Classement




Contenu populaire
Contenu avec la plus haute réputation dans 01/06/2022 dans Messages
-
Bonjour, @mich0111 @melbrtd @Patrick76 @fran6p Voilà j'ai réalisé une boite pour intégrer le Laser format A4 ! Le but c'est d'extraire les fumées et de se protéger du rayonnement du laser. Le coffre est étanche à la lumière avec un couvercle supérieur amovible; la façade comportera un élément filtrant transparent avec deux glissières latérales, afin d'avoir accès à la façade du laser et ainsi le ventilateur du boitier de commande électronique respire l'air frais. J'ai prévu d'installer un parallélogramme réglable en hauteur afin de graver des matériaux ou objets de grandes tailles. La sole métallique sera donc commandée en hauteur par un bouton de manœuvre en façade. La grille permet de découper proprement les matériaux; ainsi les fumées sont évacuées par une turbine d'extraction placée en dessous de la sole métallique. Les fumées sont évacuées latéralement par un conduit en PVC Ø80mm tube extensible. Bien évidemment tout l'équipement électrique est sécurisé par un inter général et un fusible. J'attends la fourniture du parallélogramme pour finaliser le montage. si vous le souhaitez je peux fournir les fichiers pour la découpe du bois pour la réalisation du coffre. Les dimensions du coffre sont réduites pour gagner un maximum de place. Je pense que le concept est bon il me reste à faire des tests de découpes en CTP. J'ai le projet de mettre un plan latéral amovible pour supporter un ordinateur portable. Question je ne sais pas si Octoprint peut gérer les commandes GRBL du laser.

 2 points
2 points -
Salut Je voulais partager avec vous un article paru sur le site de Prusa sur les voitures RC imprimées en 3D. Ca peut intéresser ceux qui veulent se lancer et donner des idées peut être aux autres https://blog.prusa3d.com/fr/trucs-et-astuces-sympas-pour-les-voitures-rc-imprimees-en-3d_68368/ Bonne lecture JC2 points
-
J'ai essayé beaucoup de solution de surface magnétique pur imprimante 3D. Pour la faire courte, mes Préférés reste en 1er la plaque Energetic3D Double surface PEI lisse + PEI texturé, en 2eme le Biqu SSS (2 face Texturé, ce que @J-Philippeparle), puis en 3eme la surface Energetic3D PEI Lisse 1mm d'épaisseur (très costaud, mais faut bien la posé avoir un plaque d'acier magnétique etc). Juste ce que j'ai le moins aimé de toutes les surface que j'ai essayé c'est le Zifflex originale (le dernier Zifflex PEI texturé me semble meilleur mais pas testé), l'accroche est bonne mais trop lourd et trop fragile. J'aurais pu faire un sujet entier avec photo etc mais j'ai préférer te donner un avis rapide et simple.2 points
-
Salut, Je déplace dans un nouveau topic dédié aux 4 ans d'Eryone, j'illustre et j'ajoute les promotions Amazon allant de 27% à 45% (contre 50% sur le site officiel) ! • Dark Wood : https://amzn.to/3N9rsHU (-27%) • Light Wood : https://amzn.to/3x4zpIK (-36%) • PLA Marble : https://amzn.to/3NbH0v0 (-38%) • Glow Green : https://amzn.to/3M18uBT (-32%) • Ultra Silk : https://amzn.to/3wXBMMp (-35~37%) • Glitter PLA : https://amzn.to/3x7zqvS (-35%~45%) • PLA+ : https://amzn.to/3MaJ4Su (-30%~45%) • PLA Metal : https://amzn.to/3PTT6dH (-30%~40%) Ça fait de belles réductions, c'est le moment de faire le plein de filaments !2 points
-
Bon ça y est !!! Après plus de 4 mois ... Enfin trouvé la cause et problème solutionné !!!! C'était bien un roulement supplémentaire que j'avais laissé du dernier levier cassé. Tout refonctionne impeccable. Merci encore à tout le monde pour votre aide et patience !!

