Classement




Contenu populaire
Contenu avec la plus haute réputation dans 17/08/2024 Dans tous les contenus
-
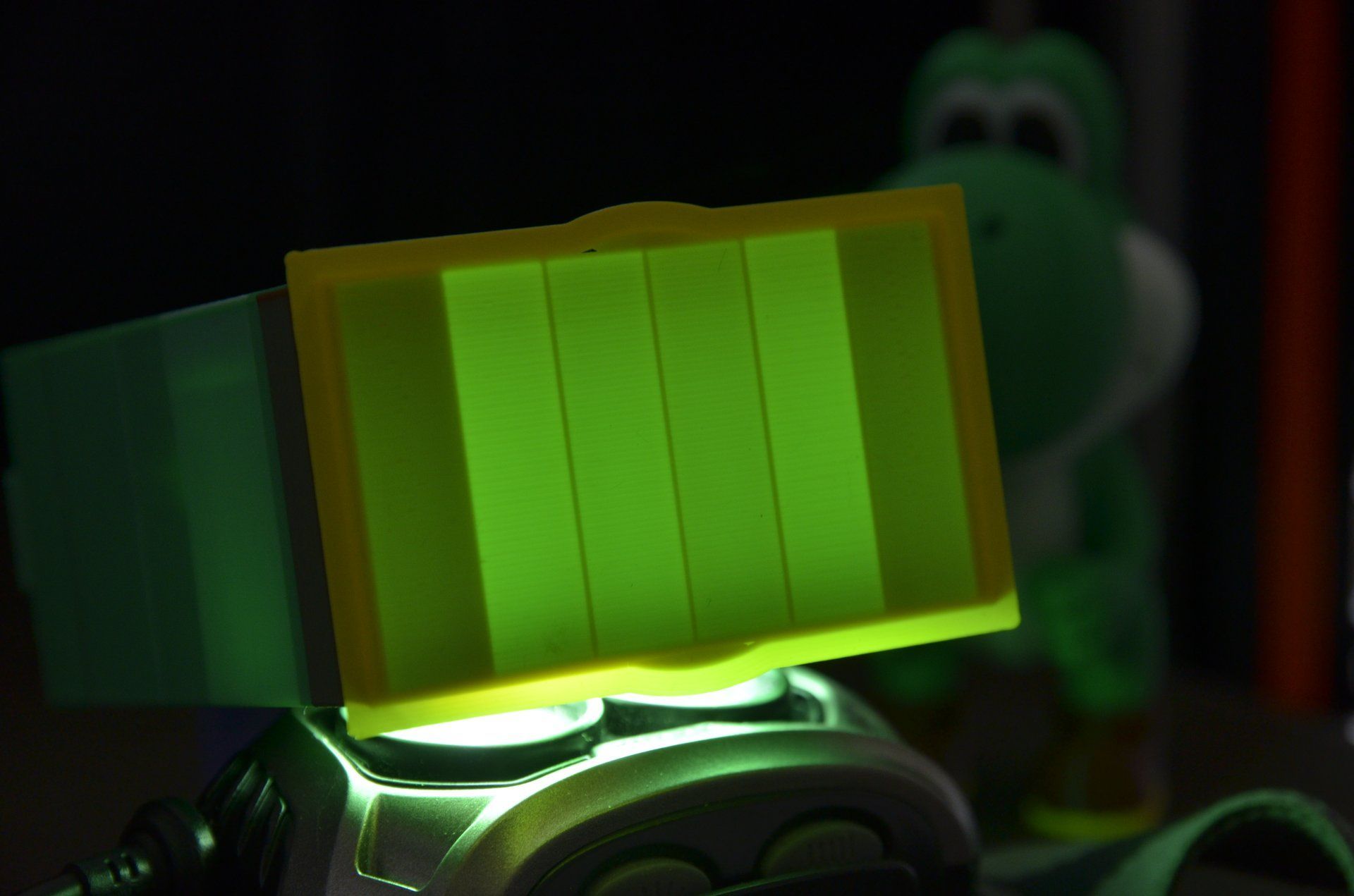
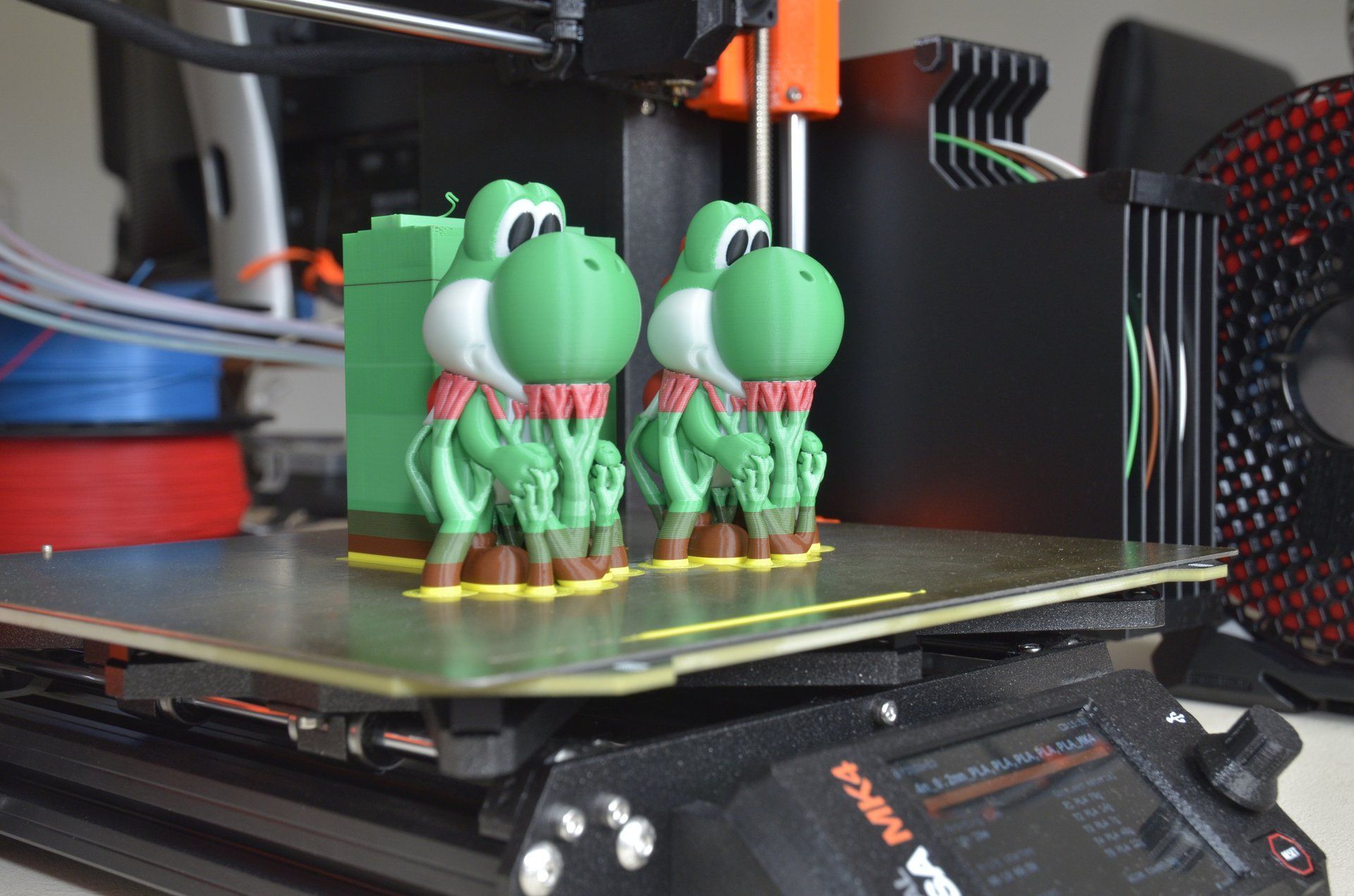
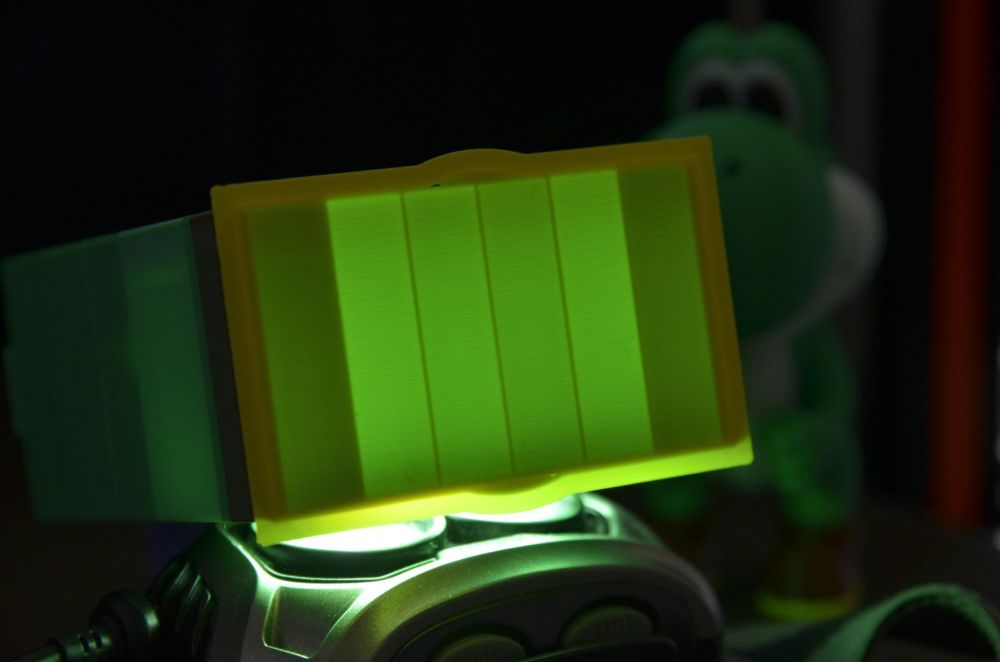
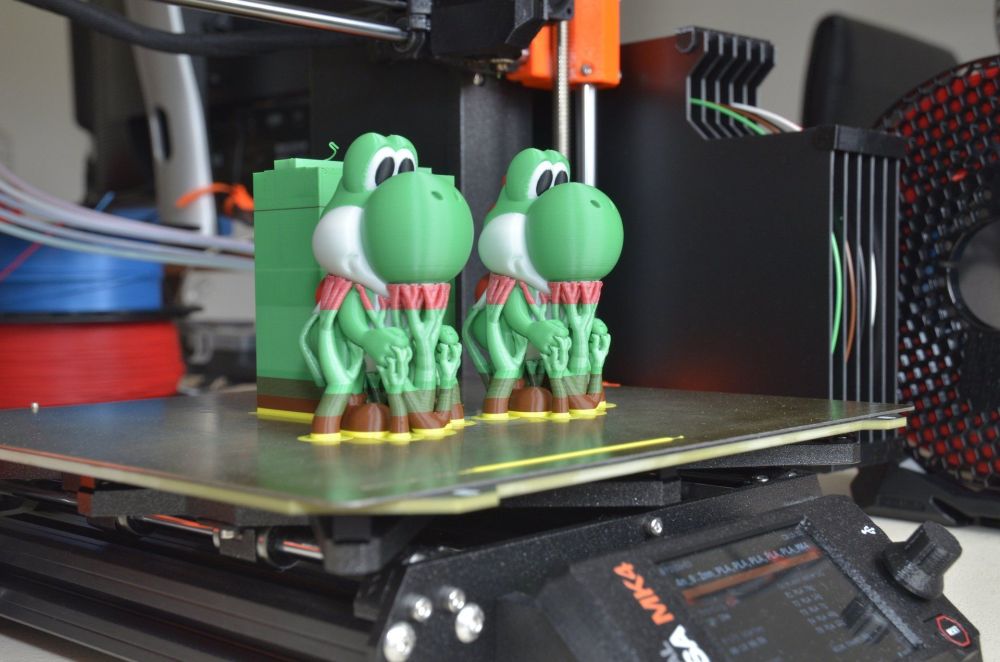
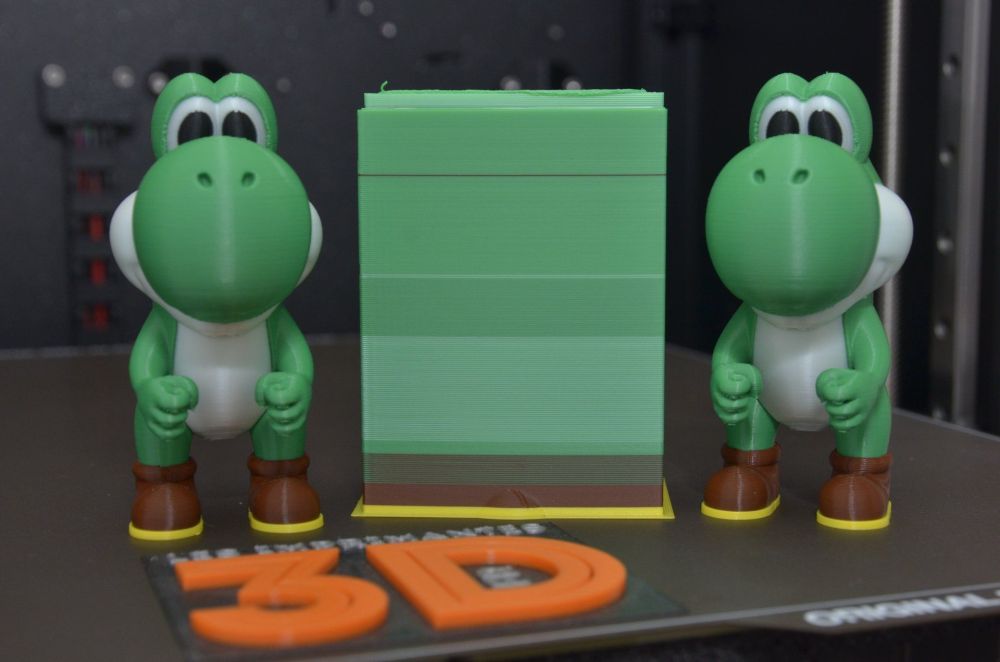
Encore un petit 650 changements de filament pour une quinzaine d'heures d'impressions. Mais 6 couleurs. La tour de purge parait énorme (elle l'est !) mais en réalité elle est majoritairement vide : C'est difficile à montrer, faudrait que je puisse couper l'avant proprement. Il y a deux raisons au fait qu'elle soit bien vide : Il y assez peu de couleur par couche, au max 4 au niveau des yeux, mais la plupart du temps 2 ou 3 seulement. Une partie de la purge se trouve dans l'infill de l'objet lui-même. En effet ça ne se voit pas mais Yoshi est tout coloré de l'intérieur. Pour la sixième couleur j'ai fait soft, juste un changement de filament sur la semelle des chaussures, en utilisant la fonction idoine dans PrusaSlicer. La machine s'est mise en pause en éjectant le filament par l'avant du MMU3, c'est surprenant lorsqu'on ne sait pas comment ça fonctionne la première fois. Il suffit alors de suivre les instructions à l'écran : retirer le filament et charger le nouveau en appuyant sur continuer. Tout se fait tout seul. Ou presque => En réalité ces figurines sont la deuxième tentative d'impression. A la première tentative, au moment du changement de filament je n'ai pas utilisé l'écran, mais les boutons directement sur le MMU3, comme j'ai l'habitude de le faire pour charger les filaments. En faisant ça, l'écran de l'imprimante affiche un autre message indiquant ce qu'il se passe sur le MMU3. Le hic c'est qu'alors on perd l'accès à l'écran initial de pause, on a plus aucun moyen de cliquer sur continuer. Pire, j'ai terminé sur un reset de la machine avec écran rouge et alarme stressante m'indiquant un timeout marlin je sais plus quoi. Je n'ai pas eu la présence d'esprit de prendre une photo tant je voulais vite arrêter ce biiiiip. Si on utilise la machine normalement, pour le moment elle fait son taf et elle le fait bien. Mais faut pas trop sortir du cas nominal, il y a encore des trous dans la raquette des testeurs chez Prusa. A+

 5 points
5 points -
3 points
-
Bonjour, Tu ne trouveras pas de filament vraiment transparent, tout juste plus ou moins translucide. Je fais me verrières d'avion en PETG Overture, c'est ce que j'ai trouvé de mieux jusqu'à présent. Enfin, de moins moche. Pour les vitres de train et de bateau, suivant l'échelle, je privilégie le verre ou à défaut le rhodoïd. Pour le verre je prend des plaquettes pour microscope ou en plus grand les plaquettes de géologie. Il faut s'entrainer avec des coupes verre et des pinces à mosaïque. C'est un vrai challenge mais c'est très réaliste. Au contraire du filament qui lui est très laid.3 points
-
Hello @PPAC, je te dirai ça plus tard, pour le moment je soigne une petite brûlure. Et ça va être la minute prévention. Le plastique devient mou dans la hotend, mais il peut aussi devenir carrément liquide. Lors que démarrage d'une impression, la XL vient purger une "ligne" d'intro en bordure de plateau comme ça : Mais là j'ai eu ça au début de la purge, sur la base du chassis : La présence du papier imbibé d'IPA est une coïncidence, sauf qu'il y avait ma main qui tenait le papier... Hop mini brûlure, j'ai du couper les poils autour de la goutte pour pouvoir la retirer, et la première couche de peau est partie avec. Bon rien de grave heureusement, c'est le métier qui rentre. Le pire c'est que c'est un comportement que j'avais déjà observé sur mon i3-RDX (idex) lorsqu'une tête restait au parking trop longtemps, elle pouvait parfois cracher une goutte liquide sous pression au moment de sortir de sa languette de silicone.

