Classement




Contenu populaire
Contenu avec la plus haute réputation dans 06/02/2020 Dans tous les contenus
-
Un verre ça va, trois verres bonjour les dégâts https://www.ina.fr/video/I05057828 OK,
 2 points
2 points -
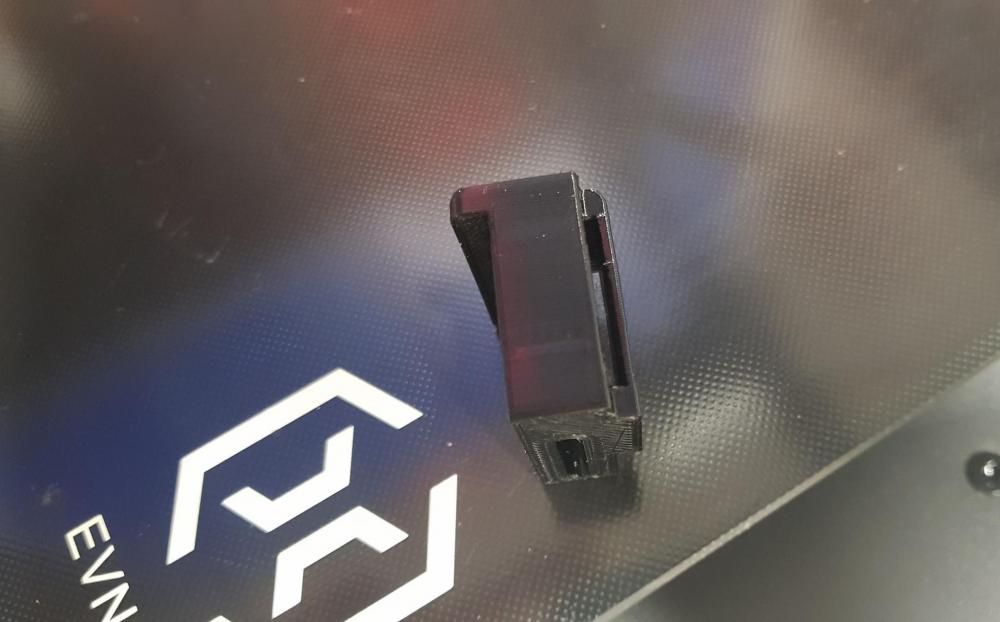
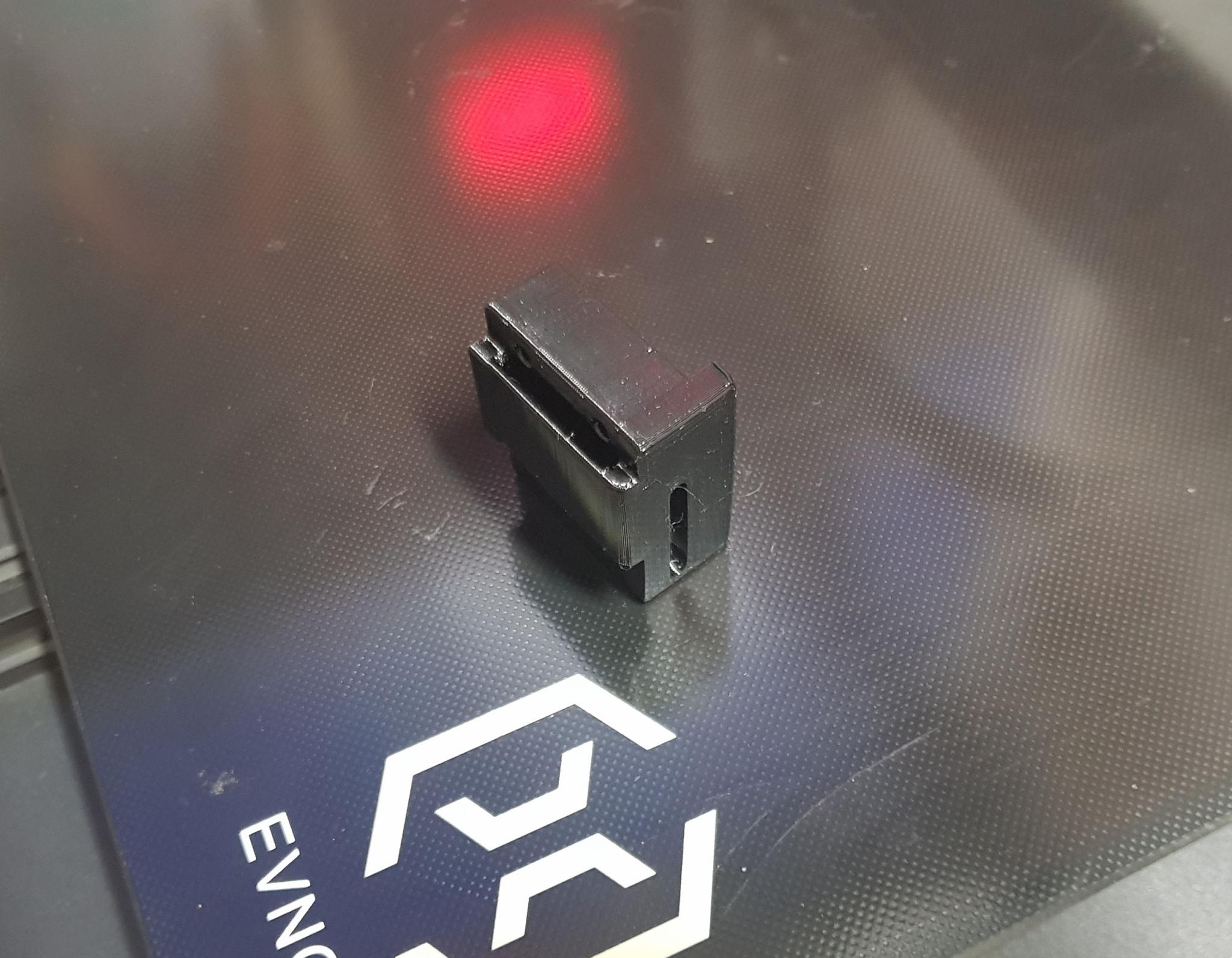
Même chose que le PLA, j'ai tenté avec une "vieille" bobine SaintSmart ouverte depuis plusieurs mois dans mon garage par particulièrement sec et c'est passé sans problème avec mon profil de SmartCub3D (25mm/s). Je mets toujours un max de support avec le TPU, ça rallonge la durée d'impression déjà très longue mais ça aide car le filament souple a vite tendance à s'affaisser... Mais sur cette parti ça c'est plutôt bien fait : 3 couches pleines ne suffisent pas avec 18% d'infill à width 110% pourtant : Les trous eux ce sont aussi un peu affaissés : La première couche (où y'a la grande fente en hauteur) est tip top : Je mets mon profile en pièce jointe mais je vais clairement l'adapter pour corriger l'aspect de la dernière couche, ajouter un poil de rétractation et accélérer les "sous vitesses" (outline, solid infill et support). EDIT : j'ai dû débrancher le détecteur de filament qui n'arrêtait pas de sonner avec celui là EDIT : pour le profil Simplify3D à jour c'est ici que ça se passe : X1 Motard Geek TPU.fff
 1 point
1 point -
bravo tu as trouvé le problème j'avais pas vu ! c'est de mon age la vue baisse1 point
-
oui eux aussi sont imprimés.1 point
-
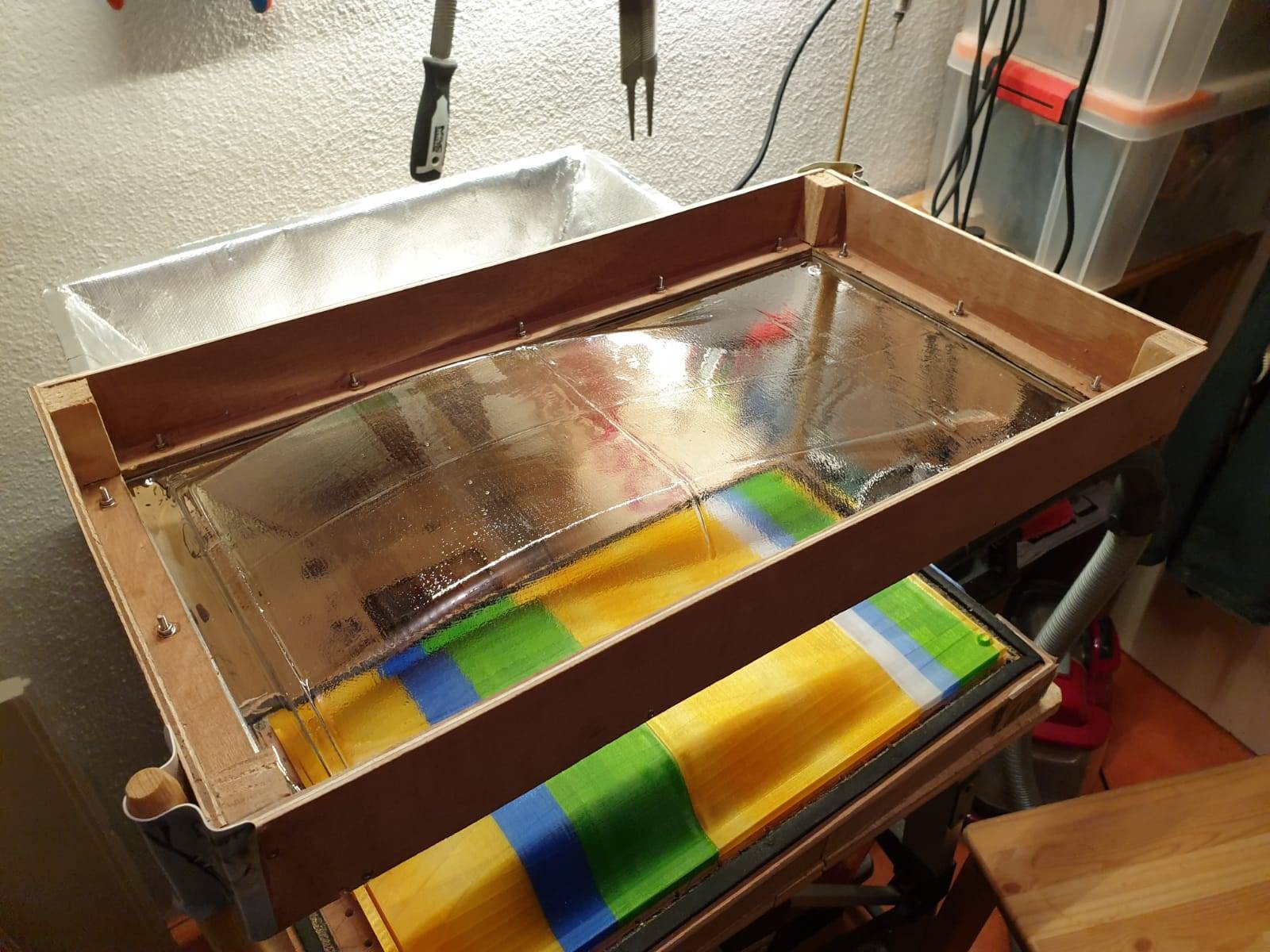
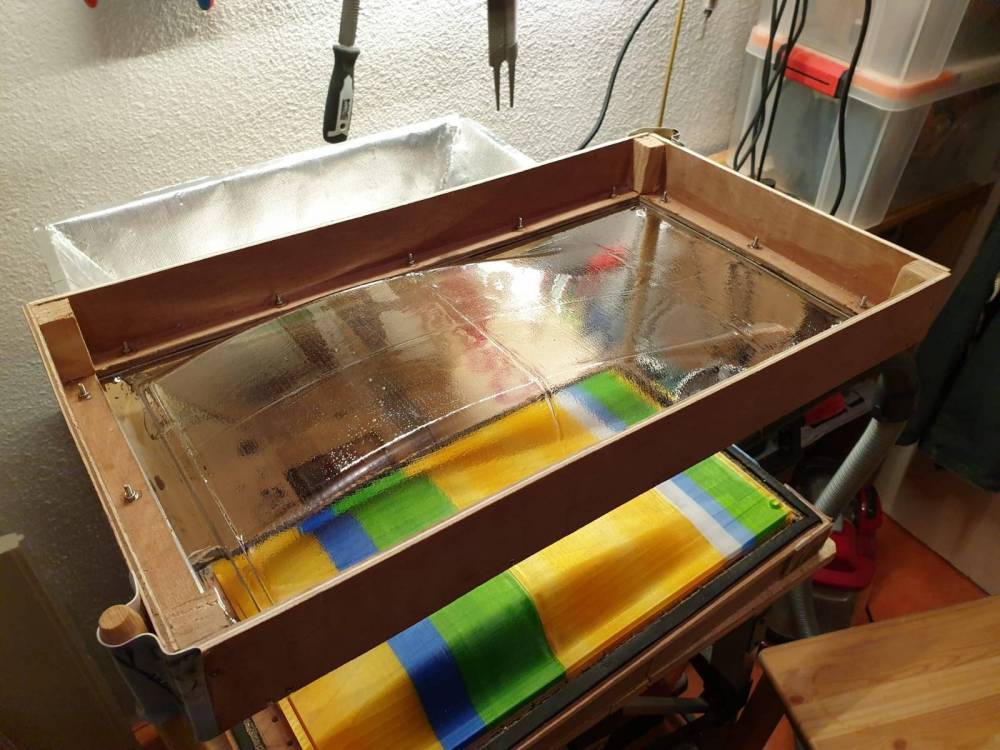
Salut ! Juste au cas où je ne sois pas le seul à ENCORE bricoler ma MicroDelta, j'ai mis en ligne mon carénage perso pour la bête : https://www.thingiverse.com/thing:4147700 Je passe par un process de thermoformage : je chauffe la plaque de polystyrène transparent (verre organique) prise dans un cadre rigide à l'aide d'une résistance de raclette party et d'un décapeur thermique. Puis quand toute la feuille est souple comme du tissus lourd, je