Classement




Contenu populaire
Contenu avec la plus haute réputation dans 04/09/2024 Dans tous les contenus
-
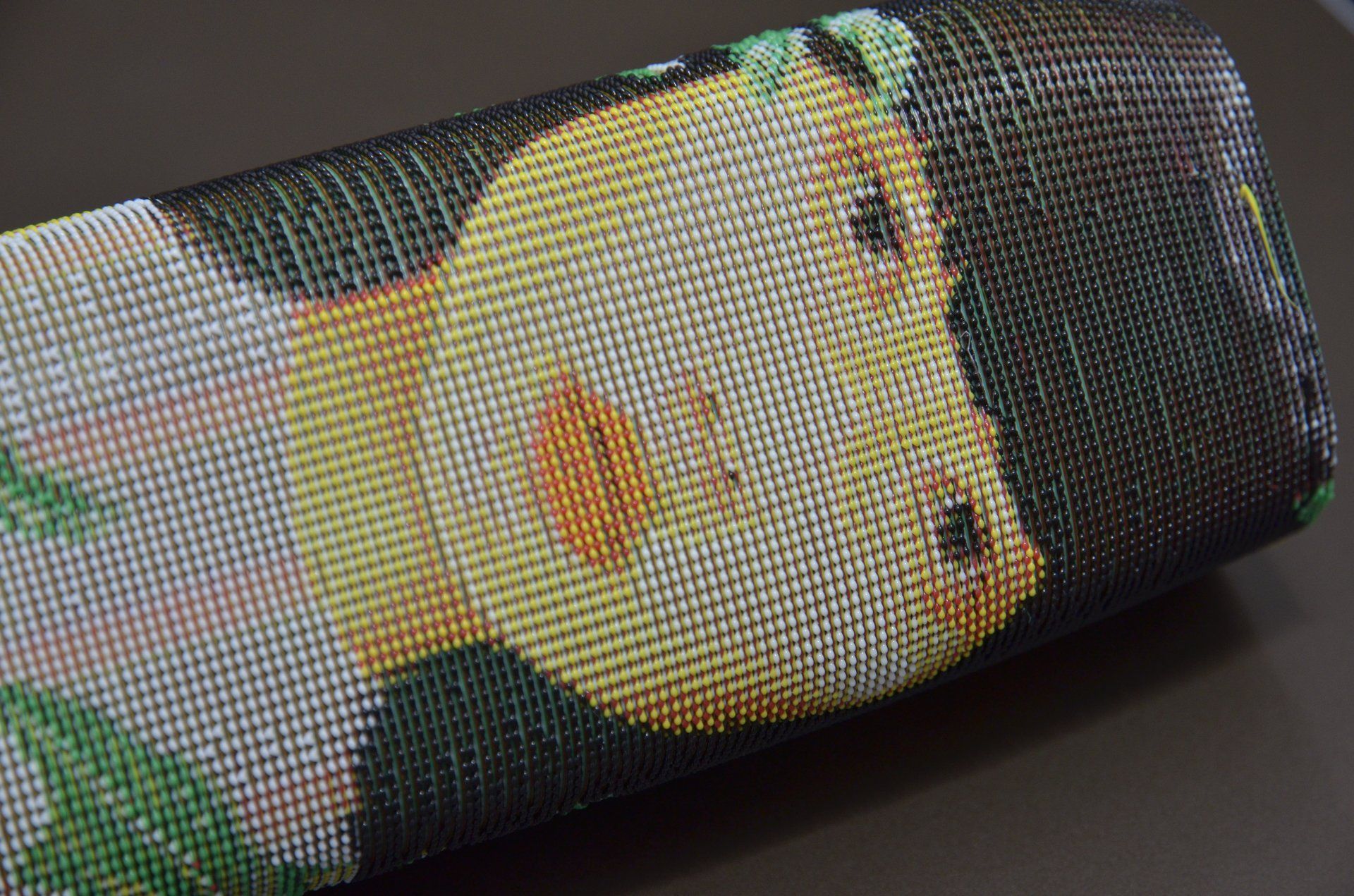
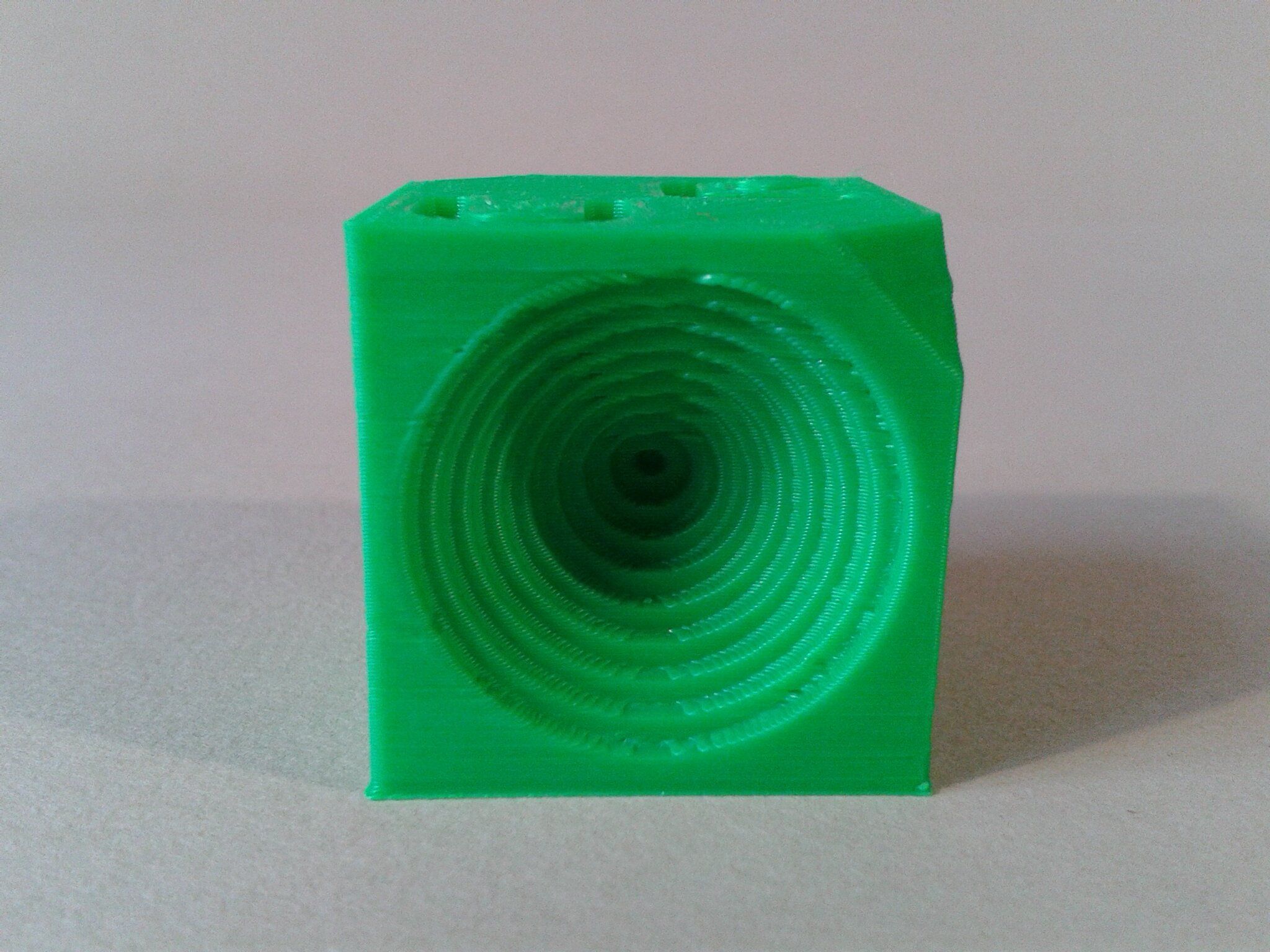
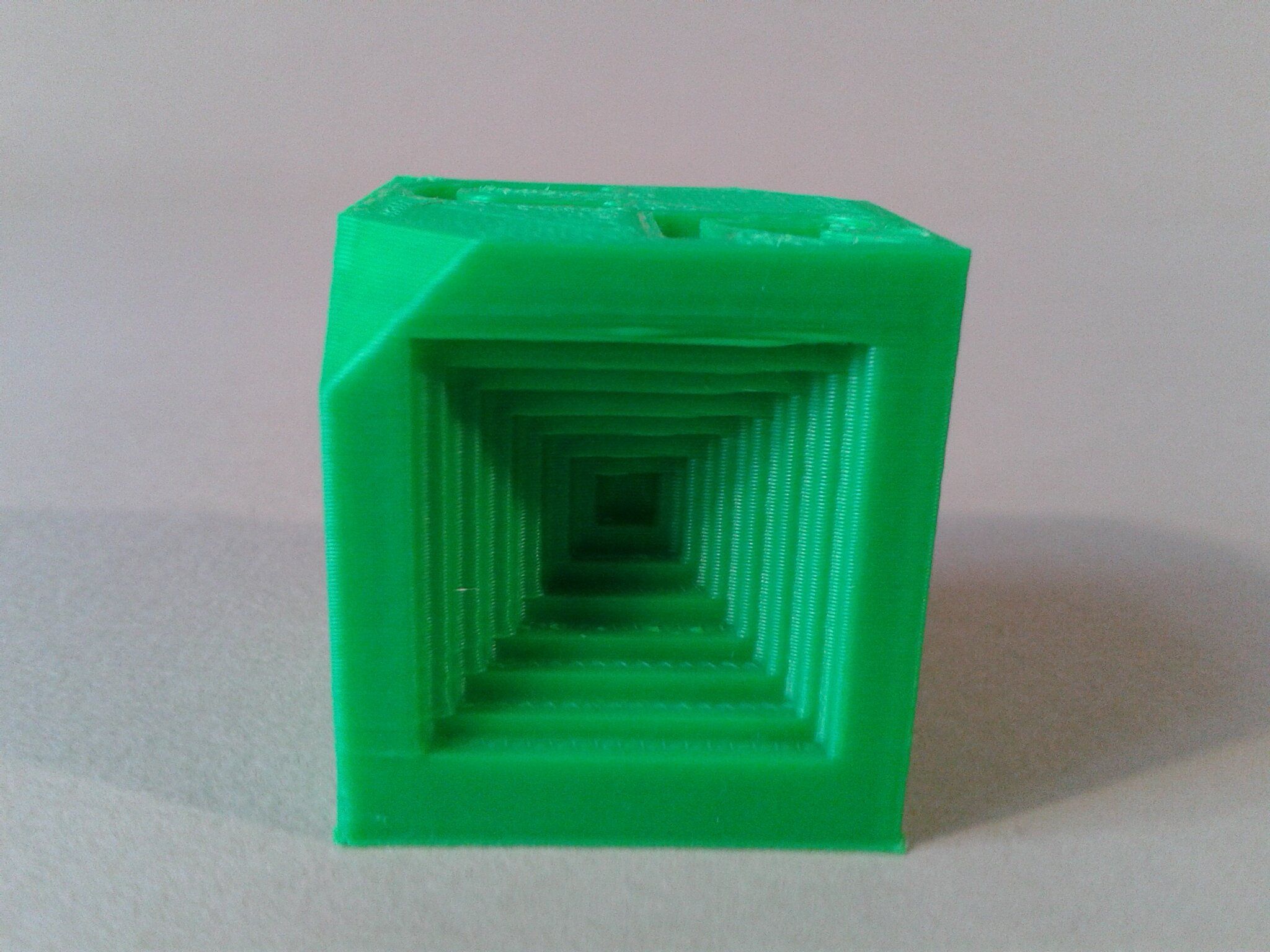
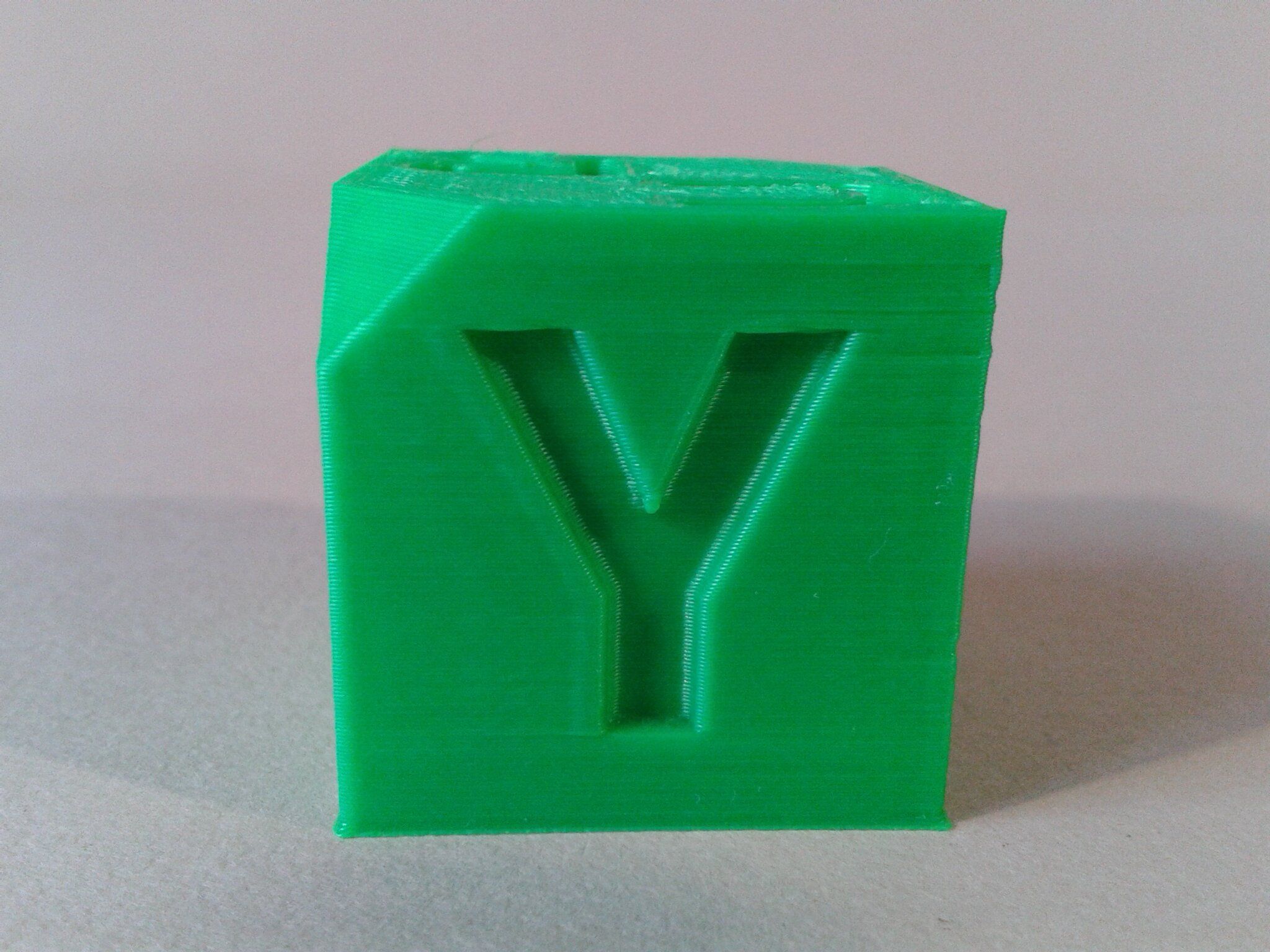
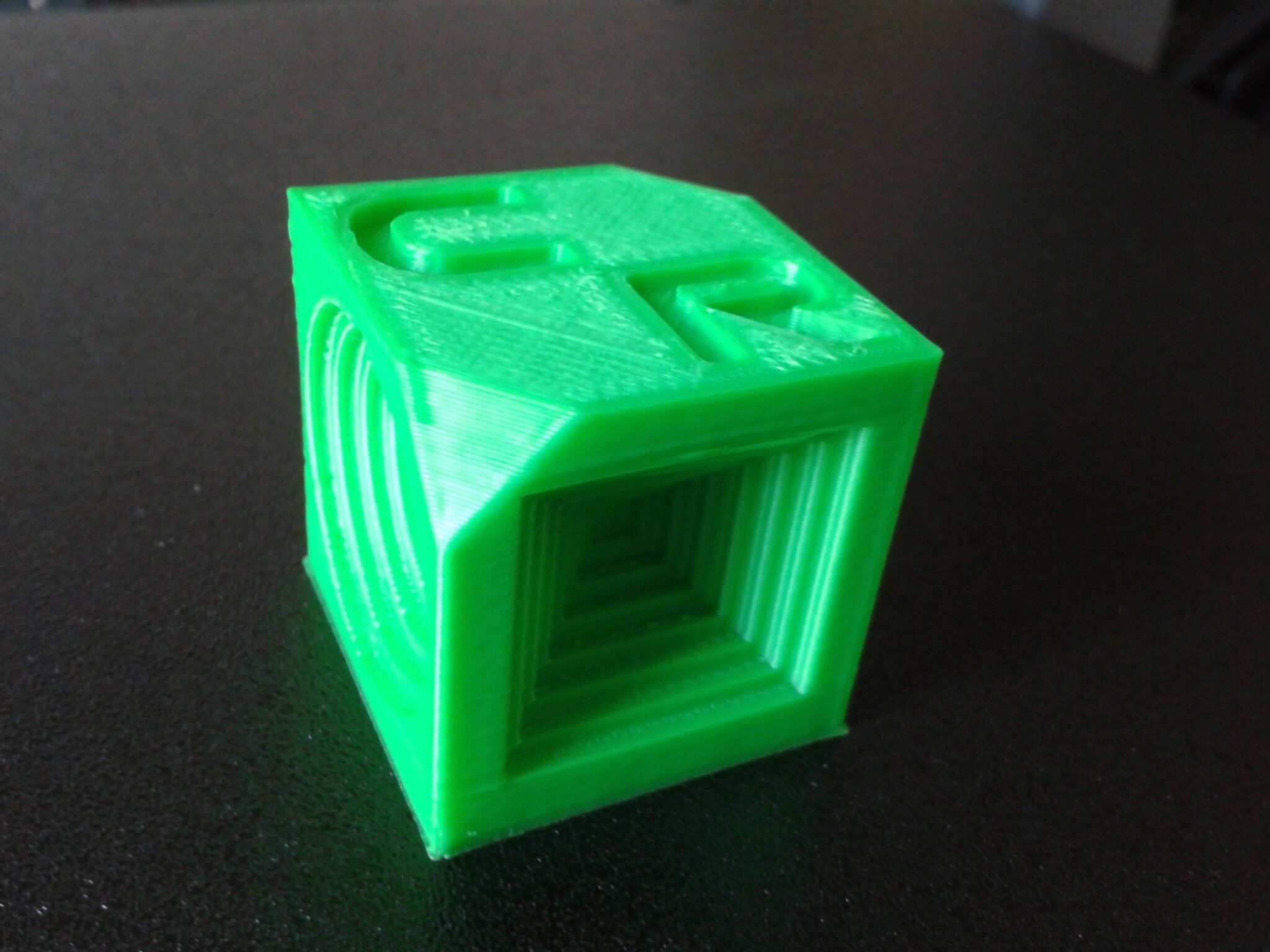
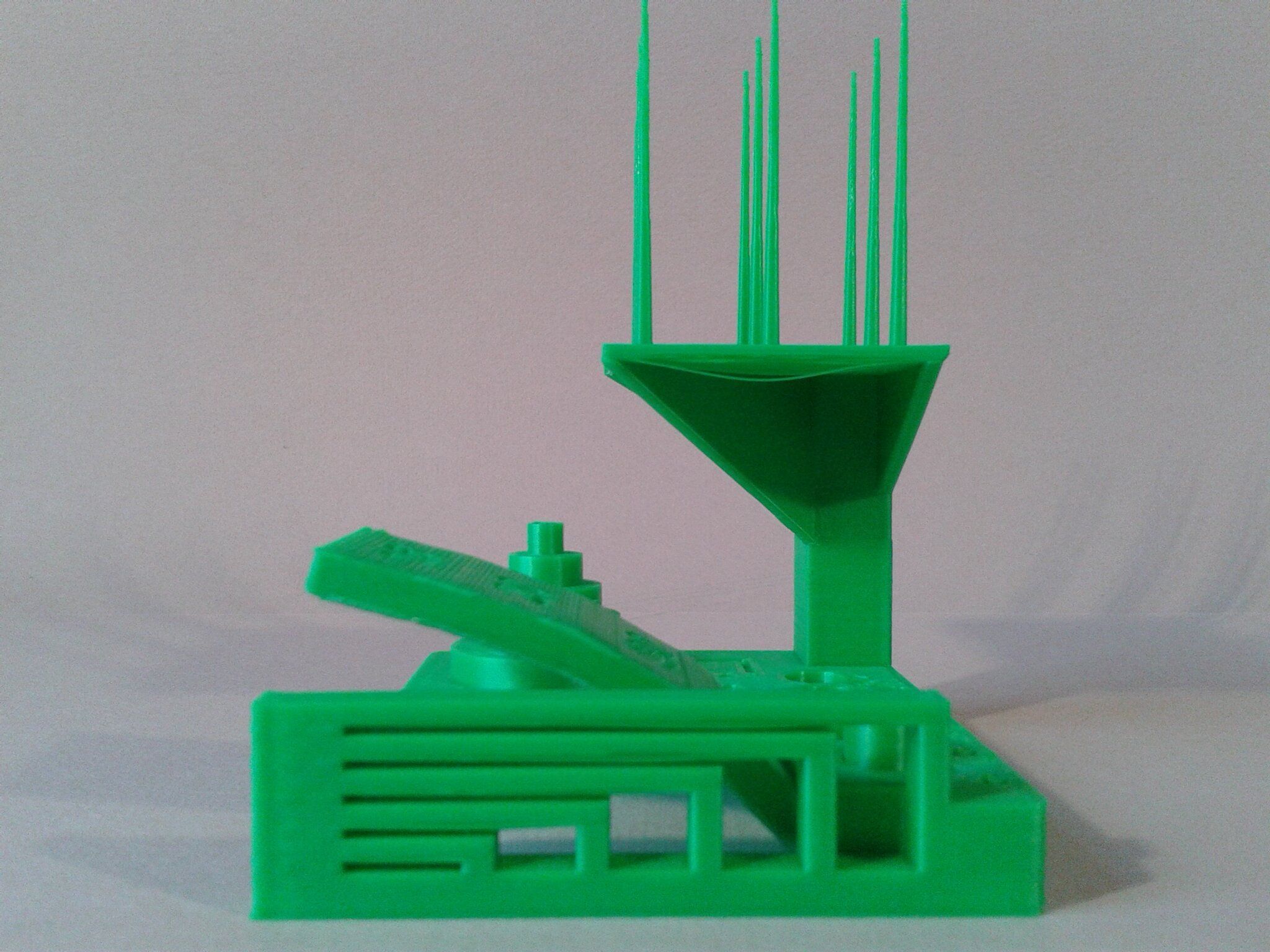
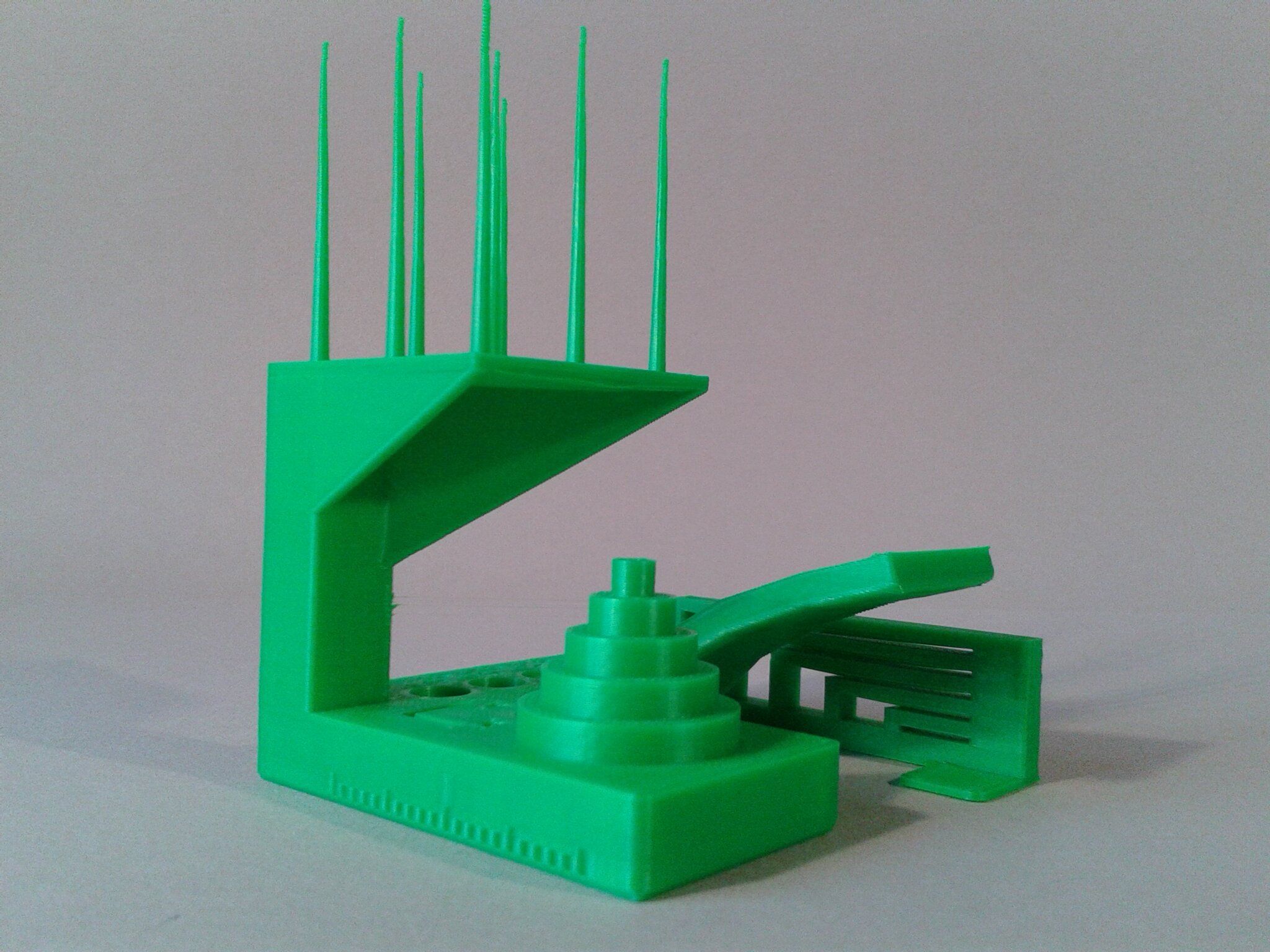
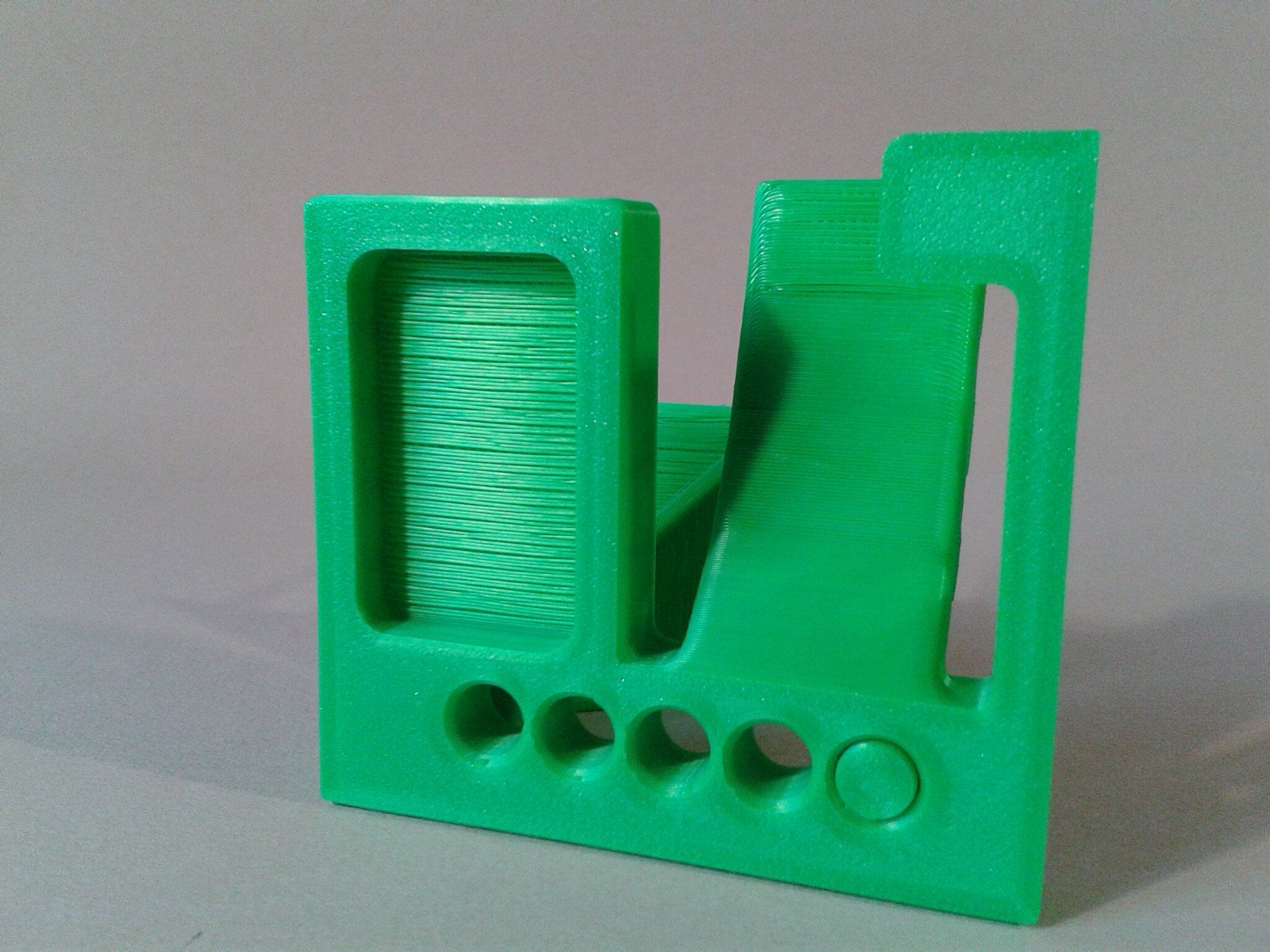
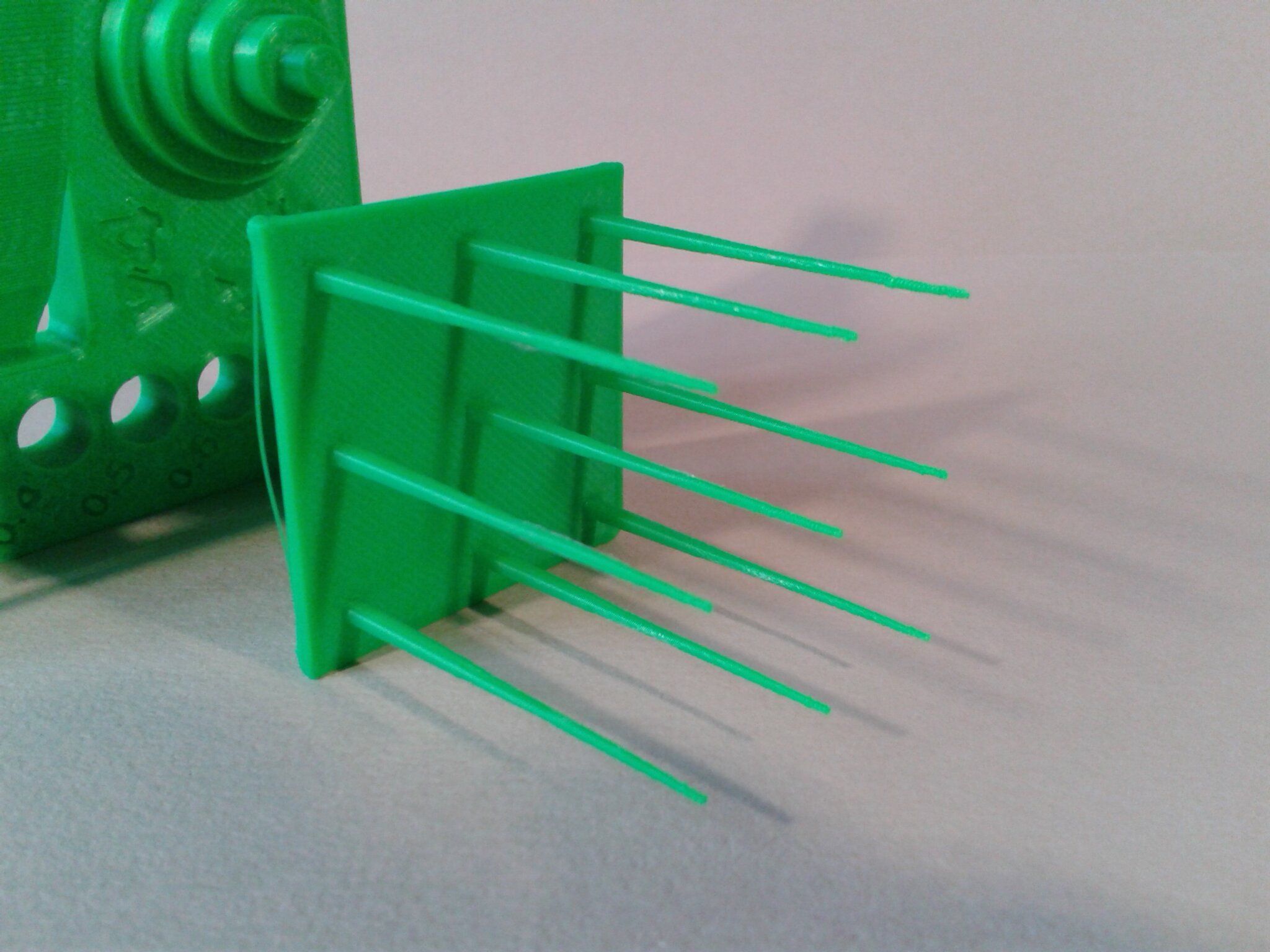
Petite aparté sur les tests pour inclure un test dans le test. Grâce à @Vicckkky j'ai pu imprimer du G-Code artisanal qui donne ça : Allez voir l'autre sujet, il mérite qu'on s'y intéresse !
 4 points
4 points -
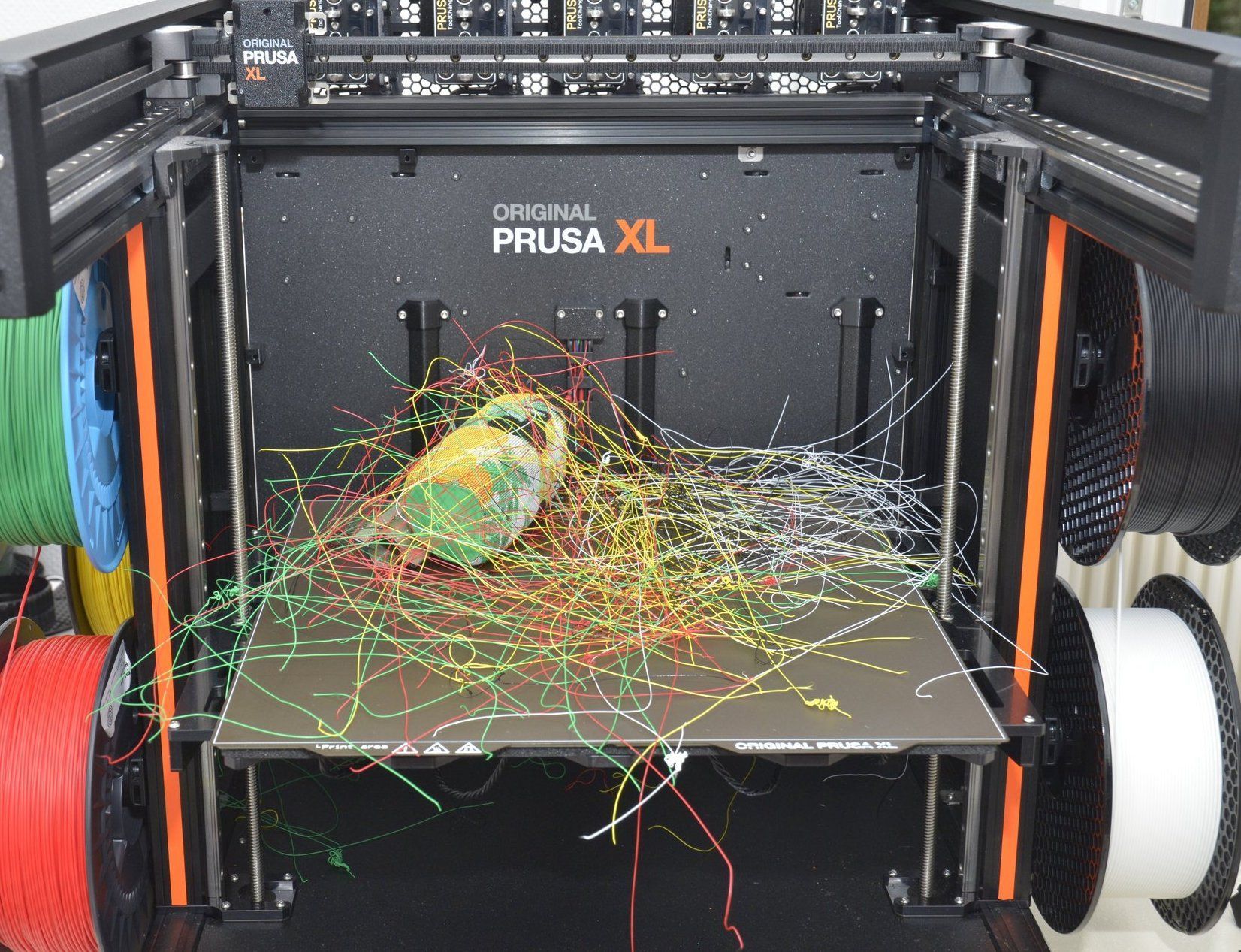
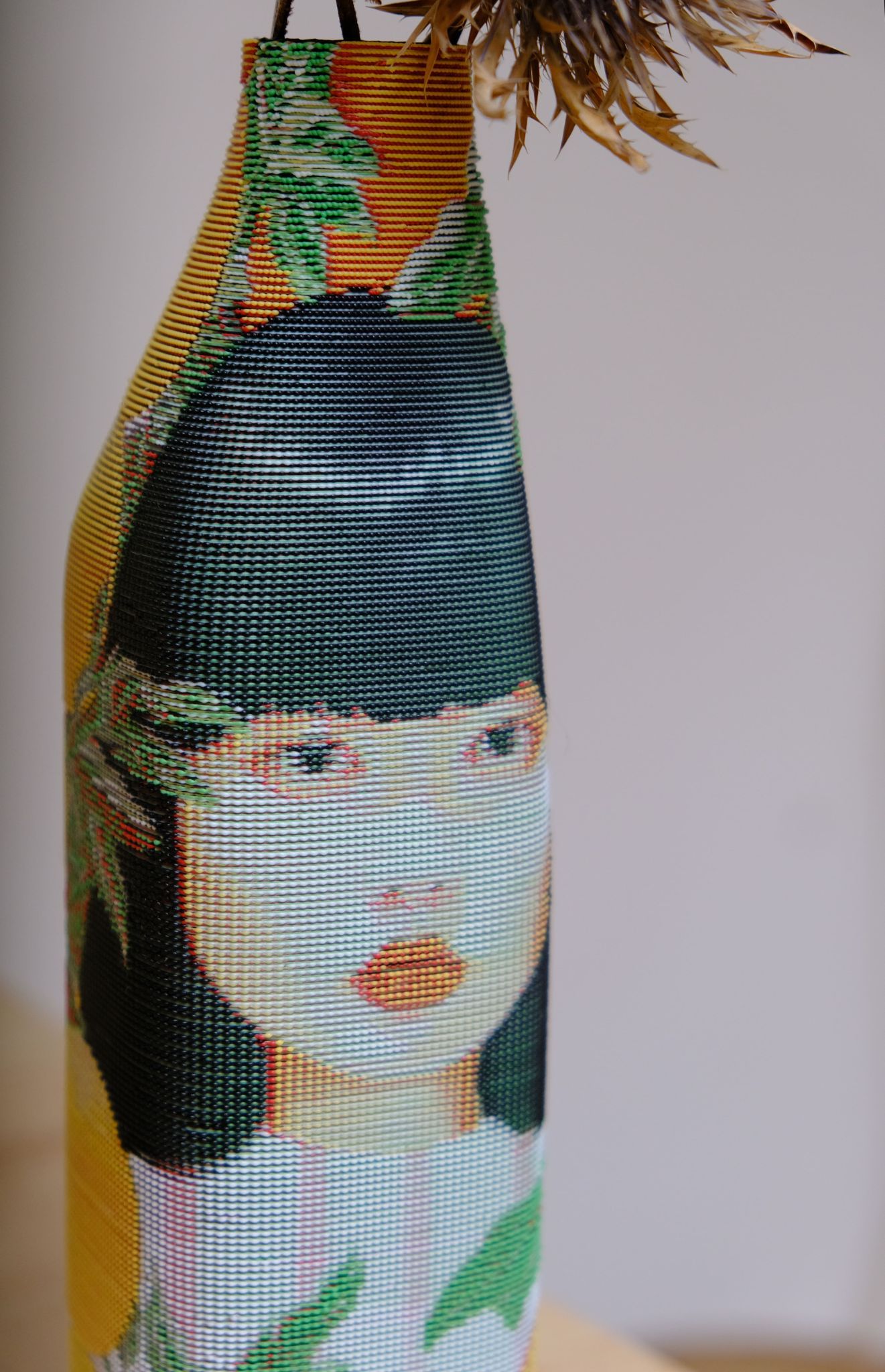
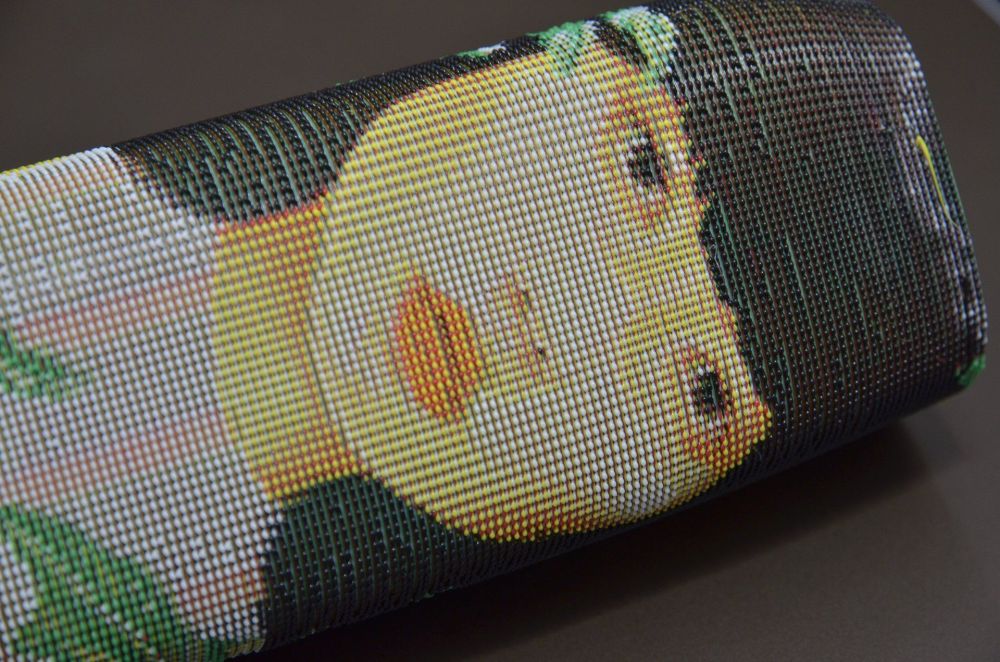
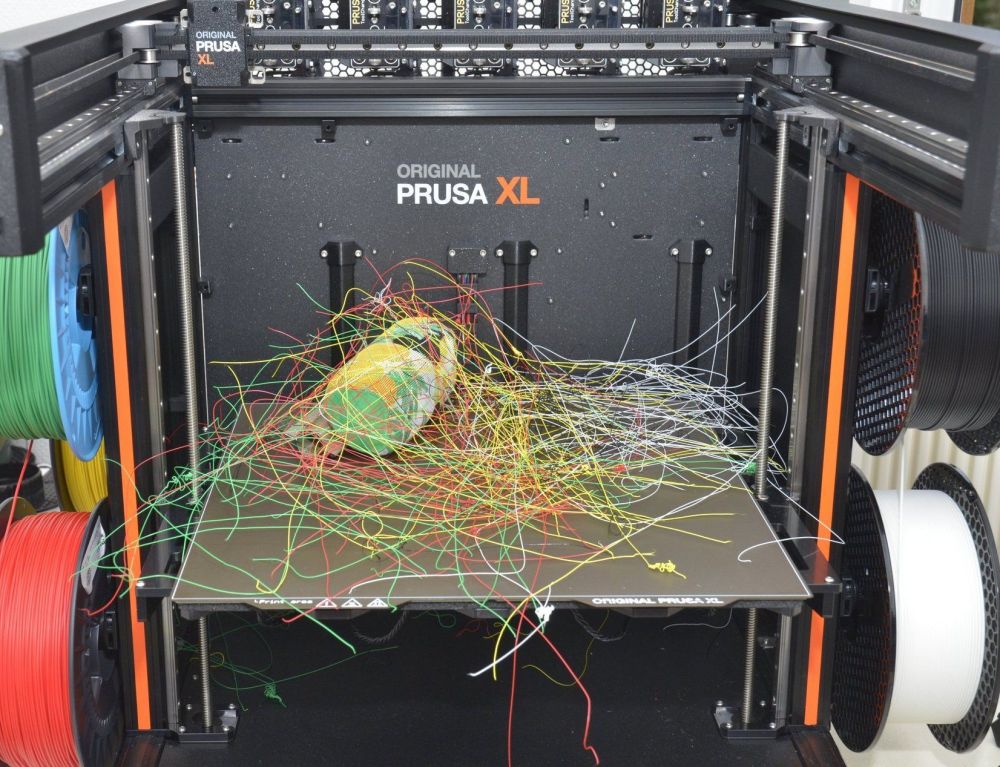
Hello, Tu ne m'avais pas dit que le g-code artisanal pouvait transformer une Prusa en Bambulab. Bon heureusement rien de grave, une petite brassée et hop y'a plus rien. Il ne manque que le sommet, c'est la tour qui est tombée la première. Le vase lui a bien lutté, sa base s'en est déformé avant de s'écrouler. Je l'avais déjà vu hier, mais ça tirait pas mal de fils entre la tour et le vase, mais rien entre la tour et le parking. Ici on ne voit plus que les cheveux décoiffés à cause de la chute. J'avais aussi remarqué que la première couche avait une extrusion très irrégulière, entre sur-extrudée et linear advance dans les choux. Quelques gros plans. Dis-moi s'il y a un détail en particulier que tu veux voir. En tout cas que trouve le rendu top, surtout quand on imagine qui n'y a pas de filament orange dans l'affaire. Mais ma femme trouve ça vieillot, forcément on a pas la même vision des choses, moi c'est la technique, elle c'est l'artistique.



 4 points
4 points -
Comme il pleut, on bricole à la maison (je vous dit pas le bordel dans le salon...), le siège conducteur était pourri avec une bonne partie de la mousse manquante sur l'assise côté portière (comme beaucoup de siège, apparemment c'est leur maladie), recyclage d'un fauteuil de bureau après quelque ajustement et collage de mousse, le résultat est pas mal. En tout cas c'est bien plus confortable, je ne penche plus d'un côté comme avant. C'est con, j'ai pas pensée à faire des photos de l'état avant.

