Classement



Contenu populaire
Contenu avec la plus haute réputation dans 26/07/2024 Dans tous les contenus
-
Bonjour à tous, Nouvelle réalisation, une boîte sur pattes qui tire la langue... Hauteur 17 cm. Modèle disponoble sur Cults3D (payant).


 4 points
4 points -
Imprimante 3D, Ok... Mais laquelle ?
 3 points
3 points -
Les prix non ronds se fondent sur les biais cognitifs (psychologie) que nous possédons tous . Les «spécialistes du marketing» en font un grand usage pour manipuler les décisions de l'acheteur (voir par exemple ce lien qui en recense une bonne partie). Un très bon ouvrage de vulgarisation, bien que daté est le «Petit traité de manipulation à l'usage des honnêtes gens» qui en décortique quelques uns (j'aimerais bien d'ailleurs que celui à qui j'avais prêté mon exemplaire me le rende).3 points
-
"Prix psychologique" un peu raté avec le 450.99 ! ( Mais c'est super "les prix psychologiques" cela permet de se trimbaler plein de centimes quand on paye en espèce. Et (merci google https://www.google.com/search?q=prix+psychologique+99 ) il semblerait que cela devait empêcher les employés de trop facilement piquer dans la caisse... ) Je confirme j'ai bien, une fois, imprimé une monture pour un kit lunette de soleil d'Anycubic. (Mais je ne les ai pas encore vraiment utilisées) Pour imprimer des verres de vu ou une loupe, là, c'est une autre histoire… (je n'oserai même pas essayer avec mes imprimantes résine.) Sinon, ne pas oublier le Zoom et/ou la loupe virtuelle sur l'ordinateur. Mais au final, pour moi, la vraie question, c'est : Pourquoi divers a-t-il une capture d'écran avec les prix pour des épilateurs électrique ? (j'imagine une technique de post-traitement où l'on utilise un épilateur ... )3 points
-
Hello. As-tu essayé de le faire fonctionner non monté sur quoi que ce soit… posé sur la table, tout seul ?2 points
-
@uzi Si j'ai bien compris, tu as changé ton extrudeur par un en métal ? (en plastique avant) ? il doit ressembler à la photo ci-dessous, peut-être en rouge. Quelques points à vérifier : Appuie sur le levier pour écarter les deux roues (la crantée et celle à gorge), celle à gorge doit pouvoir tourner librement avec un doigt autrement desserre la vis croix bleu, si cette roue est dure à bouger plus un filament bien serré, cela peut bloquer le moteur. Buse à température d'extrusion 185° C, en écartant les deux roues et sans filament tu peux vérifier que le moteur tourne ou pas ; si sans aucune pression la roue crantée laiton ne tourne pas lors d'une commande d'extrusion à chaud, cela ne vient pas de la partie haute de l'extrudeur. vérifier aussi que la vis croix rouge au serrage ne bloque pas le levier en tournant la vis de réglage verte, qui règle la pression sur le filament, si c'est trop serré tu peux bloquer le moteur. regarde aussi c'est le montage ressort et vis côté vert est comme sur la photo.
 2 points
2 points -
c'est bizarre, la carte mère ne peut pas mourir si tu t'en sert pas, donc le bouchage n'en était peut être pas un !2 points
-
Chez DHL, ils ont trouvé la solution pour gagner une journée sur les délais de livraison, c'est simple et facile à mettre en œuvre, il suffisait d'y penser et d'être suffisamment malhonnête pour la mettre en place. Comment peut-on penser que les clients soient aussi cons !
 2 points
2 points -
à la main tourne t-il librement ?2 points
-
Pour les cheveux d'anges, moins dangereux qu'un coupe-choux.2 points
-
oui, mais non le prix d'origine est de 159,99 On doit pouvoir faire une commande groupée sur les loupes2 points
-
Par chez moi aussi, on a des problèmes de PLU les surfaces constructibles se rétractent à causes d'une mauvaise calibration de la population.2 points
-
