Classement


Contenu populaire
Contenu avec la plus haute réputation dans 14/11/2022 dans Messages
-
Non il est utile de préciser surtout que le mien n'est pas à l'abri de me faire..... un cadeau3 points
-
Surtout qu'un cadeau ça ne se refuse pas2 points
-
Ca risque de passer pour du spam, mais je suis trop content et je dois partager ma joie. Avec des regles de vitesses soft le 1er petit est fait sans ventilo, j'ai pas tout saisi pourquoi il a fini dans cet etat. Mais ca fait marrant en comparaison avec le 2nd a faible ventilo - 25% Le GROS est sorti en 2h10, -apres 1 ratage- On est pas loin d'un replicator star trek, c'est completement malade 3 walls, toutes les couches en 0.4, quasi pas d'infill, 1.8% mais 0 irait aussi. Y'a un leger decalage mais rien de dramatique. J'ai boost la vitesse sur des max raisonables avec un max de 450mm/s. Perimetres a 200. Juste la 1ere couche reste a 50 sinon y'a rien qui tient. Si c'etait a refaire je ferais 4 walls sans infill et l'abs a 250 et peut-etre monter a 65mm/s la 1ere couche. Cura me dit que l'impression ferait 10min de plus Je sens que je vais en passer des nuits a slicer des stl. Prochaine etape, monter une webcam faire des videos youtube ???? profit prendre ma retraite au canada.
 2 points
2 points -
Ne pas oublier de prendre de la litière propre je dis chat, je dis rien et je sors ->2 points
-
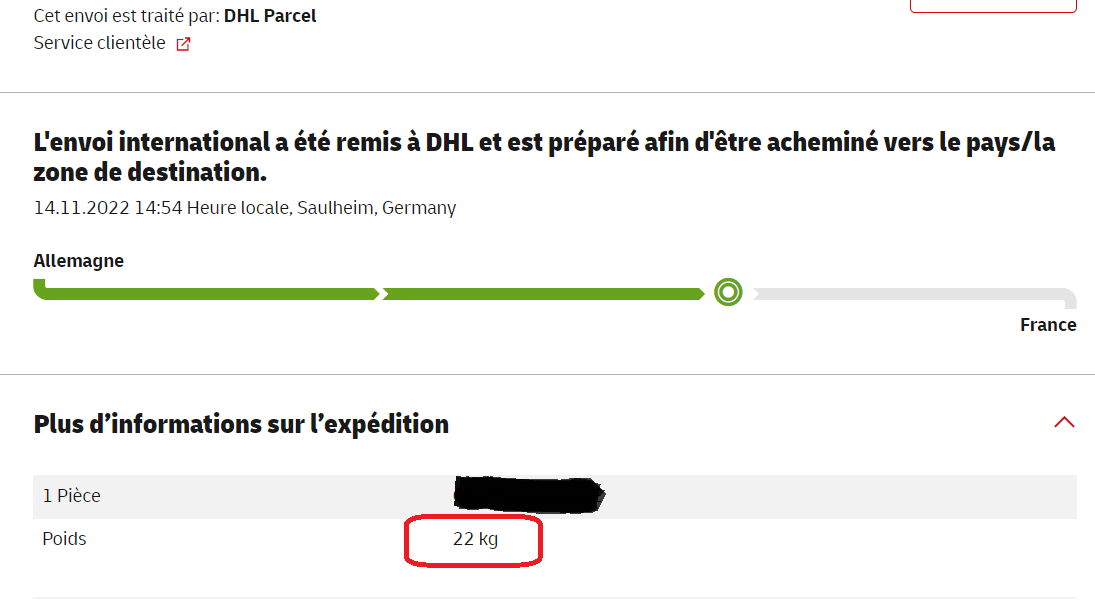
Normalement tu auras 3 bobines fournies avec : 250g de PLA orange, 250g de PA-CF et 250g de filament support (qui s'utilise avec le PLA), toutes fournies avec les "master spool" (même si elles ne s'appellent pas comme ça). Mon colis Kickstarter faisait 24 kg et il y avait une bobine de 250g de PLA en plus. Les Kickstarter de X1 et X1-Carbon n'ont eu que 250g de PLA, si on ajoute les protections pour bloquer l'AMS dans l'imprimante + les bobines + l'AMS ça doit coller aux 22/24 kg.1 point
-
Ca risque d'aller assez vite. Le colis est dans les mains de DHL depuis 14h... On verra demain s'il a passé la frontière Je suis obligé de garder Ideamaker, j'ai mes profils avec mes scripts pour gérer les impressions IDEX (normal, copie et miroir) de mes 2 imprimantes IDEX (CR10 et Artist-D). J'avais tenté l'aventure avec PrusaSlicer, mais impossible de faire du dual extrusion, et IDEX, encore moins. Ideamaker s'est naturellement imposé, la gamme de Raise3D comportant des modèles double tête non IDEX et des modèles IDEX. Et c'est la version 5 de Simplify3D ! Pourquoi une telle différence, j'ai juste commandé la "X1 Carbon Combo" sans rien d'autre pour le moment, histoire de découvrir et identifier les besoins. Peut-être 4 bobines inclues avec l'Ams... On verra bien.
 1 point
1 point -
Je te comprend j'ai fini les premiers réglages complet de klipper sur la SR, j'ai encore des chose à améliorer mais comme elle imprime bien malgré tout pour le moment je la rode a 200mm/s a 10k acce et après avoir finir les demandes qui m'on été demande 160 pièces a imprimer (donc je vais finir les demandes) et après je reprendrais les test sur la SR puis après a voir si j'upgrade la Genius un peu plus, avant d'attaquer un projet Core XY si cela ce fait comme prévue1 point
-
Ce sera difficilement imprimable sans supports à cause de sa forme. Le haut du flacon avec le goulot étant plat on ne peut pas l'imprimer debout et en le plaçant à 45 degrés il y aura des supports sur l'extérieur1 point
-
@Jeff78s tu ne m'en veux pas si je dis que ton avatar te fait perdre pas mal de points de crédibilité quand tu dis : "Je m'en sers tellement" ???1 point
-
As-tu essayé de diminuer ta distance de rétractation ? Je ne connais pas par cœur les valeurs à utiliser, mais 16mm ça me paraît énorme, ton fil encore chaud doit remonter beaucoup trop haut et former un bouchon que l'imprimante peine à pousser, ce qui expliquerait que l'extrudeur claque de plus en plus. Edit : ce que tu peux faire dans un premier temps c'est de réduire la distance de rétractation pour voir si ton extrudeur claque encore, même si ta pièce ne sera pas belle. Ensuite en fonction du résultat tu pourras essayer de retrouver une valeur pour sortir des pièces plus belles.1 point
-
bonjours J'ai commander une flsun v400. J'utilise pour le moment prusa slicer qui me convient. Mais pour pouvoir utiliser correctement ma future nouvelle imprimante, je me fait la main sur cura 5.1. Mais je le trouve très lent, surtout la découpe faite, pour visualiser mes ligne une trentaine de seconde sont s'écoule après le scrouling de la souris. si toute foi il ne plante pas; je suis sous win11 rtx2080. J'ai desinstallé et reinstallé cura au moins dix foi. Mais rien ni fait. lent tres lent. Si quelqu'un a une piste?1 point
-
Nouvelle vidéo de teasing un peu plus travaillée, où on voit différents aspects de la personnalisation qui sera imprimable, ainsi qu'un boitier optionnel étrange (pour contrôler l'éclairage ou autre chose ?).