 2 points
2 points -
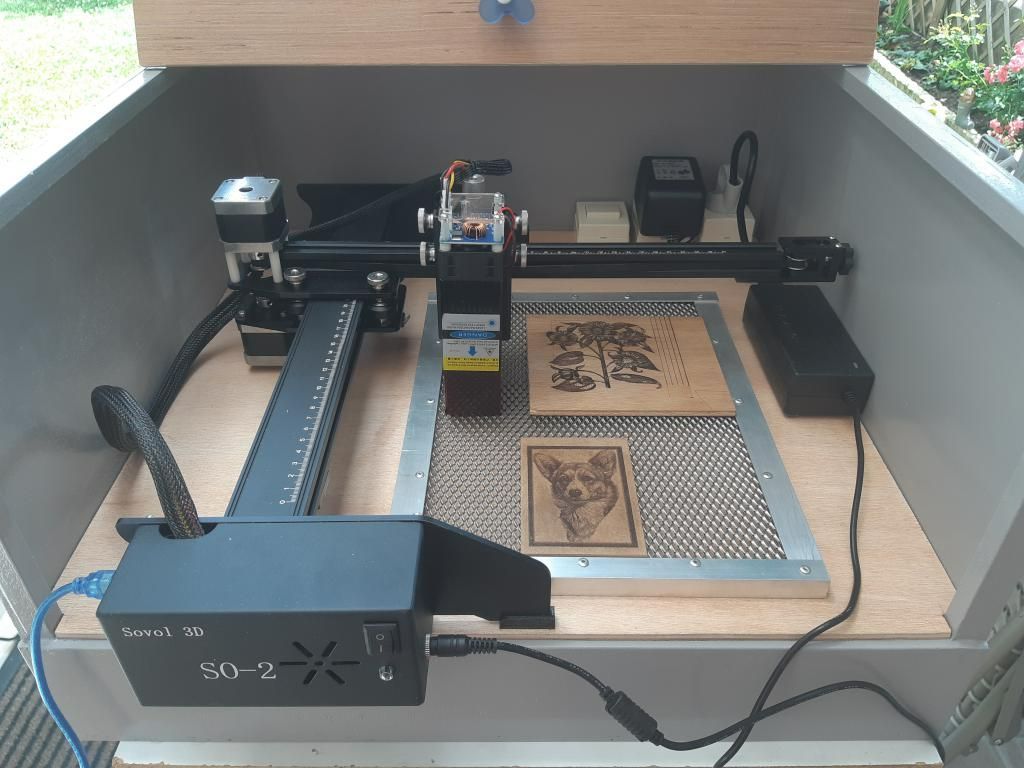
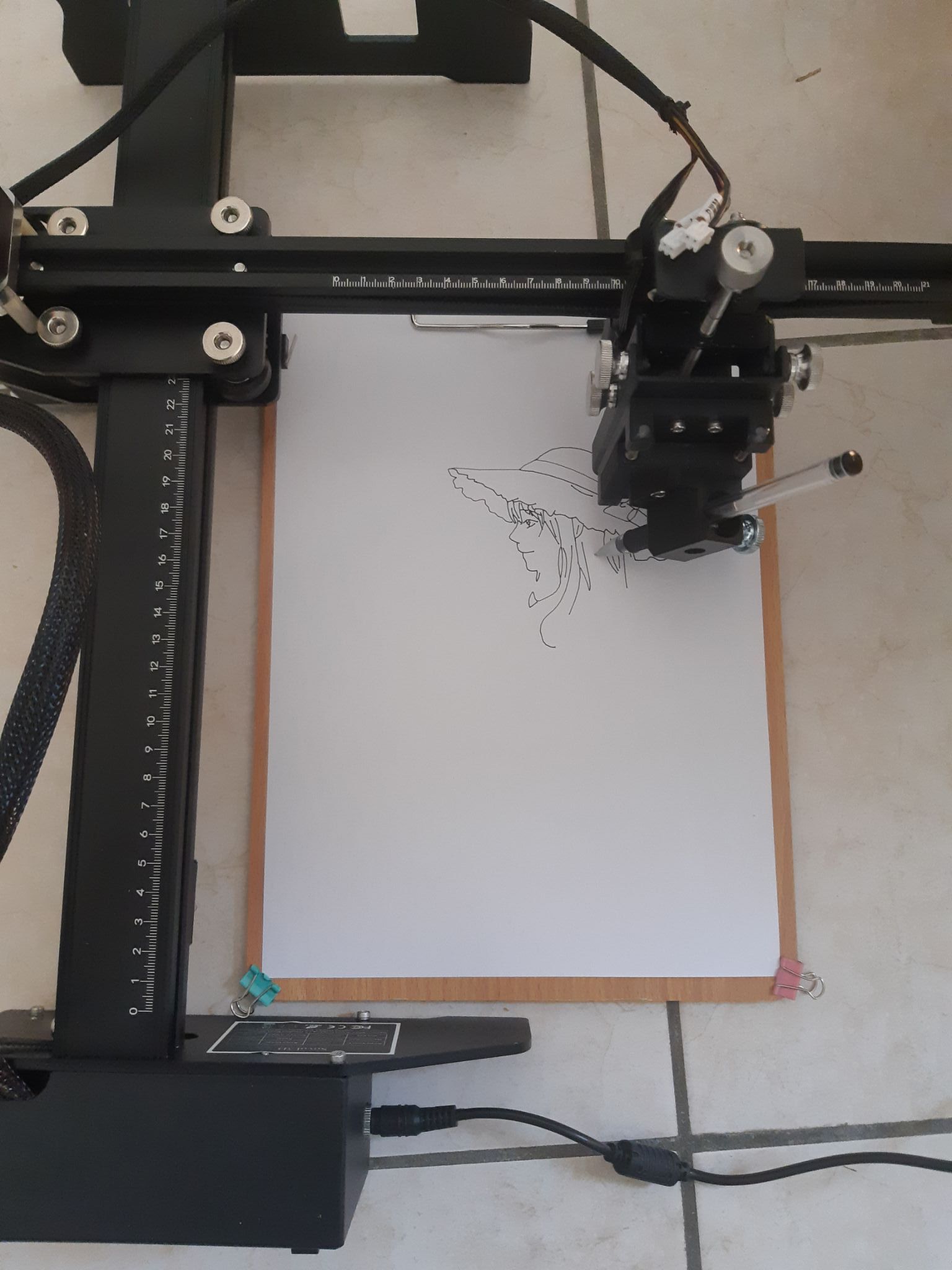
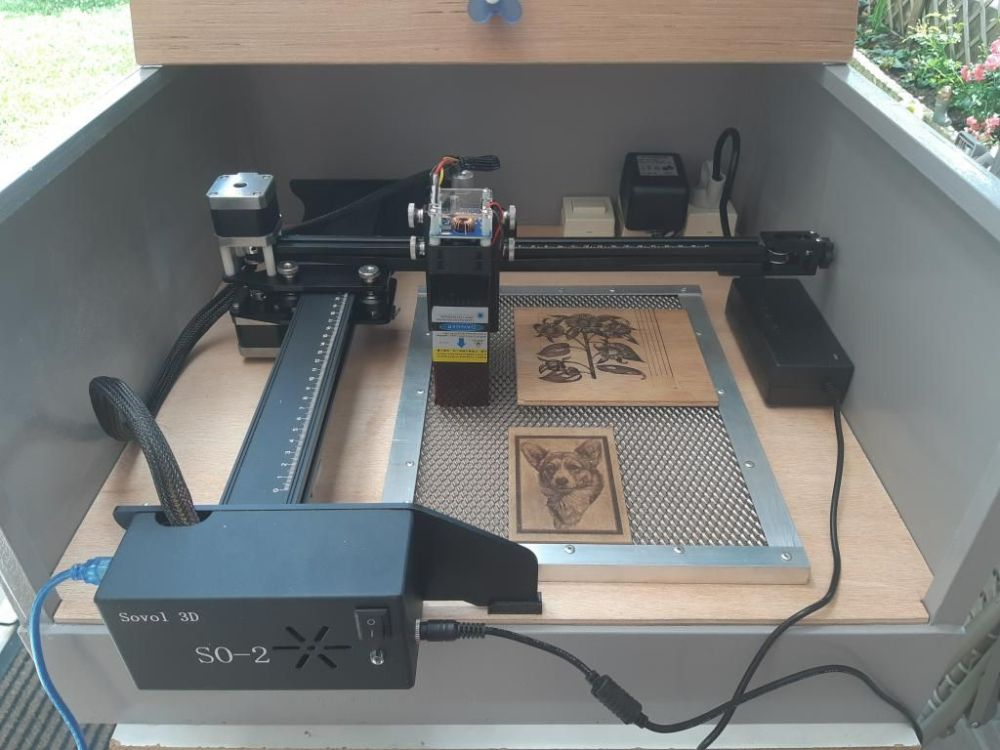
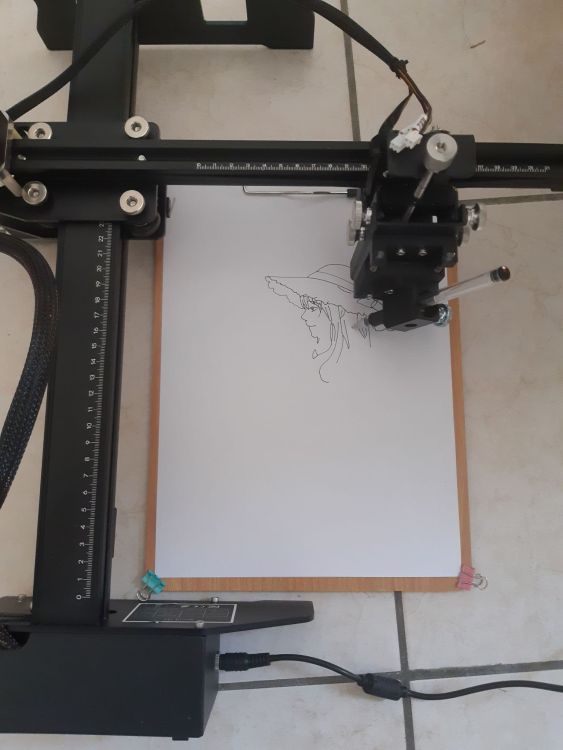
@fran6p @Julien Voici mes projets j'ai fait des essais d'un petit graveur ploter de marque SOVOL SO2 format de 210x280 mm 3 axes XYZ.Les résultats sont bons mais je suis novice dans cette activité; je dois tout apprendre sur l'utilisation des logiciels. J'apprends à utiliser LIGHTBURN qui en fonctionnalités est très performant INKSCAPE ne m'à pas convaincu pour l'outil Laser !!!Le Soft LASERGRBL fait bien son boulot de façon simple.J'ai la réalisation en cours d'une enclosure pour inclure le graveur avec une ventilation à dépression comportant une sole grillagée pour l'aspiration des fumées. (la sortie des fumées seront dissipées à l'extérieur ) Cette sole sera mobile en hauteur avec la plateforme grillagée le tout sera fixé sur une sole mobileCette option permet de graver des pièces plus hautes que l'épaisseur d'une planche en CTP!Voilà