Bonjour, Dans le Github de QIDISlicer, dans les fichiers modifiés, on voit apparaitre une nouvelle référence d'imprimante : Une "x-plus_4" ??? https://github.com/QIDITECH/QIDISlicer/commit/4f18f25bd3a4cf8841fcb9150e4be82ff6174d8a Mise à jour Fiche technique Qidi Plus4 : https://www.lesimprimantes3d.fr/comparateur/imprimante3d/qidi-tech/plus-4/ Notre test de la Plus 4 : https://www.lesimprimantes3d.fr/test-qidi-plus-4-20241001/ Acheter une Qidi Plus4 : https://li3d.fr/QidiPlus4-QIDI
 1 point
1 point -
J'ai contacté Jean Marc d'ArianePlast pour avoir des précisions concernant les filaments hautes vitesses Voici ma question suivi de sa réponse : Je voudrai avoir ton avis sur les filaments hautes vitesses, penses tu que c'est une arnaque commercial ou une réalité ? Pour t'apporter quelques précisions concernant les filaments haute vitesse c'est simplement un grade de PLA plus fluide qui est utilisé. Comme il est plus fluide le moteur va arriver à pousser le fil à une température d'affichage " normale d'utilisation " aux alentours des 200°c. Pour t'expliquer un peu plus dans les détails plus un pla a des chaines de molécules longues / plus il est résistant mécaniquement / plus il est compliqué a fabriqué / plus il est cher / et plus il faut le chauffer. Un test simple pour le voir tu prend un fil HI speed et tu descend la température de ta buse a 160°C , tu constatera que tu arrive toujours a le pousser et il s'écoulera. Un pla Arianeplast ( grade ingeo 4043D) tu n'arriveras pas à le faire fondre a 160°C. Si tu essayes de fabriquer du pla dans ta cuisine comme on peut le voir dans certaines vidéos sur YouTube tu va arriver à faire un PLA qui va durcir mais à peine tu vas le chauffer qu'il sera à nouveau liquide. ( ça c'est un pla de faible qualité) Par contre si tu fabrique un PLA dans un laboratoire ou en industrie avec tout le matériel nécessaire tu vas arriver à faire un pla avec des chaines de molécules beaucoup plus longues (ce qui caractérise en général un polymère de qualité et résistant) Et là tu va avoir un plastique qu'il va falloir chauffer plus pour le ramener à nouveau à l'état visqueux (visqueux, mais pas liquide) Moins le pla est de bonne qualité plus tu peut l'imprimer vite a une température " de base 200°c" Ce qu'il faut toujours garder en tête c'est le temps de séjour du fil dans la tête d'impression. C'est pour cela que toutes les imprimantes ont des bloc de chauffe et des buses plus longue. Par exemple j'ai réalisé des pièces avec notre PETg à haute vitesse. température standard noté sur la bobine 245°C A cette vitesse tu pourras constater qu'a une vitesse de 300mms la dépose ne se fait plus correctement. Le remplissage va devenir merdique car la couche chaude ne va pas se souder à la couche précédente. Tu pourras aussi observer que ta pièce va devenir plus mat. ( c'est que tu ne fais pas bien fondre ton polymère) Il suffit juste d'augmenter la température a 265°C pour constater que le remplissage va à nouveau bien se déposer (le temps de monter de quelques couches) et ta pièce va redevenir brillante. (comme elle l'est en temps normal aux vitesses que l'on avait l'habitude d'utiliser sur les générations de machines précédentes) C'est exactement pareil avec n'importe quel polymère. PLA/ABS/Nylon ect Tu peux utiliser des fil " normaux " à très haute vitesse, il suffit de ne pas avoir peur de sortir des tranches de températures défini sur la bobine. (Ils auront même tendance à garder une meilleure forme et à mieux garder les côtes de ta pièce en refroidissant) Les fabricants de fil ont défini des bases de température sur les machines qui étaient commercialisé jusqu'à présent. PLA 200/230°c Le fait que les machines ont évoluées, fait que les indications de température ne sont pas bonnes pour des vitesses rapides (10x plus rapide qu'avant) Je pense que les fabricants