Classement




Contenu populaire
Contenu avec la plus haute réputation dans 10/09/2020 Dans tous les contenus
-
Je dois avoir les yeux monté à l'envers dans mon cas. Exemple : A 35 ans, 6/10 à un œil, j'y ai gagné l'obligation de porté des lunettes quasi-constamment. A 38 ans.... j'ai gagné 2 points, je suis à 8/10 sur cet oeil désormais... et si je le souhaitais, faire retirer la mention "Port de dispositif correctif de vue obligatoire" de mon permis de conduire (faut que je le fasse d'ailleurs). Tant mieux pour moi. Et comme une certaine personne me le fait souvent remarqué : Il faut jamais que tu fasse comme tout le monde toi ! Oui... car après tout : "Le seul, l'unique, l'inimitable... et le plus beau... c'est moi !" PS : Vous l'aurez remarqué... mon moral n'est pas dans les chaussettes.2 points
-
Salut à tous, je viens de mettre à jours notre page de fichiers .stl d'amélioration de la TL-D3 pro ... N'hésitez pas à la visiter les fichiers sont libres de téléchargement ... https://www.studiolab39.com/téléchargement-de-pièces Franck2 points
-
Salut François, Je ne suis pas d'accord avec toi, je fait des très beau print avec la Tenlog complètement d'origine sans aucune amélioration. J'utilise du bon filament (enfin qui me convient -> SOVB3D) et des vitesses assez basse pour optimiser en parti la qualité. Voici un lien vers mes print : ICI et ICI Bien à toi.2 points
-
je vous remet une mise a jour du pdf de câblage de hypercube mettez ca au chaud si un jour vous vous lancer ds l aventure organigramme duet 1.04 (kim).pdf2 points
-
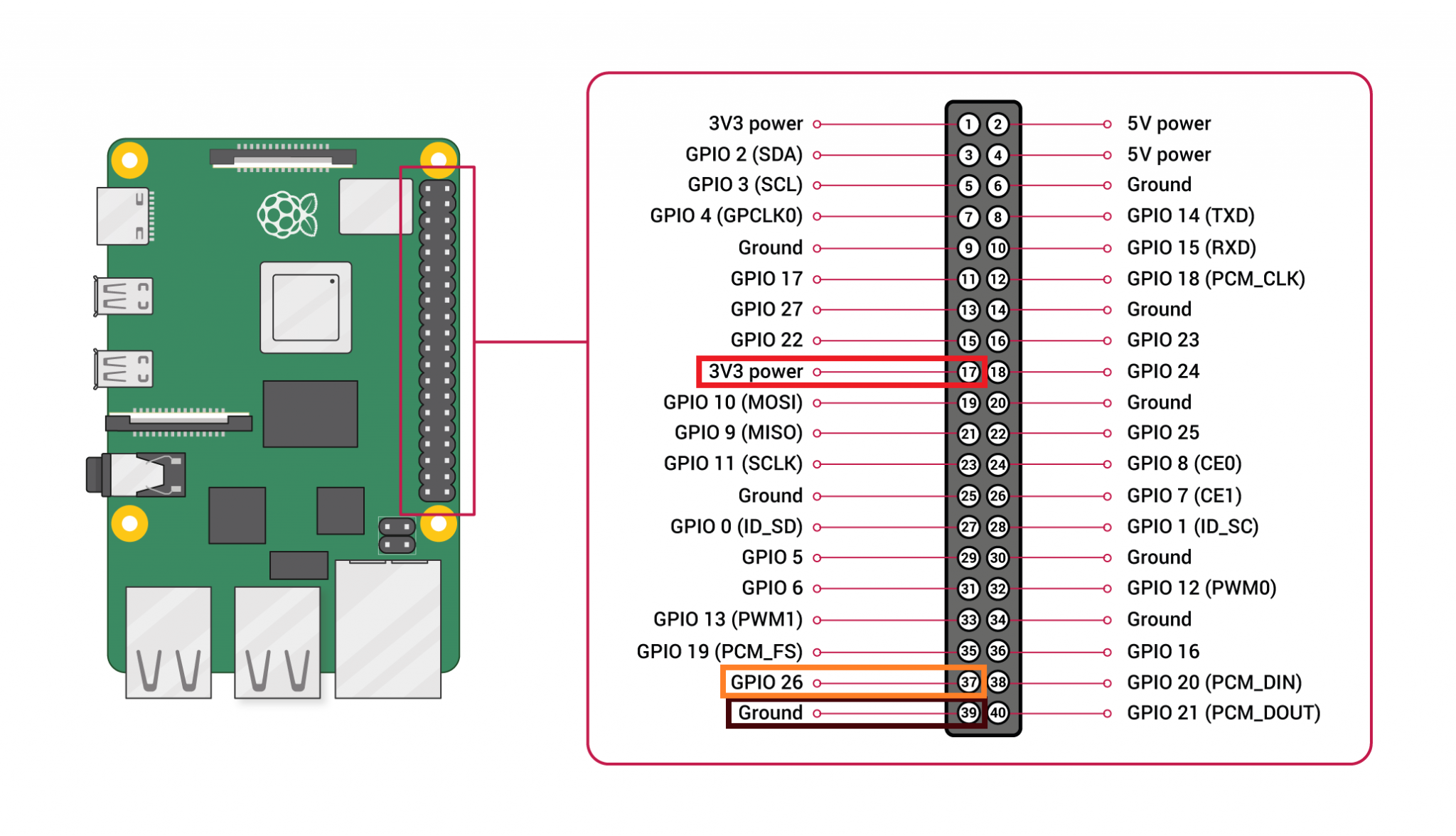
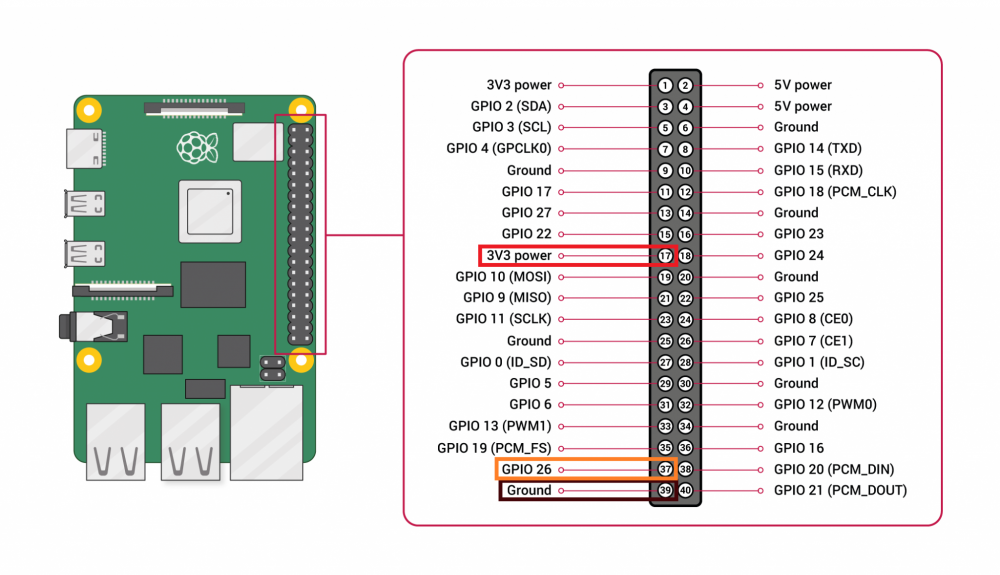
