Classement




Contenu populaire
Contenu avec la plus haute réputation dans 15/07/2024 Dans tous les contenus
-
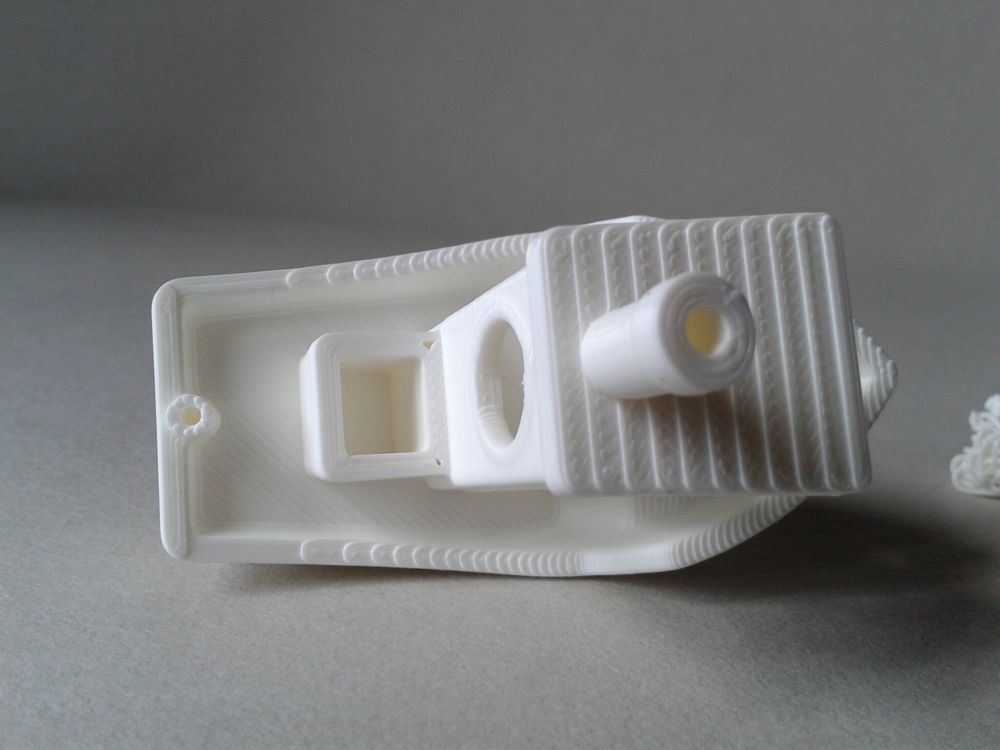
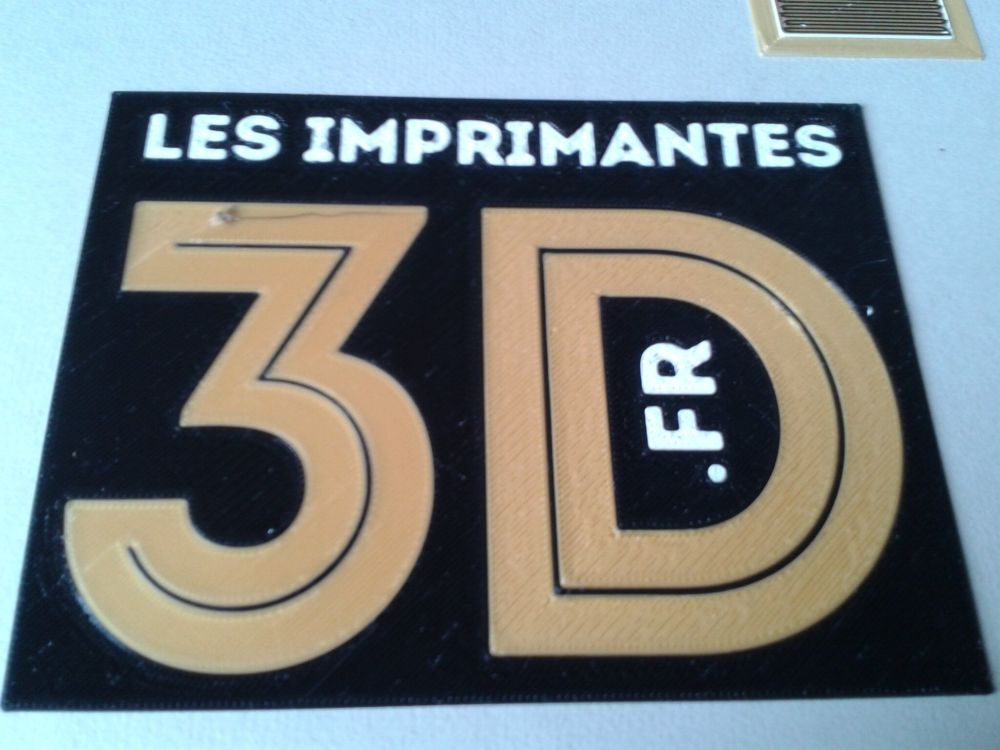
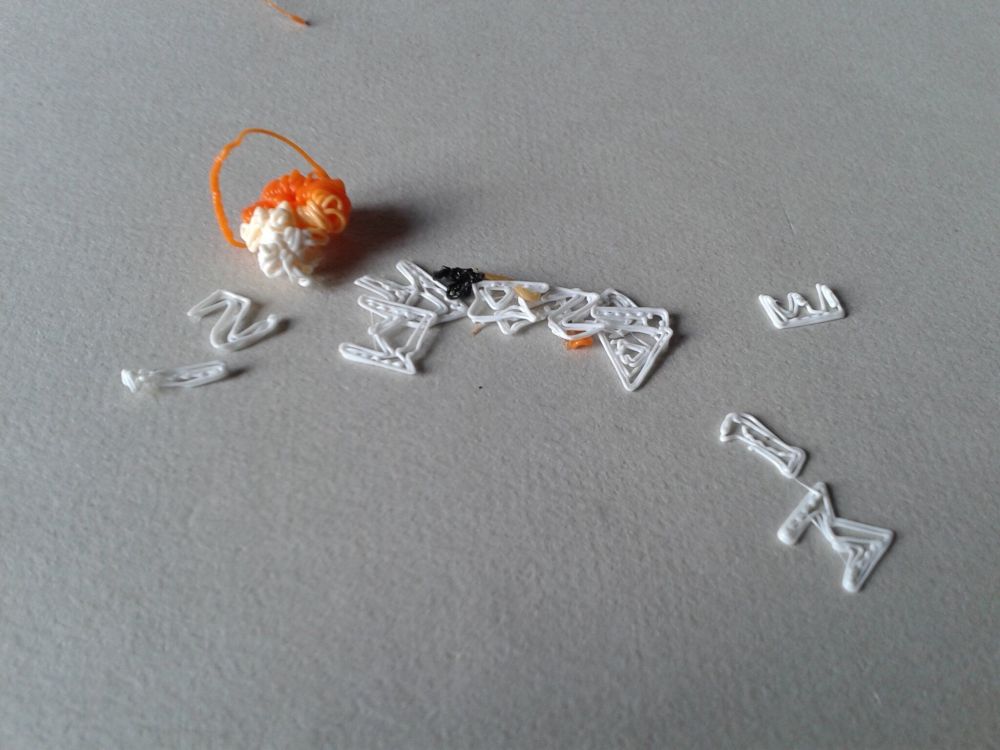
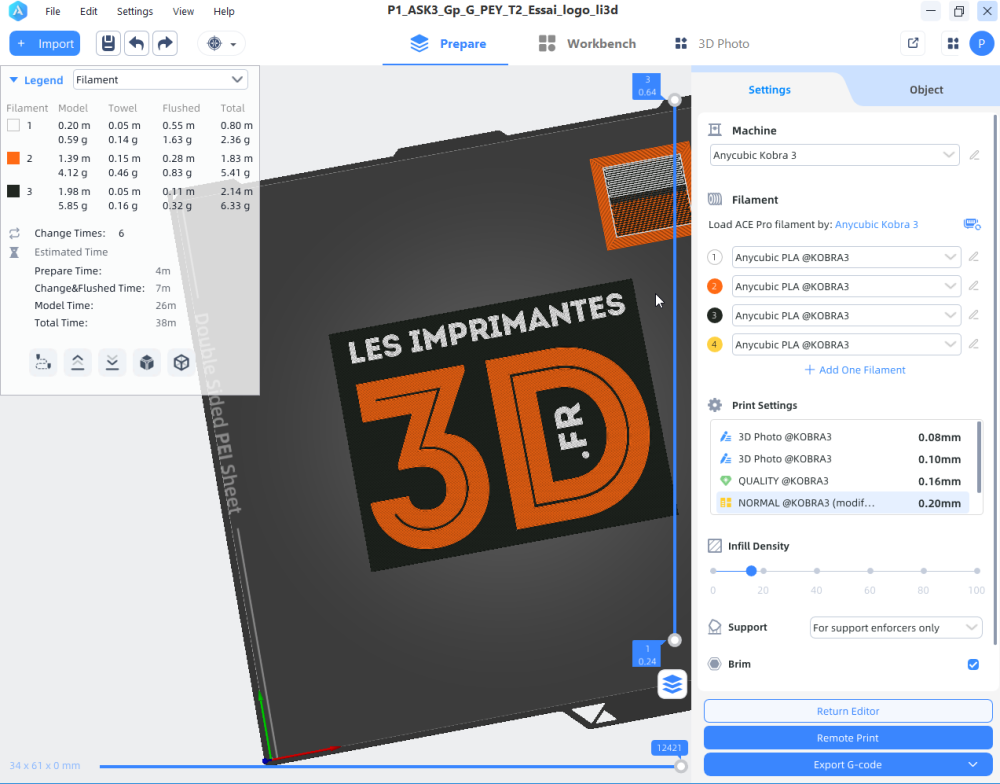
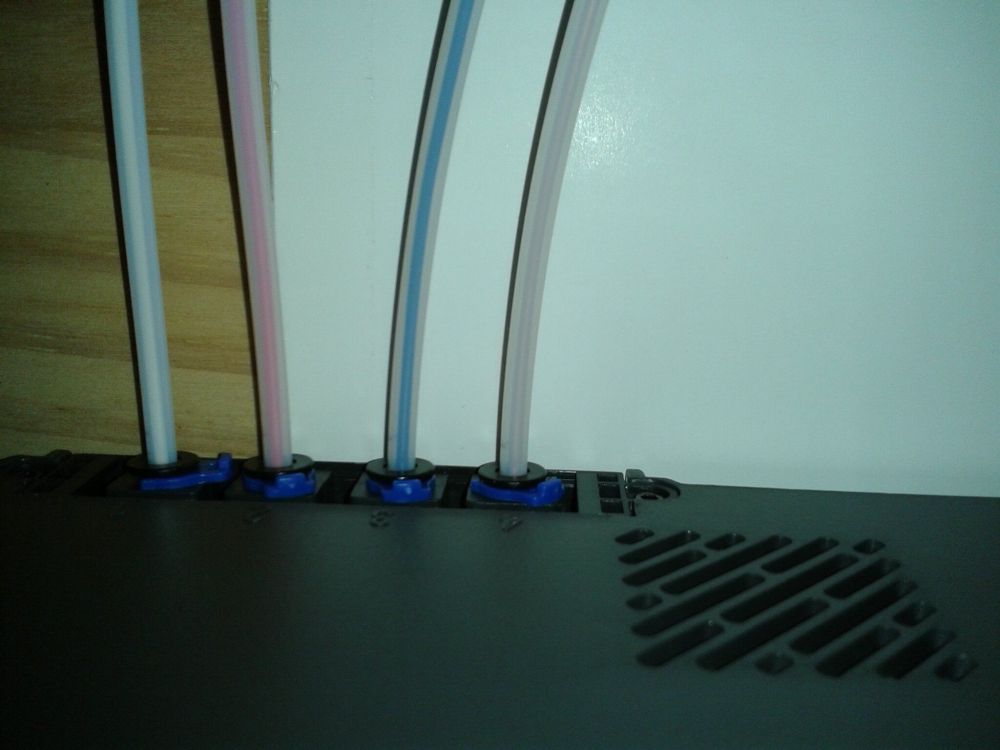
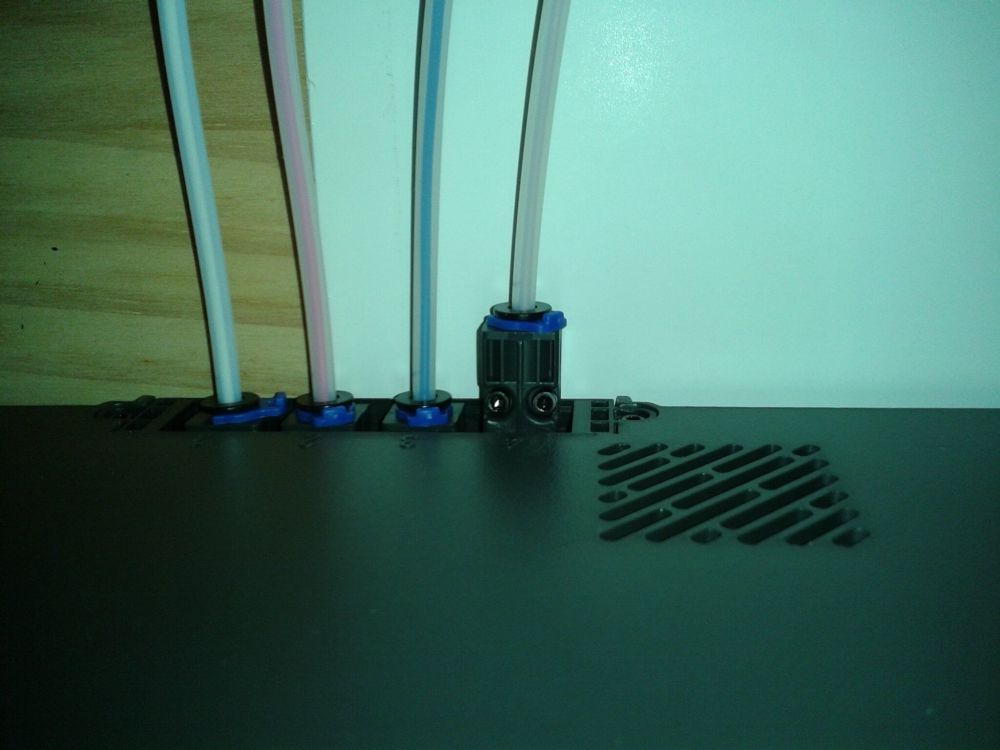
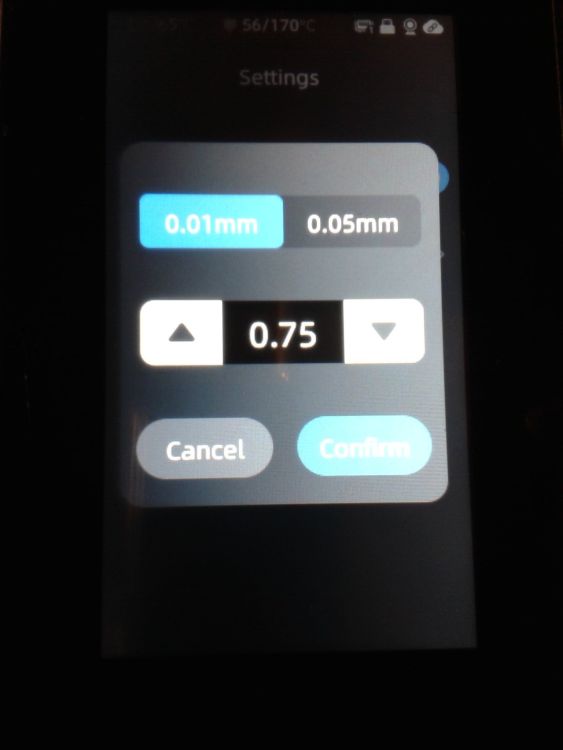
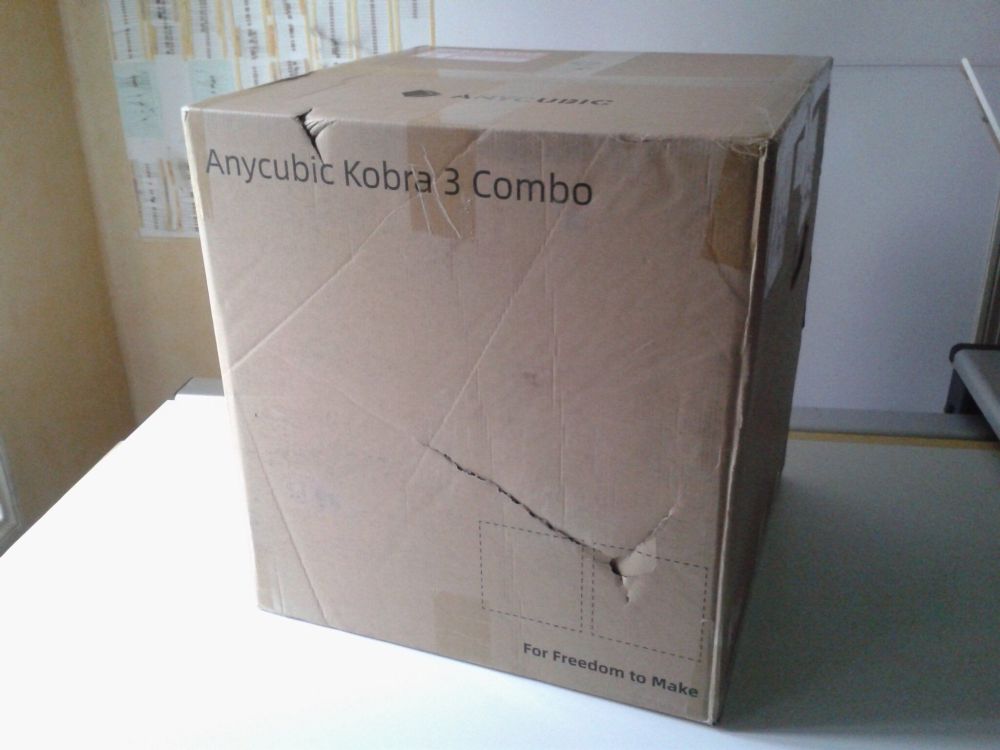
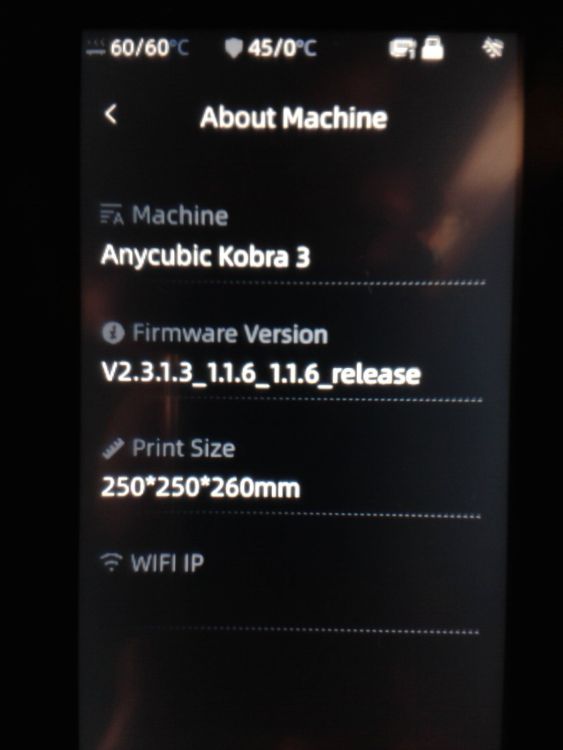
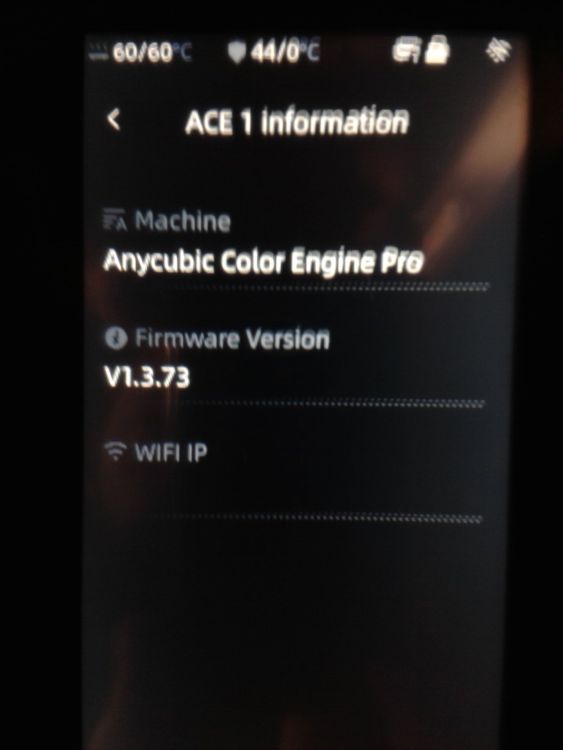
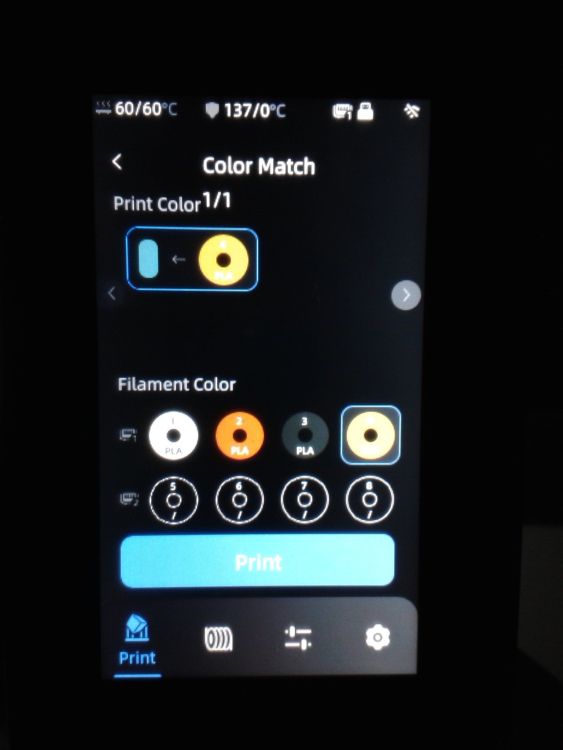
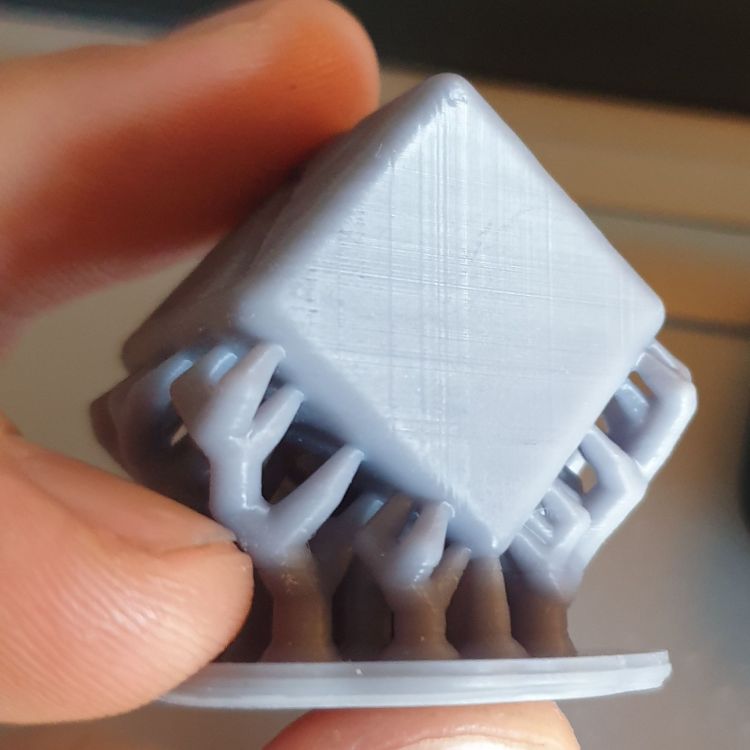
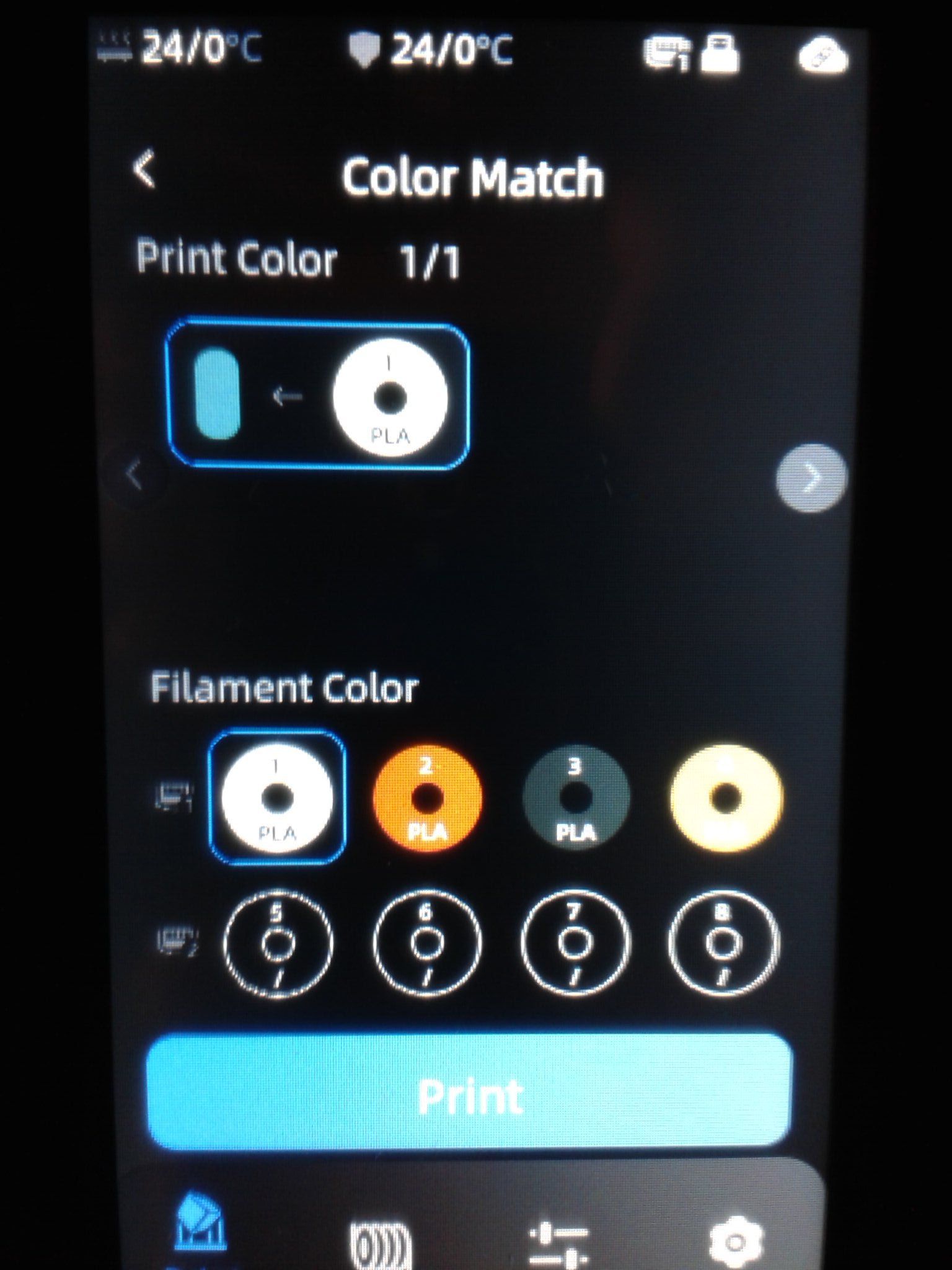
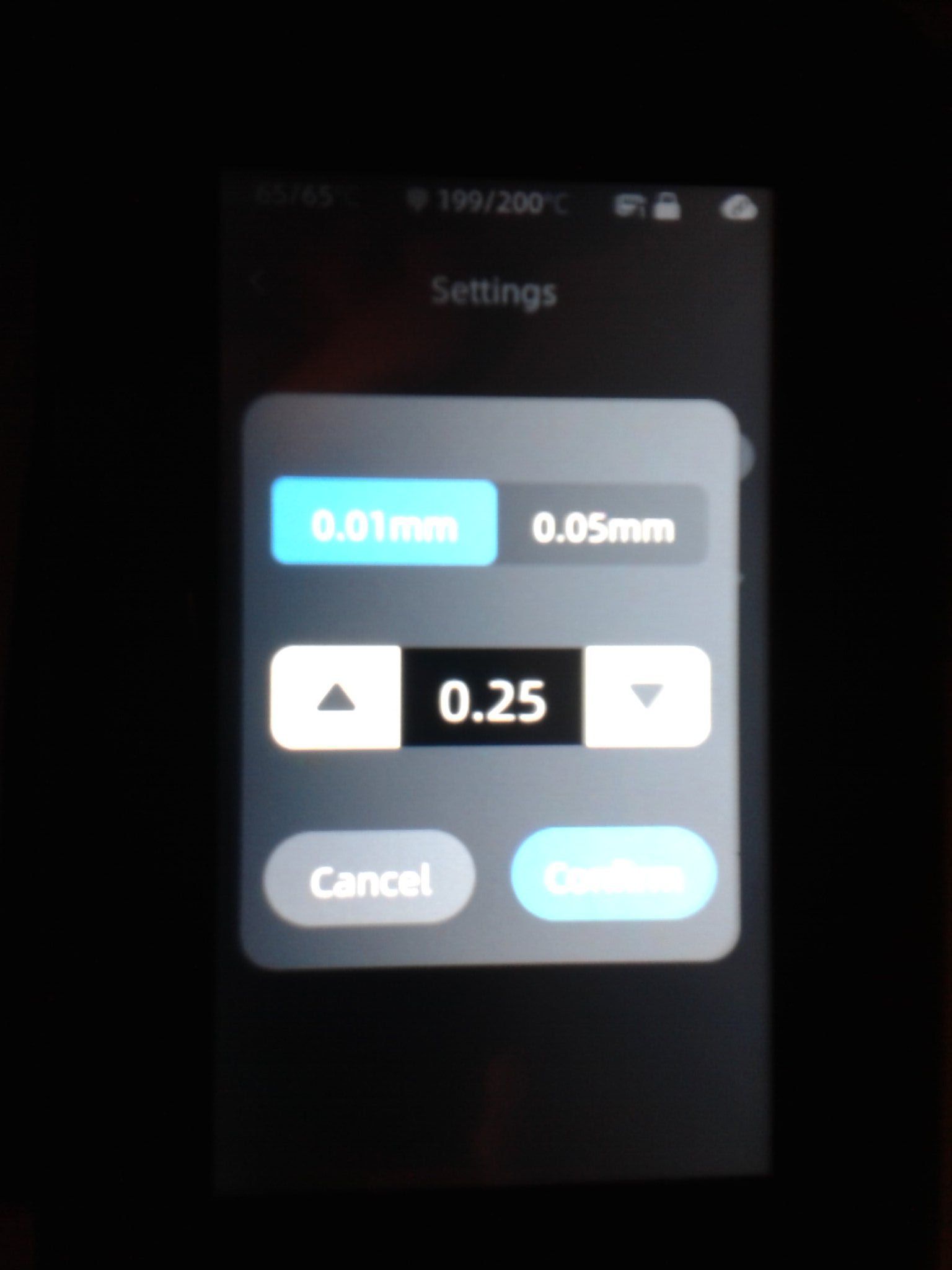
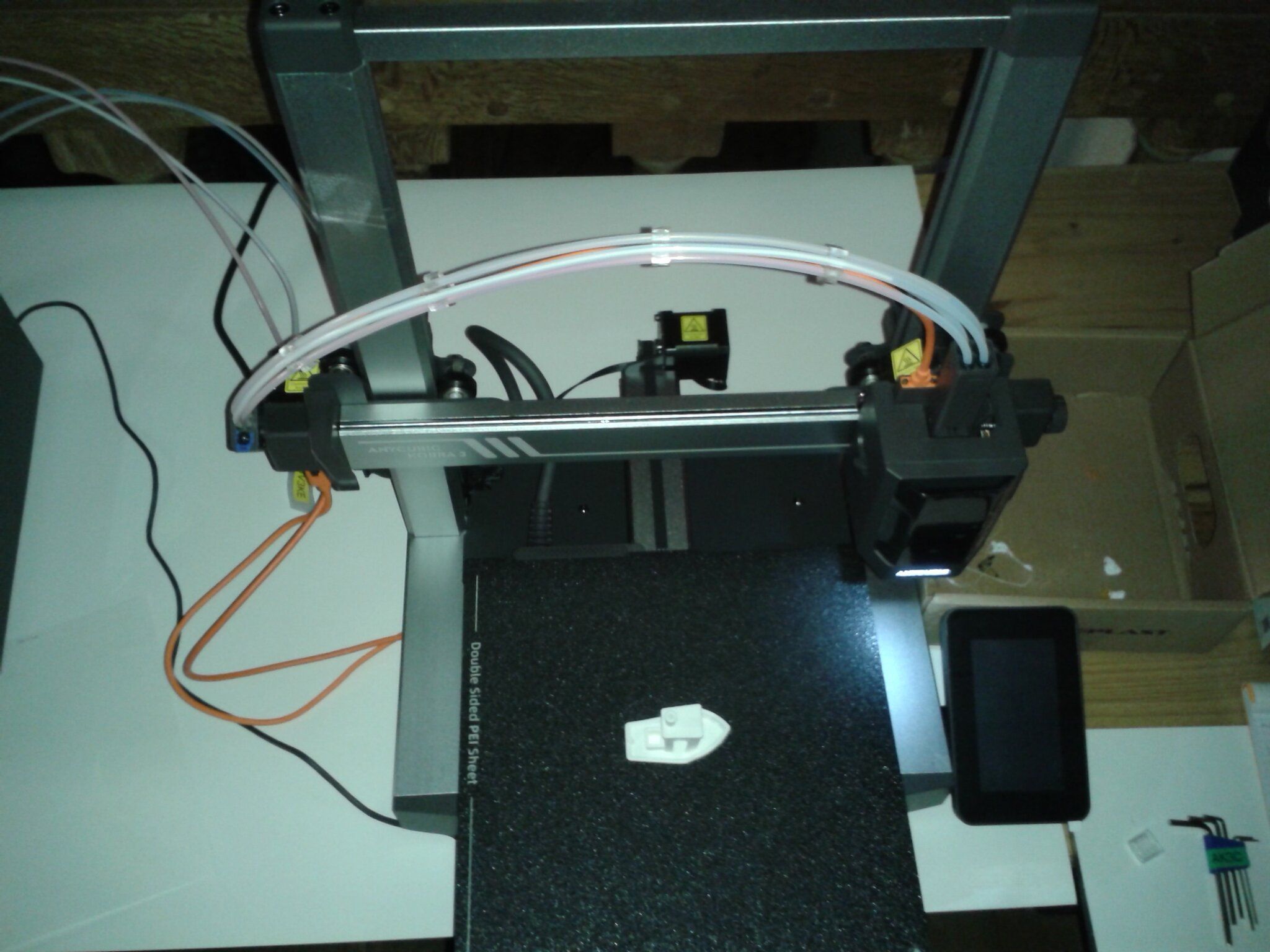
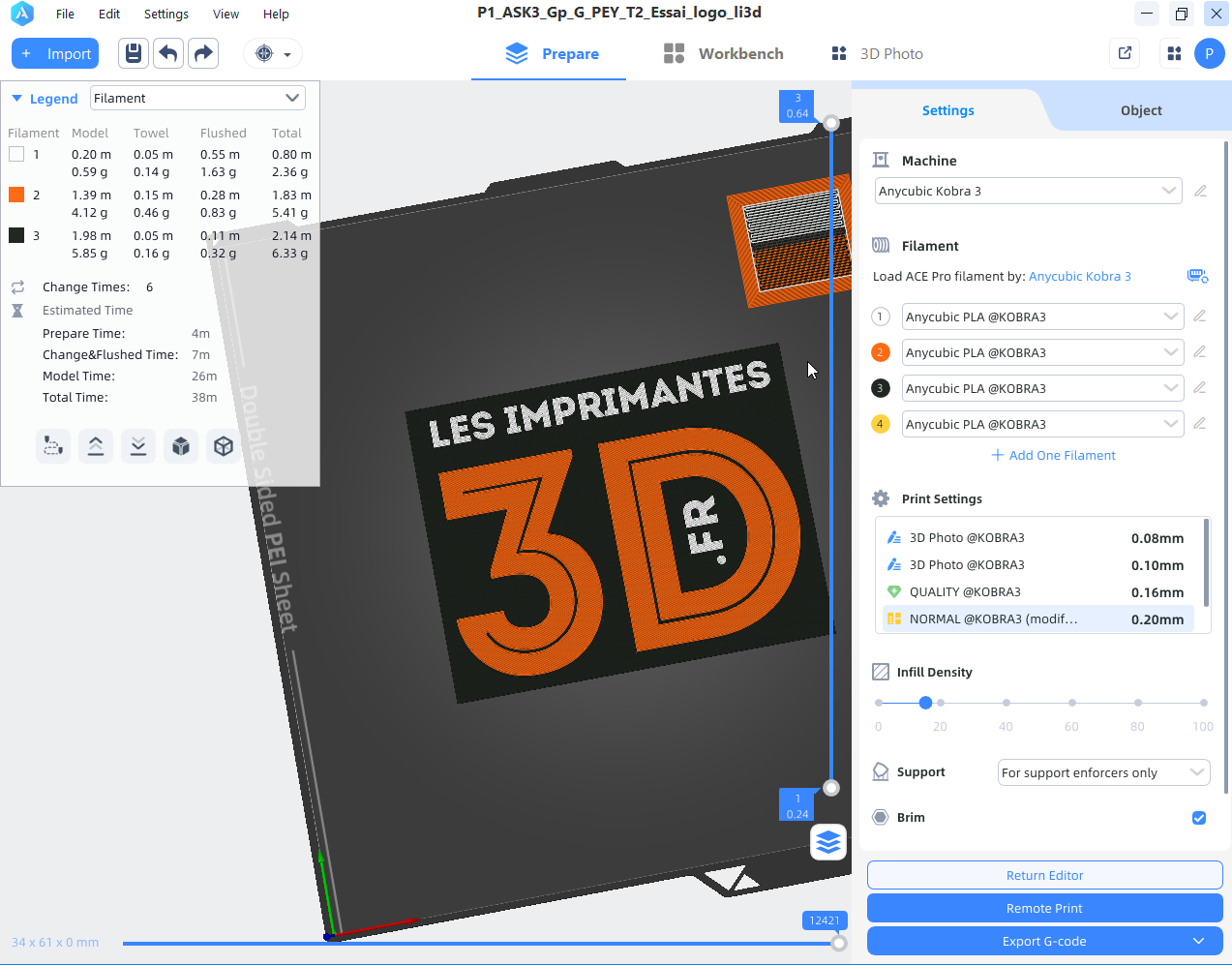
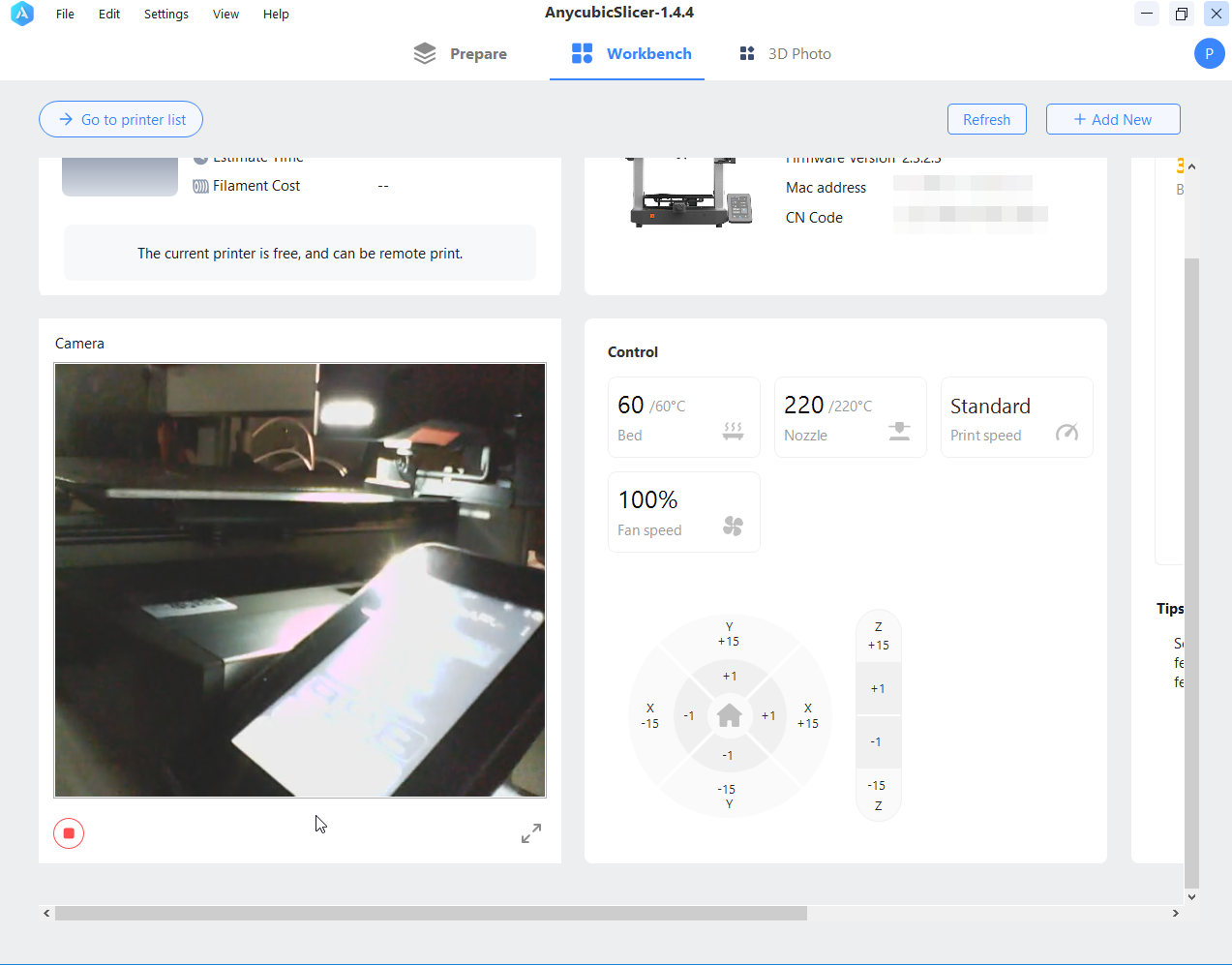
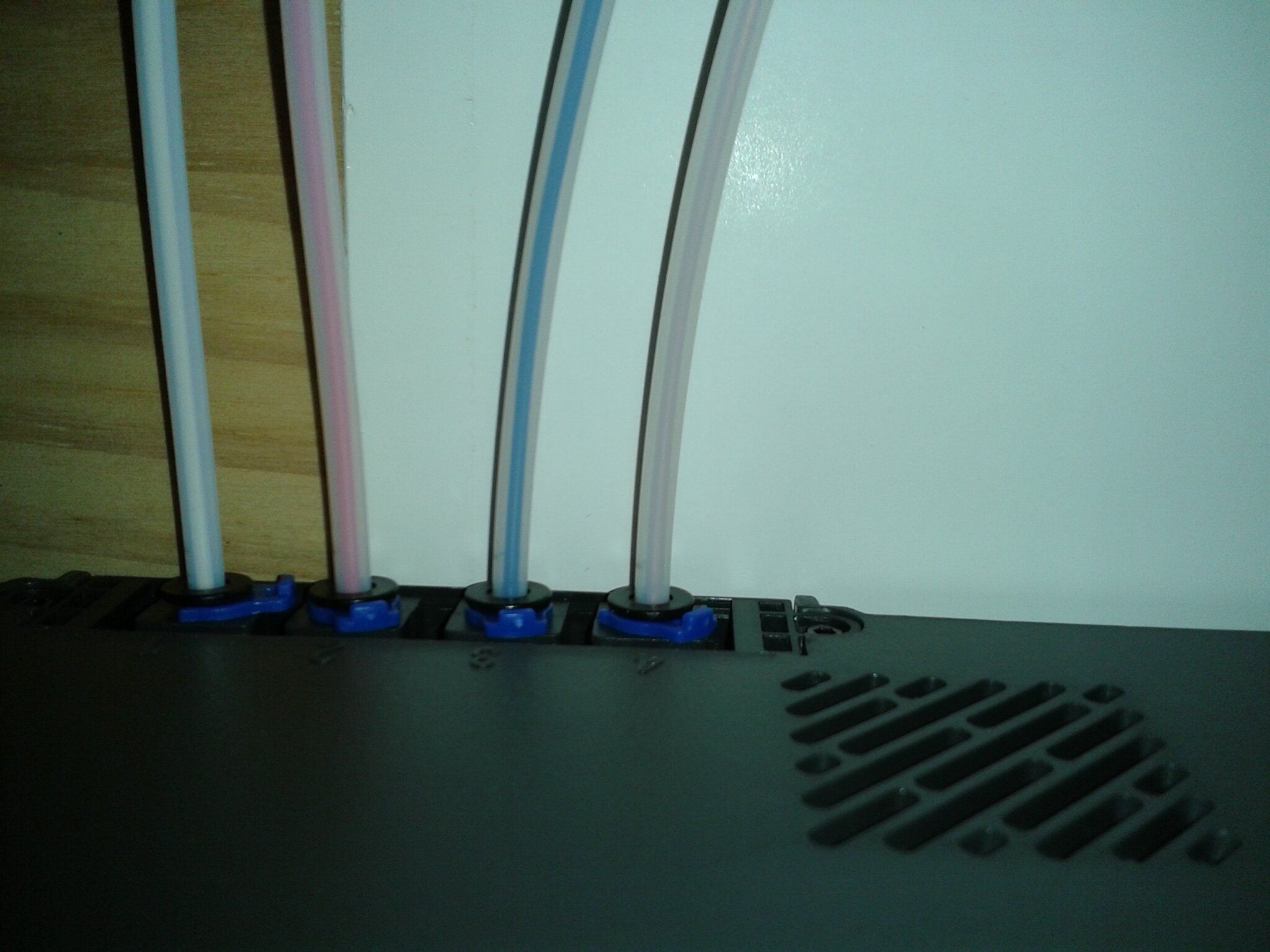
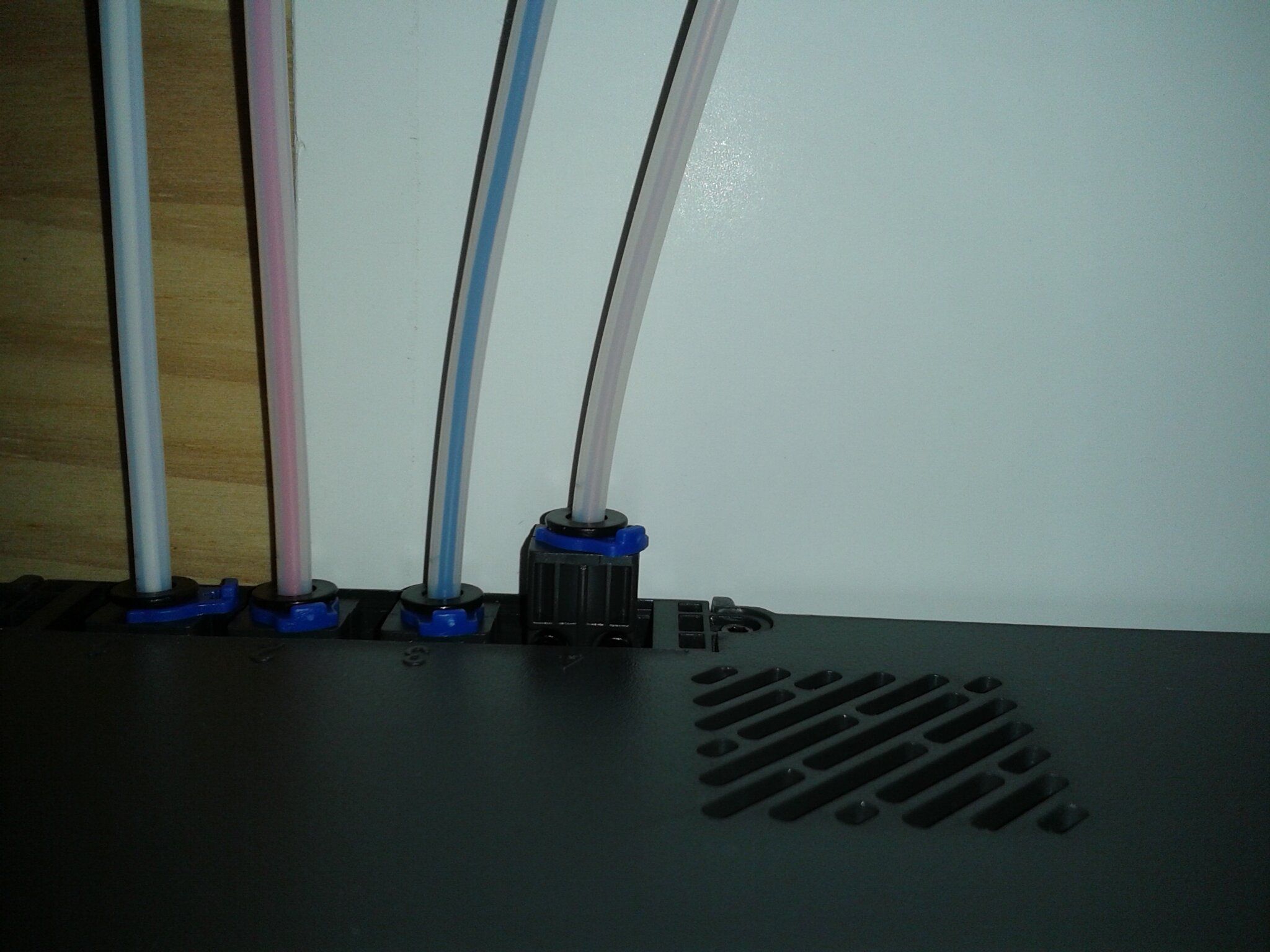
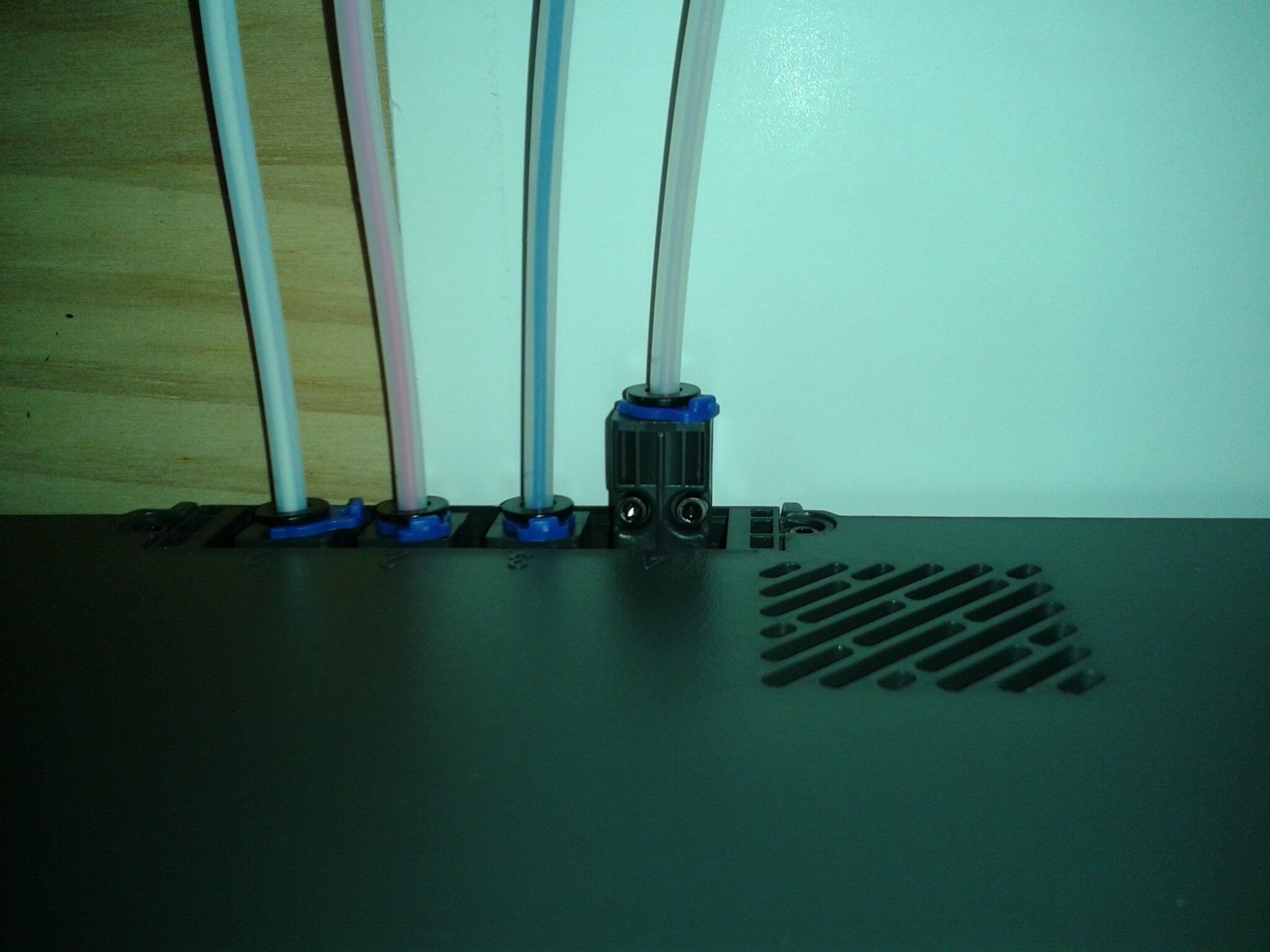
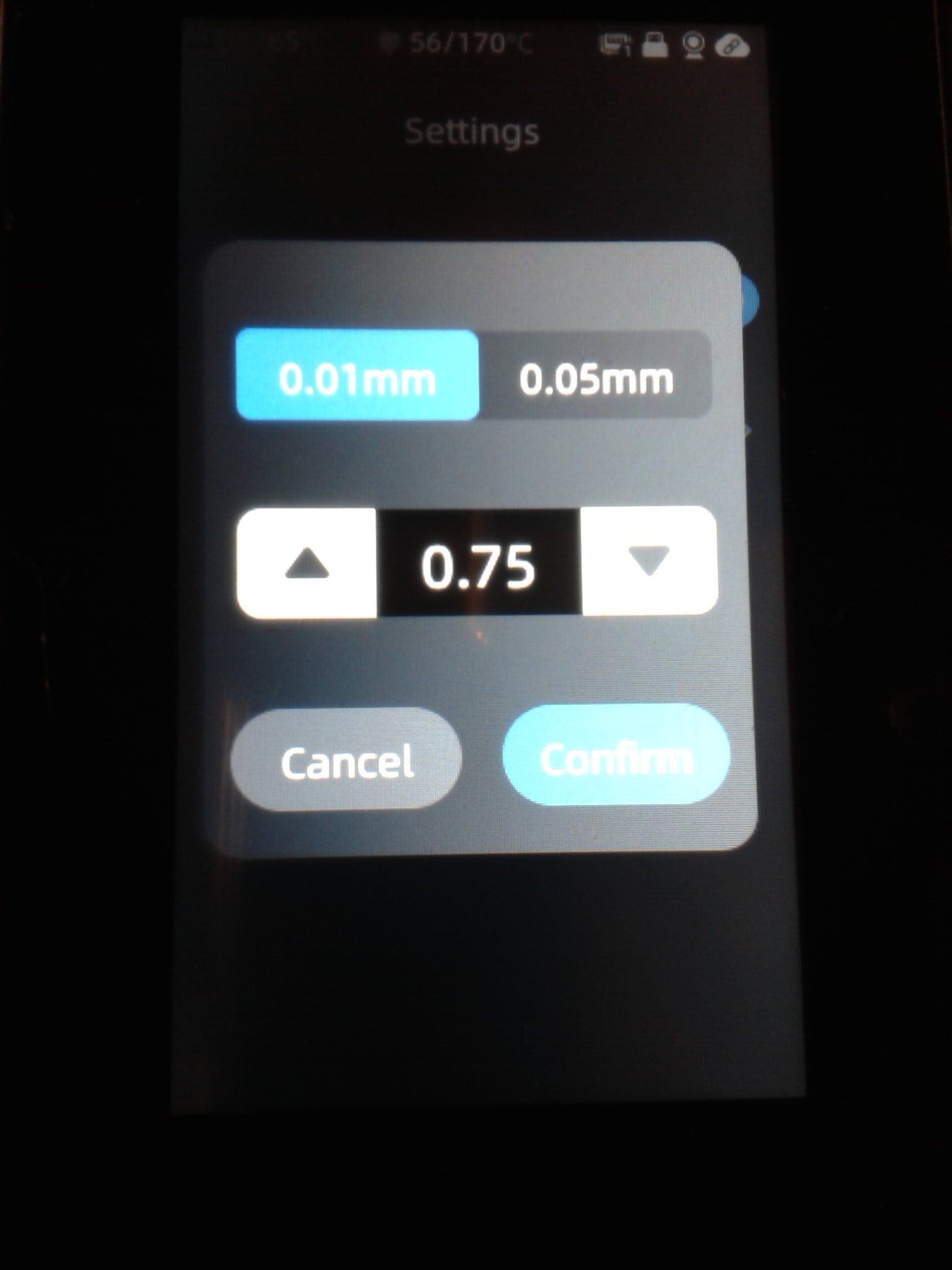
Mise à jours du firmware de la Kobra 3 "V2.3.2.3_1.1.6_1.1.6_release" au lieu de la "V2.3.1.3_1.1.6_1.1.6_release" et du ACE effectués via Wi-Fi. "V1.3.76" au lieu de la "V1.3.73" Impression d'un autre fichier en mémoire de la machine il aurait fallu que j'ajuste le Z-Offset, car couche initiale vraiment trop écrasée sur le plateau (un petit bruit de frottement du nez de la buse sur le revêtement texturé du plateau ), mais le temps que je trouve/accède à l'option, la couche initiale était déjà finie. Le Z-Offset valait 0.25 ( c'est le contact entre le nez de la buse et le plateau qui semble faire le Z=0, mais étrangement il y a un Z-Offset qui ne vaut pas 0.0 et je ne sais pas d'où il vient… sauf, peut-être, comme il ne semble pas y avoir d'essuyage de la buse comme sur la Ender-3 V3 (avec de multiple palpage avant et après essuyage ) pour avoir un contact avec le plateau sans résidus sur le nez de la buse, ils ont mis au pif 0.25 plutôt que de retravailler la macro pour affiner la mesure avec plusieurs mesures avant et après essuyage… mais impossible de savoir, car le firmware est verrouillé comme sur la Kobra 2 Pro (aucun ports ouvert en écoute, pas d'interface web, ni mainsail, ni fluidd ) ( EDIT > En fait il y a un bug du firmware et si l'on modifie manuellement le Z-Offset après cela bug la mesure automatique du Z-Offset lors des prochaines impression. Il faut réinitialiser le firmware et ne plus ajuster manuellement le Z-Offset pour ne plus avoir à bidouiller le Z-Offset en début