Classement




Contenu populaire
Contenu avec la plus haute réputation dans 08/08/2022 dans Messages
-
La famille Phrozen vient de rejoindre le reste de la troupe dans mon coin au frais (La Sonic Mega 8k avec son Mega cure, la Sonic Mighty 4k et le bac à ultrason de grande taille). Il va falloir que je pousse les murs pour les deux prochaines bécanes (Prusa XL), mais d'après les dernières infos j'ai du temps devant moi pour leur faire de la place. PS: j'appelle mon atelier "Mon coin au frais" et mon épouse l'appelle "Son coin aux frais", toute la différence est dans une seule lettre (comme quoi cela tient à pas grand chose).
 2 points
2 points -
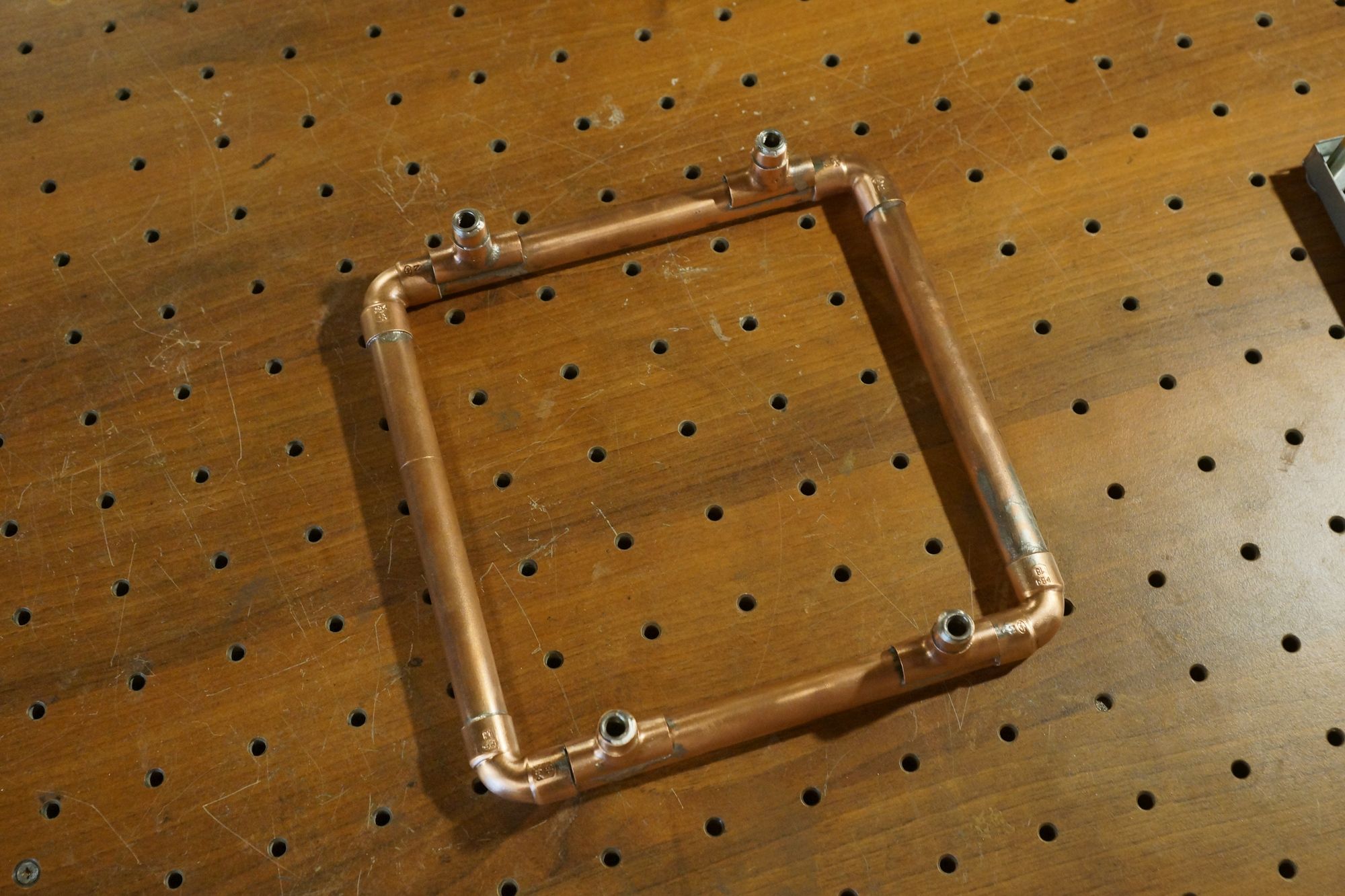
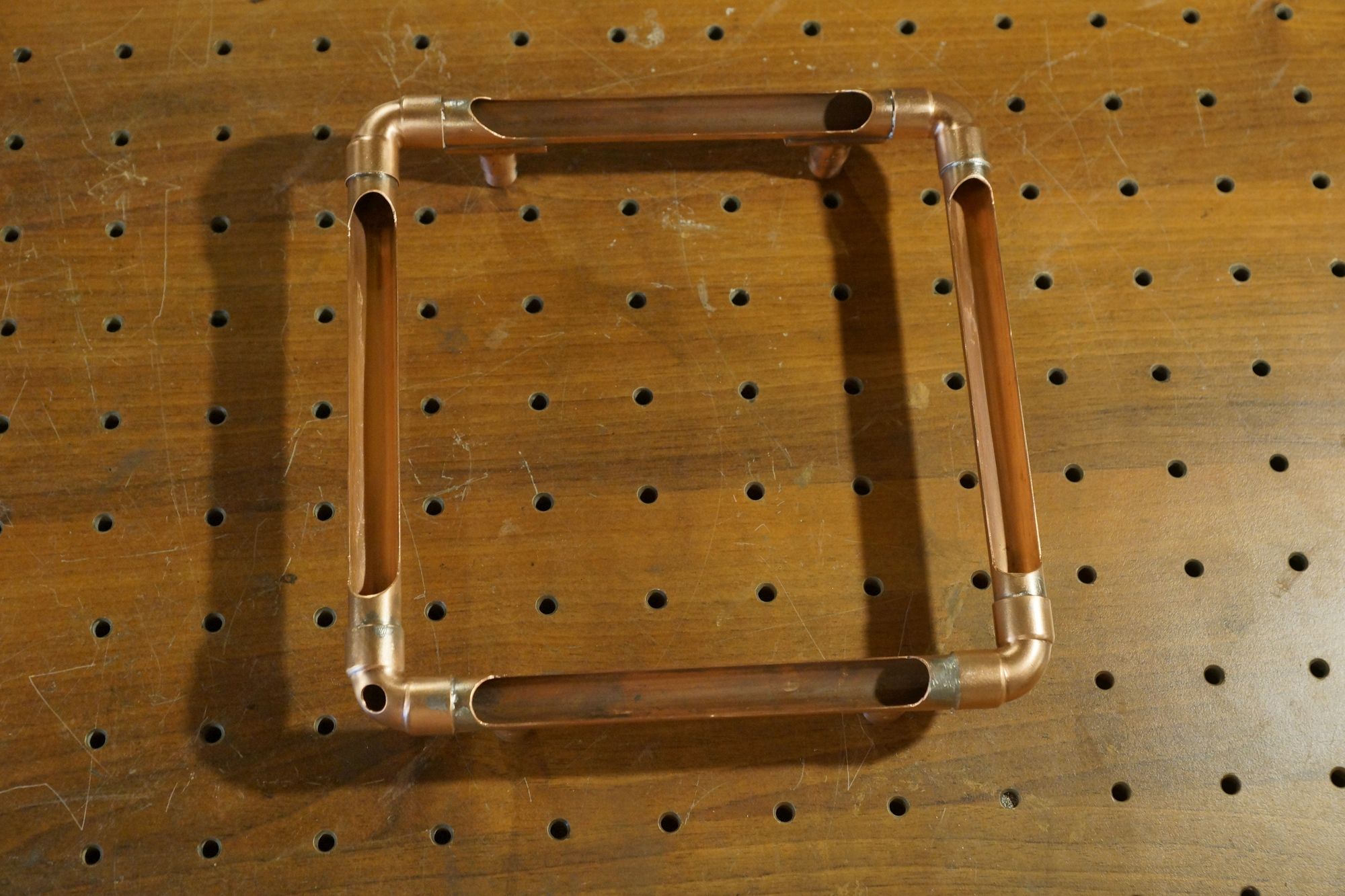
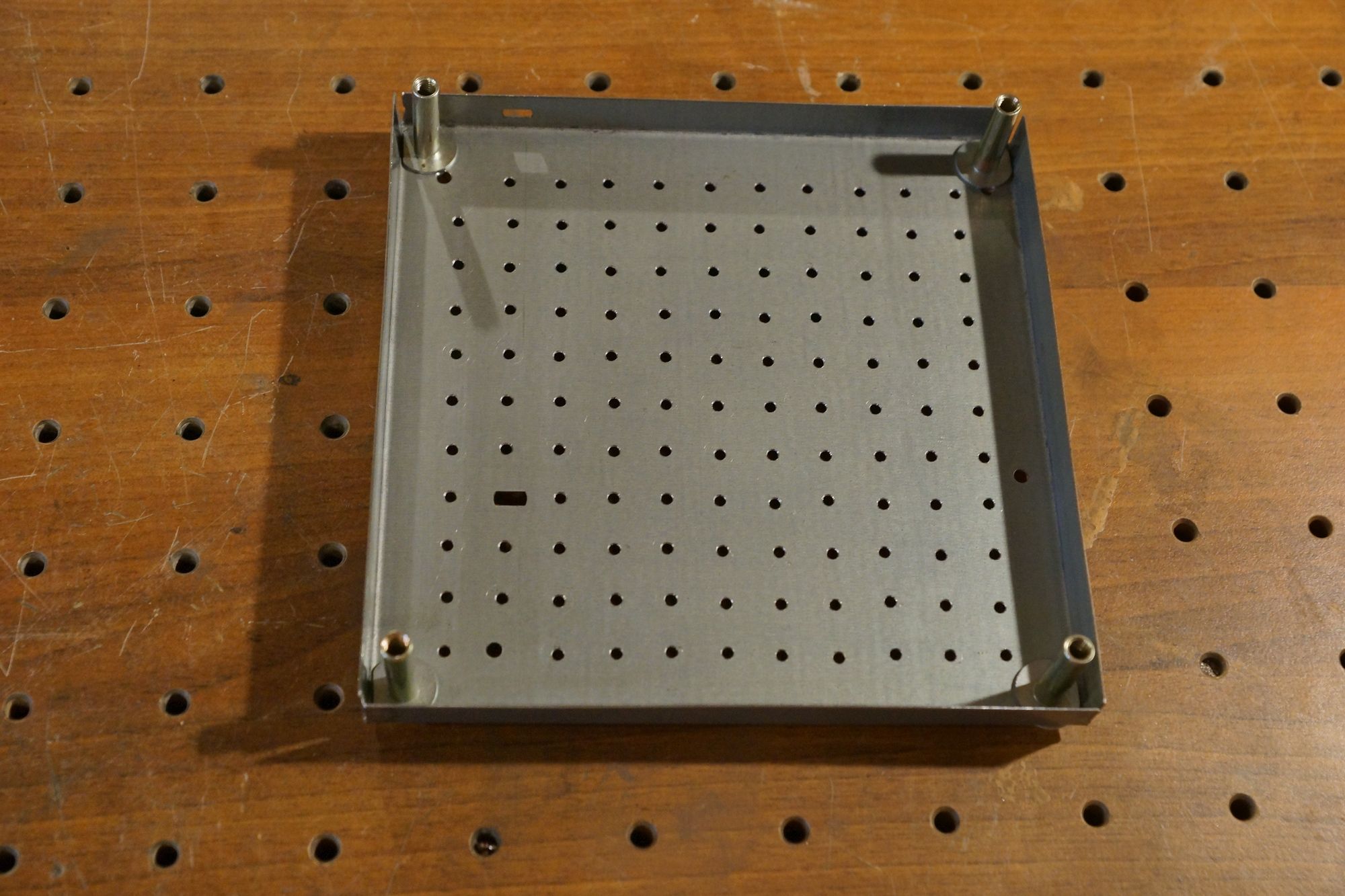
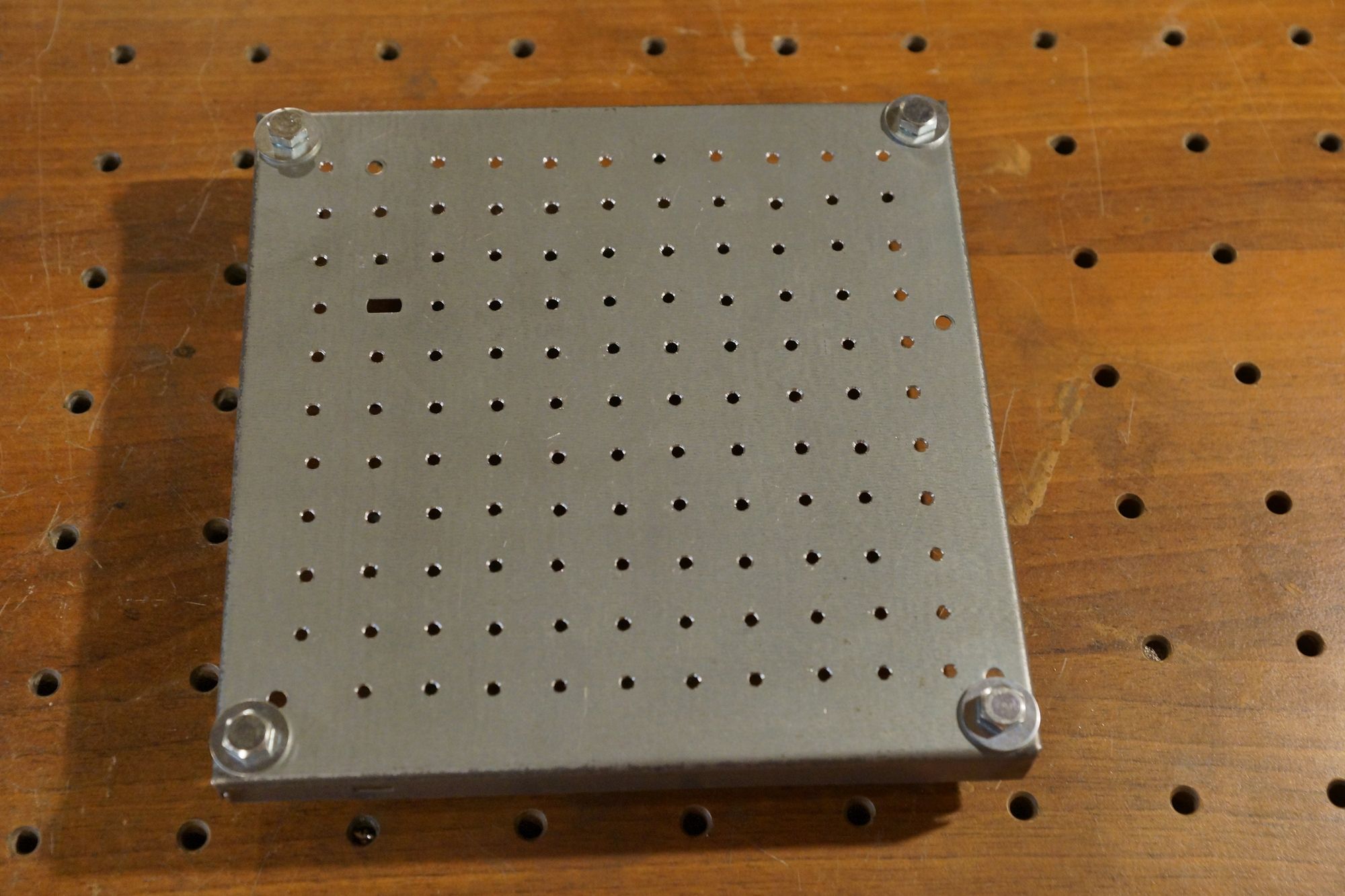
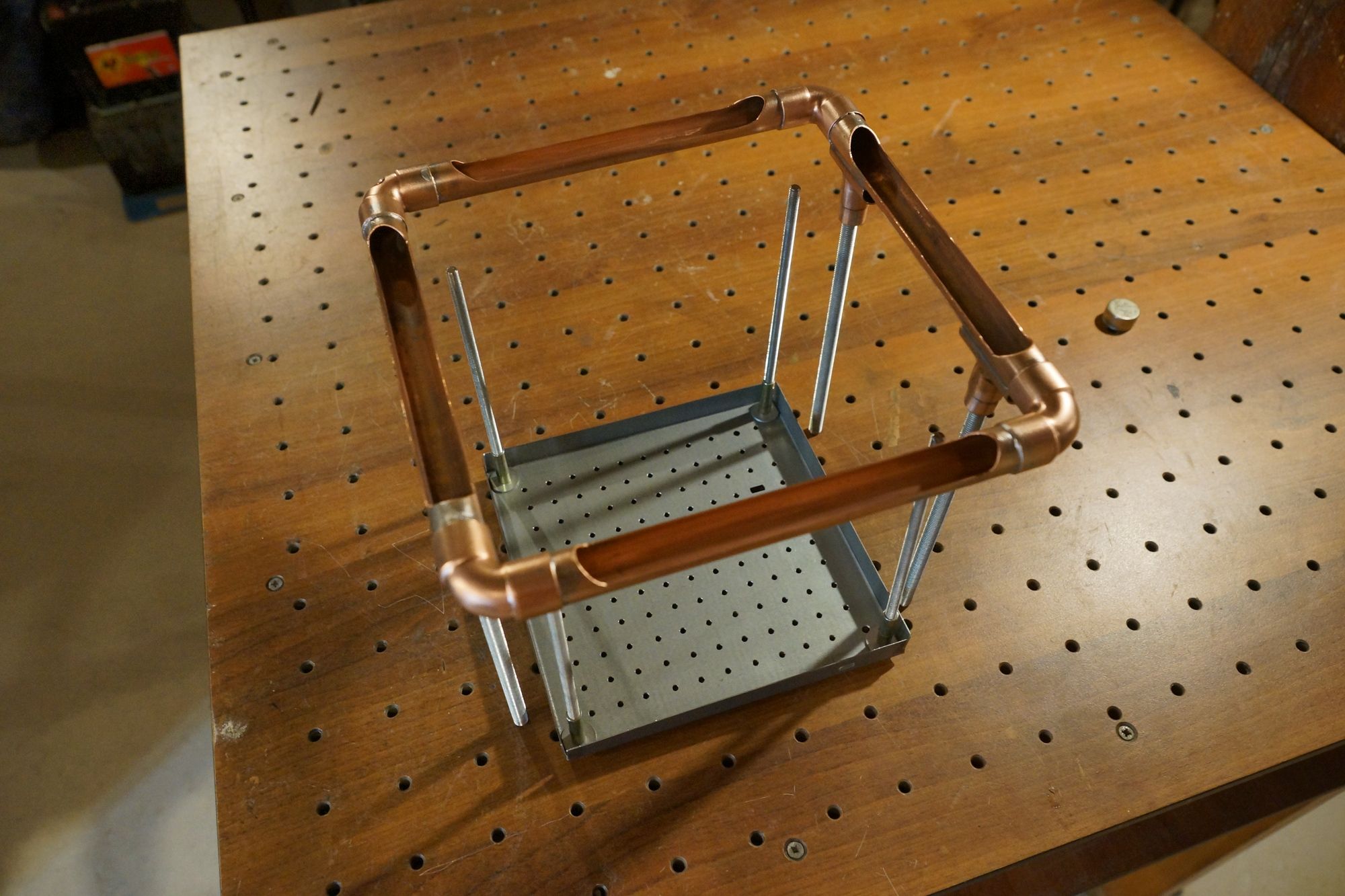
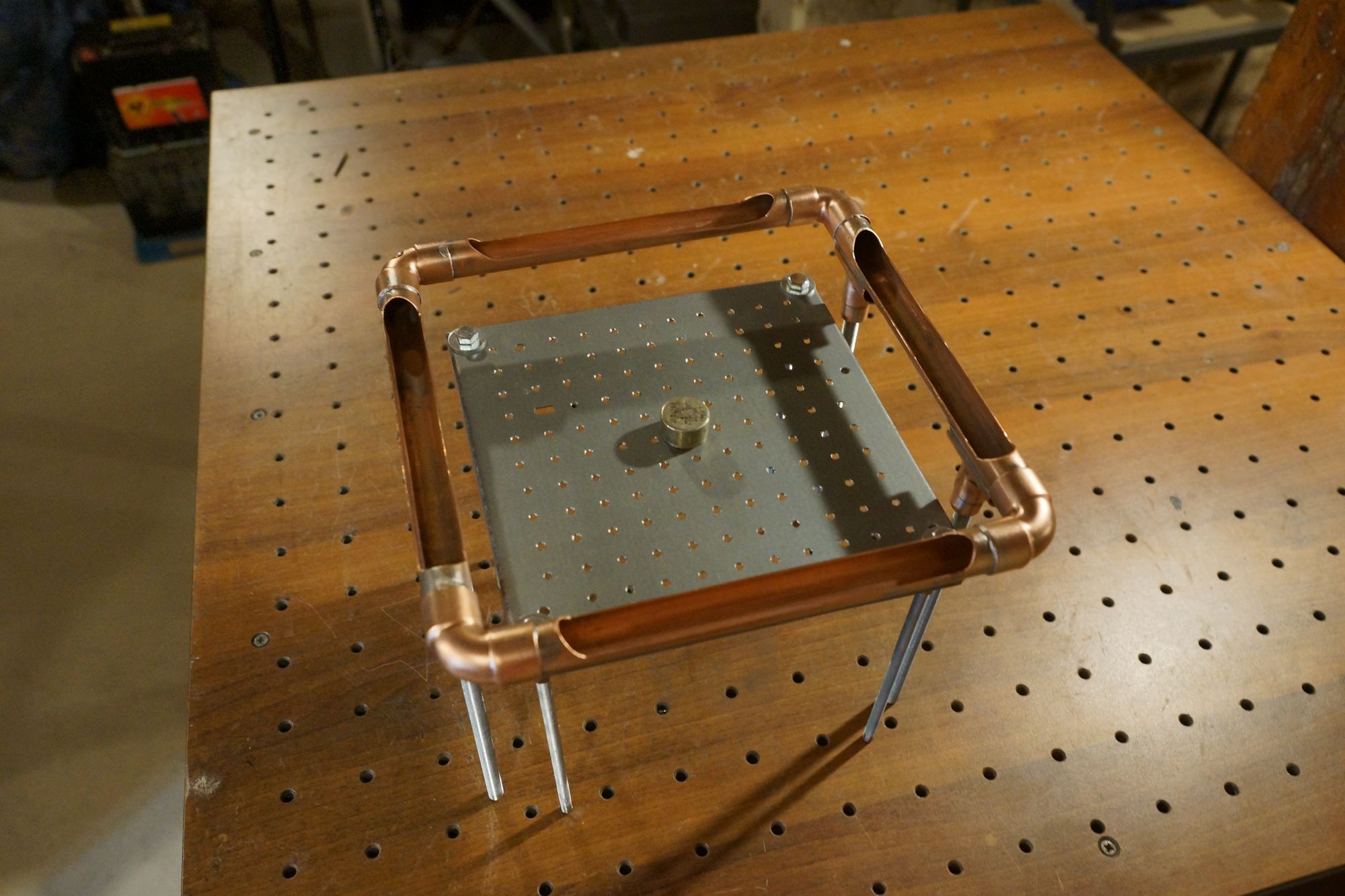
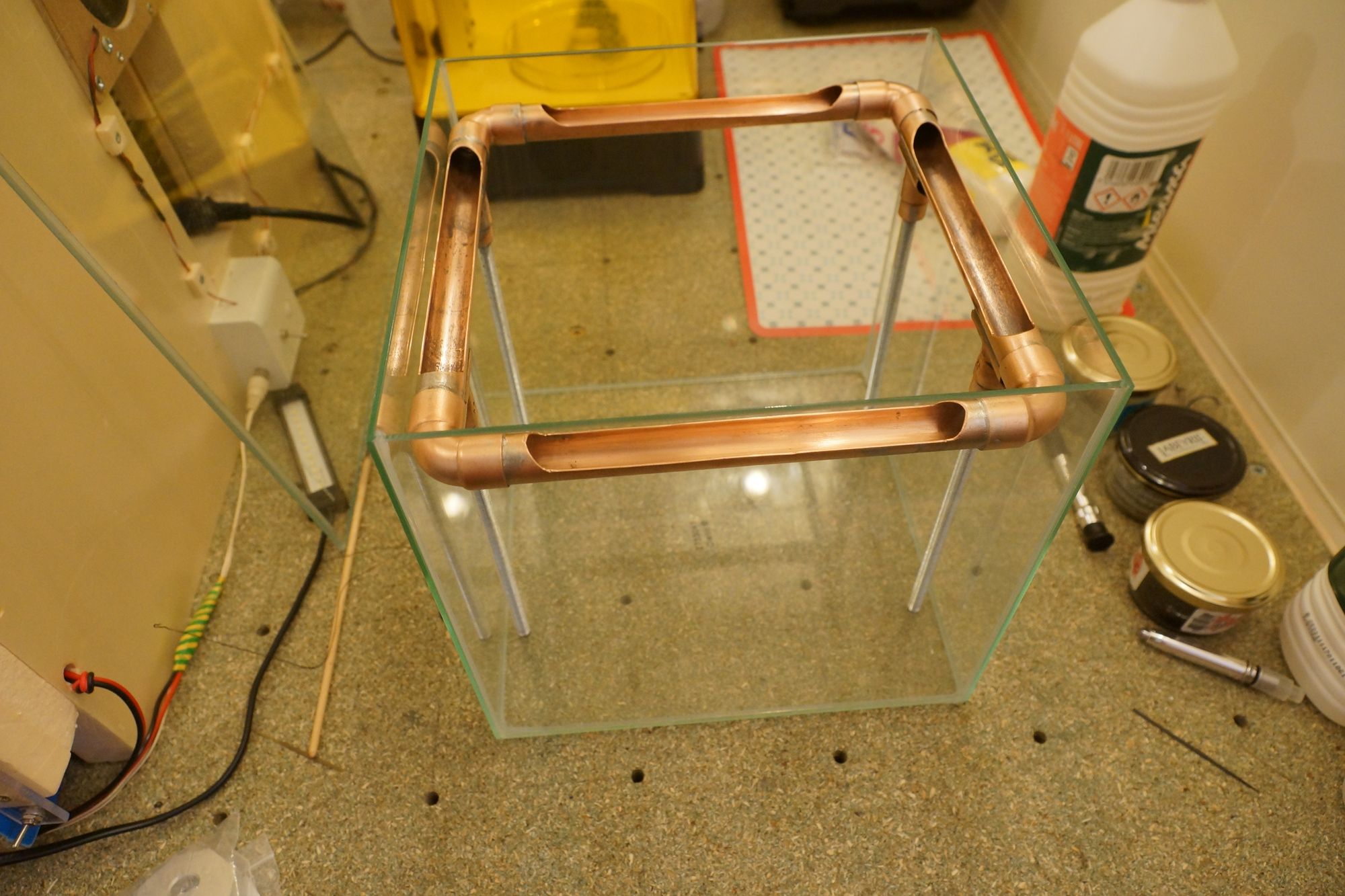
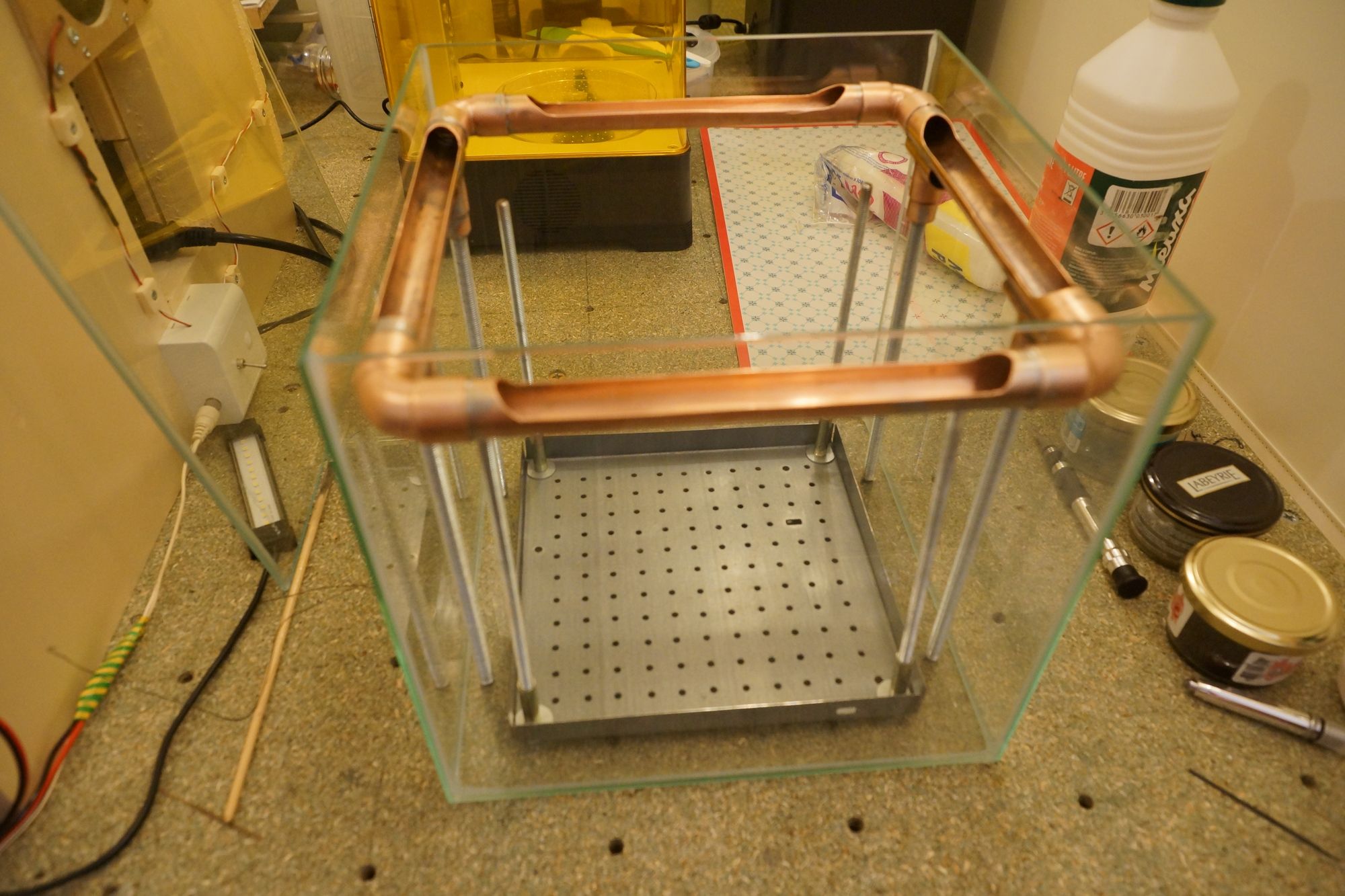
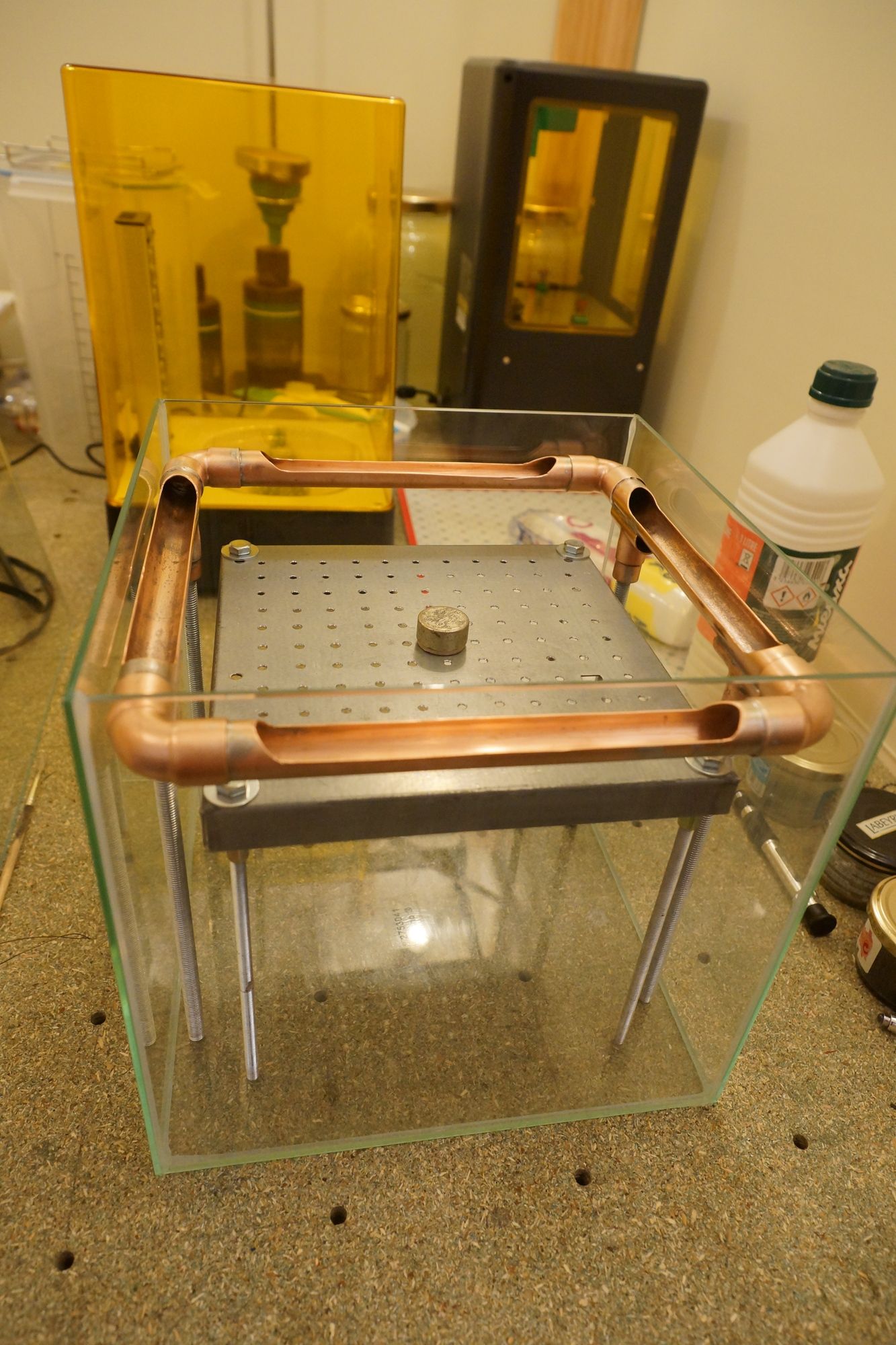
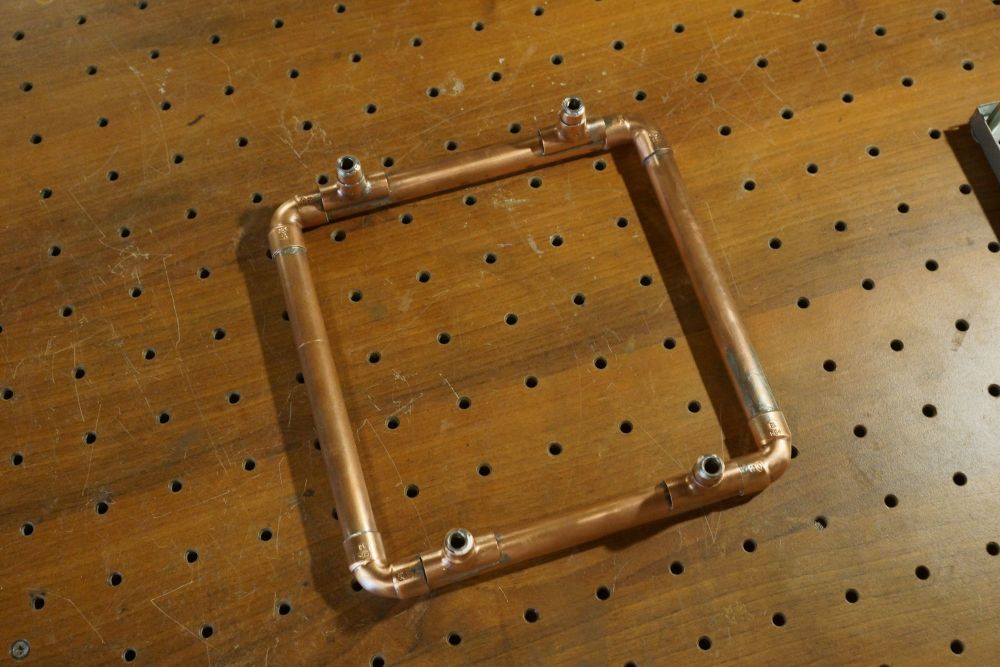
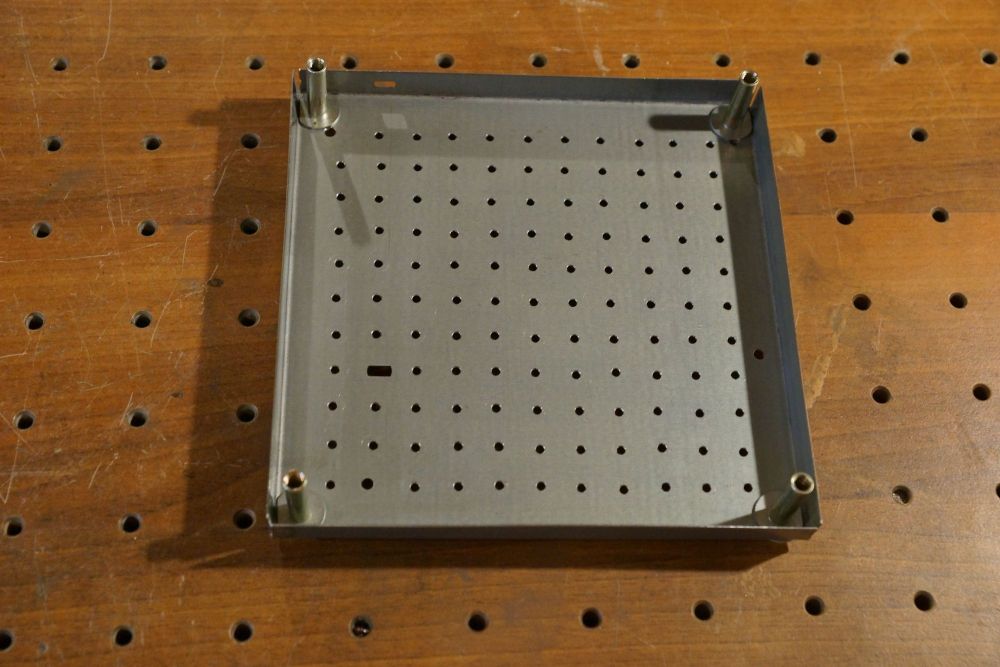
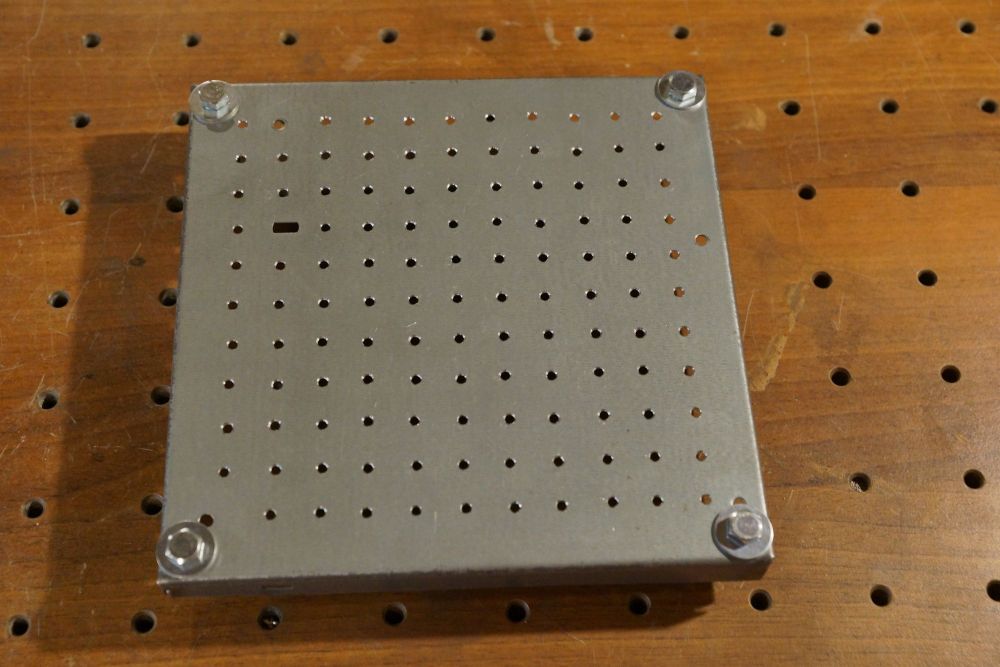
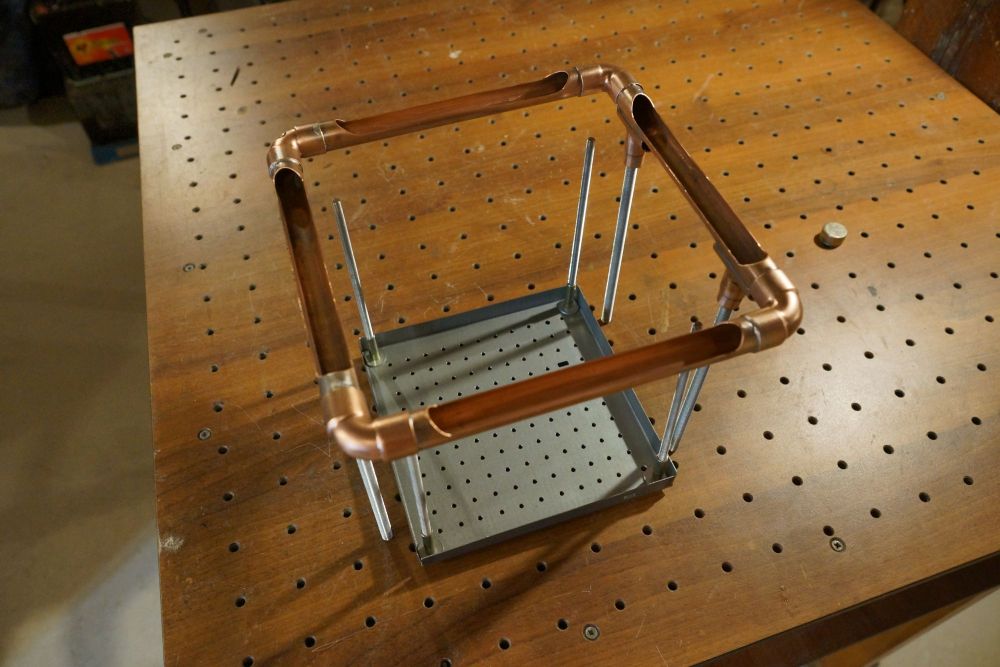
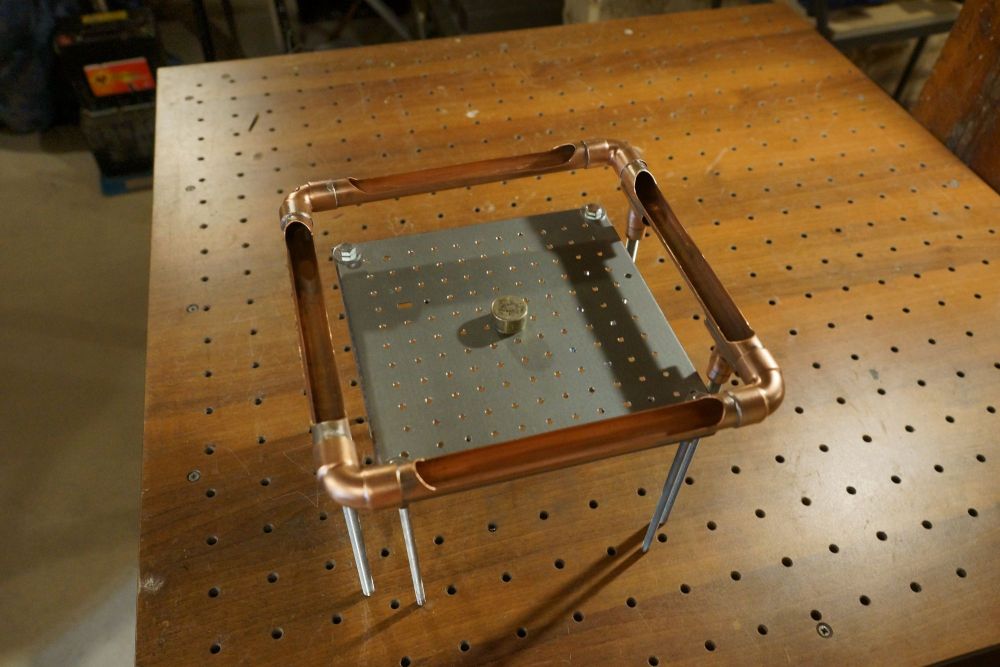
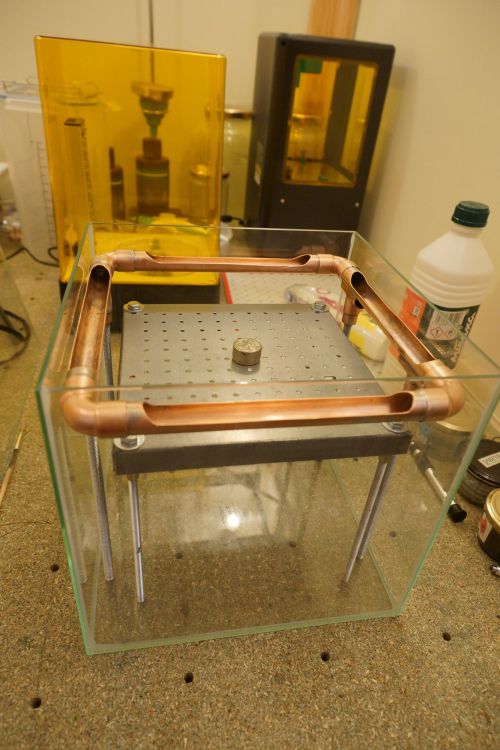
Bonjour, J'ai réussi à faire en sorte de pouvoir lisser de façon homogène des pièces avec de la vapeur d'acétone. En plus, sans chauffage ni ventilateur ce qui est plus simple et plus sûr. J'avais constaté que la vapeur d'acétone est plus dense que l'air... Conséquence : lorsque l'on fait de l'acétone smoothing à froid, dans un récipient fermé, la vapeur d'acétone à tendance à rester au fond. Il faut alors retourner la pièce régulièrement, mais il est difficile d'avoir un lissage homogène. Pour que la pièce soit entièrement lisse il faut d'exposer longtemps ce qui se fait au détriment des détails. Mon idée est donc de placer dans la chambre d'acétone smoothing (un aquarium en verre avec un couvercle) l'acétone liquide uniquement en partie haute. Je fabrique donc une sorte de "cadre" avec des tubes de cuivre et des raccords de plomberie. Le cuivre et la brasure à l’étain permettent de fabriquer facilement quelque chose qui soit étanche et résistant à l'acétone : La découpe des ouvertures sur les tubes est un peu délicate. J'ai utilisé une disqueuse avec un disque fin, un support en V et des cales en bois pour bloquer le tube. Il y a beaucoup de finition à la lime et au papier de verre ensuite. Les manchons taraudés M8 permettent de fixer en hauteur le cadre avec des tiges filetés, tout en le réglant bien de niveau. Avec différents jeux de tiges filetés M8 (ou des vis longues) on pourra choisir facilement la hauteur. Ces manchons sont en acier bichromaté mais ça se soude à l'étain dans le cuivre, il faut insister un peu, et avant la soudure passer les manchons au gros papier de verre pour faciliter l'accroche de la brasure. Pour que les soudures soient réussies la préparation est importante : il faut bien poncer