Classement



Contenu populaire
Contenu avec la plus haute réputation dans 07/10/2022 Dans tous les contenus
-
Pourquoi mettre le débit à 92% si quand tu demandes 100mm ça sort 100mm ? à la louche je dirais qu'il te manque environ 8% de matière un peu partout, pas que sur les flèches Essaye une impression avec un débit à 100%2 points
-
Houlaaaa, @Titouvol nous a chopé le syndrome de l'IDEX...certainement trop de num en double sur sa JGMaker Artist-D !2 points
-
Salut, si j'avais à le faire je ferais simplement des découpes en z via PrusaSlicer. Un coup pour le couper en 2 et ensuite recouper ces 2 moitiés encore une fois après les avoir tournées de 90⁰ (les sous parties peuvent être re-exportés en stl individuellement). Éventuellement tu peux ensuite faire des volumes négatifs en forme de cylindres pour faire des chevilles et faciliter le réalignement des pièces au collage. J'espère avoir été clair. Mais je pense que certains vont te fournir ces stl directement .1 point
-
Bonjour à tous, nous avons lancé le #FahimPikachuChallenge https://www.instagram.com/tv/Cia6VYkqjOb/?utm_source=ig_web_copy_link qui connait un succès inattendu (grâce au soutien de Guillaume Canet notre parrain). Plus de 20 pikachus commandés pour collecter des dons. J'en ai produit une dizaine et j'arrive à en faire 2-3 par jour, je devrais donc tenir la charge même si la Sidewinder X2 connait quelques déboires. Ma question est plutôt celle-là, un collectif d'artistes souhaite un Pikachu pour collecte mais aussi pour y faire une interprétation en vue d'offrir cela à un hôpital : comment faire pour découper en plusieurs morceaux le STL du pikachu pour imprimer cela en plusieurs grandes parties (200 ou 250%) svp ? Sur la sidewinder X2, je suis limité à 150%. Thing files for Low-poly Pikachu - Piggy Bank by flowalistik - Thingiverse Par avance merci de votre aide.1 point
-
oui. G1 Ee.e demande d'extruder e.e mm de filament non, sauf si tu observes une sous-extrusion de la couche initiale pas vraiment. Il te suffit de supprimer (ou commenter avec un ; en début de ligne) les lignes suivantes de ton Gcode de démarrage: G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed G1 X5 Y20 Z0.3 F5000.0 ; Move over to prevent blob squish Ce mouvement provoque la bavure de ~20mm (Y20) que l'on voit sur la vidéo et la photo. Ce qui explique le manque au début de l'impression de la jupe ou de la pièce (si tu n'as pas de jupe/bordure). Je pense que c'est également pour ça que le début de la jupe n'est pas régulier. Tu peux également ajouter la ligne suivante à la fin de ton Gcode de démarrage pour que ce soit plus lisible dans le fichier généré: ; -- end of START GCODE -- PS: il faut savoir que certains Gcode de démarrage et de fin sont proposés à Ultimaker par des utilisateurs. Il ne faut donc pas avoir peur de les modifier. Pour info, voici à quoi ressemble la ligne de purge par défaut de l'alfawise U20: G1 Z1 F1000 ;move up slightly G1 Y60.0 Z0 E9.0 F1000.0;intro line G1 Y100.0 E21.5 F1000.0 ;continue line A croire qu'il y en a qui confondent impression et gravure de plateau . En réalité, la buse est ~0.1mm (= épaisseur de feuille de réglage) au dessus du plateau , mais bon, c'est totalement absurde1 point
