Classement




Contenu populaire
Contenu avec la plus haute réputation dans 25/08/2024 Dans tous les contenus
-
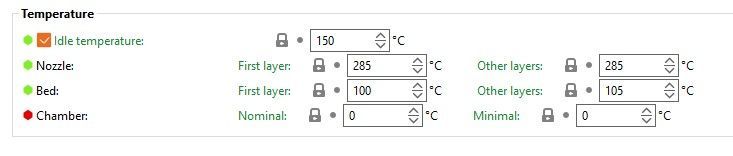
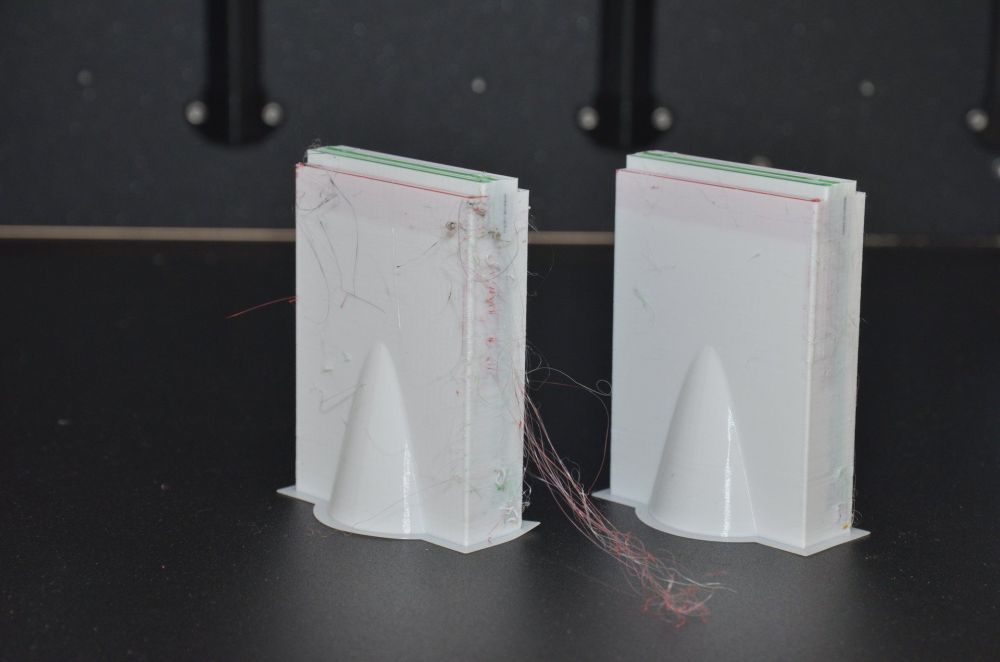
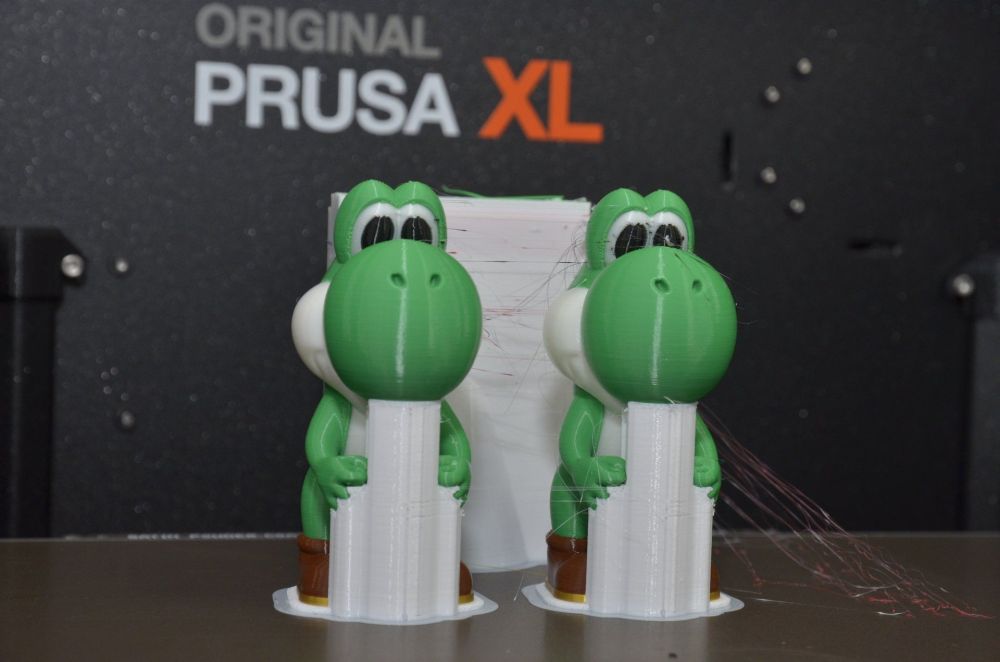
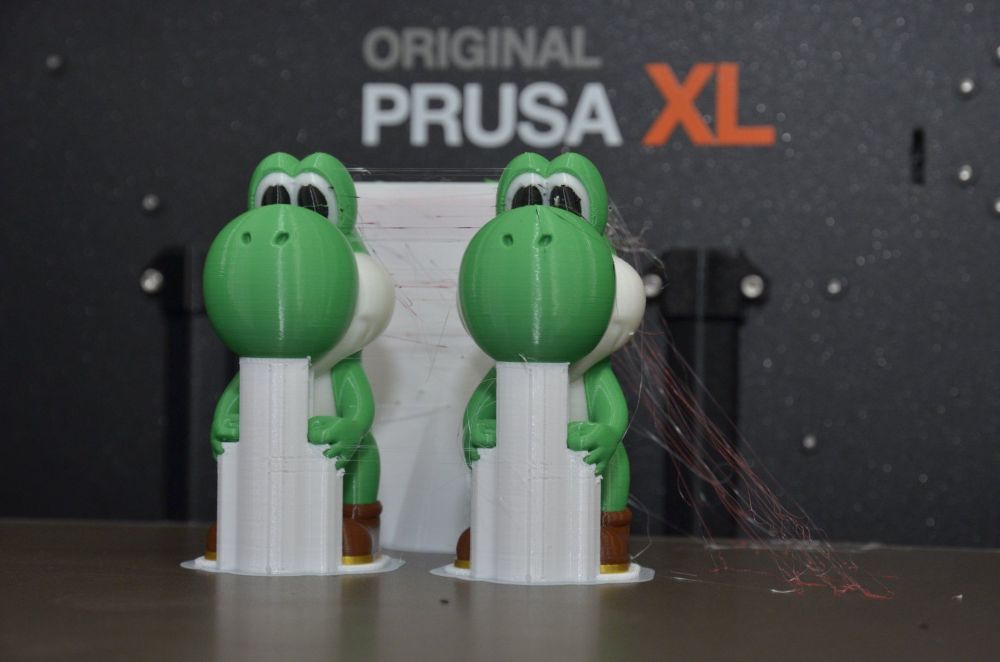
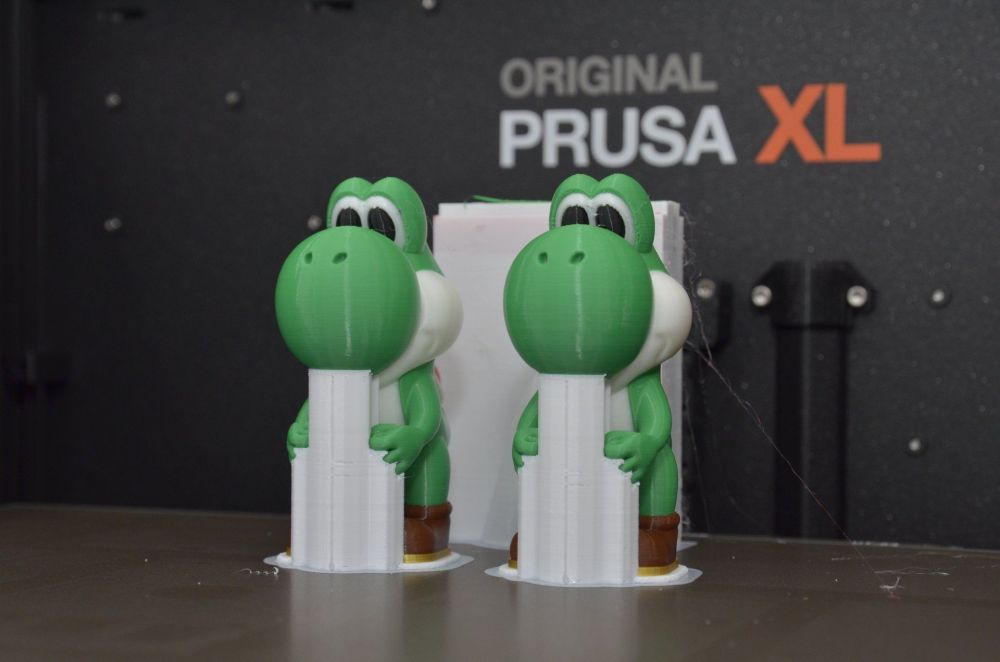
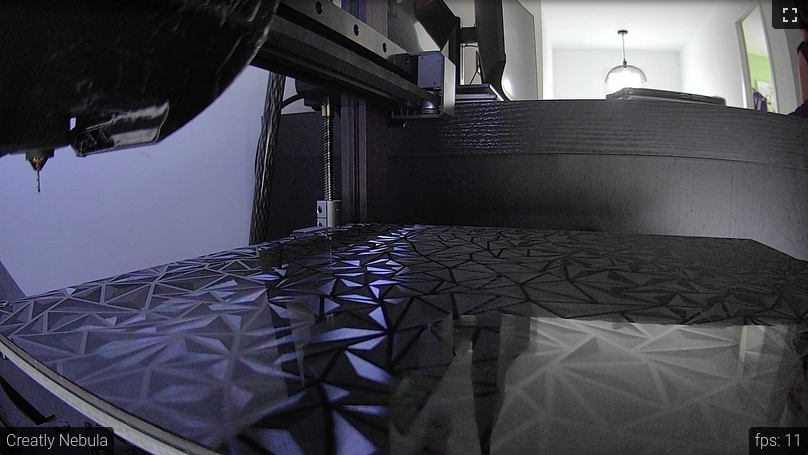
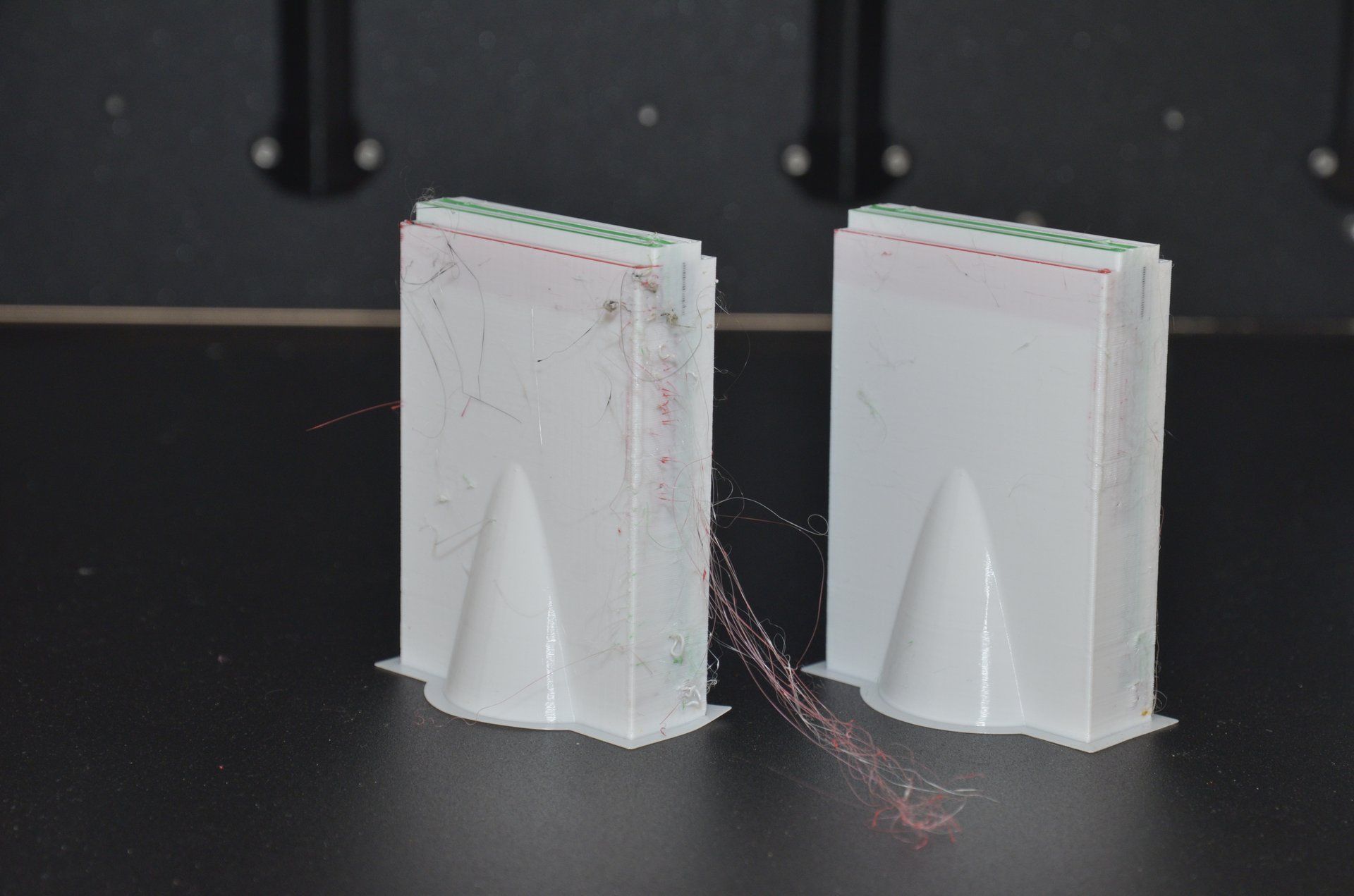
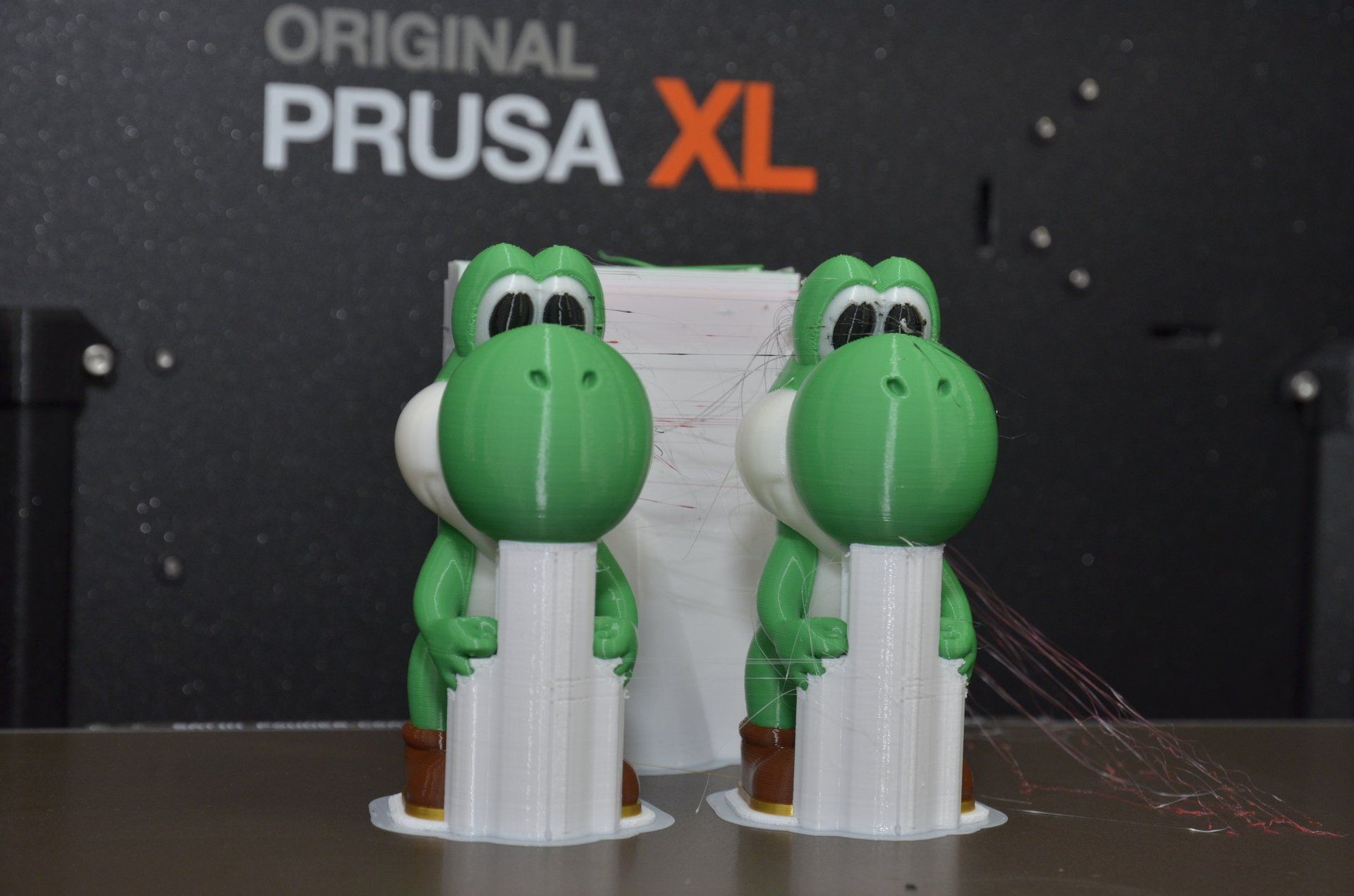
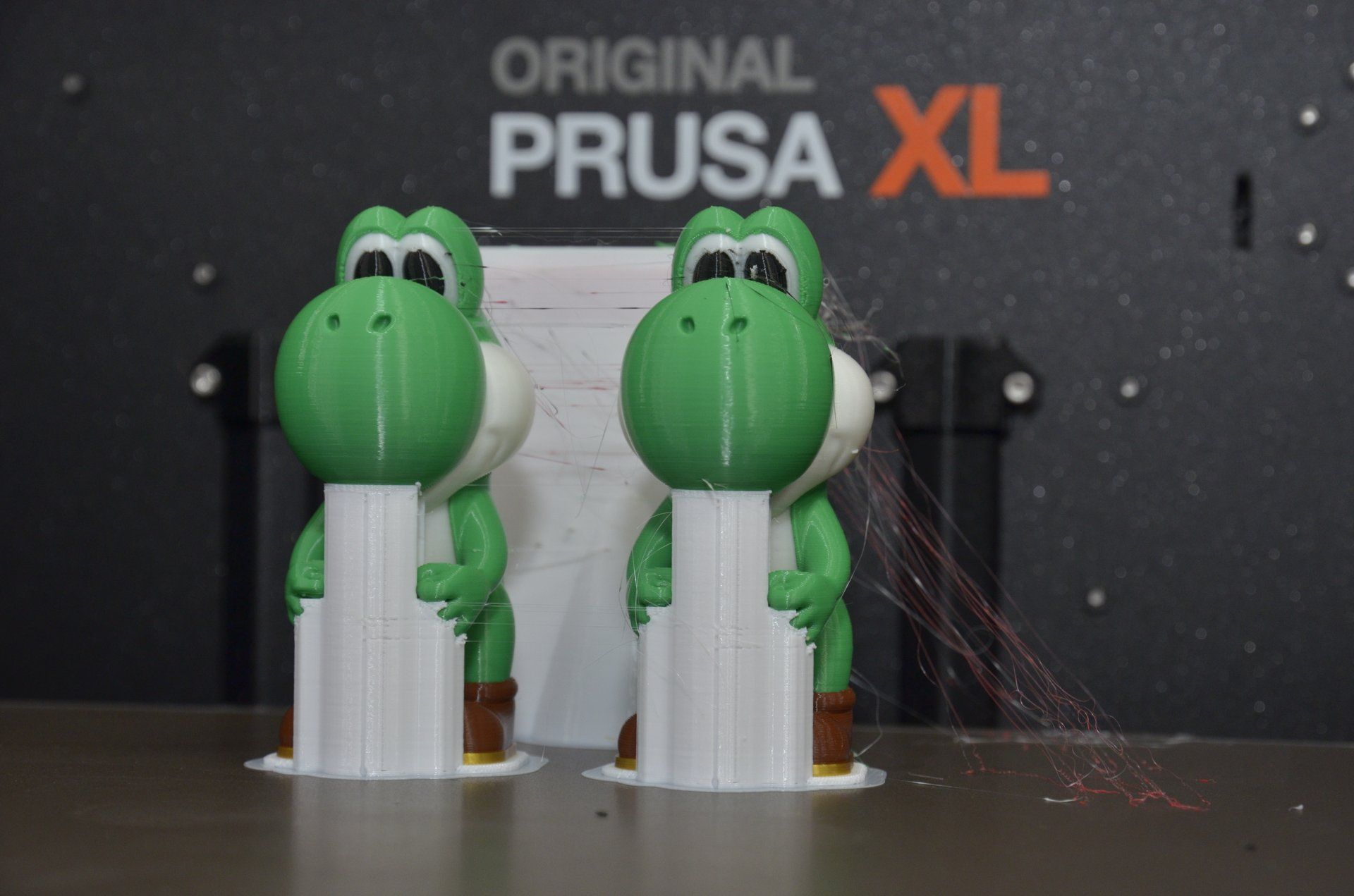
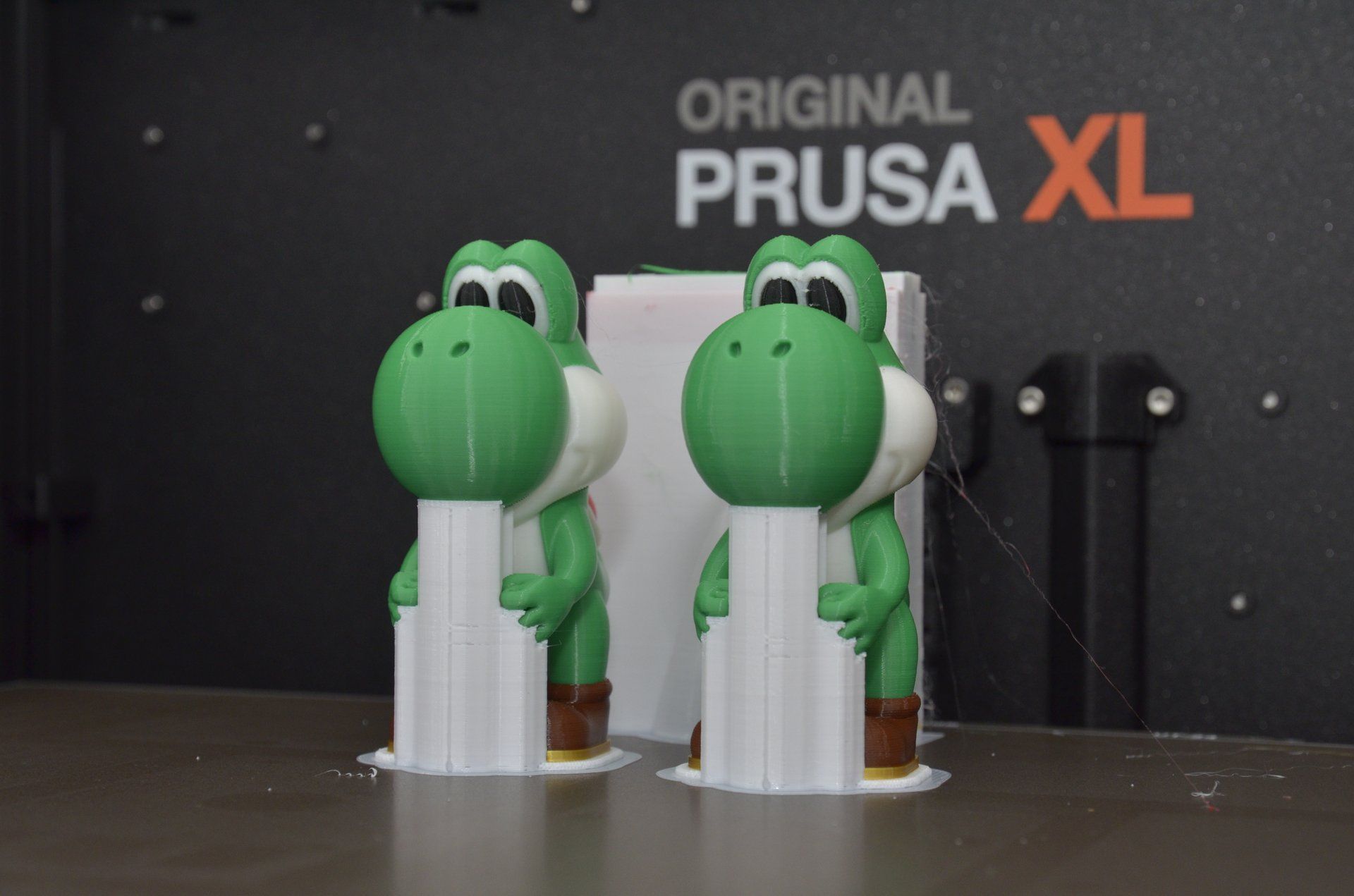
Les nouvelles machines sont livrées avec la correction, bien entendu. C'est ce qu'il me semble avoir vu aussi, c'est d'autant plus étonnant qu'ils ont intégré la possibilité de définir une température de chambre pour les filaments dans PrusaSlicer. Un test spécifique qui m'a pris quelques jours et même s'il n'est pas 100% complet, je peux dès maintenant publier des résultats. Si vous avez suivi le topic depuis le début, vous savez que j'ai eu des soucis de stringing dès la première impression multi-couleur. Problème que j'avais temporairement solutionné en baissant drastiquement la température de 225°C pour le profil Prusament standard, à 200°C. J'ai donc pris le temps pour creuser ce point qui semble récurrent chez les utilisateurs de la XL, dont voici mon feedback. J'ai pris ce test du Yoshi sur le MMU3 en référence => J'ai donc repris les mêmes filaments à l'exception de la semelle jaune, et j'ai changé les supports standard par du support PETG, tant qu'à faire. J'ai utilisé les supports "snug" plutôt que "organic" car je pense que le résultat sera plus propre avec le profil "soluble". Oui ça fait 7 filaments en tout pour cette impression. @PPAC je te confirme que le M600 fonctionne très bien sur la XL tout comme sur le MMU3. Je commence par un essai direct, profil "soluble" et generic PLA (qui est à 220°C), après tout, toutes les bobines ne sont pas du Prusament sur cette impression, donc on respecte les recommandations du fabricant. Vu le résultat, ça confirme que le problème existe. Il y a beaucoup de cheveux et de pétouilles dans les pièces, surtout à l'arrière (voir plus bas). A ce moment là je suspecte deux paramètres : L'impression étant assez longue j'ai activé le mode furtif et je l'ai laissé tourner la nuit (fonctionne très bien d'ailleurs ce mode). De ce fait les vitesses de déplacement à vide sont beaucoup plus lentes, et laissent le temps à la buse de baver. Le séchage des filaments. Prusa l'a rappelé à plusieurs reprise => il faut sécher les filaments sinon ils bavent. Personnellement, je pense que le point n°2 est le plus pertinent pour traiter ce problème. Le premier ne doit pas aider certes, mais si le filament ne bave pas, la buse peut bien se déplacer plus lentement sans créer de problème. Ceinture bretelles, j'ai donc lancé une session de séchage de mes bobines (5h à 50°C) et j'ai relancé le même G-Code en désactivant le mode furtif. Ca n'a pas éliminé 100% des fils, que crois être ceux du PETG, mais c'est un autre monde. Et surtout, plus aucune pétouille dans les pièces ! Photos de famille avec : Les deux à gauche le premier test sur la XL, avec les pétouilles Celui du milieu la version MK4 + MMU3 Les deux à droite le deuxième test sur la XL, sans les pétouilles Là on voit les pétouilles dans les yeux Et ici les pétouilles dans les joues Mise au point sur les supports de la partie blanche Mise au point sur les supports de la partie verte Les semelles sont sur un raft pour la XL, c'était pour une histoire de température de plateau où je voulais qu'elle soit assez élevée pour coller le PETG des supports, donc j'ai voulu éviter le contact direct du PLA sur le plateau. Mais ça a quand même déformé le PLA des semelles. Je relancerai ce soir le même test en mode furtif, en ayant séché à nouveau les bobines (ceinture bretelles parachute), afin d'aller au bout de la recherche et confirmer que la root cause est bien le séchage des filaments. J'en profite pour vous montrer ce dont je veux parler lorsque je dis que la qualité est un cran en dessous de la MK4. Je parle du petit effet peau de saumon. A gauche la MK4 et à droite la XL, avec deux lumières différentes pour bien faire ressortir les détails. Cela ne m'étonne pas, la MK4 a bénéficié de petites améliorations par rapport à la XL, dont notamment les moteurs no-VFA au pas de 0.9°. Les plus fins limiers d'entre vous auront certainement relevé un autre détail important au jeu des différences. Le Yochi sur la MK4 est imprimé à 225°C, celui sur la XL est imprimé à 220°C, et pourtant ce dernier est plus brillant (idem avant ou après séchage). Ce détail à tendance à corroborer le fait que la hotend de la XL imprime plus chaud. C'est un constat fait par plusieurs personnes sur le net, il faut descendre facilement de 15 à 20°C la température pour avoir un résultat équivalent à la MK4, alors que les mesures au thermocouple semblent cohérentes (je n'ai pas fait ce test personnellement). Je n'ai pas (encore) l'explication exacte, une piste pourrait être le positionnement différent de la ventilation entrainant un gradient de température différent. Ce fait explique aussi en partie les problèmes de stringing, car si le filament est effectivement plus chaud, il va baver plus facilement. Bon dimanche. Pour @divers






 3 points
3 points -
Pourvu qu'il n'y ait pas de fuites2 points
-
C'est ton choix concernant la boutique, mais franchement cela me surprend car 526 € chez LDLC (des gens qui n'y connaissent rien car ce n'est pas le gros de leurs ventes) contre 370 € chez 3DJAKES (chez des gens qui sont spécialisés dans le domaine). Tu avais presque le Wash & Cure gratuit pour la différence.2 points
-
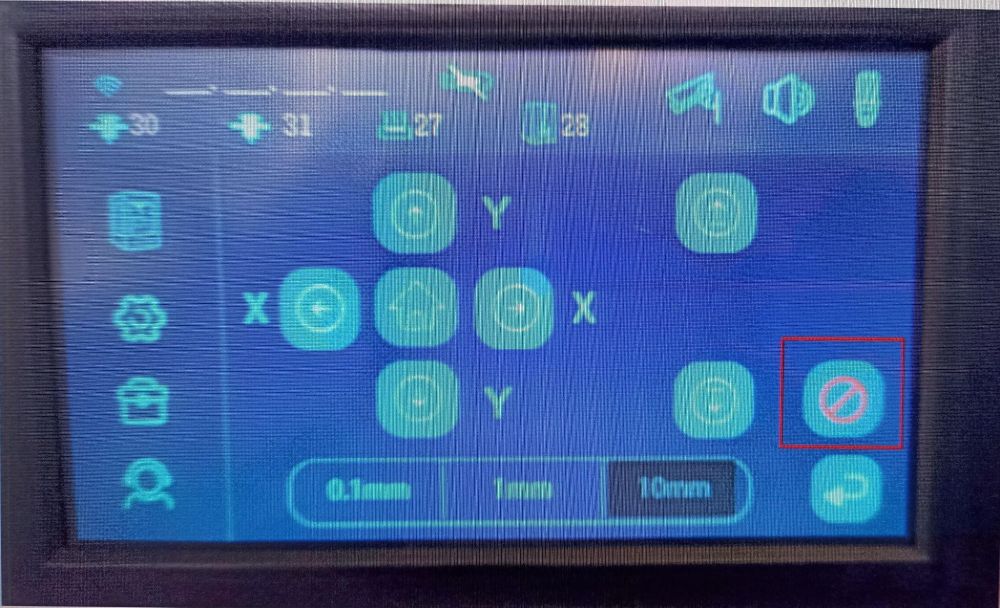
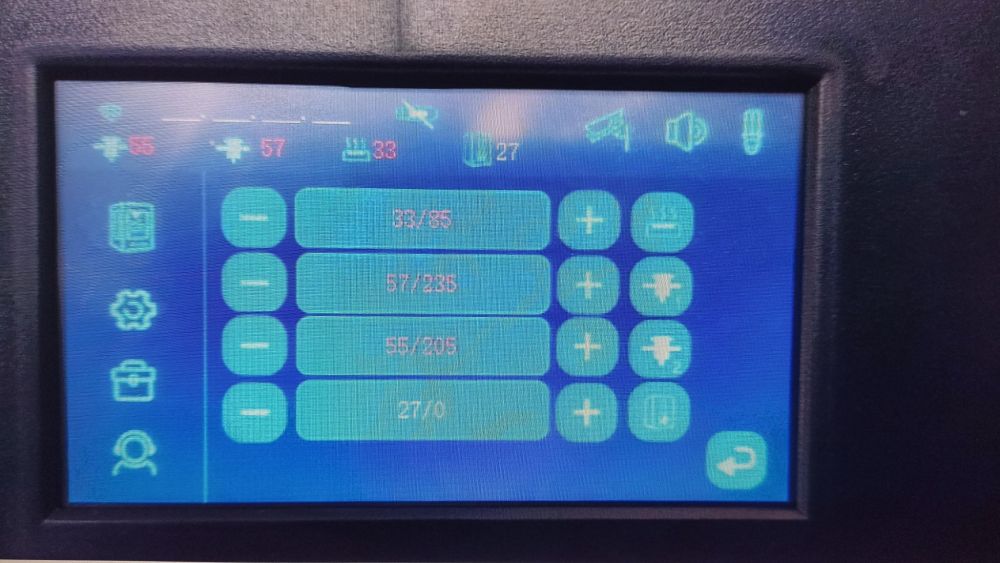
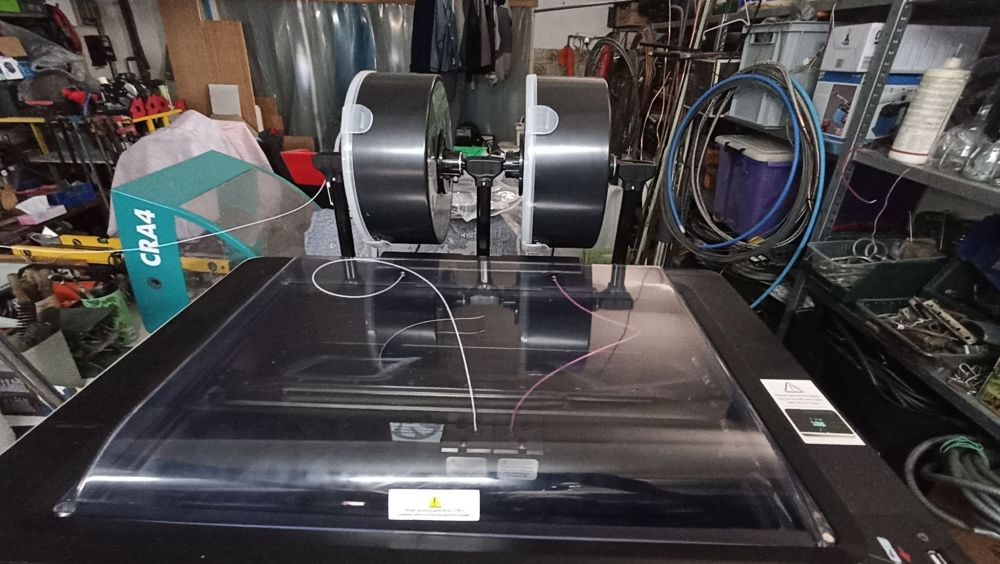
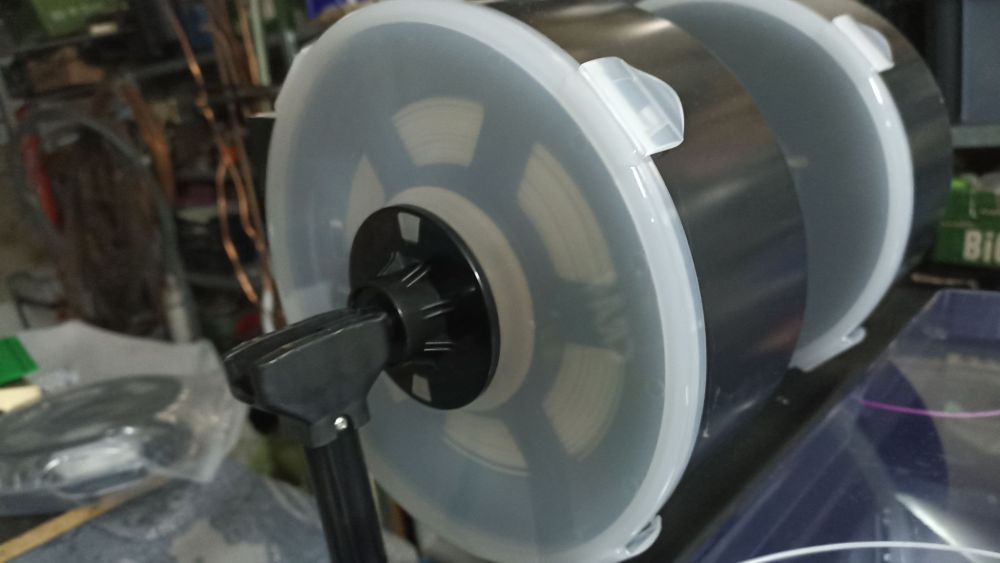
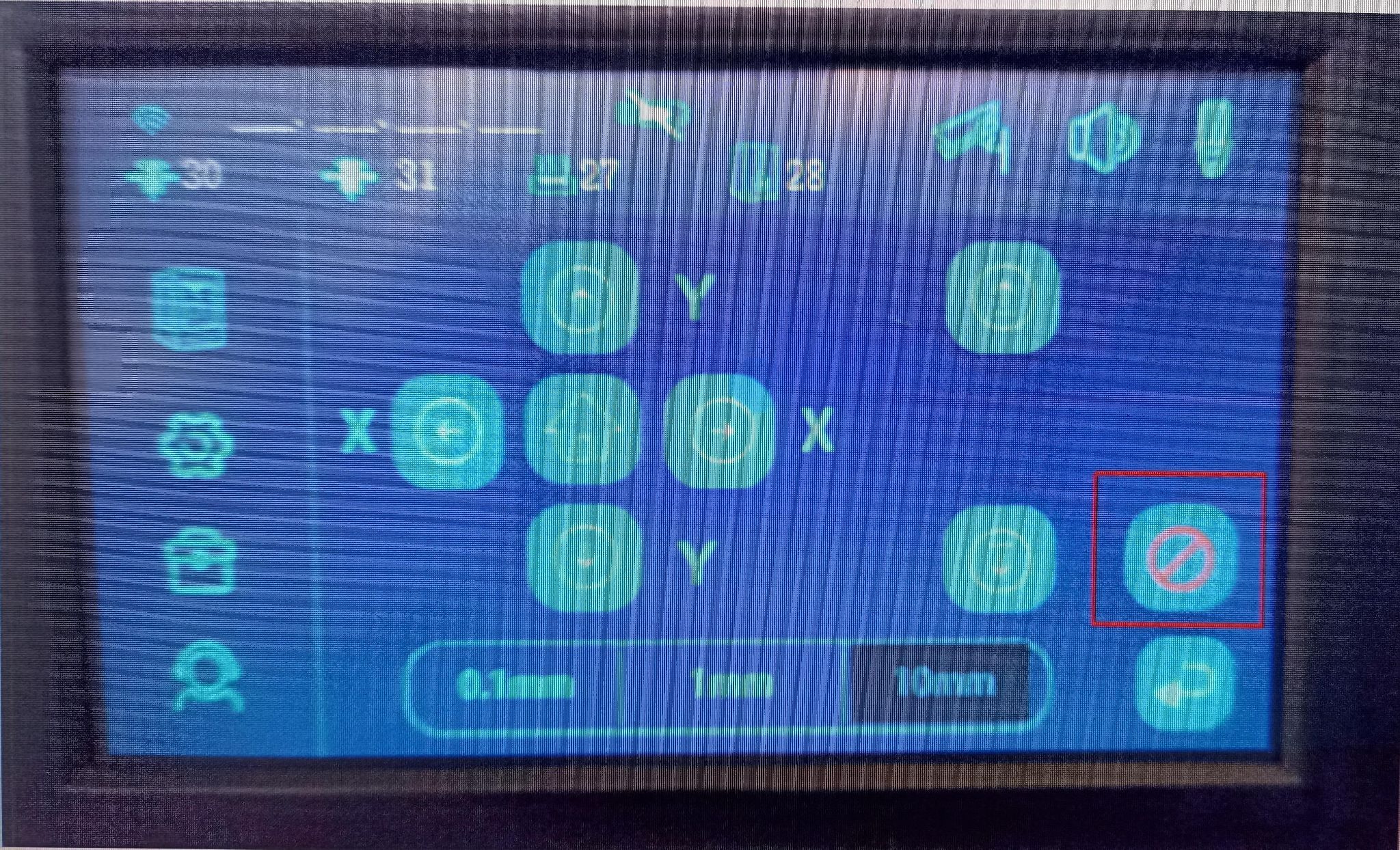
