Classement



Contenu populaire
Contenu avec la plus haute réputation dans 04/07/2024 Dans tous les contenus
-
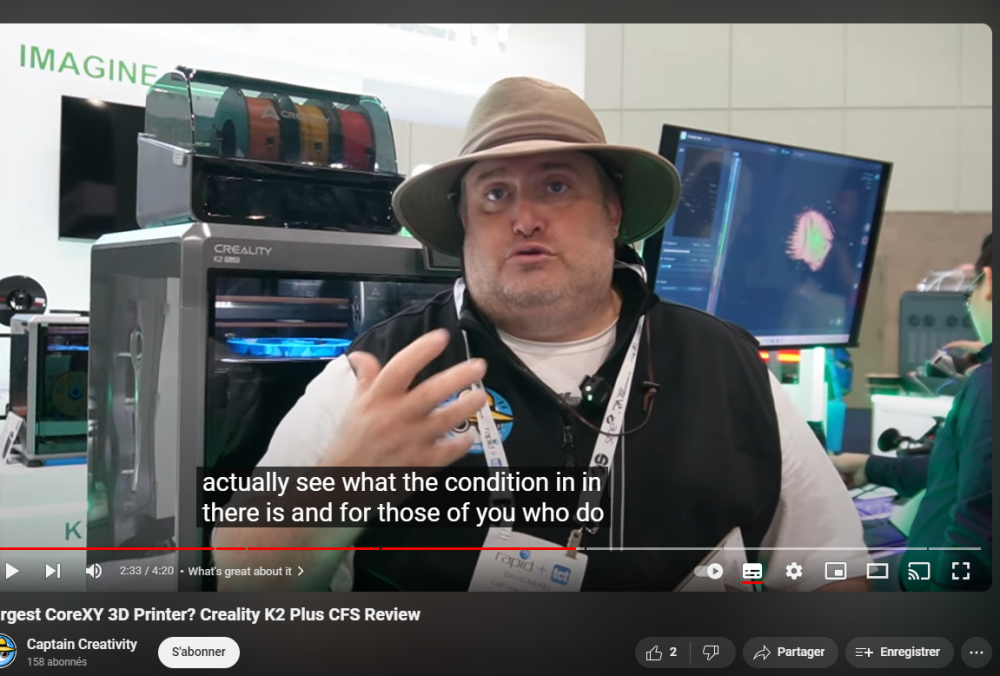
https://www.youtube.com/watch?v=r_yUIB10PBY Sur celle ci on peut voir le CFS en action et l'interface à l'écran2 points
-
Dispo Chez ChituSystems2 points
-
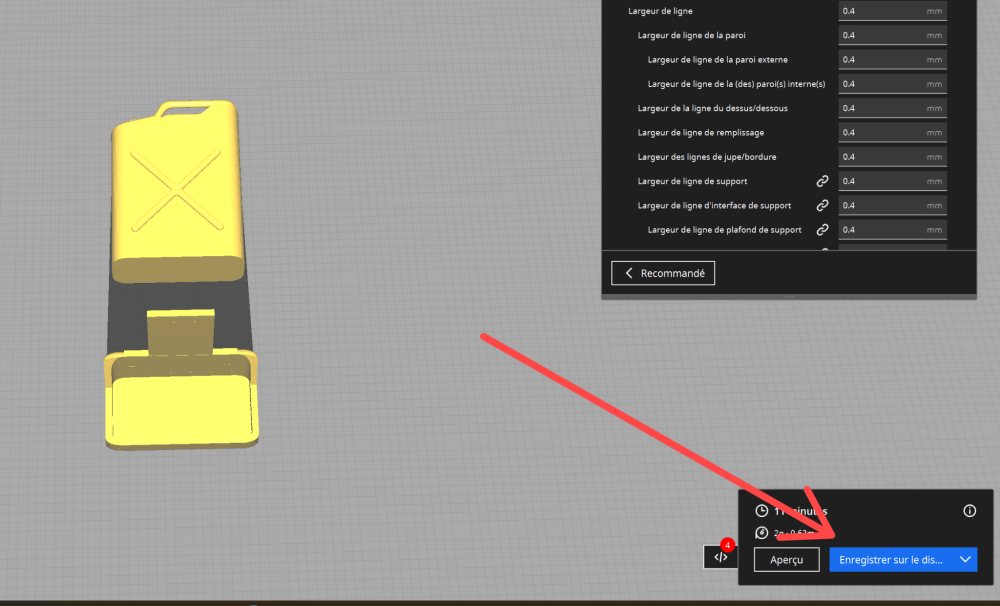
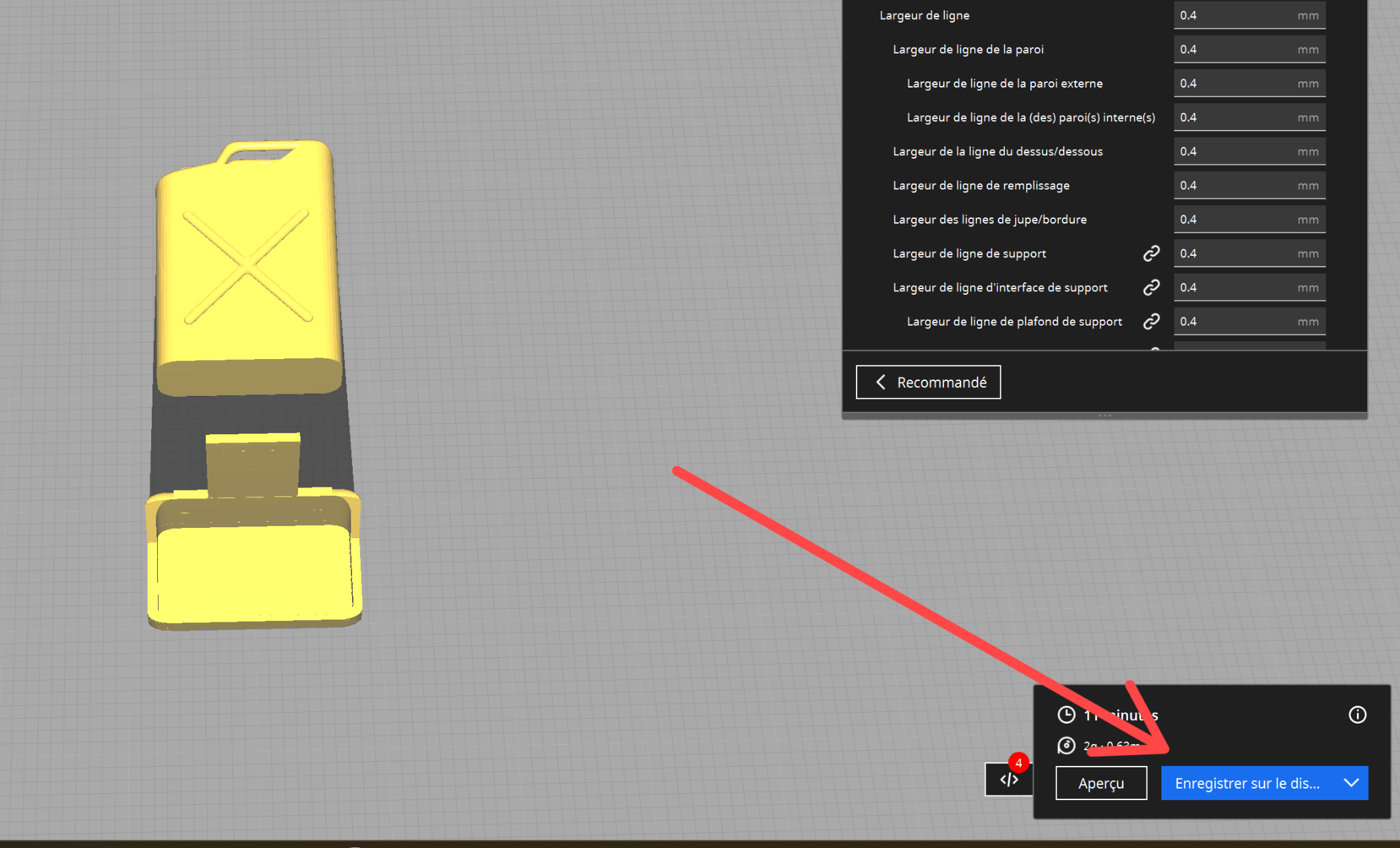
L'impression s'active à partir de la fenêtre de découpe, en bas à droite. Si ton imprimante est reconnue dans Cura, tu auras l'option d'envoi vers celle-ci, sino tu as entre autre l'option d’enregistrer sur le disque (local, Sd,...)
 1 point
1 point -
Alors, du coup j'ai recherché partout la chaussette silicone , impossible de remettre la main dessus.... tant pis je met le ventilo à75% et ca fonctionne tres bien ..... J'en prendrai une lors de ma prochaine commande....si j'y pense1 point
-
Je viens juste de résoudre le problème (ouf)... j'ai fait un rollback de 1 commit de klipper et tout est rentré dans l'ordre. désolé d'avoir dérangé1 point
-
Oui honte a moi sur ce coup la Dans ton trancher bambustudio tu edite la paramettre de ton filament la température ce met pour chaque filament directement dans le profile, tu peux donc te créer des profile pour des différente bobine si besoin.1 point
-
C'est fait1 point
-
hello, la bête est repartie - Impression avec encore qq erreurs, mais elle tourne (et dans le bon sens avec ses nouveaux TMC 2209 !) Merci de votre aide et soutien @Daoud333 : je te confirme, le ventilo se lance en effet pas tous le temps ! donc je cherchais des soucis qui n'existait pas. Allez, je vais tenter l’opération de nouveau BLtouch et ensuite je touche plus a rien1 point
