Classement




Contenu populaire
Contenu avec la plus haute réputation dans 17/10/2021 dans Messages
-
Salut, Il me prend pour un jambon lui ou quoi??? La il se fout carrement de ma gueule! Bon je vais quand meme donner un coup de bombe d'air sec dans le lecteur de carte SD, sait-on jamais.... Send: M501 Recv: echo:V76 stored settings retrieved (721 bytes; crc 7141) P....de b..... de m.... ca refonctionne! (firmware.bin -->.cue) J'ai commande une nouvelle GTR hier... @PPAC Cdt SoM2 points
-
Salutation ! étrange t'on histoire ... c'est Halloween et tu a un fantôme dans la carte ? Je me dit que si un driver moteur se trouve H.S. et qu'il perturbe l'UART(ou autre ...) et que l'UART(ou autre ...) se trouve utilisé pour interrogé l'eeprom alors tout s'explique mais c'est une hypothèse sans preuve ... peut être que l'eeprom a dépassé son nombre d’écriture et donc il faut la changer ? (mais là aussi je parle sans savoir et peut on changer l'eeprom sans changer la carte / microcontrôleur ?) Ou alors tu a une fourmilière sur la carte mère et il y a des faux contactes ou court circuit sur des soudures / pistes ? ( ne pas manger au dessus de la carte ) mettre la carte a nue (tout débrancher/ enlever) et re tester ? a tu changé de carte SD ? vérifier les connections ? nettoyé les connecteurs ? ... oui j'ai tellement pas d'idée que je lance les trucs bateau ... navré ! Tiens nous a jus ! Pour référence (tu dois déjà connaitre) : https://github.com/bigtreetech/BIGTREETECH-GTR-V1.02 points
-
En plus d'être lent par moment il me demande régulièrement de prendre des cookies .j'ai beau refuser d'accepter ces cookies régulièrement ça me demande d'en prendre. Ma femme disant que je suis trop gros elle ne veut plus que je vienne sur le forum....2 points
-
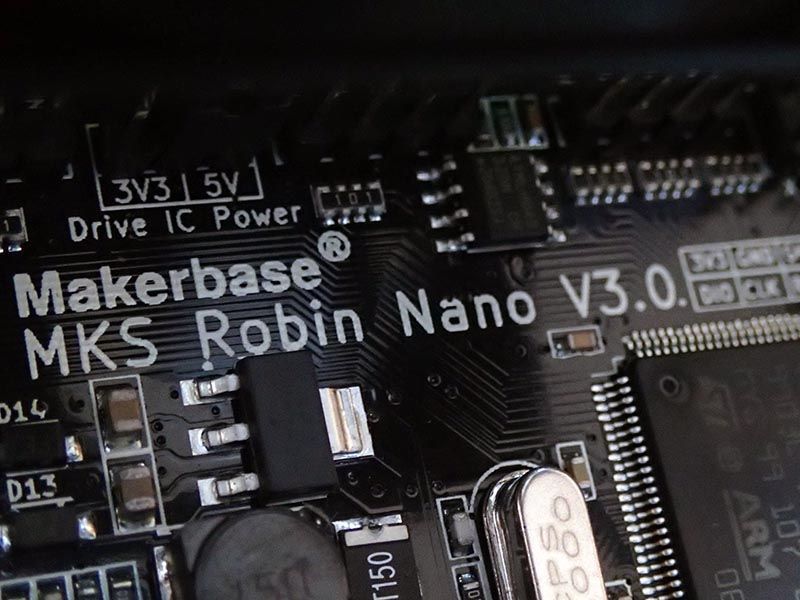
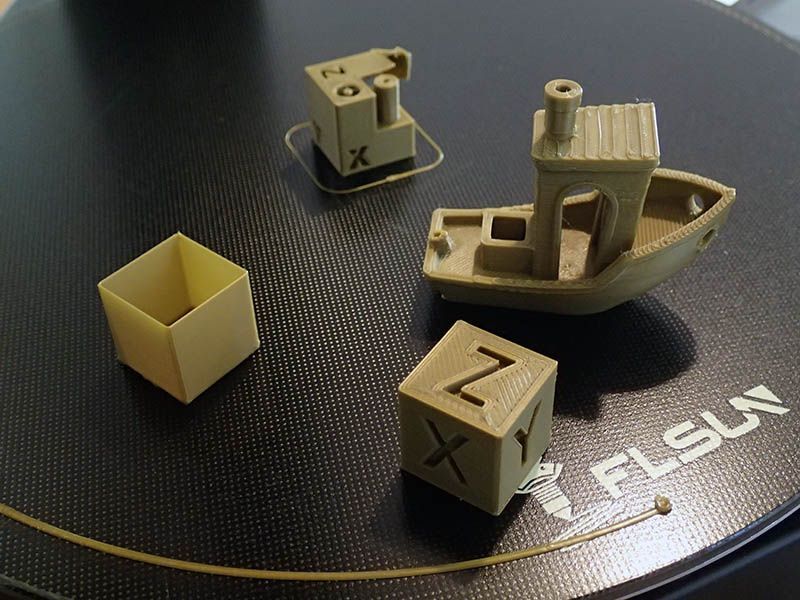
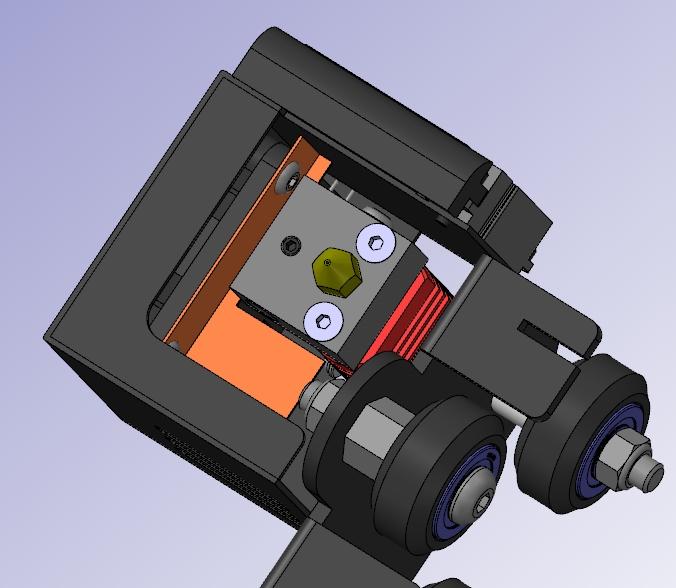
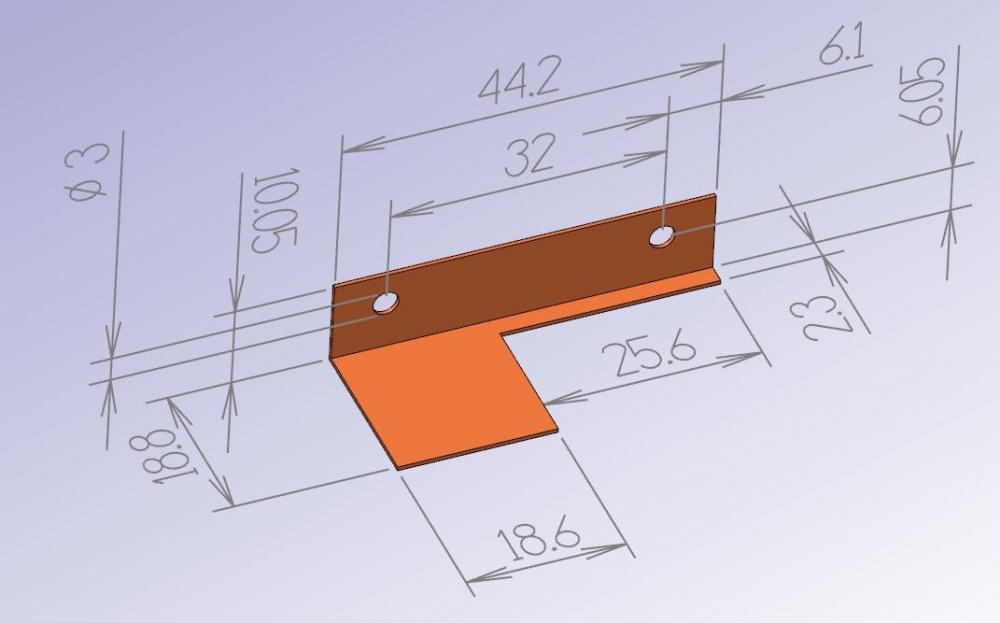
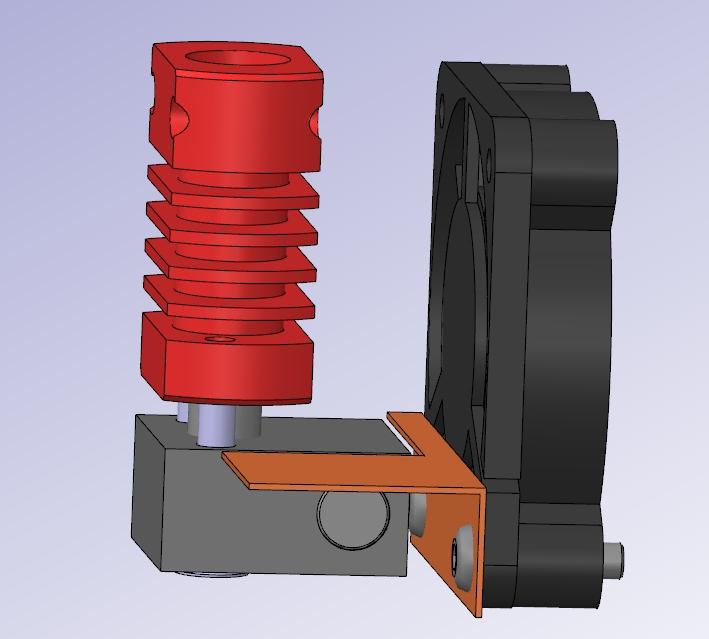
Octobre 2021 : Commandée sur flsun3d.com à 429$ (380€) le 1/10, partie le 9/10, reçue le 13/10 Au montage, je repère que les déplacements des slides sur les 3 rails ont un petit point dur à l’endroit où ils sont restés stockés : je pense que les courroies ont du très légèrement se marquer, je ne pense pas qu’il y aura de conséquences (j’ai pourtant trouvé que les tensions initiales des courroies me paraissaient un peu légères mais j’ai laissé comme ça). La carte mère est une Makerbase MKS Robin Nano V3.0 Data sauvegardées, formatage de la SD card comme préconisé. Le montage s’est passé sans problème, je m’y suis repris à 2 fois pour faire avancer le filament dans l’extrudeur mais une fois parti, ça semble bon. Faudra quand même démonter à l’occasion ce clone d’extrudeur Bondtech pour voir l’intérieur. Bed leveling et Z0 fait, on lance l’impression test avec Le gcode de la vis sur la carte SD et le filament fourni : A part l’extrudeur qui fait du bruit, je suis impressionné par la fluidité de l’ensemble. 1ers réglages : PID température Pour la buse : ecv : Classic PID Recv : Kp : 11.16 Ki : 0.51 Kd : 60.69 Recv : PID Autotune finished ! Put the last Kp, Ki and Kd constants from below into Configuration.h Pour le BED, ça ne marche pas : Send : M303 E-1 S60 U1 Recv : PID Autotune failed ! Bad extruder number J’imagine que la config du Marlin stock ne le permet pas ??? Je ne pense pas rester sur Marlin mais ça m’intéresse de savoir si c’est normal. 