Classement




Contenu populaire
Contenu avec la plus haute réputation dans 05/06/2020 dans Messages
-
Bonjour à tous, Voici ma dernière réalisation. Quelques heures de peinture... Vos commentaires, avis, critiques sont les bienvenus pour me faire progresser. Bonne journée à tous




 2 points
2 points -
Merci Julien ! Ce que tu dit est surement dû au traitement de la photo. Voici une vue plus "brute" prise au téléphone.


 2 points
2 points -
Bonjour à tous, Voici pour ceux que ça intéresse deux firmware Ender 3 Pro SANS BLTOUCH compilés et prêts à être flashé en USB direct pour tous les possesseurs de carte 1.1.5 avec TMC2208 (bootloader intégré) Et qui veulent avoir le mesh bed leveling. Cette fonction est justement une très bonne alternative à ceux qui n'ont pas de BLTOUCH et possède un plateau non plan. Le Mesh bed leveling c'est quoi? Bien, c'est une fonction logiciel de votre imprimante qui permet de palper manuellement plusieurs points de votre plateau comme un BLTouch le ferait automatiquement et de stocker en mémoire un maillage virtuel de votre plateau avec toutes les hauteurs que vous lui aurez renseignées. De ce fait, l'imprimante ajustera automatique la hauteur de sa tête en Z en fonction du "relief" de votre Bed.(Oui suivant les plateaux livrés d'origine avec les Ender 3 je pense que l'on peut parler de relief... ) Pour ce faire, il faut tout d'abord régler la planéité de votre plateau à l'aide des molettes et de votre feuille de papier et de bien le faire pour les 4 coins. Puis vous lancez la procédure du mesh bed leveling. Votre imprimante va se déplacer en plusieurs endroits de votre plateau et va vous demander de vous armer à nouveau de votre feuille de papier préférée et de lui renseigner à quelle hauteur la tête doit être en se point précis.(Réglage du plateau à chaud et buse chaude, pour moi BED 60° et BUSE 210°) Pour ajuster la hauteur de la buse il faudra le faire à l'aide du bouton rotatif de l'imprimante et une fois la hauteur ajustée vous validez. Votre imprimante stock alors cette valeur et passe ainsi à un autre point jusqu'à faire un "quadrillage de votre BED". Je vous conseille de régler votre