Classement



Contenu populaire
Contenu avec la plus haute réputation dans 21/10/2023 Dans tous les contenus
-
Une petite du jour "voila j'aurai endormements de questions à poser" Une petite sieste avant ou après2 points
-
Un grand merci à tous ... J'ai repris de 0 et après quelques déconvenues, j'ai réussi à faire ce que je voulais. De plus en commençant par l'angle, cela était nettement plus simple et rapide ! Au final la solution retenue fut : deux cercles avec une spline pour donner la direction souhaitée + l'outils "coque" pour évider. J'ai eu un peu de mal car il m'insultait à chaque fois que je voulais faire le lissage : Alors que la partie jaune c'est lui qui l'a dessiné ! Pas moi ! Au départ comme dans l'exemple de @jcjames_13009, j'avais mis la spline en partant des extérieurs par rapport au point de corde (amis motards bonjours). Mais j'avais systématiquement ce message d'erreur et impossible de valider. J'ai alors essayé de mettre l'axe en partant du centre des cercles. Idem. A chaque fois la partie large de la courbe passait bien, mais il m'insultait pour la corde, la plus petite distance entre les deux cercles. Comme si il n'arrivait pas à tracer une courbe propre. Alors je me suis dit que si c'est ça qui l'embête, qu'il se débrouille d'abord avec ça ... et j'ai mis la spline entre les points les plus proches des deux cercles et c'est passé. Ensuite c'était même plus simple que ce que j'avais fait la première fois, j'ai juste eu à extruder les extrémités pour avoir ce que je voulais. Encore merci !
 2 points
2 points -
J'ai acheté ce conditionnement en 1 Kg. C'est beaucoup trop mais les autres coutaient nettement plus cher, parfois 4 fois plus en petit conditionnement. J'ai consommé environ 30 grammes pour mes premières gravures, on en perd beaucoup. Et vu mes projets, même si je n'en viens jamais à bout, j'aurais de quoi en céder à des amis. Je suis en train d'affiner la technique. J'utilise des caches en papier pour ne pas déposer de solution là où il n'y a rien de gravé. J'évite de m'en mettre plein les doigts en manipulant les carreaux et j'économise le mélange. Je récupère le TiO2 au rinçage. Je me suis aperçu que j'en jetait beaucoup plus que j'en gravais. Références de mon article: Hormis pour le borax que je connais et Wikipédia pour l'oxyde de titane, j'ai renseigné mon article ci-dessus en m'appuyant principalement sur le forum LightBurn, c'est une véritable mine avec beaucoup de gens compétents et partageurs. En particulier dans ce très long mais instructif sujet : New Method for White Tile Engraving: Norton White Tile Principal Component Method.2 points