-
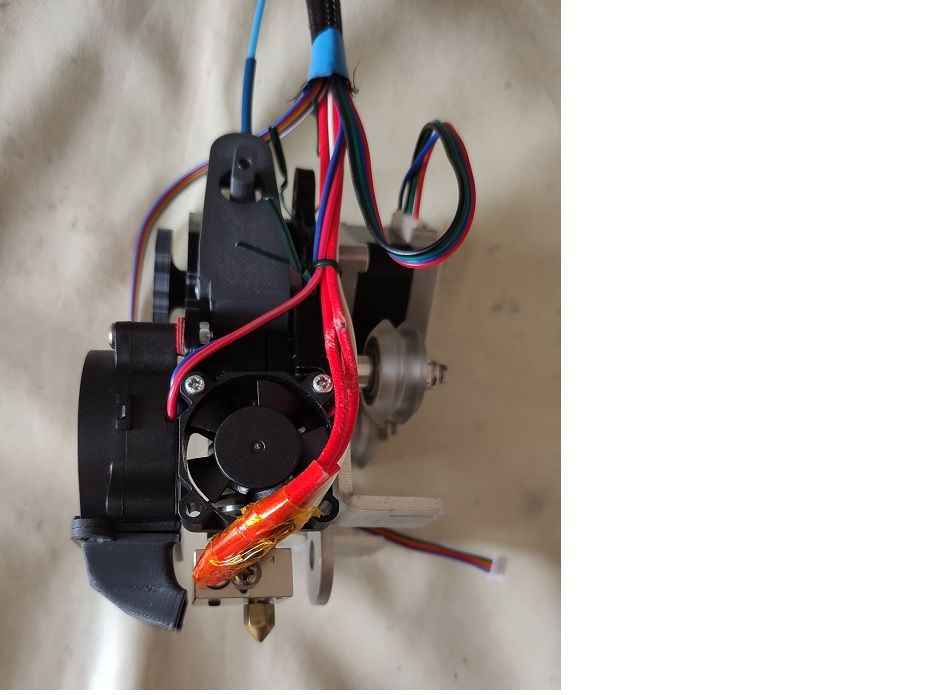
Bonjour @papagalak Pour le mien j'ai intercalé deux rondelles et un écrou de 6 mm comme rondelle et j'ai pris des vis plus longues. Pour les aimants pas si facile, mais très pratique une fois en place, (Gluepen et loctite) Pour le PTFE supérieur, celui que l'on voit sur la photo ? Le morceau de capricorn fourni est en 3mm externe et 1.9mm intérieur, il rentre tout seul dans les engrenages. Pour éviter cela, j'avais mis autour de ce dernier 2 épaisseurs de gaine thermorétractable pour qu'il arrive juste aux engrenages. Depuis j'ai mis un morceau ce capricornXS (reste du bowden) (4mm- 1.9mm), il ne rentre pas du tout dans l'extrudeur. Je n'ai pas la même tête que toi, pour l'instant j'ai mis la MK8 de l'E3V2 avec l'adatateur adhoc. avec le capricorn de 3mm, pas de blocage possible car il rentre dans la sortie filament du miniXtrudeur. J'ai mis du 4mm et c'est parfait (j'ai aussi une E3Dv6 (full) à monter phi 4mm pour le ptitbout de PTFE) J'en suis content cela marche très bien (PLA, TPU, PETG), pour le TPU du 95A. Attention, il ne faut pas trop serrer le ressort du bras, même pour le PLA et le PETG (à peine)

 1 point
1 point -
Parce que entre la fin de l'impression et l'impression suivante, la buse à tendance à se vider pendant le refroidissement et la chauffe.1 point
-
Salut, c'est défini dans les lignes de purge et c'est bien ça qui me gêne dans les lignes de purge par défaut. L'extrusion est 2 x trop importante. Perso, j'ai réduit l'extrusion et l'altitude: G1 X0.1 Y20 Z0.2 F5000.0 ; Move to start position G1 X0.1 Y200.0 Z0.2 F1500.0 E8 ; Draw the first line G1 X0.4 Y200.0 Z0.2 F5000.0 ; Move to side a little G1 X0.4 Y20 Z0.2 F1500.0 E16 ; Draw the second line par contre, à froid, je veille à pousser le filament à fond et je le recule de ~5mm avant de lancer l'impression.1 point
-
ça me paraît assez normal comme comportement, d'où l'intérêt de la ligne de purge ou de la jupe.1 point
-
Je continue la v0.1, avec une surprise qui ne m'a pas fait plaisir...1 point
-
Dans l'ordre. Oui, c'est du 24v pour le hot end. Pour ce qui s'affiche (X5SA ou autre), ne t'en préoccupe pas, l'essentiel est que tu ai les bonne dimensions de plateau, les commandes pour les extrudeurs, et que tout fonctionne. La chose bizarre c'est que tu n'est pas la musique au démarrage1 point
-
C'est même pour ça que je l'ai longtemps envisagée ! Pour finalement acheter l'IDEX. A peine, ça c'est joué à un poil de ... ! Tu me fais penser au film les randonneurs quand ils sont dans le brouillard ... "Alors là il faut imaginer ..." Je vois bien notre pauvre @patdam64 devant son imprimante fermée au MDF en train d'imaginer son impression en cours ! (ou une belle choucroute en formation ... au choix). Désolé, je suis déjà sorti ...