mon activité est toujours aussi intéressante. Je me forme à la gravure et découpe laser c'est un autre métier. Je suis avide de conseils afin d'éviter des erreurs; le plus difficile c'est de composer une image de gris avec de bons contrastes pour la gravure. a+

 1 point
1 point -
je ne sais pas si je peux, je poste le lien de la vidéo, si cela ne convient pas savez vous l'enlever ? https://www.youtube.com/watch?v=bcQY5JKZfjM&t=509s1 point
-
Exacte, sur cette machine il ne faut pas hésiter à monter en température. Pour exemple, avec du PLA, en imprimant à 150mm/s, je monte à 235°.1 point
-
Alors depuis cet après midi je fais partie des futurs adhérents au club des tronxistes et dans la section cubistes Corexystes... J'attends quand même d'avoir reçu la machine, de l'avoir montée et d'avoir imprimé ma première pièce avant de le mentionner sur mon profil, faut pas vendre la peau du nounours trop vite, mais ça y est la commande est passée pour une magnifique X5SA-500 Pro modèle amélioré, et cerise sur le gros gâteau, avec le kit d'extrusion directe... Pour 75 euros de plus, même s'il y a du plaisir à customiser, ça ne valait pas la peine de s'embêter, surtout que le kit est prévu pour et optimisé... je n'aurai à changer que le petit bout de PTFE pour un petit bout de Capricorne... et le surplus Bowden sera en réserve en pièces de secours... Si tout va bien, la semaine prochaine mon Alfawise sera également réparée ou en passe de l'être très prochainement... confortant ainsi ma place au sein du club des grands formats... prochain objectif... l'impression en résine, mais on va quand même patienter un poil, Crésus n'est pas de ma famille et je n'ai encore pas trouvé l’imprimante à billets de banques...hélas... En attendant, je tiens à remercier encore une fois les quelques amis hyper compétents qui m'ont grandement aidé à franchir cette étape décisive, et particulièrement @Yellow T-pot et un extérieur à ce forum (Peter Teney). pour des dinosaures de mon âge, ce bond dans la technologie est presque équivalent au premier pas du singe sur la lune... Bon, faut déjà mettre tout ça en place, de devtais la recevoir dans quelques jours-semaine, et je ne manquerai pas de vous tenir informé de mon évolution... l'homotechnologicus est en route, dégagez le passage...1 point
-
Après les maisons imprimées en 3D, voici une école imprimée en 3D ! https://www.lesimprimantes3d.fr/semaine-impression-3d-334-20220601/1 point
-
Bonjour, Ah pas la seule du coup, oui c'est le top de réparer des pièces. J'adore aussi. Mélodie1 point
-
Bonjour, Moi aussi ça fait un an aussi que je me suis lancer en tant qu'auto-entrepreneur. Comme toi je fais de la modélisation 3D et ce que j'aime c'est pouvoir réparer des objets à l'aide de l'impression 3D. Au plaisir d'échanger. Philippe1 point
-
Bonjour, j' ai essayé avec l eponge, pas moyen d enlever les petites tâches. J ai trouvé une astuce sur youtube et ça à marché directement. Mettre de l alcool sur l écran et puis gratter doucement avec cet outil, ça marche super. Bien attention à ne pas appuyer de trop pour ne pas rayer l'écran.
