Classement




Contenu populaire
Contenu avec la plus haute réputation dans 27/03/2022 dans Messages
-
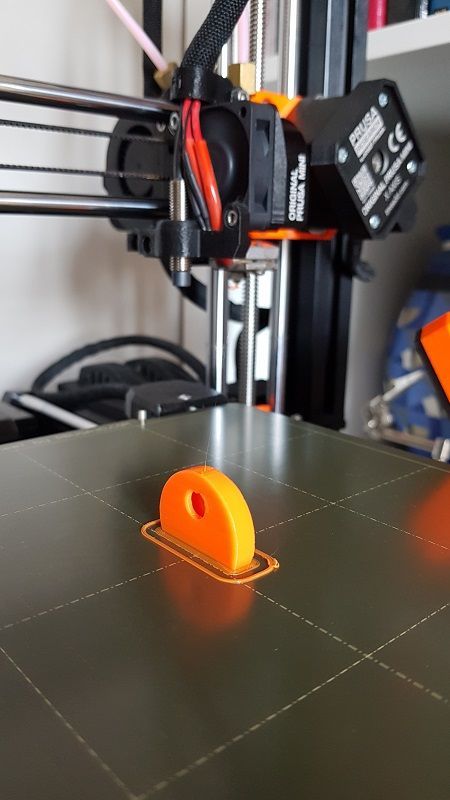
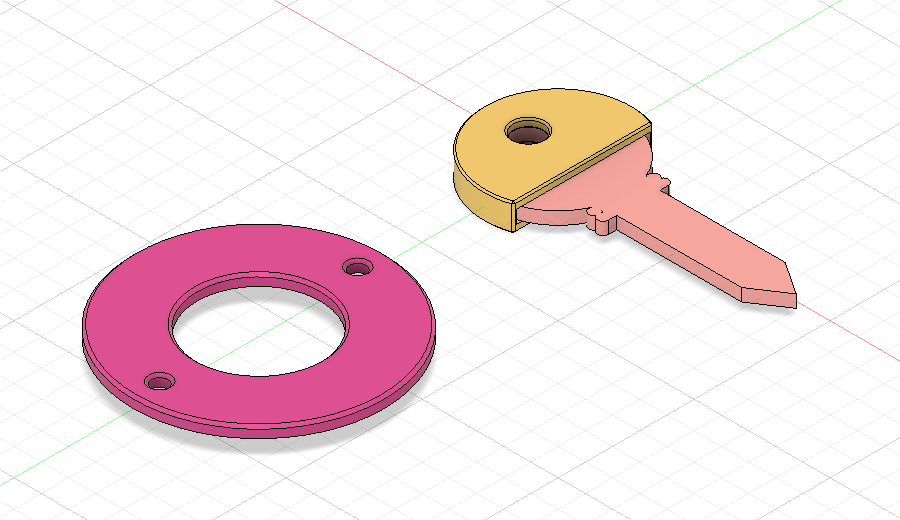
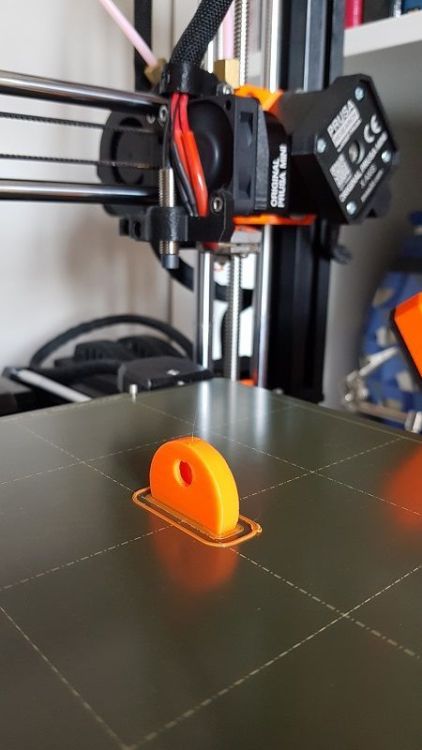
Salut Juste pour partager avec vous un modeste petit projet vite fait bien fait pour aider ma maman (qui commence a avoir des pb de vue) à reconnaître les clés de sa porte d'entrée. Inspiration trouvée sur le net, j'ai modélisé et imprimé des caches de couleurs pour mettre par dessus les clés et des rosaces de la même couleur pour mettre autour des serrures et remplacer celles d'origine en laiton Du joli PLA bleu et orange fluo et le tour est joué. Je vais utiliser du jaune pour la clé du portail. J'aurai pu utiliser du PETG sans doute mais je n'avais pas de couleur "flashy" autre que l'orange Et voilà le résultat. Concept validé par ma maman. Trop content Incroyable ce que l'on peut faire grâce à l'impression 3D @+ JC


 6 points
6 points -
Comme bcp de composants électronique, il faut éviter l'humidité et surtout la condensation. Six mois ce n'est pas non plus très long mais évite la cave humide. Attention à la condensation si elle est stockée au froid et que tu la remets dans une pièce plus chaude à l'humidité plus élevée.3 points
-
Voilà ! Puis les furets sont exclusivement domestiques, les fouines sont exclusivement sauvages. D'ailleurs on dit fureter pour "chiner" (curiosité saine)... Et fouiner pour "espionner" (curiosité malsaine) ça ne sert à rien... C'est futé les furets : le mien, je lui ai acheté un jouet "éducatif" dans lequel on cache des friandises, plutôt que faire bouger les obstacles, il a démonté le bazar et tout raflé d'un coup ! Il a triché ! 25€ le gadget, à la poubelle Sinon, ça ne saute pas comme un chat, tout ce qui est au-dessus de 70 cm est inaccessible pour un fufu, ma CR6 est dans une étagère2 points
-
Le furet est bien éduqué et sait où ne pas mettre son nez ou autre partie de son anatomie2 points
-
