Classement


Contenu populaire
Contenu avec la plus haute réputation dans 12/05/2023 dans Messages
-
Nouveau #test d'#imprimante3D en ligne sur le blog, celui de la Creality Halot One Plus réalisé par @MrMagounet https://www.lesimprimantes3d.fr/test-creality-halot-one-plus-20230512/3 points
-
Joli projet Par contre l'entrainement des axes X et Y via une tige filetée ne me semble pas une bonne idée ou alors il faudra n'utiliser que de faibles vitesses. D'autres utilisateurs auront probablement d'autres avis.3 points
-
un outil plus qu'une amélioration, mais qui se révèle très pratique (en particulier pour la vis du fond), un outil d'aide au nettoyage des vis trapézoïdale : https://www.printables.com/fr/model/470643-lead-screw-cleaner-for-8x2-z-axis-screws Et faut le faire, personnellement j'ai eu des problemes vers 750 heures d'impression (j'avais juste graissé une fois)3 points
-
Après avoir testé sur la X1C du PLA, de l'ABS, j'ai fait le choix de me ré-orienter vers (essentiellement) du PETG qui me semble avoir un mix de features raisonnables : PRO : beaucoup, beaucoup moins de warpings qu'en PLA (où sur les grosses pièces j'en avais souvent) PRO : pas de dégagement toxiques contrairement à l'ABS (mini)PRO : j'ai une Bambu avec caisson, ce serait quand même dommage que de n'imprimer que du PLA (qui s'imprime sans pbs sans caisson fermé) CON : une impression un peu moins rapide que le PLA (dans mon cas, pas dramatique) CON : un rendu à peine moins propre que de l'ABS Mais l'un dans l'autre, çà me semblait donc un compromis acceptable. Ensuite pour le choix du fabricant, je voulais : un tarif raisonnable un vendeur stable dans le temps (pour pouvoir essentiellement m'approvisioner chez lui, et éviter de switcher de PETG de bobine en bobine, au risque d'avoir des ajustements à faire régulièrement) (oui, je sais, entre les couleurs d'un même fabricant, il peut aussi y avoir de légères différences) Et donc je commande actuellement tout chez ARIANEPLAST - https://www.arianeplast.com/ PRO : les prix ne sont pas donnés de base (30€)... mais deviennent raisonnables quand on s'organise un peu (je commande d'avance dès qu'il y a une promo genre -20%/-30%) (regardez sur dealabs https://www.dealabs.com/search?q=arianeplast / créez une alerte sur ARIANEPLAST, il y en a en général une promo pour chaque grand événement, pâques, noël, black friday, etc.) PRO : c'est un fabricant français PRO : ce n'est pas un fabricant éphémère, la boutique devrait rester en ligne un moment PRO : RAS sur la vitesse d'expéditions (frais de port offerts > 80€ (de tête), livraison par chronopost, ...) PRO : ils ont une 40aines de couleur en PETG (dont des fluos, des nuances sur certaines couleurs (plusieurs bleus, plusieurs gris, etc.) NEUTRE : la qualité du filament est OK sans être exceptionnelle / en tout cas je n'ai jamais eu aucun souci à l'impression (pas de warpings, pas de décollements, etc.) NEUTRE : ils expédient souvent dans des colis beaucoup trop grands (qui arrivent souvent explosés ...), mais bon, j'avoue que pour le coup, ce n'est pas dramatique au final, les rouleaux sont des cartons individuels, donc R.A.S au final ... - m'enfin bon, si on me demande mon avis, j'utiliserais des colis mieux taillés au contenu CON : j'ai