Classement




Contenu populaire
Contenu avec la plus haute réputation dans 15/09/2023 dans Messages
-
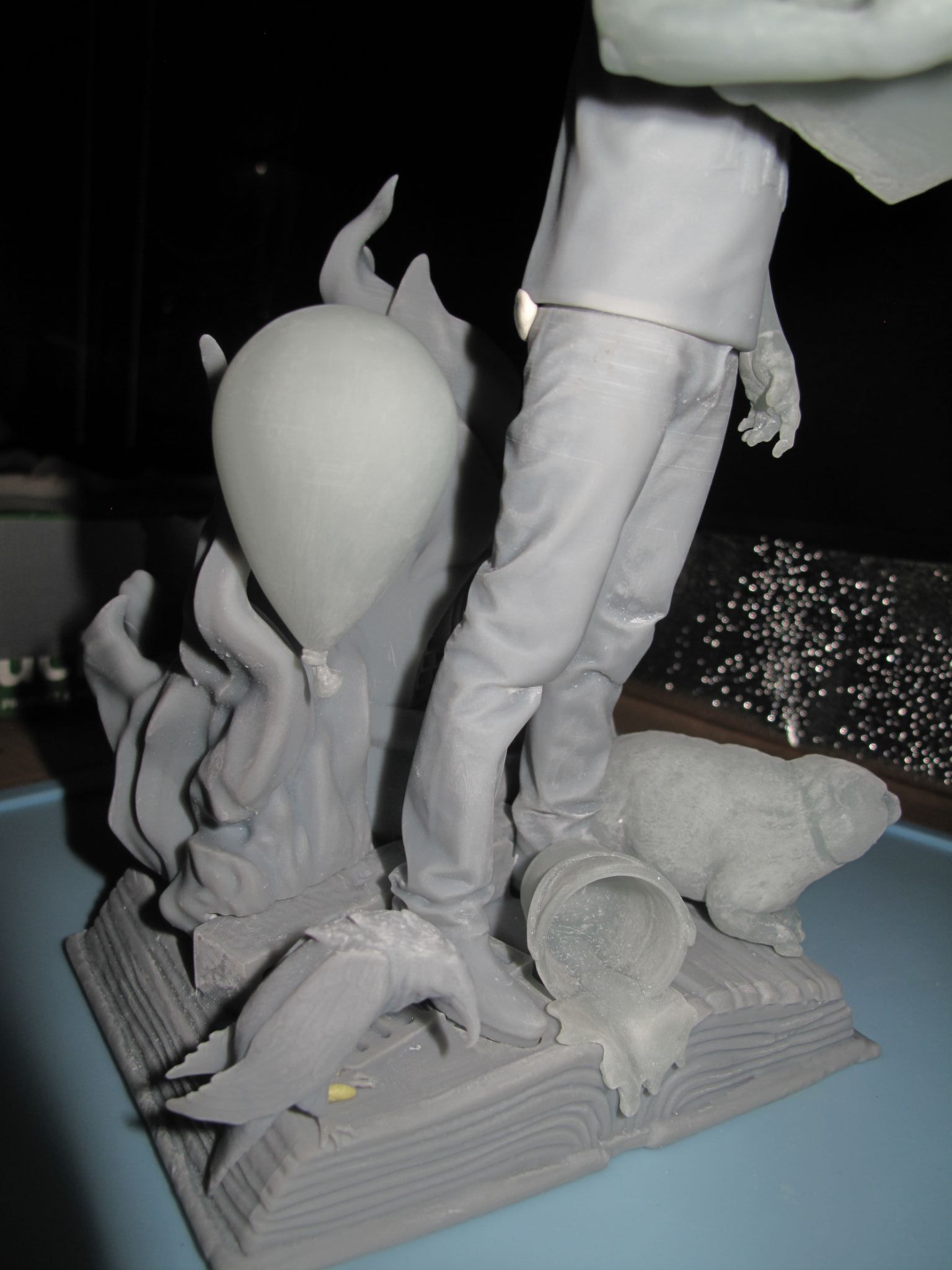
Dernière création, alors si il y a bien de l'impression, regardez bien le support

 3 points
3 points -
Plus qu'un simple test du boitier Flsun Speeder Pad, voici un tutoriel complet avec vidéo de @MrMagounet pour configurer l'écran Klipper avec une imprimante 3D FDM et accélérer vos prints ! https://www.lesimprimantes3d.fr/test-flsun-speeder-pad-g-sensor-kit-20230915/3 points
-
Cela ressemble comme 2 goute d'eau au Elegoo Neptune 4. Après la série X4 semble avoir une connectique de tête d'impression plus sécurisé c'est un bon point et un plus par rapport au X3 qui semble être sur les même nappe que les X1 X2. Et de très forte probability de Klipper sur les X4. Après ont verra bien aucun de mes contacts a d'information en plus a ce jour.3 points
-
Très avare en informations pour l'instant, Artillery montre le design de 4 nouvelles imprimantes FDM à venir. Mais le site officiel montre deux images, sans que l'on ait plus de détails que les vitesses maximales d'impression : Artillery Sidewinder X3 Pro Artillery Sidewinder X4 On attend maintenant le reste des specs mais on s'attend à un format 220 x 220 mm pour le modèle standard (SW X3 et SW X4) et un plateau de 310 x 310 mm pour une version "Plus" des Sidewinder X3 et X4.


 2 points
2 points -
Tout est dans le titre. C'est très intéressant car réalisé par des Pros, mais cela prend un peu de temps pour lire et comprendre les 16 pages. Les matières de tests sont l'ABS CF10 et le NYLON CF10. Bonne lecture. brochure Stratasys.pdf2 points
-
Hello, désolé pour le suspens, de mon coté l'export en .stl ou autre fonctionne parfaitement
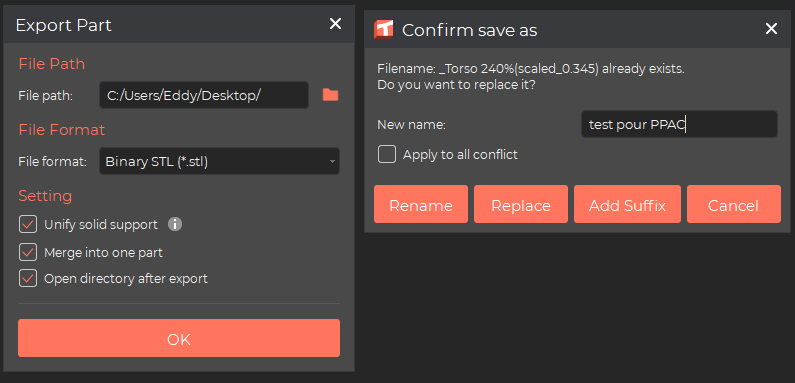
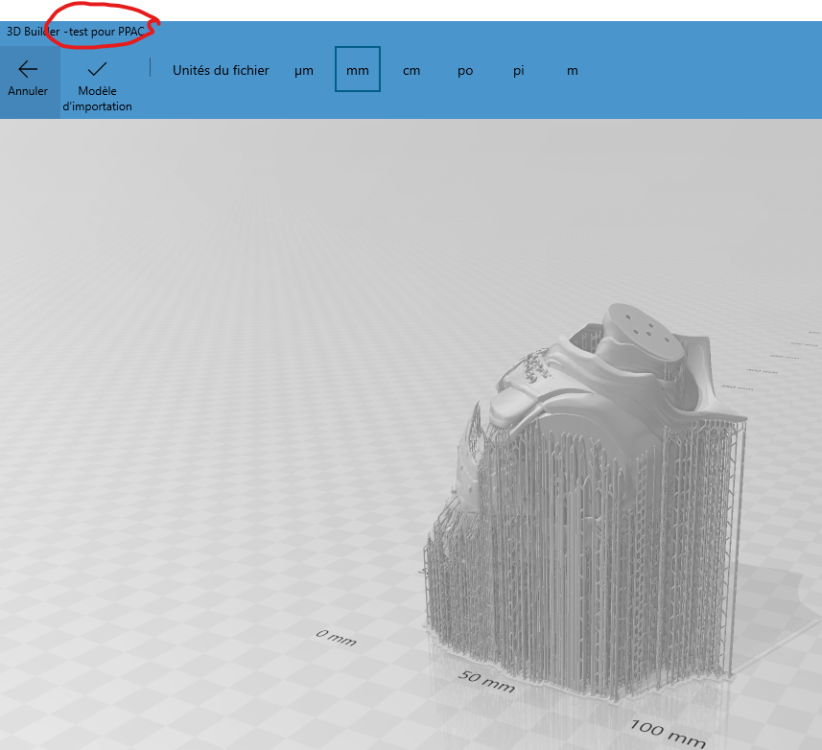 2 points
2 points -
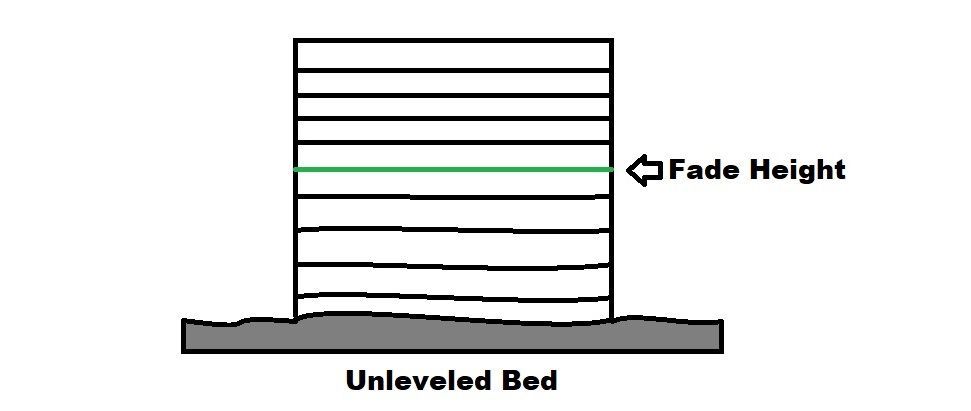
Je dirais que de désactiver le "Z fade Height" veut dire ne pas obtenir une couche du dessus plane ( mais ayant les mêmes défauts que le plateau ... ). Source image https://3dprinting.stackexchange.com/questions/20830/what-is-the-fade-height-option-in-marlin La E3V3SE se base sur un firmware marlin, et utilise un Z Fade de 10mm. Donc si j'ai un plateau non parallèle au plan de déplacement de la buse a un Z fixé (disons un angle de 45°, je prends un truc bien aberrant pour l'exemple ) a quoi va ressembler un pavé qui ferait toute la surface du plateau et de 15 mm de hauteur ?
