Classement




Contenu populaire
Contenu avec la plus haute réputation dans 14/06/2024 Dans tous les contenus
-
Je n'ai pas dit que c'était compliqué, je l'avais d'ailleurs fait sur ma V400 qui n'avait pas de caméra d'origine. Sauf que là, je me mets à la place du lambda qui découvre l'impression 3D et même n'importe quel client, ça fait pas "fini" c'est dommage... Ce n'est pas le cas, output.mp4 à chaque fois, que ce soit sur la mémoire interne ou après copie sur un média USB Ce sont des petits détails qui entachent un peu l'expérience c'est dommage. En parlant d'expérience :3 points
-
Impressionnante cette S1 Mais qu'est-ce qu'elle imprime bien, ici une réplique de ma fille échelle 1 ! Mais qu'est-ce qu'elle est bruyante et galère à déplacer... !

 3 points
3 points -
Bizarre… J'avais vu passer cette «amélioration» sur FB… quelques commentaires se demandaient pourquoi et à quoi cela pouvait bien servir Dans cette «amélioration» FB, l'utilisateur ajoutait en plus un autre ventilateur opposé à celui soufflant sur le radiateur pour extraire la chaleur de ce radiateur . Ce n'est que mon avis => fausse bonne idée (cautère sur jambe de bois). Même si le matériel est un peu différent sur la X-Max 3, je n'ai encore jamais rencontré ce type de problème… Peut-être parce que j'imprime de moins en moins de PLA. La conception, différente sur la Q1 Pro, pour pouvoir y placer le détecteur de fin de filament est peut-être la cause de cet hypothétique soucis: le filament se trouve en partie à l'air contrairement à l'extrudeur des XM3 ou XP3. Si les roues d'entrainement du filament sont chaudes, peut-être que le moteur transmet trop de chaleur. Ne serait-il pas, alors, après tests évidemment, plus judicieux de réduire la tension envoyée à ce moteur [tmc_2209 extruder] => run_current ?2 points
-
Ca doit être un breton : https://www.intramuros.org/allaire2 points
-
Salutation ! Personnellement sur ma machine, quand je tente d’enchaîner une impression en PLA juste a la suite d'une impression en ABS (même si j'ouvre bien le capot et la porte) si je laisse pas refroidir un moment la machine, j'ai le PLA qui se déforme dans le chemin, de l'extrudeur a la partie chaude, et créé un blocage. C'est peut être pour limiter cela ...2 points
-
J'ai pas le niveau, je préfère la A1 mini pour ça ou même un dryer1 point
-
Une peu de lecture récente, au cas où...1 point
-
Peut-être un soucis de mauvais contact côté carte mère, un coup d'alccol à bruler avec un pinceau fin et long, puis faire sécher par soufflage (enfin, c'est que je ferai).1 point
-
il faudrait aussi voir à re régler ton Zoffset qui a peut être bougé dans le choc et effectivement ta buse a peut être été endommagé, à contrôler dans un deuxième temps Pense également à nettoyer ton lit1 point
-