 1 point
1 point -
Oui bien sur sans aucun problème, tu n'auras pas la synchronisation avec ton imprimante mais tu peux déjà regarder les fonctionnalités et paramètres disponibles, slicer des objets, peindre des modèles, etc.1 point
-
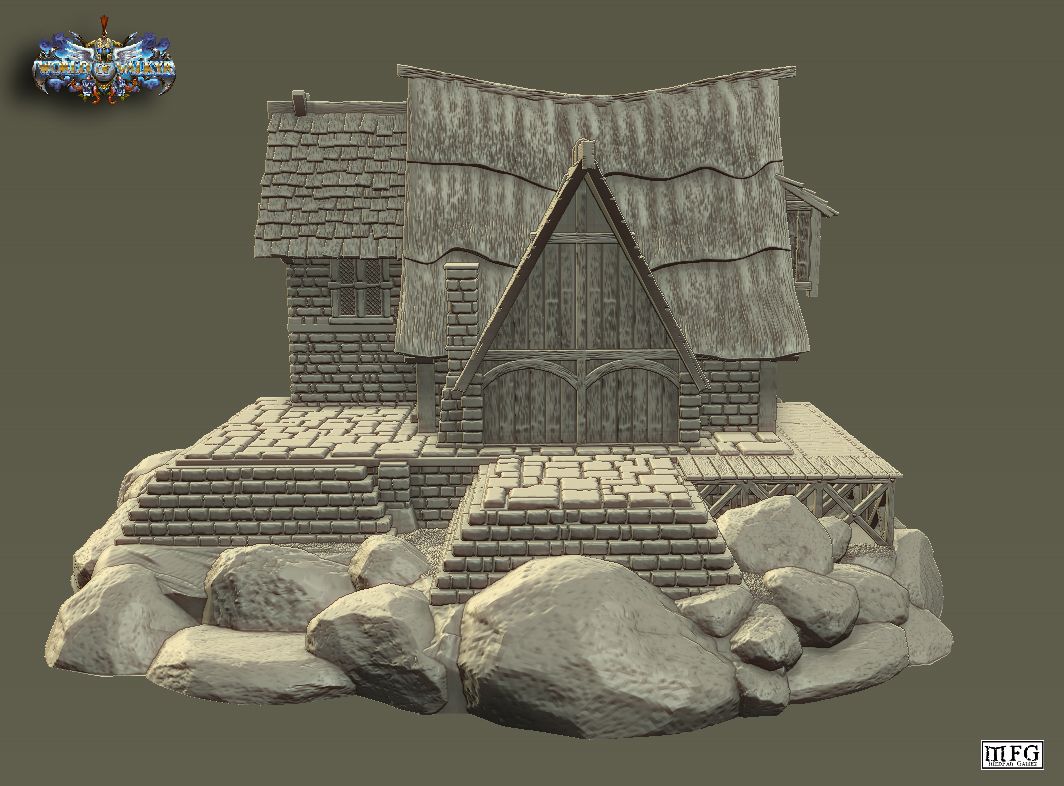
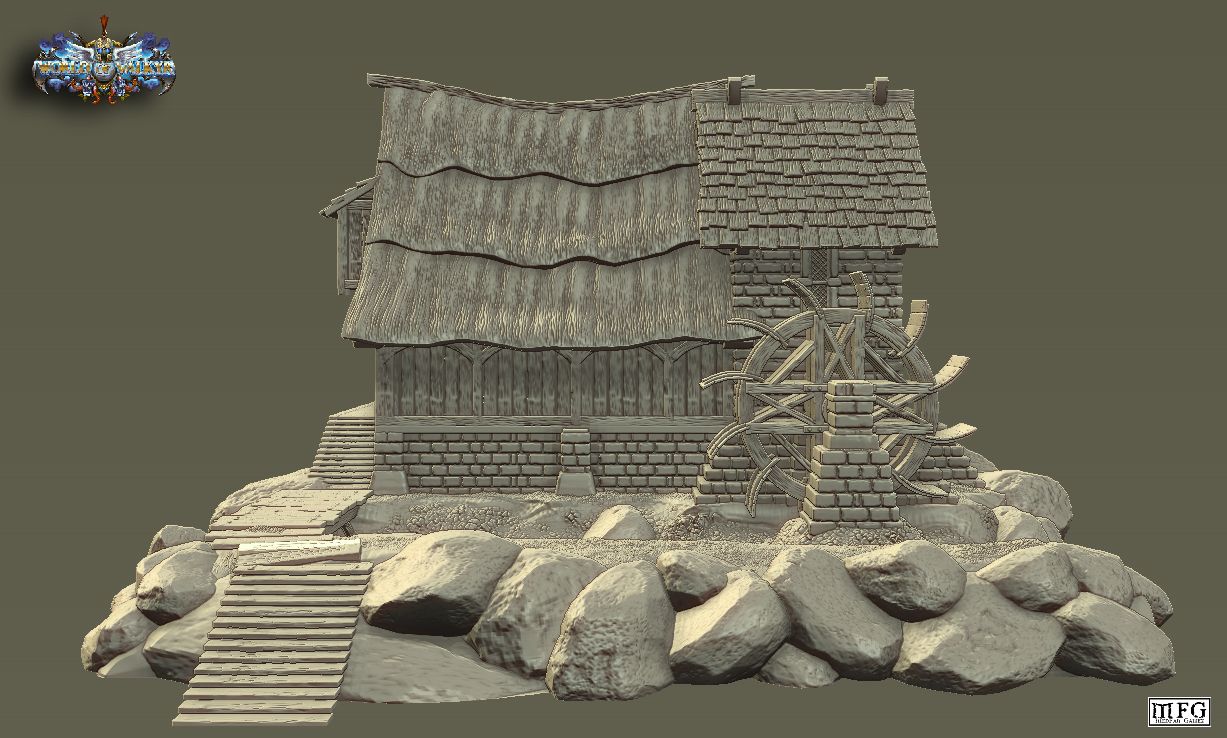
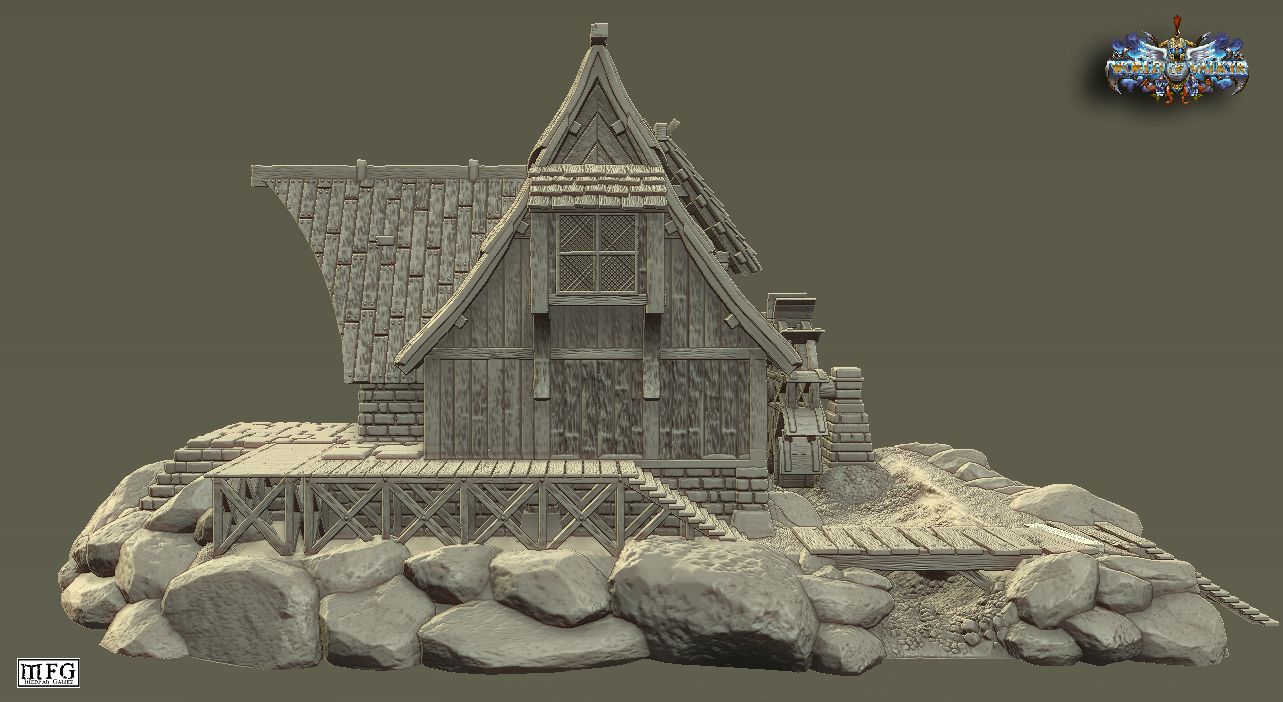
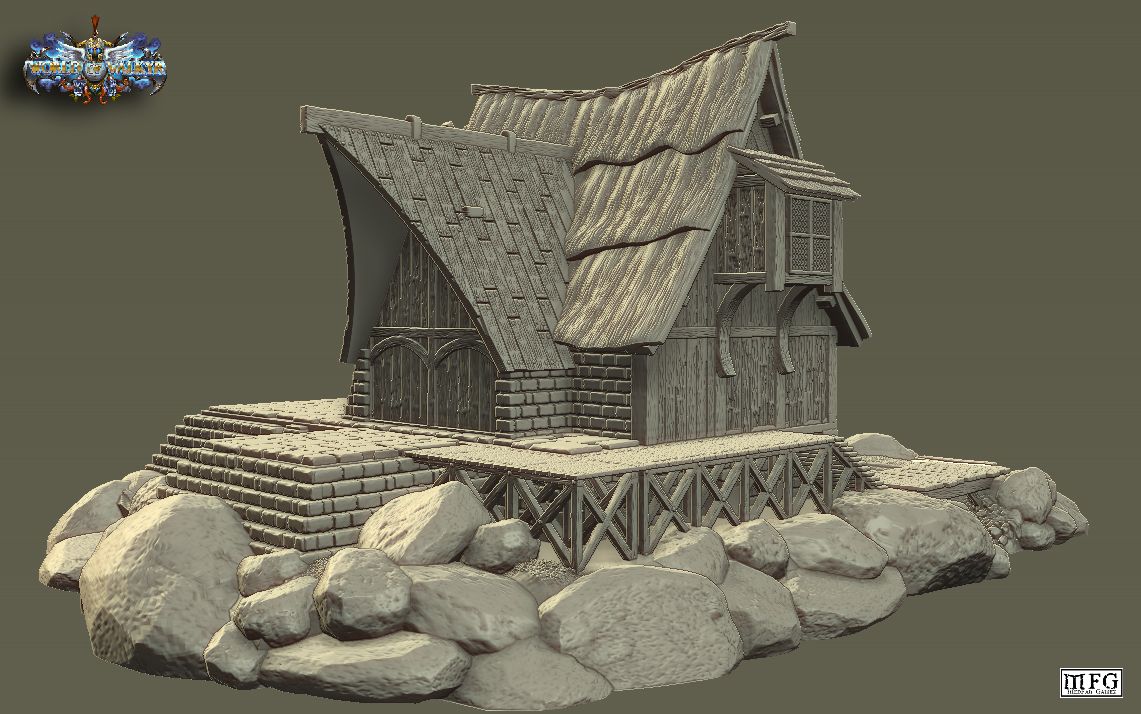
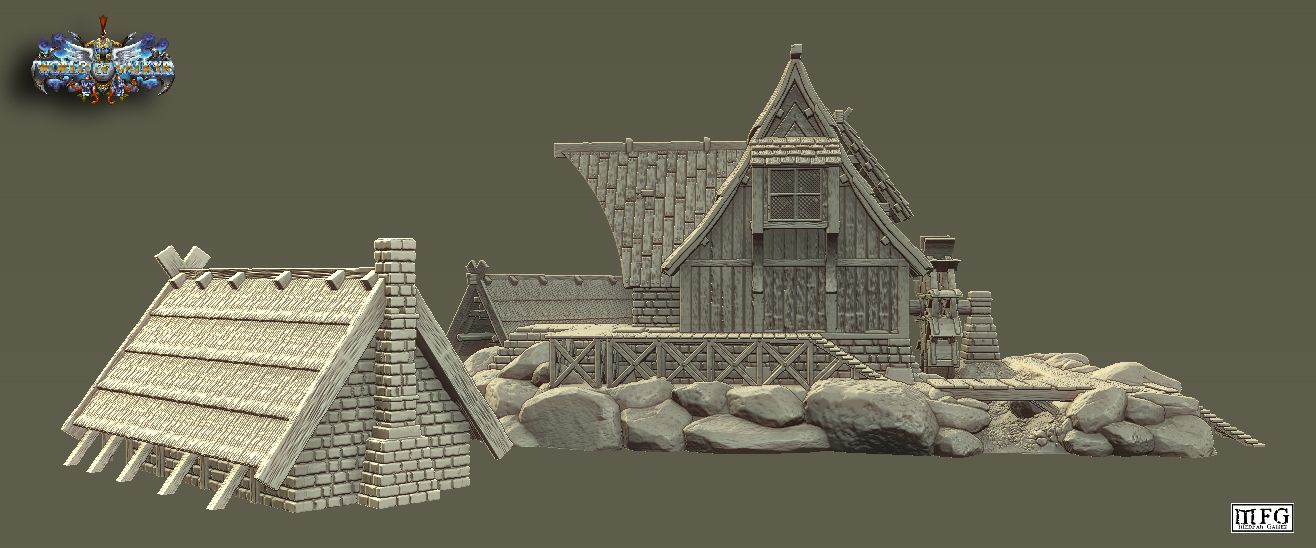
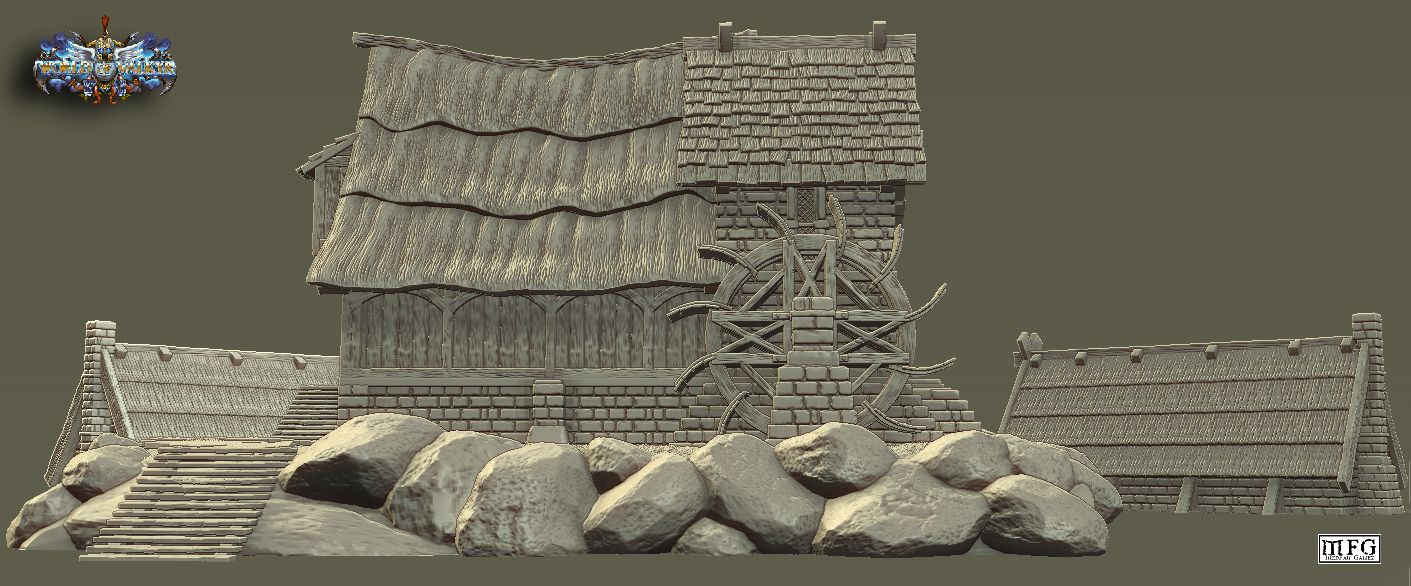
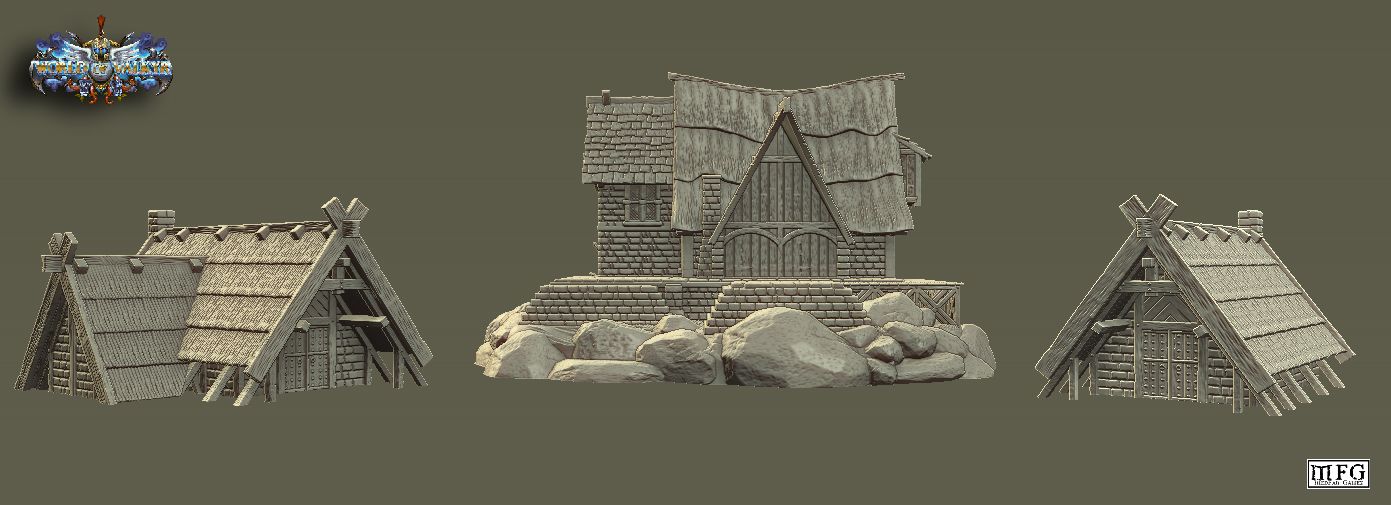
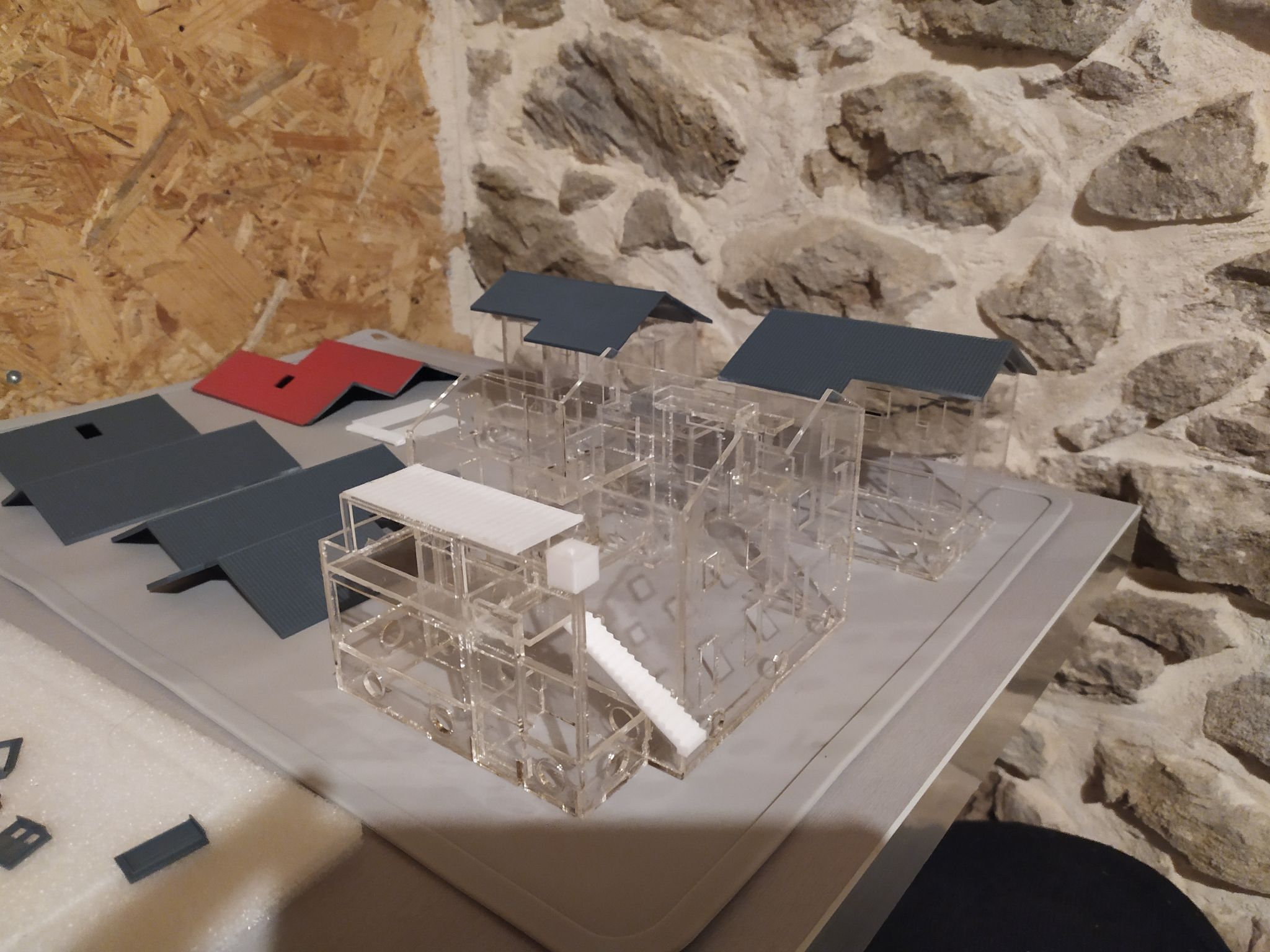
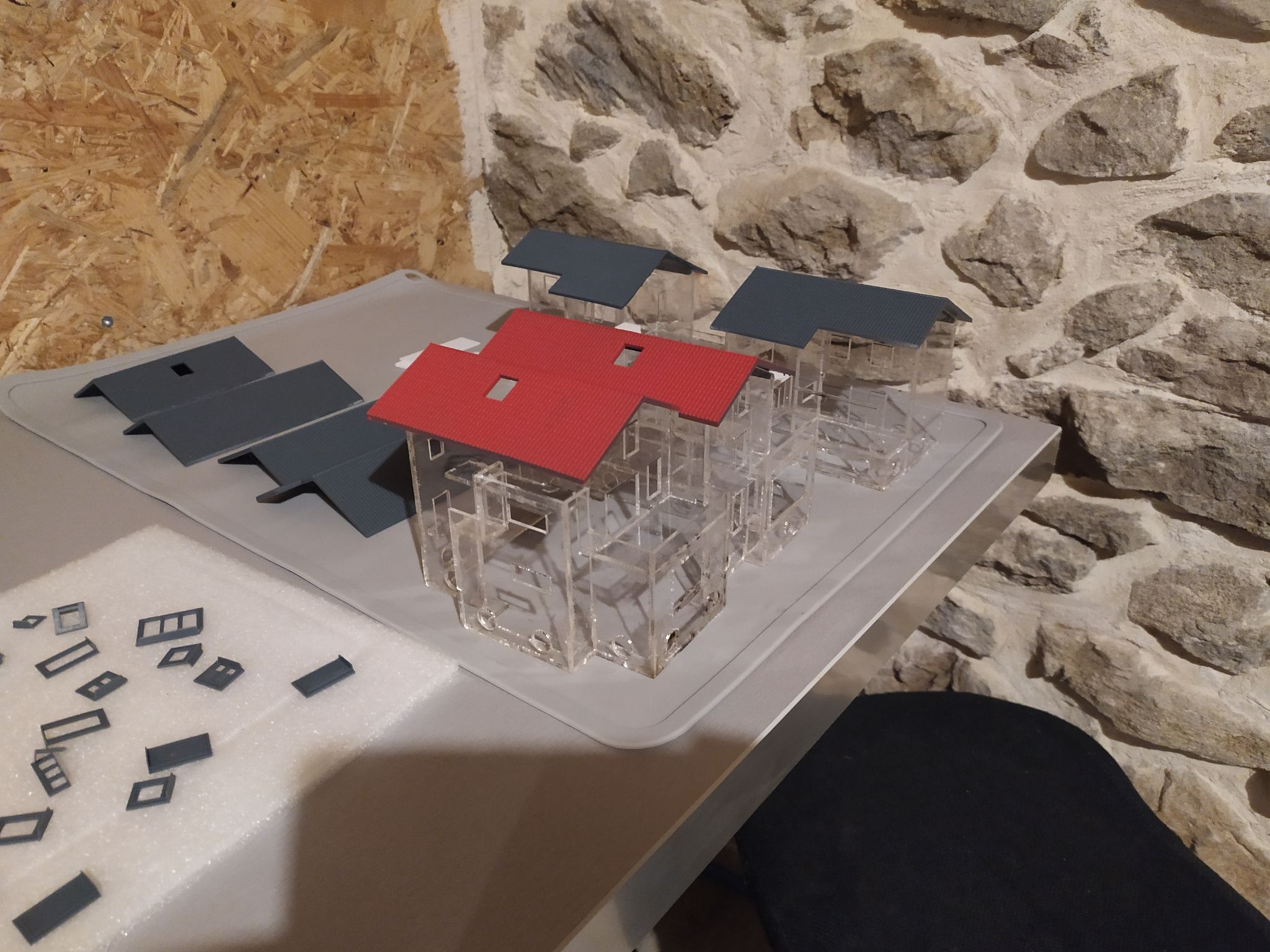
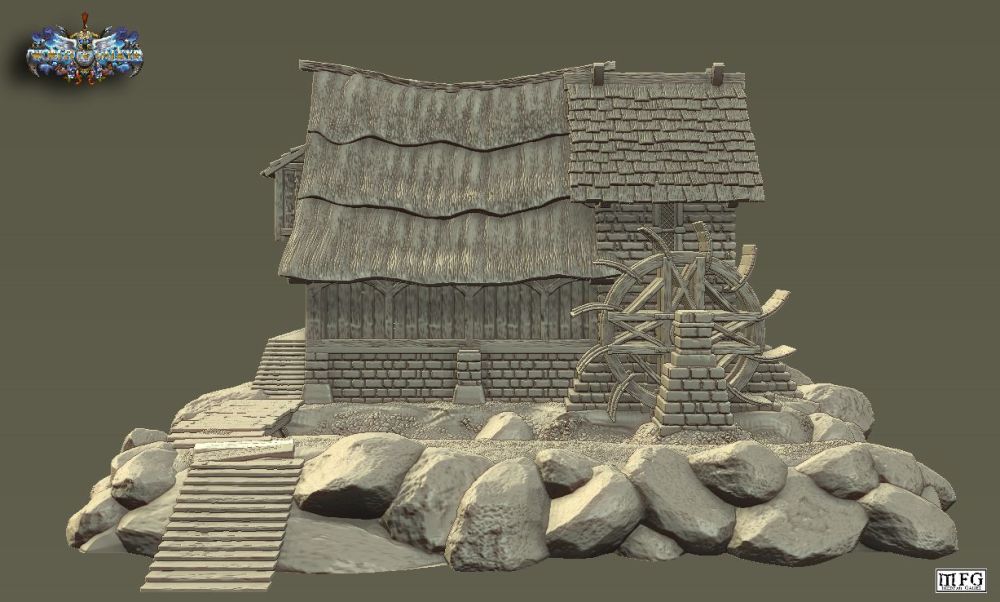
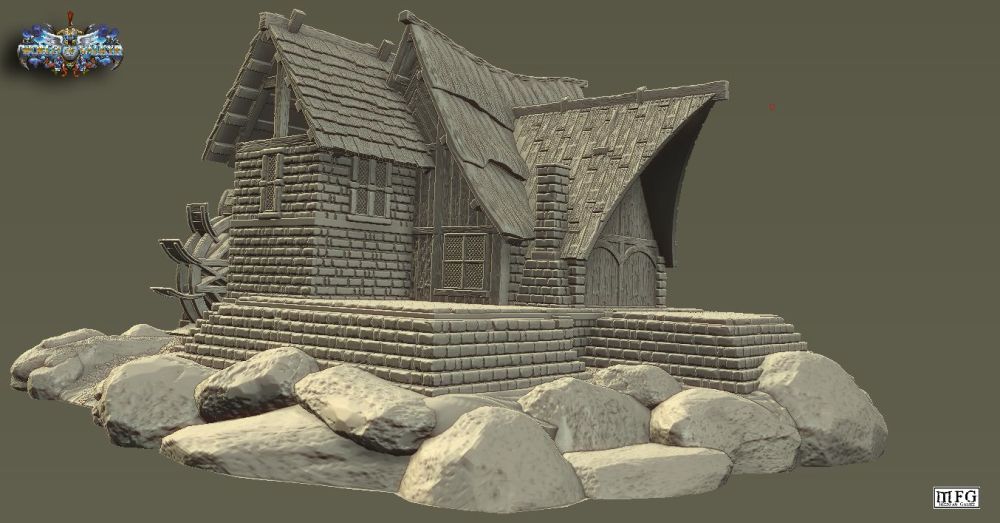
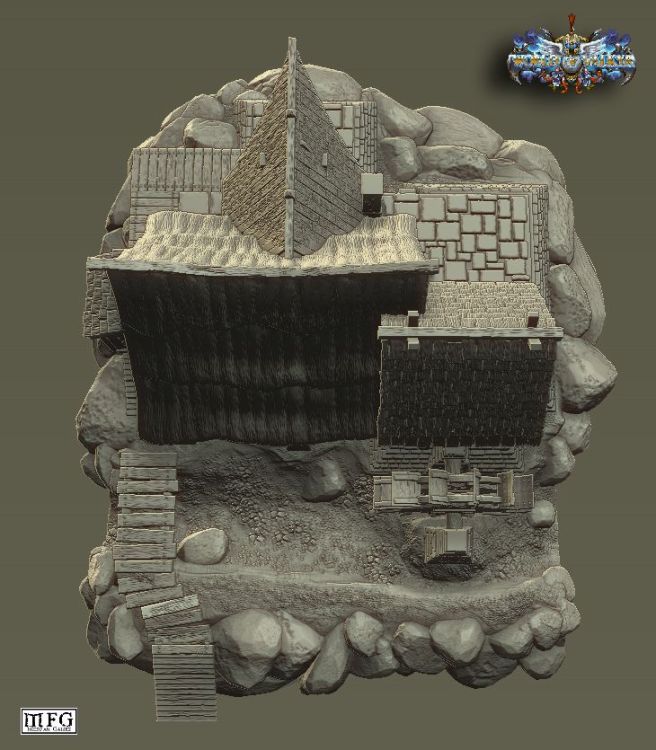
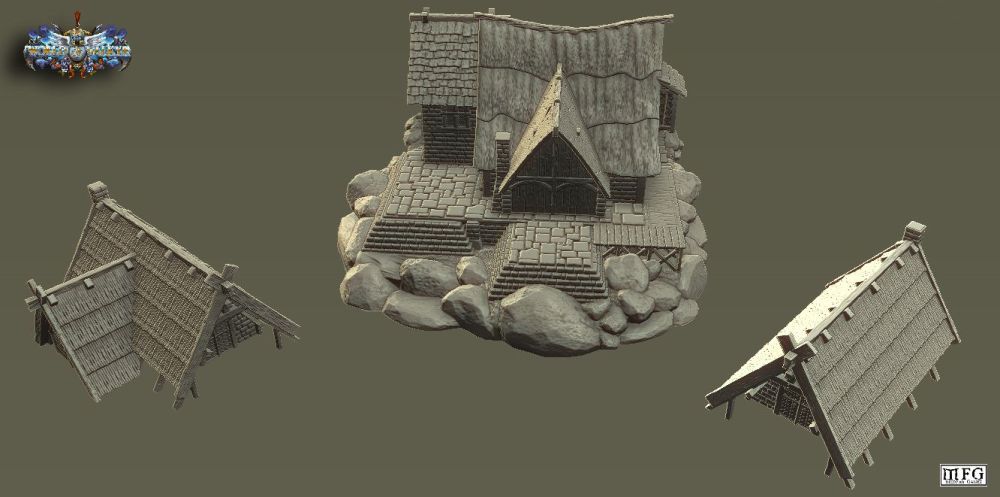
Bonjour à tous, voici la toute dernière maison barbare disponible lors de la campagne. Bonne journée








 1 point
1 point -
Tu peux générer un gcode de test de rétraction sur http://retractioncalibration.com/ Ca marche bien pour trouver la bonne longueur et la bonne vitesse1 point
-