au papier de verre puis nettoyer avec un chiffon et de l'acétone ; avant de souder, il faut étaler de la pâte décapante sur les parties à souder. Attention, le cuivre conduit très bien la chaleur et vu que le cadre est petit il y a un risque de dessouder une autre partie en faisant la soudure suivante... la solution c'est de "protéger" les angles déjà soudés en plaçant autour un chiffon bien humide. Voici le dessus du cadre : A noter le trou dans un des coudes ; il sert à pouvoir vidanger le cadre dans un bocal. J'ai aussi créé un support pour les pièces. En effet, après smoothing, les pièces en ABS sont collantes il ne faut pas les toucher. De plus, ne connaissant pas l'efficacité de mon système j'aimerais un support qui permet de fixer les pièces pour les mettre soit debout soit tête en bas. J'ai utilisé une chute de tôle, dont les bords ont été pliés pour obtenir de la rigidité, avec une série de perçages diamètre 3, et un manchon M6 à chaque coin pour y fixer des tiges filetés : Voilà ce que ça donne avec les tiges filetés : En position "tête en bas", un aimant permet de retirer facilement le support. Voilà ce que ça donne dans l'aquarium utilisé en chambre de smoothing : L'aquarium est refermé de façon presque étanche par une plaque de verre en guise de couvercle. Maintenant le test. J'ai imprimé deux grandes figurines en ABS, j'ai rempli le cadre avec de l'acétone liquide, fixé les figurine sur le support placé dans la chambre. Le ruban de masquage bleu (scotch de peintre trouvable en magasin de bricolage) sous les figurines est important, il permet d'éviter que les figurines collent à la tôle. Le smoothing met du temps à se produire... Il est utile de remplir le cadre d'acétone puis de fermer l'aquarium et d'attendre une grosse demi-heure pour qu'il se vaporise. Le résultat est intéressant, le smoothing est homogène sur toute la hauteur des figurines : Je n'ai même pas eu besoin de faire un passage tête en bas A noter qu'à la fin du smoothing, la pièce paraît encore un peu "non lissée" - après avoir retiré la pièce de la chambre, il faut attendre le séchage complet pour apprécier le résultat Je suis très content du résultat, et la bonne nouvelle c'est que le dispositif reste simple. Je réfléchissait en effet à fabriquer une machine de smoothing mais ce n'est pas la peine. A bientôt













 2 points
2 points -
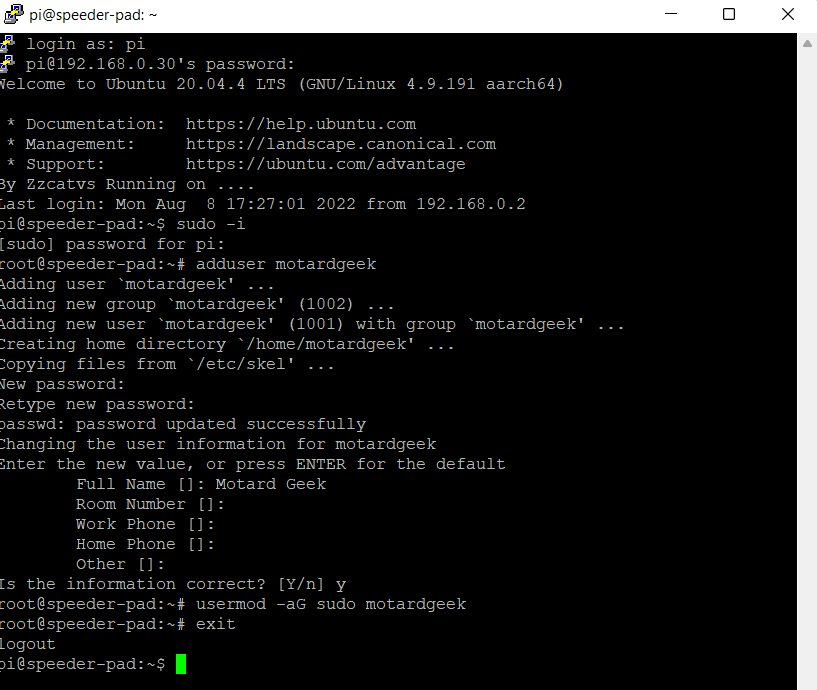
Pour installer ma vielle caméra Logitech Quickcam sur ma V400 j'ai voulu regarder comment elle était détectée par le système d'exploitation (Ubuntu 20.04.4 LTS cf ce message). Malheureusement, FLSun n'a pas voulu me communiquer le compte pour me connecter en SSH Cependant, le couple user / password tourne sur Internet et notamment dans le live de Nero3D Sauf que, ce compte pi ayant pour mot de passe flsun n'est pas les privilèges administrateur ! A défaut de me fournir un compte root, FLSun m'a envoyé un script censé faire fonctionner ma caméra mais ce n'est pas le cas Par contre, j'ai remarqué que ce script nommé update.sh à mettre à la racine de la clef USB exécute les commandes en tant qu'admin Ajouter l'utilisateur pi au groupe admin Du coup, je l'ai modifié pour mettre l'utilisateur pi dans le groupe sudo EDIT du 15/09/2022 : j'ai ajouté la réinitialisation du mot de passe pour les nouvelles machines sur lesquelles il a été changé #!