-
@PPAC merci pour ton retour sur la pompe, j'avoue que si je devrais reprendre une imprimante résine je remplacerais mais 2 imprimante par celle ci ou la GK2 suivant le budget que j'allouerais . En tout cas c'est bien fonctionnel donc la pompe cela reste correcte en temps, je trouve après qu'il faudrait imprimer une mini cale pour incliné vers la pompe la résine vidage de la cuve.1 point
-
je viens de parcourir le post et comme les gosses j'ai regardé les images alors ils continuent à faire leurs saloperies de nappes qui lachent au bout de 6 mois perso je pensais reprendre une artillery x3 ou x4 pour remplacer ma x1 mais voyant çà je reste sur elegoo neptune dont je suis super content1 point
-
J'ai passé une partie de mon après midi à revoir en détails les fichiers de la carrosserie : pendant le montage, j'ai noté quelques petites choses mineures à corriger dans my todo list... Il y a quelques trous que j'ai revus pour correspondre à ce qu'il y a dans le manuel, avec l'idée que quelqu'un utilisant mes pièces puisse s'en servir pour remplacer des pièces manquantes sur un Super Wheelie... Une autre chose que j'ai revue est le profil arrière de la carrosserie pour faciliter l'application des autocollants (et je dois encore voire avec mon pote comment il veut procéder pour les autocollants). Je vais devoir préparer quelque images allant avec les fichiers et je devrai être en mesure de les publier sur cults3D durant le week-end... A côté de cela, il me faut finir le Zerda et le 44B...1 point
-
Salut @PPAC, Je me permets de répondre . Les pièces détachées de la U20 one n'étaient déjà pas disponibles à la sortie de l'imprimante . Quelques années plus tard, il n'y a toujours pas de miracle à attendre. Comme le tente @le bandit 2 a, soit c'est de la pièce d'occasion, soit c'est le remplacement de l'ensemble carte-mère + écran , soit l'utilisation d'octoprint (ou équivalent?)1 point
-
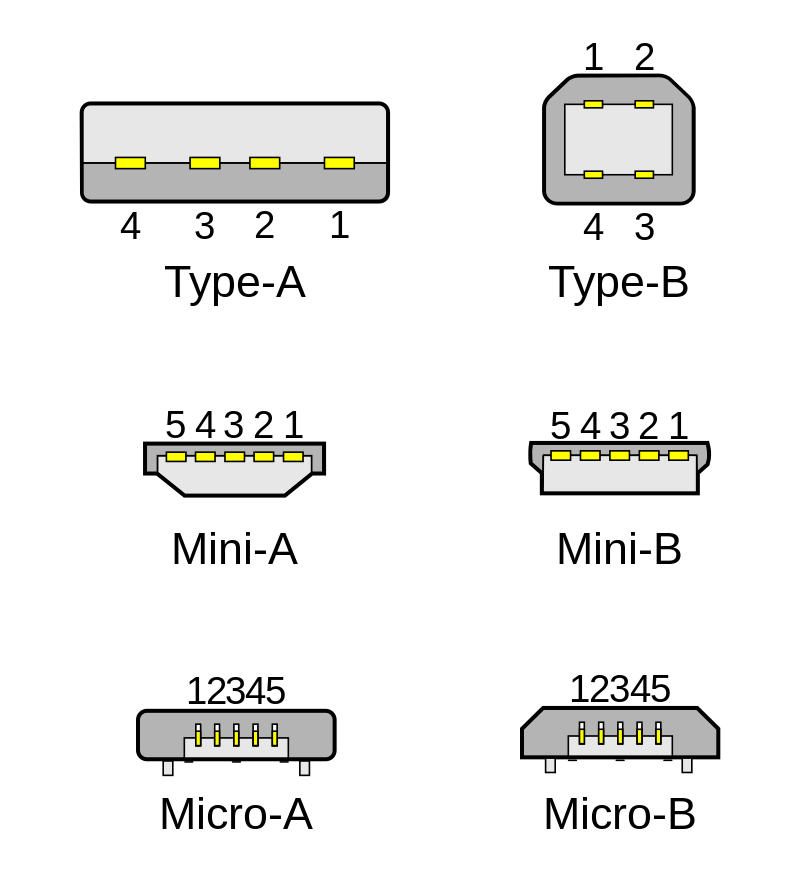
Sauf sur les RPI 0 : mini USB A1 point
-
Sur la E3V3SE c'est un port USB Type C Et sur des RPi il me semble que c'est des port USB Type A pour les périphériques a y connecter. Source image https://fr.wikipedia.org/wiki/Connecteur_USB