d'impression. Voir le commentaire suivant ) ) Puis avec Anycubic Slicer v1.4.4 je suis passé à une impression d'un de mes modèles multi-couleur du logo de lesimprimantes3d.fr https://www.makeronline.com/en/model/logo-lesimprimantes3dfr---multi-couleur---par-sous-objets/17269.html P1_ASK3_Gp_G_PEY_T2_Essai_logo_li3d.3mf Là pour le premier essai, j'ai eu le temps de mettre le Z-Offset à 0.70, mais j'ai eu le droit à une coupure de courant (non volontaire, tout le quartier a sauté quelques minutes) au redémarrage, on a bien un écran qui propose la reprise, mais la reprise (après avoir chauffé a 175°C, la tête se parque, chauffe a 230°C, flush, éjecte le filament, recharge le filament, reflush, ... ) ne reprends pas exactement là où cela a stoppé (il m'a semblé que cela a repris à la couche suivante, d'où certaine zone en sous extrusion, car il manque un morceau de couche pour le "Or Jaune" ) et forcement, il y a le point d'arrêt où lors de la coupure de courant la buse a suinté qui donne un défaut. Étrangement même fichier, seconde impression avec juste un changement d'une affectation de bobine pour une des couleurs ( du "Orange Eryone" au lieu du "Or jaune ArianePlast") là la couche initiale n'est vraiment pas suffisamment écrasée, je retrouve le Z-Offset a 1.15 en allant dans les options… je le remets a 0.70 et stop l'impression. Troisième impression, même fichier d'impression. (j'ai passé le Z-Offset de 0.70 a 0.75 après le début de la partie en orange, pour avoir une couche initiale moins écrasé, mais c'était encore un poil trop.) Sinon la clé USB de 4 GB fournie avec ma machine parait foireuse ( mes PC l'ouvrent une fois sur trois à l'insertion dans le port USB, la table d'allocation des fichiers semble déconner une fois sur deux quand le montage se fait… je trouve par exemple dans un sous dossier "Files_English_Anycubic Kobra 3 combo/Anycubic Slicer" le contenu suivant puis, au montage réussi suivant, sur un autre PC même chemin, je trouve ) Ajout > Ma Caméra Logitech C170 semble fonctionner Et étrangement à l'arrière du ACE sur l'une des sorties des filaments, lorsqu'il alimente en filament l'imprimante, il y a un genre de grincement (couinement d'un frottement de plastique) avec le mouvement de ce qui semble être une "sorte de buffer à filament" / "déclencheur de sortie de filament quand revient en position initiale" "grincement" "grincement" ( l'ACE pousse le filament, le buffer / la sortie, ressort du ACE, et cela grince à chaque déplacement de cette sortie sur ressort quand cela imprime. Quand cette sortie reprend sa place, cela déclenche le ACE pour faire avancer ~ 3 cm de filament de la bobine… et donc cela se remet à grincer et ainsi de suite ... mais étrangement quand je tire le truc à la main cela ne fait pas de grincement, seulement quand cela imprime)




