 4 points
4 points -
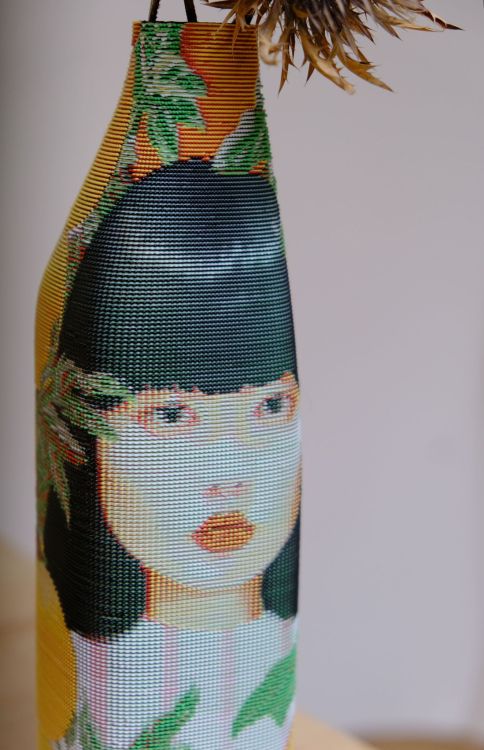
N'est-ce pas le boulot des chercheurs de trouver des techniques nouvelles et le boulot des industriels (ou des militaires) d'en trouver les applications ? La texture du vase en main me faisait penser à quelque chose mais je n'arrivais plus à me rappeler quoi. En fait c'était à ma petite enceinte bluetooth. Et grâce à cette technique je pourrais même imaginer la rhabiller comme ça.3 points
-
Je viens de tomber au hasard sur cette campagne Kickstarter qui débute dans 2 jours. L'AuruMMS est un boîtier multicolore/multi-matériaux type AMS (lite), Ace Pro ou encore CFS qui, d'après le fabricant, pourrait être connecté à la plupart des imprimantes 3D open source Klipper et RepRap, tout en conservant l'extrudeur d'origine à une seule buse De plus, le système serait compatible avec bon nombre de matériaux comme les filaments abrasifs (à base de fibre de carbone par exemple) ou encore le TPU bien souvent bloquants avec les systèmes existants. Je n'ai pas poussé plus que ça les recherches sur le sujet mais on peut déjà trouver des vidéos de démonstration sur la chaîne Aurarum Pty Ltd :
 2 points
2 points -
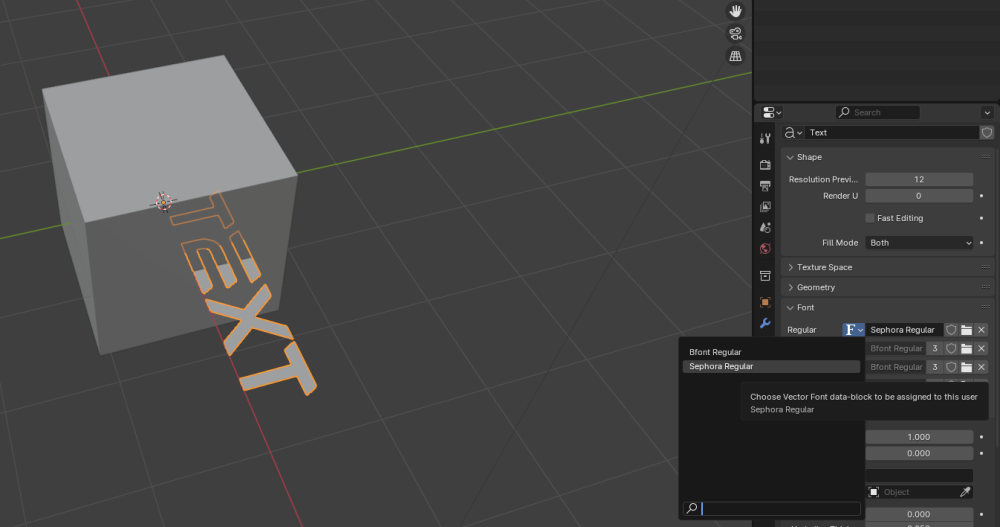
Bon j'ai trouvée et c'est complétement con comme principe... Il faut créer un nouveau dossier et y mettre les polices téléchargées car par défaut elles s'installent dans le dossier fonts de windows (ce qui est logique car c'est la que les logiciel vont chercher les polices y compris Blender) mais blender ne reconnait pas les nouvelles polices depuis ce dossier contrairement aux autres logiciels... Je viens de faire l'essai en créant un dossier police pour blender et en y copiant mes nouvelles polices (une partie en tout cas...) et en les cherchant dans ce nouveau dossier blender les reconnait bien...c'est pas vraiment pratique leur truc...2 points
-
La technique a de potentielles applications autres que décoratives comme on a la possibilité de mapper des images sur des pièces on pourrait par exemple imprimer des résultats de FEA directement sur des pièces c'est malheureusement le cas pour 90% des projets postés sur le forum2 points
-
C'est pas bien de troller Faut vraiment que je teste sur ma X1C du coup2 points
-
Test de l'imprimante 3D Anycubic Kobra 3 Combo avec son ACE Pro, par @PPAC ! https://www.lesimprimantes3d.fr/test-anycubic-kobra-3-combo-ace-pro-20240903/2 points
-
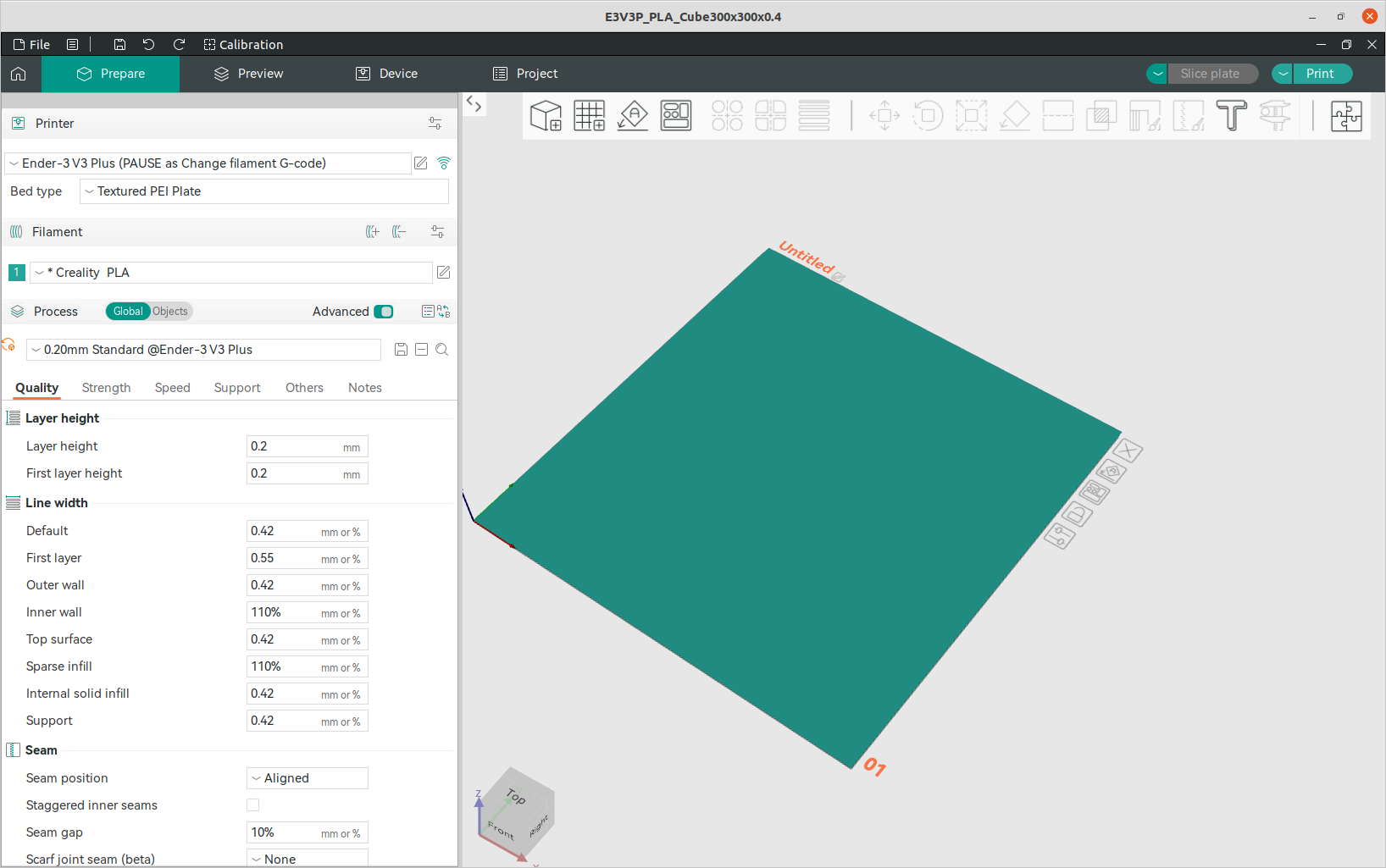
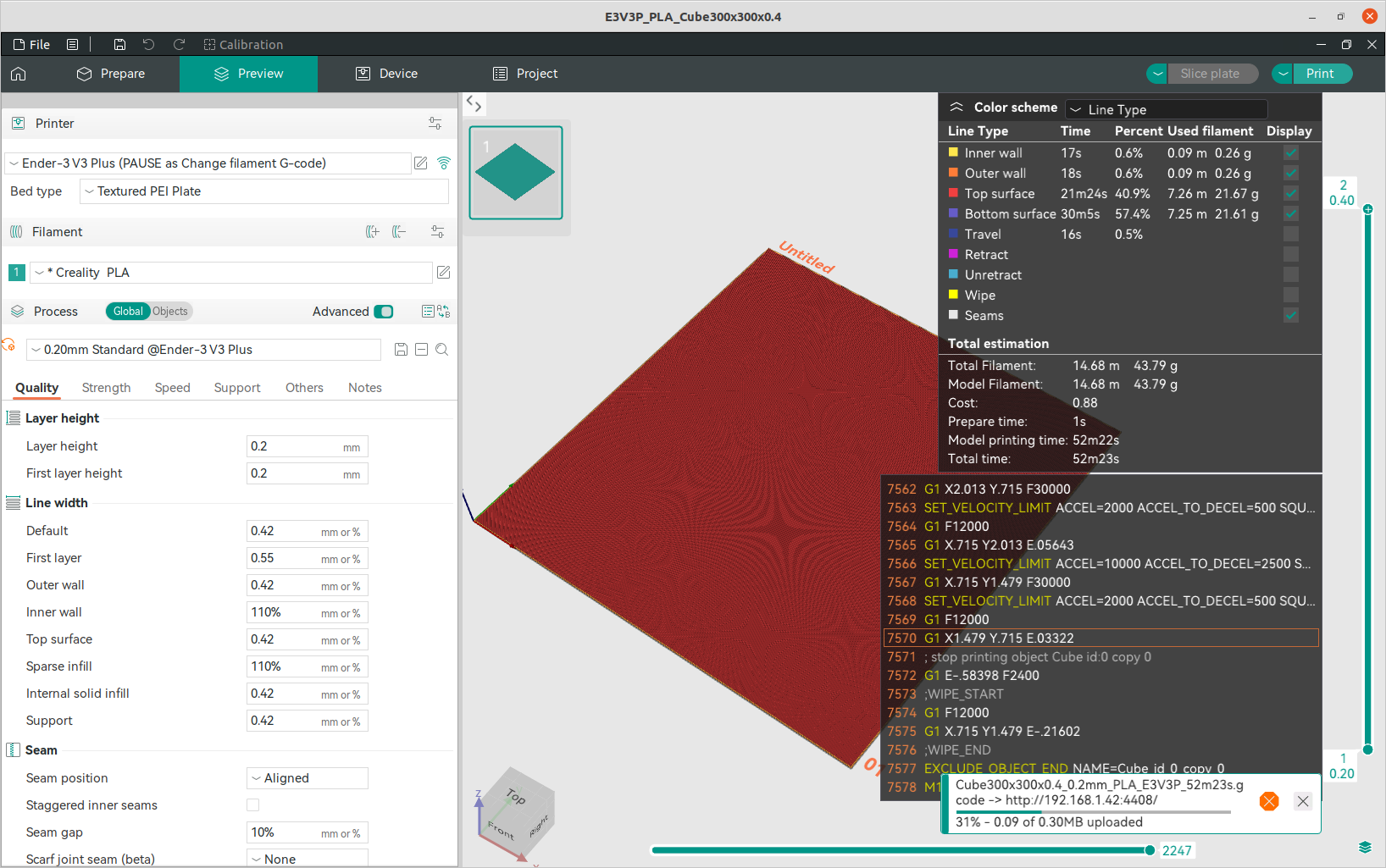
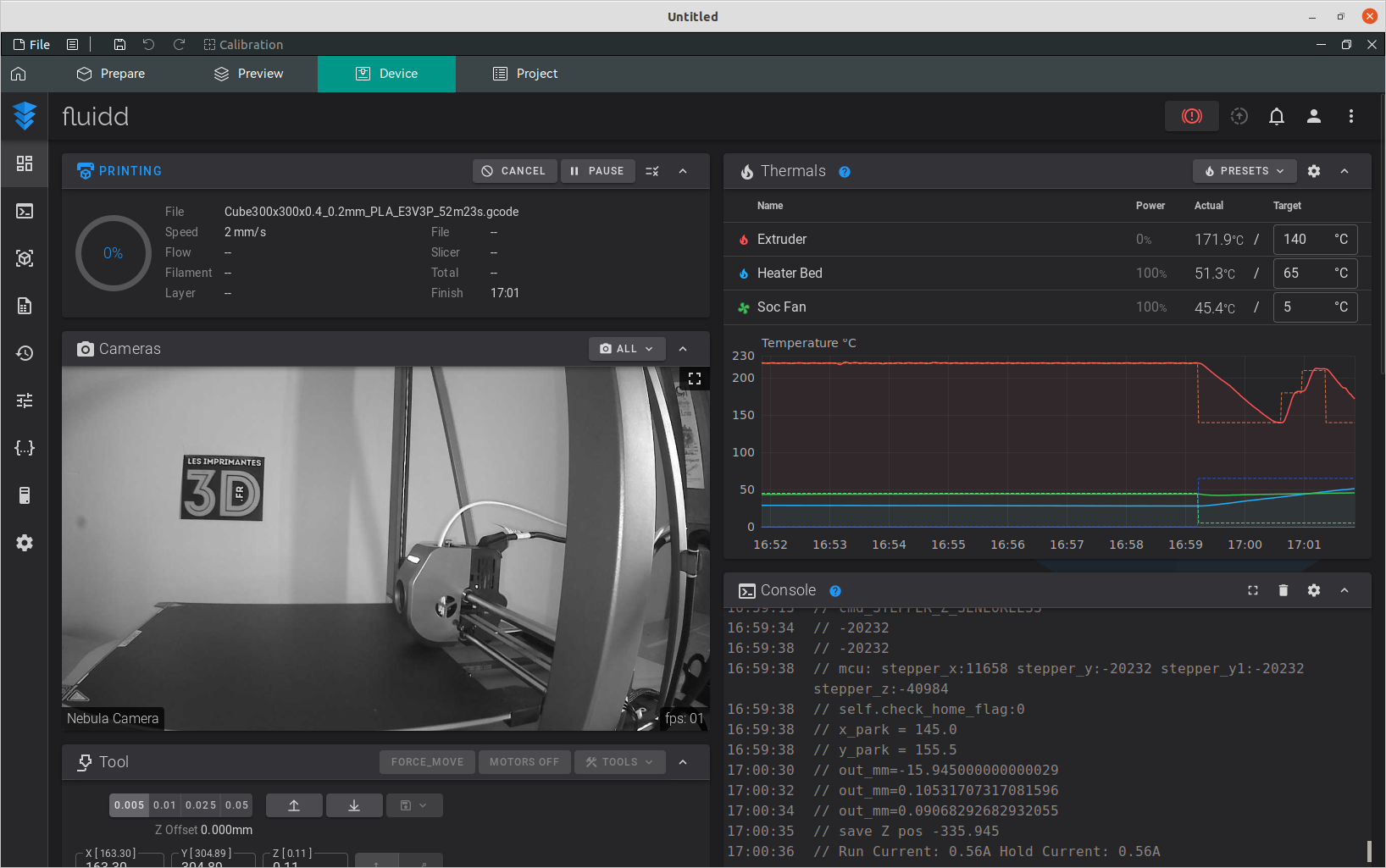
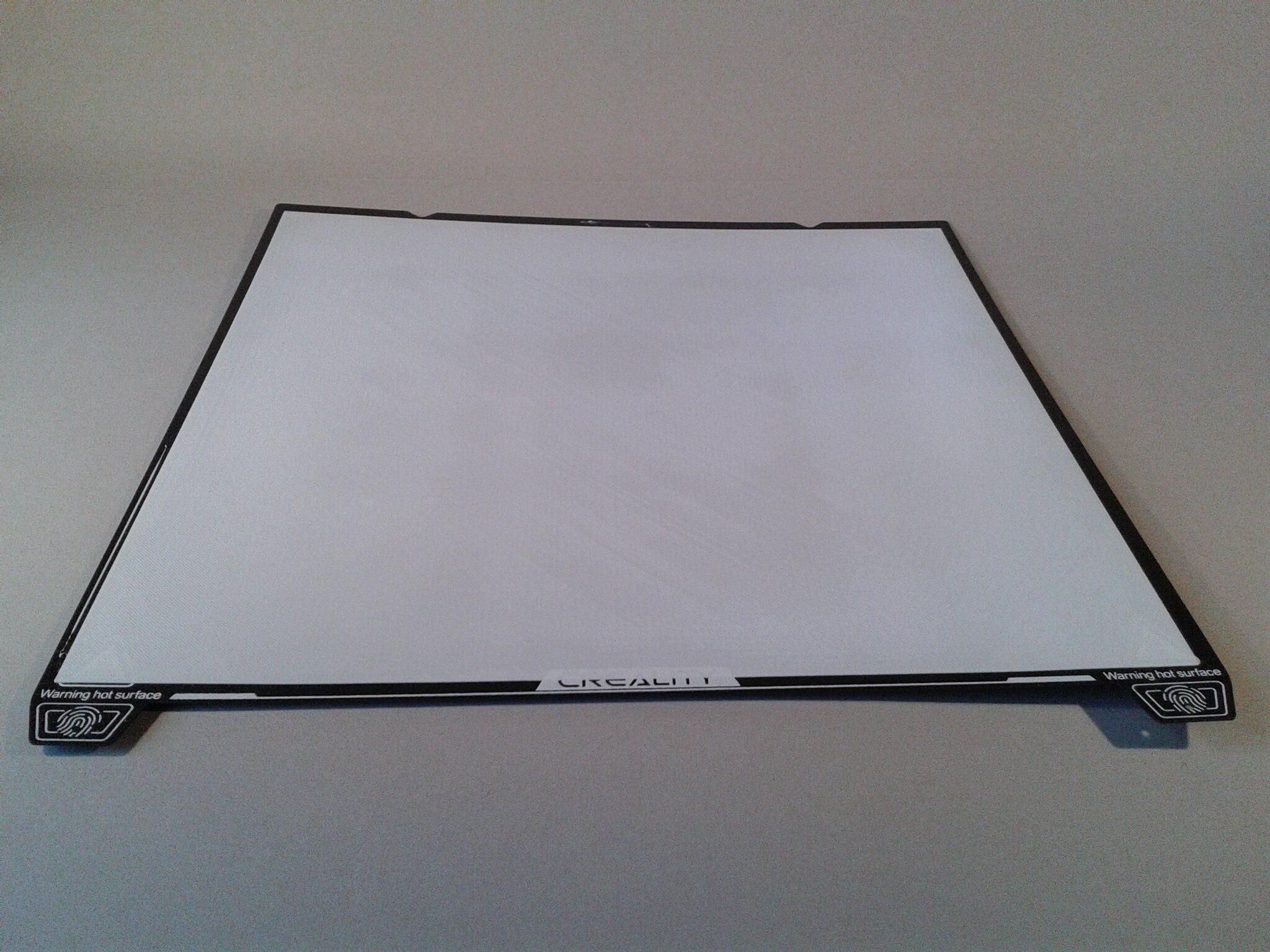
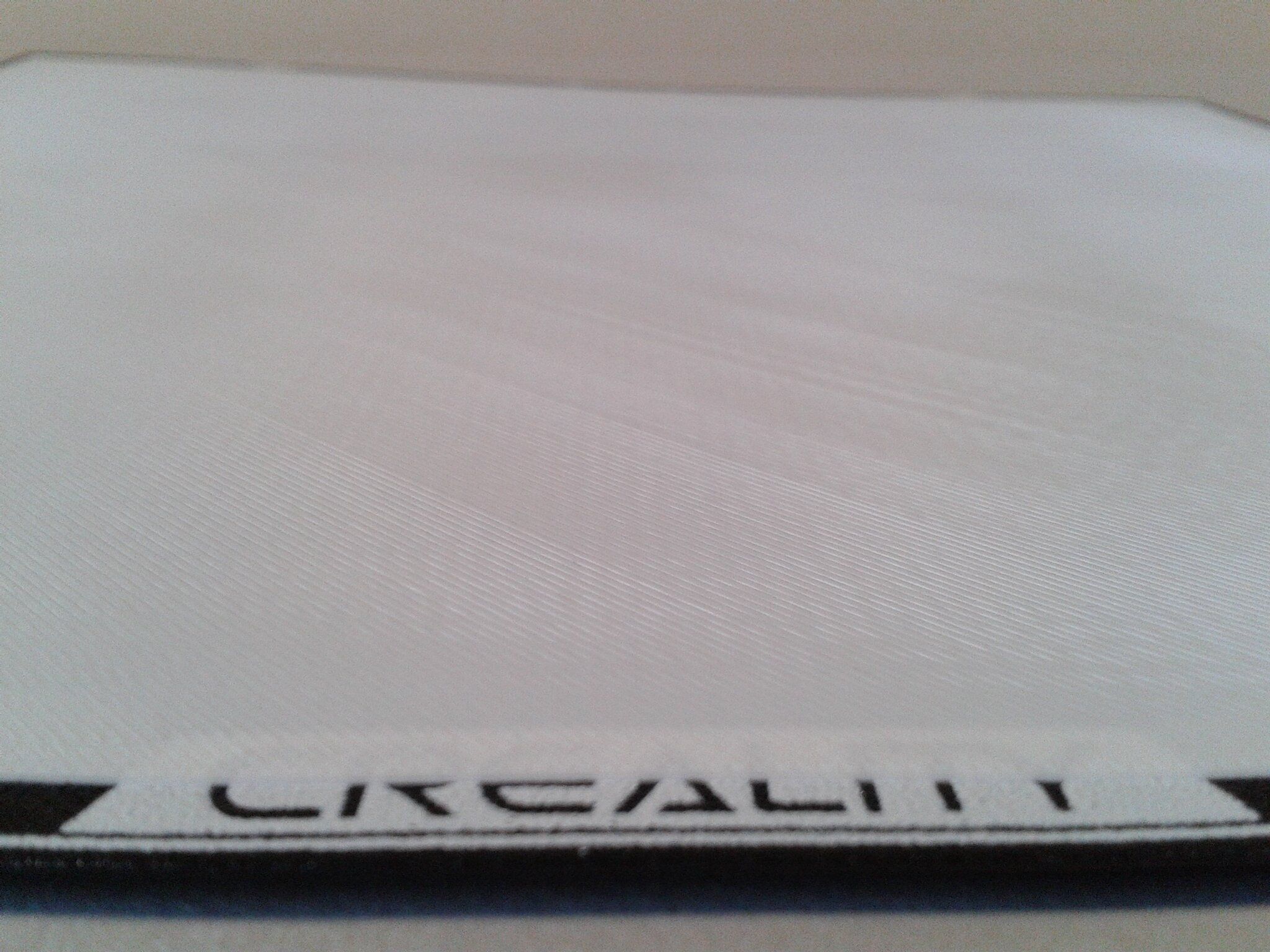
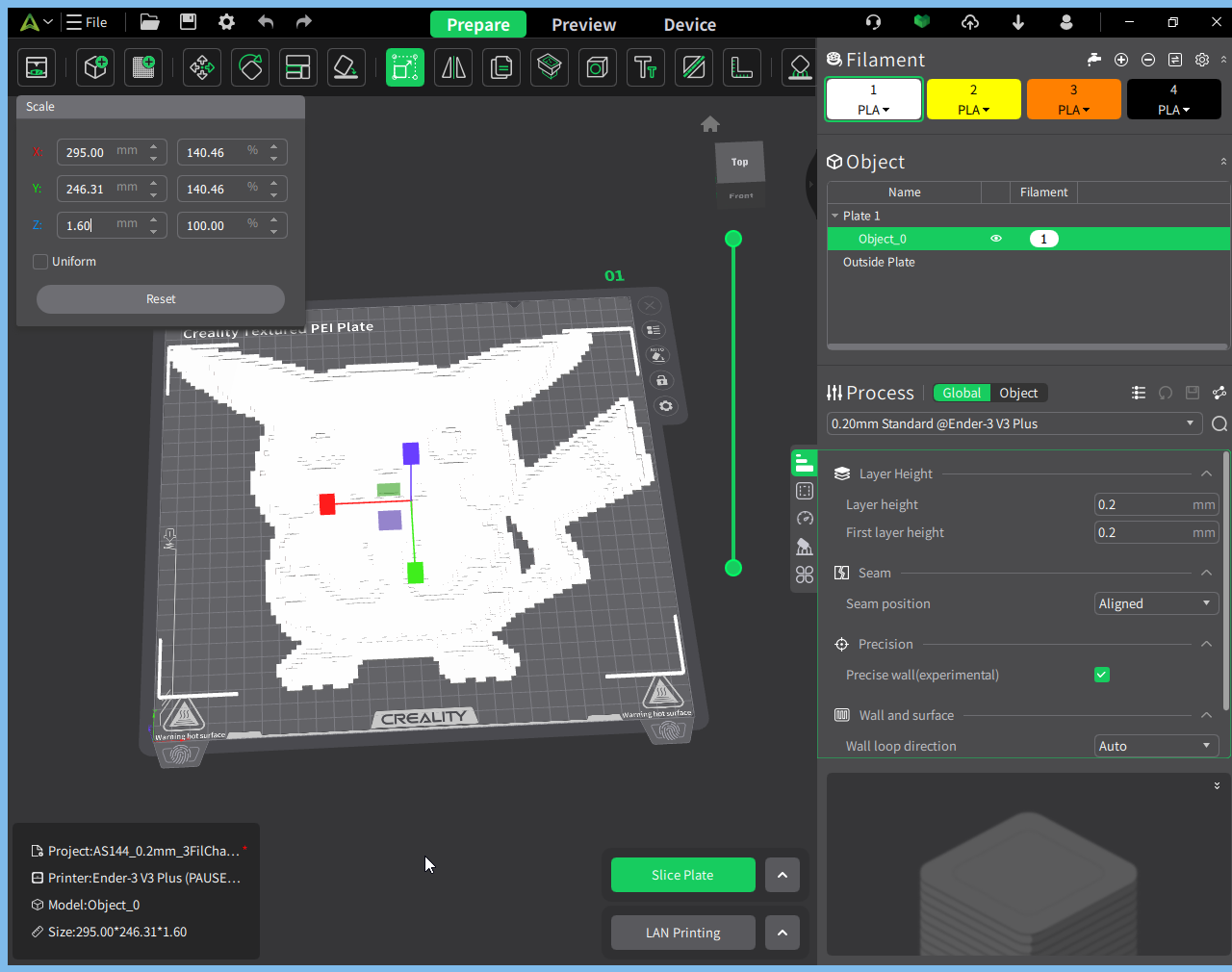
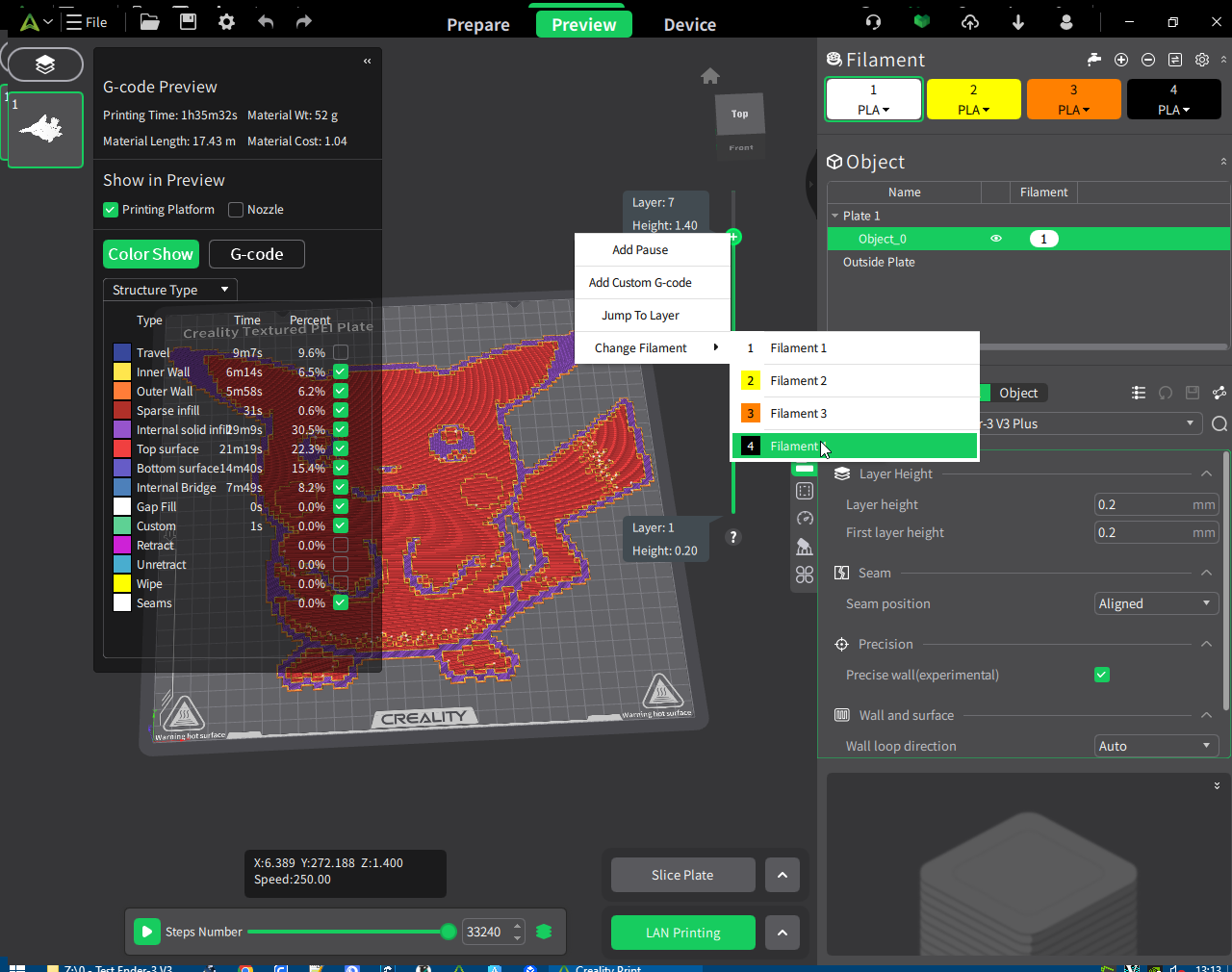
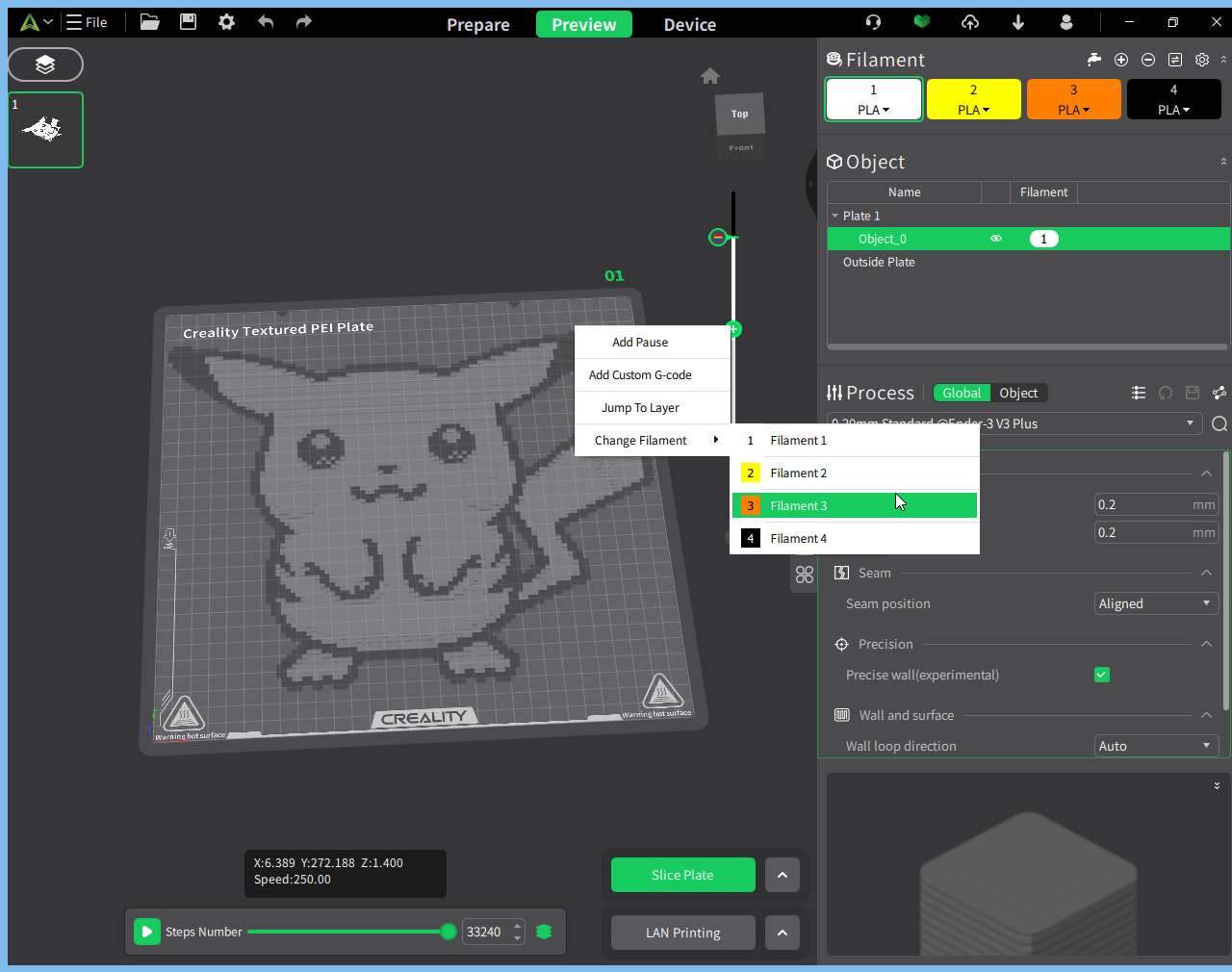