chinois ont favorisé des grades de PLA plus fluide pour ne pas devoir surdimensionner le moteur de l'extruder à cause de l'inertie pendant les mouvements pour pouvoir imprimer vite. Et pour se faciliter leur travail au niveau des sondes de températures et des cartouches de chauffes Et les utilisateurs particuliers ne font pas de test de résistance mécanique en laboratoire surtout pour faire de la figurine, donc un PLA plus fluide et moins résistant mécaniquement pour de l'industrie sera perçu comme plus qualitatif pour un particulier parce qu'il est " HI speed". J'imprime les pièces PLA qu'on produits sur K1 et K1 max a une température de 245°C alors que sur une CR10 je les utilisais a 225°c. (buse 0.4mm) J'imprime les pièces PETG a 265°c sur k1 et K1max alors que sur CR10 je travaillais a 245°C (buse de 0.4mm) Plus je mets une buse grosse, plus je diminue la température. En espérant que cela puisse aider des utilisateurs. Bien sûr tu peux publier ma réponse1 point
-
Si tu le fais machine éteinte et que du garde un doigt sur l'interrupteur marche/arrêt en cas de problème lors d'une demande de déplacement depuis l'écran de contrôle, je dirais qu'il n'y a pas trop de risques.1 point
-
Heu .. c'est que là ... j'ai du mal à avoir une piste avec cette info. Tout dépend du bruit. Mais en onomatopée, ce n'est pas simple… car il se pourrait que l'on ai chacun un son différent pour une même onomatopée. Par exemple pour moi. Un "bip bip" ce serait un buzzer/speaker qui fait deux bips sonore, un "bzzzz" pour un moteur qui bourdonne car sur-alimenté, un "fruzz fruzz" pour un ventilateur qui frotte ou désaxé, un "clic clic" pour un relais qui permute… mais ce sont mes onomatopées à moi et il m'arrive même d'en changer pour décrire un même son ). A tu tester de permuter un moteur de l'extrudeur avec un moteur d'un autre axe ( vérifier que le nouveau et l'ancien moteur de l'extrudeur fonctionne si branché sur l'axe X et vérifier que le moteur de l'axe X fonctionne si connecté a la place de l'extrudeur ? Toujours bien étendre la machine quand tu débranches ou branche un moteur pour ne pas risquer de griller un contrôleur de moteur pas à pas. A tu tester un autre cable ?1 point
-
C'est une donnée technique pour un moteur. En gros il me semble que c'est l'intensité (en Ampère) maximum accepté par un moteur. (Car selon le type de "contrôleur de moteur pas à pas" et "Imax" du moteur, il faut ajuster la VRef du contrôleur pour fournir suffisamment de puissance au moteur pour qu'il ai un "torque" suffisant, mais sans trop faire chauffer ni le moteur ni le contrôleur de moteur ...) )1 point
-
C'est fait, le F1 ultra est déballé et installé provisoirement. Le convoyeur devrait arriver peut-être demain. On parle de plus en plus d'écoemballage, mais je ne pense pas que cela soit arrivé aux oreilles des Chinois (c'est vrai qu'il y a des jours de bateau) mais cela m'a fait penser aux artichauts (quand tu as fini, tu en a plus au début) C'est une belle bestiole, j'ai fait le réglage de focal c'est nickel. Première gravure super rapide et propre. Cela fait une grosse différence de volume avec son petit frère le F11 point
-
Bon. enfin c'est bien gentil tous ces bavardages, mais moi demain je me lève à 23:59 pour réceptionner mon colis.1 point
-
@PPAC Oui, oui j'utilise bien le fichier gcode slicé. Et j'éjecte bien la SD. Par contre j'utilise un Mac, je ne sais pas si c'est un problème. Je vais tenter les changements que tu me proposes. Je te tiens au courant ! Merci encore. @hyoti Cool ! Merci.1 point
-
Salut, question idiote: tu es sûr qu'il y a quelque chose de branché sur le port TH2 de la carte-mère? A priori c'est le cas, mais est-ce que tu confirmes que tu as bien un MKS nano V2? D'après ce dépot github, il y aurait plusieurs possibilités1 point