C'est bien vu ! pour s'y retrouver dans une nuits noir et sans lune, éventuellement pour les prochaine versions, un genre de marquage braille en plus ... mais déjà c'est top ! ( comme sur les pièces et sur certain billets,(en plus de leurs tailles qui change), il y a une zone où il y a un marquage légèrement en relief https://www.ecb.europa.eu/euro/visually/html/index.fr.html ) Edit : et pour la version 3, des senteurs ( lavande, menthe, ... ) Re edit : il faut probablement éviter la version avec des saveurs/goûts ... (pour éviter le risque covid et/ou de rouiller la serrure et/ou de rester la langue collé en hiver ) Re re edit : sinon j'avais vu la version où l'on utilise des vernis a ongles de différentes couleur sur les "tête" des clés ...2 points
-
D'une façon générale pour une imprimante (ou électronique): retirer le filament (de toute façon il sera mort), nettoyer la buse ou la retirer. Si filament entamé, sac sous vide avec dessicateur. pour l'imprimante A l'abri de la poussière lieu non humide ou soumis à de forte variation de température exemple containeur type garde meuble en extérieur, risque condensation sur électronique (corrosion et court circuit) Pas trop chaud non plus, grenier dans le sud avec température vers 60°C ou plus. Remise en utilisation progressive et douce. L'idéal cave sèche, ou maison appart chauffé, grenier bien isolé. @Kalamiit évitez les furets at les fouines aussi !!!2 points
-
Dans mon coffre de voiture Je dirais un espace "pas trop humide" en intérieur, loin d'un chat qui "marque son territoire" ( pour éviter l’oxydation des contactes ... mais un coups de produit adapté permet normalement de récupérer cela ) Et le plus loin possible d'enfants qui pourrais jouer avec... Aussi, éventuellement, il me semble qu'il faut prendre le temps d'ajuster les excentriques pour que les galets/roue soit le moins serré possible, contre les profilé pour éviter une déformation ( aplatie là où ils sont resté longtemps en contacte ... )2 points
-
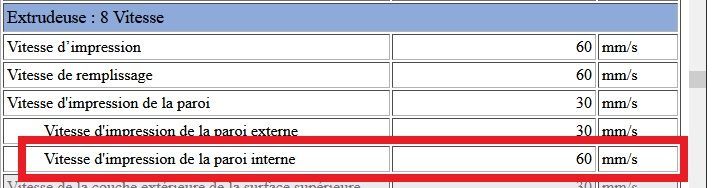
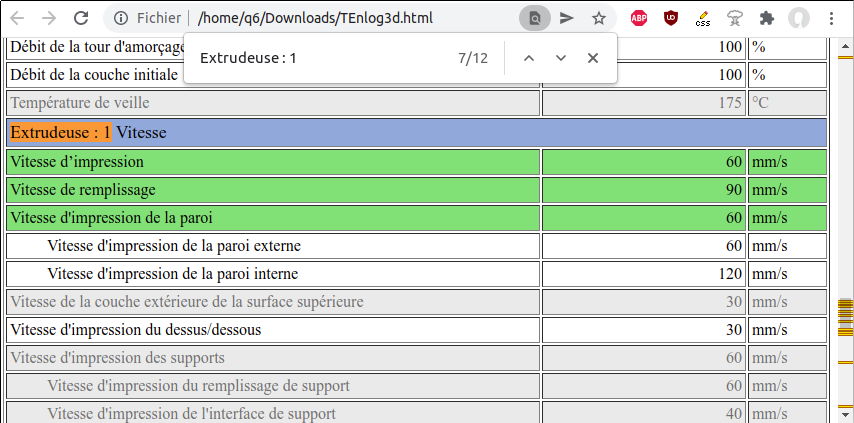
ça c'est nouveau parce que, dans l'export HTML, c'était 60mm/s... , plus ça va, moins ça va...