2ième réglages : E-step extrudeur Initial M92 X80.00 Y80.00 Z80.00 E410.00 ; Mesuré 19mm au lieu des 20mm attendus ; M92 E405.94 sauvegardé avec M500 1er Bilan positif, mais faudrait améliorer deux / trois choses : - Le fanduct qui me semble moyen et il y a un jeu au-dessus entre le ventilo et la platine alu d’un coté (cf image ci-dessous) : perte de flux… ; ça ne me parait pas optimal mais je vais continuer à tester d’abord - Le PTFE Bowden qui est très long et du coup demande environ 5mm de rétraction : je pense rester en Bowden pour ne pas alourdir la tête mais passer en Flystrudeur pour ramener la rétraction vers 2mm avec un PTFE capricorn beaucoup plus court - En réduisant la vitesse de rétraction de l’extrudeur à 30mm/s, il devient complètement silencieux, ouf. Maintenant ce sont les 3 ventilateurs de la tête qui se font entendre mais c’est raisonnable, à voir si quelqu’un a déjà fait un upgrade plus silencieux ? Fuite d’air (visible sans fanduct et avec lumière en dessous) Je trouve différents fanduct sous thingiverse, design de Nissenko : https://www.thingiverse.com/thing:4950102/files Un fichier CAO fusion 360 est présent, merci à lui. Il propose 8 versions de fanduct (5 sur ce lien et 3 autres sur une autre publi du même auteur), de quoi satisfaire du monde. Un autre design de Domi1988 : https://www.thingiverse.com/thing:4926469 Quelqu’un aurait-il déjà testé un de ces design ??? Essai de PrusaSlicer avec le gcode adapté de Motard Geek et on imprime cubes et benchy test. Résultat OK pour les cubes au premier plan imprimés avec des vitesses basses, et moyen pour le Benchy et le dernier cube enn haut imprimés plus rapidement. J’ai du boulot de mise au point pour imprimer au dela de 100mm/s… Sur le dernier cube (en haut de la photo), casse partielle, je n’avais pas coché le fait d’éviter de croiser les périmètres… Et on ne voit pas sur la photo mais l’étrave du Benchy n’est pas propre en bas, ce qui semble dire que le refroidissement du fil fondu n’est pas suffisant (en cherchant à imprimer à 140mm/s). Je vais voir comment faire un Flystudeur pour réduire ce bowden avant de continuer à tout régler. Je vous partage un lien en Anglais qui fait la review de cette FLSUN SR avec de nombreux tests et avec de possibles upgrades : https://3dprintbeginner.com/flsun-super-racer-review/ A suivre…


 1 point
1 point -
Bonjour et merci à vous trois, mon week-end a été chargé mais j’ai pu faire quelques tests et il me semble que mon problème de BLtouch soit réglé : j’arrive enfin à faire un auto-level qui fasse bien le tour des 25 points de contrôle sans forcer la buse sur le plateau et lorsque j’appelle la commande « Z=0 » la buse se positionne systématiquement à la même distance du plateau. J’ai lu attentivement les différents sujets mis en lien par PPAC et me suis établi une marche à suivre (que je note ici pour ceux qui rencontreraient les mêmes soucis avec la sidewinder X2) : Éteindre la machine pour débrancher la nappe qui est reliée à la tête d'extrusion (dé-clipser la pièce plastique qui la maintient et tirer doucement dessus). Dévisser les deux vis apparentes sur le capot dan lequel la nappe était insérée et retirer celui-ci. A) Débrancher et rebrancher les câbles connectés au BLtouch (si le BLtouch ne déclenche pas en utilisant