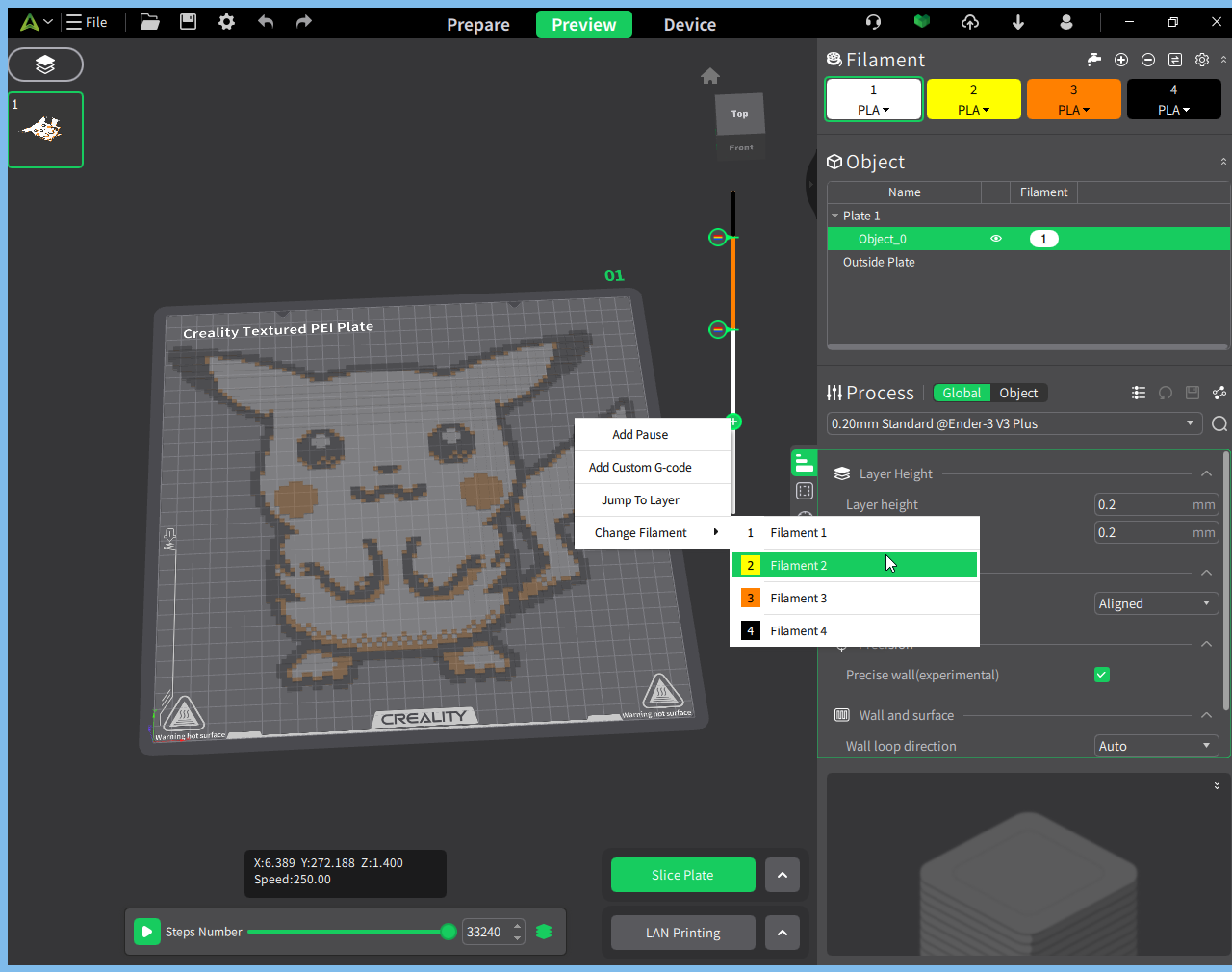
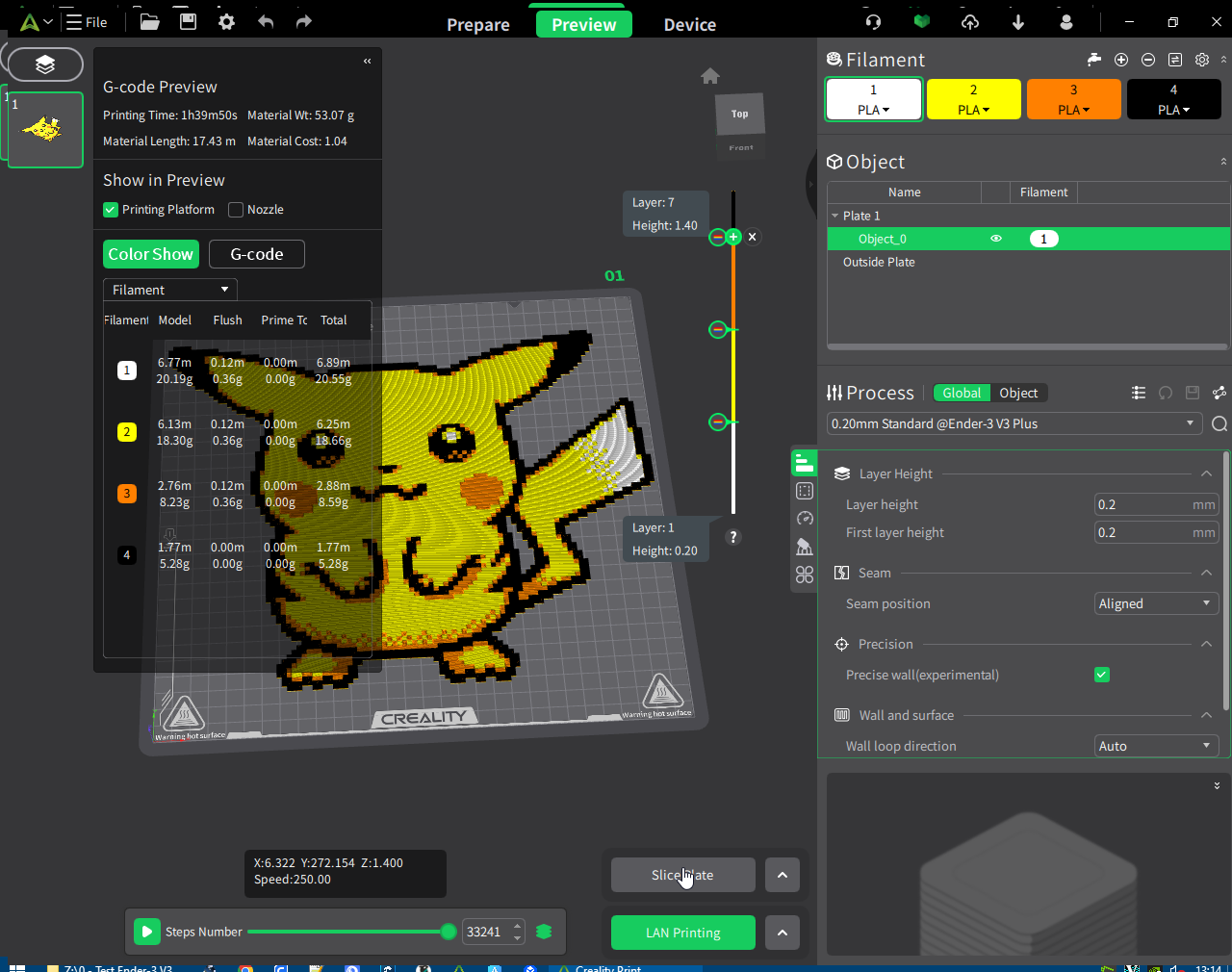
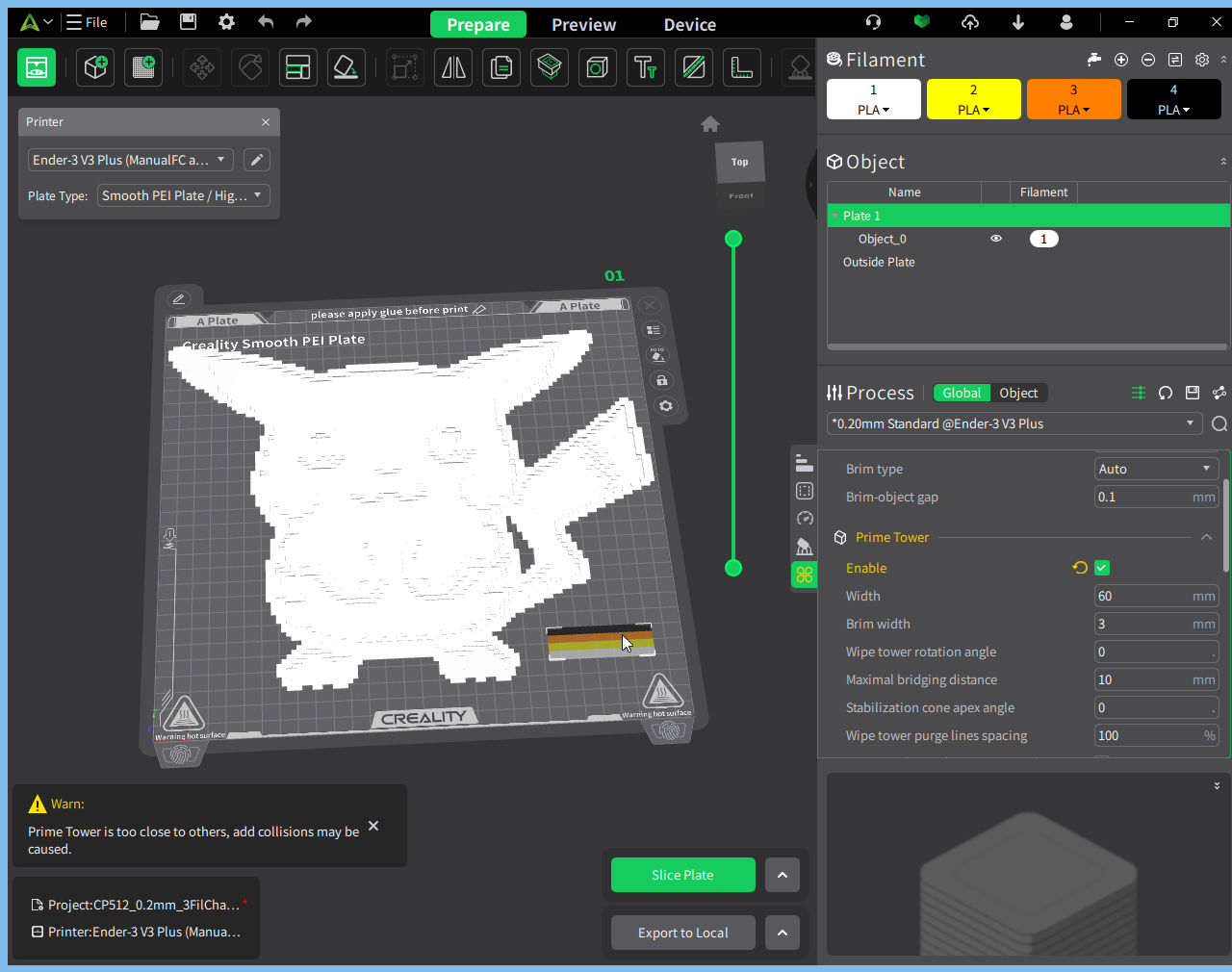
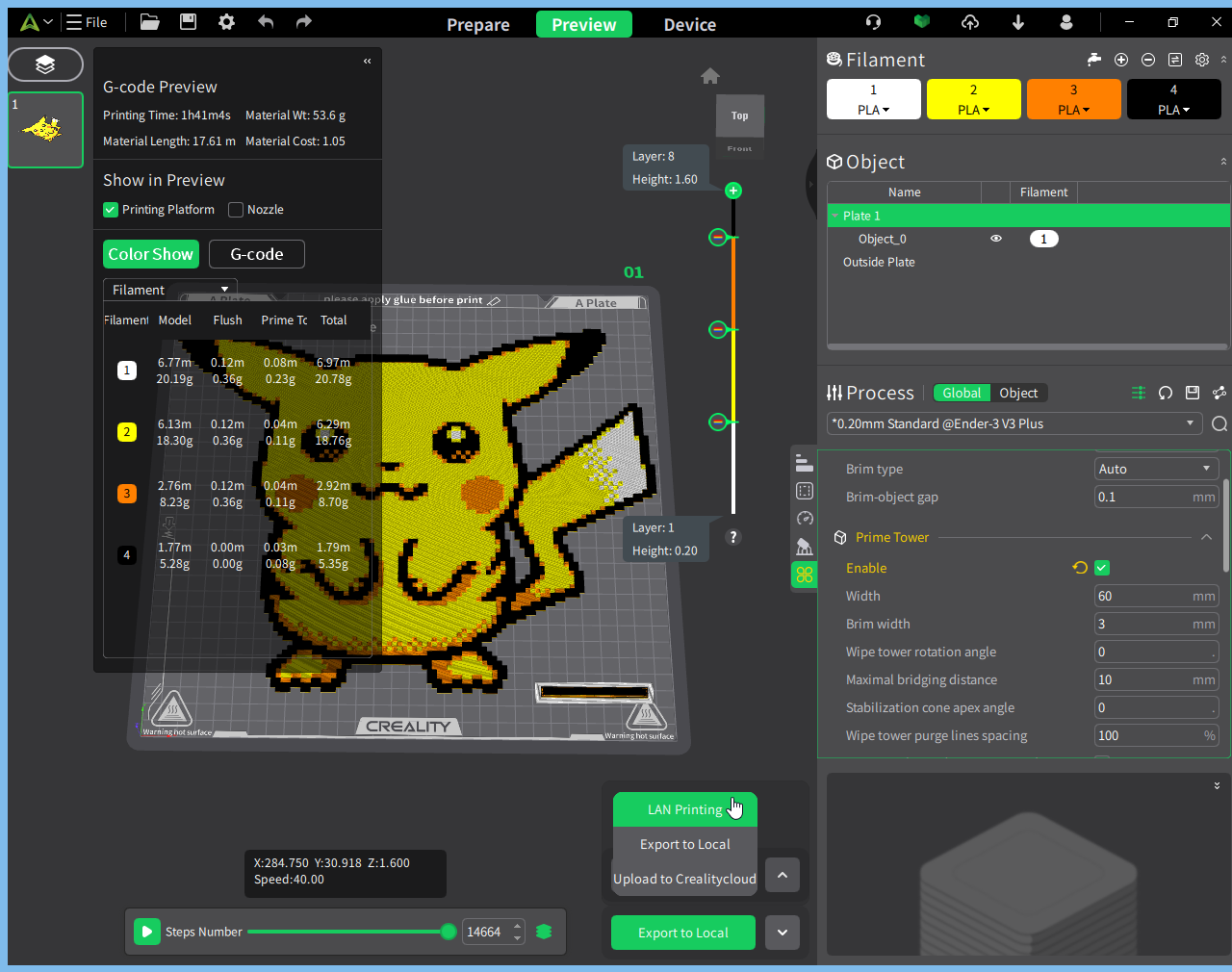
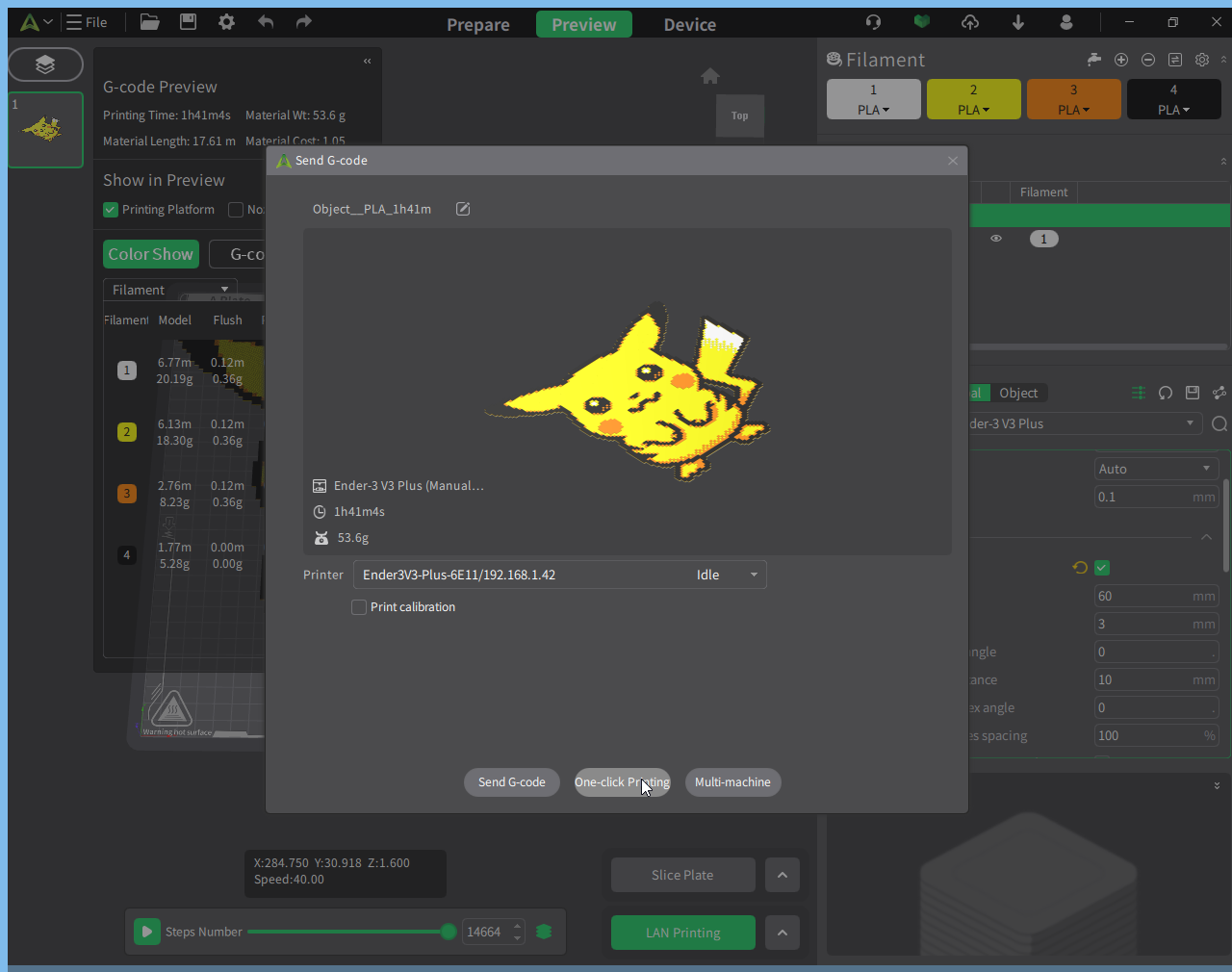
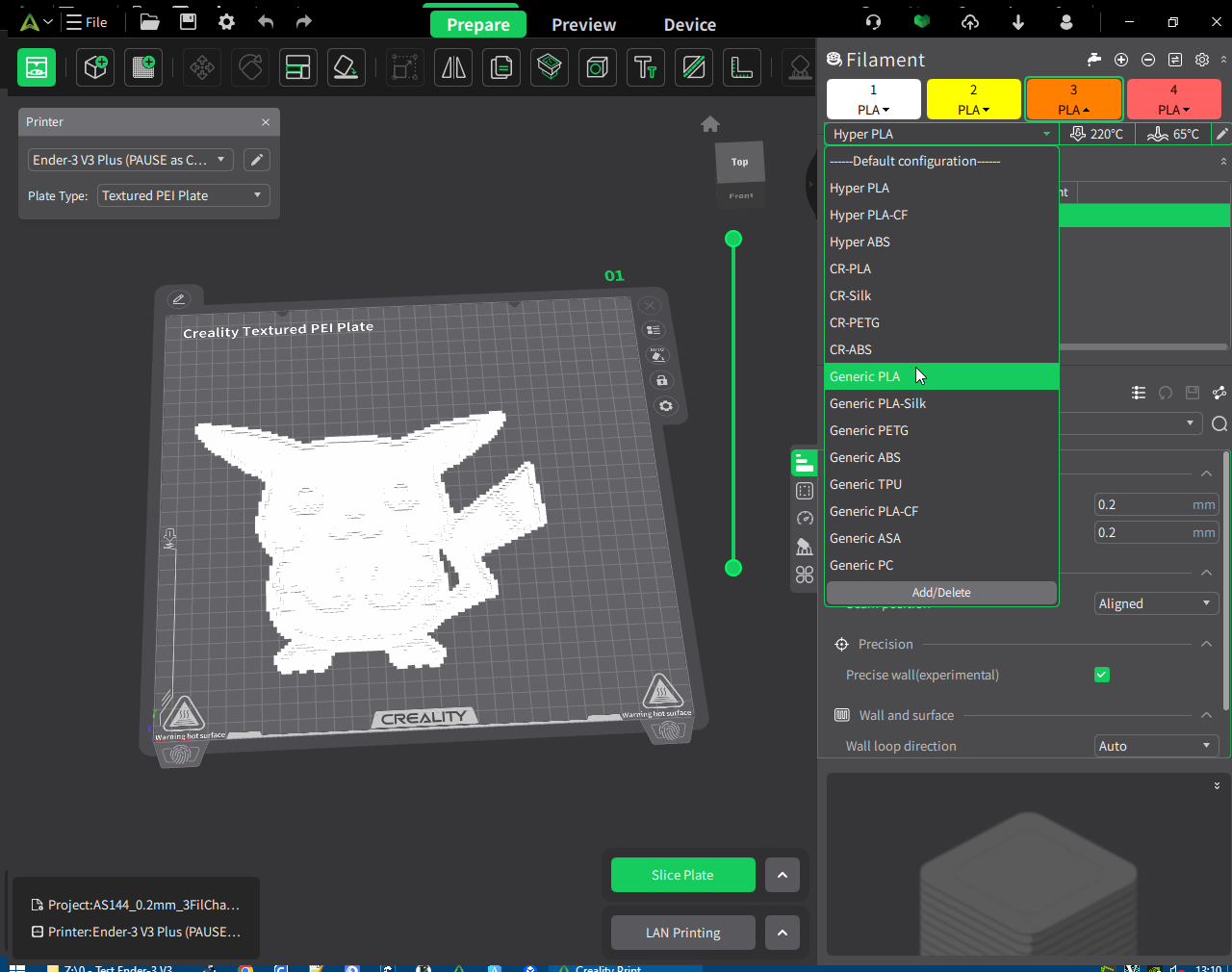
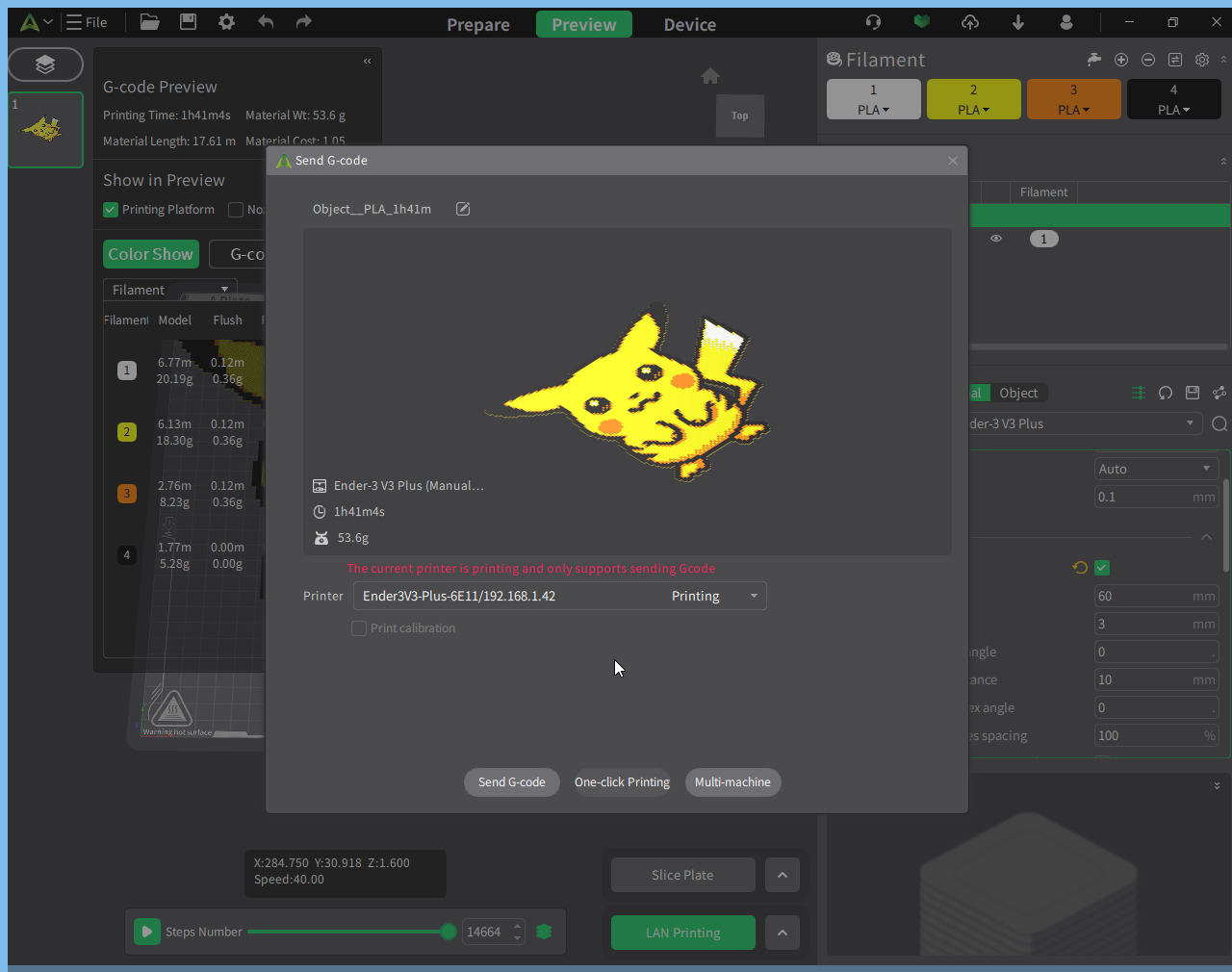
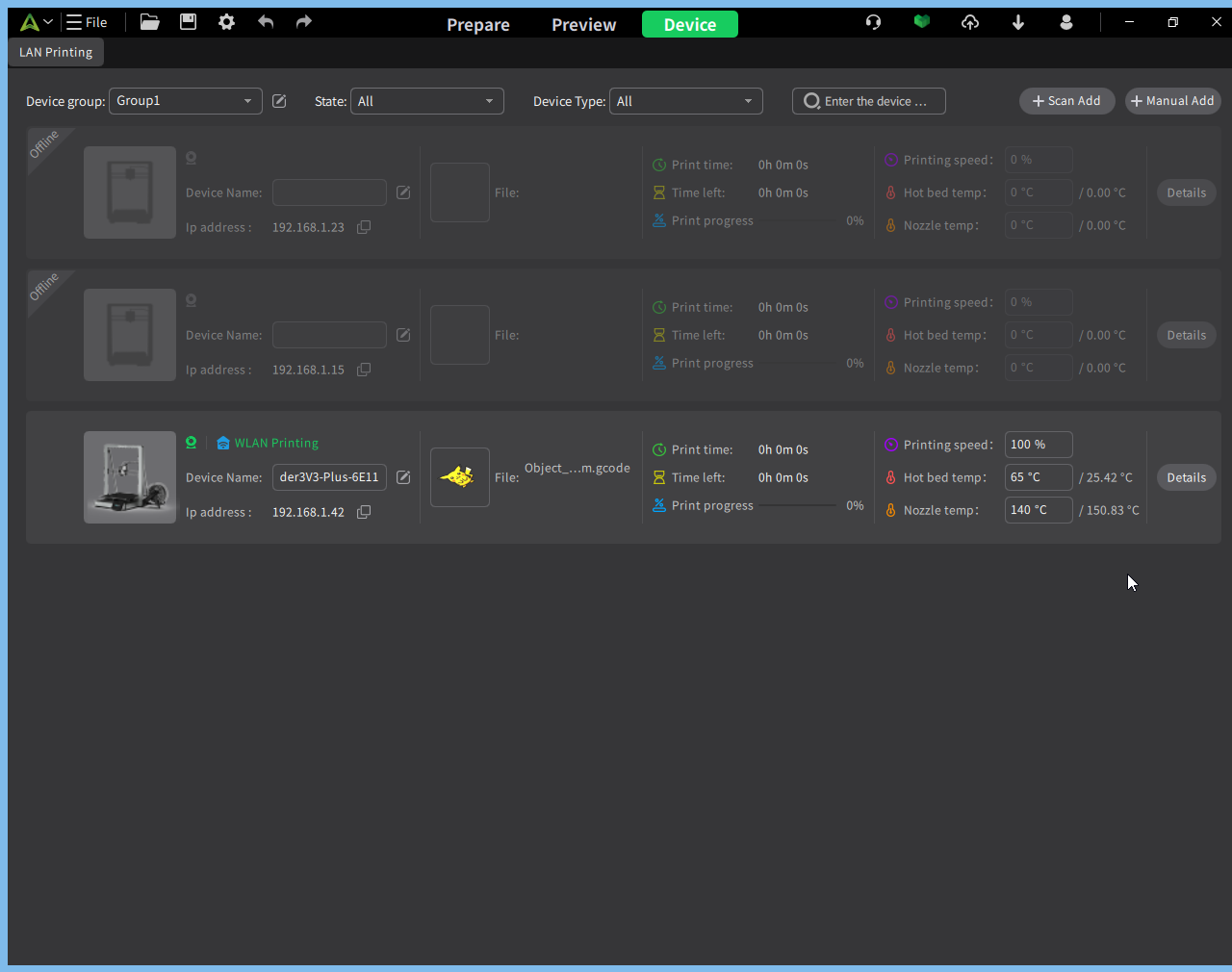
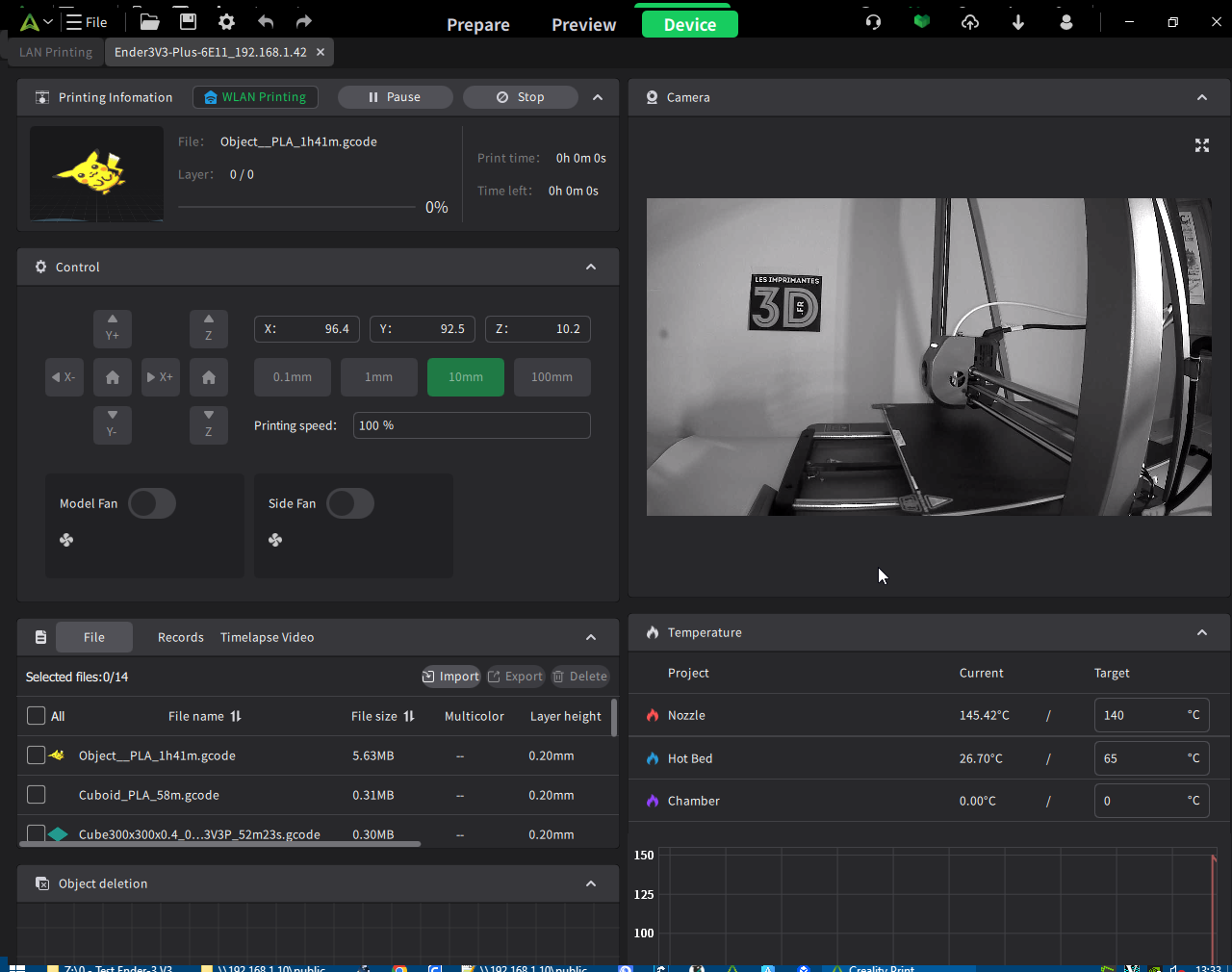
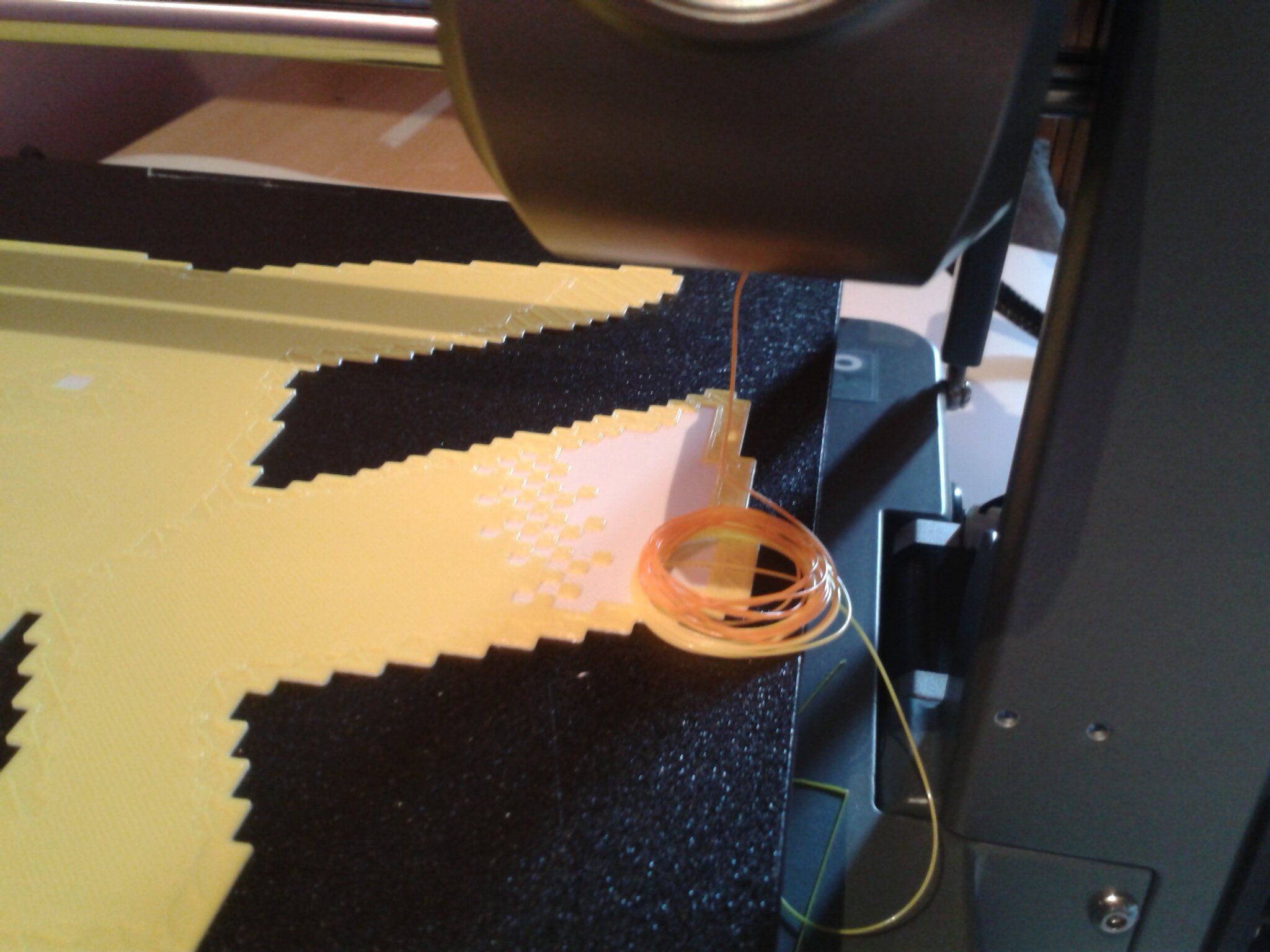
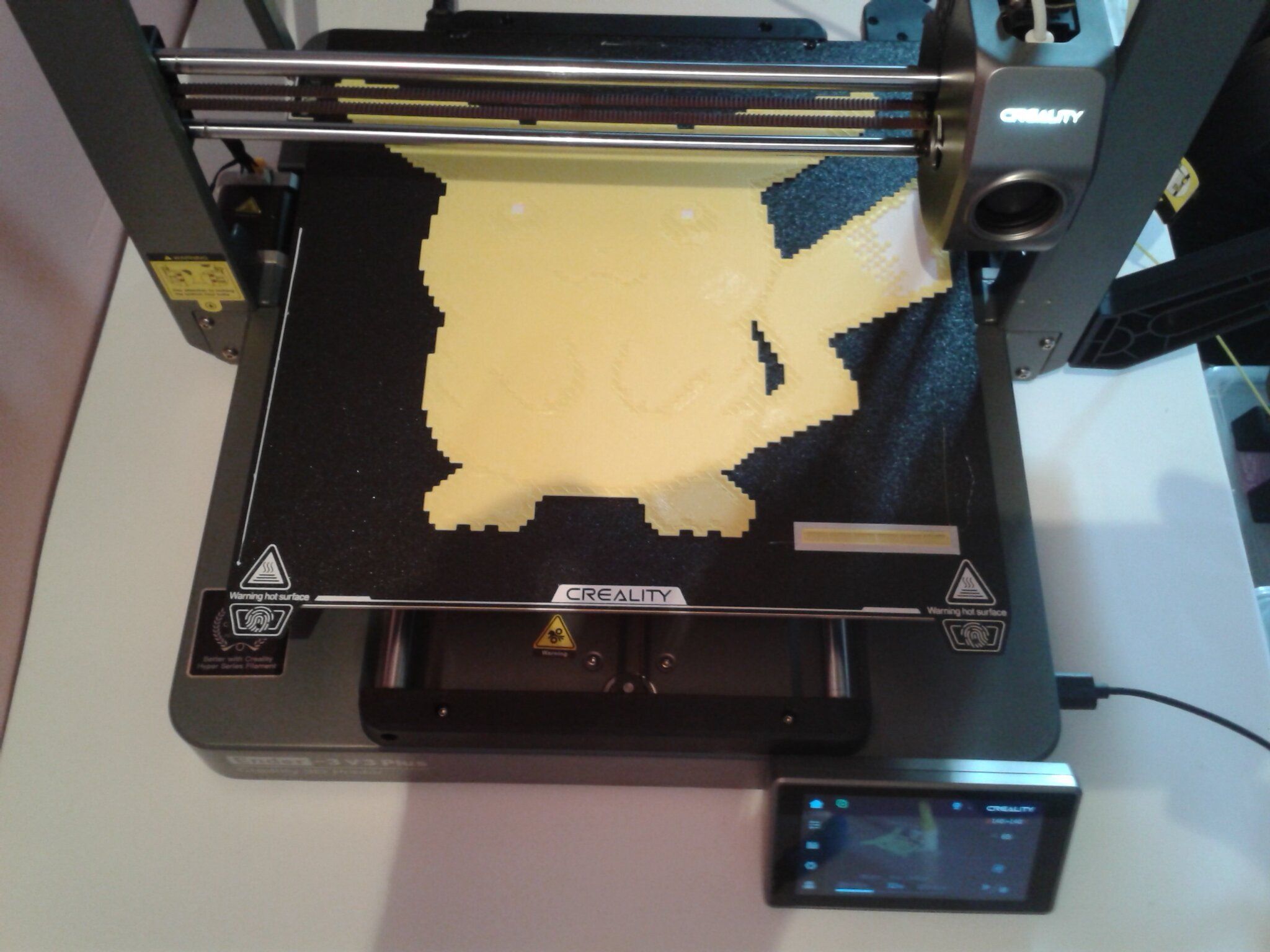
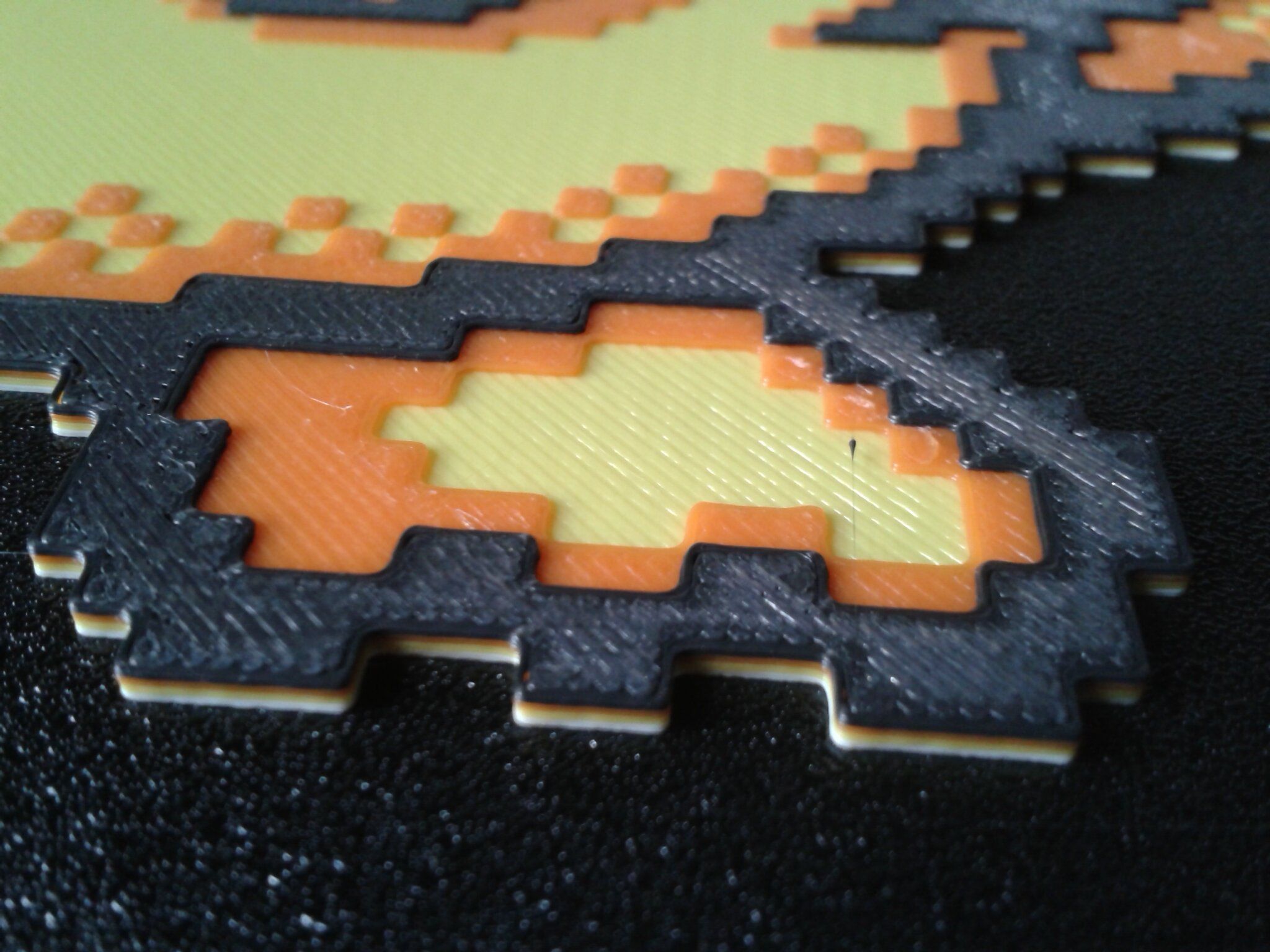
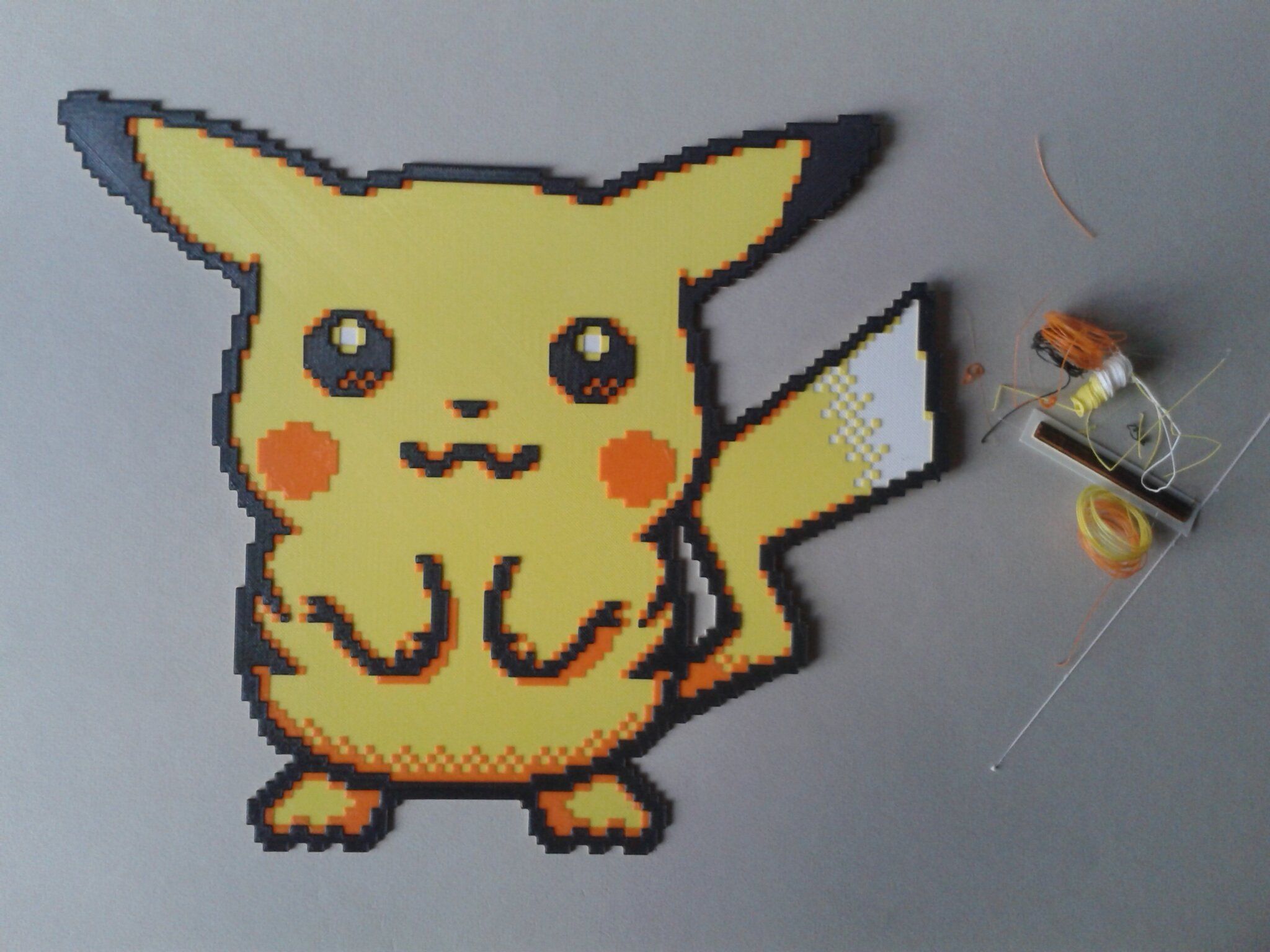
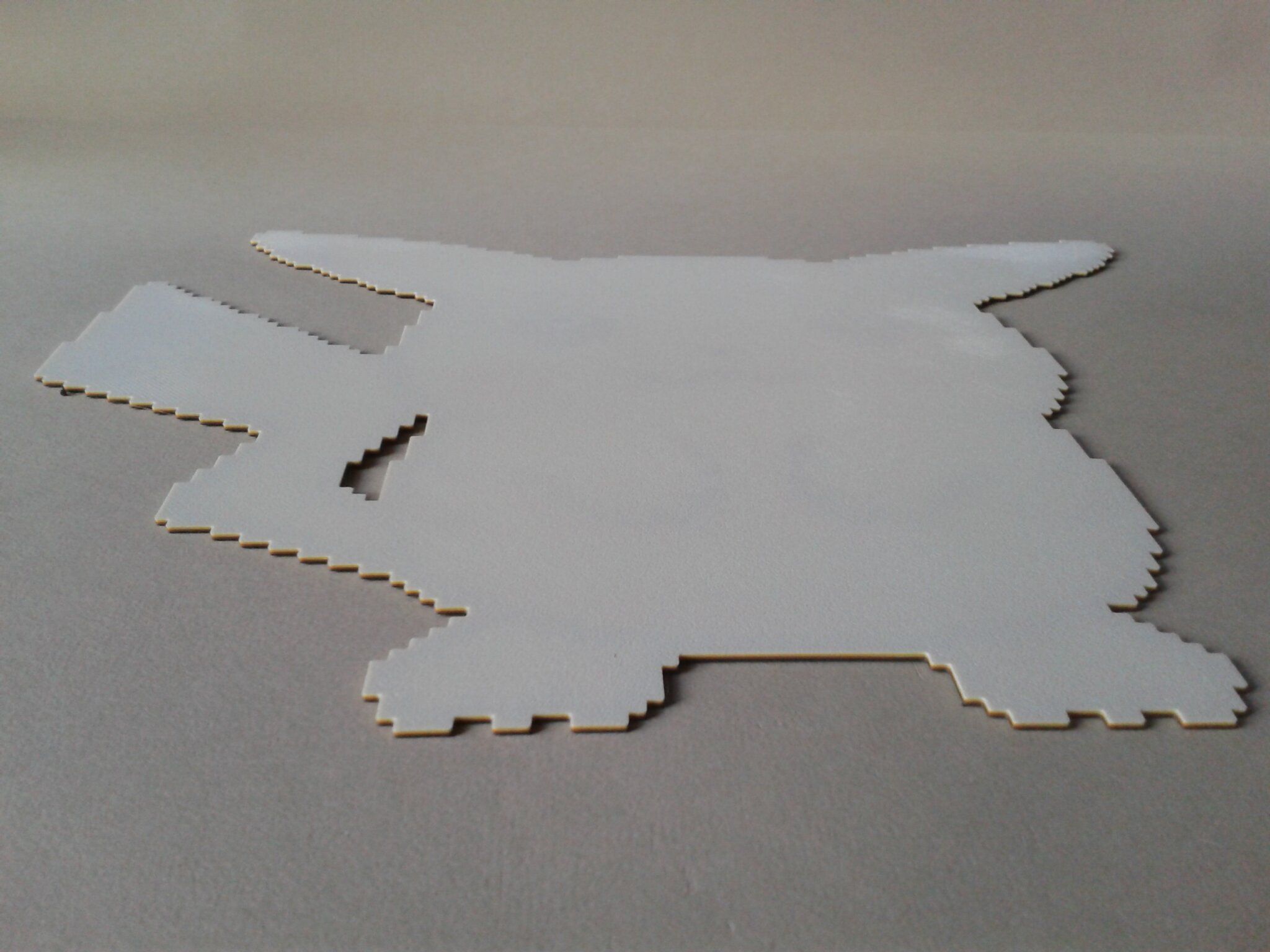
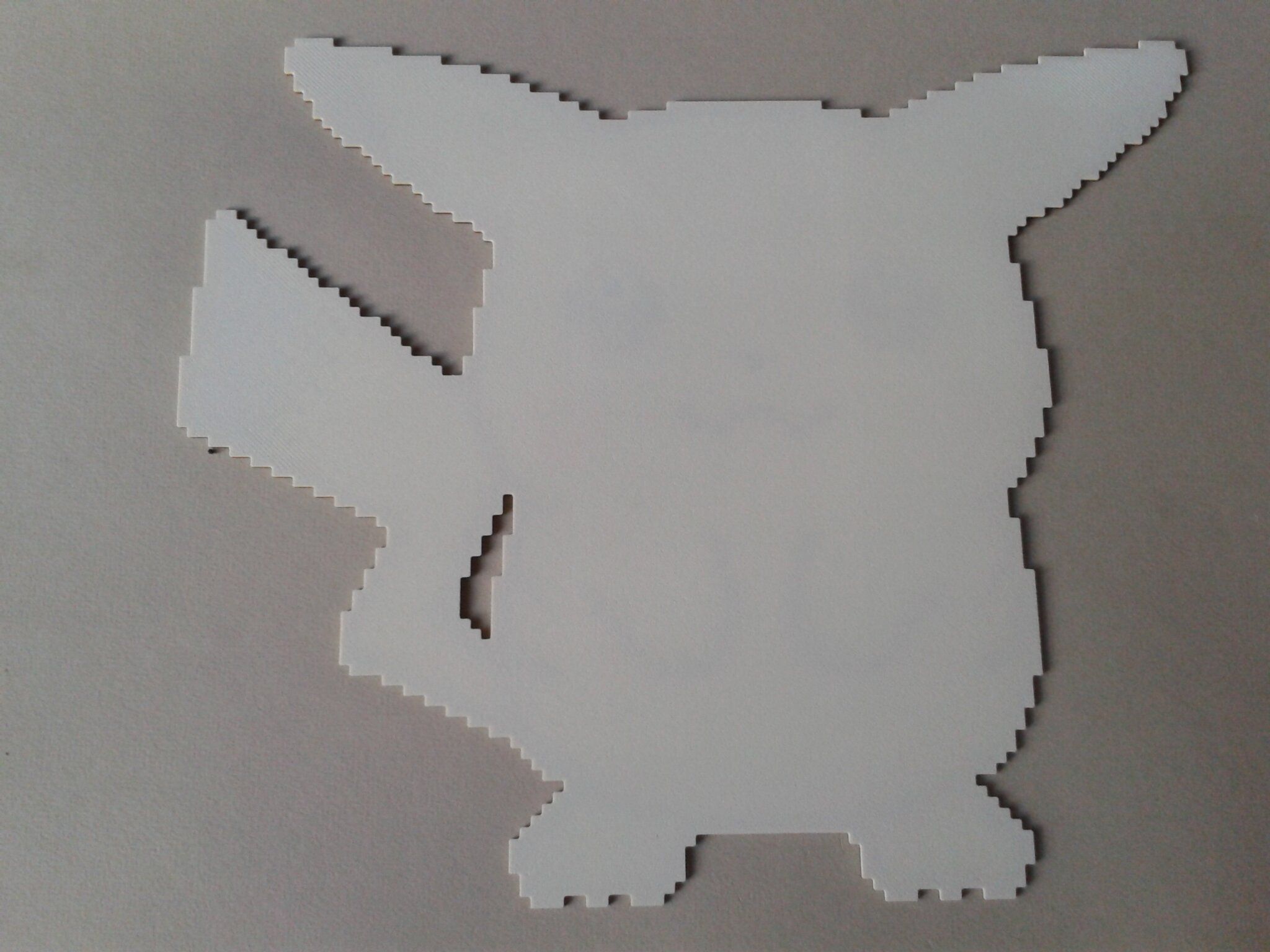
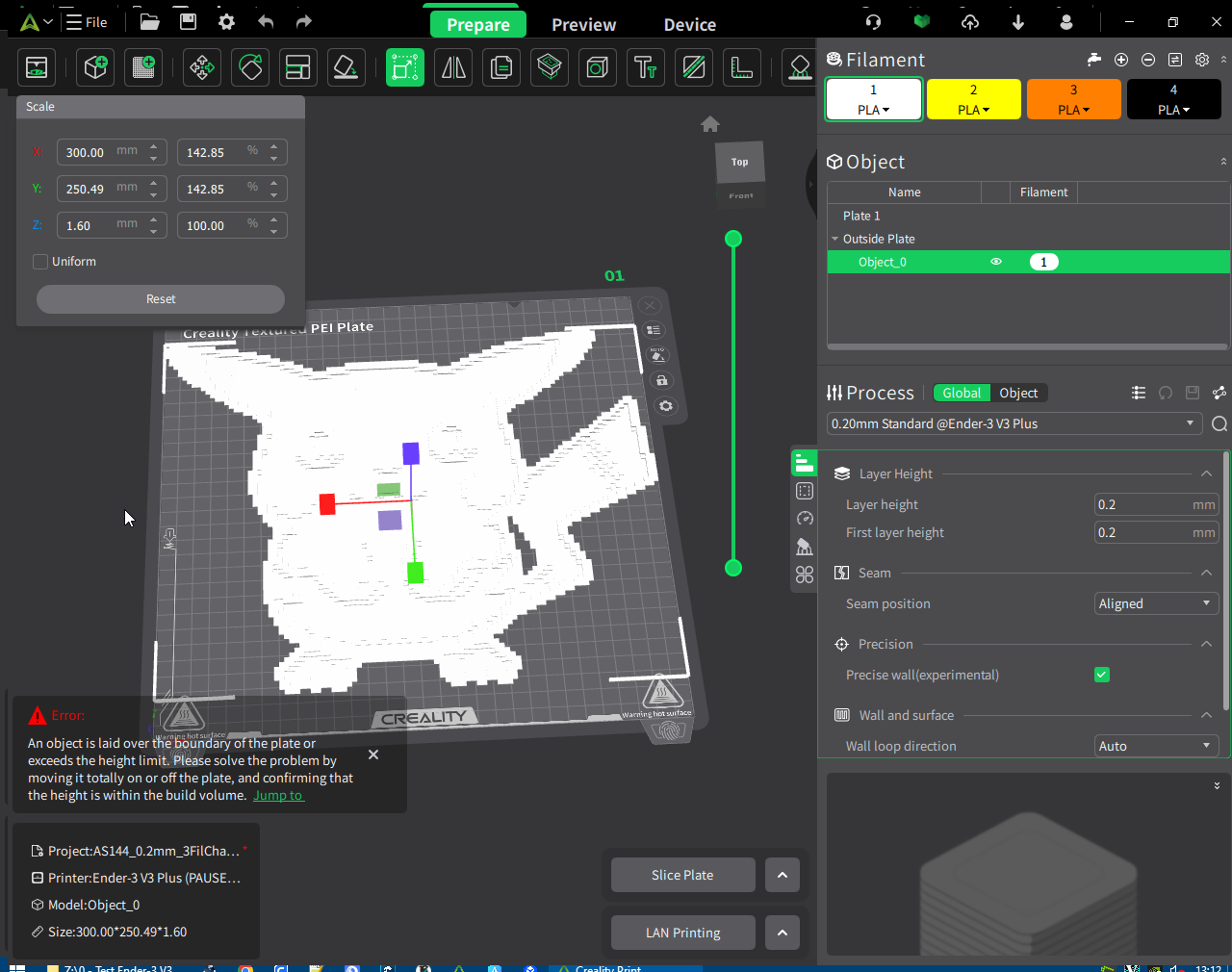
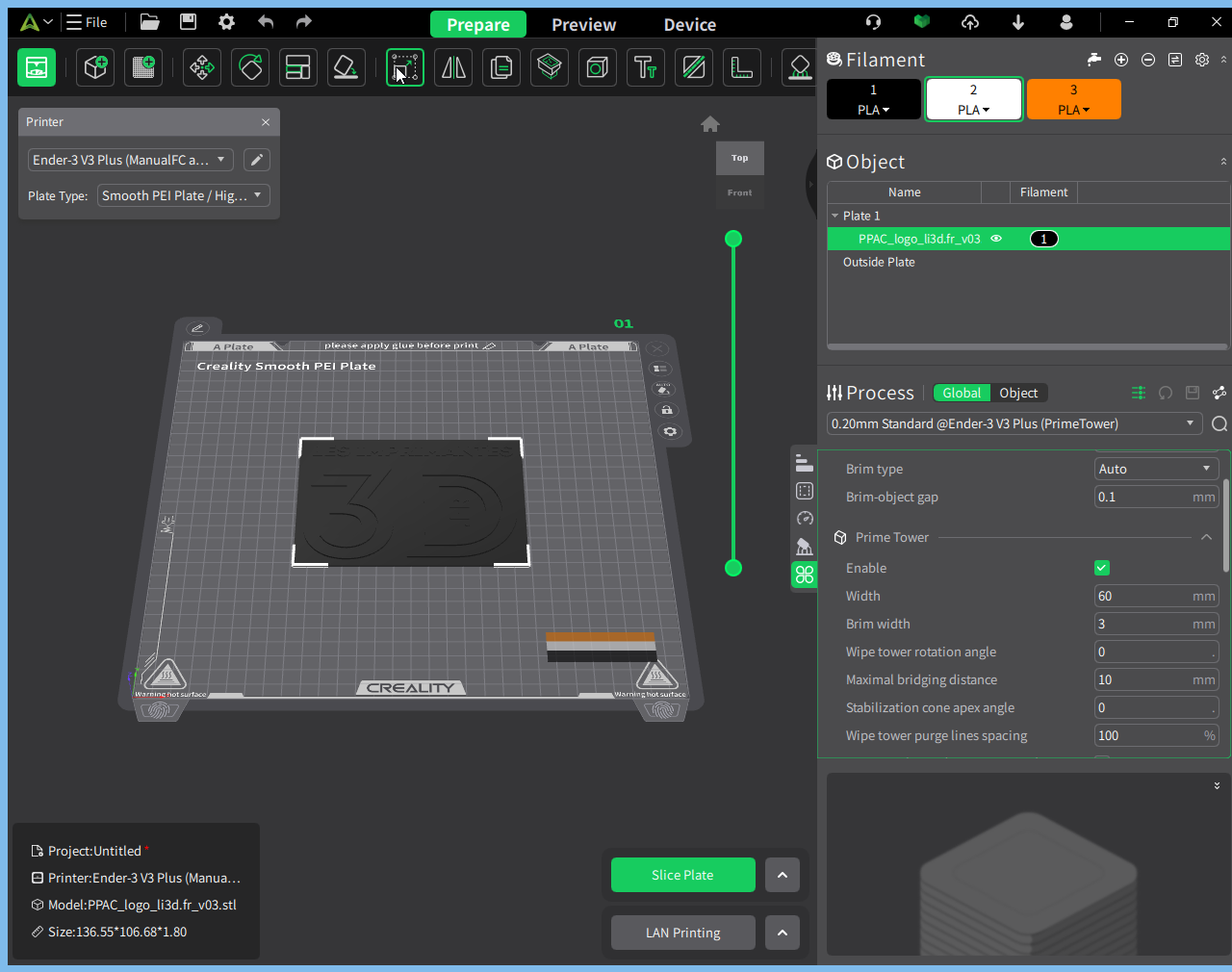
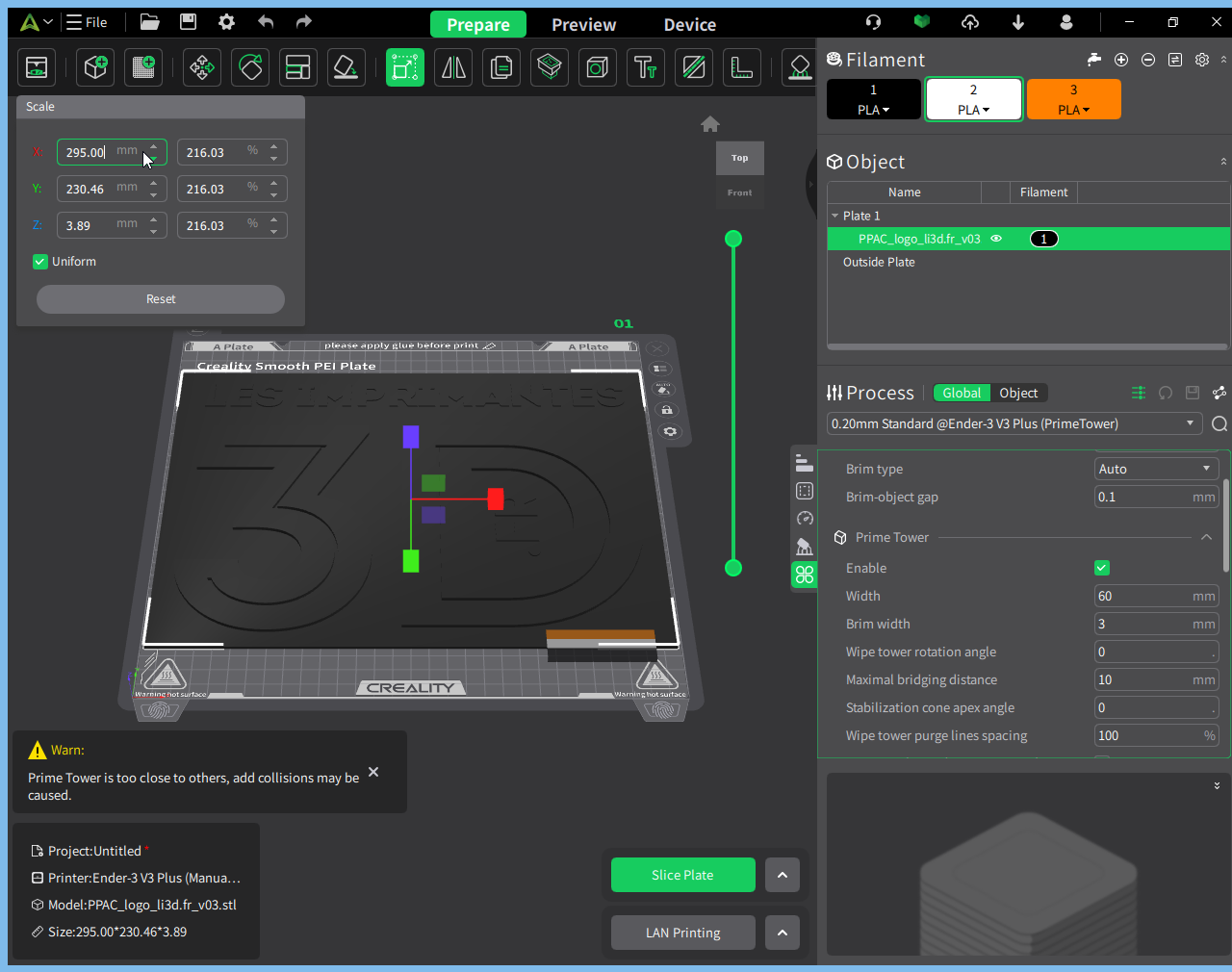
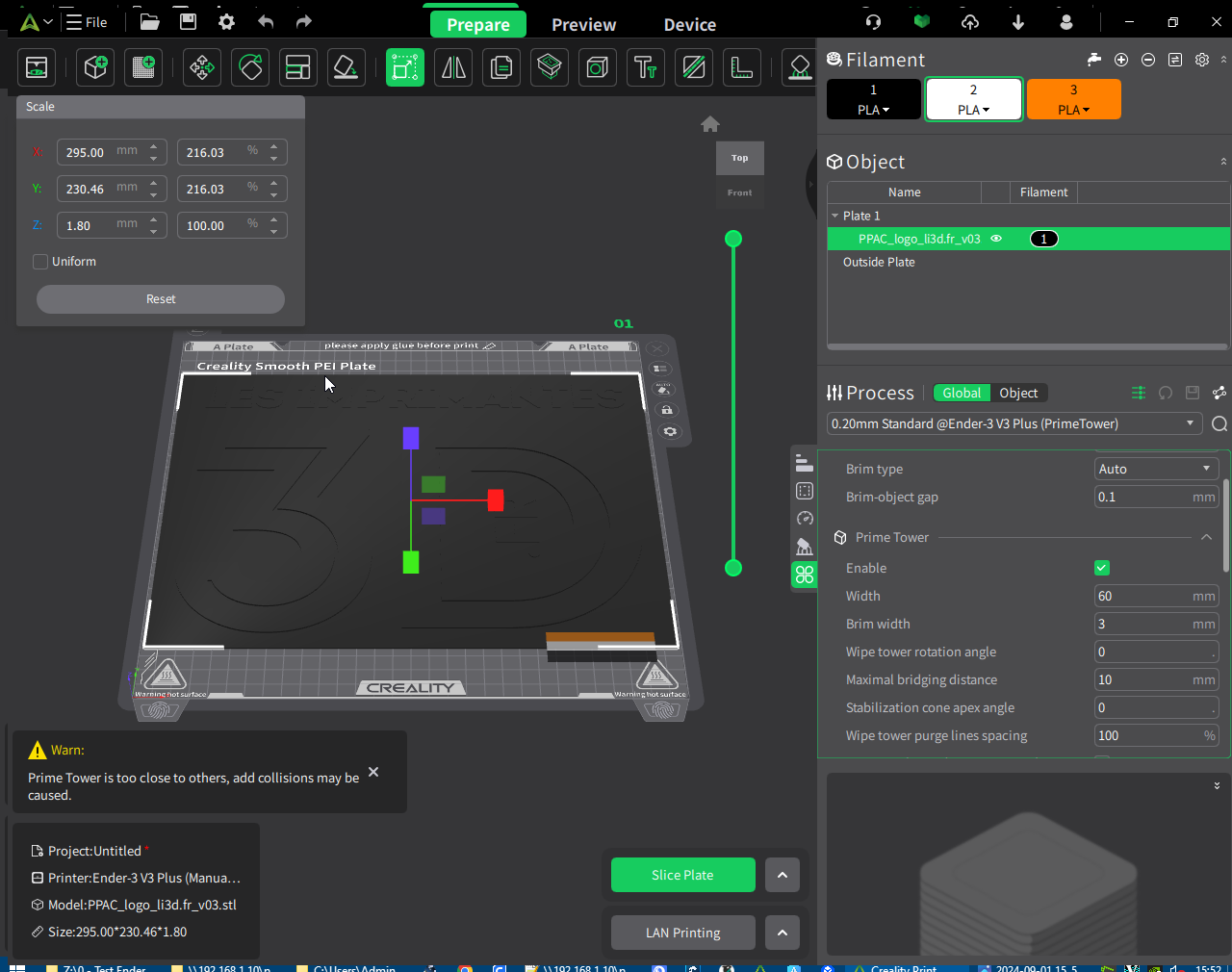
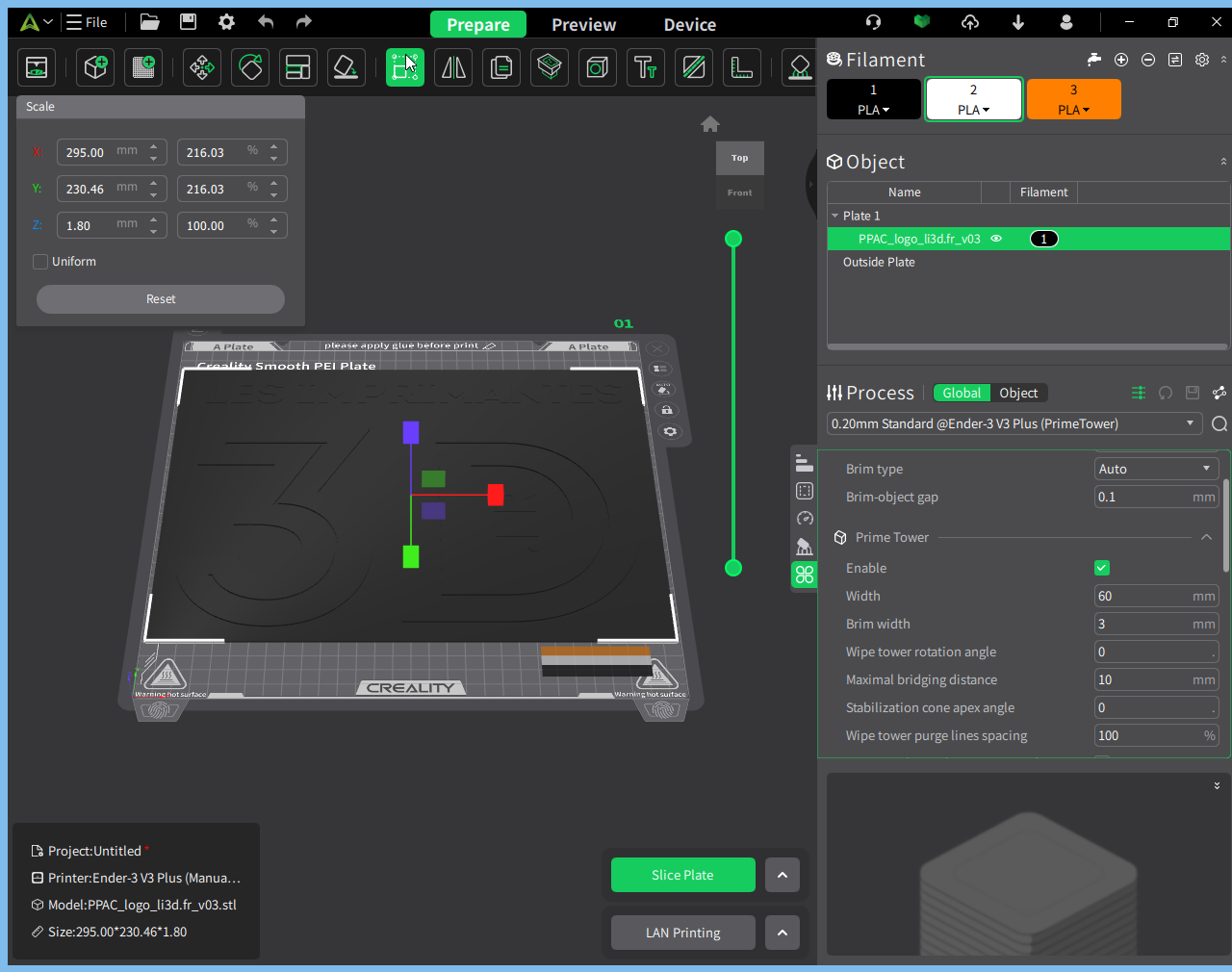
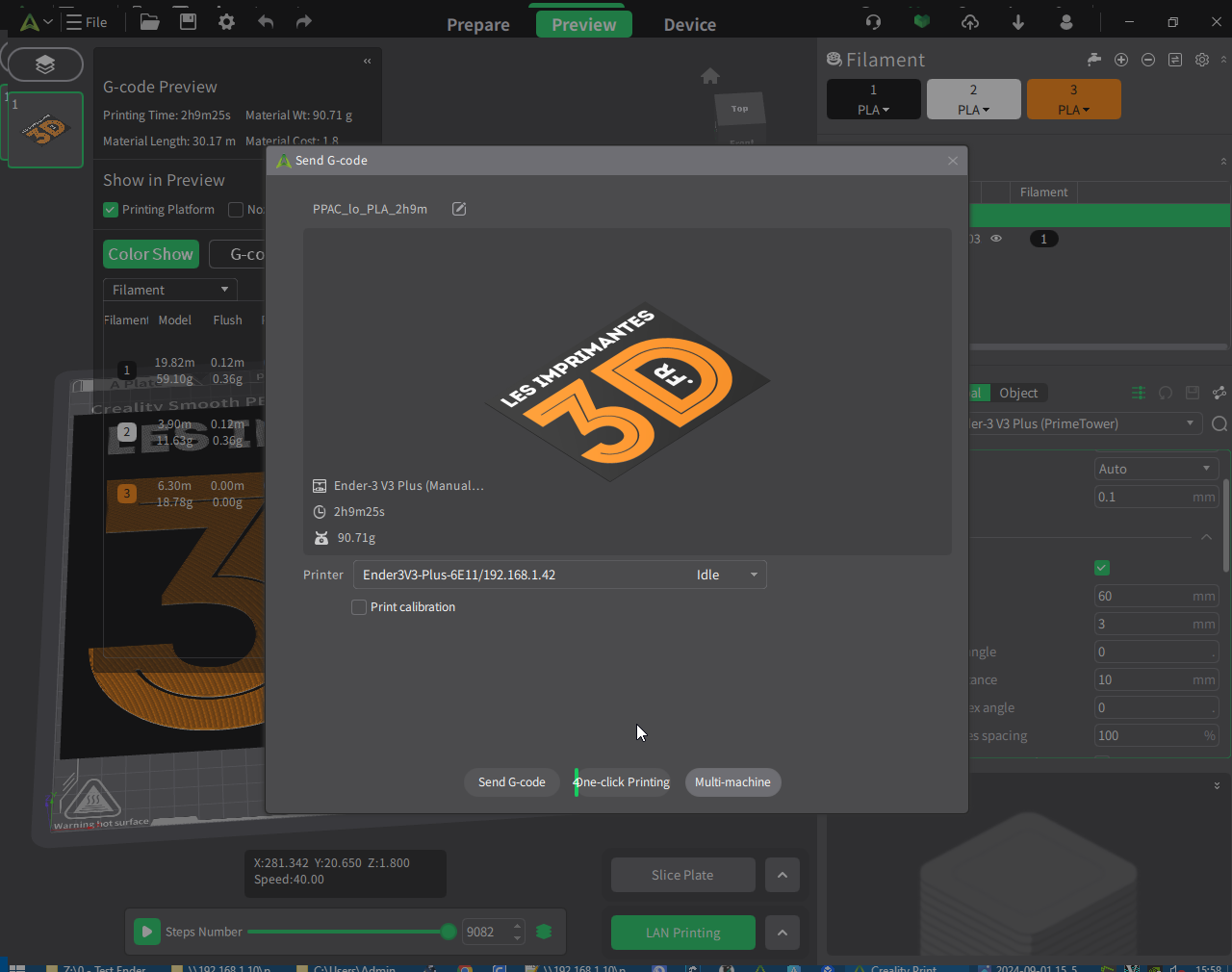
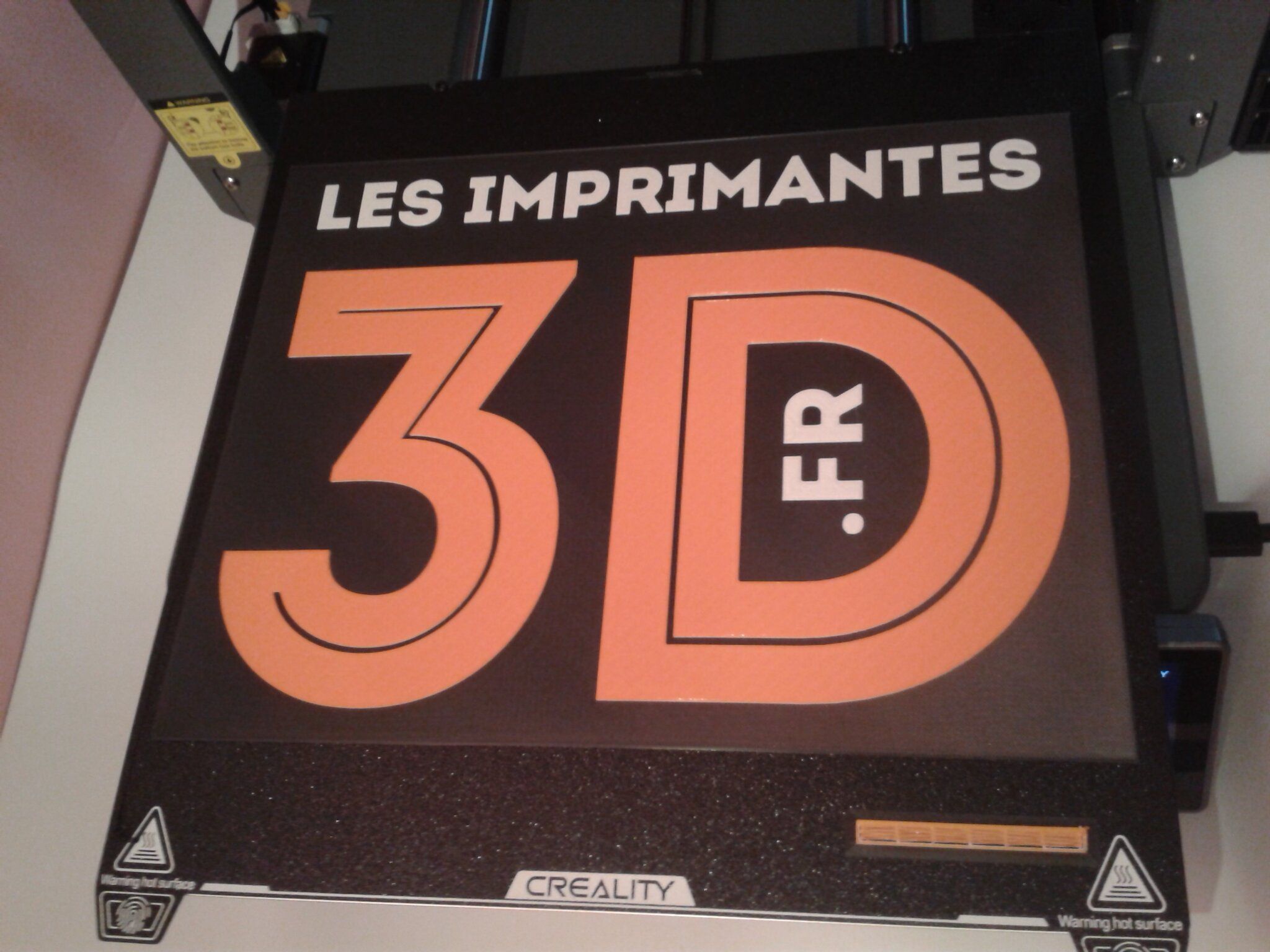
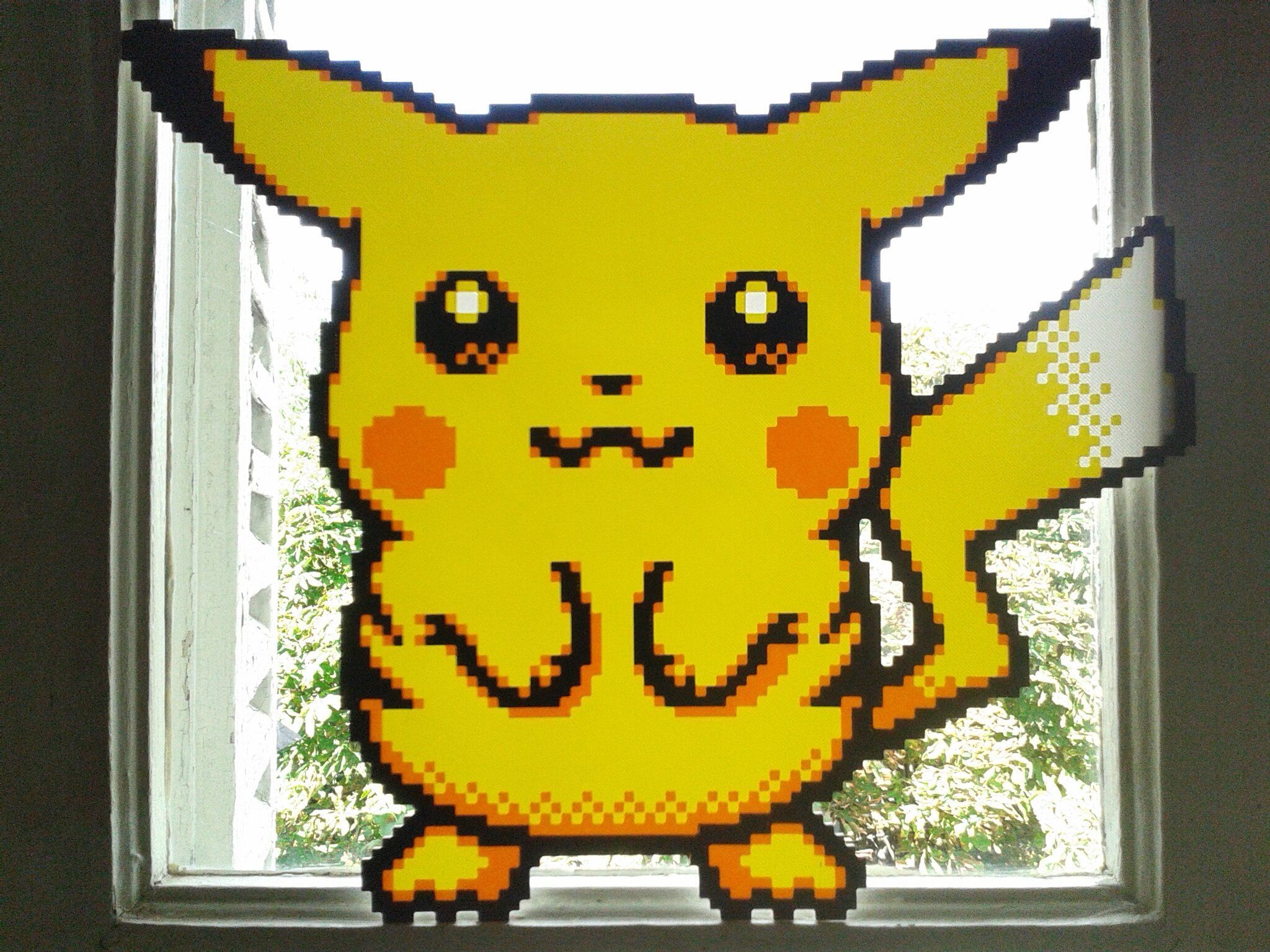
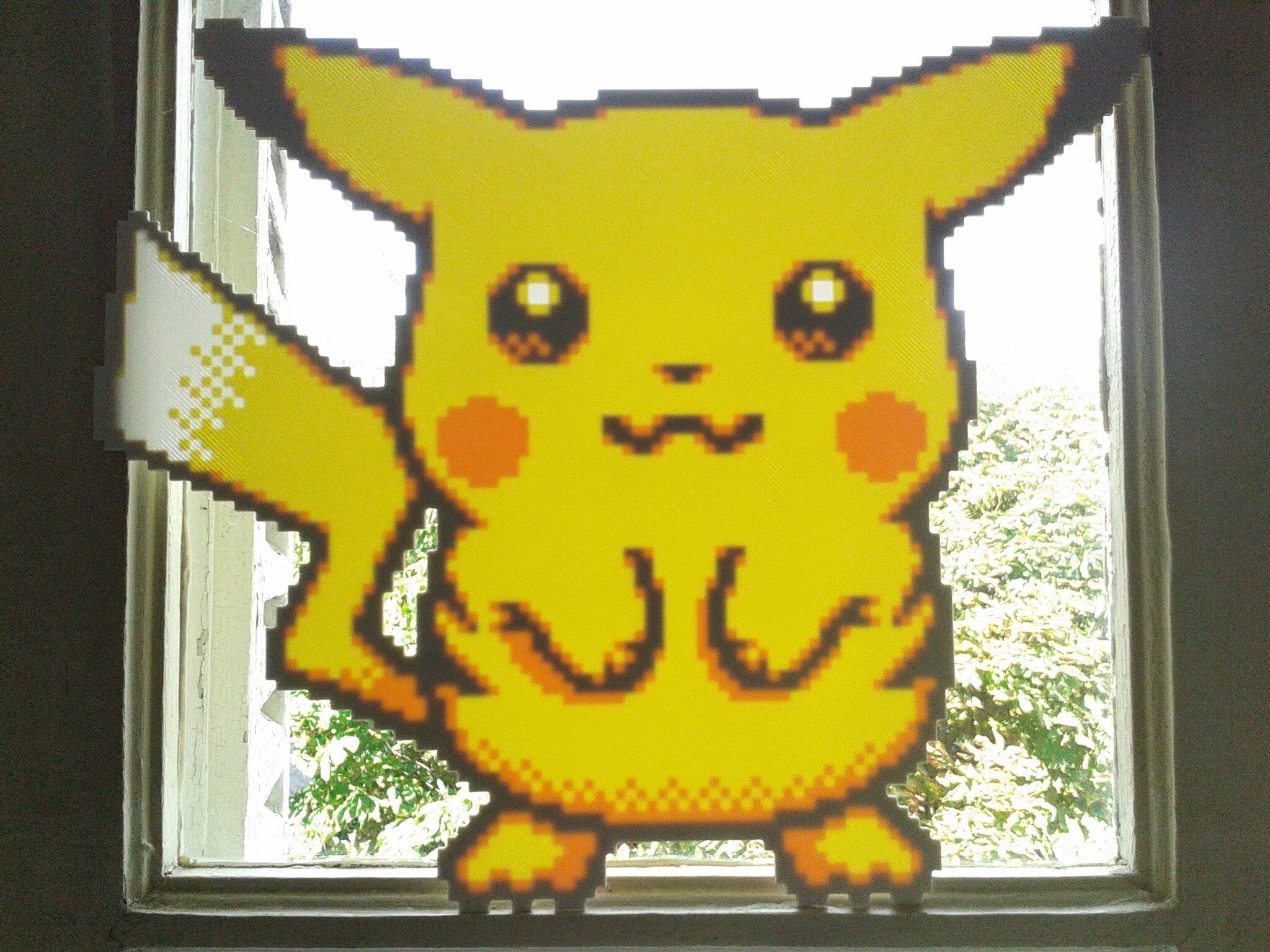
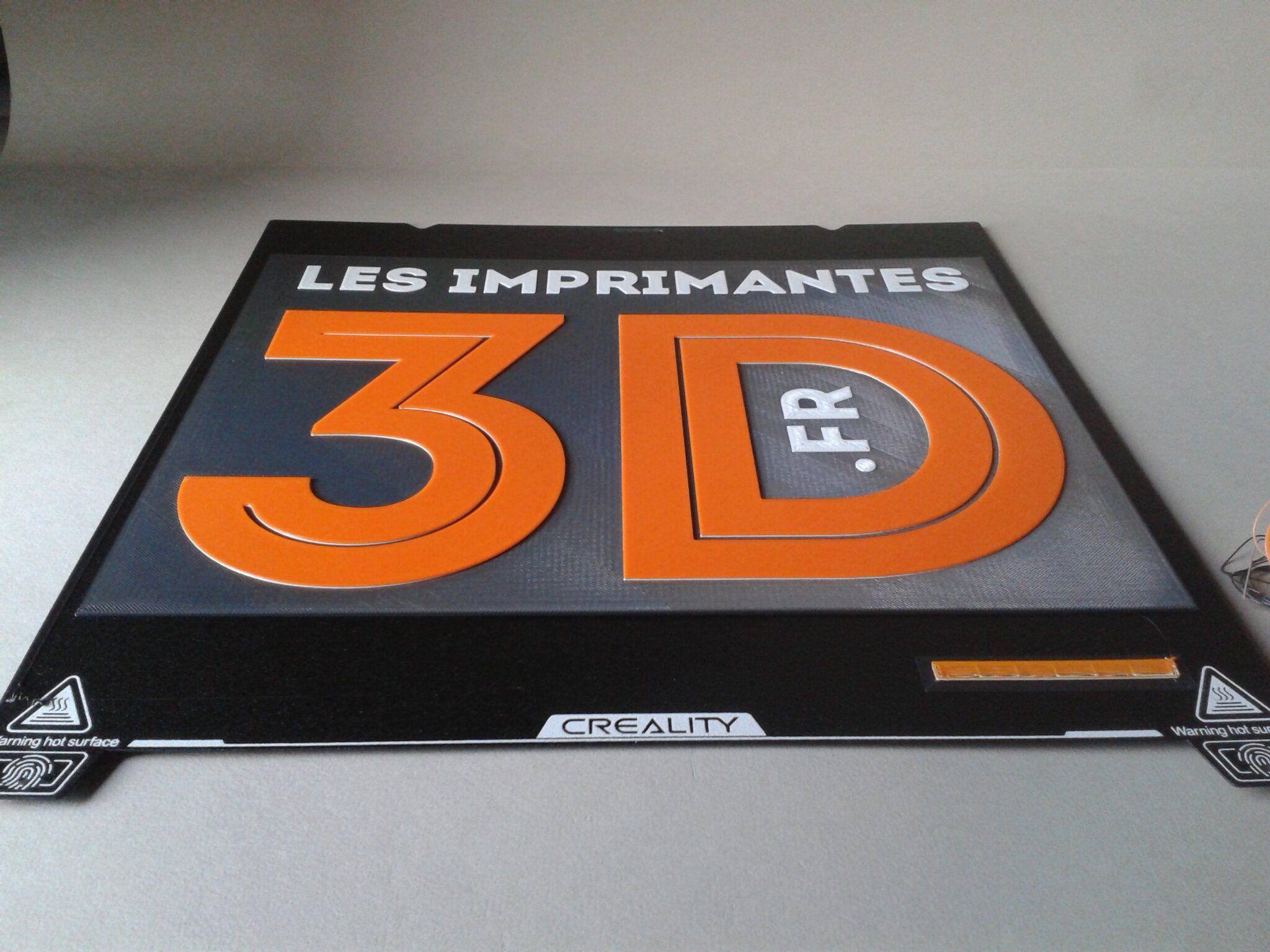
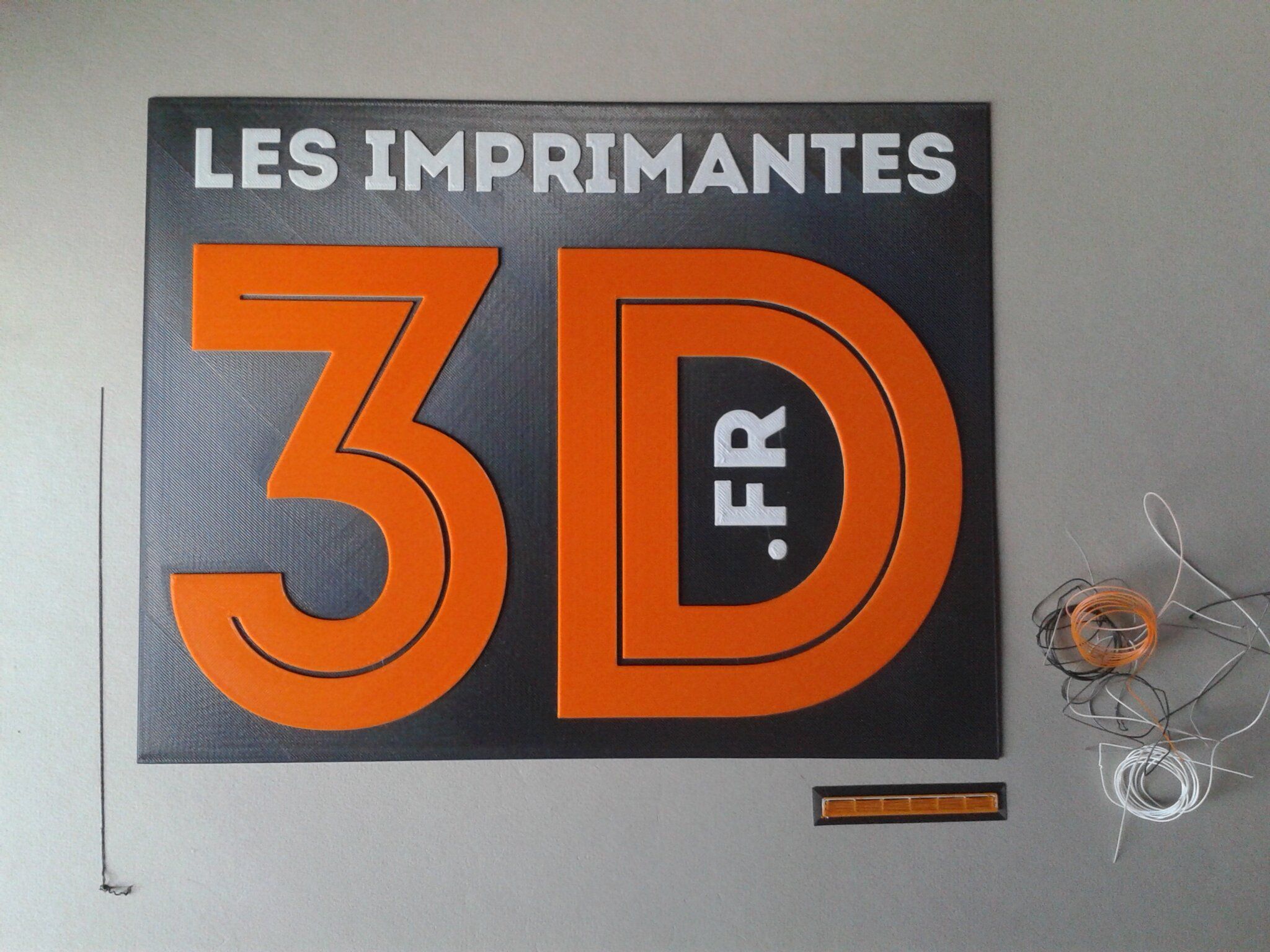
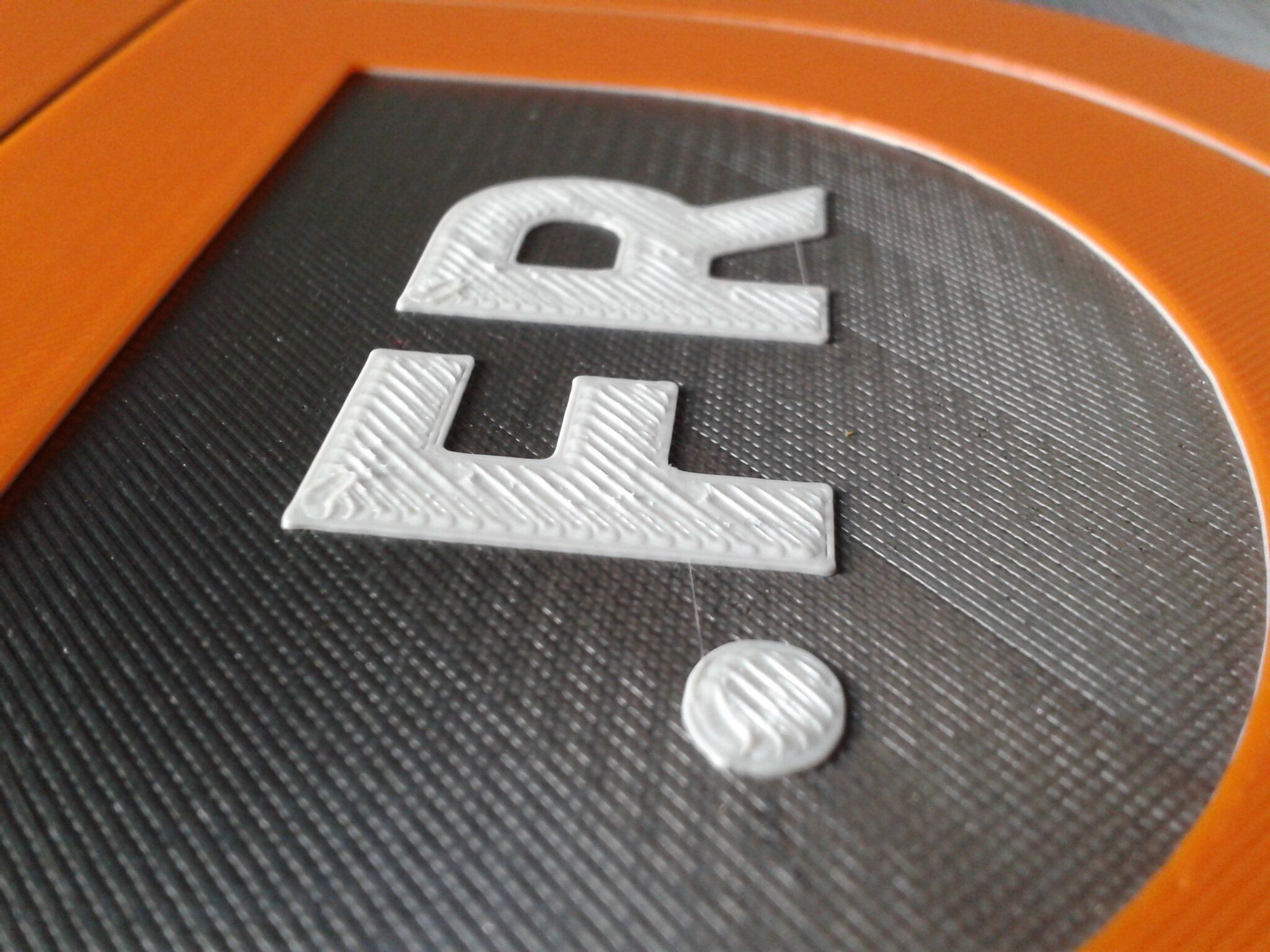
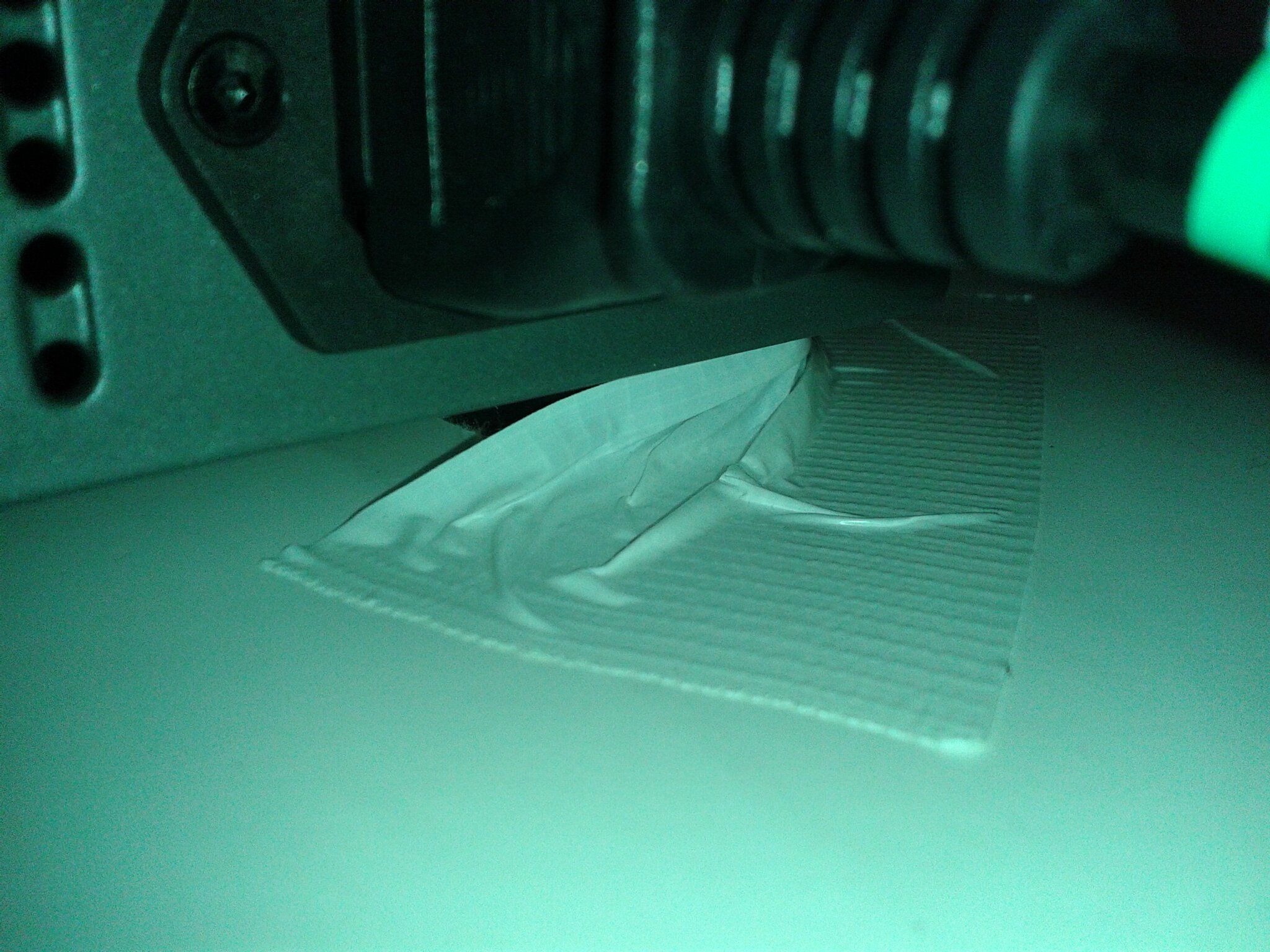
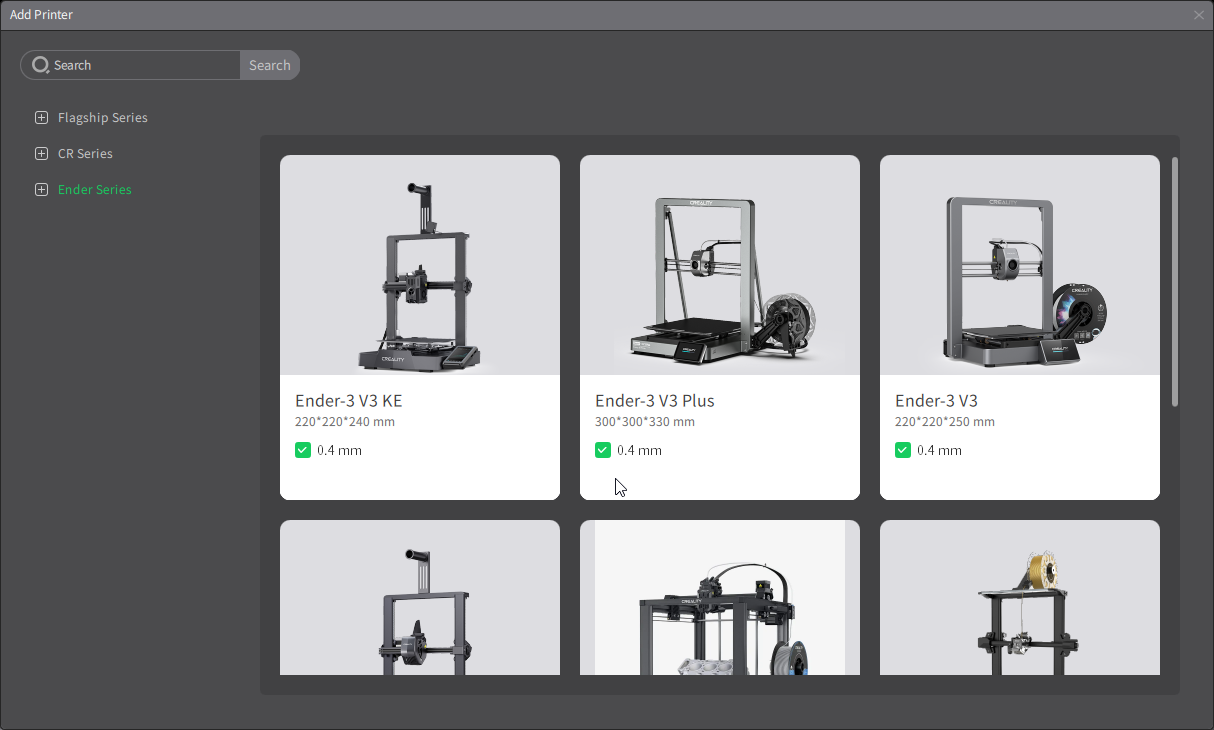
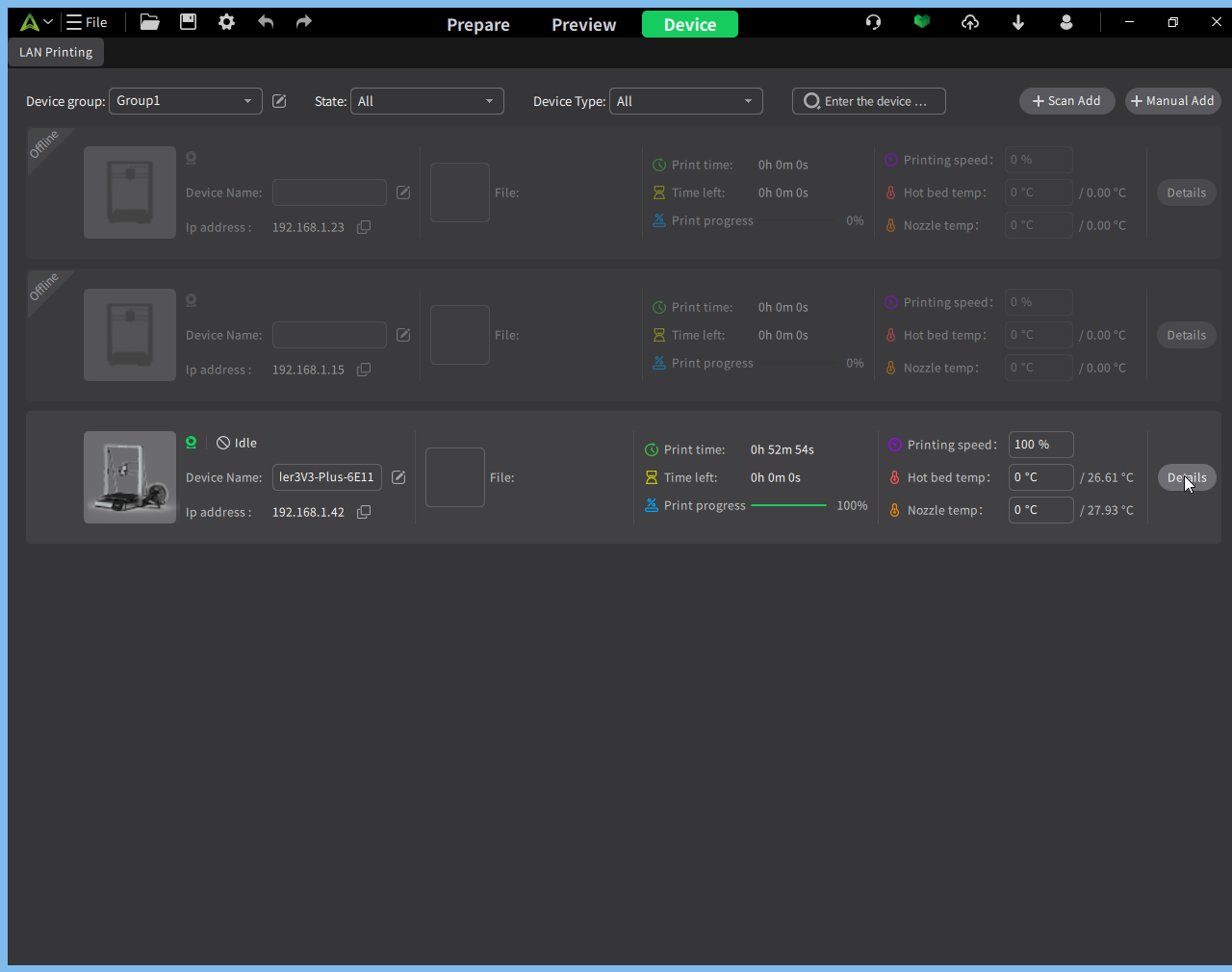
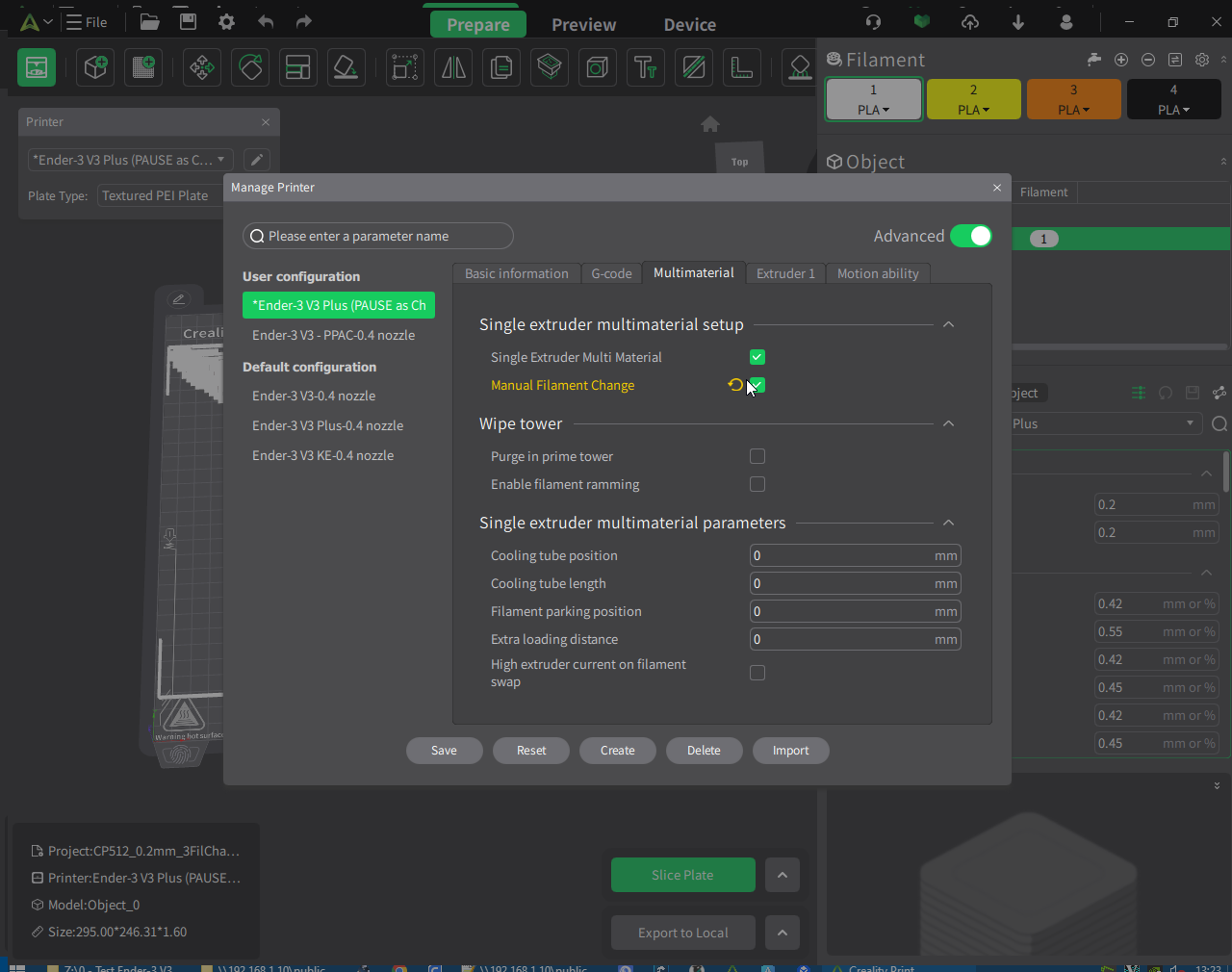
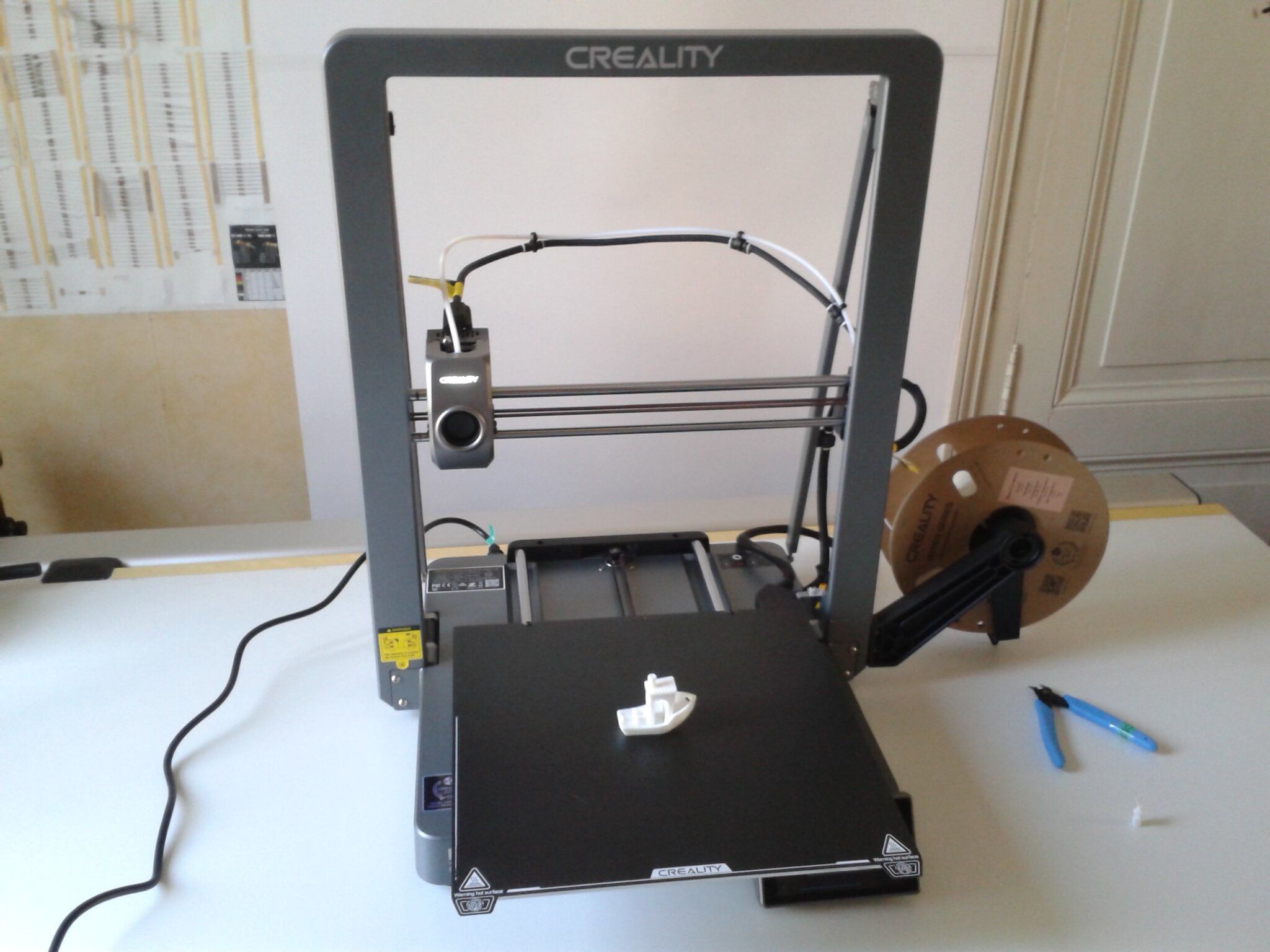
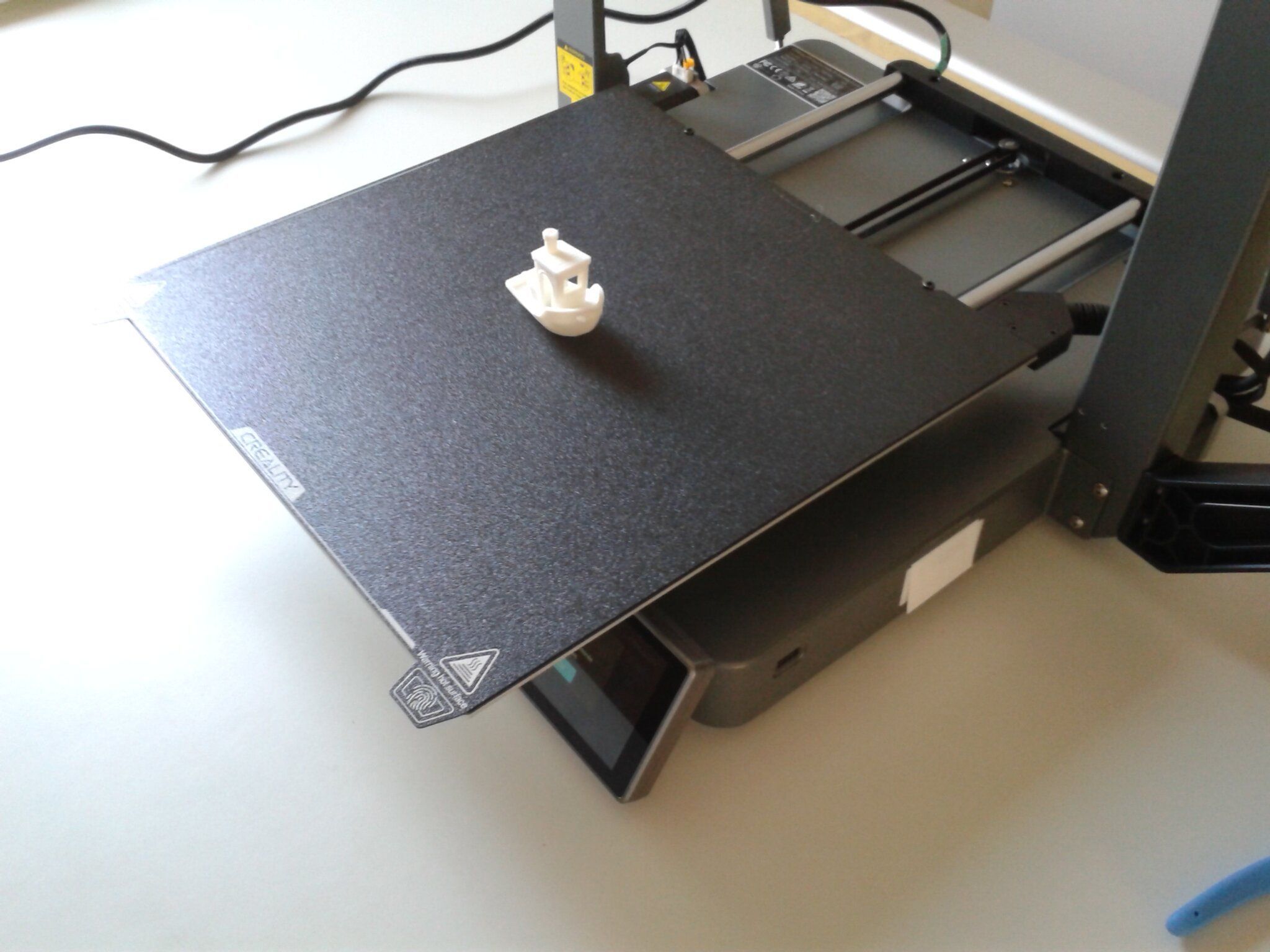
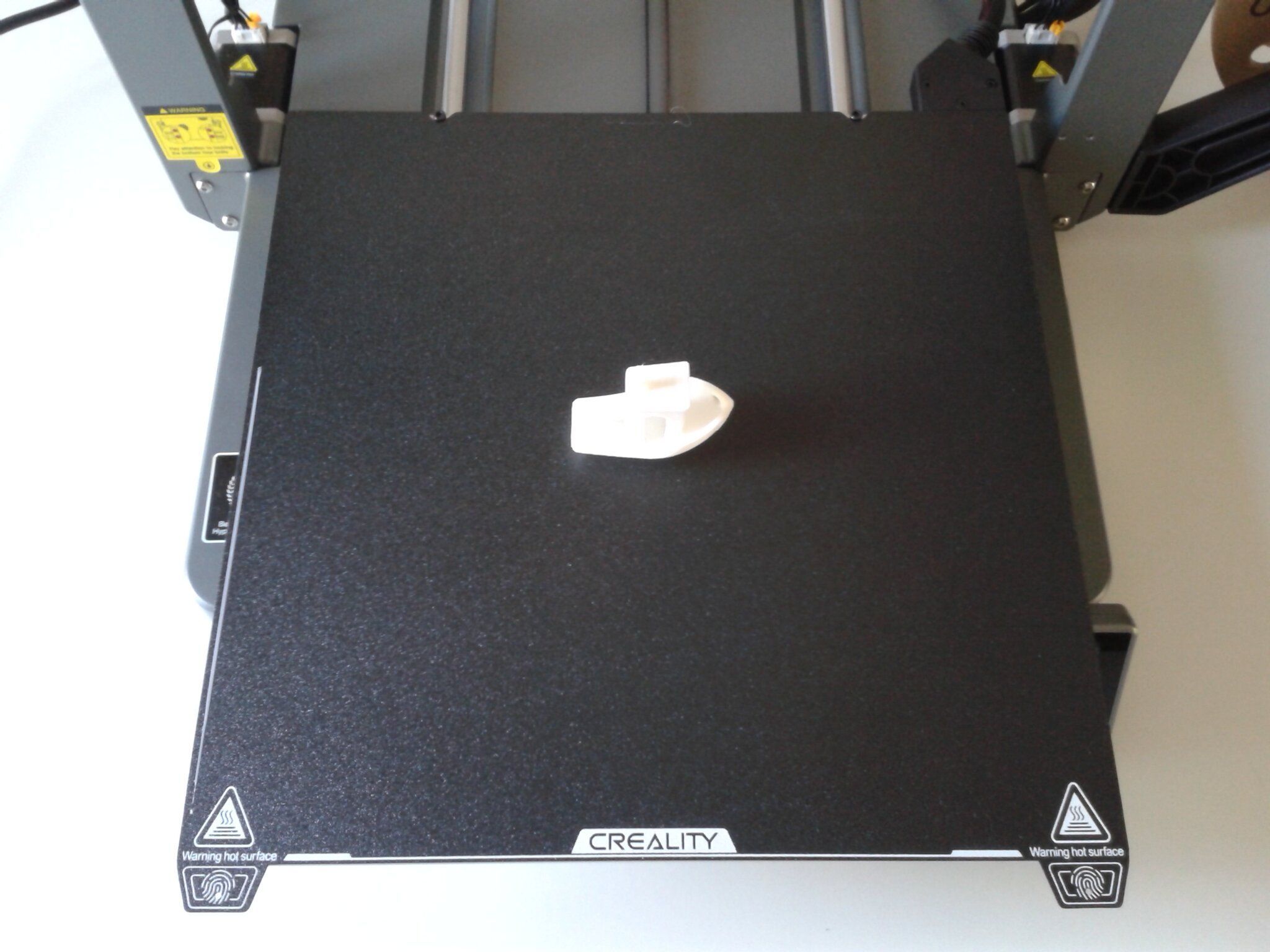
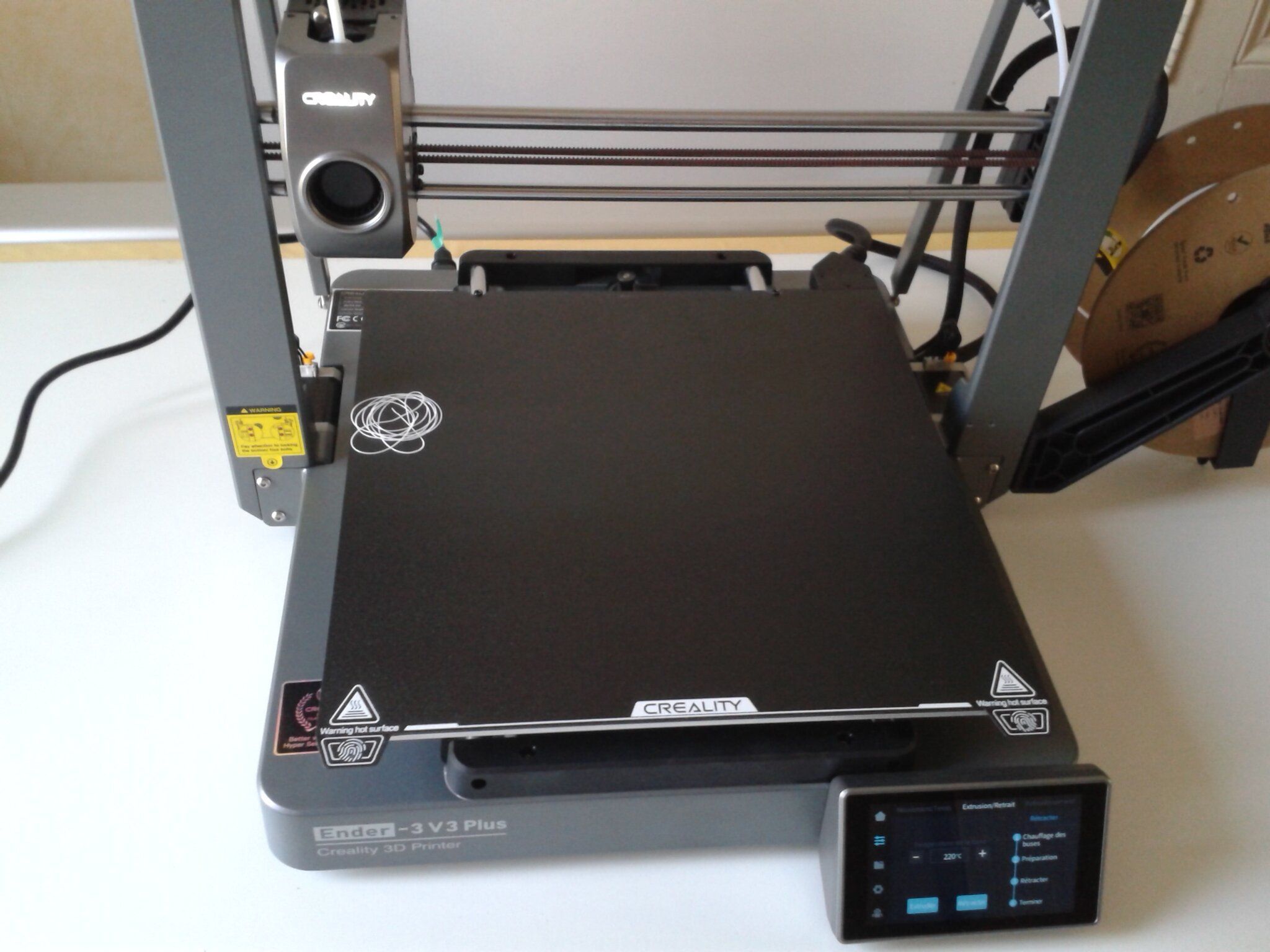
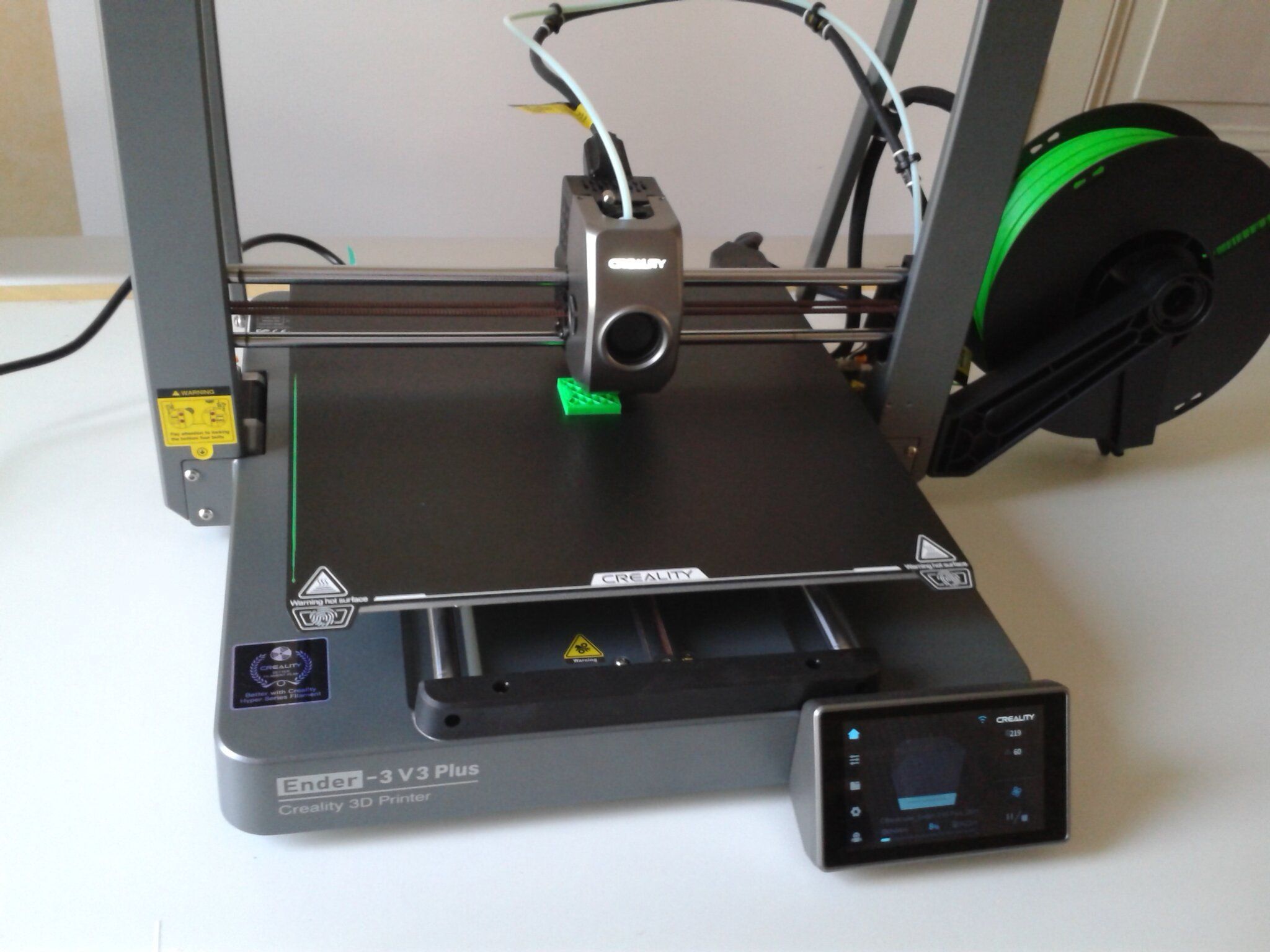
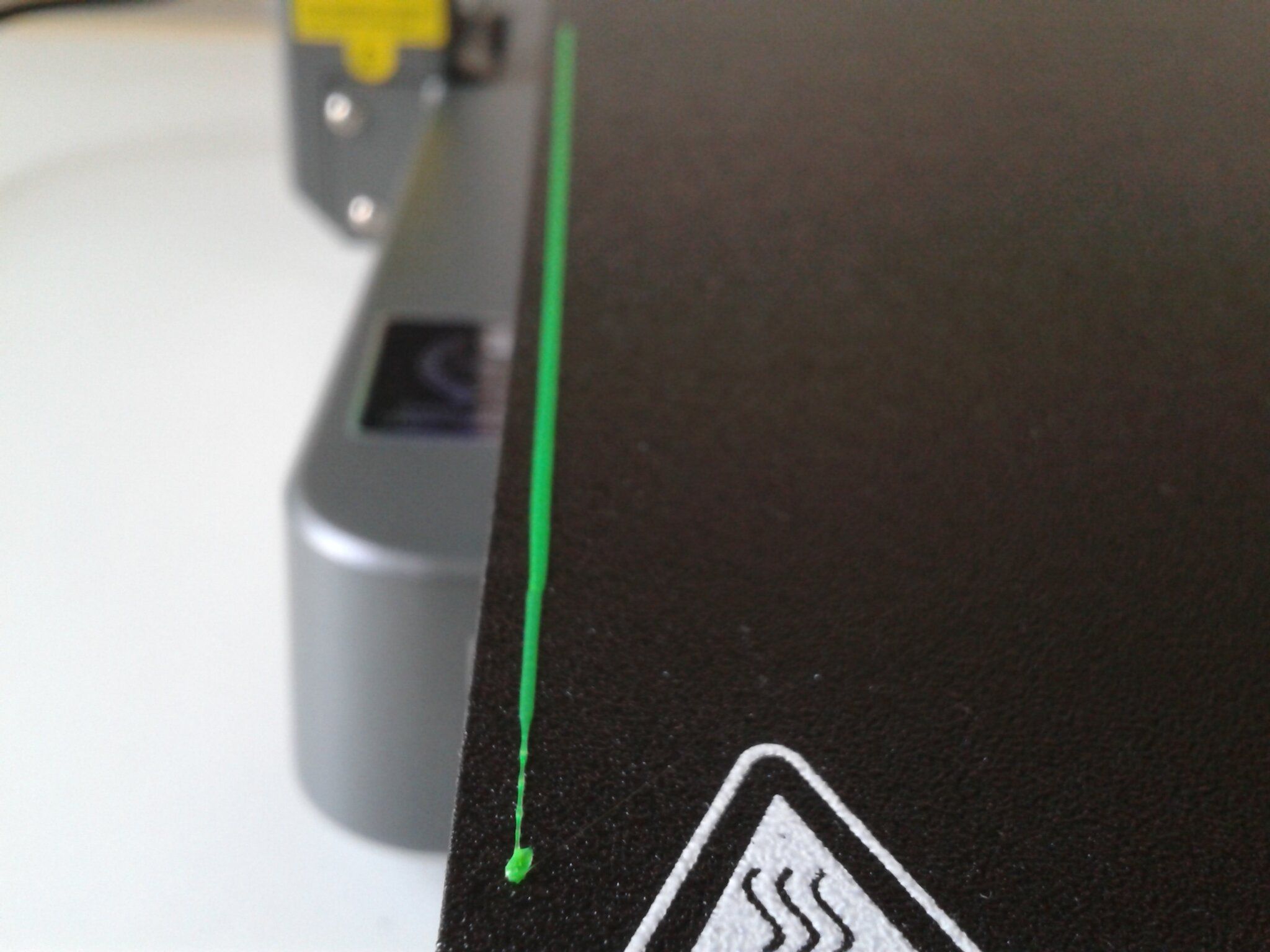
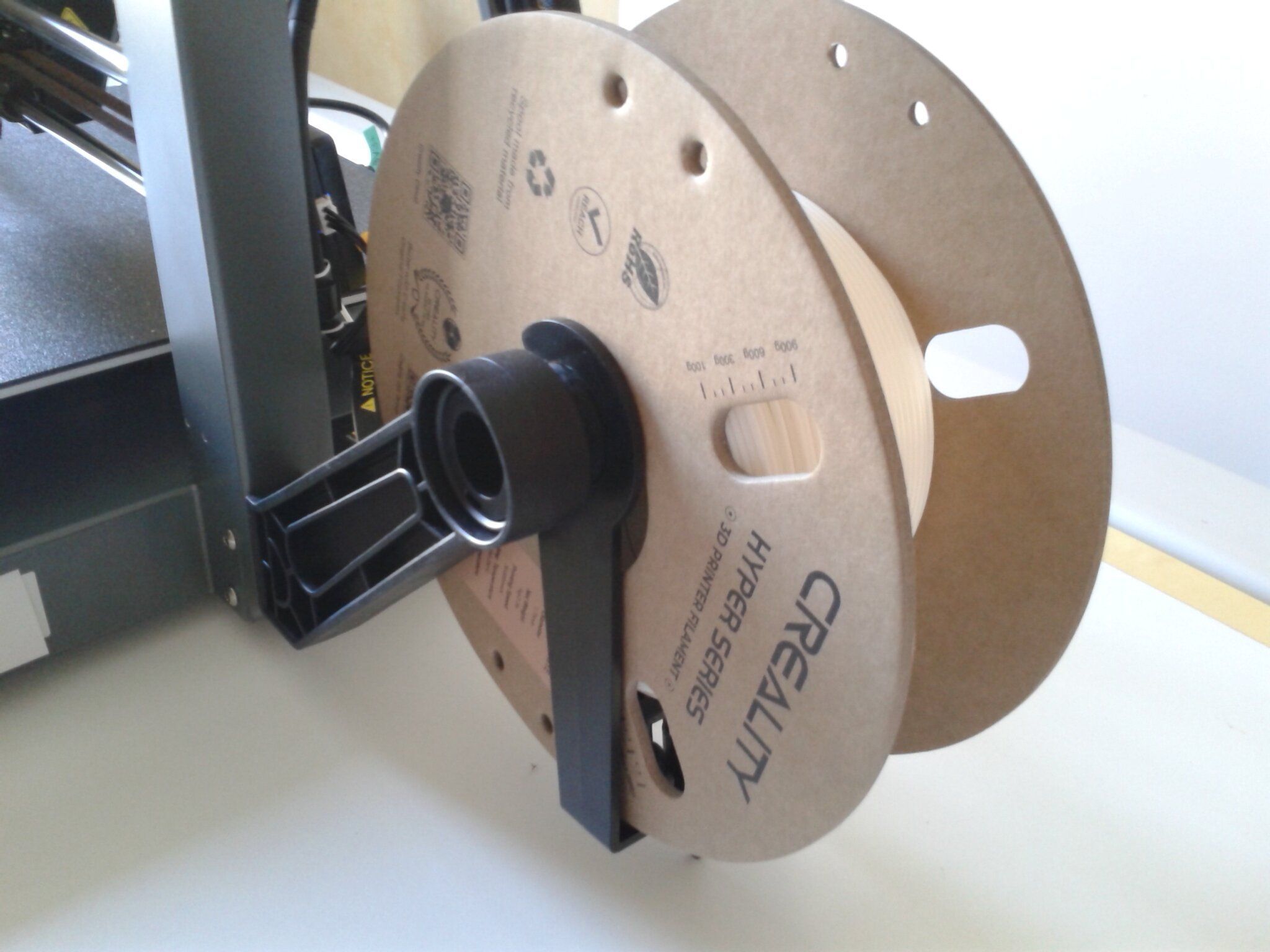
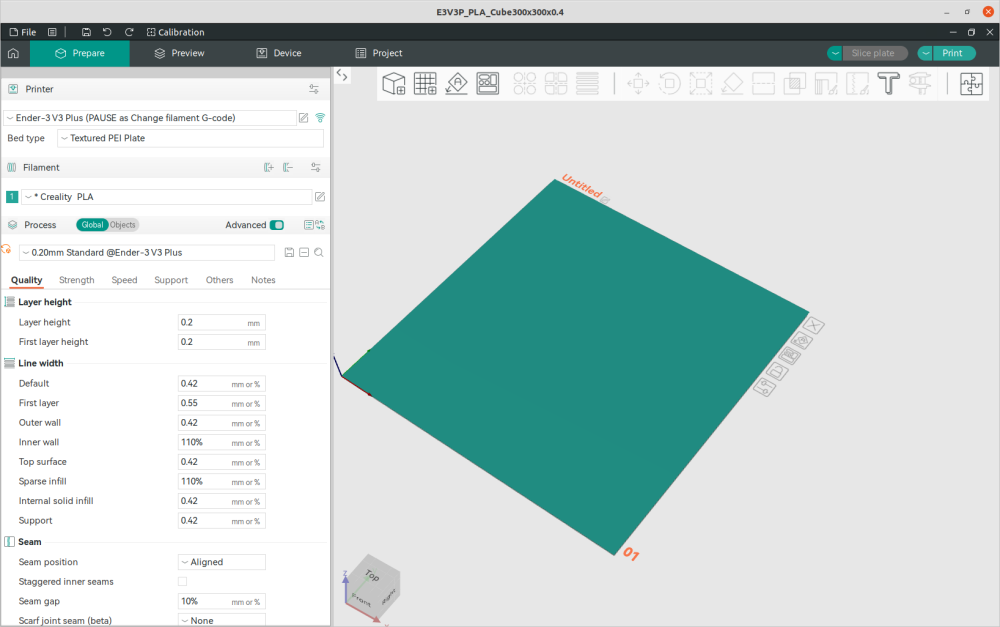
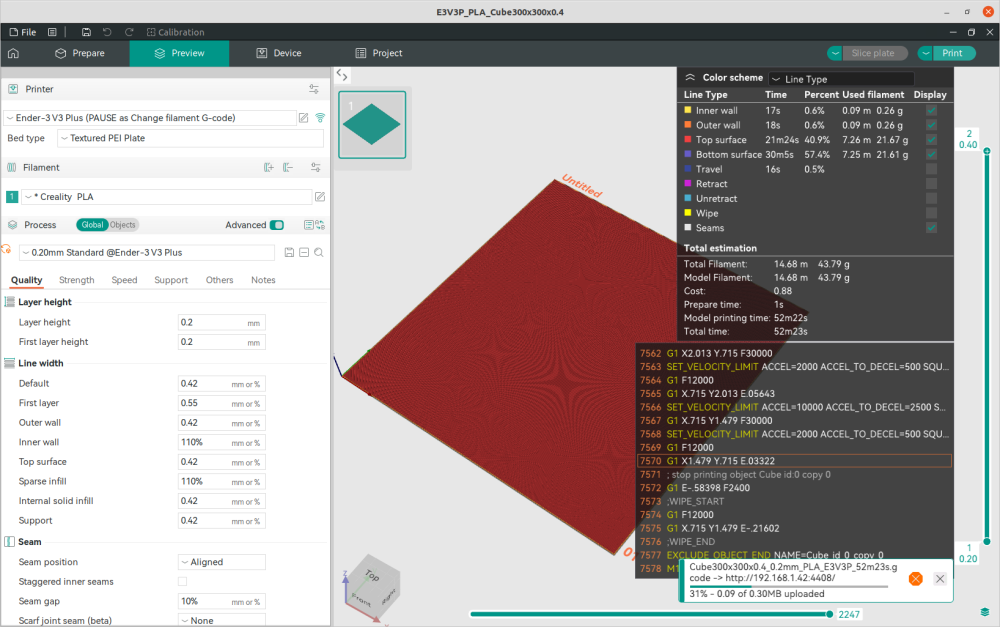
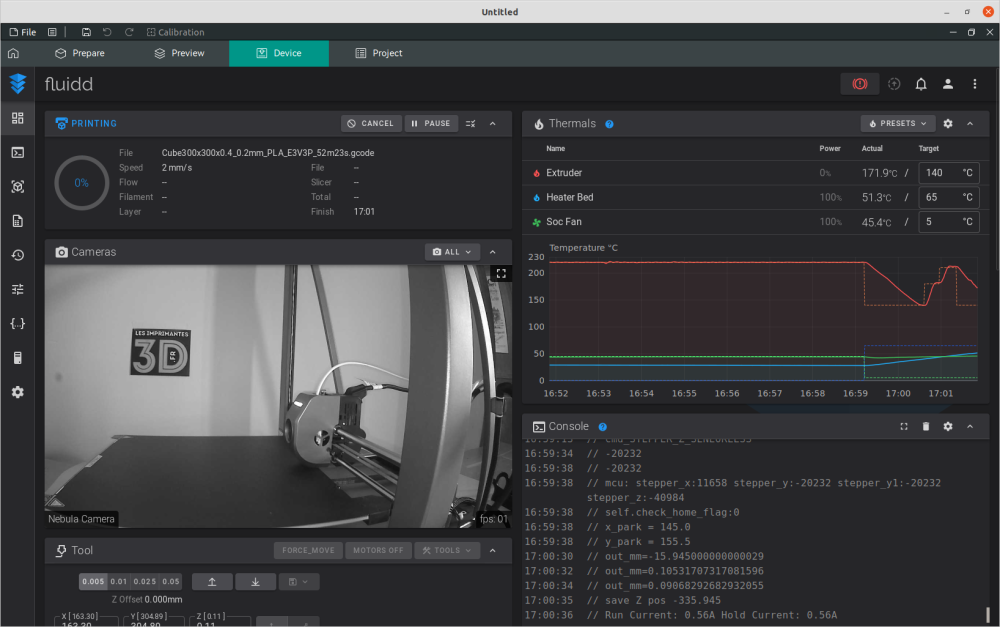
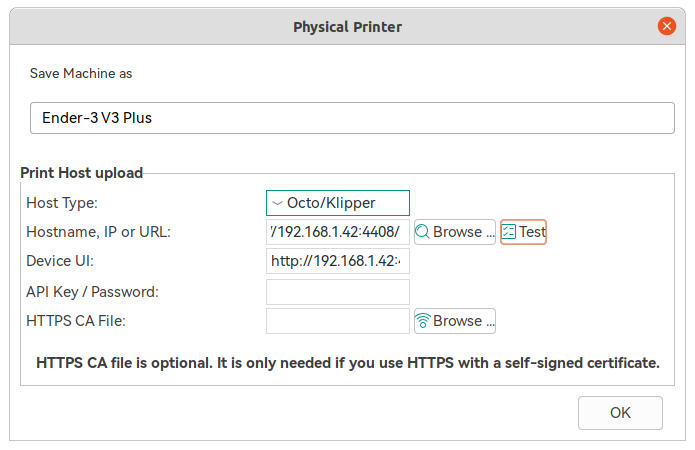
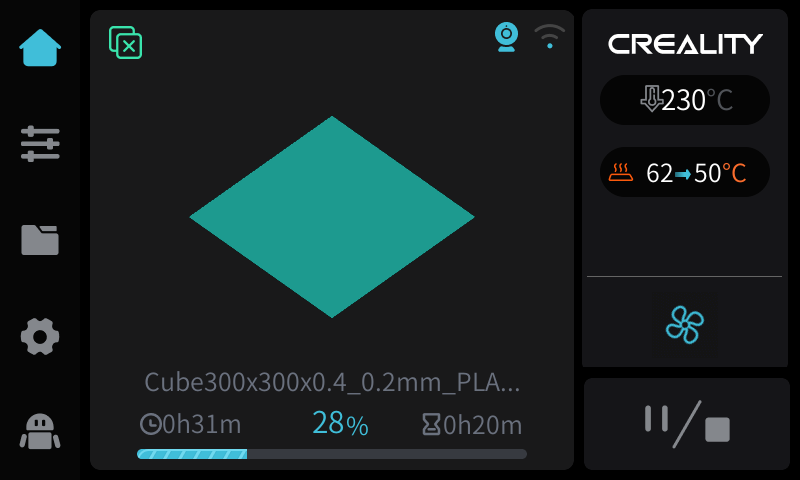
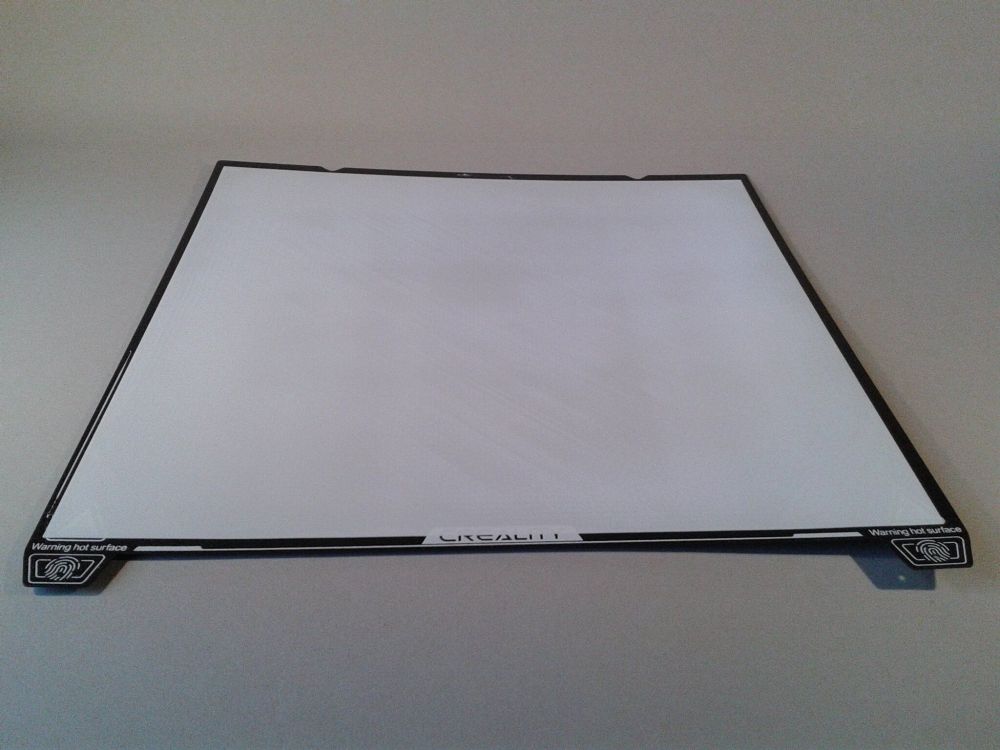
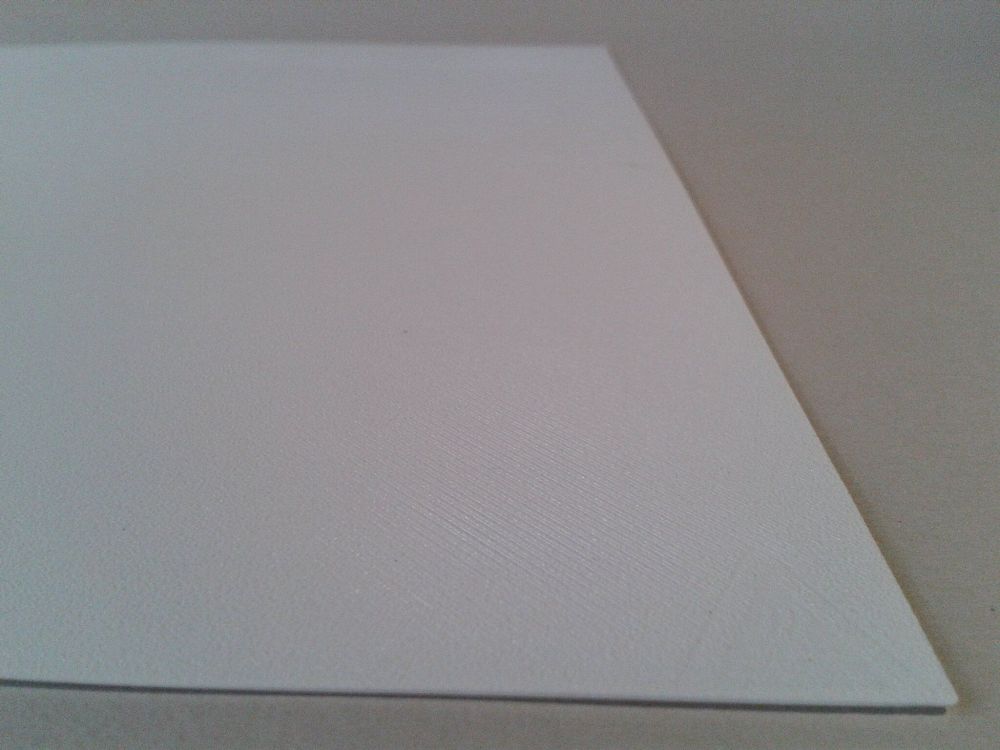
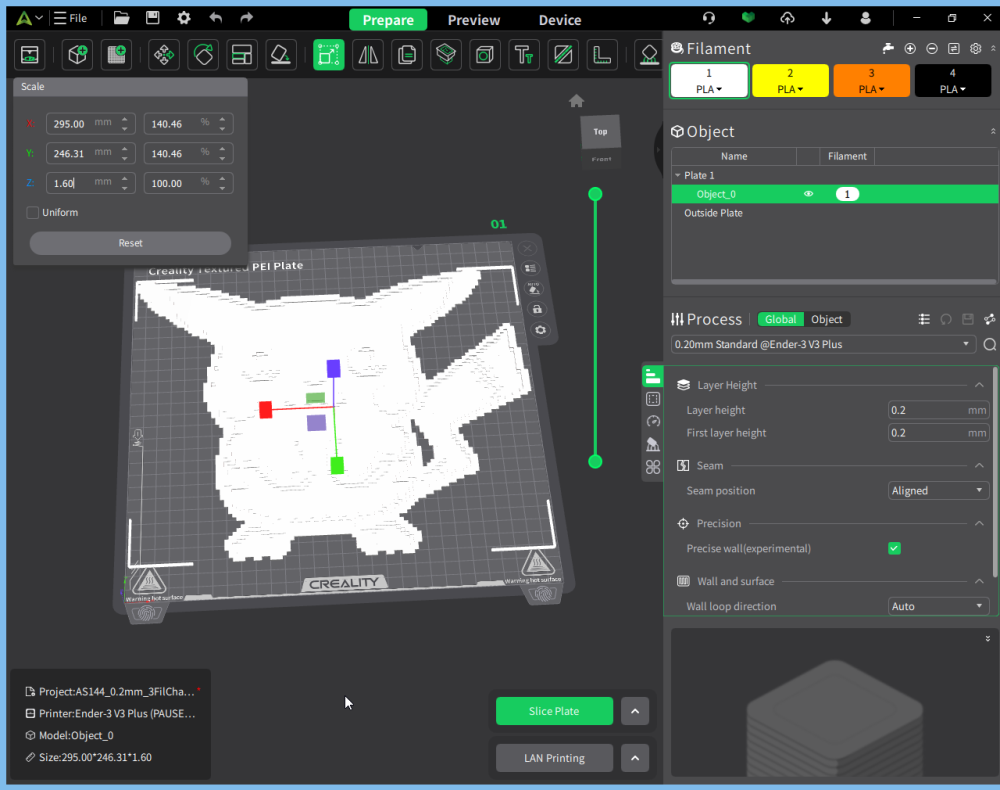
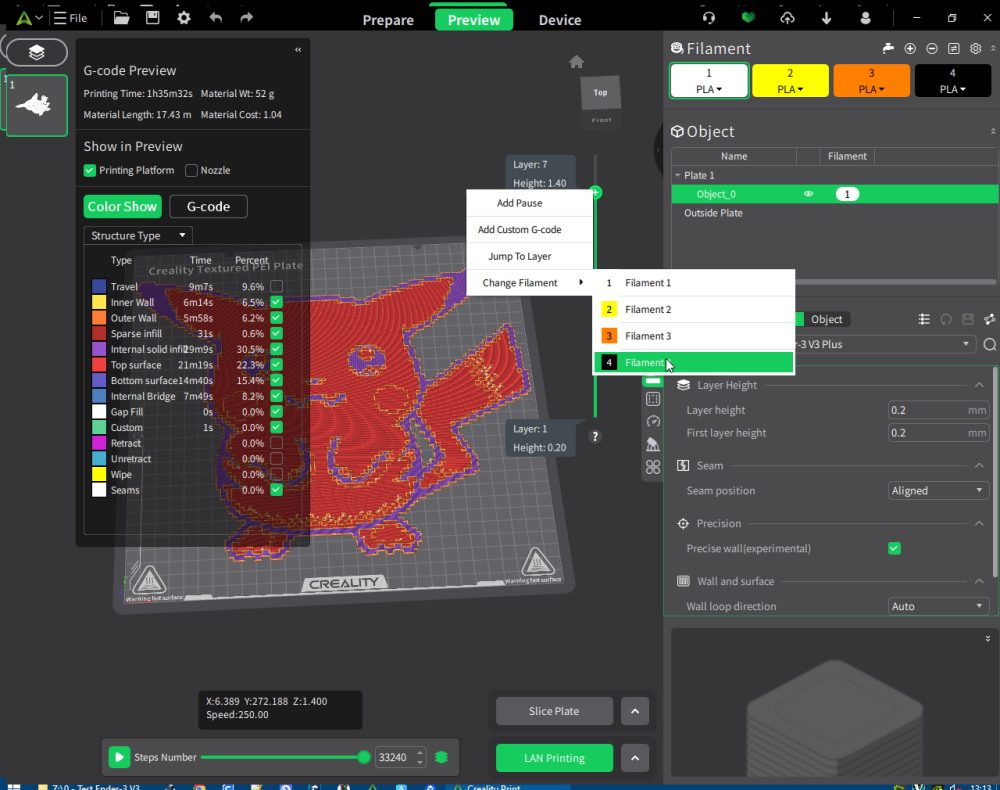
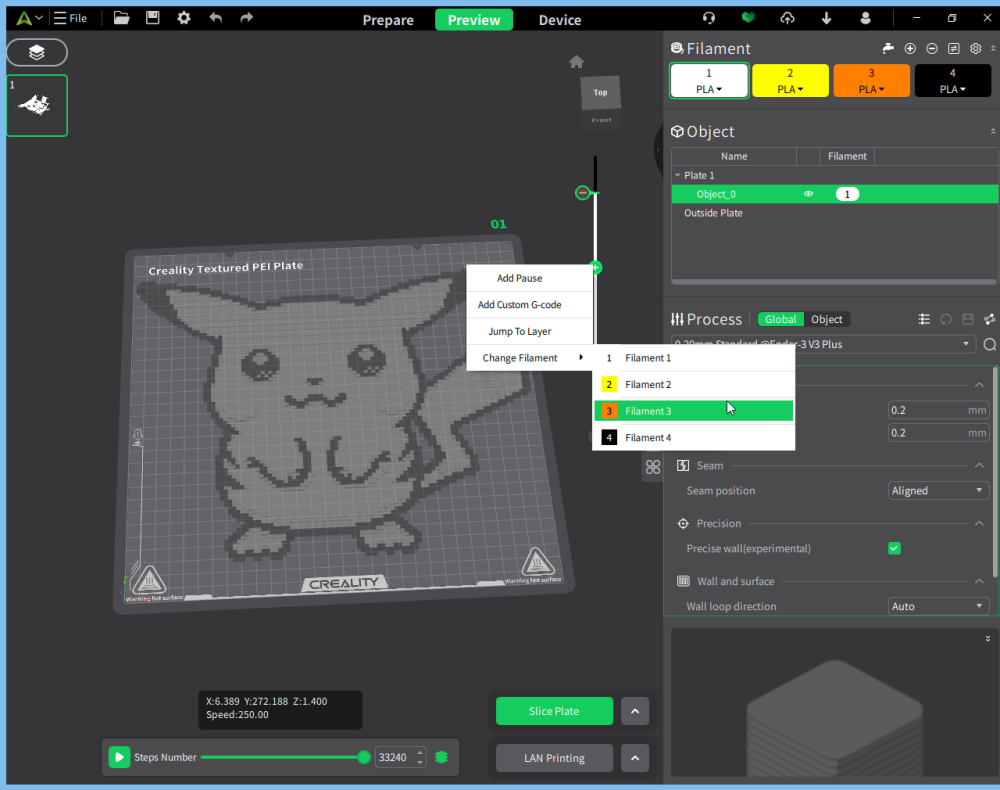
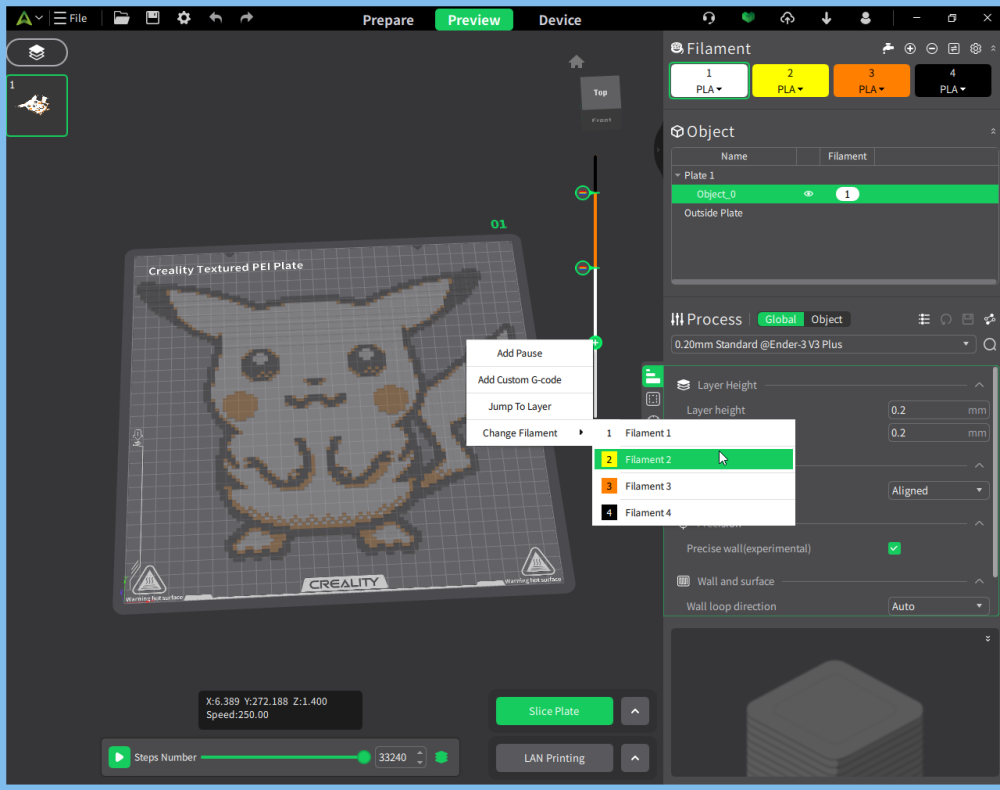
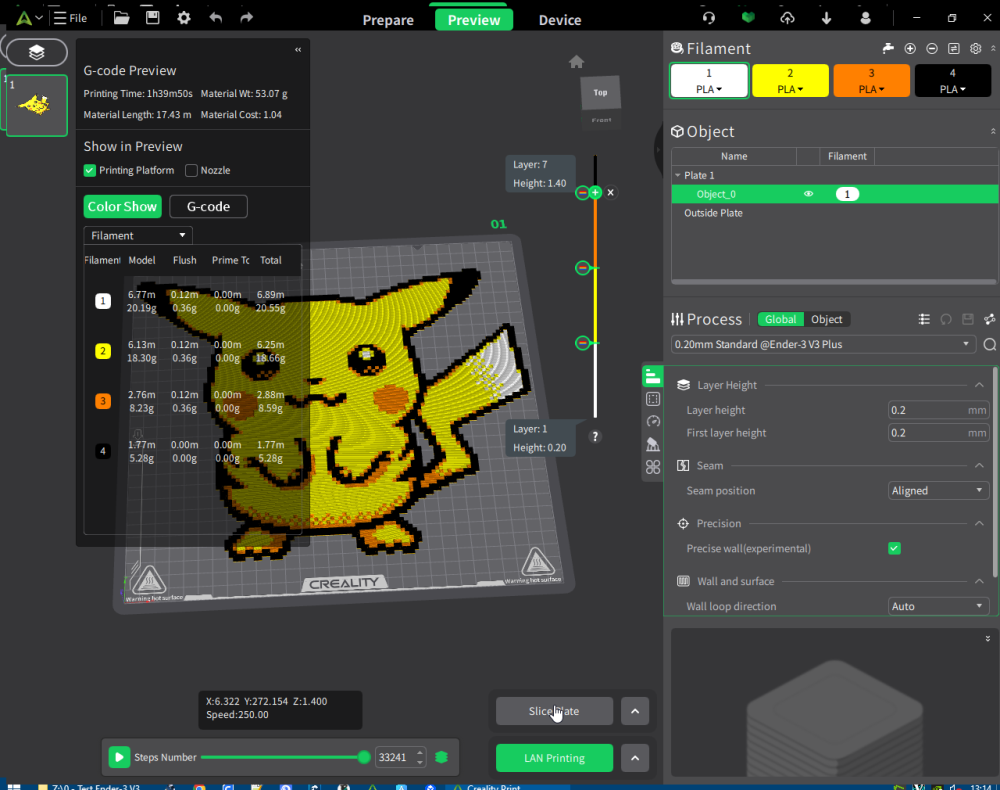
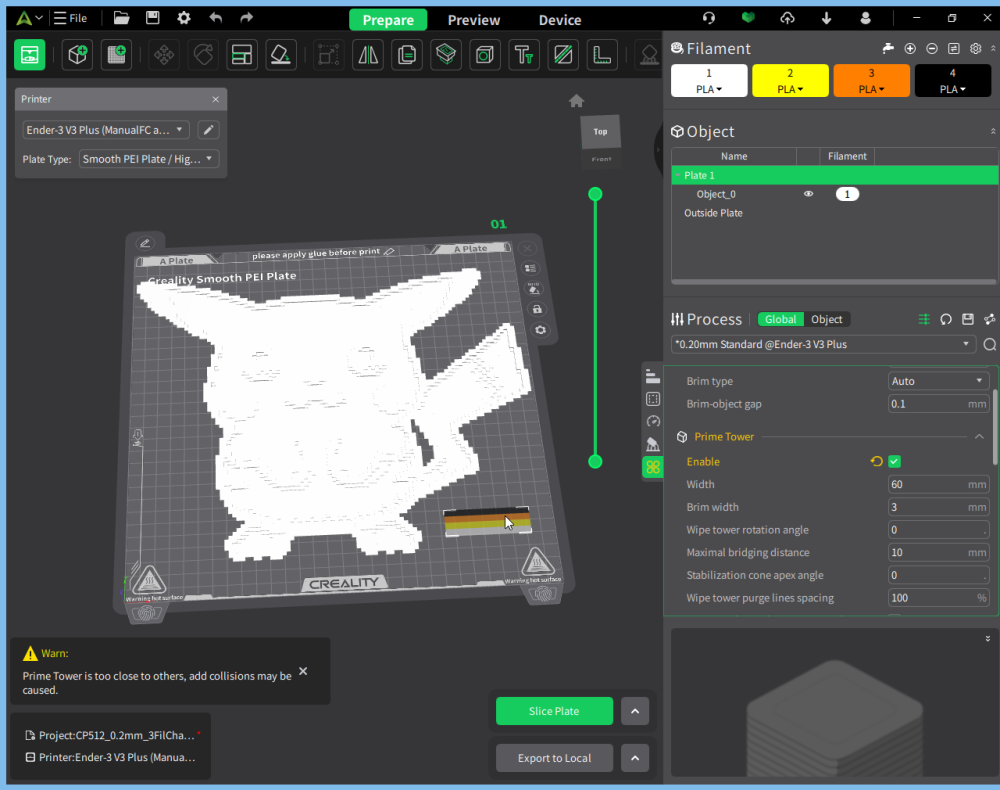
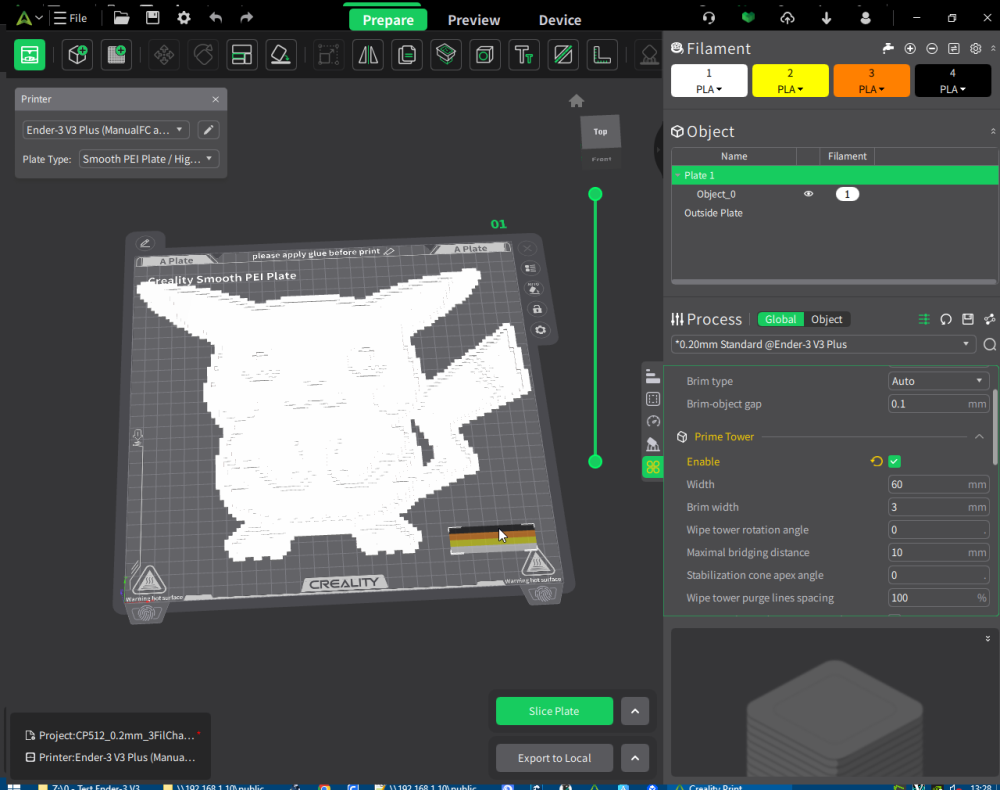
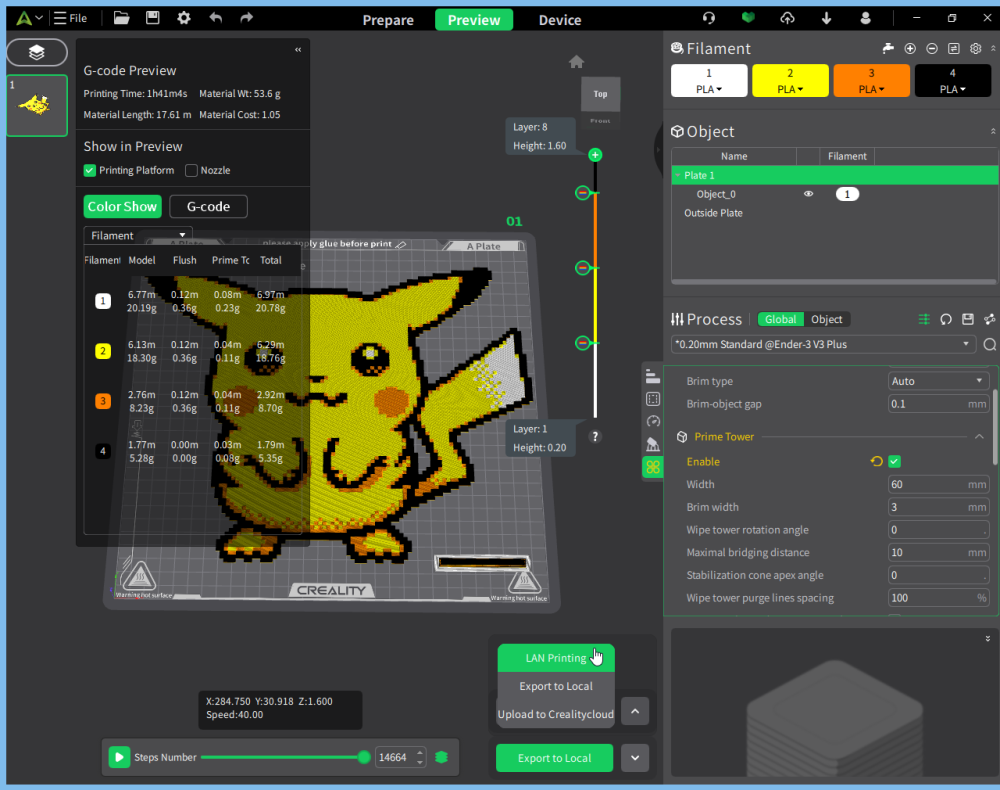
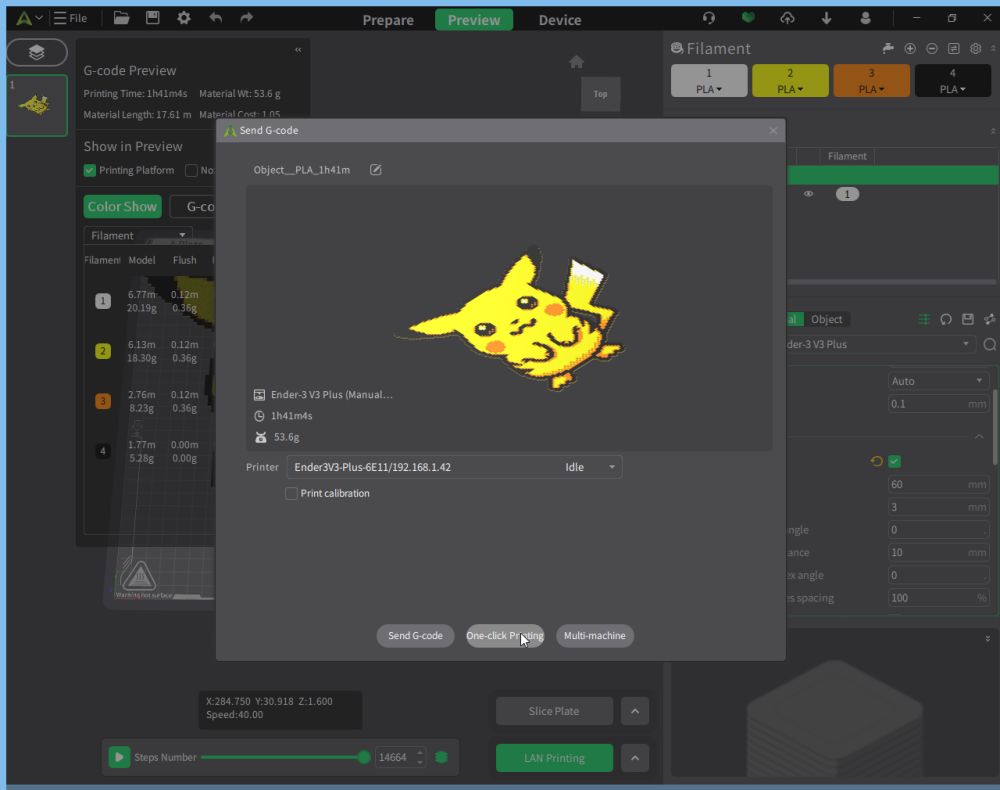
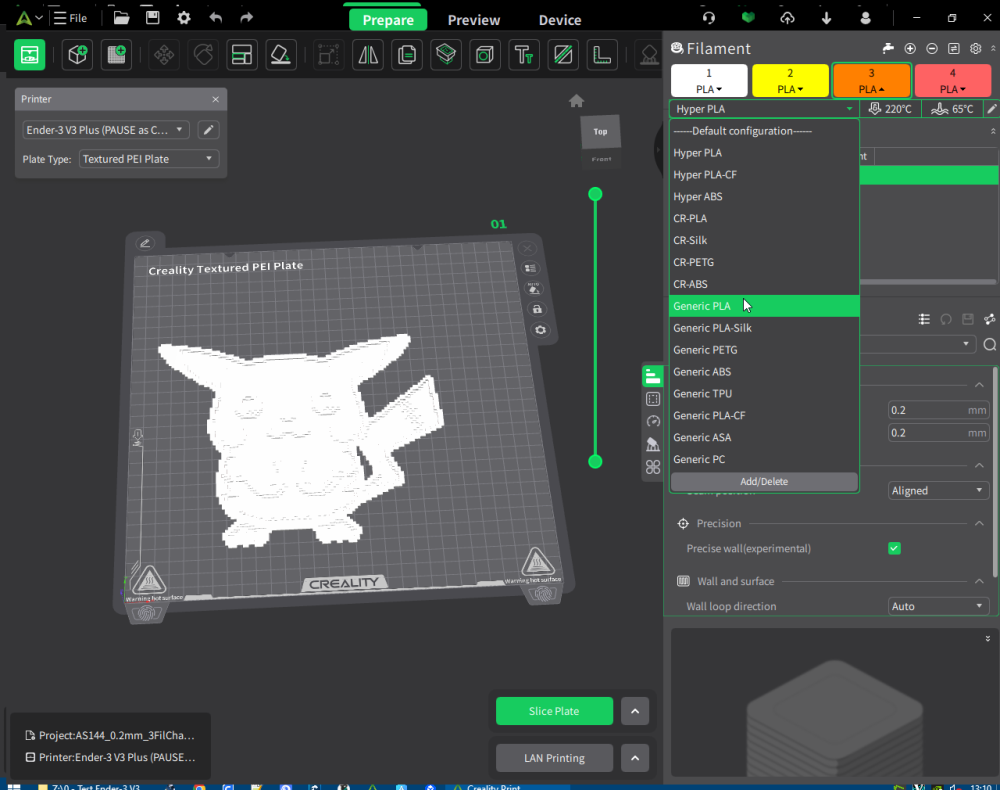
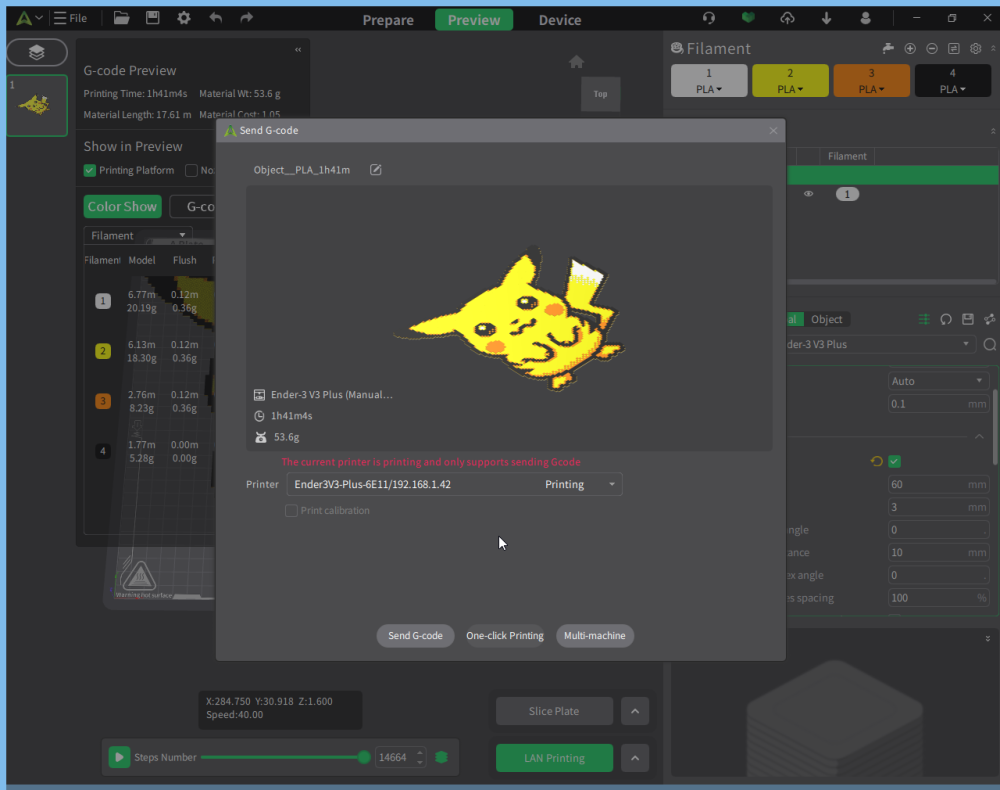
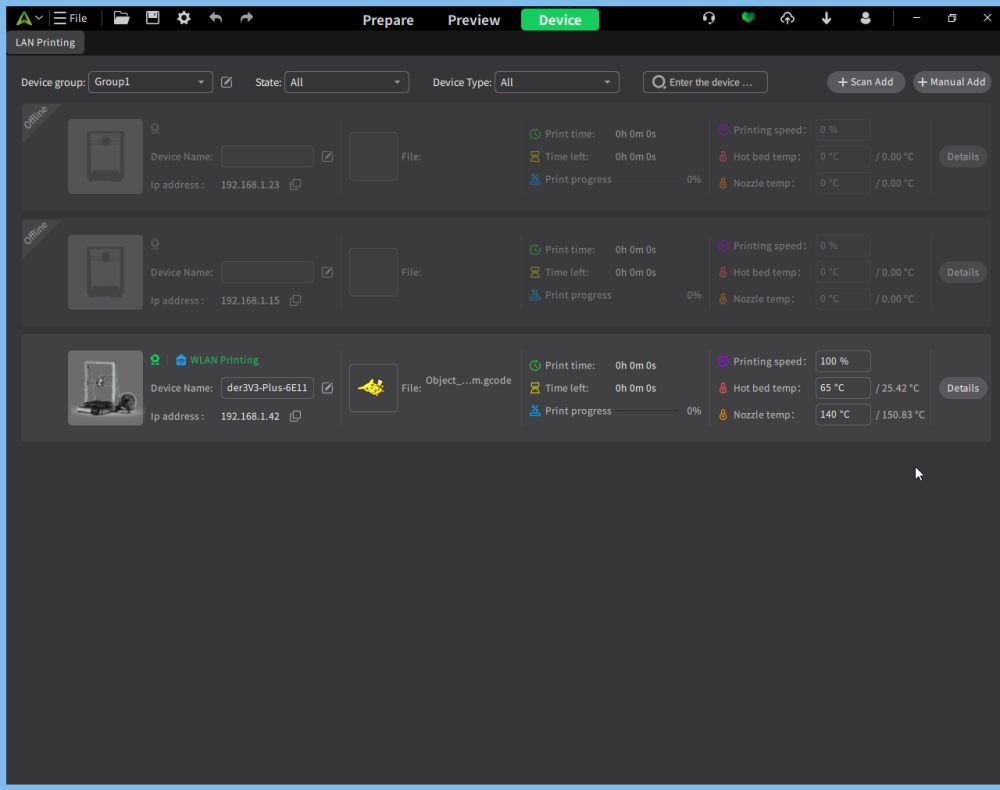
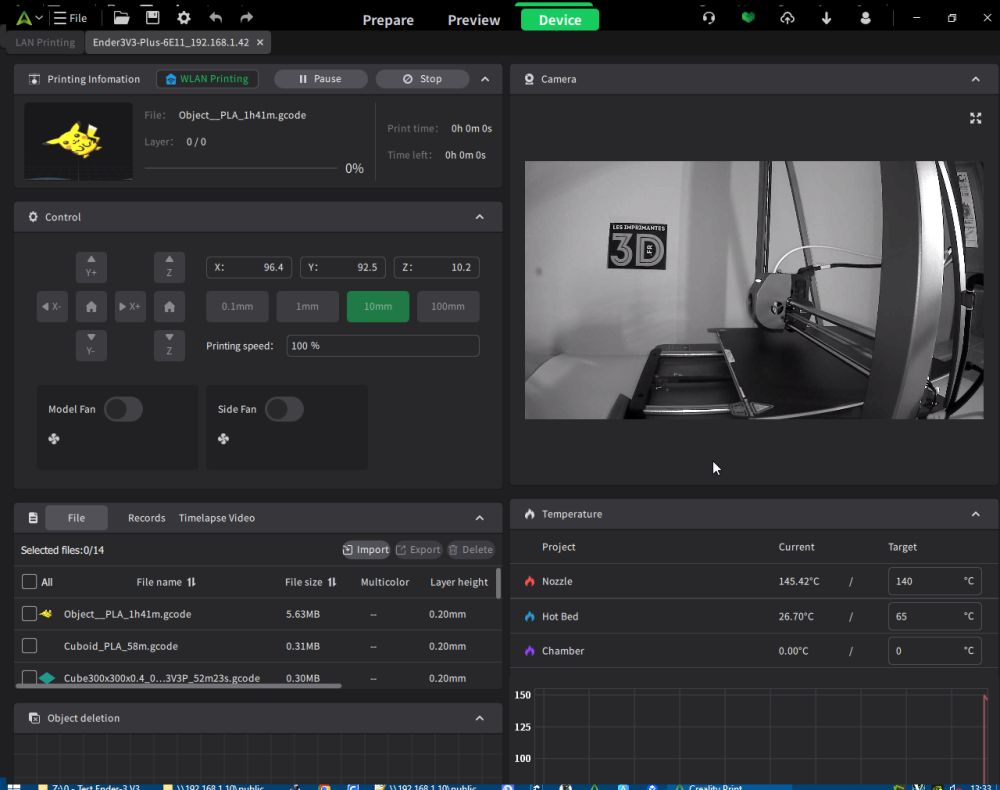
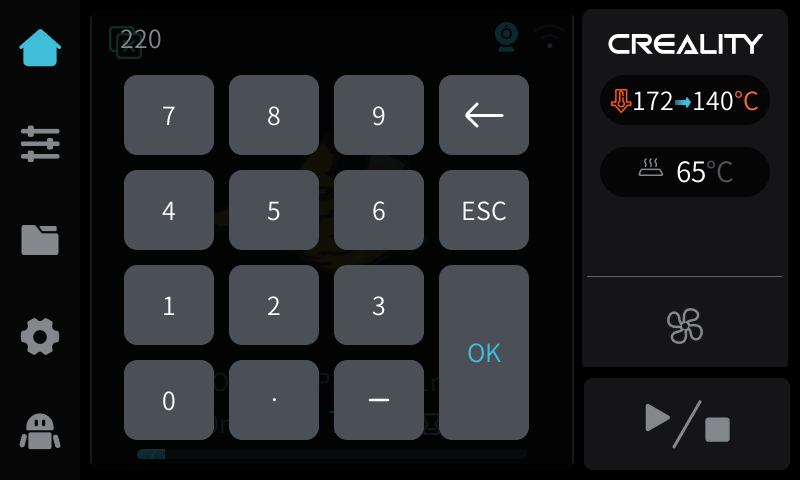
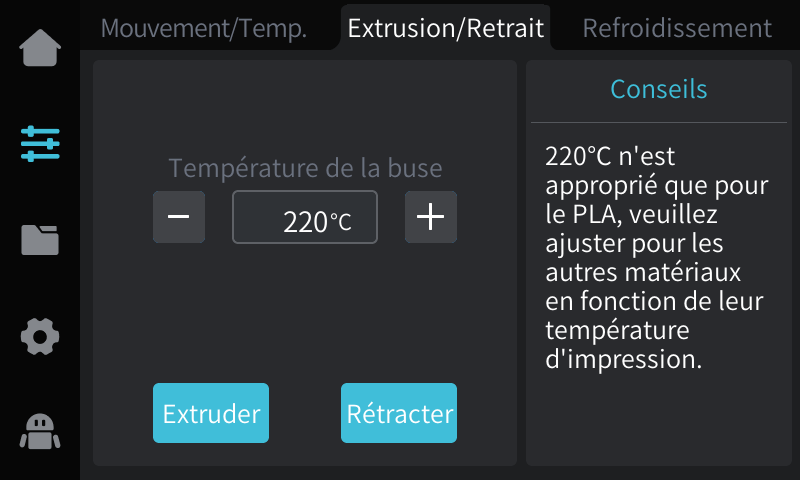
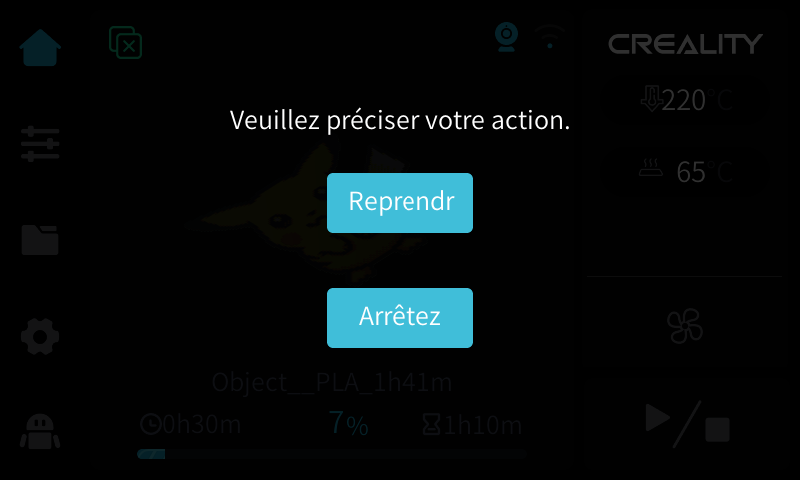
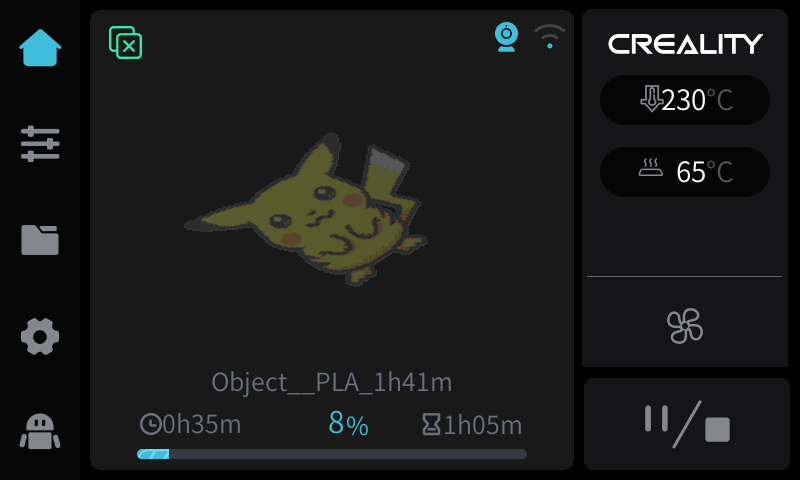
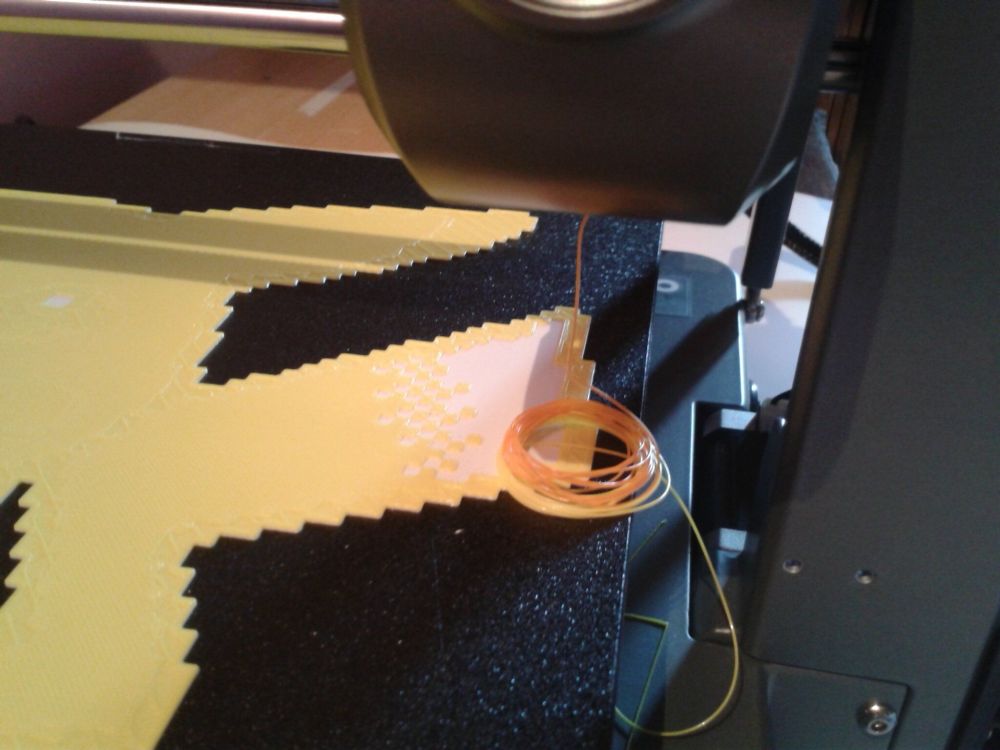
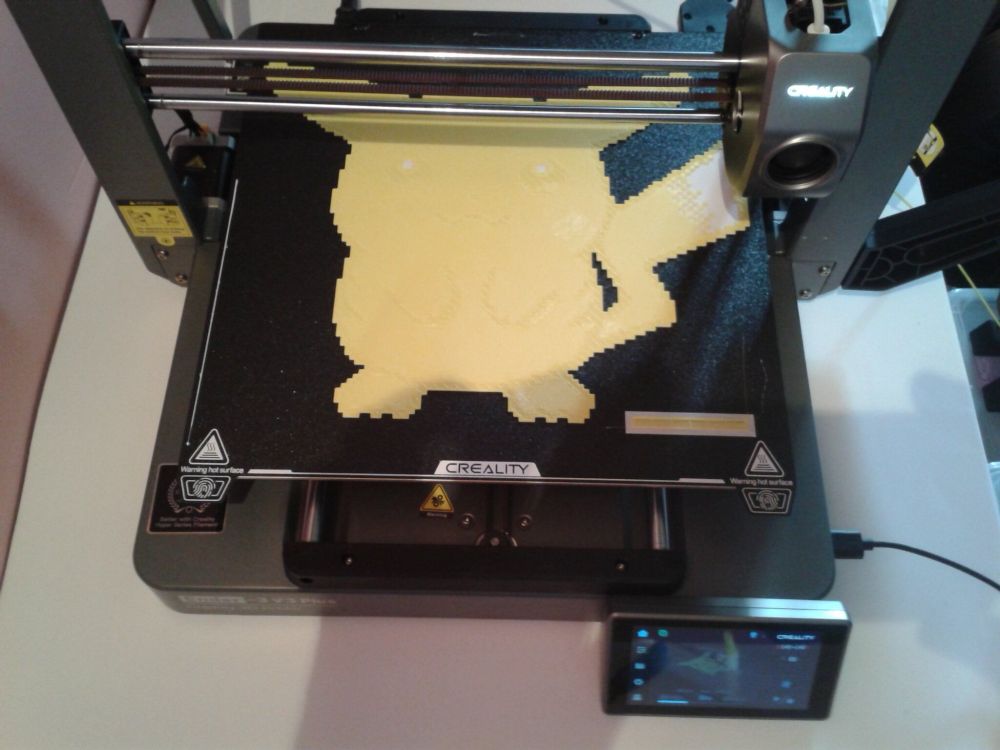
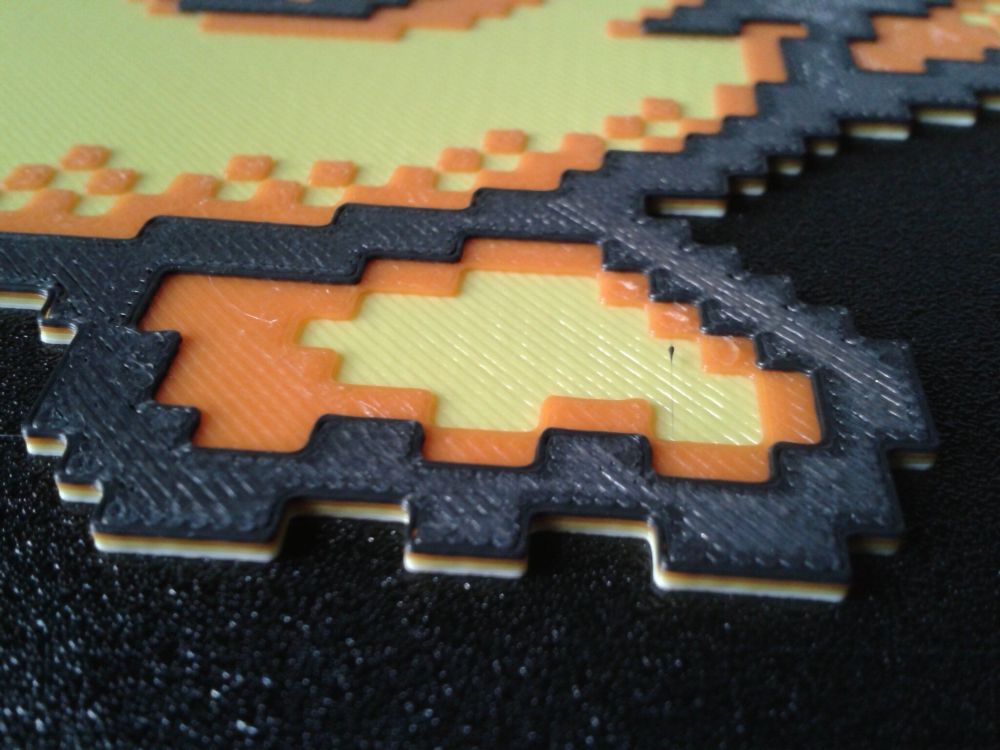
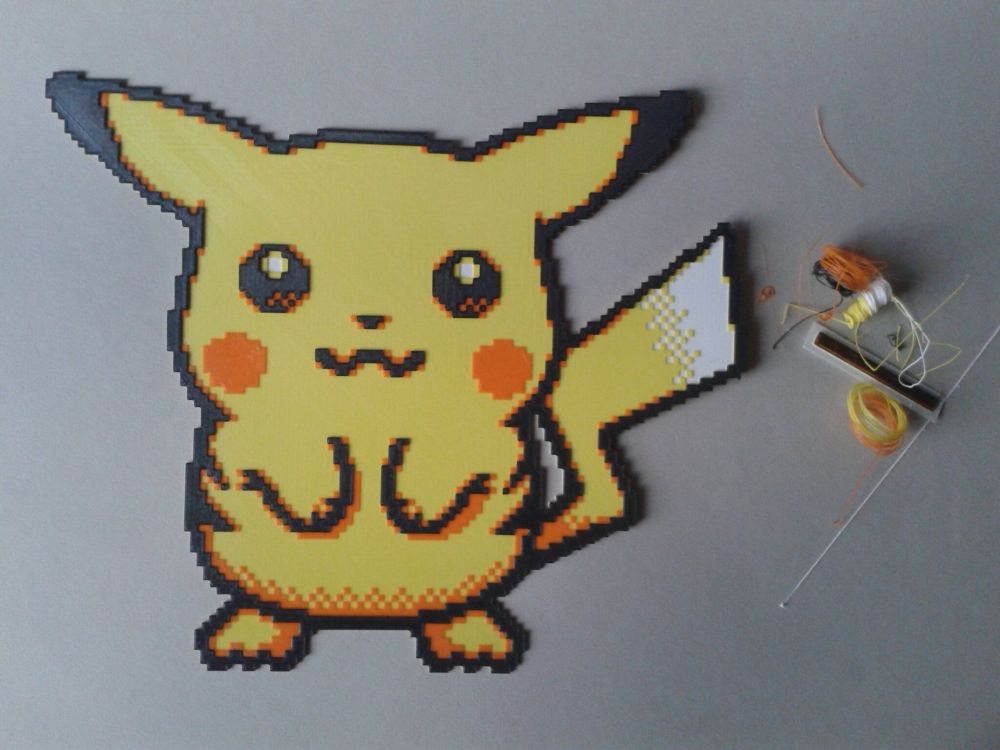
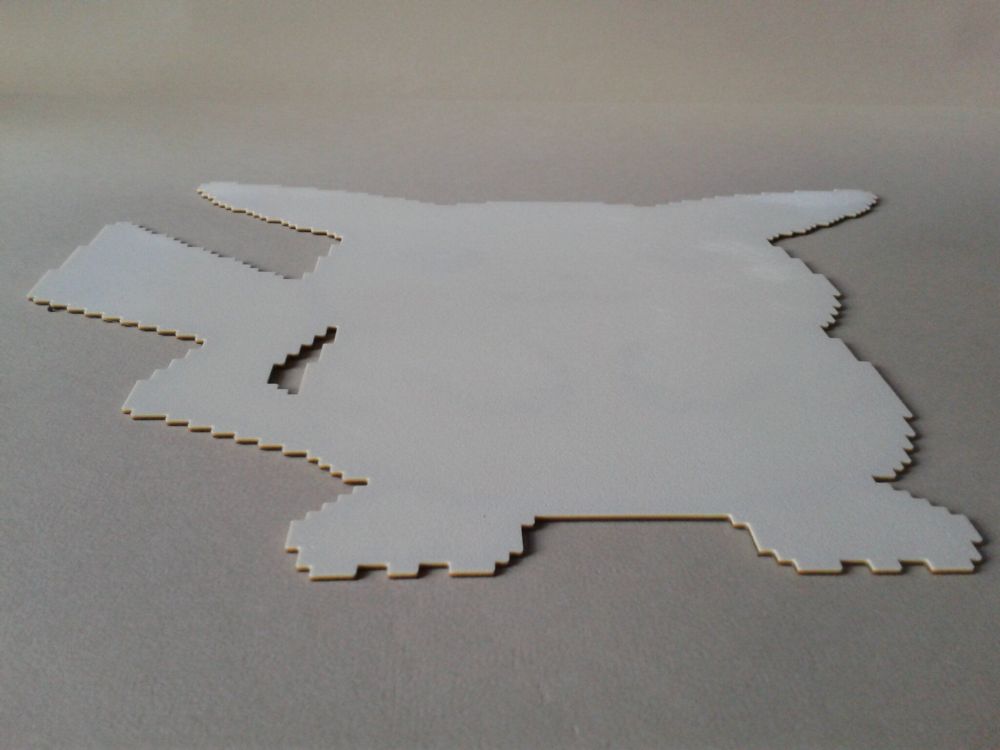
