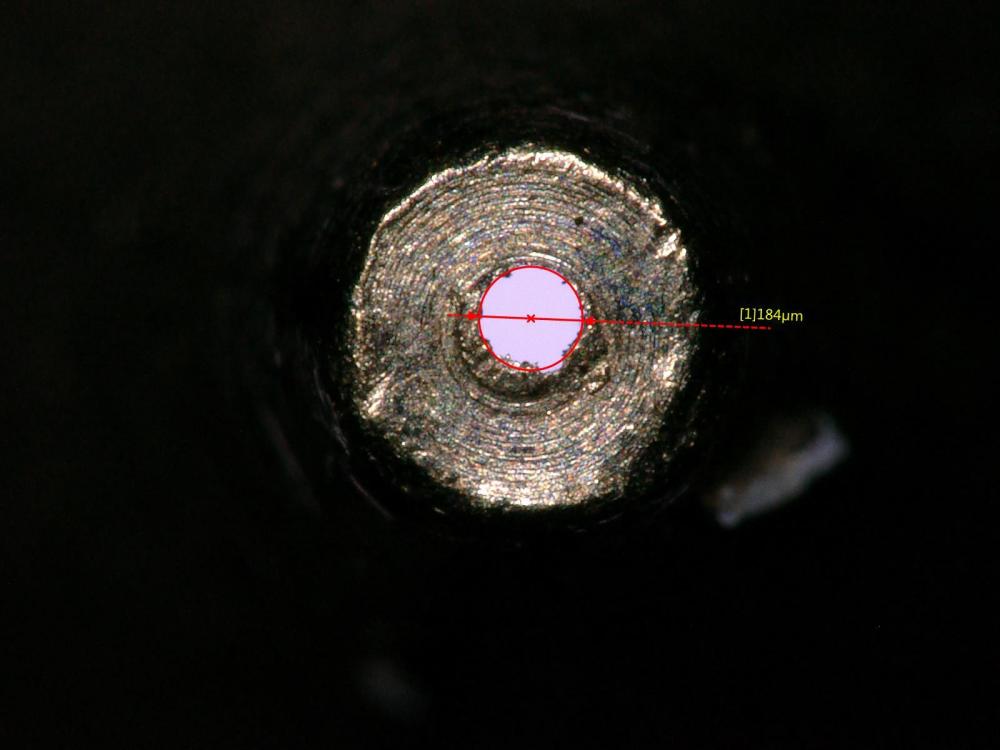
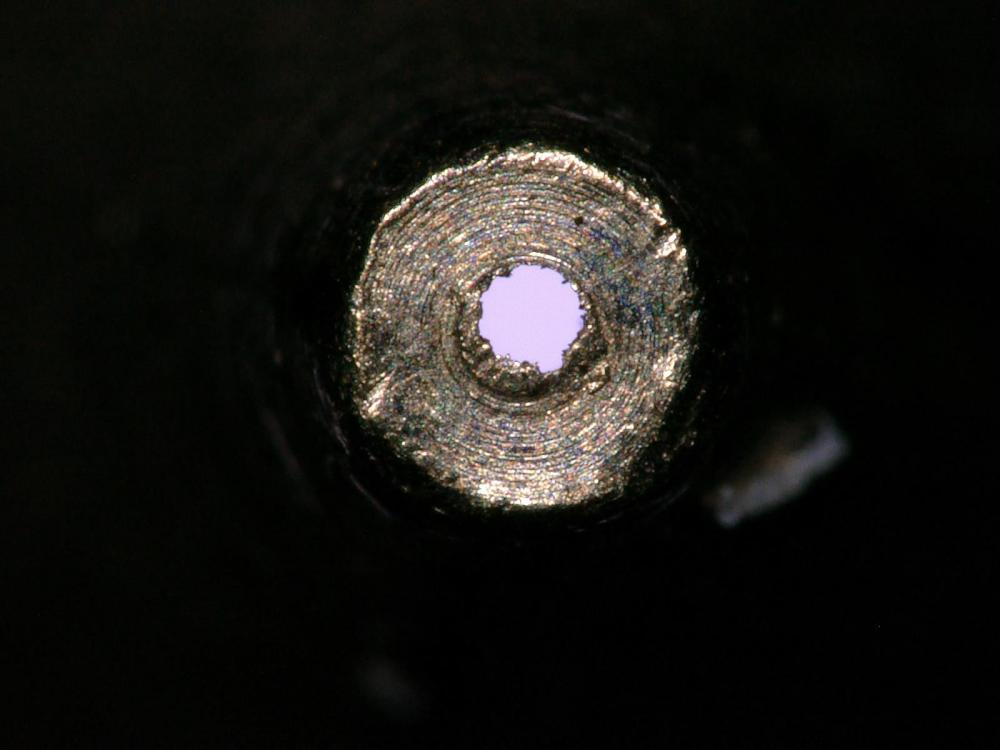
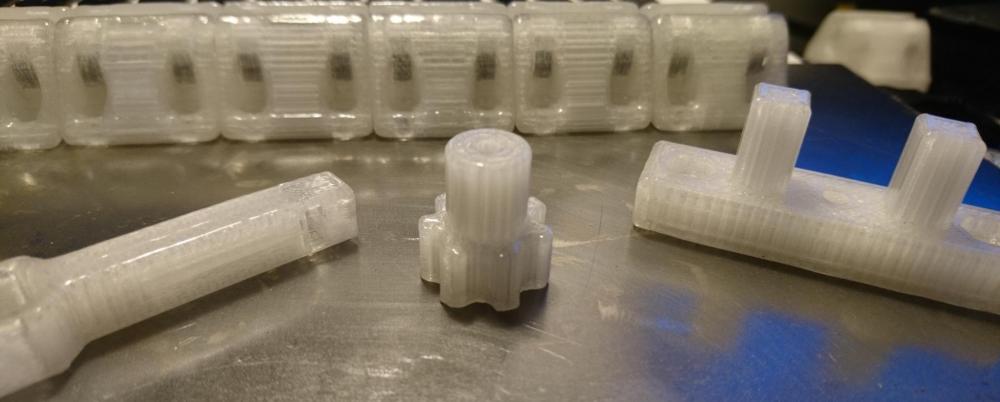
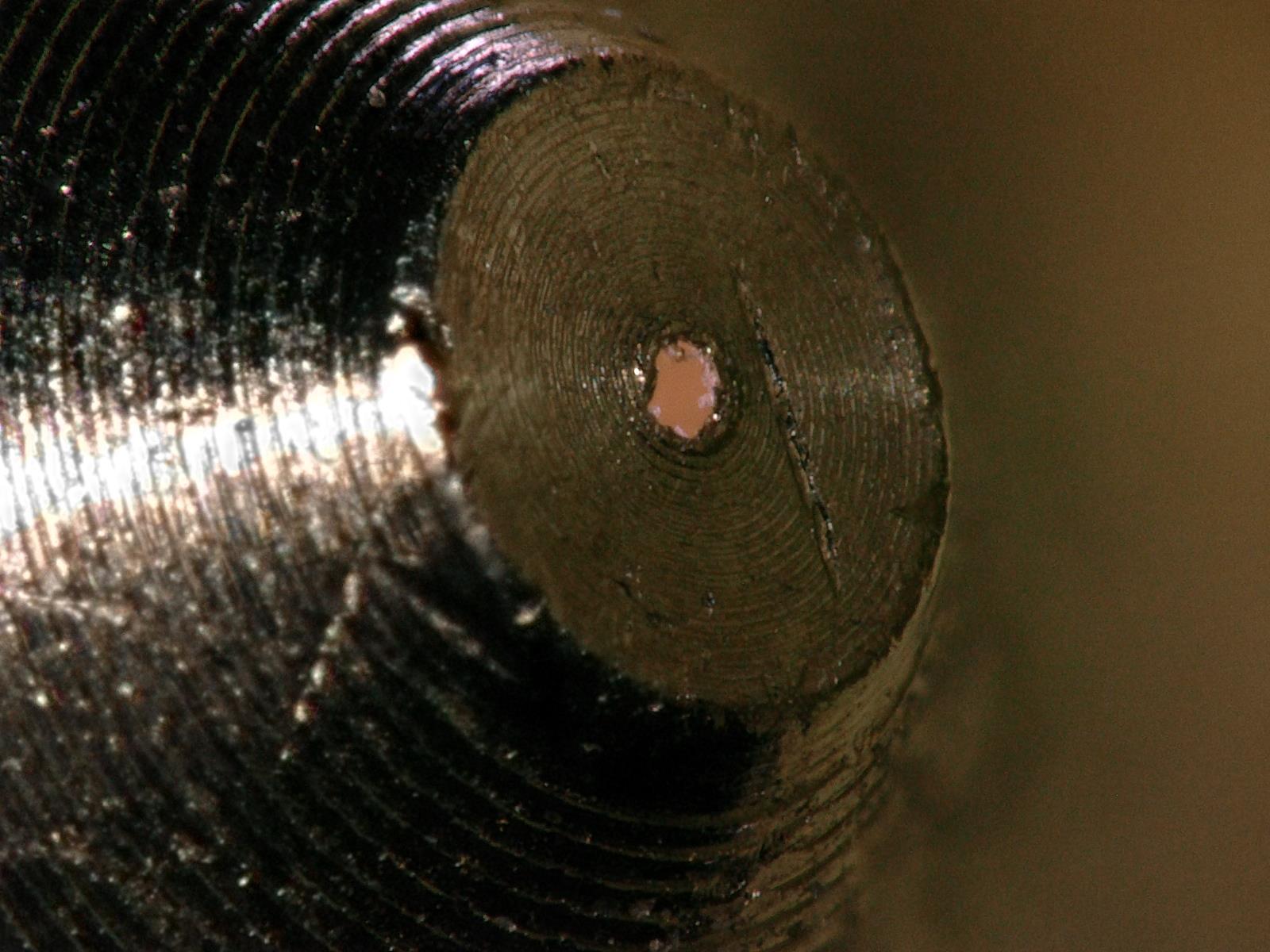
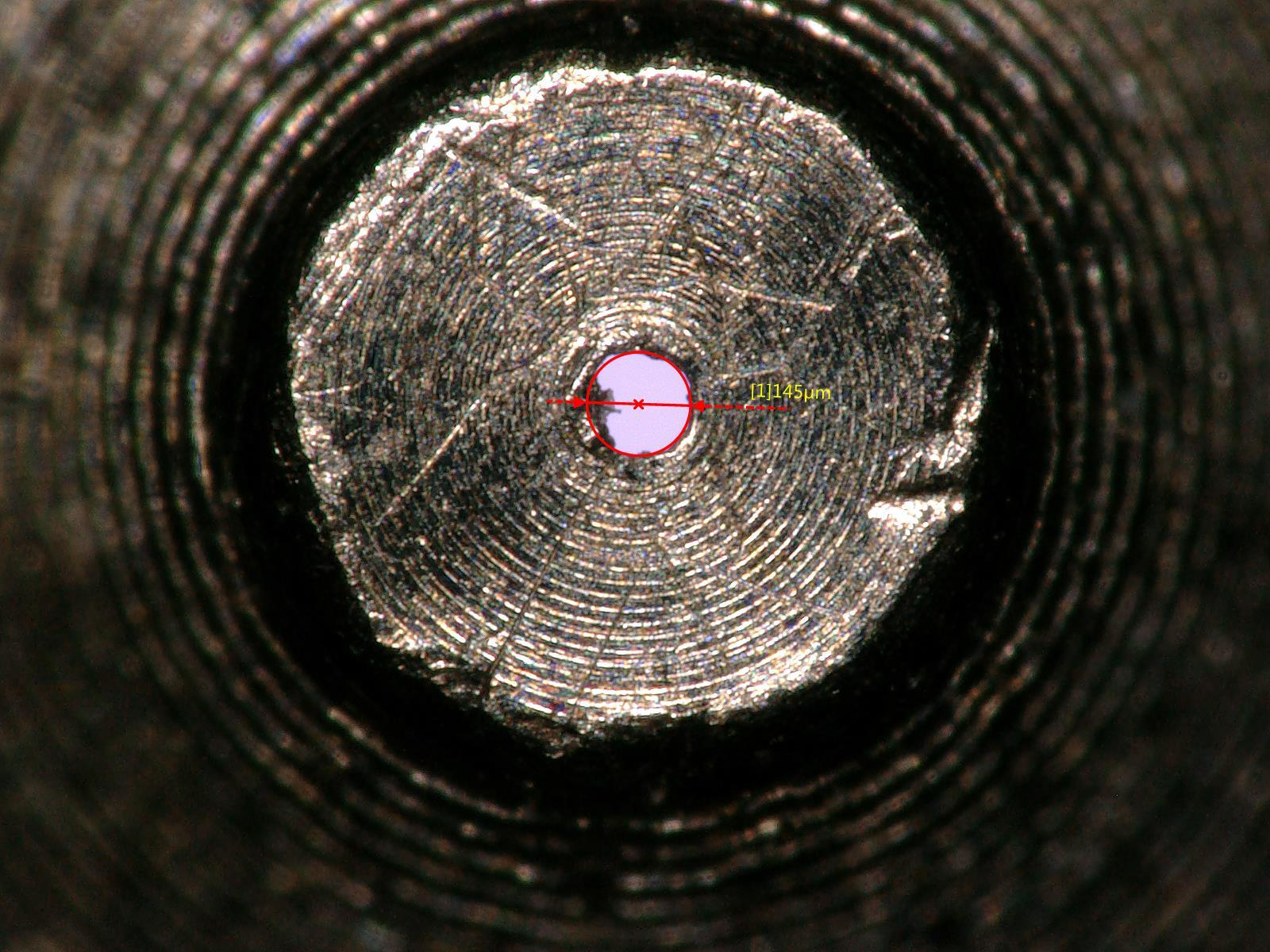
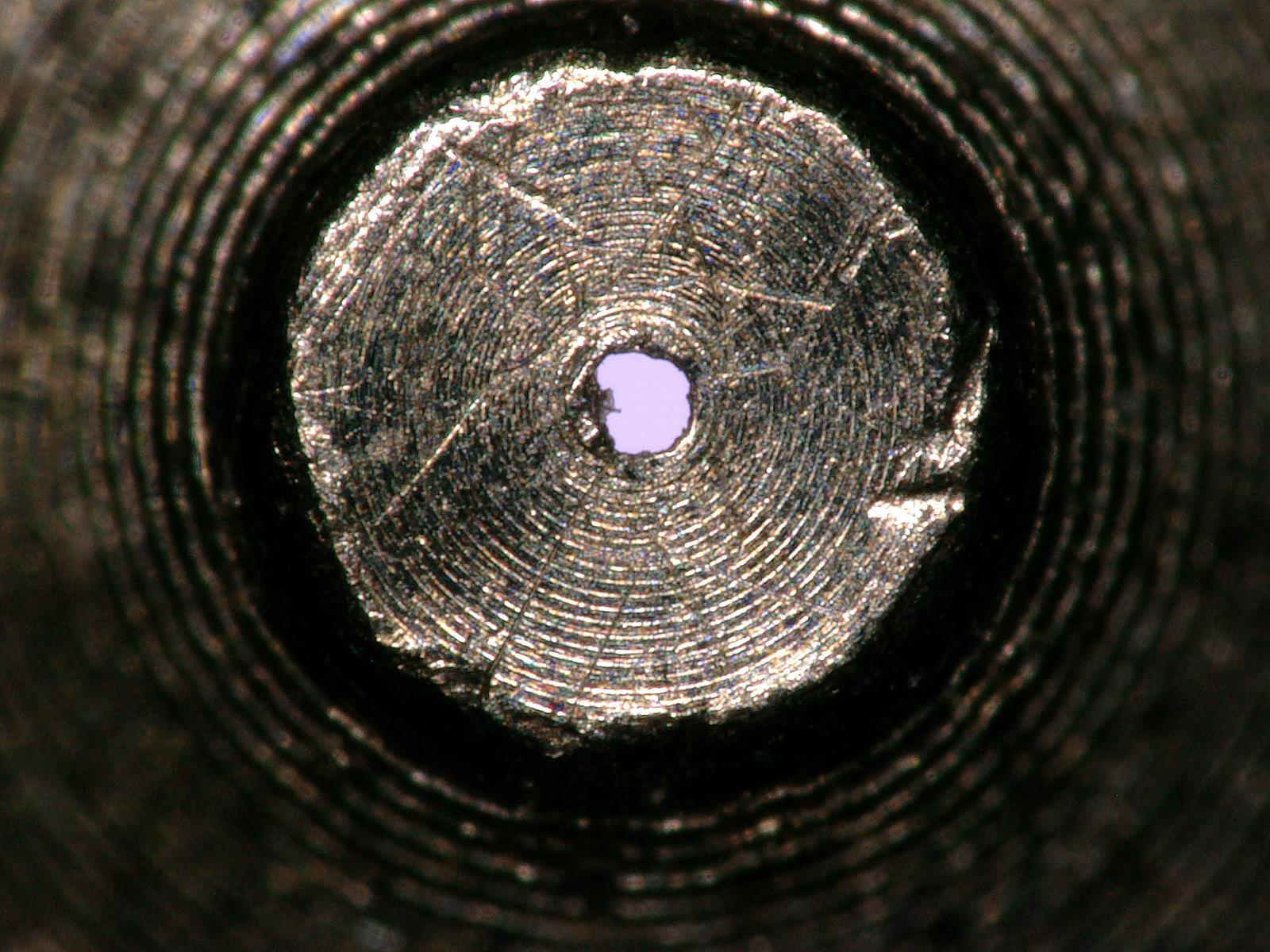
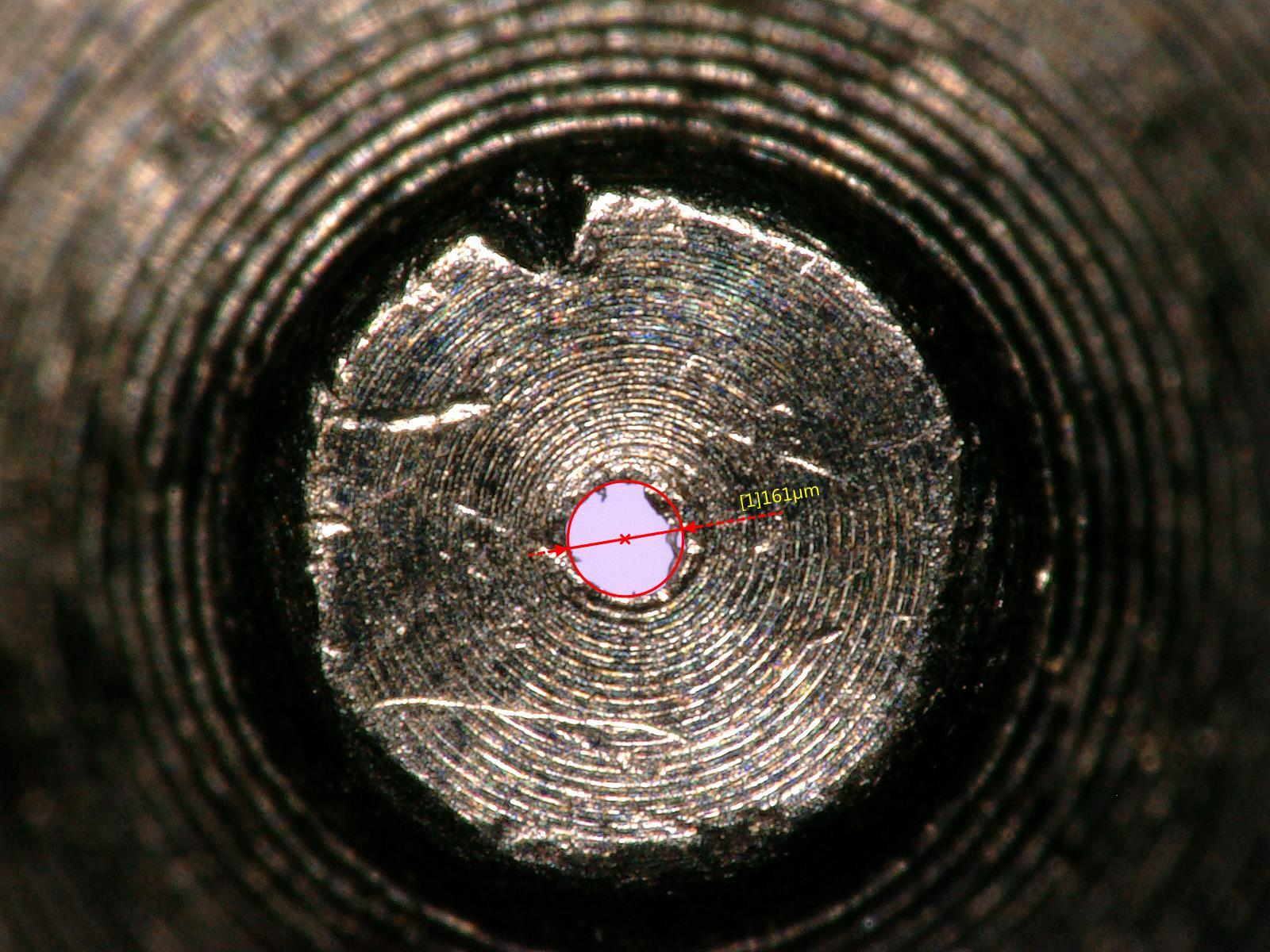
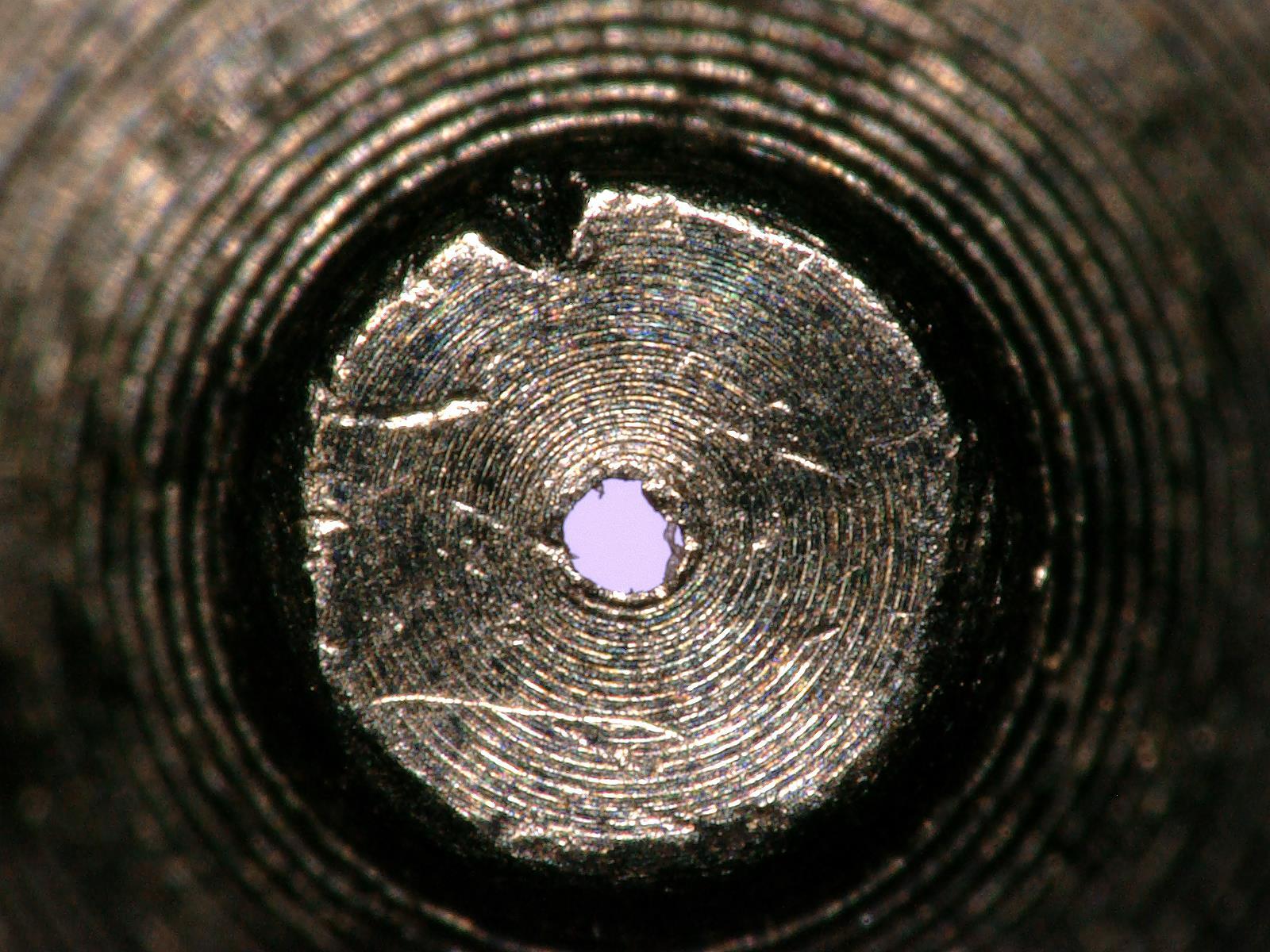
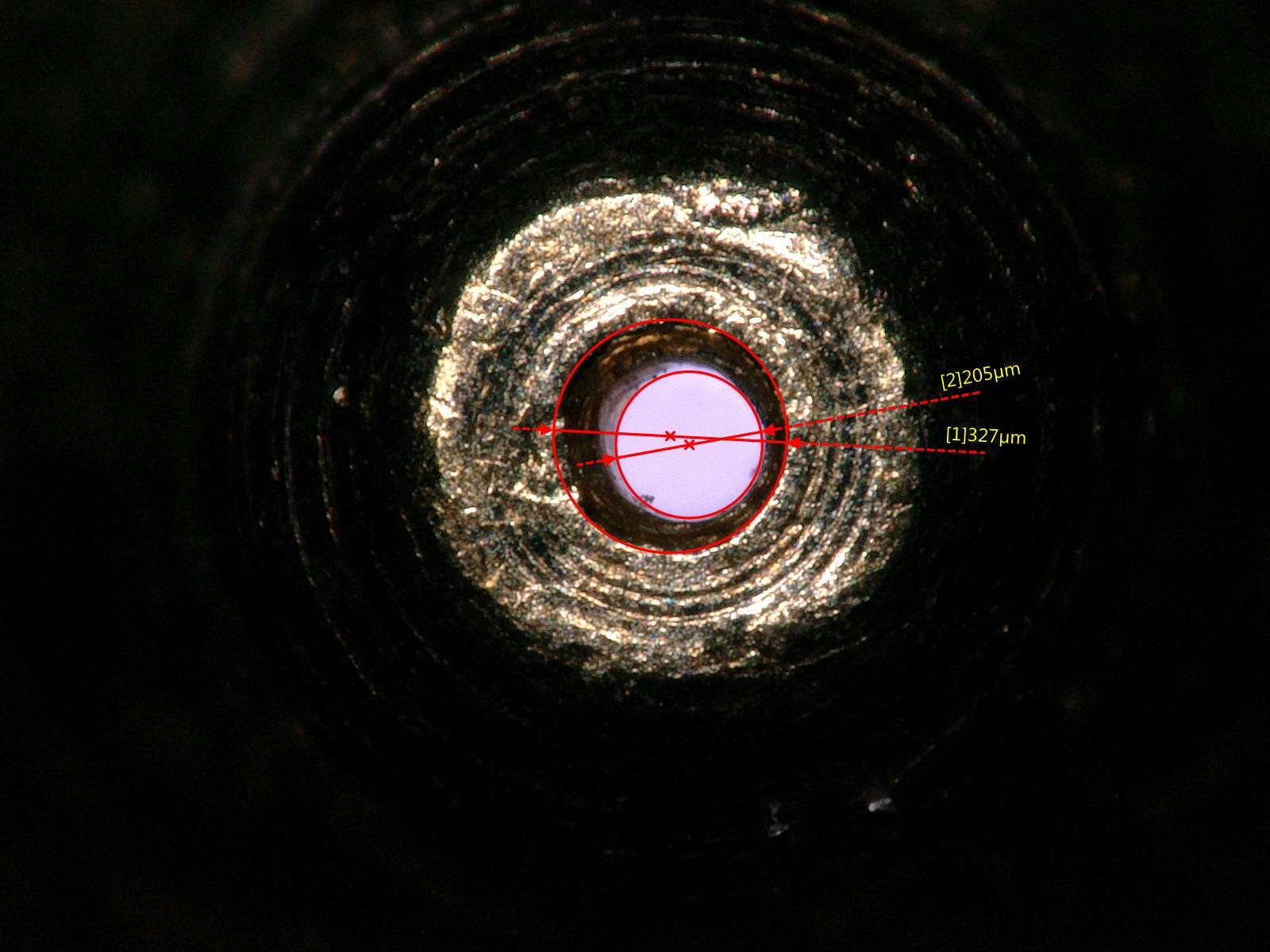
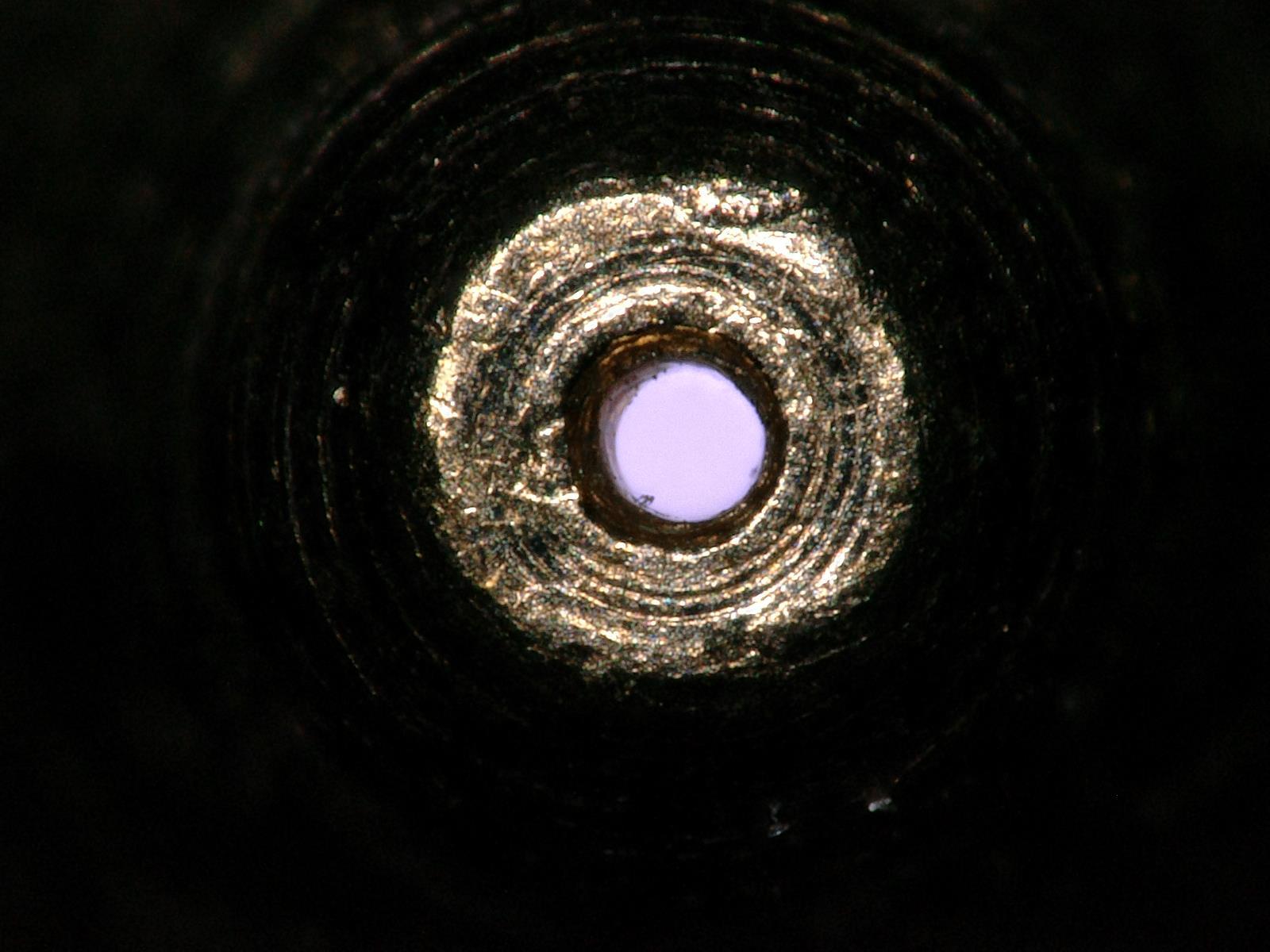
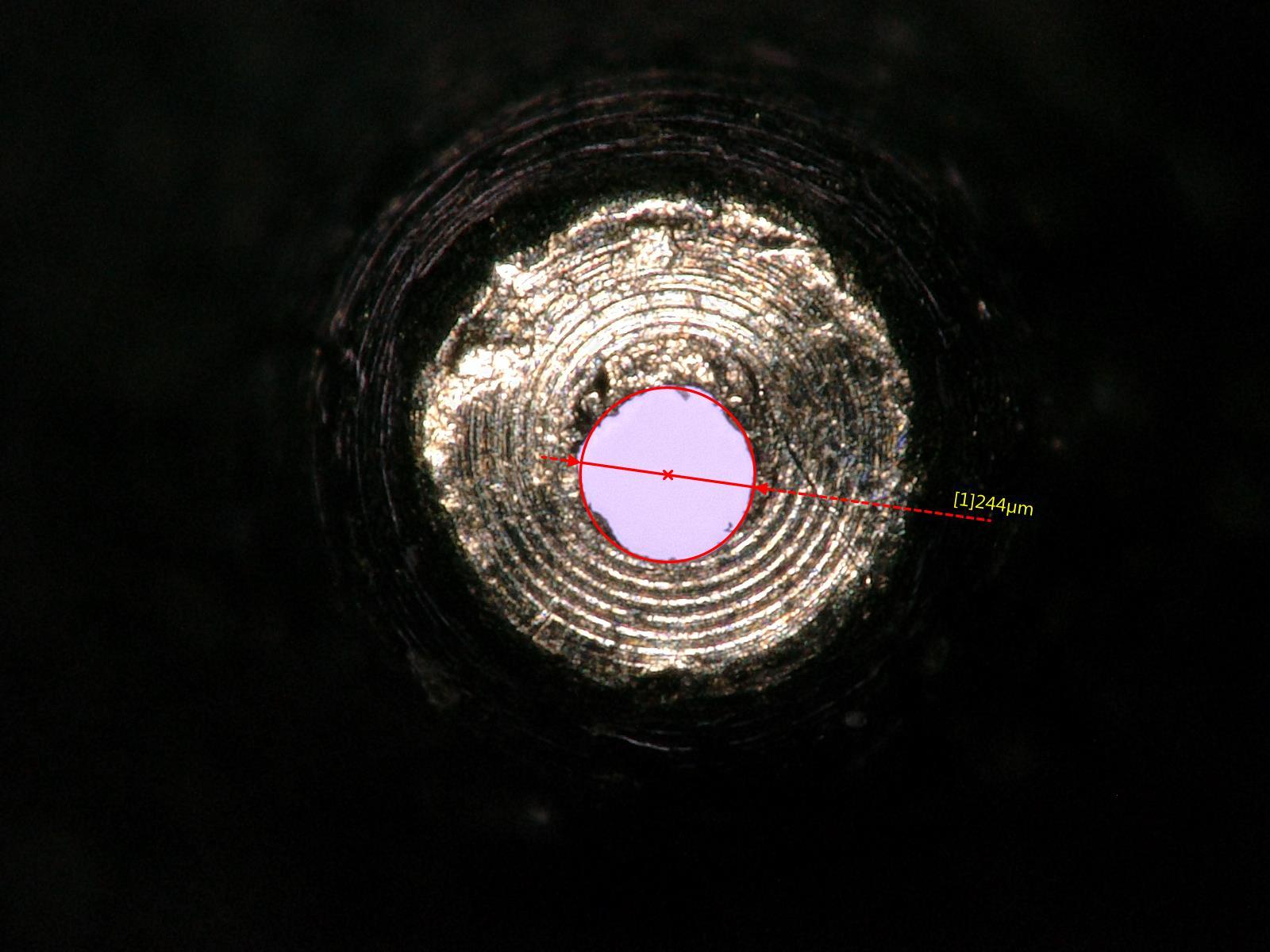
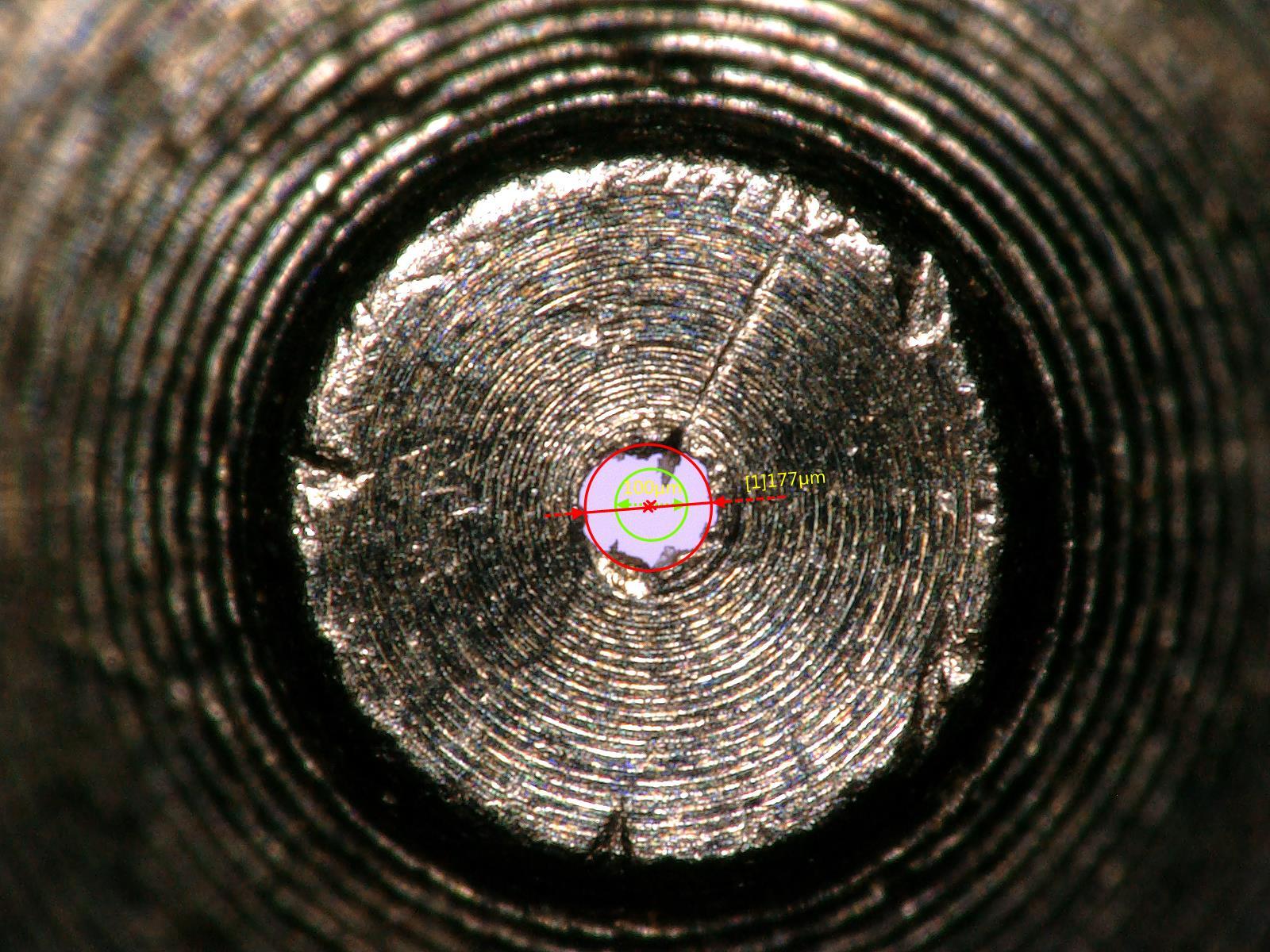
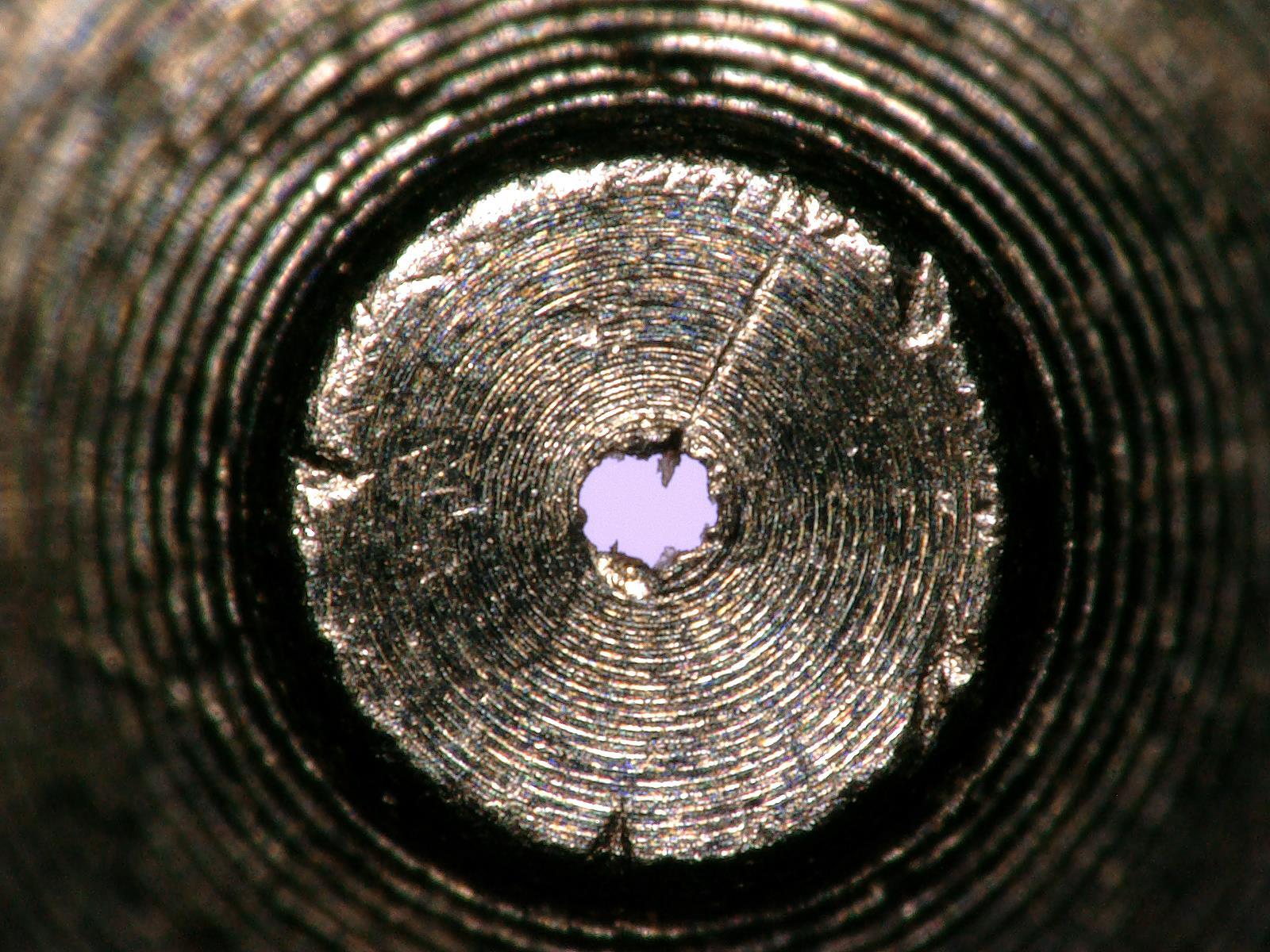
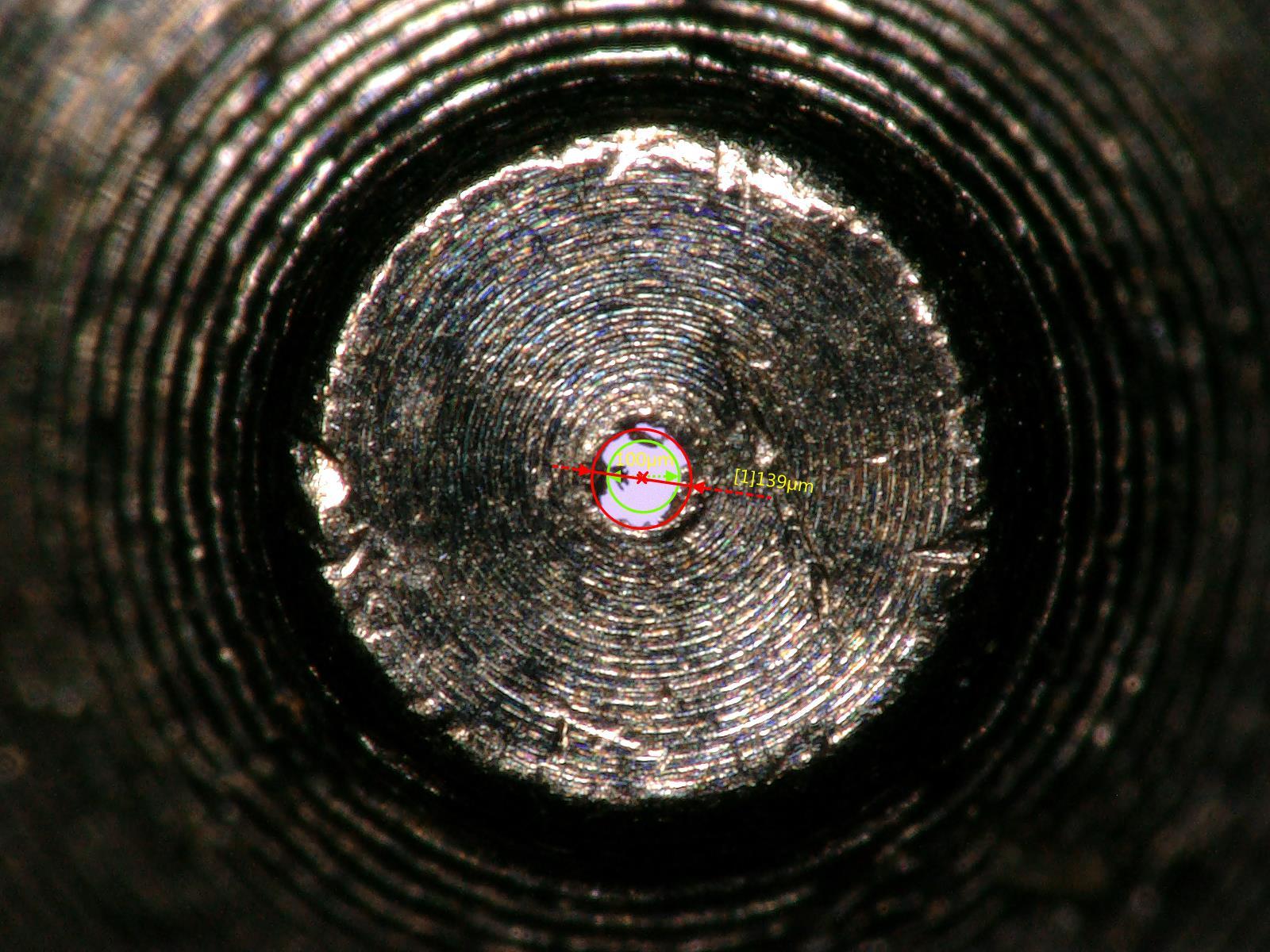
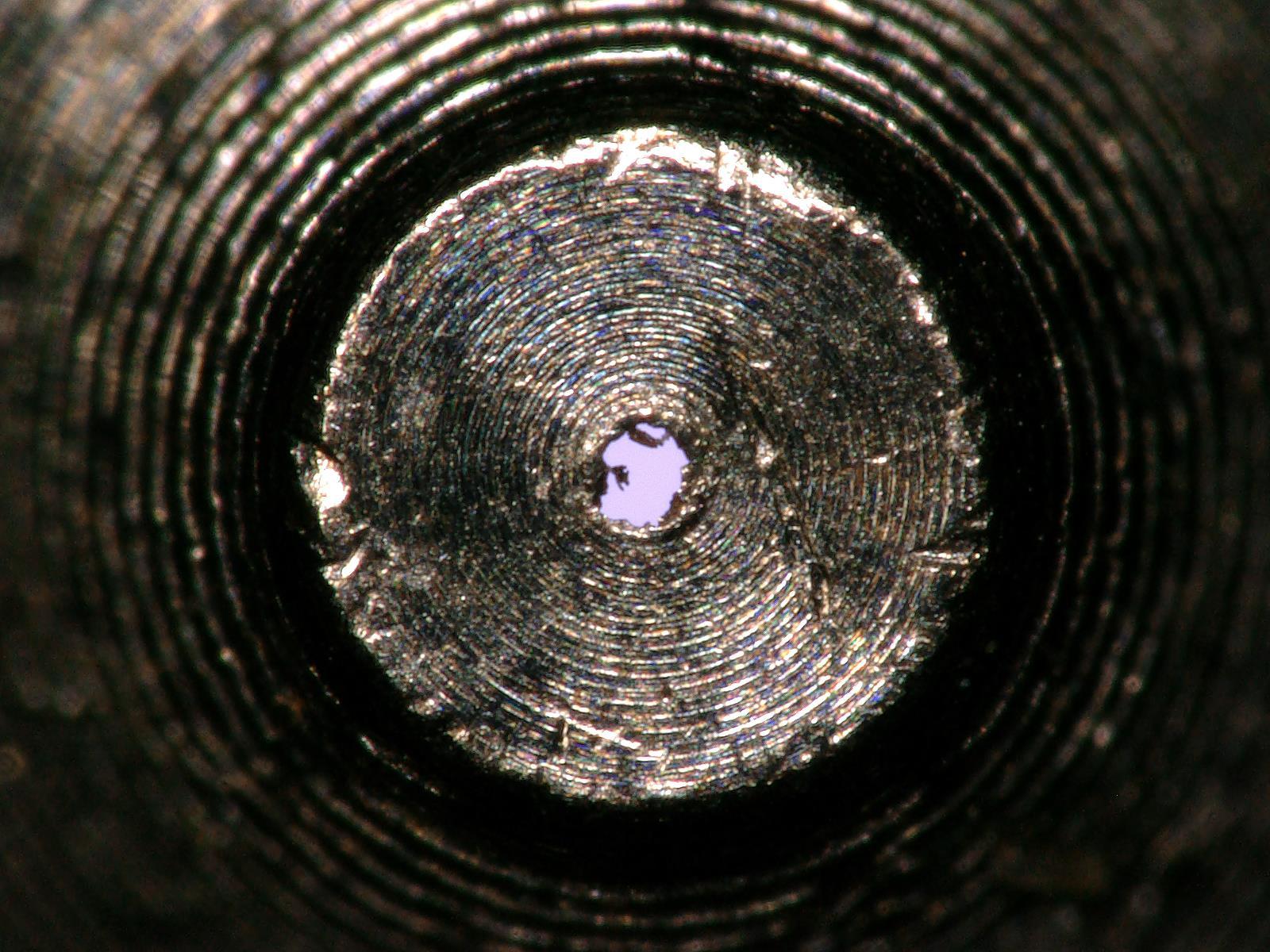
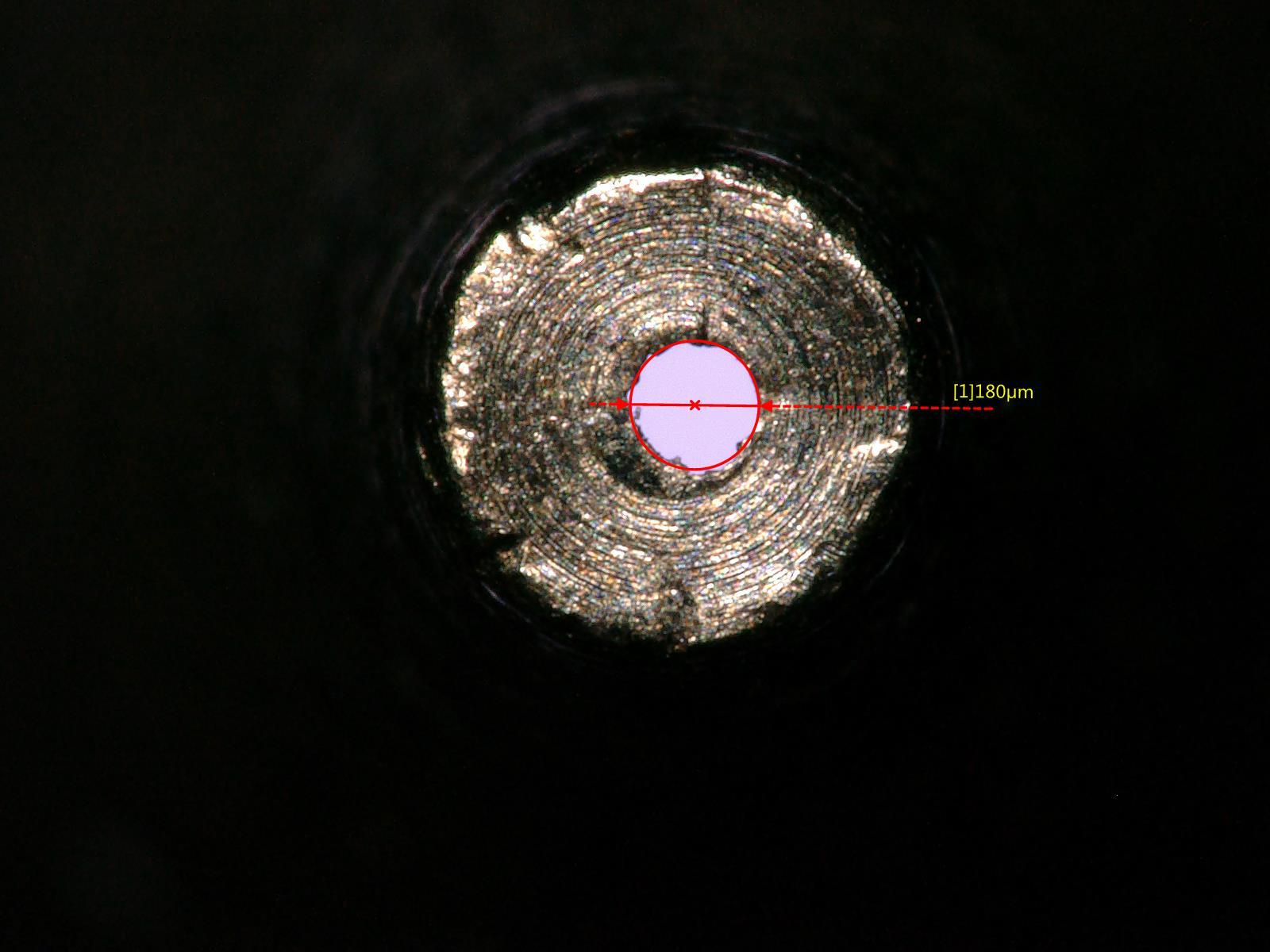
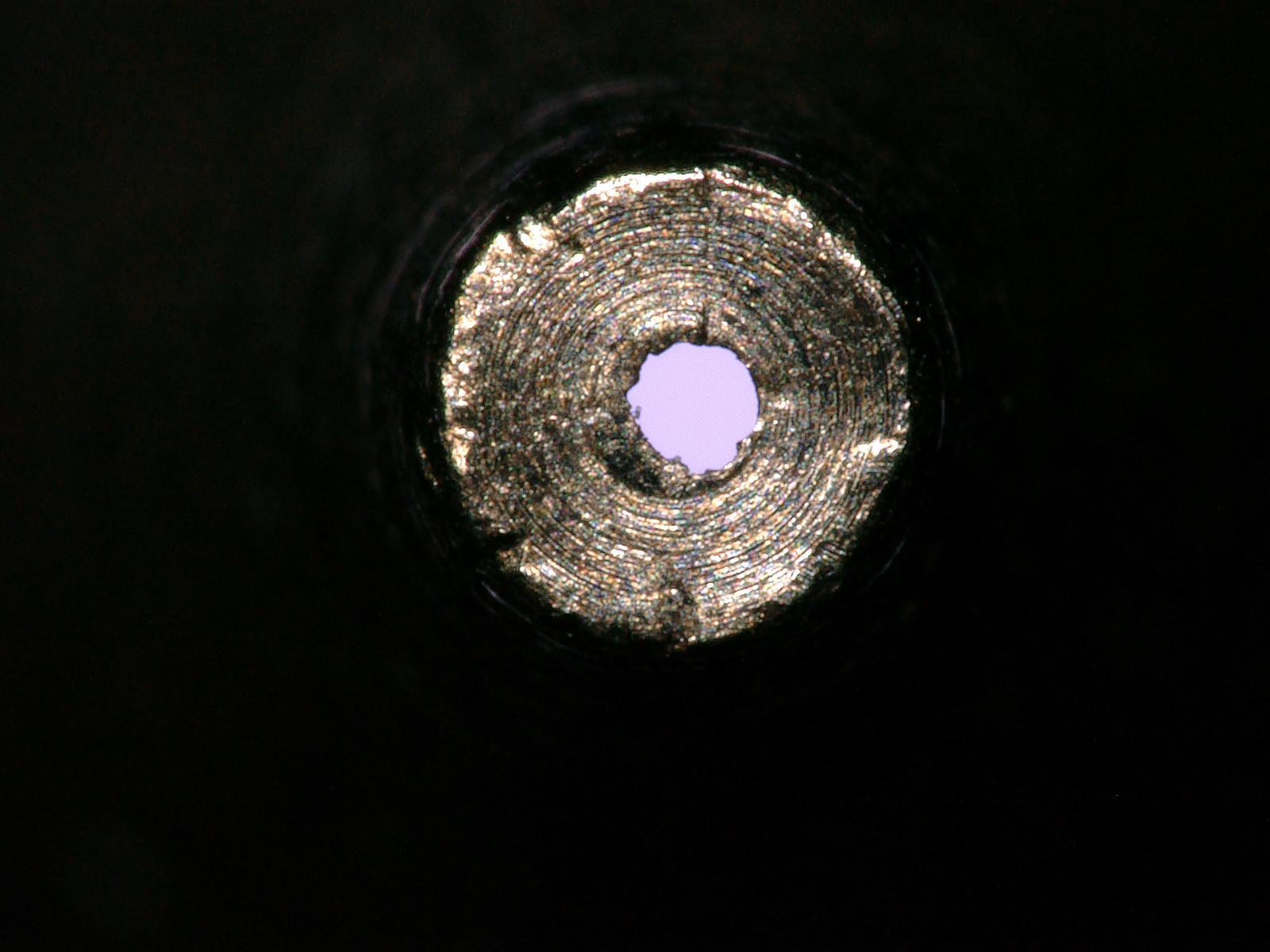
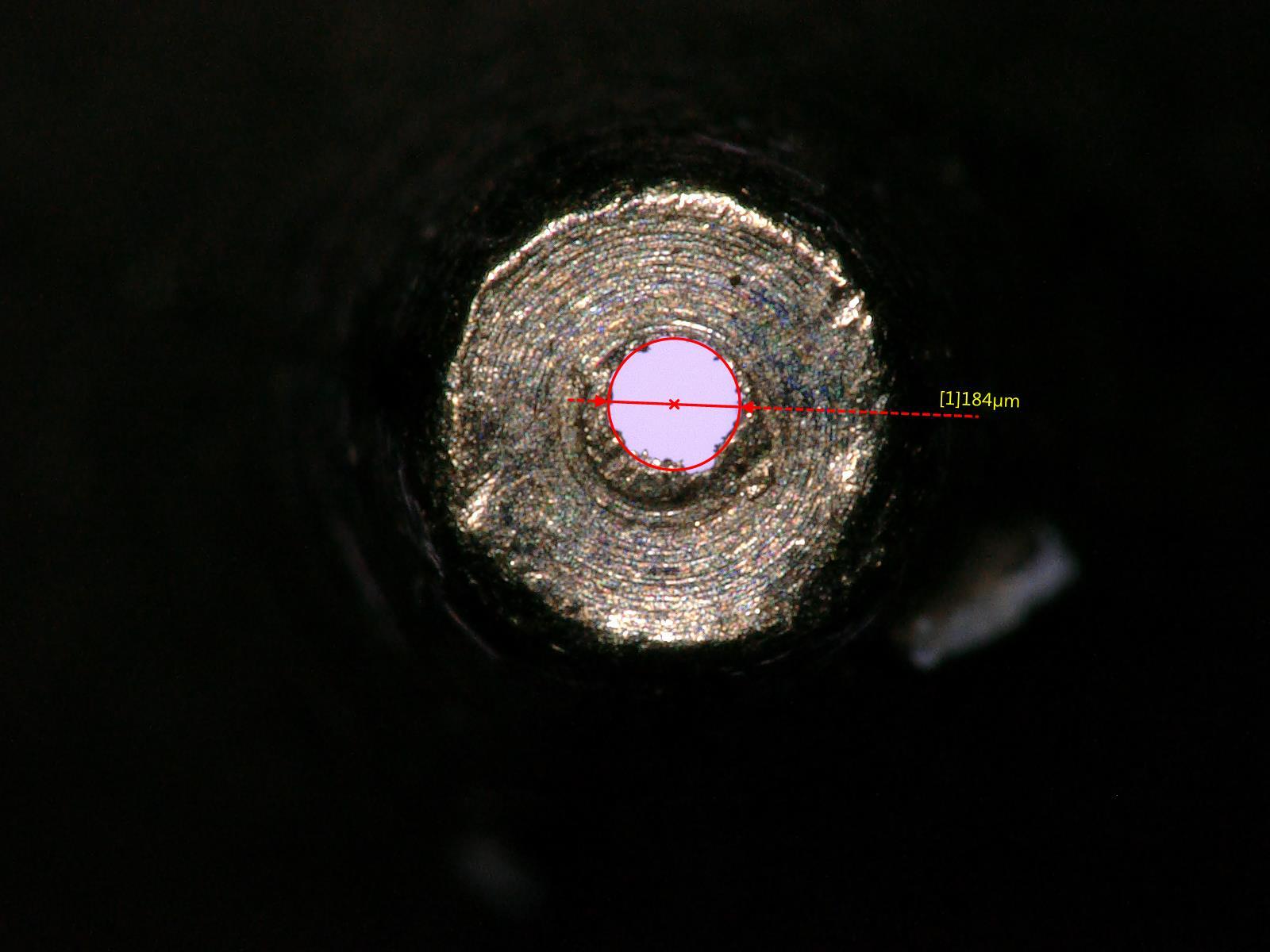
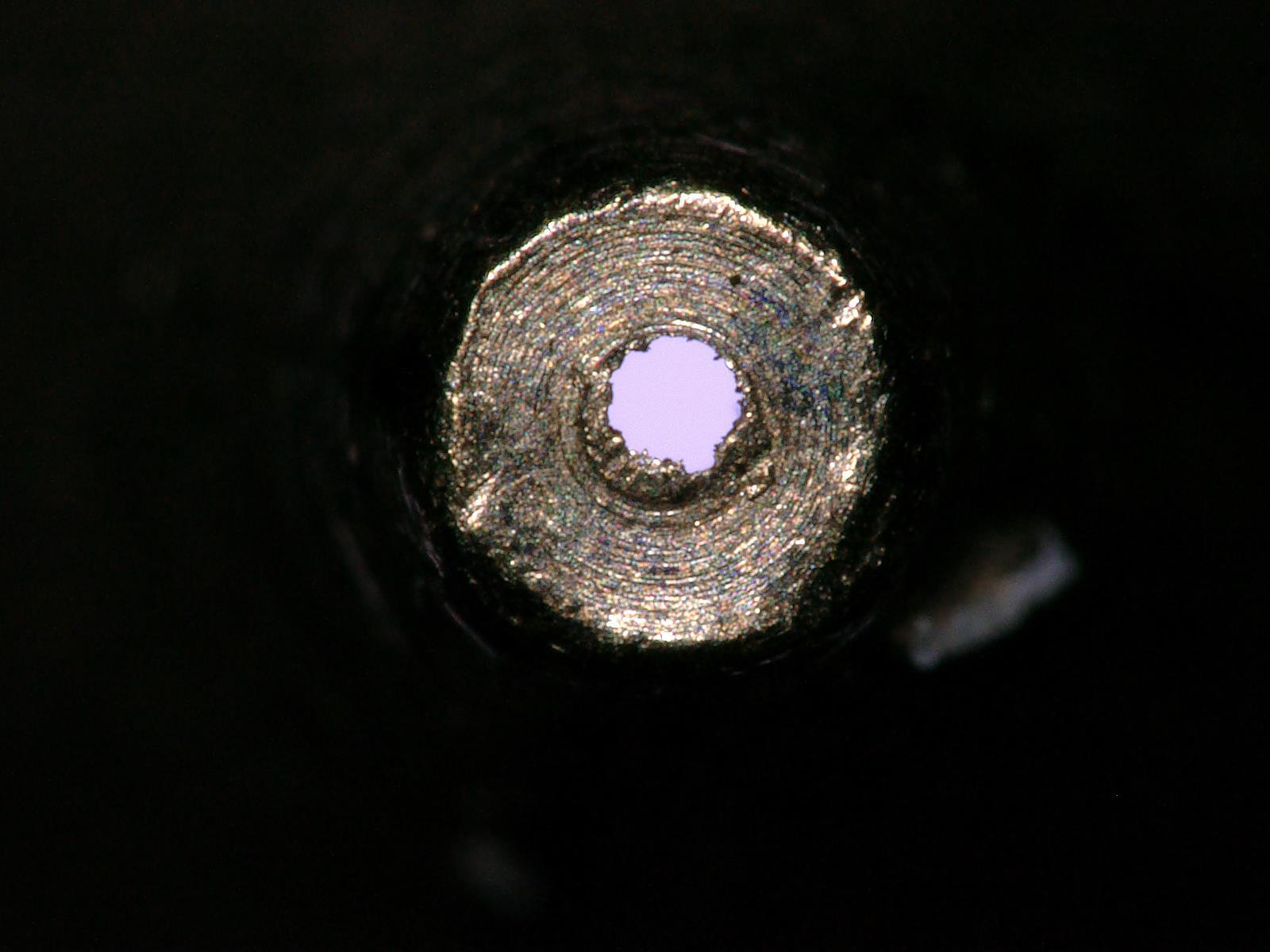