le doigt comme obstacle avant que la buse n'arrive sur le plateau.) Vérifier que le BLtouch fonctionne correctement (voir ci-dessous). B) Rectifier la verticalité du BLtouch en desserrant et resserrant les 2 vis qui le maintiennent et en s’assurant qu’il est vertical. Vérifier que le BLtouch fonctionne correctement (voir ci-dessous). C) Régler la hauteur de déclenchement en utilisant la vis qui est sur le dessus du BLtouch : - Quand la pointe du BLtouch est dépliée, il faut au moins 2,3 mm entre la pointe de la buse et la pointe du BLtouch (la buse devrait être dans la plage 2,3 - 4,3 mm - au-dessus bien sûr). - Si la pointe du BLtouch est « rangée », il faut 2 mm entre le BLtouch replié et le bed (quand la buse est à 0). Vérifier que le BLtouch fonctionne correctement. : Rebrancher la nappe et allumer la machine. 0- réglage du Z-offset (Tools > More > Z=0), point de mesure centrale et ajustement du Z offset en + ou - pour que la buse gratte à peine la feuille. Ne pas oublier le EPROM Save. (Ce point est ajouté par rapport aux conseils lus ailleurs, car, dans mon cas, la buse était à plus d'un milimetre du plateau.) 1- réglage manuel du bed via la feuille de papier, faire 3 fois le cycle de réglages manuel. (Tools > Level) 2- réglage du Z-offset (Tools > More > Z=0), point de mesure centrale et ajustement du Z offset en + ou - pour que la buse gratte à peine la feuille. Ne pas oublier le EPROM Save. 3- lancer un Auto Bed Leveling (Tools > More > Auto-Level) Le BLtouch fonctionne correctement si : - en point 3, l'auto-level a bien fait le tour des 25 points de contrôle sans message d'erreur. - en point 2, ou à l'appel de la commande "Z=0" après la procédure, la buse se remets exactement à la même distance du plateau que la fois précédente. Dans mon cas, je n’ai eu besoin que de faire le point B et vérifier que le BLtouch fonctionnait correctement. Donc merci a TonyNarko67, c’est bien le même soucis que lui. Et enfin, pour répondre à MrMagounet, mon mail avait bien été envoyé à Artillery france… En fonction de mes résultats de ce jour, je ne crois pas que j’aurai besoin de contacter le SAV de artillery.com. Je ferai quelques impressions dans les jours qui viennent pour confirmer tout cela. Si vous voyez ses points à corriger dans la procédure ci-dessus n’hésitez pas à me le signaler, je modifierai en conséquence. Tom1 point
-
voila c'est imprimé me reste a faire les épaules et le support de buste

 1 point
1 point -
Bonsoir, pourrai tu donné plus de précision sur les paramètres que tu utilise. quand je vois l'état de ton plateau j'ai l'impression que ta buse est trop proche du plateau avec une temperature de filament trop chaud1 point
-
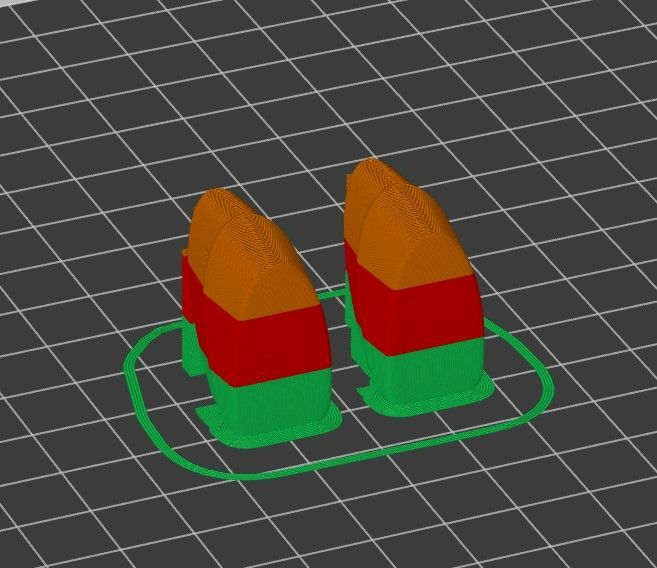
@Pouet La commande M600 permet de faire un changement de filament sur n'importe extrudeur. En exemple Prusa il est facile de changer de couleur en cours d'impression. Cette option est pratique qui permet d'apporter autant de couleur que l'on veut sur un sujet quelconque ! Ci-joint un exemple de la réalisation d'un feu arrière d'une COX en 3 couleurs sur un extrudeur E0. ou E1. pratique non ? Nota IDEAMAKER permet également cette fonction. Mon imprimante GEEETECH A20 gère bien le M600 le résultat est bluffant sans défaut de couche.... a+
 1 point
1 point -
https://www.facebook.com/groups/2113793522101458/posts/2127670137380463/ https://fr.aliexpress.com/item/33004482109.html