@MrMagounet j'ai mis la macro M600 directement dans printer.cfg, ajouté la macro M600 sur Orca pour le changement de filament. J'ai aussi ajouté un DRAW_LINE qui inclus le NOZZLE_WIPE, mais ça je l'ai fait après avoir eu mon souci, quand j'ai eu le souci je n'avais ni DRAW_LINE ni NOZZLE_WIPE. Par contre au lieu de faire un RESUME en console, j'ai utilisé la flèche retour sur l'écran (quand l'impression passe en pause avec la macro, j'ai les options pour l'extrusion), du coup je me demande si ça ne lance pas un autre process. Je vais retenter avec un RESUME au prochain test. Je n'ai pas checké ça mais vu que j'ai la dernière image d'Artillery peut être qu'il y a eu un upgrade de certains modules dans cette version. Voici les versions que j'ai chez moi :
 1 point
1 point -
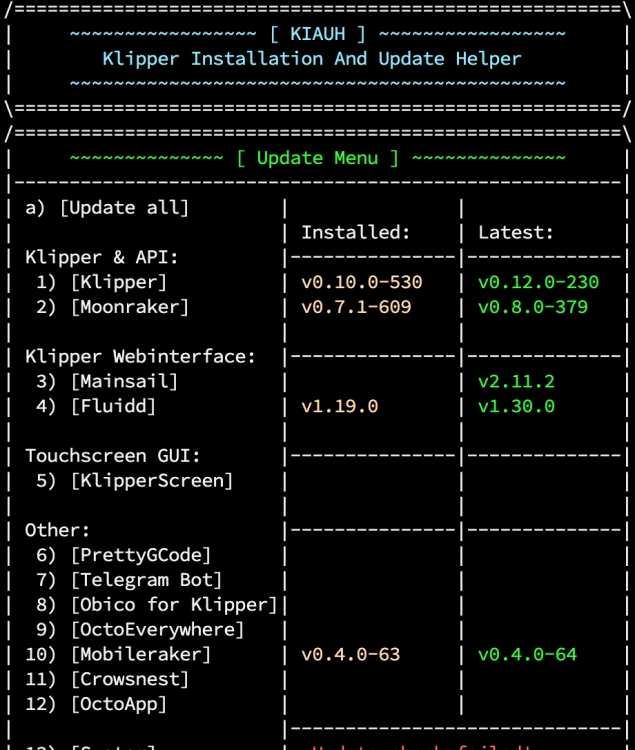
j'ai pas tester en ajoutant l'agent Mobileraker via Kiauh sur les version que j'avais installer sur RPi depuis les dépôt officel je n'ai pas eu a le faire cela fonctionnait de base. C'est intéressant si j'ai le temps je ferais l'install de l'agent Dimanche, merci de ton retour . C'est ce que j'aime sur la communauté de maker on a encore ce côté entre-aide malgré que la tendance disparait de plus en plus depuis quelques années en générale quelques soit le domaine.1 point
-
Je ne nie pas qu'il puisse y avoir un problème bien que j'ai vu peu de tels cas remontés sur FB, Reddit ou Discord. Honnêtement je ne vois en quoi ou comment ce corps de chauffe (bi / tri metalic) pourrait avoir une incidence sur une chauffe ayant lieu bien plus haut, chauffe qui nécessiterait l'ajout du ventilateur. Là vraiment, faudrait qu'on m'explique dans les détails. Depuis que j'imprime (2016), j'ai eu rencontré le problème sur d'autres machines avec des moteurs d'extrudeurs dont les pilotes étaient mal réglés, ce qui les faisait trop chauffer; cette chaleur était transmise via l'axe moteur et la roue d'entrainement au filament qui se ramollissait et conduisait à de sérieux problèmes d'extrusion. Qidi bien qu'ayant un bon SAV, ne communique pas vraiment sur les modifications / transformations ajoutées au fil du temps. Par exemple, les derniers modèles de XM3 seraient munis du système d'auto-tension des courroies comme les Q1 Pro… ce qui, à mon avis, n'est pas une bonne chose… j'aurai préféré qu'ils améliorent la pièce en y mettant des inserts par exemple car là on visse directement dans du plastique (sur ma Xm3, le moteur Y n'a plus que deux vis utilisables sur les quatre sans que j'ai procédé à de nombreux réglages ).1 point
-
Ben non toujours pas, t'es pas en forme aujourd'hui1 point
-