Bonjour à tous, Grâce à l'aimable participation de @OUPS65 qui souhaitait tenter une expérience au nom de la science, nous allons aujourd'hui observer de près deux types de buses en provenance de chine. Une buse de 0.2mm et une buse de 0.1mm. Ce n'est pas deux, mais huit buses que m'a fait parvenir @OUPS65 : 2x 0.1mm et 2x 0.2mm en état d'usine ainsi que 2x 0.1mm et 2x 0.2mm en ayant repassé un foret de même taille. Commençons par observer l'aspect général : Rien à dire, c'est du classique, ça parait même assez propre, on pourrait presque les qualifier de bonne qualité quand on les a en mains comme ça. Cependant sur les 0.1, à l'intérieur j'ai noté pas mal de résidus noirs (oublié de faire la photo, quelle nouille), et ceci sur les 4 échantillons. On peut voir aussi que la semelle (le bout plat du nez de la buse) est plus large sur les 0.1 que les 0.2, mais ce n'est pas le même type de buse. Pour la mise en forme du post, je vais placer côte à côte les photos des buses avec et sans mesure, afin de bien voir les bords des trous (vous comprendrez vite pourquoi), et je vais grouper les deux échantillons de chaque groupe l'un au dessus de l'autre. Première série de clichés, les buses de 0.2mm d'usine : Bon je vous ai normalement habitué à ça : c'est pas centré, c'est pas rond, c'est très laid, et en plus, ça fait pas vraiment 200µm... Deuxième série, les buses de 0.1mm d'usine : Pire ici, ce n'est même pas répétable d'un échantillon à l'autre, pour ceux dont la vue baisse, il est marqué 177µm et 139µm au lieu des 100µm annoncés. Procédons maintenant aux mêmes observations, mais cette fois-ci avec les jeux de buses ayant "subit" le passage d'un foret. Les buses de 0.2mm après foret : Pour le premier échantillon, je soupçonne @OUPS65 d'avoir utilisé un foret