 2 points
2 points -
Salut et bienvenu sur le forum, As-tu essayé de réduire la température du plateau (30°C, 40°C?) As-tu essayé de moins écraser ta 1ère couche: avec le babystep, si tu as la fonctionnalité en réduisant le débit de la couche initiale en décalant le référentiel (M206) en laissant plus de jeu avec la cale/feuille lors du réglage du plateau ... PS: n'hésite pas à ajouter le nom de ton imprimante dans ton profil, c'est pratique pour te répondre. (voir ce message pour plus d'explications)2 points
-
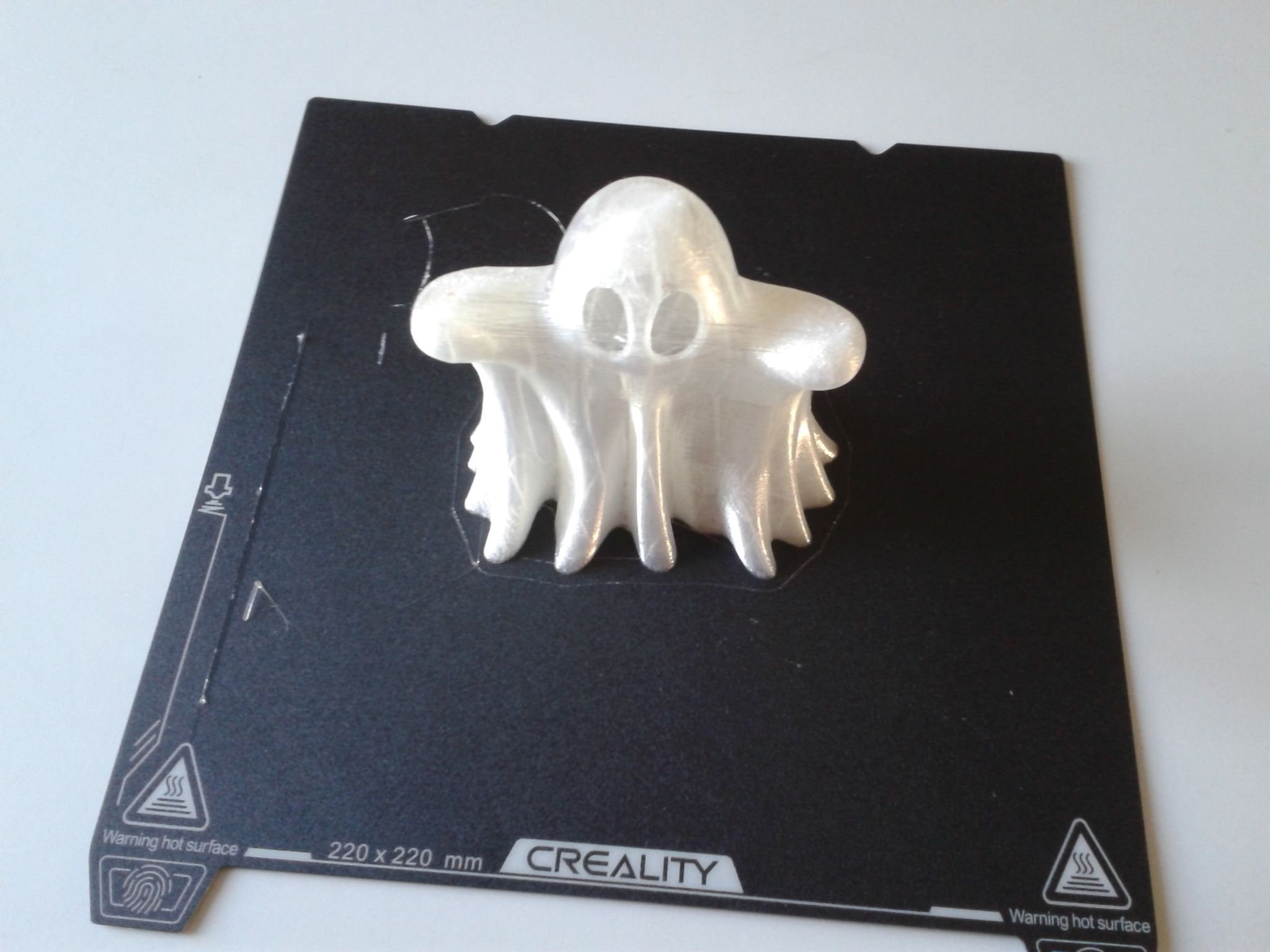
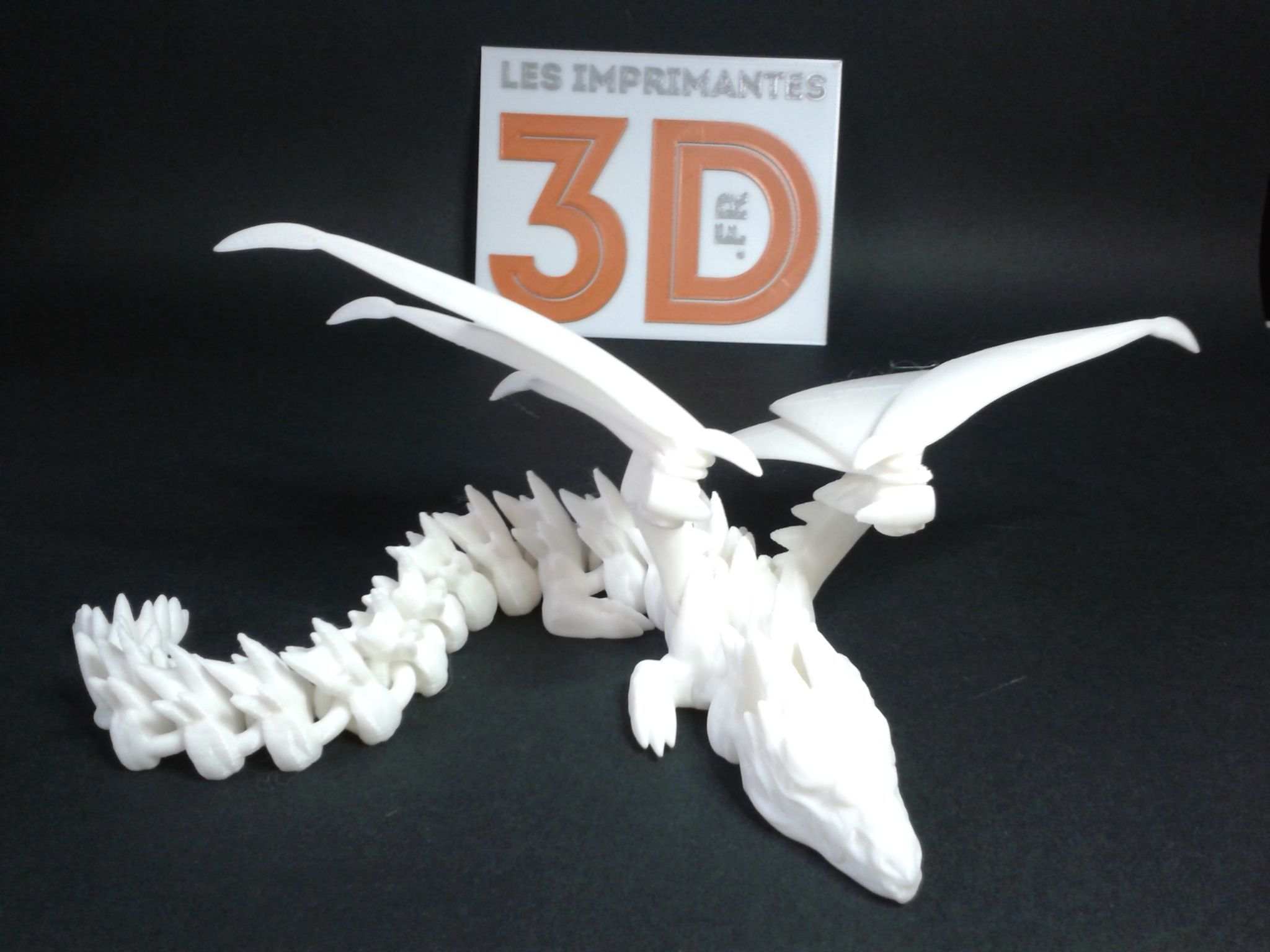
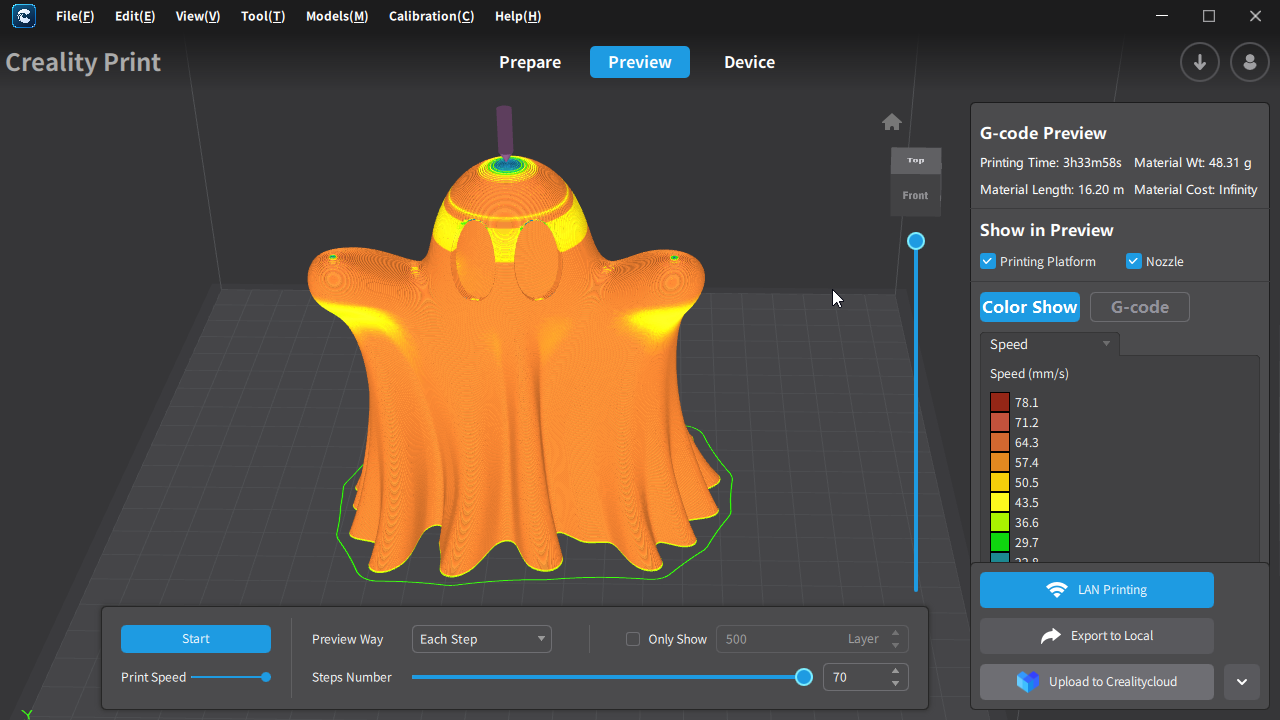
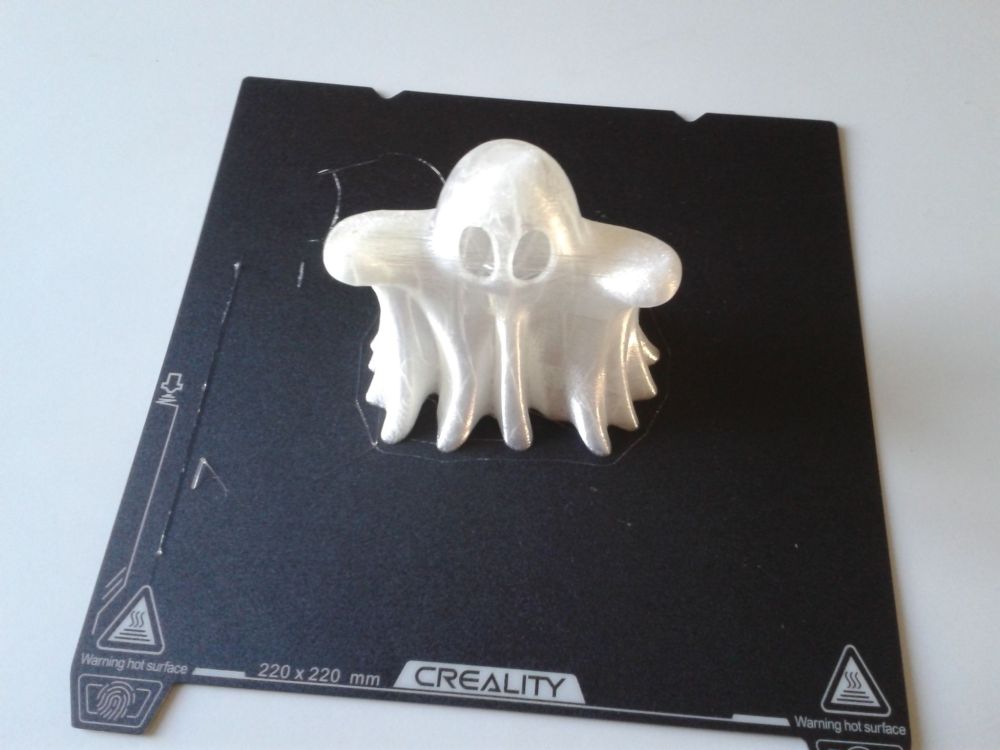
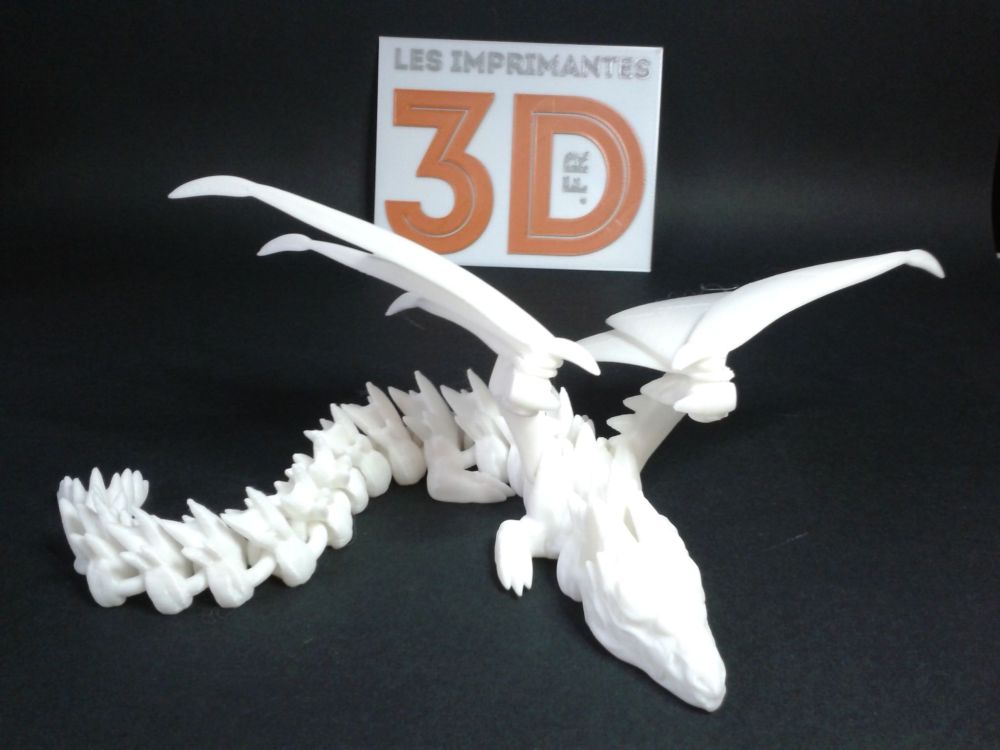
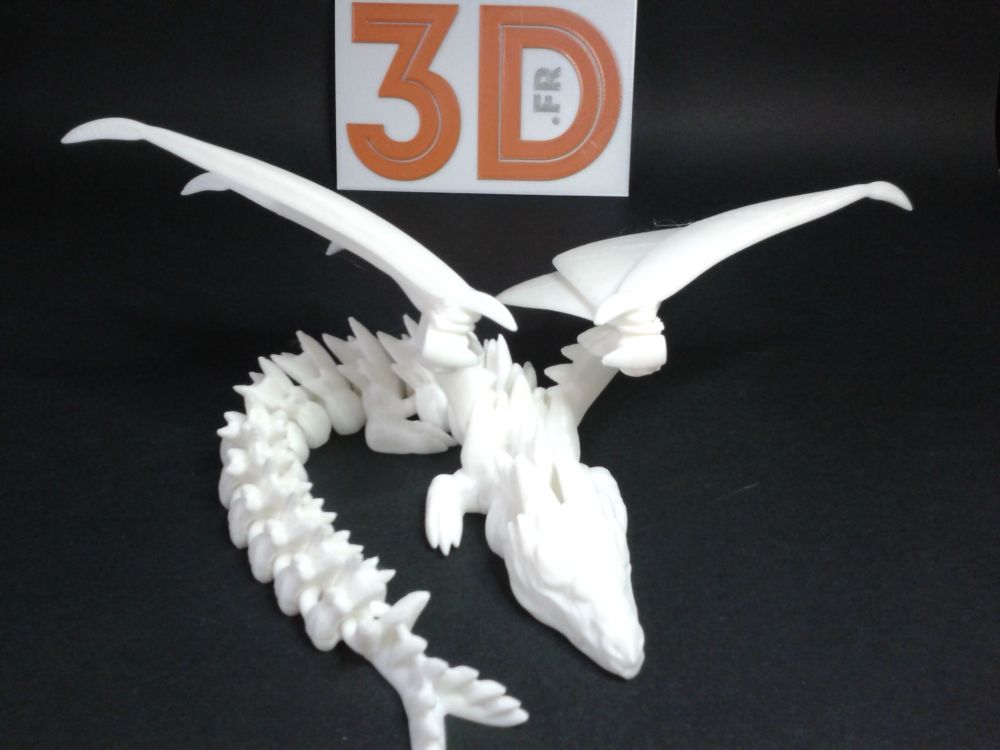
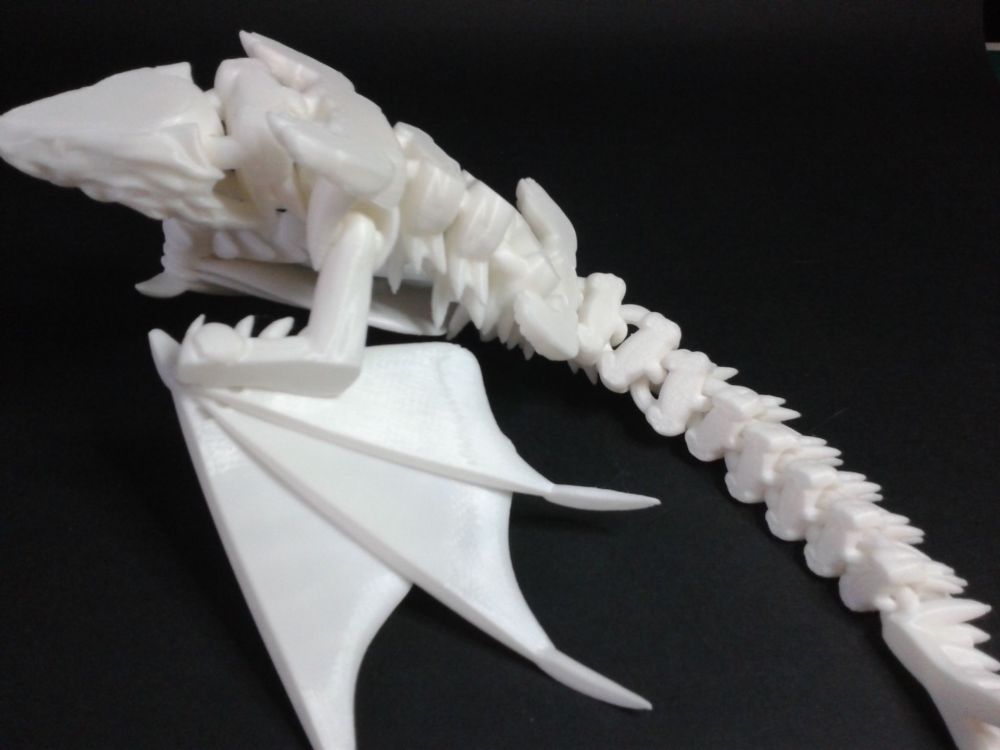
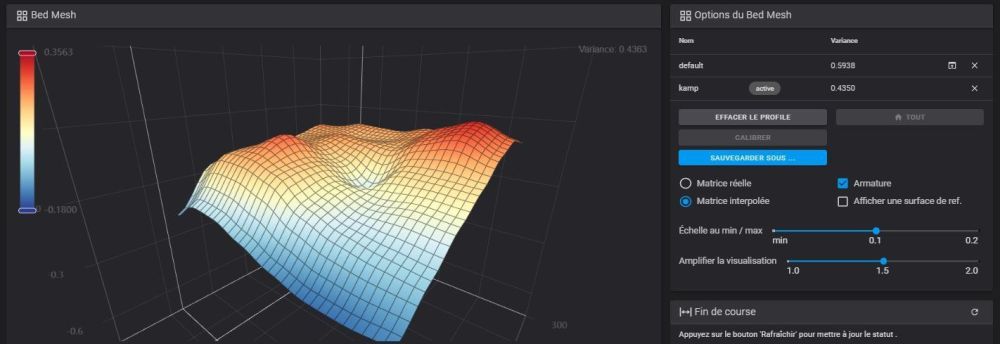
Oui le plateau flexible avec une surface "PC" cela fonctionne/adhère très bien. J'ai osé imprimer "Silver Dragon" de "The Dragons Den" https://www.crealitycloud.com/model-detail/632d1cba984ba68ea9c70dc8 (payant mais actuellement gratuis si un compte Creality Cloud Premium ) sans bordures et aucun décollements a signaler. Pour le TPU 95A, j'ai directement sorti une lame émoussée pour le décollage du plateau. "Ghost Booh" par "BODY-3D" (October 06, 2022) https://www.thingiverse.com/thing:5551428 TPU 95A translucide ArianePlast Je n'aurais peut-être pas dû changer la "distance de rétraction" à 0.8 mm et la "vitesse de rétraction" à 30 mm/s, au lieu des 1.6 mm et 40 mm/s du profil CR-TPU de Creality Print v4.3.6 ... ou alors il me faut tester d'imprimer moins chaud (ici 228°C) avec ce TPU pour limiter les cheveux d'ange. Oui c'est bien cela avec cette machine (enfin il y a un capteur de pression (jauge de déformation) en plus dans l'histoire pour permettre de trouver le Z-Offset automatiquement). Mais heureusement il reste la possibilité d'ajuster le Z-Offset automatiquement trouvé, si jamais le capteur de pression fonctionne pas top ... Si ton plateau n'est pas parallèle avec le plan de déplacement X,Y du nez de la buse, avec le "Z fade heigh" et la compensation due au mesh du leveling, alors si tu imprimes un pavé qui utilise toute la surface du plateau, il n’aura pas la même épaisseur partout ... donc c'est mieux d'avoir un plateau parallèle au plan de déplacement de la buse si tu veux un pavé, qui géométriquement soit bien un pavé .








 2 points
2 points -
Salutation ! Bon je me suis laissé tenter ... reste à attendre patiemment que cela arrive et je pourrais faire plein d'essais J'ai pris un "Circle PEY no base, 235x235mm" et un "Starry PEY no base, 235x235mm" sur https://www.aliexpress.com/item/1005005649083477.html
 2 points
2 points -
Zut alors ... rétrospectivement, forcement que c’était un "xTool F1". Mais je relance Car j'ai tout juste réceptionné une livraison
 2 points
2 points -
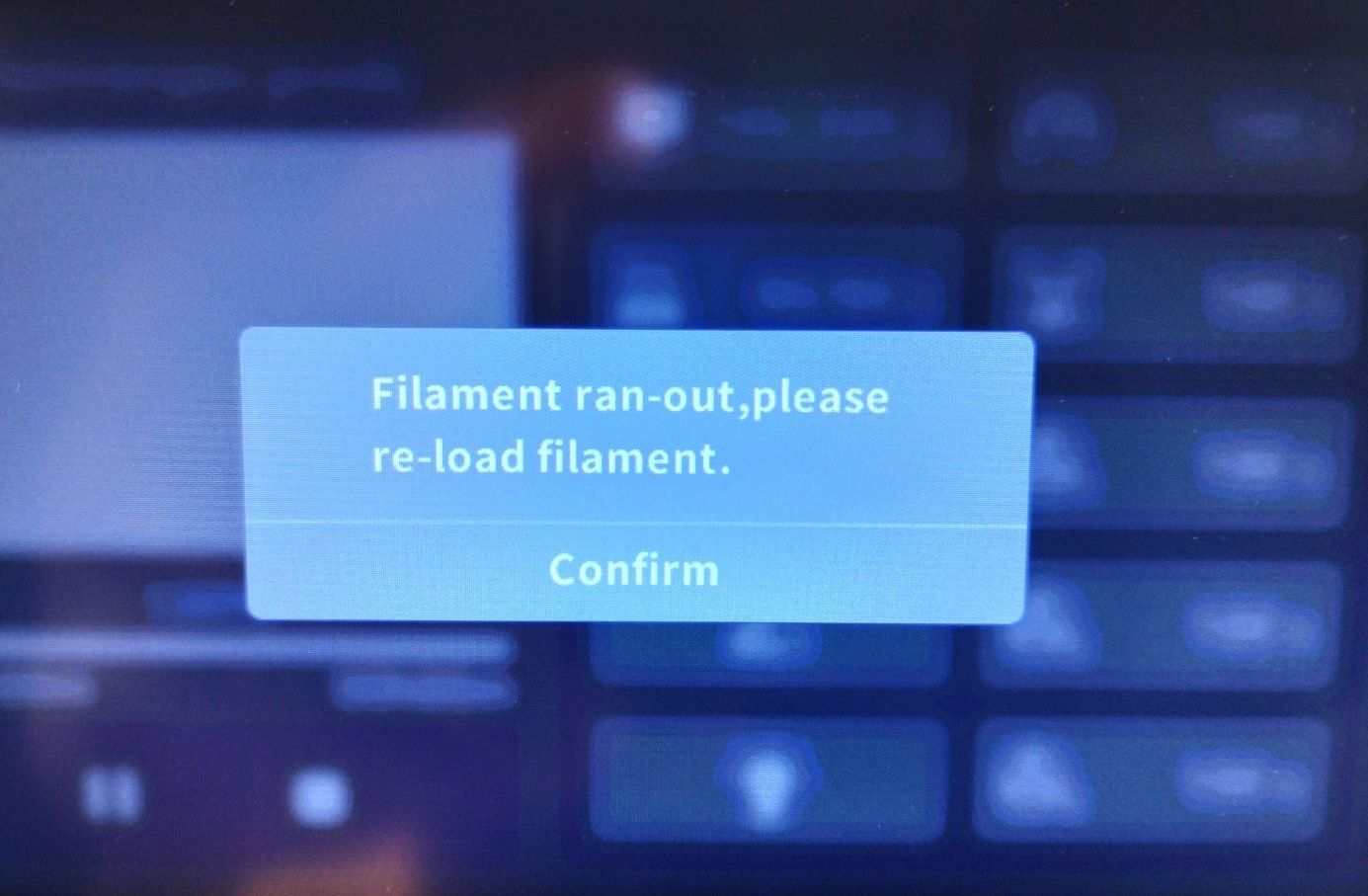
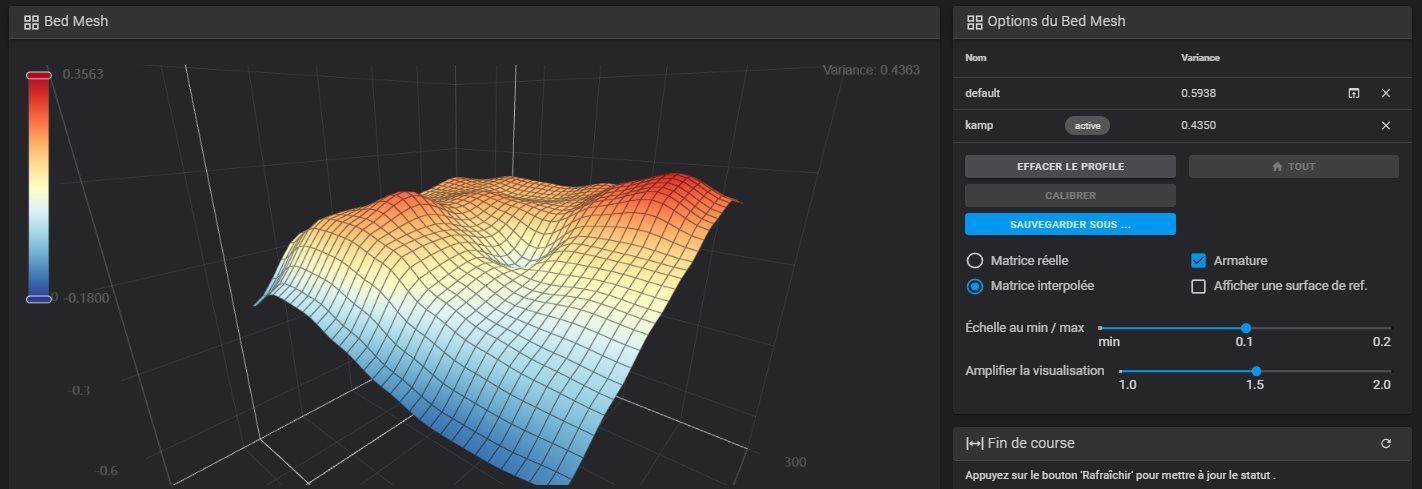
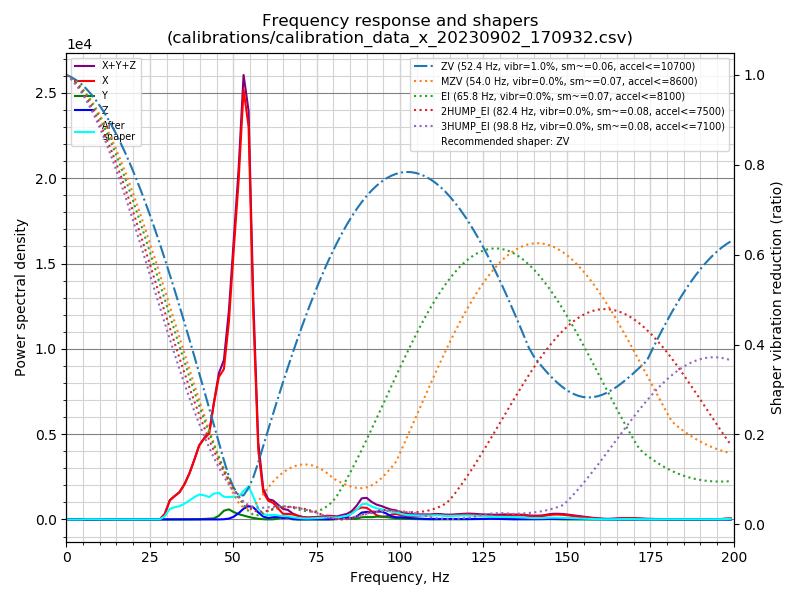
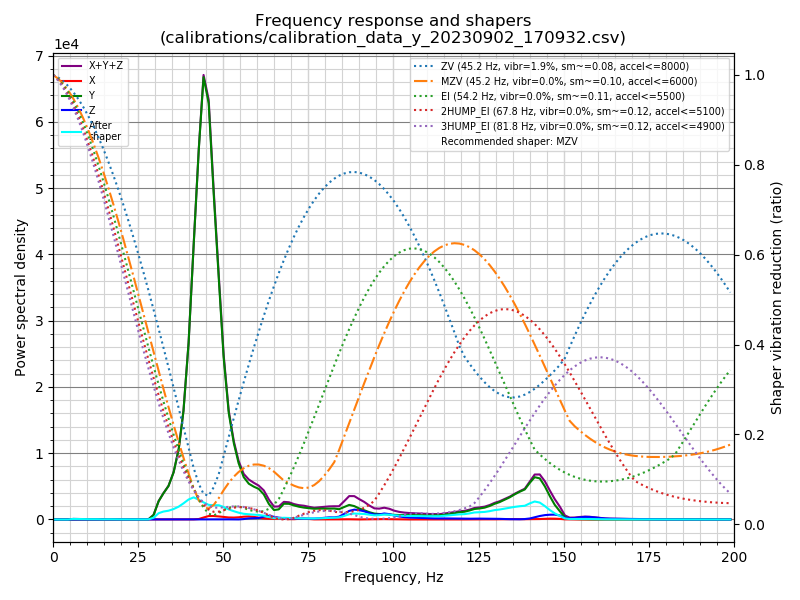
Le fichier de configuration : printer.cfg Qiditech fournit dans ce fichier à la fois: la configuration matérielle de tous les composants gérés par le firmware Klipper flashé sur les deux cartes contrôleurs un ensemble de macros Ayant plutôt l'habitude de séparer «serviettes et torchons» ma première modification a été de scinder et réorganiser ce gros fichiers en deux parties: printer.cfg (configuration matérielle uniquement) macros.cfg (les macros QIDI utilisées via une directive [include macros.cfg] au début du fichier ci-dessus Analyse de la configuration matérielle MCU La X-Max 3 gère trois (3) «mcu» (micro controler unit) : le principal est celui correspondant au microcontrôleur STM32F402 via une liaison série USB [mcu] # The hardware use USART1 PA10/PA9 connect to RK3328 serial: /dev/ttyS0 restart_method: command le second est celui de la carte fille situé sur la tête, microcontrôleur STM là encore en liaison série USB [mcu MKS_THR] serial:/dev/serial/by-id/usb-Klipper_rp2040_65054E953D866458-if00 le troisième correspond au contrôleur de la carte (le Rockship RK3328) à l'identique d'un Raspberry Pi [mcu rpi] serial: /tmp/klipper_host_mcu [printer] La section de configuration (printer) correspondant à la cinématique de l'imprimante, ses accélérations et