Bonjour à tous, Voici un petit tuto sur comment brancher le détecteur de filament d'origine sur votre Raspberry Pi tournant avec OctoPi. Matériel nécessaire : Un Raspberry Pi avec OctoPi installé dessus Des cables de connexion GPIO Connection du détecteur de filament au Raspberry Déconnectez le cable d'origine du détecteur Connectez les cables GPIO comme montré sur la photo (Rouge : +3.3v, Brun : Ground, Orange : Data) Connectez l'autre extrémité des cables GPIO sur le Raspberry en respectant les couleurs (Rouge : Pin 17, Orange Pin 37, Brun Pin 39) Préparation d'OctoPrint Connectez vous sur votre interface OctoPrint Allez dans les "Settings" > Plugin Manager > Get More Recherchez ceci : "Enclosure Plugin" et cliquez sur "Install" Redémarrez quand l'interface vous le demande Configuration d'Enclosure Plugin Allez dans "Settings" > "Enclosure Plugin" Cliquez sur Add Output avec les paramètres suivants Output Type : Regular IO Label : Comme vous voulez (par exemple : Filament Sensor) IO Number : 26 Toutes les cases en dessous décochées sauf pour"Active Low" et "Show button on NavBar" qui doivent être cochées. Cliquez sur Add Input avec les paramètres suivants Label : Comme vous voulez Input Type : GPIO Input Action type : Printer Input IO : 26 Input Pull Resistor : Input Pullup Event trigger : Fall Printer action : Filament change Cocher Enable and disable filament sensors Filament detection timeout : 30 Cliquez sur Save Redémarrez OctoPrint Voilà, vous êtes prêt N'oubliez pas de configurer un script en cas de pause et de reprise après pause dans OctoPrint. Voici les miens : Quand pause : ; relative XYZE G91 M83 ; retract filament, move Z slightly upwards G1 Z+5 E-5 F4500 ; absolute XYZE M82 G90 ; move to a safe rest position G1 X0 Y180 Quand sortie de pause : ; relative extruder M83 ; prime nozzle G1 E-5 F4500 G1 E5 F4500 G1 E5 F4500 ; absolute E M82 ; absolute XYZ G90 ; reset E G92 E{{ pause_position.e }} ; move back to pause position XYZ G1 X{{ pause_position.x }} Y{{ pause_position.y }} Z{{ pause_position.z }} F4500 ; reset to feed rate before pause G1 {{ pause_position.f }}