hauteur lissée à 20 afin "d'harmoniser" le maillage virtuel. Une fois la procédure finalisée pensez à enregistrer. Faites un test sur une impression avec une première couche un peu étendue et ajustez avec le bouton rotatif la valeur "hauteur du lit" avec le paramètre LIT Z si votre réglage ne vous satisfait pas pleinement. Puis enregistrez. Et voila plus besoin de BLTOUCH! Une petite astuce qui marche bien chez moi: j'ai mis un plateau en verre et j'ai remplacé les ressorts de réglage par des plots en silicone. Comme ça le bed ne se dérègle plus et je suis tranquille pour un bon moment. Du moment que vous ne déplacez pas votre imprimante, ne brutalisez pas vos axes à la main et ne touchez pas aux molettes pas besoin de refaire cette procédure. Je ne dis pas que vous n'aurez plus à régler votre plateau. Mais vous serez tranquille pendant un moment. Tout dépendra de la mécanique de votre imprimante et des vibrations produites pendant vos impressions... Pour intégrer cette fonction, le firmware 2.0 ne possède plus la reprise après coupure ni la procédure de changement de filament, ni le logo du dragon au démarrage (hé oui...) . J'ai tenté de garder l'essentiel des fonctions du menu motion, Jerk,pas/mm,PID, afficher la longueur de filament utilisée, le scroll des longs noms sur la SD, le S curve, la définition des TMC2208 et la restauration du leveling après un G28. Pour le 1.1.9 les fonctions sont identiques sauf qu'il y a la pause avancée avec le remplacement du filament. Pour flasher, comme vous avez une carte avec le bootloader il y a directement le Hex à flasher avec le avrdudess à installer qui vous permettra de le téléverser et si vous voulez sauvegarder celui sur votre carte utilisez la fonction "read" en lui donnant un nom de fichier à créer (bien sur pas le même nom que le nouveau Hex à flasher..). il y a une screenshot des paramètres de communication à définir (Le port est à définir suivant votre config. usb) et pour le téléverser vous n'aurez plus qu'à indiquer le chemin du nouveau Hex dans l'explorateur de Flash. Vous branchez l'imprimante en usb, Write, et GO! En espérant que ça puisse vous servir! Et surtout