plaque sur la contre-forme que j'ai imprimé. En faisant le vide sous la contre-forme, le plastique se plaque bien contre le moule et j'obtiens une coque toute belle ! Bon au préalable j'ai fait des essais qui ont donné des trucs moins beaux... C'est plus pro avec un peu de guidage vertical, un master plus propre et pas de contact entre la surface utile du verre organique et la surface perforée de la boite à vide. Truc pour lequel j'ai eu la flemme, mais je le paye désormais : j'ai laissé ma surface d'impression brute. Du coup on voit les stries des différentes couches sur le verre, et ça diminue franchement la transparence. Je ferais un essai en lissant au moins la zone qui permet d'observer les pièces durant l'impression avec un mastic pour coque de bateau... Pour l'instant j'obtiens 40°C environ dans l'enceinte (plateau à 95°C, tête à 250°C) avec juste ces plaques transparentes (et il fait 15°C dans mon local). Avec un plaquage polystyrène (tentative de thermoformage de Depron prochainement) et en bouchant quelques trous supplémentaires, j'espère améliorer ça significativement ! Je n'y présente que le carénage mais j'ai aussi... - Fait ma hotend refroidie à l'eau (le waterblock est coulé en laiton par Sculpteo) - Fait un plateau magnétique souple type Buildtak flexplate - Viré les ventilateurs de la tête (ceux qui soufflent sur la pièce) et remplacé par une pompe à air d'aquarium fixée au châssis de la machine (à améliorer, pas assez de souffle pour imprimer du PLA à la buse de 0.5mm) - Remplacé l'eMostrudeur par un Titan de chez E3D (comme beaucoup de monde semble-t-il) - Remplacé le ventilateur de la carte (eMotronic) par un plus grand, plus silencieux Et il me reste à... - Améliorer l'isolation thermique de mon carénage pour monter plus haut en température (ABS bas de gamme, nylon, PC...). - Remplacer cette pompe d'aquarium par une turbine (ça va encore la rendre bruyante...) qui apporte plus de débit et qui se régule via la carte (et pas en tout ou rien