Salut @P_tite_tete ton projet avance a ce que je vois . Pour ce qui est du Ventilo j'ai des Winsinn et j'ai pas trouver mieux en perf/bruit fiabilité actuellement que ce soit en 5015 ou 4010. Pour le 3dtouc Artillery oui tu peux le dire clairement il est pas terrible du tout, par contre cela m'étonne le touchmi j'avais pas repérer de variation sur la répétabilité. Des 3dtouch le Antclabs Bltouch V3.1 le plus fiable et précis que je connaisse cela reste la référence mais tu as aussi le modèle TriangleLab de 3Dtouch qui est vraiment pas mauvais . Pour le Bed tu as raison aucun intérêt de ce mettre acheter un Bed Artillery comme tu l'as dis c'est la roulette russe pour pourrait avoir le même résultat voir pire c'est dire. De plus le bed Full verre est un plait pour la répartition et diffusion de chaleur sur ta X2 la chaleur est pas homogène pour un sous si tu regarde bien. Les bed Alu de chez ABS3D sont d'excellent produit si je me base sur les retour d'ami et membre du forum qui sont passer dessus. J'aime beaucoup le travail sur le support du H2 que tu as réalisé bravo, sa de donnerais presque envi d'installer le matrix que j'ai en stock sur ma Genius1 point