 4 points
4 points -
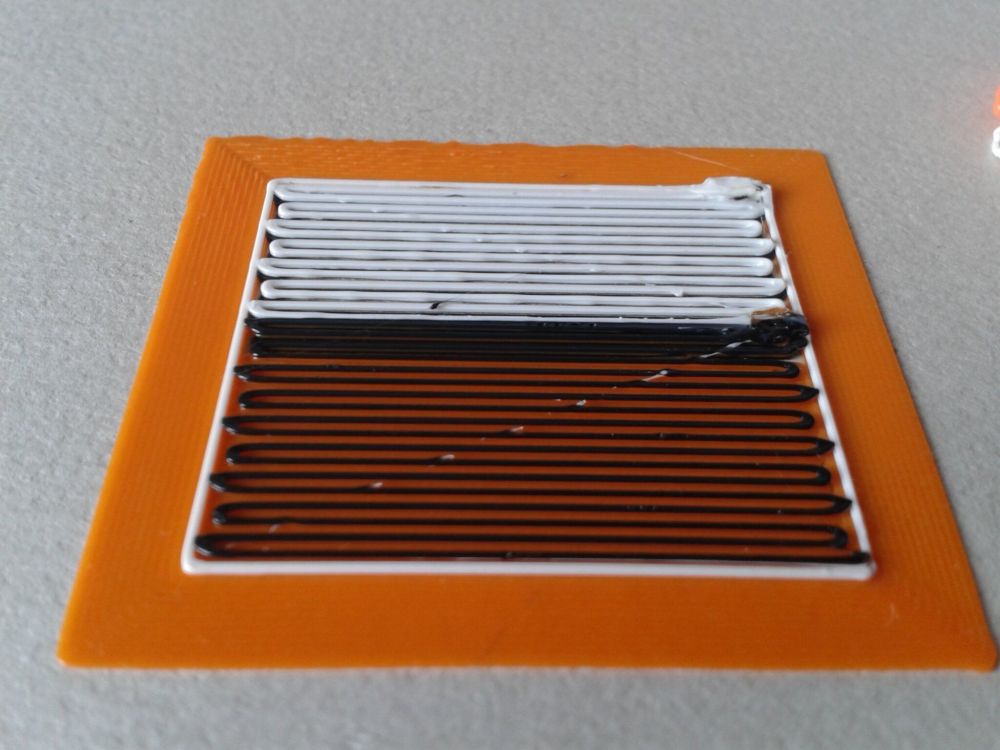
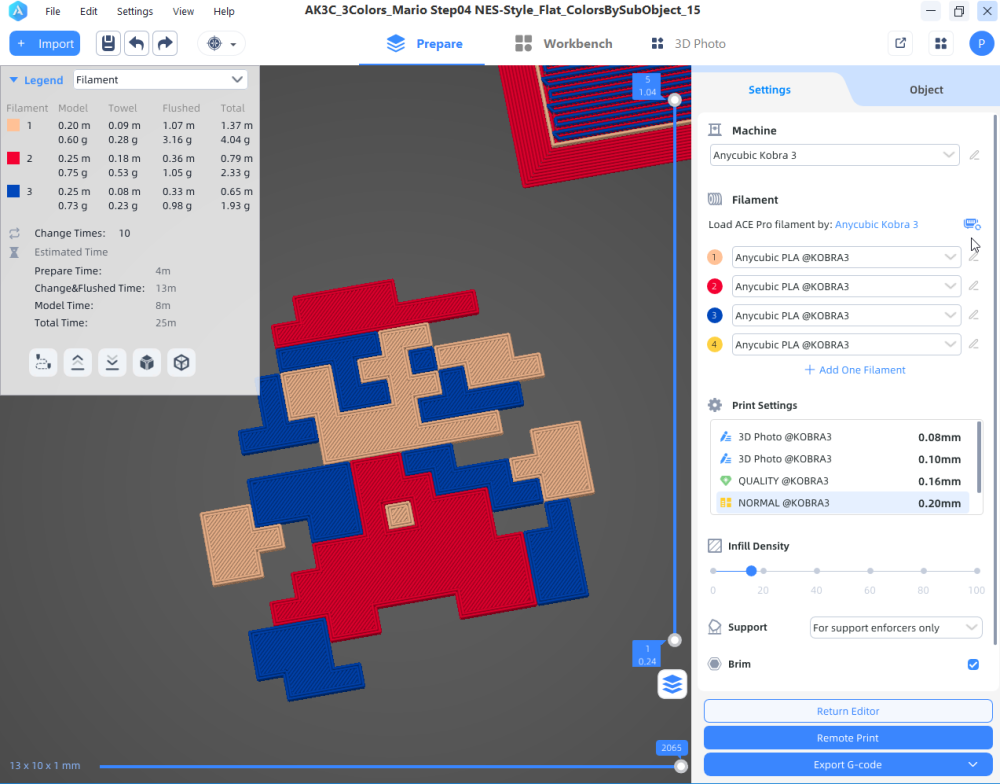
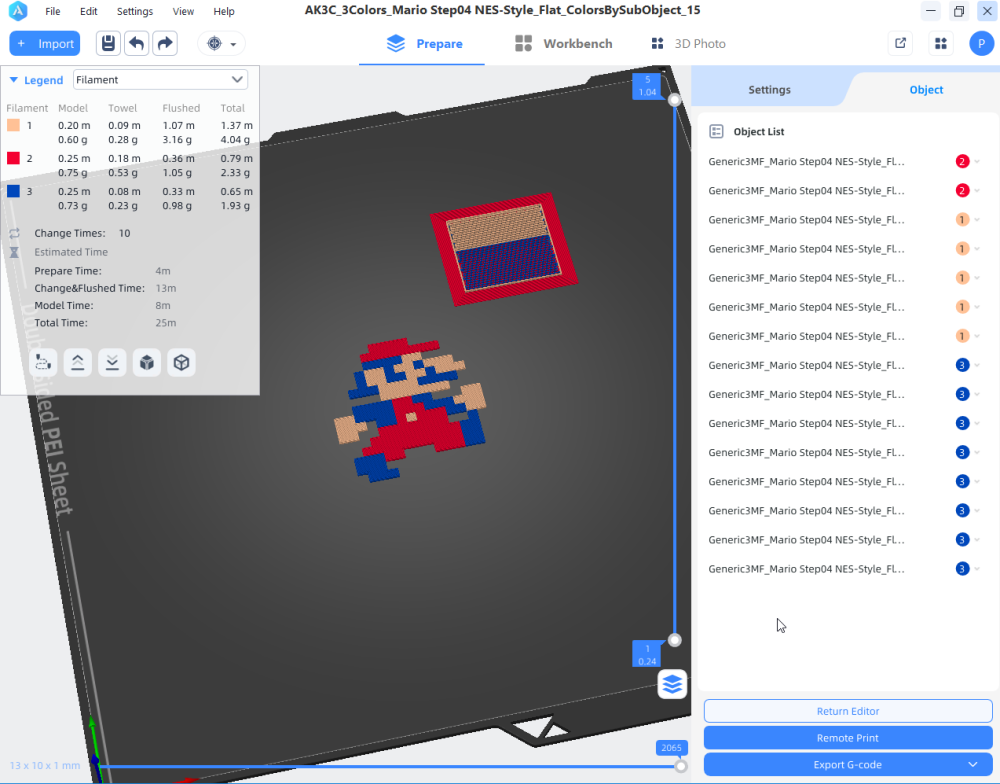
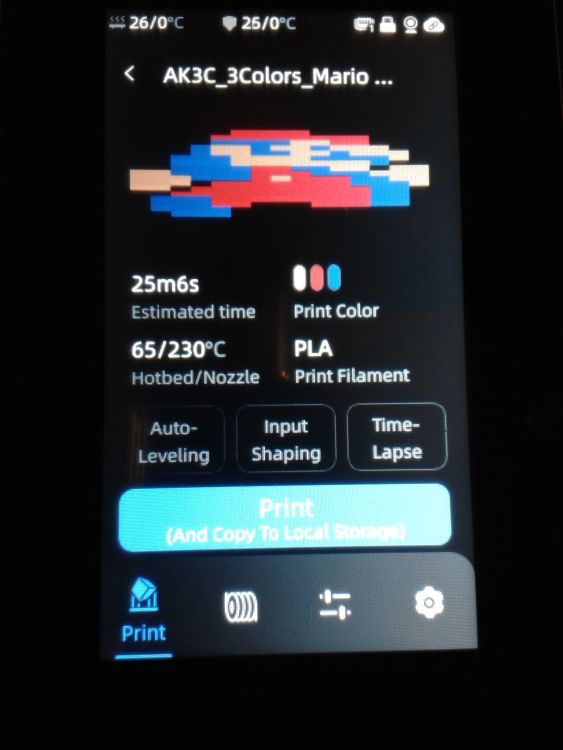
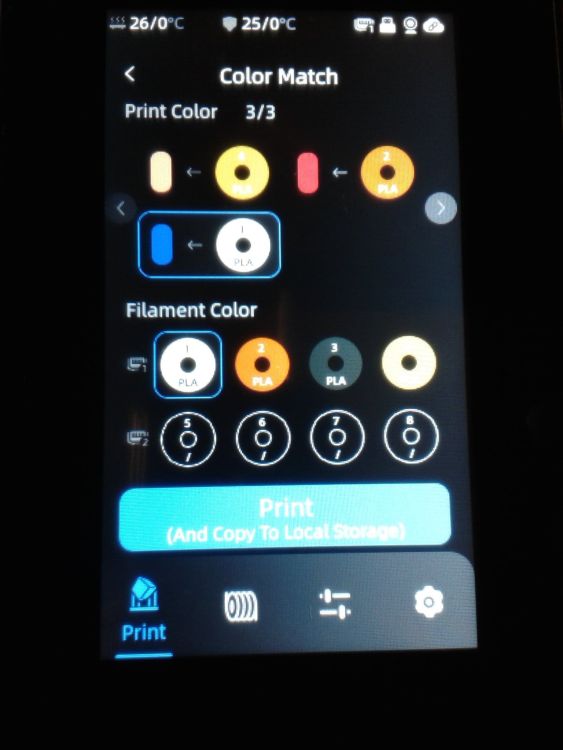
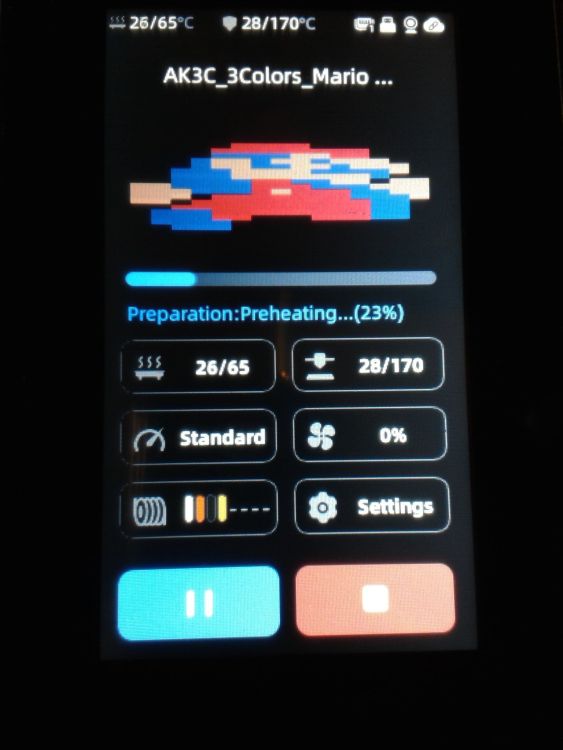
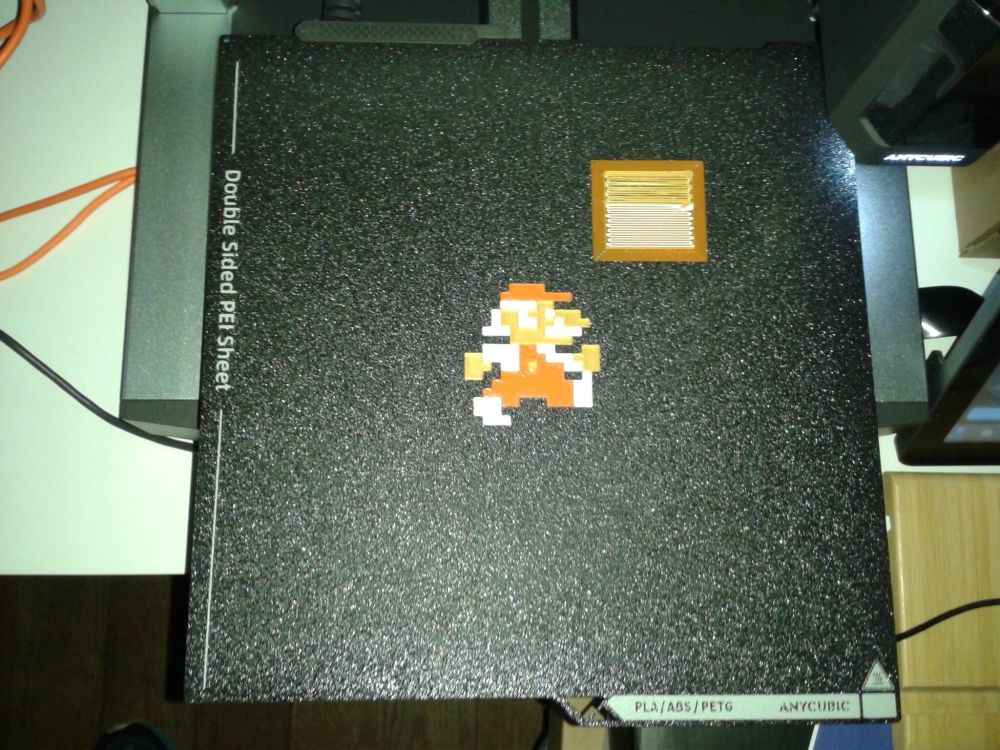
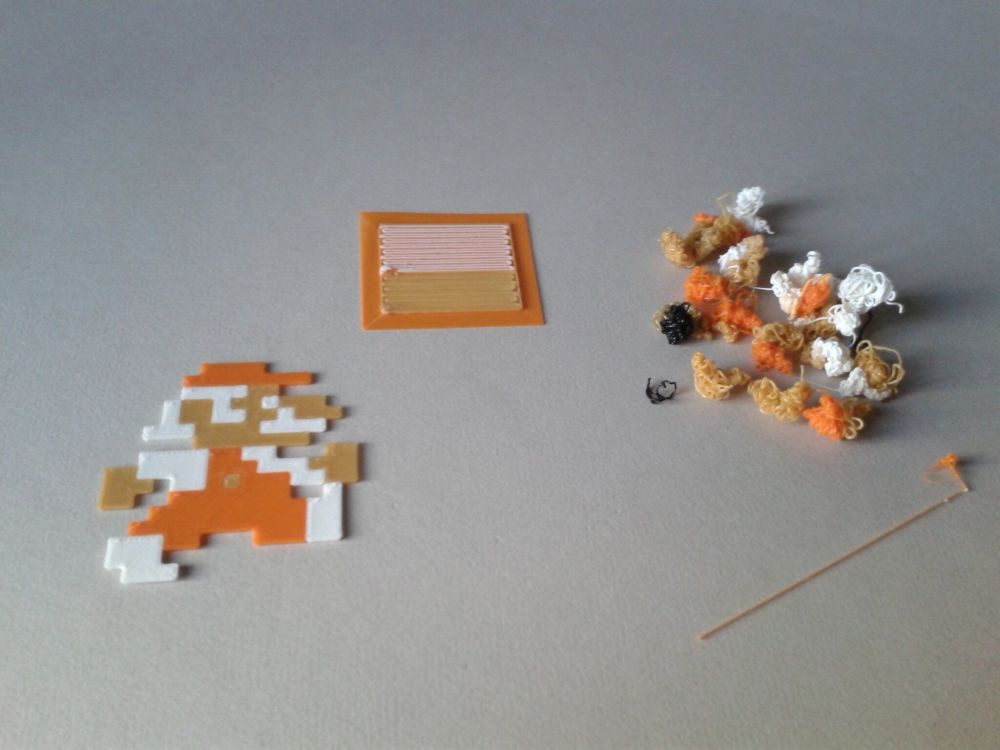
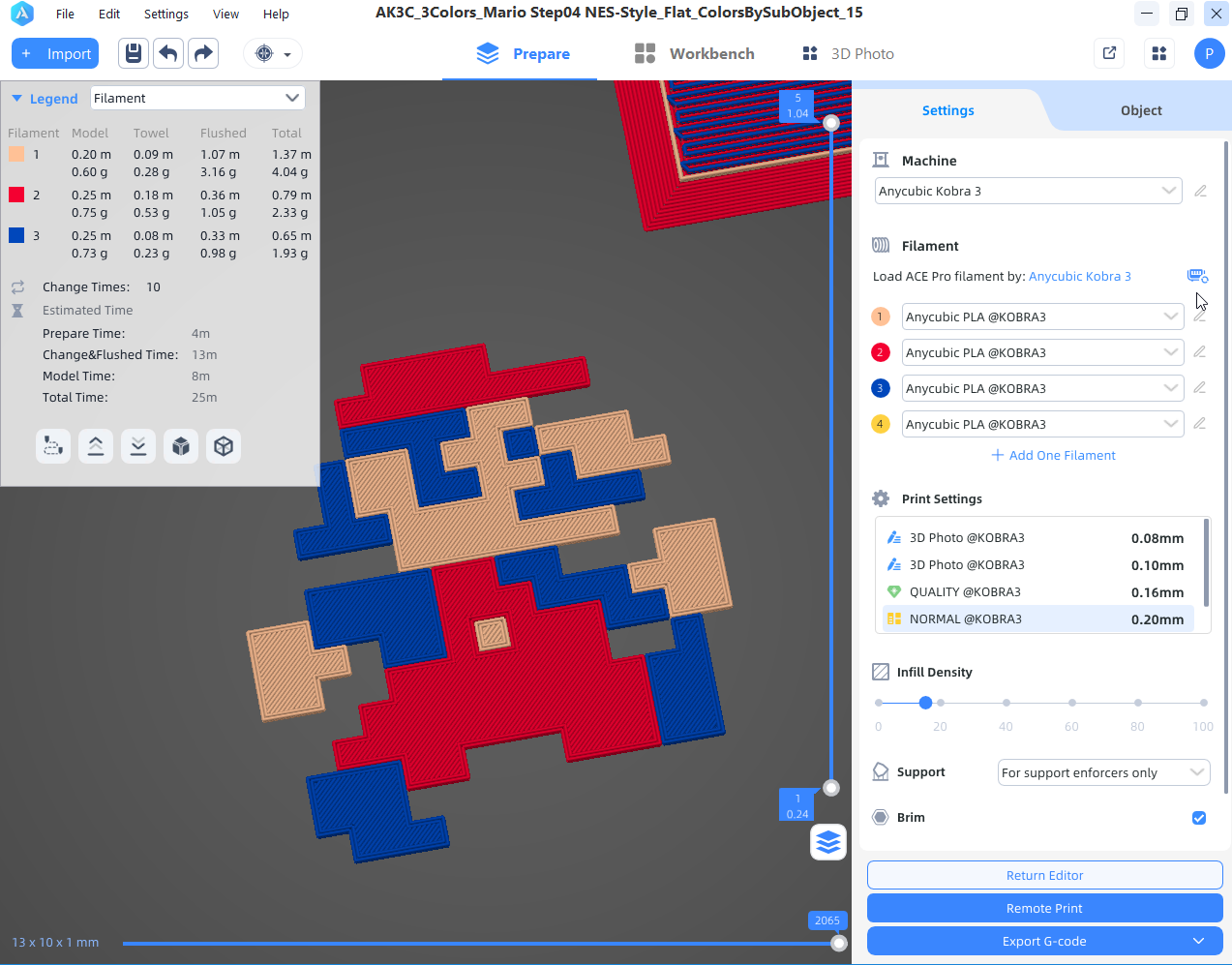
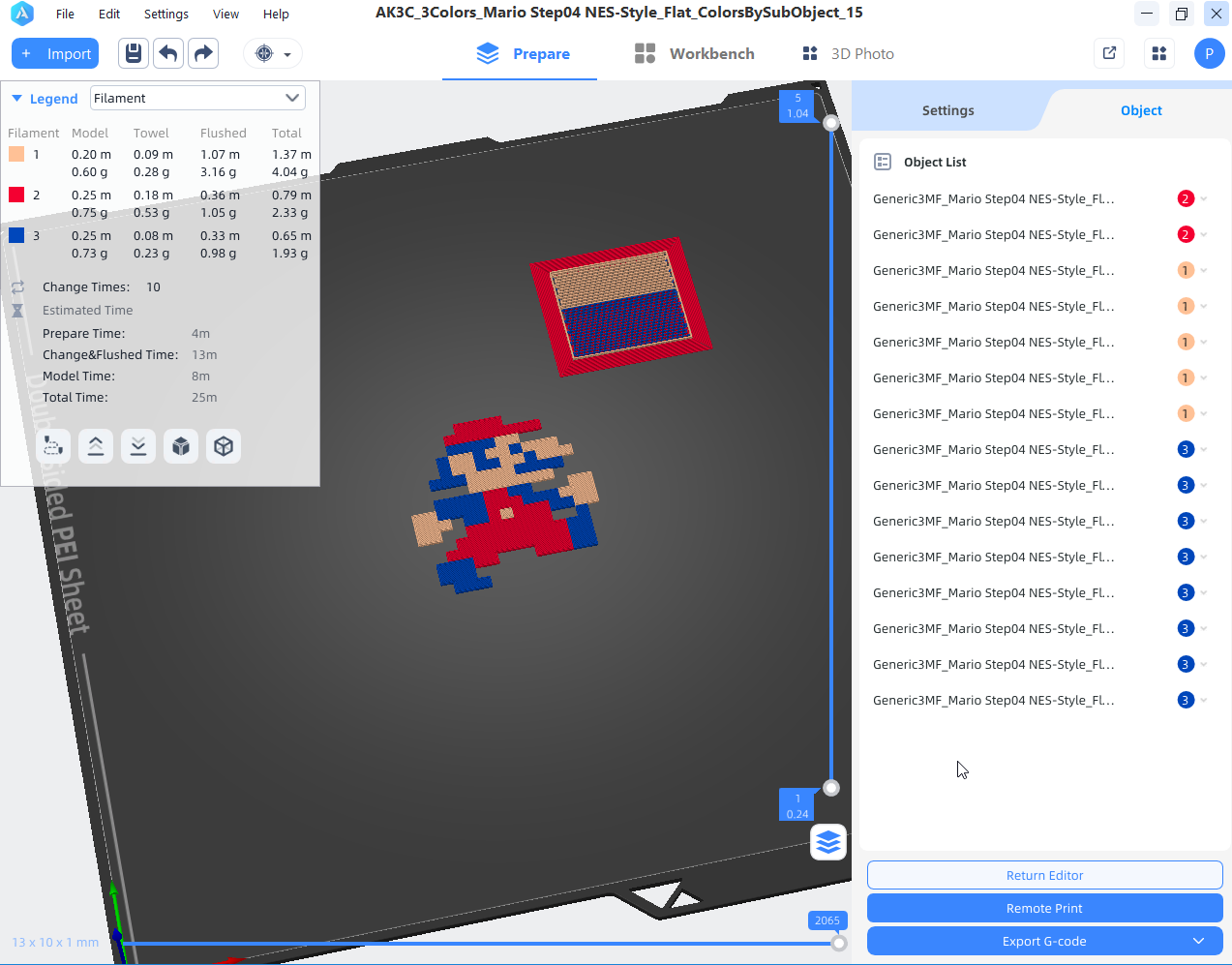
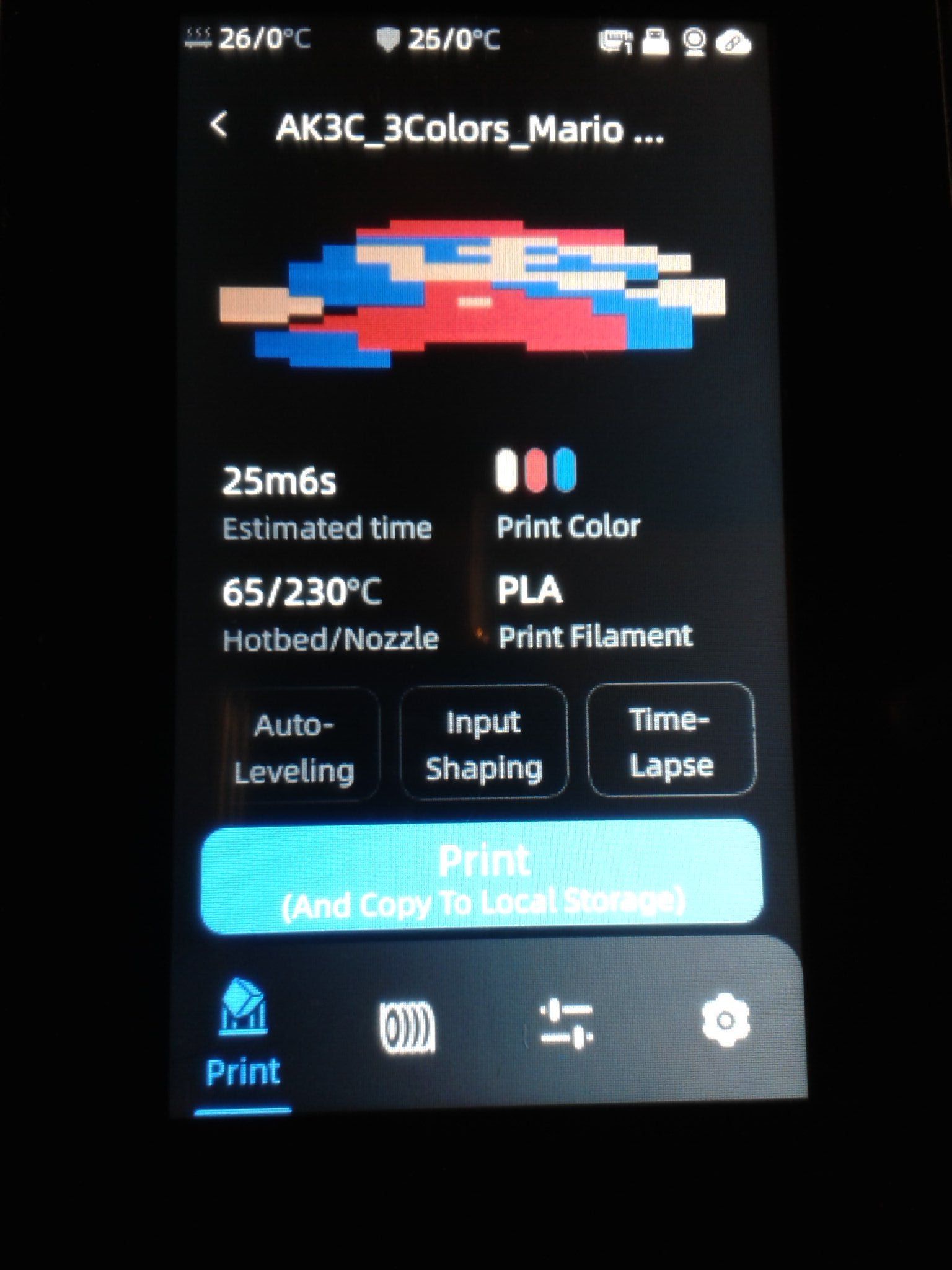
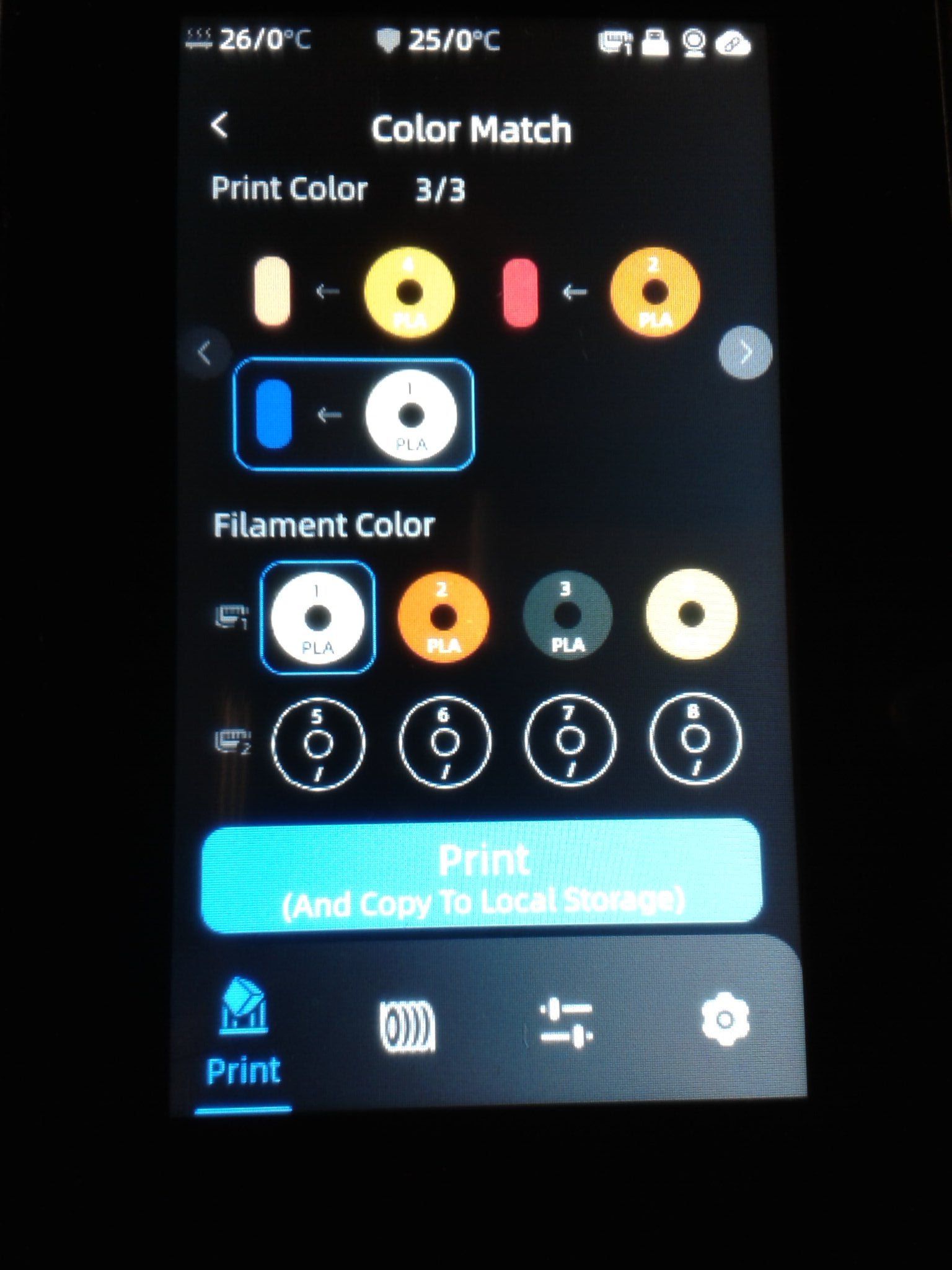
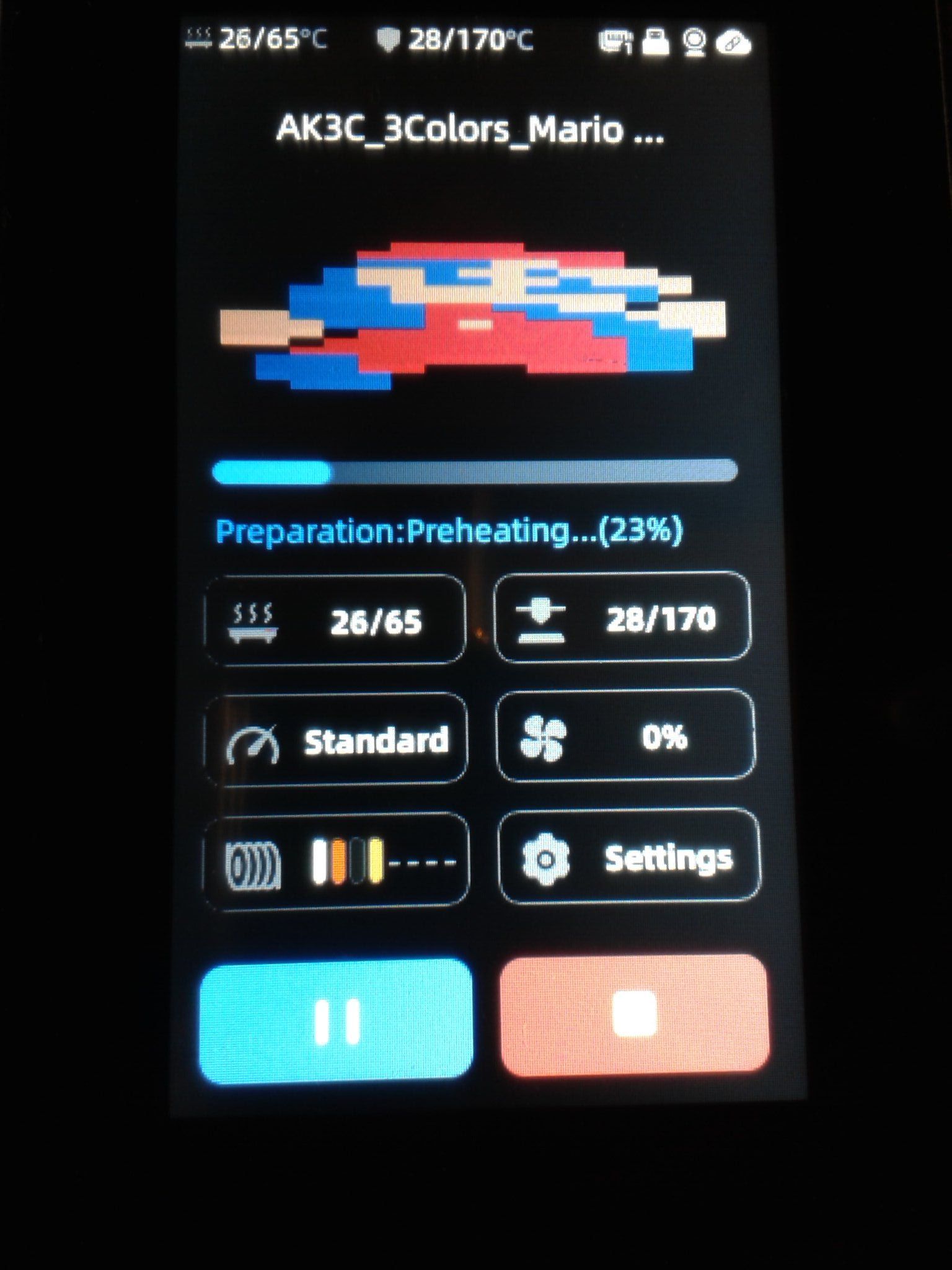
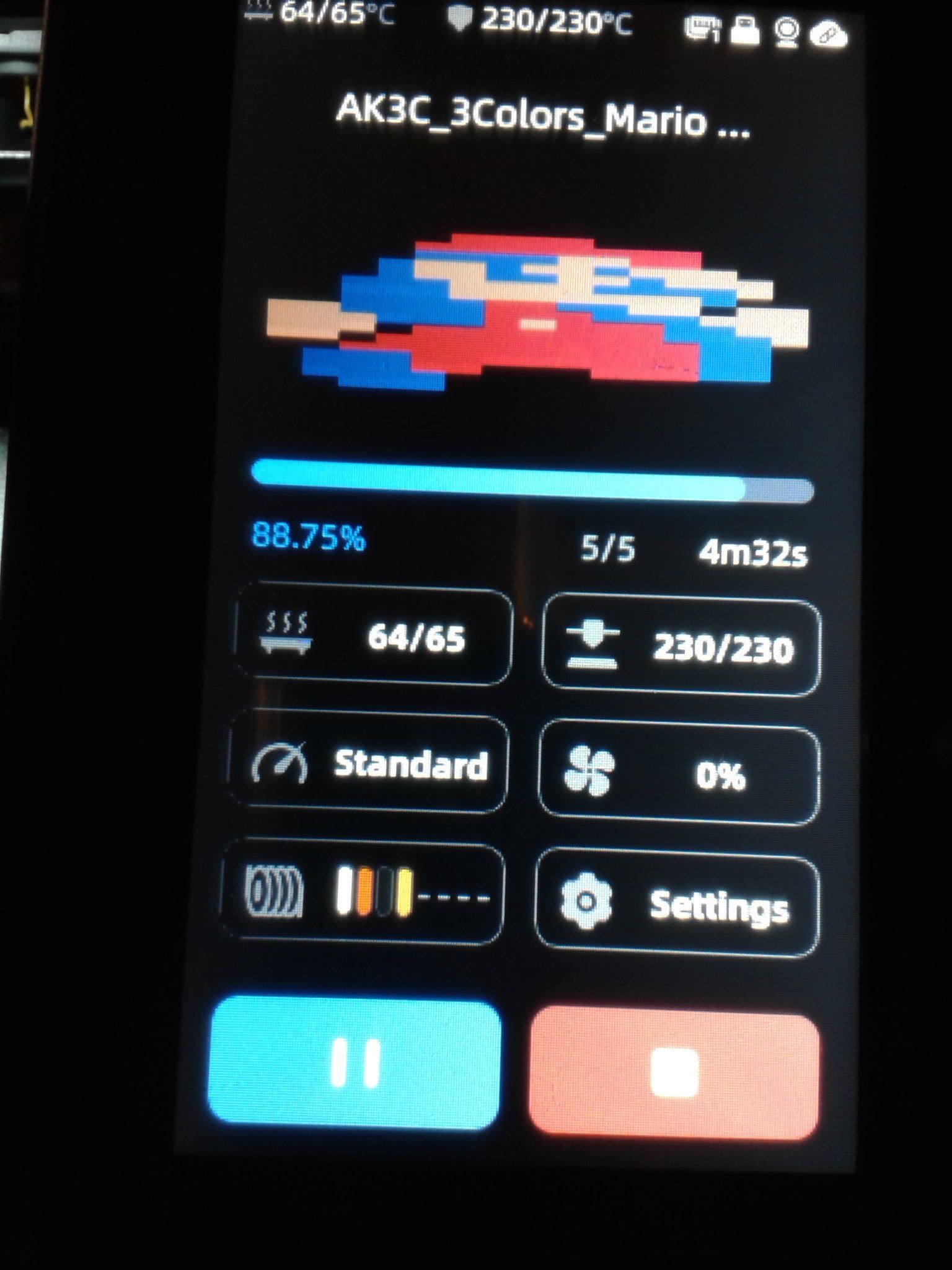
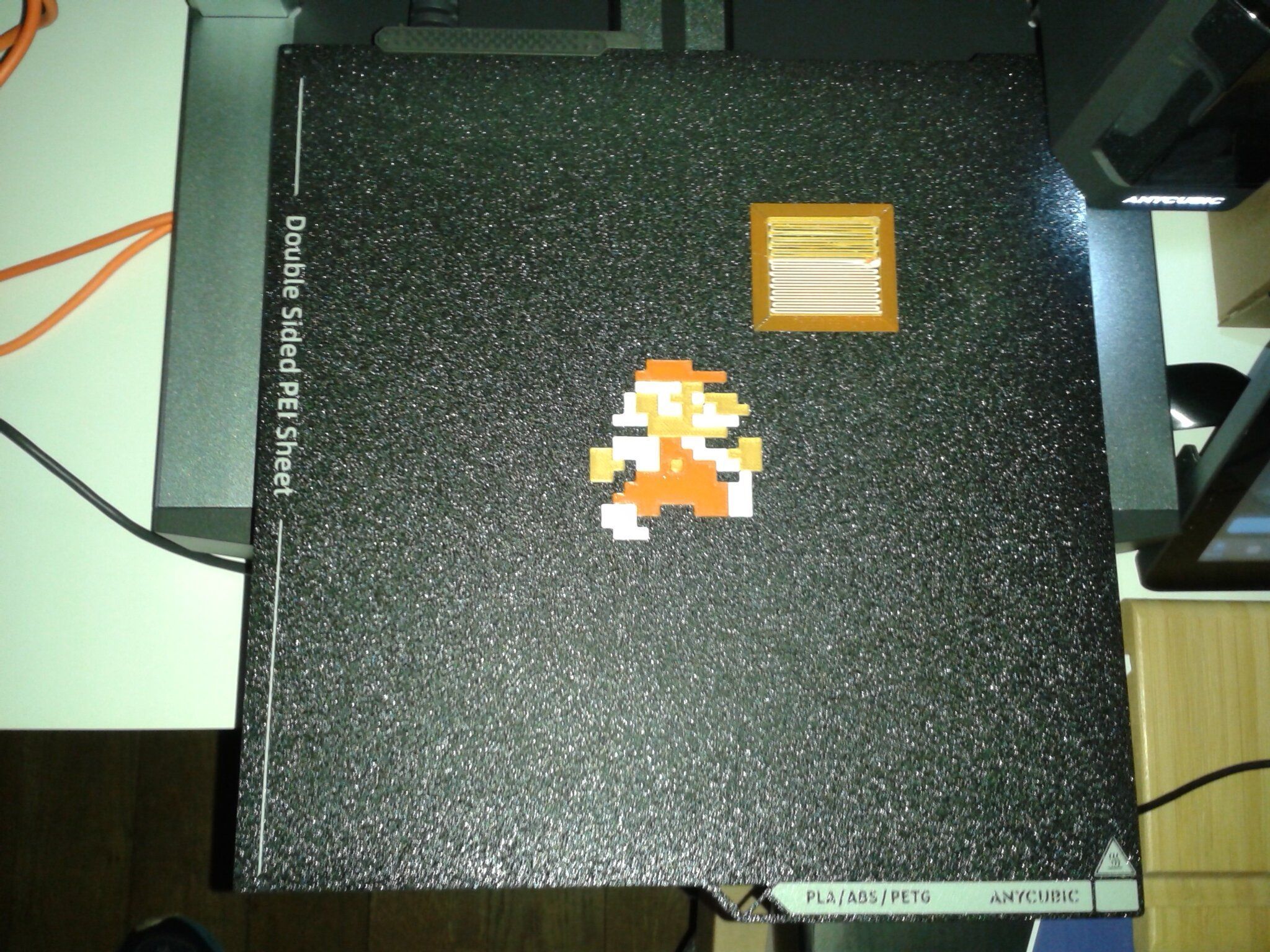
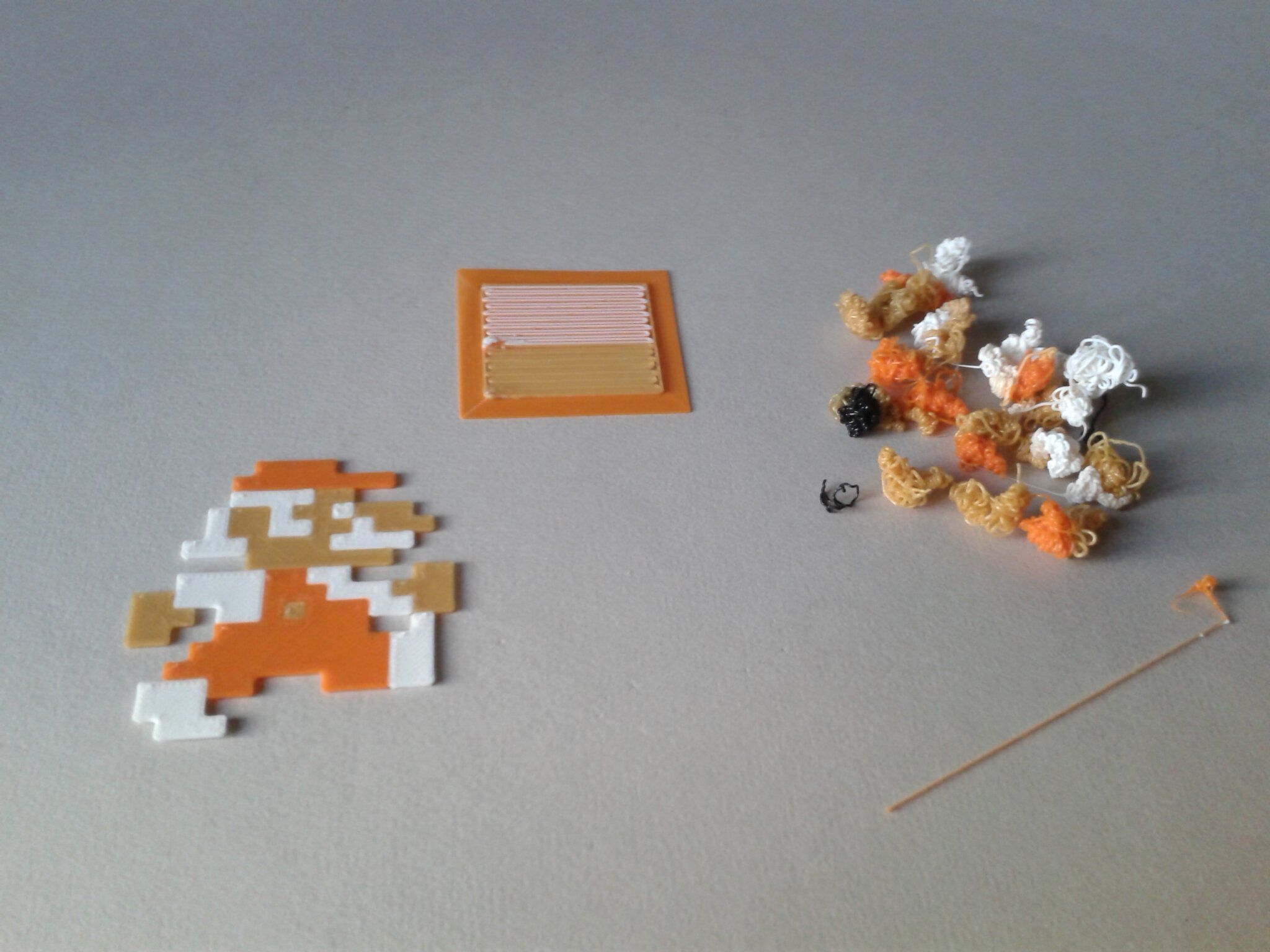
Comme je n'ai jamais joué avec une BambuLab, pour moi, c'est de "la techno, du futur !" ( mais oui, je suis probablement dans un futur un poil en retard ) Pour rester dans le thème du "retro 3D printing", un pixel art de "retro gaming" https://www.makeronline.com/model/mario-step04-nes-style,-with-3-colors-(multi-color-by-sub-object)/2250.html Forcement, j'ai eu la flemme de changer les bobines dans le ACE ... donc ce sont pas les couleurs qu'il faudrait… Mais c'est sympa tout de même. Bon là le Z-Offset n'a pas bougé dans les options (toujours a 0.75) mais physiquement, vu le résultat d'impression, je dirai qu'il était cette fois un poil trop grand... Donc pour des impressions qui utilisent une grande surface de plateau sur seulement quelques couches (ici 5 couche de 0.20 mm donc sans remplissage) il me reste à ajuster les débits pour chacun de mes filaments et à trouver comment faire pour ne pas avoir à jouer du Z-Offset ( car le Z=0 physique semble légèrement changer ) en début de chaque impression…



 3 points
3 points -
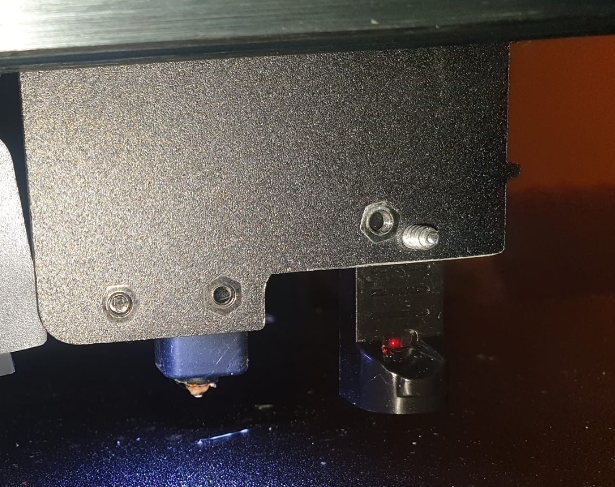
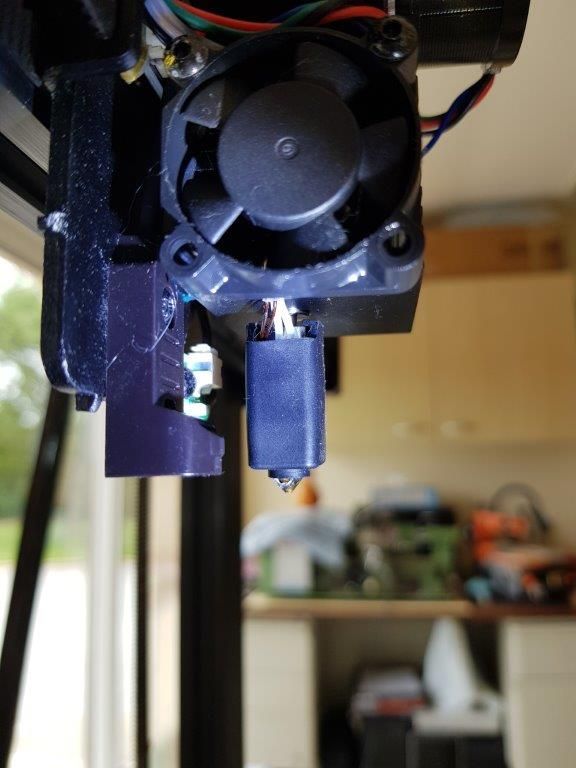