vitesses maximales [printer] kinematics: corexy max_velocity: 600 max_accel: 20000 max_accel_to_decel: 10000 max_z_velocity: 20 max_z_accel: 500 square_corner_velocity: 8 Pilotes moteurs On trouve évidemment les déclarations de paramètres des moteurs pilotant les axes (stepper …). Les axes X et Y utilisent la mise à l'origine sans capteur permise grâce aux pilotes TMC 2209. Exemple pour le pilote de l'axe X : [stepper_x] … endstop_pin: tmc2209_stepper_x:virtual_endstop … [tmc2209 stepper_x] … driver_SGTHRS: 85 … L'utilisation de ce mode nécessite la modification du processus de mise à l'origine via la directive [homing_override] (réduction du courant envoyé aux pilotes le temps de cette mise à l'origine) : Gestion des mises en chauffe et surveillance des températures Lit chauffant [heater_bed] heater_pin: PC8 sensor_type: NTC 100K MGB18-104F39050L32 sensor_pin: PA0 max_power: 1.0 control: pid pid_kp: 71.039 pid_ki: 2.223 pid_kd: 567.421 min_temp: -50 max_temp: 125 et la vérification de ce capteur [verify_heater heater_bed] max_error: 200 check_gain_time: 60 hysteresis: 5 heating_gain: 1 Extrudeur [extruder] step_pin: MKS_THR:gpio5 dir_pin: MKS_THR:gpio4 enable_pin: !MKS_THR:gpio10 rotation_distance: 53.5 gear_ratio: 1628:170 microsteps: 16 full_steps_per_rotation: 200 nozzle_diameter: 0.400 filament_diameter: 1.75 min_temp: 0 max_temp: 360 min_extrude_temp: 170 smooth_time: 0.000001 heater_pin: MKS_THR:gpio0 sensor_type: MAX6675 sensor_pin: MKS_THR:gpio17 spi_software_sclk_pin: MKS_THR:gpio18 spi_software_mosi_pin: MKS_THR:gpio19 spi_software_miso_pin: MKS_THR:gpio16 max_power: 1.0 control: pid pid_Kp: 14.734 pid_Ki: 6.549 pid_Kd: 8.288 pressure_advance: 0.032 pressure_advance_smooth_time: 0.03 max_extrude_cross_section: 10 instantaneous_corner_velocity: 10.000 max_extrude_only_distance: 100.0 max_extrude_only_velocity: 5000 max_extrude_only_accel: 2000 step_pulse_duration: 0.000002 et la vérification de ce capteur [verify_heater extruder] max_error: 120 check_gain_time: 20 hysteresis: 5 heating_gain: 1 Chambre (enceinte / caisson) [heater_generic chamber] heater_pin: PB10 max_power: 1.0 sensor_type: NTC 100K MGB18-104F39050L32 sensor_pin: PA1 control: watermark max_delta: 1.0 min_temp: -100 max_temp: 70 déclenchement du ventilateur associé à ce capteur [temperature_fan chamber] pin: PC9 max_power: 1 hardware_pwm: false off_below:.1 sensor_type: NTC 100K MGB18-104F39050L32 sensor_pin: PA1 control: pid pid_kp: 60 pid_ki: 1 pid_kd: 900 pid_deriv_time: 120 min_temp: 0 max_temp: 90 target_temp: 50.0 max_speed: 1 min_speed: 0.0 gcode_id: chamber et la vérification de ce capteur [verify_heater chamber] max_error: 300 check_gain_time: 480 hysteresis: 5 heating_gain: 1 Ventilateur de refroidissement du radiateur de la tête [heater_fan hotend_fan] pin: MKS_THR:gpio1 max_power: 1.0 kick_start_time: 0.5 heater: extruder heater_temp: 50.0 fan_speed: 1.0 off_below: 0 surveillance des températures hôte et MCU [temperature_sensor RPI] sensor_type: rpi_temperature sensor_type: temperature_host min_temp: 10 max_temp: 85 [temperature_sensor mcu_temp] sensor_type: temperature_mcu Ventilateurs Les ventilateurs sont gérés via des directives [output_pin] et seront donc actionnés via des macros Gcode en utilisant la commande «SET_PIN PIN=broche_a_actionner VALUE=valeur» Refroidissement du filament (buse) => fan0 [output_pin fan0] pin: MKS_THR:gpio2 pwm: True cycle_time: 0.0100 hardware_pwm: false value: 0 scale: 255 shutdown_value: 0.0 Refroidissement du filament (auxilaire) soufflant sur le plateau => fan2 [output_pin fan2] pin: PA8 pwm: True cycle_time: 0.0100 hardware_pwm: false value: 0.00 scale: 255 shutdown_value: 0.0 Extraction air interne à travers filtre à charbon actif => fan3 [output_pin fan3] pin: PC9 pwm: True cycle_time: 0.0100 hardware_pwm: false value: 0.0 scale: 255 shutdown_value: 0.0 Détecteur de fin de filament Activé par défaut, permet de mettre en pause l'impression quand il n'y a plus de filament, voir ce lien [filament_switch_sensor fila] pause_on_runout: True runout_gcode: PAUSE SET_FILAMENT_SENSOR SENSOR=fila ENABLE=1 event_delay: 3.0 pause_delay: 0.5 switch_pin: !PC1 Un message s'affiche sur l'écran, l'écran suivant après remplacement du filament permet de purger le nouveau puis de reprendre l'impression (testé à deux reprises, en tout