Classement




Contenu populaire
Contenu avec la plus haute réputation dans 27/07/2022 Dans tous les contenus
-
Je pense que je tiens la bonne solution : ce sont des doigtiers pour Edward aux mains d'argent ... non ? bon je sors ->3 points
-
En fait, après de longue heures de recherches (mensonge, en un google de "spatule" ) je me dit qu'il y a peut être éventuellement (mais c'est tiré par les cheveux ) un rapport avec https://fr.wikipedia.org/wiki/Spatule_(oiseau) ?
 3 points
3 points -
je ne sais pas pour @PPAC, mais moi je n'entends rien du tout par une Spatule (un Cornet à la limite et ce coup-ci ce n'est pas une glace ) Mais par contre ça peut être pour * une raclette ? * un abaisse langue ? * une gâche ? * une maryse ? * une truelle pour aller dans les coins ? * une tulle pour aller dans les recoins ? * une pale d'hélicoptère ? * une jambe de bois pour un grenouille ? * un bouchon pour un ciseau à bois ?3 points
-
Est-ce que ça sert à "touiller"? C'est juste pour faire avancer le smiliblick.2 points
-
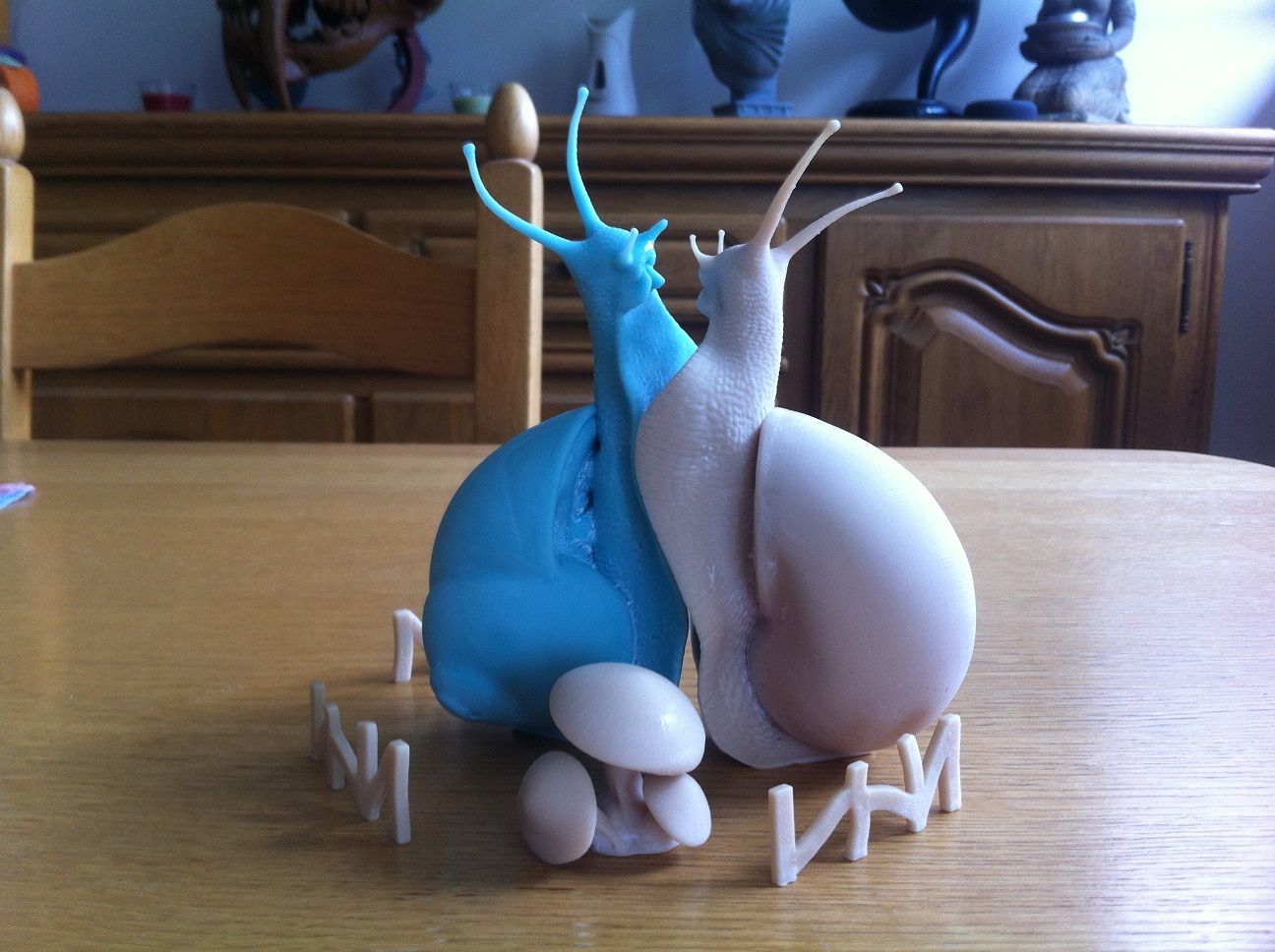
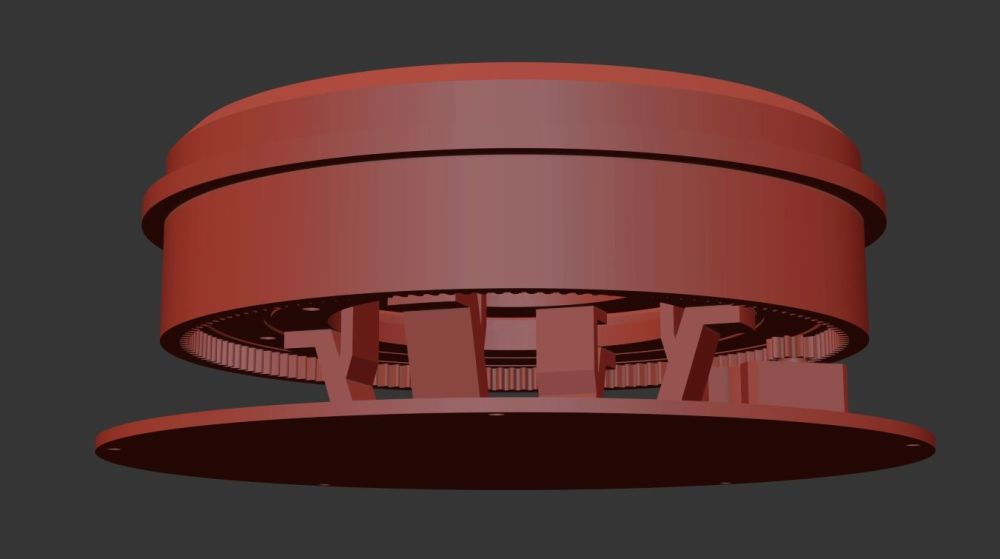
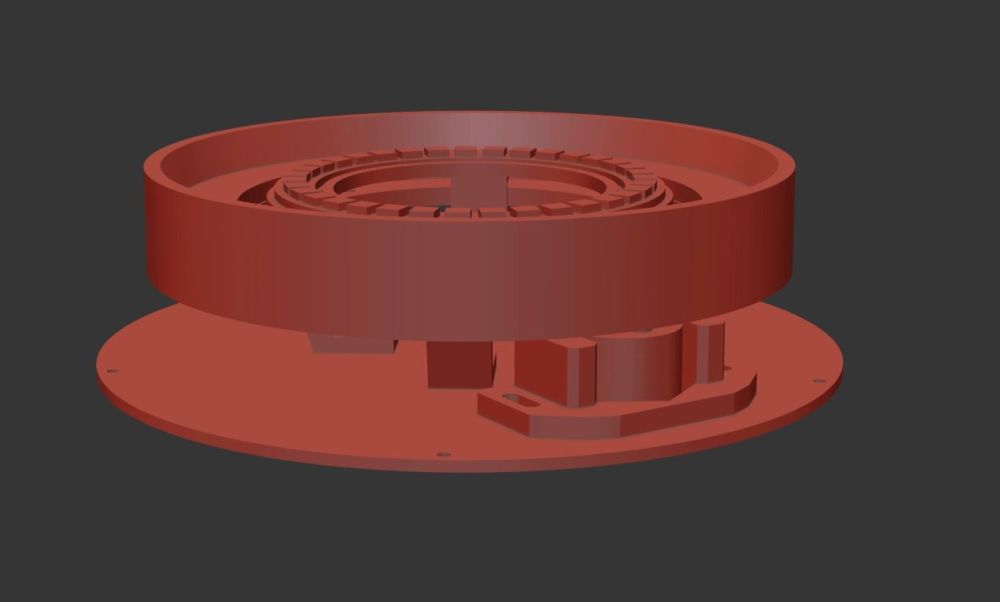
ici j ai repris un de mes anciens sculpt et tj dans la meme optique epoxy et neopixel et plateau tournant , sauf que ici je vais tout moulé et coulé les figurines

 2 points
2 points -
snap maker propose de gagner une machine sympa pour de nombreuse utilisation DIY (l'artisan V1) il faut : -s'inscrire - chercher des indices sur leurs site -reconstituer un phrase magique à partir des indices. finito ! ya plus qu'a prier perso je n'ais pas trouver la phrase (il faut un compte fdbk) pour un mots mais si quelle qu'un en à un je veux bien le tuyaux1 point