 1 point
1 point -
Salut, Voici ce sujet qui traite du flashage du firmware sur une CTC A8. @kriskiller a réussi donc ça doit être possible.1 point
-
Salut tout le monde je vient d'essayé de monter le module wifi ( ESP 01) sur la B1 , attention ça ne fonctionne pas ,il n'y a pas assez de place pour l'installer sur la carte mère et les pins ne sont pas bon pour l'installer sur l’écran , je vient de me faire avoir (lol) , on peut le mettre sur la carte mère via des câbles dupont , informations gentiment fourni par 3D Electroshop ( merci a eux pour toutes les infos qu'ils me donnent ) et qui devrait recevoir sous peut le nouveau module wifi parfaitement adapté pour l’écran de la B1 . Pour ma machine ,c'est bon ,elle tourne plutôt bien après plusieurs semaines de galères et de tests . Tête droite , BMG , plateau en verre , (j'attend un plateau en polypropylène) et Buse MK8 ( oui oui et j'en ai pleins ) , le montage de la nitro va attendre un peut lol , réglage aux petits oignons et ça fonctionne super bien ,plus qu'a commander un magnet fit de chez Hotends et c'est bon ,enfin Pour ce qui est de mes pièces de SAV , ben on verra bien si Banggood se décide a me les envoyer un jour , le principal maintenant c'est qu'elle fonctionne La voila prête a bosser et avec son dernier print , ( encore en réglage mais j'en vois le bout ) , ben , c'est pas mal du tout Le montage BMG , détecteur et guide filament est super ,ça fonctionne bien ,mais c'est une galère innommable pour changer de bobine
 1 point
1 point -