cas chez moi, il fonctionne parfaitement). Le processus de retrait de l'ancien filament s'effectue en trois étapes via l'appel à une macro Gcode M603: extrusion lente d'une petite quantité de filament pause retrait «rapide» de la quantité nécessaire à sortir le filament des roues dentées d'entrainement [gcode_macro M603] description: filament unload gcode: G92 E0 G0 E15 F400 G4 P1000 G92 E0 G1 E-80 F800 A noter que l'extrudeur ne possède pas de levier permettant la libération / l'insertion du filament, Il faut procéder via des manipulations sur l'écran. Le mieux est d'extraire le PTFE guidant le filament vers la tête au niveau de celle-ci (pas très pratique ni facile quand on a des gros doigts ou qu'on imprime avec le caisson totalement fermé). La chaine Youtube Qiditech propose cette vidéo pour le processus de changement de filament Nivelage du lit d'impression Le capteur Bltouch est à la fois: le dispositif permettant de détecter la mise à l'origine de l'axe Z (remplace l'interrupteur de fin de course) une sonde permettant de réaliser la topographie (maillage / mesh) via le palpage du plateau suivant une matrice de points 9x9 (8x8 avec le firmware originel) [bed_mesh] speed: 150 horizontal_move_z: 10 mesh_min: 30,15 mesh_max: 310,310 probe_count: 9,9 algorithm: bicubic bicubic_tension: 0.2 mesh_pps: 4, 4 [bltouch] sensor_pin: ^MKS_THR:gpio21 control_pin: MKS_THR:gpio11 stow_on_each_sample: False x_offset: 28 y_offset: 4.4 z_offset: 0.0 speed: 10 #5 samples: 2 samples_result: average sample_retract_dist: 3.0 samples_tolerance: 0.08 samples_tolerance_retries: 3 Une fois le réglage du Zoffset puis de la topographie du plateau faits via l'écran tactile, le maillage palpé est enregistré dans le fichier printer.cfg tout à la fin : #*# <---------------------- SAVE_CONFIG ----------------------> #*# DO NOT EDIT THIS BLOCK OR BELOW. The contents are auto-generated. #*# … #*# #*# [bed_mesh default] #*# version = 1 #*# points = #*# -0.426250, -0.312500, -0.252500, -0.201250, -0.303750, -0.256250, -0.220000, -0.217500, -0.323750 #*# -0.207500, -0.126250, -0.111250, -0.066250, -0.113750, -0.090000, -0.100000, -0.107500, -0.147500 #*# 0.000000, 0.008750, 0.057500, 0.058750, 0.036250, 0.041250, 0.030000, -0.001250, -0.020000 #*# 0.071250, 0.086250, 0.126250, 0.153750, 0.127500, 0.122500, 0.108750, 0.072500, 0.038750 #*# 0.022500, 0.127500, 0.192500, 0.198750, 0.086250, 0.162500, 0.150000, 0.138750, 0.020000 #*# 0.173750, 0.190000, 0.190000, 0.213750, 0.213750, 0.183750, 0.206250, 0.143750, 0.125000 #*# 0.165000, 0.200000, 0.210000, 0.256250, 0.210000, 0.175000, 0.178750, 0.123750, 0.145000 #*# 0.150000, 0.175000, 0.226250, 0.216250, 0.180000, 0.192500, 0.172500, 0.160000, 0.100000 #*# 0.025000, 0.136250, 0.187500, 0.198750, 0.091250, 0.187500, 0.170000, 0.180000, 0.026250 #*# tension = 0.2 #*# min_x = 30.0 #*# algo = bicubic #*# y_count = 9 #*# mesh_y_pps = 4 #*# min_y = 15.0 #*# x_count = 9 #*# max_y = 309.96 #*# mesh_x_pps = 4 #*# max_x = 310.0 Dans l'interface Web Fluidd, on peut visualiser ce maillage : Malgré la représentation ci-dessus, une fois le Zoffset correctement réglé, je n'ai rencontré aucun problème avec les pièces imprimées (pas de gauchissement, pas de décollement, …). A noter que Qiditech gère le «z_offset» via l'écran d’étalonnage puis sauvegarde la valeur trouvée non pas à la fin du fichier «printer.cfg» mais stocke cette valeur dans le fichier de configuration de l'écran (config.mksini). Inconvénient de cette méthode: on ne peut plus utiliser les outils habituels de Klipper (probe_calibrate, …) et surtout il faut laisser le z_offset à 0 dans la section [bltouch]. Compensation de résonance La puce ADXL345 est située sur la carte fille au niveau de la tête. Avec une imprimante CoreXY, comme la X-Max 3, la calibration se trouve facilitée. Avec mes autres imprimantes non CoreXY (des «bed slinger», le plateau se déplace sur l'axe Y), il faut ou deux ADXL345 (un par axe) ou déplacer le matériel de la tête au plateau. [adxl345] cs_pin: MKS_THR:gpio13 spi_software_sclk_pin: MKS_THR:gpio14 spi_software_mosi_pin: MKS_THR:gpio15 spi_software_miso_pin: MKS_THR:gpio12 axes_map: -x, z, -y [resonance_tester] accel_chip: adxl345 probe_points: 160, 160, 10 Une fois le processus de tests des fréquences de vibrations réalisé, le résultat (type de