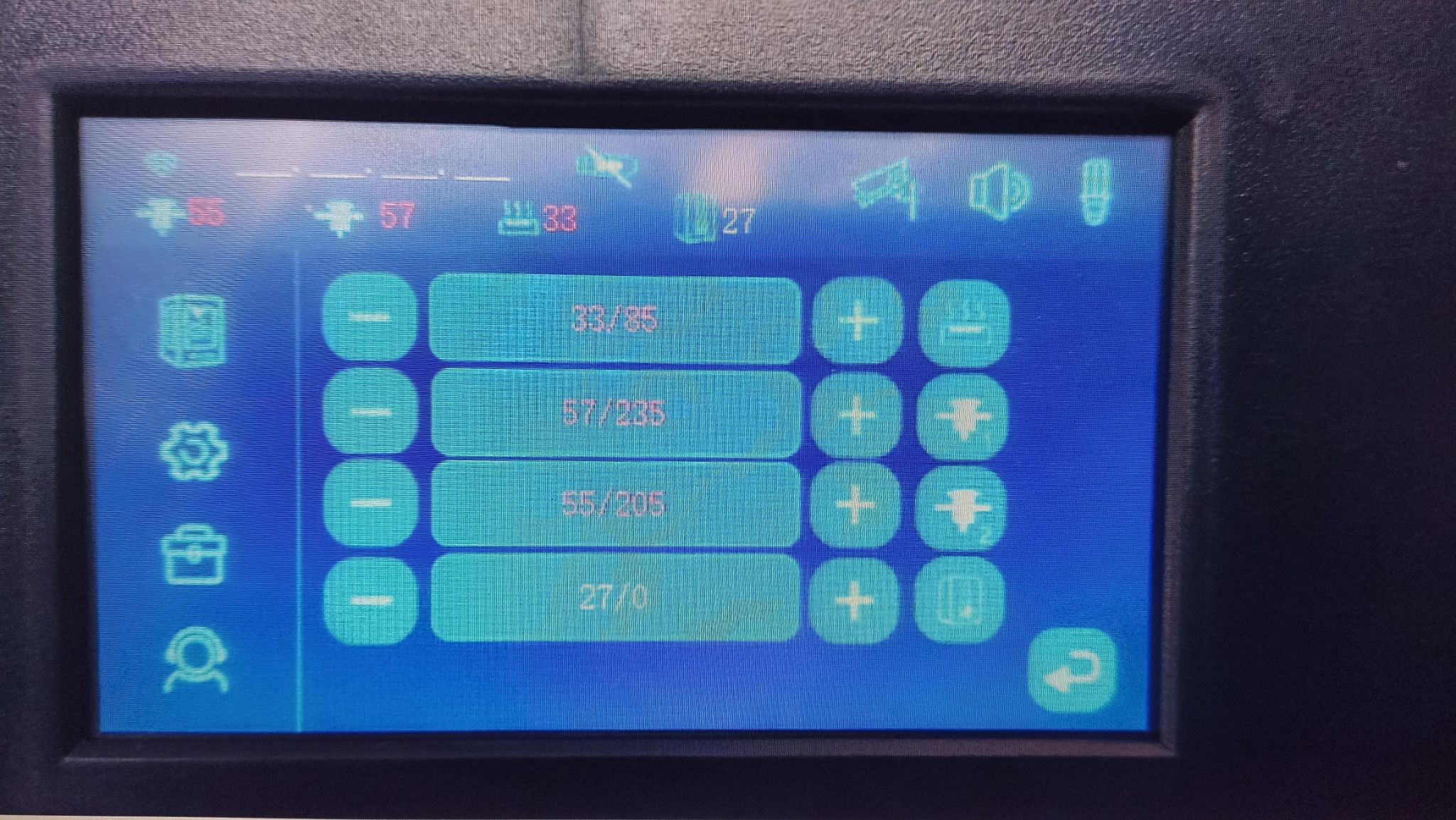
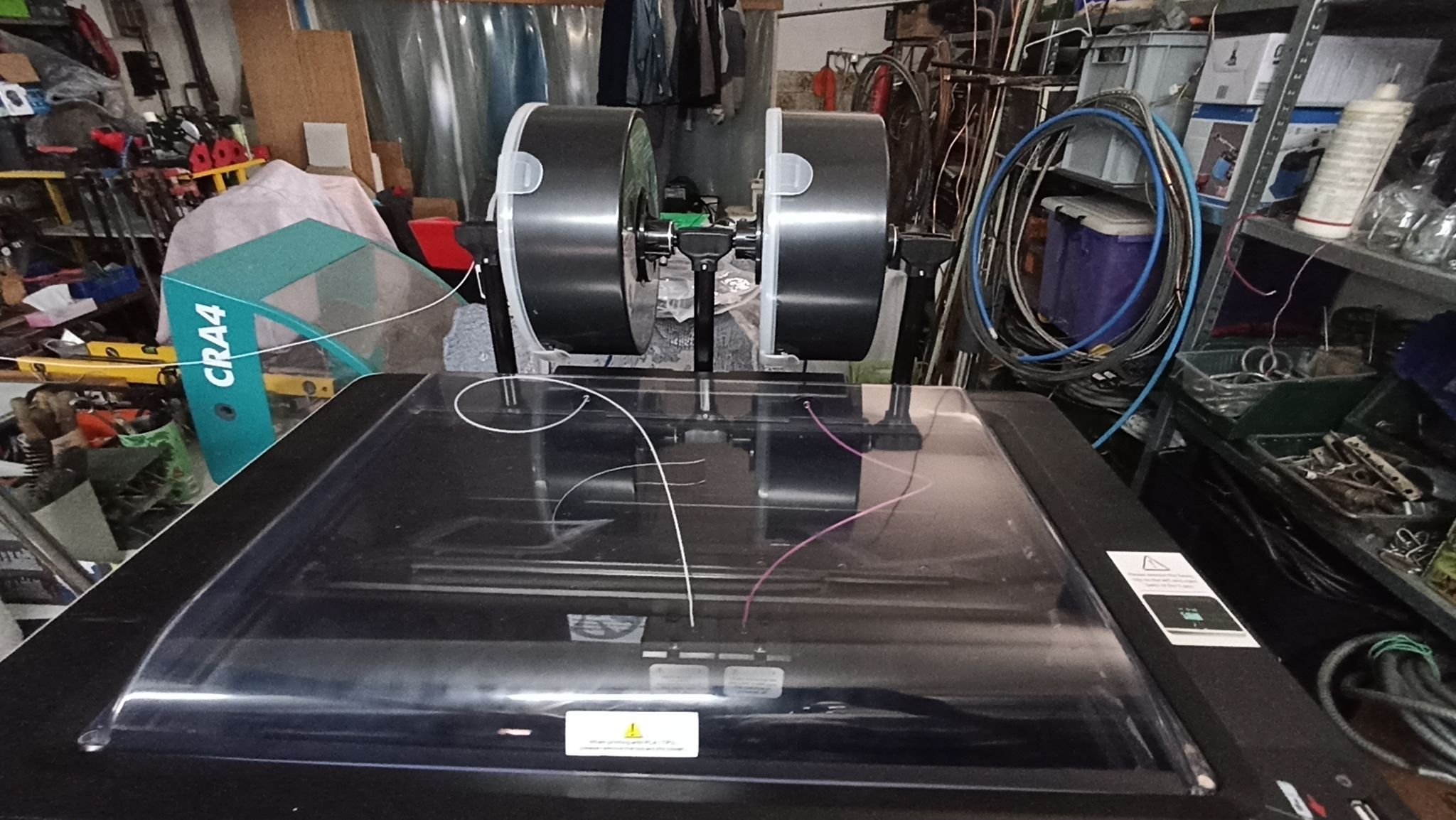
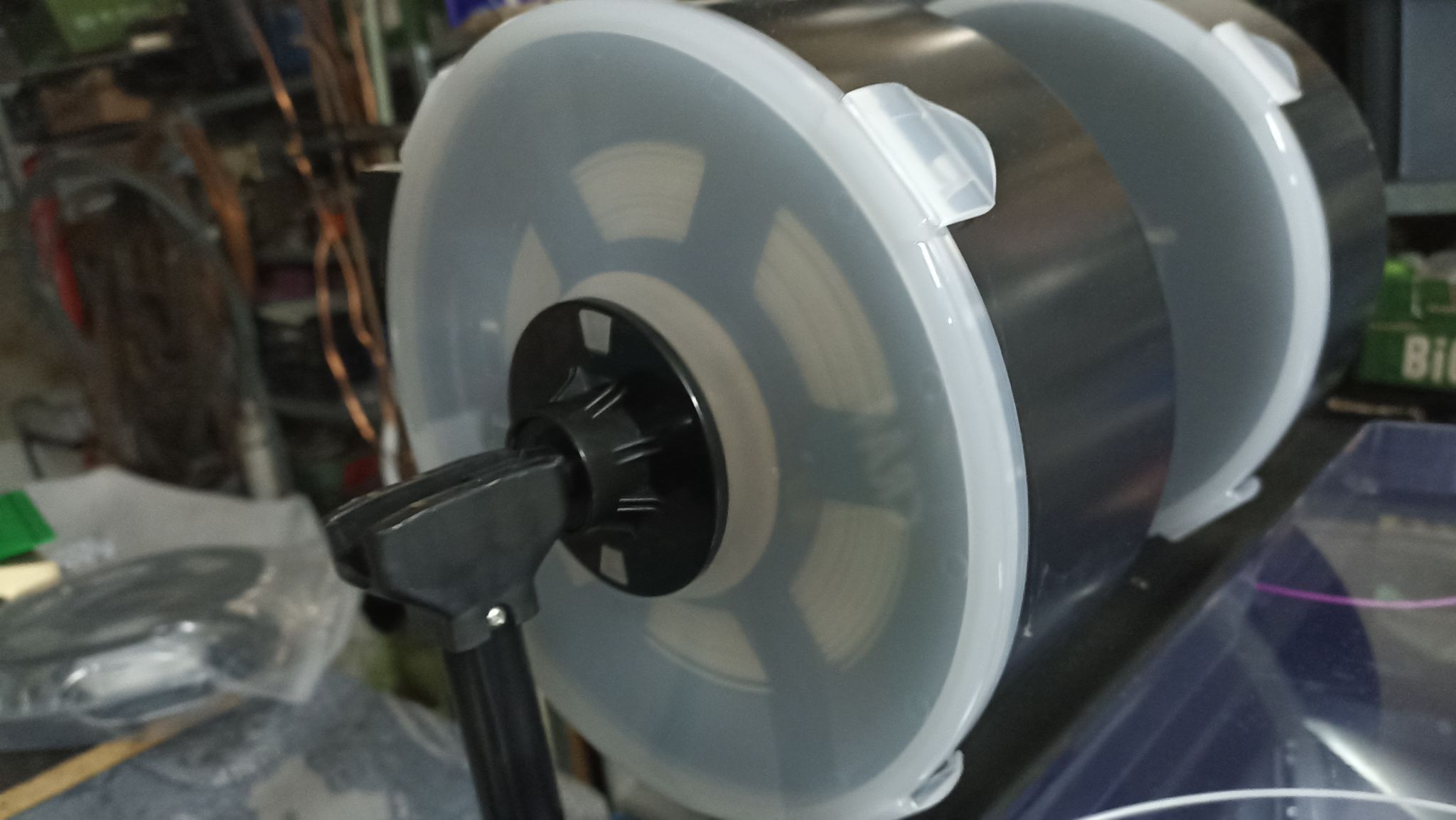
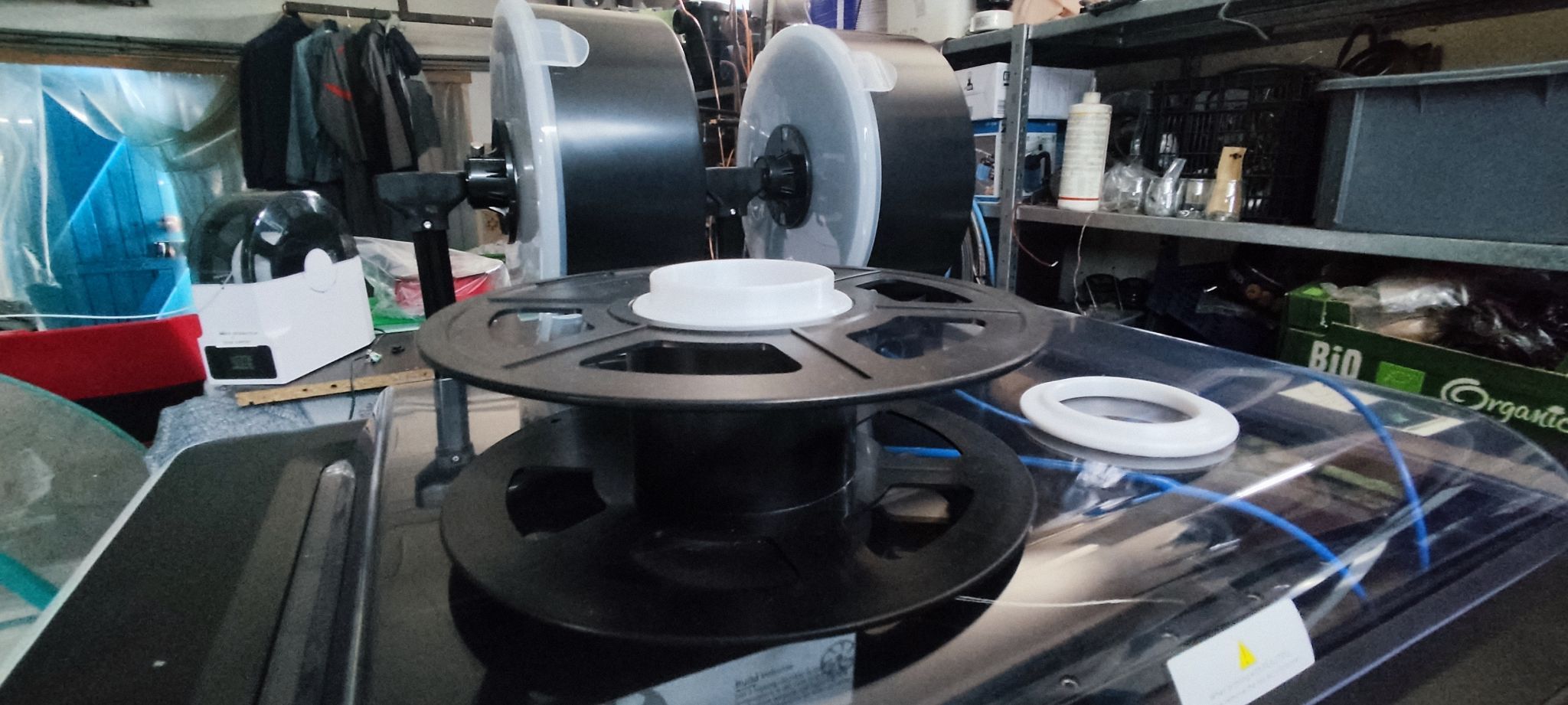
Bonjour à tous, Je vais profiter de ma petite revu pour laisser des indices d'amélioration à QIDI qui j'espère aideront aussi les autres personnes qui ont ou vont acquérir une IFAST, si vous possédez aussi une IFAST merci de commenter / complémenter faire part de vos observations / suggestions. J'ai fait l'acquisition d'une QIDI IFAST + tête supplémentaire pour les filament technique courant fin juin /début juillet 2024 au tarif de 1400€ livraison incluse, commande passé sur le site officiel de QIDI avec paiement paypal 4x. Tut c'est très bien passé en coordination antre Paypal et Qidi. QIDI m'a bien notifié par email de l'avancé du procès d'achat , je n'ai donc rien à redire sur ce point. Par contre concernant la logistique je n'ai pas pu choisir la société de livraison, QIDI travaille avec DPD ... qui malgré un avis de passage reprogrammé unilatéralement 3 fois par DPD et m'avoir bien baladé une dizaine de jour a fini par m'obliger à venir retirer le colis au dépôt pour cause de poids et d'encombrement ... Sincèrement j'ai failli laissé repartir le colis pour un remboursement tellement j'adore les pratiques de DPD. DPD/ est toujours une catastrophe car il refuse de venir en campagne et donc vous oblige de prendre remorque et aller enlever le colis au dépôt situé à 30 km de mon domicile ... donc si j'ajoute mon temps de trajet, le carburant , la remorque ... au final elle m'a couté entre 50 et 100€ de plus ... Note pour QIDI -> Je paye le transport doortodoor donc je veux pouvoir choisir qu'elle société me livre quitte à payer plus cher le port. Le poids total emballé frise les 50KG et vu le gabarit volumineux il est impossible de le souler seul sans risquer pour les sciatiques et/ou vertèbres ... heureusement j'ai un palan électrique et un transpalette à la maison néanmoins prévoir d'être deux pour pouvoir la sortir, la manipuler en toute sécurité. Le carton d'emballage et le système de blocage sont très robustes et bien pensés mais selon votre niveau de Tetris il faut prévoir une à deux heures pour déballer le bestiaux car les blocs de polystyrènes de maintient en postions sont un véritable jeux de casse tête alors qu'il aurait simplement suffit de numéroter / sticker les éléments pour avoir l'ordre pour retirer et/ou remballer ... Note pour QIDI -> Sticker le carton et les bloc polystyrène 1,2,3 ... pour avoir les étapes de déballage / remballage serait un gain appréciable. Peindre les 4 faces de chaque bloc permettrait de facilement remballer son imprimante si on doit la transporter ... Soyons honnête la 1er impression avec cette imprimante c'est que la qualité semble au RDV ... bon en même temps il faut relativiser car elle vaut quand même 5 fois le prix de ma vielle X1 ... On peut voir la différence de gabarit entre ma vielle X1 et la IFAST ... La IFAST offre de nombreuse options : - Tête dual à double extrudeur pour pouvoir imprimer des pièces en PETG et les supports dans une matière différente (PLA / PVA) qui n'adére pas au PETG. A l différence d'une IDEX composée elle de deux têtes totalement indépendantes (mouvementent) et peut imprimer en miroir / symétrie / clonage. Sur la IFAST les deux extrudeurs sont montés sur une unique tête et sont alternativement sortis / retractés selon le besoin via une came lorsque la tête arrive en buté gauche / droite. Exemple : Si la tête arrive en buté gauche la tête Z2 situé à main gauche est mise à hauteur afin de pouvoir imprimer alors que la tête de droite z1 est elle est rétractée. - Un firmware Marlin donc pas de compensation des vibrations et accélérations (dommage pour KLIPER ...). - Un large volume de travail 330x250x320mm. - Un grand plateau 330X ; 250Y avec une plaque d'impression technique métal ayant reçu un traitement de surface granuleuse plastifiée de haute qualité qui est littéralement verrouillé au bed par un réseaux d'aimants permanent. C'est tellement bien verrouillé qu'en tirant on force beaucoup trop à mon gout sur l'assemblage mécanique du plateau pour finir par même altérer le leveling du plateau. On galère également à replacer le plateau et à bien le repositionner car QIDI n'a pas prévu de butées en fond et lorsque l'on passe au dessus du plateau magnétique le bed est littéralement happé à 2 cm de distance ... attention au doigts ca surprend c'est violant ! Donc mon conseil toujours prévoir un agent de surface type colle UHU et laisser vos pièces redescendre en température et se décoller naturellement toutes seules vous galèrerez moins et vous éviterez du warping sur vos pièces et plus besoin de faire des leveling complets, vous pourrez vous contenter d'un fast leveling. Note pour QIDI : -> Ajouter moi deux butées de repositionnent du plateau amovible en fond en forme de L . -> Remplacer ce réseaux d'aimants permanents sur puissants par un verrouillage magnétique à poussoir pour permettre un repositionnement précis et sans aucun risque. - Ventilations du caissons avec filtre charbon actif efficace. - Enceinte chauffante et contrôlée ... trés utile pour éviter le warping du PETG et laissé redescendre en température contrôlé par un bout de gcode. - Interface graphique : La je suis plus dubitatif la couleur bleu est jolie mais pose de sacré pb avec les néons / tube leds des ateliers c'est infernal niveau reflet pour faire une photo de l'écran il faut éteindre l'atelier sinon c'est tout blanc totalement illisible. Note pour QIDI : Techno de l'afficheur totalement inadapté aux ateliers. - Menu de l'interface : Bon alors la un truc bizarre ils utilisent pas les même sigles / pictogrammes standards que nous pour dire Stop ... Le menu est pas forcement super intuitif ... il y a des petites bizarreries , le menu de forçage manuel des températures