-
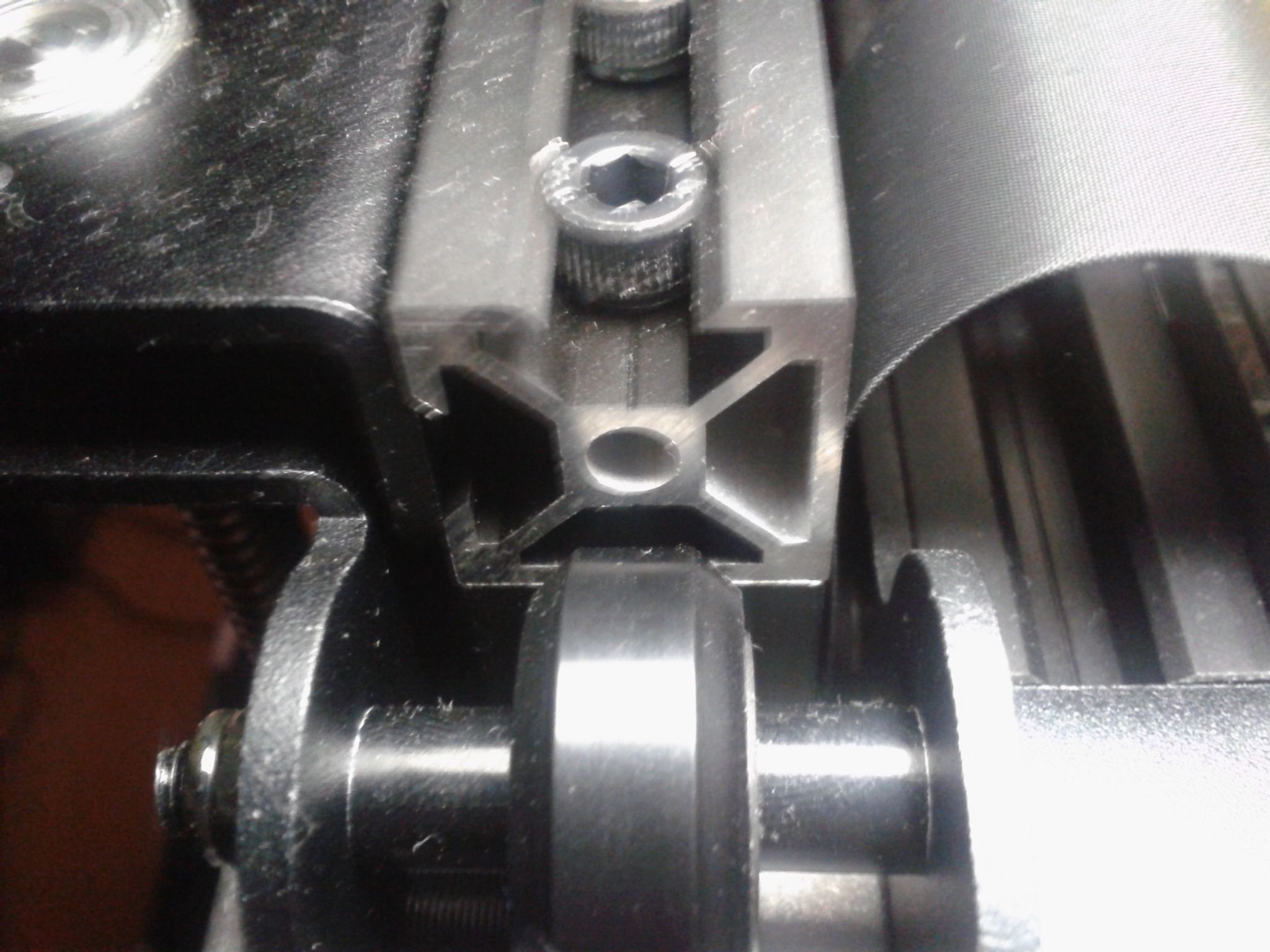
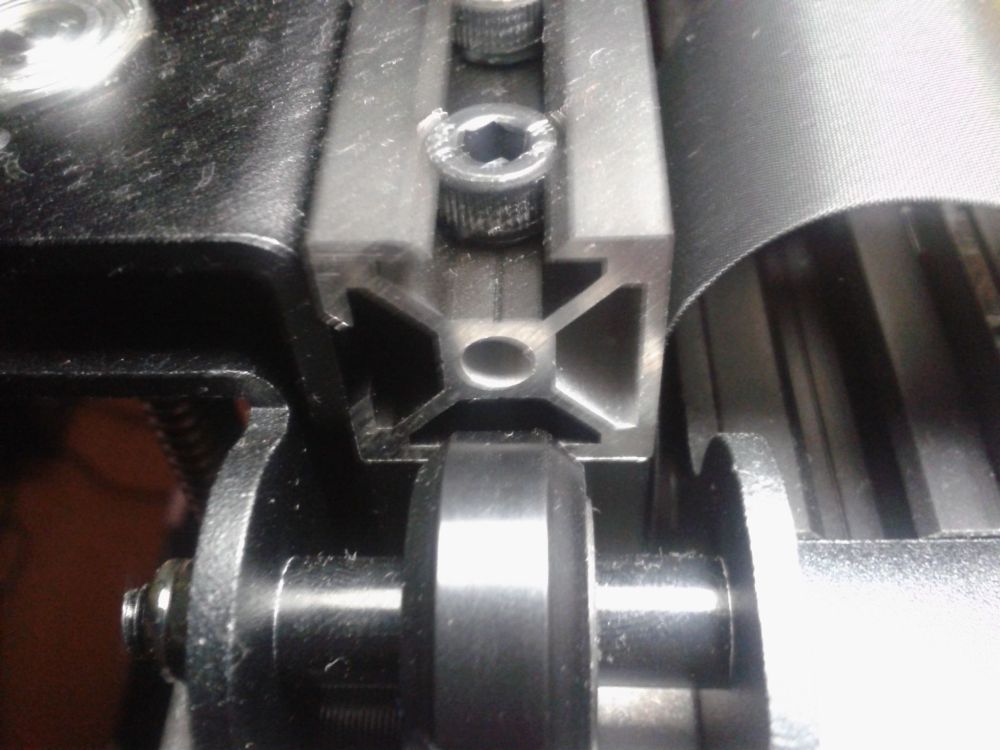
Après desserrage des 4 roues dentées et séparation du plateau du support, j'ai trouvé le souci. Les vis collées au plateau (en dessous) font un diamètre inférieur aux trous du support, ce qui entraine un petit jeu quand ils ne sont pas serrés. Il s'agit alors de bien positionner le plateau lors du serrage des roues dentées pour régler le problème. C'était tout simple. J'ai qd même vérifié si tout était d'équerre et ras de ce côté là. Donc problème résolu Nb: dans mon premier message, l'écart était de 2,5mm, et non 0,25mm comme écrit1 point
-
J'ai changé de carte SD, formaté FAT32 et utilisé Pi Imager. Et cette fois ça a fonctionné ! En effet, Raspberry Pi Foundation est le truc à trouver dans la liste ! Autre info qui m'a été utile, ne PAS cliquer sur formater à la fin du processus, comme il est automatiquement demandé, je pense que j'ai juste appuyé sur enter, comme un con ! Autre truc, seule la diode rouge était en marche au début, maintenant la verte clignote et me montre que le Pi est bel et bien en train de travailler ! Je suis en train d'upgrade là, mais jusque là, ça va ! Super, merci le tuto ! Je check la suite demain ! Plugins, webcam, et comment accéder à mon panneau de config à distance !1 point
-