compensation et fréquence pour chaque axe ) est enregistré à la fin du printer.cfg dans la section réservée : #*# <---------------------- SAVE_CONFIG ----------------------> #*# DO NOT EDIT THIS BLOCK OR BELOW. The contents are auto-generated. #*# #*# [input_shaper] #*# shaper_type_x = ei #*# shaper_freq_x = 53.8 #*# shaper_type_y = zv #*# shaper_freq_y = 45.2 J'ai ajouté l'extension «G-Code Shell Command» (un script Python) de KIAUH (Kiauh est installé dans le répertoire de l'utilisateur «mks»), puis créé les scripts shell et les macros Gcode nécessaires pour produire les graphiques : # Process csv files issued from "input_shaping" to obtain png files # [gcode_macro PROCESS_SHAPER_DATA] description: process csv file to png gcode: RUN_SHELL_COMMAND CMD=adxl_x RUN_SHELL_COMMAND CMD=adxl_y [gcode_shell_command adxl_x] command: sh /home/mks/klipper_config/shell_commands/adxl_x.sh timeout: 300. verbose: True [gcode_shell_command adxl_y] command: sh /home/mks/klipper_config/shell_commands/adxl_y.sh timeout: 300. verbose: True # Pour faire une sauvegarde "régulière" via Github # https://github.com/th33xitus/kiauh/wiki/How-to-autocommit-config-changes-to-github%3F # [gcode_shell_command backup_cfg] command: sh /home/mks/klipper_config/shell_commands/autocommit.sh timeout: 30. verbose: True [gcode_macro BACKUP_CFG] gcode: RUN_SHELL_COMMAND CMD=backup_cfg Ce fichier shell_command.cfg est inclus au début du fichier printer.cfg via une directive [include shell_command.cfg]. Un répertoire nommé «shell_commands» est créé dans ~/klipper_config dans lequel je stocke les scripts shell. Exemple pour l'axe X (remplacer x par y pour obtenir le script de l'axe Y) : #!/bin/sh # # Create PNG from csv file issued after INPUT_SHAPING, X axis # # Paths # Qiditech use the old configuration ~/klipper_config # DATE=$(date +"%Y%m%d") SCRIPTS="/home/mks/klipper/scripts/calibrate_shaper.py" CSV_FILE="/tmp/calibration_data_x_*.csv" PNG_FILE="/home/mks/klipper_config/shaper_calibrate_x_$DATE.png" $SCRIPTS $CSV_FILE -o $PNG_FILE L'appel de la macro «PROCESS_SHAPER_DATA» dans la console Fluidd permet d'obtenir les graphiques suivants. Étant enregistrés dans ~/klipper_config, ils sont facilement téléchargeables sur un matériel informatique (clic droit sur le fichier, téléchargé) Reste de la configuration Emplacement du stockage de la carte SD virtuelle : [virtual_sdcard] path: ~/gcode_files Quelques paramètres utiles ( exclusion d'objet, gestion des courbes, délai d'inactivité ) : [exclude_object] [gcode_arcs] resolution: 0.1 # 1.0 [idle_timeout] timeout: 5400 # en secondes Voilà pour l'essentiel du fichier «printer.cfg» Les macros Pour les macros fournies par Qiditech, je ne détaille pas plus que cela et livre seulement le contenu Les seules modifications que j'ai apportées sont principalement cosmétiques (remplacement des «=» par «:», suppression / ajout d'espaces pour les indentations, suppression de lignes vides, …). Remarques à propos de ces macros: Fulidd et Mainsail utilisent désormais tous deux un fichier de configuration (client.cfg) qui propose : des macros PAUSE, RESUME, CANCEL_PRINT plus abouties et facilement configurables via l'ajout au début du fichier printer.cfg d'une macro Gcode _CLIENT_VARIABLE, quelques directives Klipper ( virtual_sdcard, pause_resume, display_status, respond ) Il n'y a pas les macros START_PRINT / END_PRINT habituelles, permettant d'être intégrées dans les sections dévolues au Gcode de début / fin des trancheurs. Cependant Qiditech utilise le système KAMP (Klipper Adaptive Meshing & Purging) pour réduire le temps de palpage en fonction de la taille du fichier imprimé Pas de macro M600 (facile à ajouter) La macro M106 gère les trois ventilateurs (refroidissement filament, refroidissement auxiliaire, extraction air) Plusieurs macros xx29 (1029, 4029, 8029) probablement utilisées en association avec l'écran le M141 gère le chauffage de la chambre … C'est tout pour ajourd'hui. Le test final approche (ou pas).

 2 points
2 points -