 1 point
1 point -
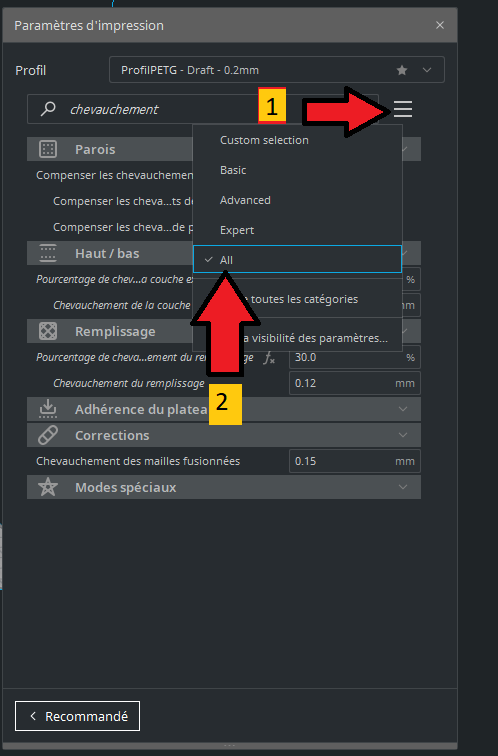
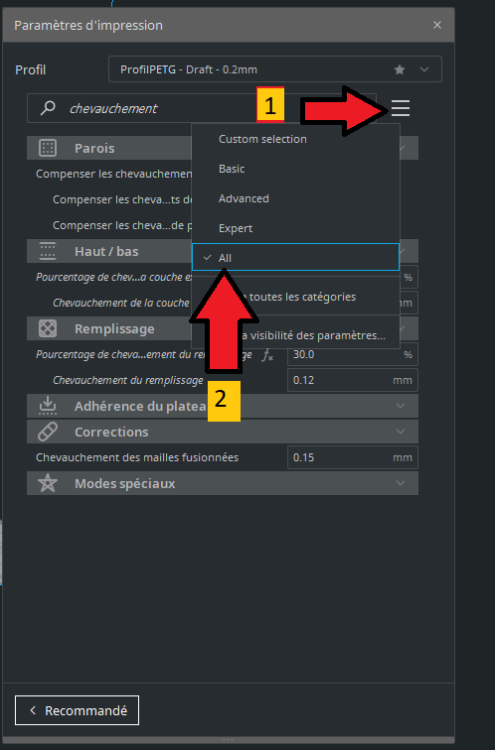
non, ceux-là: que tu ne vois pas parce que tu n'as probablement pas fait apparaitre tous les paramètres en sélectionnant "All": PS: en plus de collectionner les imprimantes, tu collectionnes les comptes... . Bon, en regardant ton historique, j'imagine que tu as une Tenlog TL-D3 Pro => une petite mise à jour de ton/tes profils ?...
 1 point
1 point -
Alors Non elle ce déroule bien car elle est sur Roulement >> Modéle Thingiverse ici << je ne retrouve pas ces paramètres dans CURA .... est-ce de ça dont tu parles : CFFFP_Corps1.gcode
 1 point
1 point -
Bonsoir tout le monde, Donc, pour ceux que ça intéressent, je viens de recevoir ma Sovol SV04, et c'est une tuerie. Une fois les firmwares mis à jour, et c'est indispensable, les possibilités et qualités d'impression sont surprenantes. Surtout, après la mise à jour du firmware, ne pas oublier de resetter l'EEPROM, sinon, tout comme moi vous aurez l'impression d'avoir de gros soucis comme des moteurs qui s'emballent, des extrudeuses qui se rentrent dedans ou un nivellement impossible. Mais, une fois l'erase fait, tous les problèmes s'évanouissent. Sur le dernier firmware, il est possible d'autoniveler l'axe Z. Le nivellement du lit est très facile et est facilité par le clone BL-touch. Calibration de l'offset des buses supersimple et premières impressions presque top. De plus, même s'il met 2 jours à le faire, le SAV répond aux mails. Pour conclure, je suis très heureux d'avoir remplacé ma Tenlog par cette Sovol. Bonne soirée1 point
-
Merci pour ta remarque. Je n'y aurais pas pensé. Autant les plaques d'immatriculation, mais les clés... C'est corrigé Ou quand on a un peu trop abusé de l'apéro Pas encore testé le filament fluo @+ JC1 point
-
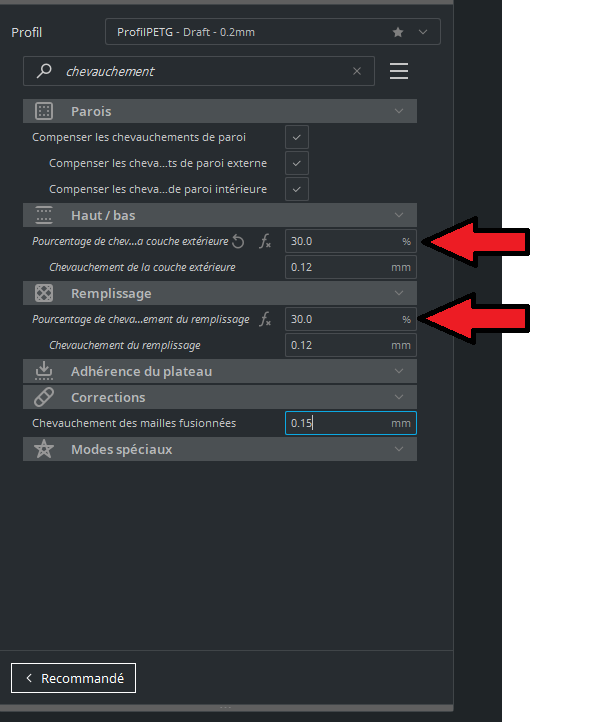
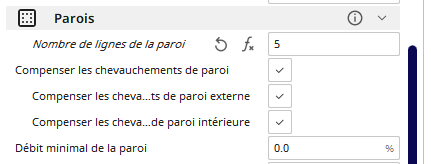
Petite remarque: les parois extérieures et le dessous sont les seules zones où l'impression est correcte et comme par hasard, tu imprimes à 30mm/s alors que pour les parois intérieures et le remplissage, tu imprimes à 60mm/s. Est-ce que tu pourrais tester une impression à 30mm/s, pour tous les paramètres (même si 60mm/s reste une vitesse d'impression raisonnable)? Si le résultat est concluant, ça permettrait d'éliminer des hypothèses de @PPAC. De plus, tes valeurs de chevauchement sont faibles: Pourcentage de chevauchement de la couche extérieure: passer à 30% Pourcentage de chevauchement du remplissage: passer à 30% Sinon,même si ça n'a rien à voir, tu peux également augmenter le "Débit minimal de la paroi" à 5% pour éviter des désagréments sur les parois fines et activer "Imprimer parois fines". Peux-tu ajouter ton fichier Gcode généré dans Cura, pour que l'on puisse voir comment sont intégrés tes "multiples" extrudeurs? PS: est-ce que tu peux préciser le modèle d'imprimante que tu as dans ton profil? sauf erreur de ma part il n'y a pas de "D200 in progress" dans la gamme Tenlog1 point