 2 points
2 points -
Pas tester le recycler, mais j'ai testé le éco, et le résultat est tout sauf régulier, 2 bobines de 2.3 kg ras et 3 bobines de 1 kg (lot différents) totalement inutilisable. Obliger de monter à plus de 250°C (c'était censé être du PLA) pour avoir une liaison de couches potables, mais une finition plus que pourri, donc j'ai abandonné et les 3 bobines vont passer à la poubelle. Après contact, le PLA éco n'est pas un de leurs PLA, mais un PLA qu'ils achètent sur le marché de gros, donc pour la qualité c'est la loterie.2 points
-
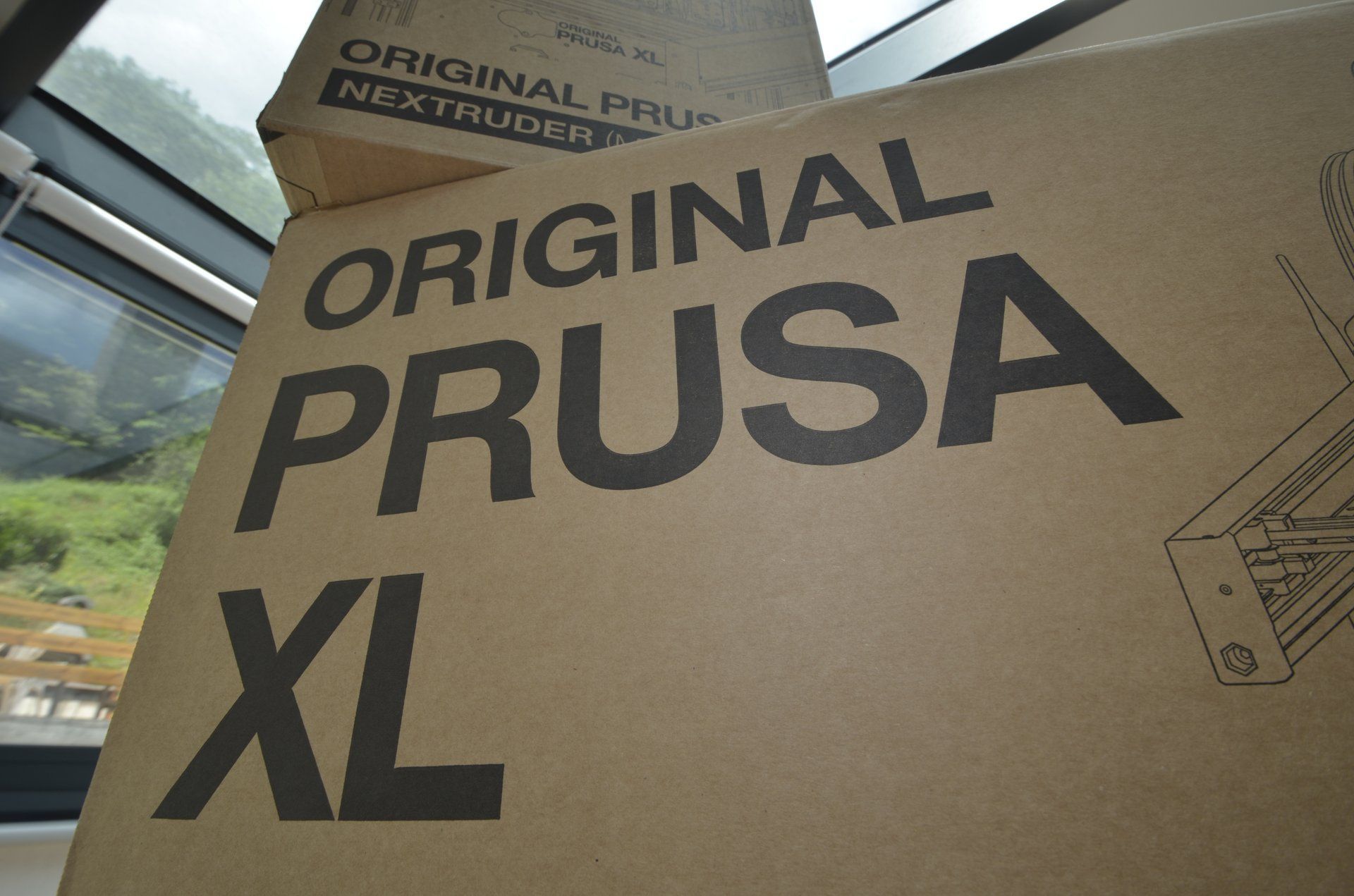
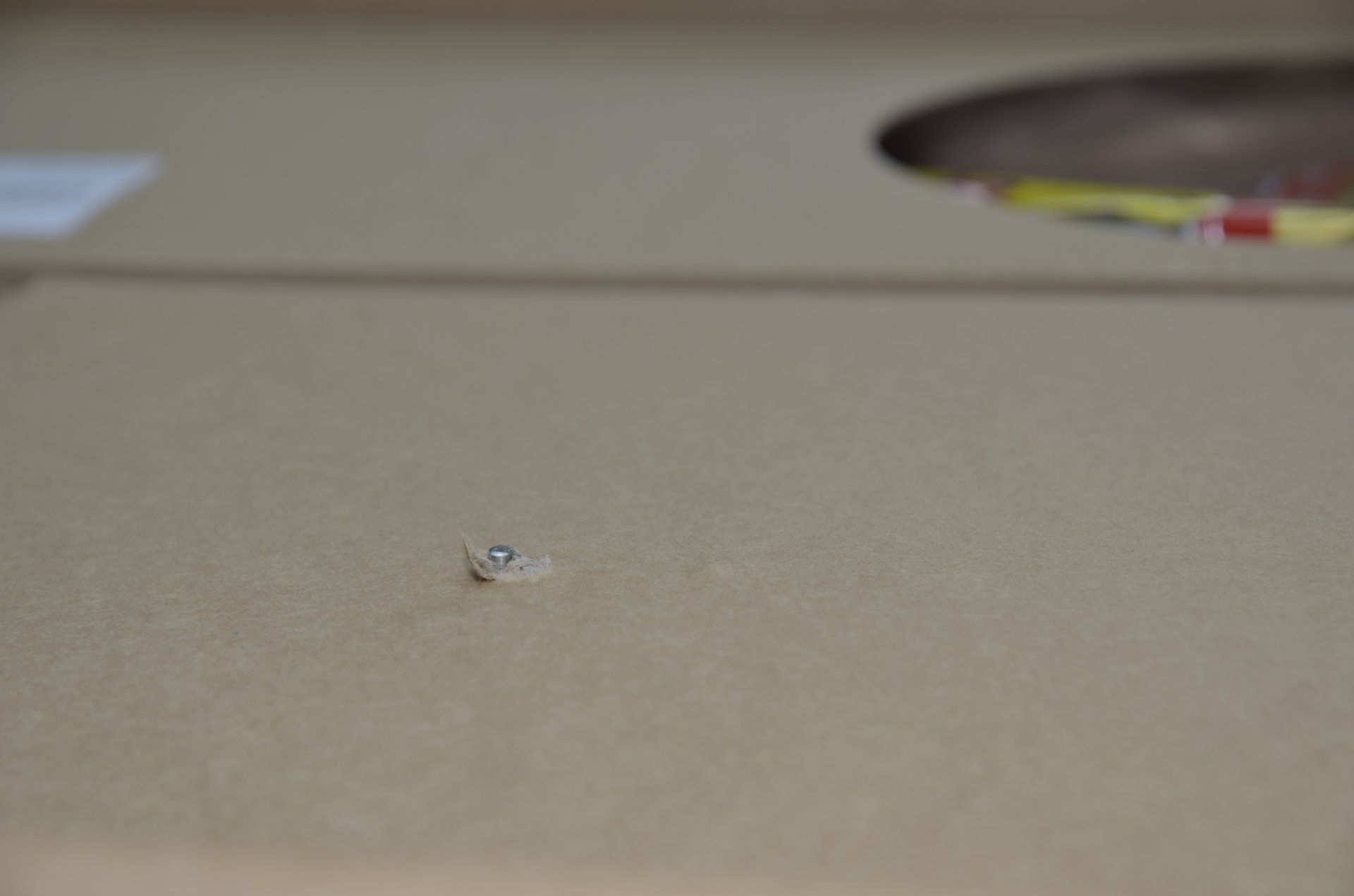
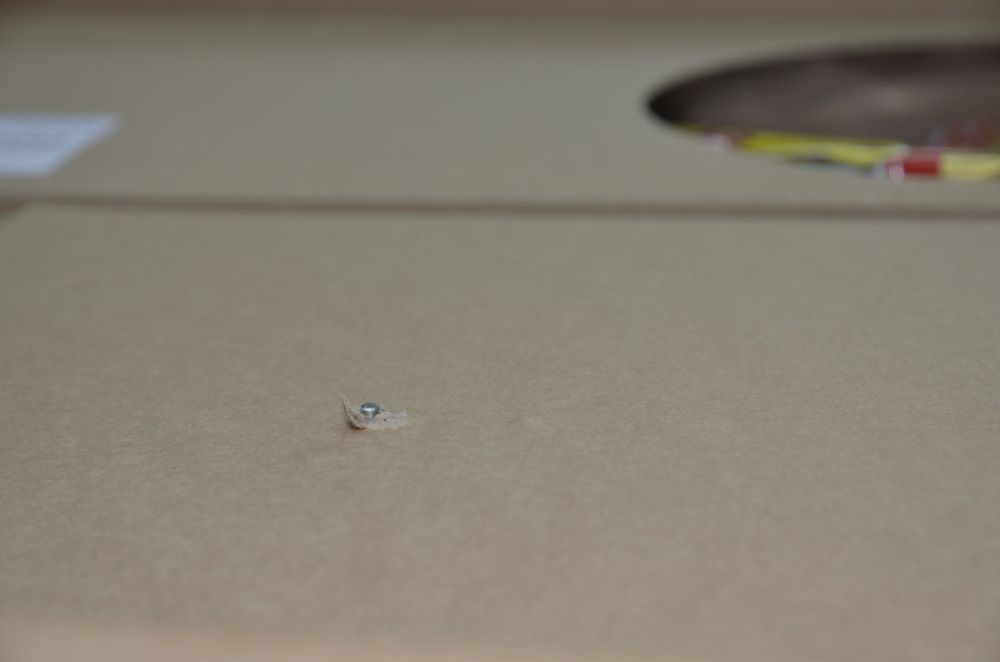
Hello, Sur ce topic nous allons aborder la découverte de la très attendue Original Prusa XL, équipée de cinq têtes. Le test sur le site https://www.lesimprimantes3d.fr/test-original-prusa-xl-5t-5-tetes-20241030/ Afin de lever tout ambiguïté, il s'agit ici d'une machine que Prusa Research nous a fait parvenir pour le test. Même si je peux comprendre les avis contraires, je n'en serai pas moins critique. Je suis parfaitement libre de mes propos et j'ose espérer que vous, lecteurs, puissiez avoir confiance en mon jugement. C'était important que je le précise. Après ce petit préambule, passons aux choses sérieuses, la GROSSE bête : Bon allez, la même en version un peu moins impressionnante : La Prusa XL en version cinq têtes (que j'abrègerai 5T par la suite) est livrée en deux cartons. Le principal contient toute la machine avec deux têtes, les trois têtes restantes sont dans le second carton plus petit. Il vaut mieux être deux pour déplacer le gros et même pour le vider de son contenu, j'ai réquisitionné ma moitié qui a transpiré tout autant que moi. Je vous le dis tout de suite, je n'attaquerai l'assemblage que demain. Pour le moment je me suis contenté d'inspecter le contenu que je vous montrerai plus en détails le moment venu. J'avais remarqué dès la livraison qu'une des deux poignées en plastique qui ornent deux côtés du carton principal était cassée. Chose semble-t-il tout à fait courante si je me réfère aux retours de nombreux utilisateurs. Rien d'étonnant avec un carton de 35kg ! Si l'on tire dessus latéralement pour le sortir du camion, ça casse net. Cela a même donné des idées à certains, qui ont modélisé la poignée pour pouvoir la ré-imprimer. Rien de grave en soi, le carton est en excellent état et ne semble pas avoir souffert de choc. Je commence par ouvrir le petit carton, composé de trois sous-cartons, rien à signaler. Ensuite j'ouvre le gros carton, et je m'attend à un emballage tout aussi impeccable, bien condensé et bien calé. Et bien j'ai été surpris ! Il y a un petit vide sur le dessus, quelque chose comme 2-3cm entre les sous-cartons et le couvercle du gros carton. On aperçoit au fond, l'emplacement réservé pour une boite de Haribo remplacée par un paquet mou, laissant le trou béant, alors que ce meme carton contient plein de petits sachets d'éléments individuels. Mais ils sont restés en place, laissant penser que le colis est resté à l'endroit durant le transport. Je remarque immédiatement qu'un des sous-cartons est percé par un des composants. Il s'agit d'un carton contenant une des têtes et la partie qui dépasse est un téton en métal. Lorsque je l'ouvre je remarque qu'il y a normalement deux trous prévus pour caler ces tétons (là encore du vide sous le couvercle), mais aucun des cinq cartons n'est aligné, et plusieurs présentent des marques de déchirure : C'est encore pire en dessous : D'une manière générale, il y a du jeu un peu partout dans les emballages. Mais a priori aucune casse, que du carton. J'avoue que cette Prusa XL 5T ne démarre pas sous les meilleures auspices. J'espère ne pas trouver d'autres surprises demain lorsque j'attaquerai son montage ! En attendant, n'hésitez pas à poser vos questions ou proposer vos idées concernant ce test, j'essaierai d'y répondre dans la mesure du possible. A très vite.