des buses , bed, enceintes et une grosse galère à régler et fixer une température précise ... Le menu chargement et déchargement de filament est selon moi beaucoup trop spartiate ... et on retrouve ce pb de pictogrammes cryptiques : Impossible de fixer une qté en mm de filament à extruder ce qui est pourtant indispensable pour calibrer un nouveau filament sans se prendre la tête via un programme de gcode et tout le tremblement ... mais on reparlera de ces points plus en détail dans la section calibrage. Note pour QIDI : Ajouter la possibilité de fixer une longueur à extruder en mm pour pouvoir calibrer E. Très important si vous demandez à charger / décharger le filament malgré une température de 31°c ... le moteur s'enclenche et tourne tant que vous n'avez pas appuyé sur le panneau interdit (en bas au centre ... pas très intuitif ) .... bref il n'y a pas un "garde fou" lié à une température minimum c'est le truc idéal pour flinguer moteur, buse engrenages .... Note pour QIDI : Ajouter un popup de confirmation ! - Les portes bobines intègrent des sachets absorbants ils sont bien pensées mais il vous faudra les modifier en coupant 4 ergots sur la face interne transparente du couvercle et imprimer des adaptateurs (une flasque et un cylindre pour pouvoir utiliser des bobines d'autres marques sans quelles se coince au fond. J'ai réalisé un adaptateur en PETG pour mes Sunlu qui sera dispo en téléchargement sur mon github. - Les interfaces et ports l'imprimante fonctionne en wifi et ethernet mais il n'y a AUCUN connecteur pour port USB ! ... pour le récupérer il faut décarcasser le flan droite de l'imprimante, c'est galère il vous faudra ajouter un dongle et une rallonge USB .... sur une imprimante à 1500€ je trouve cela mesquin et / ou mal conçu. Note pour QIDI : Rajouter un port USB pour que l'on puisse piloter cette imprimante comme on leu souhaite et brancher un octoprint ou autre soft ! Logiciels : Alors de base le logiciels de pilotage et slice sur pc et un interface proprio basé sur ? Cura ? .... perso j'ai vu, j'ai testé, c'est pas pratique, c'est moche ... j'ai laissé tombé car même en mode avancé il y a pas toutes les options dispos que dans mon ideamaker ... Suite à un email QIDI ma gentiment fourni en 24h "un profil ideamaker" (OK leur profil ideamaker est une vaste blague) ... du coup je me suis lancé dans la configuration d'un vrai profil ideamaker qui sera donc dispo sur mon github. J'intégrerai le lien lorsque je ferai un thread dédié à ce soft pour slicer pour la IFAST car l'adaptation est subtile surtout a cause entre autres des numérotation de tête et de la gestion des priorités des profils dans ideamaker (oui il est pas parfait sur ce point) ... sachant que j'imprime soit d'une clef usb soit de octoprint je ne perdrai pas plus de temps avec les softs de QIDI ils ne sont pas adapté à mes besoins ... Jusqu'ici tout va bien ... mais si comme moi vous souhaitez obtenir des pièces avec des dimensions précises et espérer tirer la totalité du potentiel de l'imprimante ... c'est la queles choses se corsent car il faut reprendre la totalité de la calibration de l'imprimante ... En effet de base QIDI prévoit uniquement deux étapes trop basique / simplistes et pas super intuitives alors qu'en fait il y en a une douzaine pour corriger les réglages d usine ... Alors oui QIDI est réactif au niveau support EMAIL mais j'ai bien compris qu'il va falloir malgré tout mettre les doigts dans le cambouis et finir le travail de QIDI pour avoir un produit vraiment satisfaisant et pourtant c'était pas le but de mon achat ... et du coup cela me ralenti sur mes autres projets ... et me fait presque regretté quitte à devoir mettre les doigts dans le cambouis de ne pas être passé sur la dernière Ratrig. Donc pour faciliter la lecture je vais scinder le tout en thread par thème car sinon cela va être beaucoup trop indigeste. SUDSUD Note : Tous les éléments en liens avec ce post sont / seront dispos sur mon github GitHub - sudtek/IMPRIMANTES_3D: Un repository dédié aux imprimantes 3D



 1 point
1 point -
Ma femme a aussi dit que la pilote se devait d'avoir un casque... :lol: ça va pas être coton avec la configuration des oreilles de ma pilote... J'ai essayé de dessiner quelque chose sous Fusion360, et cela devrai le faire...1 point
-
Sculpteur de morceaux de glace ?1 point
-
Bonsoir, j’ai rencontré ce problème avec mon imprimante. Le filament s’écoulait de plus en plus difficilement et s’arrêtait. Extrudeur Biqu H2 V2S Revo j’ai fait plusieurs tests. Mon problème a trouvé sa solution par l’installation d’un nouvel extrudeur avec entraînement incorporé, le Hemera XS Revo.1 point
-
Transformer une Sovol3d en Prusa, un dryer pour l'AMS lite de Bambu Lab, un sac à main imprimé par Lynxter et d'autres actualités ont marqué la semaine d'#impression3D ! https://www.lesimprimantes3d.fr/semaine-impression-3d-451-20240825/1 point
-
Si ça t'intéresse, j'en ai une avec sa carte fille (M5) que je peux te donner (j'ai un stock de cartes mères… pour le cas où ). Tu me contactes par MP si besoin.1 point
-
Encore du progrès cet après midi... L'arceau a trouvé sa place... C'est très clairement pas monté de manière définitive, il me reste la peinture et quelques trous à faire... J'ai imprimé les projecteurs... Et j'ai aussi dessiné des feux arrières... Imprimés et essai de positionnement sur la carrosserie; ce n'est pas encore fixé, je dois imprimer une pièce pour m'assurer que les trous seront fait là où il faut... Les lumières sont prêtes à monter, je dois juste faire des trous (et un peu de soudure ensuite, cela va de soit... Je pense faire les trous ce soir, et la peinture suivra dans la semaine avant la construction finale... Aucun des pilotes dont je dispose n'est à la bonne échelle pour cette voiture... Et ce serait encore plus de travail pour faire un pilote spécifique pour cette voiture en CAD... La voiture doit être prête bientôt. Je dois trouver une solution. J'ai demandé à ma femme si elle avait une idée (en général, elle a des idées complètement fun)... Et elle m'a proposé quelque chose... Cette girafe n'est pas plus à l'échelle que les autres solutions, mais c'est fun et cool, donc c'est adopté... Je vas devoir créer un maque, car la tête sera au dessus du pare-brise...1 point