-
Plutôt une tour de température !1 point
-
tu as tout à fait raison pour ma part je les ai imprimé ( le modèle final bien sur en ASA) par contre pour tout les tests en PLA car j'ai du imprimé une dizaine de carter et 6 fan duct qui sont parti à la poubelle pour vraiment arriver a une bonne version et oui comme tu dis c'est beaucoup de temps passé malheureusement pour de "simple" pièce mais on a pas le choix et au vu de ton niveau en impression 3d tu connais bien tout cela pour se qui est du reste je vais bien prendre le temps de télécharger les photos et de bien mettre les explications qui j'espère aideront les membres. quand tu parles de artillery et de leur reseau social c'est bien de FB que tu parles.? ps si tu souhaite tester mon fichier mp au moins j'aurai l'avis d'un pro1 point
-
PLA ou PLA+ c'est pareil a l'usage, la seule chose a prendre en compte pour chaque marque et type de filament c'est la température idéal d'impression généralement on imprimer une tour de purge pour cela après quand tu es habitué tu le fait au juger et corrige après première impression.1 point
-
En digression : j'ai aussi déjà eu ce bug !!1 point
-
J'ai du mal à voir cette piste comme valide. (Mais je peux aussi me tromper.) En principe, si tu as une installation électrique refaite, il y a en place des disjoncteurs pour couper le circuit si tu tires trop d'ampères. Donc si cela ne disjoncte pas, ce n'est pas, il me semble, un