 1 point
1 point -
Donc la XL n’a pas obéi aux trois lois fondamentales de la robotique d’Asimov. tu devrais appeler Will smith en cas de danger.1 point
-
Pas fait grand chose sur le camion depuis quelques jours (faudrait que je soit chez moi pour ça, c'est dur d'être à la retraite on n'a plus de temps pour bosser ), j'espère m'y remettre à partir de demain. J'ai quand même enlevée quelques parties rouillés et traitée les parties restantes dans l'attente de resouder de la tôle. L'arrière Et l'avant sous la caisse, c'est la partie ou on met le cric pour soulever le camion donc va falloir bien renforcer. Il restera encore l'autre côté à faire, ces 4 réparations (peut être 3 car l'arrière de l'autre côté n'a pas l'aire pourri) seront les plus chiantes à faire tous les autres points de rouille ne sont pas perforant donc juste un bon ponçage et traitement avec un transformateur de rouille puis peinture antirouille.


 1 point
1 point -
Salutation ! Je parle sans vraiment savoir, car je n'ai pas cette machine. Mais je dirais que c'est compatible et que c'est probablement que tu n'as pas bien coupé en biseau (ou en pointe) le nouveau filament lors de son insertion et qu'il a buté sur le trajet et n'est pas arrivé au niveau de l'extrudeur. Essai de mettre en chauffe et de pousser à la main le filament. Jusqu'à ce qu'il bloque et alors tenter de demander une extrusion tout en le poussant à la main et si tu ne le vois pas se faire tirer par l'extrudeur ou si après quand tu l'éjectes il n'a pas les traces du mordant des dents de l'extrudeur, tu seras fixé.1 point
-
Pour info : Le silica est uniquement fait pour maintenir un taux d'humidité réduit dans l'AMS, mais en aucun cas il va déshydrater des bobines humides Pour déshydrater une bobine de filament en PLA c'est plusieurs heures à 55 degrés avec une ventilation appropriée. Dans plusieurs messages, il est indiqué que les bobines cartons sont à proscrire dans l'AMS, ce sont elles qui se bloquent.1 point
-
Un grand merci à tous pour votre aide et vos conseils : pommeverte : Le tuto que tu m'as filé est parfait pour la Sidewinder X1 stock. Et le tuyau pour l'antenne Wifi me sauve la vie Savate: Le fichier printer.cfg est nickel J'attaque maintenant les tests de paramétrage: PID (Aifol, je penserai à toi quand j'aurai les valeurs), vibration, extrusion .... On risque donc de se retrouver sur d'autres posts pour d'autres galères Pour les PID j'ai suivi ce tuto: KLIPPER : PID tuning pour votre imprimante 3D - Tutoriel réglage imprimante 3D (youtube.com) J'ai trouvé les valeurs suivantes: #*# [extruder] #*# control = pid #*# pid_kp = 27.622 #*# pid_ki = 2.488 #*# pid_kd = 76.651 #*# #*# [heater_bed] #*# control = pid #*# pid_kp = 49.907 #*# pid_ki = 0.526 #*# pid_kd = 1184.664 Pour les PID j'ai suivi ce tuto: KLIPPER : PID tuning pour votre imprimante 3D - Tutoriel réglage imprimante 3D (youtube.com) J'ai trouvé les valeurs suivantes: #*# [extruder] #*# control = pid #*# pid_kp = 27.622 #*# pid_ki = 2.488 #*# pid_kd = 76.651 #*# #*# [heater_bed] #*# control = pid #*# pid_kp = 49.907 #*# pid_ki = 0.526 #*# pid_kd = 1184.6641 point
-
Double caméra? Je viens d'aller vérifier a nouveau sur le site, c'est clairement écrit lidar, je l'attendais a ce qu'elle dispose du même type de capteur que bambu . Une machine vendue a 1650 euros sur le site avec une liste longue comme le bras de fonctionnalités, quand on voit ce qui fonctionne réellement je trouve qu'on frôle l' arnaque quand même. Je sais pas si c'est volontaire de leur pars ou si ils se sont retrouvé dépassé par les événement mais c'est pas terrible quand même1 point
-
Petite mise à jour hier de Anycubic Sliser orca version de l'imprimante pour ceux qui n'ont pas vu ! On peut enfin jouer envoyer les fichiers à distance , fini la clef ubs !1 point
-
Voici les fichiers STL du support d'écran BTT HDMI 5" v1.2, c'est une version modifié du model "Creality K1 BTT HDMI 5 v1.2 Mount" ecran bbt hdmi 5-devant.stlecran bbt hdmi 5-fond.stlecran bbt hdmi 5-piece_1.stlecran bbt hdmi 5-piece_2.stl1 point
-
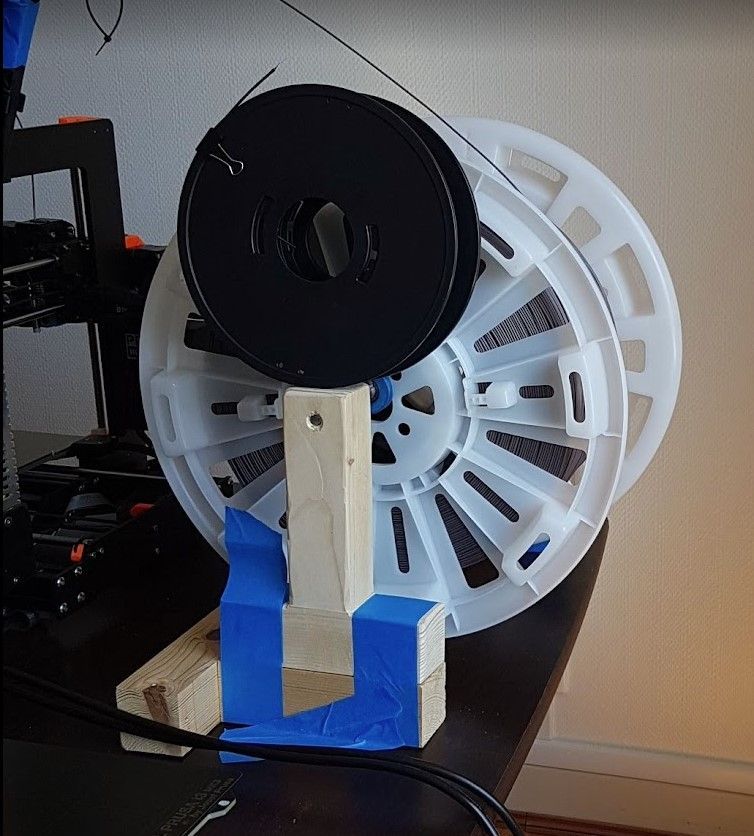
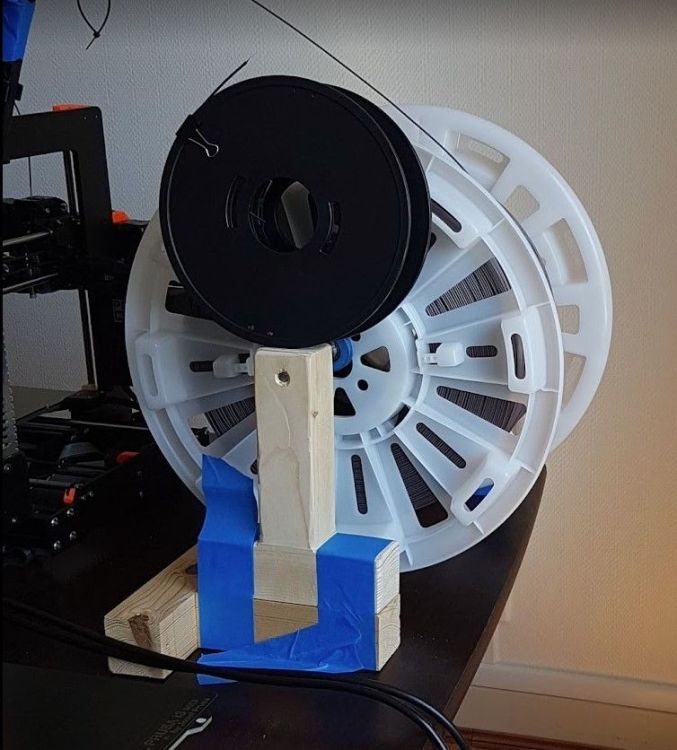
Salut, Du recyclé Arianeplast j'en ai passé quelques dizaines de kilo. Je n'ai jamais eu de blob mais une fois une miette de carton qui a bouché la buse. Impossible de dire si elle était dans le filament ou sur le filament. Pour le tout venant et prototypage je délaisse le recyclé au profit du change color. J'ai eu trop de résultats variables d'une bobine à l'autre, avec des propriétés mécaniques carrément nulles parfois. Le change color n'a pas ce problème. Attention si tu rebobine sur un moyeu plus petit, ton filament risque de se casser en petits morceaux dans les jours à venir. Fait d'abord un essai sur quelques mètres et laisse le plusieurs jours pour voir la réaction. Quand je le faisais, je passais la bobine fraichement bobiné au four pour libérer les contraintes internes du filament (en plus de le sécher). Pour la taille, ça va encore, t'as pas vu les 8kg...