déjà eu quelques bobines avec des soucis de remplissage du filament (remplissage non équilibré (çà coince alors dans l'AMS quand la bobine est pleine) ou pire, "noeuds" au sein du rouleau) CON : contacté (gentiment !) pour ces problèmes de remplissage, le service client n'a jamais daigné me répondre ... CON : certaines couleurs sont dures à trouver en disponibilité (ex. le gris clair, pas en stock depuis un bon moment) CON : ne me demandez pas pourquoi, mais tous les rouleaux n'ont pas la même hauteur ! C'est d'autant plus incompréhensible que çà m'a déjà fait le coup entre deux bobines de la même couleur dans une même commande (5 mm d'écart). Bon, en soi c'est pas dramatique, sauf que les rouleaux "les plus hauts" passent limite, limite, limite dans l'AMS ... Bref clairement pas parfait, mais pour mon usage c'était là aussi un compromis acceptable. Notes : j'ai bien dû commander une 30aines de bobines chez eux (et j'en ai vidé pas mal déjà) ils proposent pas seulement du PETG bien sûr, mais aussi d'autres matériaux je ne suis aucunement affilié à la boutique ... Exemples de couleurs en PETG : Exemple du problème de remplissage "non équilibré" (qui oblige à dérouler une partie pour ré-enrouler) (pas dramatique en soi, mais bon, si je pouvais éviter d'avoir à jamais le faire, j'aimerais autant).

 2 points
2 points -
Difficile d'expliquer, et je ne veux convaincre personne. " Mes" capsules n'ont jamais été balancées dans la nature. Je gardais le marc, pour mes plantes ou mes arbres et l'alu était recyclé dans une usine qui recycle l'alu . (Je l'ai même visitée- elle utilise beaucoup de chaleur pour faire les lingots, donc du CO2 je suppose, comme beaucoup d'usines.). On n'en fait pas de l'alu alimentaire mais des lingots d'alu pour gentes de voitures, bicyclettes qui ne rouillent pas. Adisiatz.2 points
-
Mes traductions sont mises à jour dès qu'une nouvelle version sort via le même lien. Donc oui c'est à jour.2 points
-
Essais de présentation de photos pour le concours. Et la petite vidéo qui va avec:











 2 points
2 points -
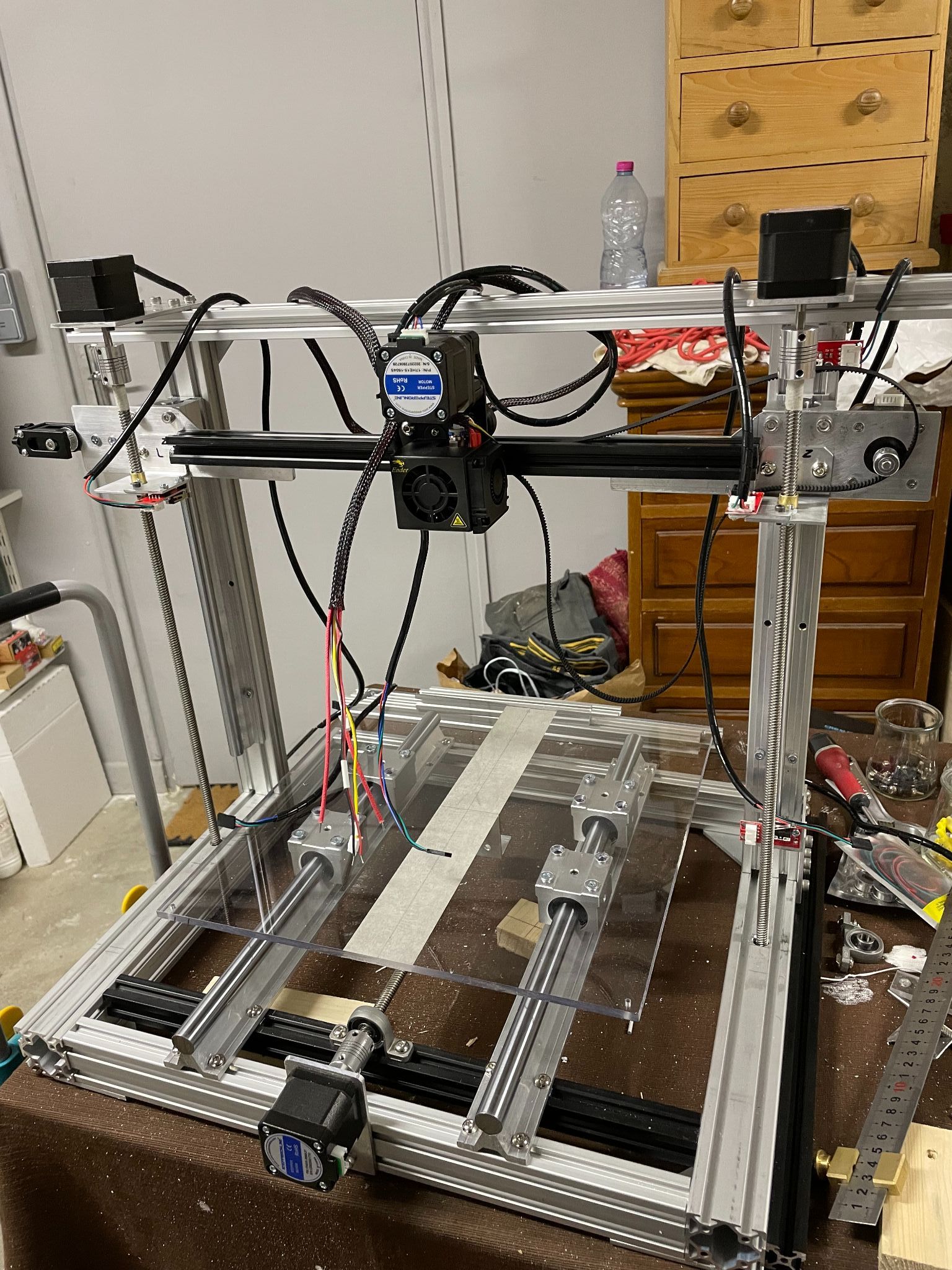
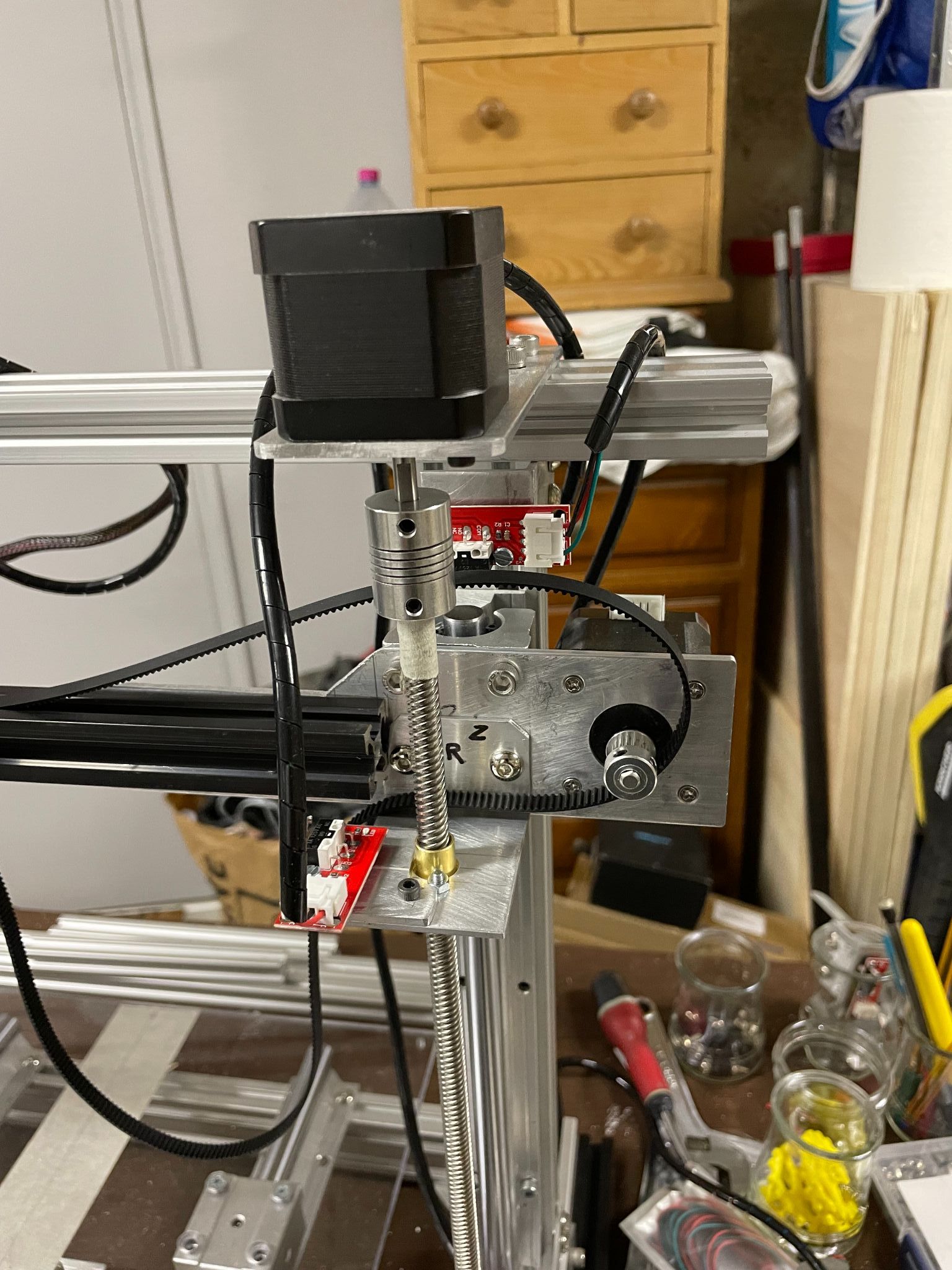
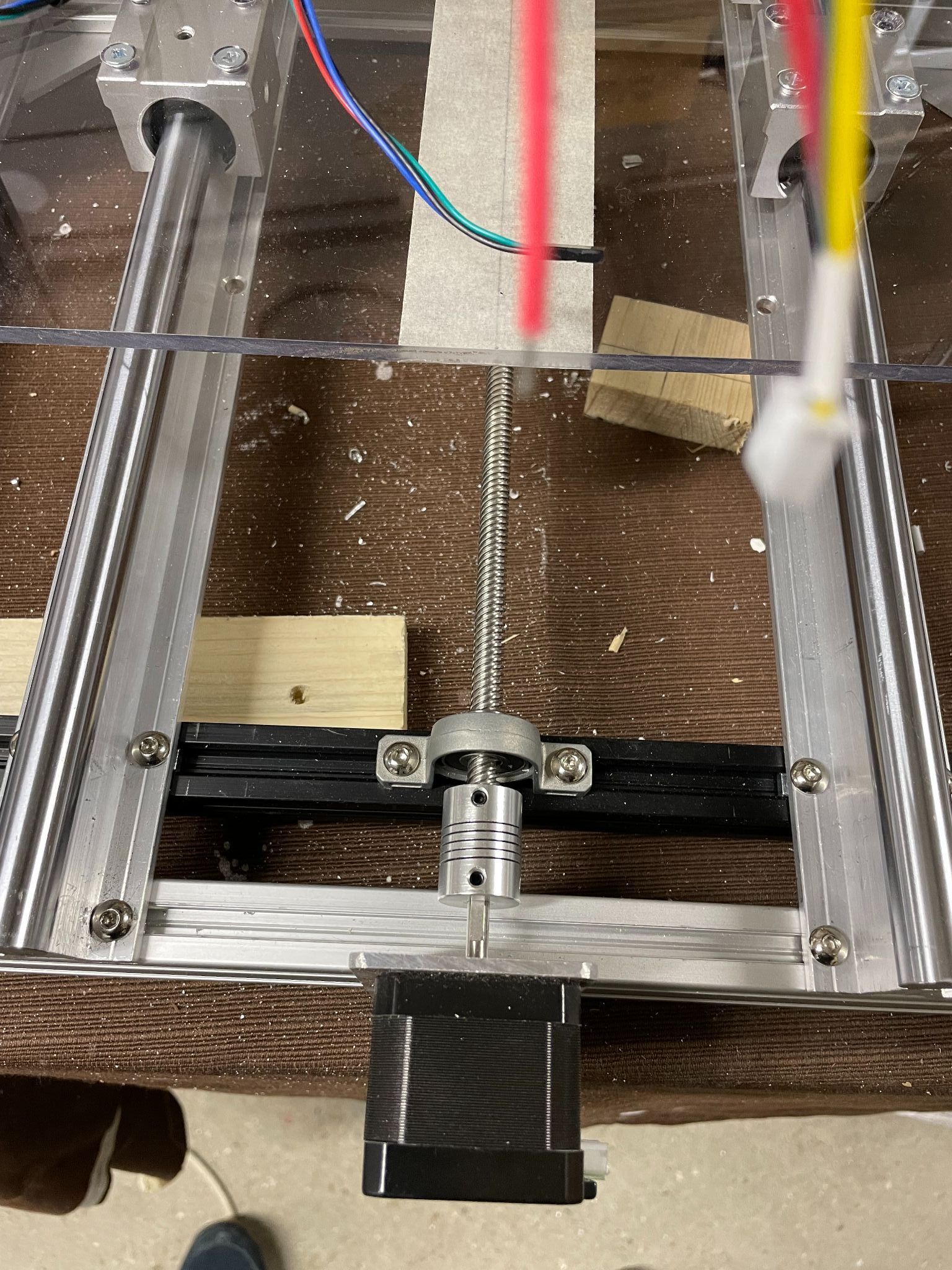
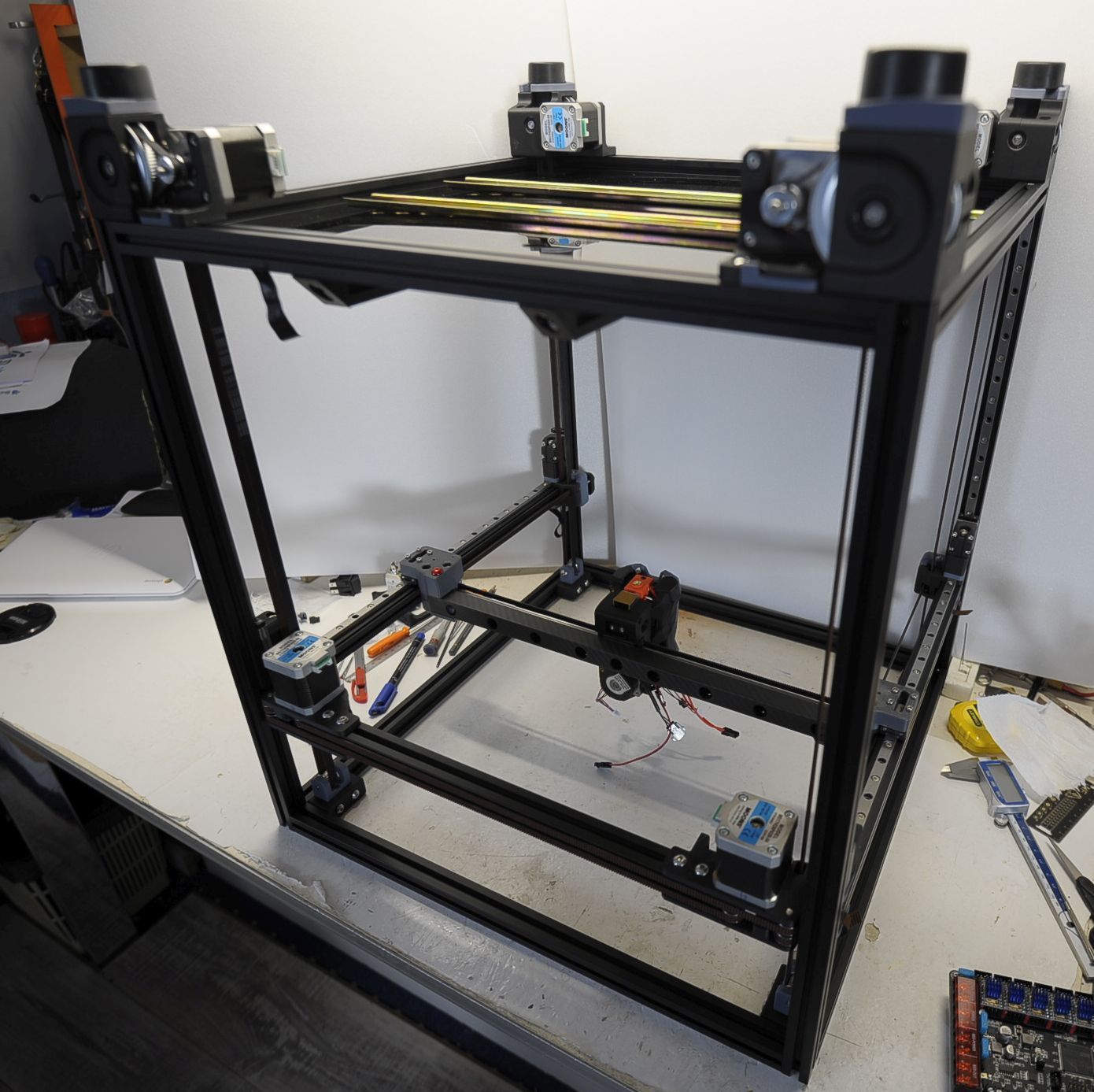
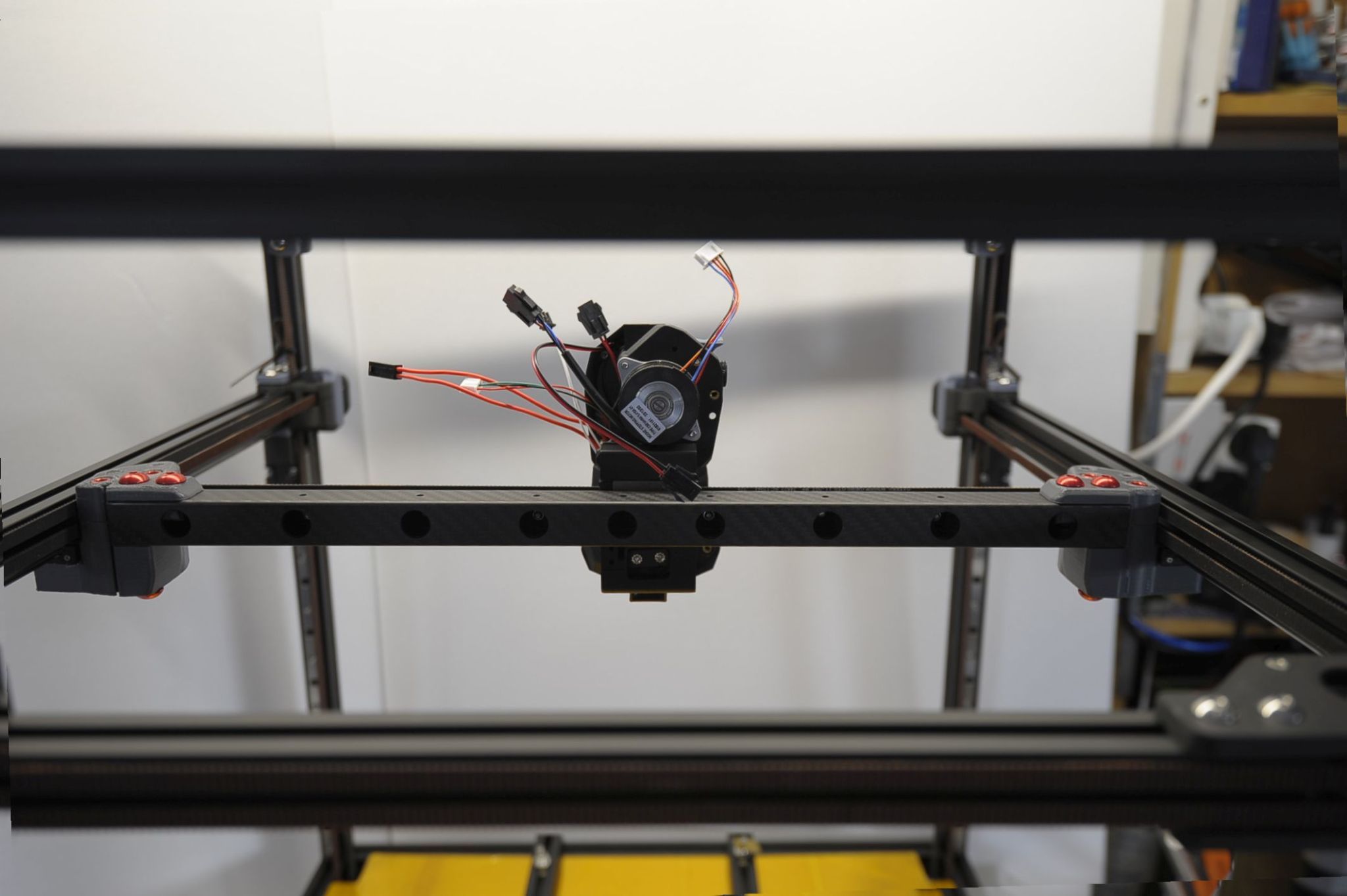
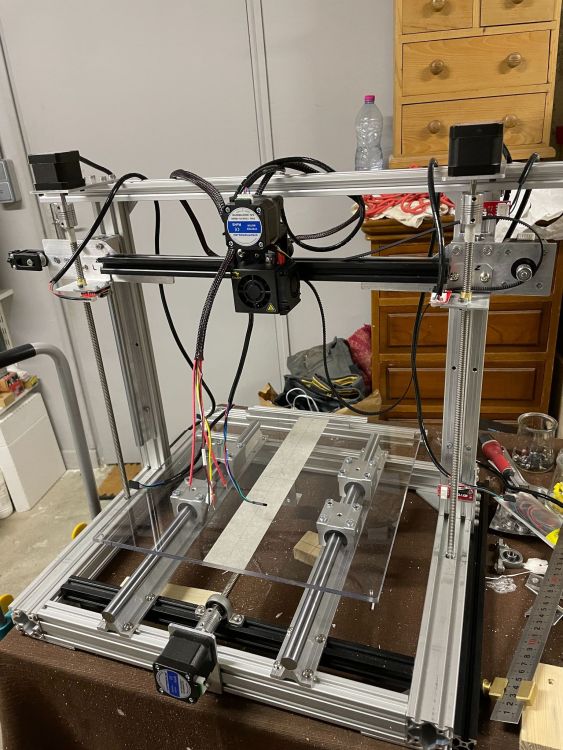
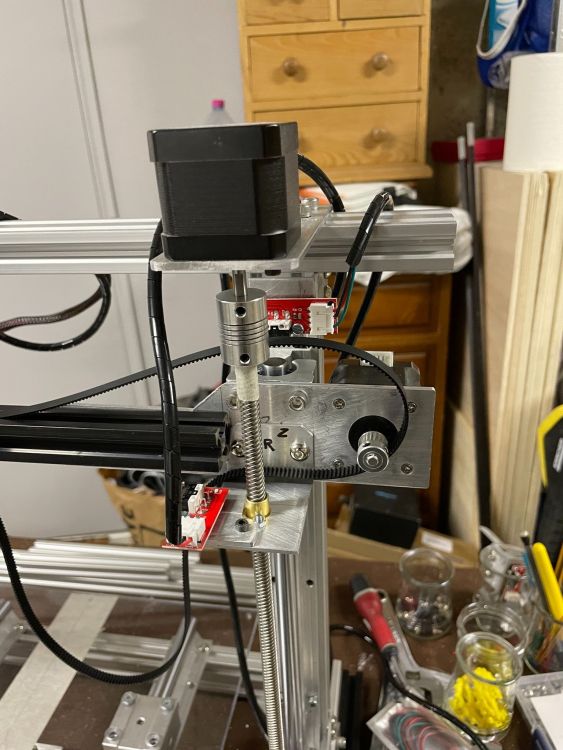
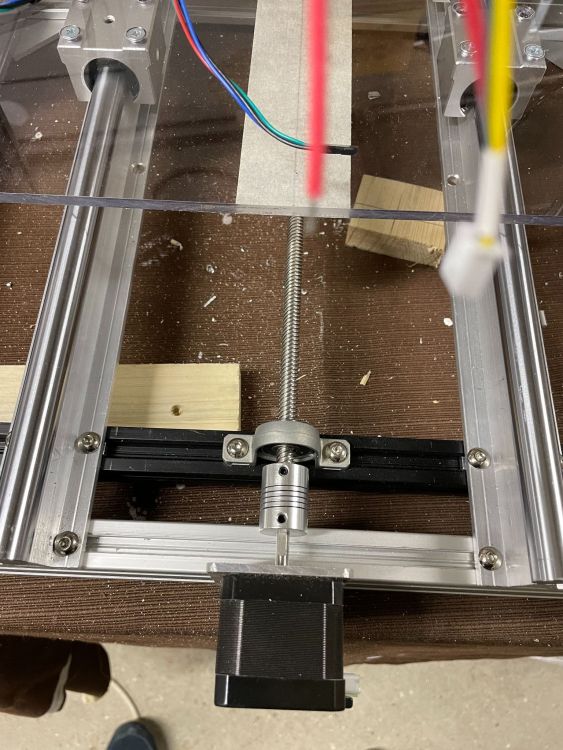
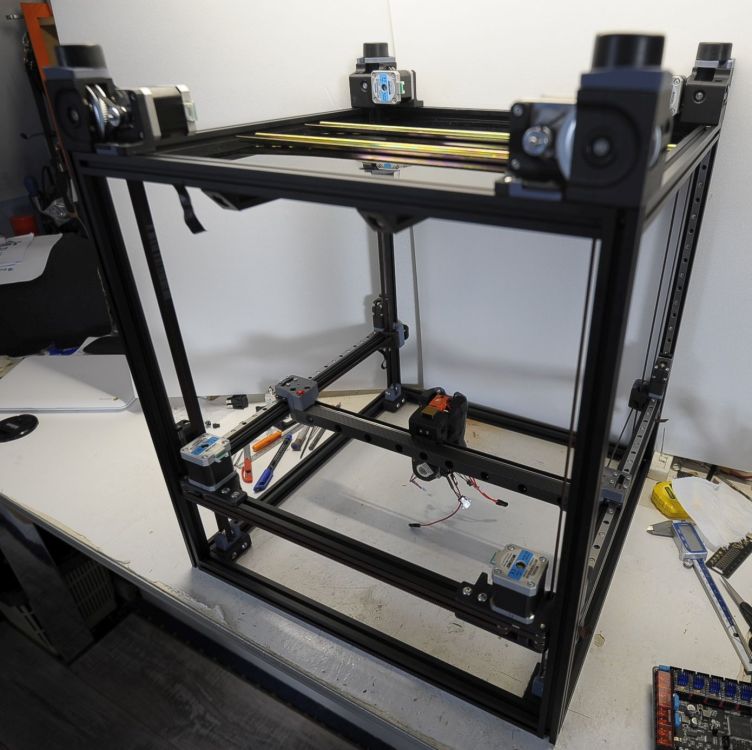
Bonjour à tous, Comme je l'avais précisé lors de ma présentation, je me suis lancé dans la conception de mon imprimante 3D. Sujet entièrement nouveau pour moi, après avoir passé en revue pas mal de postes sur la toile et ne pas souhaité "voler" un quelconque savoir faire je suis parti d'une feuille blanche avec quelques exigences : Pas de modélisation via un logiciel quelconque de 3D (je ne maitrise aucun et pas le temps à apprendre à m'en servir) ça restera principalement un projet pédagogique avant tout et évolutif. composants facilement accessibles (profilés aluminium 2020 /2040 et 4040 basée sur le couple MARLIN 2.1.x (dernière version) + RAMPS 1.4 n'ayant pas d'imprimante 3D, aucun élément plastique supprimer les courroies comme élément de transmission donc : Rails linéaires + tiges filetées et un Kit tête d'impression extrudeur. J'étudie la façon de remplacer la courroie de l'axe des X par une tige filetée et un rail linéaire aussi, peut-être une fois l'imprimante terminée pour pouvoir imprimer quelques éléments nécésaires à cette opération Ci-dessous quelque photos (pas terribles, c'est la pagaille dans l'atelier), J'attends vos commentaires. Vic