-
C'est bien pensé et pas uniquement utile à ceux qui ont des problèmes de vue. Pour la nuit, tu peux également utiliser du filament phosphorescent.1 point
-
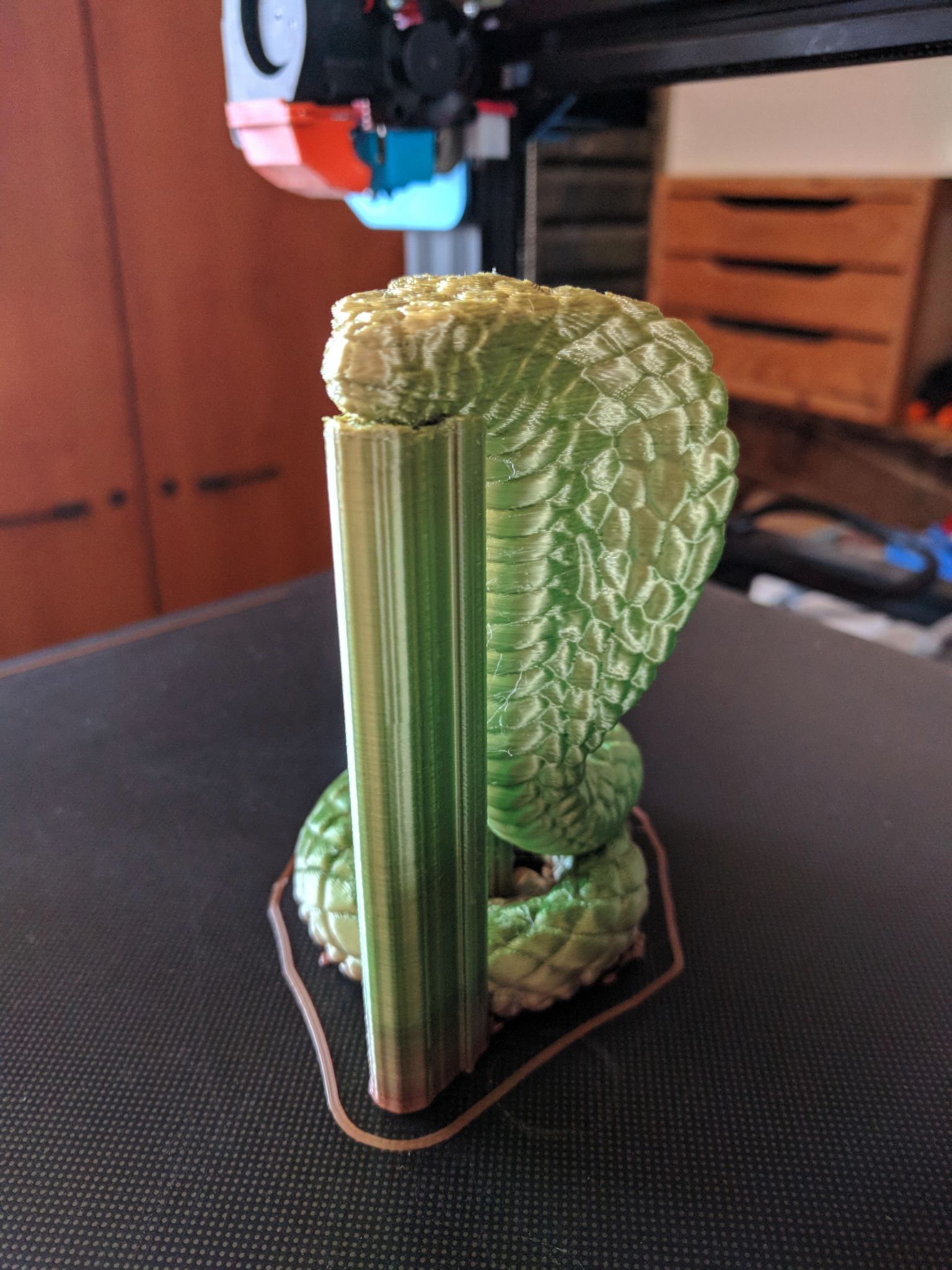
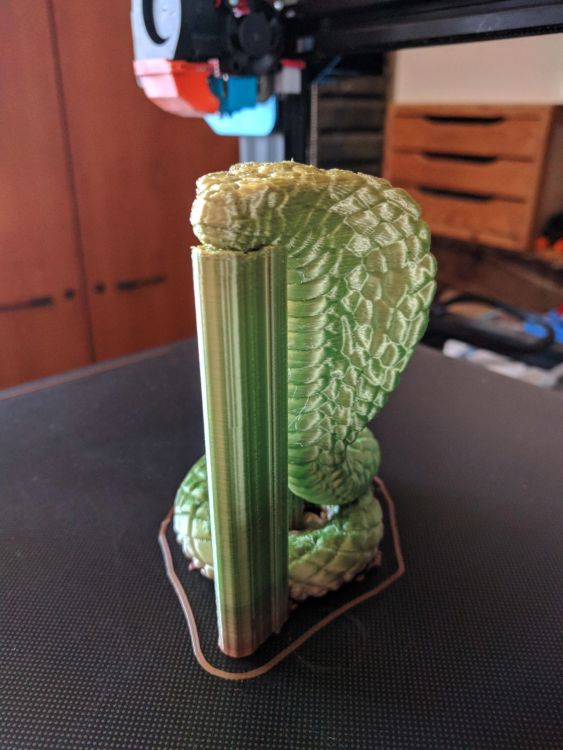
Superbe poignée de vélo Avec un extrudeur en bowden, c'est très correct. PS: le Cobra agrandi à 750% (hauteur de ≃ 105mm) a pris un peu plus de cinq (5) heures d'impression mais j'ai une buse de 0,5mm (couches de 0,2mm) sur la CR10-V2. Ça doit franchement te changer de ton ex imprimante, non ?1 point
-
Ah j'avais pas pensé à ça... Après perso j'utilise une imprimante 3D mais pas de vernis à ongle @+ JC1 point
-
@fran6p Wahoouu jolie cobra effectivement il rend bien mieux en grande version !!! ok pour le reste. La je viens de tester l'impression avec le TPU de sainsmart noir, j'ai choppé une poigner de vélo et le rendu est plutôt propre





 1 point
1 point -
... donc rien de louche a l'aperçu ... peut etre vérifier le .gcode avec Prusa Slicer GcodeViewer ( histoire d’être sûr en regardant bien chaque mode de rendu et surtout le débit volumétrique ... ) ... sinon pas de "linear advance" activé dans le firmware avec un K factor inadapté ? ( mais alors tu devrais avoir des défauts ailleurs ... ) Donc revenir a une autre version de Ultimaker Cura semble a tester ( une que tu sais ok ... ) Sinon éventuellement si tu peux faire un .stl de test avec riens que la zone où il y a le trou Carré. On pourra tester chez nous ...1 point
-
La macro que j'utilise récupère les températures définies dans Cura (via les placeholders): Dans Cura, mon Gcode de démarrage est très court: ; gcode macro Klipper START_PRINT T_BED={material_bed_temperature_layer_0} T_EXTRUDER={material_print_temperature_layer_0} STANDBY_T_EXTRUDER={material_standby_temperature} La macro s'appelle «START_PRINT». Je lui passe en paramètre la température du lit (T_BED) avec la «valeur» (material_bed_temperature_layer_0) correspondant à celle choisie dans Cura, section Matériau, Température du plateau couche initiale. Idem pour la température de la buse.1 point
-
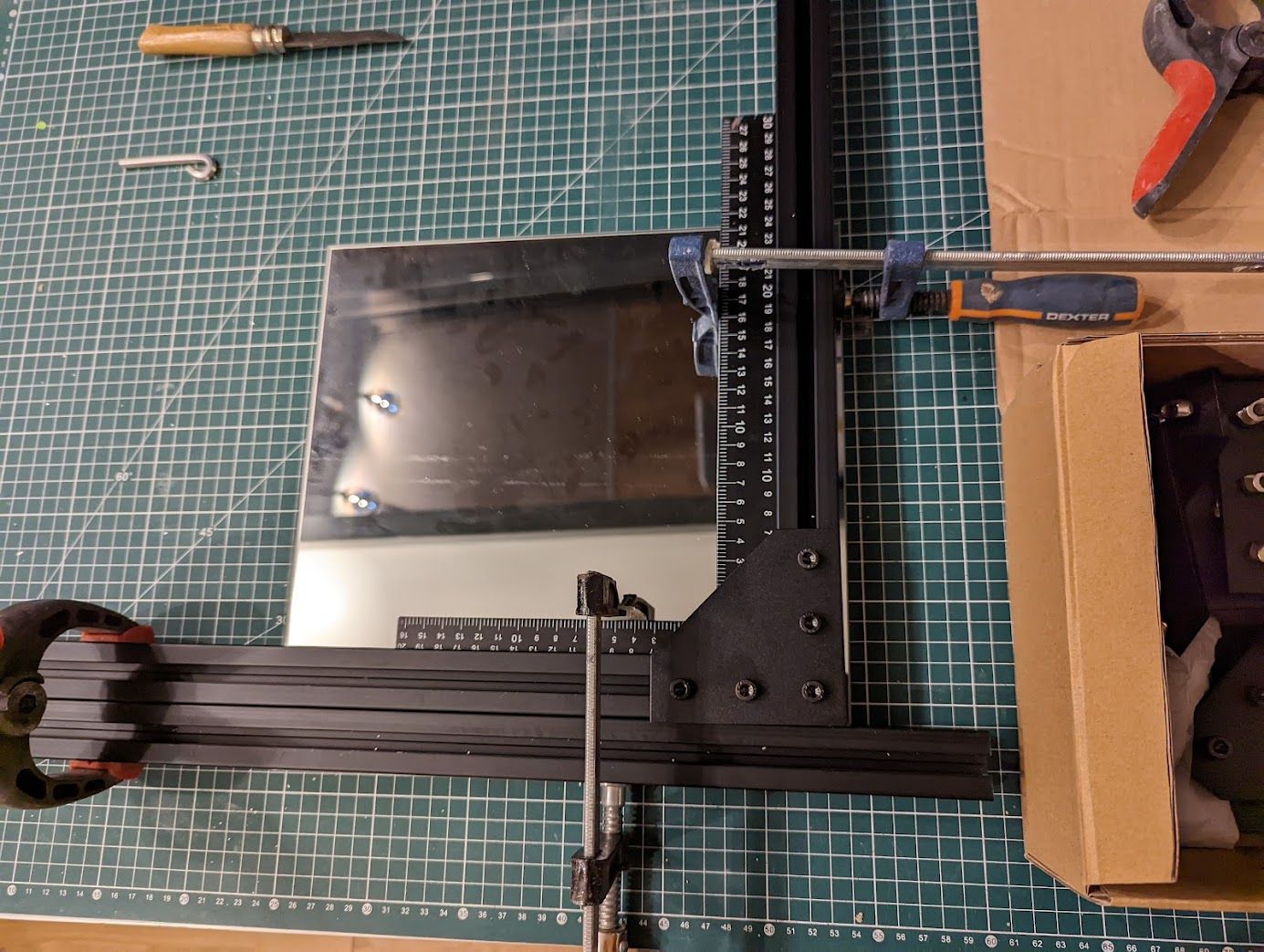
Merci pour ton retour. Ca marche maintenant ? début de mise au carré et tout pleins de vis et écrous :
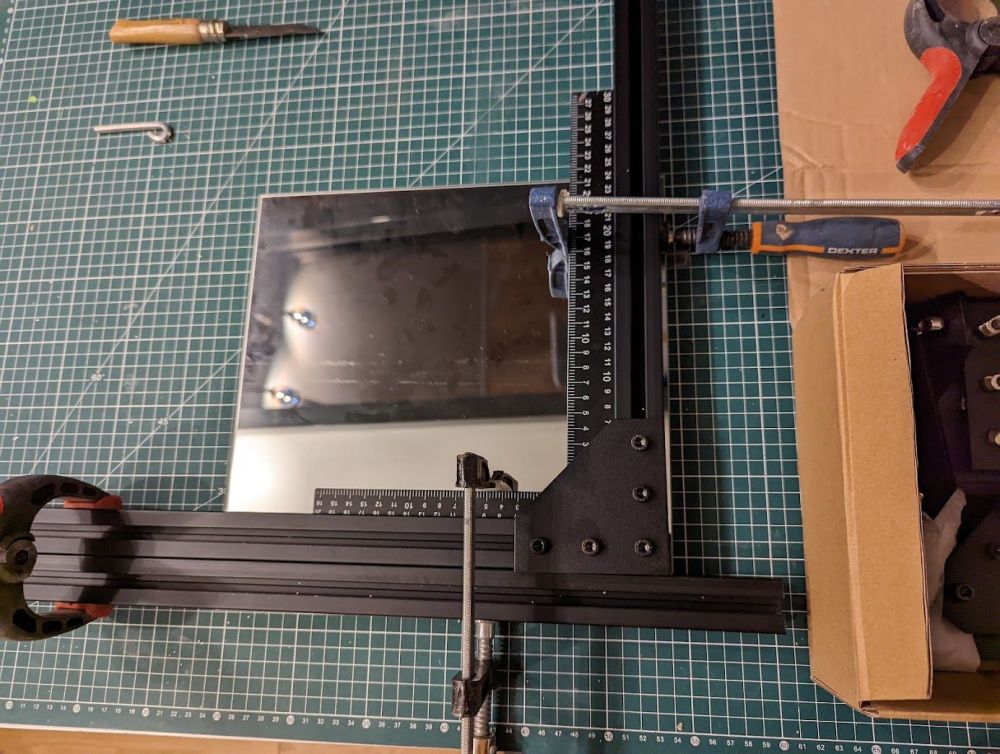