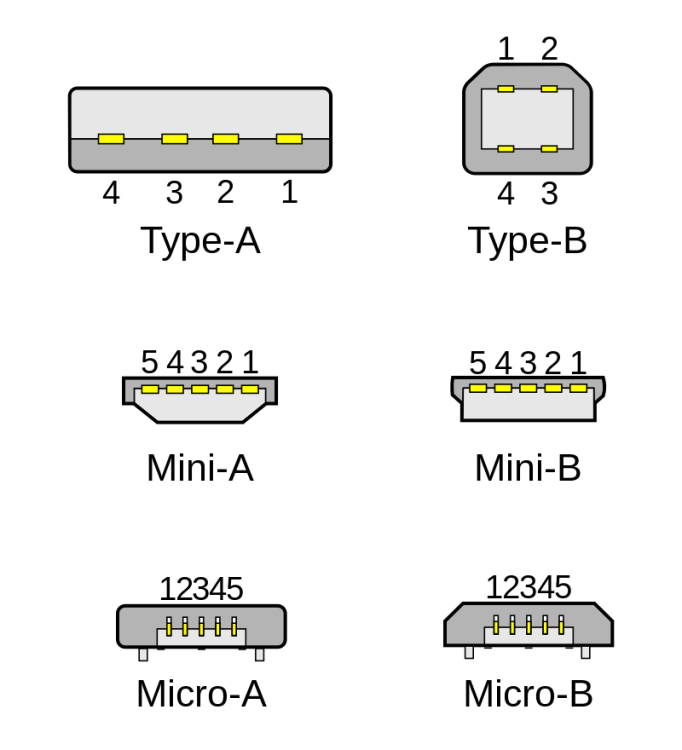 1 point
1 point -
désolé, je n'avais pas vu, un apprêt , celui de action a - de 3€ est très bien, le prendre d'une couleur dif de la pièce. gris / blanc quand je colle je fais les raccords a la pâte à bois, cela peut reconstruire une ptit partie qui manque . ( j'ai eu le talon d'un Luffy Gear 4 qui à pas pris puis ponçage de 80 a 240 pour l'appret sachant que le 80 ne ce fait que pour de grosse reprise. je continu doucement les impressions sont faire en 0.2 je n'ai pas fait de caisson anti bruit, et l'emplacement de l'imprimante etant proche de la chambre... je n'imprime pas plus de 5H question, peut on gérer cette imprimante par octoprint ? j'ai un Pi Zero qui fait rien pour la camera je préfére prendre une camera indépendante





 1 point
1 point -
Salut J'ai peut être trouver une solution . - j'ai isoler mon caisson et boucher les fuites d'air possible . - j'ai rajouter une lampe chauffante de terrarium ( 12 € sur Am......) maintenant je monte a 50° dans le caisson et j'ai changer de filament (winkle asa) les 1er test sont OK maintenant je suis entrain d'imprimer mon cache verdict ce soir
 1 point
1 point -
Salut, Tu as donc trouvé ta réponse ! Concernant les connecteurs, il en existe à sertir ...1 point
-
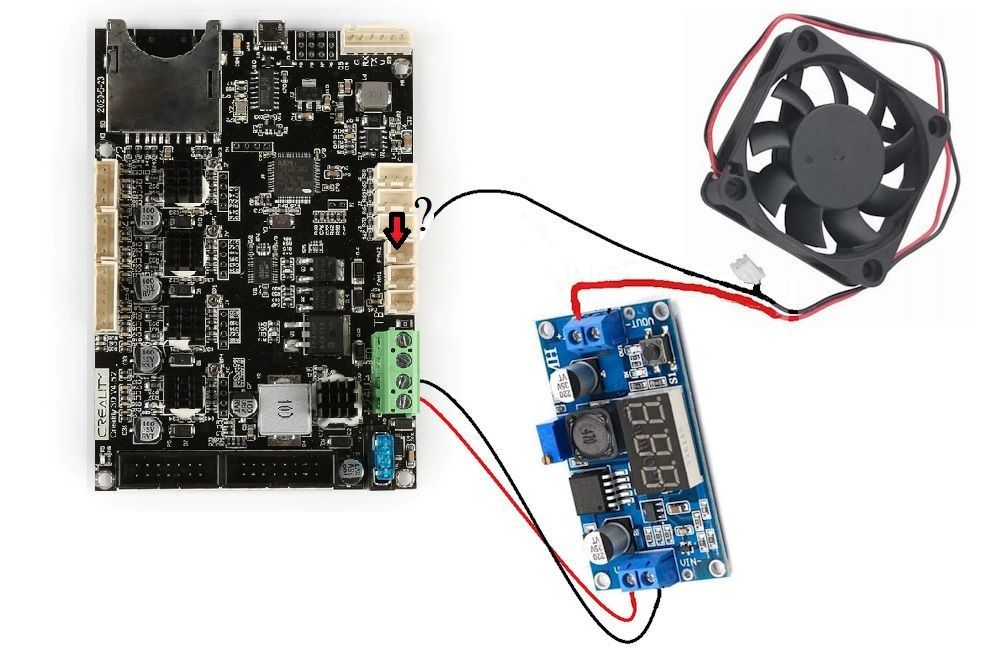
Salut et bienvenue sur le forum, On va passer sur le fait que l'utilisation de ventilateurs Noctua soit une très mauvaise idée car moins performants, pour passer au problème électrique/électronique. Coté fusible, d'après ce message qui doit parler du fusible des ventilateurs, si je ne me trompe pas, Creality a jugé bon de remplacer le fusible, trop fragile , par une résistance de 0 ohm, soit un shunt . A titre de comparaison, les cartes V4.2.2 et V4.2.7 ont un fusible de 1A Creality.4.2.2.-.Schematic.22-9-21.pdf, qu'il serait largement plus malin d'utiliser. Pour le branchement de l'abaisseur de tension, il devrait suffire de suivre ce schéma où la borne + du ventilateur est relié au +12V en sortie du LM2596 et le - du ventilateur sur le - du connecteur du ventilateur de la carte-mère. Le module peut être alimenté directement sur le bornier de l'alimentation 24V. Si tu veux ajouter un ventilateur pour le boitier, il sera directement branché en sortie du module LM2596 (+/- Vout).