 1 point
1 point -
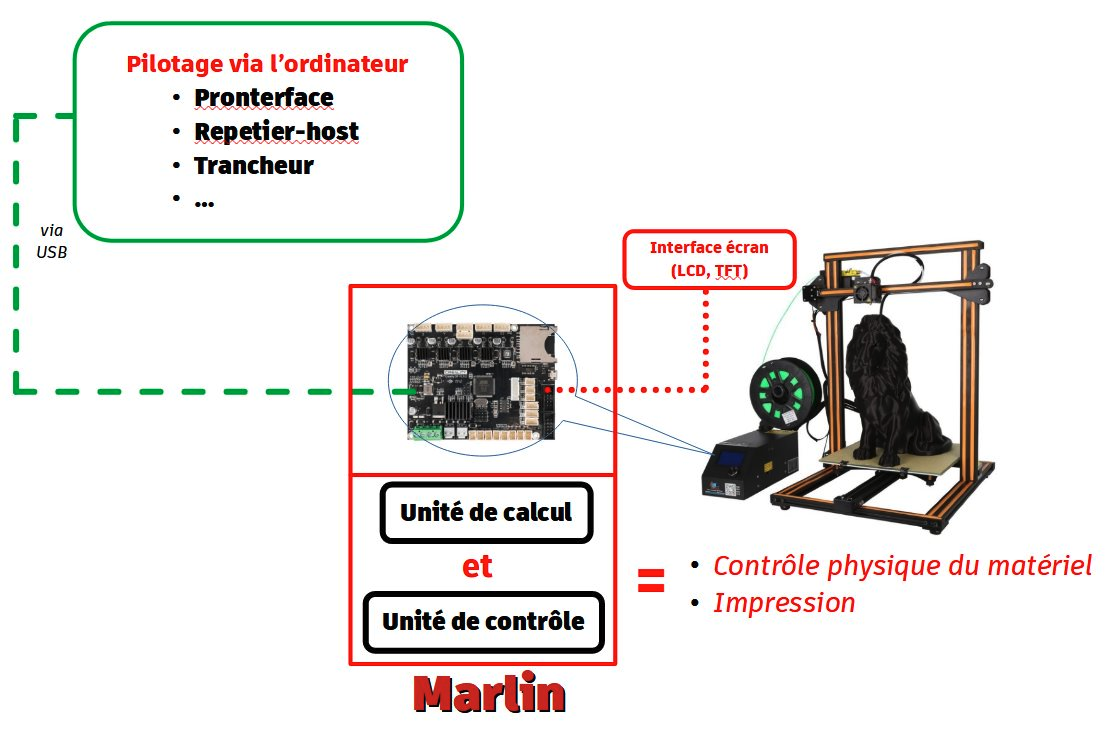
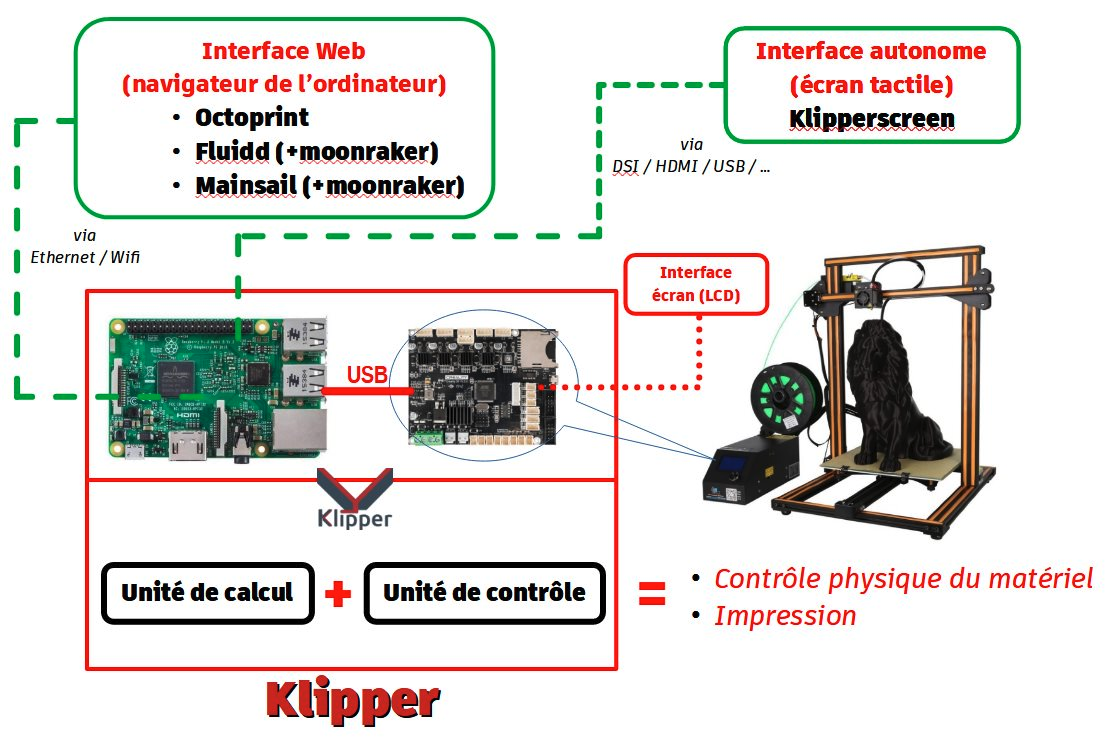
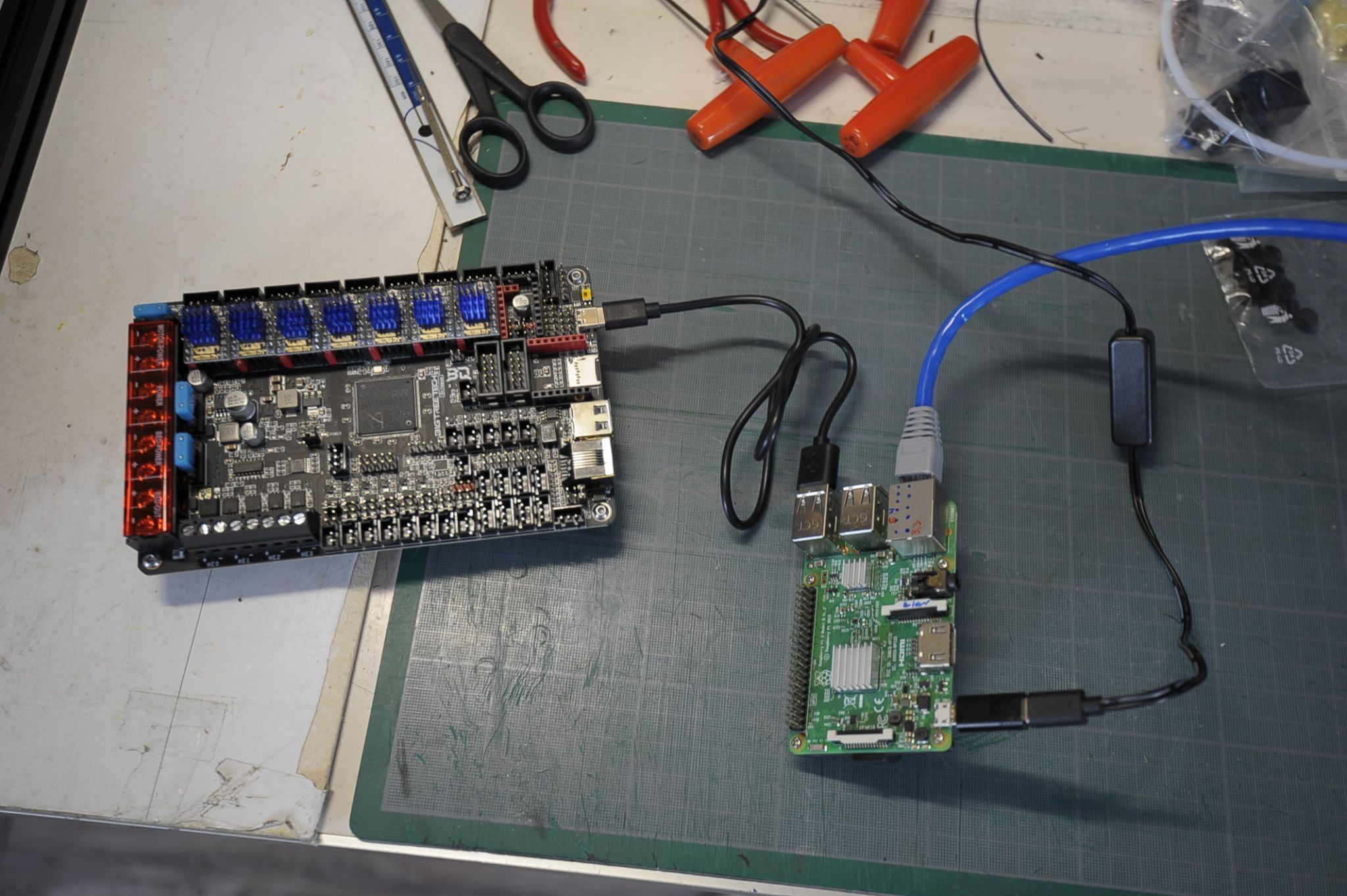
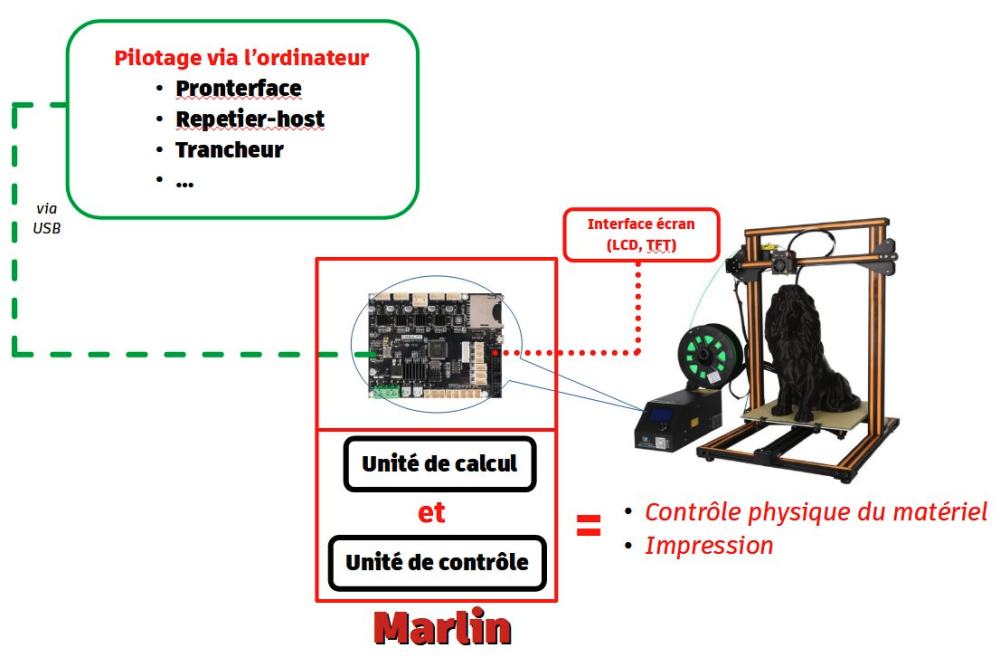
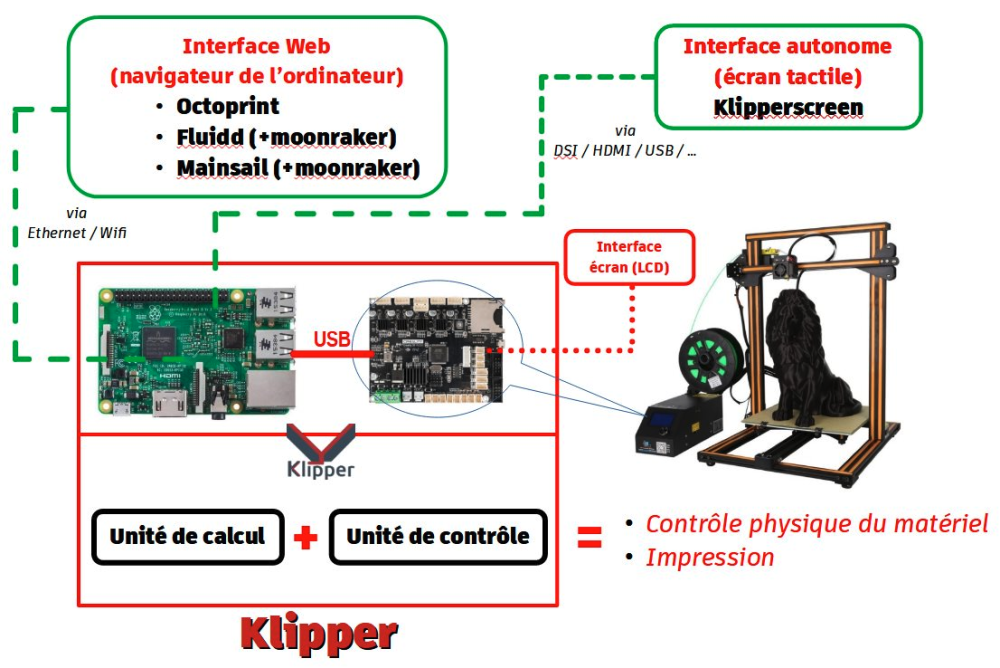
Dans le monde de l’impression 3D, le microgiciel (firmware) Klipper devient de plus en plus populaire. Peu d’imprimantes en sont équipées d’origine, l’exception étant les machines Voron ou Ratrig (RatOS) qui ne sont pas vendues telles quelles : il faut d’abord sourcer toutes les pièces nécessaires, attendre la livraison d’icelles et finalement procéder à leur assemblage / montage / calibrage. Heureusement, quelques fabricants d'imprimantes 3D commencent à produire et vendre des imprimantes fonctionnant avec ce microgiciel Klipper au lieu de l’habituel Marlin : Flsun avec sa V400 , Biqu / Bigtreetech avec sa Hurakan et d'autres à venir. Avant de céder à cette « mode », un petit rappel me semble nécessaire afin d’éviter toute déconvenue et/ou désillusion. Qu'est-ce que Klipper ? Klipper est le logiciel pilotant l’imprimante 3D à l’instar de Marlin. Le microgiciel (firmware) Marlin actuellement équipe la majorité des imprimantes 3D amateurs. L’imprimante pour peu qu’elle soit équipée d’un écran de contrôle est entièrement autonome. Un matériel informatique peut toutefois être relié à l’imprimante via un câble USB pour permettre de la contrôler plus agréablement. Klipper, contrairement à Marlin, ne s'exécute pas uniquement sur la carte de l'imprimante, mais répartit le travail entre un matériel informatique et la carte mère de l'imprimante. Sans ce matériel informatique supplémentaire une imprimante «klipperisée» ne peut fonctionner seule. Dans les dessins ci-dessus, tout ce qui est encadré en vert correspond à des compléments facultatifs, les éléments indispensables et suffisants sont eux encadrés en rouge. Dans la suite de ce document, j’utilise l’acronyme RPi en lieu et place de RaspberryPi pour indiquer simplement le matériel informatique accueillant le système d’exploitation Linux (unité de calcul ci-dessus). Ce matériel informatique peut être une Raspberry Pi (actuellement difficilement trouvable à cause de la pénurie de composants électroniques actuelle) ou n’importe quel autre matériel informatique « récent » : autres SBC (Small Board Computer), AndroidTV, PC (terme générique pour Personal Computer indépendamment du système d'exploitation), un smartphone Android, des tablettes « tout-en-un » genre Flsun SpeederPad ou Creality SonicPad, … Un RPi possède plus de mémoire et plus de puissance de calcul qu’une simple carte d'imprimante 3D munie de son microcontrôleur. Le système d’exploitation sous-jacent est une distribution Linux. Ce qui offre plus de possibilités que ce qu’offre le système de gestion des cartes à microcontrôleur de nos imprimantes 3D. Linux offre : un accès au système de fichiers, l’utilisation de langages de programmation (python, …), une connexion réseau (Ethernet et/ou Wifi), la gestion du multitâche, … NOTE IMPORTANTE Pour tout système Linux, au moins un utilisateur possédant des droits élevés est nécessaire à l’accomplissement de certaines tâches sur le matériel (mises à jour du système, installation de logiciels, …), nommé «root» (un peu l’équivalent de l’administrateur système de Microsoft Windows). Cet utilisateur « privilégié » est tout-puissant à l’intérieur du système, il peut donc faire tout ce qu’il souhaite y compris des dégâts ; raison pour laquelle quand des tâches potentiellement « dangereuses » doivent être réalisées, il faut les faire en toute connaissance de causes en précédant ces commandes du terme «sudo» ( ex : « sudo rm -rf / » (commande à ne pas tenter évidemment)). Le mot de passe sera alors demandé avant d’exécuter la commande. Ces capacités avancées d’un RPi sont utilisées par Klipper (langage Python) pour effectuer une analyse GCODE plus approfondie ainsi qu’une planification plus précise des mouvements basée sur des modèles cinématiques. Aucune carte 32 bits de nos imprimantes même équipée de plus de mémoire et de puissance CPU ne peut rivaliser. La partie microprogramme de Klipper (microgiciel) de la carte de l'imprimante contient un très petit noyau de traitement. Microgiciel qu'il faudra flasher (installer) sur la carte de l'imprimante. Celui-ci est chargé de gérer les périphériques (moteurs pas à pas, chauffage, écran LCD, ventilateur, capteurs de température, etc.). Cela correspond à l’unité de contrôle (dessins ci-dessus). Avantages de Klipper Les mouvements de l'imprimante semblent plus fluides et plus rapides. Même avec de simples pilotes Allegro A4988, le bruit du moteur est réduit, cependant pas autant qu'avec des pilotes TMC (2208, 2209, … par exemple). La configuration de l’imprimante est facilement modifiable (via un fichier « texte » : printer.cfg) sans devoir installer un nouveau firmware (compiler, flasher). D'autres avantages méritent d'être mentionnés, par exemple : la «Pressure Advance». À l’identique du «Linear Advance» de Marlin, il s’agit d'un modèle physique de commande du moteur de l'extrudeuse. En gros, cette modélisation tient compte du fait que l'extrusion réelle suit les mouvements du moteur en tenant compte de l’accumulation et de la diminution de la pression dans le filament liquide/rigide. Il est même possible de compenser, atténuer, voire supprimer, la résonance afin de réduire le "ringing", «ghosting» (≃ phénomène d’écho) via l’«Input Shapping». Ce paramètre peut être calculé manuellement ou bien automatisé via l’adjonction d’un composant électronique comportant des accéléromètres (ADXL345). Possibilité de gérer plusieurs matériels / cartes en même temps (mcu). La carte initiale n’a plus assez de sorties pour l’ajout de nouveaux moteurs, il suffit d’ajouter une deuxième carte et de paramétrer / compléter le fichier printer.cfg pour en tenir compte. Large compatibilité avec le GCODE des trancheurs courants (Cura, Superslicer, Prusaslicer, …). Ainsi le flux de travail habituel peut être maintenu. Utilisation de macros GCODE, que l’on peut assembler pour traiter des séquences de commandes à la manière d’un "script". Par exemple, réduire au minimum le GCode de démarrage