/bin/bash # Motard Geek @ LesImprimantes3D.fr echo 'pi:flsun' | sudo chpasswd sudo usermod -a -G sudo pi mv /home/pi/gcode_files/USB-Disk/update.sh /home/pi/gcode_files/USB-Disk/update.over reboot exit 0 Donc si vous mettez un fichier nommé update.sh (que je mets en pièce jointe du topic) avec le contenu ci-dessus à la racine d'une clef USB et que vous démarrez l'imprimante avec celle-ci branchée, au reboot suivant (exécuté par le script), l'utilisateur pourra passer root Créer un nouveau compte admin Le truc, c'est que tout le monde connait ce compte. C'est un peu chiant pour un truc accessible en ligne... Pour sécuriser ça, plutôt que de changer son mot de passe au risque de nuire au bon fonctionnement de Klipper, je m'en suis servi pour créer un nouveau compte admin qvec les commandes suivantes : sudo adduser motardgeek sudo usermod -aG sudo motardgeek (vous pouvez bien évidemment remplacer motardgeek par votre nom d'utilisateur préféré) Retirer les privilèges administrateur du compte pi Ensuite, je me suis connecté avec ce compte pour retirer les droits administrateur à l'utilisateur par défaut avec la commande suivante : sudo deluser pi sudo Conclusion et avertissement Voilà, vous pouvez désormais faire joujou sans limite avec votre FLSun V400, à vos risques et périls En effet, je ne sais pas quelles sont les conséquences que ça peut avoir niveau SAV... update.sh

 1 point
1 point -
Hello, Pour les impressions 3D, il y a des sites tels que Thingiverse, Cults3D et Etsy déjà bien connus. Pour la découpe laser, c'est moins bien référencé. Voici quelques sites à connaitre. https://www.o2creative.co.nz/laser/lightburn_engrave_image_power_generator.php pour calibrer son laser https://fr.makercase.com/#/ pour faire des boites https://www.festi.info/boxes.py/?language=fr pour faire d'autres boites https://www.etsy.com/fr/search?q=laser cut file&ref=auto-1&as_prefix=laser Etsy qui référence les sites qui proposent des objets tous prêts https://3axis.co/ pour des objets à réaliser en découpe laser (lien fourni par @Olitask) https://www.ameede.com/ Dans le style de Thingiverse, mais pour la cnc (lien fourni par @Chris1886) https://dobesv.com/1gam-LaserPuzzle/ pour passer le temps durant la gravure Si vous connaissez d'autres adresses, n'hésitez pas à les poster.1 point
-
J'ai crée un topic dédié pour avoir les droits root en SSH sur la V4001 point
-
Salut @hcl28, Normalement tu peux l'ouvrir et l'enregistrer au format STEP (support laser_tenlog_B.STEP ) que tu pourras ensuite modifier si tu le souhaites.1 point
-