Salut, sur la prie secteur sur laquelle tu branches ton imprimante, il y a t il une prise de terre ? (je pense que non car tu prends un courant de fuite lorsque tu touches ton imprimante. Ce phénomène arrive avec les alimentations à découpages (ce n'est pas comme une alimentation classique avec un transfo, dans une alimentation à découpage, on redresse directement le 220V, puis avec un circuit électronique appelé hacheur, la tension redressée est découpée ce qui fait diminuer plus ou moins la valeur de la tension moyenne en sortie voici en gros le principe). Au niveau du message "killed() called", j'ai ce message lorsque je viens de flasher l'imprimante, j e pense qu'il est lié à un défaut d'init. Par ailleurs, tu ne nous dis pas si le firm est stock ou si tu as fais des modifs sur le firm. Dans un premier temps, je vérifierais les connections entre la carte mère et l'écran TFT, si le problème persiste une verif complète du câblage de l'imprimante. Pour info j'ai des cartes de X1 en stock si tu as besoin de faire un lever de doute. Carte MKS LGen V1 - Informatique (leboncoin.fr) Aldo1 point
-
Pour la marque, ça me semble bon mais je laisse @PPAC répondre pour la suite Indice:1 point
-
une anycubic mega hyper 8k ? non non les indices de @fran6p ne m'ont pas du tout aidés ...1 point
-
@Mael_to Re re salut, Tu aurais pu compléter ton premier post. Si un administrateur peut réunir les deux sujets, par exemple @PPAC s'il est disponible ? Une première idée: Tes ratés sont stockés sur une même carte SD ? ceux qui réussissent sur une autre ? Si c'est le cas copie tes gcodes sur celle qui fonctionne. Il faut chercher à identifier la raison pour laquelle certains fichiers passent et d'autres pas: Slicer différent ? Origine du gcode de ton cube ? Quelle sont tes températures d'impression ?1 point
-
Merci, j'en ai pris un aussi1 point
-
Je sais désormais ce que contiennent ces colis mais je ne le dirais pas Juste un indice:1 point
-
La CoreXY Spider X1 sortirait (conditionnel) fin octobre de cette année, sans avoir de vraie date.1 point
-
Pareil de mon côté aucune info pour l'instant mais ça fais plaisir comme news enfin des nouveauté chez Artillery^^1 point
-
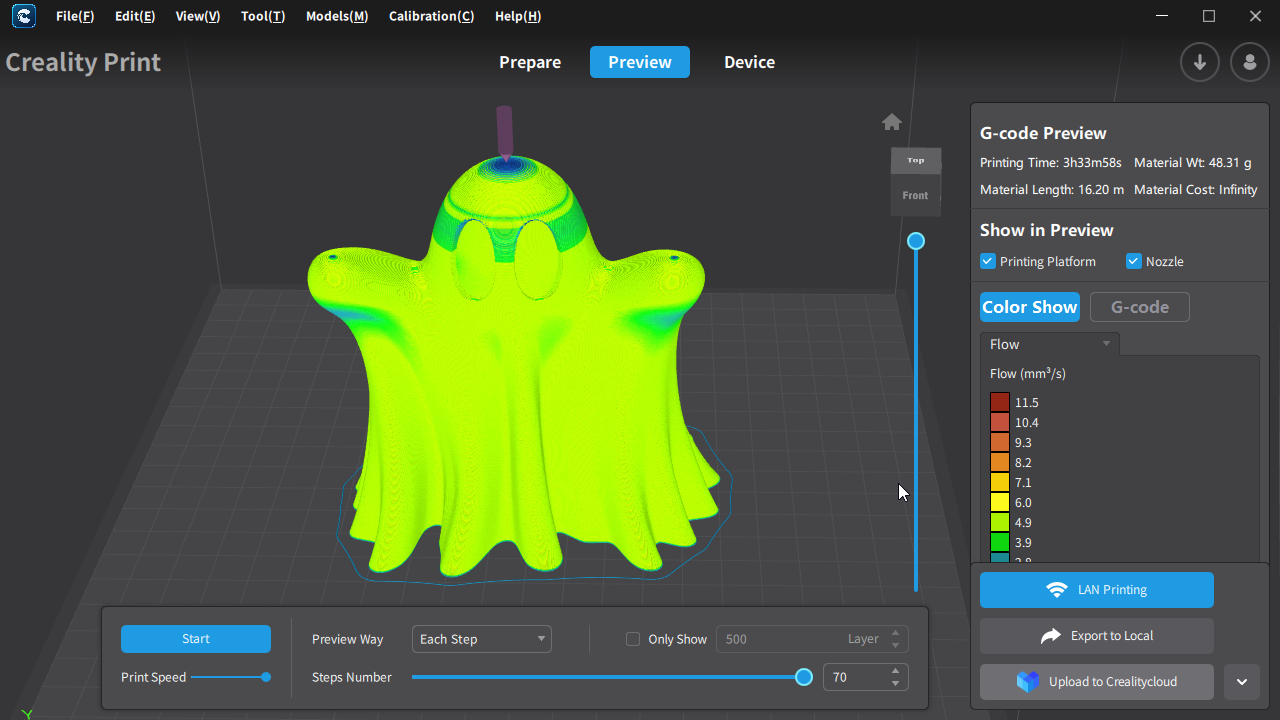
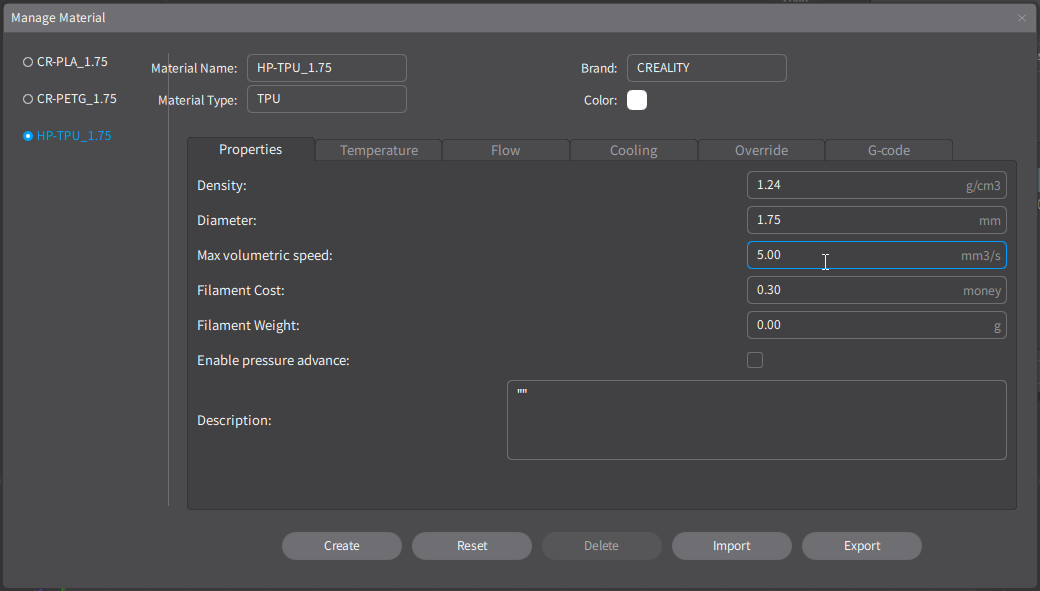
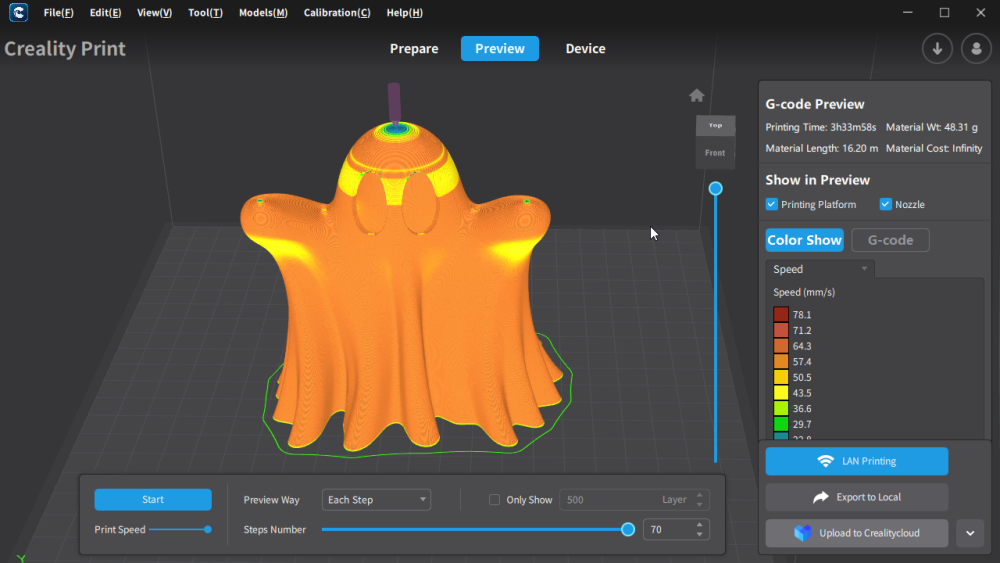
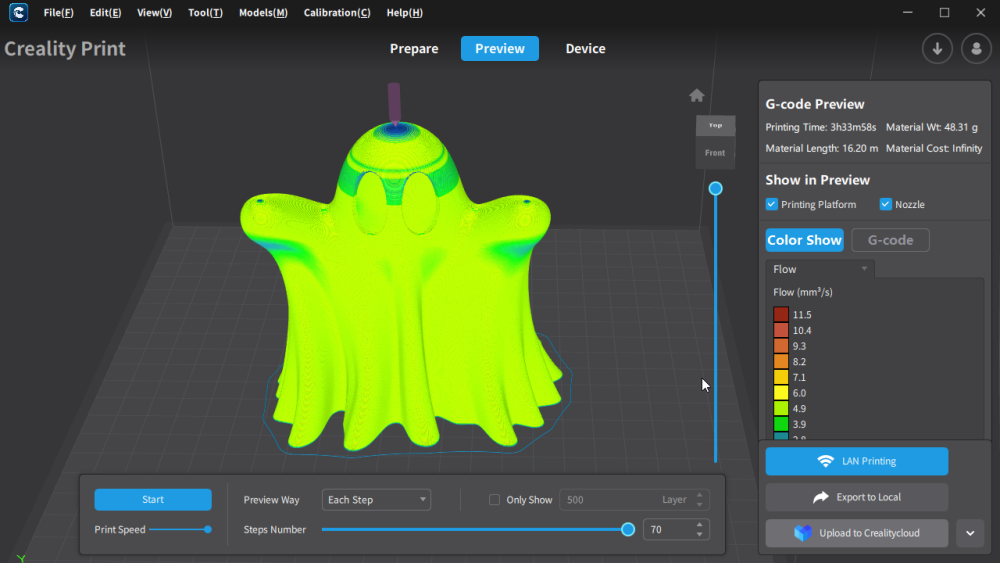
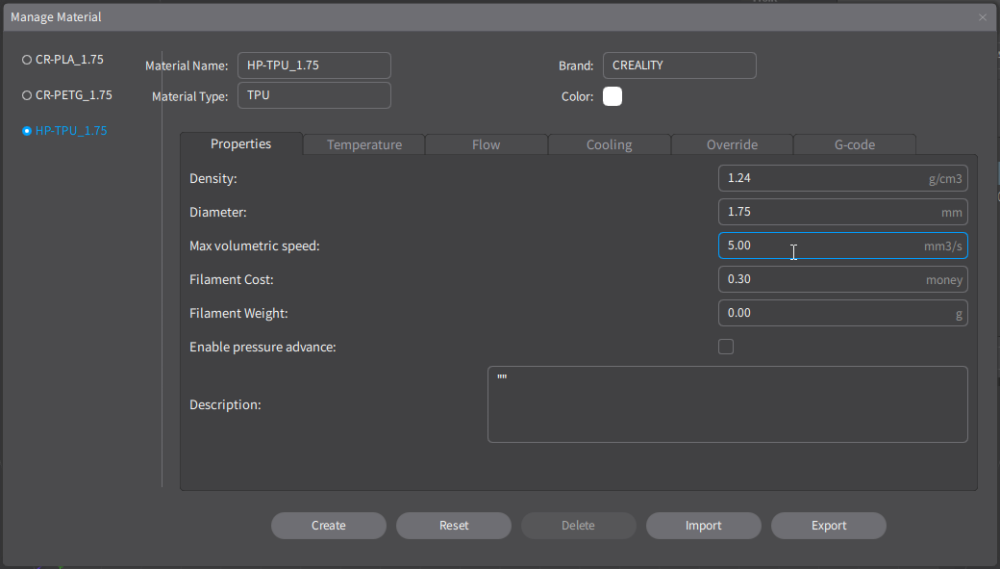
Bonjour, Pour la vitesse c'est pas simple, car tranché sous Creality Print 4.3.6 avec le profil "HP-TPU" (juste changé la température, mais qui a donc un "MVS" de 5.0 mm³/s ) et profil qualité "Normal" (vitesse 180mm/s, hauteur de couche 0.2mm, largeur de trais 0.4 mm ) ce qui donne donc des vitesses normalement limitées par la valeur du MVS...
 1 point
1 point -
Salut, c'est plutôt une bonne nouvelle. Sa seule vraie place était la poubelle de toute façon La vraie question est: pour quoi faire? A moins de n'avoir jamais tranché de fichier pour ton imprimante, les fichiers de creality ne te seront pas utiles pour imprimer. En plus l'ender 3 (pro ou non) est suffisamment populaire pour trouver un profil dans n'importe quel trancheur. Toutes les informations sont données ici. Pour la carte de 64Go, en effet, il ne faut pas dépasser les 32Go mais heureusement, tu peux réduire sa taille en passant par les logiciels AOMEI partition manager ou MiniTool Partition Wizard.1 point
-
N'ayant pas d'imprimante à cinématique Delta, je n'en sais rien mais en théorie ça devrait fonctionner (en pratique il suffit de tester ). Cela dit, au moins un utilisateur anglais (Ellis) pense différemment, le reste de ses documentations étant de bonne qualité, le doute m'assaille quand à cet étalonnage (à faire ou pas, zatiz ze kesstion).1 point
-
Hello PPAC, et merci pour ta réponse. (Désolé pour le manque de réactivité.. le mail était parti dans les SPAM..) Ah mince en effet, j'ai oublié ces détails : G-code généré avec CURA - version 5.2.1 - paramètres de tranchage d'origine sauf pour Température Buse : 210, Bed : 80 - Rétractation Activé de 2mm a 25mm/s Haut/Bas : pourcentage de chevauchement de la couche exterieure : 10.0 Remplissage : pourcentage de chevauchement du remplissage : 30.0 --> Merci je cherchais justement le nom de ce genre de paramétrage !! Sinon oui c'est bien ça : procédure 1 et 3.. et je vais regarder la 2 que j'avais plus en tête. Et non en effet comme je disais, c'est vraiment par curiosité et découverte. Je suis déjà super content de pouvoir réaliser mes pièces et pour le moment ce n'est jamais dans un but esthétique. Mais comme on dit je me "cultive" En tout cas, merci, je vais aller regarder ton lien.