problème de puissance de la prise murale. Sinon quand tu dis que tu as fait un test d'exposition. Peux-tu détailler ? ( Y a-t-il la source UV qui s'allume ? Y a-t-il un motif affiché sur l'écran LCD de masquage ( mettre une feuille de papier pour bien voir sans te prendre plein d'UV dans les yeux ) ? )1 point
-
Coucou les makers, ça y est j'ai reçu la bête hier (BambuLab A1 Combo pour ceux qui n'auraient pas suivi). Super bien emballée et bien protégée, l'assemblage était fait en une petite demi-heure en prenant largement le temps avec le café pour bien réfléchir (mais y en avait pas trop besoin, tout est bien expliqué même avec mon anglais de bac à sable j'ai compris toutes les étapes sans le moindre mal). S'en est suivie une séance de calibrations et autres nivellements durant une vingtaine de min et déjà elle était prête pour le premier print ! J'ai choisi (enfin ma fille lol) un panda articulé 3 couleurs dispo de base dans la machine. On l'a fait en blanc, rose et bleu pour les yeux, j'ai utilisé les filaments PLA basic de chez BambuLab détectés automatiquement pour ce print, le résultat est très joli sans rien toucher aux réglages bien entendu. En revanche, ce print a duré 7H30 et a donné lieu à plus de morceaux de filament gaspillé qu'il y en a sur la figurine, c'est affolant ! Je ne vais pas faire beaucoup d'objets multi-couleurs je pense, du moins pour le moment ! Ensuite je me suis imprimé un adaptateur universel à bobines pour l'AMS, en PETG bleu métallisé de chez ArianePlast, le résultat est top, le pas de vis et le filetage