ou d'arrêt (START_PRINT, END_PRINT), émuler des GCodes inexistants. Possibilité d’utiliser les paramètres transmis par le trancheur (par exemple, les valeurs de température dans le code de départ). Grâce aux Gcode étendus, Klipper permet de gérer facilement de nombreuses étapes d'étalonnage / calibrage : aide au nivellement du plateau, recherche des bons paramètres de pression-avance, … Dans de nombreux cas, c’est plus confortable que ce à quoi Marlin nous a habitué. Inconvénients de Klipper L'imprimante ne peut être utilisée qu'en conjonction avec un RPi. Ce qui signifie que l'imprimante perd son indépendance. Il reste possible de remplacer la carte contrôleur par une autre, incorporant les deux unités (calcul / contrôle, voir plus haut) comme : la Bigtreetech (BTT) Manta, la Mellow FLY-Gemini, la Mellow FLY-Puppet, la MKS SKIPR, la PandaPi, … Le port série (port USB) de la carte imprimante n'est plus disponible pour l'envoi de GCODE, ce port est nécessaire à la communication entre le RPi et la carte imprimante. Les écrans TFT, tactiles ou non, de plus en plus courants sur de nombreuses imprimantes 3D ne sont pas pris en charge. Si votre imprimante en est équipé, vous ne pourrez plus l’utiliser. Klipper ne gère que les écrans LCD simples avec encodeur à bouton (contrôleur graphique RepRap 2004 ou 12864 et ses variantes). Klipper n'est pas aussi répandu (actuellement) que Marlin. Le risque existe d'obtenir moins d'aide en cas de problème qu'avec la norme de facto Marlin. Klipper fournit une abondante documentation assez technique (en très grande partie en anglais, des traducteurs sont les bienvenus pour d'autres langues ) qui peut (pourrait) rebuter un novice. Passer de Marlin à Klipper nécessite un réel effort d’apprentissage, cependant de nombreux canaux permettent d’obtenir de l’aide (Github, Documentation, Discord, Discourse (forum), Reddit,…) Klipper fonctionne sur des systèmes équipés de Linux comme OS. Une connaissance et maîtrise minimale de Linux (ligne de commandes) est évidemment utile. La copie / recopie d’exemples proposés sur divers sites peut évidemment fonctionner, tant que l’on ne rencontre pas de problème. Je ne suis aucunement un expert, mais un simple amateur avec quelques connaissances / compétences dans plusieurs domaines (Linux, Klipper, Marlin, …), connaissances acquises par la pratique que je souhaite simplement partager. « Seul on va plus vite, ensemble on va plus loin. » Proverbe africain En écrivant ces lignes, j’espère simplement accroître la popularité de Klipper auprès de la communauté de l'impression 3D et faire en sorte que le passage de Marlin à Klipper relève d’un « educated guess » (expression anglo-saxonne signifiant peu ou prou « en toute connaissance de causes ») plutôt que la poursuite d’une mode au risque de déceptions. Ce fil se poursuivra avec le test de plusieurs matériels « tout-en-un ».
 1 point
1 point -
hello, Tu aurais pas tester une tour de température par hasard ? Ça ressemble étrangement aux paramètres qu'on utilise pour la faire.1 point
-
@Ironblue Mes impressions sur tes impressions: Impressionantes ! Bon, en fait regarde ci dessous, je crois que tu devrais faire quelque chose pour le stringing (cheveux d'ange): (Mais non, c'est de l'artistisme !)