 1 point
1 point -
Pour les personnes intéressées par la XL, il me semble préférable d’attendre quelques semaines que les améliorations faites sur la MK4 (version S) soient reportées sur la XL « S » car ce sont les mêmes éléments sur les deux bécanes.1 point
-
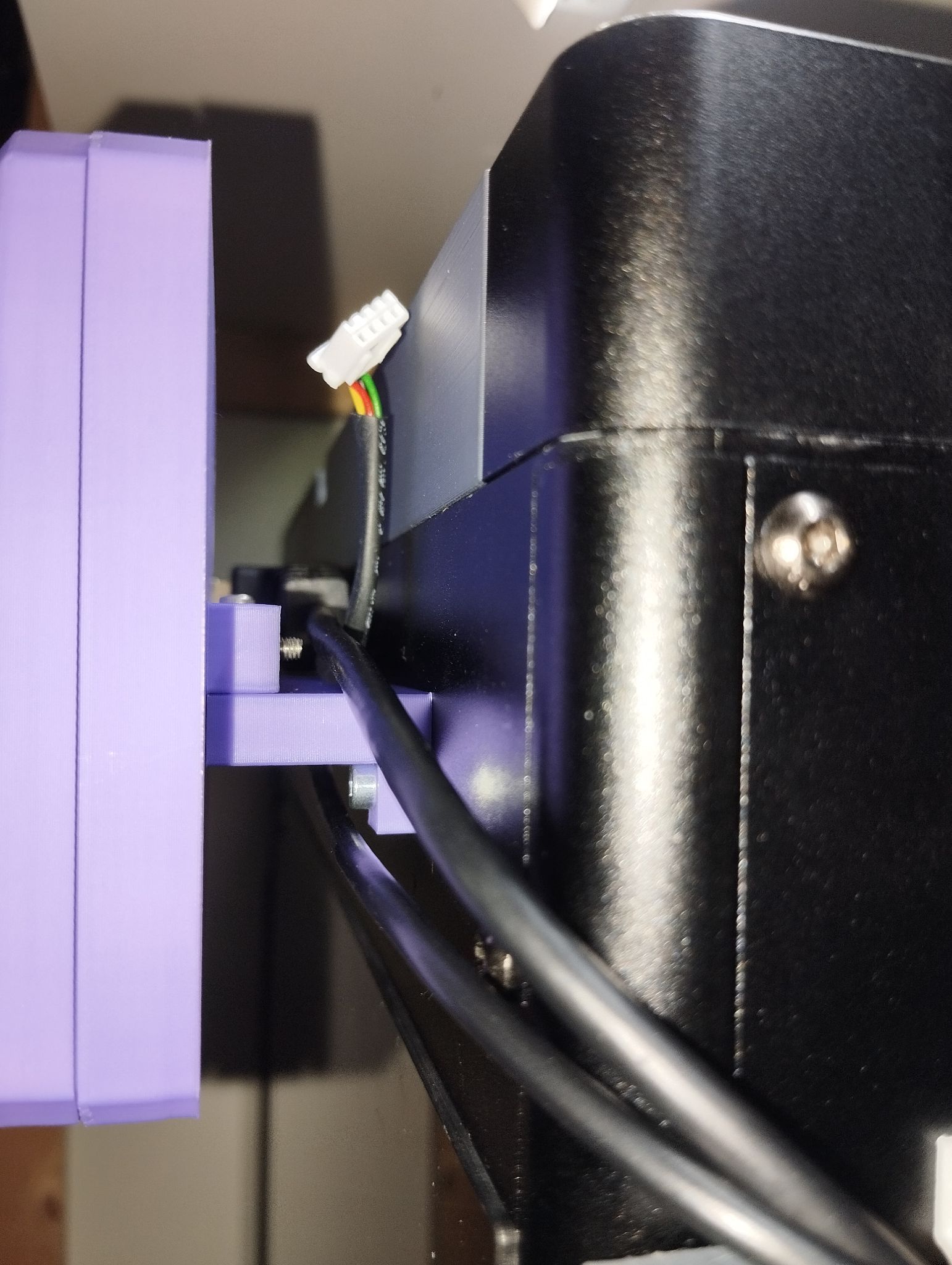
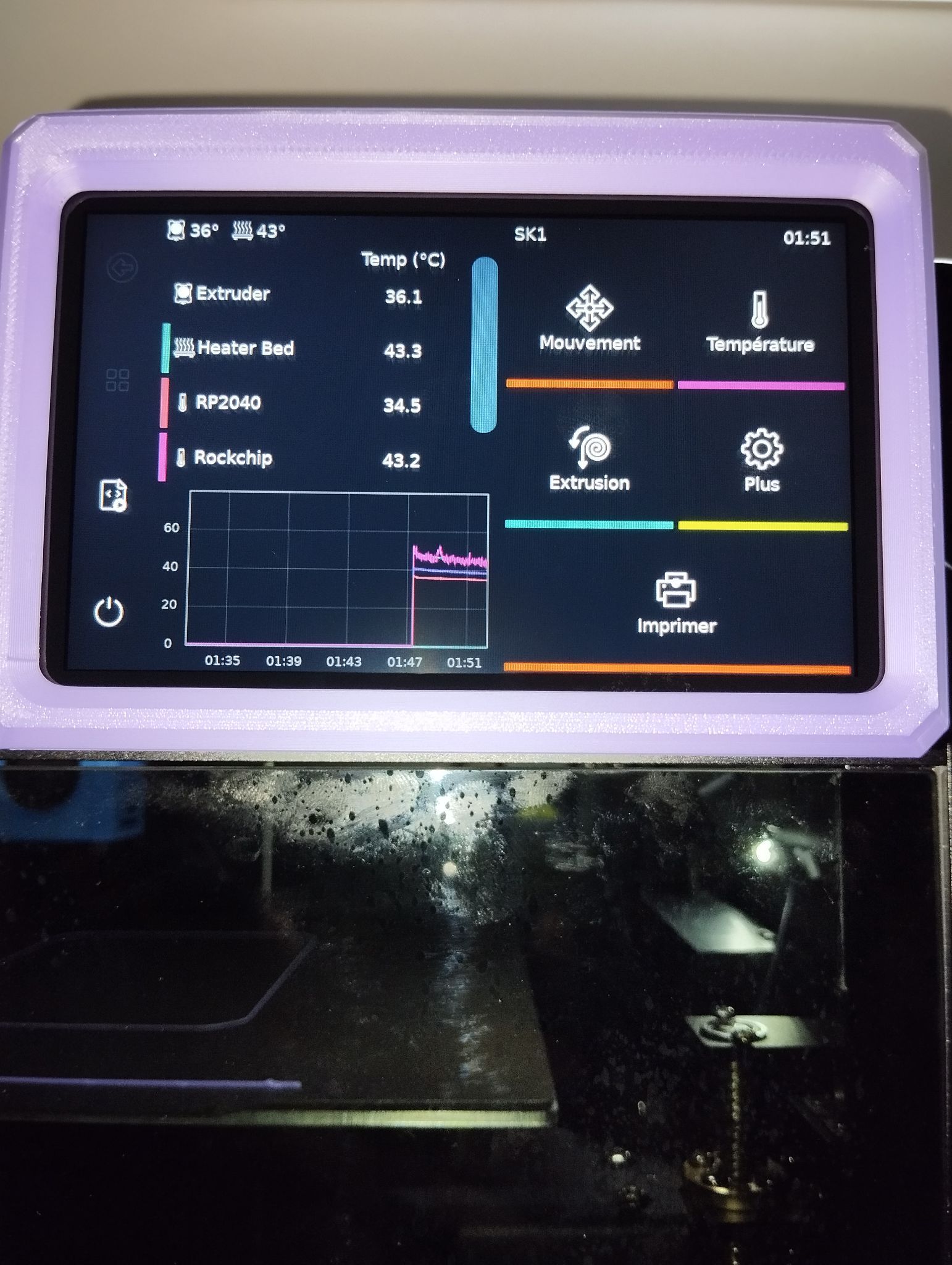
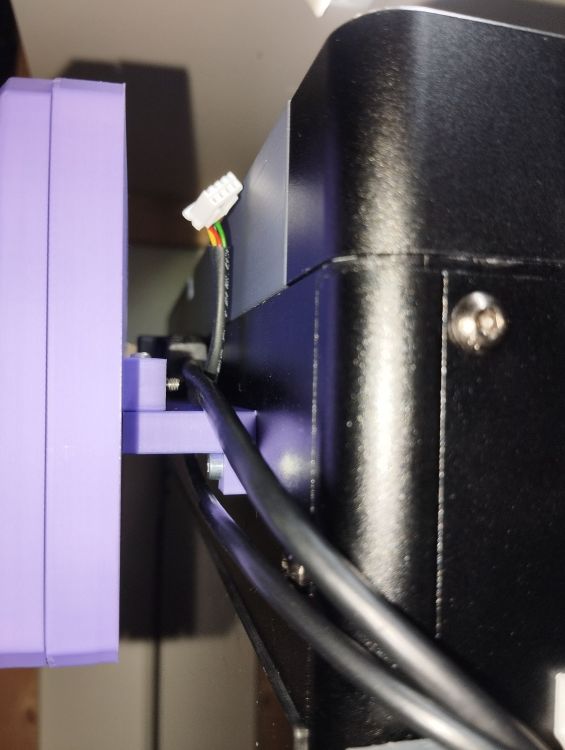
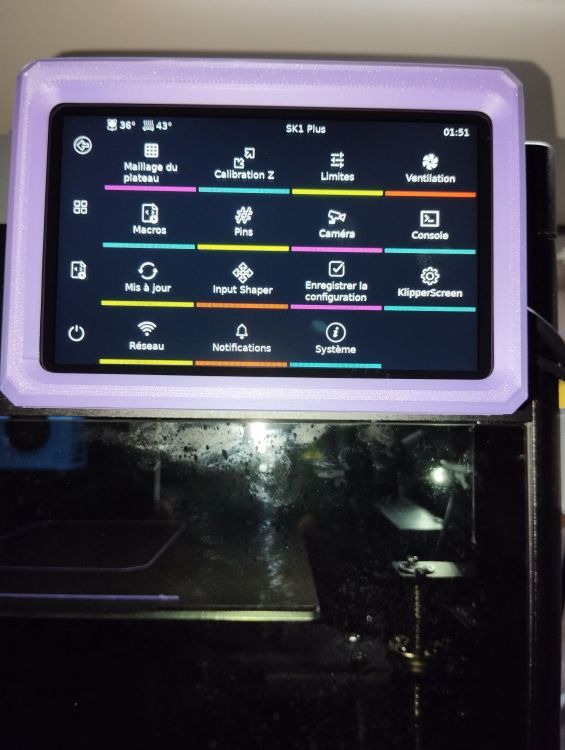
Voilà l'écran fonctionne très bien, pas de latence bien que les commandes passent par le wifi, certaines macros devront être adaptées pour qu'elles fonctionnent avec l'écran. J'ai modifié un support pour l'adapter à la SK1, l'écran BTT HDMI 5" V1.2 a les prises USB et HDMI derrière la carte et ça prend beaucoup de place Certains diront que la vitre de la porte est sale... Et bien oui je n'ai pas encore donné un coup de propre

 1 point
1 point -
Bravo,en effet j’avais récupéré les aimants d’une moustiquaire porte fenêtre et j’ai fait des magnets
 1 point
1 point -
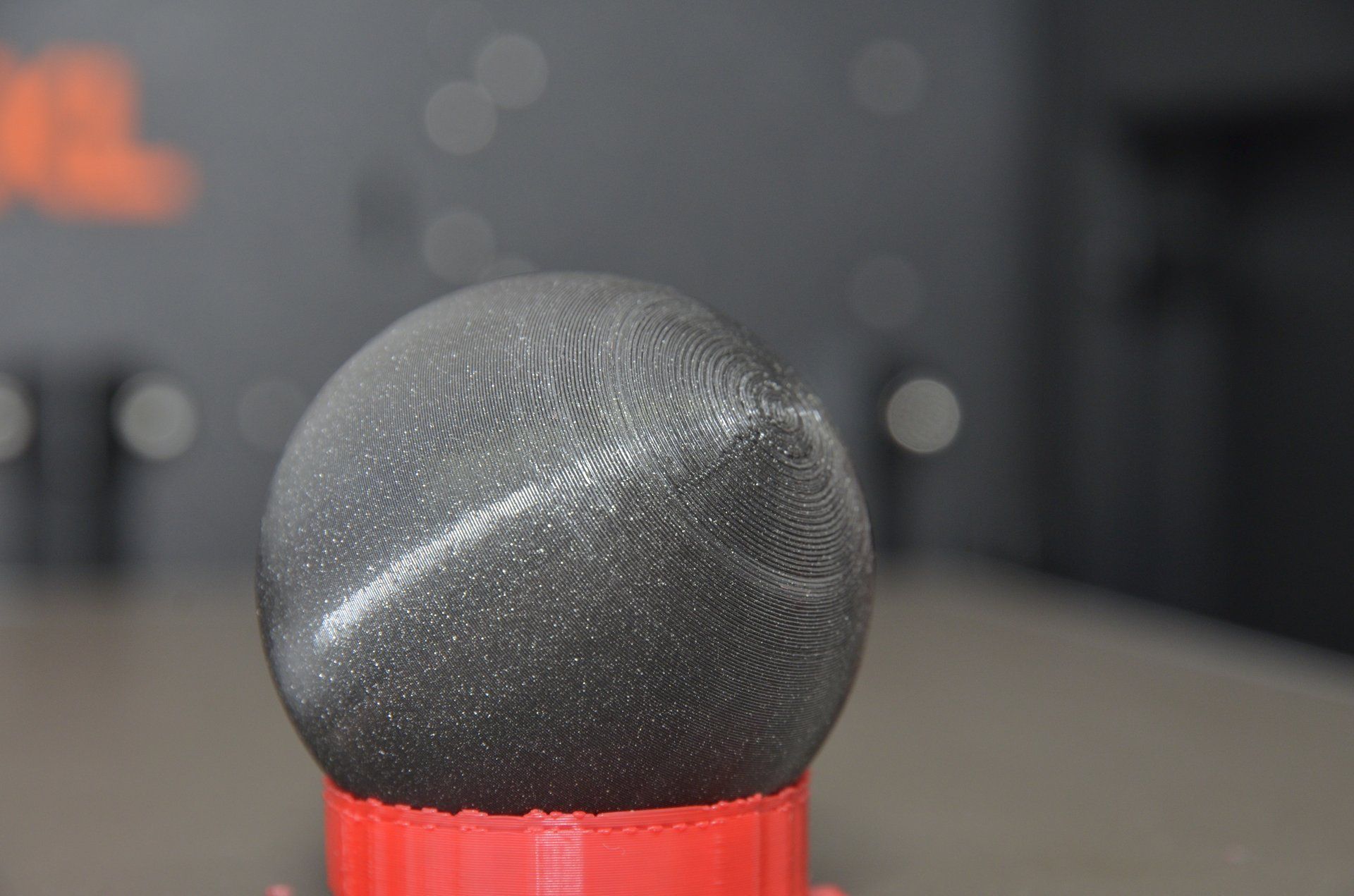
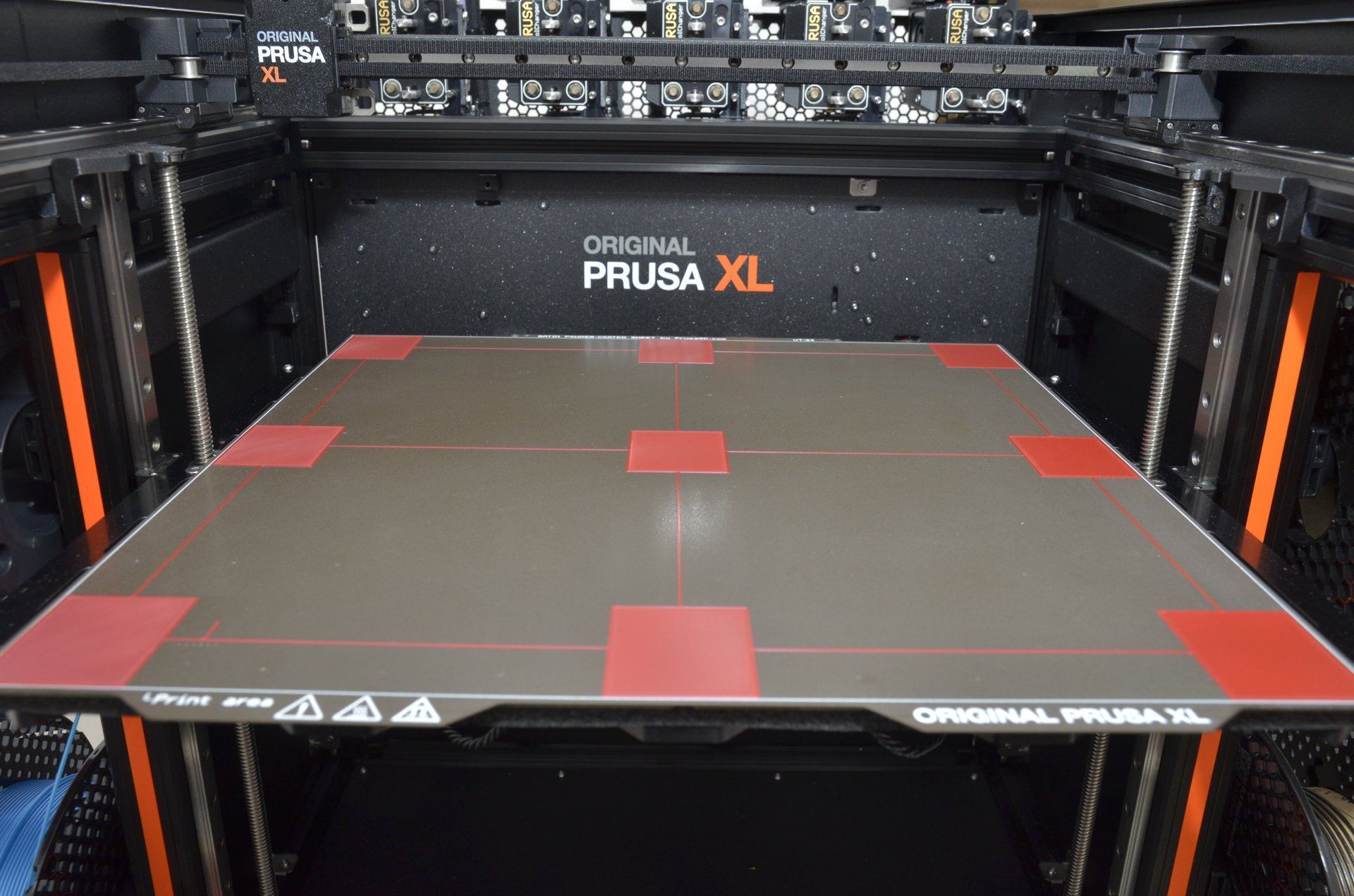
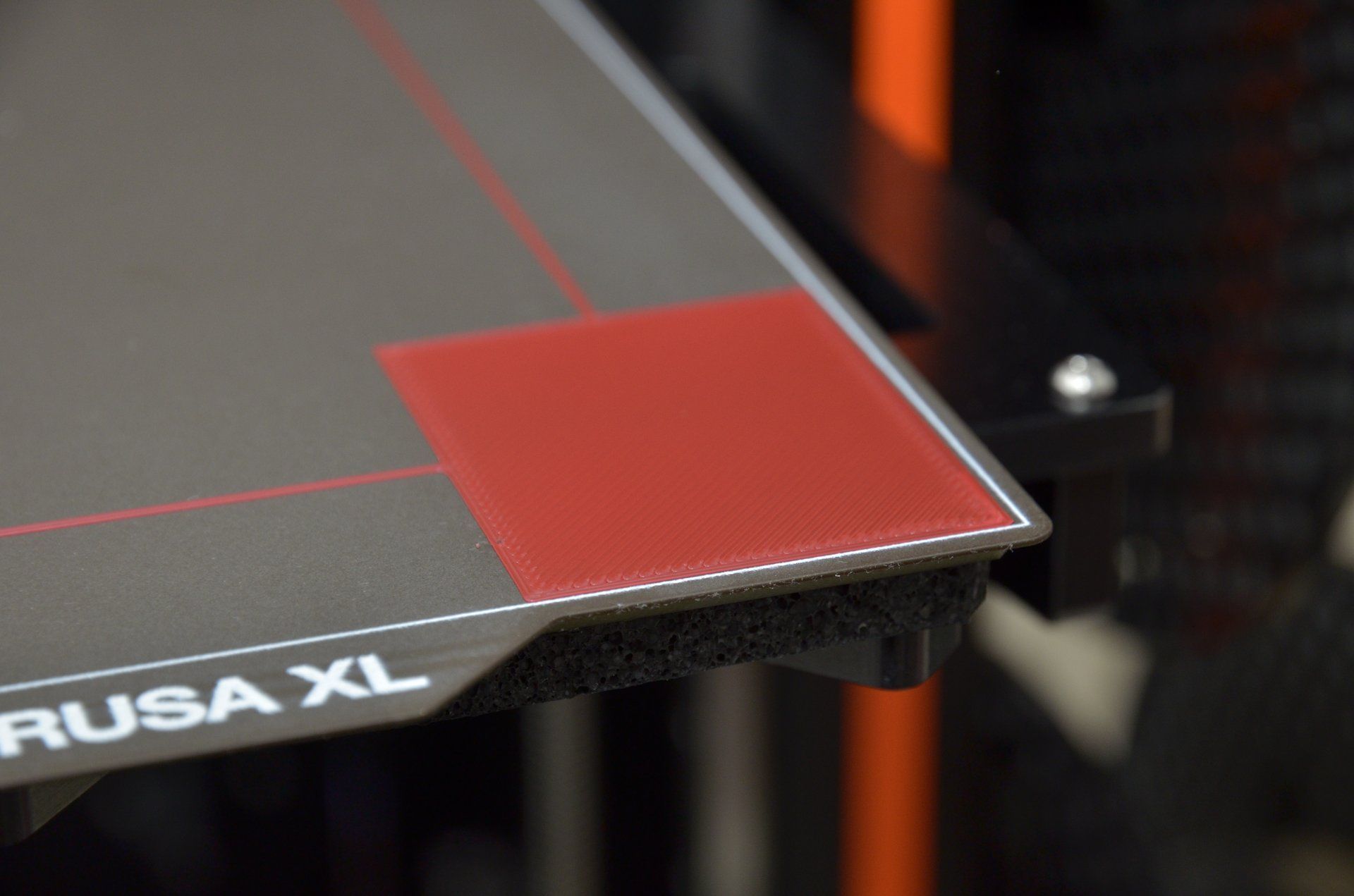
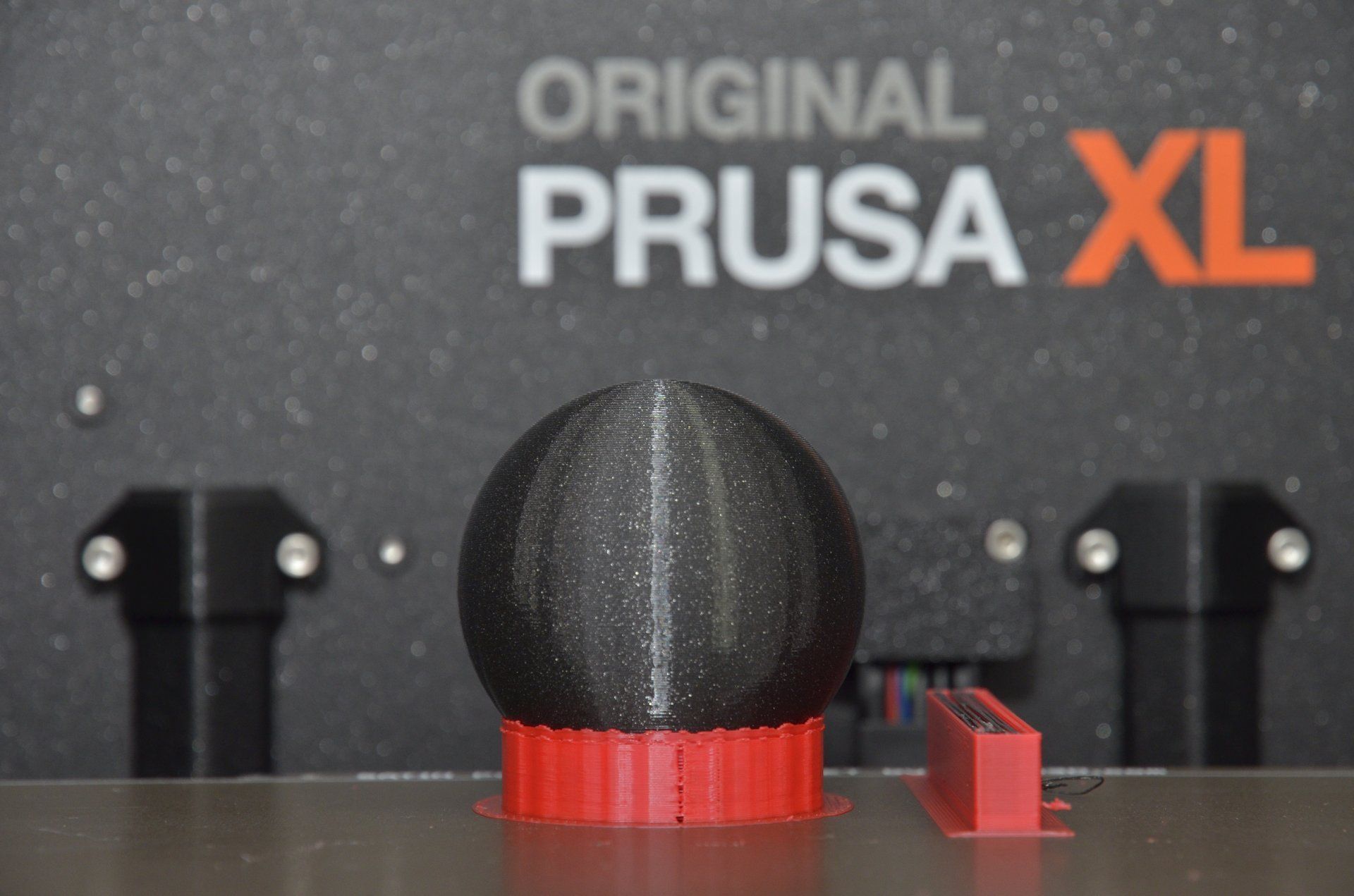
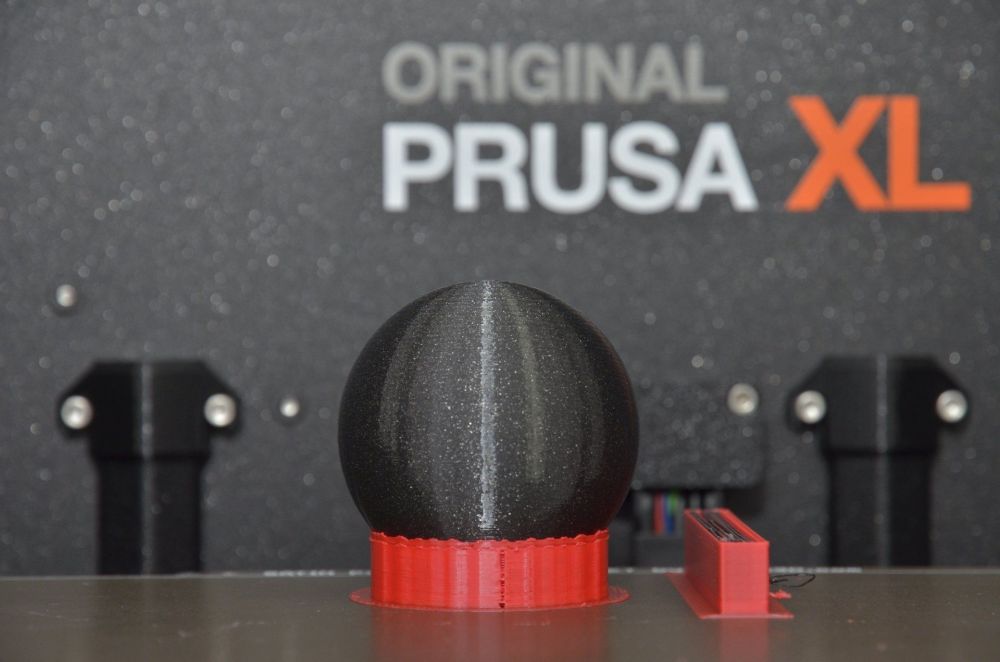
J'ai fait quelques essais de base pour voir le comportement de la machine sur les limites d'axes. Voici donc une mire d'une couche d'épaisseur sur X et Y max (360mm) : Ca imprime vraiment au bord, et la première couche est parfaite sur tous les carrés. A savoir qu'il y a une étape plus ou moins longue (2 min pour le PLA, 7-8 min pour