Il me semble (mais à vérifier, car je n'ai pas encore démonté la tête ou le plateau) que c'est un capteur de pression ( jauge de déformation ) juste au-dessus du radiateur de refroidissement du heatbreak dans la tête d'impression. (il y a contact du nez de la buse avec le plateau lors d'un Home Z, et si on vient, lors du Home Z, essuyer le nez de la buse avec un Sopalin au moment où la tête descend, alors, car il y a eu contact/appuis avec le Sopalin sur le nez de la buse, la tête remonte un peu puis recommence à descendre (lors du Home Z le nez vient normalement faire plusieurs appuis (4) sur le plateau) Je n'ai pas encore démonté le plateau. Mais il me semble y avoir juste un accéléromètre et riens de plus. Et même s'il y a un truc de nettoyage du nez de la buse en haut du support de la plaque flexible magnétique, ( avec le firmware actuelle) il ne me semble pas y avoir de mesure du Z=0 après nettoyage de la buse ... ( pas de multiple contacte du nez de la buse avec le plateau après la phase de nettoyage du nez de la buse (comme s'ils avaient foiré l'ordre dans leur macro ou oublié de faire le Z=0 précis comme fait sur la Ender-3 V3 après essuyage de la buse sur le plateau) , mais début de la purge / chargement filmant et mise à température d'impression pour rapidement commencer l'impression) j'espère qu'ils vont rapidement faire une correction de cela dans une prochaine mise à jour du firmware ou nous donner accès a l'OS via SSH et/ou au fichier de config Klipper pour corriger nous-mêmes. (Pour la Kobra 2 Pro en gros, il y avait un délai d'un mois entre chaque sortie de mise à jour du firmware. Et ça, c'est plutôt frustrant quand le firmware et config Klipper sont verrouillés)


 2 points
2 points -
Bonjour, Tu rajoutes la ligne ci-dessus en rouge dans le gcode de fin. M140 S0 ;. https://marlinfw.org/docs/gcode/M140.html Il y a un M104 S0 qui fait office PS : le M141, c'est pour la température de la chambre qui n'existe pas sur la kobra plus, juste un lit au grand air !!!2 points
-
Bonjour, Ajoute juste en dessous du 1er M117 du gcode de fin M140 S0. Je ne vois pas non plus d'instruction pour éteindre le chauffage de la buse, donc je mettrais aussi après le 1er G1 un : M141 S02 points
-
Si je calcule bien : dont 2.8 millions rien qu'à l'Oktoberfest en quelques jours. (7 millions de litres )2 points
-
Le lien vers le drive d'artillery avait déjà été donné par @MrMagounet en page 382 points
-
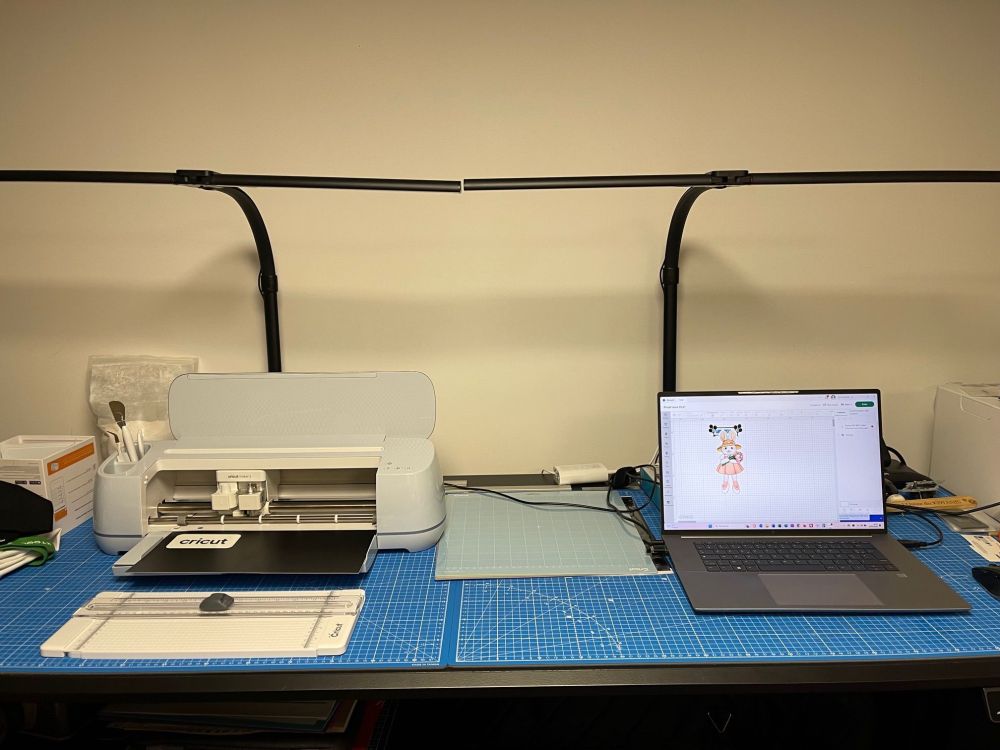
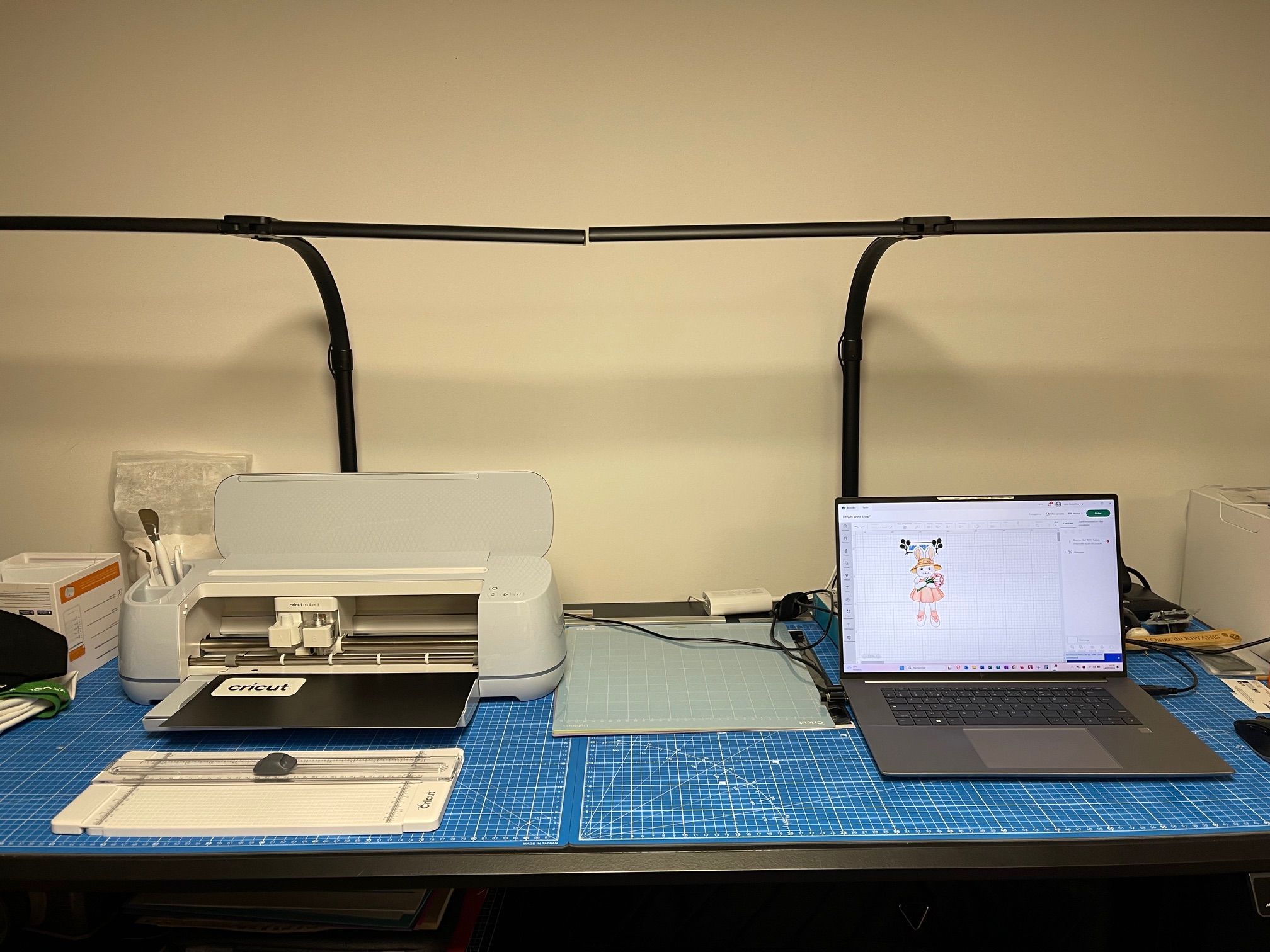