Salutation ! ha ? ... ne pas pouvoir modifier le g-code de fin sous Ultimaker Cura ? ... vraiment ? Normalement si tu le modifie/l'édite dans le profil de l'imprimante, sous Ultimaker Cura ... cela s’impacte sur les prochain découpage ... Mais c'est vrai que la zone d'édition n'est pas très pratique. Je préfère faire un ctrl+a (tout sectionner) suivie d'un ctrl+c ( copier dans le presse papier) puis le coller dans un éditeur de texte ( en profiter pour le sauver ) , le modifier (en profiter pour enregistrer sous la version modifié ) et le re copier/coller sous cura ...1 point
-
Je continue les essais. - J'ai fait une mise à jour de l'OS (22.02) via un apt update et upgrade --> au reboot LED rouge , donc je pense que la version qui est installé suite à la MAJ fait planté la carte. - Je suis partie vers une autre piste : 1 : installation de la version (Orangepizero2_2.2.0_ubuntu_focal_server_linux4.9.170) 2 : mise à jour de cette version apt update et upgrade : RAS 3 : installation à la main d'octoprint via le site suivant : https://blog.cyril.by/fr/3d-printers/installing-octoprint-on-orange-pi-zero-2 4 : Configuration Octoprint via interface web : ok 5 : connexion de l'imprimante à la carte et connexion de celle-ci via octoprint et ça fonctionne du premier coup. Donc le problème vient très surement de la version de l'OS rasbian... Je vais essayer d'installer Octoprint à partir des scripts voir si cela fonctionne ou pas. La suite bientôt a+ Charles +1 point
-
En Direct Drive on peut pousser plus, pour du infill et périmètre intérieur tout du moins. Là où je coince en vitesse avec le TPU c'est sur les couches "courtes" et surtout avec les impressions "dans le vide"1 point