Longtemps j'ai aussi préconisé de ne pas le faire mais la vidéo de ProperPrinting me laisse dubitatif : Pour tous ce qui concerne les réglages, ce site est un bon point de départ (son seul inconvénient est d'être en anglais). Pour le montage dans les «règles de l'art» de la Ender3Pro, @Superpat a créé un très bon manuel :1 point
-
Là aussi ne pense pas que la résine est inoffensif, précautions a prendre : masque , gants et pièce aéré dès que tu ouvres ton bidon ou tt manœuvre avec ce produit ... Envoyé de mon FRD-L09 en utilisant Tapatalk1 point
-
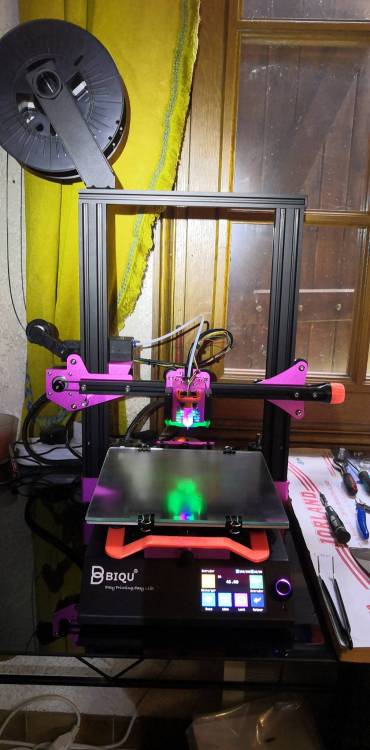
En cette semaine de rentrée bien chargée, on vous propose une machine de taille XXL qui imprime à la verticale, des matériaux hautes performances, la récompense d’HP qui continue à innover en pleine crise du coronavirus, les dates des événements de l’impression 3D à ne pas manquer, un test de l’imprimante 3D Biqu B1 et de belles impressions du forum. https://www.lesimprimantes3d.fr/semaine-impression-3d-244-20200910/1 point
-
Bonjour @Nukopops À te lire j'ai l'impression qu'il y a quelques trucs que tu ne fait pas correctement. Je ne connais pas ton imprimante car j'utilise une cr10s depuis bientôt 2 ans mais je pense que tes soucis vont trouver une solution. J'ai débuté comme toi mais j'avais déjà de bonne connaissance car je travaille dans le monde de la machine outils à commande numérique. Toutes nos machines comportent une structure mécanique qui conditionne à 90% le fonctionnement. Il faut en premier savoir ajuster les éléments mécaniques de ta machine et vérifier que tout soit le plus parfaitement d'équerre possible (on parle ici de quelques centièmes de mm ) Nos machines on un guidage par galets qui roulent dans la gorge en V des profilé aluminium. Ces galets doivent être propres et leur pression sur les profilés s'ajustent via des excentriques. Il faut absolument les régler pour que cela