 1 point
1 point -
Ni l'une, ni l'autre de ces marques (ça commence par un ) Ça, ce n'est pas du «piratage» mais du dépannage (ça n'a rien de furtif, l'utilisateur à l'autre bout est normalement au courant). No problemo, un café, une bière, un jus de fruit, un verre d'eau: permettront de te désaltérer.1 point
-
Tout pareil que @MrMagounet. Le buildtak et le ziflex sont (à mon goût) insupportables et fragiles le pei energetic3d double face est tout implement parfait, le trianglelabs est pas mal aussi (mais moins bien) // MODE JEAN-PIERRE COFFE ON Tout le reste c'est de la m....e // MODE JEAN-PIERRE COFFE OFF Les autres surface sont moins agréables. (sauf les plateaux ultrabase que j'affectionne particulièrement avec le pla et le tpu)1 point
-
Salutation ! Il aurais était mieux de continuer sur le même sujet ( voir de faire un "rapport" via les "..." en haut a droite si tu voulais faire changer le titre par les admins et modérateurs.) (Edit : suppression du lien vers le sujet fusionné (merci Yo' pour la fusion de sujet ) ) Je me dit que comme tu utilise se qui ressemble a de la "Translucent Green", il faut augmenter les durées d'expositions (ou si tu a l'option le "UV Power %" il me semble a 80% mais là je ne suis pas certain de cette valeur.) Mais comme j'ai pas cette machine et que je ne connais pas les durées utilisé pour cette impression de test ... cela va pas être simple. UVTools https://github.com/sn4k3/UVtools/releases permet normalement de regarder un fichier d'impression pour y retrouver les valeur d'exposition. ( Ou il me semble la dernière version 1.9.3 de Chitubox basic pour certain format ) Sinon via l'imprimante lors de l'impression il peut y avoir un menu qui les donnes. Il faut aussi bien vérifier que le plateau se trouve Ultra Plat ( il arrive que certain se retrouve avec des plateau légèrement concave) et éventuellement en dernière recours faire un ponçage fin pour y créer des micro adhérences ( mais seulement si tu a des quoi poncer sur une bonne surface bien plate (comme un marbre))1 point
-
Pour le vernis, j'ai essayé du vernis Bois (ça ne marche pas des masses. La couche est partis assez rapidement.), puis je suis passé au vernis automobile. j'ai utilisé la gamme plant clear de anycubic pour la résine pour le vernis : Vernis pour carrosserie de voiture transparent Auto K | Surdiscount voila le résultat : de gauche à droite : 1)sortie impression, 2)après ponçage (grain max utilisé 2500), 3) ponçage + vernis voiture, 4) brut + vernis voiture
 1 point
1 point -
Promo exceptionnelle Hello PRIX CANON Sur le PLA Silk de chez Cerprise 7,95€ le kilo et port offert pour 6 minimum achetés livré d'Europe Déjà testé, j'en ai recommandé 6... attention, ça part vite, le silver est déjà indisponible ! https://eryone3d.com/collections/silk-pla/products/cerprise-silk-pla-filament-1-75mm-1kg
 1 point
1 point -
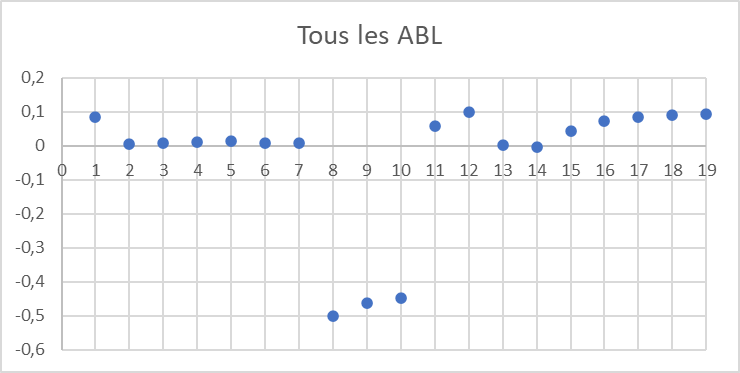
Bonjour, Merci pour ton retour et pour l'astuce Excel de mise en couleur. Je cherchais une méthode pour rendre tout ça visible. J'ai reproduit cette représentation pour les 19 ABL effectués dont j'avais conservé les valeurs. Je vois bien alors que toutes les maps que j'ai pu faire sont très similaires ... à un décalage près en hauteur. La moyenne de ces hauteurs donne qq chose comme ça : Les points 14 à 19 correspondent à ce que tu as coloré. On dirait qu'on tend vers une valeur de 0,1. Comme si la chauffe était en cours. Pourtant j'ai toujours attendu d'atteindre les 70° avant de lancer les mesures. Problème de position de la sonde de température du bed ? Il faudrait attendre 45 mn pour que le plateau ait une température uniforme ! Les points 2 à 6 sont un autre lot de mesures (plus ancien). Peut-être que je travaillais déjà depuis un moment aux réglages et que la température était alors stabilisée ? Quand j'aurais un peu de temps, je referai un lot avec plus de mesures pour voir si ça évolue aussi comme ça.