sont nickels et là pour le coup, bah qu'un seul filament donc pas de gaspillage, ouf ! Lol... Il me semble que ça a mis environ 2H mais c'est une pièce assez conséquente. Puis cet après-midi on s'est fait plaisir en imprimant un très joli dragon articulé en PLA Silk noir/or de Sunlu, une petite dinguerie ! Le résultat est splendide avec des reflets dorés qui ressortent d'un espece de noir/bleu/gris... Je ne sais même pas comment l'expliquer mais c'est du plus bel effet ! Pour le moment je suis absolument ravi, c'est une superbe machine et elle fait presque tout elle-même ! Hier soir elle m'a indiqué qu'il était temps de graisser les rails de guidage du plateau, en scannant un QR Code on tombe sur un tuto, simple comme bonjour c'était plié en 2 minutes ! Merci encore à vous tous pour vos retours et conseils qui m'ont été d'une grande aide pour le choix de ce petit bijou ! Une petite question au passage, pour les possesseurs de BambuLab. Pour du PLA+ vous mettez quoi en préréglage ? On peut rester sur PLA ou plutôt PLA High Speed ou encore PLA-CF ? Pour le Silk de chez Sunlu j'ai laissé en PLA, je n'ai même pas remarqué qu'on pouvait choisir Silk... lol. Mais je pense que c'est toujours mieux d'être au plus proche de ce qui est recommandé ? Merci !1 point
-
Comme quoi tout peut arriver. Merci pour l'info.1 point
-
Une nouvelle vidéo, mais qui n'apporte pas grand chose. Pb de com, on voit la machine tourner, bien elle imprime en bleu et pas de bleu dans le CFS (la bobine est derrière) !!!
 1 point
1 point -
Je m'en sors plus avec tous mes onglets ouverts1 point