 1 point
1 point -
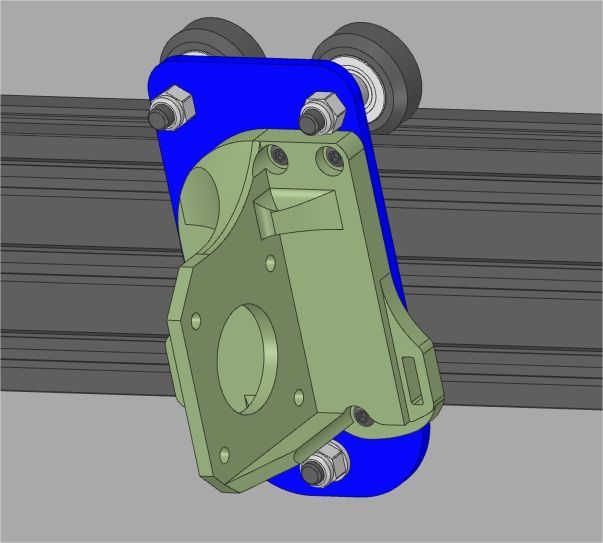
Rien trouvé pour la X2. Par contre, tu as la modélisation complète de la X1 ici: https://grabcad.com/library/artillery-sidewinder-x1-1 Je suppose que le chariot alu est le même, l'extrudeur aussi. Je ne sais pas exactement comment est fixé le palpeur, mais avec quelques mesures au pied à coulisse et cette base X1 tu devrais pouvoir faire quelque chose de propre. Le plus important est de respecter les positions de la buse et de l'axe du palpeur par rapport au chariot alu. Pour avoir conçu le montage de mon bloc d'extrusion, je peux témoigner du fait que c'est très chronophage et que plusieurs itérations peuvent être nécessaires. Imprimé en PETG à 250°C, remplissage 70% et ça fait le taf. N'hésite pas si tu as besoin de conseils au fur et à mesure de ta conception
 1 point
1 point -
Oui, on peut (à concurrence de la capacité totale de la carte). Cependant en mettre plein sur la carte, si tu n'imprimes que via la carte, ne va pas te rendre la tâche facile quand tu devras en choisir un.1 point
-
J'ai imprimé le Cobra celui en noir à 500% sur la Ender3 S1 et celui «multicouleurs» à 750% sur la CR10-V2 (toutes deux en direct-drive), il rend super bien. Pour le noir, j'avais utilisé des supports arborescents dans Cura qui n'ont pas tenu, résultat le dessous de la tête donne l'impression d'avoir de la barbe . Pour le multicouleurs, j'ai mis des supports classiques. La carte visiblement possède l'emplacement pour un pilote (E1) qui n'est pas peuplé. C'est peut-être la raison de l'absence du second contacteur de fin de course Z. Les deux moteurs qui pilotent les vis trapézoïdales n'utilisent qu'un seul pilote (montage probable en parallèle). L'avantage de la Vyper avec chaque vis indépendante (un pilote pour chaque moteur) est de permettre le réglage de l'axe X parallèle au châssis / plateau chauffant ( gantry alignment (Marlin), https://marlinfw.org/docs/configuration/configuration.html#z-steppers-auto-alignment ) comme ce qui se fait sur la Prusa i3 MK3S


 1 point
1 point -
Théoriquement en FAT 32 4096, on doit pouvoir (pas windows) monter à 1 To, mais limite de fichier à 4Go, pour la FDM pas vraiment génant. Il me semble que j'ai du en faire avec dans le passé quand les gros HDD étaient putôt vers 256 Go (oups!), mais je ne sais plus la taille des clusters pris.1 point
-