Bravo super reportage ! je découvre les qualités de cette machine c'est surprenant qualité et vitesse d'impression c'est une performance exceptionnelle. C'est effectivement une découverte pour moi avec une technique d'impression à découvrir. La productivité est intéressante pour réduire le temps d'impression. a+ Francis1 point
-
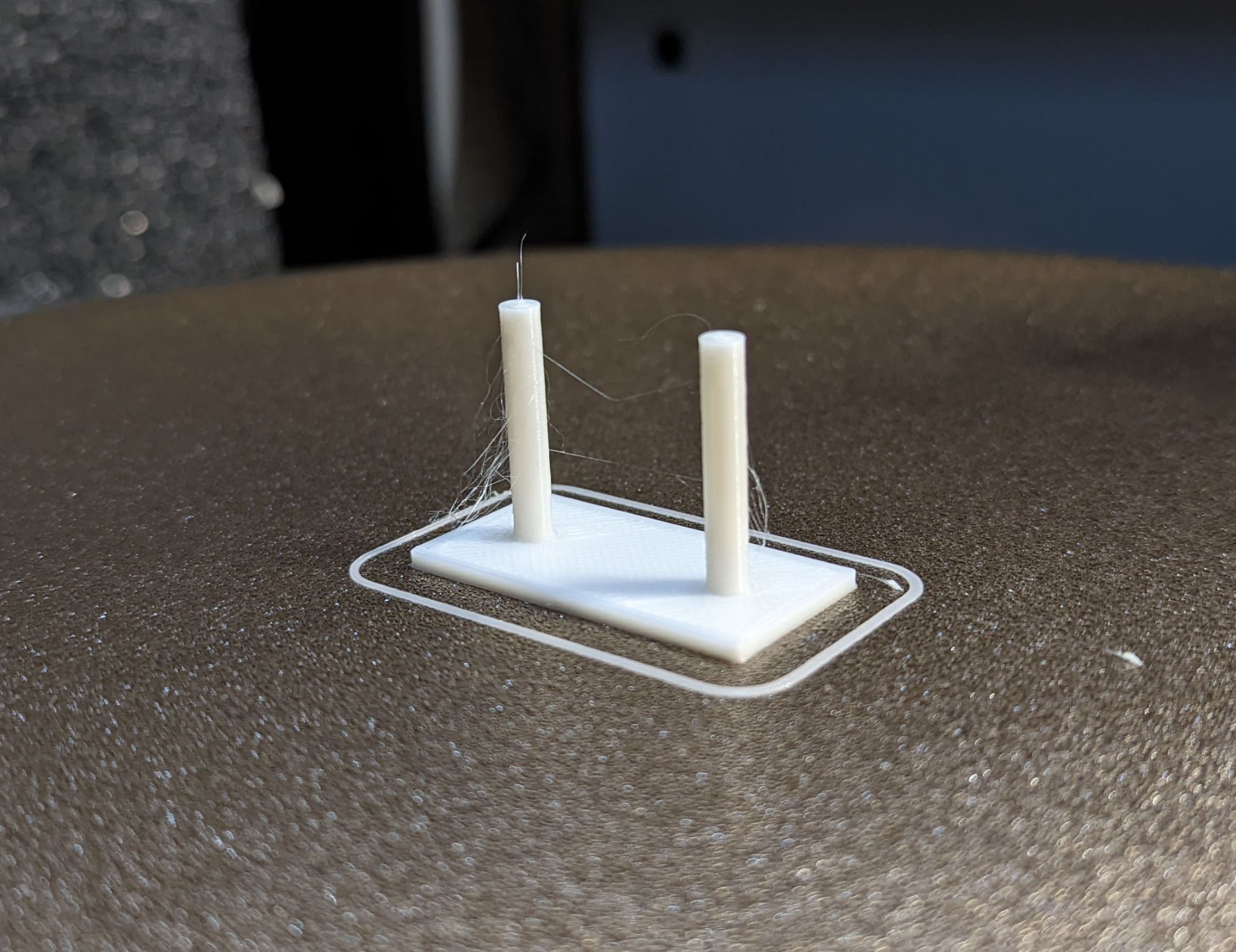
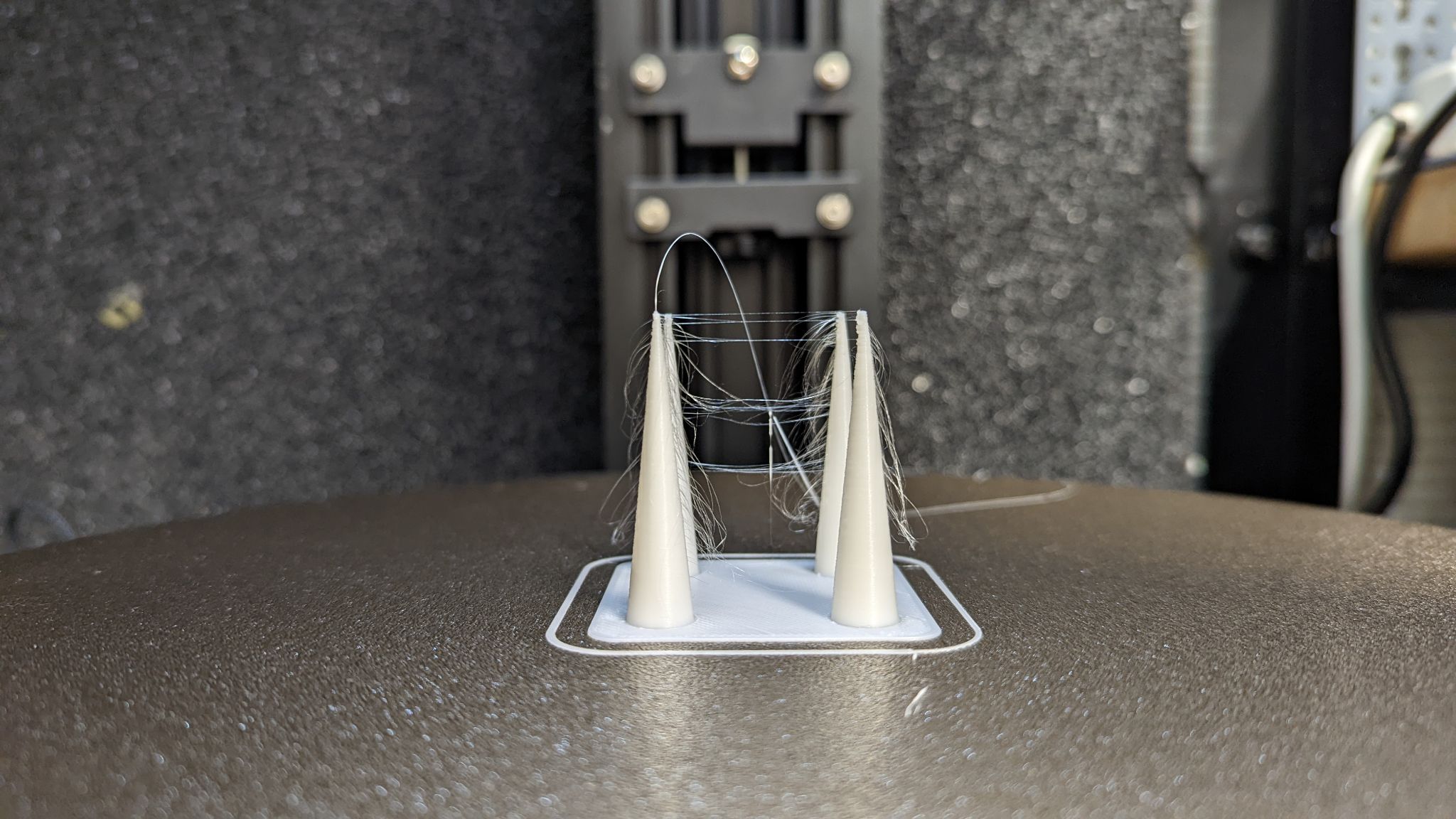
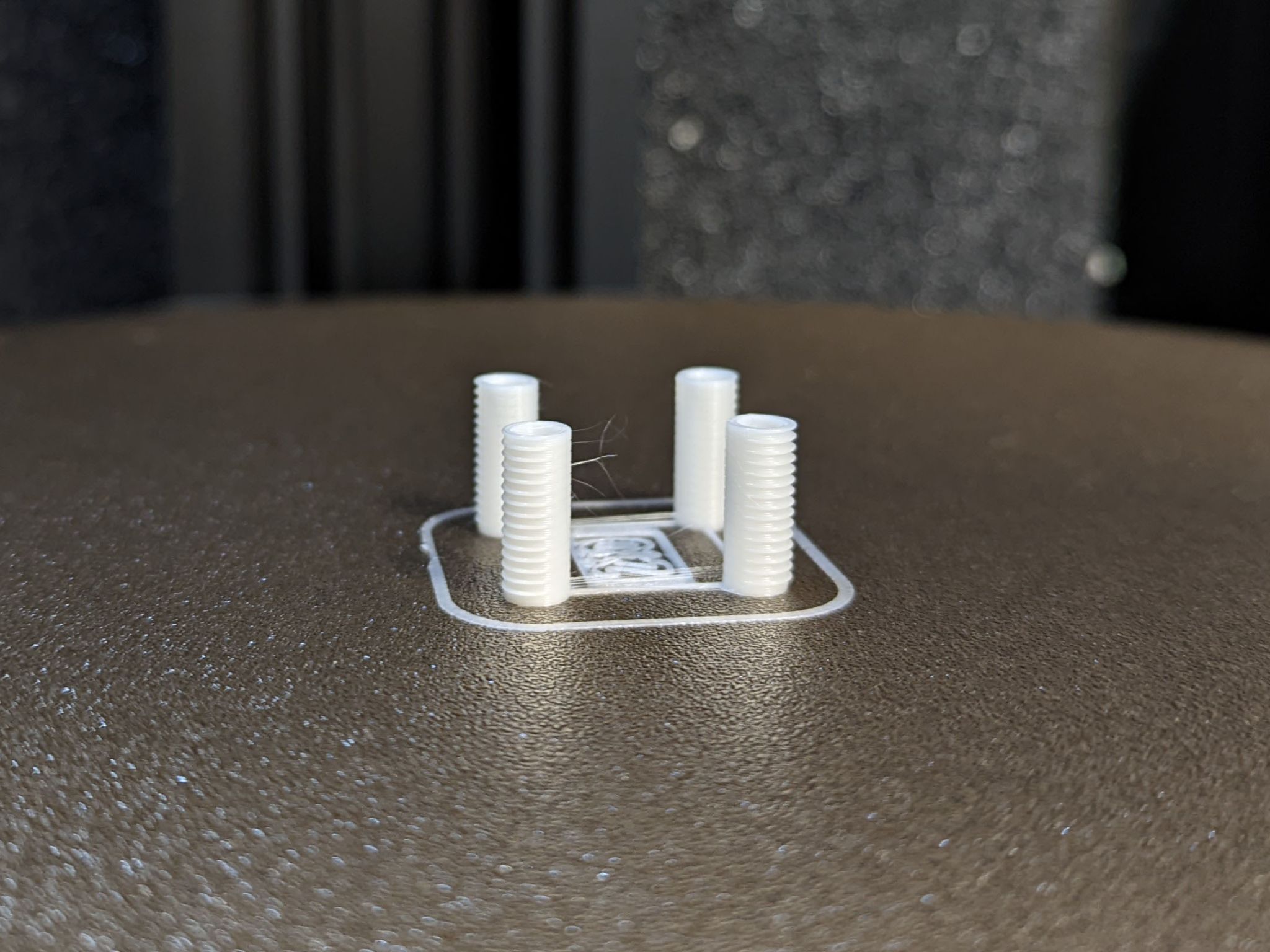
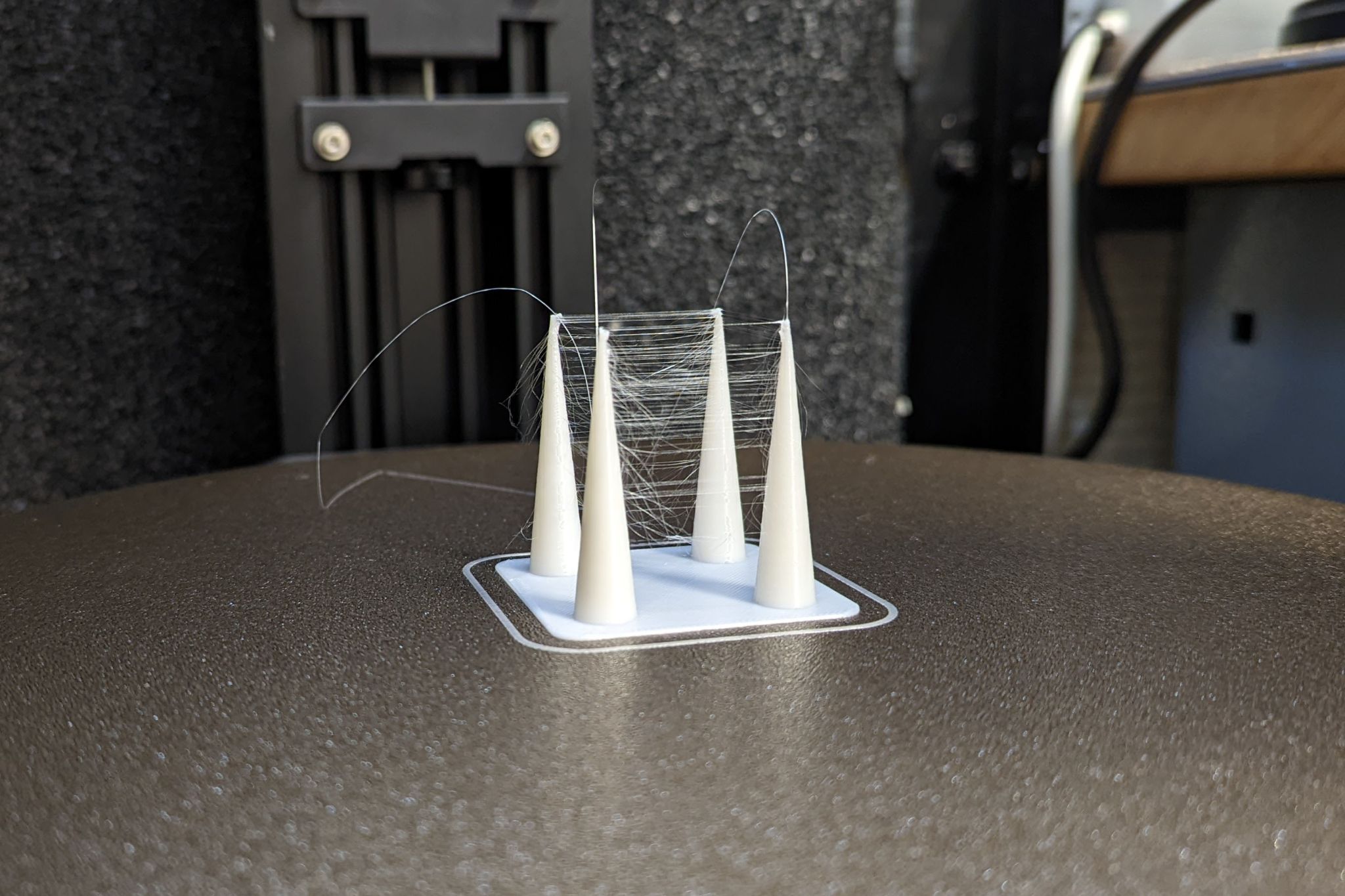
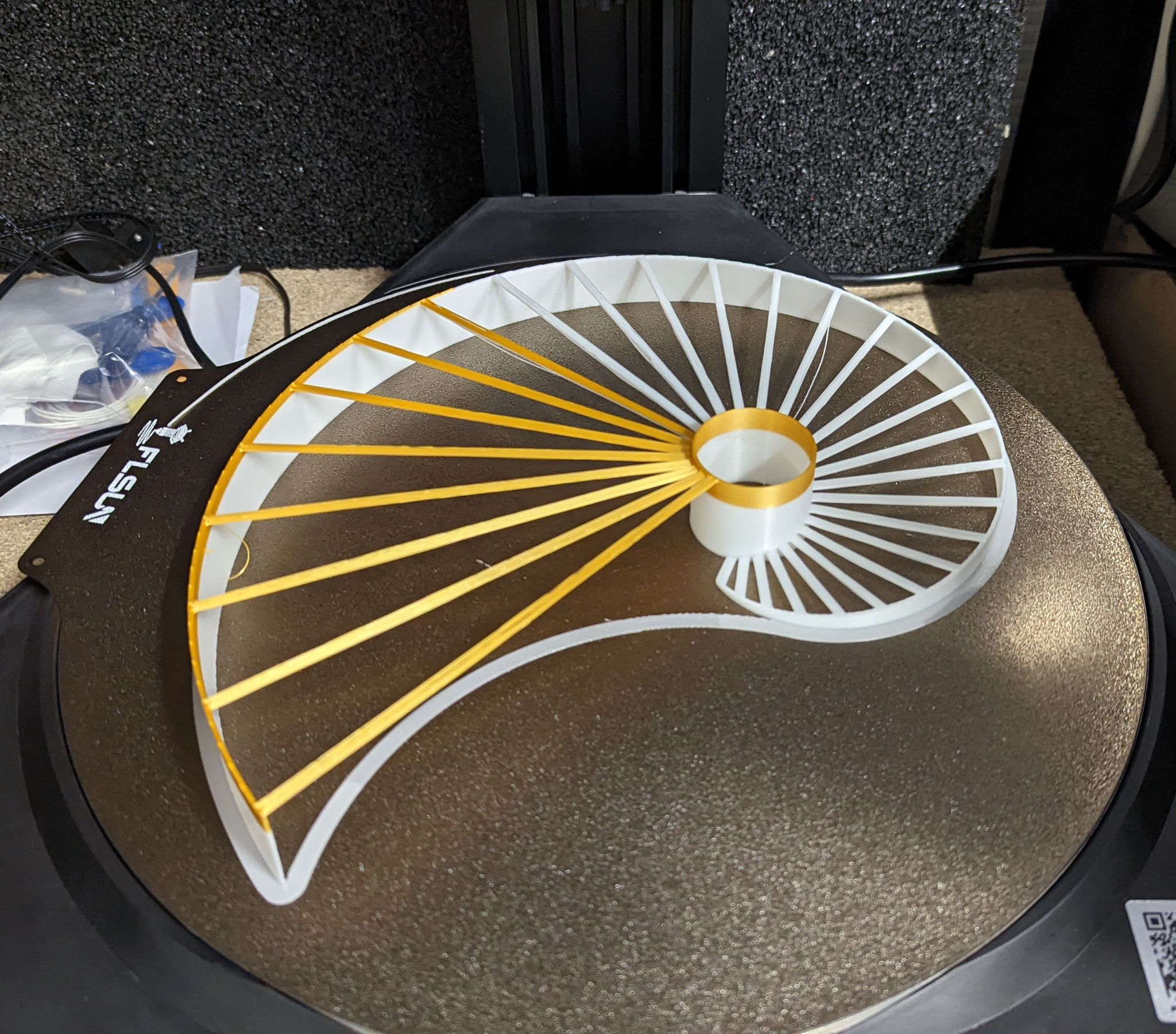
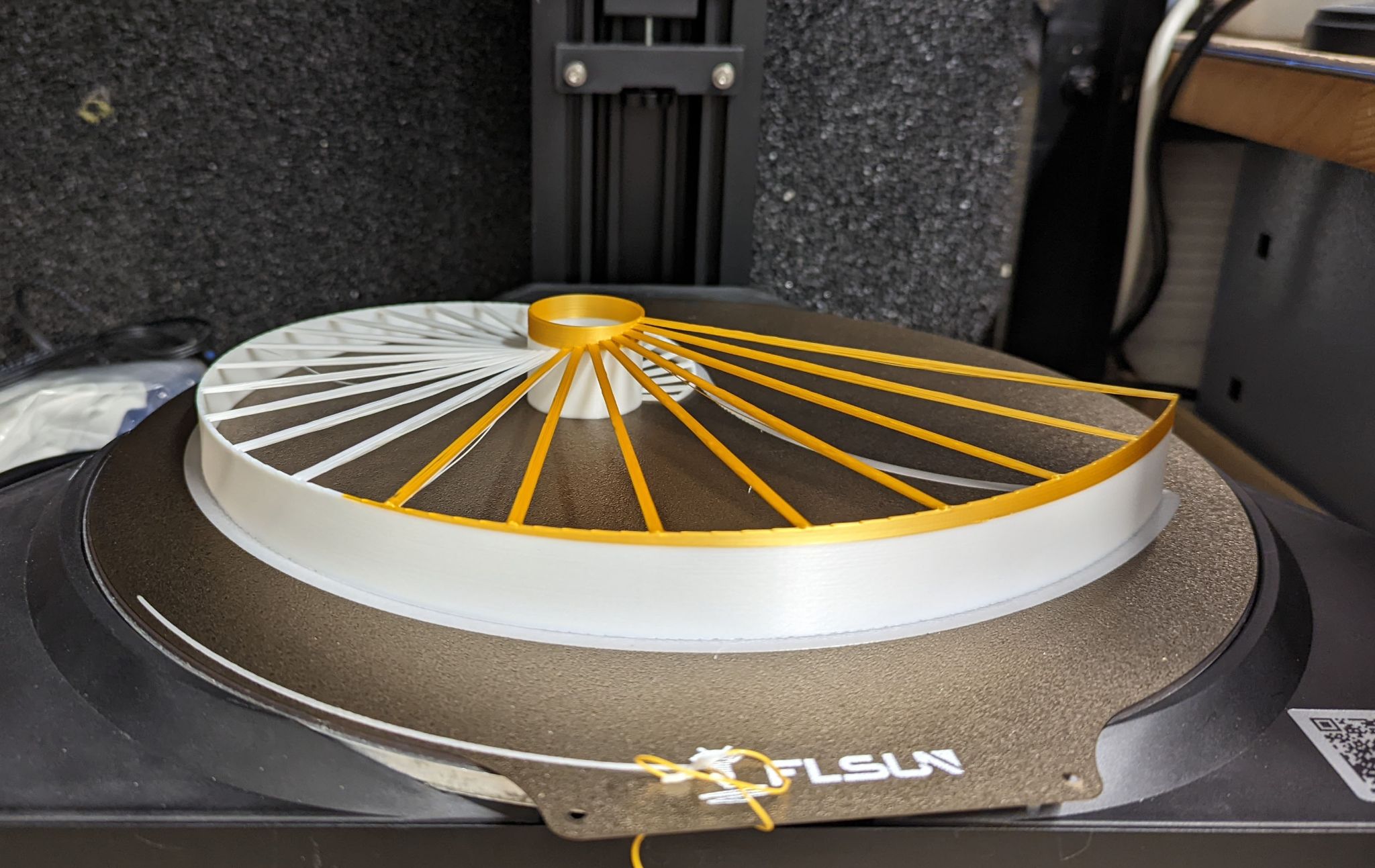
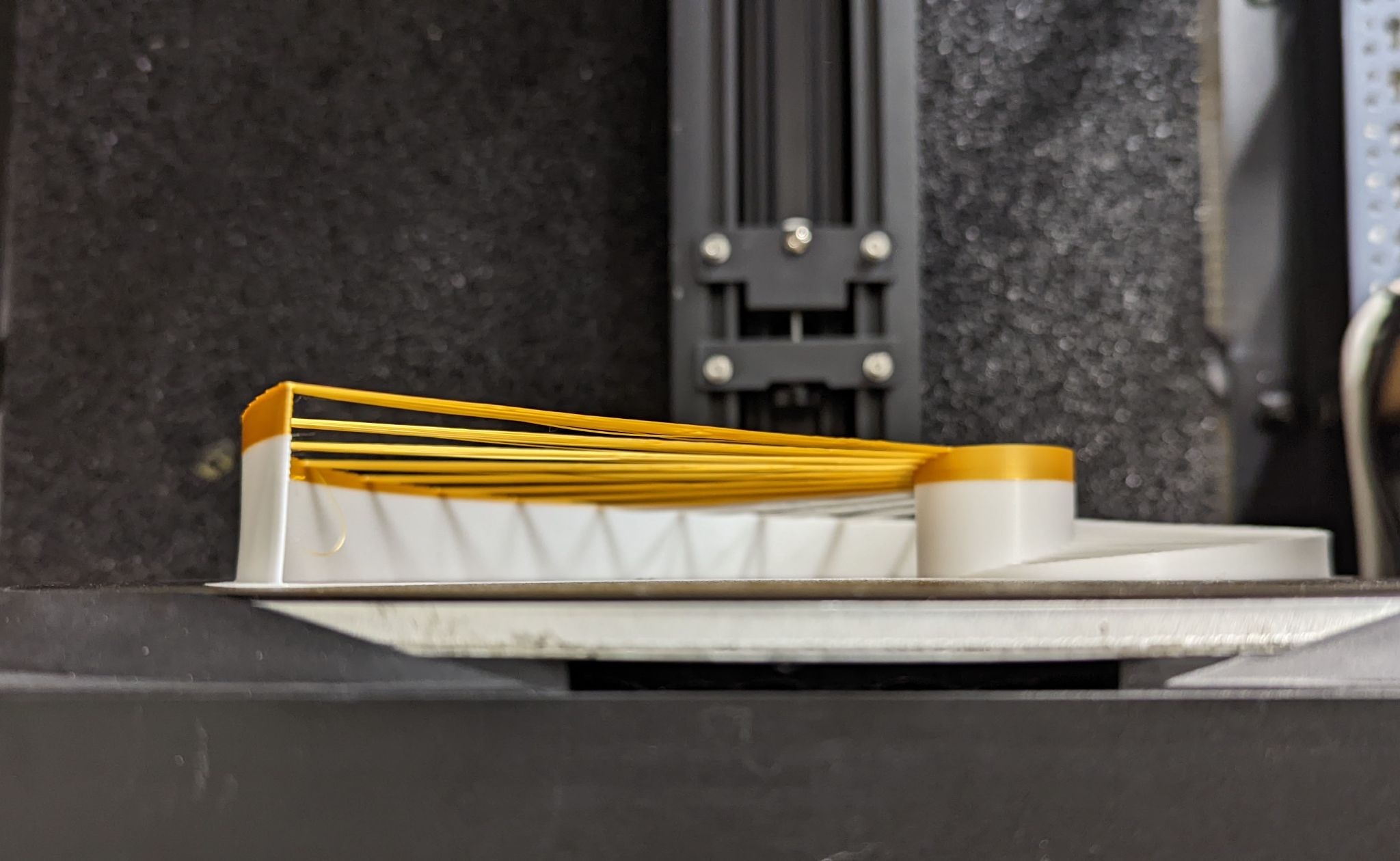
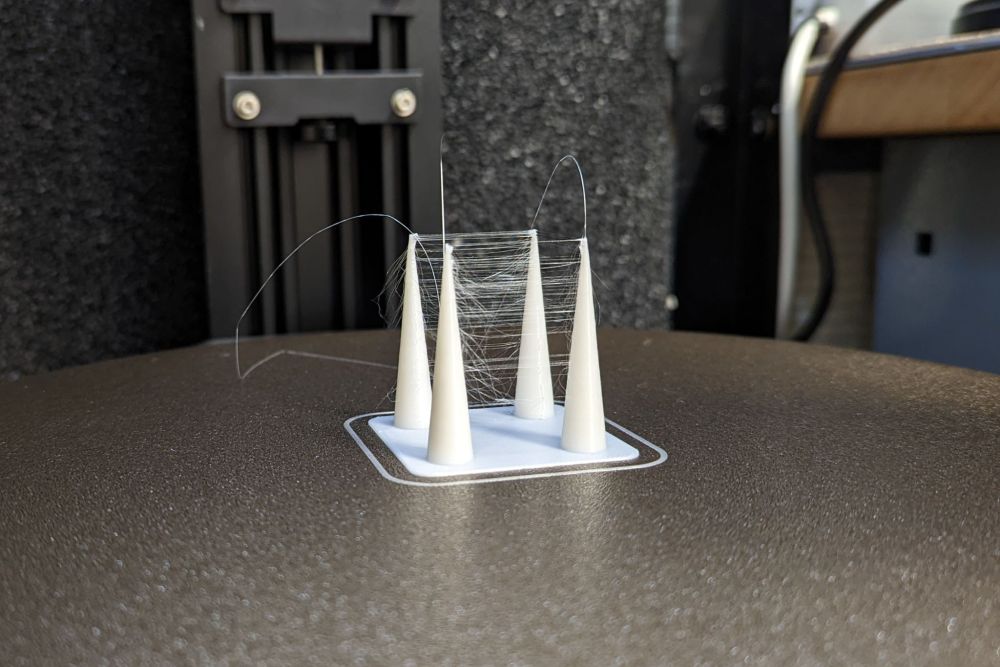
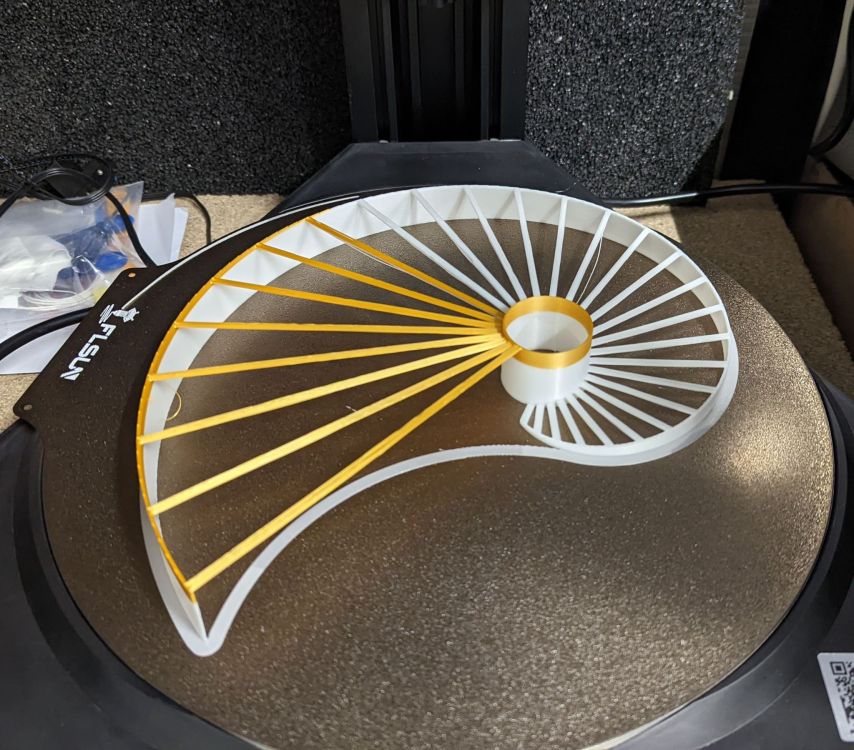
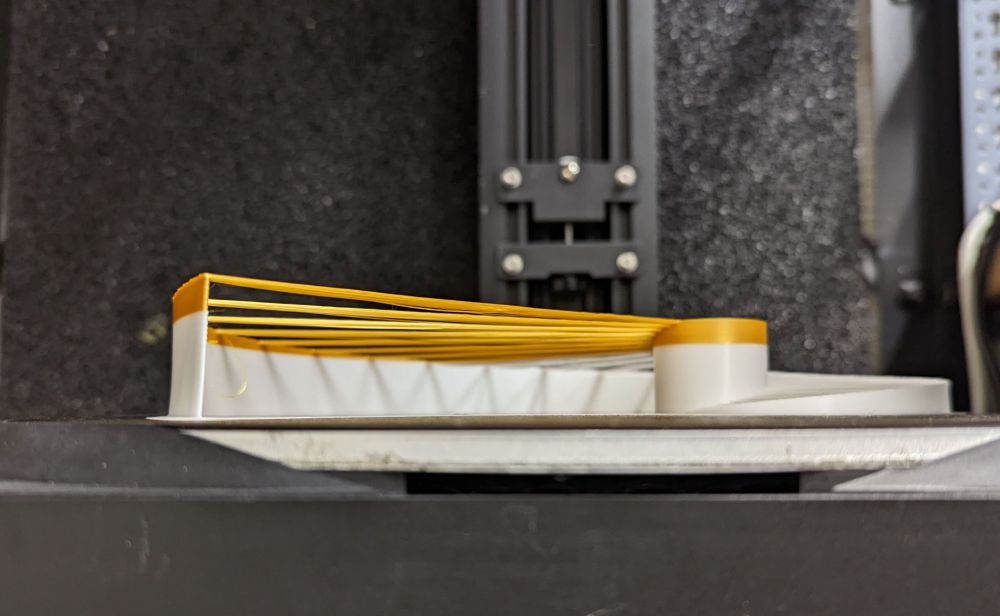
Comme y'avait des cheveux d'ange sur le KKS Tortur Test, j'ai fait un premier "stringing test" : Pas parfait mais mieux que le tortur test. Du coup j'ai imprimé ça : On dirait que la buse n'aime pas les pointes Du coup j'ai fait un profile SuperSlicer rapido et j'ai fait un tour de test allant de 0 à 1mm de retract à 45mm/s : Quasi aucun stringing !? Du coup j'ai refait les petits cones avec SS : Pas génial non plus, et ça pris 49 minutes contre 25 avec Cura, mon profil est clairement à revoir A défaut d'avoir une idée pour ce petit souci à part diminuer la température (qui est de 210° pour le PLA par défaut), j'ai voulu faire un test de bridging en oubliant de décocher les supports... Ensuite j'ai relancé sans, et, 48 minutes plus tard, j'avais de beaux ponts de 15cm max : Vous noterez que le capteur de filament fonctionne bien, j'ai vidé l'échantillon de PLA qui m'aura permis pas mal de prints tout de même ! Pour en finir avec mes tests du jour, j'ai fait un grand vase en mode spirale. Quand je suis venu checker si tout allait bien au bout de 45 minutes, le speed-pad affichait ~90mm/s... alors que les périmètres extérieurs sont à 120mm/s dans le slicer. Bref, j'ai dû booster la vitesse d'impression à 440% atteindre les 440mm/s et finir le print 28 minutes plus tard On voit la démarquation du changement de vitesse mais dans les 2 cas c'est super propre, surtout avec des couches de 0,3mm ! J'ai aussi fait un petit timelapse à la GoPro mais j'ai pas pensé au cadrage En tout cas j'enchaine les prints avec une facilité et une vitesse déconcertante avec cette machine



 1 point
1 point -
C'est vrai que si tu as touché au Z-stop et à toutes les vis de réglage en étant perdue, il y a peut être un peu de boulot. Perso voilà comment je procèderais : 1/ tu règles les 4 vis du plateau plus ou moins au milieu de leur réglage (Tu dessers à fond, tu resserres à fond en comptant le nombre de tours que tu fais puis tu desserres de la moitié des tours comptés) 2/ mettre la tête plus ou moins au milieu du plateau (axes X et Y) et relever un peu ton Z-STOP pour éviter les catastrophes. 3/ faire un HOME de Z. Si ta buse s'écrase sur ton bed : relever un peu le Z-Stop Si ta buse s'arrête qqes mm au dessus du bed : descendre un peu le Z-Stop. (Je dis un peu, car mieux va y aller doucement) Une fois le réglage modifié, refaire un HOME de Z. Répéter cette opération jusqu'à ce que la buse touche quasiment le plateau (effleurer) ou le touche en douceur (on n'a pas dit d'encastrer la buse dans le bed !) . 