-
Les codes de réduction sont listés dans les deux liens mentionnés1 point
-
Bonjour, sur la photo plus haut on voit la pièce de l'extrudeur, celle qui tiens le roulement et le capteur de filament complètement fendu. Après l'avoir changé par un modèle en alu, tout et revenu à la normale. Me reste à tester pour le tpu, mais déjà je peux imprimer.1 point
-
Ok rien de compliqué pour le dépannage je suppose que les mosfet n'ont pas aimés; en principe ce qui crame c'est toujours les éléments reliés au 24V. La tension logique est toujours préservée c'est bon signe1 point
-
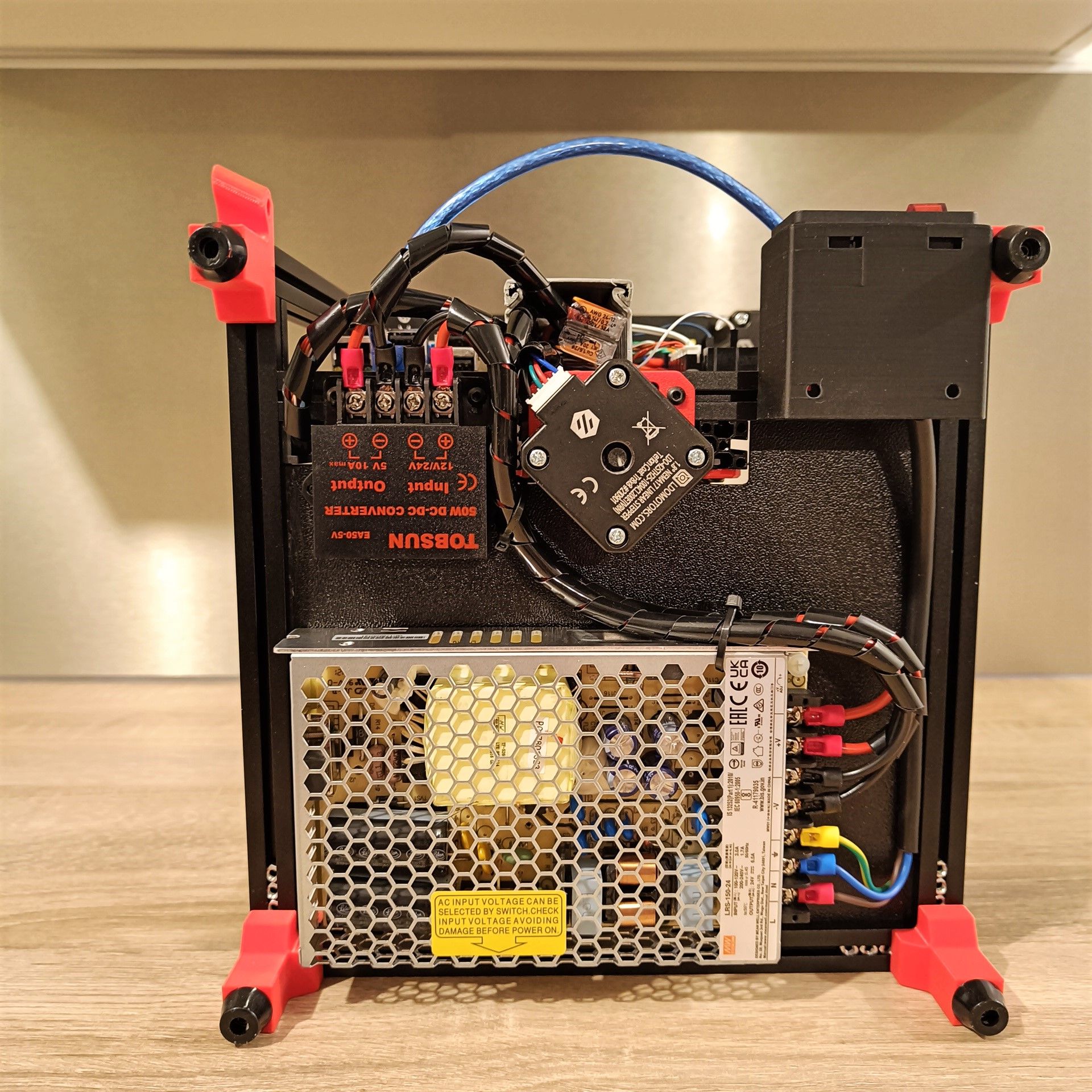
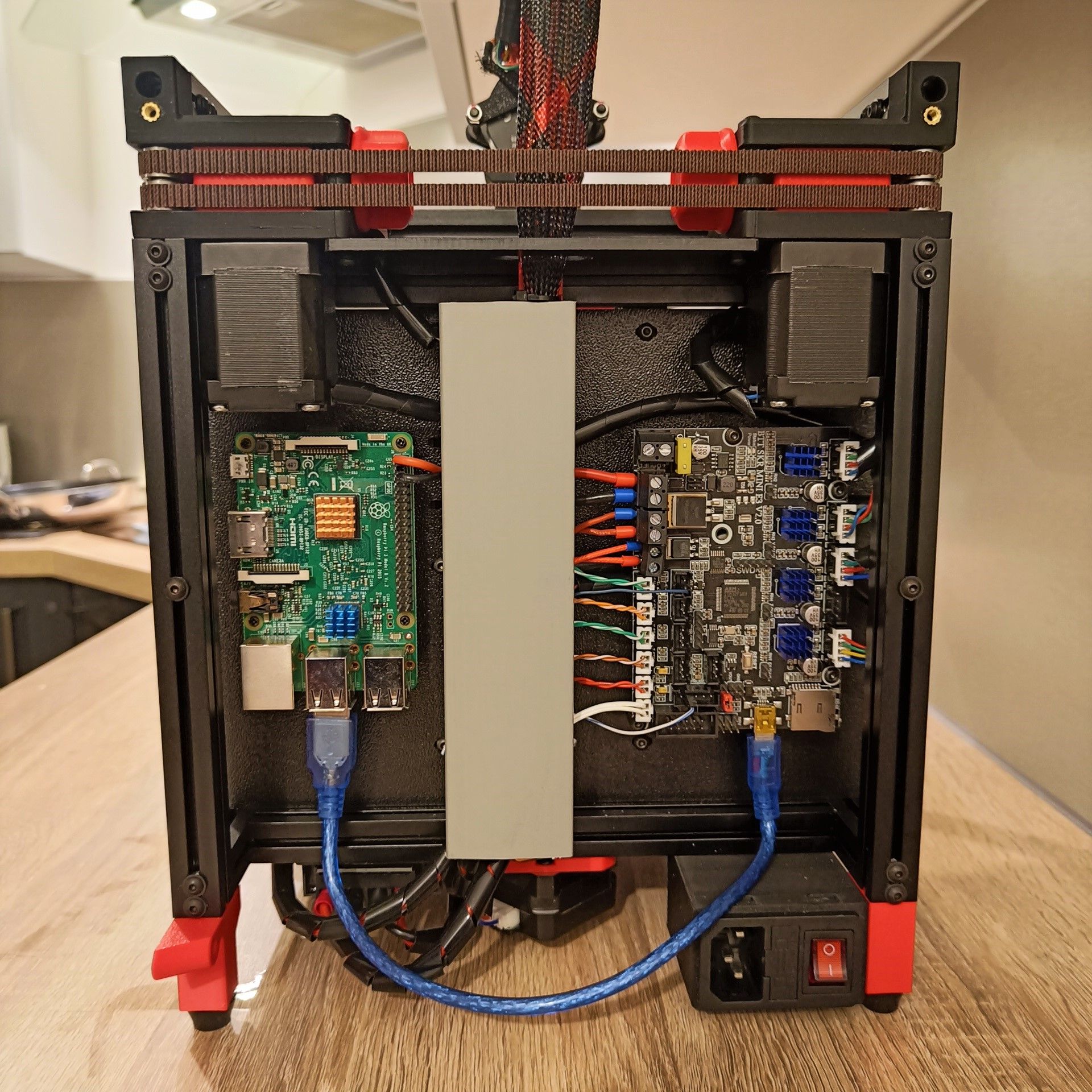
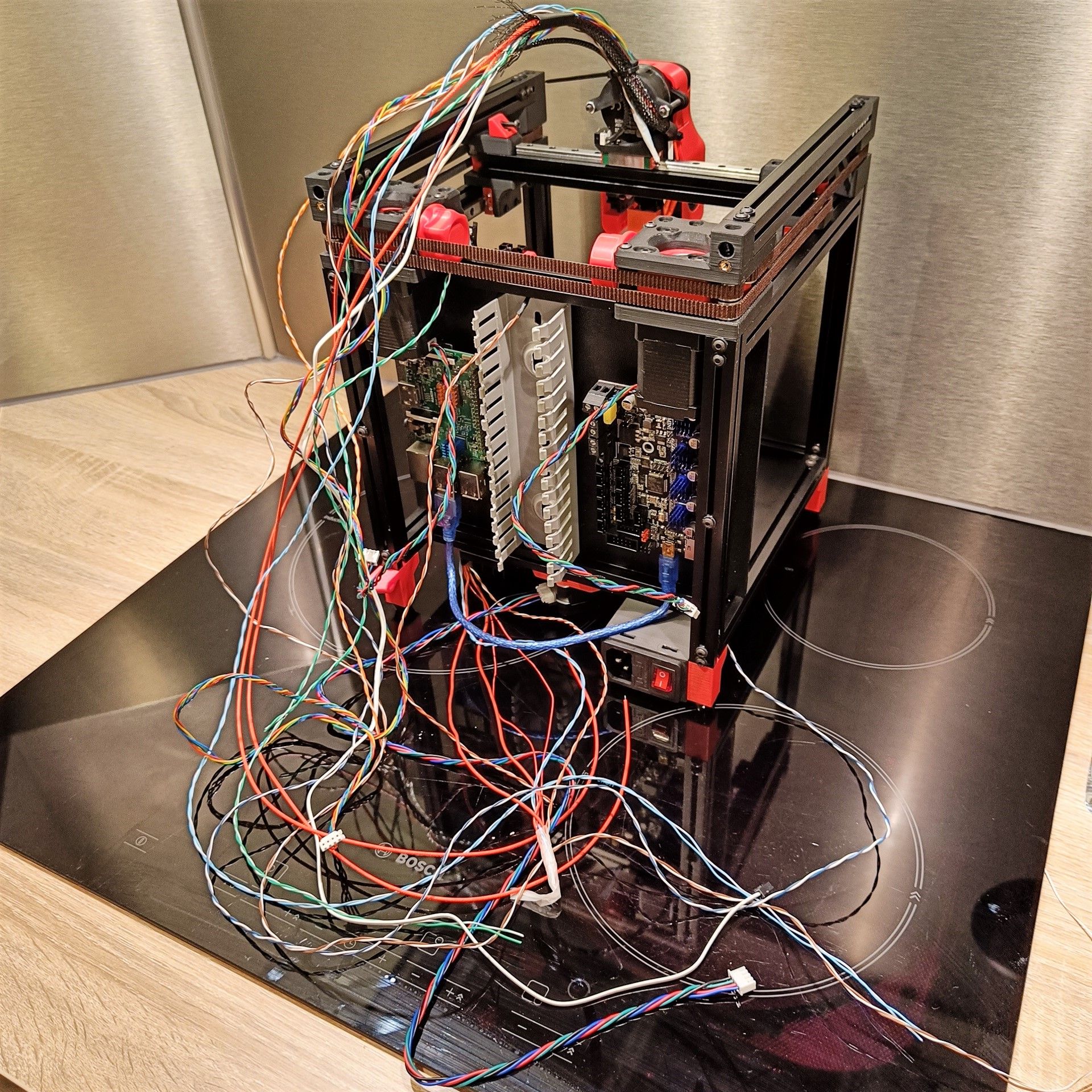
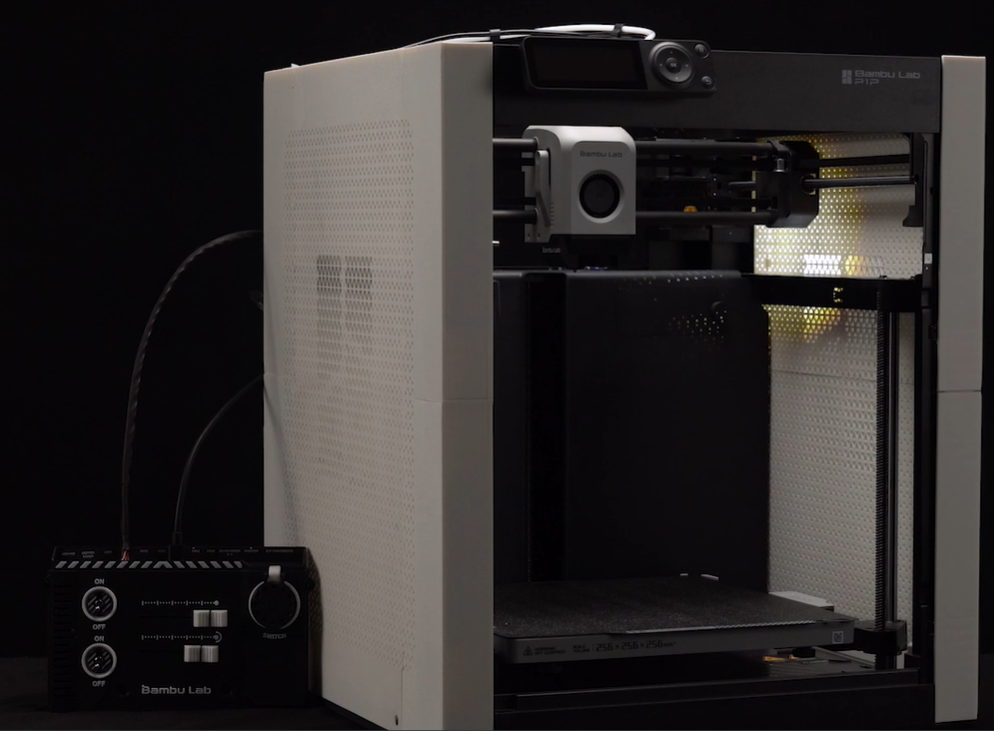
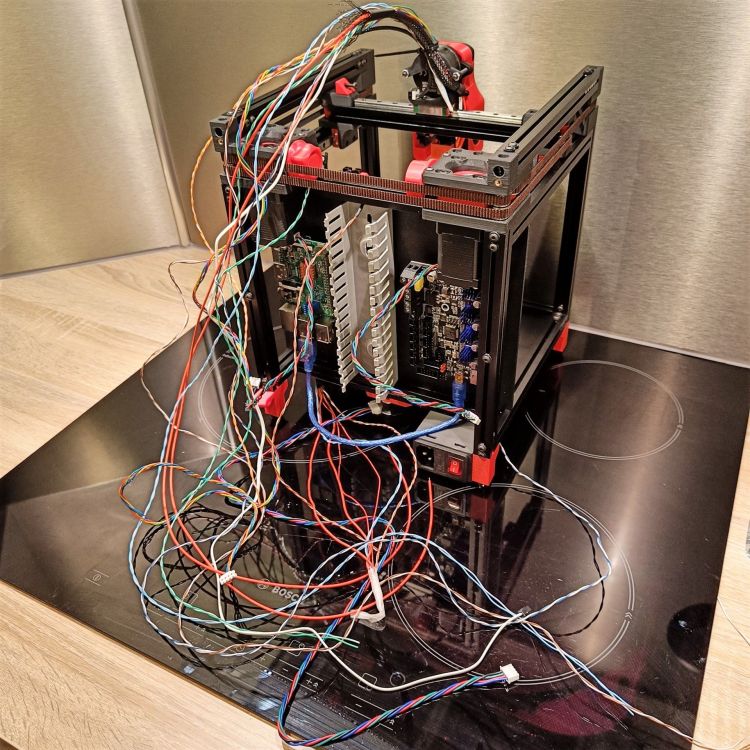
Le Câblage Avant : Après : Les fonctions de base sont opérationnelles à partir de Mainsail, mais un des deux ventilateurs d'impression ne fonctionne pas, dommage. Je commencerai avec une V0.1 handicapée pour refroidir les pièces
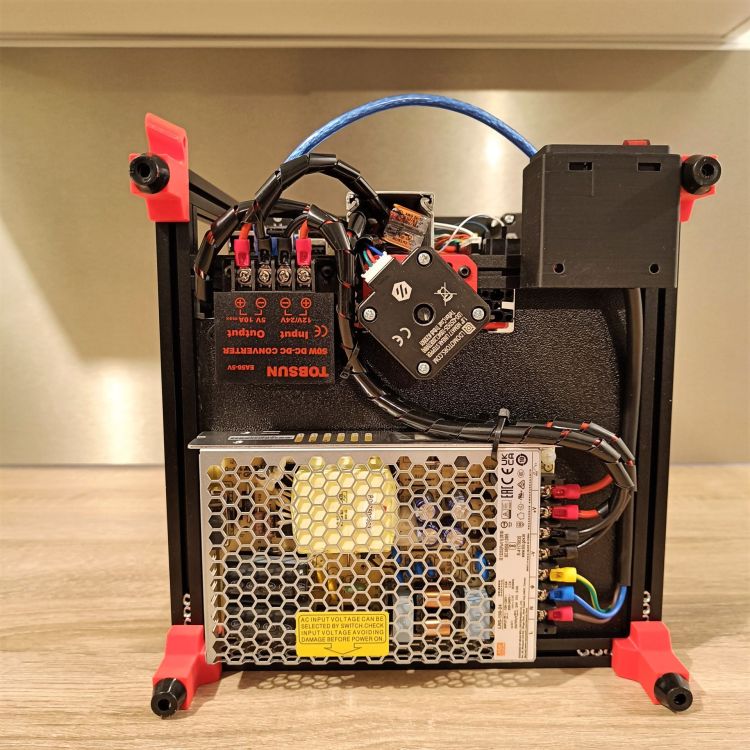
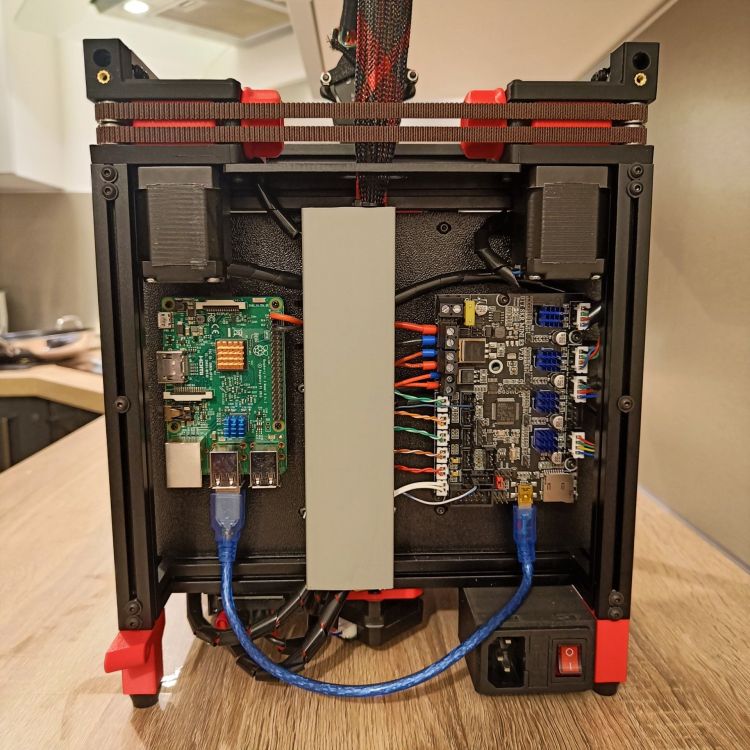