en espérant ne rien avoir oublié... Bon print à tous! Je rajoute en plus le 1.1.8 d'origine de la carte 1.1.5 au cas où vous n'ayez pas sauvegardé le votre Merci @Minioim Marlin 1.1.x bugfix TMC2208 meshbed pause scurve E3PRO115.zip Marlin 2.0.X bugfix Meshbed TMC2208 Scurve.zip Ender 3 Pro Marlin 1.1.8 original.zip1 point
-
J'ai trouvé ça. C'est intéressant pour voir les différentes parties de la sidewinder. Il me faudrait la même chose pour la Genius1 point
-
Salut Franchement, pour moins de 20 balles, ça vaut pas le coup de s'emmerder ..... A+1 point
-
Pour les avis éclairés sur les petits défauts de ton impression, je laisse mon tour aux experts du site. J'écris petits car pour un premier jet c'est quand même pas si mal. Question réglage, le premier que je te propose est celui de lié à l'extrudeur. En fonction du diamètre du filament et de la quantité de matière à déposer le slicer en déduit la longueur à pousser. C'est le simple calcul du volume d'un cylindre (circulaire droit pour les matheux). Il faut donc vérifier que lorsque le sclicer demande x mm de filament, c'est bien ce que pousse l'extrudeur. Une technique classique est de faire une marque sur le filament à disons 120 mm de l'entrée de l'extrudeur, de demander 100 mm de filament et de vérifier si cette marque se trouve bien finalement à 20 mm. Pourquoi 100 mm de course, c'est un bon compromis entre précision (une erreur de mesure de 1 mm sur 100 est de 1% alors que sur 10 ben ça fait 10 %) et gaspillage de filament, longueur de l'outil de mesure ... Et pourquoi les 20 mm, tout simplement pour éviter que la marque parte dans l'extrudeur si l'erreur était plutôt dans l’excès de filament. Car dans ce cas pour la mesure c'est un peu plus compliqué. Bref, si ce test n'est pas bon, il faut corriger le fameux pas/mm de l'extrudeur. Apres comme le fil n'est pas parfait non plus, avec un diamètre un peu différent par exemple, le flow est là pour apporter une petite correction supplémentaire. J'ai cru lire aussi que le plastique déposé subit une très légère dilatation. En tout cas le flow permet d'affiner la maîtrise du volume de matière déposée. Comme finalement on joue sur 2 paramètres, on pourrait ne pas régler l'extrudeur et jouer uniquement sur le flow avec des valeurs exotique de 75% par exemple. Mais si on fait propre avec l'extrudeur, il devrait rester proche de 100%.1 point