-
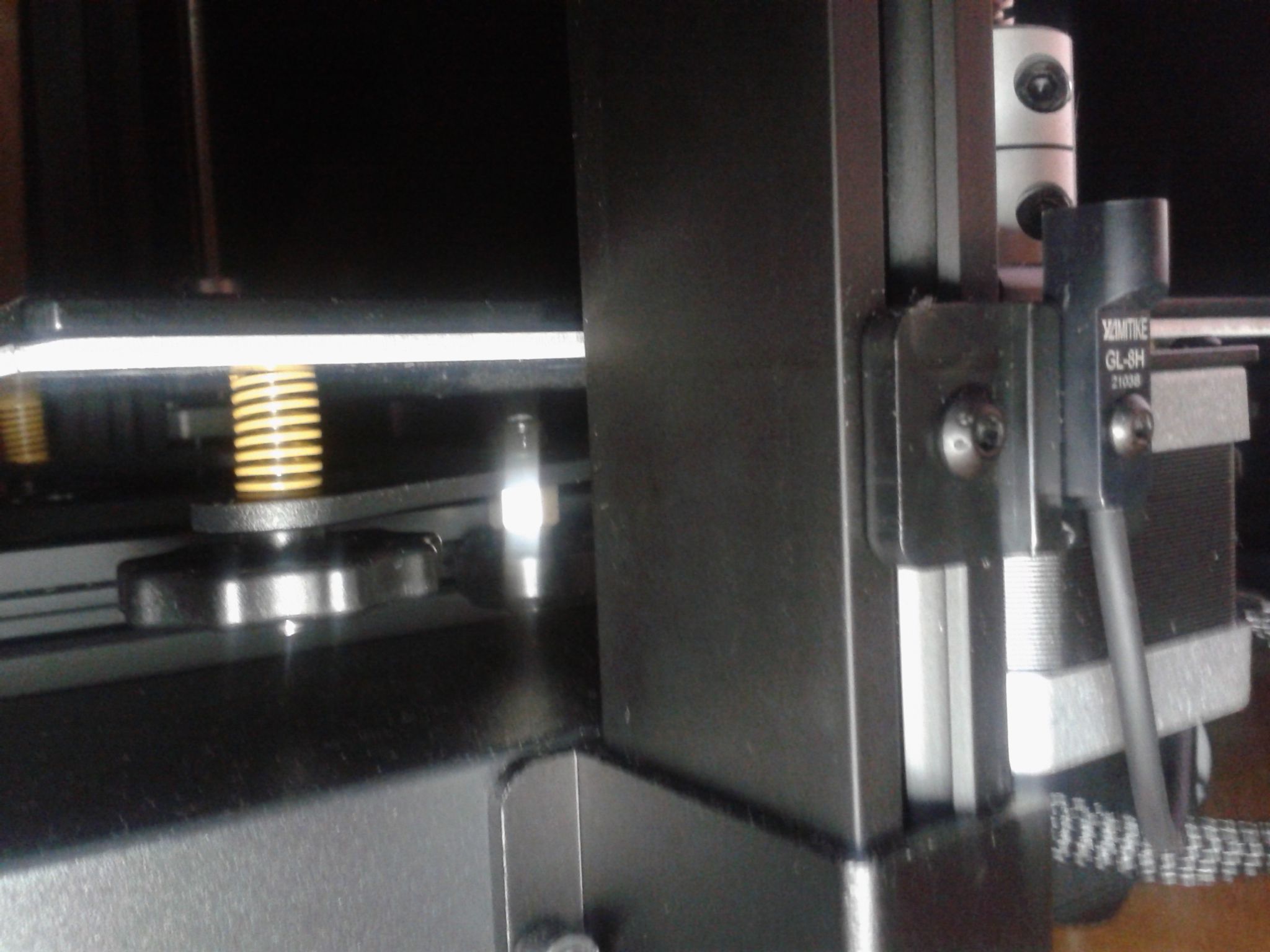
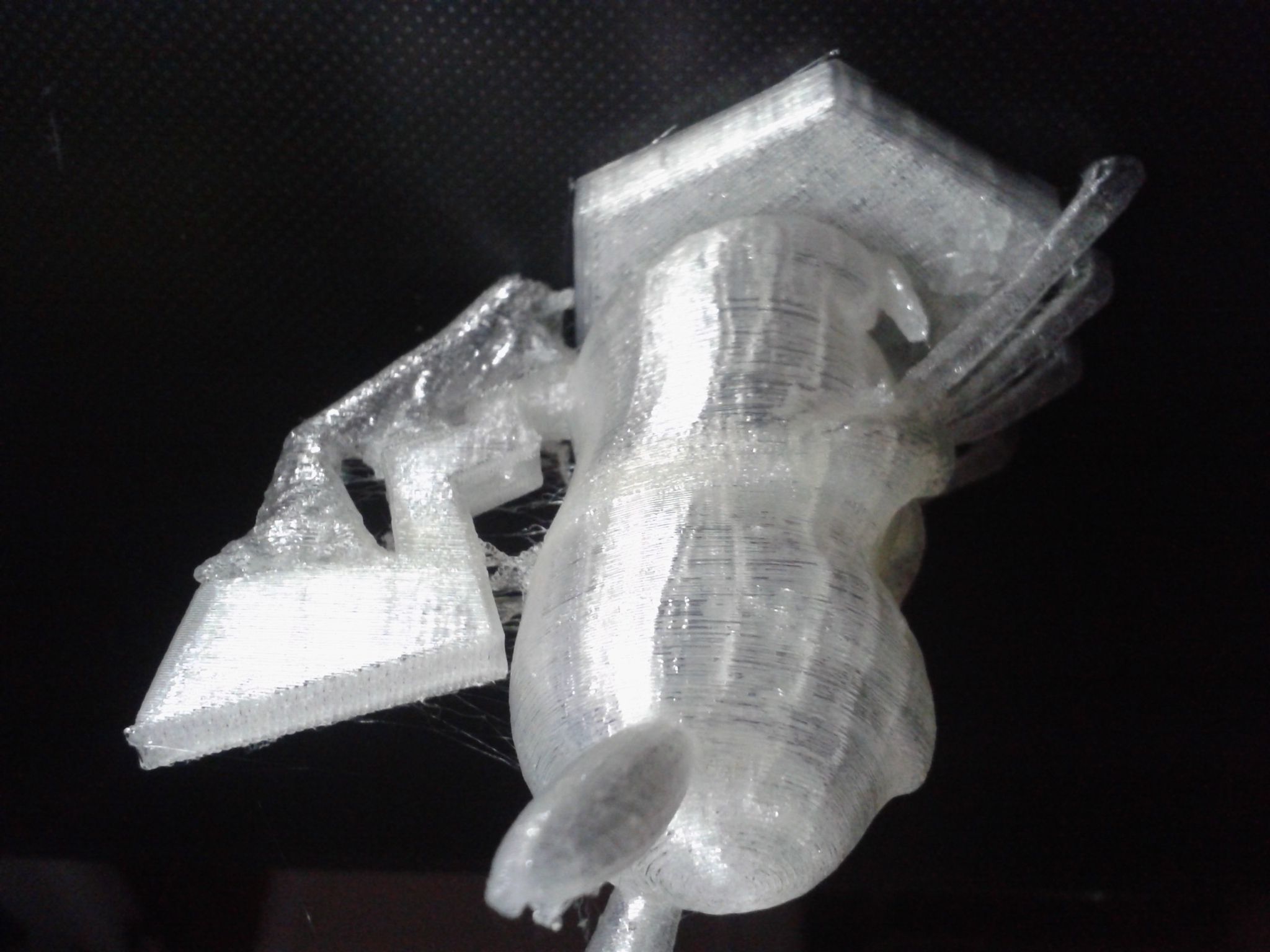
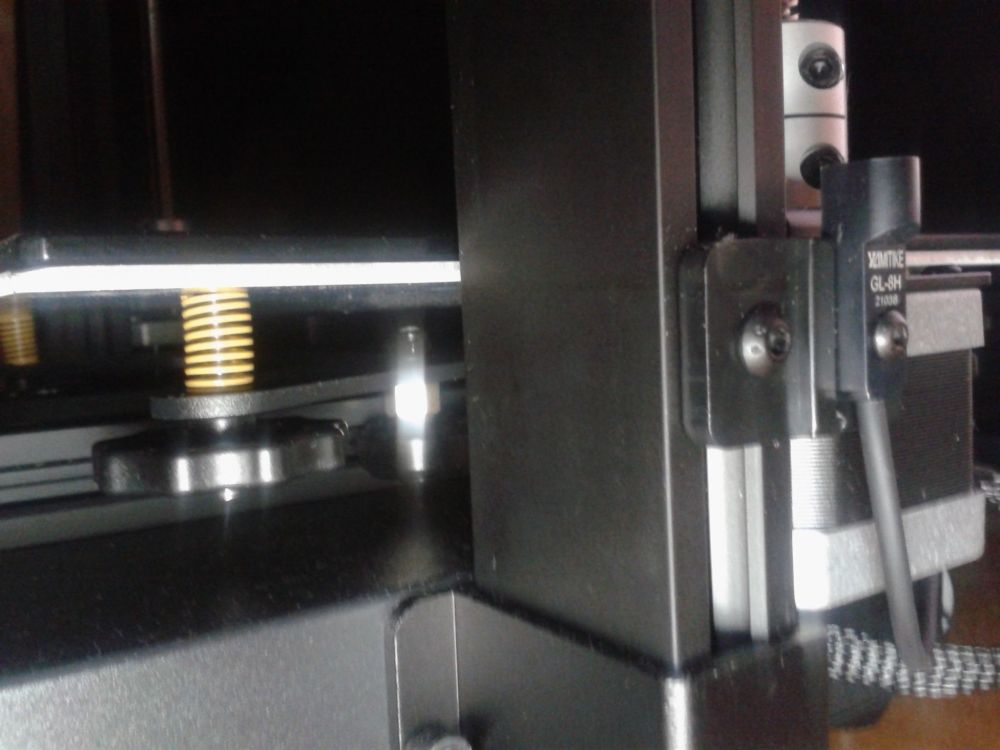
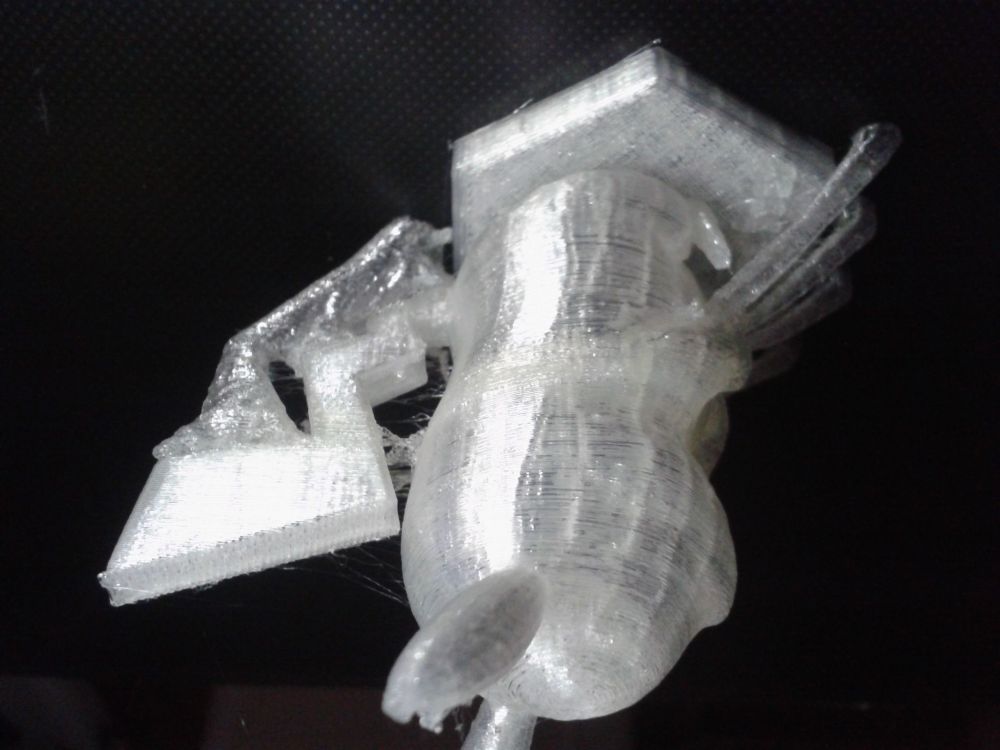
Contrainte sur le nommage des fichiers ( avec le firmware d'origine ) Sur la carte SD fourni, il y a un fichier "Gcode Naming Rules.txt" Et comme je "profite" du bug de remplissage du nom de fichier dans le dialogue d'enregistrement sous Ultimaker Cura 5.0 et 5.0.1 ( voir Save to Disk does not automatically populate a filename anymore ) je n'avais pas vérifié car je nommais mes fichiers très simplement. Mais là c'est vérifié, la version du firmware Marlin "stock" sur la machine en mode #define TFT_LVGL_UI a une très forte contrainte pour le nommage des fichiers .gcode ... ( un petit piège de plus pour les débutants ... ) Le fichier n'est pas visible a l’écran de contrôle de l'imprimante si il ne respecte pas les contraintes de nommages. Petit défaut de montage ( Z endstop trop haut et donc force/bloque en haut de l'arche si je demande d'aller en Z=250 ) Je remarque aussi, après un Home, si je demandé un déplacement en Z=250 qu'il y a forçage des moteurs avant d'arriver a Z=250 mm. (buté physique en haut de l'arche vers Z=242 si je laisse les cache en plastique et Z=247 sans les caches en plastique ) Le capteur de fin de course Z se trouve monté légèrement trop haut et donc il me faut le décaler de quelques millimètres vers le bas et abaisser le plateau via les molettes pour pouvoir profiter des 250 mm de hauteur d'impression... (ce qui semble possible ) Je n'ai pas encore pris le temps de faire cet ajustement car j'ai commandé un plateau flexible avec revêtement PEI et une base magnétique ( https://fr.aliexpress.com/item/4000137298652.html en 235x235 mm) et je corrigerais cela lors de l'installation de ce dernier. ( le plateau en verre d'origine fait 4mm d'épaisseur or la plaque flexible et la base feraient ~ 2 mm d’épaisseur cumulée, donc aider à moins avoir à compresser les ressorts du plateau pour profiter des 250 mm de hauteur du volume d'impression . ) D'autre impressions Pour compléter la lampe fantôme ... (encore du PLA) De petits défauts de sous extrusion a la reprise des rétractions ( les 2mm @ 25 mm/s pour la rétraction sont peut être encore trop ... ou mon vieux PLA Noir était un poil humide ... ) Et des essais avec du TPU 95A Translucide de ArianePlast ( mes excuses pour l'orientation a corriger ...) ( la forcement j'ai réduit a 40mm/s en vitesse d'impression ... et c'est surement encore trop pour du TPU ...) Custom Stamp with Exchangeable Text by cbaoth November 26, 2018 https://www.thingiverse.com/thing:3234634 Sitting Pikachu Pokémon by Mivia December 26, 2016 https://www.thingiverse.com/thing:1997469






 1 point
1 point -
Grand merci pour les conseils ! Je teste donc avec une densité de support de 5%. (J'ai cru voir que l'interface de support les rendait encore plus difficile à décoller...)1 point
-
tu peux réduire la densité du support et activer l'interface de support (plafond et bas) suivant l'imprimante tu peux aussi augmenter l'angle de porte à faux du support jusqu'à 60°-65° (à tester)1 point