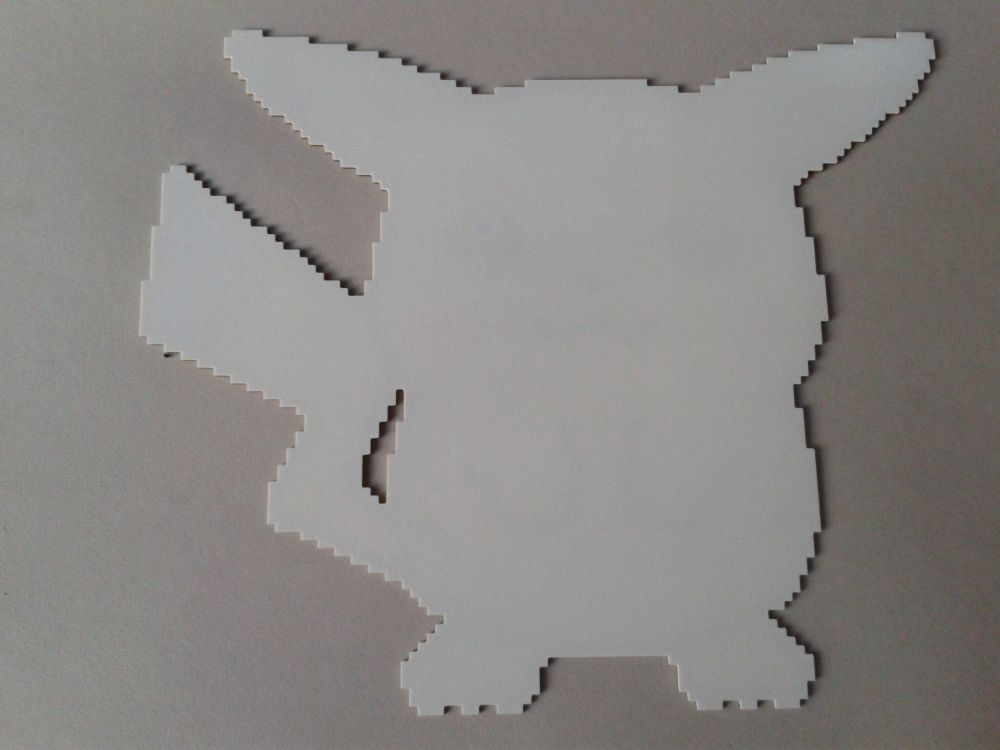
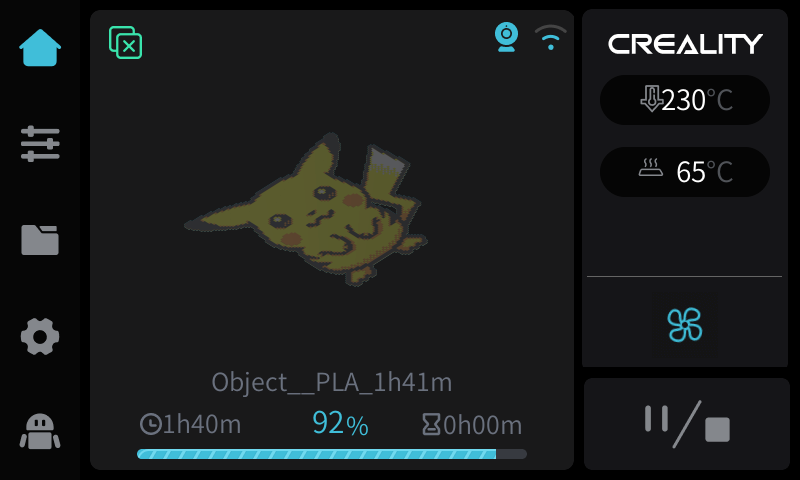
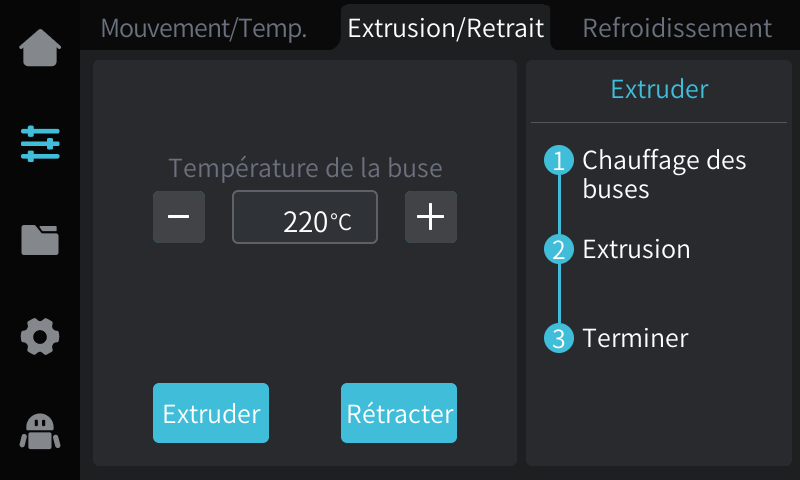
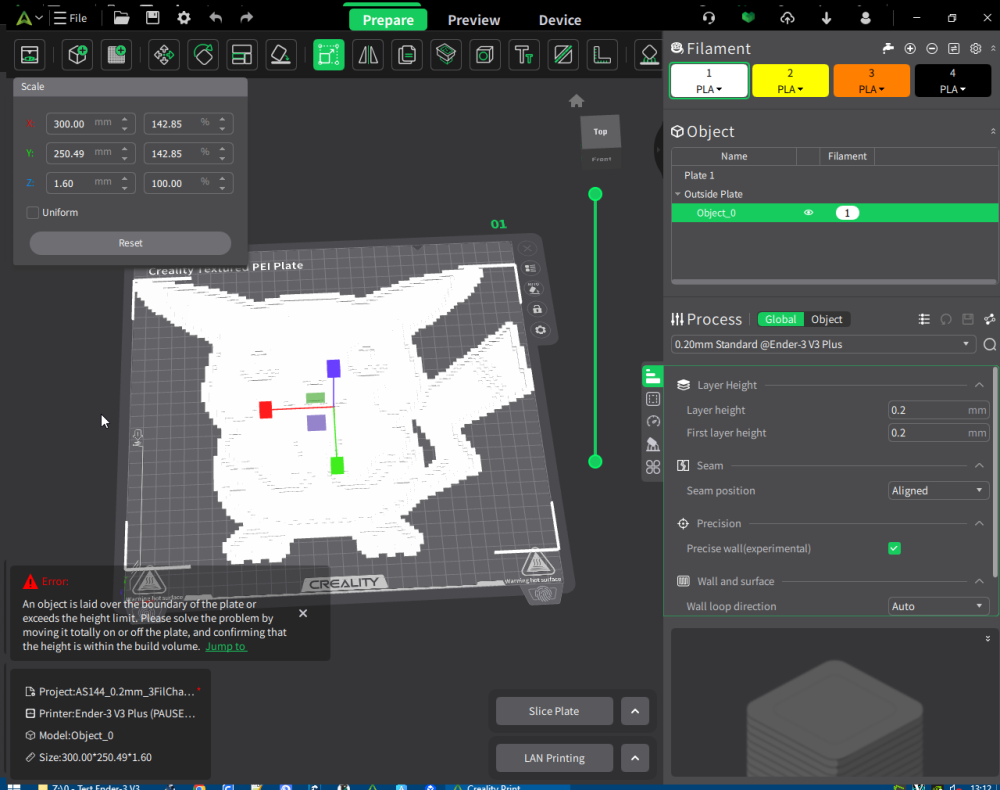
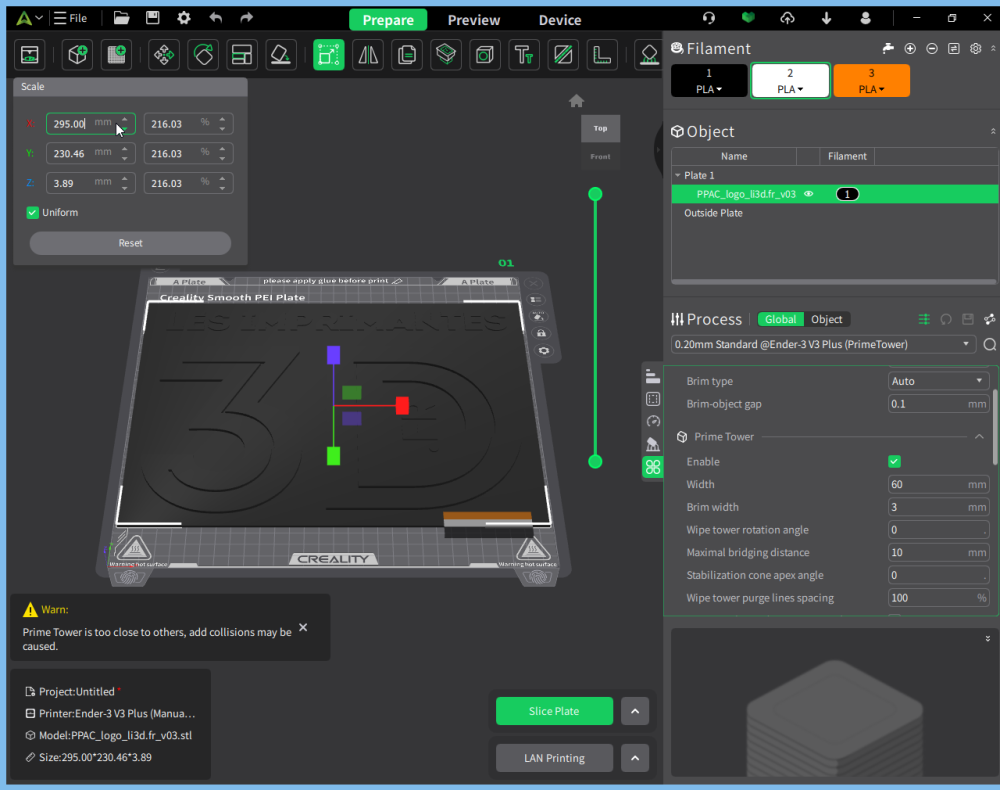
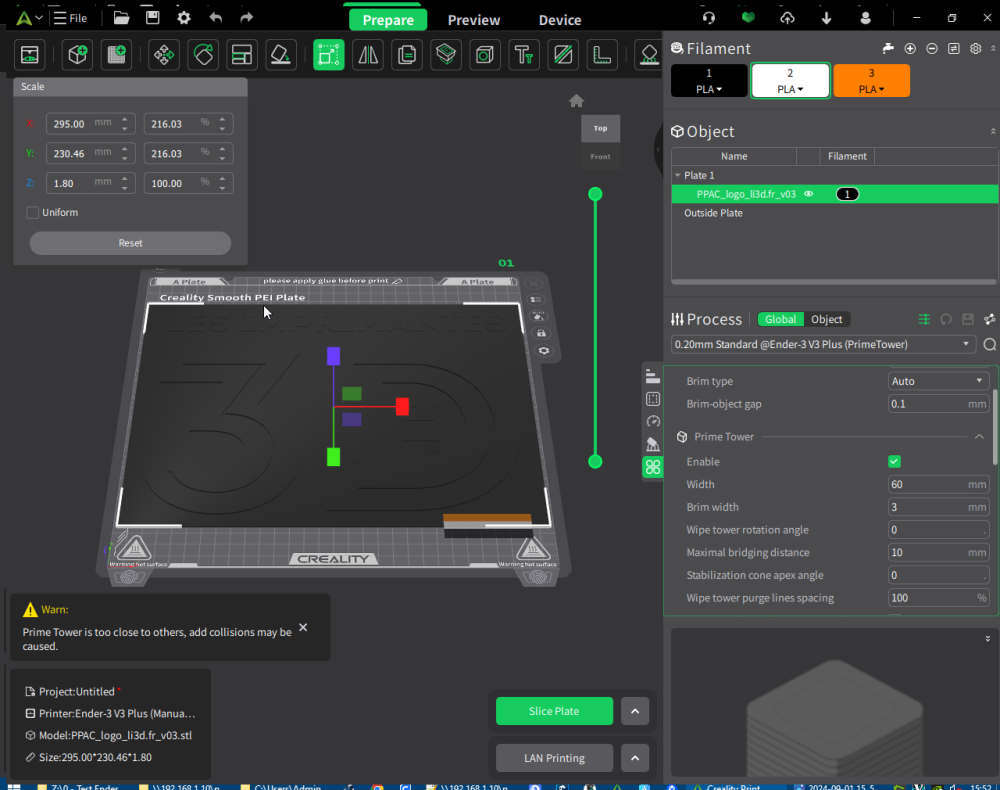
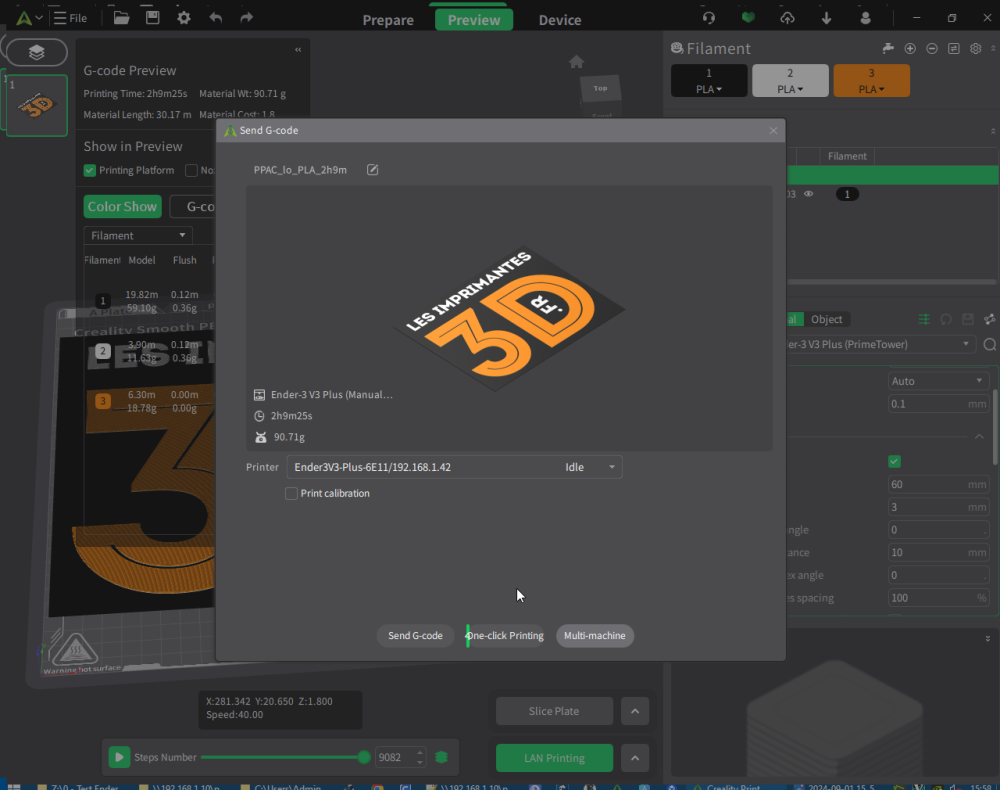
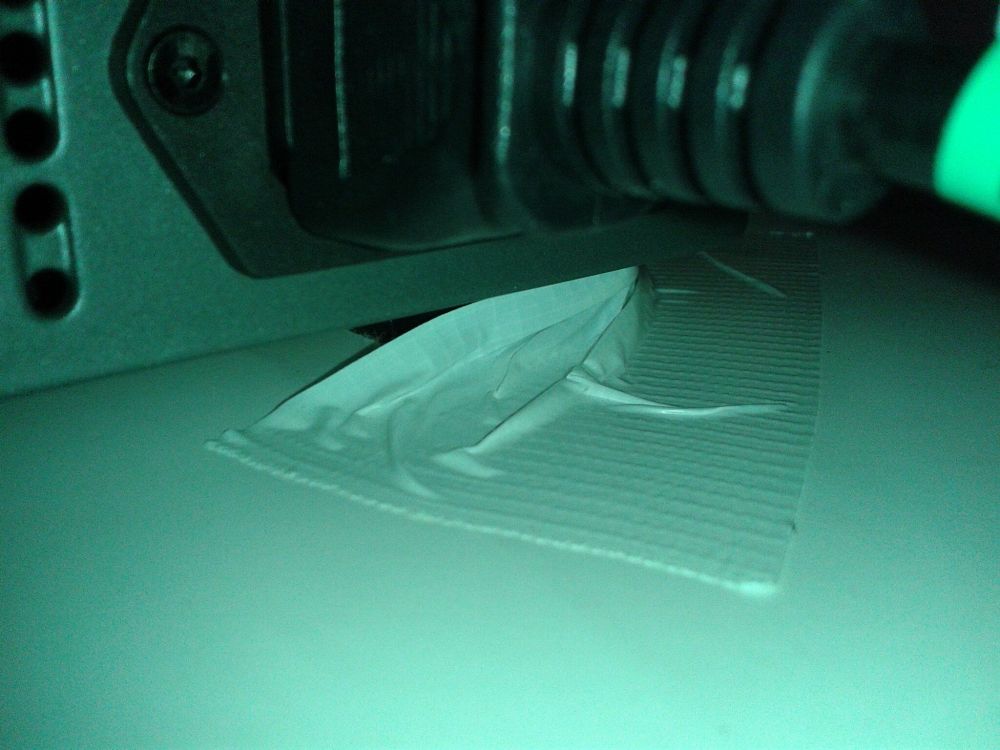
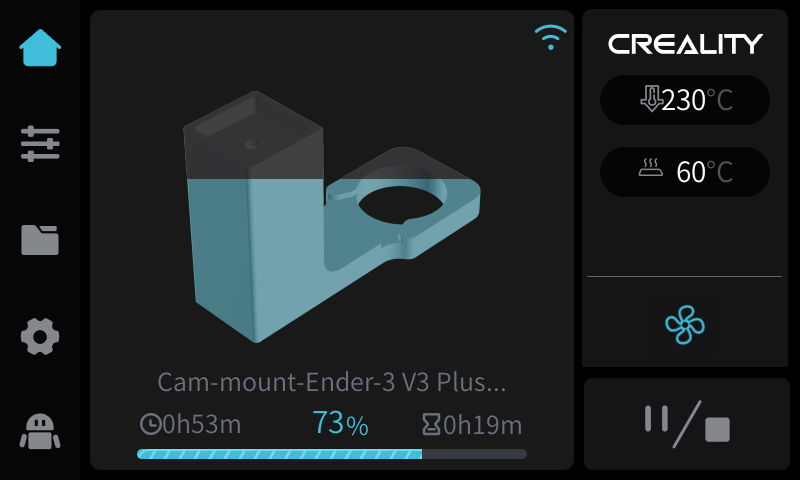
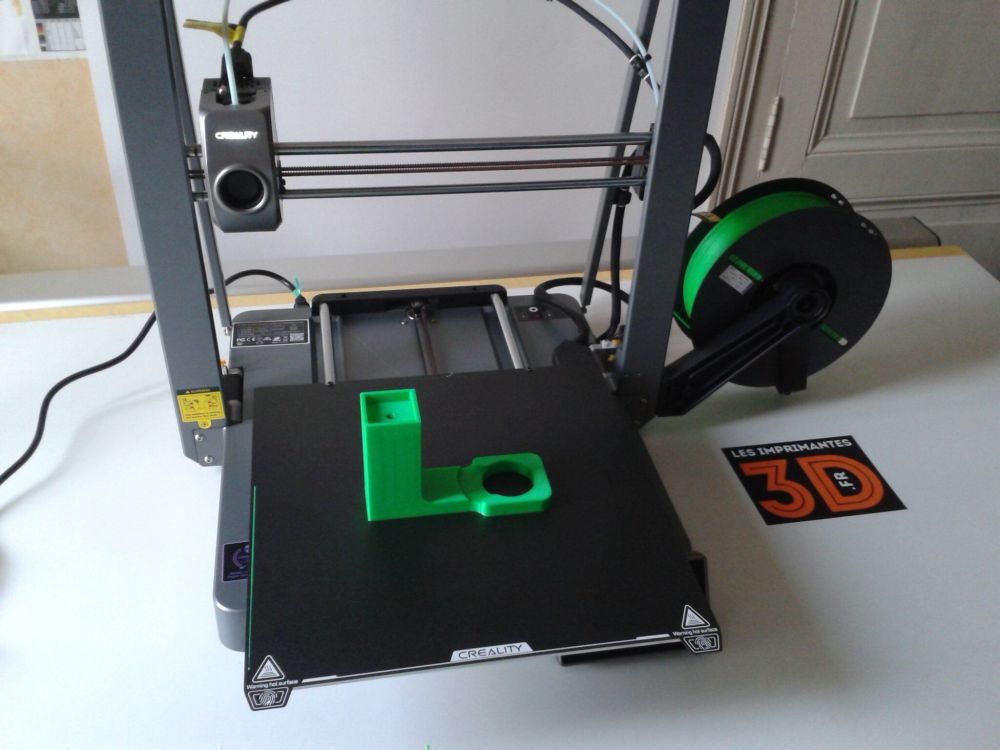
Autres impressions - (Acte I) - PLA Un pavé de 300 x 300 x 0.4 mm pour vérifier la qualité du leveling Trancheur Orca Slicer v2.1.1 ( profile de la "Ender-3 V3 Plus" disponible sur https://wiki.creality.com/en/ender-series/ender-3-v3-plus/quick-start-guide/how-to-use-orca-slicer-with-ender-3-v3-plus ) Envoi et contrôle à distance, après avoir importé le profile de la Ender-3 V3 Plus, bien sélectionné les profile d'imprimante, de filament et de tranchage précédemment importé, et avoir configuré l'imprimante distante sous OrcaSlicer. Filament > PLA+ Blanc Arianeplast (bobine de 2.3kg sur un support de bobines, en deux parties, à roulements, qui se place sous la bobine ) Il me faut probablement très légèrement ajuster mon Z-Offset ( un micro poil trop haut ) Mais globalement, au vu de la surface d'impression (300 x 300) et du leveling en (6 x 6 = ) 36 points de mesure, le résultat est très bon. Les cotes sont plutôt bien respecté ( 300 x 300 x 0.43 ( à 0.51 dans les coins) mm ) La ligne de purge ( qui est généré par la macro "START_PRINT") à était pensé pour ne pas être sur la surface d'impression utilisée. La face en contacte avec le plateau Par transparence, on peut voir que je suis en légère sous extrusion et/ou avec un Z-Offset un micro poil trop haut, car il y a quelques zones où l'on voit que les lignes extrudé ne sont pas parfaitement jointives. Il n'y a pas eu de vidéo du timelapse d'impression de généré. ( Je ne sais pas si c'est un défaut de profil ( un "g-code de changement de couche" qui doit contenir une instruction spécifique ou si c'est, car il n'y avait pas suffisamment d'images) mais, en même temps, une vidéo d'une impression ayant seulement deux couches donc maximum deux images n'a pas vraiment d'intérêt.) Pikachu, Pixel Art, 3 changements de filament Précédemment publié sur https://www.makeronline.com/model/pikachu,-pixel-art,-3-filament-changes,-pocket-monsters-go-go-go-bootleg---general-sprites/17691.html Publié sur CrealityCloud ( avec le fichier .3mf utilisé pour cette impression sur la Ender-3 V3 Plus ) // Ajout du ".gcode"utilisé à faire quand review système passé. https://www.crealitycloud.com/model-detail/66d6fc4f49f18c44856b8c18 Trancheur > Creality Print v5.1.2.9904 (win64) Filaments > PLA+ Blanc ArianePlast, PLA Yellow Polymaker, PLA Orange Eryone, PLA Recyclé