-
la suite... si l'anglais ne rebutte pas trop :1 point
-
Tu utilises 3 tiges de guidages pour le déplacement de ta tête. Un plan se défini par 3 points. Il suffit dans ton cas qu’une seule tige ne soit pas parallèle au 2 autres pour que ça coince. Il te faut être super précis sur tes pièces qui vont servir à tenir tes tiges, que tes tiges soient parfaitement rectilignes. Ça va demander beaucoup de précision. Par contre si tu y arrives, ta tête sera super stable. @+ Nico1 point
-
Bjr En fait, Cura 4.6.1 est prévu pour une double extrusion. Les développeurs ont rajouté des start et end gcode pour chaque extrudeur. Malheureusement, ces gcodes sont erronés. Les supprimer, permet d'imprimer en simple extrusion, en revanche, ils sont nécessaire en double puisqu'il y a les valeurs de retract pour éviter que les filaments ne se percutent au chargement. Déjà tu peux essayer d'échanger les G1 E60 -> G1 E-60 et G1 E-60 -> G1 E60. Dans la version actuelle, Cura rétracte le filament de 60 juste avant l'utilisation. ET au contraire, extrude 60 au moment du retrait pour changement. V.1 point
-
@Aquilae c'est ce qu'il faut faire au début pour se rendre compte. Si la buse est trop haute le filament sera posé sans être écrasé et il adhérera mal ou pas du tout. Trop proche , le filament est tellement écrasé qu'il en devient transparent voir l'extrudeur claque car cela revient obturer le conduit de la buse. Comme le pouce sur une bouteille de champagne quand on l'a ouvert trop vite. C'est un réglage à tâtons mais il a le mérite d'être instructif. En principe mieux vaut faire ça avec une petite épaisseur de couche qui est plus sensible au défaut de réglage. Mais avec du 0.2 mm ça se voit déjà très bien. @Avrel va même plus loin, il contrôle l'épaisseur de couche après coup. Sinon @Titi78 a écrit une procédure digne d'un métrologue. Pour le Gcode, je n'ai pas compris ce qui t'embête. Demande et je verrai si je peux t'aider.1 point