comme actuellement) - Ajouter un système de détection de panne du watercooling (un petit débit-mètre ou équivalent...) - Ajouter un système d'extraction de l'air avec filtre ABEK - Remplacer le support de bobine par une boite fermée afin de sceller la bobine hermétiquement sans devoir la démonter de la machine et la ranger dans un contenant étanche à chaque fois (ce que je ne fais que pour les filaments précieux comme le Nylon ou les PLA chargés type bois, bronze, pierre...) - Ajouter un éclairage dans la MDR (et puis tant qu'on y est un écran, un canapé, une machine à café...) - Améliorer la transparence de la vitre avant.



 1 point
1 point -
Tu n'aurais pas demandé ou une bordure ou une jupe autour de ta pièce ? Si oui, désactive-la et vérifie que dans le gcode de démarrage il n'y a pas de ligne de purge sinon ta pièce va être imprimée dessus.1 point
-
Moteur de jeu utilisé pour le jeu Echo :Unreal 4.1.1 Textures : Quixel Ndo/Ddo Et Photoshop1 point
-
surement celui là1 point
-
@Kachidoki @rampa Tu as raison, ça la lève pas suffisamment pour être en sécurité (imagine qu'il y ait des brides....) J'aime pas le G28 Chacun fait comme y veut, mais perso comme j'ai des endstops, à la fin de mes Gcodes j'ajoute : Le G53 est un code qui exprime les coordonnées par rapport au zéro machine (POM) Donc G53 Z-5 remonte la tête à 5mm du endstop pour éviter que l'axe reste en contact avec lui G53 X-200 c'est pour centrer le mobile au milieu de sa course et Y-5 presque à l'origine Y, même idée que pour le Z Evidemment @rampa tu devras mettre la moité de ta course à toi M30 est une fin de programme classique qui coupe la broche, l'aspirateur, tout ce qu'on veut
 1 point
1 point -
L'upgrade que tu arais dû faire sur l'A8 c'est de la passer en AM8, c'est à dire viré la structure acrylique pour passer en extrusion aluminium c'est ce que je suis en train de faire sur ma zonestar P802M qui a été cloné par anet => A8 (ou l'inverse, on s'est plus vraiment qui copie qui là-bas ^^) J'ai