ArianePlast. Sous le trancheur depuis le fichier d'extension ".stl" fourni. Ajouter les différents filaments, changer leurs couleurs et vérifier qu'ils ont bien un profil filament adapté ( Par défaut, ils sont sur "Hyper PLA" or là, je vais imprimer avec des bobines de PLA générique ) Dans un premier temps, une mise à l'échelle uniforme pour avoir une largeur de 295 mm ( à 300 mm, j'avais une erreur ...), puis dans un second temps, une mise à l'échelle non-uniforme pour revenir à un objet ayant une hauteur Z de 1.60 mm (car modèle initialement prévu pour un changement de filament toutes les deux couches quand il est tranché avec une hauteur de couche de 0.20 mm) Après un premier tranchage, affectation des différents changements de filament a des couches données ( Ne pas oublier d'ajouter "PAUSE" pour le "g-code de changement de filament" et de cocher "Manual Filament Change" dans le profile de l'imprimante ) Pour éventuellement récupérer les suintements lors des reprises en sorties des pauses (où je vais effectuer les changements de filament manuels,) activation d'une tour de purge qu'il faut déplacer pour ne pas avoir d'erreur. Envoi de l'impression à distance Quand l'envoi est terminé, passage sur l'onglet "Device" pour surveiller. Coté imprimante, lors de la lecture d'un g-code étendu "PAUSE", le bouton "Pause/Stop" se transforme en "Play/Stop" et la tête vient se parquer ( petit levage de l'axe Z, la tête se place grossièrement au max de l'axe X, et grossièrement au milieu de l'axe Y. La température cible de la buse passe à 140°C ) (Ignorer le fait que ce sont les captures d'écran de la 1ʳᵉ pause, mais que j'ai mis pour illustrer des photos du second changement de filament) Après avoir remis en chauffe la tête, déconnecté le tube PTFE de la tête d'impression, coupé à ras l'ancien filament, changé de bobine, répondre "Oublier" au message de fin de filament (forcement comme on a changé de bobine ... ), demandé une extrusion tout en poussant le nouveau filament à l'entrée de l'extrudeur jusqu'à ce qu'il soit entrainé et que l'extrusion se termine, reconnecter le tube PTFE, retirer la purge extrudée du plateau, relancer l'impression via un clic sur le bouton "Play/Stop" et choisir "Reprendre" ... Petit délai de remise à température d'impression de la buse (petit suintement du nez de la buse), comme sur le Ender-3 V3, a la sortie de la pause lors de la remise a la bonne hauteur Z pour la reprise il y a une petite extrusion supplémentaire de ~1 mm de filament (prévoir un morceau de Sopalin que l'on garde partiellement sous la tête à ce moment pour récupérer cette extrusion supplémentaire) et l'impression reprend. Après les autres changements de filament et fin de l'impression logo