trop gros (0.3mm ?) pour commencer, en tout cas cet avant trou est très rond et centré, coup de chance ? Hormis ce petit débordement, on pourrait dire que le trou de 200µm est pas mal, mais c'était assez compliqué de choisir le point de mesure à cause de l'incertitude à gauche du trou (car il n'est pas droit). Pour le deuxième échantillon, pas de chance, le trou de 244µm est un peu plus gros que prévu, si on se réfère aux échantillons d'usine, le trou d'origine devait faire dans les 180µm. Ça serait intéressant que @OUPS65 nous détaille sa façon de procéder, rien que les photos d'un foret de 0.1mm et 0.2mm devraient être impressionnantes. Les buses de 0.1mm après foret : Bon ici de toute façon, il y avait peut de chance de voir une amélioration sur les deux échantillons après passage du foret, car déjà sur les échantillons d'usine, les trous étaient trop gros. J'ajoute encore deux clichés, suite à mes observations de l'intérieur en loupe binoculaire, j'ai remarqué quelque chose d'étrange au fond du perçage, après la zone conique, vu ici depuis l'extérieur : A gauche, on voit qu'il y a un peu de matière, un peu d'épaisseur dans laquelle le perçage à été effectué. Mais alors à droite (buses de 100µm)... La paroi doit faire quelques dizaines de microns tout au plus, je suis persuadé qu'à la première mise en pression de l'extrudeur, le plastique va venir éclater les bords du perçage comme un artichaut ! Et dernière observation, on peut voir que la plupart des buses sont scarifiées au niveau de la semelle, ça n'améliore pas leur piètre qualité. Je tiens à remercier encore une fois @OUPS65 pour ce moment de partage toujours très enrichissant pour la communauté. A vos commentaires.