 1 point
1 point -
Désolé, je n'ai pas pris de photos : c'est le fil noir de la plaque de chauffe qui était dessoudé (pas celui de la sonde, mais celui d'alimentation). Juste une astuce : tout se démonte par les vis cachées sous les patins (seulement les 4 vis périphériques pour ouvrir, la cinquième centrale sert à tenir la balance) C'est un peu pour cela que je l'avais prise (en plus de la promo), mais c'est peu utile in fine.1 point
-
@PPACje te rassure je faisais juste de l'humour. C'est ton post qui m'a donne la solution au final!. Cdt SoM1 point
-
Le Esun, c'est celui que j'ai Il fonctionne très bien et possède en plus une balance (les réglages ne sont pas toujours intuitifs ) J'avais également participé au Kickstarter du Cyclopes de Eibos qui fonctionne également très bien mais qui est un poil plus pénible quant il s'agit de mettre les bobines1 point
-
Pas besoin de d'embêter, un simple boulon en plastique troué avec un ptfe suffit largement et en plus c'est étanche.
 1 point
1 point -
Qui va nous faire un tutoriel "comment transformer sont tapi de marche/course en imprimante 3D modulable" ... ou éventuellement la version pour caisse de super marché avec tapis roulant ... ? Mais 200$ pour le tapis et la limitation des matériaux d'impression car pas de caisson ... c'est a prendre en compte (merci fran6p pour l'analyse poussé) ... surtout si c'est pour au final imprimer des pelles rose en PLA? comme dans la démo1 point
-
soucis réglés ça remarche nickel comme tu peux le voir sur la photo ^^
 1 point
1 point -
C'est un peu con de prendre un bed magnétique pour ça facilité d'utilisation et d'être obliger de mettre du scotch qui lui ne facilite plus la manip..... Perso j'ai gardée mon bed d'origine et ça va très bien....1 point
-
Les courroies pour ce genre d'imprimantes sont rares et doivent répondre à certaines exigences. Peu de variété actuellement donc peu de choix. Celle de Powerbelt3D, la Formula32, n'utilise pas comme surface du PEI mais du PET. Le prix de ces courroies, du fait que ce n'est pas standardisé, peut également être un frein. Celle pour la 3DPrinMill/CR30 de Creality est à un peu moins de 100€, celle de Formula32 dans les 70$ et celle de l'Infinity du Kickstarter à 200$ Quand j’avais fait le test de la CR30 ( ici puis là ), un des testeurs (le développeur du trancheur en ligne Kiri-Moto) avait fait sa propre courroie à partir de feuille de plastique (Grafix Clear 0.005 Dura-Lar Film) L'idéal serait une courroie sur une fine feuille métallique recouverte elle-même d'une fine feuille de PEI mais je crains que le coût soit au-delà du raisonnable Avec la courroie actuelle sur la CR30, une fois le «bon réglage» de la distance buse/courroie trouvé, je ne rencontre que rarement des problèmes d'adhérence. Malheureusement, cette imprimante est limitée au PLA et PETG car sa mise en caisson n'est pas des plus aisée; son plateau est d'autre part scindé en deux parties: une chauffée, l'autre pas (certains filaments «apprécieraient» moyennement cette transition).1 point
-
Salutation ! Il te manque surement le M502 : reset to factory setting (c'est a dire recharger les paramètre depuis le firmware ) et M500 : save to eeprom (pour ecraser les ancienne valeur sauvé dans l'eeprom) aprés le flash du firmware ? M502: Factory Reset M500: Save Settings1 point