 1 point
1 point -
Bon @hyoti a trouvé le player et la télé ... donc pas de doutes, c'est à lui de relancer !1 point
-
Bonjour, Rétraction ! Et non pas rétractation1 point
-
Bonjour @ambrapater Tu devrais préciser quel module laser tu vends avec ? Creality, autre ?1 point
-
Je n'ai pas essayé d'élargir les lignes, à tester. @BO105cbs Sur la S1+, sprite pro, pour le filament bois, j'ai pris un jeu de buse creality de 0.25mm à 0.8mm Cu plaqué, en comptant prendre la 0.6mm, mais impossible d'amorcer le pas de vis (défaut puisque la 0.8mm s'est vissée toute seule ). j'ai imprimé en PLa, PLA+, et PLA bois en couche de 0.32mm. pas de soucis, pour le bois les surplombs passent moins bien (s'écroulent légérement) vs PLA (sur Groot assis de 15cm) Un tonneau avec texture, ok Après en PLA j'ai surtout fait des boîtes de 0.8mm de paroi (mais pas en mode vase) j'ai ralenti la vitesse d'impression vers 40mm S-1 de façon à ne pas dépasser 10-12 mm^3 S-1, ne sachant pas la capacité max de mon extrudeur sprite avec heatbreak bimétal. En tout cas avec ces paramètres aucun soucis et cela va assez vite. Il est vrai qu'à la même vitesse avec une buse de 0.8mm tu débites 4 fois plus de filament qu'avec une 0.4mm. pourquoi le mode vase, quand la demande est de pouvoir voir le niveau d'eau de l'extérieur du vase avec un filament un peu opacifiant : une paroi de 0.4mm fait le job.1 point
-
Ma modélisation de mon côté.1 point
-
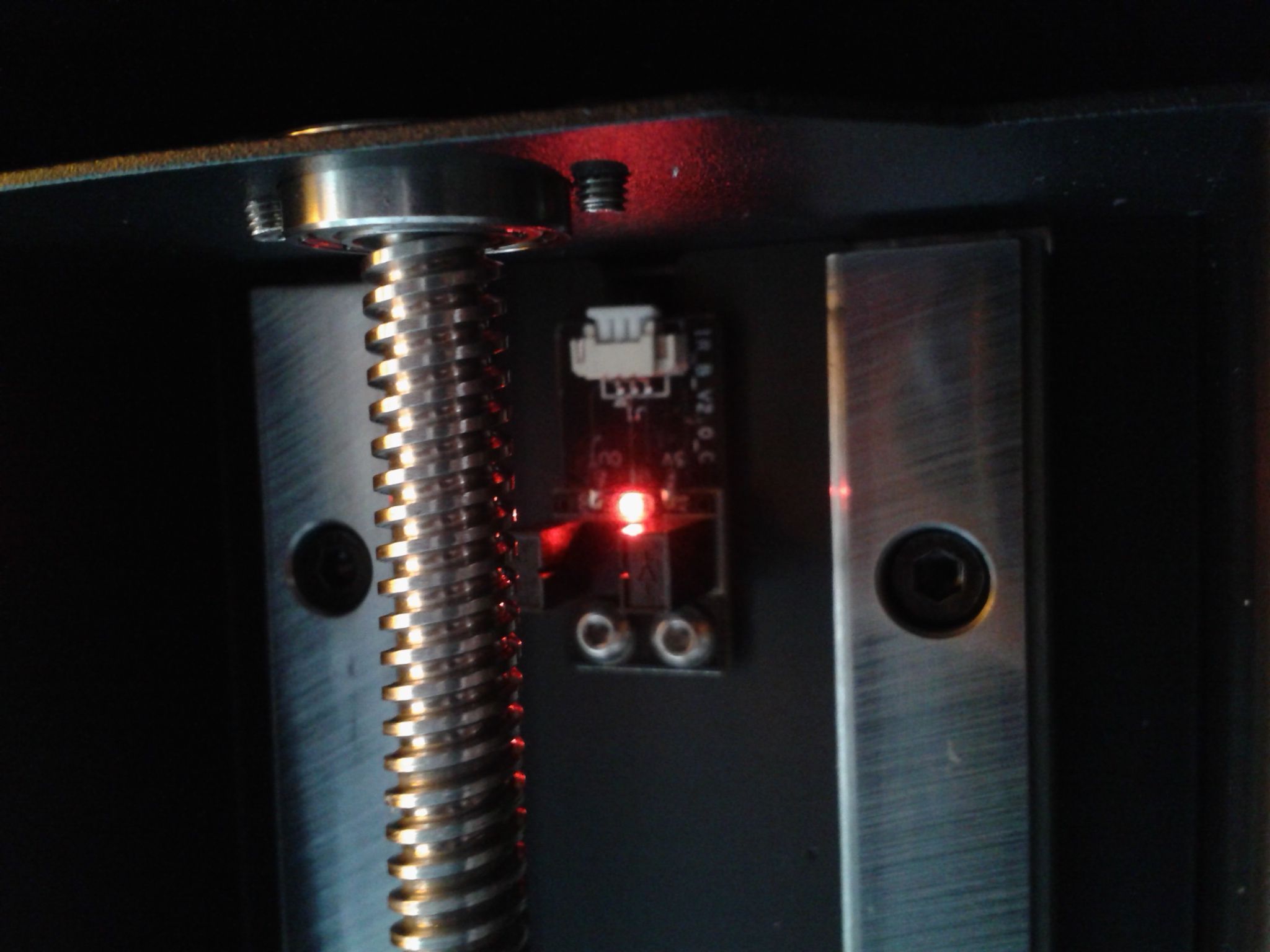
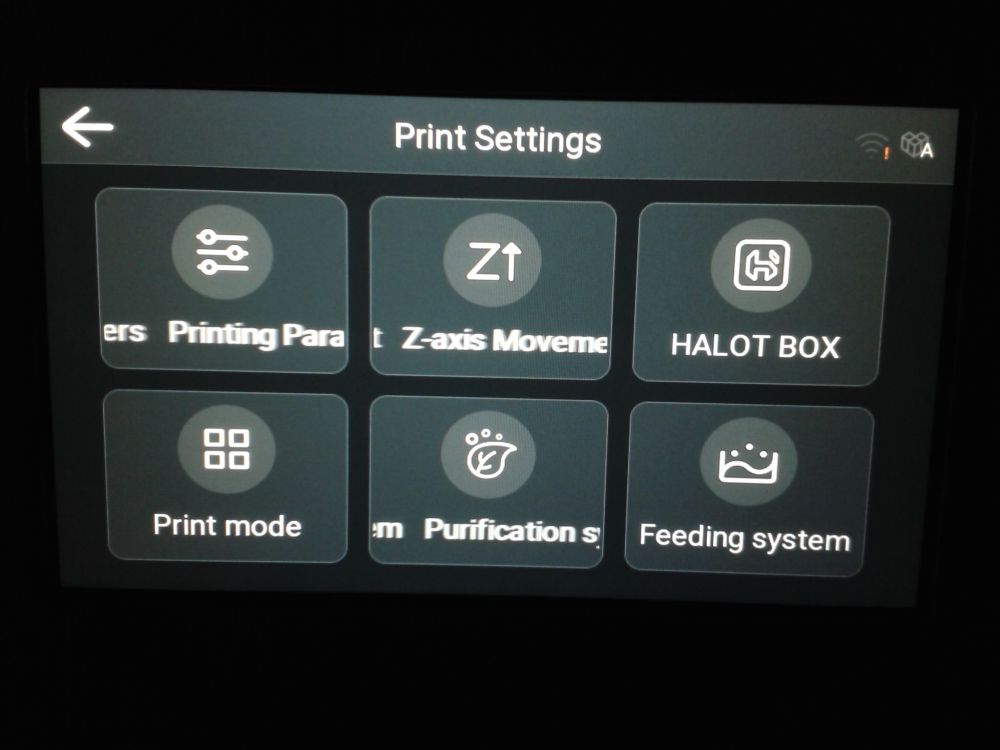
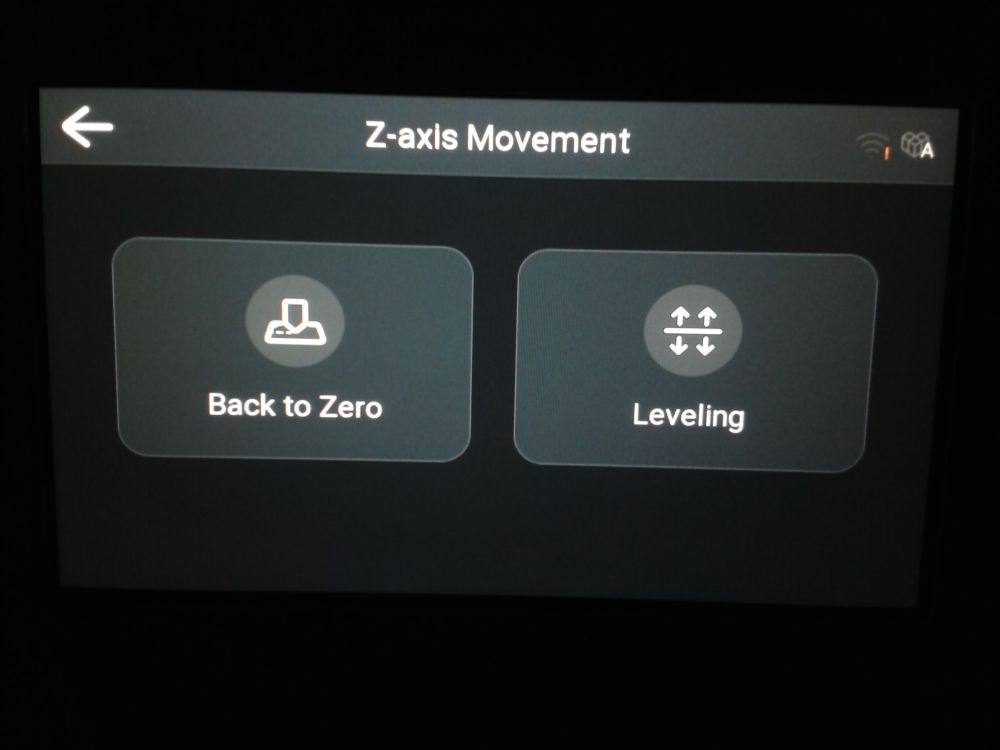
Mise en fonction ... Pour pouvoir lever le plateau, "Settings" -> "Print Settings" -> Z-axis Movement" -> "Back to Zero". (devrait lever le plateau pour déclencher le capteur de fin de course optique tout en haut, un bip lors du déclenchement du capteur de fin de course optique et led témoin rouge du capteur s’éteint quand capteur déclenché. ) ... Après avoir enlever le petit bidule qui protège le FEP de "la pointe du tube de la pompe coté VAT", ... ( Pour @isidon et @MrMagounet ) Pompage avec une bouteille d'IPA a 99.9% de 1 Litre. remplir le VAT = ~ 2 min 30 secondes pour 500 ml ( la pompe se stoppe vers 500 ml pompé en remplissage et ne veux pas continuer ...) vider le VAT = bien plus ... car pas de niveau ... a un moment on pompe plus d'air que d'IPA La vidéo de preuve ( navré je suis pas doué pour filmer , préparer la scène , faire attention au micro ... ) Donc si je trouve le temps, à refaire avec une bouteille neuve/plein de "White Water Washable Resin Plus" 1000g ( https://store.creality.com/eu/products/water-washable-lcd-uv-resin-1kg Density 1.05 à 1.15 g/cm³ -> ~ 952.38 à 869.56 cm³ pour 1 kg ) Après avoir mis de niveau puis légèrement penché pour que la résine dans le VAT se regroupe sous le bidule de la pompe ... remplir le VAT avec = ? min ? secondes ( a ? °C ( température impacte viscosité. ) ) vider le VAT = ? min ? secondes Sujet en cours de réalisation, il sera prochainement mis à jour.