-
Bonjour, Merci pour la réponse. Je vais enlever le plateau(restera le support sur les rails), et vérifier tout les positionnements et parallélismes. Je reviendrai ici après pour dire ce qu'il en est.1 point
-
Essaye avec "All" la section devrait y être (sur une Cura 4.11 elle y est)1 point
-
Bonjour, Cela peut se produire, également, si les courroies sont trop tendues.1 point
-
IL met arrivé d'avoir ce phénomène, lorsque j'imprimais, j'avais des zone qui avaient tendance à warper et du coup la buse accrochait dessus et le PAP sautait parfois des pas. perso j'ai réduit les vitesses et ça allait mieux après.1 point
-
une rallonge pour un esquimau (la glace, pas l'inuit ) ?1 point
-
Pour compléter les pistes déjà données par Savate et Kachidoki machine débranché du secteur vérifier si quand tu déplace a la main le plateau ( Axe Y ) si il y a ou non des zones où tu ressent une plus forte résistance pour les déplacements ? nettoyer et lubrifier ce qui peut l’être sur cette axe ? ( tiges, roulement, ... ) vérifier les roulements / déformation des galets si il y en a ? éventuellement re contrôler le serrage des vis sans tête des poulie d'entrainement de la courroie et mettre une trace de marqueur entre poulie et l'arbre moteur pour voir de suite si la poulie glisse de l'arbre moteur ? Que la courroie se trouve bien centré sur les poulies et pas usé sur une zone ? bien nettoyer ( il y a peut être un petit bout de filament sur une courroie ? )1 point
-
Ok merci beaucoup bonne journée1 point
-