 1 point
1 point -
En attendant de trouver la solution, tu pourrais utiliser une jupe d'une ligne qui devrait te permettre de commencer l'impression de la pièce correctement. PS: aurais-tu une photo des lignes de purge et du début de l'impression en pointillé?1 point
-
Salut, creality slicer est basé sur une ancienne version de Cura. C'est pour ça que tu n'es pas dépaysé . Par contre @The guitar hero a indiqué ici que la version V5.1.1 n'était pas très fiable ou à minima lente. Donc te voilà averti1 point
-
Salut la communauté TENLOG ! @Coyote94 @Savate @Jeff78s @dan40 Voici j'ai traduits le manuel d'utilisation de la nouvelle carte TENLOG TLD3 MBV3.0 pour la WIFI. (je ne sais plus où je l'ai récupéré en Chine peut être ) Savez-vous si quelqu'un dispose du nouveau firmware de l'écran TJC ? A priori c'est indispensable selon les images du document... D'après ce que j'ai compris il faut mettre à jour l'écran (c'est ce que nous voyons sur la vidéo) Avez-vous commandé une nouvelle carte ? A la vue du documents nous avons deux options de connexions soit sur le WEB ou le téléphone portable ! c'est séduisant mais il faut tester à qui le tour ? a+ Manuel WIFI TENLOG.pdf1 point
-
La je peux répondre en partie plus la distance extrudeur buse est courte plus c'est facile justement de d'imprimer du TPU. Ici vue que la longueur de PTFE est assez courte c'est envisageable en effet si tu imprime pas trop vite non plus, par contre il faudra probablement te limité a un TPU qui reste supérieur a du 80A, en effet du 60A sera bien trop flexible a mon sens pour que cela passe dans cette configuration.1 point
-
Dis moi @pixeldesbois tu as prévue l'ajout d'un ADXL345 pour effectué une calibration de l'input shaper sur la SR ? Sinon quand j'en serais arrivé la je pourrais proposer un mini Tuto a intégré dans ton tuto a ce sujet j'ai un ADXL345 dans mon tiroir1 point
-
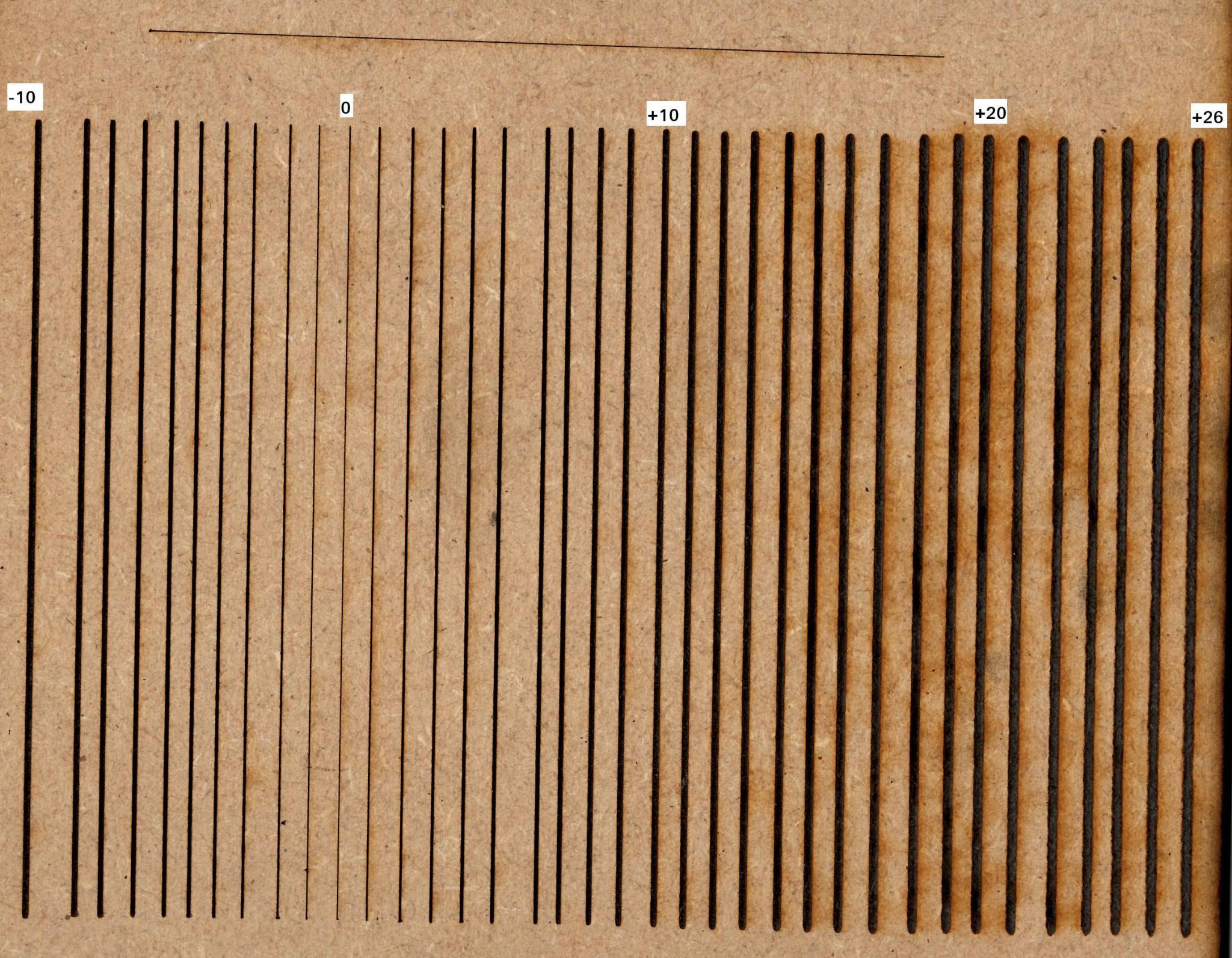