-
Salut, Le problème a déjà était soulever plusieurs fois sur le forum depuis bien longtemps, pas forcément sur le modèle de la saturn, mais des DLP monochrome en général , mais il est vrai, que parfois, trouvé une information sur le forum est compliqué ... la recherche ne fonctionne pas très bien je trouve exemple de sujet ou on a aborder le sujet : Il doit y en avoir bien d'autre, me semble que j'avais répondu a un sujet avec des photo de mon installation En tous cas bah bon courage pour nettoyer tous ça EDIT : Sinon, pour éviter ce problème par la suite, quand tu a une impression qui fail ou que tu n'est pas sur d'avoir aucun bout dans le vat, avant de lancer une impression, lance un tank clean https://www.youtube.com/watch?v=3L59JGGJOjs je te déconseille cependant de faire comme lui et d'attraper ça avec une spatule en plastique, perso je mets des gants et j'y vais avec les doigts, car la spatule, grand risque de rayé le fep Les protection de tablette tactile c'est pas mal, beaucoup de retour positif la dessus, mais vus que la plus part ont un filtre anti uv, perso je reste sur la solution d'utiliser un FEP sur le lcd, j'utilise des FEP d'elegoo mars, la taille est parfaite, et franchement, aucun soucis d'impression, même pas besoin de toucher aux temps d'expo Sinon le FEP, le miens est en place depuis plusieurs mois, il a vus passé je ne sais combien de litre de résine, enfaite tous dépend de comment tu le traite, perso je laisse toujours la résine dans le bac, même pendant plusieurs semaines / mois, et j'ai aucune soucis, mon fep est toujours nickel, ce qui va l'abimé, c'est de le nettoyer a chaque fois etc.... j'ai l'impression que les produits a force, attaque le film, au début je le vider tous le temps, et la je devais souvent changer mon FEP, depuis que je laisse la résine dedans, plus de soucis, faut juste bien suivre la procédure du clean tank lorsqu'on a un doute, ou après un long moment sans impression (même en remuant la résine dans le bac, il reste toujours un dépot blanchâtre dans le fond, c'est mieux de le viré)1 point
-
oui i y a trois trucs ... sans rajouter une usine à gaz. 1) ne jamais lâcher le fil, 2) Mettre un ptfe entre la bobine et la tête (ça freine le fil et évite les "relâchements" lors des mouvements de la tête, 3) ne jamais lâcher le fil.1 point
-
Merci pour ces retours. DIDOF : "Une membrane FEP n'a pas une durée de vie illimitée, mais pour la conserver le plus longtemps ..." concrêtement, tu la change quand ? " il faut filtrer la résine restant dans le bac après chaque impression par précaution." : Bien vu, je suis arrivé à la même conclusion. Je vais juste y ajouter un nettoyage du bac à résine pour garantir qu'il n'y a aucun indésirable. "protection pour tablette tactile " : si j'ai bien compris les différents posts, il existe des protections autocollantes en verre trempé--> assez épais, d'autres autocollantes en PET nettement plus fines et enfin certains proposent une simple feuille FEP scotchée pour la rendre étanche comme le signale ELECTROREMY. Laquelle as-tu placé ? J'ai trouvé sur Amazon une membrane FEP qui est annoncée comme plus solide. https://www.youtube.com/watch?v=lBqzVEUx6lA PPAC : merci pour le lien, je n'ai pas pensé utiliser cette association de mots. ELECTROREMY : cette solution me semble la plus simple à mettre en œuvre. J'ai juste des inquiétudes sur la diffraction additionnel provoquée par cette feuille supplémentaire. Nous imprimons des caisses de loco à l'échelle 1/160 et sommes particulièrement concernés par les détails. J'ai aussi lu dans un post que les deux feuilles de FEP ont tendance à coller, ce qui rend l'impression plus aléatoire.1 point