4/ Une fois le S-Stop en place, lancer un home global (X-Y-Z) 5/ Régler le premier angle avec la vis de réglage sous le bed : une feuille doit pouvoir bouger sous la buse en gratouillant la feuille. Si elle ne peut pas bouger : trop bas; si elle bouge facilement : trop haut) 6/ Répéter l'opération pour les 3 autres angles. 7/ Recommencer les opérations 4 à 6 jusqu'à ne plus avoir besoin de changer le réglage d'un angle. (Parfois quand on a besoin de faire de grosses modifications, cela joue sur les angles déjà nivelés). Si quand tu fais le nivellement, tu as des vis quasi complètement serrées ou desserrées, reprend à l'étape 1 en corrigeant un peu pour garder de la marge. (ex. : si une vis est quasi serrée à fond, tu remets toutes les vis au réglage intermédiaire (étape 1), moins 2 tours et tu reprends les étapes suivantes. Perso je n'aime pas trop les ressorts durs, car à moins d'avoir un gros souci de desserrage des vis en cours d'impression, il n'y a pas de raisons que ton réglage bouge outre mesure (et si cela se desserre tellement, alors tu as peut etre un autre souci ailleurs). Par contre, si un jour tu fais un réglage HOME un peu bas, ou que ton Z-Stop descend un poil pour une raison inexpliquée, avec des ressorts souples, le plateau va être facilement repoussé vers le bas et cela limitera les dégats, alors qu'avec des durs, tu vas commencer la gravure sur plateau !1 point
-
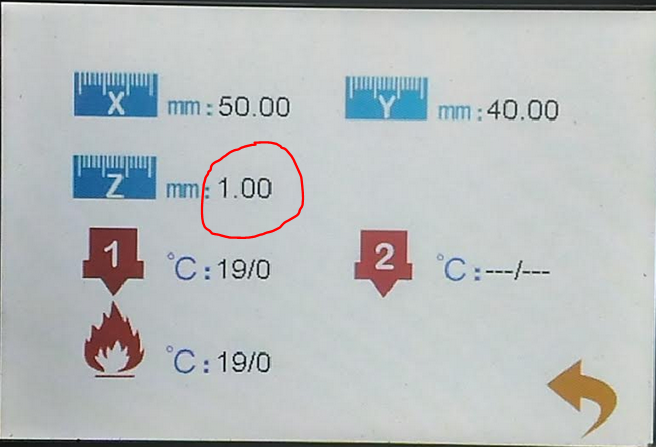
tu peux descendre manuellement de 10 mm et revenir sur ce menu pour voir si le Z a évolué ? oui, juste la noter si c'est bien avec cette valeur que ta première couche est bonne. Ca sera un marqueur qui va te permettre de confirmer que ton nouveau Z offset s'est bien déroulé.1 point
-
En effet, ça a du mal à prendre mais avec quelques précautions ça tiens quand même J'avais déjà soudé solidement des manchons dans une partie creuse en laiton pour ajouter un taraudage de fixation, mes pièces tiennent depuis plus de 15 ans. En ayant "rayé" les manchons avec du gros papier de verre, dans le pire des cas en cas de mauvaise soudure le manchon restera prisonnier. Et de toutes façon vu la position du manchon il est retenu par la tige fileté une mauvaise soudure ne pourrait pas faire tomber l'ensemble. Comme je l'ai dit c'est un projet "100% récup" j'ai fait avec ce que j'avais sous la main je n'ai pas voulu faire un aller-retour en GSB pour chercher et acheter des pièces exprès. On peut probablement faire plus simple, il suffit de respecter le même principe , ce qui compte c'est : - un récipient étanche avec un couvercle au dessus (cela évite de perdre toute la vapeur d'acétone à chaque ouverture) - le récipient sera idéalement en verre, ça résiste à l'acétone et surtout cela permet d'observer la pièce en cours de lissage - l'acétone liquide déposé dans un réservoir plat en hauteur dans le récipient, ça