-
Bonjour, avec une DiscoUltimate et Ultimaker cura 4.5 comme il n'y avait pas de profil pour la DiscoUltimate j'utilisais le profil de la Discoeasy et tout fonctionnait. Depuis la mise à jour de Cura en 4.6 il y a un profil spécifique DiscoUltimate (mais la version 4.6 était buggé et Ultimaker a vite ressorti une version 4.6.1) mais le profil DiscoUltimate ne fonctionne pas : buse bouchée... j'ai regardé les paramètres discoeasy dans cura 4.5 et discoultimate dans cura 4.6.1 une chose saute aux yeux (je n'utilise qu'un extrudeur n'ayant pas l'option bi-couleur) dans Cura 4.5 discoeasy l'imprimante a un Gcode de démarrage et un Gcode de fin mais rien pour l'extrudeur, dans Cura 4.6.1 paramètres discoultimate pour l'imprimante un Gcode de démarrage et un Gcode de fin ET dans l'extrudeur un Gcode de démarrage et un Gcode de fin j'ai donc supprimé tout le contenu du Gcode de démarrage et du Gcode de fin POUR L'EXTRUDEUR, je n'ai pas touché à ceux de l'imprimante et ça fonctionne...1 point
-
Je ne vais pas te donner d'avis technique sur une machine car j'ai pas de SLA mais de ce que j'en ai lu, 300€ ça va être juste en budget car il n'y a pas que la machine et la résine à acheter, il y a tout les produits et accessoires pour la post prod (rinçage, UV...) Jette un oeil sur ce post si cela n'est pas déjà fait1 point
-
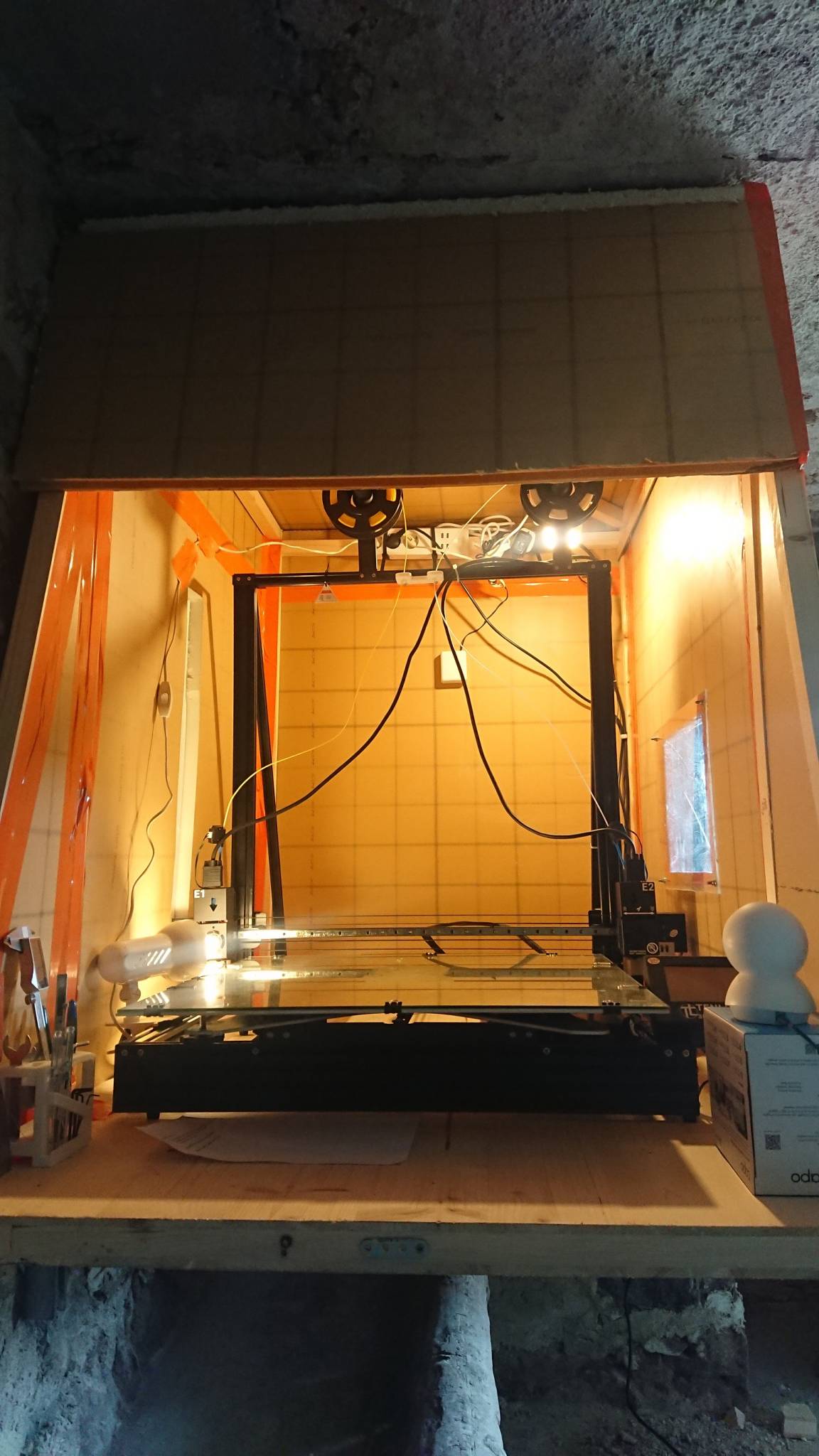
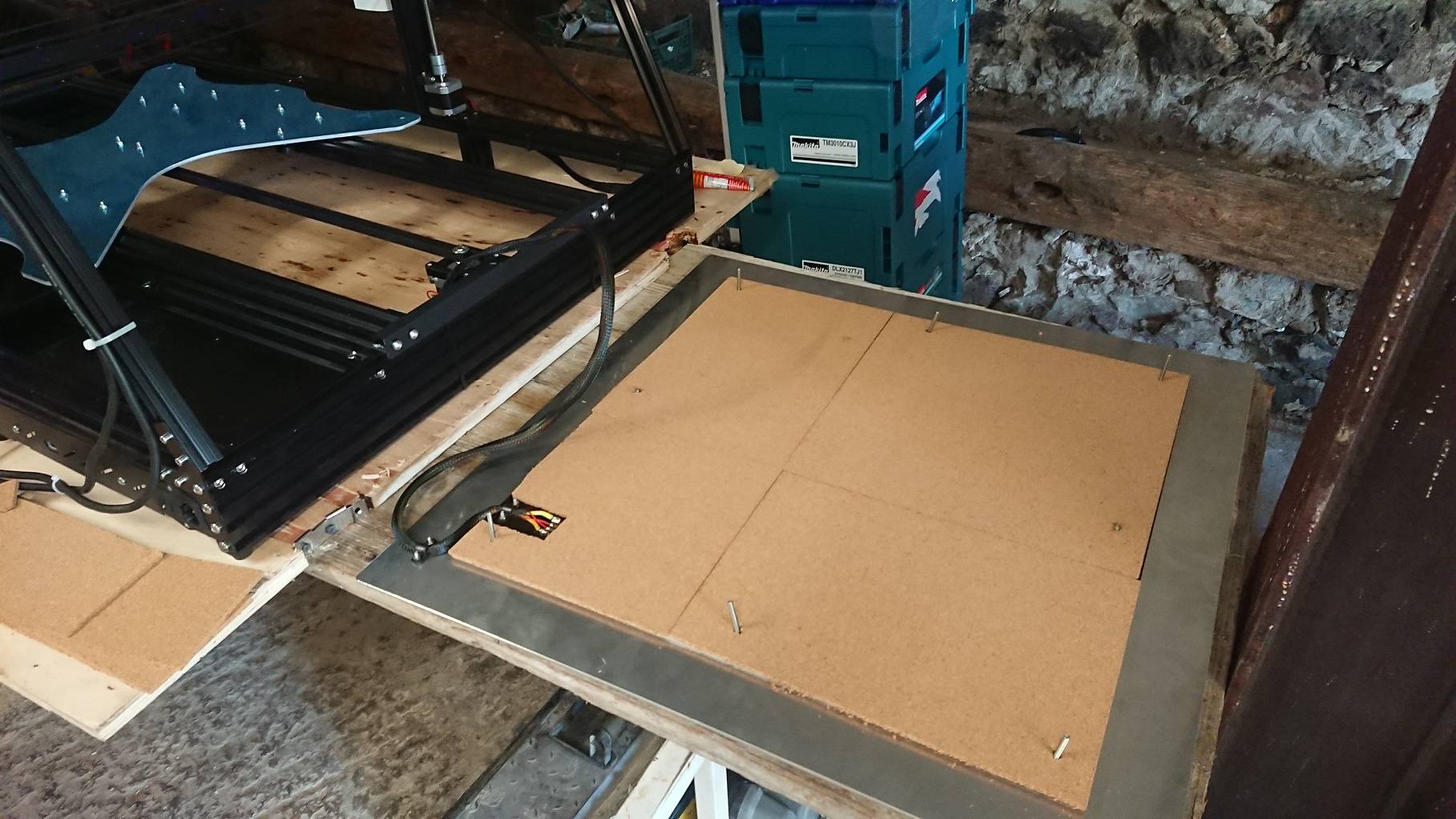
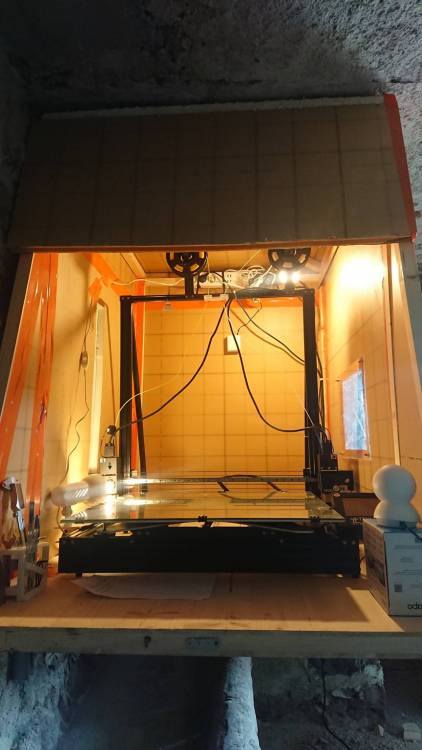
Salut à tous, Ca y est, j'ai fini mon install! Les plaques de styrodur qui trainaient depuis des années au fond de la cave ont enfin trouvé une utilité et vont je l'espère isoler un peu du froid J'ai isolé la plaque chauffante avec du liège 9mm collé avec de la colle pour joints de porte de cheminée et par dessus le liege, sur toute la surface un scotch isolant (Type armaflex, pour les tuyaux de clim et de chauffage) mais j'ai pas pris la photo... Bah voilà j'ai fini ça lundi dernier et puis jsuis parti en déplacement pour le boulot... pas encore pu tester Etape suivante, comprendre et maitriser les réglages principaux J'ai lu que cette tour aide à peauffiner quelques paramètres (température fil + vitesse d'impression + rétractation): https://www.thingiverse.com/thing:2563909 Vous avez un autre modèle à proposer d'assez représentatif qui aide à trouver les bons réglages? Merci d'avance, à+