 1 point
1 point -
C'est vrai que je n'avais pas relevé, en plus ce sont des blocs alu ... donc même 1/8eme fait déjà beaucoup. Surtout avec des buses laitons, tu ne laisses aucune chance à l'alu. (et je ne parle pas des buses acier).1 point
-
Ah la maintenance coûte cher chez toi ! Faut y aller douuuuuucement ... Bon sinon, tu as gardé ta tour de température pour le PETG ? Ou tu en as une photo ? Peut être que le calibrage des températures est foireux sur ta machine et que tu imprimes trop chaud (même si la valeur semble normale). Parce qu'effectivement, le post traitement doit être chaud ! Ceci étant, quand ce ne sont vraiment que des fils ultra fins, un petit coup de briquet ou de décapeur thermique fonctionne pas mal pour les faire disparaitre. Mais attention de ne pas trop chauffer et déformer la pièce.1 point
-
Salut, Méthode douce : dans ton Gcode de démarrage, tu ajoutes sur la 1ère ligne : M412 S0 ; désactive le détecteur de fin de filament Méthode bourrin : tu débranches le connecteur du détecteur et tu shuntes avec un trombone isolé, par exemple, glissé dans les 2 trous du connecteur au bout du câble Méthode intermédiaire : tu imprimes ce fichier qui va sauvegarder le fait que tu ne veux plus prendre en compte le détecteur de filament DesactiveDetecteurFilament.gcode1 point
-
1/4 de tour à chaud, ça me parait beaucoup1 point
-
Ouaiii mais le mec il ne fait que ça au final ... alors que nous ... on bosse avec nos outils !!! Déja parti ...1 point
-
Je n'ai pas rencontré le souci sur mes imprimantes, mais je n'ai pas de Tevo. Ceci étant, sur tes deux imprimantes tu as rencontré le souci, mais une fois le bloc d'origine changé, as tu toujours le souci ?1 point
-
Salut Bonne idée les décos de Noël. J'en dois justement en faire. Je vais essayer d'en imprimer quelques unes de plus @+ JC1 point
-
Je ne connais pas puissance de la cartouche (60W?) mais si tu chauffes intelligemment la machine (plateau puis tête et non en simultané ), il ne devrait pas y avoir de problème PS: désolé pour le hors-sujet1 point
-
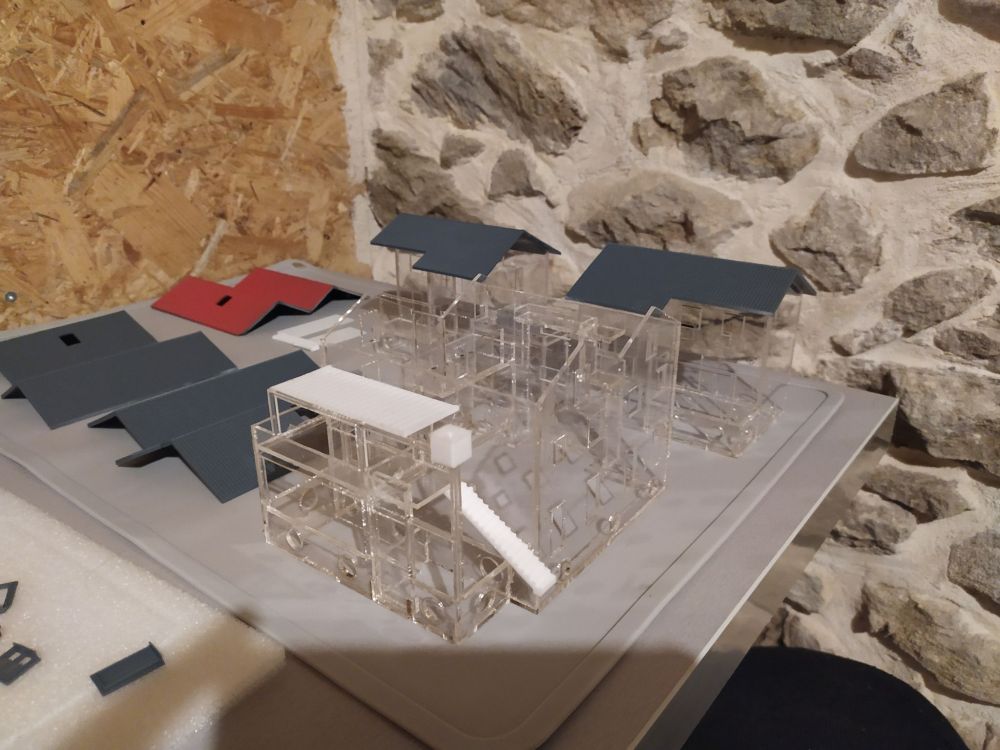
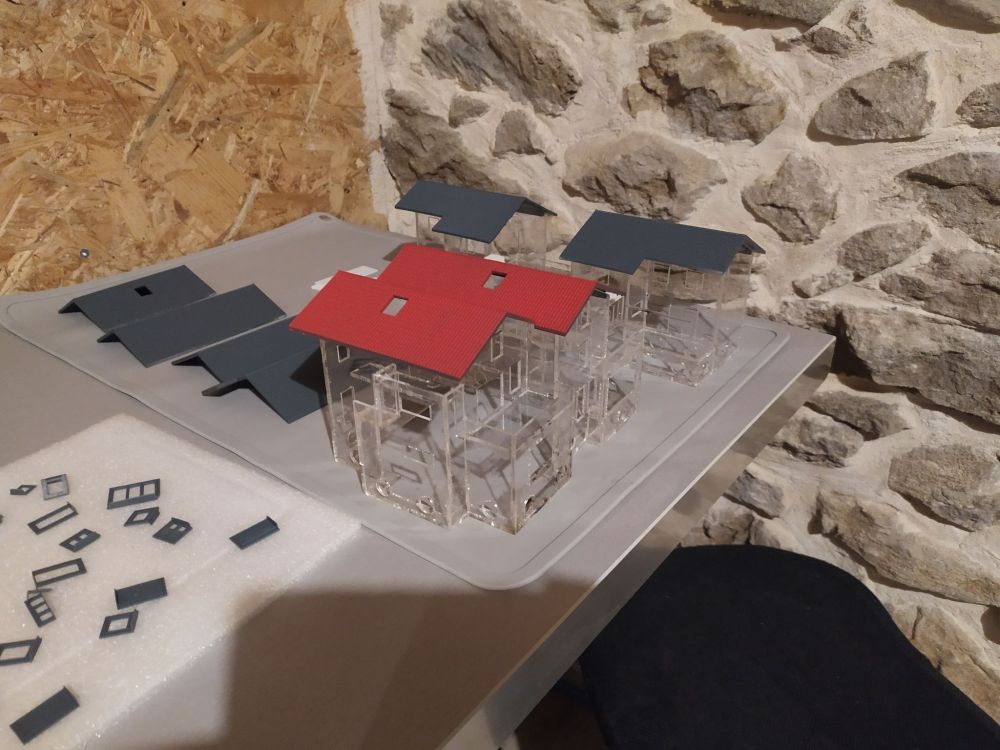
Maintenant que les tests ont été validés, c'est parti pour la production Murs en PLexi Toit en Résine Escalier et brise soleil en PETG