En fait, dans la conception, le slicer n'intervient pas : il faut concevoir un objet en 3D. Blender est très adapté à cela même s'il fait bien plus. Mais je le redis, il n'a pas la vision "dessin industriel", je pense par exemple qu'il ne sait pas faire de façon simple un filetage alors que les outils existent dans Freecad et Fusion 360. Une fois que tu auras conçu ton objet 3D, tu en auras une description vectorielle (la plus part du temps). On va alors devoir l'exporter d'un format "nuage de points" : format STL, 3mf,... Et c'est ce format que va utiliser le slicer pour transformer ce nuage de points en ordre de déplacement de la buse, plan par plan (couche par couche) : c'est le format gcode (du texte) que sait exploiter l'imprimante. Quand tu vas sur Internet, tu récupères le plus souvent le format intermédiaire du nuage de points (stl, 3mf,...) et tu n'as alors besoin que d'un slicer. Mais il assez compliquer de reprendre ce format dans un logiciel de conception : au mieux on pourra modifier l'objet mais sans en retrouver la facilité de la description vectorielle. En espérant t'avoir éclairer.1 point
-
@fran6p il y a quelque chose qui préoccupe Qidi sur son extrudeur de la Q1 puisqu'en première version il est bi métallique alors que maintenant il est tri métallique j'ai eu 2 fois le problème que tu décris @PPAC sur la Q1 mais jamais sur la X-MAX3
 1 point
1 point -
Je me suis fait la même réflexion. J'ai modifié les 4 lignes de code de cette ligne pour qu'elle se fasse au fond G1 X200 Y295 Z0.3 F5000.0 ; move to start-line position G1 X5 Y295 Z0.3 F1500.0 E15 ; draw 1st line G1 X5 Y295 Z0.4 F5000.0 ; move to side a little G1 X200 Y295 Z0.4 F1500.0 E15 ; draw 2nd line Pour la petite histoire, depuis le dernier update software, ma SWX4+ va bien toujours se brosser la buse avec le "nozzle_wipe", mais elle va frotter bien plus fort sur la brosse. Résultat, deux lignes de picots de la brosse ont été arrachés à la longue1 point
-
C'est un résultat digne de l'AI... J'ajouterai aussi un choix en fonction de ce que tu veux faire. Par exemple si tu veux faire des figurines ou de la sculture, oublie Freecad et Fusion 360 qui sont plus d'ans le concept du dessin industriel. Donc que veux-tu pouvoir modéliser ? et avec quelle complexité ? J'ajouterai que commencer par un logiciel simpliste n'est pas forcément une bonne idée si tu veux passer ensuite à des pièces complexes : il vaut mieux à mon sens prendre un logiciel plus compliqué en se cantonnant dans des fonctions de bases que de de devoir migrer d'un logiciel à un autre. Car outre l'apprentissage, les modèles déjà faits ne pourront pas être repris dans le nouveau logiciel. Personnellement je suis plutôt sur des pièces technique et j'utilise Freecad qui me satisfait pleinement. J'avais essayé Fusion 360 mais il y avait quelques points que je n'appréciais pas.1 point
-