 1 point
1 point -
Pas de soucis... Le lien fonctionne désormais... mais vu, que je ne télécharge pas de vidéo sans en connaitre l'origine ni la provenance... je ne téléchargerais pas. @francois_uly, je te suggère 2 options : 1. Tu poste la vidéo sur Youtube ou autre, pour qu'on puisse la visionner sans la télécharger. 2. Tu décris ton projet, un peu plus par écrit, pour que l'on sache si on peut télécharger sans risque la vidéo...1 point
-
J'ai déjà eu le coup. Ça venait du réglage des drivers qui était trop bas et je perdais des pas en Y. Rien à voir avec le. Z. Là courroie, faut pas qu'elle soit trop tendue, non plus.1 point
-
hello voici les liens des puzzles Puzzle Cube https://www.thingiverse.com/thing:2975065 Numéro 2 https://www.thingiverse.com/thing:2132796 la sphére https://www.thingiverse.com/thing:2195021 point
-
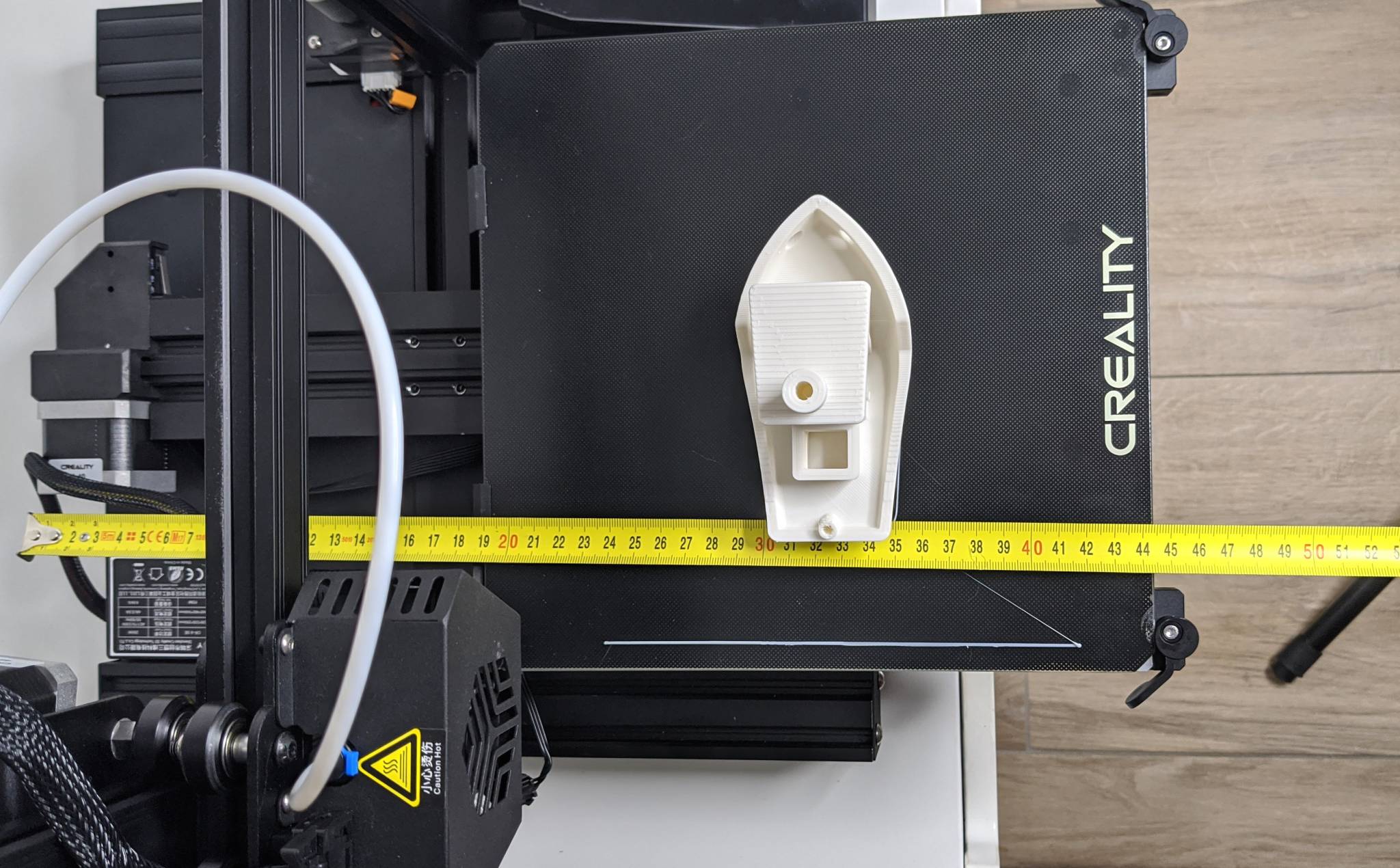
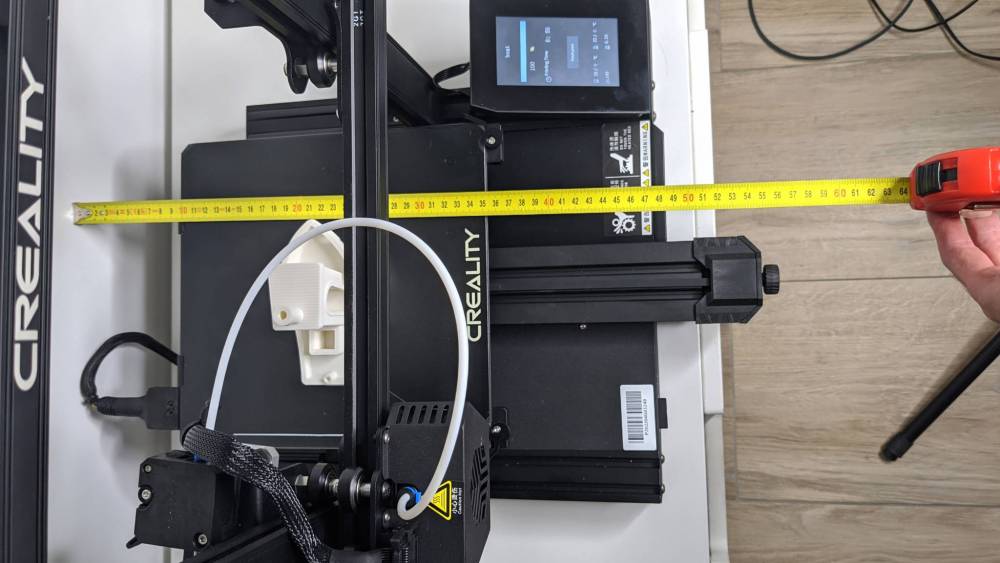
Voila les mesures : Si tu veux quelques chose de plus précis n'hésite pas



 1 point
1 point -
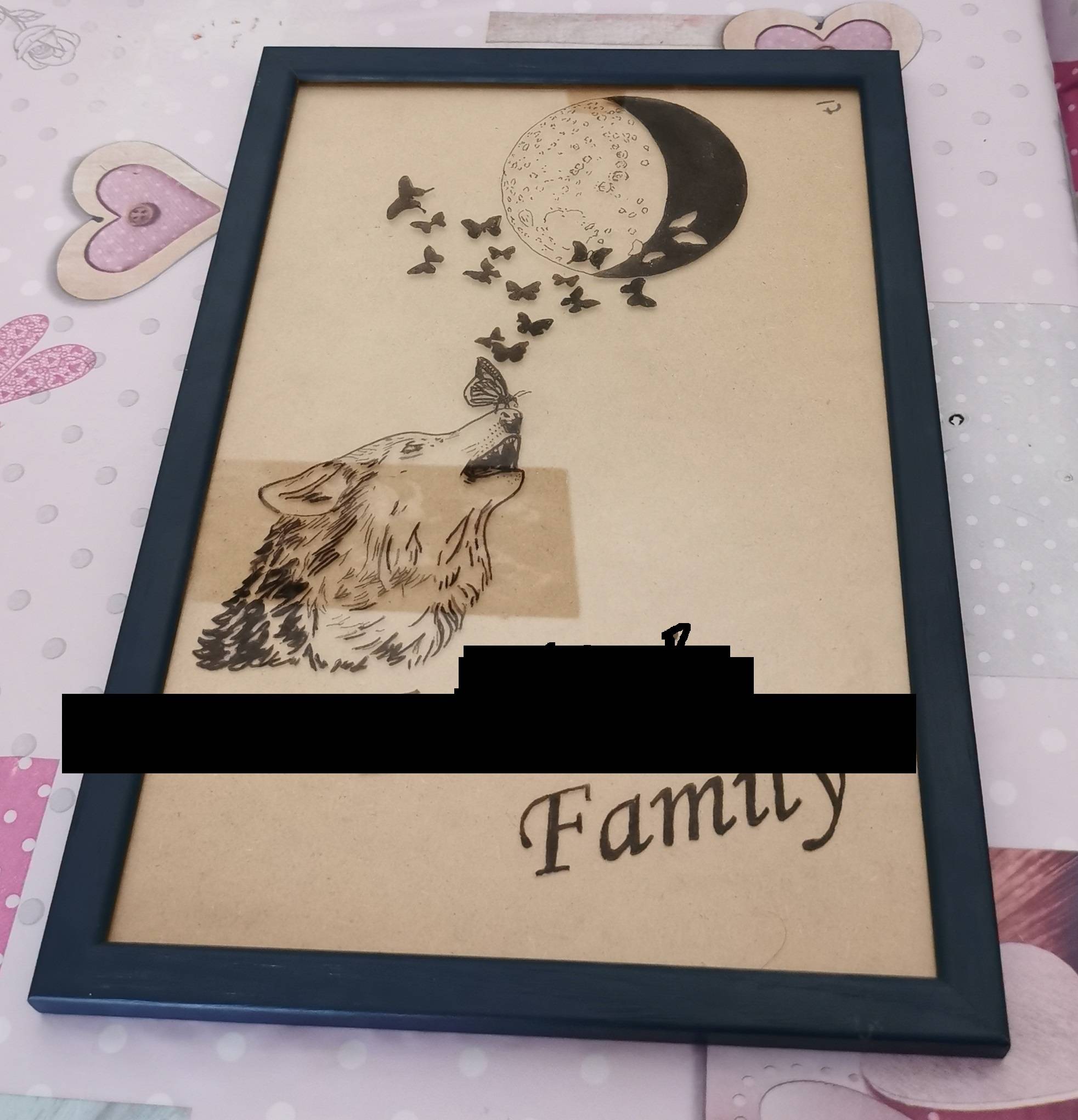
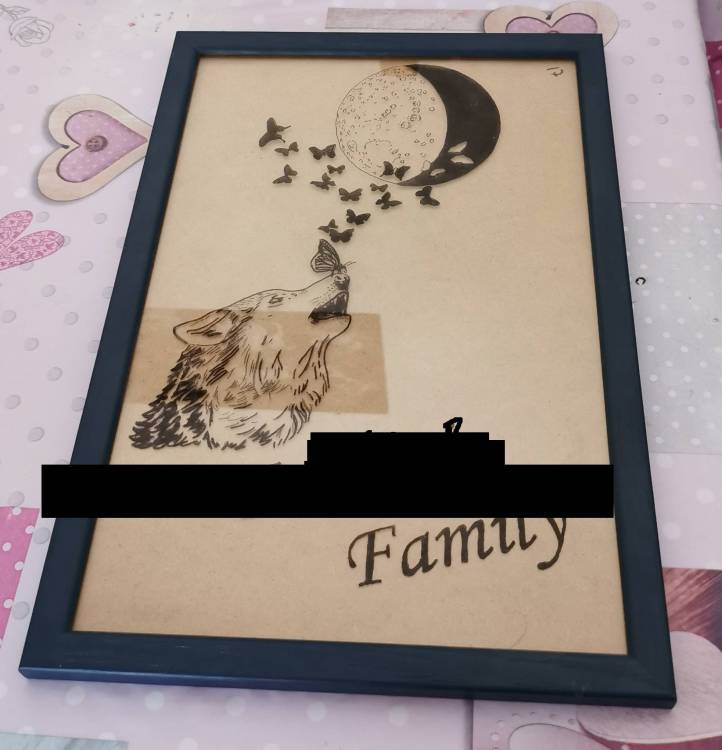
salut les amis donc voici la gravure terminé
 1 point
1 point -
Et voila : J'ai un gros benchy en print depuis bientôt 9 heures qui devrait bientôt se terminer aussi Le Z n'a pas l'air parfait à moins que ça soit un peu de sur-extrusion mais niveau refroidissement du plastique la tête a l'air de bien faire le job, pas un seul cheveux d'ange !1 point
-
Merci pour l'accueil. Ma CNC est une petite ID-cnc premium avec une broche kress 1050 FME-1 Pour la mars pro je l'ai commandé ici https://www.3djake.fr/elegoo/mars-pro?gclid=EAIaIQobChMIwPWgovTn6QIVEbLVCh1pGAvAEAQYASABEgIOEfD_BwE Commande passée le 26/05, expédition annoncée sur le site au 09/06 mais elle a été expédiée le 27/05 et j'aurais pu la recevoir le 29/05 mais je n'étais pas chez moi j'ai décalé la livraison le 02/06 Donc agréablement surpris. C'est top!1 point
-