-
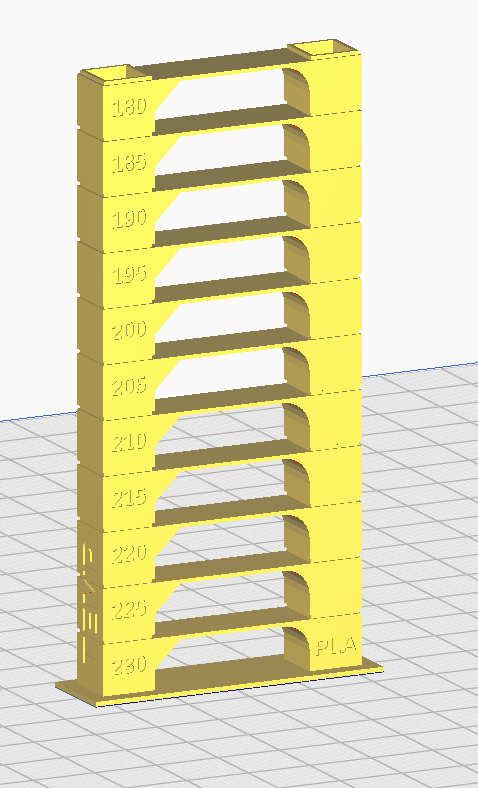
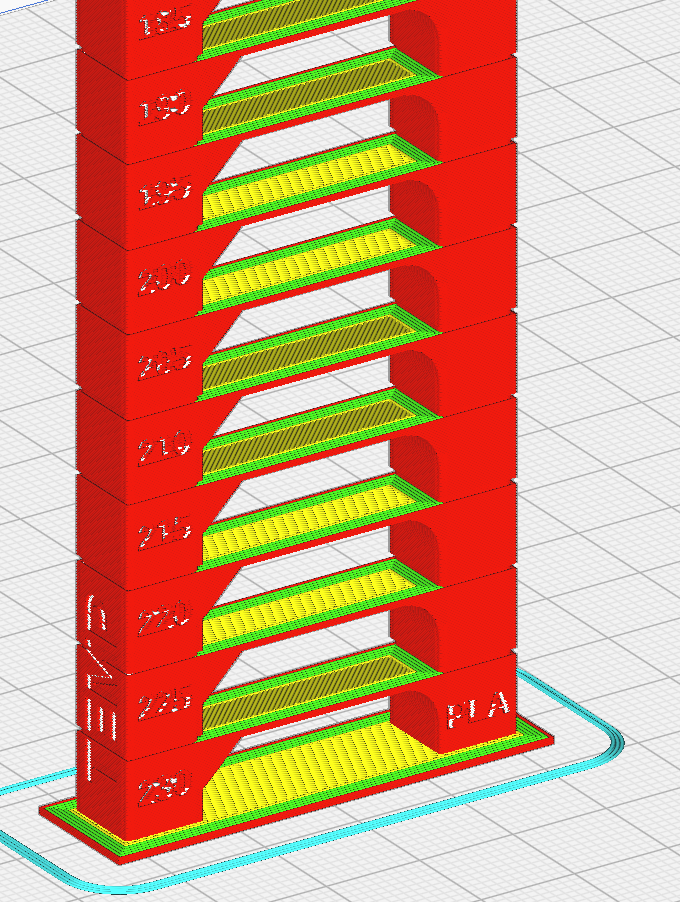
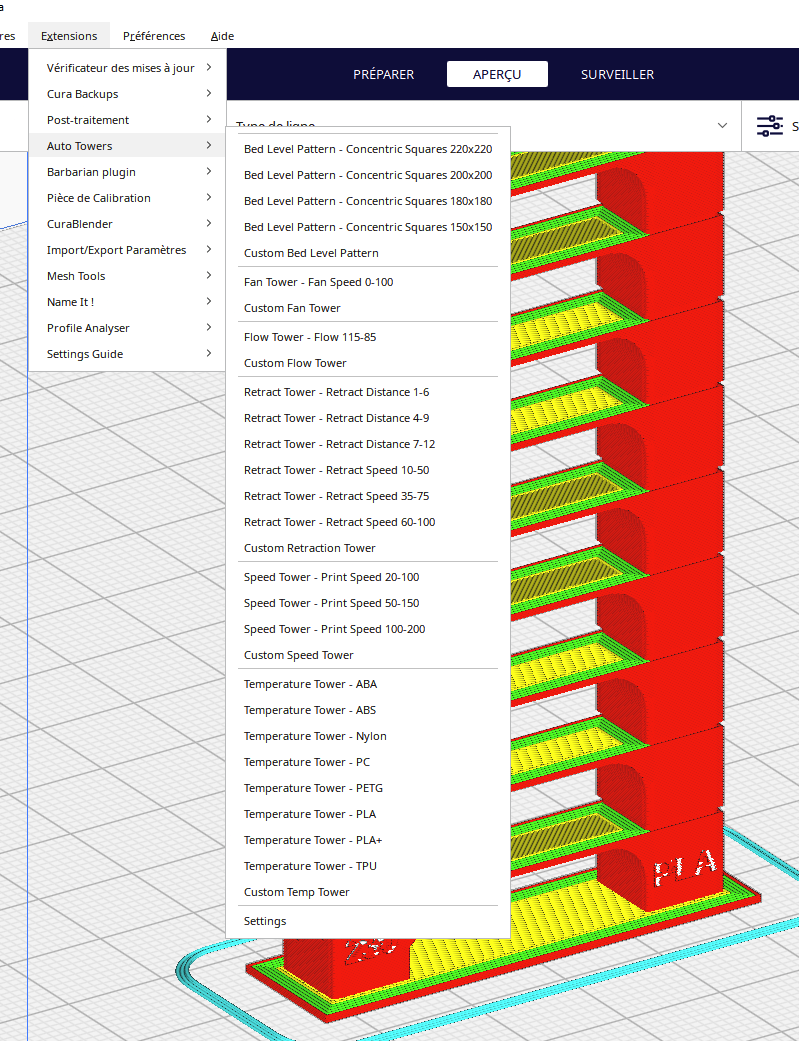
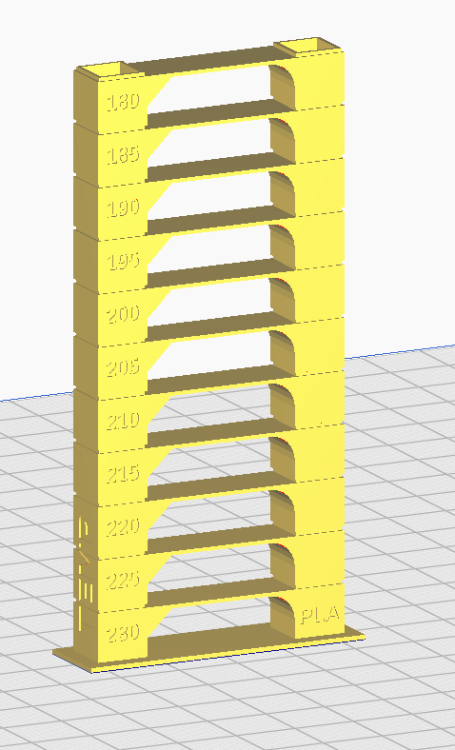
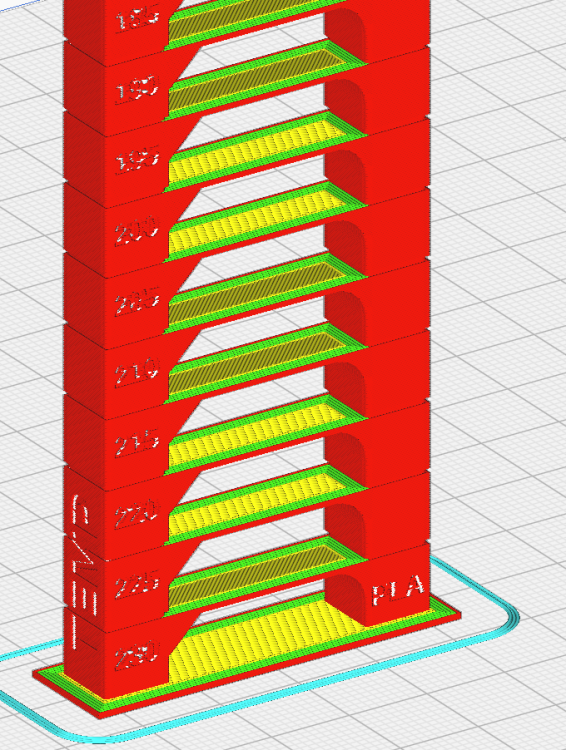
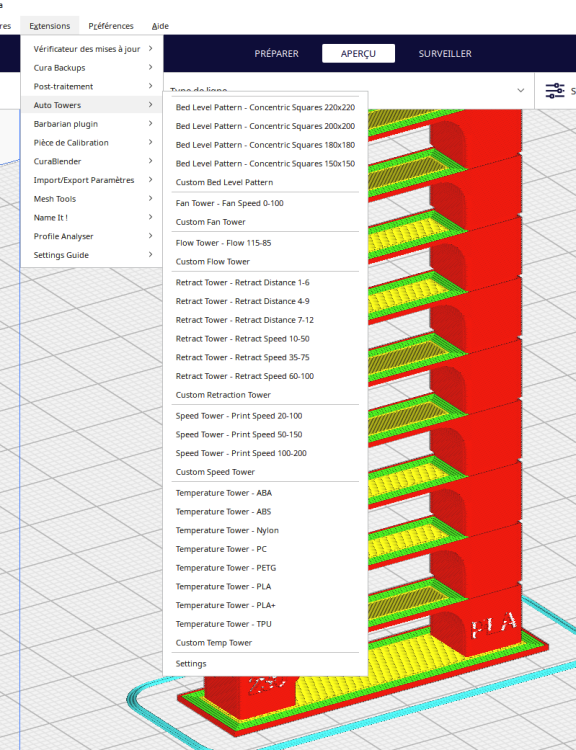
Par exemple, à faire pour le PLA une tour de température pour connaître une fois la tour faite quelle est la meilleure température pour avoir un bon résultat, Lors de l'impression il y a un changement de température à chaque zone. A voir entre le netteté des chiffres, le stringing et le pont. bien sûr il faut la slicer avec Cura. Il y a d'autres tours pour régler d'autres paramètres, dans les autotowers (les scripts sont inclus)
 1 point
1 point -
Salutation ! Tu fais bien chauffer la buse avant de demander une extrusion ? ( il y a une protection (désactivable avec M302: Cold Extrude ) qui fait que le firmware ignore les instructions d'extrusion si la température de la buse se trouve en dessous de par exemple 170°C sur la majorité des firmwares )1 point
-
@Karine760 Effectivement je ne trouve plus le plugin "calibration shapes sur le market" place, et pourtant il fonctionne toujours. Tu as celui-ci, si tu ne l'as pas déjà mis qui est utile : https://marketplace.ultimaker.com/app/cura/plugins/Kartchnb/AutoTowersGenerator Il apparaît sur github, mais après je ne sais pas comment le récupérer ? https://github.com/5axes/Calibration-Shapes/wiki1 point
-
S'il l'a lu. Là, il applique probablement une des techniques de manipulation. Pour que tu soit celui qui le recontacte et vienne le voir. ( Ma réponse doit probablement être une forme de biais de "Corrélation illusoire — perception d'une corrélation entre deux événements qui n'existe pas ou qui est bien plus faible en réalité." ! non ? )1 point
-
Il y a déjà un moment que je n'utilise plus les macros PAUSE, RESUME, … de Qidi. J'utilise le fichier client (Fluidd / Mainsail) qui fournit ces macros (les deux interfaces Web utilisent le même fichier (client.cfg) seul le lien symboliques est nommé différemment (fluidd.cfg / mainsail.cfg). J'aurais peut-être dû le préciser dès le début. Comme ce fichier n'est pas modifiable directement (lecture seule), il faut ajouter dans le printer.cfg, une macro [gcode_macro _CLIENT_VARIABLE] dans laquelle on peut réaliser les modifications voulues (ou pas) L'important est que, désormais, tout fonctionne Comme Klipper lui-même n'est pas en cause, moyennant des légères adaptations, c'est une solution utilisable avec les autres modèles de Qidi et probablement aussi avec d'autres fabricants utilisant un reverse bowden et un détecteur de fin de filament très loin de l'entrée de l'extrudeur.1 point
-
@fran6p Ca y est ! le SFS 2.0 marche bien sur mes deux X Max 3 ! Bon, le problème n'était pas lié à Klipper, mais aux modifications des macros Pause, Resume, Cancel .... que j'ai faites sur la base du post de Printables. Donc voici mes modifications du printer.cfg en ajout pour le SFS 2.0 Attention, j'ai mis un intervalle de détection de l'encodeur à 6 mm car j'utilise un tube prévu pour du Bowden avec un diamètre intérieur de 1,9 mm ################################################# # Filament sensor settings # ################################################# # modification for BTT SFS v2.0 #[filament_switch_sensor fila] #pause_on_runout: True #runout_gcode: # PAUSE # SET_FILAMENT_SENSOR SENSOR=fila ENABLE=1 #event_delay: 3.0 #pause_delay: 0.5 #switch_pin: !PC1 #Macros for BTT SFS V2.0 [gcode_macro KEEP_PRINTING_AFTER_FIL_RUNOUT] description: Trigger to pause the print after a further distance has been extruded variable_end_d: 0 gcode: {% set d_start = printer.print_stats.filament_used|float %} {% set d_end = (d_start + params.D|float)|float %} SET_GCODE_VARIABLE MACRO=KEEP_PRINTING_AFTER_FIL_RUNOUT