coulisse sans jeu et sans forcer. Le seul moyen pour les régler est d'enlever la courroie sur le X et le Y pour pouvoir "sentir" en déplaçant l'axe a la main si c'est bon. (Attention à ne pas manipuler trop vite ces axes meme machine hors tension si la courroie est en place car la rotation des moteurs induits un courant qui risque de détruire l'électronique) J'ai fait un tuto sur le réglage mécanique du Z sur le forum à ce sujet. Penser aussi a vérifier lla fixation et le serrage de la hotend car si elle bouge du chariot cela induit des décalages . . Ensuite viens le Nettoyage du plateau. Toutes traces de gras (comme le contact avec les doigts) entraîne une perte d'adhérence du plateau. Il faut donc le nettoyer régulièrement en plusieurs étapes pour qu'il soit efficace. Eau avec tres peu de liquide vaisselle pour enlever le plus gros. Rinçage 2 fois pour enlever les traces du produit. Essuyage pour enlever les traces d'eau et dégraissage avec de l'alcool isopropilique ( pas l'alcool à brûler ni le nettoyant vitres qui laissent une pellicule de solvant) ou du vinaigre blanc ( pas aromatisé citron ou menthe car même problème) et le tout avec des chiffons non pelucheux pour ne pas déposer de poussière. J'ai fait aussi un tuto las dessus et il y en a d'autres sur le forum Ensuite il faut régler le plateau et là tu ne procède pas correctement . Ce réglage doit être fait à chaud pour tenir compte des dilatations il faut faire le home ,monter le Z assez haut pour ne pas avoir la buse qui fasse fondre le plateau et pouvoir y accéder pour la nettoyée après, mettre à chauffer la buse et le plateau à la température utilisée pour le print et patienter une dizaine de minutes pour avoir une température homogène , puis régler le plateau en repassant plusieurs fois sous chaque vis