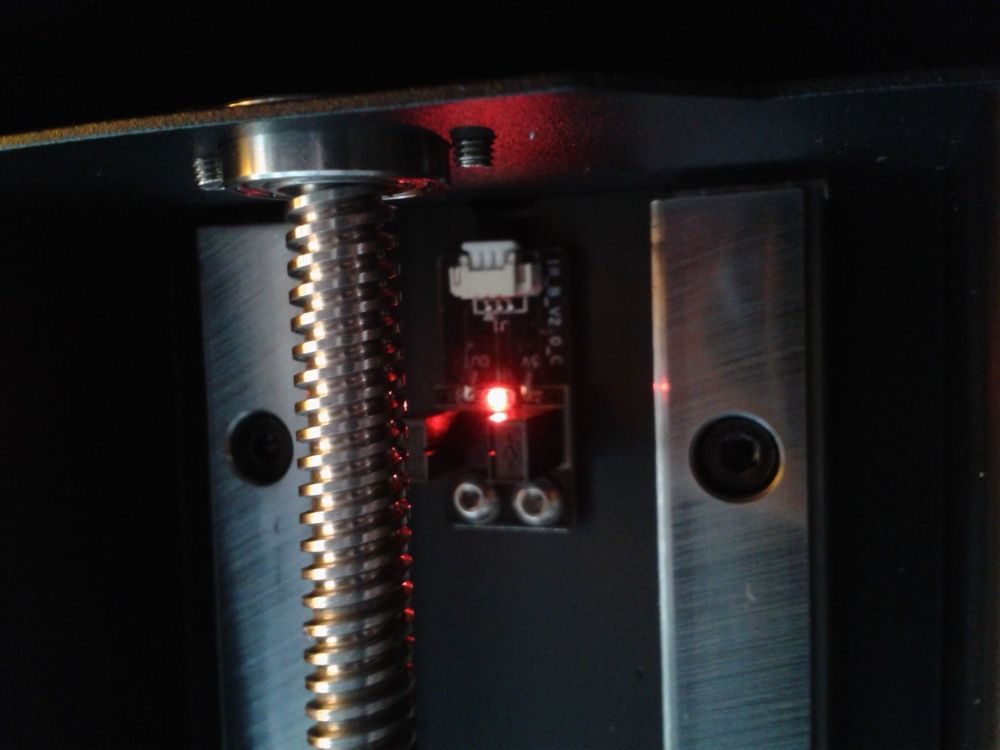




 1 point
1 point -
C'est couillon mais il y a un gadget qui me manquait sur la Bambu, celui de la pièce ou figurine qu'on ajoute sur l'extrudeur pour le voir fonctionner ... à défaut de pouvoir en faire autant, ce gadget compense sans problème A la base il est prévu pour l'AMS mais il fonctionne très bien sur la vitre supérieure de la X1C. https://www.printables.com/model/414562-bobblehead-mount-for-bambu-ams1 point
-
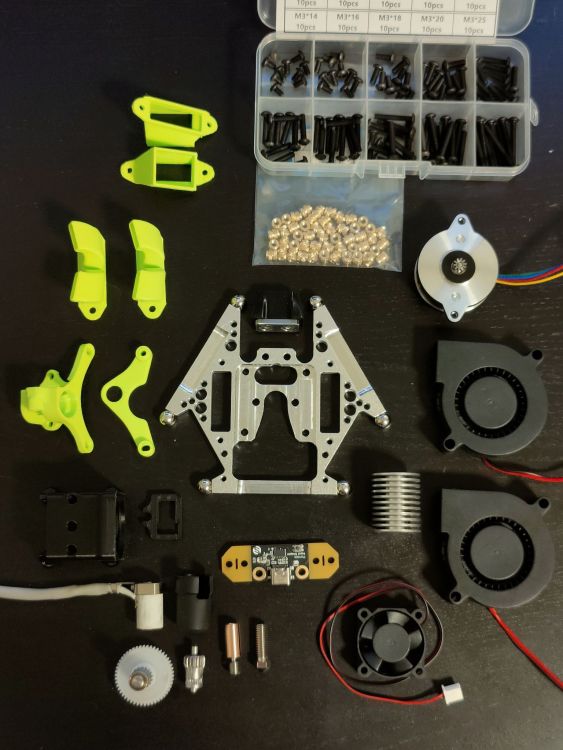
Fabrication terminée. J'ai encore fraisé une poche de dégagement et 4 trous sur la nacelle. J'ai aussi refabriqué le support du capteur de nivellement avec juste une plaquette en acier, le reste en PLA imprimé, je suis passé de 12g à 7g. Avec ces dernières modifs le centre de gravité est ré-équilibré au centre XY une fois le tout monté. J'ai aussi prévu entre temps un bloc de chauffe céramique plus puissant, compacte et légèrement plus léger. Ventilos dual bearing. Amorçage de la phase 2 : montage !
 1 point
1 point -
Même en changeant de paire de lunettes , tu n'es pas dans ce cas , ou celui-ci: (photo de cette page) Après, si tu passes en mode UART, le potentiomètre ne sert plus à rien, comme tu l'as supposé.1 point
-
Surement Georges1 point
-
@MrMagounet Bonjour,c est le poissard de la X2 Bon j ai changé la carte transfert des X et extrudeur. J ai retrouvé la fonction de mon moteur extrudeur,les pas demandé ont l air de se faire normalement dans les 2 sens. Nouveau soucis ,à l allumage la buse monte en température max seule ,alors que la consigne est à Le bed aussi lui se bloque à 66 degrés,sur l