VARIABLE=end_d VALUE={d_end} M117 Pausing at {printer["gcode_macro KEEP_PRINTING_AFTER_FIL_RUNOUT"].end_d|round(2)} UPDATE_DELAYED_GCODE ID=PAUSE_AT_D DURATION=1 [delayed_gcode PAUSE_AT_D] initial_duration: 0 gcode: {% set d_current = printer.print_stats.filament_used|float %} {% if d_current < printer["gcode_macro KEEP_PRINTING_AFTER_FIL_RUNOUT"].end_d %} M117 Stopping {d_current|round(2)} {printer["gcode_macro KEEP_PRINTING_AFTER_FIL_RUNOUT"].end_d|round(2)} UPDATE_DELAYED_GCODE ID=PAUSE_AT_D DURATION=1 {% else %} PAUSE M117 FILAMENT RUNOUT DETECTED! CHANGE_TUNE # BEEP to notify user to change filament UPDATE_DELAYED_GCODE ID=PAUSE_AT_D DURATION=0 {% endif %} [delayed_gcode DISABLEFILAMENTSENSOR] # This will disable SFS within 1 second after Klipper starts initial_duration: 1 gcode: SET_FILAMENT_SENSOR SENSOR=encoder_fila ENABLE=0 SET_FILAMENT_SENSOR SENSOR=fila ENABLE=0 [gcode_macro SFS_on] # Add "SFS_on" to PRINT_START and RESUME description: Enable Smart Filament Sensor gcode: M117 ENABLING the Smart Filament Sensor G92 E0 SET_FILAMENT_SENSOR SENSOR=encoder_fila ENABLE=1 SET_FILAMENT_SENSOR SENSOR=fila ENABLE=1 [gcode_macro SFS_off] # Add "SFS_off" to PRINT_END, PAUSE and CANCEL_PRINT description: Disable Smart Filament Sensor gcode: M117 DISABLING the Smart Filament Sensor G92 E0 SET_FILAMENT_SENSOR SENSOR=encoder_fila ENABLE=0 SET_FILAMENT_SENSOR SENSOR=fila ENABLE=0 [filament_switch_sensor fila] switch_pin: PC1 # Qidi: !PC1 / SFS: PC1 pause_on_runout: False runout_gcode: SET_FILAMENT_SENSOR SENSOR=encoder_fila ENABLE=0 M117 Filament end detected # PAUSE # [pause_resume] required in printer.cfg KEEP_PRINTING_AFTER_FIL_RUNOUT D={650} insert_gcode: M117 Filament switch inserted # Addon for BTT SFS V2.0 [filament_motion_sensor encoder_fila] switch_pin: PC3 detection_length: 6.0 # accuracy of motion sensor 2.88mm extruder: extruder pause_on_runout: False runout_gcode: M117 Filament motion issue PAUSE # [pause_resume] required in printer.cfg insert_gcode: M117 Filament encoder inserted Et les changements sur les macros Print start, end, pause, resume, cancel .... Ajout des macros SFS_on, SFS_off [gcode_macro PRINT_START] gcode: HOT_CALIBRATE_START SFS_on [gcode_macro PRINT_START_QD] gcode: HOT_CALIBRATE_START SFS_on [gcode_macro CANCEL_PRINT] rename_existing: BASE_CANCEL_PRINT gcode: {% if (printer.gcode_move.position.z) < 200 %} ; check that zhop doesn't exceed z max G1 Z200 F600 {% endif %} G1 X0 Y0 F12000 SDCARD_RESET_FILE PRINT_END BASE_CANCEL_PRINT SFS_off [gcode_macro PRINT_END] gcode: M106 P2 S0 M106 P0 S0 M106 P3 S0 #关闭活性炭风扇 M104 S0 M140 S0 M141 S0 M220 S100 M221 S100 SET_IDLE_TIMEOUT TIMEOUT={printer.configfile.settings.idle_timeout.timeout} ; set timeout back to configured value CLEAR_PAUSE SET_FILAMENT_SENSOR SENSOR=fila ENABLE=0 M84 # SET_STEPPER_ENABLE STEPPER=stepper_x enable=0 # SET_STEPPER_ENABLE STEPPER=stepper_y enable=0 # SET_STEPPER_ENABLE STEPPER=stepper_z enable=1 # SET_STEPPER_ENABLE STEPPER=extruder enable=0 BED_MESH_CLEAR #恢复调平数据 BED_MESH_PROFILE LOAD=default G31 BEEP I=2 DUR=500 SFS_off [gcode_macro PAUSE] rename_existing: BASE_PAUSE gcode: # Parameters {% set z = params.Z|default(50)|int %} ; z hop amount {% if printer['pause_resume'].is_paused|int == 0 %} SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=zhop VALUE={z} ; set z hop variable for reference in resume macro SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=etemp VALUE={printer['extruder'].target} ; set hotend temp variable for reference in resume macro # SET_FILAMENT_SENSOR SENSOR=fila ENABLE=0 ; disable filament sensor SAVE_GCODE_STATE NAME=PAUSE ; save current print position for resume BASE_PAUSE ; pause print {% if (printer.gcode_move.position.z + z) < printer.toolhead.axis_maximum.z %} ; check