le PETG) d'absorption de chaleur. Cela permet aux 16 plateaux et à la steel sheet de se stabiliser, notamment en dilatation. Seulement ensuite le bed est mesuré. Cette étape peut être passée pour gagner du temps, au détriment de la qualité de la première couche pour de grandes surfaces. Ensuite j'ai fait une petite tour en Z max (360mm) où les seules imperfections visibles sont au sommet. La buse fait légèrement tanguer la tour avec un tel levier, mais globalement la qualité est très bonne grâce notamment au plateau qui ne bouge qu'en Z : Oui, y'a bien une petite sphère à côté, j'en ai d'ailleurs refait une autre : Il s'agit ici de PETG en noir et de PLA en rouge. Zéro gap en Z, comme pour du support soluble. Et voici les traces que ça laisse en dessous : Je crois que c'est la plus belle sphère que j'ai jamais imprimé. Mes tentatives précédentes avec d'autres machines m'ont toujours donné un résultat moins net, avec un état de surface médiocre ou des inclusions de supports dans la pièce. Là c'est tout simplement impeccable, le support s'est détaché d'un bloc et aucun fil n'est resté coincé sur la pièce. A+




 1 point
1 point -
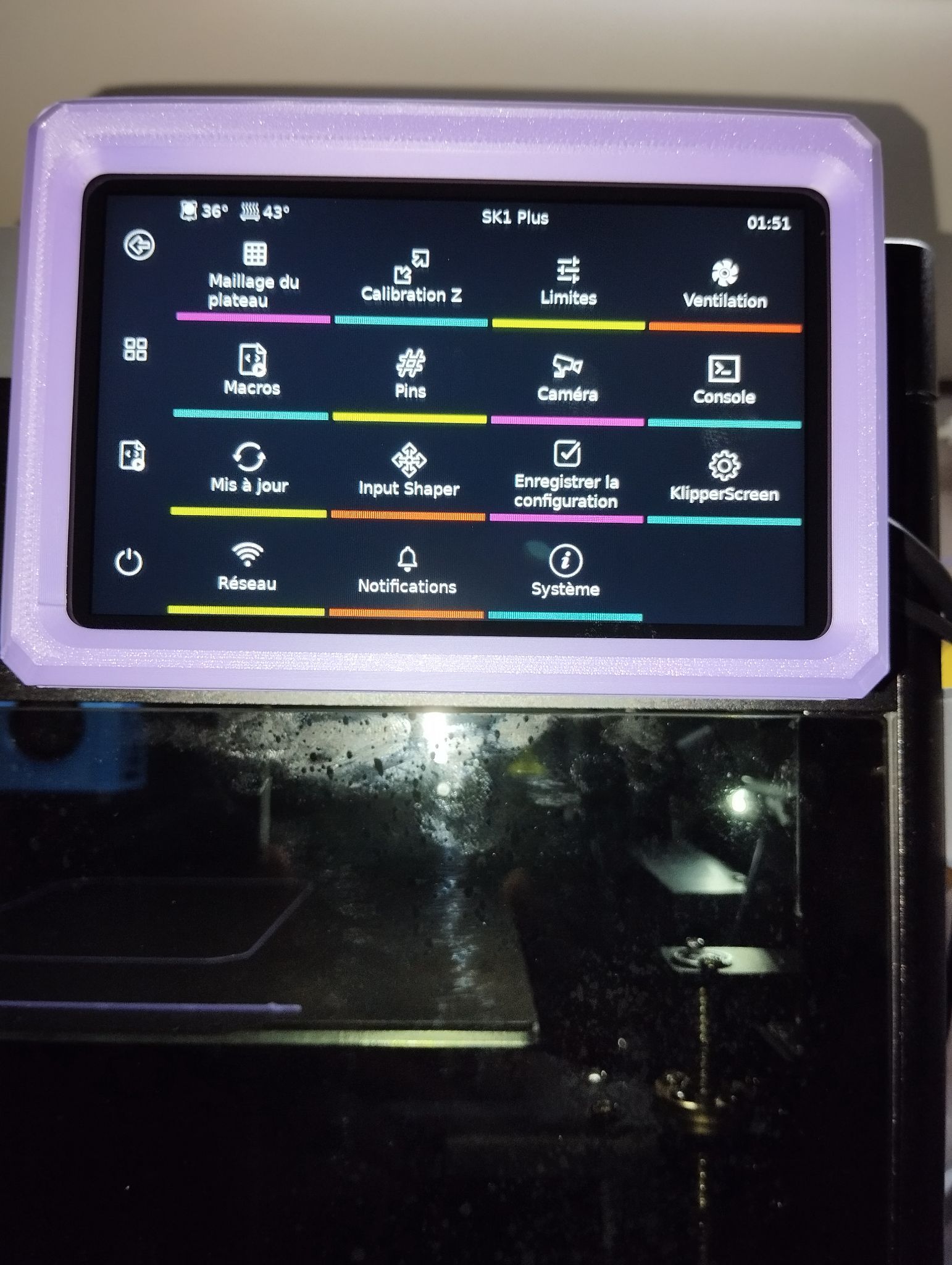
Aucune des fonctions AI ne fonctionne sur le firmware stock donc elles ne seront pas implémenté sur la version Open Source, sauf le PLR. Le détection de spaghetti est hasardeuse et d'ailleurs je l'ai jamais vu fonctionner correctement sur n'importe quelle imprimante. La calibration du flow pour le pressure advance est complètement fake, elle prend