salut @The guitar hero, après essai, je te conseille de tester le lissage par vapeur. au pinceau ça marche bien mais ça laisse rapidement des traces blanches sur le PETG. sous vapeur dans une boite hermétique et résistante ça devrait pouvoir le faire.1 point
-
Pour ma part j'imprime pas mal de PETG température de 230°c et ventilation a 30% maxi sur ma Artillery Genius, les résidu sont due a des substances présente dans le filament capter par la buse et bruler elle finisse par retomber sous forme de coute sur le print.1 point
-
Ca y est j'ai pu flashé mon ender 5 avec le nouveau firmware, du coup, j'ai enfin un chariot qui s'arrête correctement sur la surface de travail. merci à toi @pommeverte pour ton aide..1 point
-
0 partout c'est quand on règle le Z0 de l'imprimante, l'impression, elle, commencera à 0,20 ou 0,30 suivent les paramètres définis dans le trancheur.1 point
-
Merci, je ferais ça tout à l'heure1 point
-
Bonjour @Bigbib, Ça ressemble beaucoup à une buse bouchée : le fil ne peut plus avancer et l'extrudeur "saute". Il n'y a plus qu'à suivre la Titi's procédure : Profites en pour vérifier le débit de ton extrudeur : si tu demande 100 mm de fil, que tu ais bien 100 mm à la sortie.1 point
-
Toutafé ça (différence entre extrémité du pointeau du BLT déployé et base de la buse (propre évidemment )) :
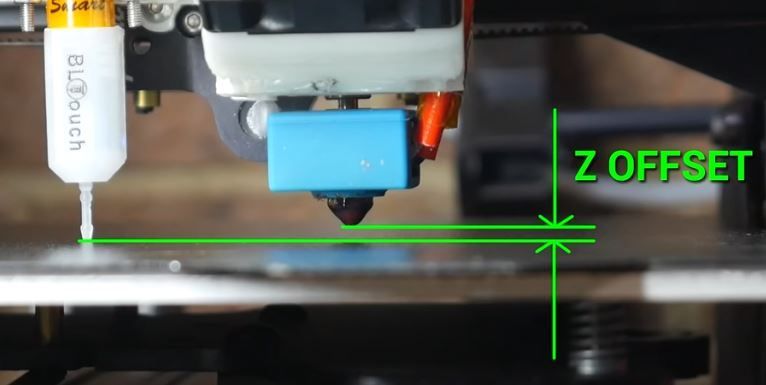 1 point
1 point -