Bonjour @cameleon J'ai déjà le problème sous windows (10) avec des cartes q formatées en NTFS (je crois). j'ai résolu le problème en passant par Sd formatter ou avec un linux UBUNTU ( en live ou en dual boot sur mon deuxième HDD). Bon si tu prends ds µSD type 16 Go neuve de marque solide (kingston, sandisk, samsung,...)et que tu la reformates vite tu ne devrais pas avoir de soucis. Pour les g-code je prends le même type de carte, même format. je pense qu'il y a pas mal d'écriture dessus entre autres (ou pas ) pour la reprise en cas de coupure de courant. D'où l'intérêt de cartes fiables pour la durée de vie (sur les SD comme pour les clefs USB, l'écriture est cyclique). Les verres Carborandum ressemble pour moi à l'ultrabase (à confirmer) plaque de verre type pyrex recouverte d'une couche de SiC (carbure de silicium). Je n'ai pas eu de problème avec, en refroidissant le PLA se décolle tout seul en dessous de 30 °C. (plus long si surface importante) Pour le PETG que j'ai fait, j'ai mis une couche de colle type magigoo, pas forcement utile. sans colle sur le verre ou le carborandum, le PETG colle très bien et sur le verre même trop bien et peux devenir indecollable sans ruiner la plaque. Pour le Carbo je n'ai pas trouvé de retour d'expérience fiable (donc colle) en tout cas avec colle au refroidissement cela part tout seul. Si tu te lances dans le PETG, n'oublies pas de limiter la ventilation du refroidissement du filament (le ventilo qui souffle sur la buse) un max vers 20-30% est bien) Le carborandum avec le TPU ne pose pas de problème (mais un direct drive utile ou nécessaire) juste il faut être patient pour le retirer du bed en douceur petit à petit, autrement tu risques de déformer ton print. Au dessus de 32 Go, ne faut-il pas faire des partitions ?1 point
-
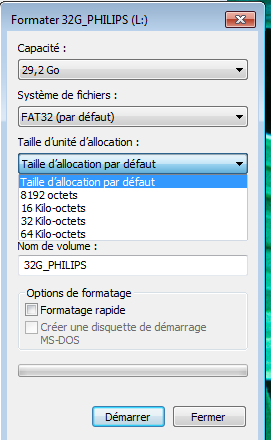
Hum surement une mise a jours de Microsoft qui a changé les traductions ... je dirais qu'il faut sélectionner "Taille d'allocation par défaut" (cela doit être en toute logique (au vu de l'ordre) 4096 octets ...) Edit : en fait, on peut formater en FAT32 des volumes de plus de 32GB mais pas avec les outils de Microsoft ... cf : https://fr.wikipedia.org/wiki/FAT32#Limitations_de_FAT32
 1 point
1 point -
En Belgique seulement pas sûr ?1 point
-
Voir ce que j'ai fait pour l'alimentation, mais vérifier que c'est compatible avec votre alimentation car différente alimentation sont fournies sur les modèles de Tenlog. Egalement voir le sujet de @hcl28 et du coup de moi-même y ayant fortement contribué, mais là aussi il existe visiblement des différence entre les différentes versions de Tenlog Ca se passe ici : https://www.lesimprimantes3d.fr/forum/152-tutoriels-et-améliorations/1 point
-