juste des photos et utilise des valeurs stockées en dur dans leur version de Klipper. La calibration des dimensions pareil hasardeuse et empêche le bon fonctionne de l'Enhanced Delta Calibration de Klipper qui gère cela. La détection de la première couche ne sert à rien elle mesure juste quelques points donnés et non l'entièreté de la couche. C'est donc pour toutes ces raisons que je les ajouterais pas. Actuellement: OS mis à niveau vers Debian 12 Bookworm (gain de performances). Klipper v0.12 modifié pour implémenter les éléments nécessaires, suppression de tout ce qui est codé en dur et peut être géré par Klipper directement. KlipperScreen modifié pour être adapté à la S1. Intégration de la gestion de la Drying Box depuis les interfaces Web. Intégration de la gestion du rétroéclairage de l'écran. Automatisation du montage/démontage USB pour l'impression à partir d'un disque USB. Macros personnalisées et améliorées.1 point
-
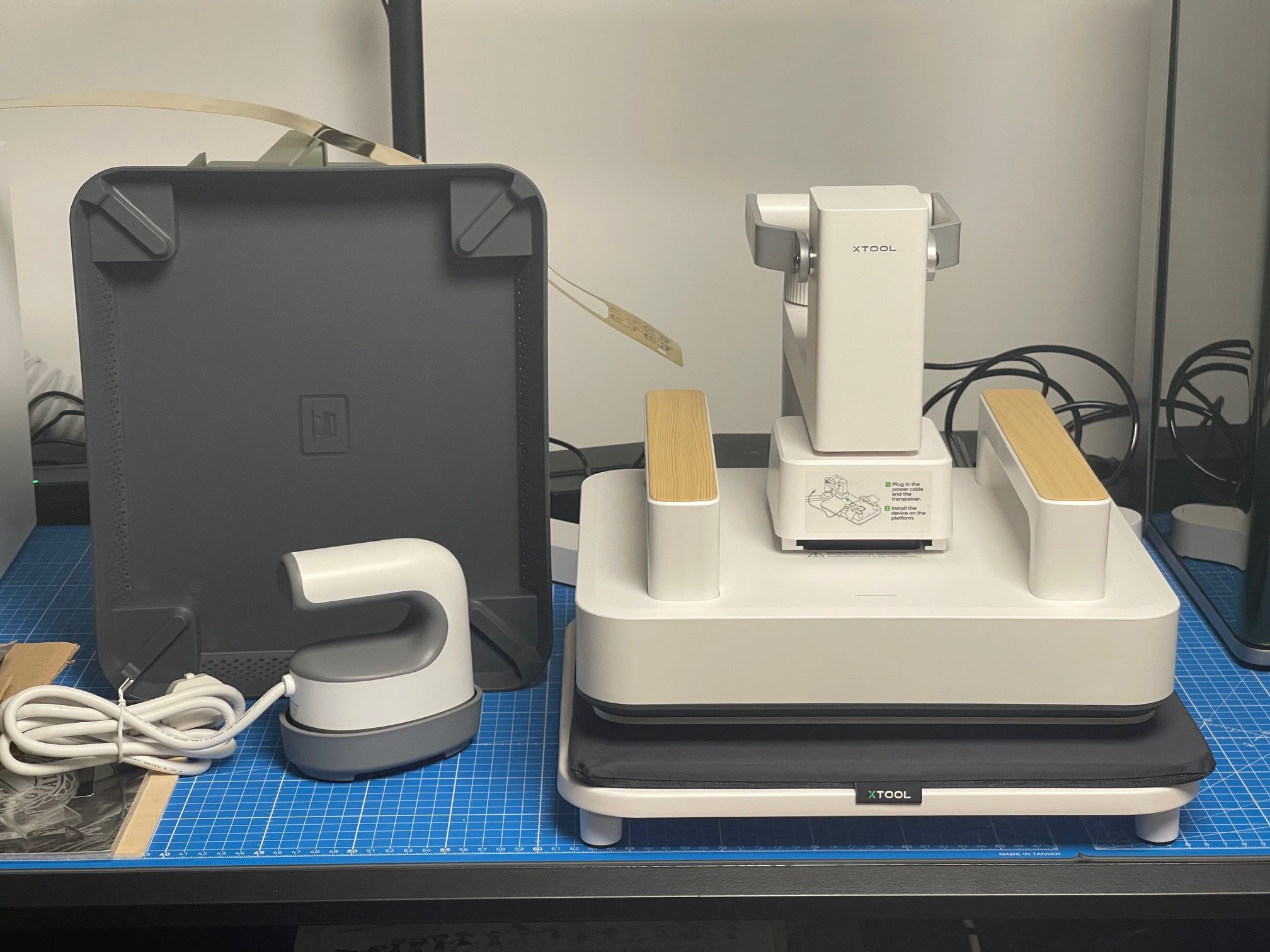
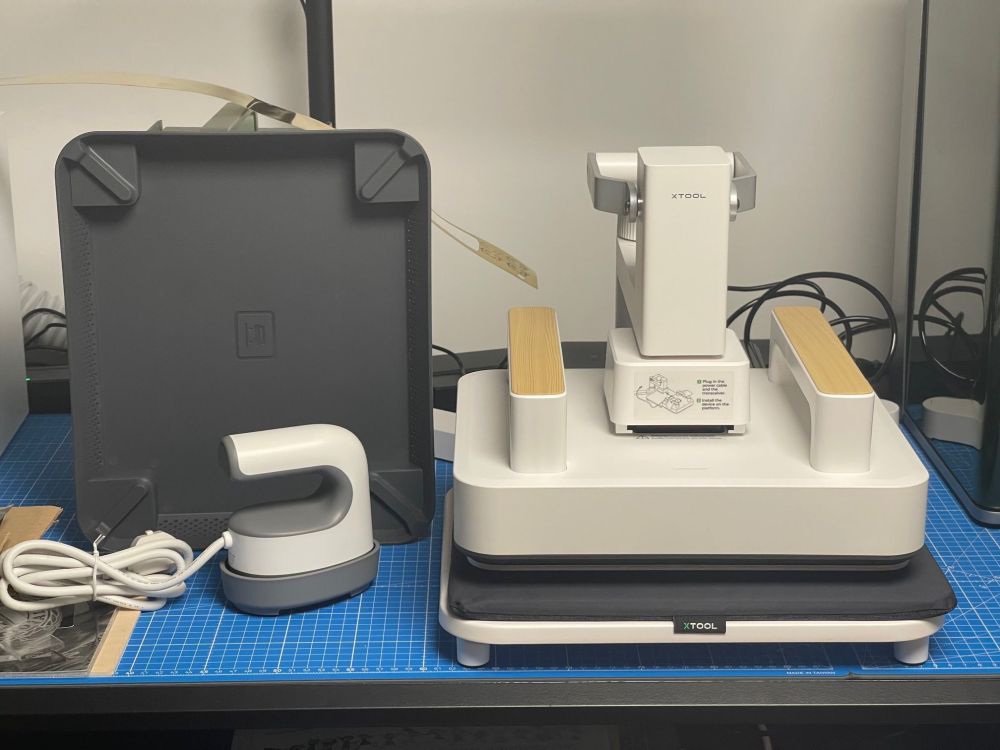
Les presses sont arrivées ce matin. Comme d'habitude, c'est du beau matériel en fonderie d'aluminium et époxy blanche. La grande presse peut être utilisée seule manuellement ou fixée sur sont support. Elle peut pivoter sur son support, ce qui est très pratique pour la mise en place des produits à décorer et surtout cela évite de se bruler. Le commande sans fil avec quatre réglages (T° et temps) programmables est sympa. Seule petite mesquinerie il faut mettre la clé de réception dans l'une ou l'autre des presses.