-
Exactement ! Cela ne nous regarde pas. Il y aurait des rumeurs comme quoi il aurait passé la nuit à jouer avec un essaim de drones pour simuler un feu d'artifice. Mais cela ne nous regarde pas.1 point
-
Bonjour, Ca dépend principalement de deux paramètres. Le volume de l'enceinte tout d'abord et le niveau d'isolation du caisson. Sur ma Voron 2.4 de 350 je ne dépasse pas 45 degrés et encore après près d'une heure de préchauffage avec un bed à 110°. Avec le Voron 0.2 j'ai une température stable de 50/54° après 30minutes de préchauffage. A noter que le Pi, la SKR Pico, l'EBB et l'enceinte sont à la même température, c'est homogène. Avec elle j'imprime l'ASA comme si c'était du PLA.1 point
-
encore une fois @RFN_31 ma coupé l'herbe sous le pied. Pour l'impression ABS/ASA tu peux utiliser un caisson souple (a base de tissu imperméable), dure a base de matière mélaminé, acrylique etc.... que ce soit acheter ou fabriqué maison pas de soucis tant que tu as un température constante sans variation et courant d'air. Il te faut donc faire un caisson avec un porte ou un panneau amovible mais que tu peux fermé et qui soit relativement étanche, tu préchauffe l'imprimante 20 ou 30min buse et plateau pour avoir la température stabilisé entre 40°c et 55°c maxi c'est l'idéal en condition dans ce type de config (attention a l'electronique interne de la machine, sa le fait pour de l'occasionnel mais si tu avais 90% d'impression ABS je te le deconseillerais). Pour la Neptune 4 Max je trouve dommage d'avoir régresser sur l'aspect guidage des axes ou ici il y a que des V-Wheels mais je préfère la partie soft de la Neptune a celle des Kobra 2 ou tu est pied et point lié.1 point