Kalamiit, Desolé j' Pas mon jour, j'ai du changer de clavier et je galère avec la disposition des touches...Pardon pour la photo je n'ai pas pensé a ça, il est dans le sens de l'impression l'erreur étant sur les premières couches. PPAC, je vais refaire un calibrage de l'extrudeur, régler au mieux mon plateau mais je n'avais jamais eu ce type de problème avant...J'ai déjà contrôlé la géométrie de la machine et rien a signaler, c'est sur tout le pourtour de la pièce que le défaut est présent. Je recontrole tout ça, reimprime un cube de calibration et je vous tiens aux nouvelles. Merci pour votre aide1 point
-
@cameleon 1- Oui, l'imprimante ne peut lire que les cartes SD de moins de 32 Go, Fat32, 4096 secteurs. 2- Dependemment à qui tu parles, chacun a ses préférences.. Je ne connais pas le Carborundum, mais je crois que c'est un tres bon choix, comme le PEI, et l'Ultrabase !!! 3- Le PETG n'est pas vraiment un remplacant à l'ABS (par contre l'ASA l'est). Mais le PETG est plus rigide que le PLA. Tu trouveras ici un comparatif entre les différents filaments Bonne journée !!1 point
-
Tu as 6 extrudeurs ?? Avec lequel tu imprimes ? Déjà il faut commencer par afficher tous les paramètres dans cura (dans le menu hamburger à côté de la recherche -> choisir "All" là tu pourras voir si la largeur de la paroi correspond à 4 x 0,4, si ce n'est pas le cas appuie sur la flèche de remise à la valeur original juste à côté. Si c'est bien une tenlog, donc avec des directdrive, les 6,5 mm de rétraction sont beaucoup trop (2.5 maxi sur un direct drive) Pour le remplissage, si tu veux que ce soit un peu solide tu peux passer à 40%1 point
-
Oui c'est ce que j'avais remarqué aussi Ca va l'occuper 5 minutes @+ JC1 point
-
Le "allo" chez nous est plutôt péjoratif, il fait référence à Nabilla ... non mais, allo quoi ???1 point
-
Allo, Effectivement je suis du Québec... J'ai une petite anecdote qui a aucun rapport avec les imprimantes. A notre 25 anniversaire de mariage, j'ai offert à ma femme un voyage à Paris (tout juste avant la pandémie) Ils ont fermés les frontières 2 semaine après note voyage. On me disait que les Parisiens étaient snob et arrogant, qu'ils nous rejetteraient du revers de la main, a cause de notre langue Québécoise. Mais à ma grande et belle surprise, c'était tout le contraire, j'ai eu beaucoup de plaisir pendant nos vacances, je n'ai rencontré personne qui de près ou de loin qui nous rejeter ou qui ont refusé de nous aider. Parce que ont s'est perdu souvent à Paris. Même qu'un chauffeur de taxi nous a aider gratuitement a nous reconduire à notre hôtel. Aujourd'hui comme souvent j'y pense, Paris me manque... cameleon1 point
-