 1 point
1 point -
Salut a tous ... Étant électricien travaillant dans l'industriel et l'automatisation ... et en fouillant dans mon bazard récupérer a droite et a gauche ... voila ce que j'ai retrouver : https://fr.rs-online.com/web/p/products/5300939?cm_mmc=FR-PPC-DS3A-_-google-_-3_FR_FR_BM_A_and_C_Exact-_-Sick|Capteurs_photoélectriques-_-Sick+WTB4+3P2161&matchtype=e&kwd-53351353227&gclid=Cj0KCQjw6fvdBRCbARIsABGZ-vTjtKDo1inI3C9XQ6JTMDtbcx7JQLgn8zBTuYuEM0n1GI7kvLQxKaoaArfGEALw_wcB&gclsrc=aw.ds Punaise !!!! A plus de 200 € le capteur ... ca doit bien marcher !!!! Bref un petit test vite fait en alimentant le capteur en 12v ... pour me rendre compte que d'une part ... il fonctionne ... et d'autre part qu'il a l'air très précis et réglable très facilement grâce a sa vis de réglage... bref de quoi palier aux problèmes de fiabilité des bl et 3d touch... et palier aux problèmes de repetetivité des capteurs inductif et capacitif bas de gamme... Bon pas de bol...mon modèle est un PNP... Mais qu'a cela ne tienne ... j'ai en commande sur amazon un petit module optocoupleur pour le transformer en NPN pour moins de 2 €... Donc voila je me lance dans ces tests ... en attendant de recevoir l'optocoupleur j'imprime mon support de capteur modifié pour cette petite bette prometteuse a prix indécent !!!MDR le capteur vaut plus chère que l'imprimante complète !!! heureusement que je l ai eu pour pas un rond !!! lol ... Je vous tiendrais au jus bien entendus de cette modif...

 1 point
1 point -
Le 'buildtak' d'origine sur ma delta Anycubic fonctionne très bien, à froid dans beaucoup de cas, et en mettant la chauffe quand j'ai des pièces avec une grande surface en contact au plateau. Sinon, j'ai tenté sur le verre... en dégraissant bien, sur des petites pièces avec une première couche trèèèèèèèèèès lente, j'ai eut des succès.. mais bon, pas hyper reproductible La colle UhU diluée dans de l'alcool isopropylique et appliqué au pinceau sur du verre m'a donné aussi de bon résultats.1 point
-
Bienvenue chez les imprimeurs fous ! @Dom61 Pense à ajouter le model de ton imprimante dans ton profil, ça nous permettra de mieux t'aider et plus rapidement j'attend toujours mon exemplaire gratuit mais il n'arrive jamais1 point
-
Sur une vitre avec Elnet fixation extra forte et l'autre une ultrabase1 point
-
bonjours a tous moi juste une vitre de 4mm acheter dans un magasin de bricolage mais je l ai poncer au 120 en diagonal et sa marche super bien depuis 3 mois1 point
-
J'invoque Sainte Rita Plus sérieusement, j'utilise une Ultrabase, mais je prie quand même, cette saleté de PLA rouge et que le rouge depuis une semaine a tendance à se faire la malle. Peut être qu'il a pris l'humidité, mais je ne vois pas pourquoi lui et pas les autres.1 point
-
Je suis d'accord avec toi ça devient compliqué pour les petites pièces complexes. du gros c'est jouable, Mais du petit, pas évident1 point
-
Moi j'utilise du spray Vivelle Extrême. Colle très bien quand c'est chaud, se décolle très bien quand c'est froid. Pour le dosage, c'est un peu au pif, et assez massif en général. Pas vraiment de problème avec le PLA. Je n'en remet pas à chaque fois, loin de là.1 point
-
Ce que je peux dire par expérience perso: -Colle UHU: Marche bien mais ça sallie tout ! C'est horrible, mais ça marche. -Scotch de Masquage: Fonctionne très peu chez moi. -Laque: Fonctionne bien mais il faut très bien doser. -Buildtak: Pas encore testé mais avis très positifs, seul point négatif: dificile de décoller la pièce... Voilà ! EDIT: Ce que j'utilise habituellement c'est la colle UHU avec plateau chauffant mais comme ça sallie trop, je vais essayer le buildtak.1 point
-
il apparait que entre 225-230 c est tres bien . retractation c est un peu plus compliqué . ca joue pas mal sur la coupe de cheuveux . 5mm 50mm/s semble pas mal. ce qui m emm. c est que certains prints demanderaient un peu de ventilation je pense. il y a plus de fluctuation qualité par rapport au pla1 point
-
Petite info qui devrait aider à régler le souci principal du MMU2, le firmware 1.0.1 est sur github : https://shop.prusa3d.com/forum/general-discussion-announcements-and-releases-f53/mmu-firmware-1-0-1-is-available-t25136.html EDIT: avec les images c'est encore mieux ==> https://manual.prusa3d.com/Guide/Service+menu+-+Individual+Filament+Calibration/842?lang=en1 point
-
J'ai reçu mon stick de Dimafix. Test d'impression Nylon à l'instant après traitement du plateau au Dimafix : ça marche !!! Enfin ! Jamais je n'avais réussi à faire tenir le Nylon sur le plateau vitro. C'est chose faite. Vous pouvez y aller avec ce produit-là. Seule modif à faire dans les paramètres : monter la température du lit à 90°C. Maintenant, je vais passer des impressions d'éprouvettes rectangulaires plates en ABS pour voir si ça combat aussi le warping.1 point
-
Aller un petit condensé de reportages, il y a de tout laiton, inox, ruby, avec traitement de surface ou non :1 point
-
Comme d'hab, cette excellente étude est passionnante. Merci beaucoup d'y avoir consacré du temps et autant de précision. Je me dis que nos forets ont sûrement les mêmes maladies de manque de précision. Nous ne sommes pas des pros et elles viennent tout autant de ....... chine J'en poste des photos dès que je rentre. La buse Olsson Ruby, plutôt destinée aux filaments abrasif, est horriblement chère et ne descend pas en dessous de 0.4mm. Est il vraiment nécessaire d'investir une telle somme représentant unitairement 30% du prix de la machine (I3 MEGA) ? J'ai bien envie de t'envoyer une 3D-ONLINE experimental nozzle de 0.15mm, histoire de se délecter avec ta future étude à son propos. Elle nous tente beaucoup et ce fabricant fourni sur son blog tout un tas d'infos devant permettre d'apprivoiser sa buse. Cerise sur le gâteau, son prix est plus que raisonnable. Et en bonus, pourquoi pas y joindre les forets en question ?1 point
-
Salut @sixbras, Je te conseille d'éditer le titre de ton sujet et d'un rajouter [Astuce] et éventuellement de supprimer "Comment"1 point
-
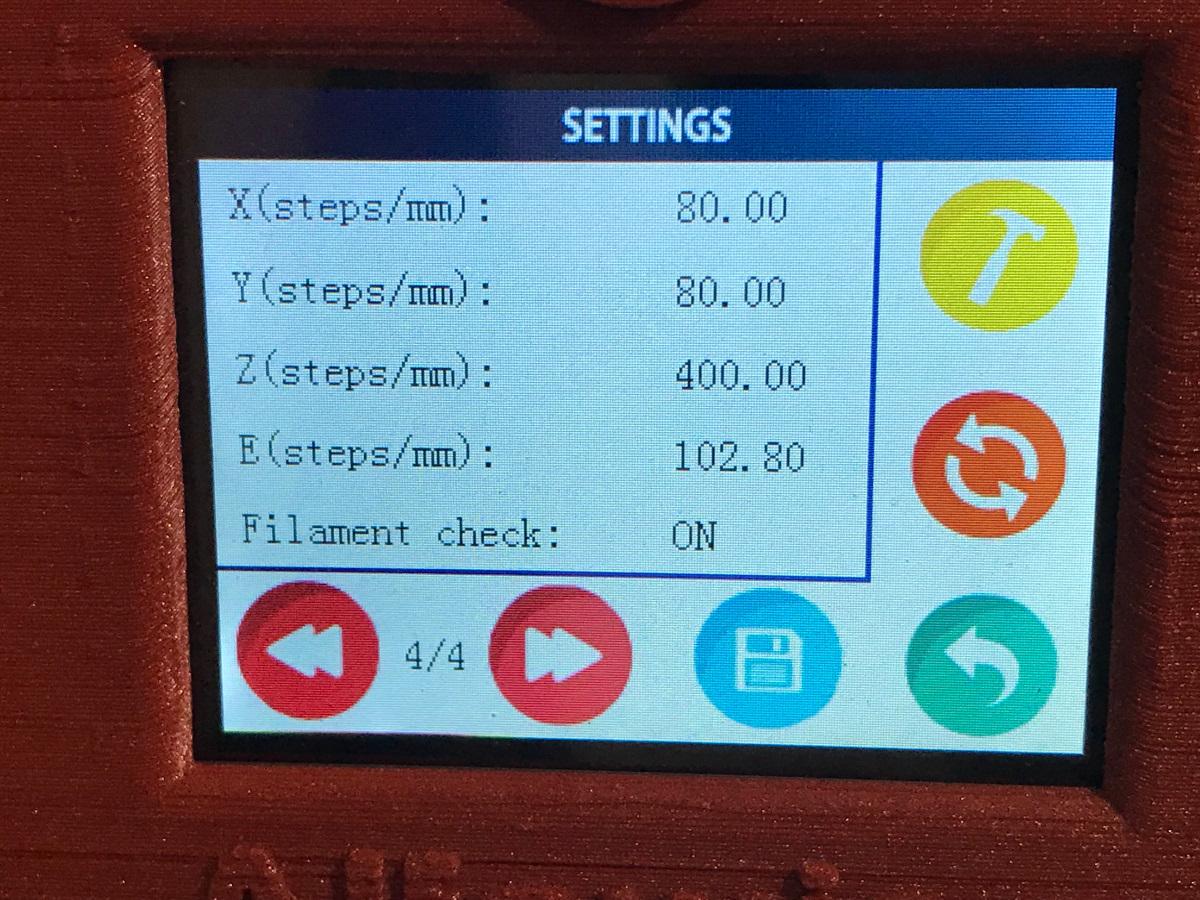
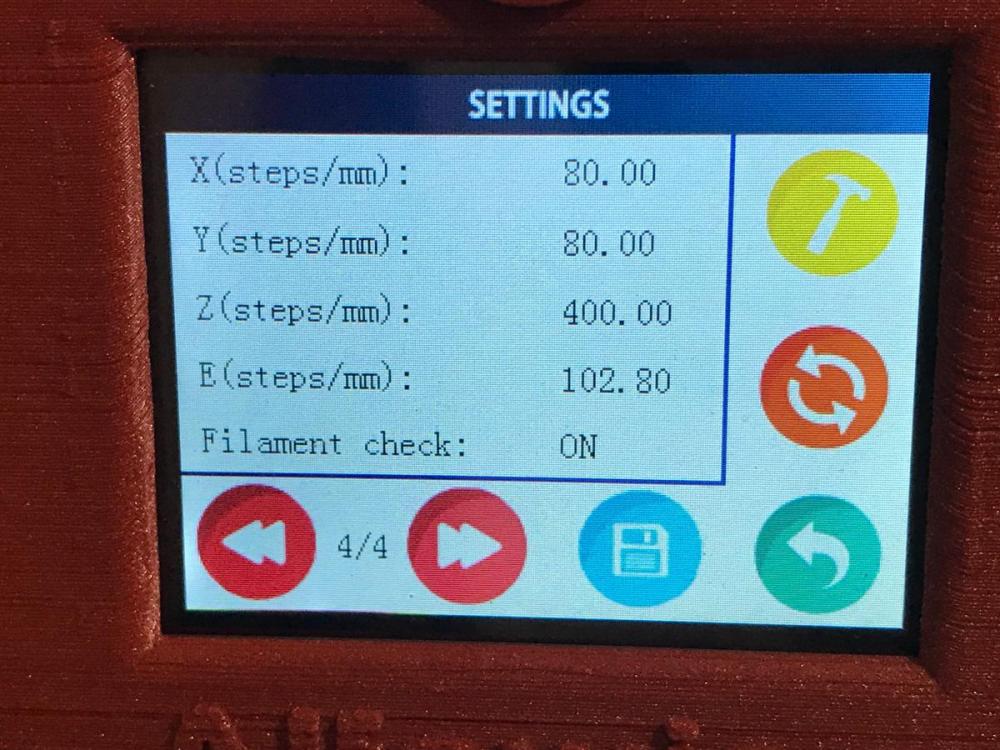
Ils sont indiqués dans le firmware, c'est dans le menu More > Settings, tout à la fin de la liste : A priori, les X, Y et Z sont fiables (en tous cas sur la mienne ils le sont). Pour l'extrudeur, si tu veux la valeur en pas/mm de fil, il faut refaire le calcul en suivant l'étape A ici : https://www.lesimprimantes3d.fr/forum/topic/3395-tuto-calibrer-son-extrudeur-aux-petits-oignons/ Parce que les dents de l'extrudeur pénètrent un peu dans le fil, ce qui change le rayon du cercle qui entraine réellement le filament, et par conséquent son périmètre. Du coup, pour un angle donné (step), selon que ton filament est dur ou tendre, tu auras une longueur de fil entrainée qui va varier. Dans mon cas, c'est 102.8 pour le PLA ICE, et 100.2 pour le PETG Technology Outlet, par exemple.