that zhop doesn't exceed z max G91 ; relative positioning G1 Z{z} F600 ; raise Z up by z hop amount {% else %} # { action_respond_info("Pause zhop exceeds maximum Z height.") } ; if z max is exceeded, show message and set zhop value for resume to 0 SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=zhop VALUE=0 {% endif %} SAVE_GCODE_STATE NAME=PAUSEPARK2 G90 ; absolute positioning G1 X{printer.toolhead.axis_maximum.x/2} Y{printer.toolhead.axis_maximum.y} F6000 ; park toolhead at front center SAVE_GCODE_STATE NAME=PAUSEPARK ; save parked position in case toolhead is moved during the pause (otherwise the return zhop can error) M104 S0 ; turn off hotend SET_IDLE_TIMEOUT TIMEOUT=86400 ; set timeout to 12 hours SET_STEPPER_ENABLE STEPPER=extruder enable=0 SFS_off {% endif %} [gcode_macro RESUME] rename_existing: BASE_RESUME variable_zhop: 0 variable_etemp: 0 gcode: # Parameters {% set e = params.E|default(2.5)|int %} ; hotend prime amount (in mm) {% if printer['pause_resume'].is_paused|int == 1 %} # SET_FILAMENT_SENSOR SENSOR=fila ENABLE=1 ; enable filament sensor #INITIAL_RGB ; reset LCD color SET_IDLE_TIMEOUT TIMEOUT={printer.configfile.settings.idle_timeout.timeout} ; set timeout back to configured value {% if etemp > 0 %} M109 S{etemp|int} ; wait for hotend to heat back up {% endif %} RESTORE_GCODE_STATE NAME=PAUSEPARK MOVE=1 MOVE_SPEED=150 ; go back to parked position in case toolhead was moved during pause (otherwise the return zhop can error) G91 ; relative positioning M83 ; relative extruder positioning {% if printer[printer.toolhead.extruder].temperature >= printer.configfile.settings.extruder.min_extrude_temp %} G1 E{e} F900 ; prime nozzle by E, lower Z back down # {% else %} # G1 Z{zhop * -1} F900 ; lower Z back down without priming (just in case we are testing the macro with cold hotend) {% endif %} RESTORE_GCODE_STATE NAME=PAUSEPARK2 MOVE=1 MOVE_SPEED=150 RESTORE_GCODE_STATE NAME=PAUSE MOVE=1 MOVE_SPEED=10 ; restore position BASE_RESUME SFS_on ; resume print {% endif %} Dans le start gcode du slicer on appelle la macro SFS_on et dans le end gcode la macro SFS_off Cerise sur le gateau du fait de l'utilisation de tube PTFE Capricorn XS entre le détecteur SFS 2.0 et l'extrudeur, je passe maintenant du TPU 98A sans devoir alimenter directement la tête et shunter le détecteur. La detection est active tant sur la fin de filament que sur un problème d'extrusion1 point
-
Je peux, peut être, apporter une suggestion de réponse à ce 23:59. Si vous regardez les horaires d'ouvertures des points de livraison, on voit les "locker" (les armoires dans lesquelles on peut récupérer les colis) qui ont cet horaire d'ouverture de 0:00 à 23:59. Ceci explique peut être cela... Y a une pub a la radio en ce moment pour des supermarchés (je crois) qui demande pourquoi le désinfectant tue seulement 99,9% des bactéries1 point
-
Y'en a qui font des lunettes imprimées en 3D... J'dis ça, j'dis rien1 point
-
Les neuf barrés sont un bon test pour savoir quand repasser chez l’ophtalmologiste .1 point
-
Bah si, tu fais la même erreur que @divers : ce n'est pas 150,00 mais 159,99€ ! Et 99,99 / 159,99 = 0,625 soit 37,5% de remise (je t'accorde que ce n'est pas 38%, à l'arrondi près car 38% de remise sur 159,99 devrait faire 99,1938 €).1 point
-
Pas la première, à 38%, cela devrait faire 93€ ou 92.99€ pour @divers1 point
-
Si le prix barré est bien 39,99, alors 29,99 / 39,99 = 0,7499 soit bien 25% de remise... Pour moi, les remises sont justes... Tu nous fais une perle là ???1 point
-
Et voilà, les industries des gants jetables en nitrile, des lunettes de protection et des blousses vont tomber en faillite. Et les dermatos eux risquent de voir de plus en plus de petite brulure chimique légère. Mais oui, je suis d'accord. Quand tu as l'habitude, (sans un coup dans le nez ou trop fatigué,) et la méthode adaptée pour les manipulations post-impression, toutes ses protections ne sont pas forcément indispensables.1 point