 1 point
1 point -
Ils ont un brevet pour ça ?1 point
-
c'est dommage qu'ils n'aient pas mis un petit bac avec une brosse/languette silicone pour nettoyer la buse et remettre en pression1 point
-
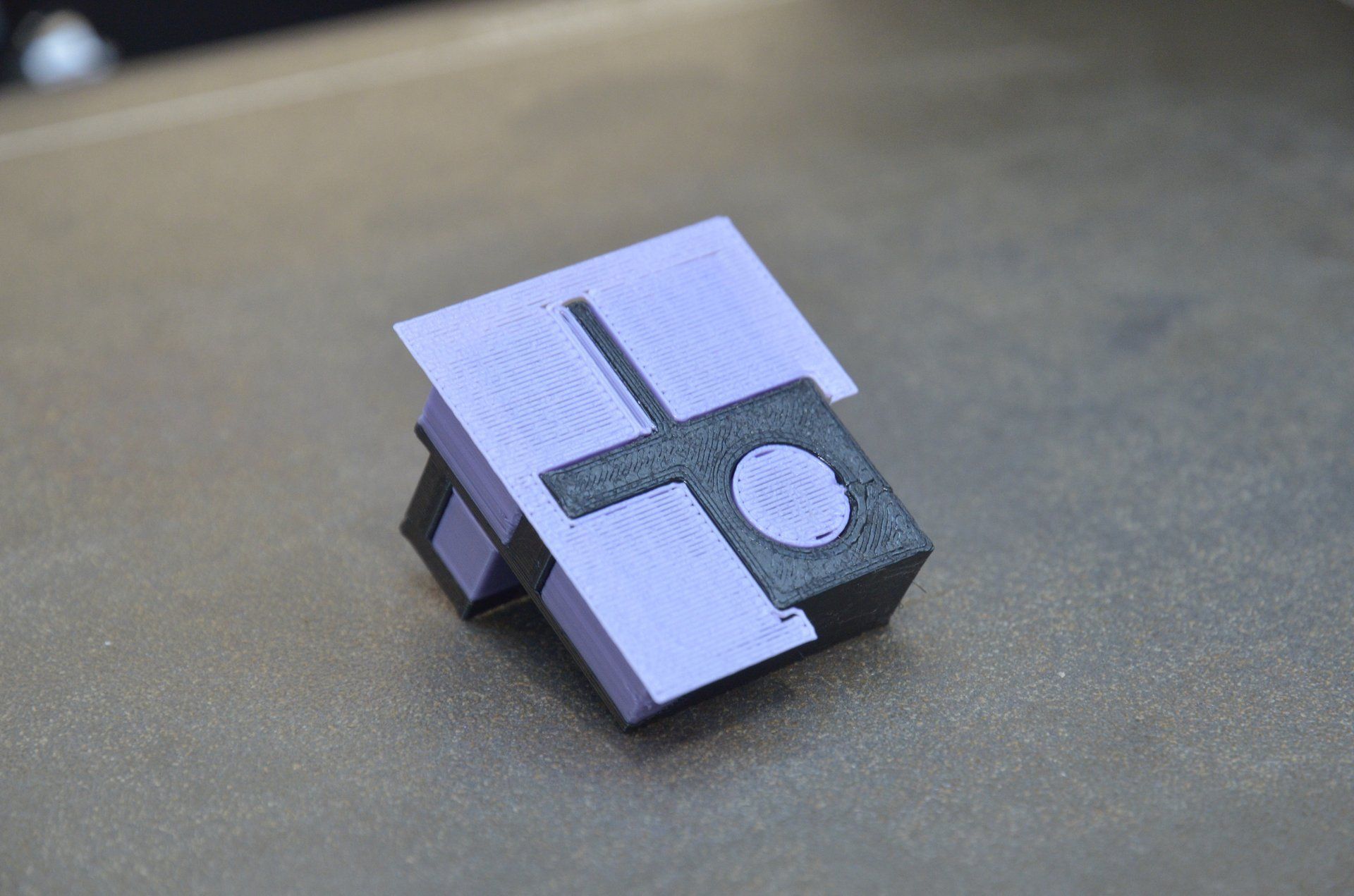
Je corrige une boulette, ce n'était pas du PLA Eco mais du PLA+. Oui, que la tour de remise en pression et rien d'autre. On peut aussi s'en passer mais sous certaines conditions. A gauche sans, à droite avec. On remarque des petites bavures ici et là. Ce n'est pas une purge à proprement parler. C'est une remise en pression, et accessoirement ça permet de capturer les petites crottes. Surtout si la tour est loin des docks, le voyage à vide peut-être long. Pour bien illustrer, voici une photo avec à gauche des tours de purges, des vrais, du MMU3, et à droite des tours de remise en pression de la XL : Toutes pour cinq couleurs. On voit bien que le MMU purge vraiment le contenu, alors que la XL se contente de remettre la hotend en pression.

 1 point
1 point -
Hello, Alors "a priori" je dirais que ce n'est pas supporté, car aucun profil de filament TPU n'existe pour cette imprimante dans PrusaSlicer, même pas le générique. Je suis donc sorti des sentiers battus et j'ai forcé l'utilisation d'un profil TPU incompatible. Et tadaaa : En noir du TPU eSun 95A, en violet du PLA Eco Arianeplast => 100 changements de filament. J'ai dû assister la machine à deux reprises au tout début, sur les 2-3 premiers millimètres car le TPU n'entrait pas dans le Nextruder. Très simple à corriger, on ouvre la trappe, on déconnecte le bowden, on sort le fil on recoupe et hop la machine reprend comme si de rien n'était. Je pense que c'est dû à la chaleur, j'ai commencé ce test en fin de journée mais il faisait encore 32°C dans ma véranda. Au fil de l'impression, la température est descendue vers 26°C et je n'ai plus eu de problème du tout. Vue de dessous après démontage des supports : Test concluant pour moi.