-
ok, donc je vais l'ouvrit pour vérifier les connecteurs... [EDIT] Bon, un fil dessoudé sur la plaque chauffante : je l'ai ressoudé et la température remonte bien ! Maintenant ce n'est pas de la super qualité : il fait le job à minima. Heureusement que je ne l'ai pas payé le prix affiché car j'aurai été très déçu. A n'acheter que si super promo sinon le Sunlu semble bien mieux.1 point
-
Le circlip bleu est une bague qui doit absolument se mettre sur le pneufit de l'extrudeur + la tête. Si tu ne les met pas le PTFE va ressortir1 point
-
Salut, Le FEP est fragile, et en cas de percement l'imprimante est en danger Il faut mettre une protection sur l'écran. On peut utiliser un deuxième FEP scotché sur le pourtour de l'écran avec du chaterton, comme la 2e photo du fil de discussion suivant : A bientôt1 point
-
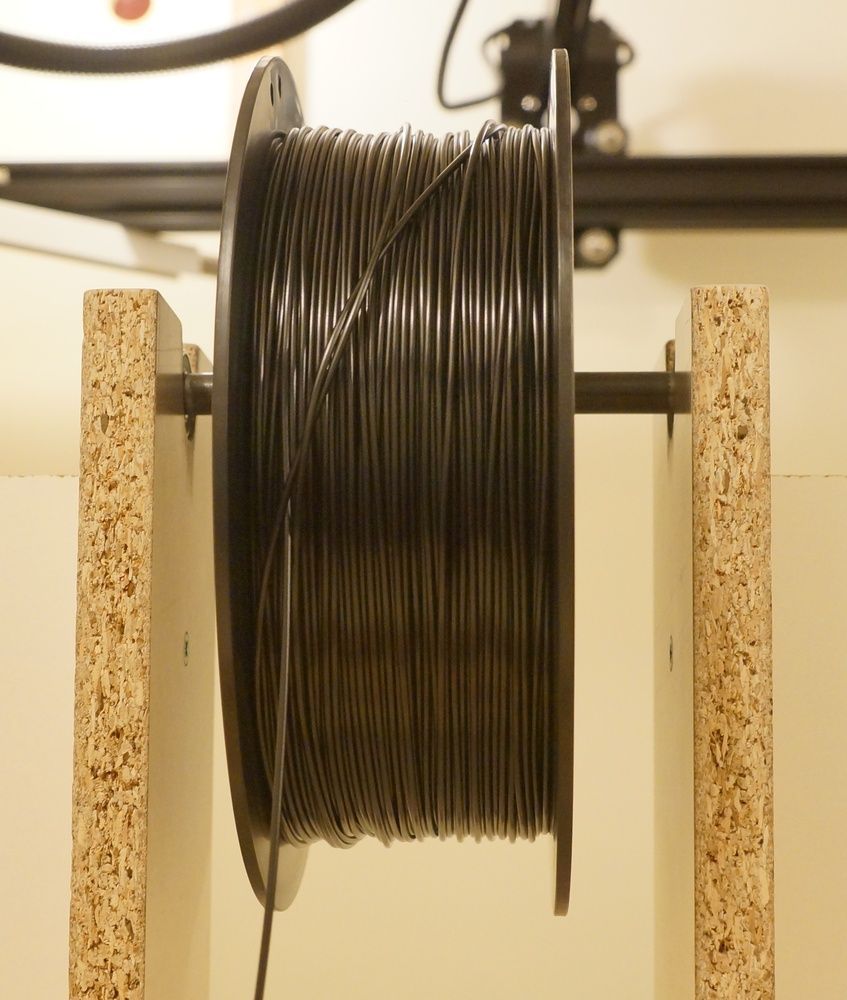
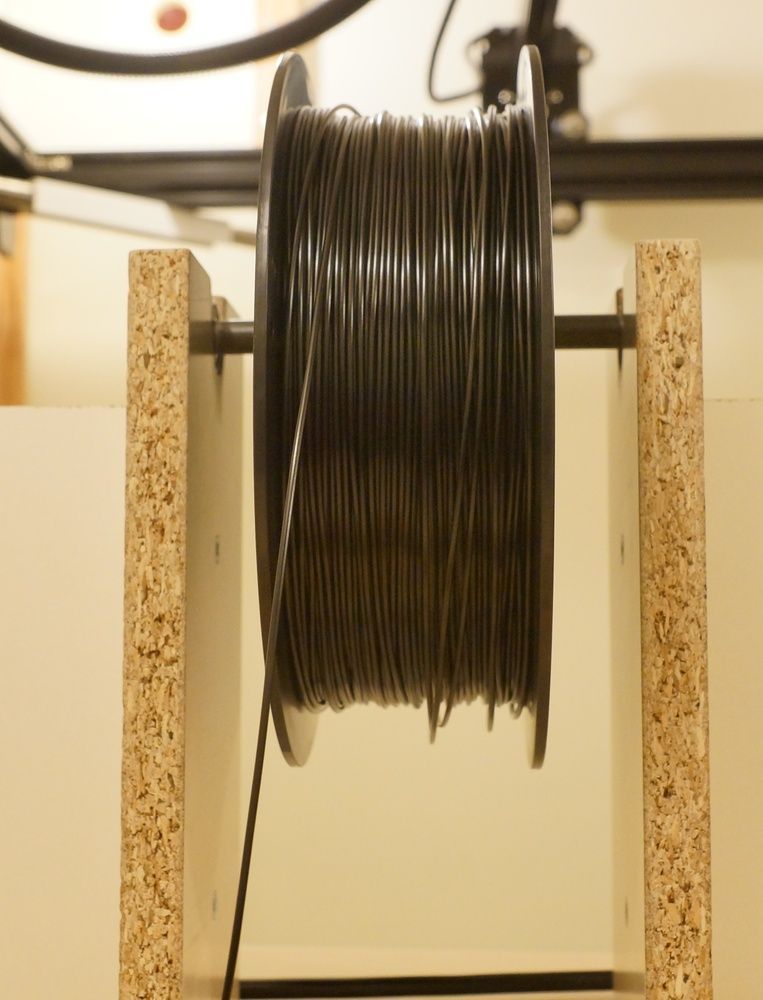
Bonjour, Voici une photo du phénomène : Dans la plupart des cas, une traction de l'extrudeur remet toute seule les choses dans l'ordre : Mais cette traction ne fait pas du bien à l'impression car l'axe Z est tiré vers le haut - et parfois ça ne suffit pas. Voici l'impression que je faisait, on voit que le plateau est bien rempli : Le guide central du filament + le freinage de la bobine peuvent résoudre le problème mais il y a des moments où l'imprimante va "pousser" le filament au lieu de le tirer, il ne faut pas qu'il se torde trop... Une solution sera de mettre la bobine encore plus haut, de cette façon la longueur de filament entre la sortie du guide et l'extrudeur sera plus longue et en cas de "poussée" les contraintes sur le filament plus faibles... mais il y aura toujours la perte de tension lors de ces "poussée" Du coup, il faudrait une sorte "d'anti retour" sur le filament - j'avais vu dans les sujets précédemment cités un système de rembobinage automatique à ressort qui conserve la tension. L'avantage c'est que rien ne frotte sur le filament. Je comprend pourquoi les imprimantes 3D professionnelles (Stratasys, ...) ont des cassettes de filament et pas des bobines. Ces cassettes contiennent très certainement un système de déroulement contrôlé avec antiretour. A bientôt Bonjour, Il y a ce système qui a l'air pas mal https://www.myminifactory.com/object/3d-print-the-smart-spool-holder-with-filament-tangle-runout-sensor-119006 Reste à savoir s'il est possible de connecter les capteurs à ma Prusa I3 MK2 pour mettre l'impression en pause A bientôt
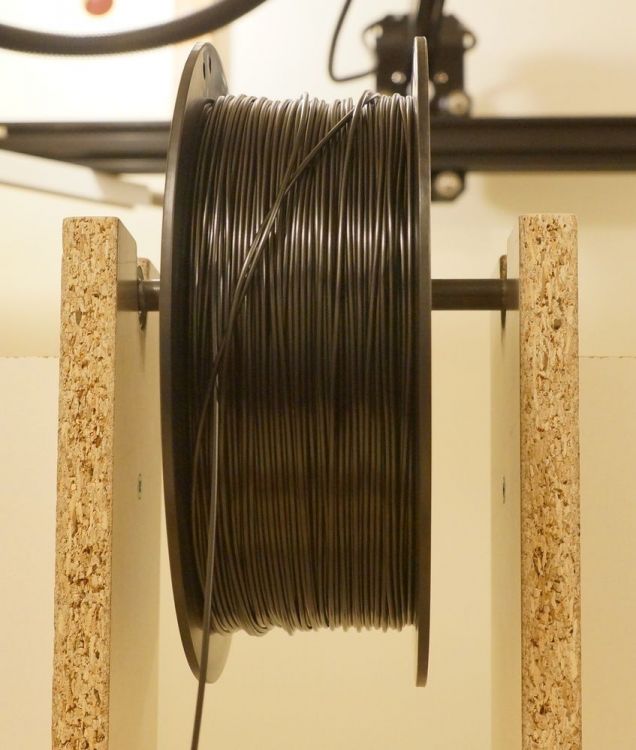
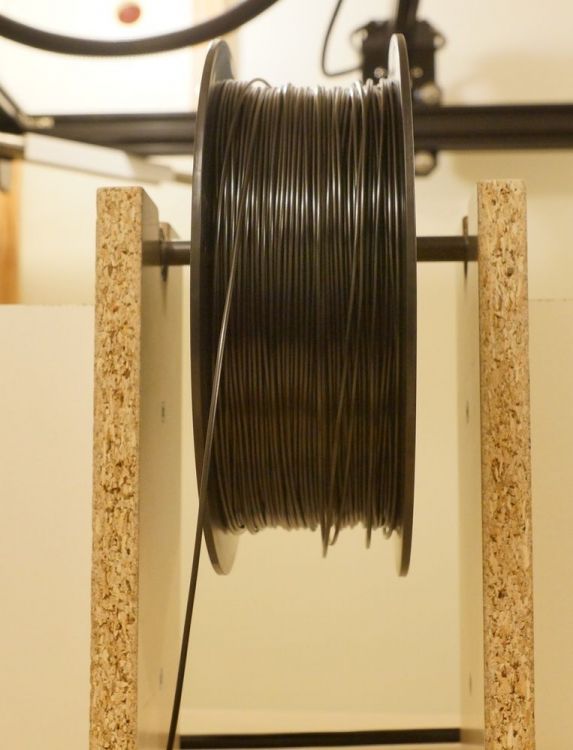
 1 point
1 point -
Probablement parce que la couche est trop rapide à imprimer, et que Cura démarre le ventilo pour permettre à la pièce de refroidir. Dans PrusaSlicer que j'utilise, cela correspond à ces paramètres : Ici la ventilation démarre dès que le temps d'impression d'une couche passe sous 20 secondes, puis si ça ne suffit pas, l'impression ralentie pour ne pas passer sous les 15 secondes, sauf si la vitesse mini de 15mm/s est atteinte. A toi de trouver l'équivalent dans Cura.