-
Ou alors c'est morceau... Mais de quoi1 point
-
C'est celle que j'ai cramé et que je cherche à remplacer Virer les connecteurs pour rajouter des Steppers c'est intéressant ! Merci pour les précisions1 point
-
Dans ce sens là, PLA sur PETG oui. Et même souvent les supports restent collés au plateau lorsque tu retires la pièce. Dans l'autre sens, PETG sur PLA, c'est un peu plus adhérent, mais vraiment pas de quoi transpirer lors du démontage des supports. Ce sont surtout les bécanes qui passent des heures à imprimer, moi je ne fais qu'analyser les résultats. Mais oui c'est tellement intéressant de pouvoir tester ces machines, et encore plus de pouvoir les comparer en simultané ! Concernant ma femme, je ne vais pas me plaindre mais hier je lui ai parlé de mon envie pour une prochaine acquisition, et aujourd'hui elle m'engueule parce que je n'ai toujours pas passé la commande.1 point
-
Dans les plus anciennes cartes, tu as la BTT GTR (6 steppers) et jusqu'à 11 en lui associant sa carte fille M5. Chez BTT, toujours tu as la Octopus (8 steppers) Chez Makerbase, il y a la SKIPR mais firmware Klipper only Chez Makerbase, il y a la Monster8 (8 steppers) Chez Fysetc, il y a la Spider (8 steppers) Sinon avec certaines cartes, en récupérant les connecteurs prévus pour un écran LCD (12864), on peut utiliser une carte BTT exp-mot qui ajoute 3 steppers.1 point
-
j'ai une BTT octopus, j'en suis très content !1 point
-
Tu as raison, j'oublie toujours qu'il y a encore des cartes 8 bits, désolé.1 point
-
Dans les choses à vérifier, c'est déjà se voir si il y a le long bip. Si c'est le cas, ça veut dire que l'update a été vue et exécutée je pense. Le point suivant c'est de voir si ADB marche après un redémarrage de l'imprimante. Il est possible que remettre ce paramètre ne soit pas suffisant sur les nouveaux firmwares et dans ce cas il faudrait se faire un fichier d'update avec les commandes de démarrage de adb plutôt. Genre ça: mkdir /dev/usb-ffs/adb -m 0770 mount -o uid=2000,gid=2000 -t functionfs adb /dev/usb-ffs/adb start-stop-daemon --start --quiet --background --exec /usr/bin/adbd Je vais revérifier s'ils n'ont pas aussi viré le binaire adb. Mais je ne pense pas que ce soit le cas.1 point
-
On peut s'éviter cette étape en ouvrant directement le fichier .swu avec 7zip (c'est ce que je fais régulièrement depuis mon étude de la tablette Creality SonicPad)… idem si on ne veut pas monter les fichiers .img, on peut les «décompresser» via 7Zip.
 1 point
1 point -
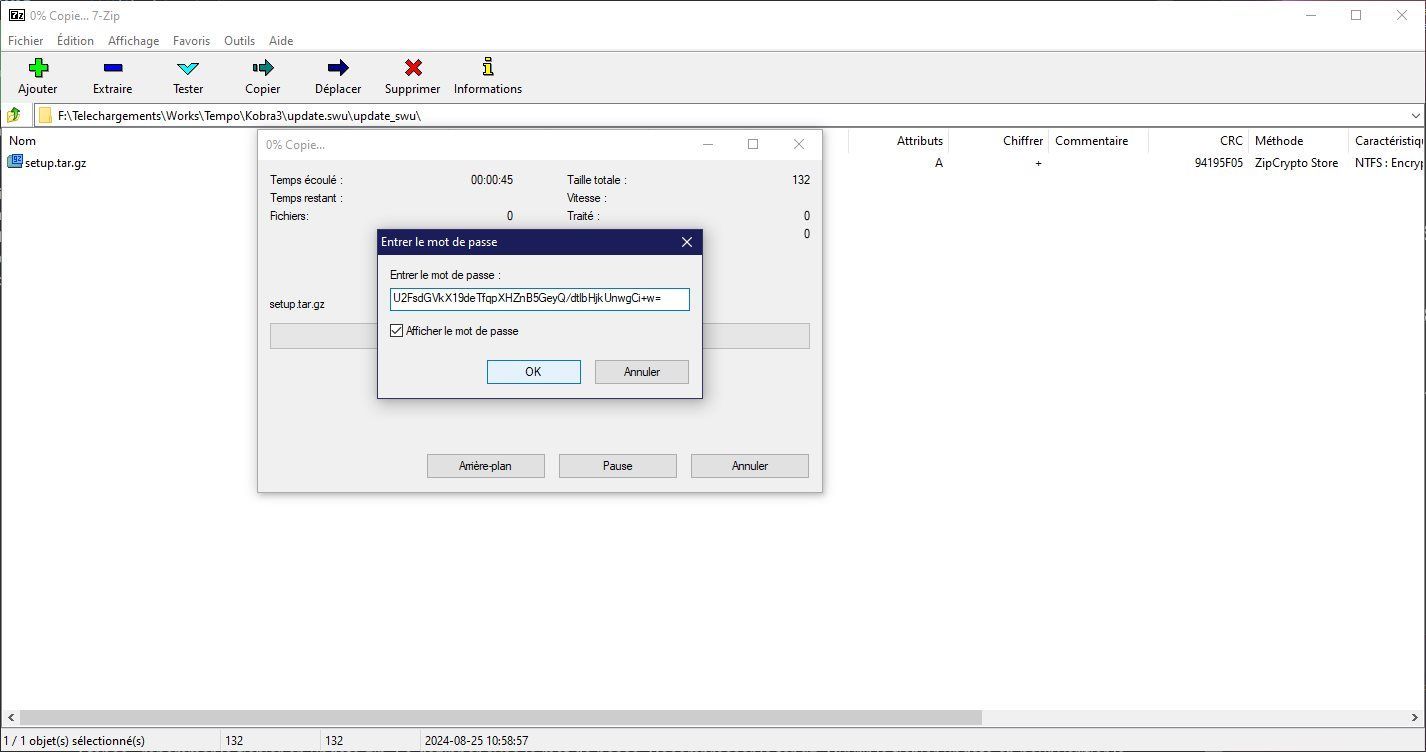
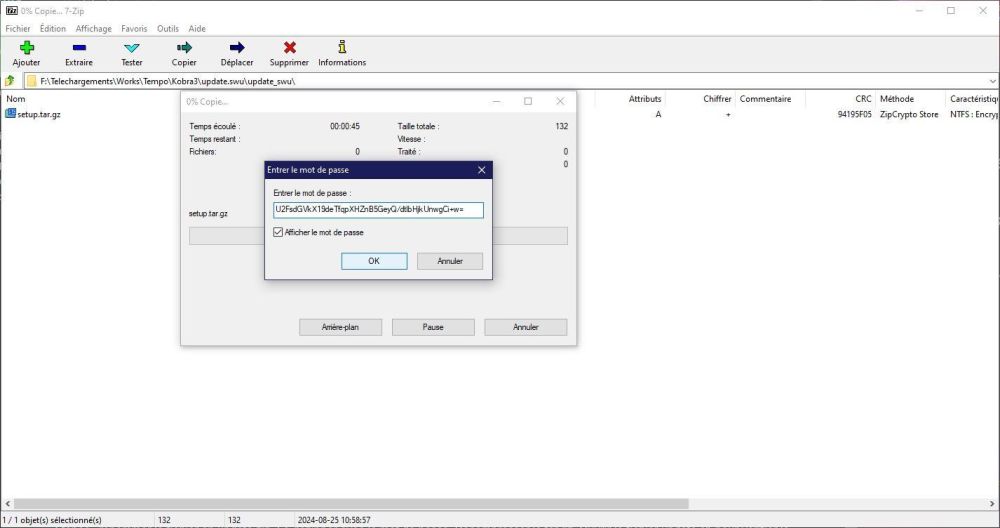
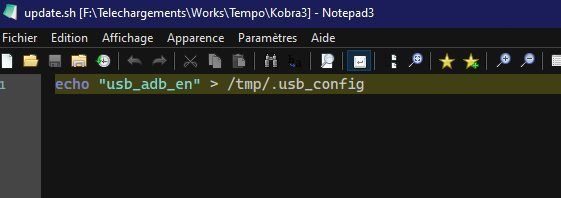
J'ai fait quelques tests supplémentaires sur l'exécution de commandes via le stick USB. Ça a l'air de bien marcher chez moi et j'aurai besoin d'un ou deux testeurs pour voir si c'est OK et si c'est compréhensible. ATTENTION : Ceci est à vos risques et périlles et je ne serai pas responsable si vous cassez votre imprimante ... J'ai fait un repo github pour garder une trace de ce que j'ai fait et documenter un peu mieux ici : https://github.com/systemik/Kobra3-Firmware Pour les personnes moins alaises avec l'anglais, voici les étapes : Créer un fichier update.sh avec ce que vous voulez dedans (par exemple pour réactiver ADB : echo "usb_adb_en" > /tmp/.usb_config ) tarer le fichier dans un fichier setup.tar gzipper le fichier dans setup.tar.gz créer un dossier appelé update_swu déplacer le fichier setup.tar.gz dans le dossier update_swu zipper le dossier update_swu avec le mot de passe suivant U2FsdGVkX19deTfqpXHZnB5GeyQ/dtlbHjkUnwgCi+w= renommer le fichier zip en update.swu créer un dossier sur la clé USB appelé udisk_upgradation mettre le fichier update.swu dans udisk_upgradation démarrer l'imprimante avec la clé, ou insérer la clé après le démarrage de l'imprimante (si la mise à jour fonctionne, vous devriez entendre un long bip) redémarrer l'imprimante tester l'accès ADB Pour faciliter les étapes, j'ai mis le répertoire et le fichier qui va bien sur le repository github. (copier le dossier udisk_upgradation sur la clé usb et c'est parti) Comme il ne faut jamais installer quelque chose donné par un inconnu, je vous invite à faire les étapes à l'envers en partant du fichier update.swu pour vérifier ce que j'ai mis dedans Étapes : renommer le fichier en update.zip. Le dézipper avec le mot de passe. Décompresser le tar.gz. Ouvrir le fichier update.sh pour vérifier le contenu1 point
-
En effet, mais le RGPD impose que le consentement soit archivé par une autorité indépendante du forum (et c'est bien chiant je l'avoue, surtout que 99% des visiteurs ne lisent probablement pas le texte)...1 point
-
Salut, La question c'est: est-ce que ça t'empêche d'imprimer... j'aurais tendance à dire que non1 point
-
regarde à 2.40"1 point
-
une ender 5 de sauvé et qui a rejoint sa famille le test print c'est bien passé tout est redevenu dans l'ordre plus qu'a bien ranger les câbles et lui remettre sa box pour l'ABS
 1 point
1 point -
Une sacrée place (et un poids une fois montée pas négligeable non plus) Un youtubeur US (3D Printing Nerd) l'avait déballé en direct (gaffe, plus de 3 h de «vidéo») Comme j'aime bien utiliser des unités non conventionnelles, le cadre supérieur, posé contre un des murs mesure à la louche 2 1/2 longueur de parpaings sur 5 hauteurs de parpaings. Comme les américains ne font rien comme le reste du monde et qu'ils ont un peu la folie des grandeurs, je suppose que leurs parpaings sont différents des nôtres.