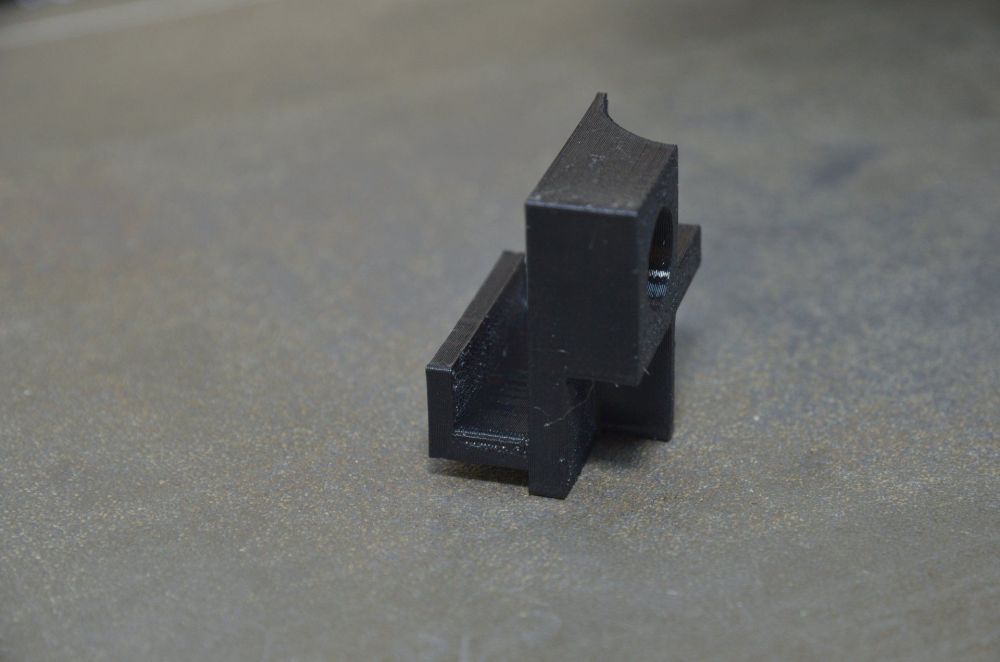
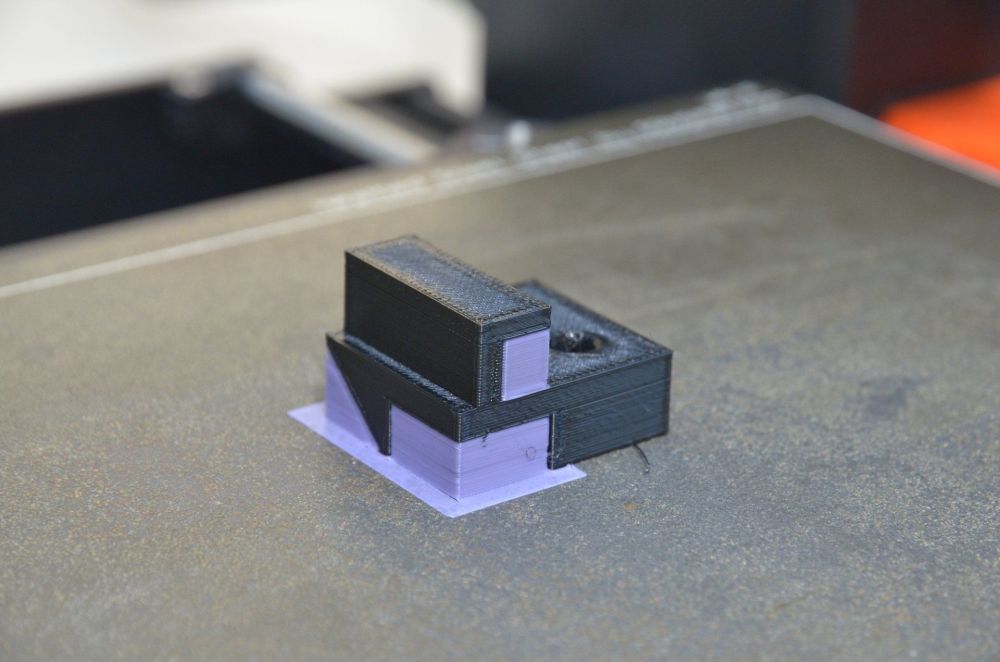
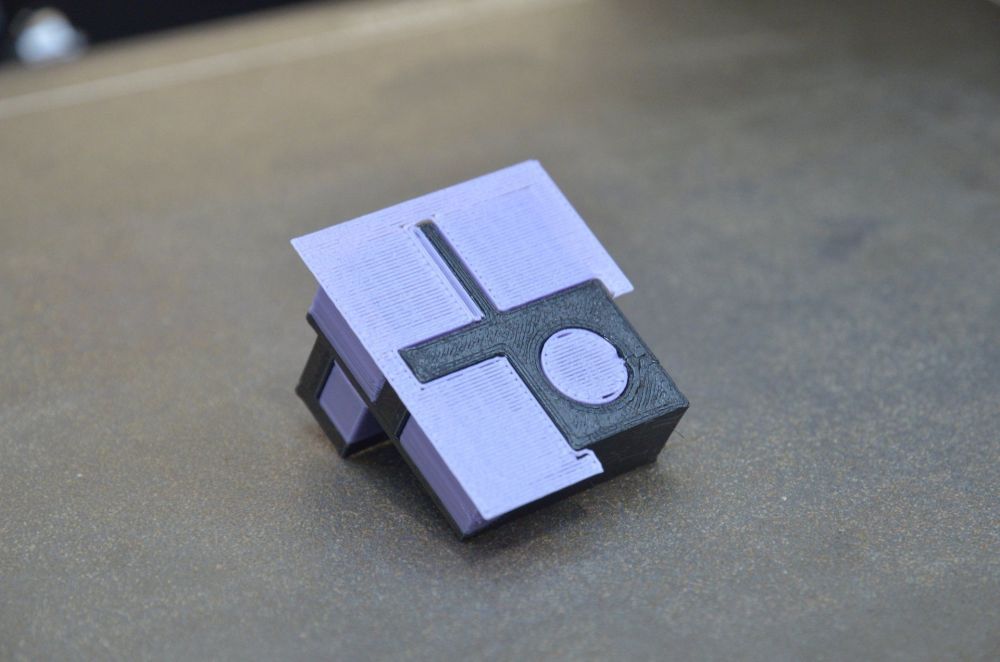 1 point
1 point -
On y a pensés mais je ne sais pas si le faux plancher va supporter autant de poids sans se déformer à moins de mettre pas mal de renfort se qui va alourdir le camion et vu la largeur des rampes, je ne peux pas mettre de renforts ni au milieu (entre les 2 rampes) n'y sur les côtés (entre les passages de roues) donc va falloir une section de profiler acier assez grosse pour supporter le poids et qui veux dire un plancher plus haut, veut dire un angles entre la rampe et le camion plus petit et avec ma moto basse, ça va frotter.... C'est plus simple de les mettre sur le côté (c'est sur c'est moins pratique et moins beau) peut être que plus tard quant le budget sera de nouveau ok je tenterais un faux plancher alu mais c'est vraiment pas une priorité. Le treuil lui sera sur un "rail" pour pouvoir coulisser de droite à gauche en fonction du besoin.1 point
-
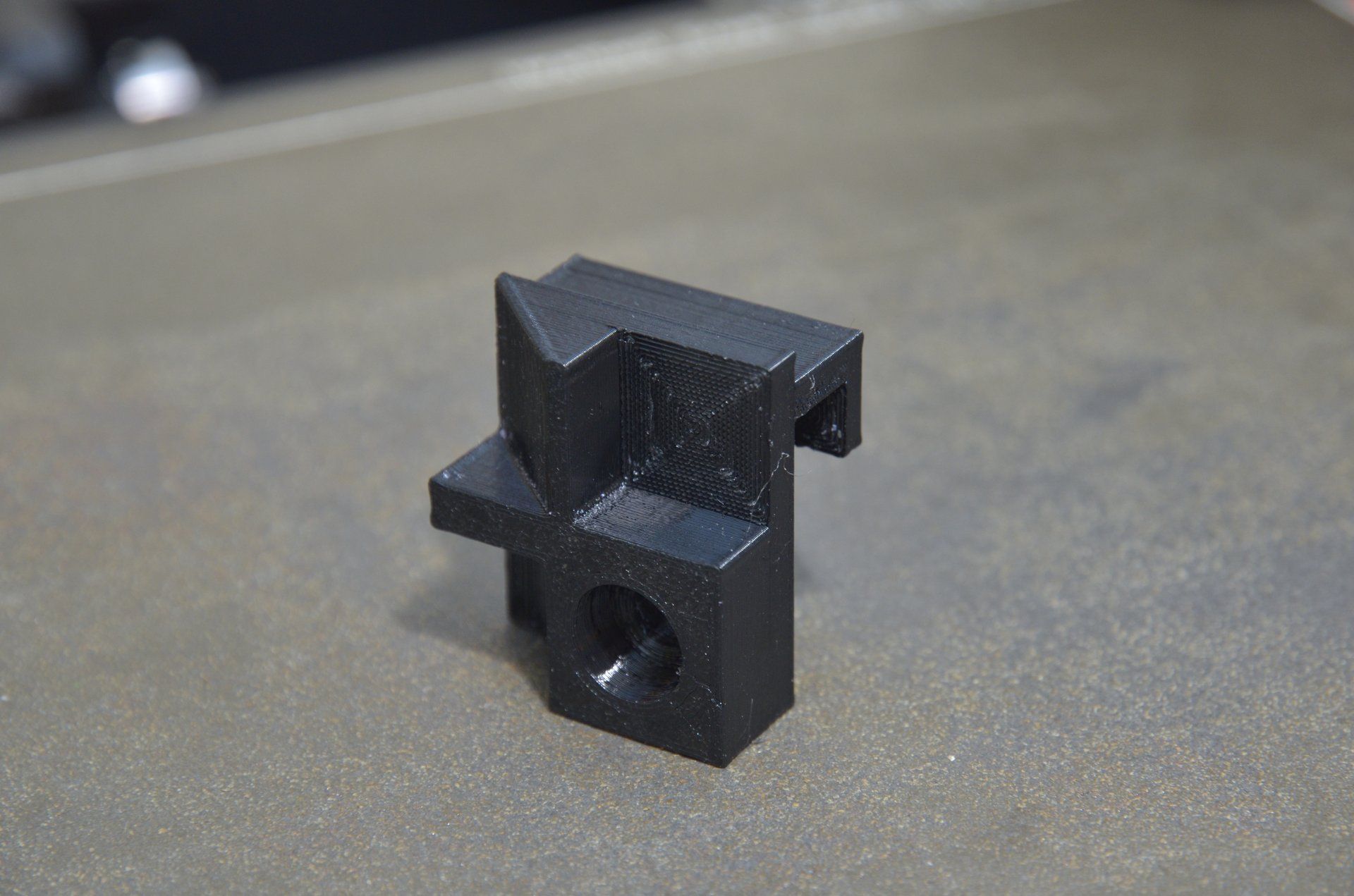
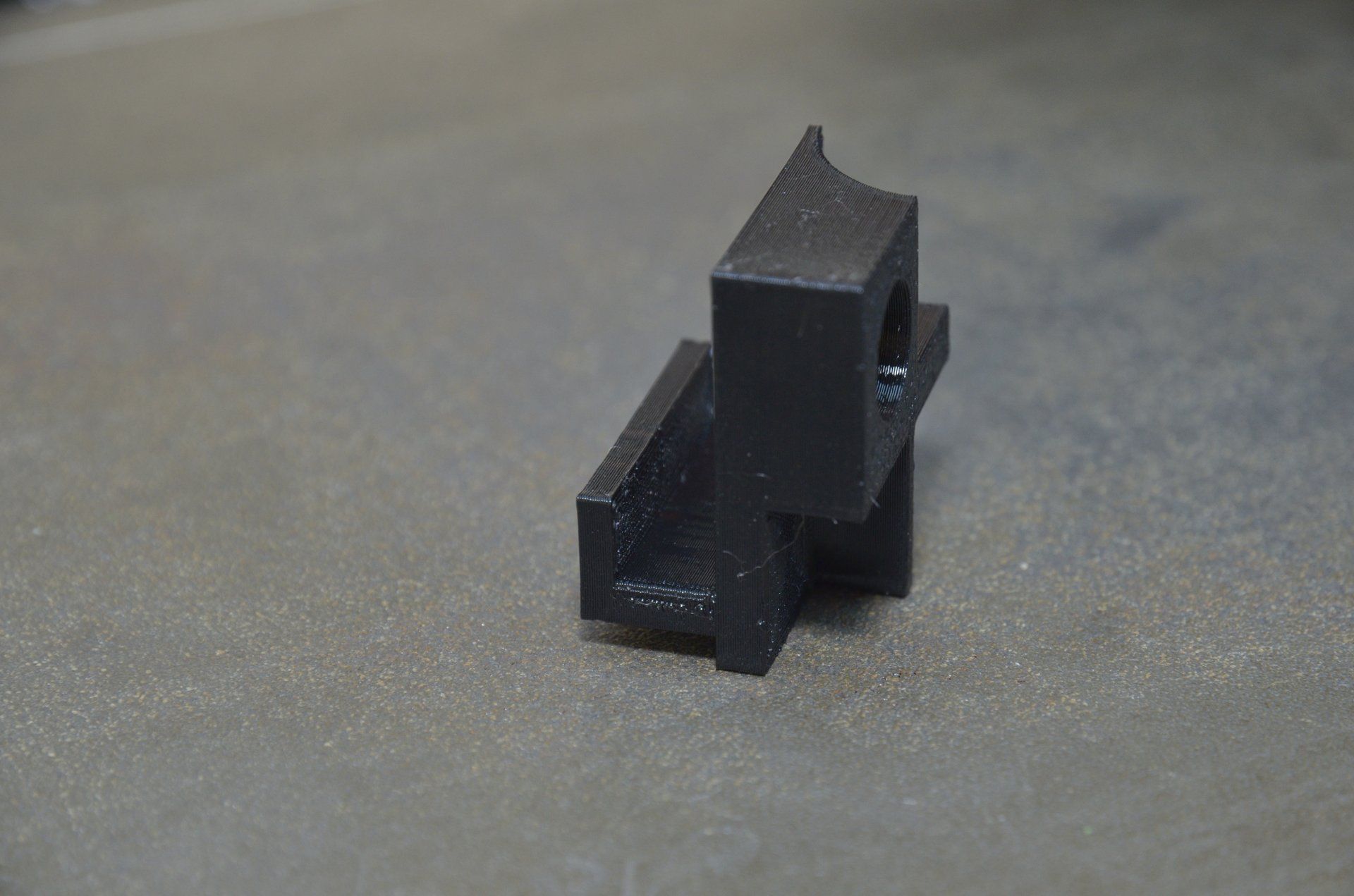
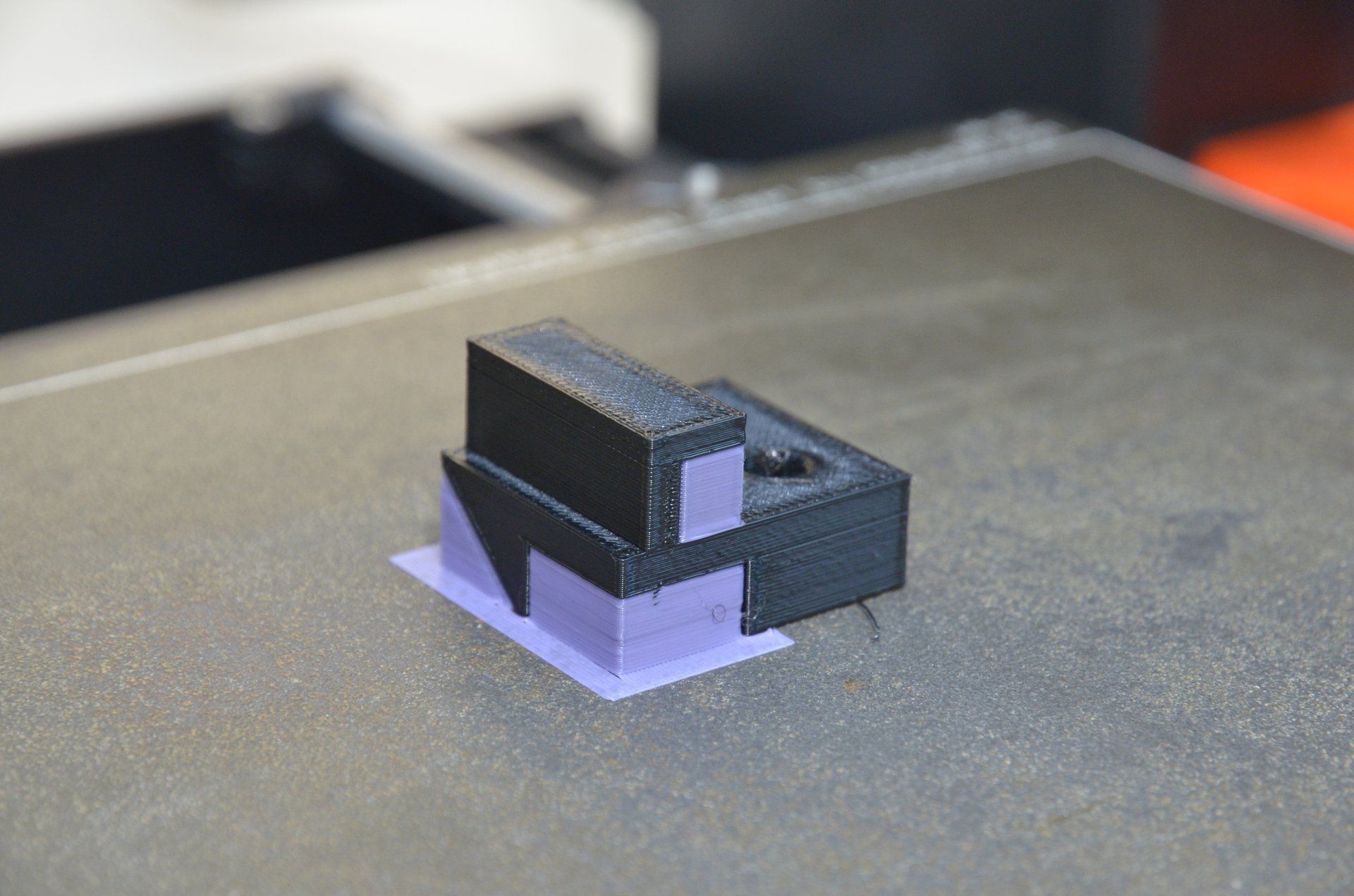
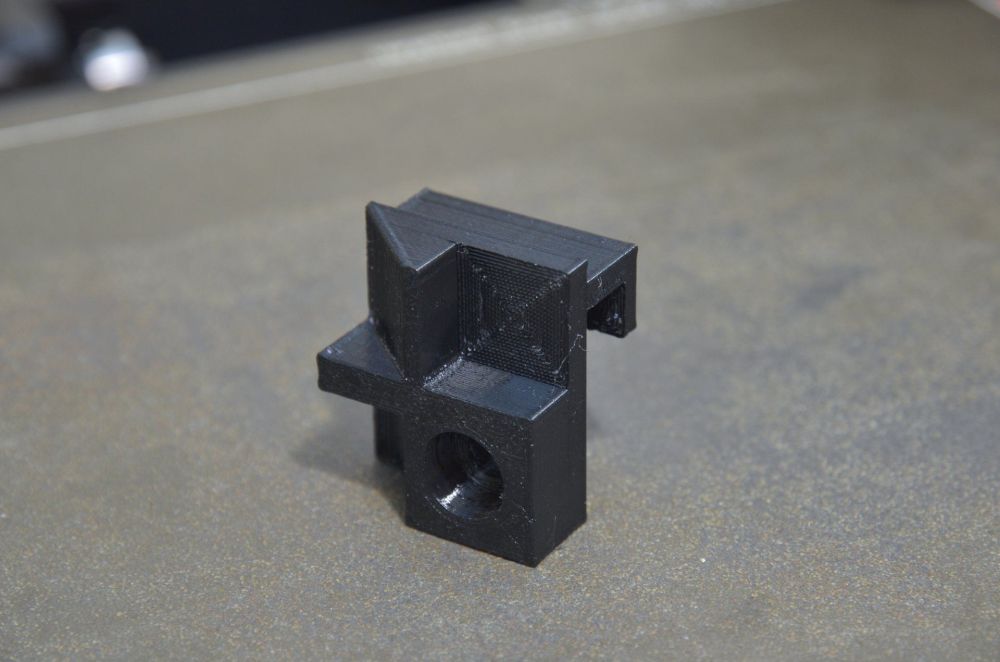
Pas tout a fait : Le plateau est monté sur son chariot par : 6 vis de réglage situées à droite et à gauche du plateau au centre, 2 entretoises rigides, qui de mon point de vue empêchent le réglage correct de l'ensemble du plateau J'ai donc desserré et enlevé les 6 vis de réglage, attention à récupérer les ressorts dessous, ils ne sont pas tous identiques... Puis il faut desserrer les vis au milieu du plateau. Le plateau peut alors être soulevé (attention aux fils d'alimentation) puis ôter les entretoise. On remonte le tout pour procéder au réglage du plateau. Courage ! Bon week-end Alain1 point