Avec l'expérience, tu vas pouvoir te rapprocher d'une vitesse "idéale" : compromis entre qualité d'impression et durée d'impression. Par exemple, au début j'avais des soucis avec différents paramètres que je ne connaissais pas bien (le Z-offset, un poème !) et je limitais la vitesse à 40 ; maintenant, je suis à 80 en moyenne Donc (à la louche) j'ai réduit mes temps d'impression de +/- 30%1 point
-
Pour faire simple sur une X1 reste sur une vitesse d'impression qui dépasse pas 100mm/s. Si tu travail en mode Advance ou expert sous Cura comme moi tu beaucoup plus de valeur quand tu selection 60mm/s de vitesse d'impression cela va te faire a 60mm/s que le remplissage et les parois extérieur elle seront a la moitier de cette valeur par defaut soit 30mm/s, la premier couche elle sera généralement toujours entre 20mm/s et 30mm/s. Pour beaucoup d'impression en PLA tu peux utiliser une hauteur de couche en 0.2mm avec couches adaptatives (cela reduit ou augment la hauteur de couche suivant la forme de la pièce pour pas optimiser la qualité et le gain de temps) et dans ce cas tu peux imprimer facilement a 80mm/s voir a 100mm/s (je te donne mas mes valuer ma machin est trop modifié cela ne serait pas valable). Impression 80mm/s : - Remplissage a 80mm/s - Parois externe et interne a 60mm/s - Première couche a 25mm/s impression 100mm/s : - Remplissage a 100mm/s - Parois externe 60mm/s et interne a 80mm/s - Première couche a 25mm/s mais tu verra que en dehors de gros print le gain de temps sera pas fous la raison est simplement lié au accélération et déplacement qui ont beaucoup d'impacte sur le temps final1 point
-
tu devrais plutôt augmenter le nombre de parois et de couches de début et de fin et laisser la largeur des parois à 0,4, cela rendra ta pièce beaucoup plus solide (et sans trous carrés escamotables ).1 point
-
Pour l'imprimante Résine mécaniquement y a peut a gérer, faudra passer beaucoup de temps sur le Slicer pour bien comprendre comment gérer les support et l'orientation de la pièce. Regardez la Chaine PolyWorkShop y a des chose très bien expliquer pour la Résine. Pour la ender3 Max c'est moins de poste traitement, le slicing est plus simple par certain aspect, mais il y a un peu plus de mécanique, bien régle les Excentrique des V-Wheels et vérifier les tensions de courroies après montage Amusez vous bien1 point
-
Bonjour, Non, une fois le bootloader implanté la première fois, plus besoin de le faire pour les mise à jour suivantes.1 point
-
Pour l'extrudeur "8" mais pour l'extrudeur "1" ( celui qui se trouve utilisé, c'est a 120mm/s ... ( c'est pas simple de si retrouver aussi avec les 8 extrudeurs par défaut d'un profil "custom" de Ultimaker cura ... trop de bordel ... ) Edit :
 0 points
0 points