 1 point
1 point -
mois, je ne vois pas d'erreur !1 point
-
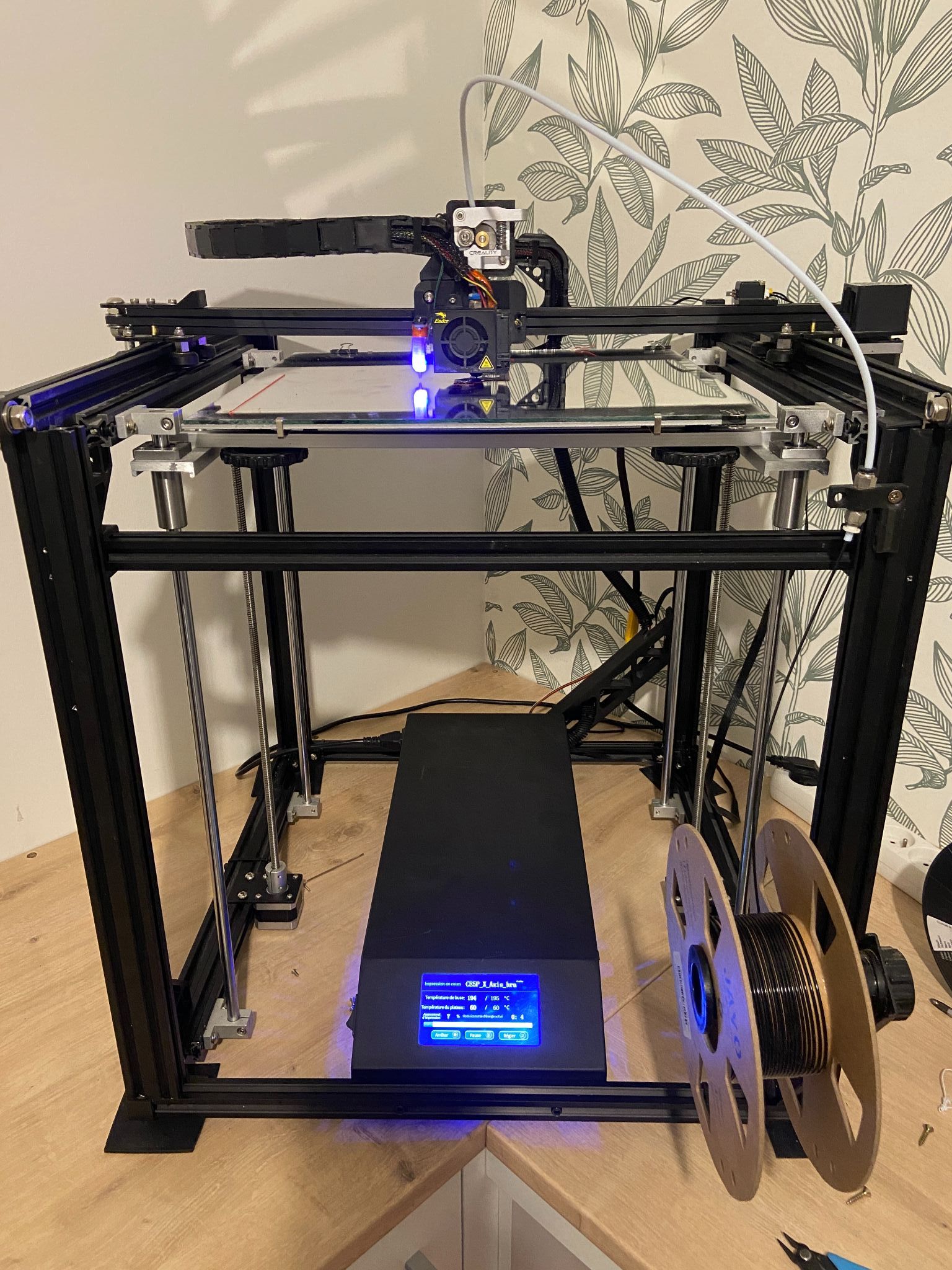
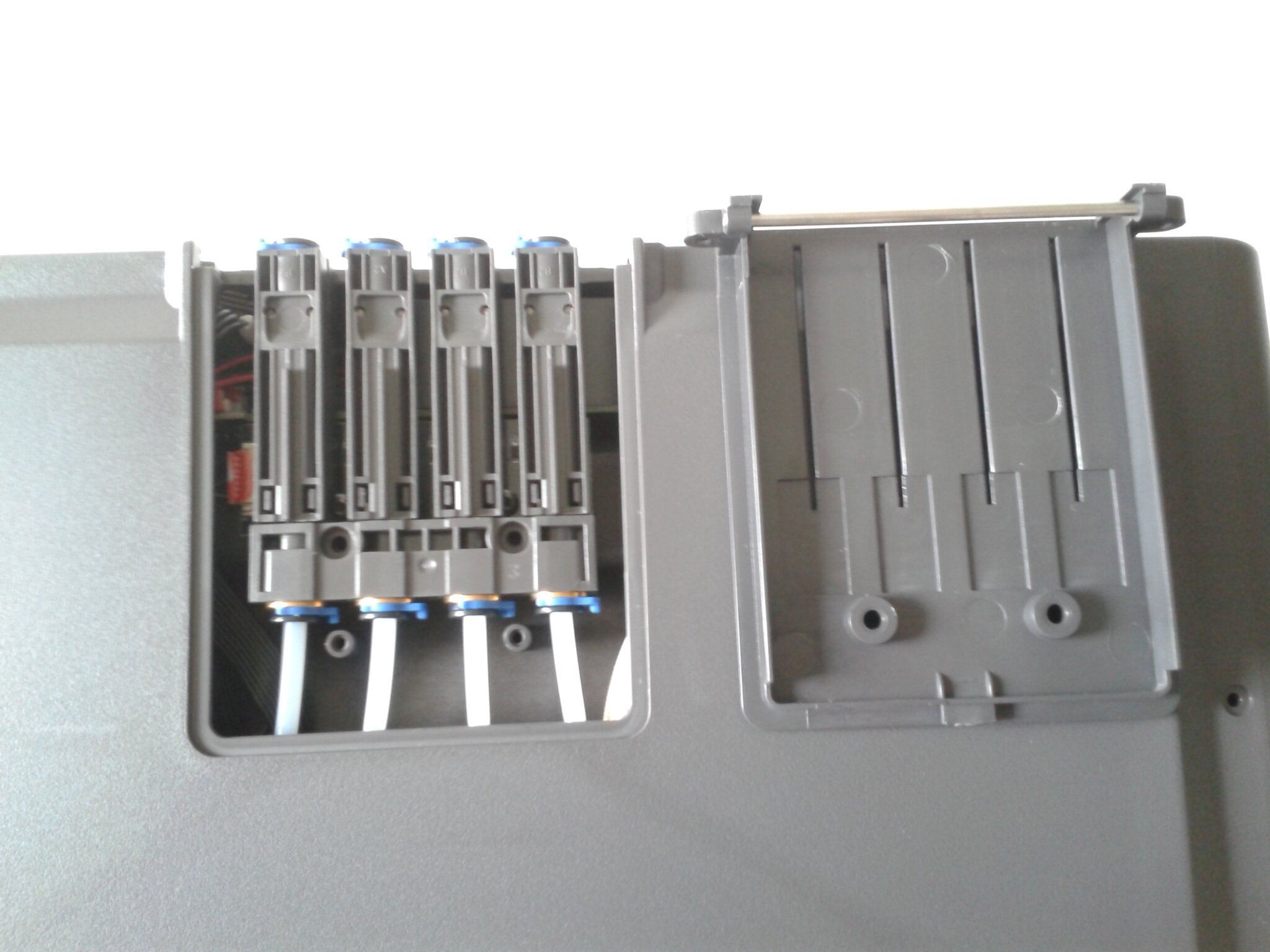
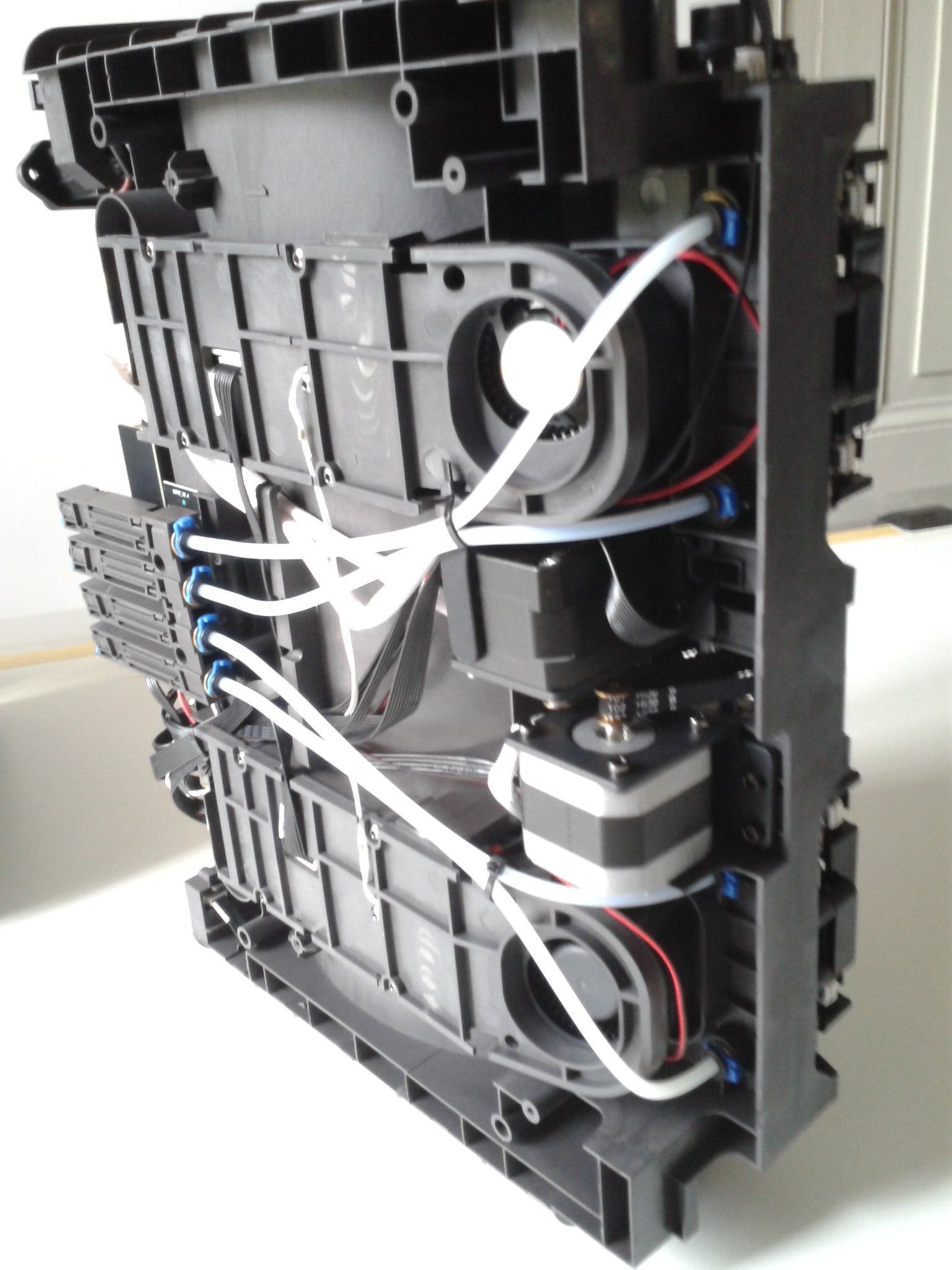
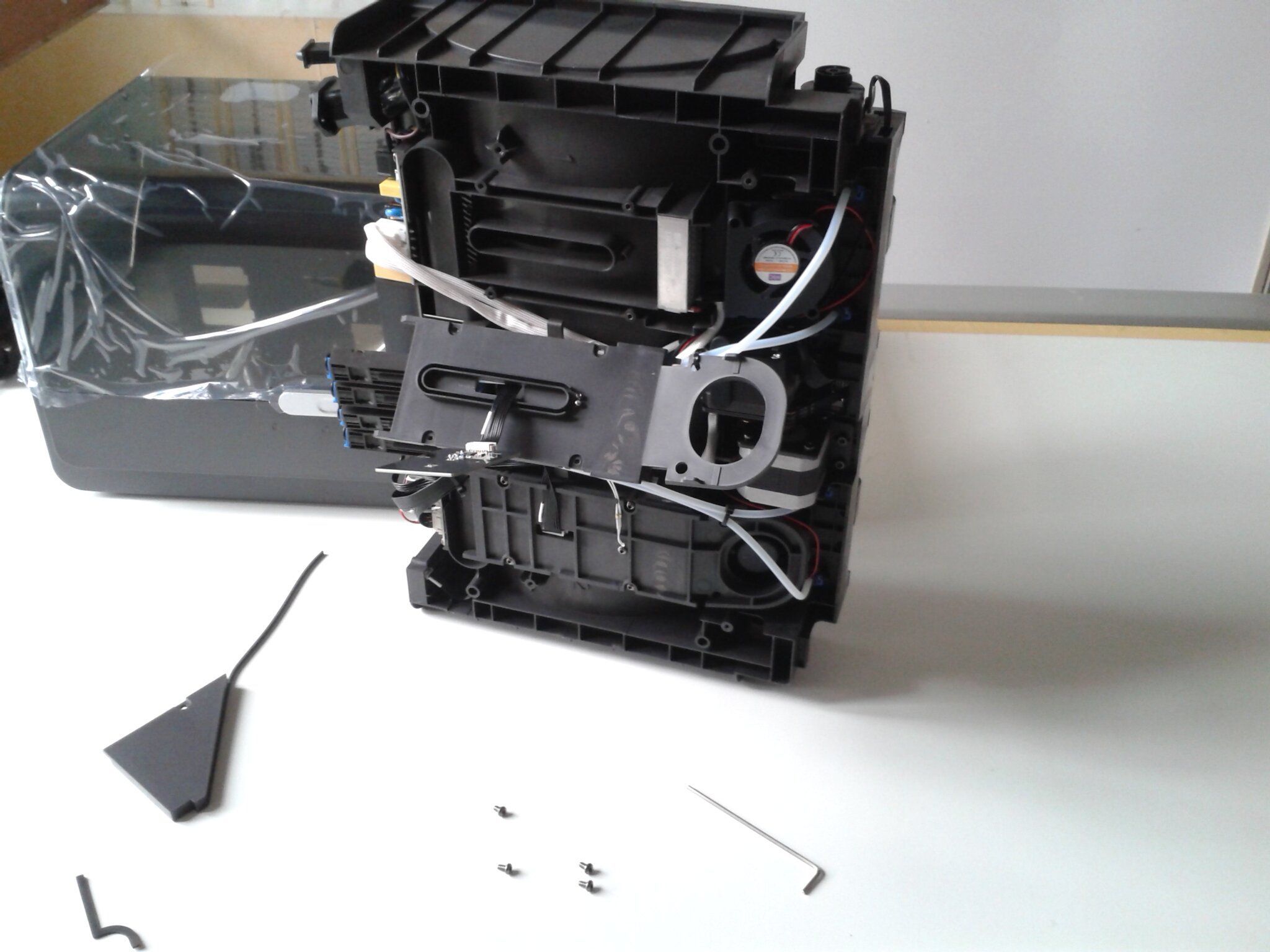
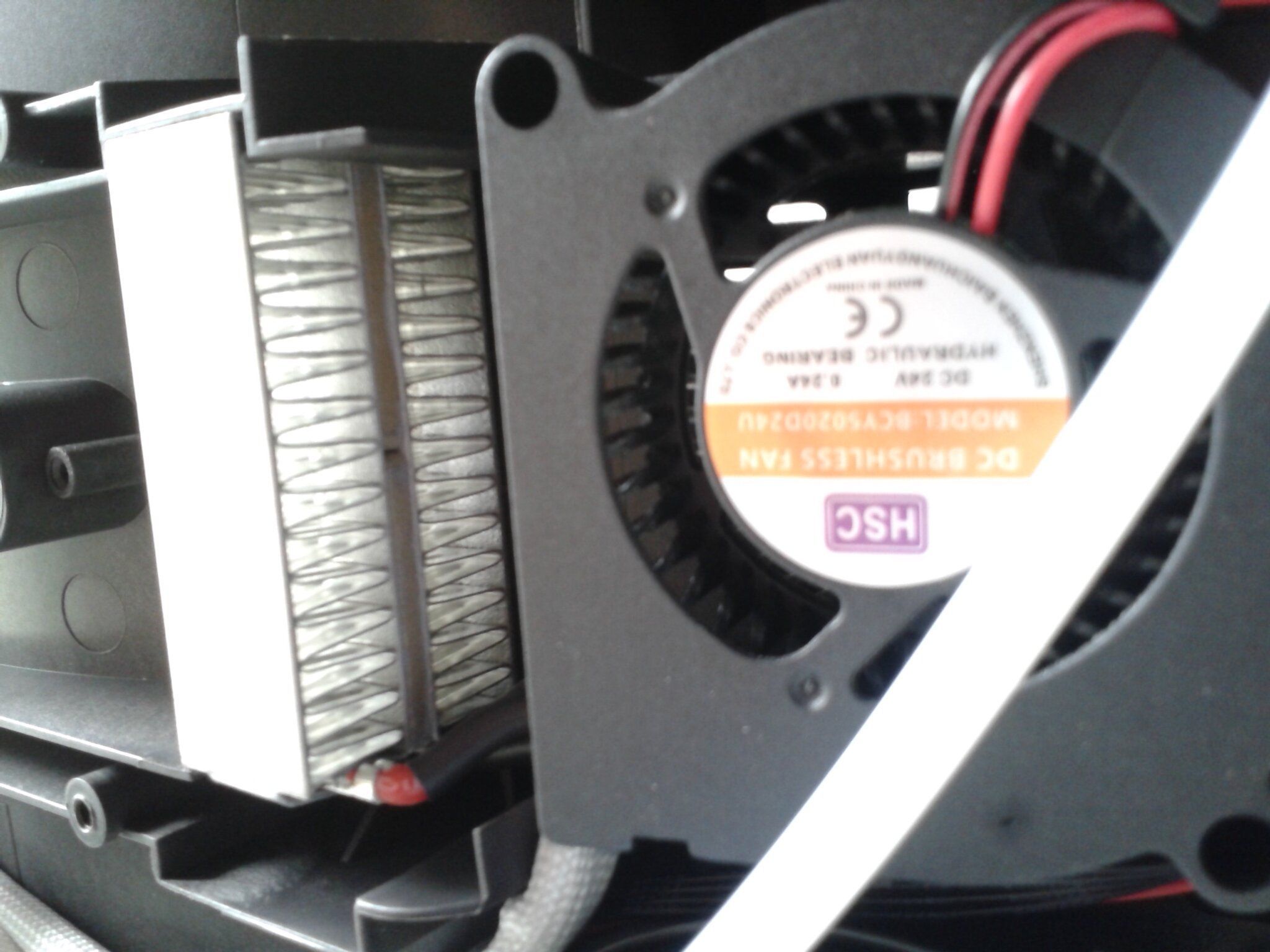
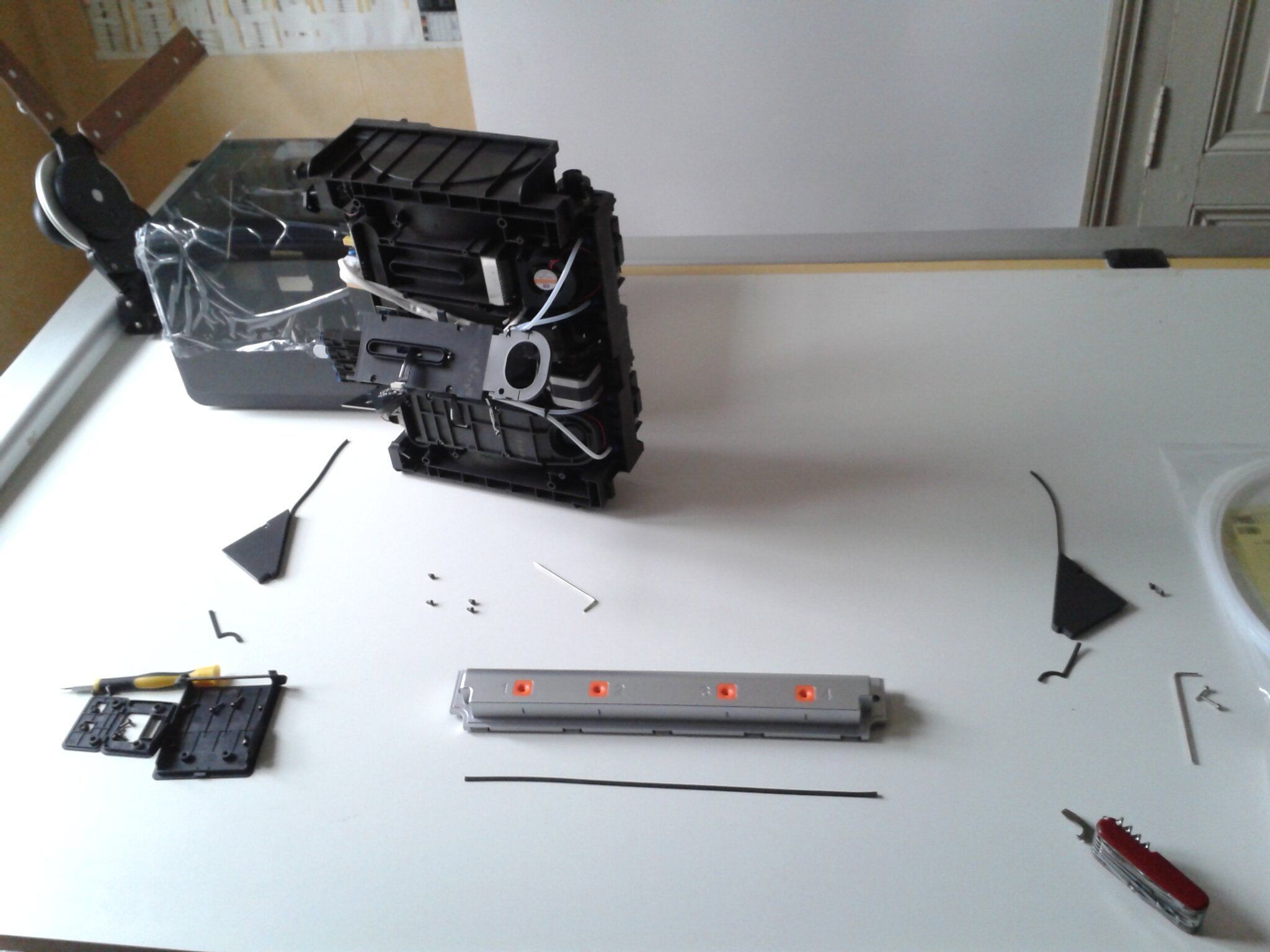
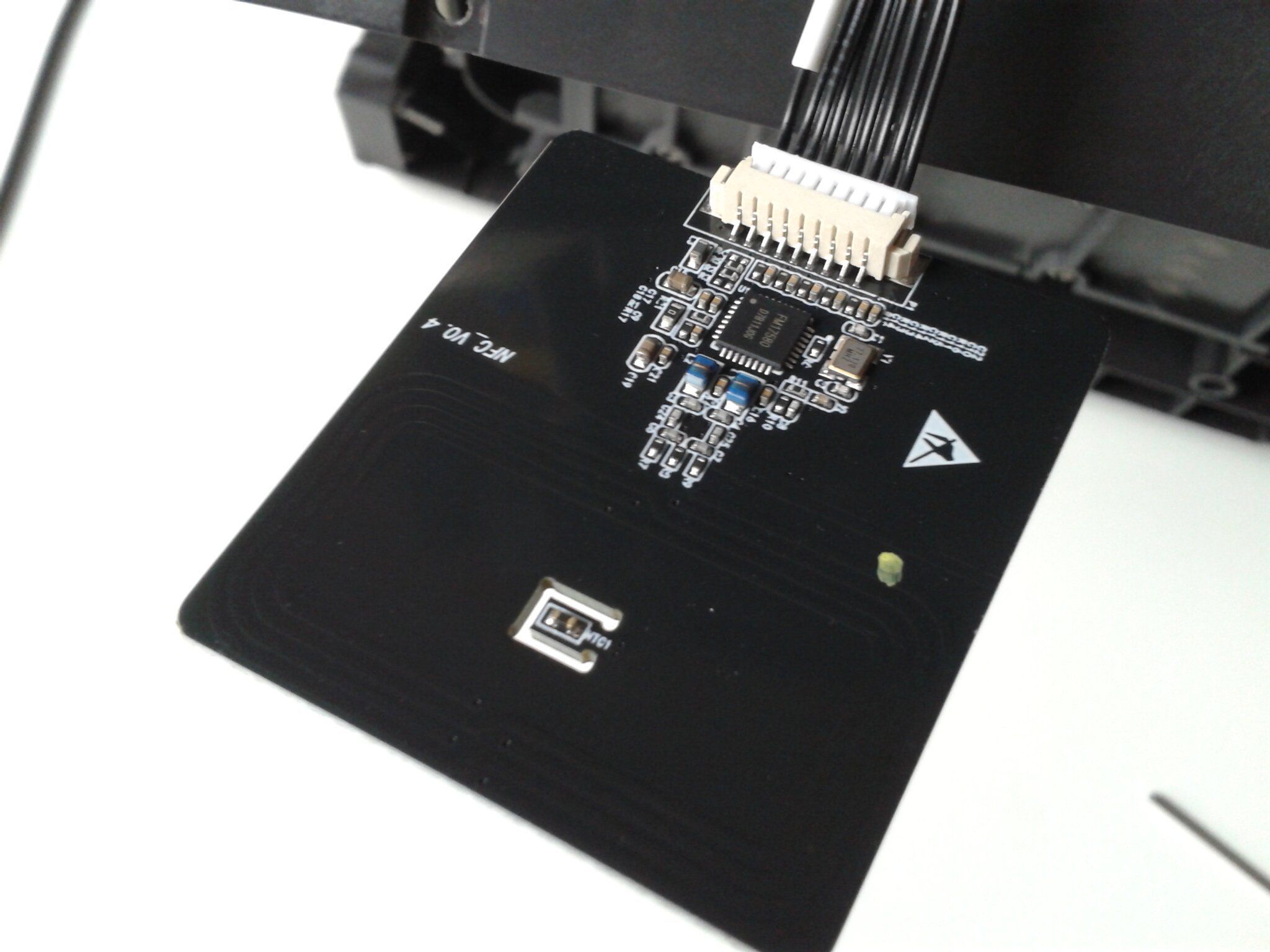
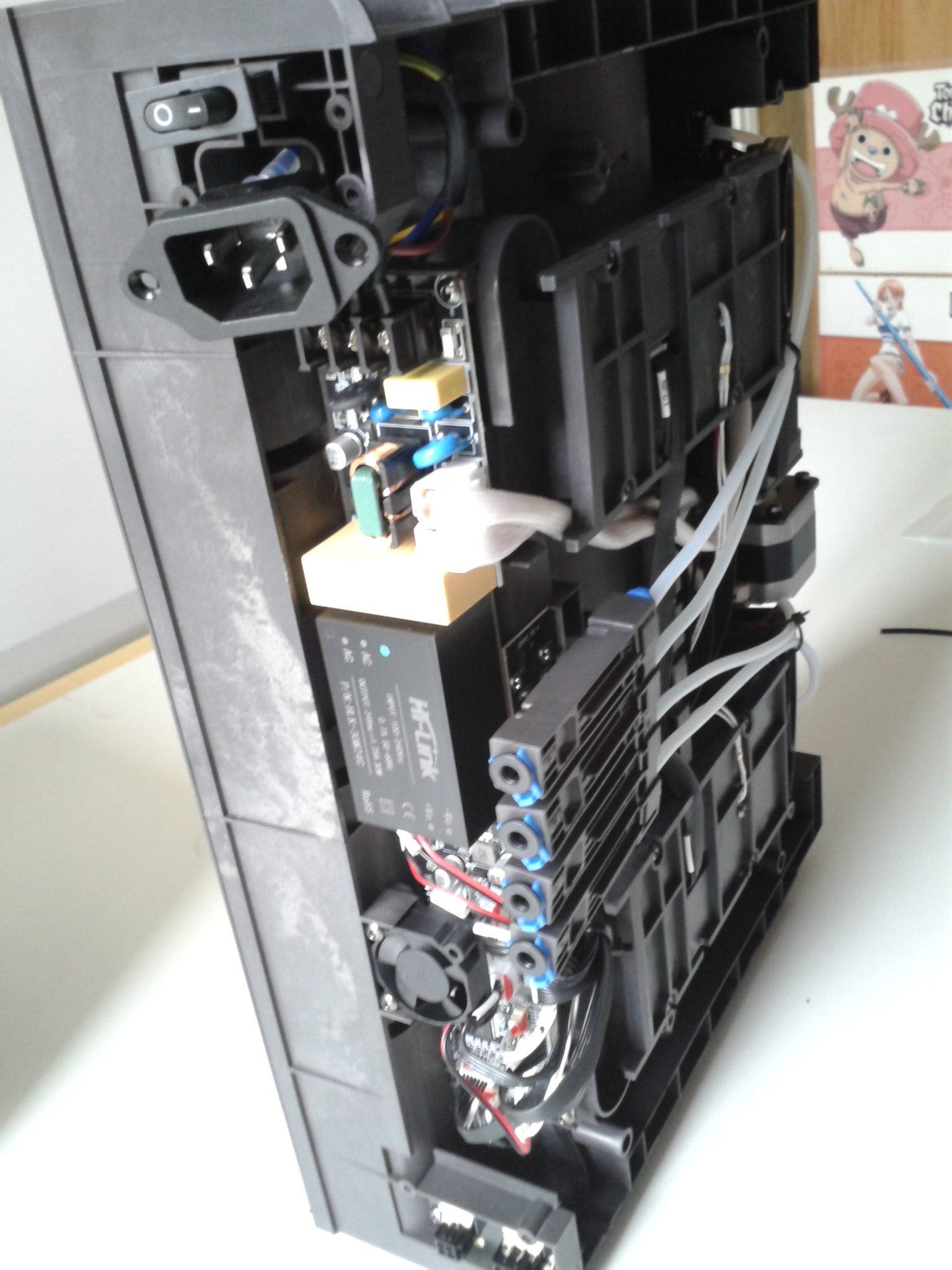
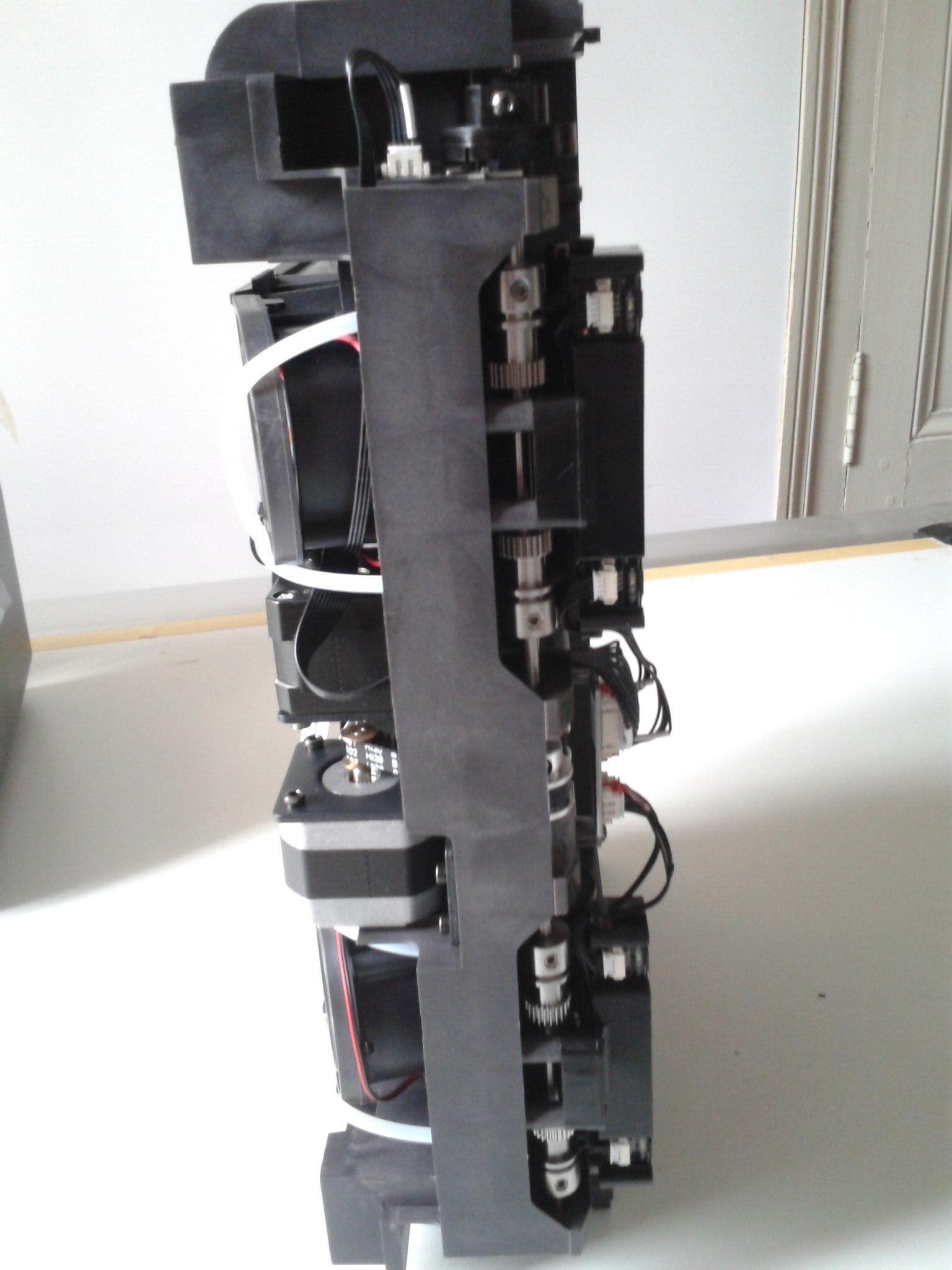
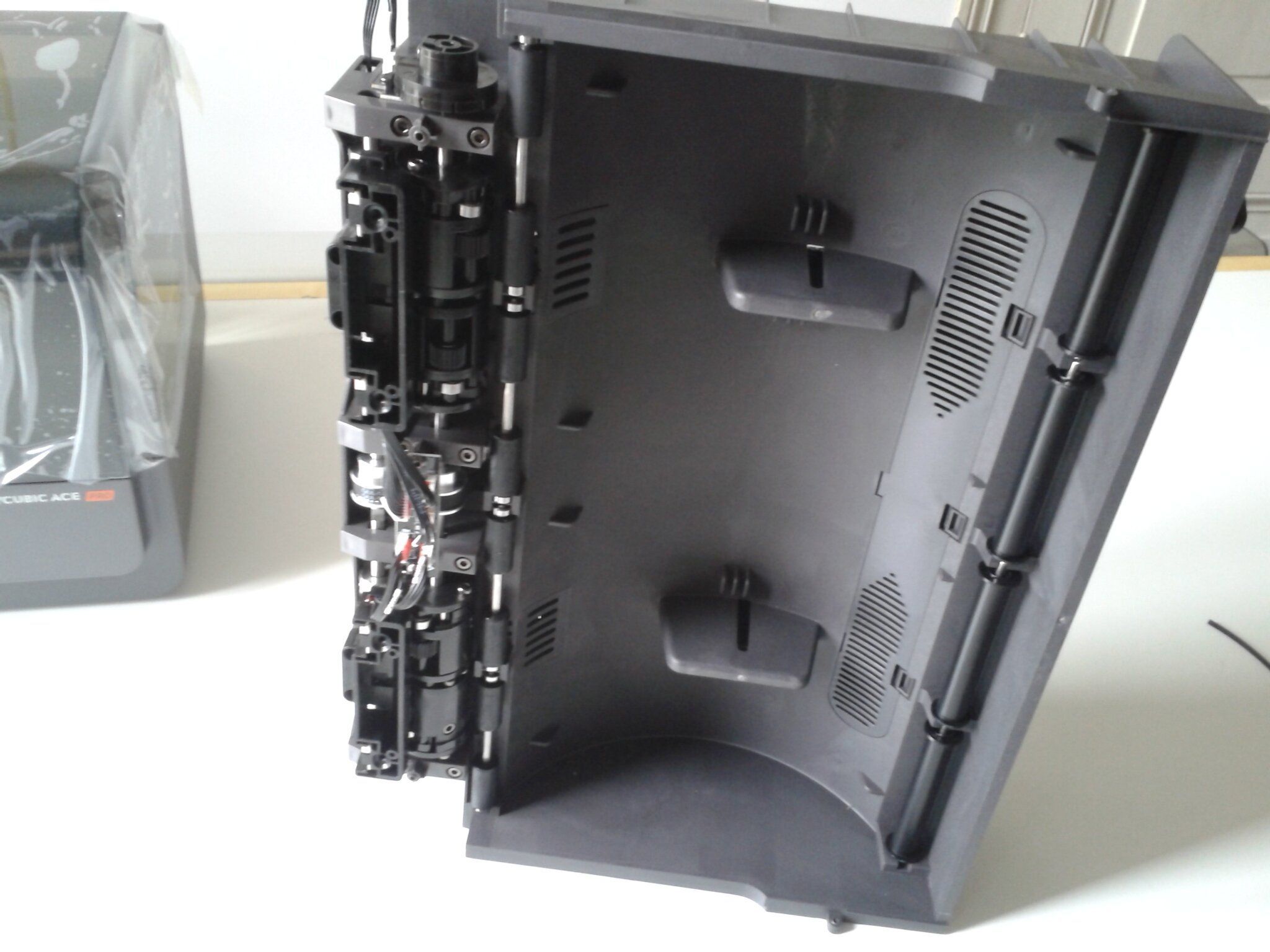
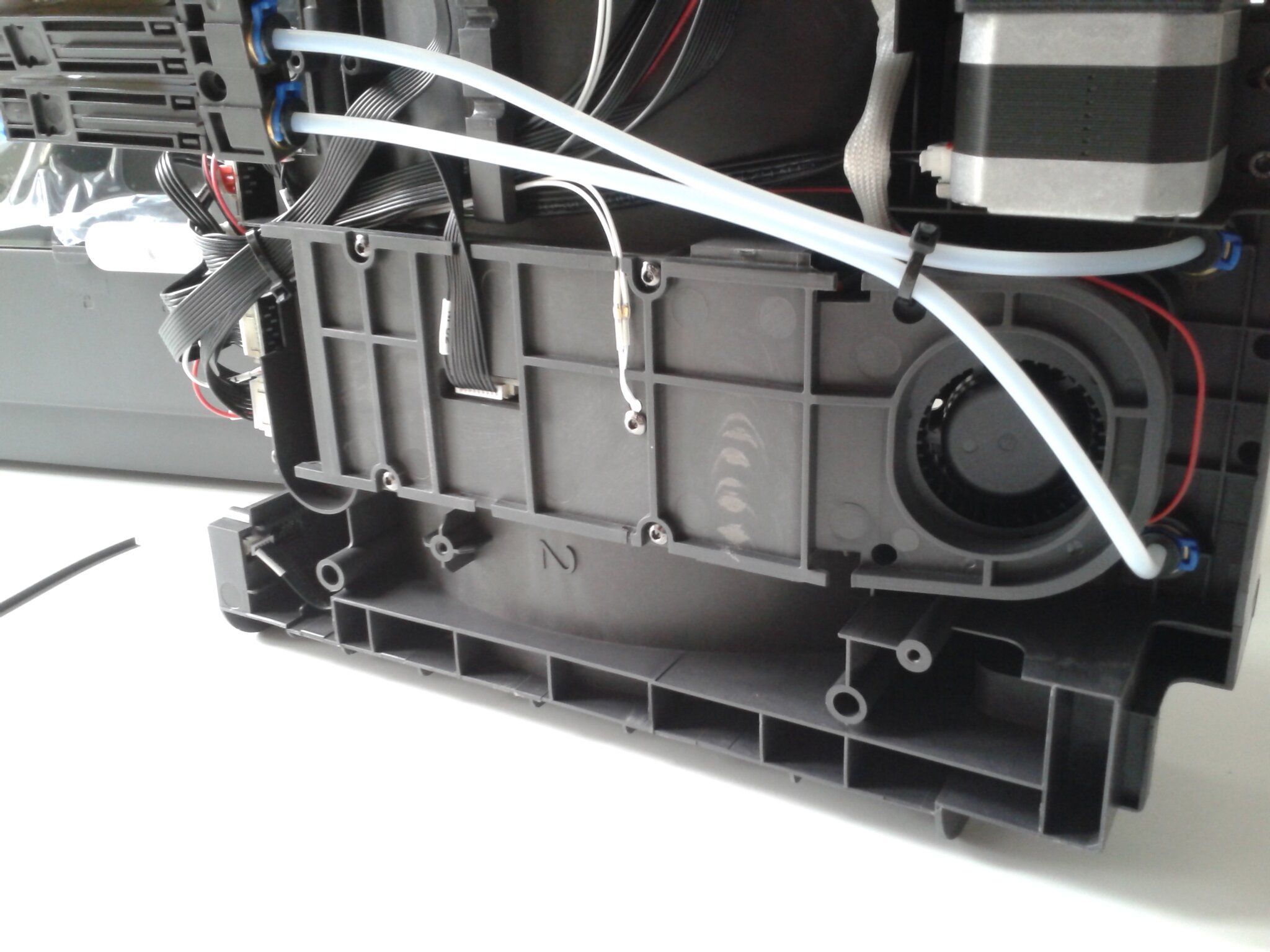
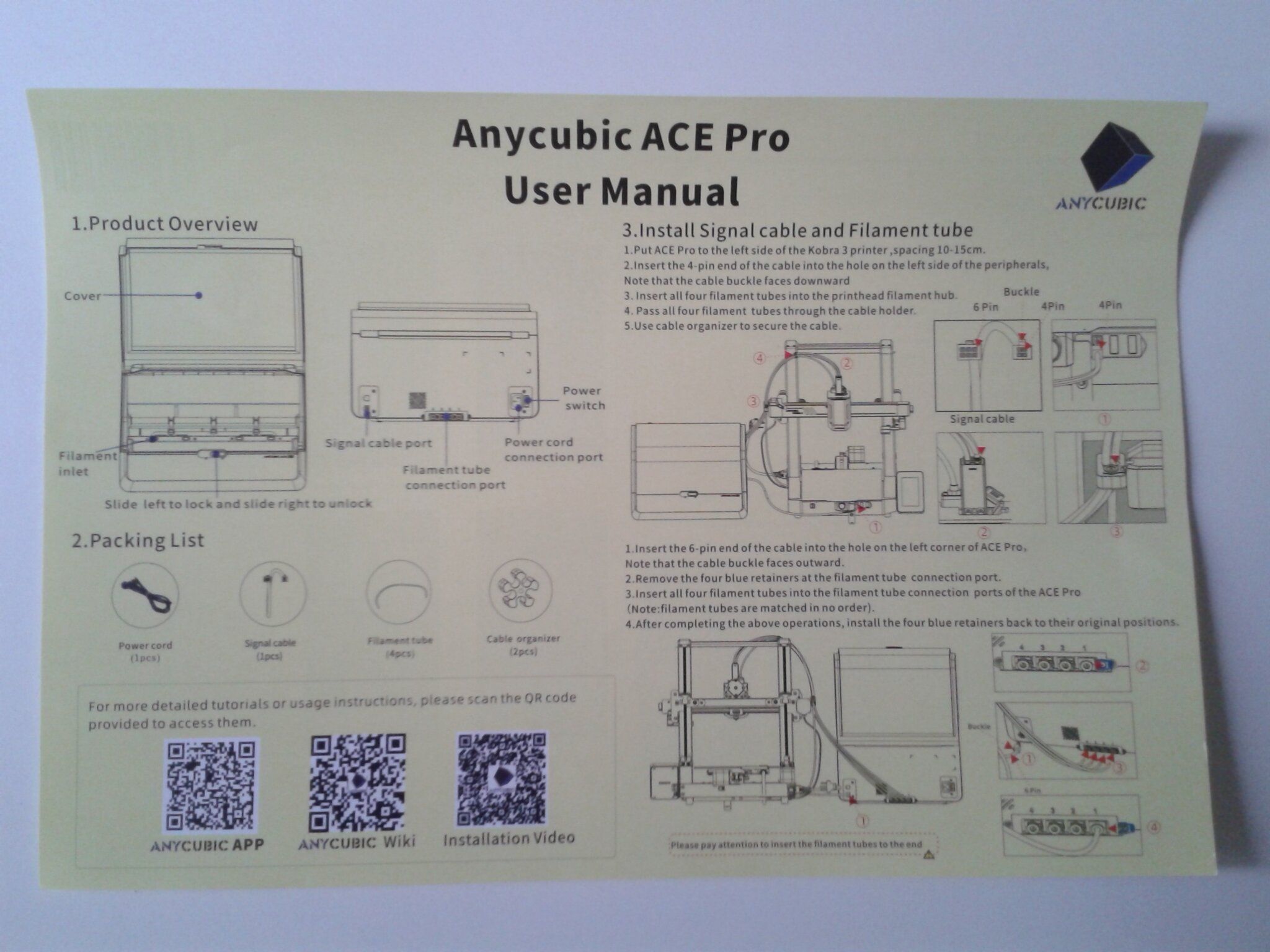
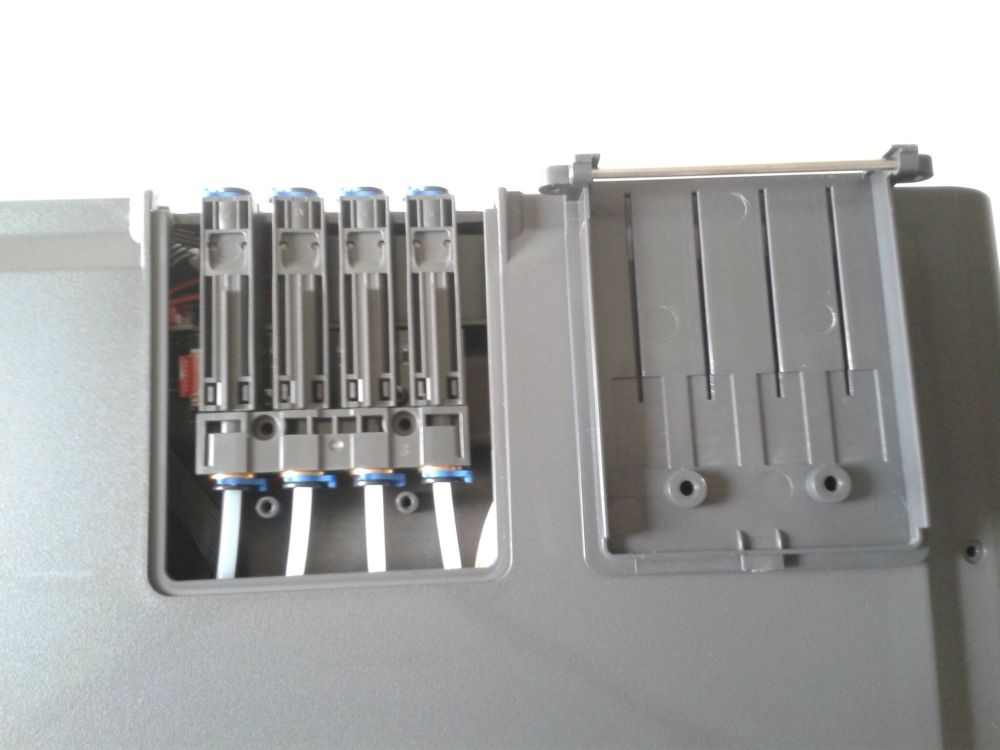
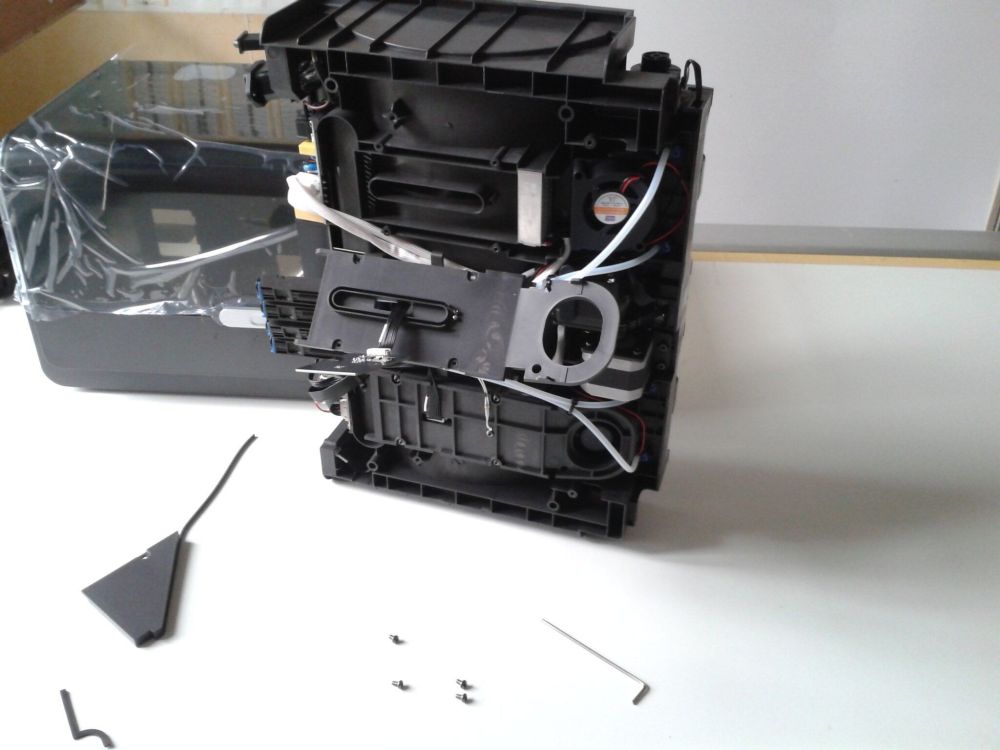
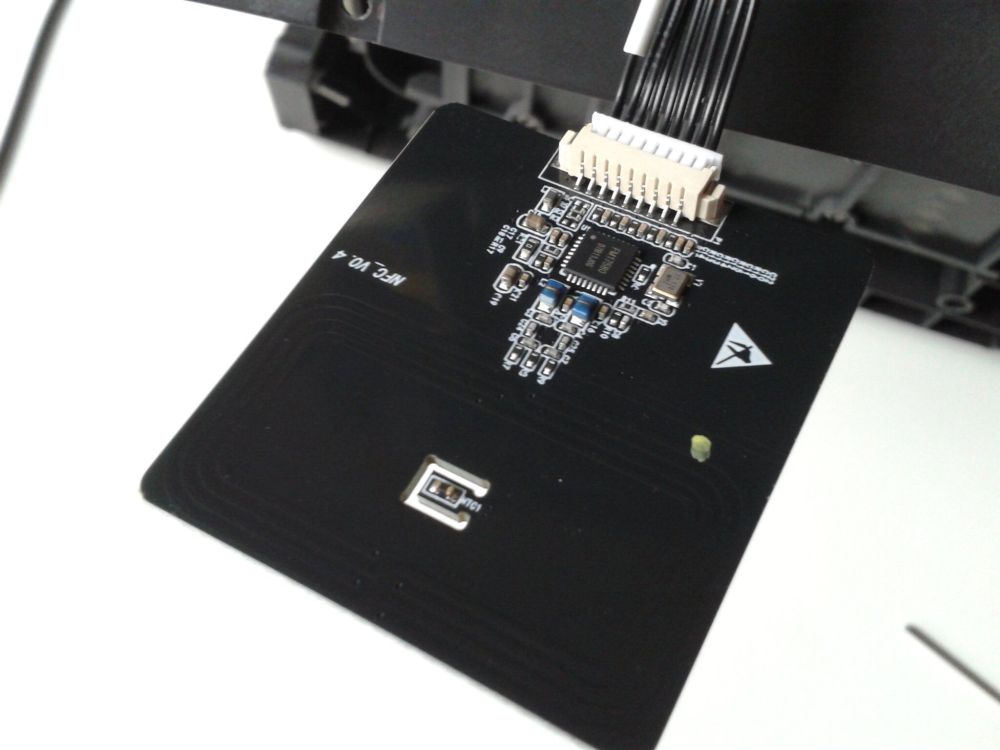
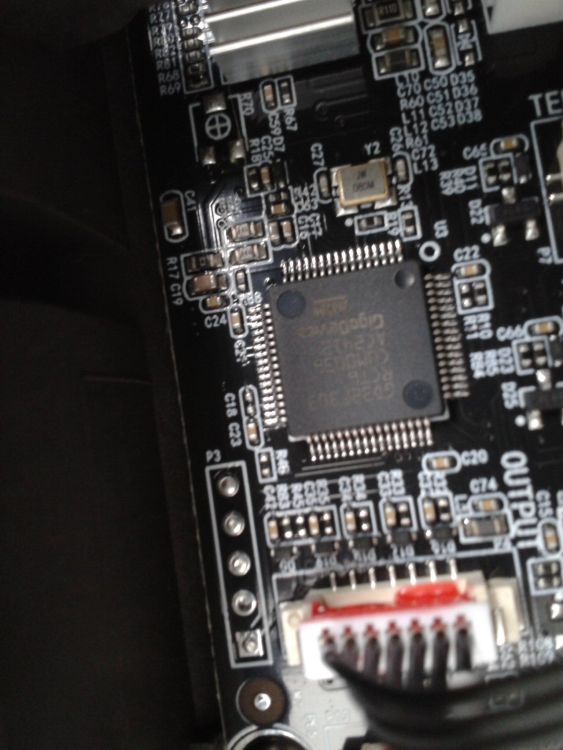
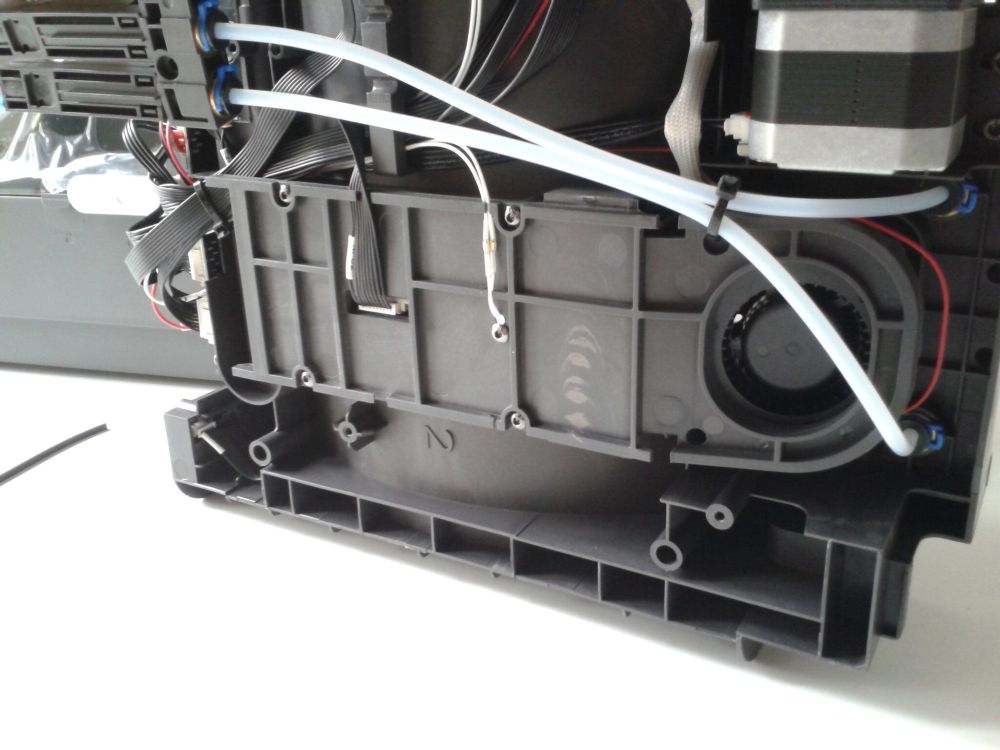
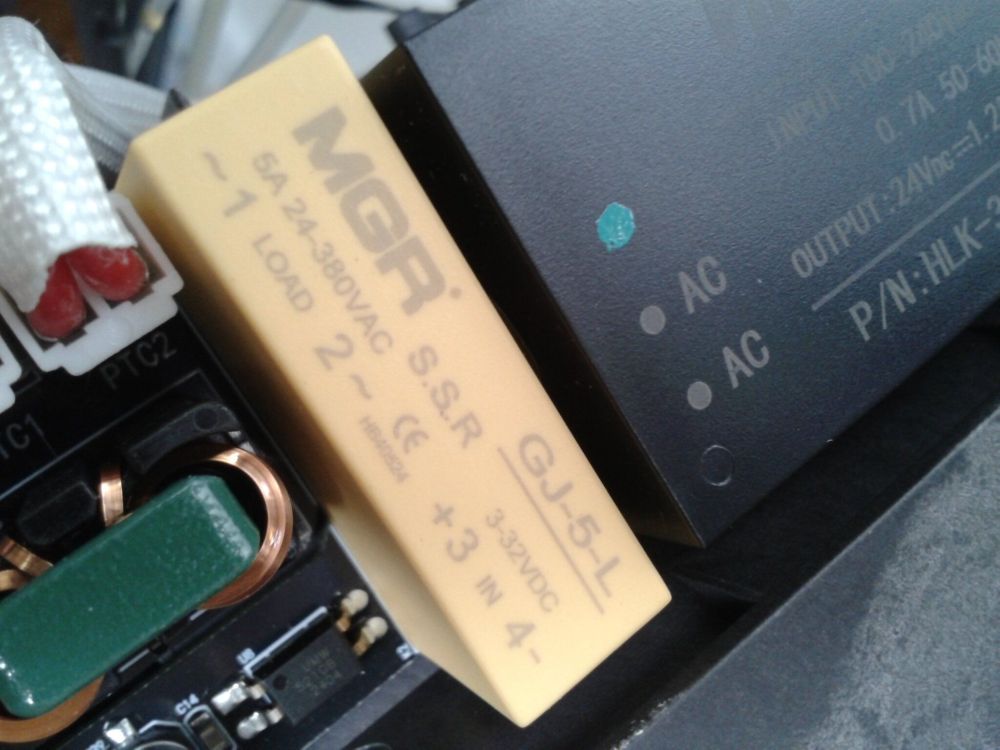
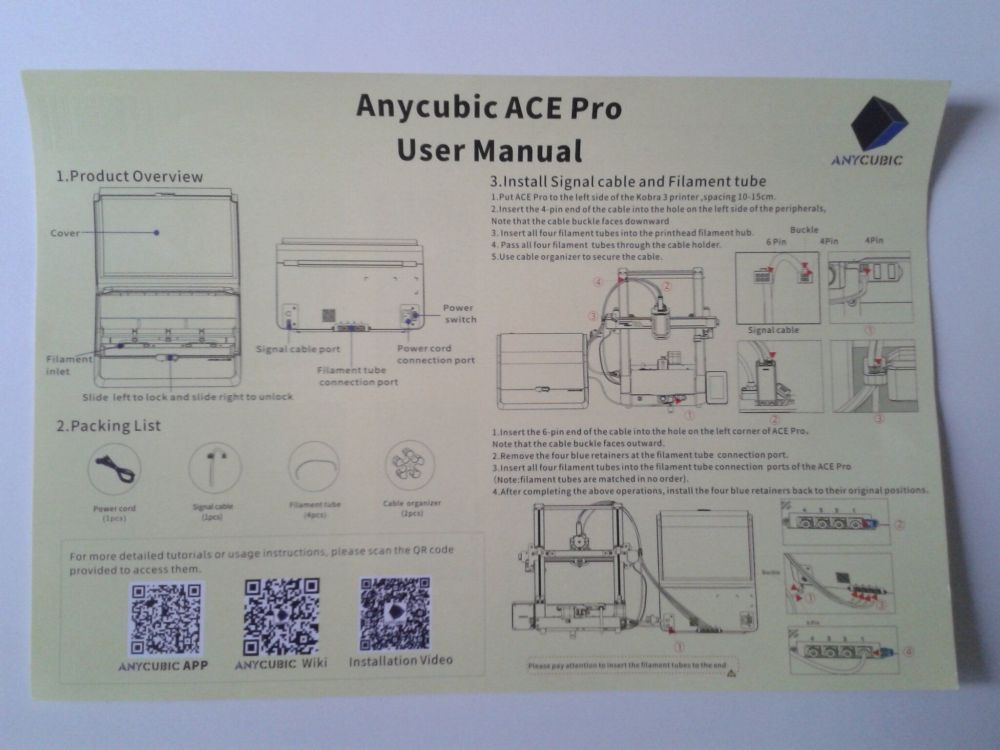
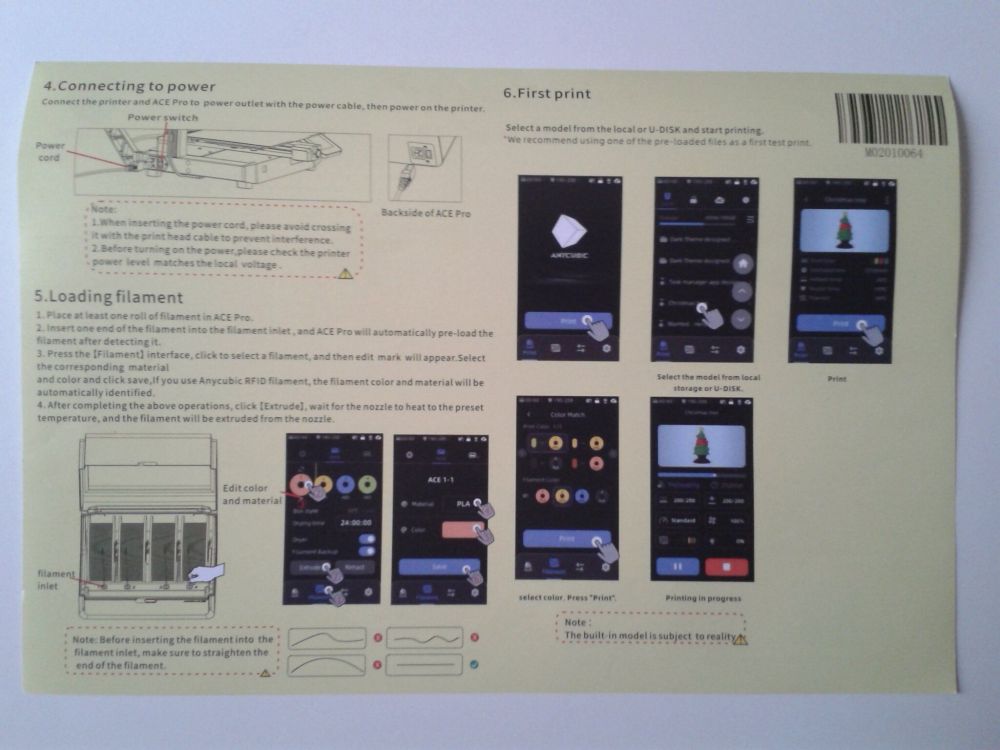
Cela m'a demandée bien plus de temps de démontage que je ne pensais, pour faire les photos, où il y a, il me semble, l'info que tu voulais… Déballage de l'ACE Pro seul fraichement reçu Démontage ( le début, c'est comme sur https://wiki.anycubic.com/en/fdm-3d-printer/kobra-3-combo/ace-pro-mainboard-replacement-guide ) Arrière 8 vis à enlever. (Une vis dont l'empreinte m'a bien fait galérer avant que je ne trouve un outil qui me permette de la dévisser.) Dessous 6 vis à enlever (avec deux de cachées sous les patins/pieds), et il faut enlever le cache du "buffer". ( Les "pistons" du buffer et si on soulève les "pistons" du buffer ) Intérieur ACE deux vis à enlever (à faire de chaque côté) pour enlever les deux caches triangulaires de chaque côté maintenu par ses vis. Deux autre vis à enlever (à faire de chaque côté) pour déclipser le cache avant Vus d'ensemble à cette étape Ce qui permet, si on bascule l'ensemble, et que l'on ressort/abaisse un peu la prise secteur et bouton marche/arrêt, d'arriver, en le tirant/basculant, à sortir la partie intérieure (jeu d'emboitement plutôt juste entre la partie intérieur et extérieur, il faut trouver le bon basculement de la partie intérieur à effectuer voir même légèrement forcer... ). De là si on enlève quatre vis de maintien d'un des caches sur le passage du flux d'air d'un des ventilateurs turbine. Pour le radiateur, il me semble lire "SV-PTC", 5 idéogrammes que je ne sais pas déchiffrer. "110VAC 100W" et sur la même ligne en plus petit "G574.5" Je n'ai pas démonté le cache pour regarder le second système de ventilation et chauffage, car sûrement le même. En bonus une photo d'un des lecteurs NFC que j'ai eu besoins de sortir afin de mieux basculer le cache pour mieux voir le reste. Cache en place . Cache retiré, lecteur NFC sortie . Voilà, j'ai pris quelques photos en plus, histoire de… , et maintenant, j'ai juste à tout remonter… avant d'oublier quoi va où et comment












































 1 point
1 point -
Si ce n'est pas de l'égocentrisme ça ...1 point
-
Bonjour, tu trouveras tout sûr la 1ère page. N'hésite pas si tu des doutes.1 point
-
Pour ceux que ça intéressent, j'ai fait un pied pour la Nebula cam fixe : https://www.tinkercad.com/things/3Zsg9KbkGDa-artillery-sidewinder-x4-nebula-cam-holder-v1
 1 point
1 point -
Afin d'éviter de lire ses voisines, je pense que le lecteur a une très faible puissance donc suivant l'épaisseur de ta bobine cela peut faire barrage.1 point
-
Parmi les nombreuses extensions utilisées dans mes navigateurs, j'utilise «I still don't care about cookies» . Il est rare quand elle est activée que je vois une bannière «RGPD».1 point
-
ça peut intéresser ceux qui ont une AMS Lite https://makerworld.com/en/models/486153?from=search#profileId-3988211 point
-