jusqu'à ne plus avoir besoin dy toucher . J'ai fait aussi un tuto la dessus il me semble. Une fois le plateau réglé le re dégraissé avec l'alcool isopropilique ou le vinaigre pour enlever le gras des doigts mais sans appuyer trop fort sur le plateau pour ne pas le dérégler. Ensuite je purge la tête en poussant à la main le filament (extrudeur débrayé) pour faire sortir un peu de plastique et supprimer les bulles d'air dans la tête. Un petit coup d'essuie tout sur la buse pour la nettoyée . Ensuite on peut lancer l'impression qui a dans son start gcode un G28 qui remet tout seul la machine sur le zéro avant de commencer. La tête et le plateau étant chauds l'impression démarre tout de suite. Si l'extrudeur émet des claquements lors de l'impression c'est qu'il y a un problème dans la tête pour cela j'ai écrit un tuto . La fameuse Titi's procédure qui a déjà sauvé beaucoup de monde. Ensuite il y a le réglage et calibrage de l'extrudeur sur lequel il y a aussi des tuto puis le calibrage des axes et pleins d'autres tuto. Il ne faut pas oublier aussi les tuto de @fran6pqui sont très utiles et beaucoup d'autres Si tu as besoin d'aide sonne moi en utilisant le @ et en tapant mon pseudo colle au @ pour avoir une étiquette bleue comme au début de ce message. En bas à droite de ce message il y a un petit coeur qui permet d'accéder à des icônes pour dire merci j'aime etc Bonne lecture des sujets épinglés dans la rubrique creality et dans la rubrique tuto1 point
-
temp recommandée 205 -220 et 30-50 plateau à 110 tu vois pas quelque chose qui cloche? le pla à partir de 60° il commence à ramollir, tu peux le déformé à la main. alors à 110°, ta pièce va se transformé en une masse caoutchouteuse sur ton plateau. et le peu d'angle que tu auras, bein pas besoin d'expliqué... tes photos le démontrent bien, ton filament a pas le temps de refroidir donc ça fait de la bouilli.1 point