Bonjour à tous, Je suis en train d'expérimenter le changement de filament durant l'impression. J'ai configuré la macro M600, activé le changement manuel de filament et ajouté la macro dans l'étape de changement de filament dans Orca Slicer. Au moment du changement de filament l'imprimante s'est bien mise en pause par contre, au moment de la reprise, la buse s'est remise dans sa position par défaut (au centre du plateau) avant de continuer l'impression. Du coup ça m'a collé un patté de la nouvelle couleur sur ma belle surface supèrieur... Heureusement j'ai pu l'enlever mais j'aimerais m'assurer que ça ne se reproduise pas. Une idée ? Il y a autre chose que je ne comprends pas dans la logique du start Gcode, pourquoi la fin de ligne de purge ne se fait pas à l'arrière du plateau ? Ca éviterait qu'une filasse ne se dépose en plein milieu du plateau entre la fin de ligne de purge et la brosse...1 point
-
Merci pour le STL. Quand je parlais de fichier de départ, je me suis mal exprimé, je parlais du G-Code généré. Plus le STL a une résolution élevée, plus les algos d'optimisation d'arc peuvent travailler efficacement. En partant de ton STL, avec infill grid à 100%, en G-Code ASCII j'obtiens un fichier de 126Mo. Si maintenant je change le type d'infill par du concentrique, le fichier résultant ne fait plus que 99Mo et au passage on a gagné 15h sur le temps d'impression. Si je modifie encore quelques paramètres comme les largeurs d'extrusion (parce que oui, une buse de 0.4mm peut imprimer beaucoup plus large), forcément on réduit d'autant le nombre de déplacements et on se retrouve avec un fichier de seulement 73Mo et on gagne encore 11h. Tout ça en ayant les optimisations d'arc activé évidemment. Bref, tout ça pour dire qu'on peut beaucoup influer sur la taille du fichier de sortie, et je ne parle pas de compression type bgcode, où là on réduit encore (31Mo pour le dernier exemple), mais c'est encore assez peu courant sur les imprimantes, contrairement aux arcs. Concernant la transmission de ce G-Code via UART, c'est généralement non recommandé car avec des machines qui impriment vite on se retrouve rapidement en situation de buffer underrun, donc saccades dans l'impression car les données n'arrivent pas assez vite au "motion planner". La communication UART ne dépasse pas 30Ko/s pour les plus rapide. C'est surtout avec les fichiers contenant plein de micro-déplacements rapides sans changement de direction brusque, cas typique des arcs justement, où le motion planner à besoin de "voir" suffisamment à l'avance les lignes suivantes pour anticiper les accélérations / décélérations. Quoiqu'il en soit, oui dans un monde optimisé il faudrait un soft qui n'affiche que la miniature embarquée dans le G-Code, et qui transmette les G-Codes en lisant le fichier ligne par ligne à la volée. Ce que fait l'imprimante lorsque tu lui donne le fichier sur une carte SD ou une clé USB justement. A partir du moment où le soft cherche à prévisualiser l'objet en relisant le G-Code, type pronterface ou n'importe quel slicer qui relit du G-Code, c'est foutu car il est obligé de le lire dans son intégralité. A+1 point