 1 point
1 point -
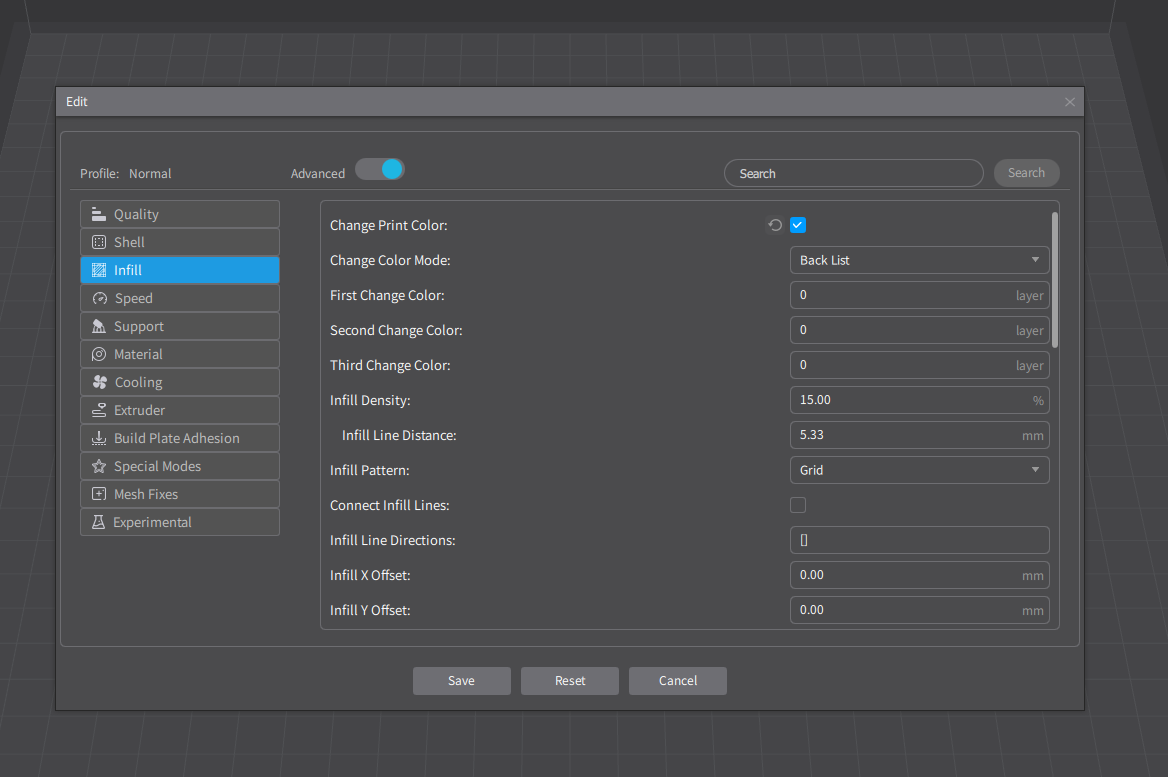
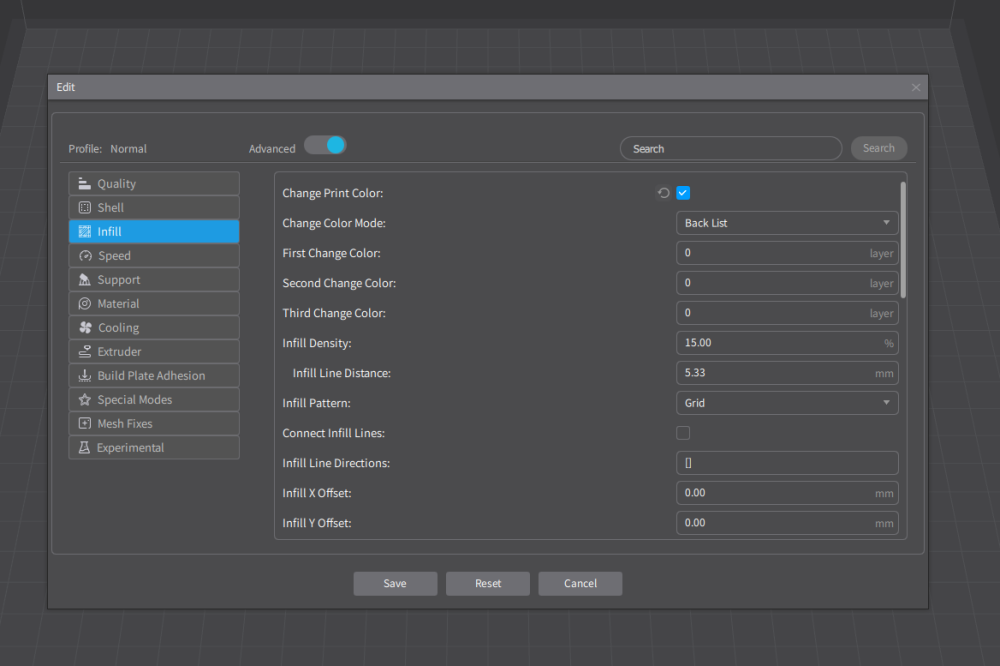
@Motard Geek Pour ce qui est du changement de couleur j'ai peu être trouver dans Infill avec les options avancées activées
 1 point
1 point -
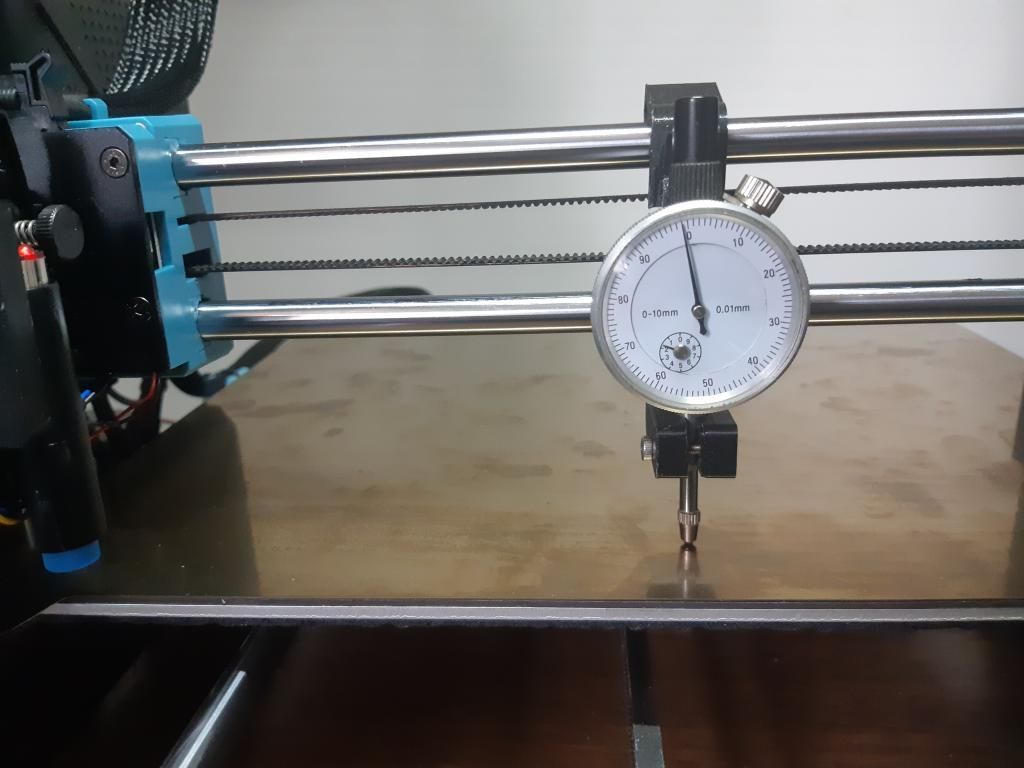
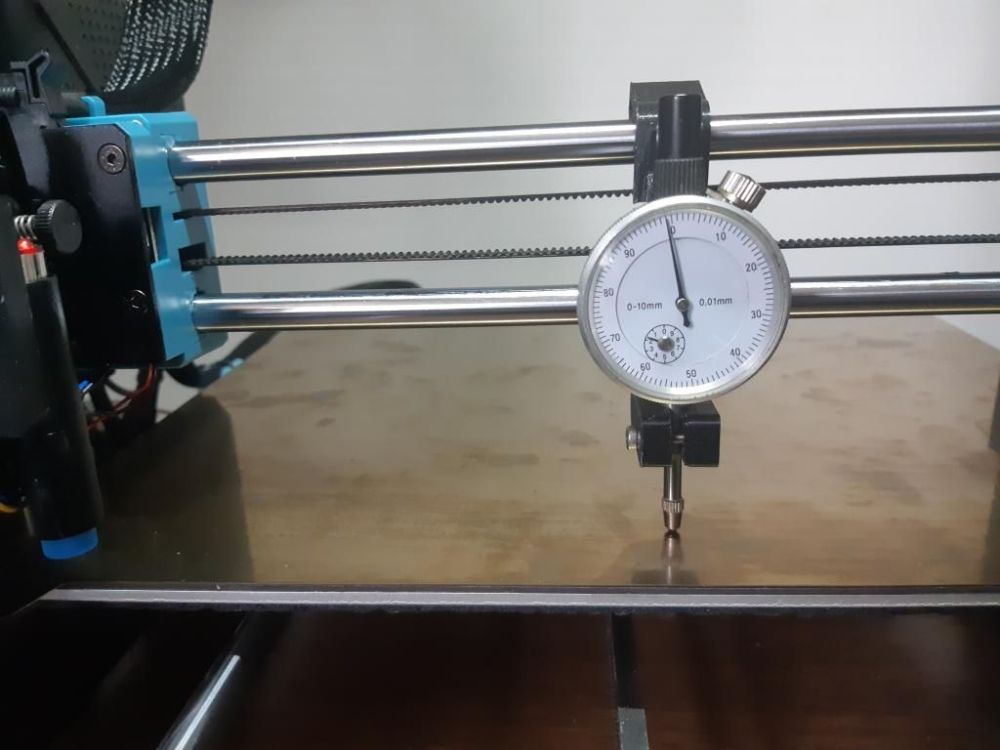
Salut @Jeff78s désolé j'ai saisie par erreur HCL28 comme quoi j'étais parti encore sur TENLOG. Voici un petit montage qui me permet de monter un comparateur sur les glissières. J'ai fait une mesure de planéité du BED sur l'axe de Y c'est parfait déviation de 0.05mm L'axe X les extrémités sont recourbée d'environ 0.15 à .018 mm, c'est correct au centre c'est parfait. la mesure est un peu plus compliqué (nota j'ai les mesures la surface lisse du PEI ) Comme quoi le plateau en aluminium est correct je pense plus à des petits défauts de planéité du revêtement aimanté. La tolérance est tout à fait correcte pour un BED de 300x300mm. l'axe des X est plus bombé aux extrémités à une distance d'environ 4Cm du bord. Pour IDEAMAKER je partage avec vous mes petits trucs avec plaisir. C'est dommage que beaucoup de fonctionnalités ne sont pas évidentes à découvrir et à utiliser A+
 1 point
1 point -
Nouvel accessoire : enclosure (en option, 60$) (j'en ai pris un)1 point
-
Hello @Serge62, J'ai mis les patins de "machine à laver" trouvé sur le brico-merlin du coin. ou https://www.amazon.fr/LouMaxx-tapis-antidérapants-machine-laver/dp/B08XXT628X/ref=sr_1_26?crid=2HO1GISI9DHNN&keywords=patin+de+machine+a+laver&qid=1683890425&sprefix=patin+de+ma%2Caps%2C273&sr=8-261 point
-
Bien joué ! Bonnes impressions et bonne continuation.1 point
-
Alors merci, merci et encore merci! Tous fonctionne j'ai trouvé tous ce qui faut et compilé sans problème. Par contre STM32F103VE_longer_maple ne compile pas, même si j'ai aucune idée de la différence entre les deux. En fait je cherchais a la mauvaise place. Et je me suis focalisé sur les tuto qu'il y a sur Youtube! Donc l'axe X fonctionne parfaitement bien maintenant.1 point
-
Au lieu de chercher la petite bête dans les réglages, il faut commencer par le plus simple. Mettre bien plus de supports au démarrage de ta pièce mais aussi sur toute sa hauteur afin de bien la stabiliser pendant l'impression.1 point
-
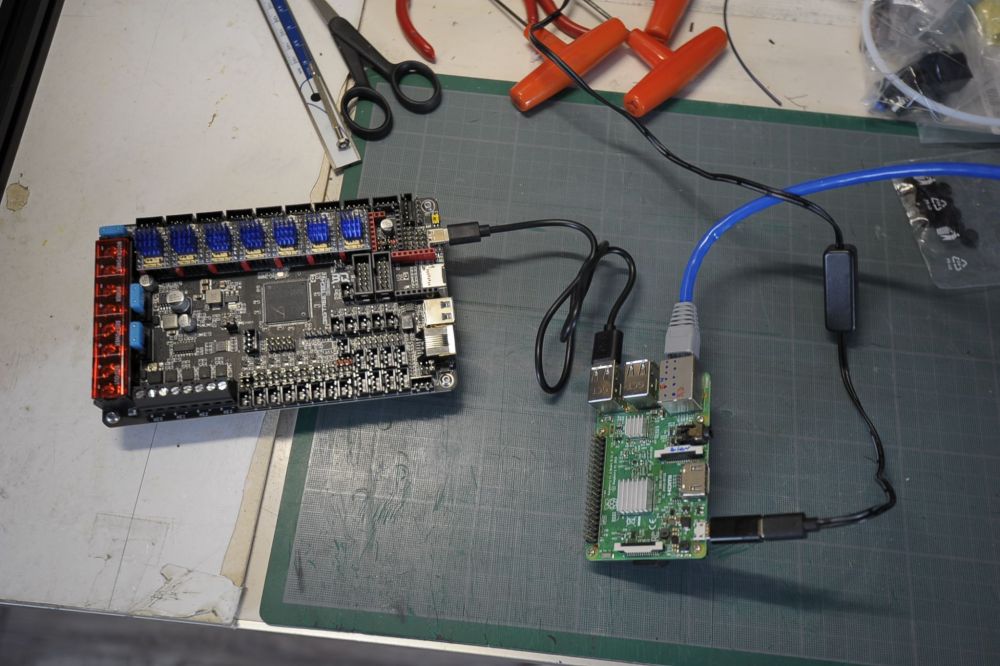
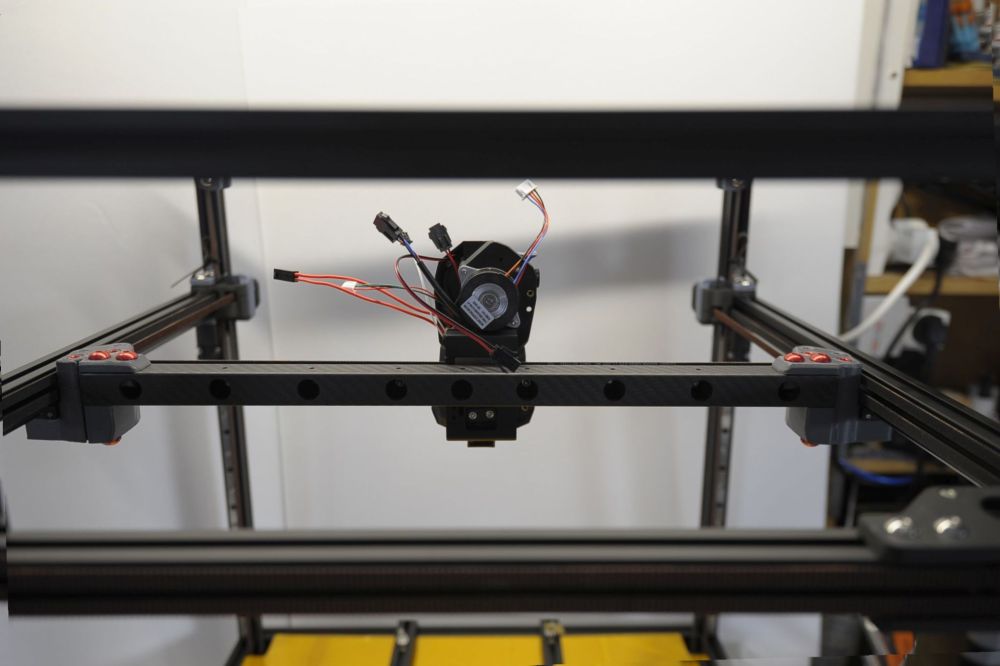
Le tube carbone est monté, je voulais faire discret avec les vis, c'est loupé, Le gain est d'un peu plus de 0,4 kg tout compris. J'ai du remplacer les pièces imprimées d'origine. On peut les garder mais il faut les modifier, je préférais pas. J'ai donc imprimé les nouvelles en ASA avec une CR10, c'est délicat, un petit peu d'ajustage et le résultat me convient. Sinon, voilà l'outil. C'est un incidencemètre, un comparateur d'angle. Il sert à caler les angles d'incidence des pales d'hélicoptère RC. La partie basse possède deux cales sur ressort qui s'écartent pour s'adapter à toutes les tailles de pale. j'ai mesuré tous les cotés de la structure comme il ne dépasse pas 20° j'ai couché l'imprimante sur le coté pour pouvoir tout mesurer. Je n'ai trouvé que deux profilés, sur la base, qui étaient à 0.1° de défaut de parallélisme, tout le reste à zéro. C'est une excellente performance ajouté aux perpendiculaires parfaites. Je suis très satisfait du résultat, ça va aider pour les réglages. Sinon, j'en suis là J'ai flashé l'Octopus et commencé la mise au point du fichier de config avec un montage en l'air, c'est plus facile. J'ai branché deux sondes thermique pour vérifier que tout était ok, je continuerais le reste avec l'alim plus tard. Je vais aussi préparer l'EBB36 pour le canbus de la même manière. Mais je suis un peu coincé, je dois déporter les endstop X,Y et je suis pas encore sûr de l'endroit. J'essaie de faire simple. Je pense mettre le switch X sur la tête et passer par le canbus et le Y lui passera avec les câbles des moteurs.