Salut @iandre Suivant la lentille, le faisceau n'est pas le même. La distance de focus change. Tu peux faire un test comme celui ci pour trouver l'optimum Je t'invite à lire ce message et le post de @fran6p en lien dans le message
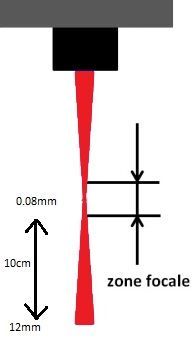
 1 point
1 point -
Comme quoi...heureusement que la fenêtre était fermée au moment ou tu avais des pulsions imprimanticides !1 point
-
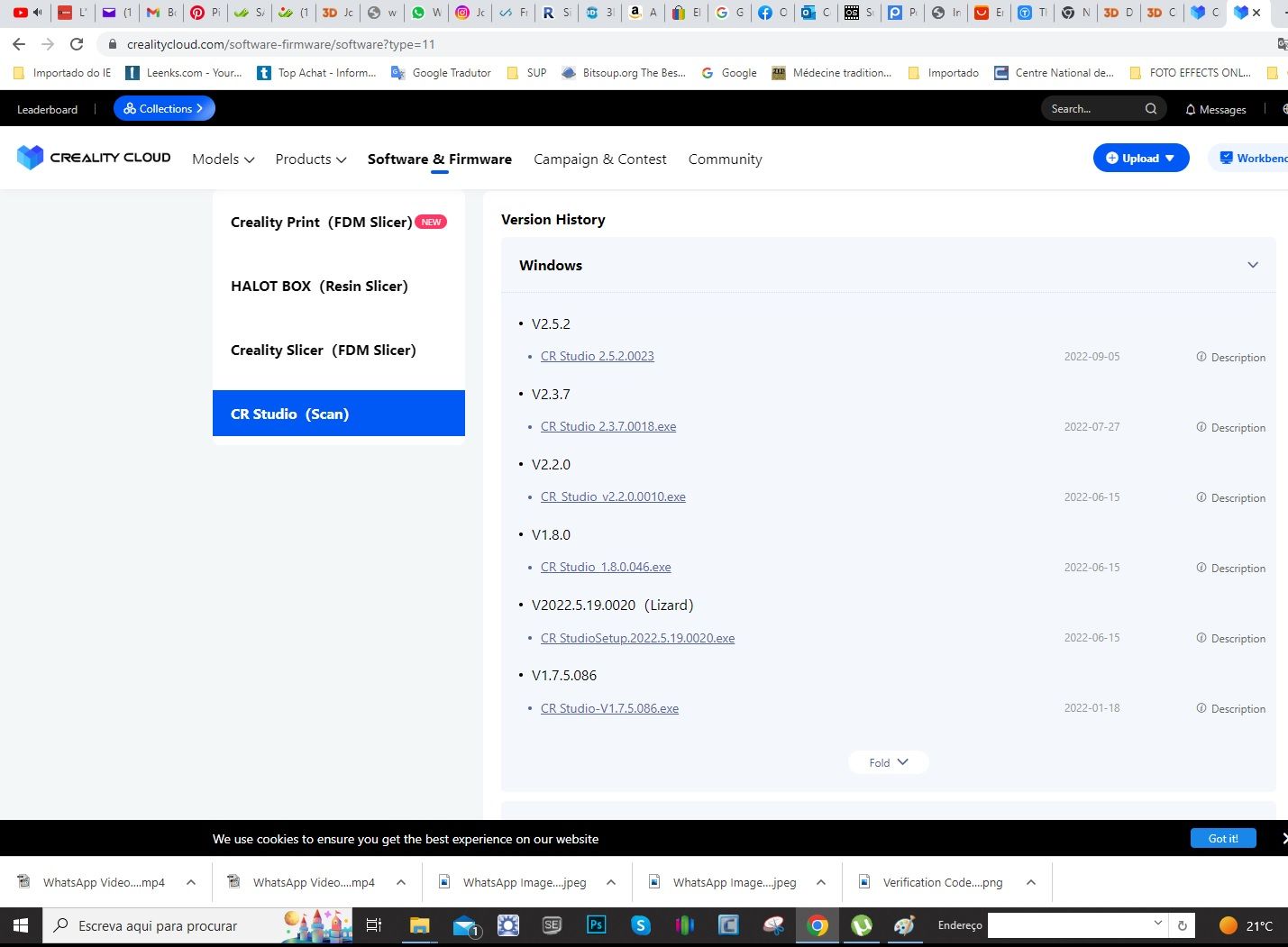
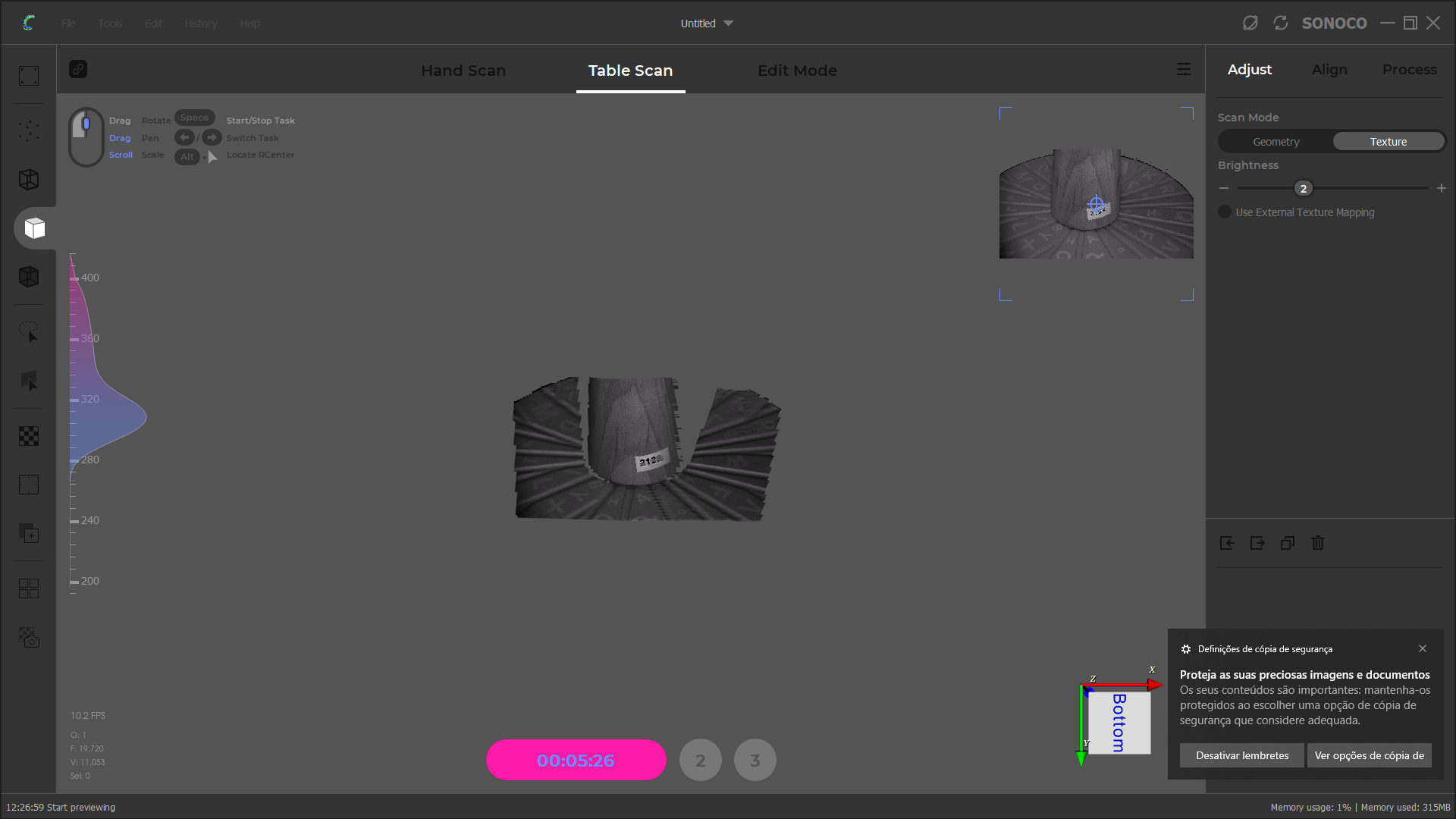
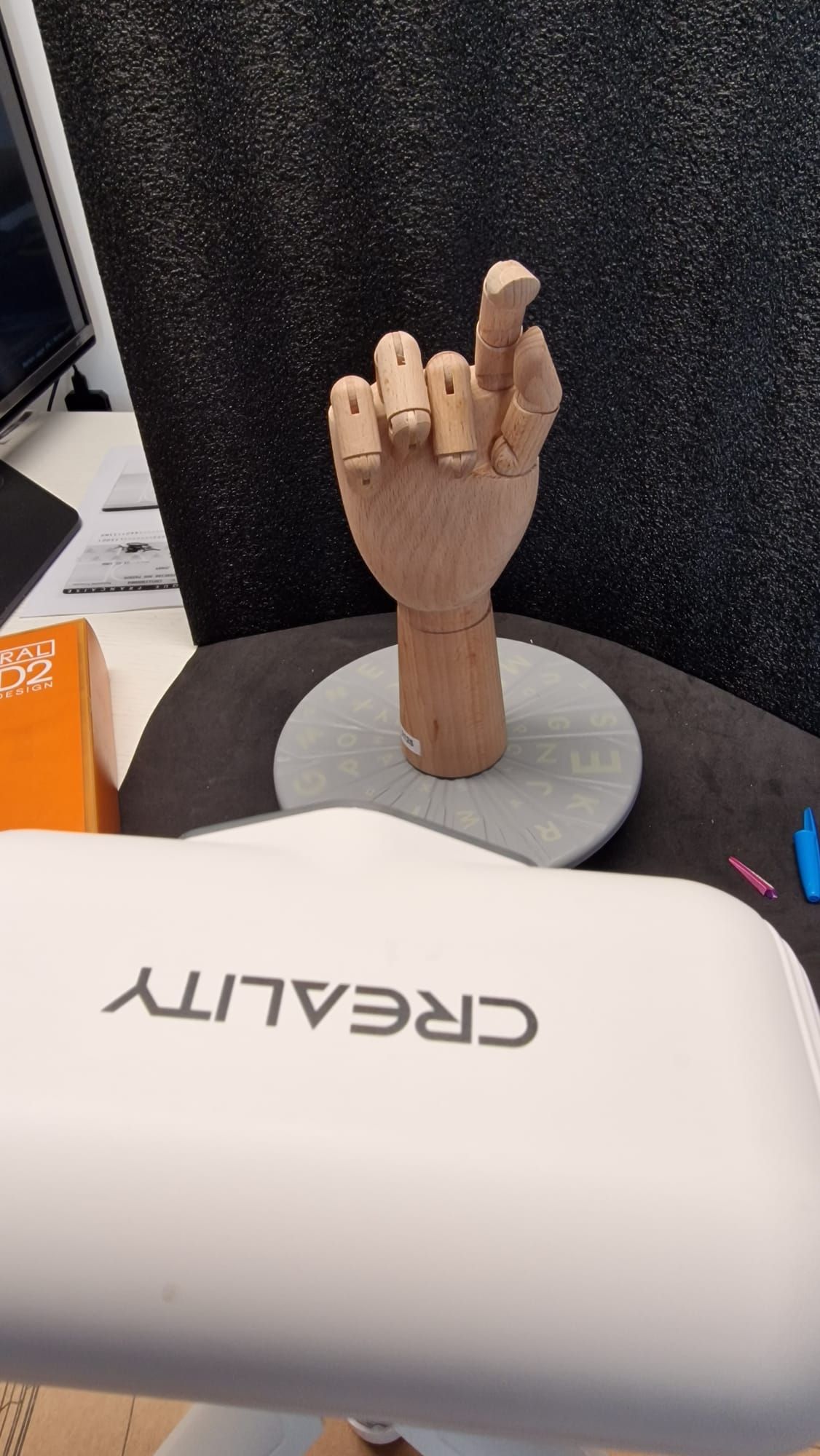
Salut a tous !! Après avoir consulté le forum et quelques vidéos sur Internet, J'ai passé commande du scanner CREALITY CR-LIZARD... Après le Déballage et installation les premiers tests ont révélés plusieurs problèmes ! Même si le hardware semble très bien fabriquer, J'ai beau installer toutes les versions du programme Officiel disponibles sur le site du fabricant, il y a pas moyen d'obtenir un fichier