 1 point
1 point -
Voui! J'y ai greffé un anneau sur le nez pour en faire un porte-clefs.1 point
-
Si on qualifie ça de dopage alors oui, je les ai sacrément dopées !1 point
-
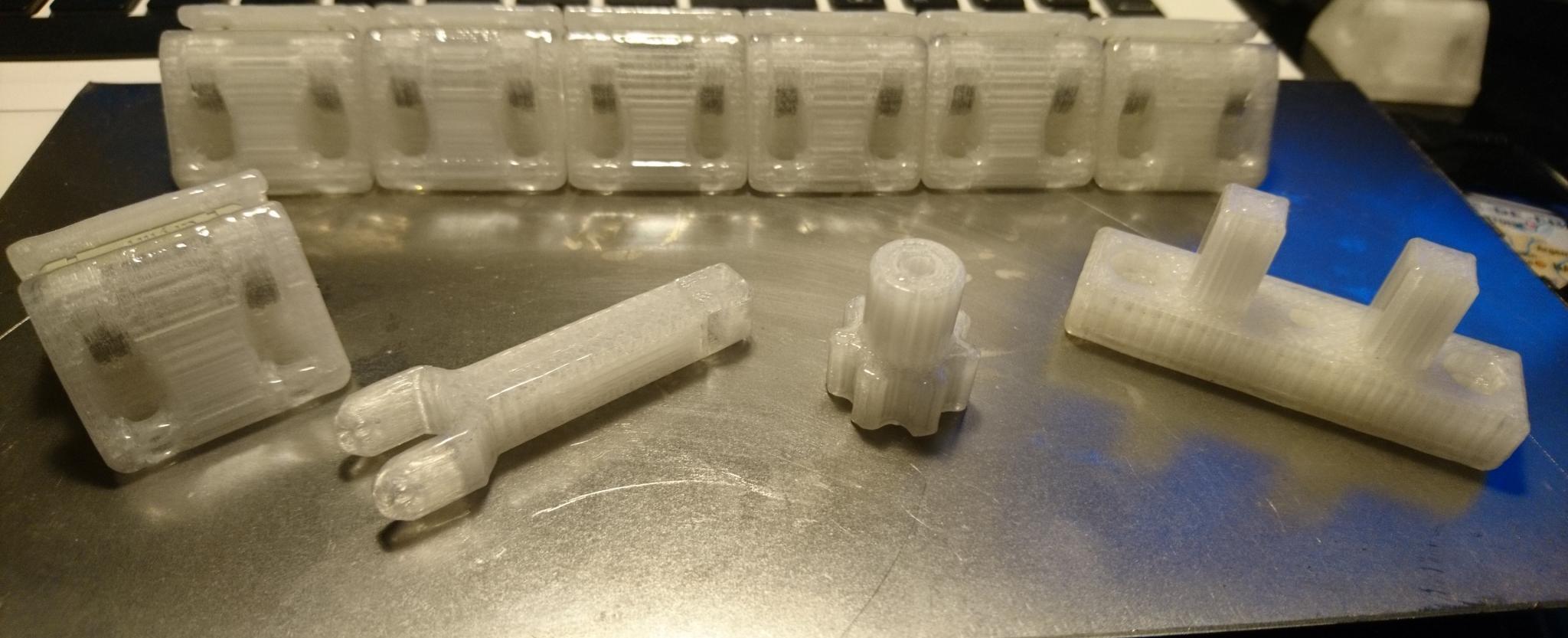
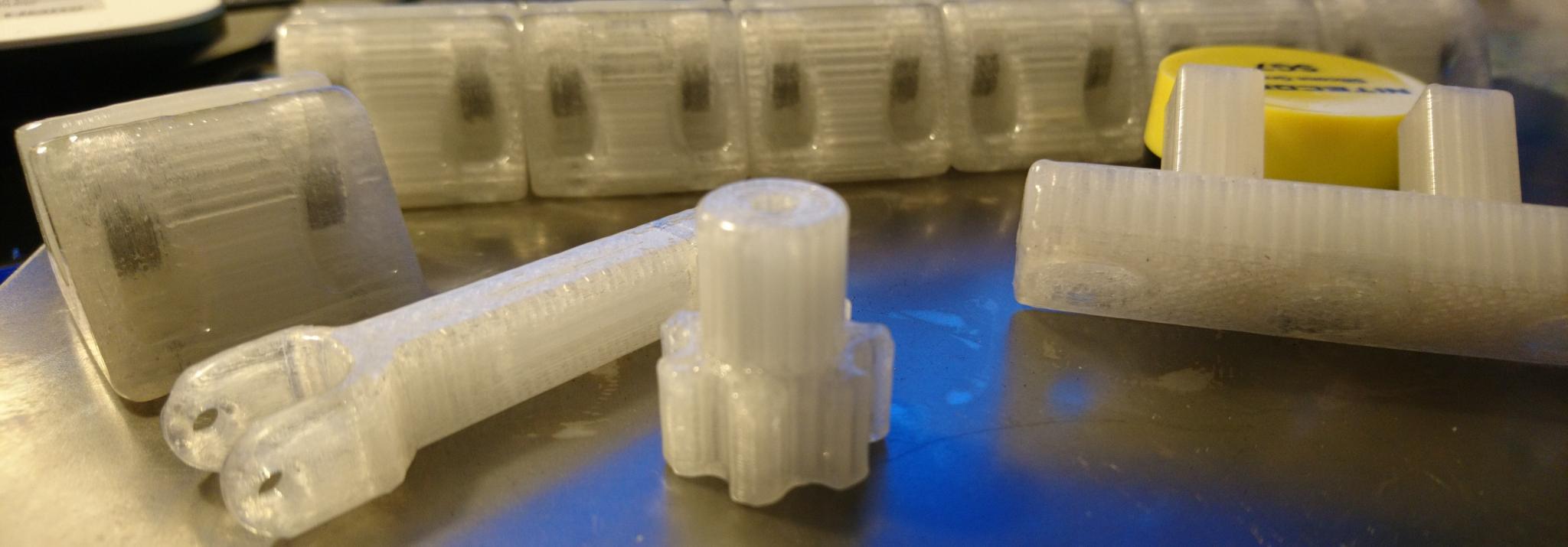
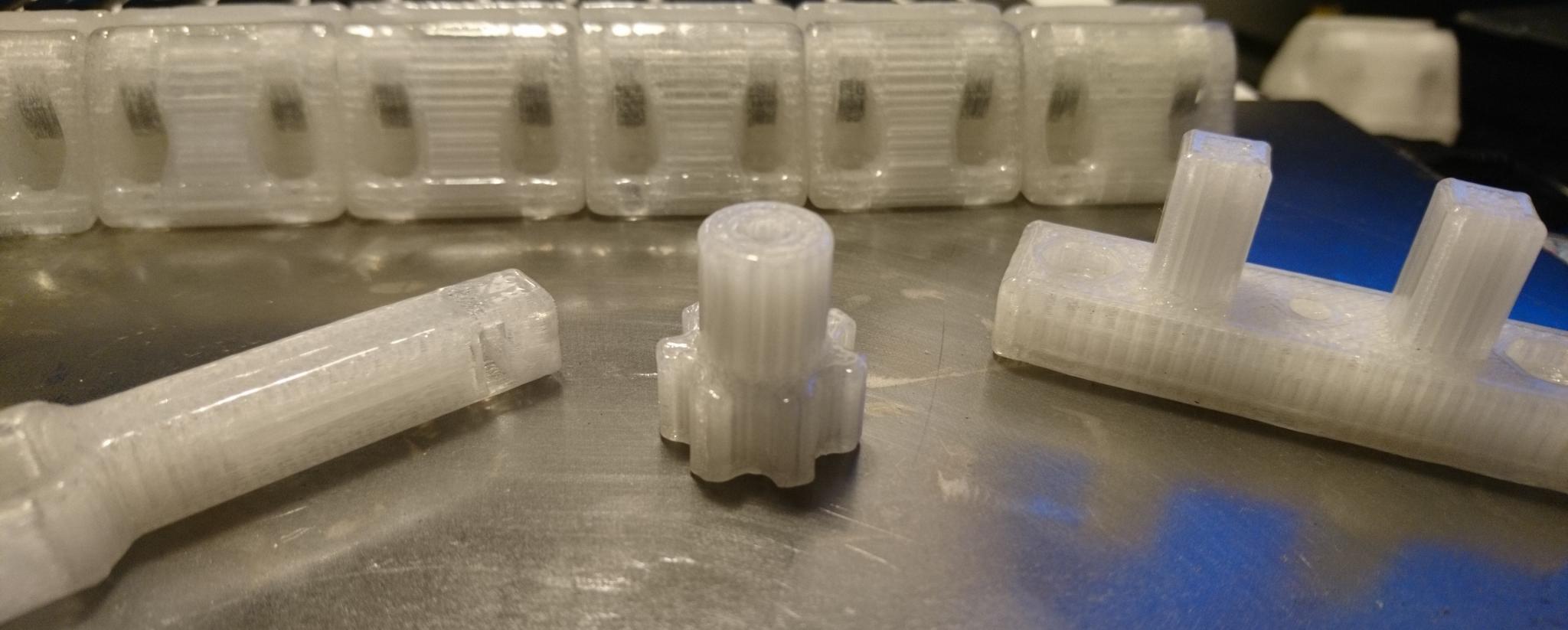
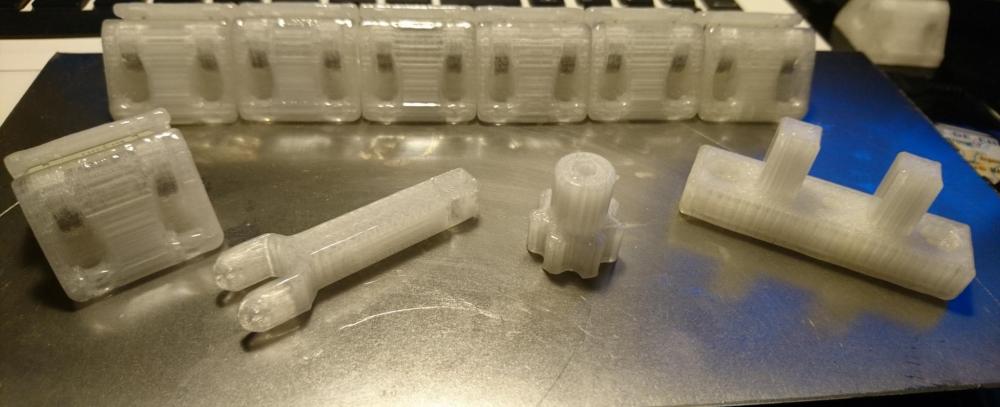
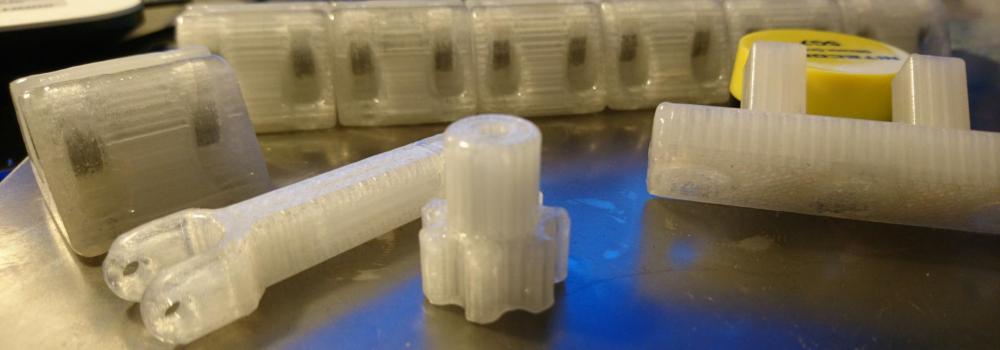
Bonsoir les gars, Toujours aussi actifs dans ce coin, ça fait plaisir ! La rentrée m'a un peu freiné mais je reprends de plus belle avec pas mal de nouveautés ! @papa50 je vois que ton bébé a bien avancé, félicitation pour ton investissement/persévérance, c'est top ! @Maeke, @Janpolanton, et tous les collègues pour oublier personne, j'espère que vous allez tous bien ! De mon côté la Tatara a pas mal travaillé sur de l'abs avec ces différentes pièces qui vous donnent un aperçu… Les plus avertis auront remarqué le traitement. Et plus récemment je me suis mis à printer du TPU...tests qui se sont plutôt bien déroulés, je ferai quelques photos à l'occas. Enfin j'ai voulu tenter le ninjaflex, mais l'histoire s'est corsée et il va me falloir changer d'extruder ... Je vais donc voir pour m'en imprimer un qui fasse le job correctement ! Sinon en soit je suis hyper content des diverses améliorations apportées à mon imprimante, le châssis est top et je vais prochainement passer sur des igus ! J'ai également reçu les buses de notre ami @Fourmi dont je tenais à souligner la qualité du travail ! Je ne les ai pas encore testé, mais de vue je peux déjà vous dire qu'elles n'ont rien à envier à leurs concurrentes ( e3d par exemple…) Voilà les news, Bonne soirée à vous !