 1 point
1 point -
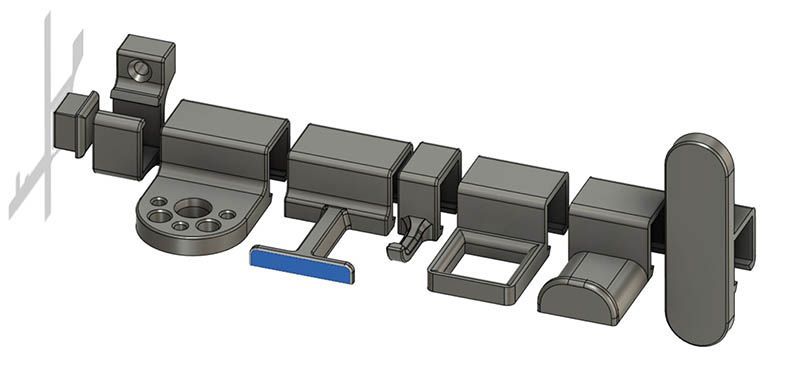
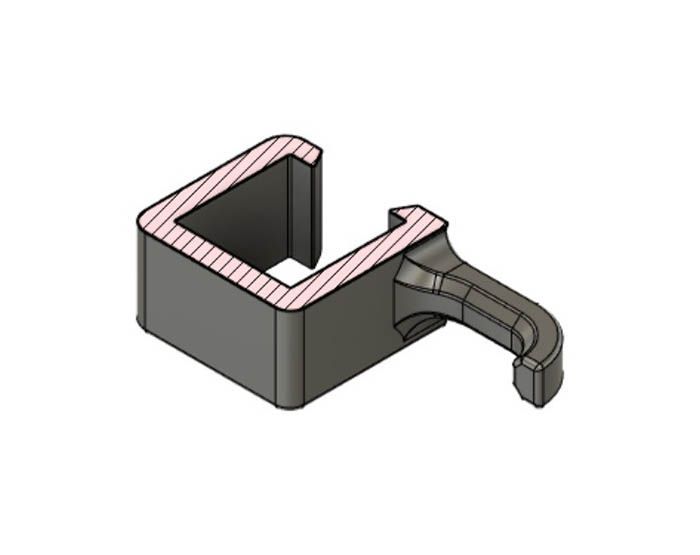
Moins artistique que les précédentes publi, mais cela peut être utile, quelques impressions : Impression de crochets pour outils : 2 Equerres pour supporter un escabeau en alu : Impressions en PETG https://www.printables.com/fr/model/362007-support-outils-de-jardin Impression de crochet divers pour se fixer (clipser) sur un tube de 12x12mmx1m dispo dans tout brico marché : Impression en PETG https://www.printables.com/fr/model/473927-support-outils Fichier fusion360 fourni pour ceux qui voudrait se faire des crochets sur mesure… Bon rangement !



 1 point
1 point -
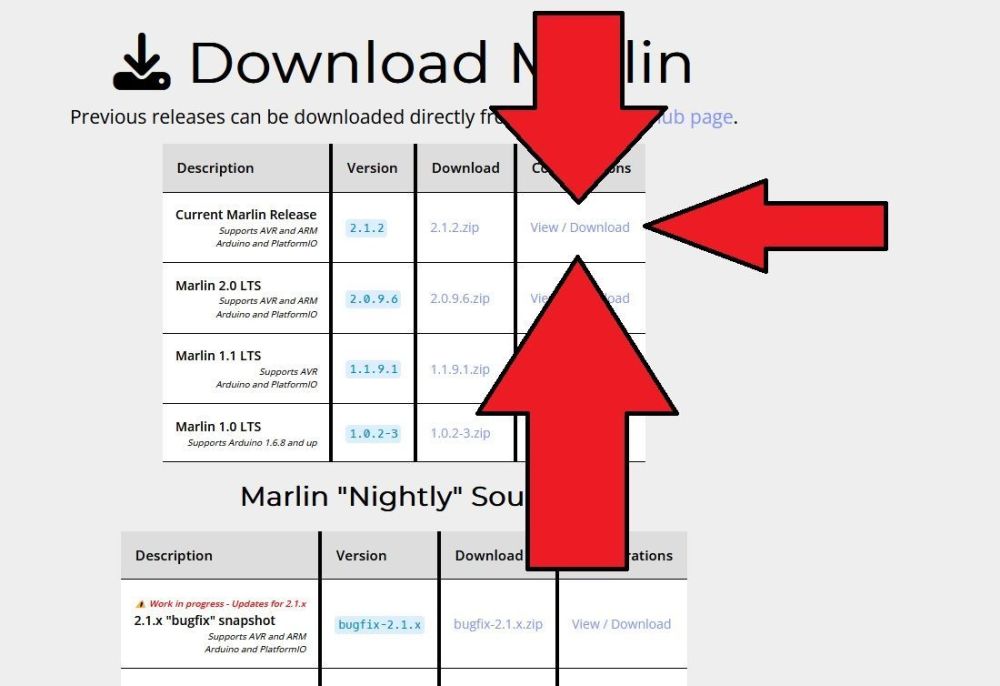
c'est quelque part sur cette page. Un indice supplémentaire : il faudra faire attention à bien paramétrer la broche qui pilote ton BLTouch dans le fichier Marlin\src\pins\stm32f1\pins_LONGER3D_LK.h, section: en fonction de ta carte-mère (V07/08 ou à partir de V0G) Edit: dans le fichier platformio, il faudrait choisir STM32F103VE_longer et non STM32F103VE_longer_maple car depuis 2 jours je n'arrive plus à compiler avec ce dernier environnement. Cependant, est-ce que tu pourrais vérifier que tu es capable ou non de compiler dans l'environnement maple? il faudra également penser à ajouter la ligne suivante dans le fichier configuration.h: #define SDIO_SUPPORT // Chgmnt TR Note from Hobi : Added as was not present in the file... après cette ligne par exemple: #define SDSUPPORT
 1 point
1 point -
Pour le coup, avec la P1P tu n'auras quasiment pas besoin de colle (je crois d'ailleurs qu'ils ne fournissent pas de tube avec l'imprimante) étant donné qu'elle est ouverte et qu'elle est fournie avec une plaque en PEI texturé. Ils conseillent d'en utiliser uniquement pour certains matériaux (TPU, PC, PC-CF, PA, PA-CF).1 point
-
Y'a un truc chelou Y'a bien un résultat dans la recherche des réglages mais il ne pointe nul part Par contre tu as ça :
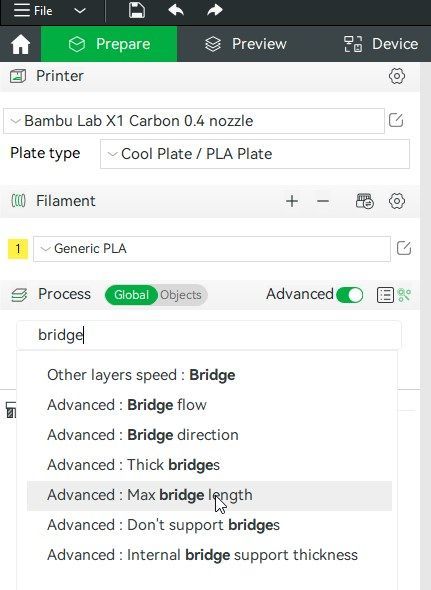
 1 point
1 point -
C'est une adresse IP privée ^^1 point
-
Tu as donc transformé un LCD en DCD1 point
-
Je confirme c'était bien l'écran lcd qui était mort. Je l'ai remplacé et ca marche nickel merci à tous!!1 point
-
Salut, Visiblement, tu utilises les sources Marlin V2.0.0.0 qui datent du 1/12/2019, soit 1 éternité 1/2 . Je te conseille plus que vivement de passer à la dernière version stable de Marlin (V2.1.2) en utilisant les fichiers de config pour la U20 avec un BLtouch.1 point
-
Merci pour ce retour, vu le prix la concurrence à du soucis à se faire finalement elle imprime beaucoup plus vite sans filament ( 0H8m --> 0H33m )1 point
-
Ton article est ancien, il date de 2015. Sur le site que j'ai mentionné, il est indiqué qu'actuellement c'est 97 capsules sur 100 qui sont recyclées. Si tu veux pointer du doigt des pollueurs, alors pointe-le vers le Qatar, le Koweït, Émirats arabes unis, Brunei, Bahrain, Arabie saoudite, qui sont les premiers pays pollueurs par rapport au nombre d’habitants. Et vers les États-Unis, la Chine, Inde, Russie, Japon, Iran, qui sont les pays les plus pollueurs au monde. Laisse donc @paule.laur boire son café comme il en a envie.1 point
-
L'extrudeur ci-dessous se montera sans dificulté sur ton imprimante: En plus c'est un multi filament!