La Cricut Maker 3 est arrivée hier à la maison avec plusieurs accessoires et de nombreux rouleaux et plaques en vinyl soit avec support pour applications sur des objets, soit thermocollant sans support pour applications à chaud sur des tissus. Premières impressions: Machine robuste, lourde et bien finie, avec des rangements simples bien pensés. La mise en place des outils est précise et ultra rapide, idem pour les feutres et les matériaux. Je suis surpris par le logiciel "Cricut Design Space" très ressemblant à celui de Xtool, mais plus complet dans les fonctions tout en restant aussi simple. L'arborescence à droite me fait penser à Solidworks, on voit toutes les fonctions utilisées, les groupements d'éléments et on peut revenir sur chaque étape sans flinguer toute l'architecture. Les projets gratuits sont assez nombreux et si l'on s'abonne à leur site pour 9€/mois il y en a des dizaines de milliers incluses ainsi qu'une flopée de police de caractères. Ce qui est très intéressant, c'est la possibilité de décortiquer les dessins par couche et de les modifier unitairement ou d'en récupérer un morceau pour un autre projet. Ce sont principalement ma femme et mes filles qui vont jouer avec cette bécane et occasionnellement moi. Je vais peut-être utiliser le logiciel pour récupérer des modèles, les bricoler et les transférer sur Xtool pour graver ou découper (essai bientôt).
 1 point
1 point -
Merci pour le retour @PPAC, j'ai tellement l'impression de faire un bon en arrière que je lis ça...1 point
-
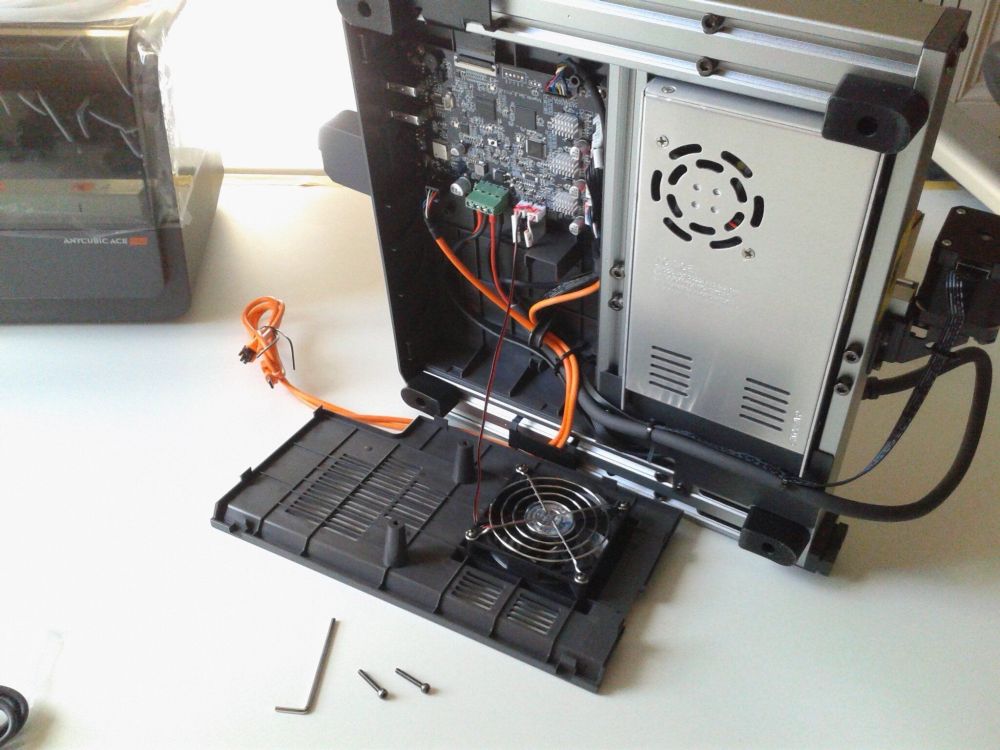
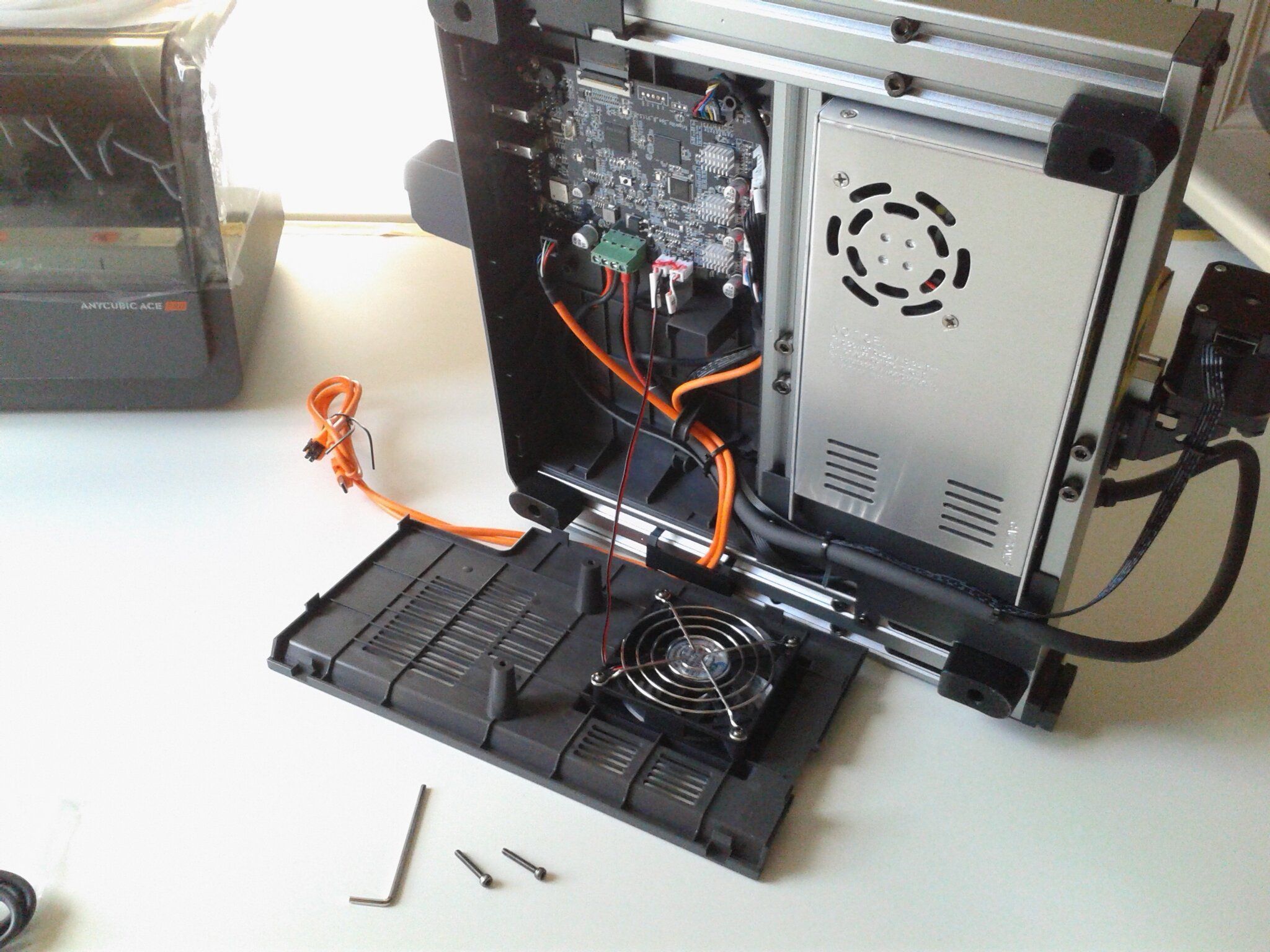
OK, un grand merci à toi, je vais mettre ça dans mes notes, car j'ai taillé la platine et tout remonté, bien sur comme il y avait au moins une bourde à faire le Jean y à plongé droit dedans, les connecteurs sonde de température et fan sont identiques, du coup quand c'est branché à l'envers Klipper n'est pas bien d'accord, re-démonte d'un bout et remise des connecteurs dans le bon ordre. Réglages du bed, à propos la vidéo que tu nous as mis à disposition le réglage manuel du bed est en 7 points moi qui suit toujours avec la version de mars 2024 c'est en 5 points, bref, un petit détail, puis j'ai imprimé mon fichier Bed_level_test (5 carrés, un dans chaque coin et un au milieu) j'ai du retoucher les molettes pendant la couche de bordure, l'impression est bonne, sauf que ça ne mémorise pas ça dans le programme, donc à refaire, cette fois avec ma fiche, car je me mélange les pinceaux entre Z=0 et le Z-offset, du coup ça brouille les cartes Je vous tiens au courant si j'arrive à faire un réglage tip top du beb1 point
-
si cela vous intéresse je donne 2 ADXL345 neuf encore emballés. juste le prix du timbre les 2 première personnes à me contactée par mp seront retenues.