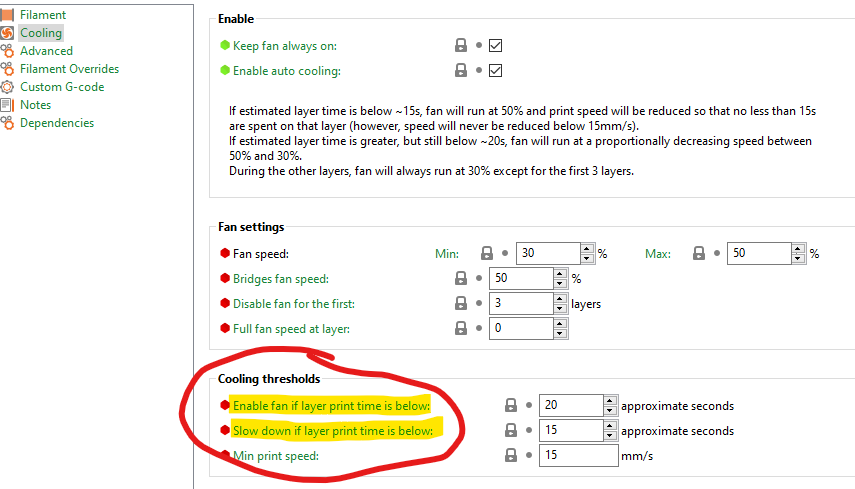 1 point
1 point -
Ton firmware, tu l'as récupéré sur le site creality.com ? Ce fichier compressé comprend trois dossiers suivant que tu as un détecteur de fin de filament ou pas choisir le bon, le seul à ne pas utiliser est celui avec adaptateur écran (méthode utilisée précédemment avec les cartes 8 bits). Autre solution, utiliser le firmware «jyers» mais n'ayant pas de Ender3V2, d'autres utilisateurs l'ayant installé sur leur imprimante devront venir en parler. Pour la vidéo, désolé mais n'ayant pas accepté les clauses d'utilisation de Wetransfer, je n'ai pas vu celle-ci (il est préférable de mettre cette vidéo en ligne (youtube, peertube, …) et de mettre le lien pour en faciliter la lecture).
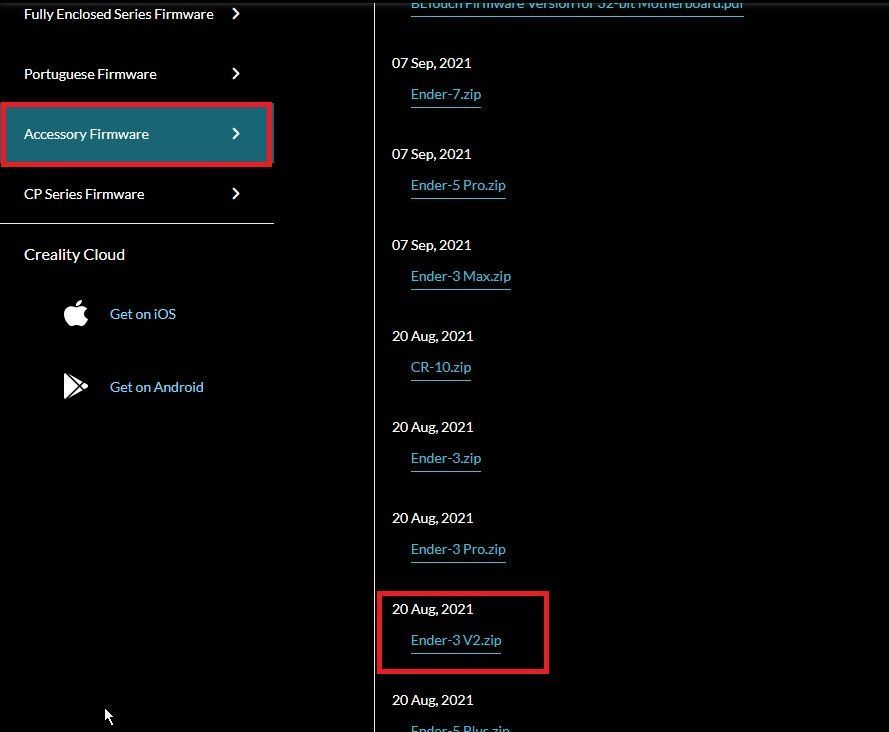 1 point
1 point -
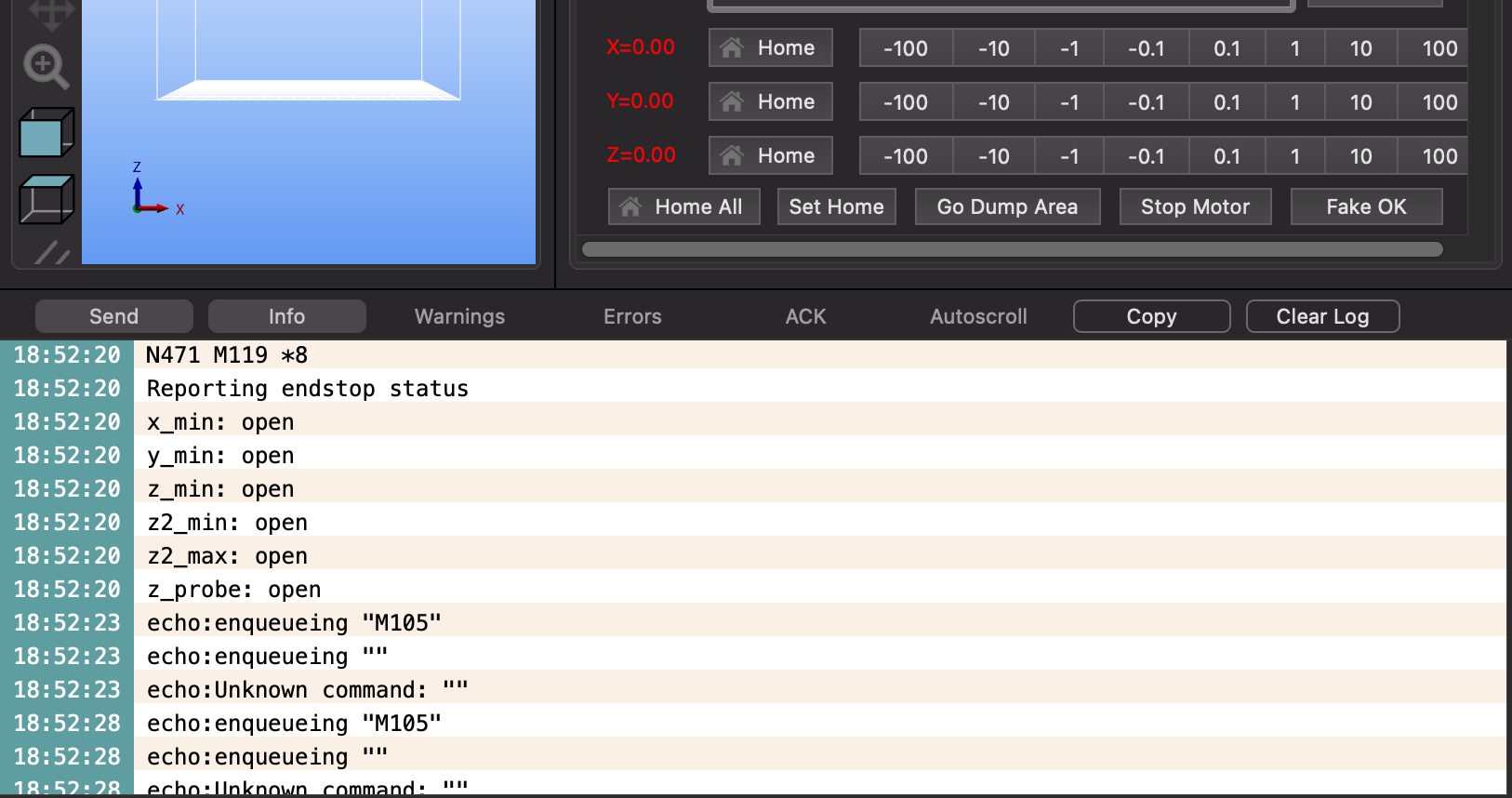
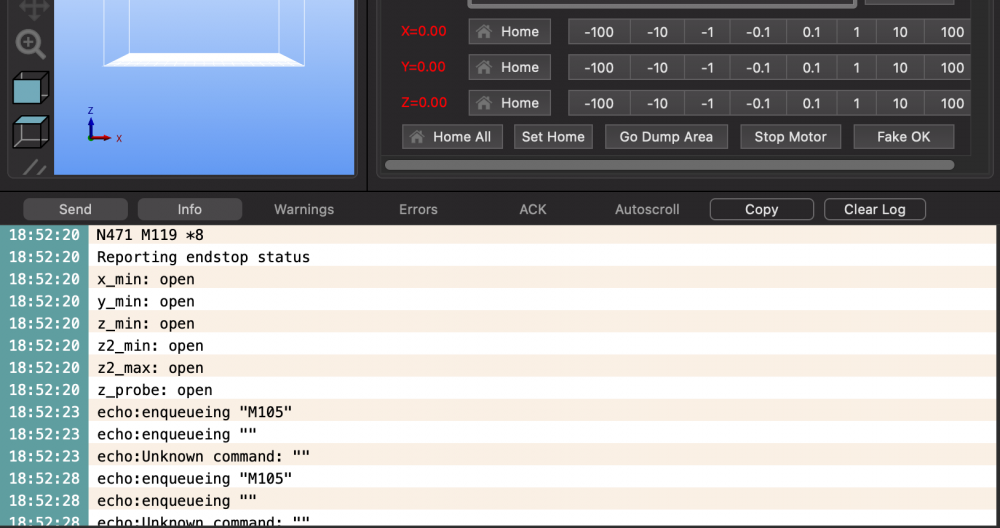
merci, ci joint le résultat d'un M119 je pense effectivement que je vais reflasher le firmware pour voir. Si c'est pas ça ... Je viens de remettre le Firmware et tout est rentré dans l'ordre. Pas compris... Merci de m'avoir consacré du temps @PPAC Bonne soirée
 1 point
1 point -
Pour imprimer de l'abs il ne faut pas de courant d'air. Or sur presque toutes les creality le ventilateur de hotend qui tourne en permanence envoie une partie de son flux d'air sur le bloc de chauffe (ce qui est contre productif de base) et cela crée un courant d'air au niveau de la buse Avec la tête d'origine avec son capot métallique il faut découper dans une canette de soda un petit déflecteur qui protège le bloc de chauffe deflecteur mis a plat.pdf Le patron pdf est à imprimer à l'échelle 100 pour 100 et a coller sur la tole de la canette préalablement séparée du haut et du bas pour en faire une feuille d' aluminium Ensuite il suffit de découper et percés en suivant le patron
 1 point
1 point