lesimprimantes3d.fr essai 03 https://www.thingiverse.com/thing:6228500 //Publication sur CrealityCloud ( avec le fichier .3mf et .gcode utilisé pour cette impression sur la Ender-3 V3 Plus ) à faire. Creality Print v5.1.2.9904 (win64) Filaments > PLA Recyclé ArianePlast, PLA+ Blanc ArianePlast, PLA Orange Eryone. Mise a l'échelle ( dans un premier temps uniforme pour utiliser plus de la surface d'impression, puis non uniforme pour revenir avec une hauteur Z initialement prévue pour les changement de filament a des couches données ... ) Petit déplacement du modèle pour laisser suffisamment de place pour la tour de purge Après un premier tranchage, affectation des changements de filament aux couches données. Bien modifier/vérifier les profils filament associé à chaque filament ( par défaut sur "Hyper PLA" quand ont créé un nouveau projet ) ... Sujet en cours de réalisation, d'autres impressions à venir.























 2 points
2 points -
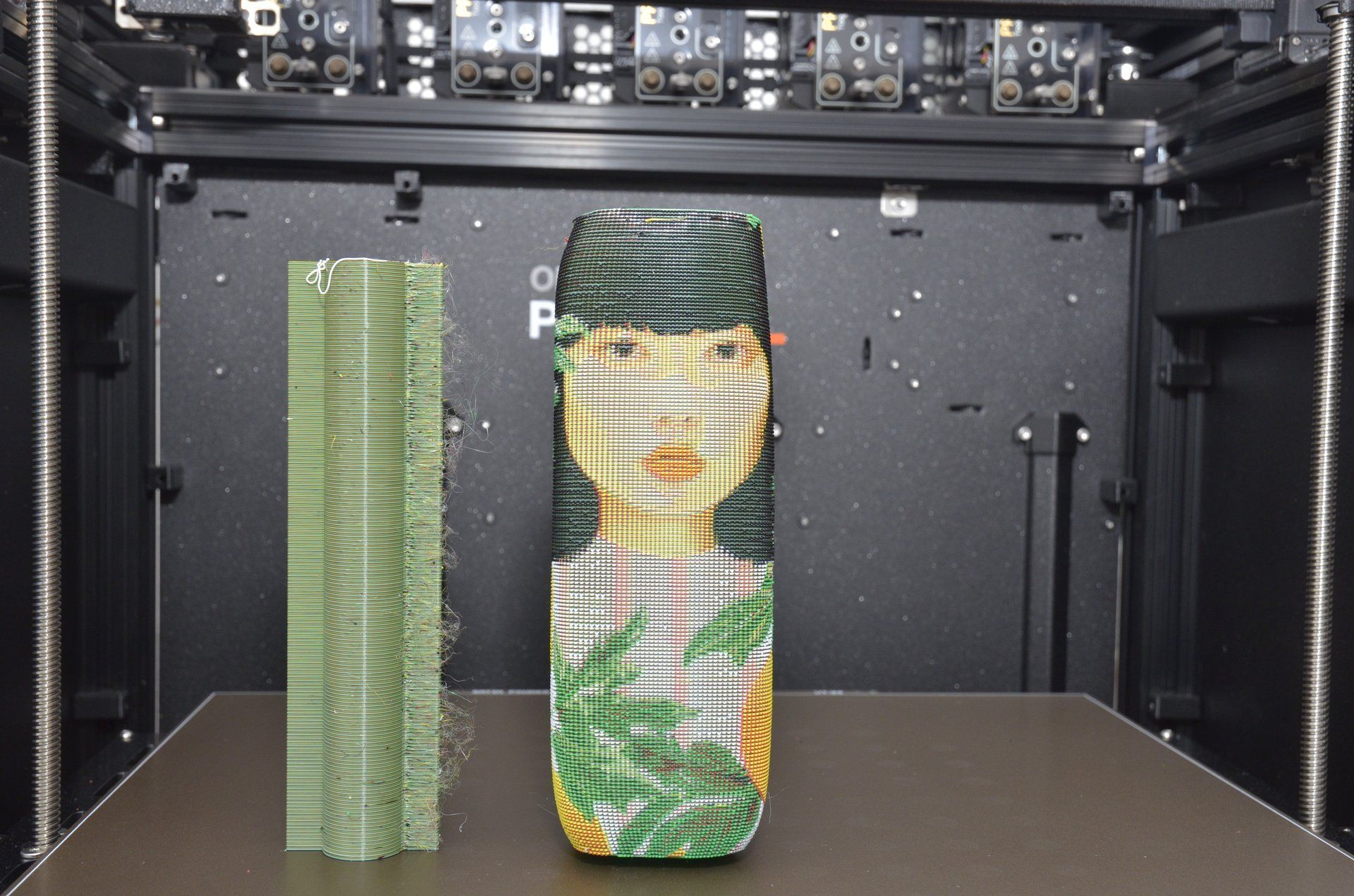
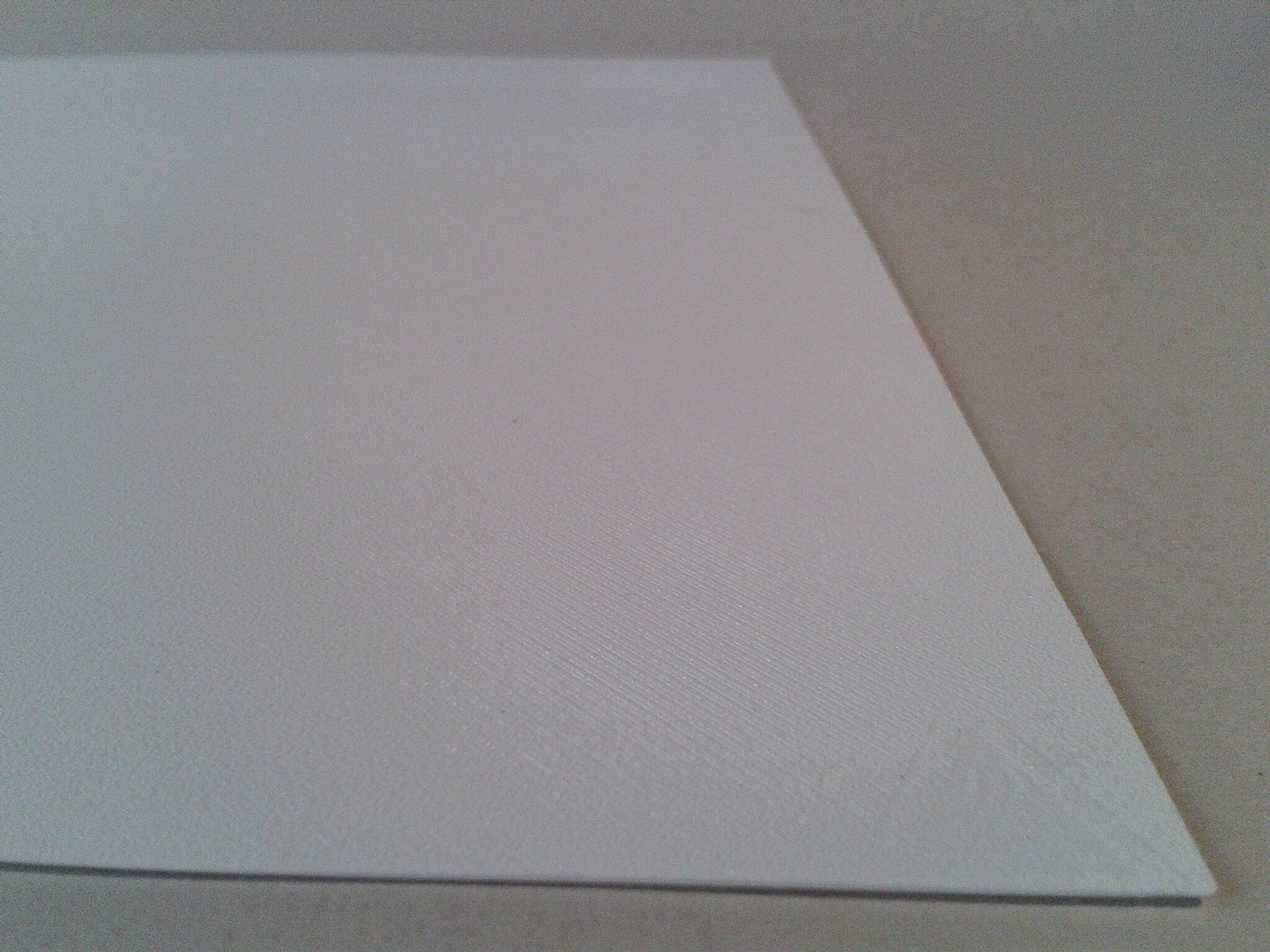
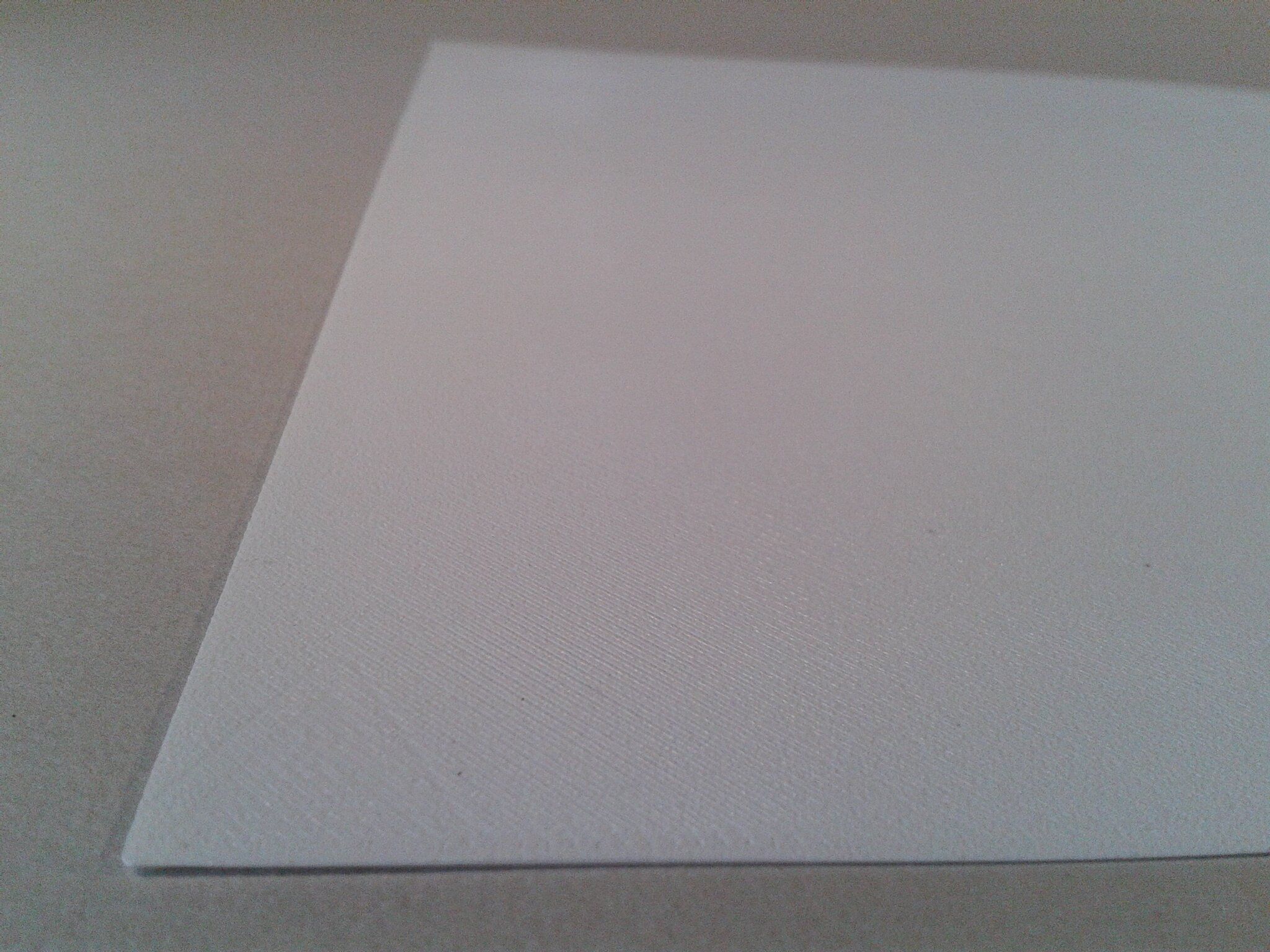
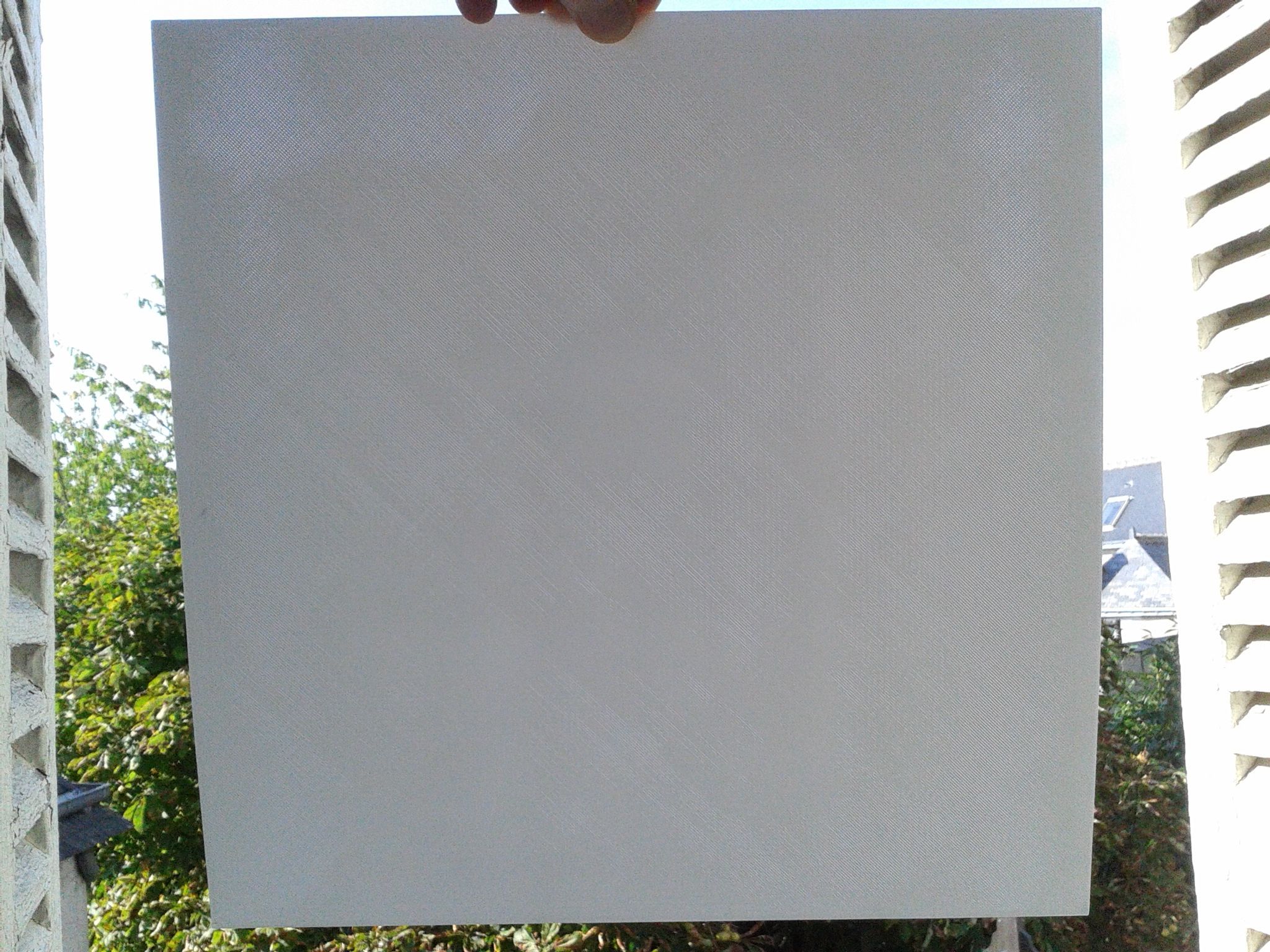
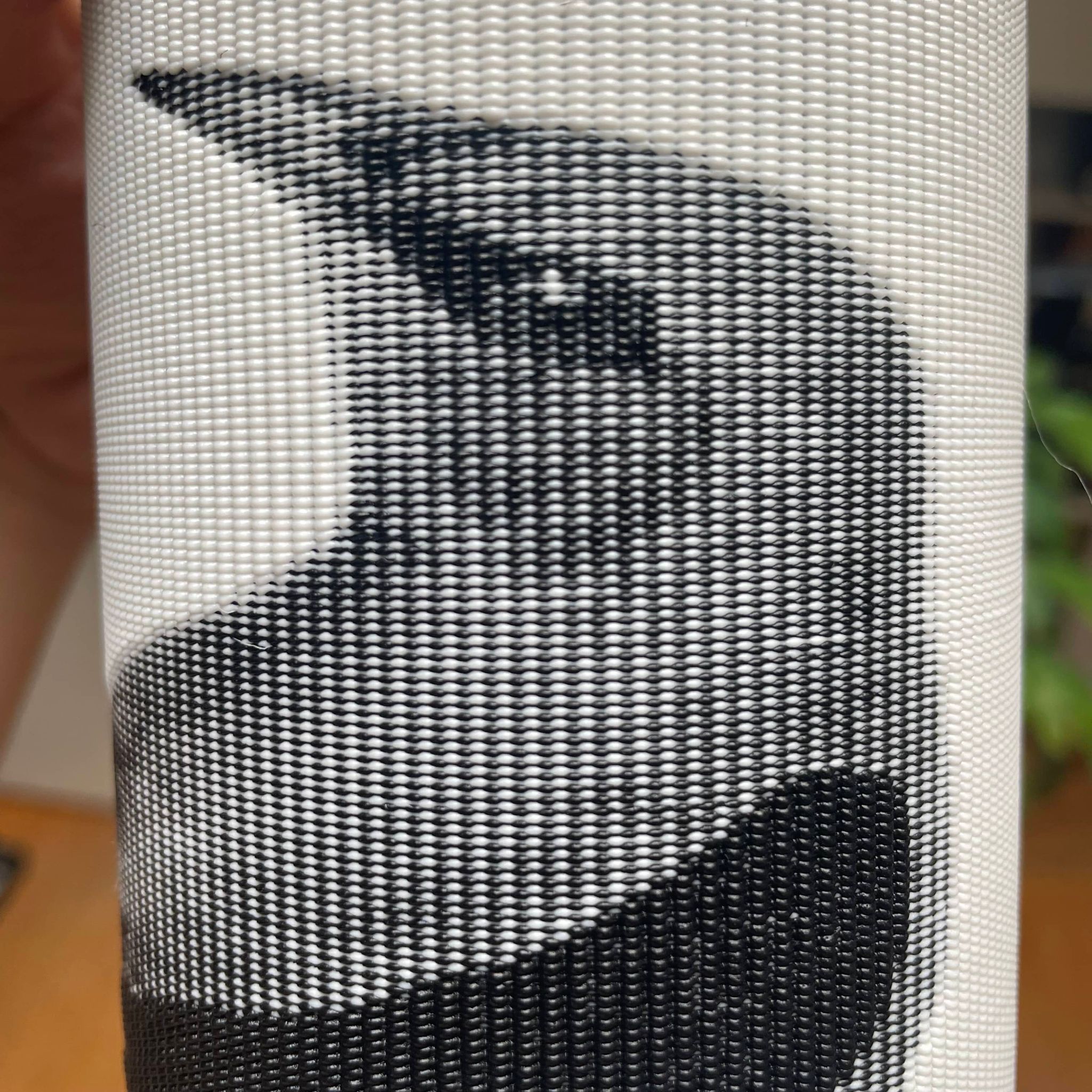
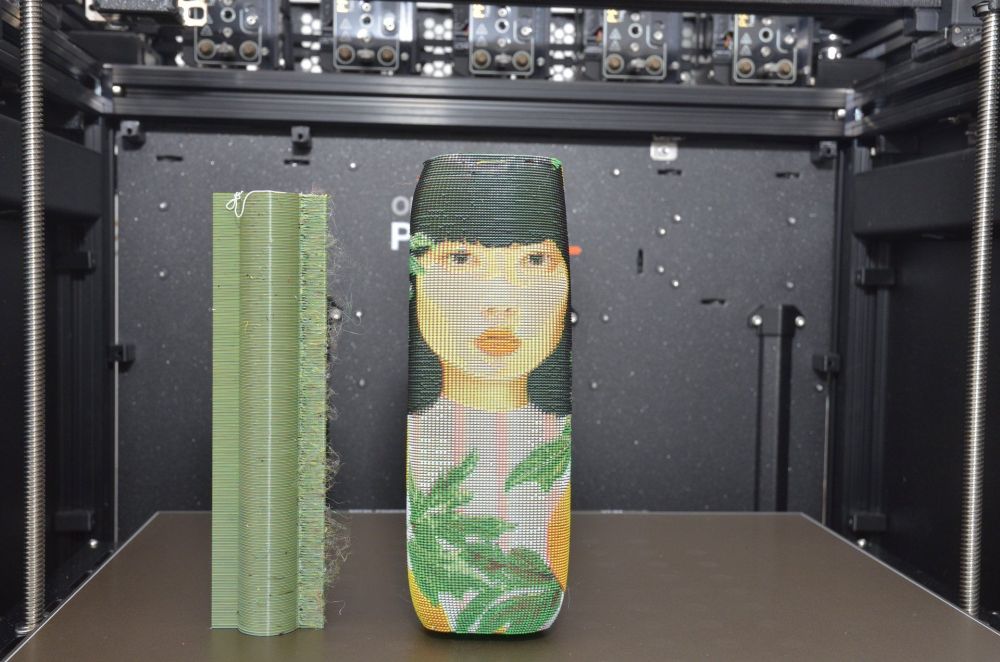
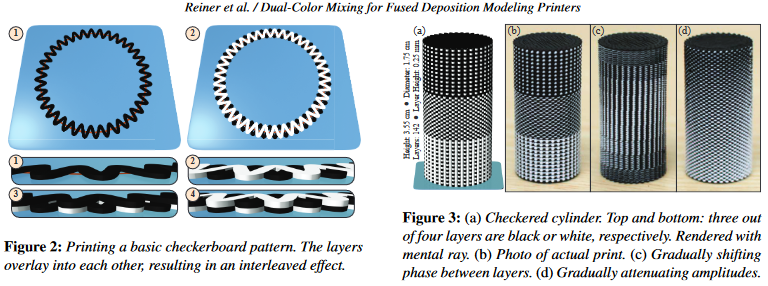
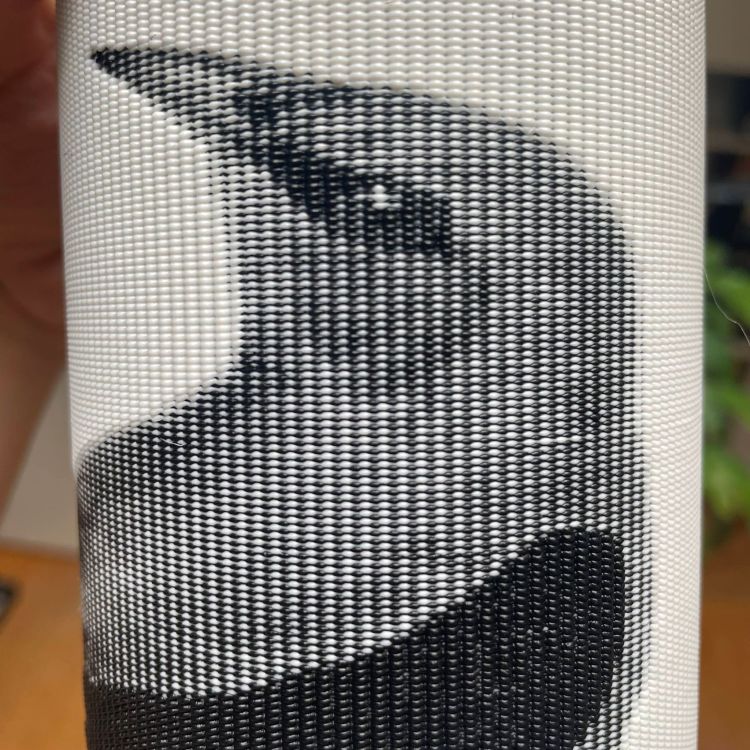
Hello, J'ai réussi à obtenir des effets de dégradés avec 2 couleurs en utilisant un effet de tramage (comme on utilise dans l'impression traditionnelle). Je me suis basé sur le rapport de recherche intitulé Dual-Color Mixing for Fused Deposition Modeling Printers par Tim Reiner, Nathan Carr, Radomír Mech, Ondrej Štava, Carsten Dachsbacher & Gavin Miller. Le principe est assez simple : on alterne les couleurs à chaque couche et on module l'amplitude des vagues en fonction de l'intensité de couleur avec l'amplitude de la couleur 1 inversement proportionnelle à celle de la couleur 2. Les vagues sont en décalage 1 de phase. J'ai programmé le Gcode sur Grasshopper pour Rhino afin de pouvoir utiliser une image comme référence ou bien moduler les amplitude en fonction de la géométrie de l'objet. Cela permet des effets de dégradés intéressants. Le toolchanger de la Prusa XL permet des impressions rapides et surtout avec un minimum de gâchis : pour les exemples ci dessous on est à environ 3h d'impression avec un taux de gâche de moins de 5% en poids, là ou on serait plus sur 200% avec un système type MMU ou AMS. Je galèe un peu en ce moment à obtenir des résultats propres pour des modèles avec de grandes variations de circonférence car difficile de conserver le décalage de phase entre les vagues lorsque celles-ci sont de longueurs variables mais en bossant un peu dessus on doit pouvoir trouver un solution, si quelqu'un a une idée je suis preneur !