-
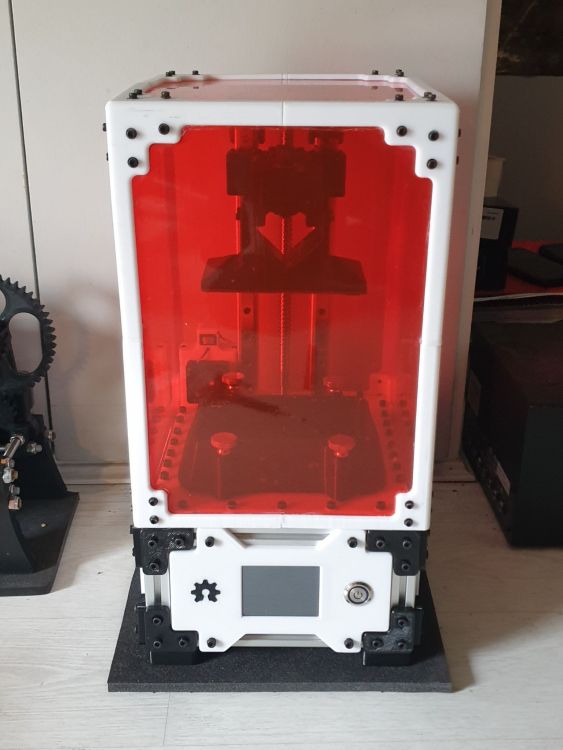
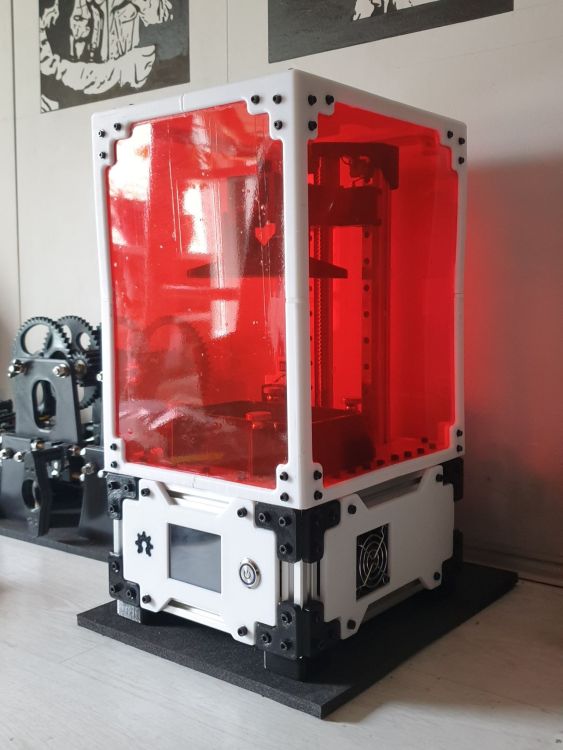
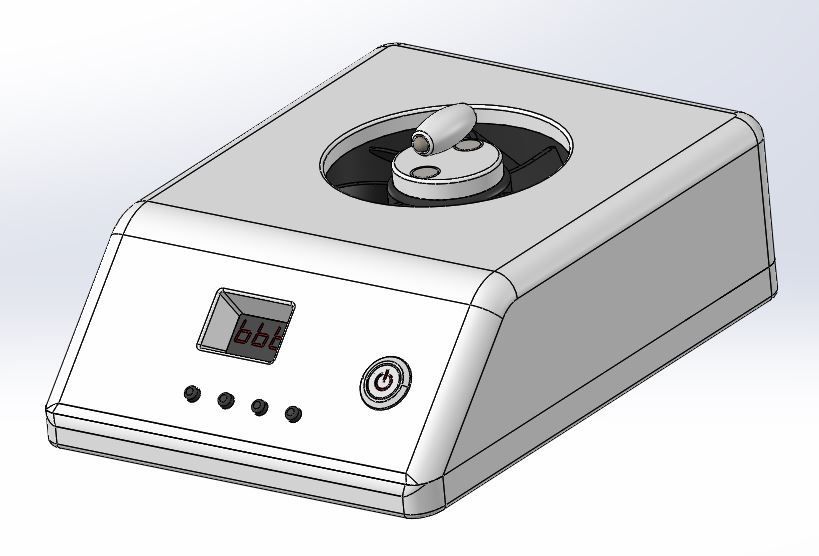
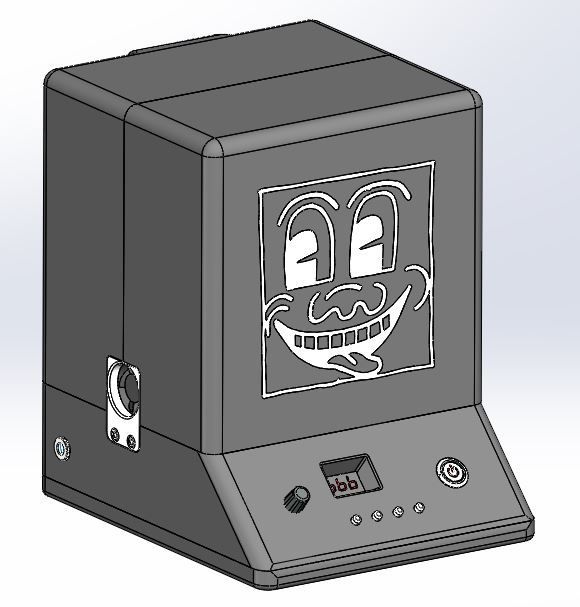
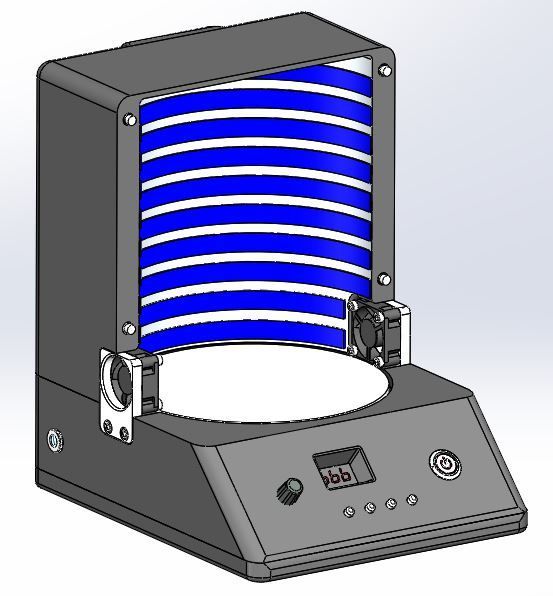
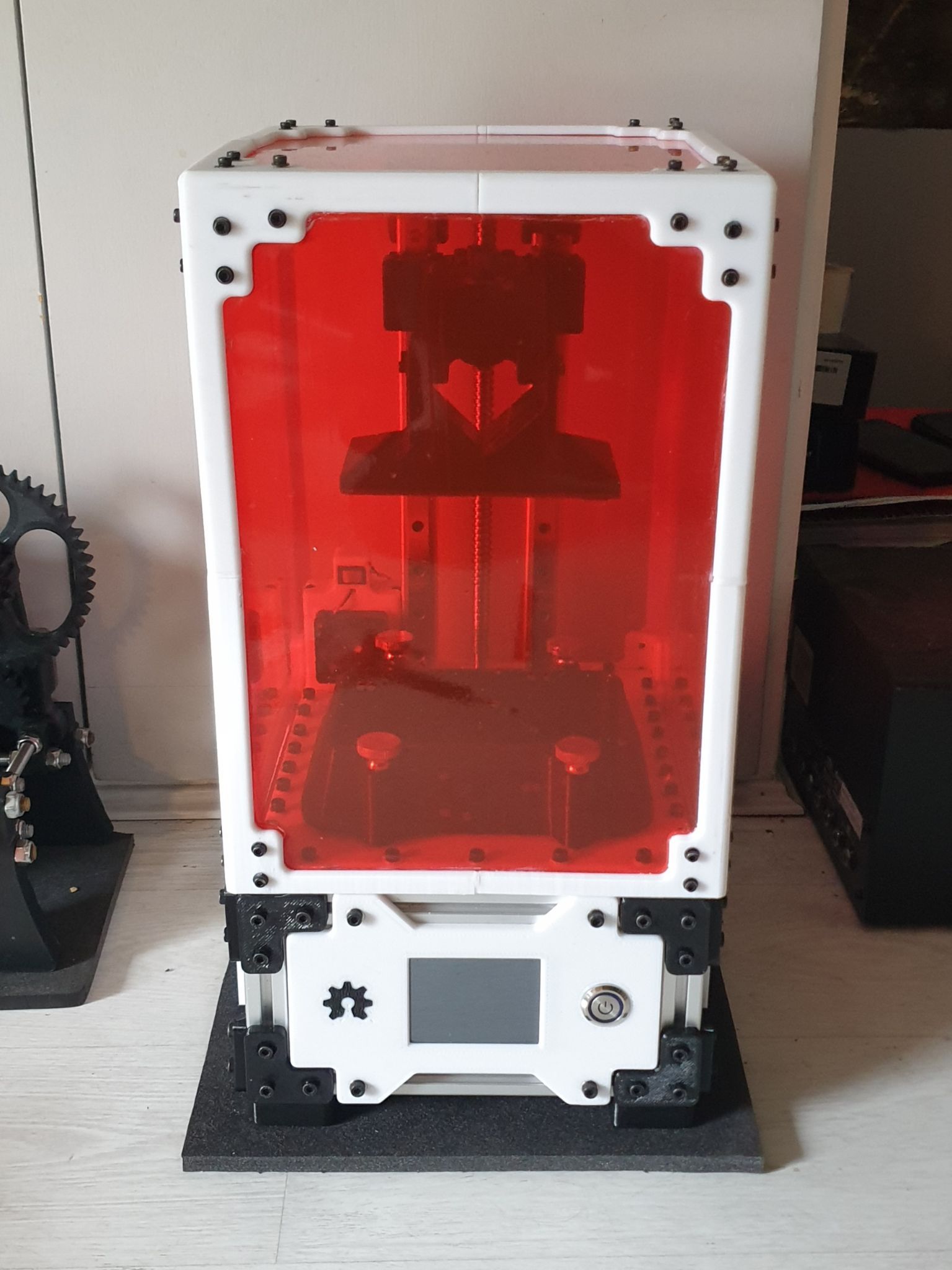
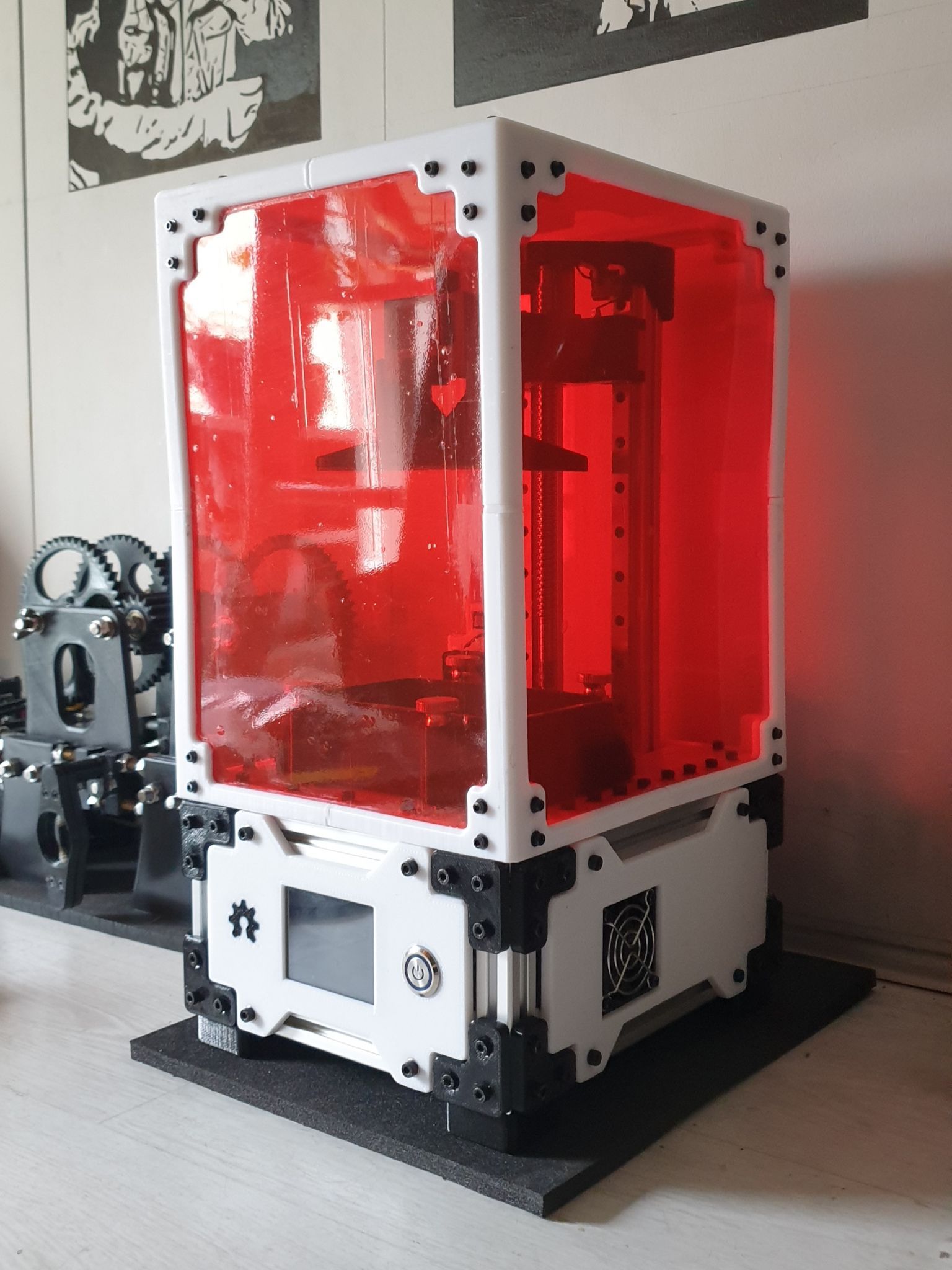
Bonjour à tous, Le capot en plexiglass est terminé ! (ça a été une véritable horreuuur à monter cependant, mais bon au moins l'ajustement est parfait) Ce sont des plaques en plexiglass de 2mm, avec un film autocollant en vinyle posé dessus. Peut-être pas aussi optimal pour la protection que du plexiglass teinté, mais bien moins cher et d'après mes tests, ça bloque très bien les UV, à voir dans le temps... La sation de nettoyage (agitateur magnétique) est terminée (le trou restant à gauche était pour un potard afin de régler en PWM la vitesse du moteur, mais ça manquait de puissance alors je l'ai retiré) : La station de curing (polymérisation) est toujours en cours et me pose plus de soucis, entre l'emplacement du module minuteur qui n'est pas bien ajusté et sur le plateau tournant qui ne fonctionne pas comme prévue, j'ai encore un peu de travail (et d'attente pour recevoir une nouvelle bobine) : Le potard régle la puissance des leds (à voir si ça fonctionnne bien sur la plage de puissance), et le minuteur déclanchera l'allumage des leds avec le départ du plateau tournant, mais celui-ci a besoin d'un appui sur