-
Pourquoi du béton alors ? Certes c'est pas cher, mais du plâtre est très fluide et devient bien dur. Ou du MAP, ça devient dur comme de la pierre tout en étant fin.1 point
-
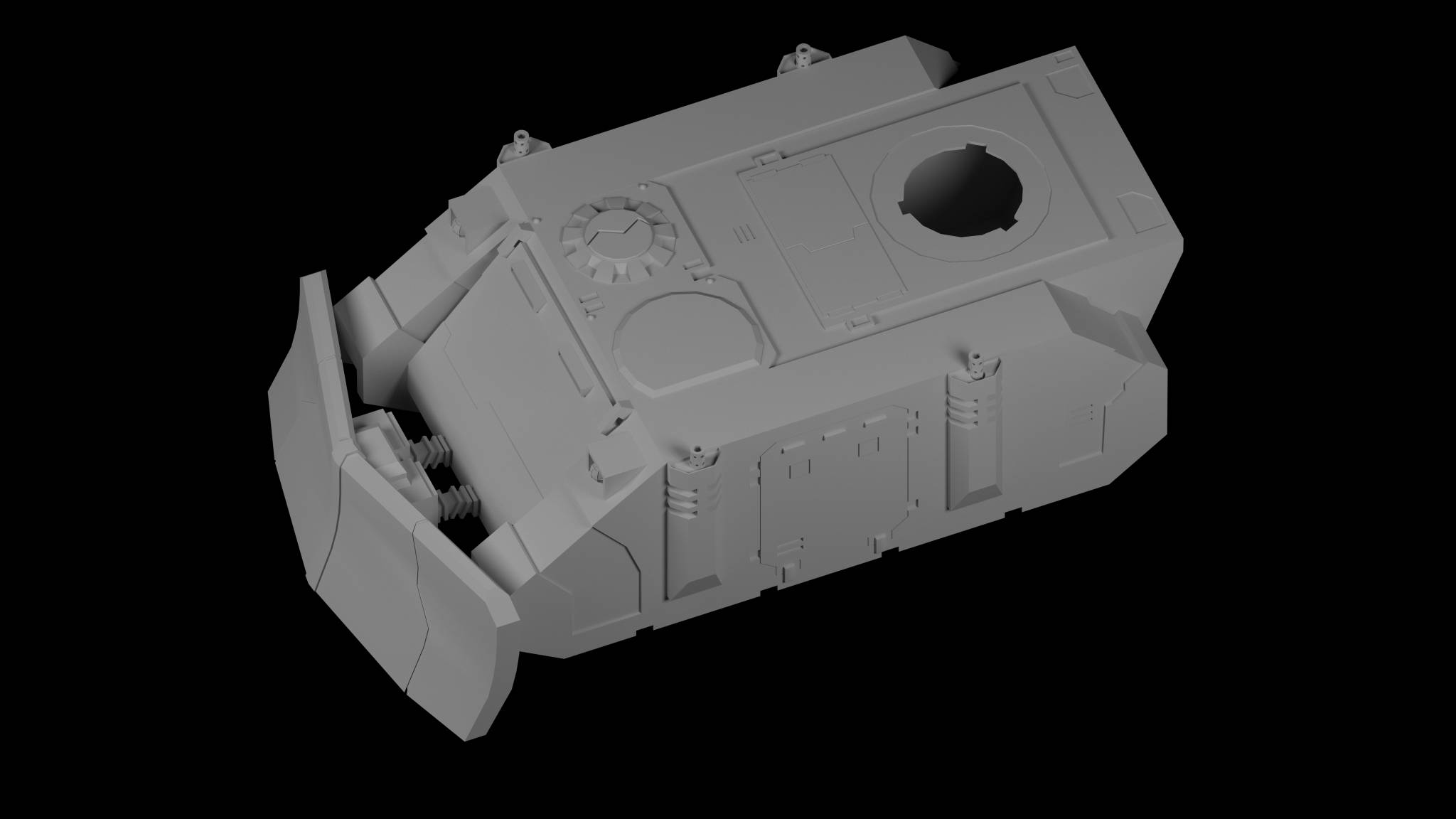
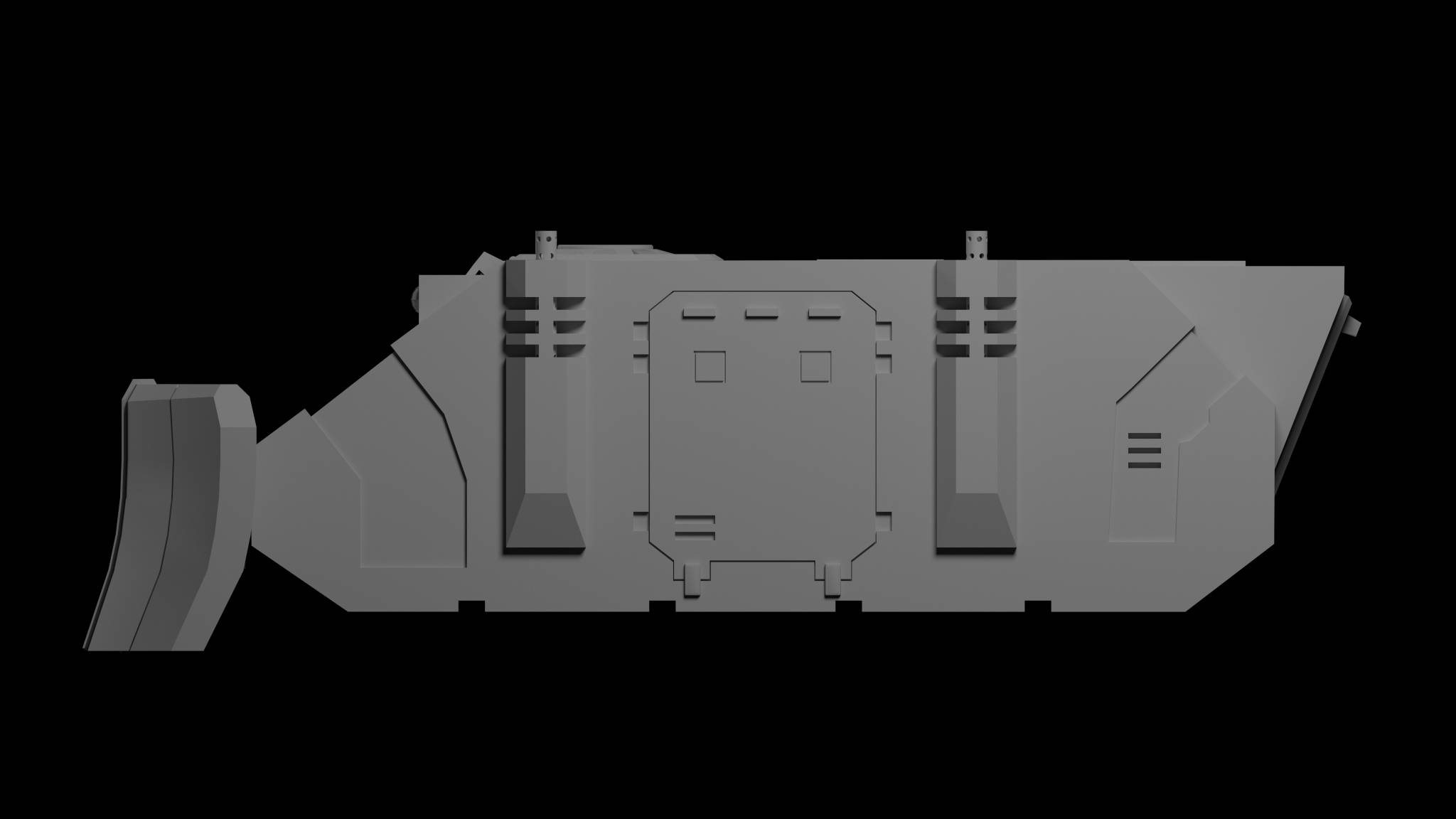
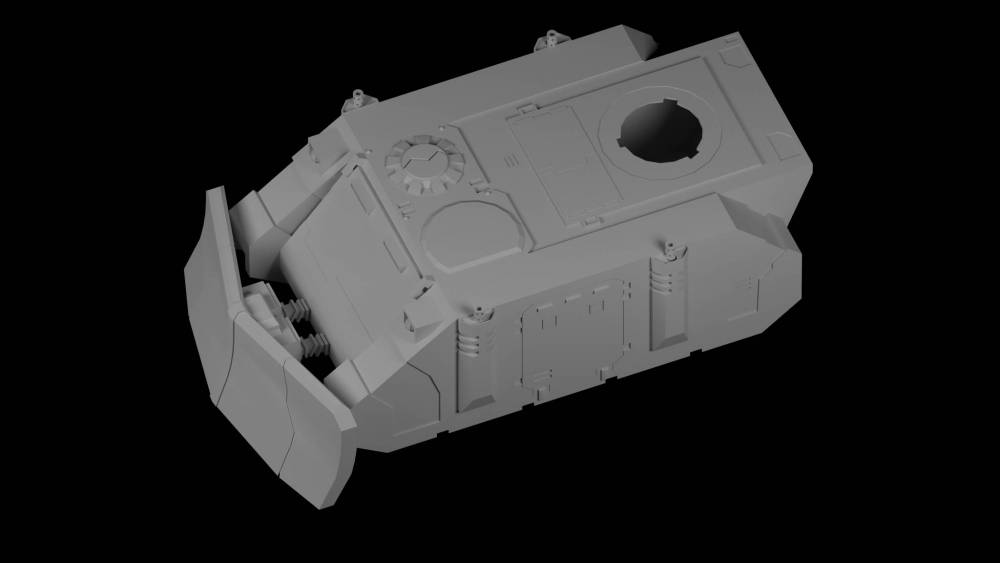
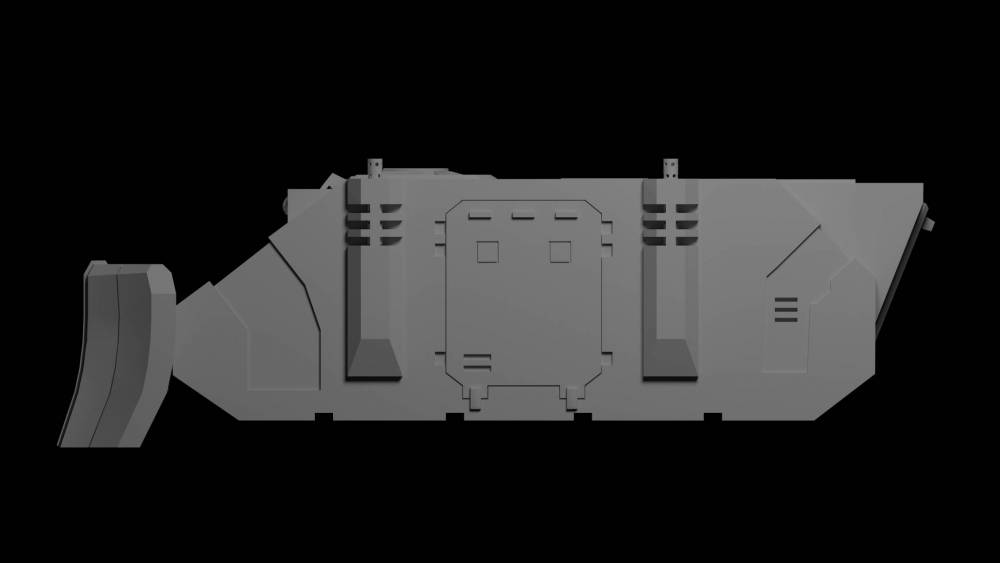
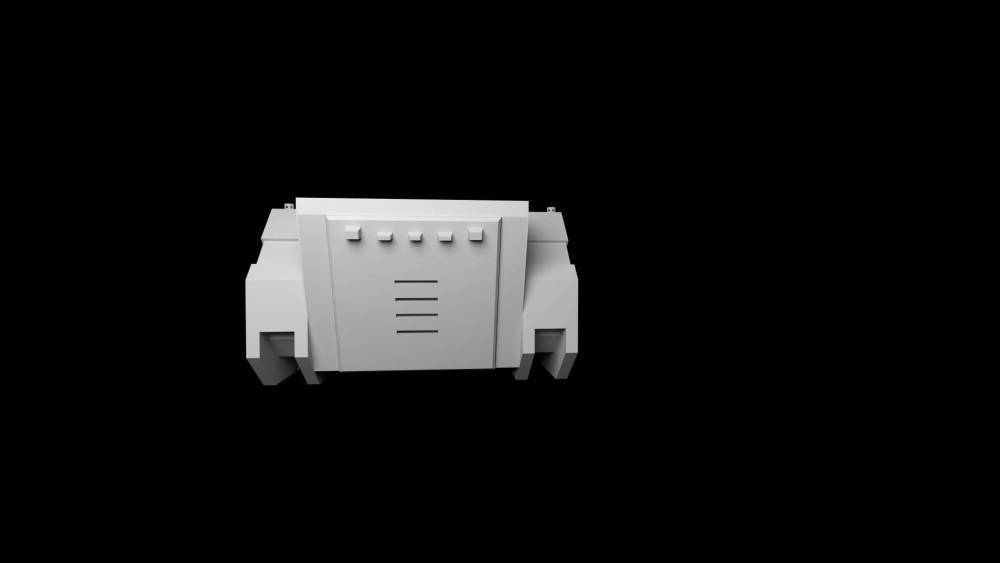
Mise a jour du kit Universel, le Dozer doit encore être modifié. J'ai déjà créez un modèle basique de porte pour le rendu, d'autres seront créez plus tard
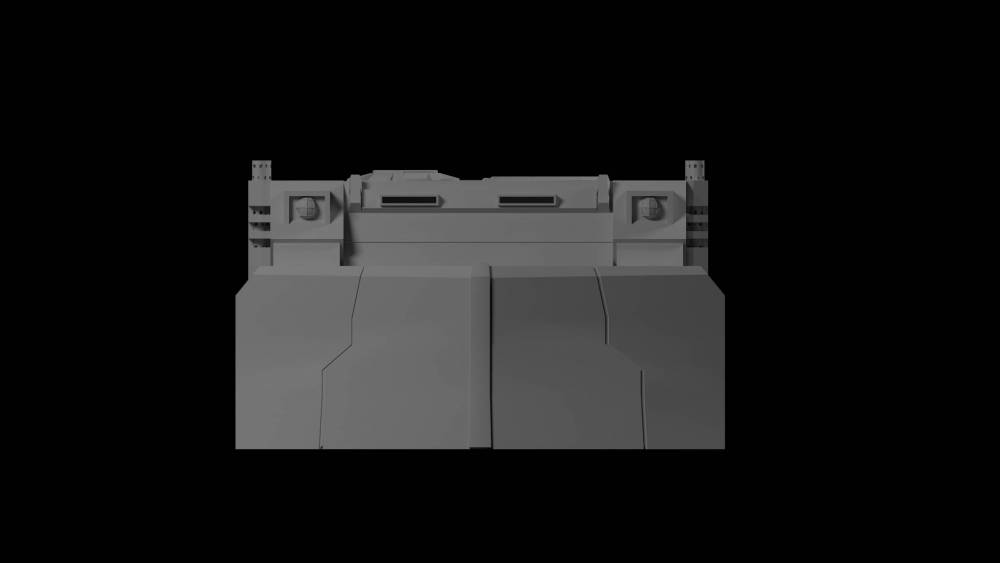 1 point
1 point -
clairement le prix varie en fonction des éléments acheté , moi ici avec habillage fait sur mesure , arbre et roulement mitsumi et le reste duet ,piezo , hotend,alim mean weel,pad kenovoo et extrudeur,visserie,cable, chassis ect. , je suis pas loin des 1900 j ai visé haut et je l ai fait sur un peu plus de 1 an , histoire de faire passer la pilule financière . la machine fonctionne bien c etait le but . je vise une deuxième machine avec des rails cette fois ci et un volume impression de 400*400*500 faudra du temps pour acheter ensemble .1 point
-
Ok j'avais pourtant expliqué qu'il fallait changer de filament ! Je ne pouvais pas dire que le filament blanc SUNLU était de mauvaise qualité compte tenu des bobines déjà achetées. hélas nous vivons tous d'expériences. Comme je l'explique ce n'est pas le prix qui fait la qualité c'est ce j'ai constaté ! c'est aussi le filament Blanc de TENLOG qui détient aussi une piètre qualité !!!! c'est à croire que la provenance est identique ? a+1 point
-