écran mais la température semble plus importante. La machine été flashé en 2.1.2 et remis avec les firmware stock sur le TFT et la CMere. Me met message Error:Maxtemp triggered system stopped Heater_iD0 Malgré ce message elle chauffe toujours et buse fume Donc j ai remis une ancienne carte mère,qui a été aussi flashé en 2.1.2. Firmware stock CMere et tft Réinstallé à l allumage consigne buse et bed a0 Lecture chauffe plateau 80 ressenti à la main plutôt 40/50 il refroidit proche de la température ambiante mais lecture toujours 80 Buse chauffe 157 semble correct 157et redescend lentement vers sa consigne de 0,semble cohérent Par contre si je monte la buse a 180 se stop à 167 et me met message erreur :Heating failed system stopped! Heater ID:0 reset ecran fait pareil. Thermistance contrôler. Je monte à max 90k ohm. A chaque allumage machine L écran indiqueindiqu80 bed 80 Et froid tous les 2 Écran à nouveau reflasher en tft stock 3.2.6. Affiche toujours 80 bed et 80 buse à l allumage Alors avec cette carte mère la température monte mais pas jusque 180 bloque à 165/180 demandé. pour que je puisse tester mon extrudeur ( rotation moteur ) La poisse L autre monte à 240 pour 180 demandé ,le moteur rotation ok mais bloqué car surchauffe. Donc c est bien un problème de carte mère ,puisque le tft remonte les info de la carte mère ? Je vais faire un ticket à artillery histoire de récupérer une carte mère Une déjà commandé.0 points
-
Il a été d'accord avec un seul. Etonnant qu'en le mettant à l'intérieur ou à l'extérieur cela puisse changer tant que ça, alors qu'au final on lui demande de tracer la même chose !0 points