-
Il me semble savoir presque exactement ce que c'est. ( Car cela ressemble beaucoup beaucoup à mes derniers "Quoi qu'est-ce ?". Mais j'ai aussi des infos, obtenus via messages privés, que les autres non pas... Donc je vais surtout donner des fausses pistes ) une imprimante 3D ? un graveur laser ? cela se mange ? ( éventuellement avec une bonne sauce bolognaise, a condition de bien les préparer ? )1 point
-
Un facile arrivé ce matin, il faut juste dire quoi que c'est et la marque
 1 point
1 point -
@gilbert50 Juste une précision concernant la carte SD, formatées en FAT 32 ok, mais aussi en 4096 bits, essaie avec la 16 Go pour être sûr, pour la 64 Go de toute façon avec Windows tu ne pourras pas la mettre en FAT 32 4096. Vérifie aussi selon ton firmware et ta carte mère, si tu as la reprise après coupure d'activée, désactive là, comme cela écrit presque tout le temps sur la carte SD si elle est lente, elle peut saturer en écriture lecture et bug. pour info pour la suite quel est ton firmware ? ta carte mère et processeur ? Sur ta tête tu as deux ventilateurs custom Noctua donc à priori 12 volts (ou 5v). A moins que tu ais une carte mère 8 bits et une alimentation 12 Volts (premiers modèles de ender 3) tu dois avoir une carte (circuit) pour passer du 24 Volts à 12 Volt pour les ventilos. A vérifier si OK..1 point
-
Superbe, il est tout petit petit le Benchy
 1 point
1 point -
Merci beaucoup pour le lien !!1 point
-
Salut et bienvenue sur le forum, Tu peux trouver l'écran tactile ici par exemple ou faire une demande au SAV de constructeur1 point
-
Salut, salut... Merci beaucoup **** Bon le firmware c'est vraiment du chinois ! J'ai beau être automaticien industriel retraité, j'ai pas tout compris en première lecture...Je vais déjà voir avec les new cartes micro SD, ensuite si toujours problème je regarderai de plus prés... J'ai un peu de mal à considérer un firmware qui fonctionnait se corrompre par "petit bout". Si nous tombions sur ce genre de problème en industrie, c'est toute la configuration qui partait à la poubelle !! et le fournisseur était "black-listé"...Serte, on était pas dans les même prix (cm à 50€ ?). Les dysfonctionnements (car il y en avait!) étaient plus souvent dus à des pb de hard, composants, capteurs, connexions, surtension... ...1 point
-
Bonjour, nous serons ravis de répondre à vos questions concernant la tomographie de pièces imprimées en FDM. Ce type de scanner est en effet très onéreux mais il reste la solution de la prestation de service : https://www.lesimprimantes3d.fr/annuaire/fiche/tomometrix et voici un exemple de tomographie sur pièce FDM : www.tomometrix.com1 point
-
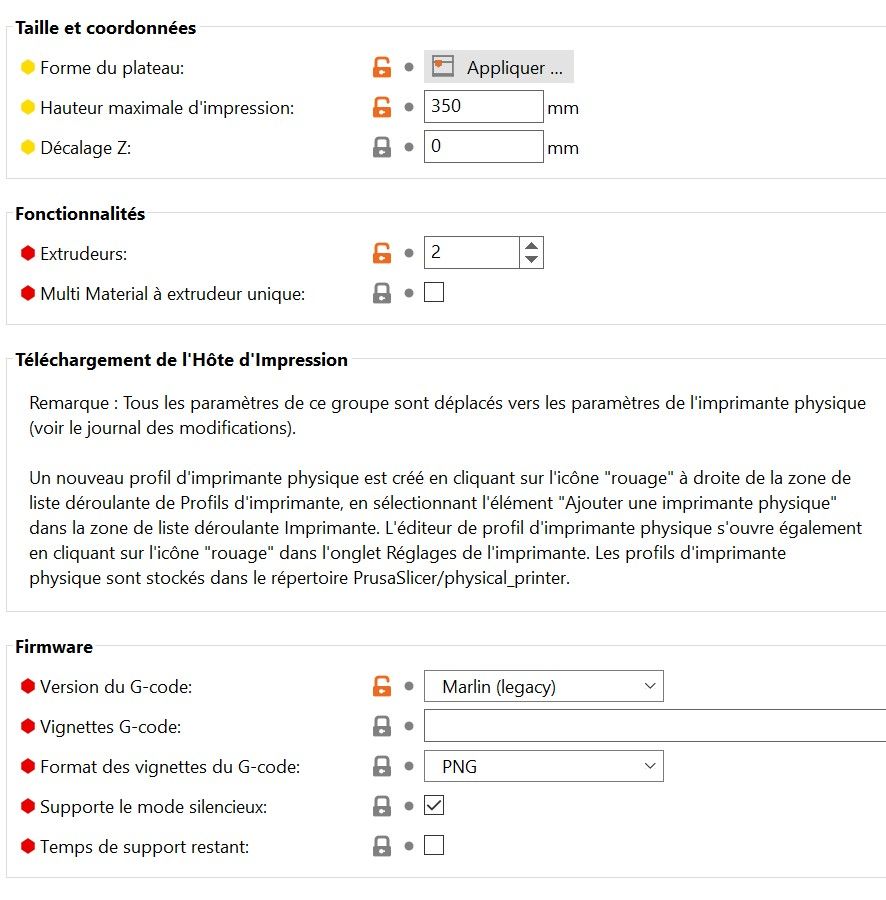
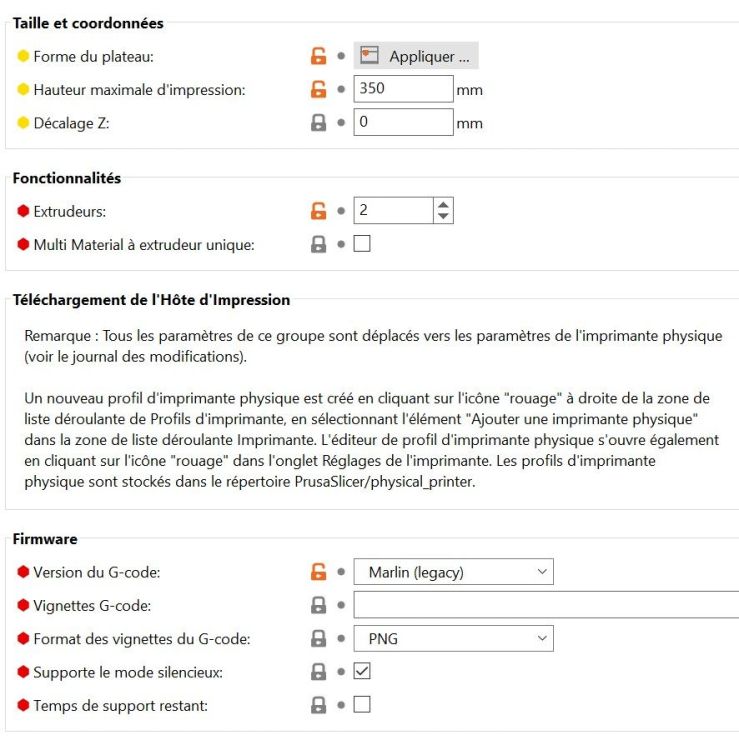
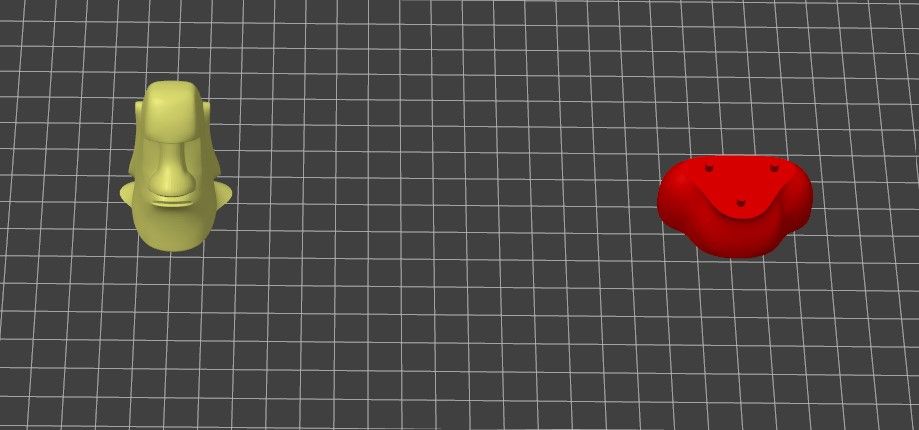