doit être plus haut que les parties les plus haute de la pièce à lisser - un support de pièce pour les retirer du récipient sans les toucher, sans oublier le scotch bleu (ruban de masquage de peintre) pour éviter que la pièce colle au support - le support de pièce aura des petites pattes (sur le miens, les têtes de vis en dessous) ainsi en cas d'acétone renversé ou condensé dans le fond du récipient, cela éviter de dissoudre le bas des pièces posées sur le support Le smoothing à froid peut prendre du temps à démarrer, c'est normal, il faut le temps que l'acétone s'évapore jusqu'à atteindre sa pression de vapeur saturante, et il faut aussi que l'acétone ai le temps de rentrer dans la pièce en ABS avant de commencer à la lisser A noter aussi, le smoothing se termine lors du séchage de la pièce une fois sortie du récipient. Si on ne veut pas perdre trop de détails, il faut donc sortir la pièce avant qu'elle n'ai l'air complètement lissée. Au pire, on peut remettre la pièce une deuxième fois dans le récipient après séchage. Ca reste artisanal... il faut surveiller, le résultat est influencé par la température et l'hygrométrie ambiante... Attention si la pièce possède des parties fines elle peut se déformer. Dans ce cas, il vaut mieux faire plusieurs petits passages espacés par un séchage, de cette façon l'acétone n'attaquera que les parties superficielles de la pièce. A bientôt1 point
-
yep, ça marche aussi. les capteurs inductifs(bleu)/capacitifs(noir) sont sensibles à la chaleur et perdent alors en répétabilité. Si tu ne vois pas de données variables à 80°, reste à cette valeur. Je suis en Firmware Tronxy et pas Marlin, avec ce Firmaware, si tu engages un auto-home, la tête ne remonte pas avant de se déplacer. Si tu es au centre du plateau juste après un Z offset, ça peut te tracer une belle oblique sur le dessus du plateau. Menu "système" puis "info" pour le Firmware Tronxy
 1 point
1 point -
Sinon il y a ça : https://it.aliexpress.com/item/4001075101738.html Et sinon l'effector complet se trouve à 45$ ou 45€ et même 40€ ici: https://www.atome3d.com/products/flsun-super-racer-sr-effector-hotend-complet?variant=422032536700391 point
-
Salut @urzhi: Peut être ici: https://www.thingiverse.com/thing:5155922/files et là: https://fr.aliexpress.com/item/32727756193.html?spm=a2g0s.9042311.0.0.84f84c4dUEzUcu&gatewayAdapt=glo2fra1 point
-
Salut, Le Hips est utilisé comme support mais avant ( et toujours maintenant) il est utilisé,comme le disait Divers, en thermoformage pour par exemple les moules pour chocolat, interieur de frigo... Il est intéressant pour l'impression 3D comme support, car il s'imprime entre 220 et 260°, donc parfait pour l'ABS ou l'ASA et se dissout effectivement dans le D limonene. Je l'utilise pour les masques cosplay, car il s'imprime mieux que l'ABS, est plus resistant, se peint et se colle avec des colles plastics rigide, et se ponce bien . Par contre, il renifle un peu du bec pendant l'impression1 point
-