un bouton poussoir avant chaque cycle pour tourner, donc impossible de le brancher sur un LM2596 et de l'allumer directement. Je pense donc à l'alimenter continuellement et à le laisser dans un cycle, alimenté par une batterie 18650, et le minuteur ne fera contact que directement sur le +5V du moteur 28BYJ qu'il contient pour laisser le plateau tourner. Pas optimal car ça consommera en continu à vide, mais ça ne devrait pas être énorme au vu de la mini-carte électronique qu'il contient, et à la capacité d'une 18650. La rédaction du guide complet est déjà très bien bien avancé, ainsi que la "notice" de construction. A bientôt

.thumb.jpg.3ff6a25c2c27eab35f25ab7c843a1b68.jpg)
 1 point
1 point -
Euh non evite sur une SW X2 car c'est une carte mère 8bits autant resté en 32bits1 point
-
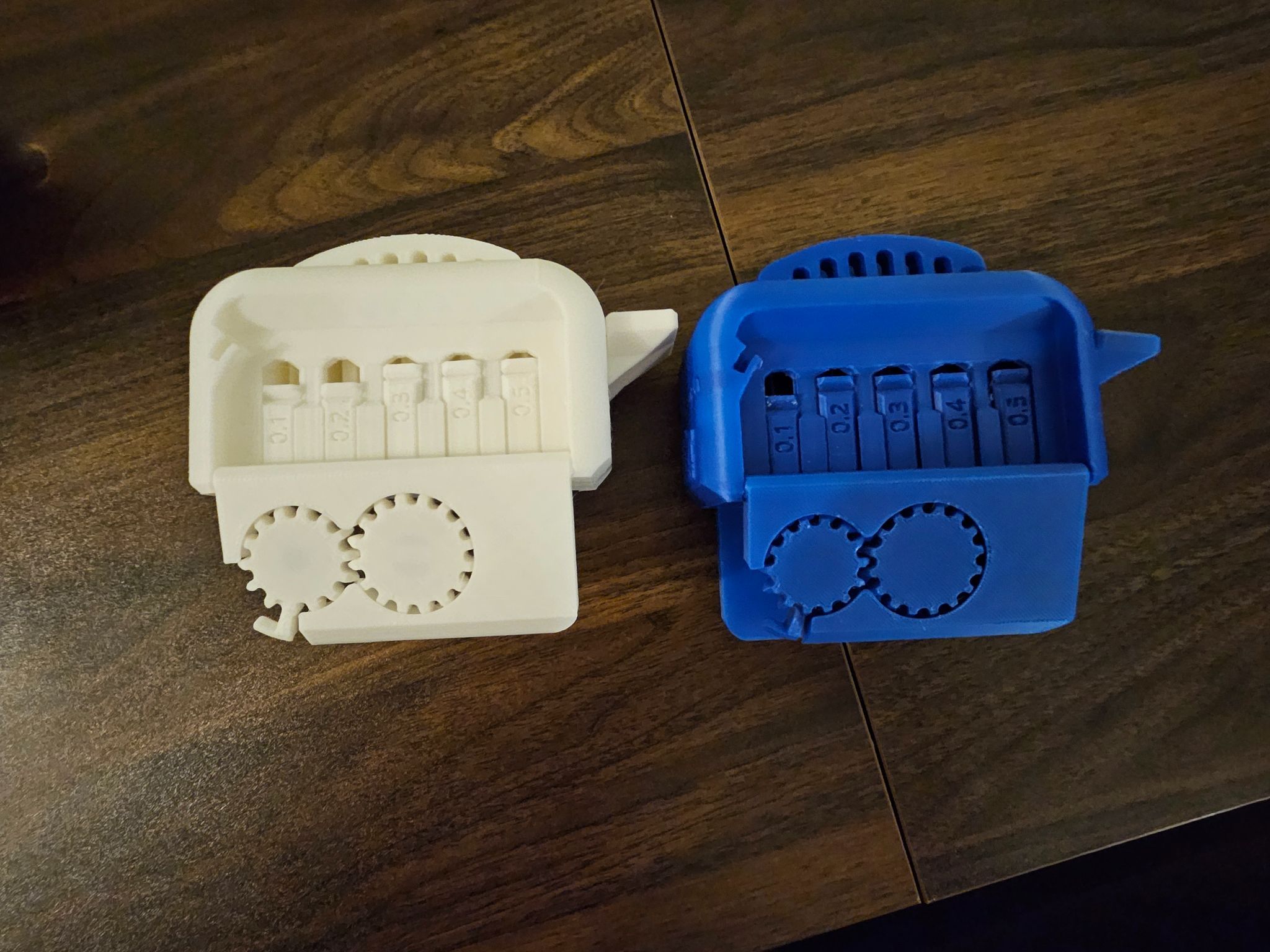
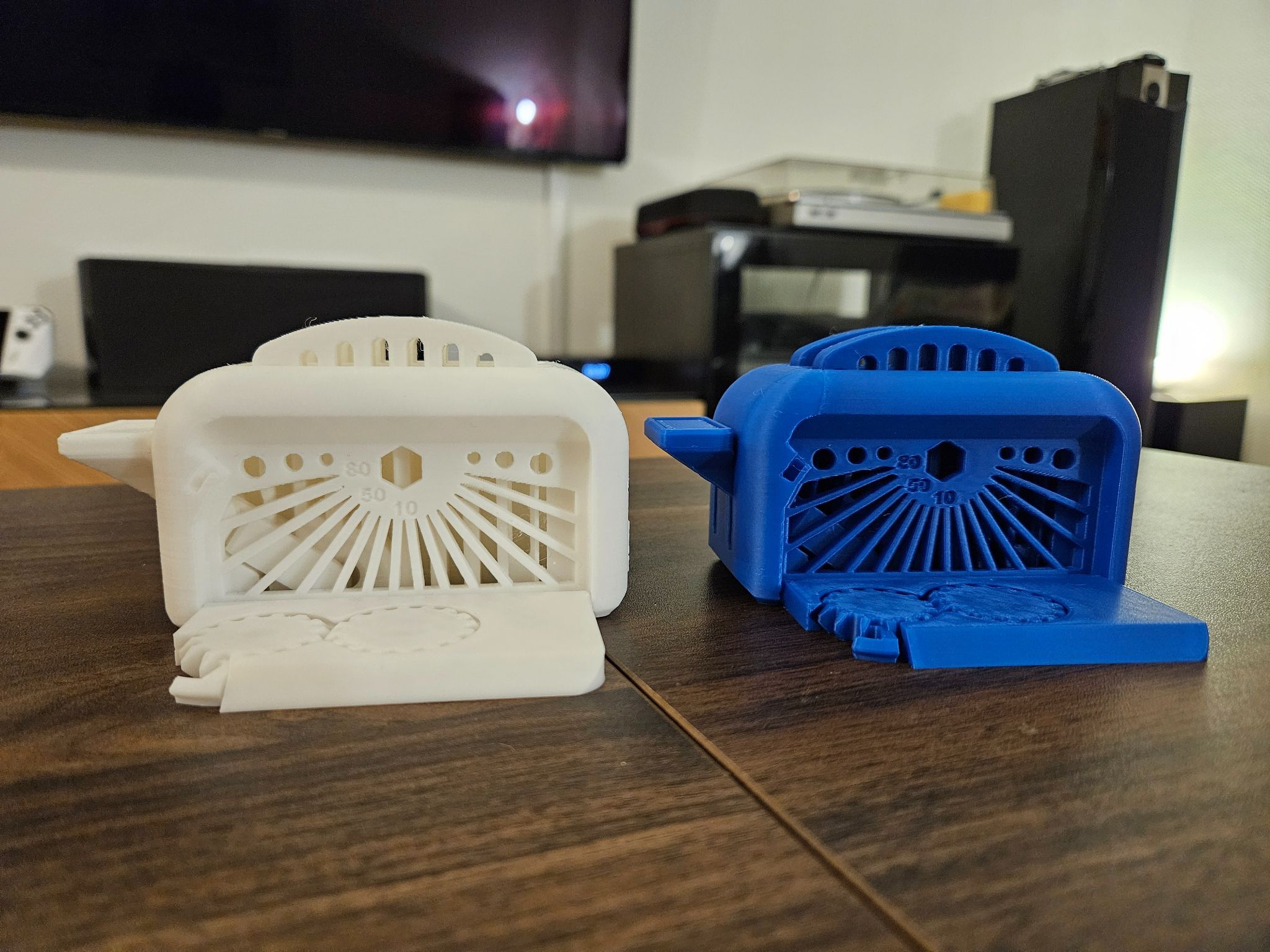
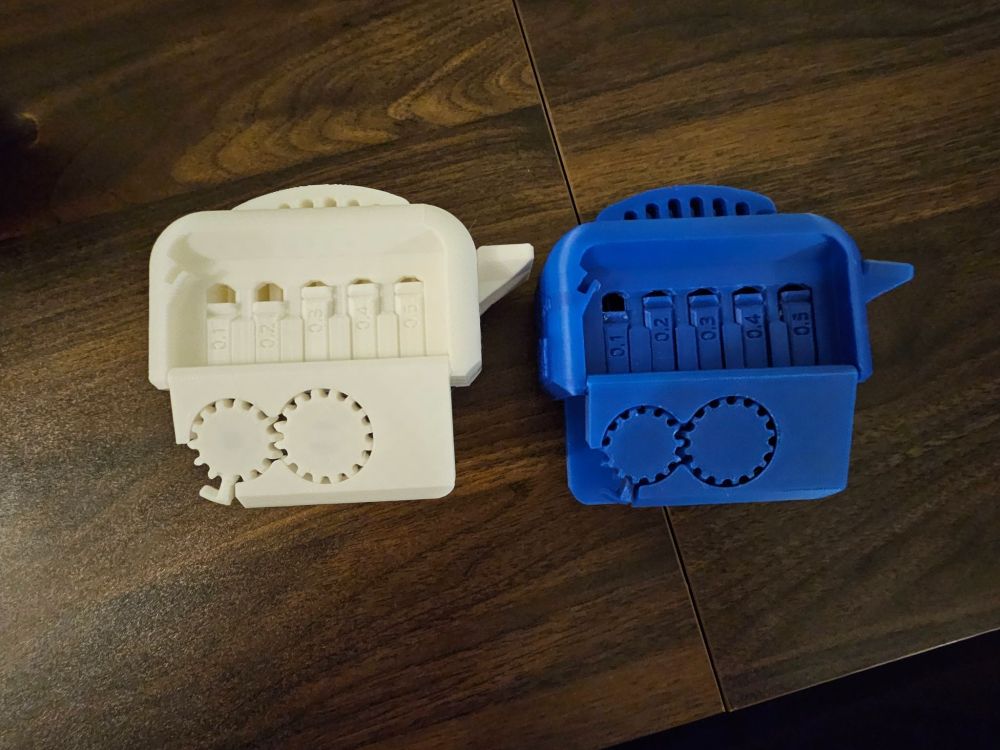
Hello, Juste pour faire un petit retour sur le paramétrage de CP 5.0 J'ai fais quelques tests et j'ai finalement augmenté la distance et la vitesse de rétraction et baissé un peu l'extrusion du filament (de 0.95 a 0.88) sur le profil hyper pla pour améliorer les tolérances et la qualité de la première couche. J'ai fini par réimprimer un toaster test avec CP 5.0 et mes nouveaux paramètres. Pour les photos suivantes le toaster blanc à été imprimé day one avec le profil par défaut hyper pla de la k1 en environ 5h45 (réel) et le toaster bleu à été imprimé avec mes nouveaux paramètres et CP 5.0 en 3h53 (réel aussi) Premier constat : je peux