 1 point
1 point -
J'ai oublié de poster un nouveau message au moment de l'ouverture mais la campagne Kickstarter est bien en ligne. Les 300 premiers exemplaires à 79€ sont partis et le prix est maintenant de 85€, j'en ai d'ailleurs pris un. Les livraisons sont annoncées pour décembre 2023 et la campagne se termine le 13 octobre. Il y a également des packs avec des bobines de filament de couleur aléatoire et même un pack avec une imprimante : Et une vidéo plus détaillée ici :1 point
-
non alors en fait y a plus d'incompatibilité du firmware BTT avec la puce GD32 mais une version différente du firmware TFT en fonction de la puce STM32 ou GD32 du TFT, d'ou les différentes version en 1er post1 point
-
Salut et bienvenue sur le forum, Certes, cette section du forum est pour les présentations, mais seulement de ta pomme et de ton matériel , pas de tes problèmes. Pour ça, il vaut mieux les exposer dans la section qui convient (sous-forum wanhao, par exemple). Un des @Modérateurs Globaux pourra déplacer ton message, à moins que tu ne crées un nouveau sujet dans le sous-forum adapté. Cela dit, pour résoudre ton soucis d'inversion de sens de rotation du moteur de l'extrudeur, tu as plusieurs solutions: remplacer le firmware de la carte-mère par une version adaptée à ta nouvelle configuration inverser les 2 fils de gauche OU de droite sur le connecteur du câble du moteur de l'extrudeur, côté carte-mère.1 point
-
Perdu !1 point
-
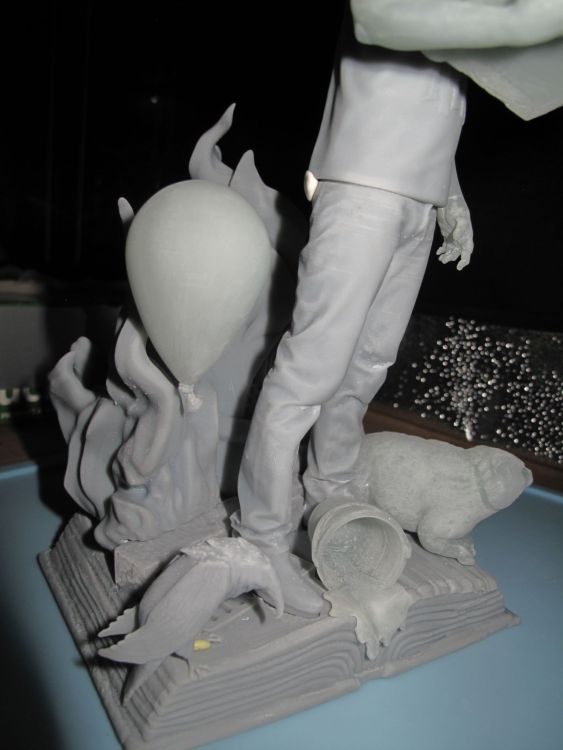
J'ai été particulièrement occupé ces dernières soirées... Je voulais absolument finir le montage de la carrosserie ce week-end (les autocollants attendront leur réception, pour commencer)... Le travail est quasiment terminé. J'ai identifié quelques éléments nécessitant revue, mais ils sont mineurs, et noté dans ma todo list. Et c'est réellement un plaisir de pouvoir voir la voiture complète et peinte autrement qu'en CAD :-)... Et les lumières fonctionnent... Le cable de la batterie n'est pas rentré, mais il y a de la place pour le ranger... Une fois les photos solo prise, j'e suis passé aux photos de famille... Avec le grand frère CJ-7... Et aussi avec le Big Bear... Bouncing Billy n'est pas encore fixé solidement au siège, je dois trouver une solution pour cela, je suspecte que la résine ne survivrai pas à un run en offroad...1 point
-
Salut, total_layer_count A+ EDIT: grilled.1 point
-
Bien le bonjour , je dirais: total_layer_count si j'en crois cette page. Ce qui donnerait: M117 Couche n° {layer_num} de {total_layer_count}1 point
-
Ok super je vais faire çà après l'impression à 95% Disons que je m'applique à essayer de bien faire en réalisant tous les réglages préconisés et j'ai équipé l'X2 avec tout ce que j'ai lu (des pieds en TPU, les barres à l'arrière pour le wooble, la tête full métal, la tension des courroies, le dryer pour filament, 3D Touch, patins caoutchoucs sous le plateau au lieu des ressorts, Capricorn, Ventilo 5015, écrous anti-retour laiton, etc Bon élève quoi ! Mais on voit réellement la différence au bout du compte ! Je posterai des impressions dont je suis assez "fière" hehehe Non mais franchement d'une finesse et sans reproche. Dieu sait que je suis perfectionniste !!!! Un grand merci à toi, je vois que tu es toujours présent et c'est franchement super ! Si je peux aider certains de la communauté, je n'hésiterai pas... Pour l'instant j'apprend1 point
-
Nouvelle mise à jour: cette fois-ci un survol du fichier «printer.cfg» Disponible en scrollant vers le haut ou directement en cliquant >>> là <<<1 point
-
Bonjour @Lili123, Pour moi change Media, veux-dire changer de carte SD, ce n'est pas le nom d'un répertoire. Si tu ne vois pas tes fichiers .gcode. 1 reformate ta carte en FAT32 4096 2 mets tes fichiers .gcode à la racine de ta carte 3 comme indiqué dans une réponse dans ton double post, change de carte pour une de qualité. max 16 Go formatée FAT32 4096.1 point
-
Salut Pas de chance.... Je ne connais pas ton modèle d'imprimante mais ça ressemble à un problème d'alimentation. Lors de la chauffe la tension chute et l'imprimante s’atteint. Je pense que l'imprimante doit pouvoir se rallumer ensuite. La chauffe étant coupée l'alim arrive à fournir assez de puissance. L'alim doit ressembler à ça je pense Pour vérifier si c'est bien ça, branche un voltmètre en sortie de ton bloc d'alim imprimante allumée et sans la chauffe. Si la tension est bonne (24v je crois) lance une impression. Tu devrais observer une chute de tension lors de la chauffe et au moment où l'imprimante s'éteint. Si c'est ça, soit tu tentes de la réparer, généralement ça vient des condensateurs, soit tu changes le bloc d'alimentation Peut être que des proprio de la même imprimante vont se manifester pour confirmer ou non @+ JC
 1 point
1 point -
Salutation ! (pour la blague mais n'hésite pas si il y a besoin. >) Sinon ça va toi ? Tu veux que l'on en parle en MP ? (< fin de la blague) Et oui, c'est le genre de recherche qu'il faut bien formuler pour éviter le numéro d'aide "SOS Amitié". Exemple de bonne formulation https://www.google.com/search?q=image+corde+de+pendu1 point
-
Salutation ! Elle me semble être très bien sortie cette impression de test ( je la note 4.5/5 ) éventuellement avec peut être un poil de sur-extrusion pour ce filament et/ou un "pourcentage de chevauchement" du remplissage (Edit > plutôt le "pourcentage de chevauchement" des couches du dessus/dessous que du remplissage ici ) avec la coque a légèrement diminuer. Mais sans le nom et version du trancheur et un export de tes paramètres de tranchage difficile a dire. Pour voir les petits défauts il faut une lumière rasante ( éventuellement un filament Silk qui exacerbe visuellement les défauts ) et une photo de qualité (focus, corrections luminosité, ... ) Donc ne pas oublier le diction "l'herbe semble toujours plus verte chez le voisin" (surtout quand il fournit des photos pas spécialement nettes). Donc tu parle des points 1 à 3 de ? Sinon considérer l’état de surface d'un pavé plein comme critère de qualité c'est un début, mais si tu compte imprimer autre chose que des pavés plein (j'imagine car sinon une imprimante 3D n'est peut être pas le meilleur outil pour faire des plaques de PLA ... ) alors il faut regarde d'autre critères comme par exemple ceux de https://github.com/kickstarter/kickstarter-autodesk-3d/tree/master/FDM-protocol Bonne continuation.1 point
-
Bonjour à tous, Voici mes dernières créations...Toujours modélisées avec Blender. Ce sympathique poisson fait 15 cm de long et est composé de17 éléments... La tirelire Meuuuh, hauteur 13 cm, 15 éléments... Le tiki Big Boss, hauteur 18 cm, deux versions, imitation bois et pierre... la tirelire diabolique, hauteur 13 cm. Là, j'ai repris une pièce que j'ai réalisée il y a quelque temps et l'ai transformé en tirelire...











 1 point
1 point -
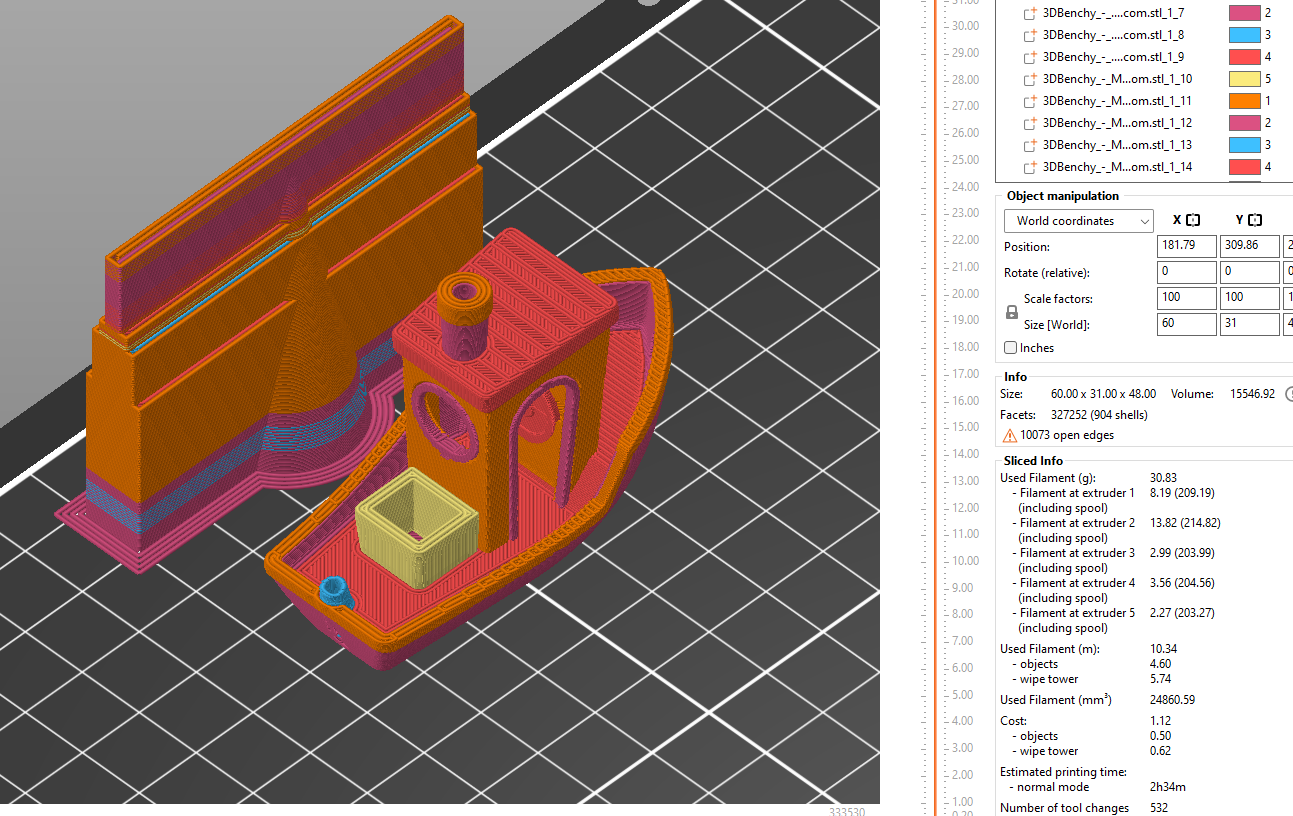
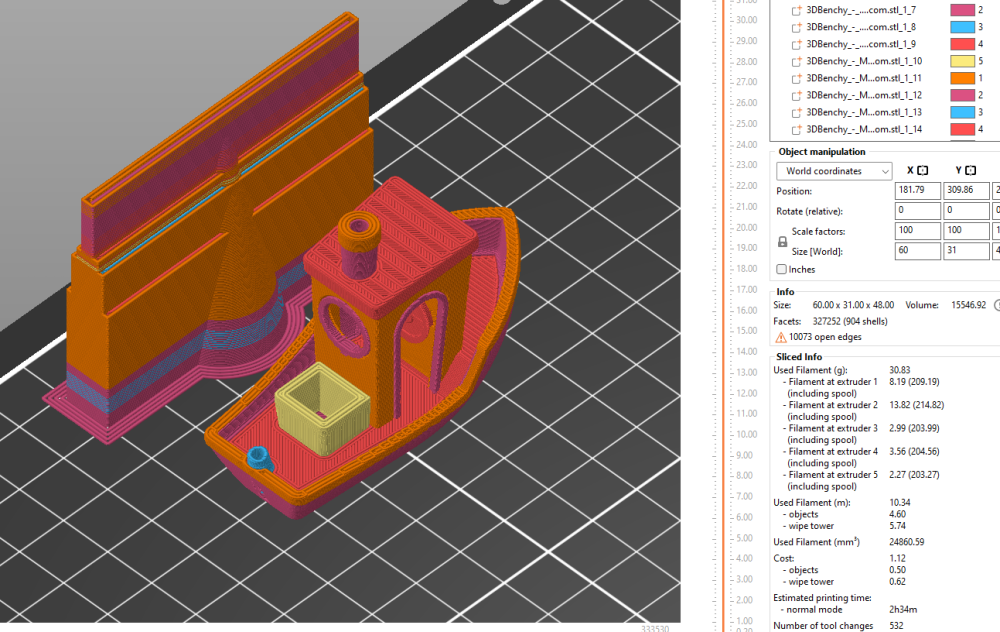
Elle a quand même besoin de la tour de remise en pression. Du coup la "purge" reste plus importante que le benchy.