 1 point
1 point -
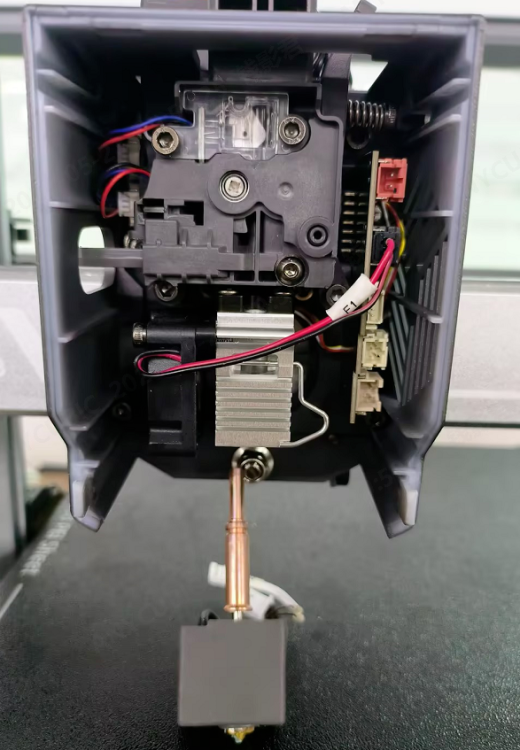
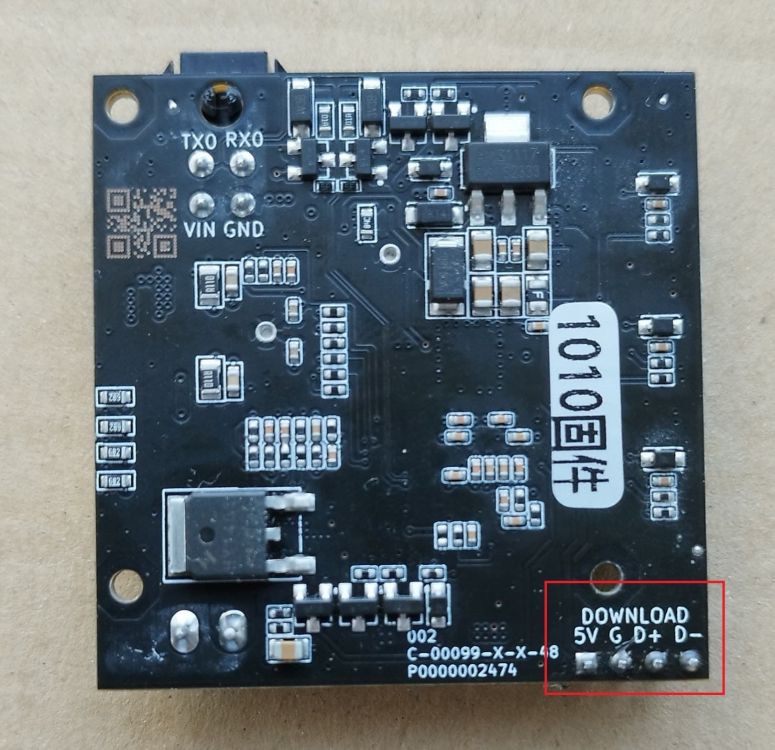
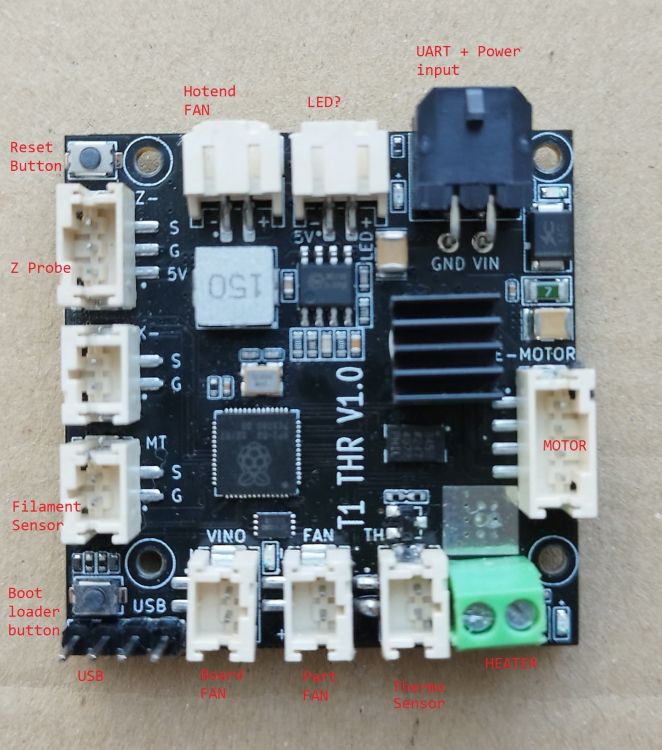
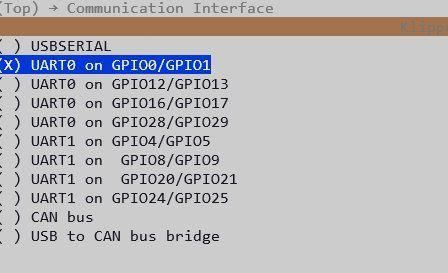
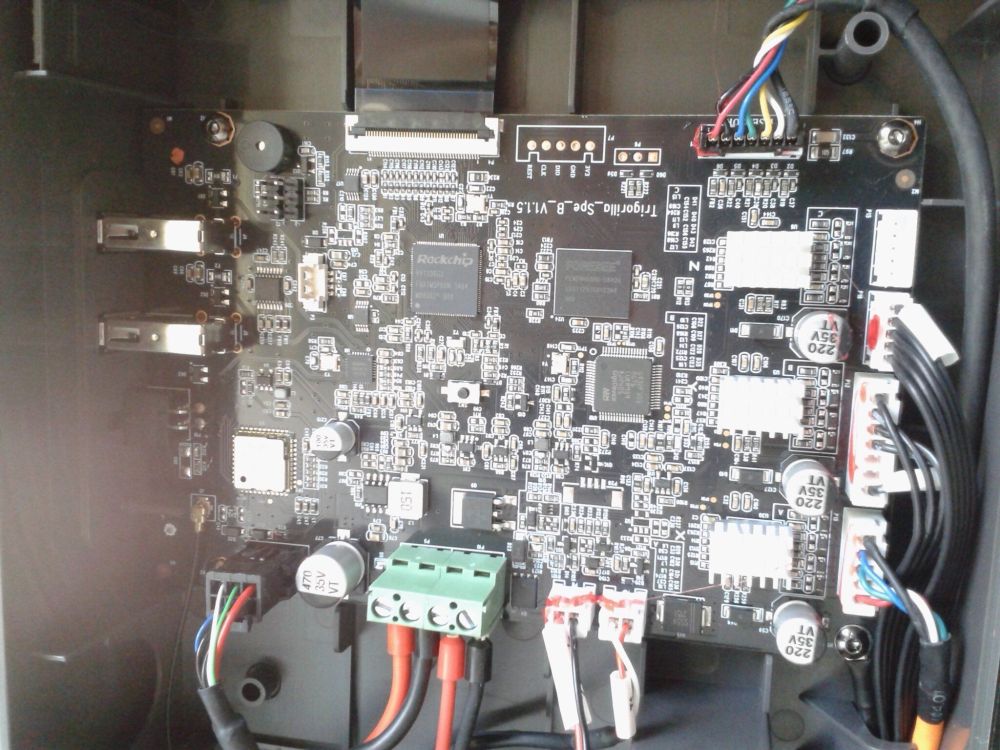
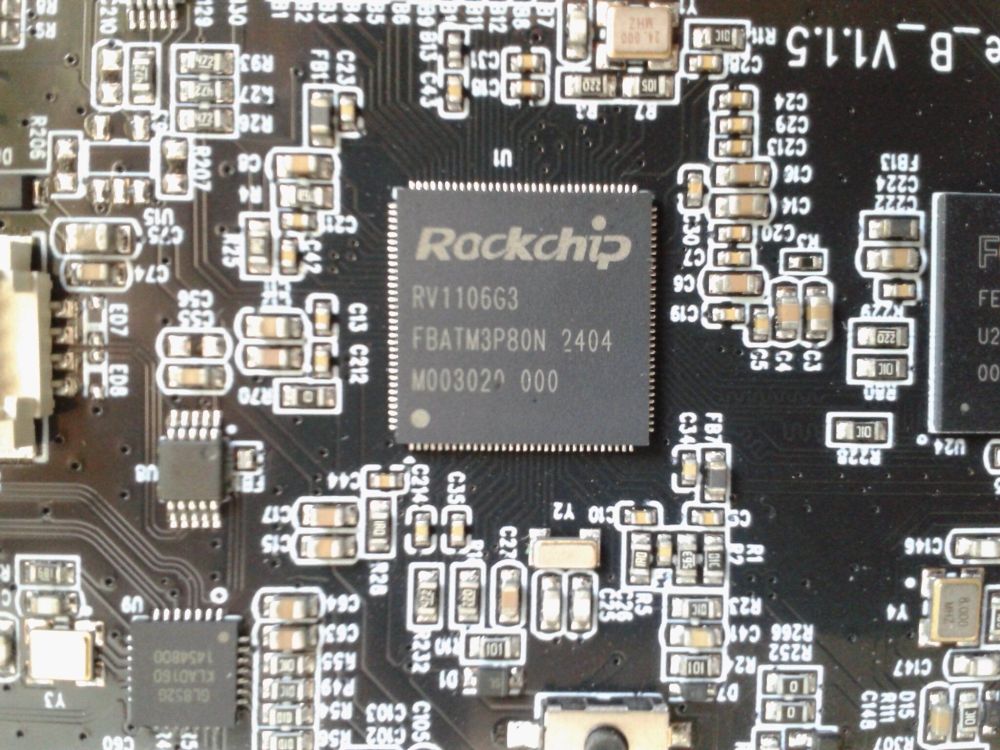
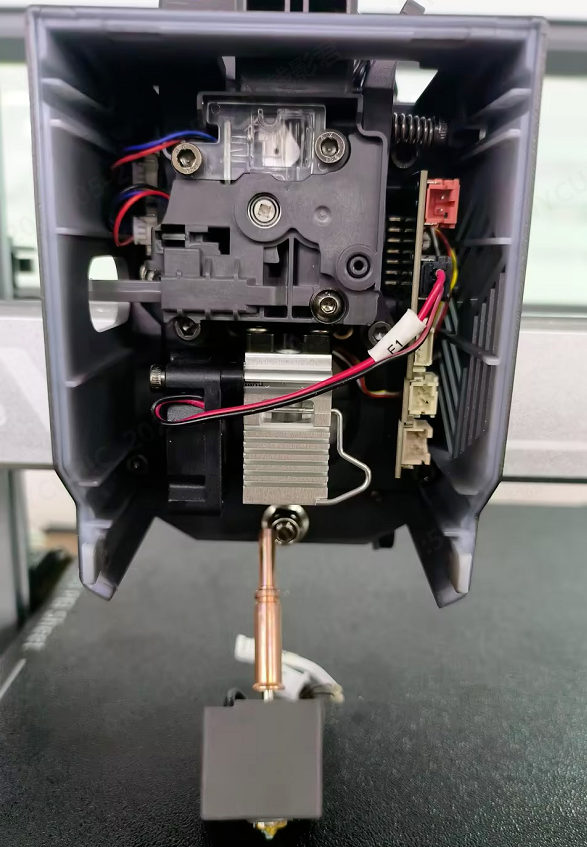
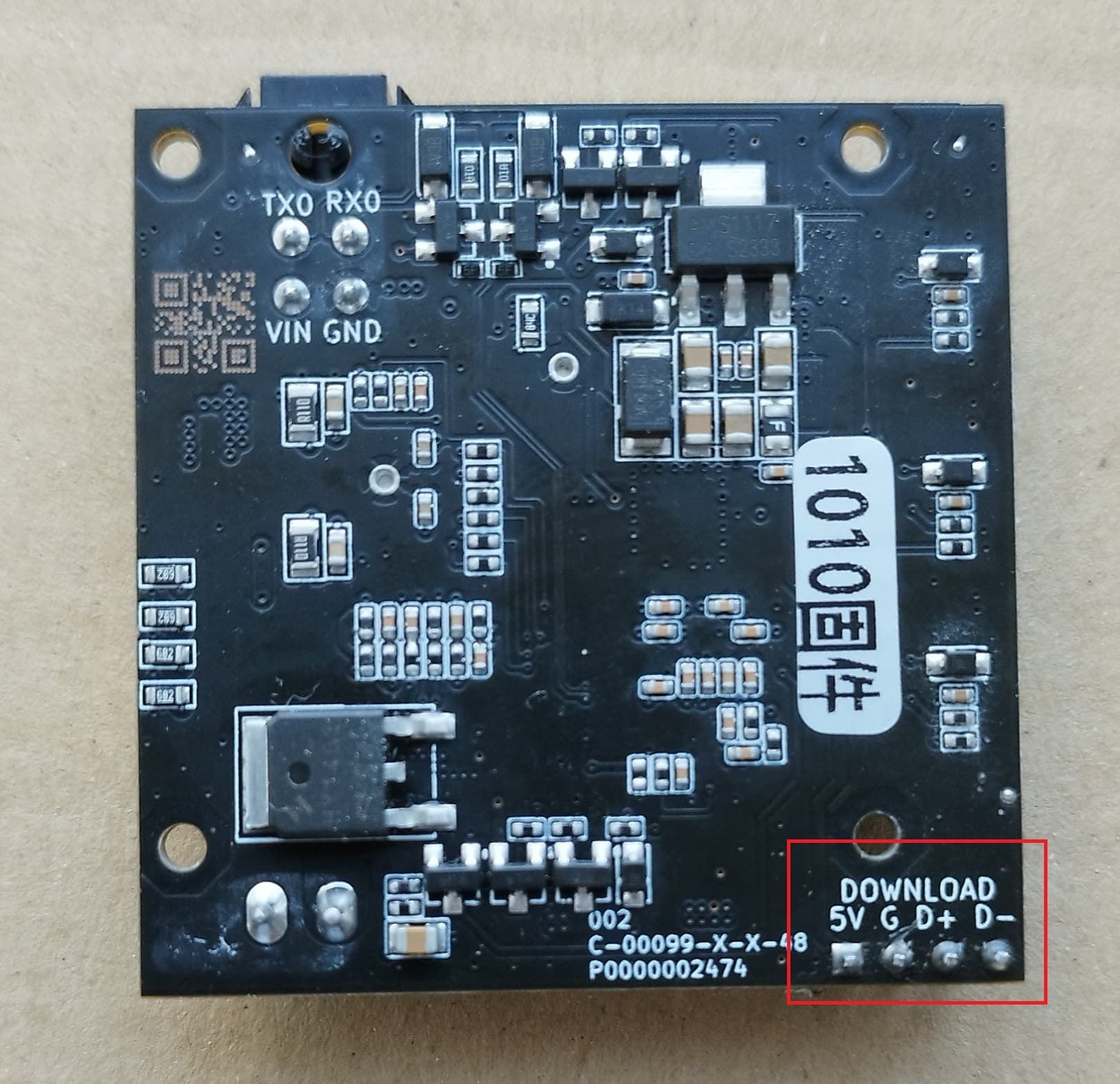
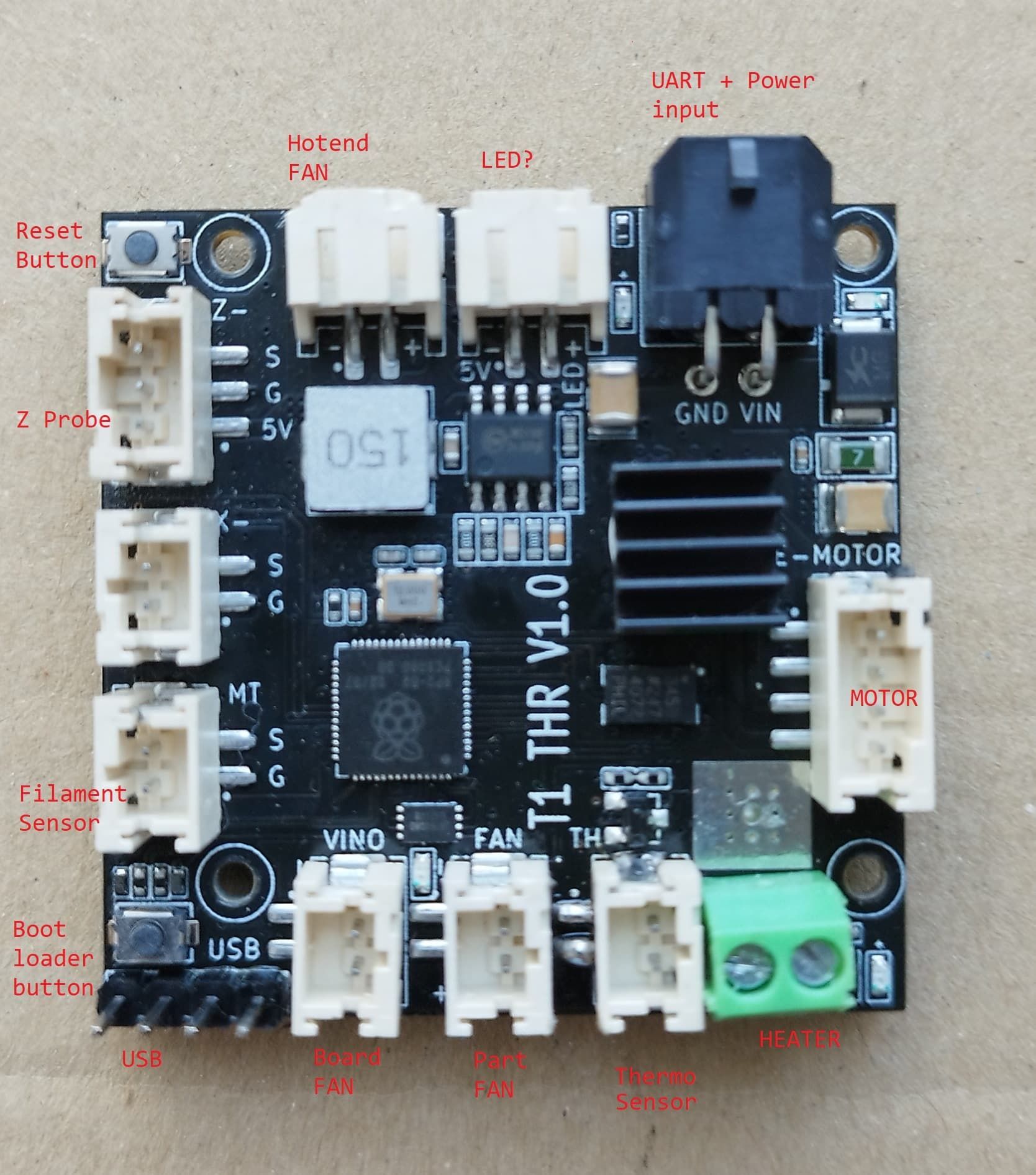
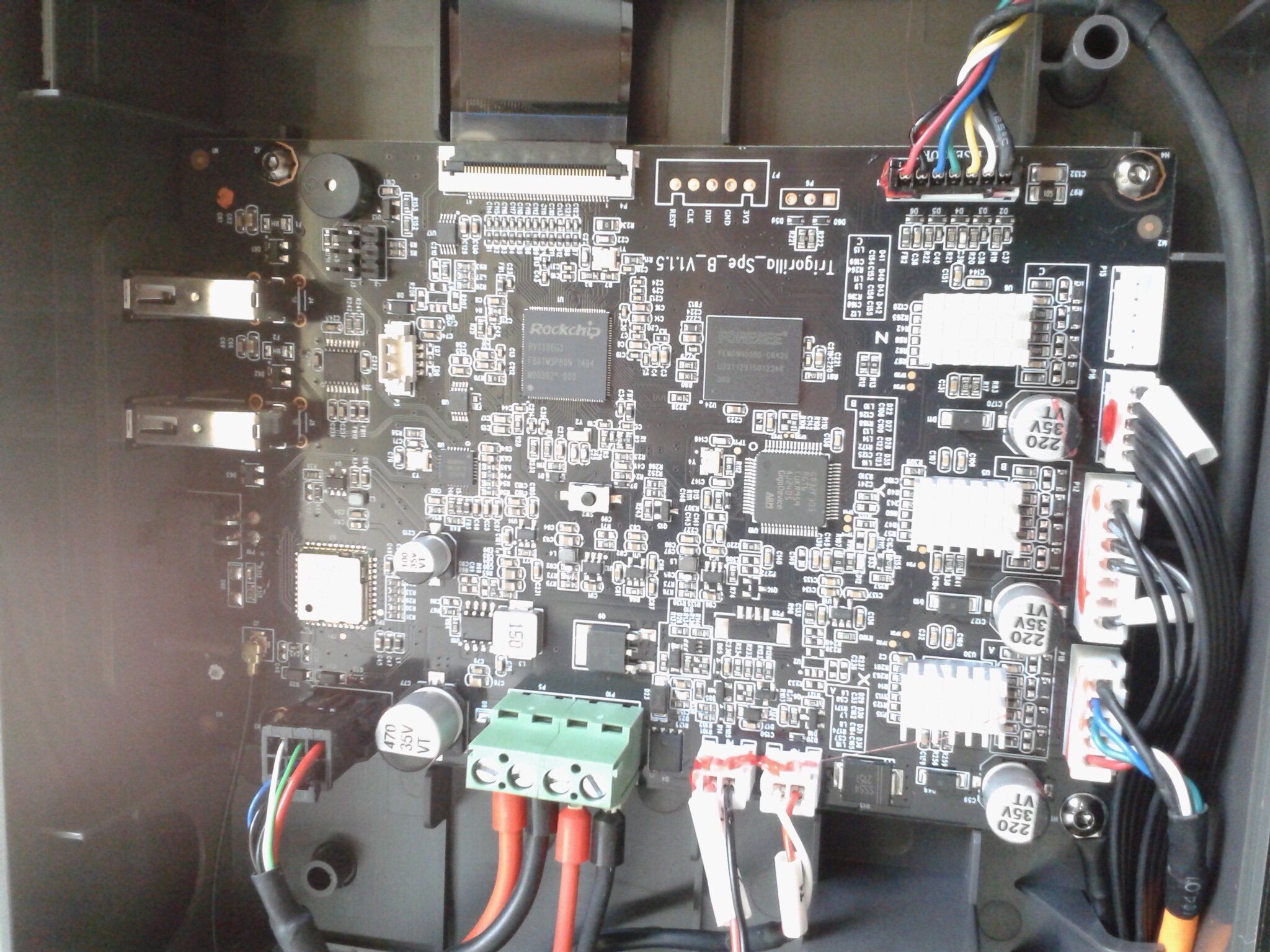
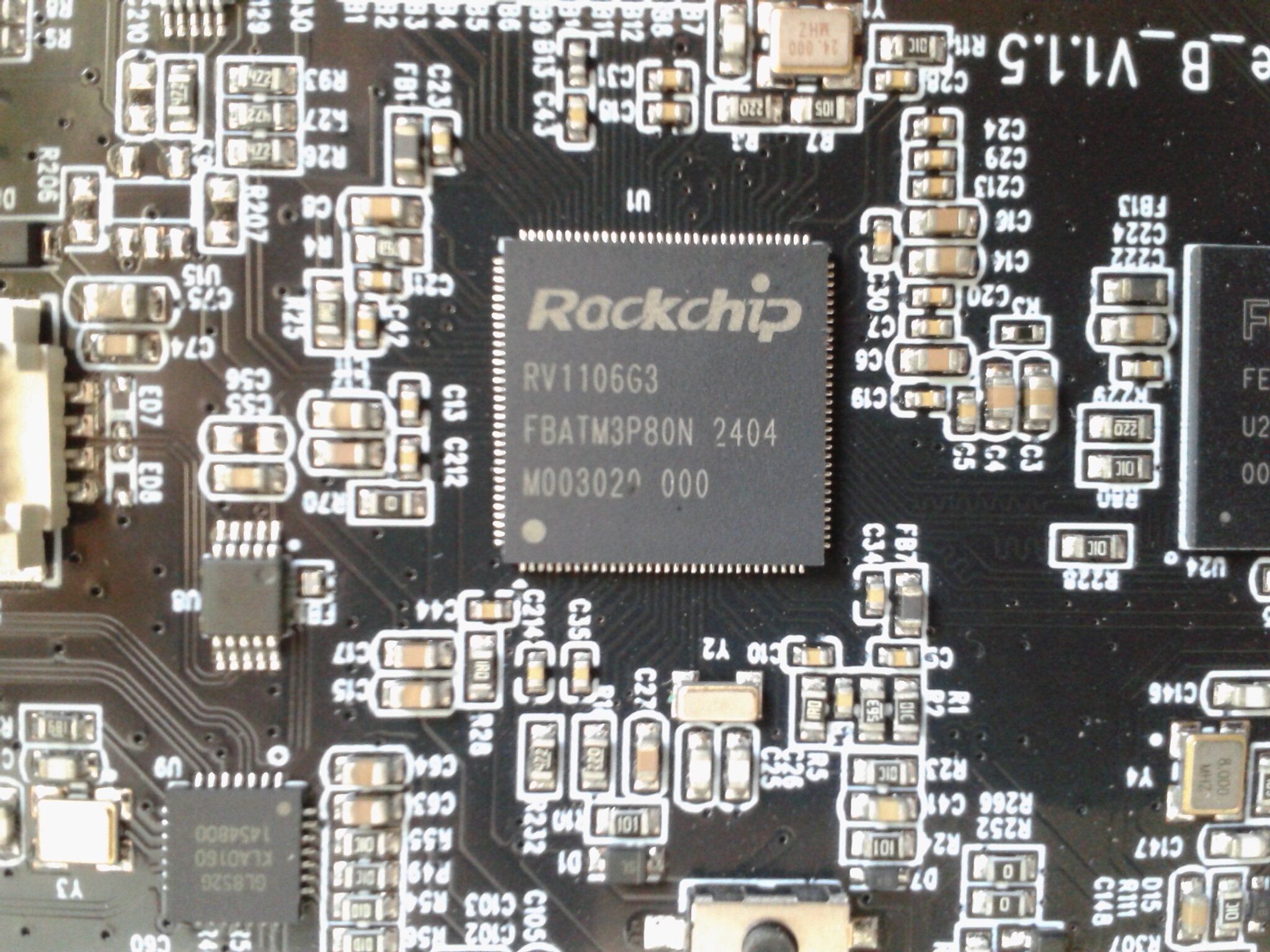
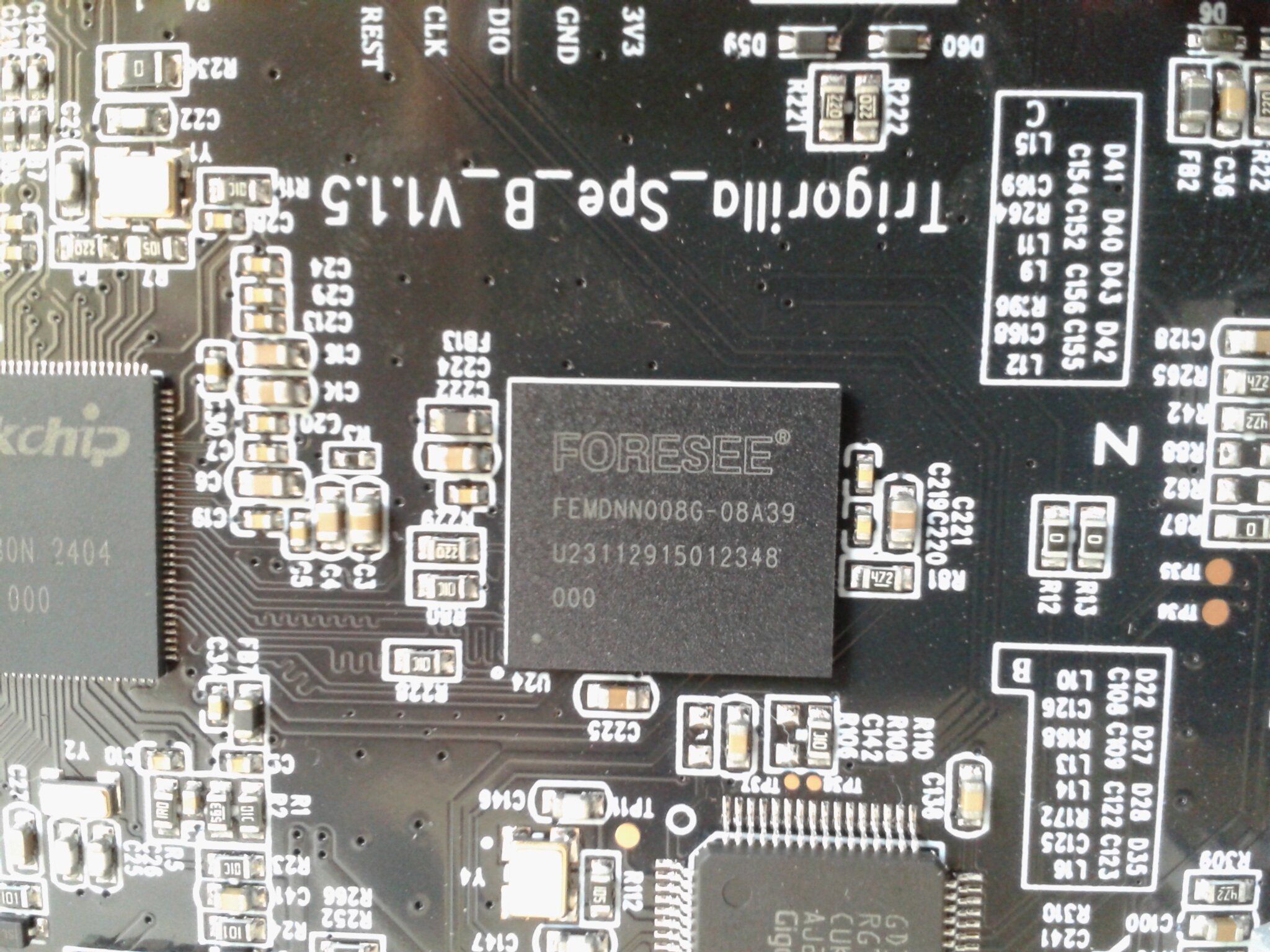
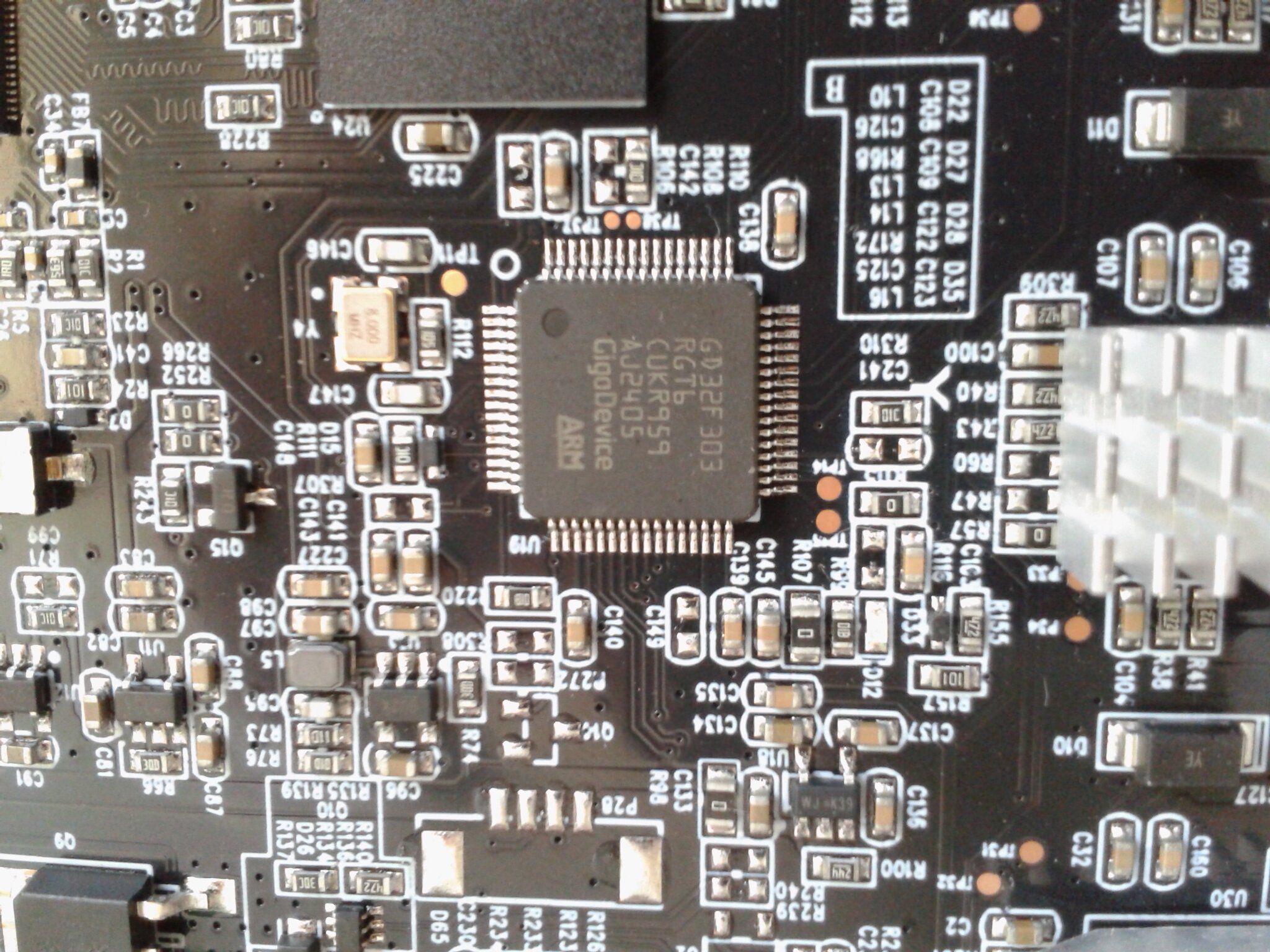
Je commence à sécher Je suppose que tu as bien re-préparé le firmware (RP2040, UART0 gpio0/gpio1). Sans rapport, peut-être, quoi que Ton dernier lsusb, retourne des identifiants identiques pour la carte principale et celle de la tête ( 1d50:614e ) (Openmoko RP2040 / STM32F401XC) mais normalement la carte de la tête ne devrait plus être listée car la connexion se fait en UART plus en USB sauf si tu as utilisé lsusb alors que le câble USB était encore connecté. Le [mcu MKS_THR] contient d'origine serial: /dev/ttyS0 ? Que donne un «ls /dev/serial/by-id/*» ? Si plusieurs lignes apparaissent, y en a t'il une contenant la suite …_rp2040_… si oui alors tester en remplaçant le paramètre serial: avec /dev/serial/by-id/usb-Klipper_rp2040_… Sinon, je me pose encore ces questions: le firmware est-il flashé sur la carte ? s'il l'est, est-ce un problème de communication ? pas la bonne interface ? Je n'ai encore jamais utilisé les outils de débogage de Klipper donc pas sûr que ce soit utile Pour l'utiliser (peut-être faudra-t'il arrêter le daemon Klipper «sudo systemctl stop klipper» ?) cd ~/klipper ~/klippy-env/bin/python ~/klipper/klippy/console.py /dev/ttyS0 Normalement si la communication n'arrive pas à s'établir (le serial déclaré dans la section [mcu MKS_THR] est /dev/ttyS0), tu auras un message se répétant disant un truc du genre (copie écran via mon W10 avec WSL2 où la communication ne peut évidemment pas s'établir : Sinon, tu peux tenter d'envoyer la commande STATS Pour la connexion du pseudo câble USB sur la tête, j'ai trouvé une image du PCB arrière qui montre comment doit se faire la connexion : Donc de l'autre côté, si je ne me trompe pas (de gauche à droite) : D-, D+, GND, 5V. C'est bien ainsi que ton câble USB est connecté? Désolé mais là, il faudra peut-être que d'autres apportent des idées
 1 point
1 point -
@fran6p apparemment @bistory test aussi la même version d'Armbian que nous https://www.facebook.com/groups/868971071459953/user/61555013783996 je lui ai posé la question pour savoir quelles options il utilise avant de compiler on verra bien si il répond1 point
-
Pour info le "Machine end G-code" du profil de la "Kobra Plus" sous OrcaSlicer v2.1.1 https://github.com/SoftFever/OrcaSlicer/releases/tag/v2.1.1 M104 S0;extruder heater off M140 S0;heated bed heater off (if you have it) G91;relative positioning G1 Z+10 F3600 ;move Z up a bit G90;absolute positioning G1 X10 F3000; get the head off the bed G1 F3000 Y400 ;kick the bed out M84;steppers off M355 S0;turn off the case light1 point
-
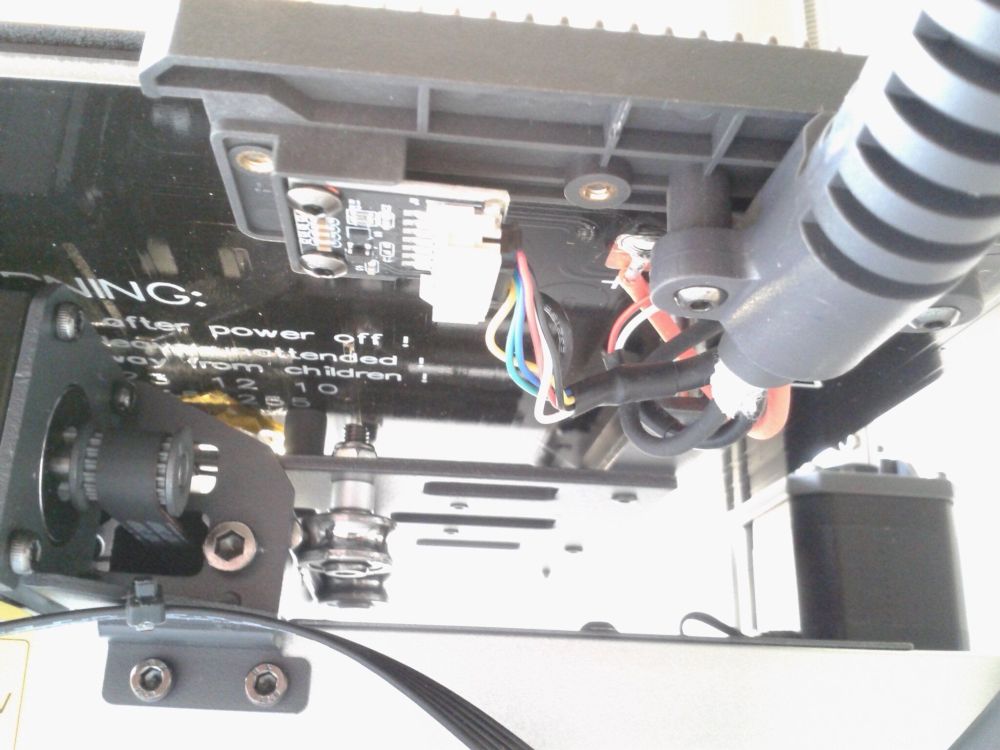
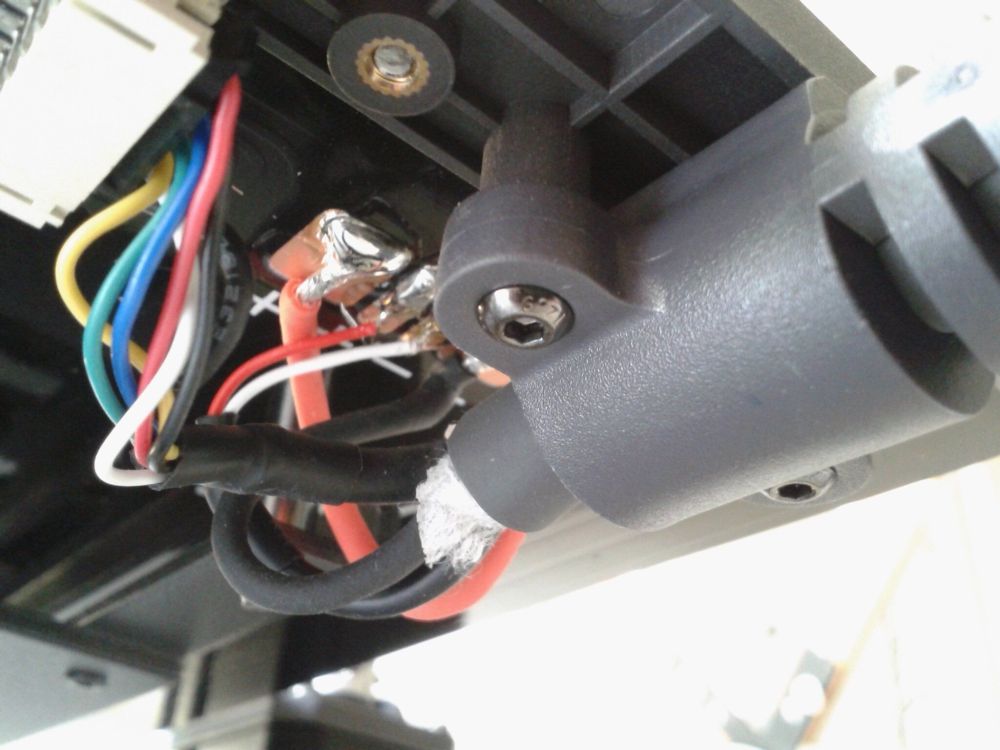
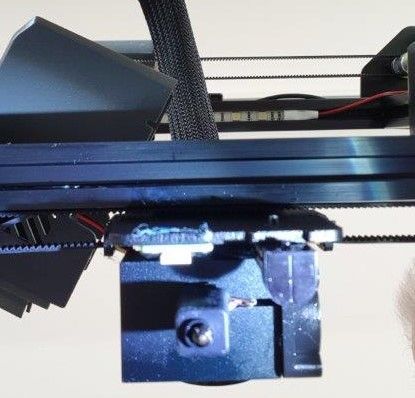
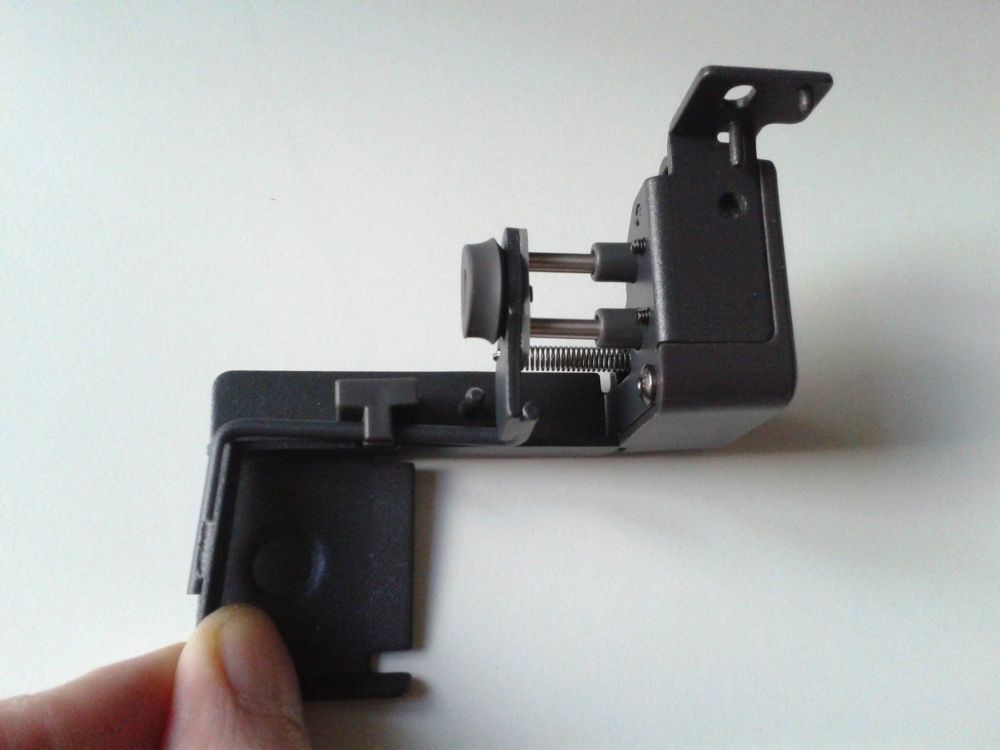
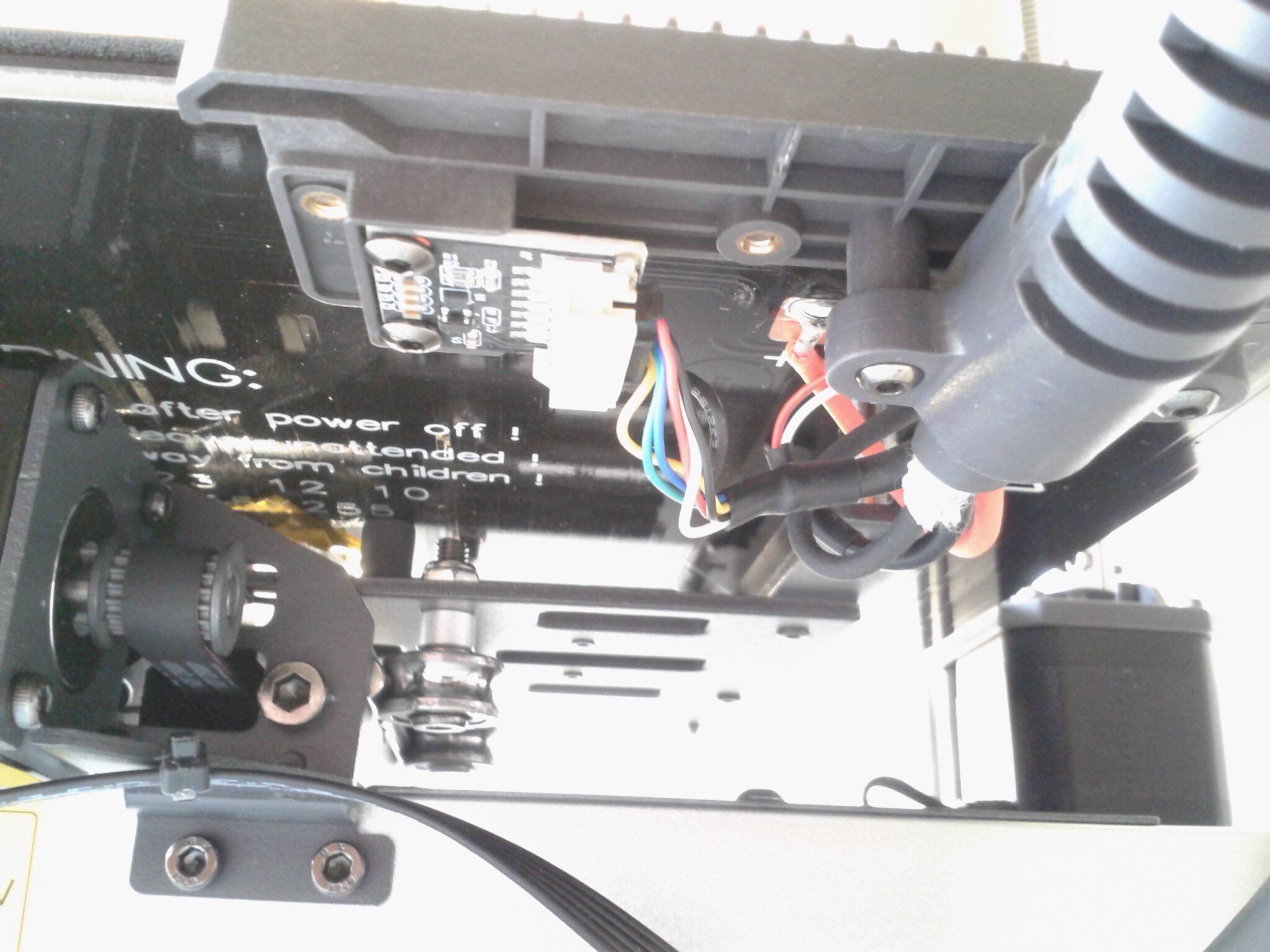
Darkos, je viens de te faire deux photos, une prise de gauche "Capteur bed" et l'autre avec le smartphone posé sur le bed, donc de dessous "Capteur bed_dessous", sur celle-ci on peut voir que j'ai fait faire un demi tour au capteur, je joins la photo de Mrmagounet qui est ici en page 21 du 7, que je nomme "Modif plaque capteur" sur celle-là le capteur est comme à l'origine, mais il faut découper la platine et pour cela il faut démonter toute la tête d'impression (je suis du genre "au plus simple") Donc le fait de faire faire un demi-tour au capteur change la côte capteur/buse en Y, en X ça ne change rien. Du coup je me pose la question "est ce qu'il ne faut pas agir quelque part par rapport au changement de la distance capteur/buse en Y @neoalita a fait un demi tour (180°) à son capteur, il ne dit pas si position de la buse est toujours bonne, se qui m'étonne. Je crois bien que les explications sont ici: https://www.klipper3d.org/fr/Probe_Calibrate.html Comme se n'est pas des plus simple, je pense que je vais découper la platine

 1 point
1 point -
Le logiciel est vraiment très facile et complet. Tu peux le télécharger et commencer à jouer avec.1 point
-