 1 point
1 point -
Bon bas si vous chercher à avoir une impression transparente, le meilleur rendu que j'ai eu obtenu est avec la méthode suivante : si l'objet est épais : un coup de vernis pour carrosserie brillant (format bombe peinture) donne le meilleur résultat. et as le bon gout de protéger l'objet des UVs. Si l'objet est fin, la résine UV puis séchage à la lampe uv donne le meilleur résultat. Dans tous les cas il est préférable de poncer la pièce avant. (ça accentue l'effet transparent) (grains utilisés : 800/1200/2000/2500).1 point
-
je n'utilise pas trop lychee , mais avec chitubox tu peux paramétrer les temps de levage avec 2 vitesses différentes . In order to shorten the printing time and ensure a higher printing success rate, CHITUBOX divides the original constant speed into two speed segments, a.k.a TSMC (Two-Stage Motion Control). When the printing platform is moving away from the printing face, it is allowed to move at a relatively faster speed. Traditionally, there are only 2 sub-stages for a single motion cycle, after TSMC was introduced, we now have 4 sub-stages for a single motion cycle: https://manual.chitubox.com/user-manual-basic/setting-up/configure-print-parameters1 point
-
@RonyOui en baissant à F18001 point
-
J'ai pas fait de sphère mais j'ai imprimée de petites figurines de gendarme mobile avec leur bouclier et pour les rendre transparent, je passe une couche de la même résine et direct au UV, ils retrouvent leur transparence perdu au rinçage.1 point
-
Ca dépend des dimensions des bobines. J'en ai où j'utilise une simple tige lisse de 8mm. Le frottement est juste ce qu'il faut. La dernière en date, j'ai monté un système un peu plus sophistiqué, notamment pour pouvoir changer facilement de bobine sans me casser la tête à sortir une longue tige dans le placard. C'est un tube de récup (me demandez pas de quoi, je ne sais plus, une tonnelle, un parasol ?), des roulements de récup (mais démontés, nettoyés et regraissés), du filament recyclé et des planches de récup. Seules les vis sont neuves. Avec ce mécanisme ça déroule trop vite à la main (surtout bobine pleine). Si on amorce la rotation d'un coup un peu sec, elle peut faire quelques tours sur l'inertie, ce qui peut être problématique. Lorsque je charge le filament, je déroule un bon mètre en freinant la bobine d'une main. Lorsque ça imprime, c'est juste parfait, ça déroule lentement sans effort, et les frottements sont suffisants pour stopper la rotation par inertie. Lorsqu'il s'agit d'en dérouler 1kg avec une petite bobine au bout d'une perceuse, ce système demande beaucoup d'attention car 8kg en rotation ça ne s'arrête pas comme ça sans frottement, même en décélérant tout doucement. Vu l'énergie potentielle accumulée lorsque la perceuse tourne à plein régime, si vous tentez de stopper net la bobine avec la main, le bras va partir avec, ou la bobine va sortir de son axe. (Surtout que dans ma config, elle est placé à 1m90 de hauteur) Un aperçu du setup complet avec d'autres dérouleurs hautement technologique (tasseau bois de récup + tige acier) que j'avais improvisé pour imprimer des visières en masse. Ils me servent encore pour des bobines de 1kg à 8kg selon leur forme. On voit aussi le déshydrateur rangé, où j'ai conçu un système de spacers modulaires économique (MDF de récup + chutes d'ABS). Là il est configuré pour rentrer une bobine de 2.3kg.

 1 point
1 point