Bonjour, J'ai utilisé le nouveau sclicer Prusaslicer la version 2.6 Beta en cours de développement. Voici dans les grandes lignes les nouvelles fonctions ! la possibilité de couper un sujet très haut afin de l'imprimer en deux morceaux (l'assemblage est assuré par des tenons que vous pouvez disposer à votre souhait) la possibilité de colorier des pièces selon votre volonté avec différents matériaux. d'autres fonctions de paramétrages seront détaillés plus tard. J'ai utilisé ma TLD3 nouvelle carte mère 32 bits; j'ai réalisé un MOAI coupe à la hauteur des épaules. J'obtiens deux pièces distinct avec des tenons et des couleurs différentes le noir E1 et le jaune E2. le test c'est déroulé selon mes paramétrages sans soucis (bien entendu il faut peaufiner et chercher les nouvelles fonctionnalités) la suite avec des photos et copie d'écran le MOAI est imprimé en deux parties les deux pièces sont assemblées par trois tenons que nous retrouvons sur la copie écran de Prusaslicer. Voilà Prusasclicer 2.6 innove dans les nouvelles fonctionnalités et nous apporte des solutions de constructions multiples. je continue à découvrir de nouveaux paramétrages. la qualité d'impression est correcte avec une couche de 0.3 imprimées à 90mm/s . Nota en arrière plan deux sujets imprimés avec du PET recyclé (filament issue de bouteille d'eau) A vous lire Francis
 1 point
1 point -
@hcl28 @PPAC Pour c'est Ok pour imprimer en 2 couleurs il suffit de bien régler le chevauchement de E1 sur E2 avec un réglage de E2 pour le nivellement du BED. C'est tout simplement le test d'alignement du cube de 20mm de TENLOG soit les valeurs X2 et Y2 dans le menu setting Voici ci-joint un exemple d'un texte en sur impression ou en gravure et un logo comme PETG, nous pouvons rajouter un objet en exemple le lapin. etc... Nous pouvons également rajouter des supports arborescents et bien entendu nous pouvons couper une pièces quand celle-ci est trop haute avec des plots de centrages et d'insertions males et femelles. Nous avons également une option pour colorier une pièces selon son désire. possibilité de gérer l'emplacement des coutures sur la pièce pour une position favorable et non vue... Une règle de mesure permet d'évaluer des dimensions. etc... pour le reste à vous de le découvrir je vous ai donné un maximum d'informations les plus intéressantes. a+
 1 point
1 point -
oui j'ai tout ce qu'il faut ! cette version est superbe je l'ai testé dans toutes les options je détiens la version béta 2.6 rev 04. j'ai découvert que nous pouvons rajouter du texte en gravure ou en surimpression, faire un mode apparence externe à son besoin. des nouveaux types de supports et de remplissages. Une meilleure gestion des doubles extrudeurs. Pour l'instant toutes mes impressions sont réussies a+ PrusaSlicer_config_bundle.ini1 point