-
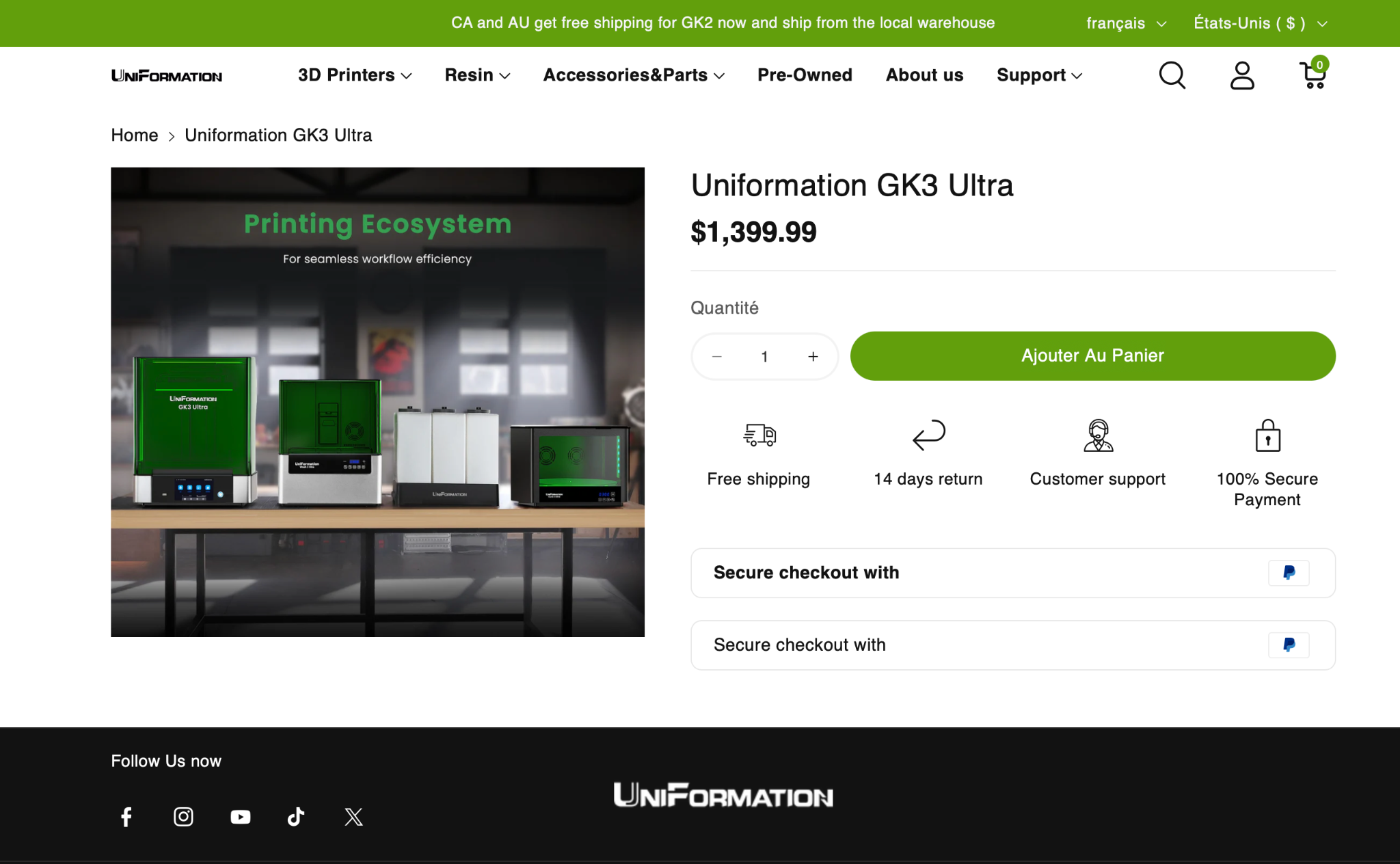
Erratum : Le lancement des précommandes de la GK3 Ultra ne sera pas le 26 juillet mais le 24 juillet 2024. L'offre initiale (rabais "early bird special price" et/ou add-ons) sera du 24 au 26 juillet. Ensuite il y aura une période de précommande avec un rabais un peu moins important, jusqu'au lancement effectif de la machine au prix public. Apparement une page sur la GK3 a été publiée sur le site d'Uniformation : https://uniformation3d.com/fr/products/uniformation-gk3-ultra puis rapidement retirée. Mais le cache de google l'a chopée : cache:https://uniformation3d.com/fr/products/uniformation-gk3-ultra Le tarif affiché est donc 1399.99 dollars. Soit grosso modo 1290 euros HT (1550 euros TTC) La question subsiste de savoir si c'est le prix public ou le prix spécial au lancement… ################################################################################################################################################################################################################################################################################################################################################################################# Mais grosse douche froide (info officielle que je partage ici en exclu, vous ne trouverez cette info nulle part ailleurs sur le net) concernant la vitesse d'impression de la GK3 Ultra J'ai d'abord constaté que la vitesse, comme pour la GKtwo, n'est mentionnée nulle part dans les caractéristiques principales de la machine (publiées en avance par leur VRP Youtubeur "FauxHammer" sur cet article de son blog en anglais). C'était déjà de mauvaise augure. Je fais d'abord une digression sur la GKtwo, désolé pour le pavé mais c'est nécessaire pour que vous compreniez bien le fond du problème (qui n'est pratiquement jamais abordé) : Tout le monde parle de la GKtwo. Elle a reçue la distinction "meilleure imprimante de 2023" et est toujours très plébiscitée 15 mois après sa sortie. Et ceci, alors qu'elle reste vendue à un prix relativement élevé (hors promos ponctuelles type Black Friday ou Prime Days) tout en offrant une mécanique aujourd'hui assez "désuète" (la technologie avance super vite dans ce milieu). J'en veux pour preuve sa vis trapézoïdale guidée par un seul rail linéaire. Étrangement, ce système relativement imprécis ne l'empêche pas d'imprimer en très bonne qualité (heureusement). Cependant, c'est ce qui l'empêche d'imprimer rapidement. La GKtwo est en effet l'une des imprimantes les plus lentes du marché en 2024 : elle tourne à environ 30 mm/h @ 100 microns, là où une Saturn 4 Ultra plus récente et bien moins chère sera 2,5 fois plus rapide. Réponse habituelle : "la GKtwo est sortie bien avant et n'a pas de tilt". Non. Une Anycubic M7 Pro n'a pas non plus de bac basculant, mais elle a un film ACF et un double rail linéaire, et elle est capable d'atteindre 170 mm/h en 100 microns. "Oui ok, mais l'Anycubic est + récente". Là encore, réponse HS : les vis à billes existaient il y a deux ans, c'est donc un choix délibéré d'UniFormation de commercialiser une machine chère en faisant l'impasse sur une mécanique sérieuse. Certes, on peut troquer le film PFA de la GKtwo par un ACF mais la vitesse n'en sera que légèrement améliorée : c'est sa mécanique qui est limitante, elle ne peut pas suivre. Si on force on saute des pas sur le stepper et la vis sans fin et c'est l'échec d'impression assuré. Beaucoup de possesseurs de GKtwo rétorquent dans ce cas que "la vitesse ne fait pas tout". Dans le monde de l'impression FDM, c'est exactement ce que les fans