Si comme moi vous êtes passé sous Bookworm, un écran tactile connecté via un Pi zéro et Klipperscreen vous allez vous apercevoir que certaines fonctionnalités ne fonctionnent plus avec ce nouvel écran, par exemple le chargement et le déchargement du filament... En effet dans votre fichier printer.cfg la macro originale pour les chargements se nomme "LOAD_MATERIAL" hors pour que cela fonctionne avec le nouvel écran elle doit se nommer "LOAD_FILAMENT" et de manière identique la macro de déchargement se nomme "UNLOAD_MATERIAL" et doit se nommer maintenant "UNLOAD_FILAMENT" Comme d'autres macros appellent ces macros de chargement et de déchargement, j'ai du faire des modifications dans ces autres macros, j'ai fait également quelques modifs pour que par exemple le système vous demande un préchauffage avant un chargement ou un déchargement. Remplacer la macro PAUSE : [gcode_macro PAUSE] rename_existing: BASE_PAUSE variable_pause_detected: 0 gcode: {% if pause_detected == 0 %} M400 {% set current_temp = printer.extruder.temperature %} SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=resume_temperature VALUE={current_temp} SET_GCODE_VARIABLE MACRO=LOAD_MATERIAL VARIABLE=saved_temperature VALUE={current_temp} SET_GCODE_VARIABLE MACRO=UNLOAD_MATERIAL VARIABLE=unsaved_temperature VALUE={current_temp} {% set current_bed = printer["heater_bed"].temperature %} SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=resume_bed VALUE={current_bed} {% set z = params.Z|default(10)|int %} {% set e = params.E|default(2.5) %} SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=zhop VALUE={z} SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=etemp VALUE={printer['extruder'].target} SAVE_GCODE_STATE NAME=PAUSE M25 {% if (printer.gcode_move.position.z + z) < printer.toolhead.axis_maximum.z %} G91 M83 G1 E-{e} F2100 G1 Z{z} F900 {% else %} SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=zhop VALUE=0 {% endif %} SAVE_GCODE_STATE NAME=PAUSEPARK G90 G1 X10 Y220 F6000 G1 E{e} F2100 SET_IDLE_TIMEOUT TIMEOUT=43200 SET_GCODE_VARIABLE MACRO=PAUSE VARIABLE=pause_detected VALUE=1 SET_GCODE_VARIABLE MACRO=LOAD_MATERIAL VARIABLE=load_detected VALUE=1 SET_GCODE_VARIABLE MACRO=UNLOAD_MATERIAL VARIABLE=unload_detected VALUE=1 {% endif %} par : [gcode_macro PAUSE] rename_existing: BASE_PAUSE variable_pause_detected: 0 gcode: {% if pause_detected == 0 %} M400 {% set current_temp = printer.extruder.temperature %} SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=resume_temperature VALUE={current_temp} SET_GCODE_VARIABLE MACRO=LOAD_FILAMENT VARIABLE=saved_temperature VALUE={current_temp} SET_GCODE_VARIABLE MACRO=UNLOAD_FILAMENT VARIABLE=unsaved_temperature VALUE={current_temp} {% set current_bed = printer["heater_bed"].temperature %} SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=resume_bed VALUE={current_bed} {% set z = params.Z|default(10)|int %} {% set e = params.E|default(2.5) %} SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=zhop VALUE={z} SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=etemp VALUE={printer['extruder'].target} SAVE_GCODE_STATE NAME=PAUSE M25 {% if (printer.gcode_move.position.z + z) < printer.toolhead.axis_maximum.z %} G91 M83 G1 E-{e} F2100 G1 Z{z} F900 {% else %} SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=zhop VALUE=0 {% endif %} SAVE_GCODE_STATE NAME=PAUSEPARK G90 G1 X10 Y220 F6000 G1 E{e} F2100 SET_IDLE_TIMEOUT TIMEOUT=43200 SET_GCODE_VARIABLE MACRO=PAUSE VARIABLE=pause_detected VALUE=1 SET_GCODE_VARIABLE MACRO=LOAD_FILAMENT VARIABLE=load_detected VALUE=1 SET_GCODE_VARIABLE MACRO=UNLOAD_FILAMENT VARIABLE=unload_detected VALUE=1 {% endif %} Remplacer la macro CANCEL_PRINT : [gcode_macro CANCEL_PRINT] variable_runout_detected: 0 rename_existing: BASE_CANCEL_PRINT gcode: SET_IDLE_TIMEOUT TIMEOUT={printer.configfile.settings.idle_timeout.timeout} SDCARD_RESET_FILE M400 ; wait for buffer to clear G92 E0 ; zero the extruder G1 E-1.0 F1200 ; retract filament TURN_OFF_HEATERS M107 ; turn off fan G28 X0 Y0 M84 SET_GCODE_VARIABLE MACRO=PAUSE VARIABLE=pause_detected VALUE=0 SET_GCODE_VARIABLE MACRO=LOAD_MATERIAL VARIABLE=load_detected VALUE=0 SET_GCODE_VARIABLE MACRO=UNLOAD_MATERIAL VARIABLE=unload_detected VALUE=0 Par : [gcode_macro CANCEL_PRINT] variable_runout_detected: 0 rename_existing: BASE_CANCEL_PRINT gcode: SET_IDLE_TIMEOUT TIMEOUT={printer.configfile.settings.idle_timeout.timeout} SDCARD_RESET_FILE M400 ; wait for buffer to clear G92 E0 ; zero the extruder G1 E-1.0 F1200 ; retract filament TURN_OFF_HEATERS M107 ; turn off fan G28 X0 Y0 M84 SET_GCODE_VARIABLE MACRO=PAUSE VARIABLE=pause_detected VALUE=0 SET_GCODE_VARIABLE MACRO=LOAD_FILAMENT VARIABLE=load_detected VALUE=0 SET_GCODE_VARIABLE MACRO=UNLOAD_FILAMENT VARIABLE=unload_detected VALUE=0 Remplacer la macro END_PRINT : [gcode_macro END_PRINT] gcode: G4 P10000 Side_fan_Off Filter_fan_Off SET_GCODE_VARIABLE MACRO=PAUSE VARIABLE=pause_detected VALUE=0 SET_GCODE_VARIABLE MACRO=LOAD_MATERIAL VARIABLE=load_detected VALUE=0 SET_GCODE_VARIABLE MACRO=UNLOAD_MATERIAL VARIABLE=unload_detected VALUE=0 Par : [gcode_macro END_PRINT] gcode: G4 P10000 Side_fan_Off Filter_fan_Off SET_GCODE_VARIABLE MACRO=PAUSE VARIABLE=pause_detected VALUE=0 SET_GCODE_VARIABLE MACRO=LOAD_FILAMENT VARIABLE=load_detected VALUE=0 SET_GCODE_VARIABLE MACRO=UNLOAD_FILAMENT VARIABLE=unload_detected VALUE=0 Remplacer la macro LOAD_MATERIAL : [gcode_macro LOAD_MATERIAL] variable_load_detected: 0 variable_saved_temperature: 240 gcode: SET_GCODE_VARIABLE MACRO=INSERT_FILA VARIABLE=insert_watchdog VALUE=1 SET_GCODE_VARIABLE MACRO=RUNOUT_FILA VARIABLE=runout_watchdog VALUE=1 SAVE_GCODE_STATE NAME=recovery_state G92 E0 PUSH {% if load_detected == 1 %} M104 S{saved_temperature} {% else %} M104 S0 {% endif %} RESTORE_GCODE_STATE NAME=recovery_state SET_GCODE_VARIABLE MACRO=INSERT_FILA VARIABLE=insert_watchdog VALUE=0 SET_GCODE_VARIABLE MACRO=RUNOUT_FILA VARIABLE=runout_watchdog VALUE=0 Par la macro LOAD_FILAMENT : [gcode_macro LOAD_FILAMENT] variable_load_detected: 0 variable_saved_temperature: 240 gcode: {% if printer.extruder.temperature < 180 %} RESPOND TYPE=error MSG='{"Load filament aborted !!! %s° not hot enough, please heat more than 180°" % printer.extruder.temperature}' {% else %} SET_GCODE_VARIABLE MACRO=INSERT_FILA VARIABLE=insert_watchdog VALUE=1 SET_GCODE_VARIABLE MACRO=RUNOUT_FILA VARIABLE=runout_watchdog VALUE=1 SAVE_GCODE_STATE NAME=recovery_state G92 E0 PUSH {% if load_detected == 1 %} M104 S{saved_temperature} {% else %} M104 S0 {% endif %} RESTORE_GCODE_STATE NAME=recovery_state SET_GCODE_VARIABLE MACRO=INSERT_FILA VARIABLE=insert_watchdog VALUE=0 SET_GCODE_VARIABLE MACRO=RUNOUT_FILA VARIABLE=runout_watchdog VALUE=0 {% endif %} Remplacer la macro UNLOAD_MATERIAL : [gcode_macro UNLOAD_MATERIAL] variable_unload_detected: 0 variable_unsaved_temperature: 240 gcode: SET_GCODE_VARIABLE MACRO=INSERT_FILA VARIABLE=insert_watchdog VALUE=1 SET_GCODE_VARIABLE MACRO=RUNOUT_FILA VARIABLE=runout_watchdog VALUE=1 SAVE_GCODE_STATE NAME=recovery_state G92 E0 M109 S220 M400 M83 G1 E100 F300 INVERT G4 P20000 INVERT M83 G1 E-30 F30 M83 G1 E-20 F1800 M83 G1 E-30 F300 M400 {% if unload_detected == 1 %} M104 S{unsaved_temperature} {% else %} M104 S0 {% endif %} RESTORE_GCODE_STATE NAME=recovery_state SET_GCODE_VARIABLE MACRO=INSERT_FILA VARIABLE=insert_watchdog VALUE=0 SET_GCODE_VARIABLE MACRO=RUNOUT_FILA VARIABLE=runout_watchdog VALUE=0 Par la macro UNLOAD_FILAMENT : [gcode_macro UNLOAD_FILAMENT] variable_unload_detected: 0 variable_unsaved_temperature: 240 gcode: {% if printer.extruder.temperature < 180 %} RESPOND TYPE=error MSG='{"Load filament aborted !!! %s° not hot enough, please heat more than 180°" % printer.extruder.temperature}' {% else %} SET_GCODE_VARIABLE MACRO=INSERT_FILA VARIABLE=insert_watchdog VALUE=1 SET_GCODE_VARIABLE MACRO=RUNOUT_FILA VARIABLE=runout_watchdog VALUE=1 SAVE_GCODE_STATE NAME=recovery_state G92 E0 M109 S220 M400 M83 G1 E100 F300 INVERT G4 P20000 INVERT M83 G1 E-30 F30 M83 G1 E-20 F1800 M83 G1 E-30 F300 M400 {% if unload_detected == 1 %} M104 S{unsaved_temperature} {% else %} M104 S0 {% endif %} RESTORE_GCODE_STATE NAME=recovery_state SET_GCODE_VARIABLE MACRO=INSERT_FILA VARIABLE=insert_watchdog VALUE=0 SET_GCODE_VARIABLE MACRO=RUNOUT_FILA VARIABLE=runout_watchdog VALUE=0 {% endif %} Remplacer la