Voici un article sympa paru dans Polimerica : Bioplastiques issus des grains de brasserie La recherche, financée par l’UE, vise à utiliser des sous-produits pour formuler de nouveaux polymères, copolymères et mélanges biosourcés. 9 juillet 2024 08:44 Une subvention de l’UE de 4,8 millions d’euros a été accordée à l’Université de Pérouse pour mener à bien le projet de recherche Polymeer visant à exploiter les déchets générés par la production de bière (grains) pour la synthèse de nouveaux polymères, copolymères et mélanges de polymères biosourcés. Les grains de brasserie sont les principaux déchets du processus de brassage, constitués de l’enveloppe du grain d’orge, du péricarpe et des enrobages de graines, qui sont des résidus de la phase de brassage. Ils sont principalement composés de fibres (70%), de protéines (20%) et de composés phénoliques. La production de battage est proche de 40 millions de tonnes par an, dont 8 millions rien qu’en Europe. La gestion de ce sous-produit - disent les chercheurs - est problématique en raison de son abondance (environ 40 kg pour 100 litres de boisson), de sa forte teneur en humidité et de sa charge microbienne élevée, qui réduisent considérablement sa durée de conservation. L’objectif est de transformer ces déchets en nouveaux matériaux recyclables et/ou biodégradables, formulés pour répondre à des exigences techniques spécifiques à différents secteurs d’application : dans l’agriculture, où la résistance à la dégradation par les UV, les propriétés barrières et la biodégradabilité dans le sol sont requises ; dans l’emballage, voire dans la chaîne d’approvisionnement de la bière elle-même ; et dans le secteur textile, pour l’industrie automobile, où des propriétés ignifuges et antimicrobiennes, une résistance aux UV, une hydrophobicité et une oléobicité sont nécessaires. Le projet de recherche de quatre ans est coordonné par le professeur Assunta Marrocchi (à droite sur la photo) du département de chimie, biologie et biotechnologie et le professeur Ombretta Marconi (à gauche sur la photo) du département des sciences de l’agriculture, de l’alimentation et de l’environnement et directeur du Centre de recherche sur l’excellence de la bière (CERB). Ce financement s’inscrit dans le cadre de l’appel Horizon « Développement de nouveaux polymères et copolymères biosourcés à haute performance », promu par l’entreprise commune « Circular Bio-based Europe ». Le projet débutera en septembre prochain et verra la participation de 13 partenaires, dont des universités, des organismes de recherche et de technologie et des entreprises, coordonnés par l’Université de Pérouse : Université de Rome La Sapienza (Italie), Bio Base Europe Pilot Plant Vzw (Belgique), Next Technology Tecnotessile Società Nazionale di Ricerca R L (Italie), Lomartov Sl (Espagne), Zabala Brussels (Belgique), Aimplas - Asociación de Investigación de Materiales Plásticos Y Conexas (Espagne), Normec Ows (Belgique), Bio-Mi Drustvo S Ogranicenom Odgovornoscu Za Proizvodnju, Istrazivanjei Razvoj (Croatie), Universiteit Twente (Pays-Bas), Birra Peroni Srl Società Unipersonale (Italie), Dual Borgstena Textile Portugal, Unipessoal Lda (Portugal), Fraunhofer Gesellschaft zur Forderung der Angewandten Forschung Ev (Allemagne), Investornet-Gate2growth Aps (Danemark).1 point
-
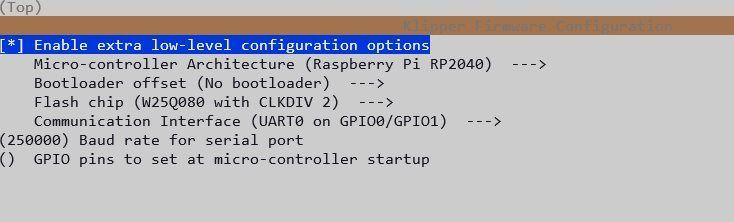
Je pense mais je n'en suis pas certain que la communication ne peut s'établir car dans le menuconfig, on demande une connexion USB or le câble reliant la carte mère à la fille utilise une connexion UART. Pourrais-tu tester en modifiant dans le menuconfig: la ligne «Communication Interface» pour utiliser le mode UART comme ci-dessous : Pour au final avoir : Sauvegarder, préparer le firmware: make -j4 Le firmware préparé sera à nouveau un klipper.uf2, il faudra le flasher via le passage en mode émulation de stockage du RP2040, en débranchant le câble de communication UART, branchant le câble USB (à faire imprimante éteinte) puis en pressant le bouton BOOT jusqu'à passer le RP2040 dans le mode «correct» (tu connais la procédure désormais ). Au cas où le RP2040 ne soit pas en mode émulation, tu peux tester la combinaison de pression sur les boutons BOOT / RESET : presser BOOT, le maintenir enfoncé, presser RESET, relâcher les boutons Le bouton RESET est en haut de la carte (BOOT en bas) : Une fois le firmware flashé, éteindre, débrancher le câble USB, rebrancher le câble UART, allumer et croiser les doigts, serrer les fe…es, prier St Murphy, allumer des cierges, faire appel au marabout du coin
 1 point
1 point -
Pour info, la procédure a été mise à jour pour corriger ce problème. Elle se trouve ne première page de ce fil et pointe vers le pdf sur le drive de @MrMagounet1 point
-