de Prusa objectaient quand Bambu Lab a débarqué. On connaît la suite… Ce genre de commentaire me rappelle aussi ce membre de l'État-major de la Marine française qui, ayant appris l'existence des torpilles hypervéloces russes, technologie dont la France est totalement dépourvue, avait déclaré "en matière de torpilles, la vitesse ne fait pas tout". Ben voyons, on n'a qu'à revenir à la marine à voile et aux navires en bois pour davantage de furtivité, tant qu'on y est. Bref, ne nous méprenons pas : je suis le premier à préférer la qualité d'impression et la fiabilité (répétabilité) à la vitesse pure, quand il faut choisir. Mais cette position n'est plus tenable quand certaines machines offrent désormais les trois à la fois. Car quand on vise de la production et pas du hobby (il y a des gens qui achètent des imprimantes à plus de 800 euros en hobby ?), le temps c'est de l'argent. Je sais que des pros ont revendu leur Phrozen Mega 8K ou leur Anycubic M3 Max après avoir acquis l'ApexMaker X1, car cette dernière va tellement plus vite qu'il n'y a plus besoin d'autres imprimantes en parallèle, et elles prennent la poussière. C'est exactement ce qui s'était passé chez moi avec ma vénérable Prusa MK3S quand j'ai acquis la Bambu Lab X1-Carbon. Fin de la digression sur la GKtwo, Prusa, Bambu Lab et les torpilles. — Fort heureusement, les premières informations dévoilé à propos de la GK3 Ultra faisant état d'une vis à bille et d'un double rail linéaire, ce problème était (je pensais) résolu. J'ai donc écrit directement à UniFormation pour en avoir le cœur net, sans toutefois penser qu'ils répondraient puisque la machine n'est même pas encore dévoilée. Je vous traduis mon message en français : Et contre toute attente, ils m'ont répondu dès le lendemain ! Et encore plus contre toute attente, les nouvelles ne sont malheureusement pas bonnes. Je vous traduis leur message en français (c'est moi qui mets en gras) : Alors, là… j'en tombe à la renverse sur ma chaise. La GK3 Ultra serait plus lente que la GKtwo sortie il y a quasiment deux ans ??? Mais à 30 cm de haut les prints vont prendre DES PLOMBES ! Je ne comprends pas leur remarque concernant la surface du film et la lift distance toutes les deux proportionnellement plus importantes. Enfin si, je comprends très bien la logique et le principe, mais si la taille du film empêchait réellement n'importe quelle grande imprimante d'être rapide, l'Apex-Maker X1 ne serait pas capable de donner ce genre de fessée déculottée à une Phrozen Sonic Mega 8K (chaque imprimante concourt avec la résine rapide de la marque et son profil constructeur le plus rapide) : L'Apex imprime ce Thanos de près de 40 cm en 4h12 quand il faut 10h14 à la Phrozen pour terminer la même pièce, pour la même qualité au top (et encore, même pas puisque l'Apex offre une hauteur de couche plus fine). Qui osera encore dire "la vitesse ne fait pas tout" ? Autre incompréhension concernant la GK3 Ultra : contrairement à toutes les autres imprimantes où il faut remplir pas mal le bac avec la résine (d'autant plus pour les grands prints, s'il n'y a pas de pompe dans la machine) pour éviter de tomber en panne sèche en cours de print, l'ingénieux système à cartouche pressurisée de la GK3U admet une certaine hauteur dans le bac d'impression, et cette hauteur est contrôlée et reste à tout instant constante et très limitée. Je pensais que cette fine couche de résine permettrait des réglages TSMC doubles plus agressifs en montée et en descente (distance totale moins grande et vitesse éloignée plus rapide sans risquer de splash) mais UniFormation a l'air de dire que la lift distance sera super haute… Bref, je suis très désappointé
 1 point
1 point -
Salut : Voici un sujet qui a le mérite de mettre les pieds dans le PLA !1 point