 1 point
1 point -
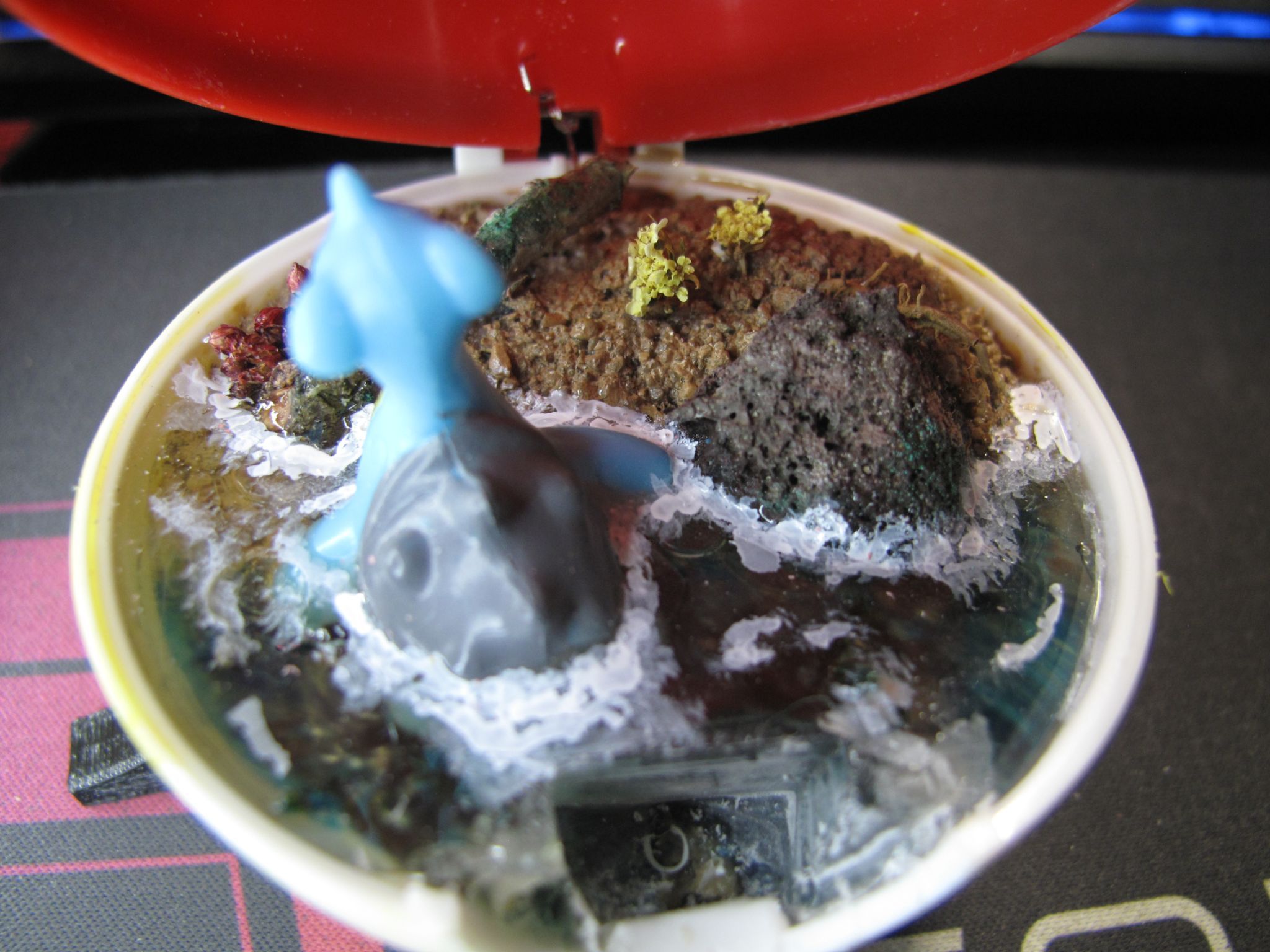
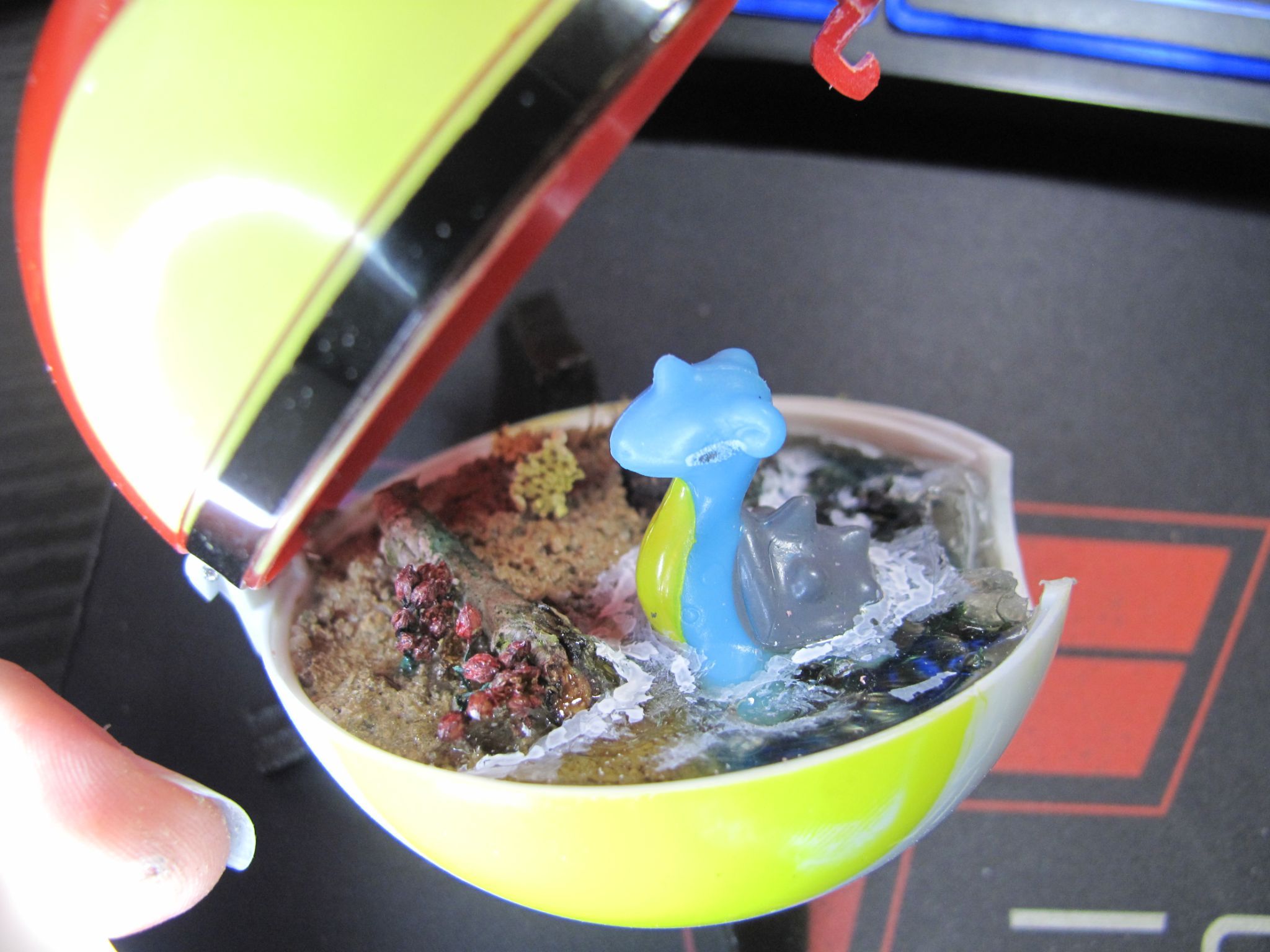
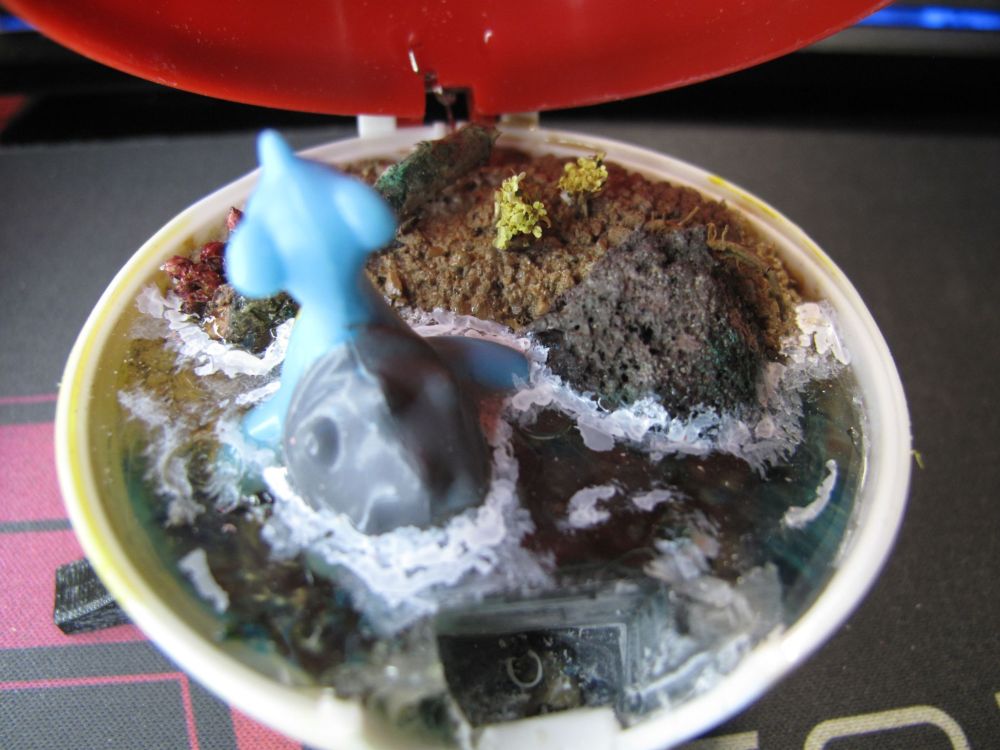
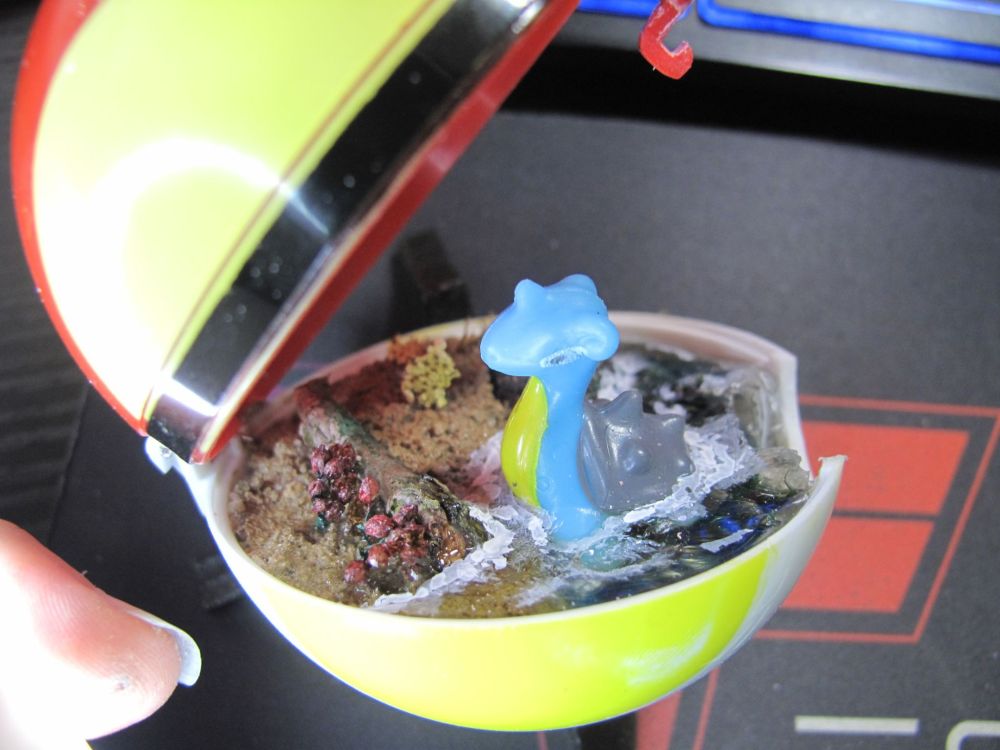
Petit projet pour passer le temps, j'en ai profitée pour essayer la résine Creality standard plus, je trouve qu'elle donne de meilleurs détailles que l'anycubic standard, elle est plus liquide et se sépare moins vite dans la cuve, l'anycubic au bout de quelques heure sans remuer elle se sépare, la creality n'a pas bougé en une nuit, j'ai utilisé les même paramètres que l'anycubic.


 1 point
1 point