 1 point
1 point -
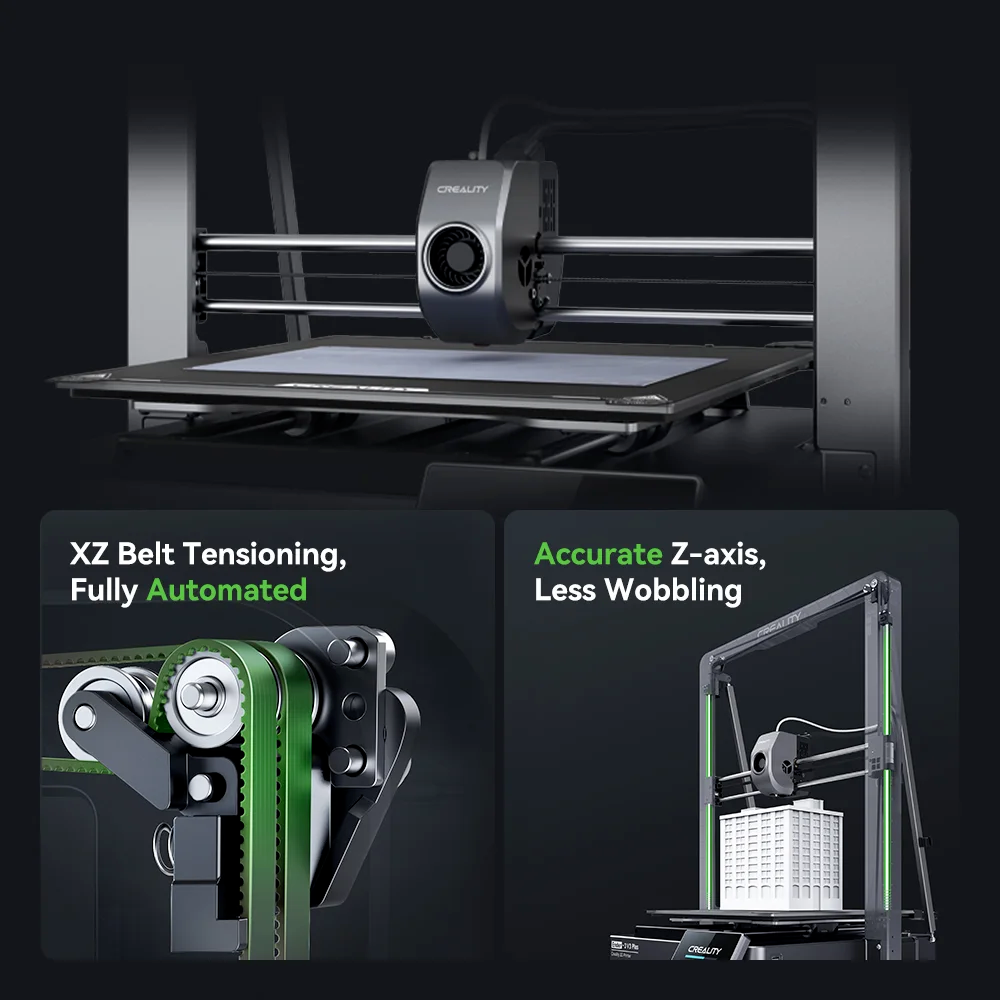
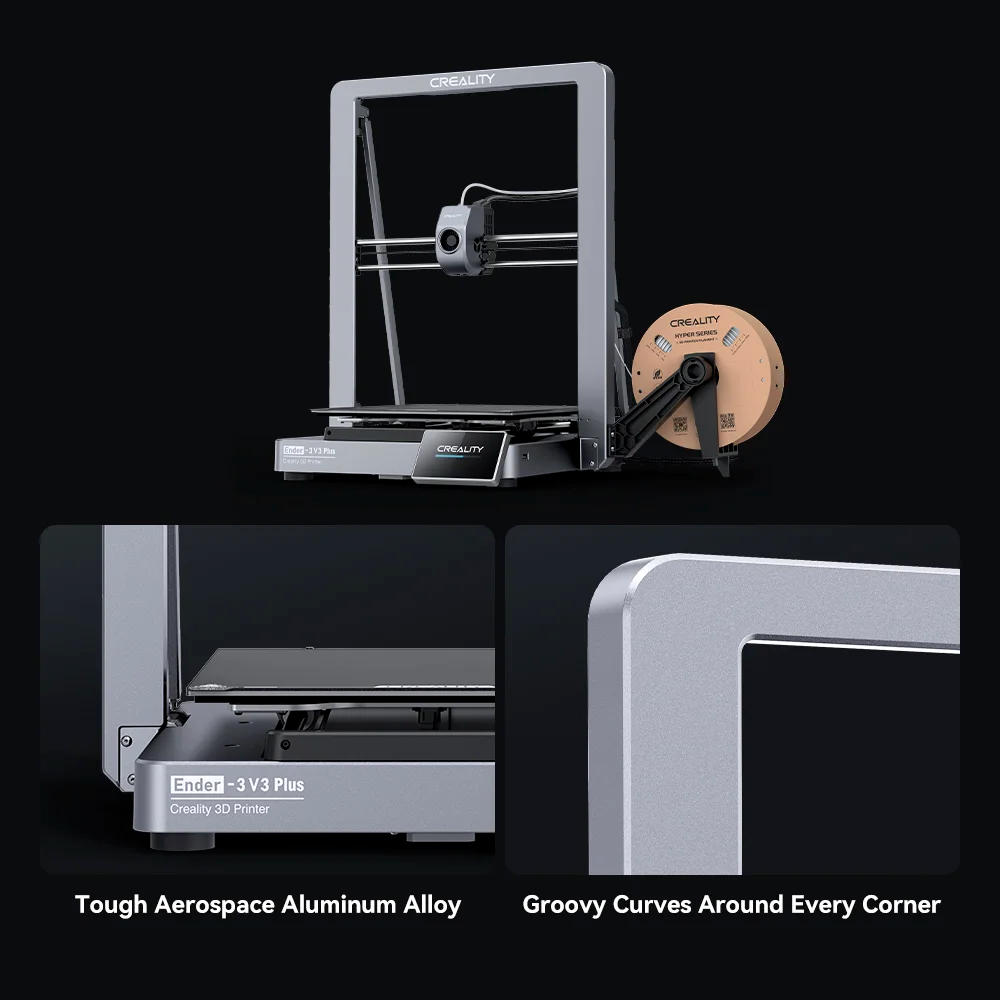
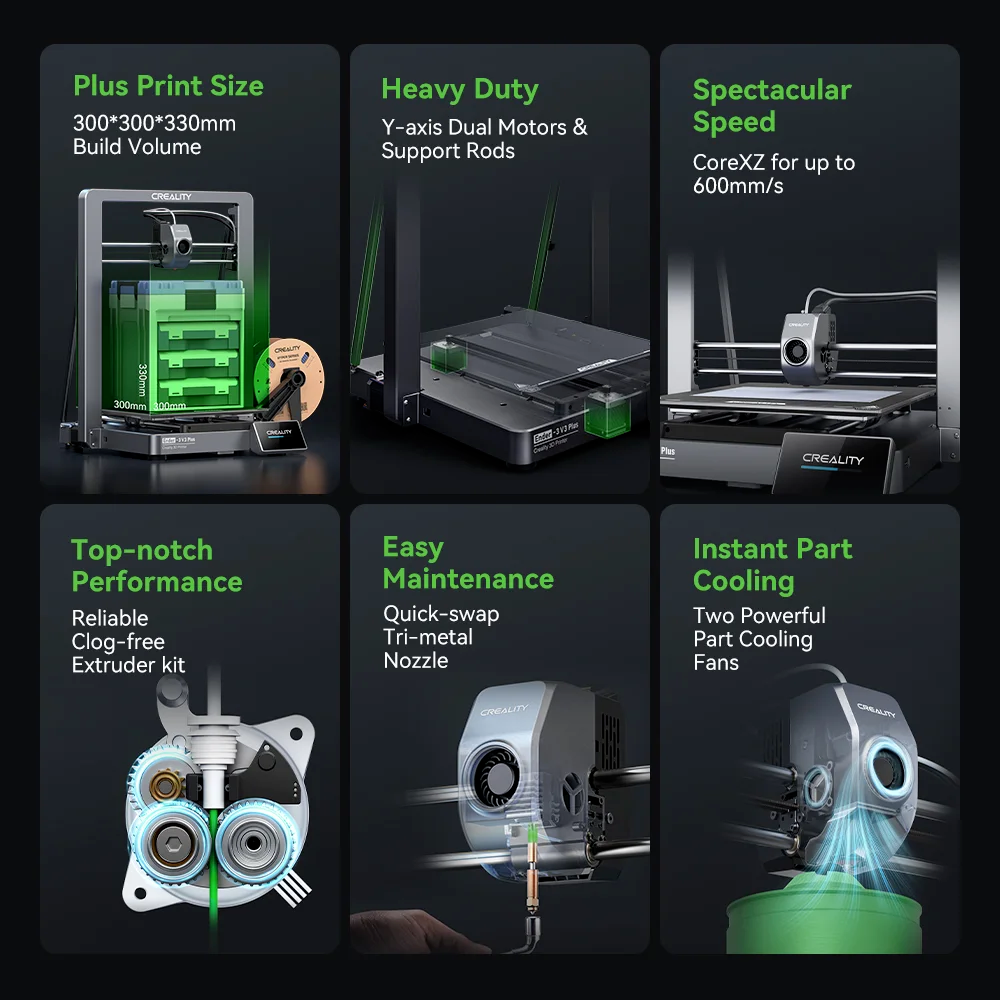
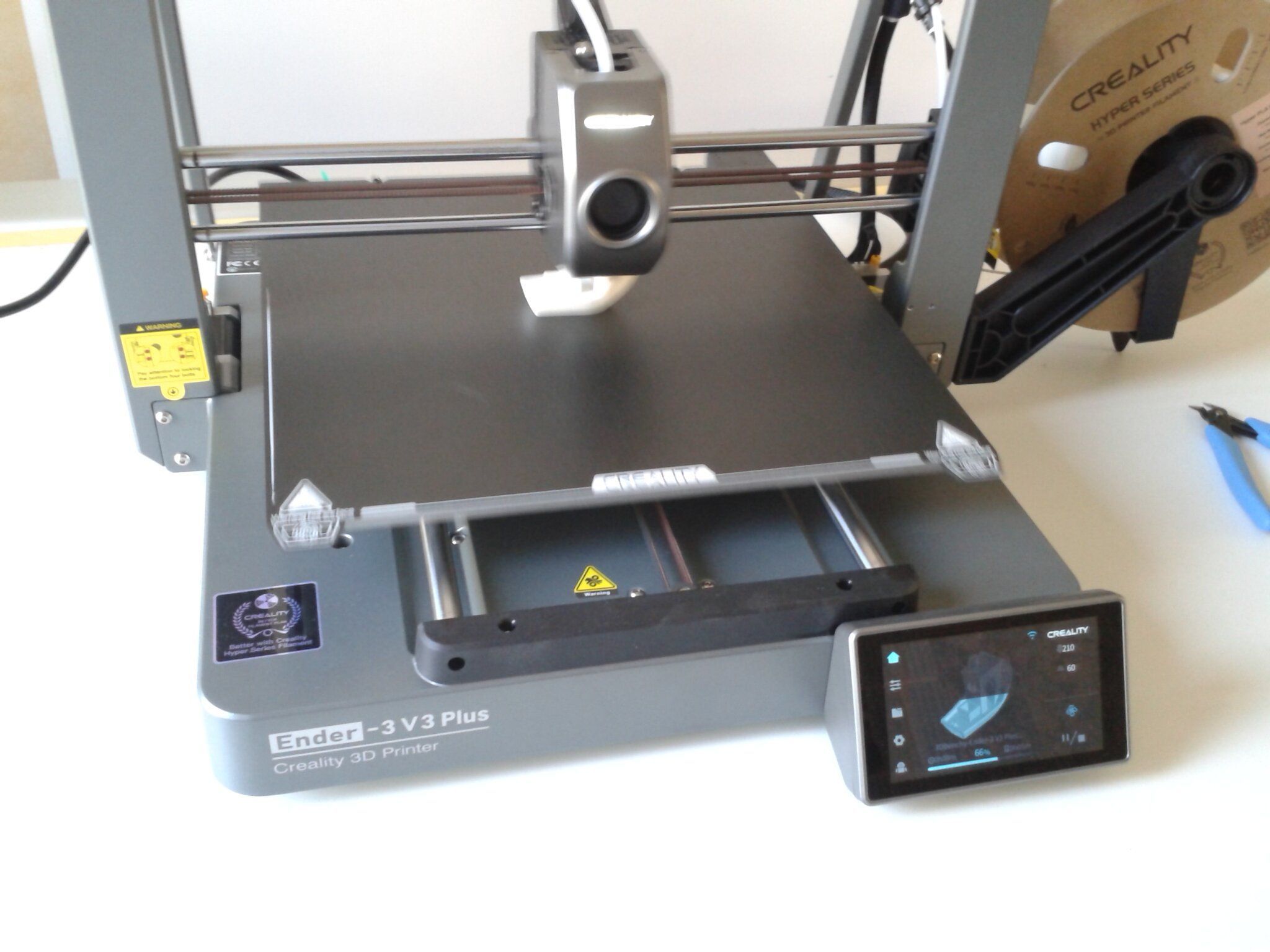
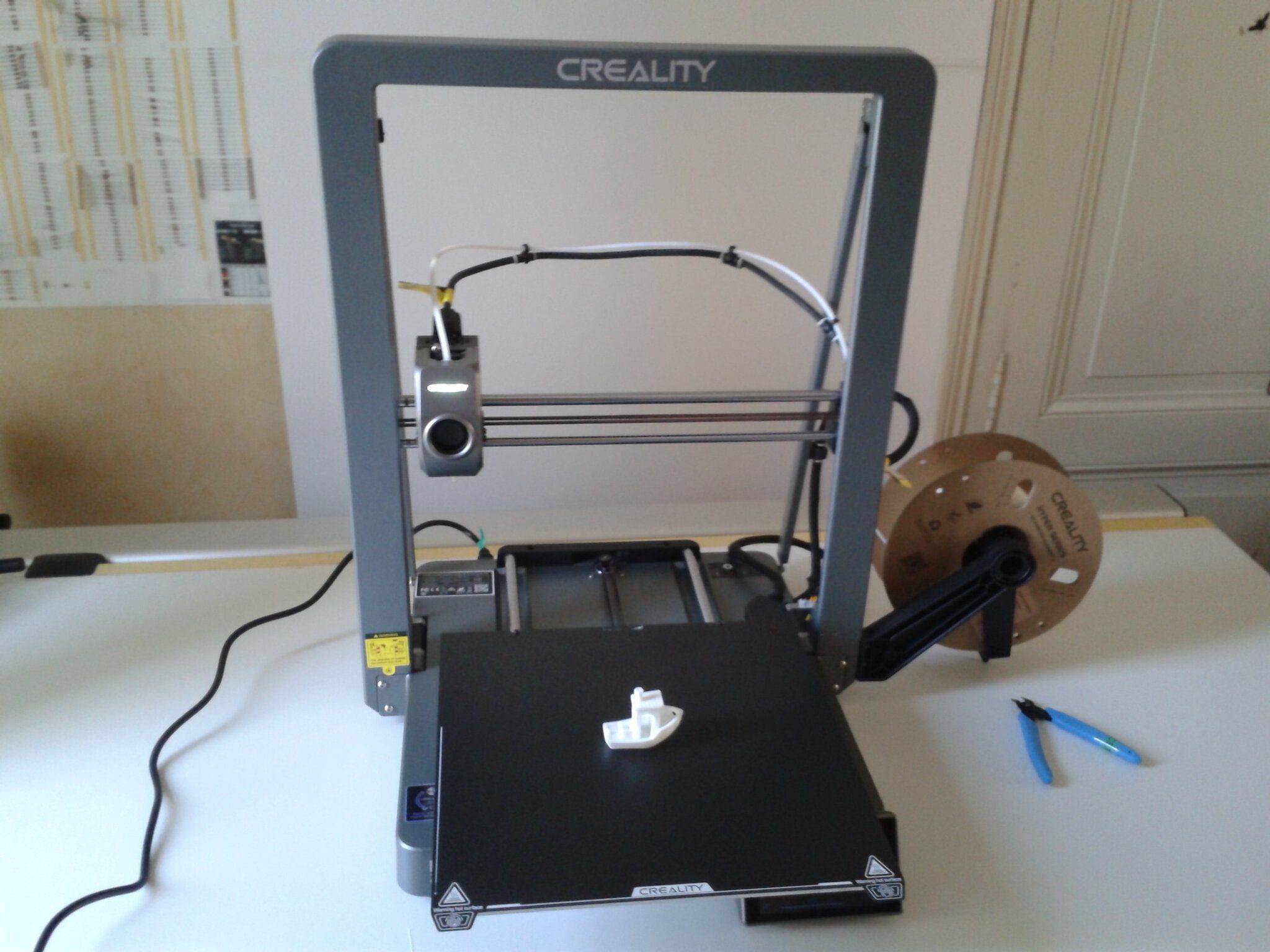
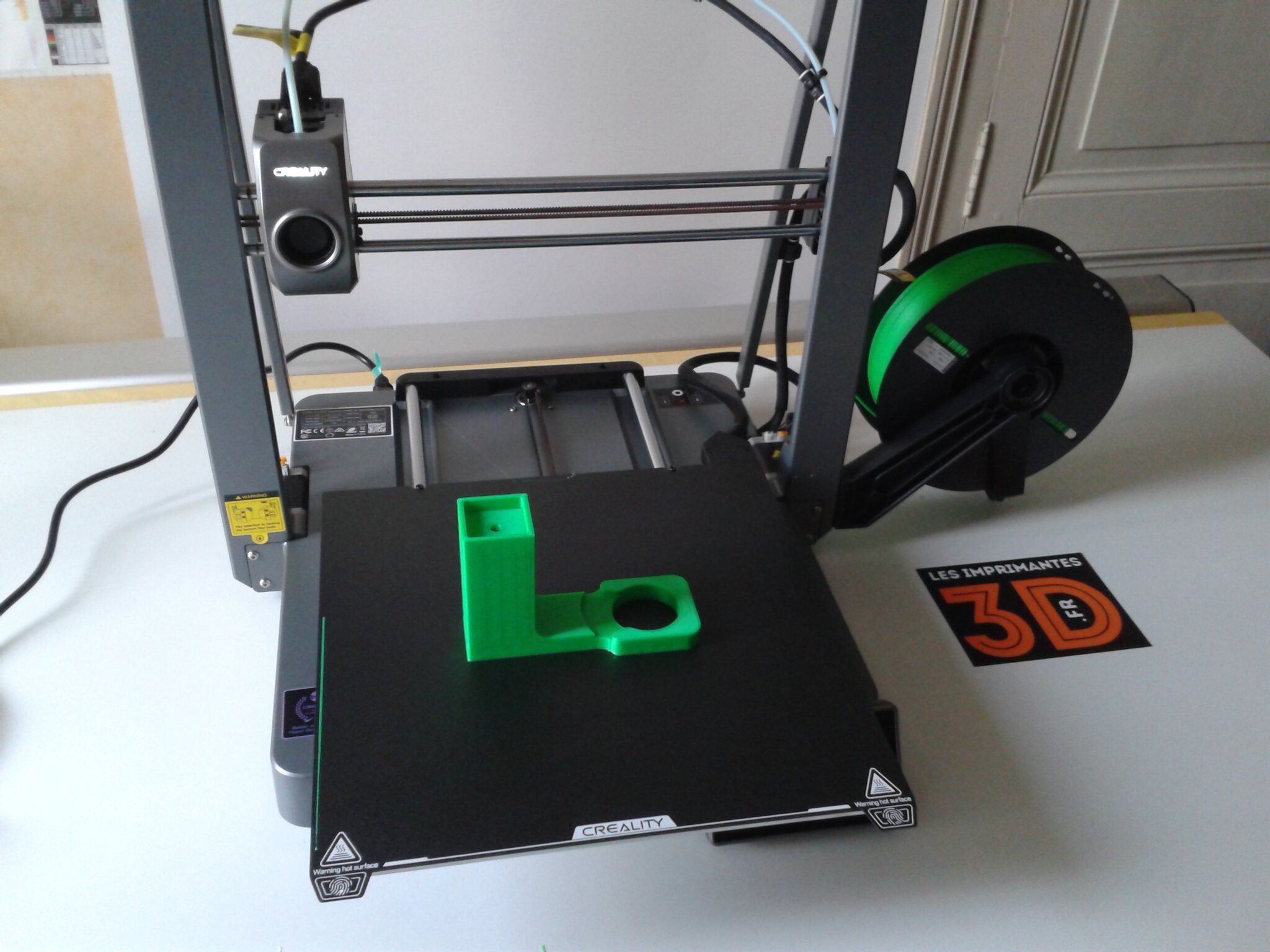
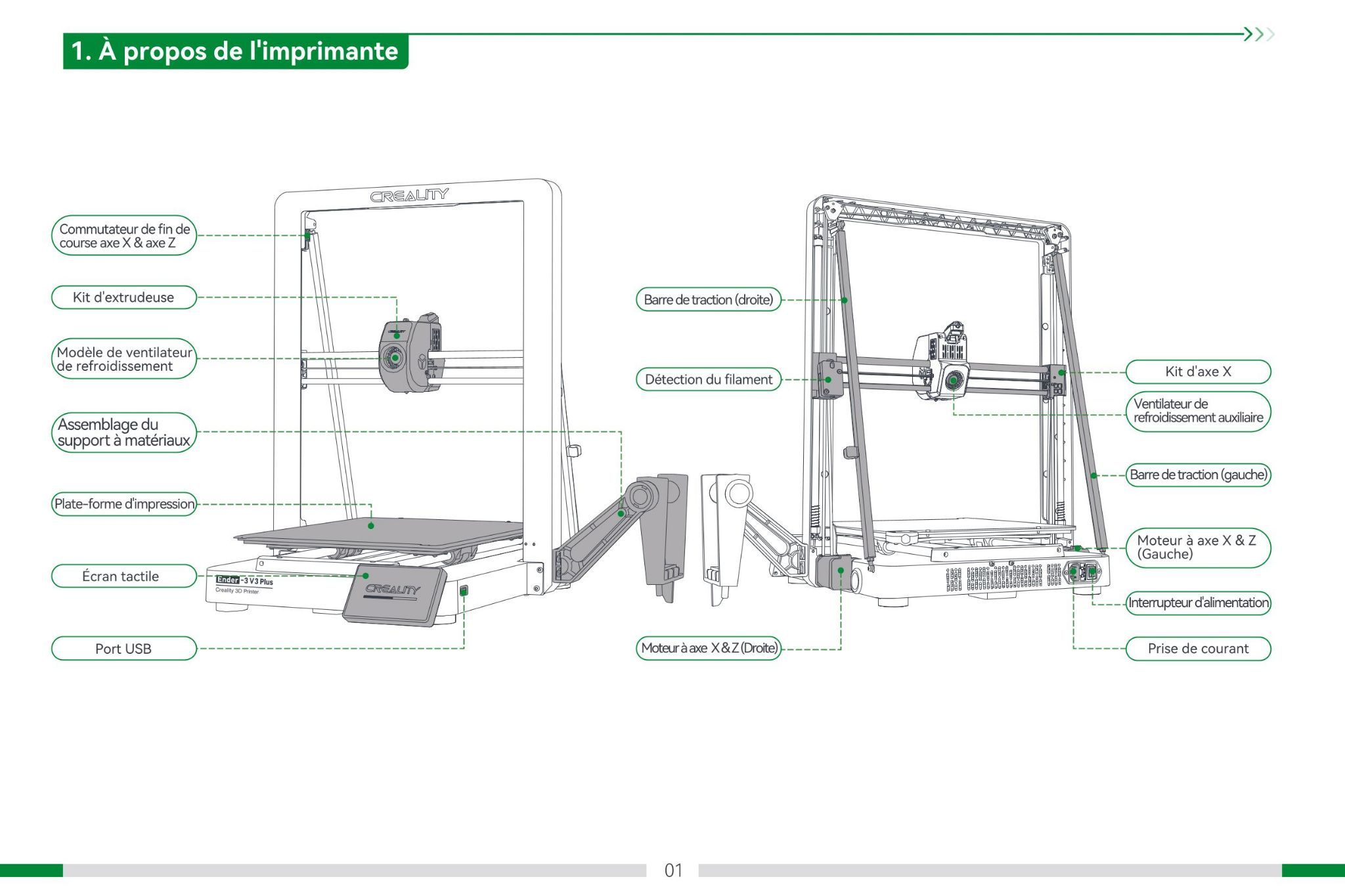
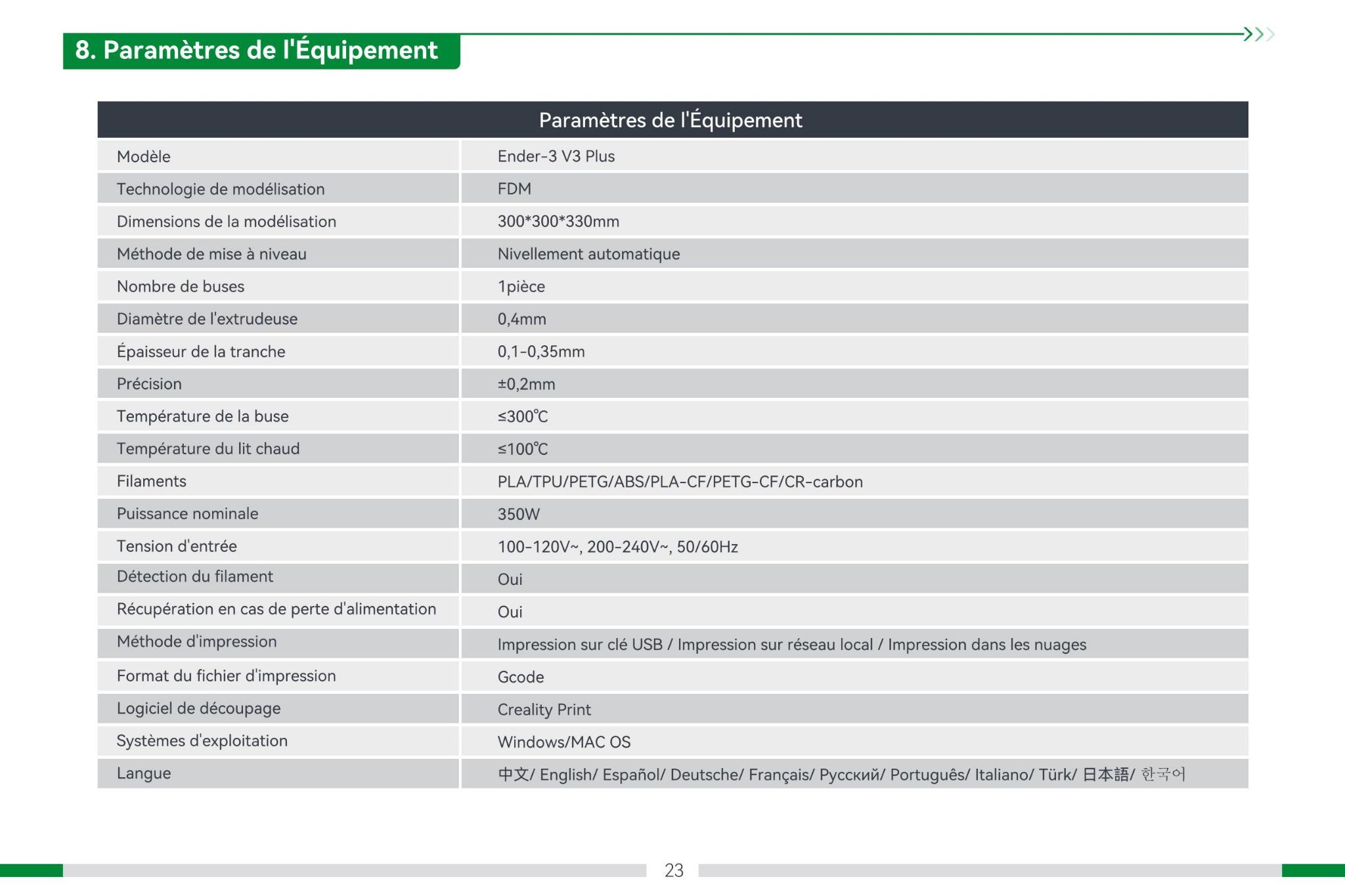
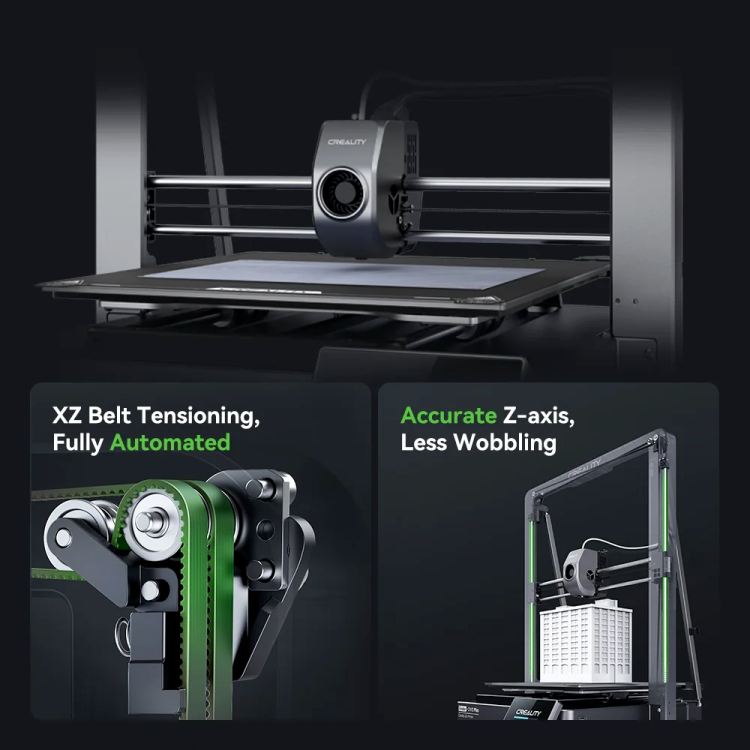
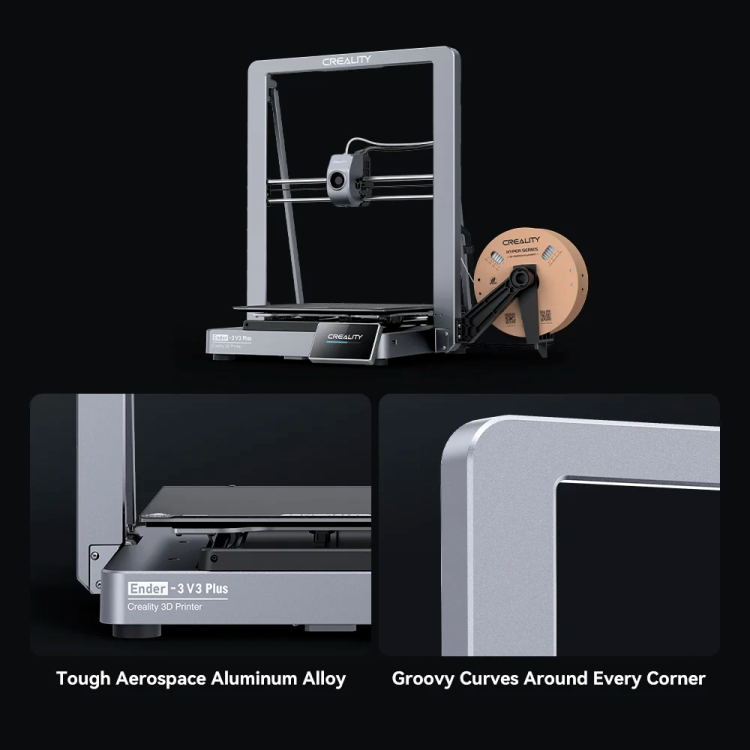
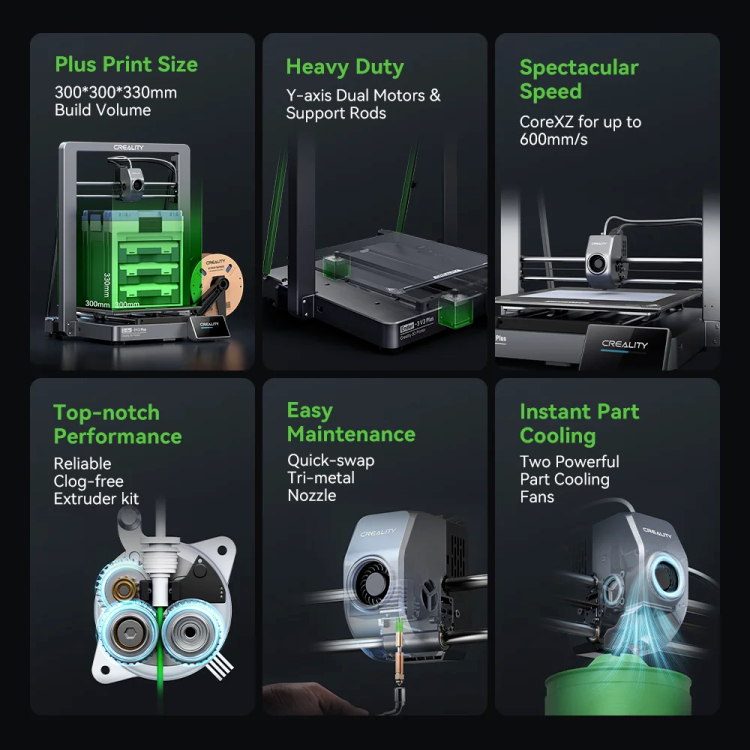
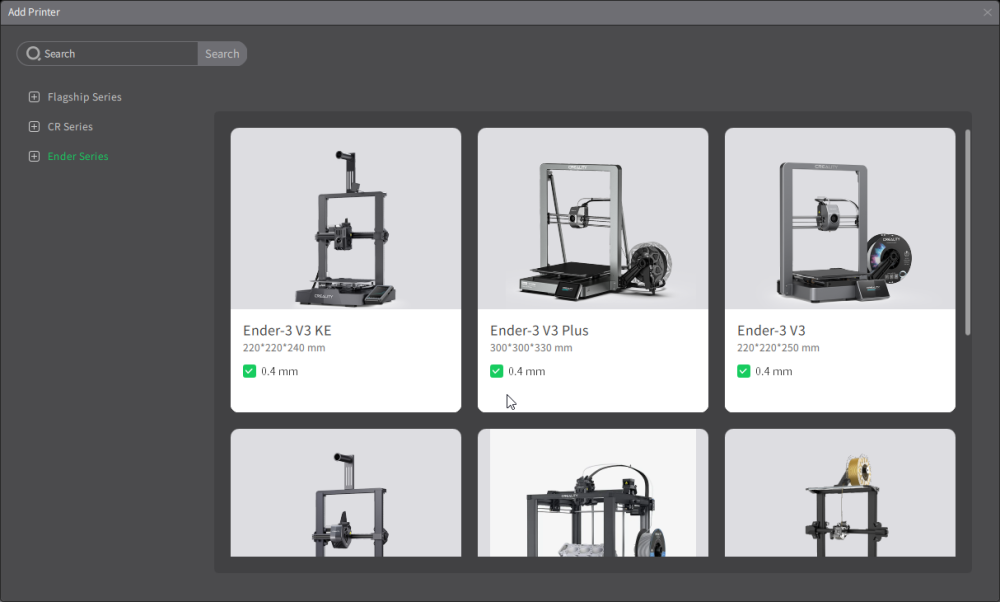
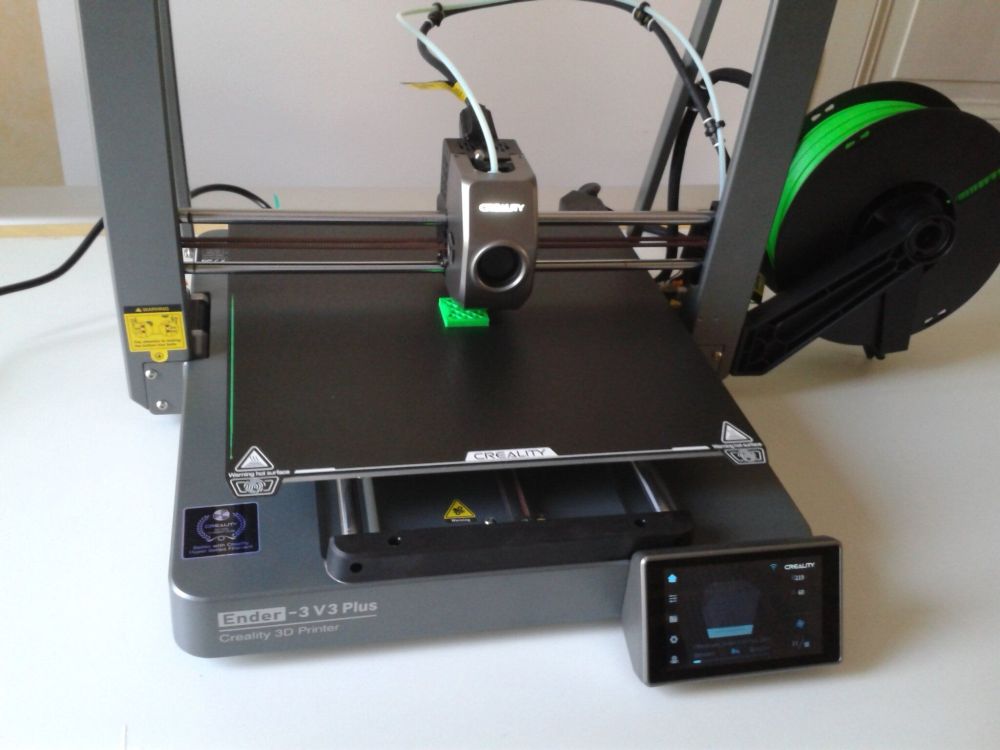
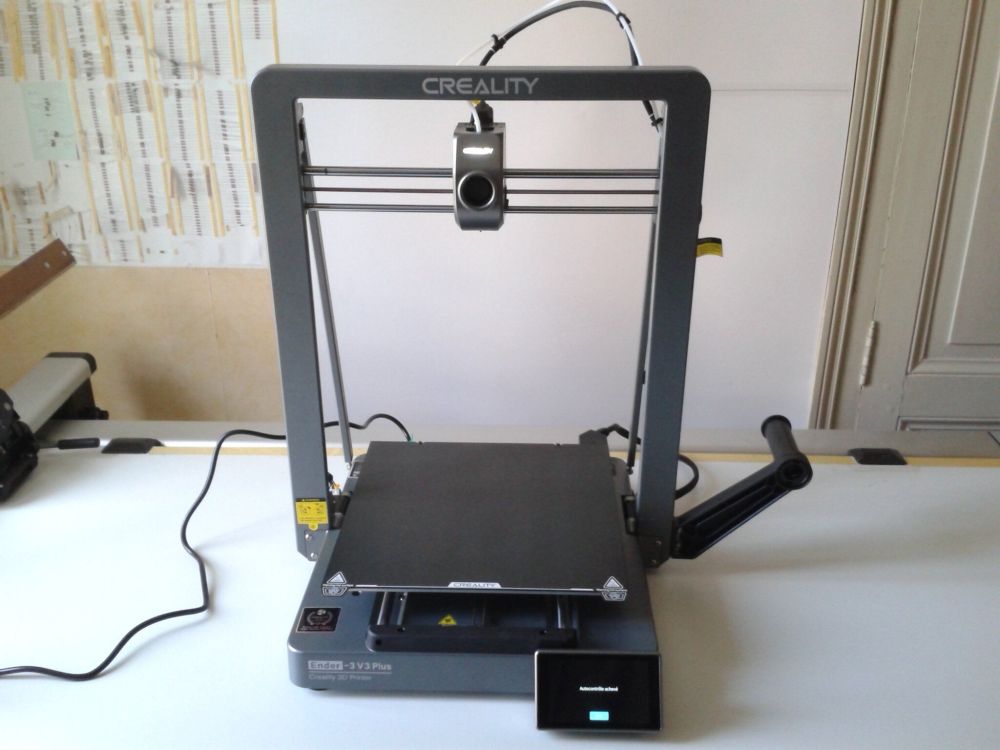
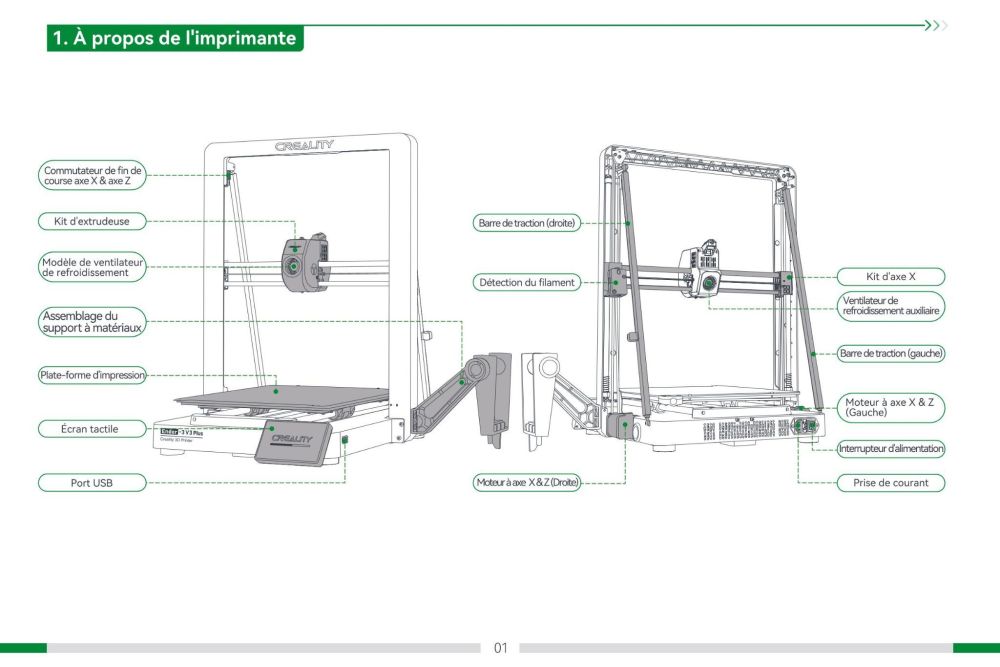
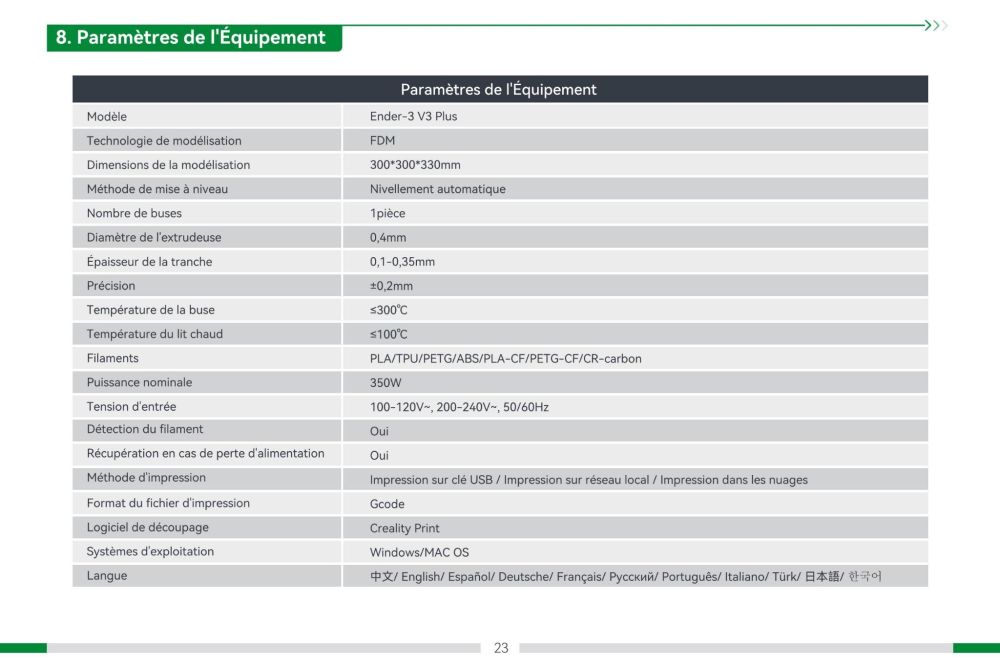
J'ai le plaisir, d'avoir en test la "Ender-3 V3 Plus" (CoreXZ, volume d'impression de 300 x 300 x 330 mm) Après avoir testé les "Ender-3 V3 SE" (sujet, test) "Ender-3 V3 KE" (sujet, test), "Ender-3 V3" (CoreXZ) (sujet, test) de chez Creality. Cette "Ender-3 V3 Plus" (CoreXZ), si l'on met de côté la différence de taille, ressemble énormément à la "Ender-3 V3" (CoreXZ). Félicitation à Fran6p pour l'avoir identifié lors du "Quoi qu'est-ce ?" de son carton. Liens Liste de lecture "Ender 3 V3 Plus related tutorial" sur la chaîne YouTube de "Creality After-sale" https://www.youtube.com/playlist?list=PLW9O3eZmo5E0LGnVUvXhkf8weDYy7lD-A (Actuellement 16 vidéos au 16/08/2024) sur Creality Cloud https://www.crealitycloud.com/product/details/Ender-3-V3-Plus-666fef48f8b34dd21451d835?activeName=content&childActiveName=1 Site officiel de Creality https://www.creality.com/ Manuel, Firmware et trancheur pour la "Ender-3 V3 Plus" https://www.creality.com/pages/download-ender-3-v3-plus Sources du firmware sur https://github.com/CrealityOfficial/ ( ? À venir ?, recherche https://github.com/search?q=org%3ACrealityOfficial+Ender-3_V3&type=repositories ) Site de vente officiel de Creality https://store.creality.com/ Support Creality Service après-vente via mail cs@creality.com Support technique via le forum de Creality https://forum.creality.com/ Support technique via le "Chat" de "Customer service" de Creality Cloud https://www.crealitycloud.com/ ( en bas a droite l'icone d'une bulle avec "..." ) Page sur le Wiki de Creality pour la "Ender-3 V3 Plus" https://wiki.creality.com/en/ender-series/ender-3-v3-plus Manuel de la "Ender-3 V3 Plus" https://wiki.creality.com/en/ender-series/ender-3-v3-plus/quick-start-guide/user-manual Les composants de remplacement https://wiki.creality.com/en/ender-series/ender-3-v3-plus/parts-list Discord "Creality" (invitation https://discord.gg/X46pNjdPBM ) "Creality Cloud - 3D Printing" ( invitation https://discord.gg/gn32hQSCMm ) Sur le comparateur "Creality Ender 3 V3 Plus : fiche technique, tutoriel, test, prix imprimante" https://www.lesimprimantes3d.fr/comparateur/imprimante3d/creality-3d/ender-3-v3-plus/ L'article de test sur le blog Test Creality Ender 3 V3 Plus, la grande imprimante 3D CoreXZ https://www.lesimprimantes3d.fr/test-creality-ender-3-v3-plus-corexz-20240927/


 1 point
1 point -
LDLC n'assurera pas forcement de SAV et te renverra vers le fabriquant de plus pas sur que tu sois gagnant. Perso je fais un peu de technique et de figurine avec mes imprimantes résines, perso j'ai revendu ma creality qui fonctionnait très très bien, et je vais revendre ma Photon M3 pour partir sur une Saturn 4 (non pro). Perso le Wifi m'interesse pas forcement sur les imprimantes résines, la vitesse est secondaire la qualité prime pour moi et le système de capot charnière est devenue un atout primordial pour moi, d'ou mon chois pour la saturn 4 qui intègre pas de techno qui peuvent tomber en pas car récente sur ces gammes de machine comme l'ecran qui pivote de la S4 Ultra, la qualité est au top, la vitesse me suffit et la capot a charnière un point crucial pour moi qui m'ont fait oublié la S3 et S3 Ultra, donc pour mois de 300€c'est le meilleur chois pour mon besoin. Mais comme mes camarade ne pas oublie l'essentiel W&C voir une filtration des particules. L'avantage des Elegoo sur les Creality les pièces détachées sont plus abordable1 point
-
@Kachidoki Le son passant au travers de cette peau, il va falloir que tu espaces les mailles, mais l'enceinte ne sera pas IP67, seulement étanche aux cailloux.1 point
-
Oui ce fichier a été rajouter dans la dernière version du firmware j'ai vue qu'il avait préparer le travail pour l'intégration d'obico, perso j'ai desactivé la ligne dans le printer.cfg car comme @llaumgui ce type de service cloud de détection de fails par IA n'a que peu d'intérêt pour moi, et j'estime que la detection par IA est loin d'être au point que ce soit côté FDM ou résine aujourd'hui encore.1 point
-
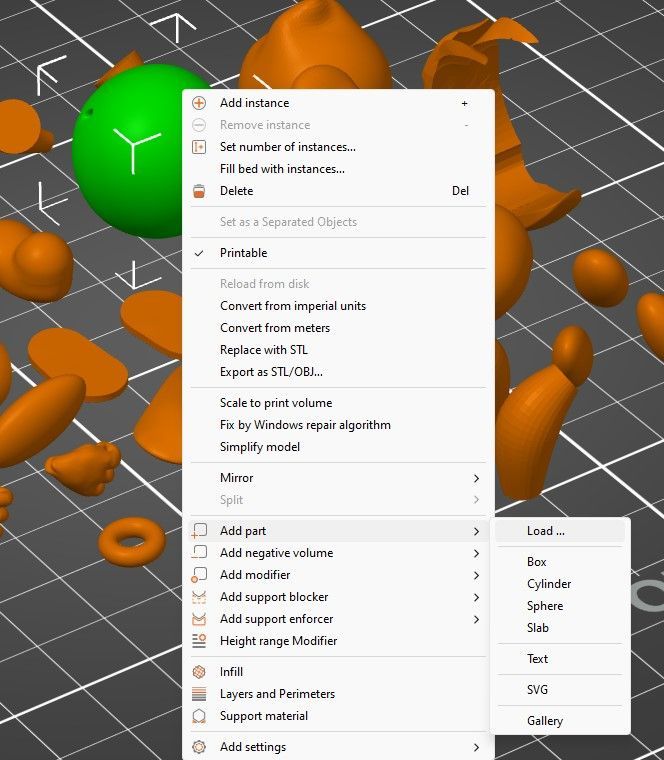
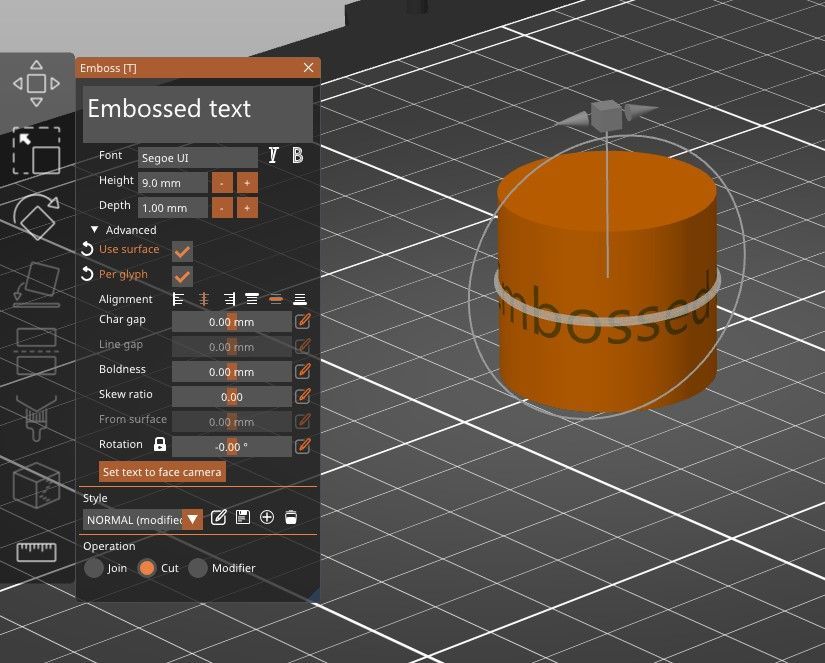
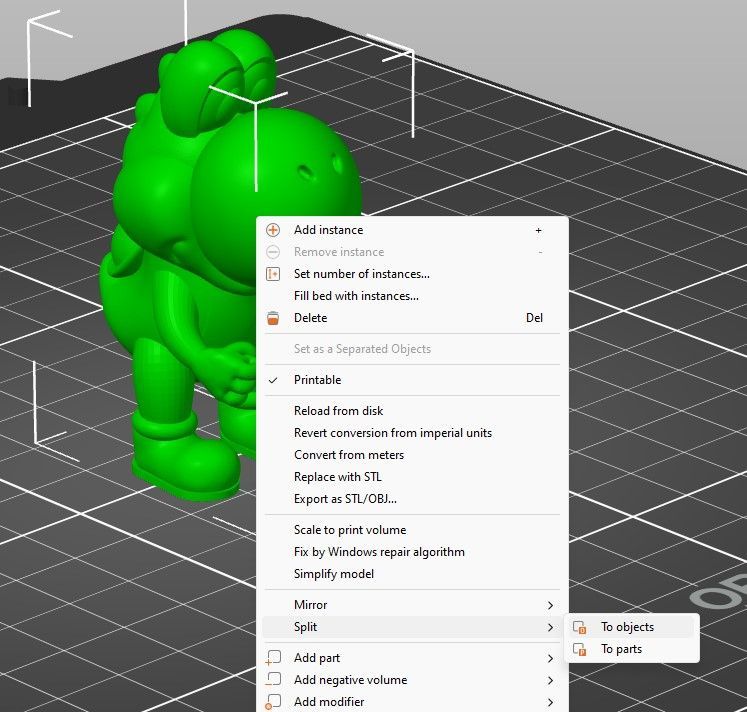
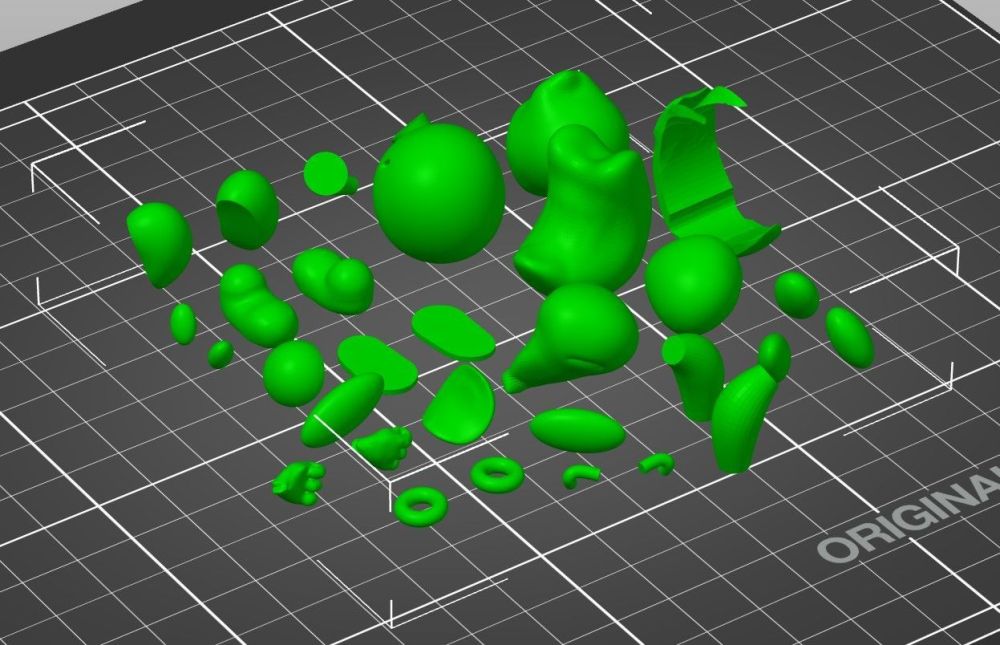
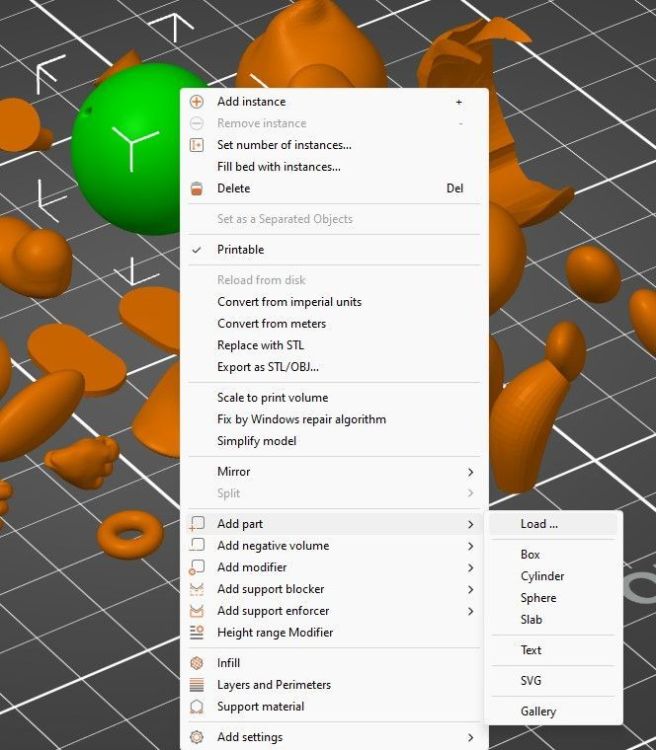
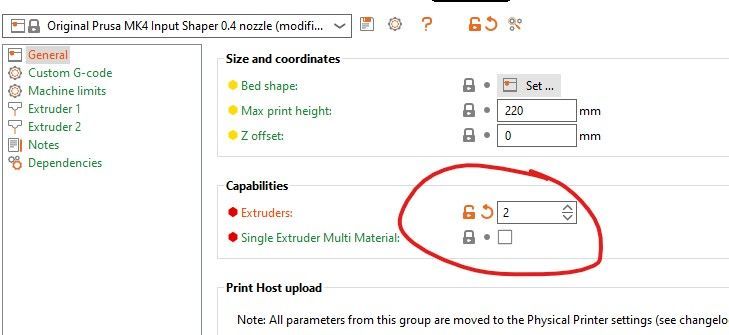
Sache que PrusaSlicer permet d'ajouter directement du texte en suivant les reliefs. Tout comme il peut ajouter des logos depuis une galerie ou un SVG. Je sais pas, toujours est-il que si tu prends ce modèle de Yoshi (au hasard) => https://www.printables.com/fr/model/965865-yoshi Tu peux le scinder en objets distincts ou décomposer l'ensemble avec des composants. La différence entre les deux c'est que le "to part" garde la position relative entre chaque composant. Ici j'ai décomposé en objets séparés pour montrer que le stl contient bien plusieurs corps. En fait il y a une astuce. Il faut importer tous les stl d'un bloc, et PrusaSlicer te demande s'il s'agit d'objets séparés ou non. Dans ton cas ça serait non, et les positions relatives sont conservées. Sinon il faut partir d'un stl de référence, puis en sélectionnant l'objet faire un clic droit et ajouter un composant. De là on peut charger un autre stl qui fera partie du groupe. Si tu veux, mais tu peux aussi tout tester toi-même dans PrusaSlicer. Il suffit de définir une imprimante avec plusieurs extrudeurs pour voir les fonctions multicouleurs apparaitre.
 1 point
1 point -
Une analyse par éléments finis, c'est utilisé pour analyser comment un objet réagit a des forces et des contraintes. Les résultats sont souvent affichés sous forme de dégradés en fonction des déformation/stress1 point
-
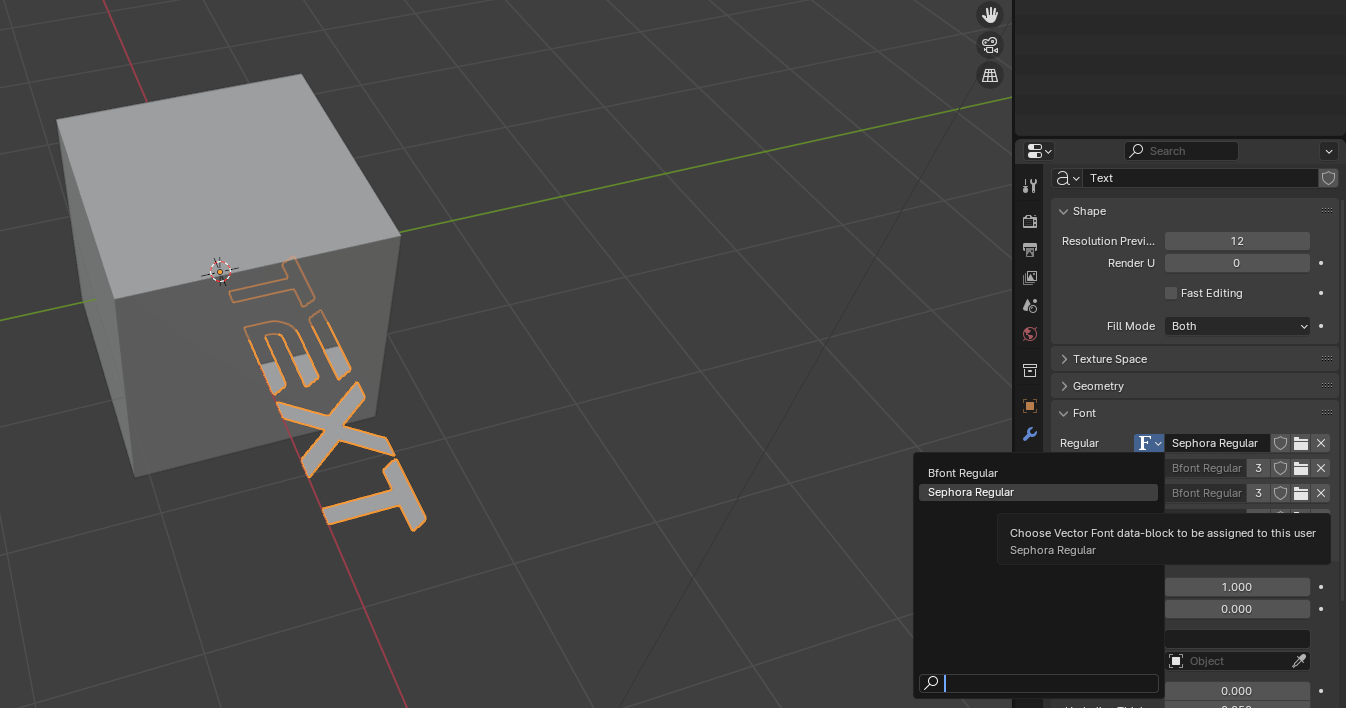