pris celui-là...le prix de ton extrudeur ^^ https://www.ebay.fr/itm/PK8-Alu-Frame-Upgrade-Kit-Rahmen-fur-Anet-A8-3D-Drucker/283041737220?hash=item41e69a2a04:m:mW65t3uDgAAuV4l4ne9_6pg Pour le bruit pas de secret faut changer les drivers et viré les roulements pour des Igus, mais là faut être sûr d’être d'équerre sinon ça glissera pas :s C'est sûr si elle imprime pas elle fera moins de bruit !1 point
-
LOL, non, démarche de newbie qui a peut-être voulu upgrader sa 1ère imprimante trop bien trop vite et lu trop en diagonale et qui a cru que le bowden c'est mieux sans avoir pigé toutes les implications..... Maintenant j'assume....1 point
-
merci a tous ces ce que j'ai fait j'ai commander un module parallele1 point
-
J'utilise 4 PEI différents. De gauche à droite : Le LockBuild,le plus polyvalent, très amoureux du PLA, excellent avec le Dimafix pour PC, nylon,se nettoie très bien à l'eau chaude. La finition de la première couche donne un aspect satiné magnifique. Très facile à coller,quasi impossible d'avoir des bulles. C'est celui qui a la plus longue durée de vie. Le second est le PEI magnétique Créality composé de 2 feuilles : une feuille aimantée à coller sur le support alu ou une vitre, et une seconde composée d'une feuille PEI déja collé sur une feuille aimantée souple.( pas en métal ) Bien pour le PLA,le nylon et le PETG, corrige très bien les imperfections d'un mauvais leveling de part son épaisseur 'cahoutchouteuse' Inconvénients : ne support pas trop le nettoyage quand on utilise des additifs d'accroche ,perd son magnétisme au dessus de 70°,mais en faisant attention il vivra longtemps. Le troisième est une feuille Primafil 0.2mm sur une feuille d'acier. La finition de la première couche est proche du miroir,tous les filaments sont les bienvenus. Inconvénients : avec 0.2 mm d'épaisseur,le setup de l'imprimante doit être absolument parfait ! la plaque acier se déforme légèrement ( bombage) au dessus de 100° difficile à coller sans micro bulles Et le dernier