Salut les Makers! Voici un petit projet que j'ai réalisé : Une décoration murale de 75 cm de haut Je trouve que le résultat est vraiment sympa, toute les explications sont dans la vidéo et les stl dans la description. Donner moi votre avis: Top ou Flop ? Merci de vos retours1 point
-
J'ai eu pas mal de problème de buse bouchée avec la Discoeasy 200 et cura 4.6 J'ai mis un heatbreak avec tube ptfe et depuis plus de problème.1 point
-
Bonjour, 400 est en effet la hauteur max de toutes les CR10. La CR10 Max est surtout renforcée et la plus grande (sauf erreur de ma part, je ne connais pas tous les modèles chez creality) est la CR10 S5.1 point
-
La turbine est au top ... je l ai bricoler....petit tuyau au dessus .... pour faire une pompe de cale.... et je peut lever le nez et/ou faire de petits saut ( 15 cm) quand y a une vague ou un contre courant a passer ...... j y es mis un gyro aussi .... avec ça..la coque reste bien droite ..donc la turbine ne se décharge pas en cas de vague ou remou.1 point
-
Bonjour, pour compléter le manuel détaillé de Superpat, en effet des vidéos mal faites, longues et qui sautent certains détails important sont nombreuses. Celle de gueroloco est pour moi très bien faite et te dit/conseil de vérifier certains point avant de faire l'assemblage direct d'un seul ensemble, c'est pourquoi je la rajoute à ton post : J'espère que ce sera un complément et pas un désavantage à ton post initial, mais en effet gros boulot d'avoir tout refait comme cela.1 point
-
Par défaut, la caméra (caméra piV1 pour ma part) a une résolution de 640 x 480 alors qu'en vidéo, la caméra pi par exemple, peut monter à 1280 x 720. Pour bénéficier des 1080 x 720 il suffit d'aller modifier le fichier octopi.txt qui se trouve sur la pi dans le dossier /boot pour cela : par ssh faite sudo nano /boot/octopi.txt Pour ceux qui ont une caméra USB : Repérez la ligne #camera_usb_options="-r 640x480 -f 10" et remplacez là, par exemple (dépend de la définition de votre caméra), par : camera_usb_options="-r 1080x720 -f 10" N'oubliez pas de retirer le # au début de la ligne. Les lignes qui commencent par # ne sont pas prises en compte. Ce sont des commentaires. Rebootez