petite rectification: le filament HIPS se dissout facilement dans du D-Limonène, mais pas dans de l'eau. L’intérêt principal, il s'imprime avec les mêmes valeurs thermiques que l'ABS (plateau et matière)1 point
-
A mon avis si, tu peux faire mieux en en faisant moins et dans le bon sens. Tu commences par un réglage du Z offset puis tu fais le nivellement du plateau...qui va modifier le Z offset que tu viens de réaliser. Je ne comprends pas ta méthode. Il faut inverser les 2 opérations. Quand je pars de zéro: 1) il faut en premier définir la hauteur moyenne entre le plateau et le cadre du plateau pour chaque ressort. Pour se faire, on glisse une cale (chez moi 15 mm) et on règle de façon à ce que la cale passe sans jeu entre le dessous du plateau et le dessus du cadre. Ca permet d'avoir un ressort comprimé d'une valeur moyenne qui permettra de visser ou dévisser lors du réglage sans se retrouver à la limite. 2) On lance la chauffe du plateau à 60° (et pas de la buse) puis on lance le nivellement auto et pour limiter les manip, il faut égaliser entre elles les 3 vis de devant et les 3 vis de derrière. Les vis sont du M3 au pas de 0,5 mm soit une montée ou une descente du plateau de 0,5 mm pour un tour de vis, donc en contrôlant la rotation des molettes, on peut rapidement niveler avec précision. Puis on relance un nivellement auto pour le réglage entre l'avant et l'arrière. En 5 nivellements, on doit pouvoir s'en sortir. 3) on lance la chauffe de la buse à 200° puis on réalise un Z offset à la feuille de papier. On enregistre puis on passe en mode manuel pour descendre le plateau (pour éviter de rayer le plateau). On lance un auto home puis on va lire la valeur Z dans le menu. Valeur à noter pour servir de repère par rapport l'écrasement de la première couche. Si l'écrasement de la première couche n'est pas suffisant, on refait un Z offset en faisant gratter un peu plus la feuille. On refait un auto home et vérifie que la valeur Z a bien évoluée mais pas trop. Clairement, ta première couche n'est pas assez écrasée, les lignes ne se touchent pas.
 1 point
1 point -
En fait j'aime bien tester des choses nouvelles, (ancienne) déformation professionnelle sans doute mais en gardant quand même le contrôle. Là je ne sais même pas comment revenir en arrière en tous cas pas encore Exemple en ce moment j'utilise la version 2.5.0-alpha de PrusaSlicer quand je veux tester les nouvelles fonctionnalités et je compare avec la dernière version @+ JC1 point
-
C'est du tube diamètre 18 La soudure des manchons étant délicate (la brasure à tendance à être attirée beaucoup plus par le cuivre que par le manchon), ça n'aurait pas été possible de les souder debout sur les tubes ; ici, en soudant le manchon dans un morceau de tube à peine plus grand, on peut maintenir la brasure chaude au contact du manchon assez longtemps pour qu'elle ait le temps d'y adhérer. Ca reste du bricolage ; c'est un projet 100% récup, j'ai fait avec mes fonds de tiroir1 point
-