 1 point
1 point -
@Artazole moi Zen, pas vraiment, plutôt le contraire. Disons que je prends sur moi, mais quand ça pousse le bouchon trop loin, je pars en live direct... encore hier soir dans le contexte famillial où c'est parti en quenouille après une accumulation de conneries dans la journée , bon pas grave, mon entourage a l'habitude. Pour ton gamin, juste à espérer que sa main n'est pas amochée au point de garder des séquelles, après le Bandit, c'est que du matériel, fais ch**r , mais ça se remplace... surtout un bandit puis qu'il garde la fibre motarde, les gamelles font partie du jeu, hélas, mais c'est vraiment trop bon. @rmlc460 c'est vrai ce que tu dis sur ce forum, rapport au niveau éducation, etc J'ai participé à d'autre forums (fora) pour n'en citer que 2, m'en fous je balance.... Un consacré à la photo, Chasseurs d'images quand même une revue qui fait office de référence dans ce milieu, bin le truc tenu par une espèce de petite maffia de cons finis, même pas racontable... tu me connais, j'ai du verbe, j'ai fritté le "parrain", un pseudo chirurgien qu'il disait, en plus on s'en tape et l'ai traité de brancardier, mais comme quoi y avait pas de sot métier, etc trop rigolé avant de claquer la porte. Et le forum consacré aux Buell (un moment de faiblesse, où j'ai envisagé troquer mon Italienne contre un tréteau à base de moteur Harley), alors là, la cerise sur le gâteau.. Pour caricaturer, mais à peine, la plupart, racistes, adeptes de la "ratonnade", des gros cons beaufs qui veulent jouer aux hells angels, impressionnants de bêtise, là me suis cassé au bout de 3 jours et vu les propos même pas imaginables, j'aurais pu signaler à l'hébergeur Forumactif, mais à quoi bon, qu'ils s'étouffent avec leur connerie. C'est sûr qu'ici, c'est un autre monde autrement plus intéressant Ce soir, grosse flemme, un vague projet d'installer un Marlin 1.1.9, mais à part des noeuds aux neurones, pas sûr que j'y gagne beaucoup niveau qualité de prints. A voir.1 point
-
yop petit print pour une copine

 1 point
1 point -
T'as raison, tu étais sur une mauvaise pente: un jour ou l'autre, il y a quelque chose qui casse dans ces cas là. Question de philosophie de vie: il y a ta nature, et là, il n'y a rien à dire, et il y a la pression que tu te mets - en général sous la pression des autres. Dans le management, on a vite fait de mélanger pression et motivation! C'est une sacrée tare de notre société.1 point
-
Un truc pour chiens Une pédale ouah-ouah ?1 point
-
Je confirme: même utilisation mais sur une seule moto (Suzuki DL1000, V-strom presque aussi âgée que son propriétaire ). Sur l'imprimante c'est très utile sur un bon nombre de vis et comme tu l'as si bien dit si @Bosco2509 ne l'utilise que sur son imprimante il va en avoir pour des décennies...1 point
-
Ce que j'en pense ?! Hum... avis partagé, car au début, j'ai eût quelques soucis, mais d'une manière générale j'en suis satisfait. Comme j'ai envie de le dire : Il y a du bon et du mauvais, mais il y a plus de bon que de mauvais, donc c'est positif au final. Dans les "Points Positifs", il y a (attention ! ce n'est que mon avis personnel) : Refroidissement meilleur (grâce aux 2 turbines). Qualité des impressions améliorés. Facile à installer et à utiliser. Rend l'impression de l'ABS plus facile (a noter que la présence d'un caisson est conseillé et éviter les courants d'air dans la pièce est fortement recommandé) Sur du filament PLA, cela ne change pas grand chose à la qualité d'impression générale, mais sur d'autres filament, notamment l'ABS que j'ai testé, cela facilite les impressions. Cette E3D, et sa fixation en alu, la rende plus légère que l'originale (attention ! ce n'est que mon ressenti, j'ai pas vérifier cela sur balance), ce qui semble moins soliciter les moteurs et les axes. Dans les "Points Négatifs" : J'ai rencontré plusieurs soucis : le tube PTFE en parti coupé ; le même tube ptfe fourni de mauvaise qualité (il glissait lors des rétractations) j'ai donc été contraint de le changer ; fuite du corps de chauffe (là aussi contraint de la changer). Le corps en Aluminium de cette tête n'est pas qu'un avantage, certes elle refroidit mieux, mais l'aluminium a tendance à se dillater à la chaleur et les visseries qui maintiennent les turbines se déserrent avec l'utilisation. J'ai déjà eût une turbine qui est tombé sur l'impression du fait que la visserie s'est complètement dévissée. Pour éviter cela, il faut veillez simplement que tout soit bien serré avant de lancer les prints (ou bloquer en serrant à mort, ce que je recommande pas). Mais j'ai aperçu (sur Thingiverse) une pièce de renfort pour éviter ce problème de turbine qui se desserre. Il faut que je trouve le temps de l'imprimer. La cartouche de chauffe ne semble pas identique, et au début la chauffe était en dent de scie (pas vraiment bon signe), donc faire un réglage du PID est plus que recommandé. Conclusion : Les problèmes que j'ai rencontrés... sont sûrement dû à un défaut de jeunesse ou de montage en usine. Cela ne veut pas forcément dire que cela est le cas de tous. Si je met de côtés les défauts de la tête, telle que je l'ai reçu, ce qui n'est visiblement pas le cas de tout le monde (peu de gens signalent des problèmes sur Facebook) et si l'impression de l'ABS vous tente... OUI, je recommande cette tête. Après, c'est un ressenti personnel, mais je trouve que la qualité des impressions en PLA s'en retrouve amélioré... mais ce n'est que mon avis personnel. Maintenant, moi qui regarde les réseaux sociaux, de plus en plus de personnes sont intéressés par cette tête et franchissent le pas en l'installant. Les retours ne sont que positif. Donc mon conseil : Si tu viens à franchir le pas en l'achetant, je te recommande fortement de la démonter, et de la remonter, en s'assurant que tout est bien serré et monté comme il faut, avant utilisation.1 point
-
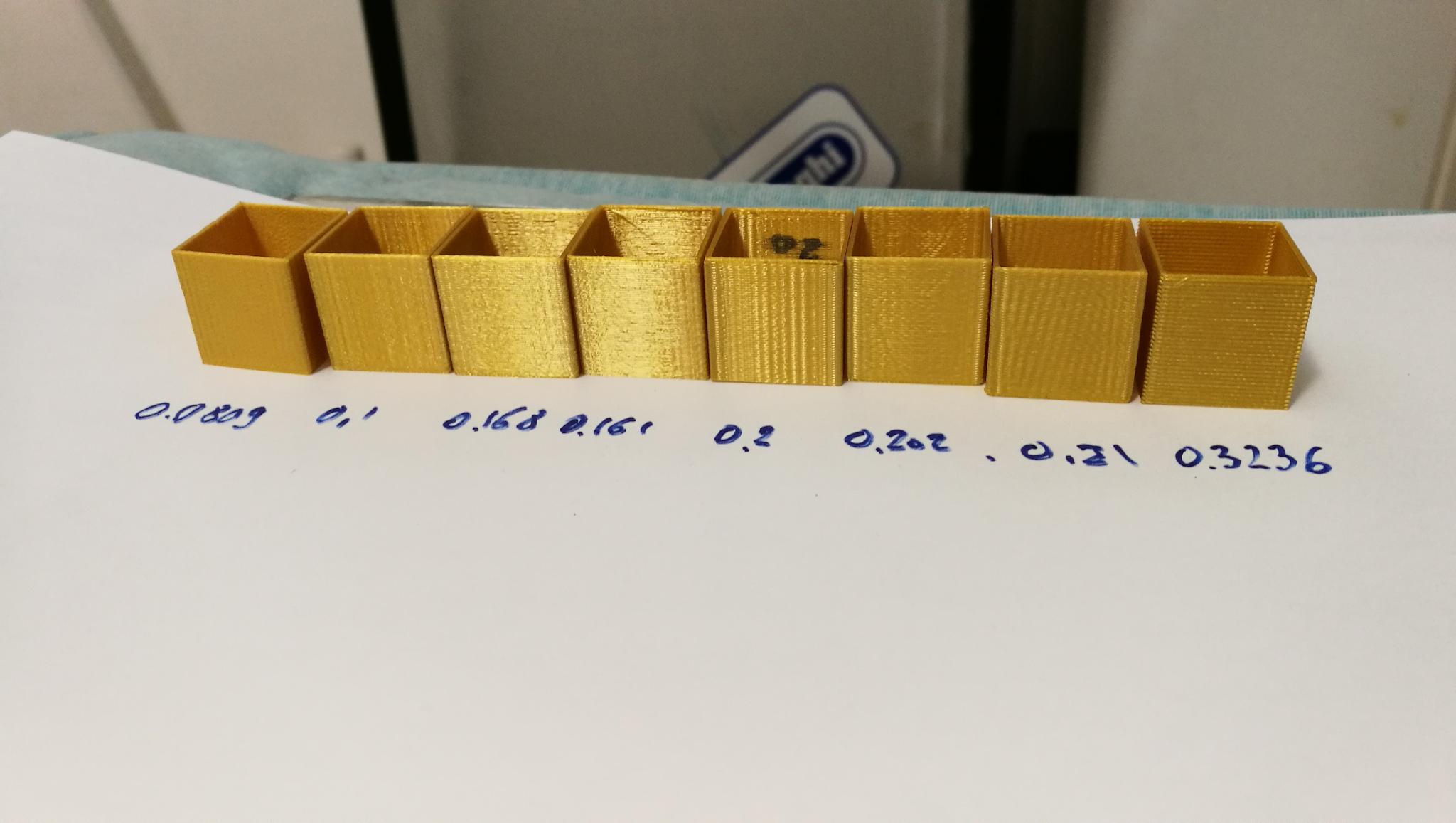
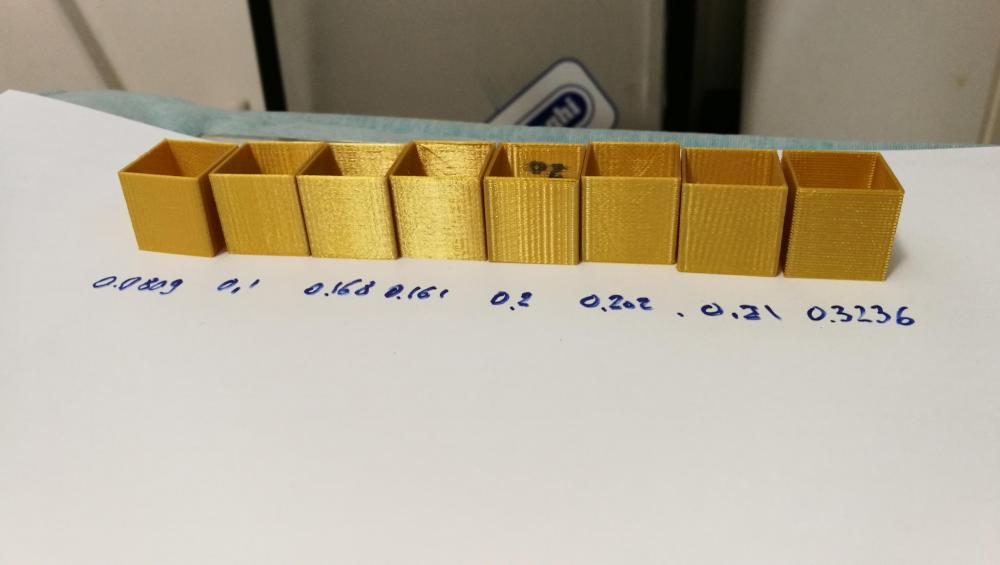
0.3236 en layer height ben c est jouli comme tout. pour certaines impressions ca peut parfaitement le faire meme si cura n est pas tres d accord pour ce parametre
 1 point
1 point















.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)