Pour ceux qui ont une caméra pi : Remplacez la ligne #camera="auto" par camera="raspi" Attention, il faut également retirer le # puis, plus bas, remplacez #camera_raspi_options="-fps 10" par camera_raspi_options=" -x 1280 -y 720 -fps 10" Au passage, chez moi, j'en ai profité pour augmenter le contraste. J'ai donc mis camera_raspi_options="-co 50 -x 1280 -y 720 -fps 10" Voir toutes les options possibles ici : https://community.octoprint.org/t/available-mjpg-streamer-configuration-options/1106 Rebootez1 point
-
Bonne remarque @OUPS65, c'est vrai que sur les quelques vues 3/4 que j'ai (dont la 2ème photos du post), on a l'impression que la paroi n'est pas bien épaisse. Je vais voir avec @AlfiQue si on peut refaire cette mesure particulière. Ce que j'aimerai bien aussi, c'est qu'il passe quelques dizaines de grammes de filament, et qu'on la re-mesure ensuite. Un autre aspect que je rêverais de pouvoir montrer, ce sont des vues en coupe. Pour cela, il faut détruire les échantillons, et comme la plupart des échantillons les plus intéressants sont des buses qu'on compte utiliser, c'est assez difficile, sauf à y consacrer un budget spécifique. Par contre parmi tous les échantillons que j'ai pu recevoir par les généreux donateurs de ce forum (que je garde précieusement), il y en a quelques unes qui peuvent tout à fait servir de cobaye. Je vais creuser cet aspect, c'est toujours assez délicat quand il s'agit de faire du "perso/communautaire" avec du matériel "pro". Concernant les heatbreak, je ne suis pas surpris des résultats qui collent avec les constatations habituelles d'extrudeurs qui claquent. Cependant l'étude est biaisé, car on compare un heatbreak full metal avec un heatbreak PTFE liner (on fait avec ce qu'on a ), qui n'a forcément pas besoin de la même tolérance. Le jour où j'aurais un heatbreak full metal E3D original en spare, là je pourrais être plus pertinent sur cette observation. Surtout le jour où je couperai tout ce petit monde en deux pour voir de quoi il en retourne. PS: Au passage, merci à toutes les personnes qui ont liké ce post, ça fait plaisir de voir que ces photo-reportages sont toujours appréciés.1 point