Bonjour, désolé de déterrer le sujet, mais j'ai eu le même problème, j'ai une eleggo saturn s, je faisais mal le home au début, je dévissais le plateau, je le faisais descendre en mettant la feuille, mais à la fin ,je ne relevé pas le plateau de 0,1 mm pour que la feuille puisse bouger en grattant un peu sur le plateau, du coup pendant l'impression le plateau descendait trop et collé trop, cela faisait des déformations sur le FEP comme sur les photos de ArtFacks. J'ai aussi réussit à récupérer le FEP en passant un pistolet soufflant à chaud, en passant vite fait plusieurs fois la déformation a disparu, cela doit aussi marcher avec un sèche cheveux. J'espère que cela pourra aider quelqu'un.1 point
-
Tout dépend du plastique à coller... Pour l'ABS, on peut faire une "soudure" avec de l'acétone. Gros avantage : si on passe ensuite les pièces collées à l'acétone smoothing, le collage est invisible, et l'acétone smoothing renforce la soudure entre les pièces. A noter qu'il est possible de coller des pièces ABS et PVC ensemble avec de la colle PVC. C'est très utile quand on fabrique quelque chose avec des tubes ou raccord PVC et des pièces imprimées en ABS. Les tubes et raccords PVC sont solides et pas chers, ils sont utiles en plomberie mais aussi en ventilation (aspiration de copeaux ou poussières pour machines, ...), l'impression 3D permet de faire une buse ou une fixation sur mesure. Les pièces en ABS peuvent être rendues étanches grâce à l'acétone smoothing ce qui permet un usage pour les liquides. A bientôt1 point
-
Quand j'ai lu le titre, je me suis demandé si la Gendarmerie avait ouvert un club échangiste à tendance SM... Maintenant que j'ai lu l'article, me voila rassuré.1 point
-
le M420 S1 ou le G29 doit de préférence se situer après le G28 dans le gcode de démarrage1 point
-
Selon ta vitesse d'impression, n'hésite pas à monter plus haut que 220°. Perso je suis à 235° pour avoir un résultat correct. En dessous c'est pas bon.1 point
-
Superbes vidéo qui m'ont données l'envie de passer de mes Dagoma Ultimate a une VORON 2.4 300 mm, un vrai chalenge ... L'assemblage d'un Kit Formbot se termine et va être complété par la Klicky Probe et un Pruge Bucket. Un tout cas merci pour l'excellence des videos et du travail accomplit.1 point
-
@DarwinLeMalinJ'ai testé ce système qui fonctionne plutôt bien il faudra juste que tu trouve un dérouleur de bobine à poser sur Thingiverse. Guide filament Artillery Sidewinder X1 / X2 by Inigoml ► https://www.thingiverse.com/thing:5030165 Perso j'utilise le sécheur de bobine Sunlu comme dérouleur de bobine^^ On peux apercevoir le système dans la vidéo que j'ai faite sur l'ajout d'une barre de Led pour la X2 --> ici1 point
-
@DarwinLeMalin tu as les fichiers pour l'imprimer sur thingiverse Atoban les a mis ici, donc imprime et test par contre la parti pièce pour le guidage filament et capteur de filament demande a être modifié pour la X2.1 point
-
Ah bah si tu ne nous dis rien ! Cool, n'hésite pas si tu rencontres d'autres difficultés (ce que je ne te souhaite pas spécialement !)0 points