maintenant bouger la petite tirette en 0.2mm alors que qu'elle était figé avec les anciens paramètres (j'avais même dû forcer un peu pour débloquer le 0.3 a cause de la première couche sur le toaster blanc) J'ai également beaucoup réduit les cheveux d'anges Revers de la médaille : les écritures sont maintenant un peu moins belles... difficile de dire si c'est due à la vitesse accrue ou à une légère sous extrusion mais les intérieurs des "o" et des "p" sont un peu moins ronds avec mes nouveaux paramètres Enfin, j'ai imprimé également l'hélicoptère dont parle motard geek dans son test... bonne nouvelle : l'hélice tourne bien et la qualité est très correcte Je pense encore que mes paramètres peuvent être affinés, je ne conseil vous donc pas de les appliquer tels quels. Le handspiner gear ne nous toujours pas chez moi (mais le fichier stl fourni est un peu douteux)... J'ai vu une section "precision" dans les paramètres de CP 5.0 mais je ne sais pas exactement comment ils fonctionnent... L'avez-vous déjà manipulée ? J'ai aussi pensé à réduire l'épaisseur de couche mais je ne sais pas si cela me permettrai d'améliorer la précision, est-ce une bonne piste ? Merci




 1 point
1 point -
Bonjour tout le monde, @cyspak tu as vraiment de la chance car je suis en déplacement très loin de chez moi, du coup je n'ai pas accès à mon ordinateur de bureau, et j'ai pu retrouver je ne sais comment le stl sur mon ordi portable 3DTouch_holder7.STL1 point










.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)

.jpg.e8718c43514bb9c89ba1b1525915ceb2.jpg)