Bonjour, La rétraction, c'est pour éviter les suintements (stringing). Quand on arrive à un point où il faut déplacer la buse sans dépôt de filament, arrêter de pousser le filament n'est pas suffisant : le filament liquide dans la buse a tendance à s'écouler, ce qui a pour conséquence de créer des dépôts non désirés ou des filament très fins entre 2 zones de dépôt. Dans ce cas, il est nécessaire d'avoir une rétraction, c'est à dire un recul de filament (cette distance est compensée par une réintroduction au moment de la reprise d'écoulement de filament). La rétraction ne se déclenche que si la distance à parcourir est grande, elle ne se fait pas pour les tous petits déplacements. Personnellement je l'active en permanence car si elle est bien réglée, elle ne gêne en rien et évite les suintements. Le décalage en Z n'est en général pas aussi utile : il permet d'aborder une zone où il faut déposer le filament par le haut. La buse est soulevée d'une faible valeur et ne redescend qu'à la verticale du point de reprise. C'est utile quand il s'agit d'une zone très fragile où le frottement de la buse (surtout s'il y a eu un suintement) pourrait pousser la pièce en arrivant dessus si cette partie de la pièce est particulièrement flexible. Ça peut aussi éviter les rayures de la buse sur une surface ayant un peu de sur-extrusion. Personnellement j'évite cette technique à réserver pour des cas très particuliers1 point
-
Avant d'aller vous extasier devant les feux d'artifice du 14 juillet, on vous propose de lire notre hebdo 3D avec Bambu Lab , Atome3D, Formlabs et Anycubic pour les news mais aussi un peu de #DIY et un #test de matos TwoTrees https://www.lesimprimantes3d.fr/semaine-impression-3d-445-20240714/1 point
-
De rien Par contre, n'étant pas insomniaque comme @PPAC, je décroche après 19h (apéro time, 14 juillet ).1 point
-
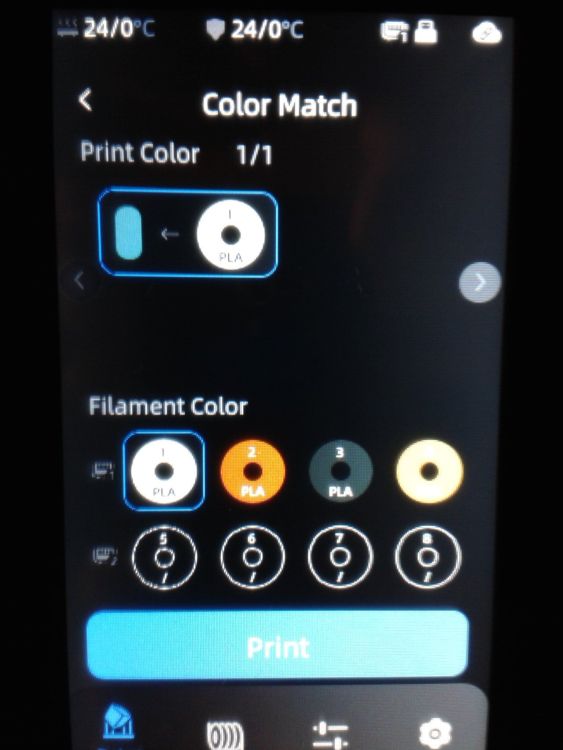
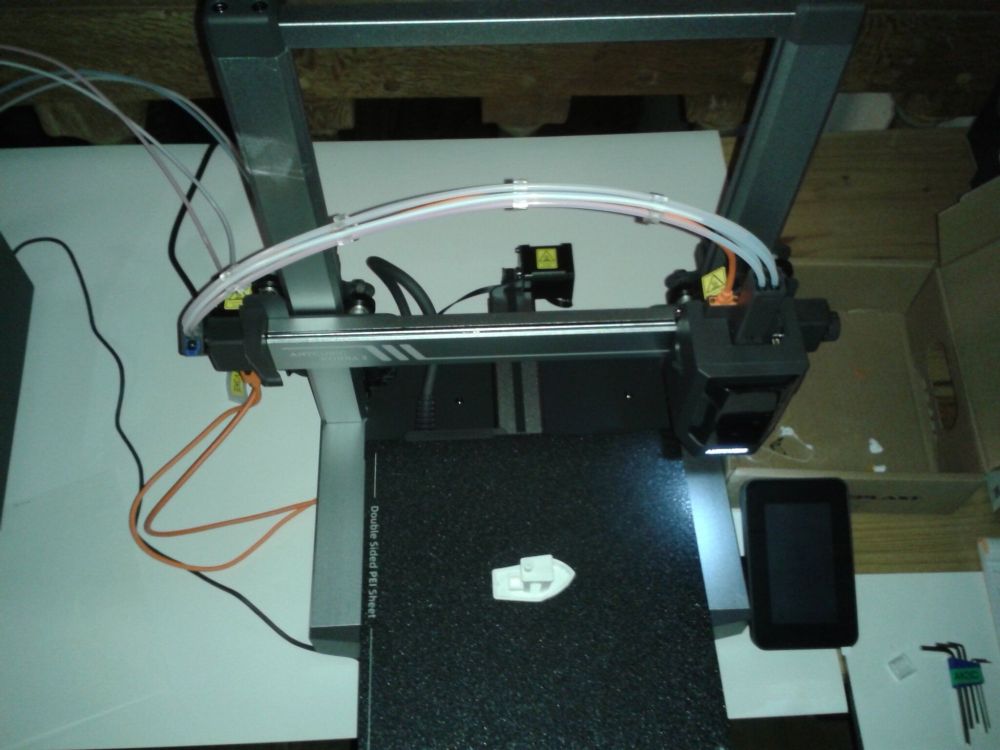
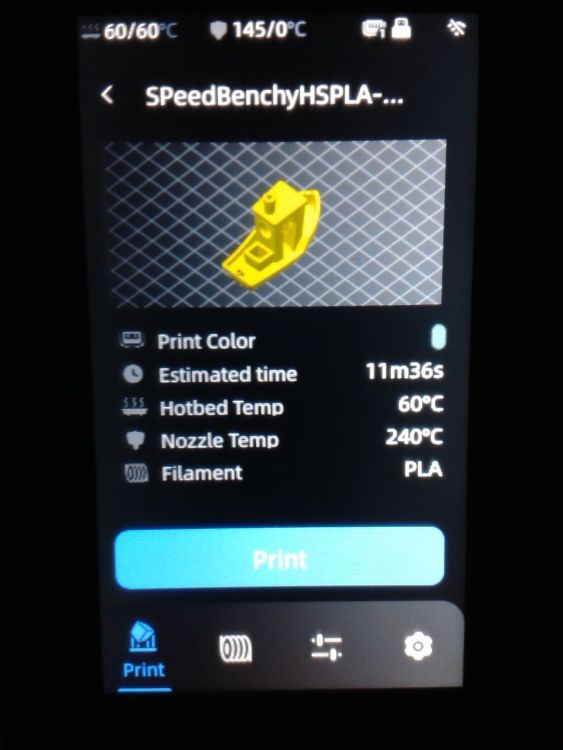
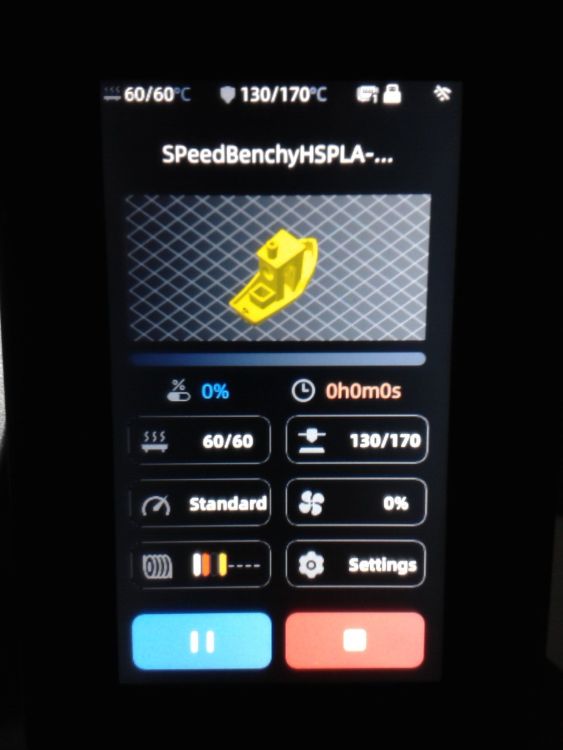
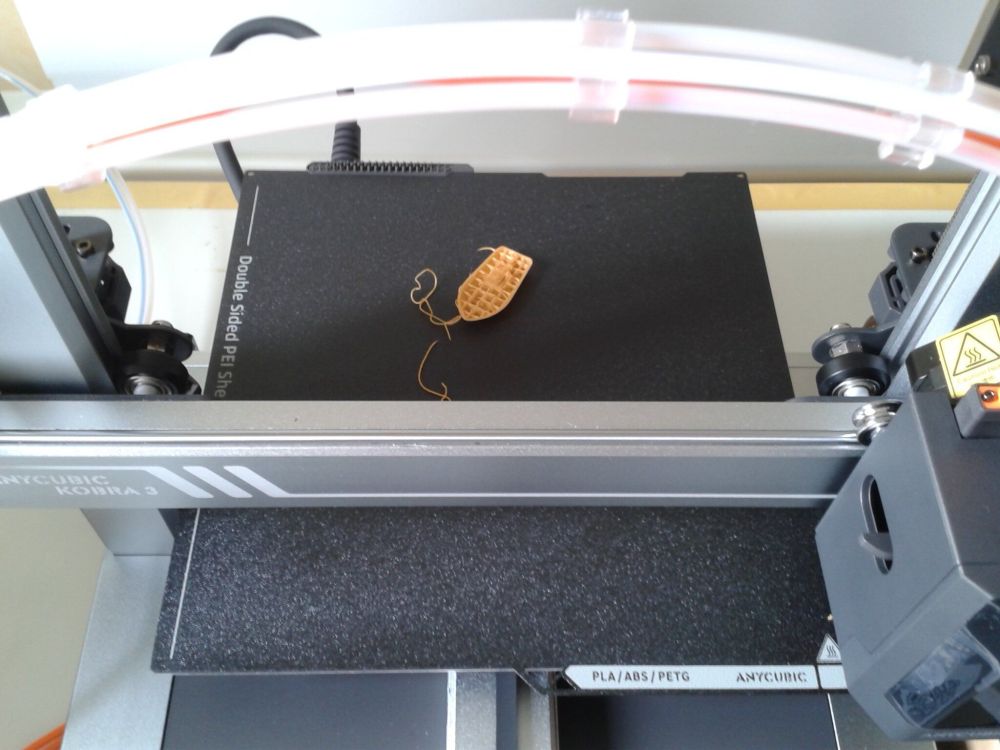
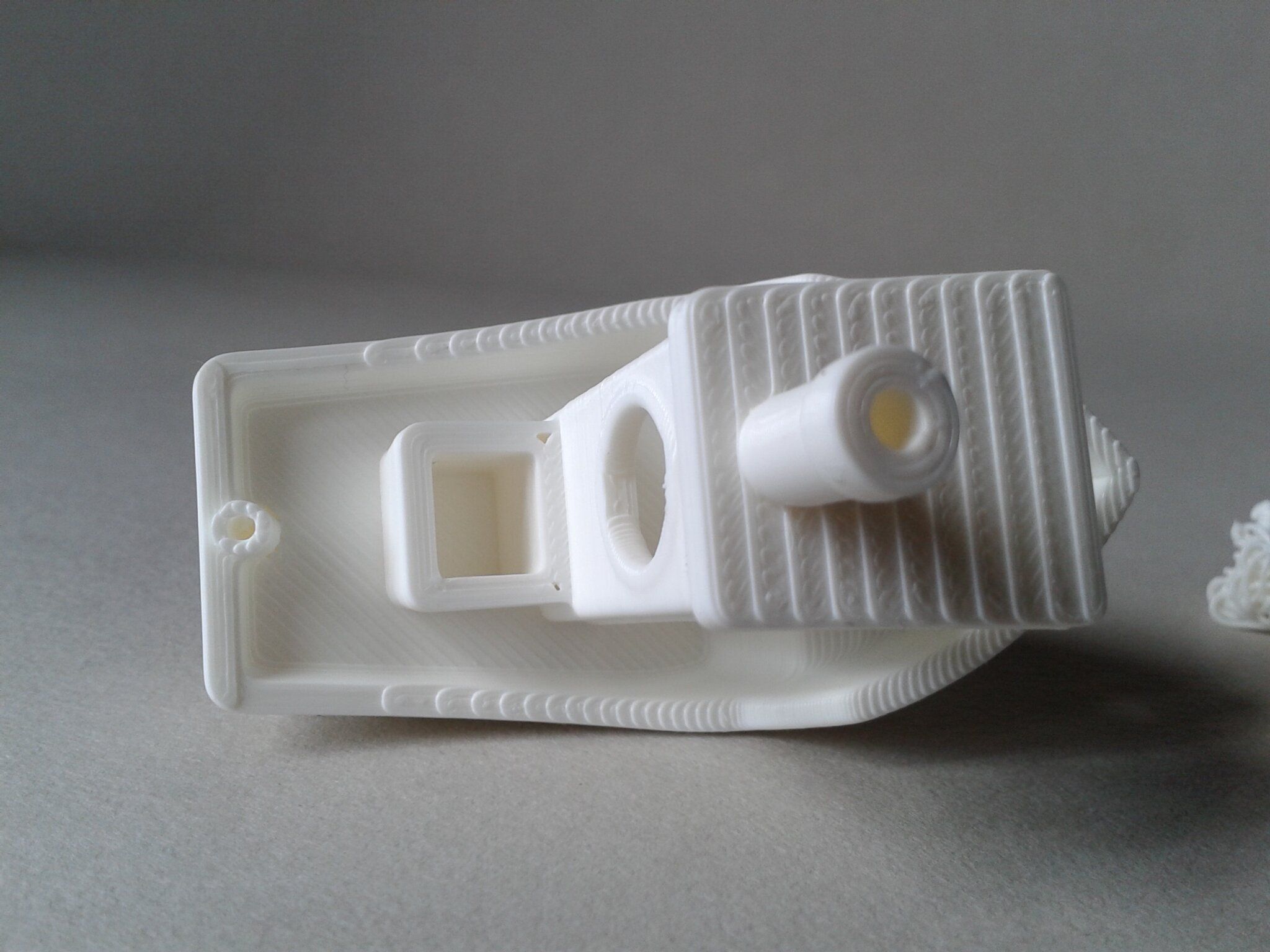
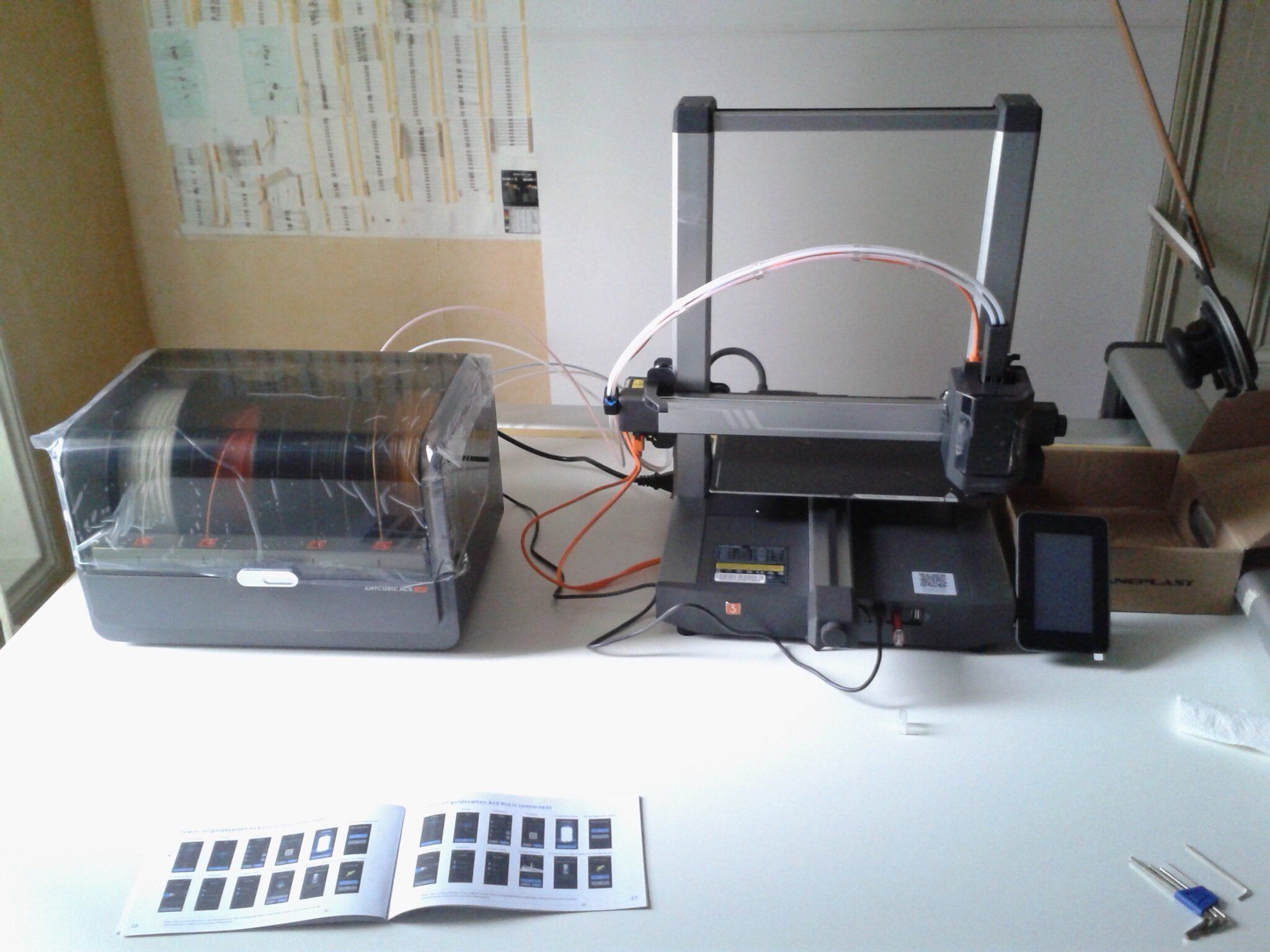
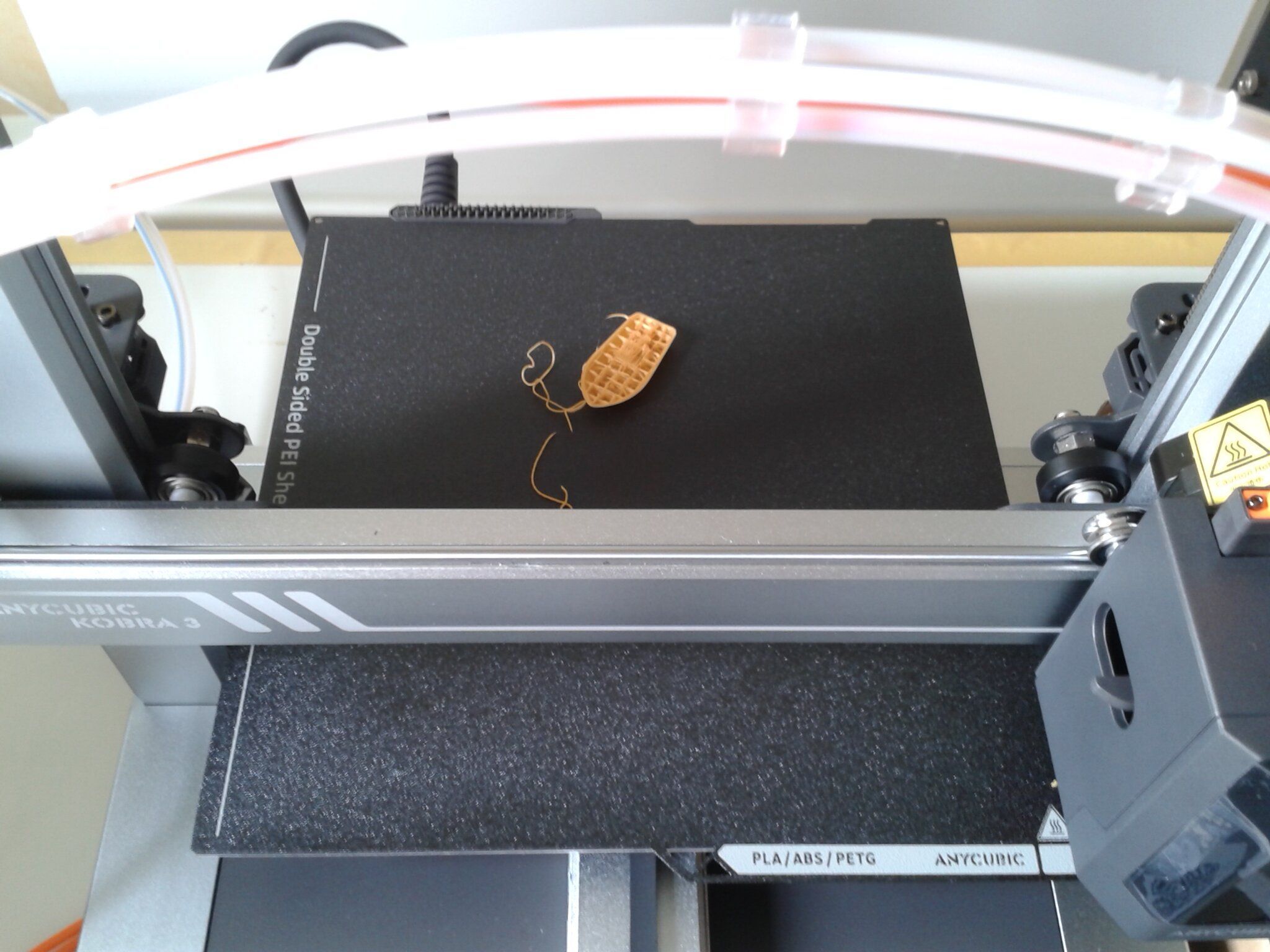
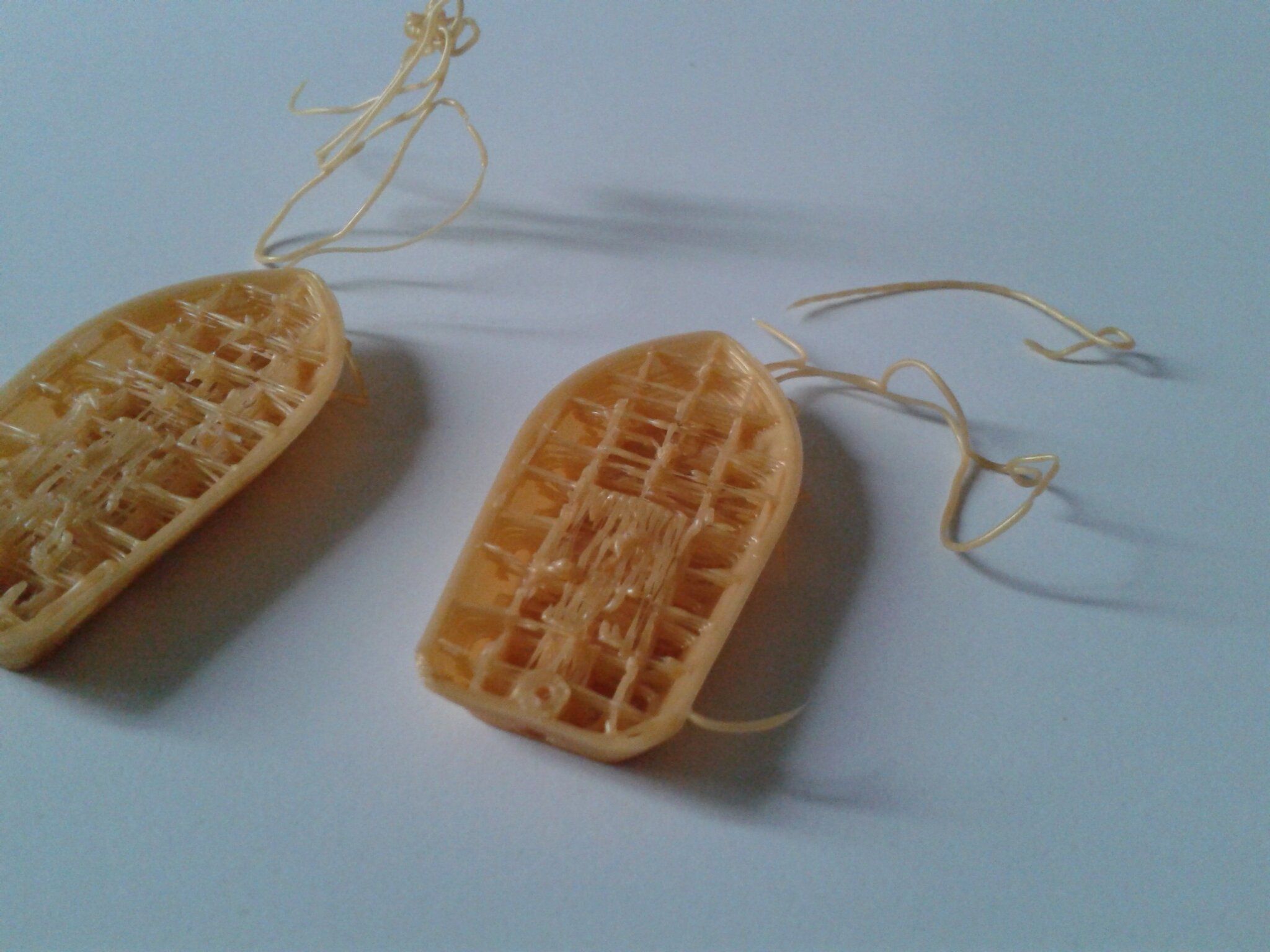
Reçu hier ! Le "Quoi qu'est-ce ?" trouvé par @hyoti Je remets les différentes photos mises a la suite du "Quoi qu'est-ce ?" Les excentriques du plateau, du portique et de la tête m'ont semblé déjà ajusté comme il fallait Montage et mise en place de l'ACE terminé sans difficultés. Quatre bobines chargées sans problème ( pas de pelote de filament dans l'ACE pour l'instant ) mais j'ai bien fait attention de toujours avoir un bout de filament bien droit (sans courbure ou plie sur 5 a 10 cm ) avant de l'insérer dans l'ACE J'ai osé tenter d'imprimer le Benchy haute vitesse de la mémoire interne avec un filament "PLA+ Or Jaune ArianePlast" sur les deux essais, l'impression se décroche du plateau en cours d'impression ( il me semble dû à du curling ... pour ce filament a cette température et vitesse d'impression ) Le signal Wi-Fi là où j'ai fait le montage et la mise en fonction n'est pas suffisant pour permettre une connexion donc pour l'instant pas de mise à jour du firmware.












 1 point
1 point -
Problème résolu : certains éléments de syntaxe du .cfg (tabulations et retour à la ligne) ont été altérés lors du copier-coller depuis le pdf. Merci @Darkos pour le coup de main1 point
-
Cool que tu aie utilisé le pdf, ça me fera des retours sur sa qualité. Je te contacte en MP , pour ne pas polluer le fil on va arranger ça1 point
-
Bonjour, YT vient de me proposer cette vidéo. Je n'ai rien vu dans le forum à son sujet (peut-être que je me trompe). Je trouve cela bien sexy, mais je ne suis que débutant en impression 3D. Alors question au pro, est-ce bien utile ou juste un gadget ?1 point
-
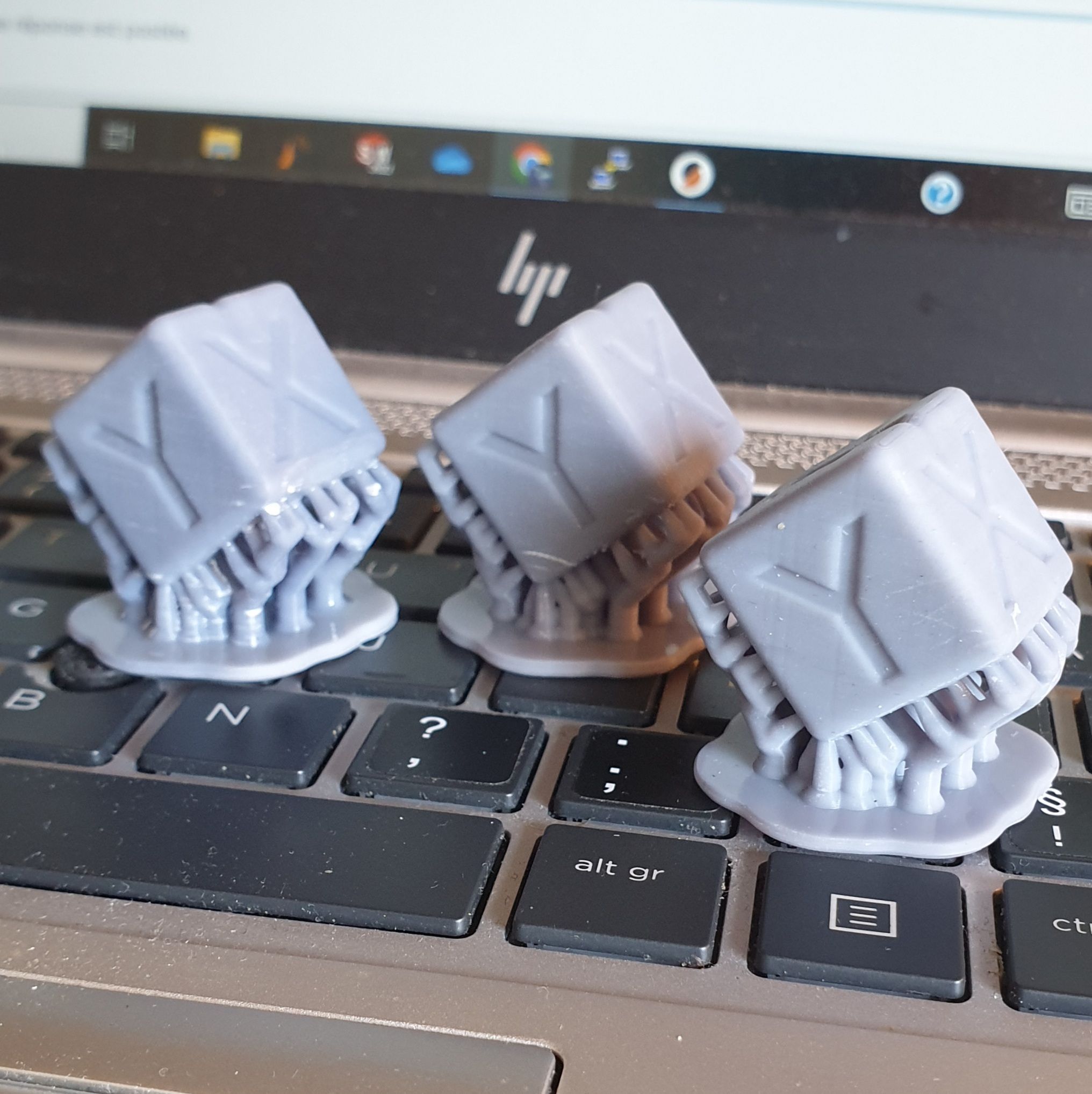
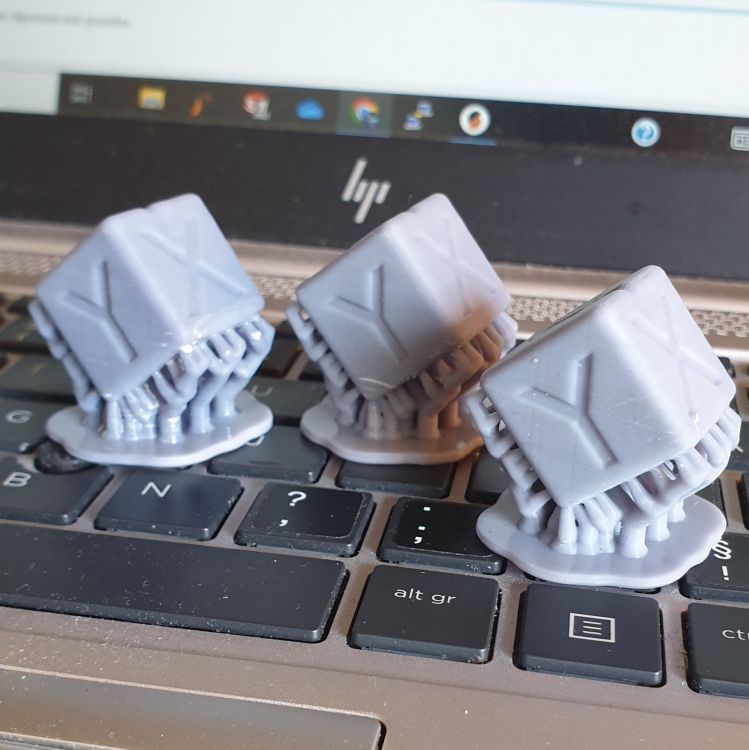
Un grand merci @PPAC d'avoir pris le temps de répondre à toutes mes questions ! Je comprends bien mieux maintenant Je n'en ais pas fait, pareil que l'inclinaison sur les deux axes, à faire sur mes prochains tests ! Mes derniers tests sont très satisfaisants (épaisseur de couche de 0.1mm et 0.05mm, aucun n'a foiré), j'ai augmenté l'épaisseur des paroies (de 1mm à 2.2mm) et augmenté les supports; ça a l'air d'avoir rêglé les soucis. Il ne me reste qu'à peaufiner les durée/vitesses pour économiser du temps, et à mieux paramètrer les .stl puis on est bon Pour les traits verticaux, voici une bien meilleure photo en lumière rasante (test à 0.05mm) : Je pense que c'est dû à des imperfections sur le FEP ? Ca a l'air d'augmenter au fur et à mesure des impressions...
 1 point
1 point -
Je me permets de faire mon suivi ici Numéro de suivi reçu le 11-07-2024 ( Pour rappel, commandé le 21-06-2024 )
 1 point
1 point -
as tu essayé avec une autre bobine ?1 point
-
Au vu des dernières vidéos de test ça sens vraiment pas bon. De mon côté j'ai annulé ma commande. Pas envie de faire le beta testeur pour une machine a ce prix là.0 points















































.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)