exploitables et propre ! ( Sans compter le nombre de fois que le programme crash et ferme intempestivement !! ) Est-ce que quelqu'un a un retour d'expérience meilleur que le mien ? Merci

 0 points
0 points -
Salutation ! Il semble que Chitubox vient de se faire pirater son compte YouTube https://www.youtube.com/c/CHITUBOX Nom de la chaîne changé, des vidéos pas spécialement légales fraîchement publiées et un bon lot de vidéos effacés... Ils avaient il n'y a pas longtemps déjà eu leur Instagram qui avait aussi été piraté ... https://www.facebook.com/groups/chitubox/posts/1053383625322339/?comment_id=1053753385285363 Espérons qu'ils vont vite reprendre le contrôle de leur compte YouTube et qu'ils ont bien sauvegardé les vidéos qui ont été effacé ...
 0 points
0 points -
Bonjour à tous, je n'ai pas utilisé mon ender depuis 3 mois et depuis ce matin c'est la catastrophe. La tête se déplace à une vitesse maximale et donc l'impression est évidemment ratée. Mais ça ne le fait qu'avec un fichier. Un stl que j'ai modélisé de la même manière et avec le même logiciel que j'utilise tout le temps. Quand j'imprime d'autres gcode, découpé avant mon départ, tout ce passe bien. J'ai essayé de réexporter un stl du fichier, même problème. J'ai essayé d'exporter d'autres stl avec les rélgages que j'utilise là et tout va bien. C'est vraiment ce stl. Les réglages que j'utilise sont les profils génériques PLA en qualité standard de Cura Ultimaker 5. J'ai tenté d'autres profil et de modifier les vitesses mais rien n'y change. La vitesse de déplacement est de 50mm/s mais c'est comme si l'imprimante décidait, jsute pour ce fichier d'en faire qu'à sa tête. J'ai réussi à imprimer quand même par l’interface tune pendant l'impression et en baissant Speed à 150. Ce paramètre était de base à 956 Je vous joins le gcode au cas où quelqu'un à 5 min à tuer. Merci mille fois. CE3_Cale pour croix inox.gcode0 points