 1 point
1 point -
Courroies X et Y détendues ?1 point
-
Je persiste, je le rebranche pour test... le pid se fait et a la sauvegarde ca plante .. Voilà le log de klippy :.... on bascule de 143deg à -93deg en 1 ligne de stats.... et encore juste avant on a une chute de température 149,1 148,7 146,4 143,3 et -93 Heater extruder within range of 160.000 Stats 2772.6: gcodein=0 mcu: mcu_awake=0.000 mcu_task_avg=0.000001 mcu_task_stddev=0.000001 bytes_write=3275 bytes_read=15828 bytes_retransmit=9 bytes_invalid=0 send_seq=289 receive_seq=289 retransmit_seq=2 srtt=0.000 rttvar=0.000 rto=0.025 ready_bytes=0 upcoming_bytes=0 freq=400005942 heater_bed: target=30 temp=24.8 pwm=0.927 Speeder_Pad: temp=43.9 Motherboard: temp=31.9 sysload=1.35 cputime=75.838 memavail=808144 print_time=54.524 buffer_time=0.000 print_stall=0 extruder: target=160 temp=147.2 pwm=0.000 Stats 2773.6: gcodein=0 mcu: mcu_awake=0.000 mcu_task_avg=0.000001 mcu_task_stddev=0.000001 bytes_write=3342 bytes_read=16007 bytes_retransmit=9 bytes_invalid=0 send_seq=294 receive_seq=294 retransmit_seq=2 srtt=0.000 rttvar=0.000 rto=0.025 ready_bytes=0 upcoming_bytes=0 freq=400005924 heater_bed: target=30 temp=25.1 pwm=1.000 Speeder_Pad: temp=44.1 Motherboard: temp=31.8 sysload=1.35 cputime=75.870 memavail=808056 print_time=54.524 buffer_time=0.000 print_stall=0 extruder: target=160 temp=150.6 pwm=0.000 Stats 2774.6: gcodein=0 mcu: mcu_awake=0.000 mcu_task_avg=0.000001 mcu_task_stddev=0.000001 bytes_write=3364 bytes_read=16171 bytes_retransmit=9 bytes_invalid=0 send_seq=296 receive_seq=296 retransmit_seq=2 srtt=0.000 rttvar=0.000 rto=0.025 ready_bytes=0 upcoming_bytes=0 freq=400006008 heater_bed: target=30 temp=25.6 pwm=0.840 Speeder_Pad: temp=43.6 Motherboard: temp=31.8 sysload=1.35 cputime=75.904 memavail=808132 print_time=54.524 buffer_time=0.000 print_stall=0 extruder: target=160 temp=151.7 pwm=0.000 Heater heater_bed within range of 30.000 Stats 2775.6: gcodein=0 mcu: mcu_awake=0.000 mcu_task_avg=0.000001 mcu_task_stddev=0.000001 bytes_write=3434 bytes_read=16365 bytes_retransmit=9 bytes_invalid=0 send_seq=301 receive_seq=301 retransmit_seq=2 srtt=0.000 rttvar=0.000 rto=0.025 ready_bytes=0 upcoming_bytes=0 freq=400006009 heater_bed: target=30 temp=26.0 pwm=0.952 Speeder_Pad: temp=43.1 Motherboard: temp=31.8 sysload=1.35 cputime=75.931 memavail=808108 print_time=54.524 buffer_time=0.000 print_stall=0 extruder: target=160 temp=150.5 pwm=1.000 Stats 2776.6: gcodein=0 mcu: mcu_awake=0.000 mcu_task_avg=0.000001 mcu_task_stddev=0.000001 bytes_write=3440 bytes_read=16524 bytes_retransmit=9 bytes_invalid=0 send_seq=302 receive_seq=302 retransmit_seq=2 srtt=0.000 rttvar=0.000 rto=0.025 ready_bytes=0 upcoming_bytes=0 freq=400006020 heater_bed: target=30 temp=26.2 pwm=0.952 Speeder_Pad: temp=43.8 Motherboard: temp=31.5 sysload=1.35 cputime=75.967 memavail=808136 print_time=54.524 buffer_time=0.000 print_stall=0 extruder: target=160 temp=147.3 pwm=1.000 Stats 2777.6: gcodein=0 mcu: mcu_awake=0.000 mcu_task_avg=0.000001 mcu_task_stddev=0.000001 bytes_write=3462 bytes_read=16674 bytes_retransmit=9 bytes_invalid=0 send_seq=304 receive_seq=304 retransmit_seq=2 srtt=0.000 rttvar=0.000 rto=0.025 ready_bytes=0 upcoming_bytes=0 freq=400006000 heater_bed: target=30 temp=26.6 pwm=0.898 Speeder_Pad: temp=43.3 Motherboard: temp=31.7 sysload=1.32 cputime=75.998 memavail=808240 print_time=54.524 buffer_time=0.000 print_stall=0 extruder: target=160 temp=148.0 pwm=1.000 Stats 2778.6: gcodein=0 mcu: mcu_awake=0.000 mcu_task_avg=0.000001 mcu_task_stddev=0.000001 bytes_write=3484 bytes_read=16853 bytes_retransmit=9 bytes_invalid=0 send_seq=306 receive_seq=306 retransmit_seq=2 srtt=0.000 rttvar=0.000 rto=0.025 ready_bytes=0 upcoming_bytes=0 freq=400005978 heater_bed: target=30 temp=26.9 pwm=0.898 Speeder_Pad: temp=43.6 Motherboard: temp=31.6 sysload=1.32 cputime=76.032 memavail=808248 print_time=54.524 buffer_time=0.000 print_stall=0 extruder: target=160 temp=149.1 pwm=0.740 Stats 2779.6: gcodein=0 mcu: mcu_awake=0.000 mcu_task_avg=0.000001 mcu_task_stddev=0.000001 bytes_write=3519 bytes_read=17029 bytes_retransmit=9 bytes_invalid=0 send_seq=309 receive_seq=309 retransmit_seq=2 srtt=0.000 rttvar=0.000 rto=0.025 ready_bytes=0 upcoming_bytes=0 freq=400005986 heater_bed: target=30 temp=27.1 pwm=0.898 Speeder_Pad: temp=43.0 Motherboard: temp=31.7 sysload=1.32 cputime=76.068 memavail=808232 print_time=54.524 buffer_time=0.000 print_stall=0 extruder: target=160 temp=148.7 pwm=1.000 Stats 2780.6: gcodein=0 mcu: mcu_awake=0.000 mcu_task_avg=0.000001 mcu_task_stddev=0.000001 bytes_write=3570 bytes_read=17189 bytes_retransmit=9 bytes_invalid=0 send_seq=313 receive_seq=313 retransmit_seq=2 srtt=0.000 rttvar=0.000 rto=0.025 ready_bytes=0 upcoming_bytes=0 freq=400005981 heater_bed: target=30 temp=27.4 pwm=0.898 Speeder_Pad: temp=43.9 Motherboard: temp=32.0 sysload=1.32 cputime=76.105 memavail=808240 print_time=54.524 buffer_time=0.000 print_stall=0 extruder: target=160 temp=146.4 pwm=1.000 Stats 2781.6: gcodein=0 mcu: mcu_awake=0.000 mcu_task_avg=0.000001 mcu_task_stddev=0.000001 bytes_write=3651 bytes_read=17383 bytes_retransmit=9 bytes_invalid=0 send_seq=318 receive_seq=318 retransmit_seq=2 srtt=0.000 rttvar=0.000 rto=0.025 ready_bytes=0 upcoming_bytes=0 freq=400005973 heater_bed: target=30 temp=27.8 pwm=0.799 Speeder_Pad: temp=43.8 Motherboard: temp=31.7 sysload=1.32 cputime=76.142 memavail=808064 print_time=54.524 buffer_time=0.000 print_stall=0 extruder: target=160 temp=143.3 pwm=1.000 Stats 2782.6: gcodein=0 mcu: mcu_awake=0.000 mcu_task_avg=0.000001 mcu_task_stddev=0.000001 bytes_write=3718 bytes_read=17564 bytes_retransmit=9 bytes_invalid=0 send_seq=323 receive_seq=323 retransmit_seq=2 srtt=0.000 rttvar=0.000 rto=0.025 ready_bytes=0 upcoming_bytes=0 freq=400005961 heater_bed: target=30 temp=28.0 pwm=0.836 Speeder_Pad: temp=43.7 Motherboard: temp=31.1 sysload=1.29 cputime=76.175 memavail=808212 print_time=54.524 buffer_time=0.000 print_stall=0 extruder: target=160 temp=-93.9 pwm=1.000 MCU 'mcu' shutdown: ADC out of range Je refais la connection et je vous tiens au courant , si jamais voici la pince que j'utilise
.png.a9b542ee20dd53493b958877500a3f68.png) 0 points
0 points