 1 point
1 point -
Tu n'as pas une fuite au niveau de la buse ? Tes paramètres de rétraction ?1 point
-
Si le problème est inter-mitant, je pencherai plutôt pour un problème mécanique. Peut-être un problème d'extrudeur... Si tu as un bras en plastique, celui-ci est peux-être fissuré. Sinon, as-tu essayé d'imprimer avec un autre filament qui va bien genre PLA. Si oui, le problème est-il toujours présent?1 point
-
salut @LeChristoui je vois très bien de quoi tu parle, j'ai connue exactement la même chose a mes débuts sur la SR (En Avril 2022). Quand j'étais encore sous firmware Marlin pour limiter ce soucis je tournais sous Slicer Ideamaker qui lui réussissait bien mieux que Cura et j'utilisais exclusivement le remplissage Gyroide comme la conseillé @divers, ce type de remplissage est par ailleurs super efficace sur les imprimantes Delta. J'ai utiliser un profile propose sous Ideamaker je pourrais te dire lequels si besoin. Depuis quelques jours j'ai passer ma SR sous Klipper, il me reste quelques petites calibration a finir mais j'ai imprimé 3 petites pièces a 180-200mm/s sans avoir de soucis quelques soit le remplissage et cela sous Cura 5.1. Mais il me faut finir ma calibration et quelques test d'impression plus important pour pouvoir te faire un vrai retour sur le comportement a présent de la SR sur le Remplissage. Mais depuis mon passage a Klipper l'imprimante est pour le moment plus silencieuse jusque 200mm/s que 2 semaine plutôt sous Marlin Flsun, je testerais l'impression a 300mm/s dans quelques temps quand j'aurais fini toutes mes calibrations dont l'input Shaper.1 point
-
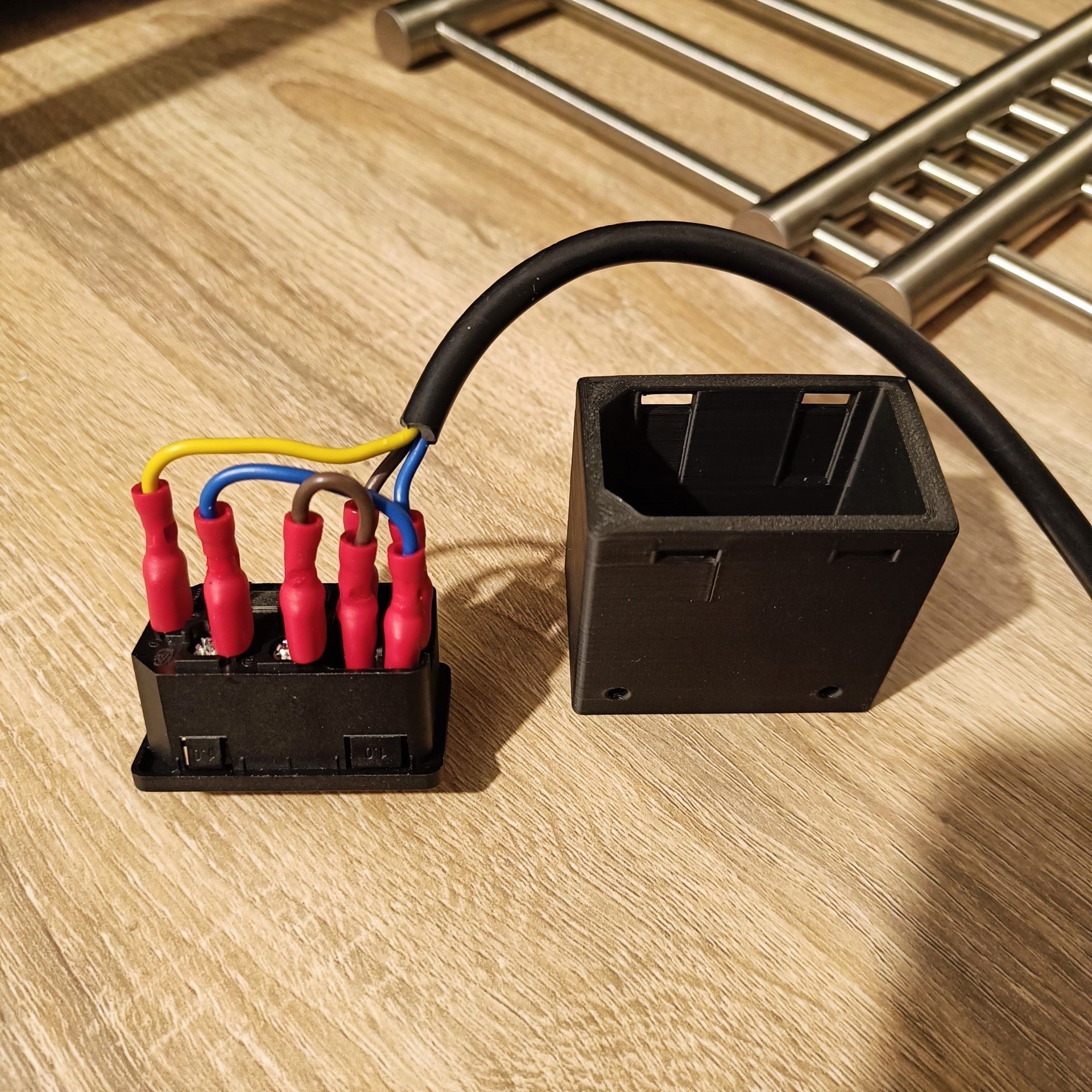
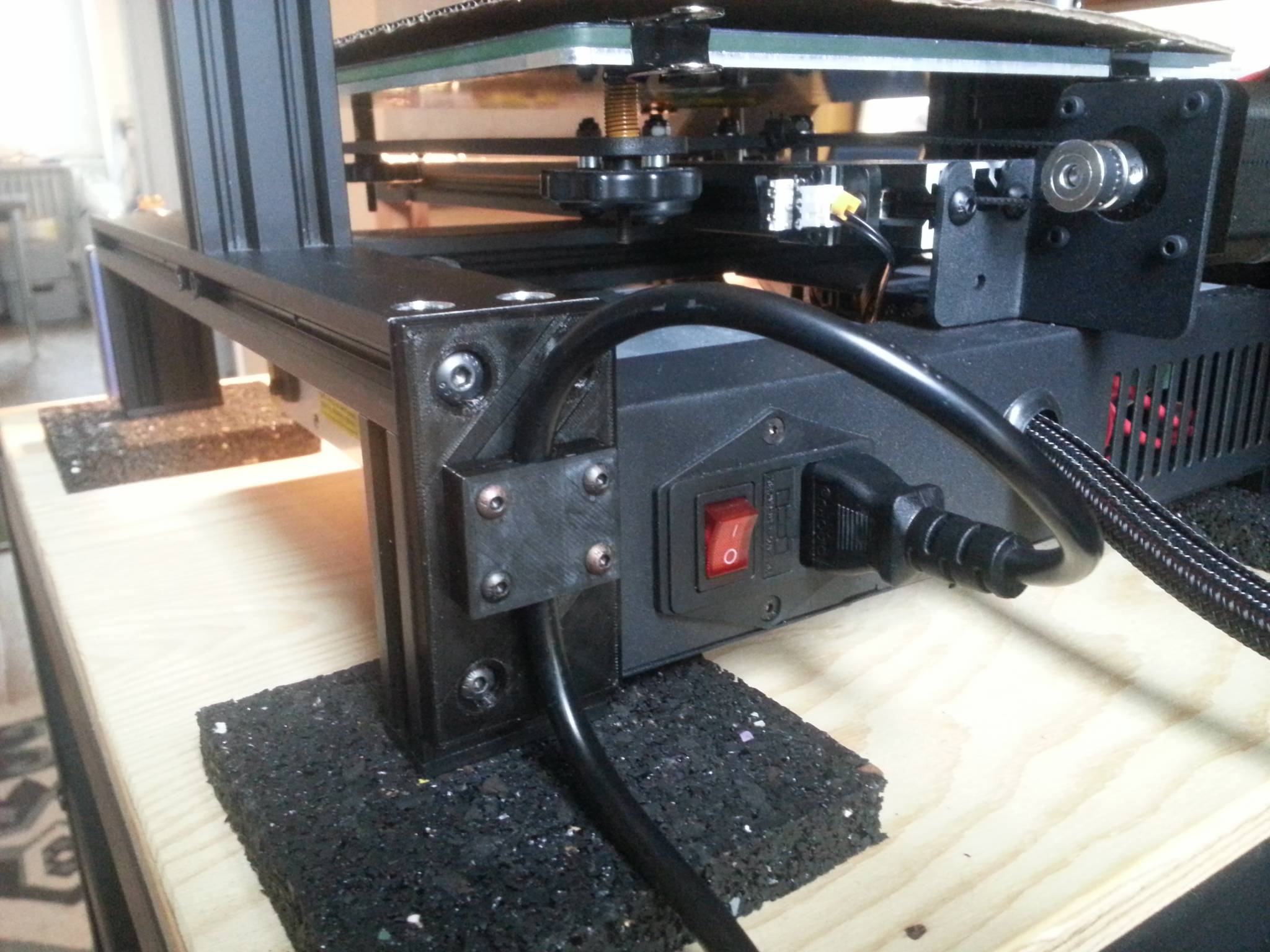
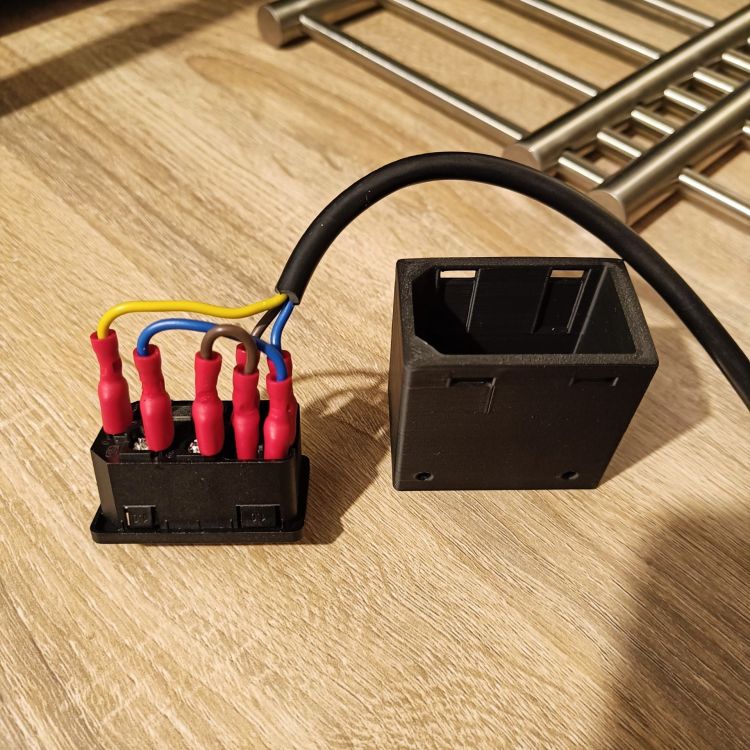
Salut tout le monde, Si, comme moi, vous pouvez faire le tour de votre imprimante, voici une pièce pour sécuriser la prise secteur sur la machine : La base utilise les vis déjà présentes sur le pied et le "capot" tient avec 4 vis M3 jusqu'à 12 mm. En pièce jointe un zip avec les STL et le fichier Fusion360 si vous avez besoin de modifier la chose. Bon confinement à tous ! SecuSecteur-LK4pro.zip
 1 point
1 point