Si c'était vraiment le cas, vu le nombre d'imprimantes que Creality produit, ça se saurait Normalement quand / si la bonne version de la carte est choisie ET que l'ABL est branché au bon endroit ET surtout que les fils de la nappe entre le BLT et la carte sont bien en correspondance ( 5V->5V, GND->GND, Signal->Signal, …) alors ça doit fonctionner (on excepte le cas d'un matériel défaillant). Si effectivement tu testes des firmwares de nom et version différents alors pas besoin de renommer le fichier .bin. On ne renomme celui-ci que si on veut re-flasher le même (au cas où on doute qu'il ait été correctement flashé).1 point
-
* n'imprimer que la cartouche (sans la balle) OK, je =>1 point
-
Je ne sais pas comment ça marche un bl-touch mais j'avais cru comprendre que le z offset c'était la différence de hauteur entre le bl-touch et la buse. Que la cale plastique livrée avec l'imprimante servait à régler le décalage z entre la buse et le bl-touch quand il touche le plateau. Moi ce que je regarde c'est que le Z indiqué par l'imprimante correspond bien à la distance plateau/buse.1 point
-
Bonjour, désolé, par avance, si je poste un sujet redondant, mais je n'ai pas trouvé de réponse à mon problème. Pourtant l'énoncé de la chose me semble simple, quand à la solution ?? Je possède une imprimante Créality Ender 3D pro, je fais mes découpe avec CURA 5.00. Je voudrai modifier le fichier G-code de fin pour limiter la sortie (en Y) du plateau à la fin de l'impression. Et il semble bien que l'on ne puisse modifier ce end-code dans CURA (situé dans les paramètres de l'imprimante sélectionnée) Quelqu'un aurait-il une solution à me proposer pour éviter d'avoir à éditer les fichiers G-code à chaque demande de travaux ?? Grand merci !!0 points