macro RUNOUT_FILA : [gcode_macro RUNOUT_FILA] variable_runout_watchdog: 0 gcode: SET_GCODE_VARIABLE MACRO=PAUSE VARIABLE=pause_detected VALUE=1 SET_GCODE_VARIABLE MACRO=INSERT_BII VARIABLE=insert_flag VALUE=1 {% if printer["output_pin caselight"].value == 0 %} SET_PIN PIN=caselight VALUE=1 SET_GCODE_VARIABLE MACRO=INSERT_BII VARIABLE=insert_light VALUE=0 {% else %} SET_GCODE_VARIABLE MACRO=INSERT_BII VARIABLE=insert_light VALUE=1 {% endif %} {% if runout_watchdog == 0 %} SAVE_GCODE_STATE NAME=runout_state {% set current_temp = printer.extruder.temperature %} SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=resume_temperature VALUE={current_temp} SET_GCODE_VARIABLE MACRO=LOAD_MATERIAL VARIABLE=saved_temperature VALUE={current_temp} SET_GCODE_VARIABLE MACRO=UNLOAD_MATERIAL VARIABLE=unsaved_temperature VALUE={current_temp} SET_GCODE_VARIABLE MACRO=LOAD_MATERIAL VARIABLE=load_detected VALUE=1 SET_GCODE_VARIABLE MACRO=UNLOAD_MATERIAL VARIABLE=unload_detected VALUE=1 RESTORE_GCODE_STATE NAME=runout_state {% endif %} {% for i in range(4) %} #8 SET_PIN PIN=biii VALUE=1 G4 P300 SET_PIN PIN=biii VALUE=0 G4 P200 {% endfor %} SET_FILAMENT_SENSOR SENSOR=fila ENABLE=1 Par : [gcode_macro RUNOUT_FILA] variable_runout_watchdog: 0 gcode: SET_GCODE_VARIABLE MACRO=PAUSE VARIABLE=pause_detected VALUE=1 SET_GCODE_VARIABLE MACRO=INSERT_BII VARIABLE=insert_flag VALUE=1 {% if printer["output_pin caselight"].value == 0 %} SET_PIN PIN=caselight VALUE=1 SET_GCODE_VARIABLE MACRO=INSERT_BII VARIABLE=insert_light VALUE=0 {% else %} SET_GCODE_VARIABLE MACRO=INSERT_BII VARIABLE=insert_light VALUE=1 {% endif %} {% if runout_watchdog == 0 %} SAVE_GCODE_STATE NAME=runout_state {% set current_temp = printer.extruder.temperature %} SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=resume_temperature VALUE={current_temp} SET_GCODE_VARIABLE MACRO=LOAD_FILAMENT VARIABLE=saved_temperature VALUE={current_temp} SET_GCODE_VARIABLE MACRO=UNLOAD_FILAMENT VARIABLE=unsaved_temperature VALUE={current_temp} SET_GCODE_VARIABLE MACRO=LOAD_FILAMENT VARIABLE=load_detected VALUE=1 SET_GCODE_VARIABLE MACRO=UNLOAD_FILAMENT VARIABLE=unload_detected VALUE=1 RESTORE_GCODE_STATE NAME=runout_state {% endif %} {% for i in range(4) %} #8 SET_PIN PIN=biii VALUE=1 G4 P300 SET_PIN PIN=biii VALUE=0 G4 P200 {% endfor %} SET_FILAMENT_SENSOR SENSOR=fila ENABLE=1 Voilà ce fut long mais c'est fini Si vous avez des questions ou remarques sur ce tuto, merci d'ouvrir un autre sujet en spécifiant que c'est pour la version Bookworm pour SK11 point
-
Bonjour, Je me permets d'intervenir, car je viens d'acquérir une Ender 3 V3 SE pour remplacer ma Sidewinder X1 (toujours en vente d'ailleurs). J'ai acquis moi aussi le 'Nebula Smart Kit' qui ajoute le wifi, la caméra, le g-sensor et klipper (qui me donne des sueurs froides). Heureusement pour moi, j'ai l'écran d'origine ! Donc écran d'origine = Marlin, Maj firmware TFT par micro sd sur écran d'origine, Maj firmware carte mère sur SD, si à la place donc tu as Nebula c'est autre chose. Nebula = Klipper (et là, j'ai des sueurs froides), Maj SD avec fichier BIN, Maj Nebula (klipper) fichier OTA soit en Wifi en automatique, si tu as renseigné les infos de ton réseau sinon par clé USB sur Nebula. Après, j'ai certainement mis des conneries, mais d'après mon seul essai, klipper imprime vite (mais très salement) j'ai refait machine arrière en remettant tout sous Marlin, et c'est déjà assez rapide pour moi. Sous Nebula le port SD (côté gauche donc) ne sert plus qu'au Maj (fichier BIN), il faut utiliser une clé USB A et la connecter sur le port 1 (en haut) de Nebula, Local pour Nebula veut dire dans la mémoire… J'ai mis du temps à comprendre… les chinois LOL Je vais ajouter la Light Bar et le détecteur de fin de filament (même si Nebula détecte la fin de filament apparemment), mais pour le moment, j'y vais par tâtonnement. Bon courage1 point
-
Ah ouais, ça aide... Merci pour le retex.0 points
















.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)