est un PEI Creality d'origine.....c'est vous qui voyez J'ai également essayé un PEI Forme Futura,difficile à coller et beaucoup trop fin,ansi qu'un BuildTalk ( noir) que je n'avais pas trouvé fantastique. En conclusion,ce n'est que mon avis,de ceux que j'utilise,le LockBuild est excellent pour tout. Quand le Primafil aura rendu l'âme,ce sera son remplaçant sur la feuille d'acier.
 1 point
1 point -
@alain48 @miserovitch j'ai scindé le sujet en deux tu as cette page, c'est smoothieware mais le principe est le même pour tout firmware http://smoothieware.org/motion-control oui tout dépend de tes drivers, logiquement sur des 2208 ou autre il n'y en a pas besoin... mais on ne sait jamais1 point
-
Salut Si tu imprimes via une carte sd c'est possible que ce soit la carte sd qui est défectueuse1 point
-
Bonjour @Colinette, Perso pour réglé le serrage de ces 2 vis je procède: Les deux vis, tu les vis sans forcé. Je déconnecte la vis trapèzoidale du coupleur Je monte tout l'axe x en haut du portique Petit a petit je desserre les 2 vis L'axe x doit finir par descendre tout seul, de son propre poids Il faut trouvé le bon compromis entre les deux vis et la descente de ton x , faire attention que ta pièce en laiton n'est pas trop de jeu.1 point
-
Hello hello J'y connais rien mais c'est possible en effet que, si la noix en laiton ne tient qu'avec une seule vis, elle se mette de traviole et génère un blocage. @Colinette commence par ça,1 point
-
il arrive que le tube est tellement déformé qu il ne peut pas sortir en tirant. dans ce cas il y a 2 possibilités faire chauffer pour dévisser la buse et laisser en chauffe : - Enlever le tube ptfe du pneufit COTE EXTRUDEUR, libérer le pneufit du radiateur coté tête (bague dessus à appuyer pour déverrouiller) et Pousser le tube ptfe pour le faire sortir coté buse . Ou - Enlever le tube ptfe du pneufit COTE EXTRUDEUR, Dévisser le pneufit du radiateur pour sortir le tube .1 point




.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)