Je vois que le réglage de l'extrudeur titan droit pose plein de questions pour faciliter sont réglage c'est beaucoup d'énergie pour un réglage à refaire uniquement si on touche les extrudeurs Voila ma méthode qui n'est pas parfaite mais qui fonctionne c'est avant tout le but. je suis partie du constat que le plus important comme disait Coluche c'est quand les deux pieds touches le sol. En premier lieu prendre un carre de metal (acier cuivre inox pas de plastique) pas trop petit pour facilement le manipuler de faible épaisseur entre 5/10 et 1 mm pas plus fin ,il peut être plus épais mais plus on sera proche du plateau mieux c'est. on marque le centre de la plaque ( on fait un repère pour facilité le positionnement des têtes centrées ou pas c'est vous qui voyez) on positionne la plaque importe ou sur le plateau on viens positionne le premier extrudeur sur la marque et on laisse poser la buse sur plaque (son poids suffit )on serre les vis et on procède de la même façon pour le deuxième extrudeur. de cette façon nos deux extrudeurs sont parfaitement alignés on ne touche plus les extrudeurs il suffit de finaliser le réglage du plateau (tout le monde connait la procédure) avec l'extrudeur gauche pour que l'extrudeur droit soit réglé automatiquement. il y a mieux mais c'est plus cher.1 point
-
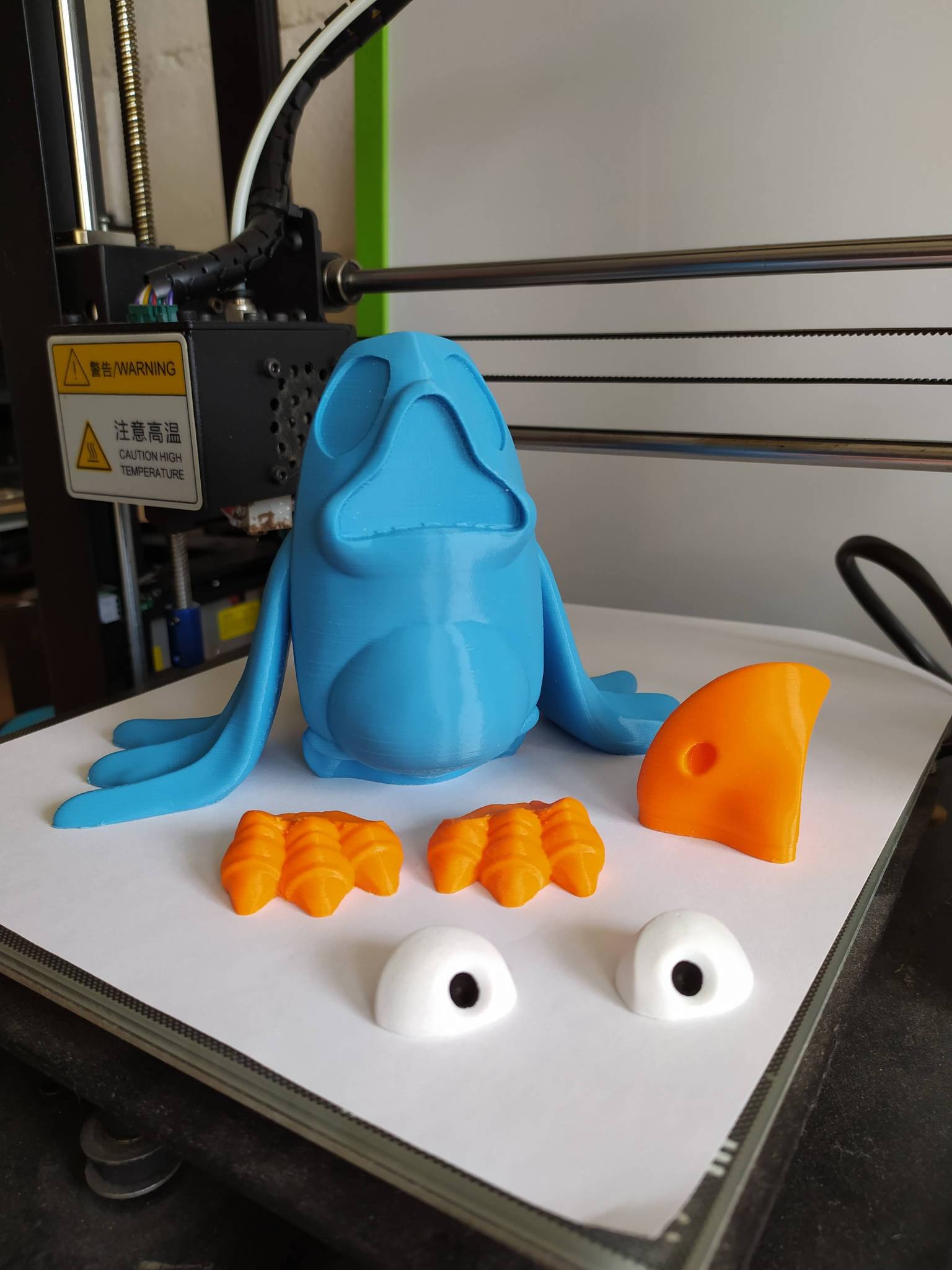
Bonjour a tous, Je vous présente ma dernière réalisation, entièrement modélisée avec Blender (2.8). Coco Birdy, oiseau des îles... La version imprimée en filament bois qui après finition sera peinte... J'en ai aussi fait des versions avec du filament couleur L'oiseau fait à peu près 11 cm de haut et il faut 20 heures en 0.1 pour l'imprimer. Il y a juste un support à la base du corps dans la version en pièces détachées. Il est disponible sur CULTS3D.




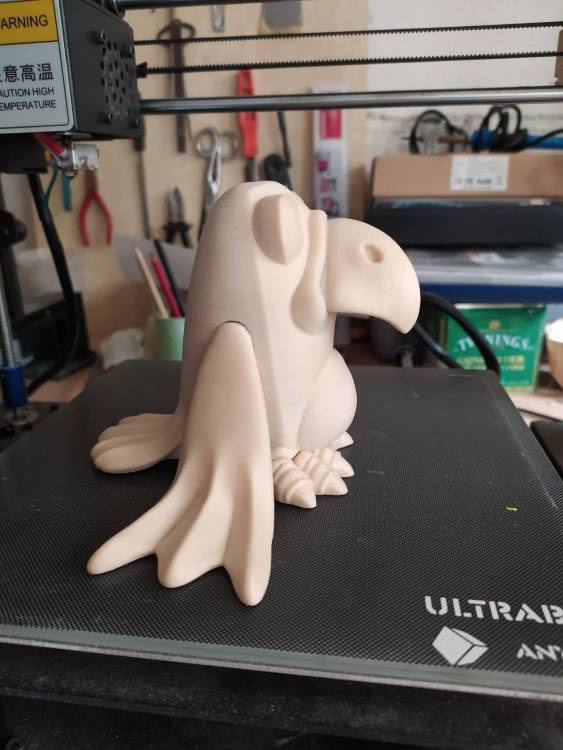
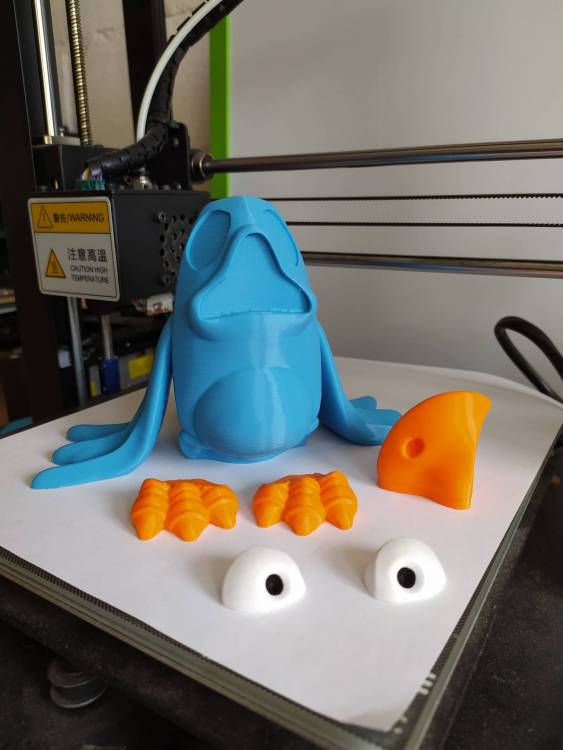 1 point
1 point