Salut, D'après la doc, l'ajout se ferait comme ceci: To load a different Font, click one of the Load buttons in the Font panel and navigate to a font file. The File Browser will give all valid fonts a capital “F” icon. If you select a font that is unsupported by Blender, you will get the error Not a valid font. J'imagine que le font panel correspond à Edit -> preference -> interface -> text rendering -> interface font pô du tout , c'est dans les propriétés du texte . Voici un exemple avec la police sephora , après avoir cliqué sur l'icone dossier à droite du champ (sephora.zip ) donc question idiote: est-ce que tu n'as pas eu de message d'erreur? Est-ce que tu peux fournir ton fichier de police pour que l'on teste?
 1 point
1 point -
Salut, Comme ce firmware est basé sur une structure différente de la tienne, j'ai compilé une version qui correspond à ton imprimante et ses modifications. Voici donc le firmware de: la carte-mère: firmware_E3_Touch_BLT_DW7.4.9.bin l'écran: F1rstLayerDwinPT_480272_20240127.zip Les fonctions/choix suivants ont été retenus: régulation par PID de la tête absence de détecteur de filament initialisation automatique de l'eeprom après le flashage du firmware l'input shaping est activé. En attendant de le régler (voir ici ), il faudra ajouter la ligne M593 F0 au début du Gcode de démarrage la reprise après coupure d'alimentation est désactivée. Je ne suis pas sûr qu'il y ait un menu pour l'activer. Si il est bien absent, alors tu n'auras qu'à ajouter le Gcode M413 S1 pour l'activer ( M413 S0 pour le désactiver) au début de ton Gcode de démarrage (dans le trancheur) le linear advance est activé mais défini à 0 en attendant le réglage ( voir cette vidéo ) activation du Gcode M43 S qui permet de tester le BLTouch température maximale de la buse 300°C Pour information, voici les fichiers de configuration (dont Marlin\src\module\thermistor\thermistor_13.h) qui ont servis à la compilation des sources Marlin modifiées: Marlin-F1LTScrE3SpriteProBltouch_config.zip PS: n'hésite pas à ajouter le nom de ton imprimante dans ton profil, c'est pratique pour te répondre. (voir ce message pour plus d'explications) PS: même si la mode est à féminiser les noms, neurone reste, pour l'instant au moins, de genre masculin1 point
-
Cette boîte est à nouveau disponible à 19.90 € je l'avais loupé la dernière fois1 point
-
@papagalak Je ne l'ai plus, il faisait partie de la collection de fichiers disparus lors du crash d'un disque dur Il provenait de Thingiverse (rechercher: hedgehog (hérisson en shakespearien) Il me semble que c'est plus ou moins celui-là sinon voir cette liste.1 point
-
Exactement boite avec des trous En tout cas merci pour les réponse !1 point
-
Creality indique sur la page de la K2 Plus Combo : Does K1 series/Ender-3 V3 series support CFS? Not yet. To make the K1 and Ender-3 V3 series compatible with CFS, you need to upgrade the extruder. Currently, we are working hard on the multicolor upgrade kit for them, which may include CFS, CFS power adapter, a new extruder with a cutter, a nozzle wiping module, and new firmware.This is a huge project. The Upgrade Kit will not be available in the short term. Soit : La série K1/Ender-3 V3 prend-elle en charge le CFS ? Pas encore. Pour rendre les séries K1 et Ender-3 V3 compatibles avec CFS, vous devez mettre à niveau l'extrudeuse. Actuellement, nous travaillons d'arrache-pied sur le kit de mise à niveau multicolore, qui pourrait inclure CFS, un adaptateur d'alimentation CFS, une nouvelle extrudeuse avec un cutter, un module d'essuyage de buse et un nouveau firmware. Le kit de mise à niveau ne sera pas disponible à court terme. Edit : sur la fiche produit K1 Max, mais aussi les K1C et K1, on peut lire : "Will be adapted to the CFS multi-color system to achieve multi-color printing soon" soit "Elle sera bientôt adaptée au système multicolore CFS pour permettre l'impression multicolore".1 point
-
voilà une excellente nouvelle même si quelques récentes campagnes Kickstarter récentes ont laissés un goût très amer aux backers entachant encore un peu plus la réputation de Kickstarter1 point
-
Voilà qui incitera peut-être à libérer certaines machines (Qidi X-Max 3 et TwoTrees SK1) pour faire du multi-couleurs quand le fabricant ne le propose pas !1 point
-
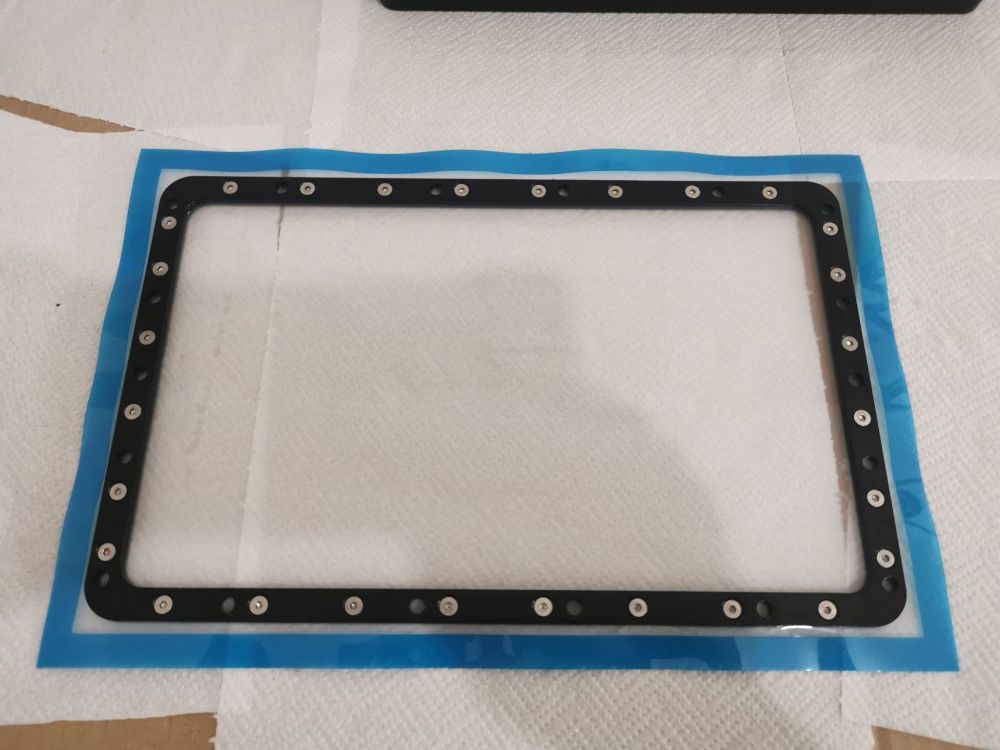
Pour revenir au changement d'acf je l'ai fait sur un des tank ce weekend, sur la S3U. On distingue vraiment 2 côtés sur l'acf, un plus brillant qui le sera moins apres utilisation mais quand on le regarde il laisse un peu plus passer la lumière et il est moins opaque. voir ci dessous : l'arrière qui est collé a l'écran de l'imprimante et opaque voir ci dessous : Je procède comme suit : Etape 1 : nettoyer le bac Etape 2 : Enlever les 4 premières visses ^^ Etape 3 : on continue les visses ^^, on commence a faire attention au sens pour pouvoir remonter a l'endroit le film sinon c'est comment dire.... une mauvaise soirée qui peut commencer a se frayer un chemin (pas encore vécu) Etape 4 : on retire les protections du nouveau film, idéalement a 4 mains ou le maintenir avec du scotch ,pour ne pas faire de traces/pli sur le nouveau film, cela pourrait l'endommager prématurément. et on le replace et on revisse les petites visses que j'ai oublié de prendre en photo Etape 5 : on redispose le cadre avec le film dans le bon sens dans le bac, et on serre les visses pour tendre le film. on oublie pas la finition au couteau de maquettiste ou a coup de cutter pour les plus téméraires.




 1 point
1 point -
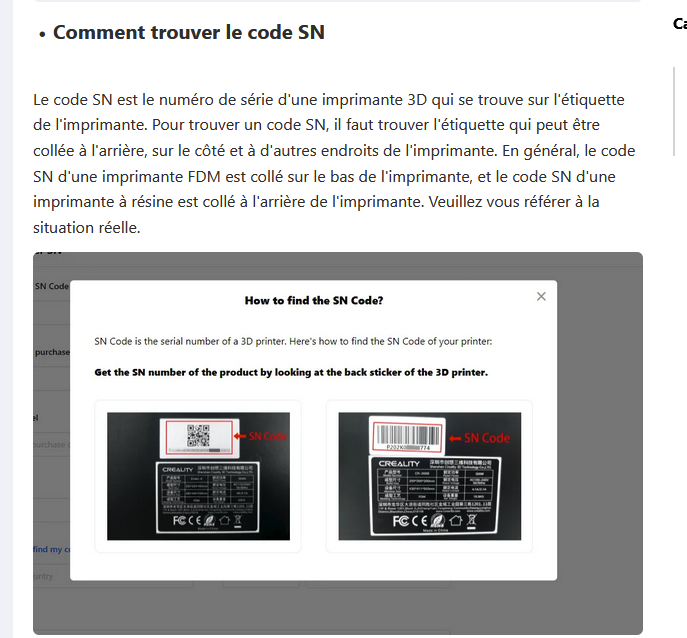
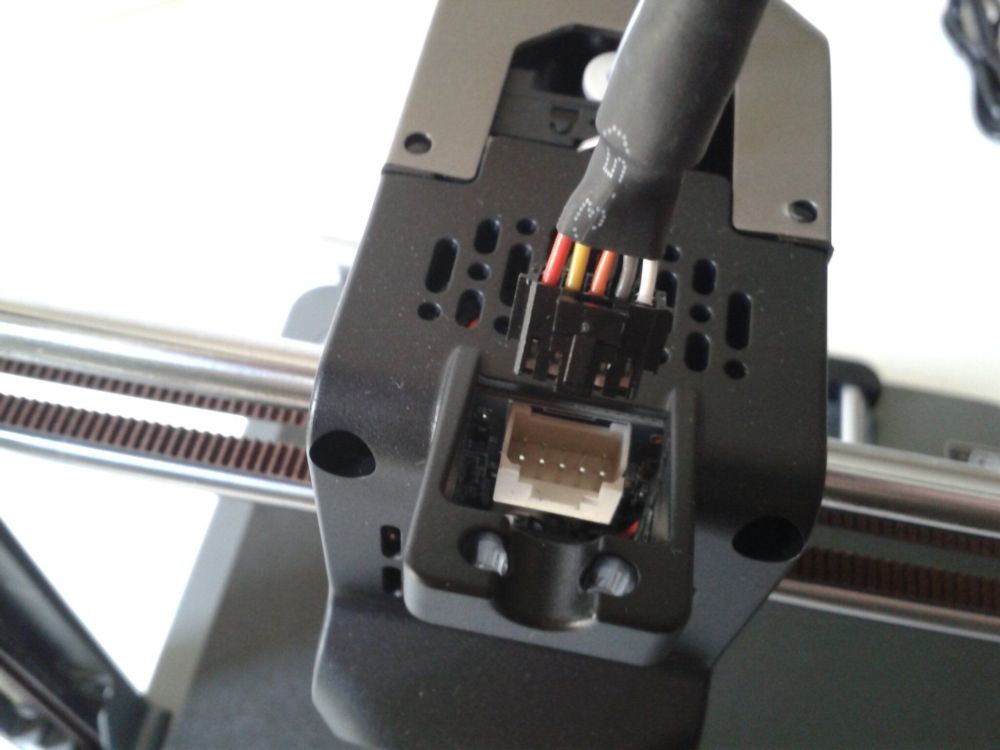
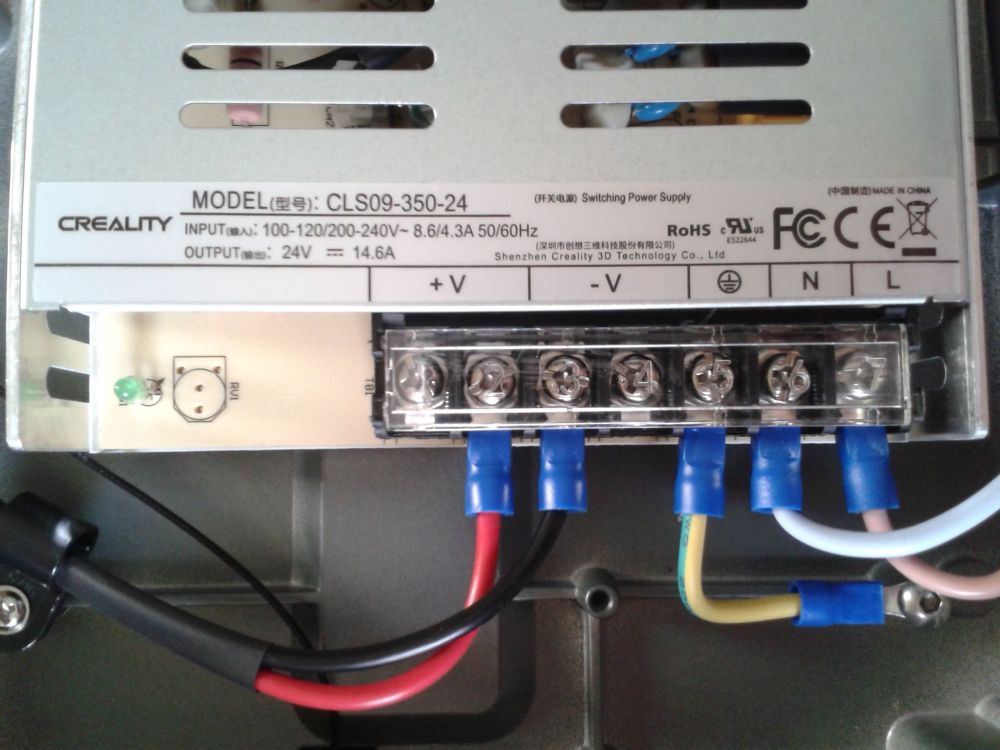
@traderpierre N'aurais-tu pas à l'arrière de l'imprimante une étiquette blanche avec un QRcode ? https://www.crealitycloud.com/fr/help-center/64ded50d47473cf600294c40
 1 point
1 point -
Petite update sur ce projet. J'ai amélioré l'algorithme pour imprimer en 5 couleurs en convertissant une image RGB en CMYKW. J'ai utilisé la technique de conversion du papier de recherche intitulé "Color Uniformity Improvement for an Inkjet Color 3D Printing System" de Pei-Li Sun. Imprimé avec Prusa XL 5T. Quelques images ci-dessous


 1 point
1 point -
C'est ton choix concernant la boutique, mais franchement cela me surprend car 526 € chez LDLC (des gens qui n'y connaissent rien car ce n'est pas le gros de leurs ventes) contre 370 € chez 3DJAKES (chez des gens qui sont spécialisés dans le domaine). Tu avais presque le Wash & Cure gratuit pour la différence.1 point
-
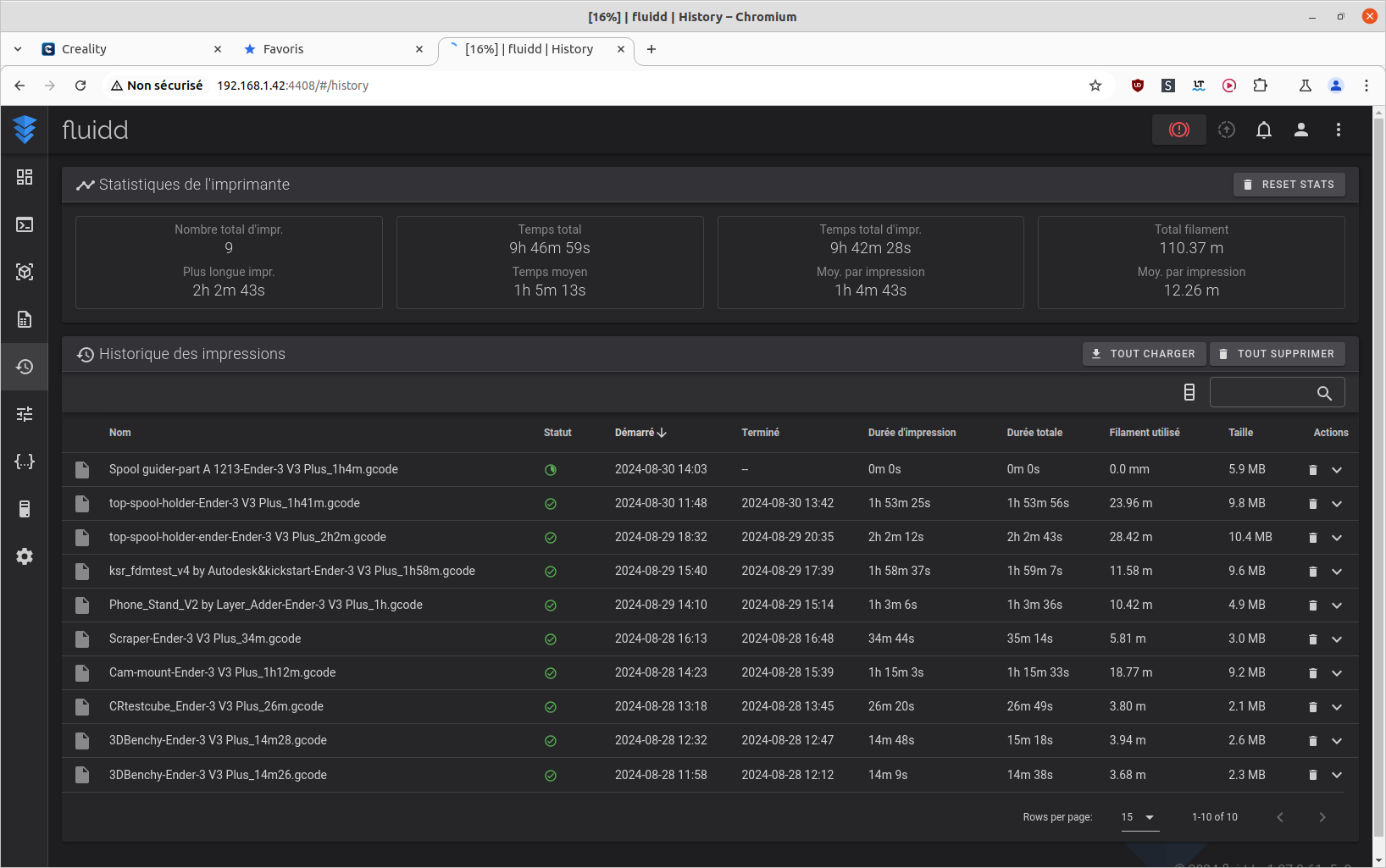
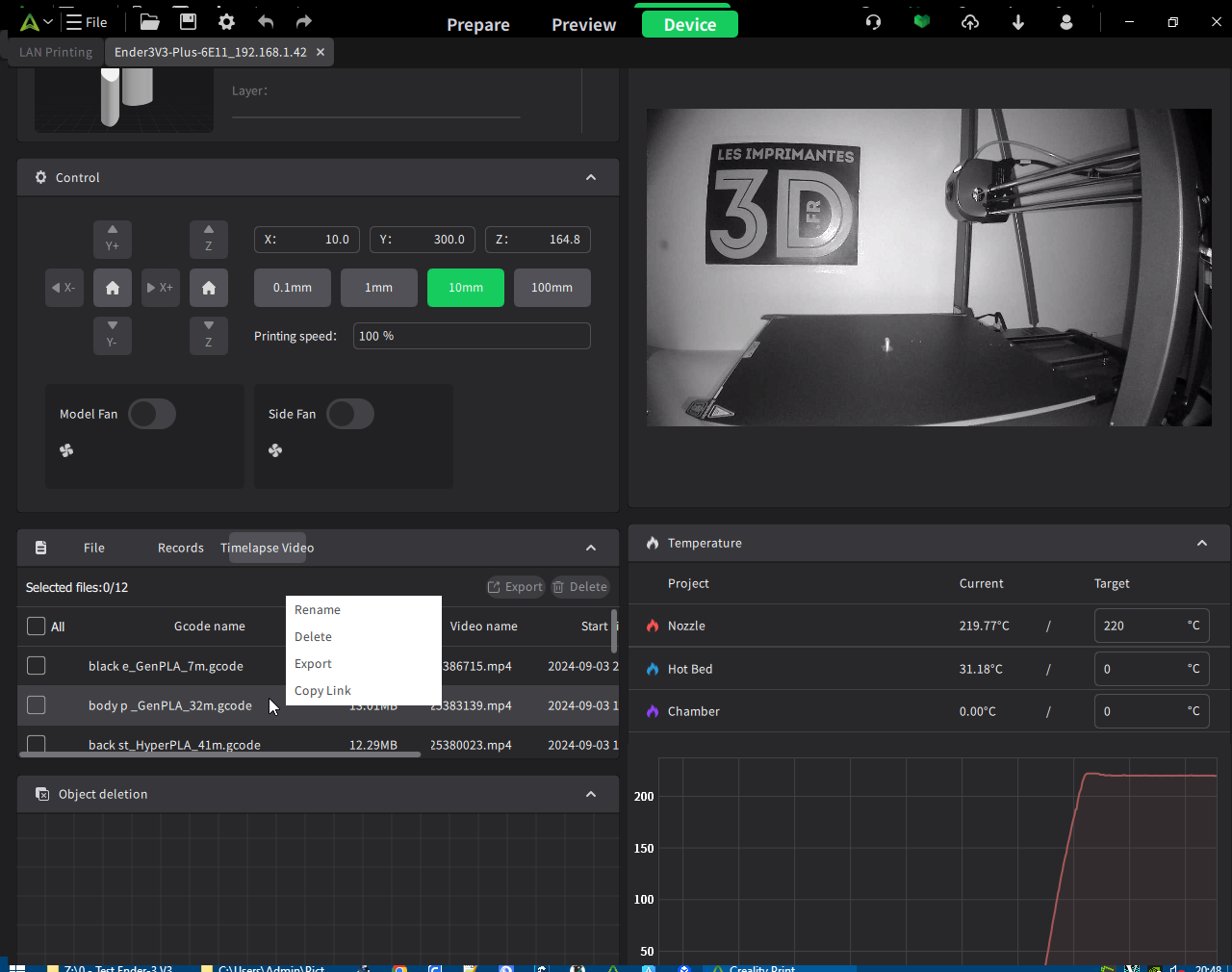
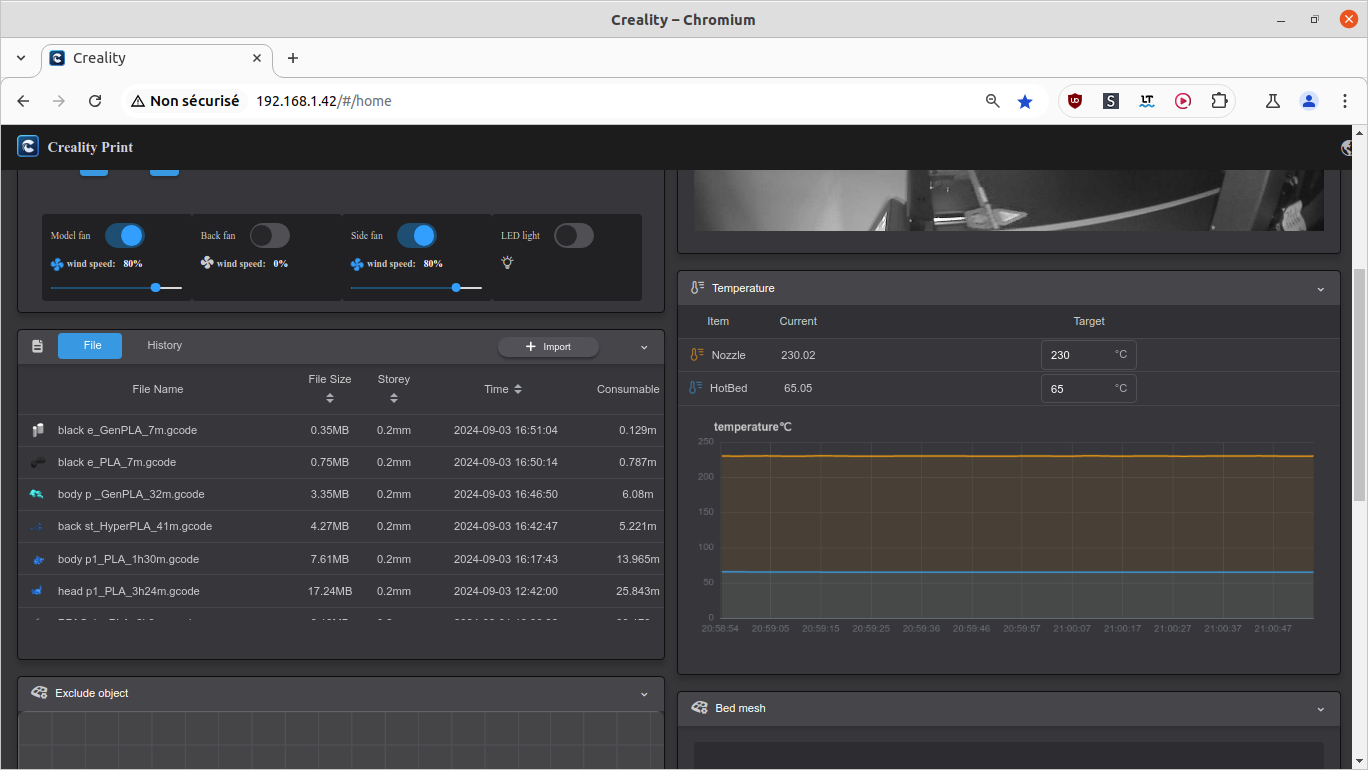
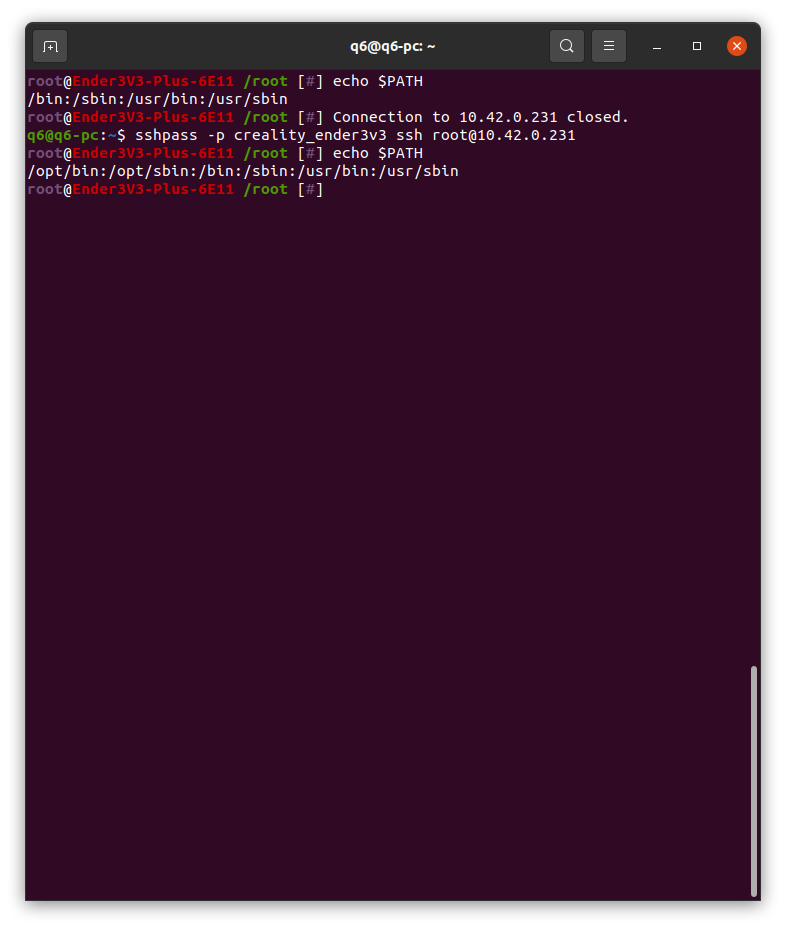
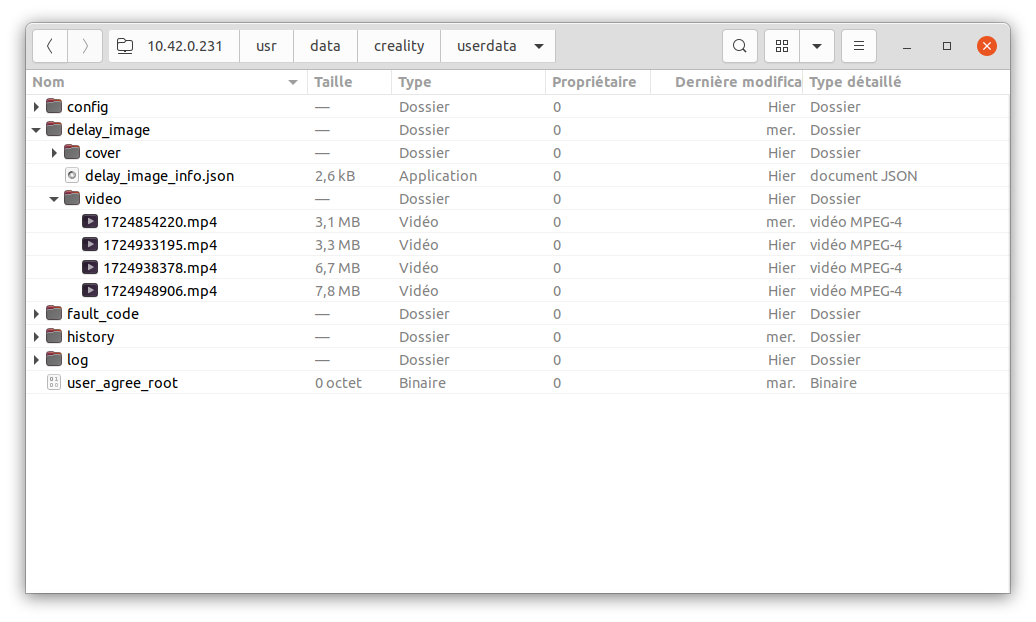
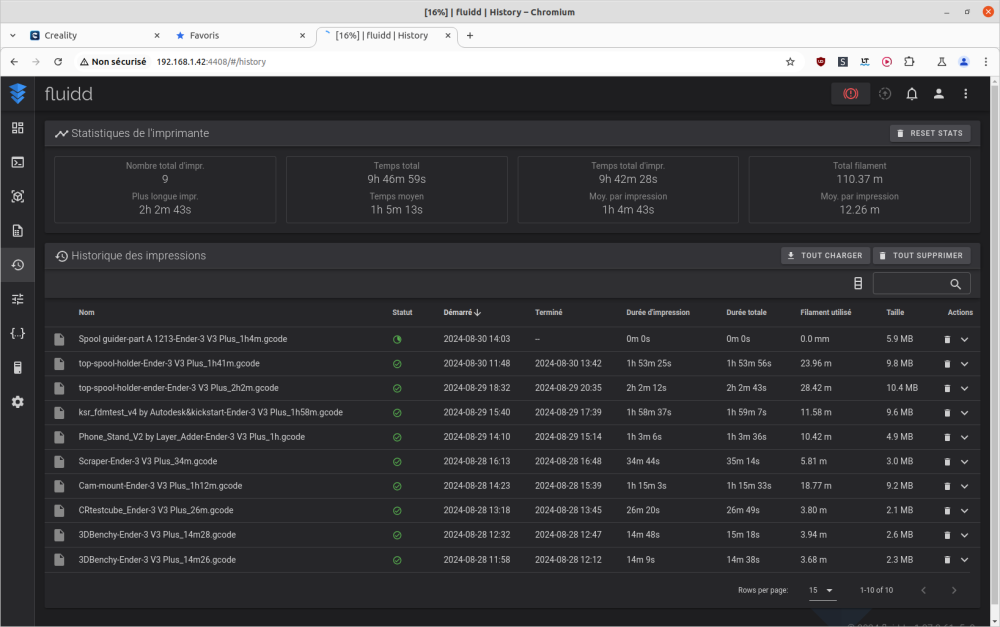
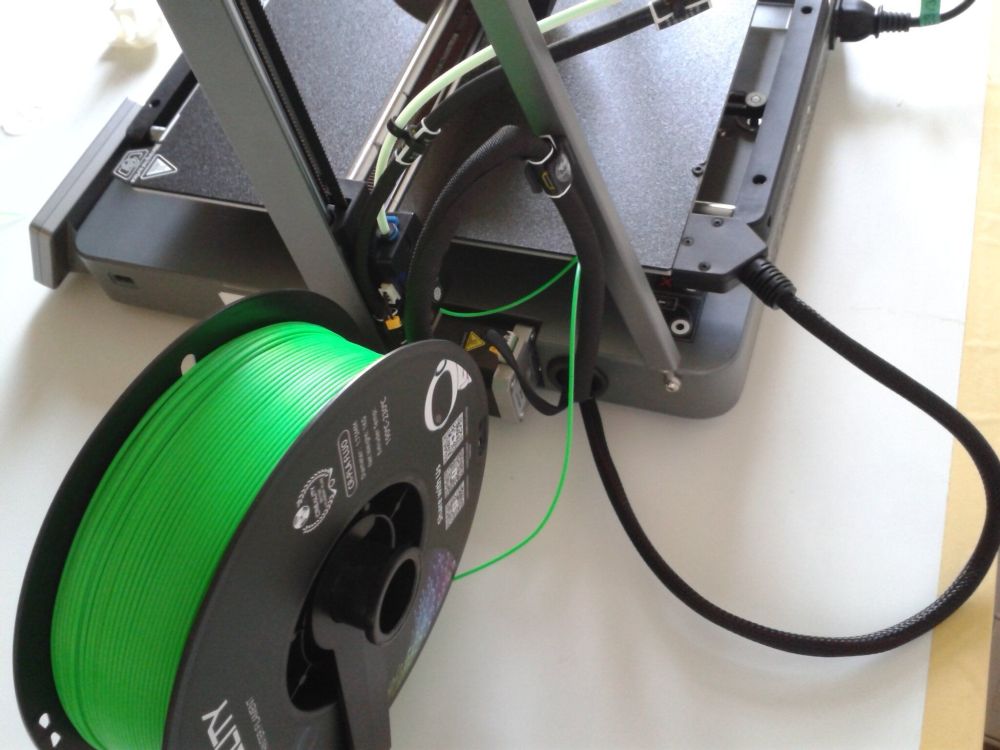
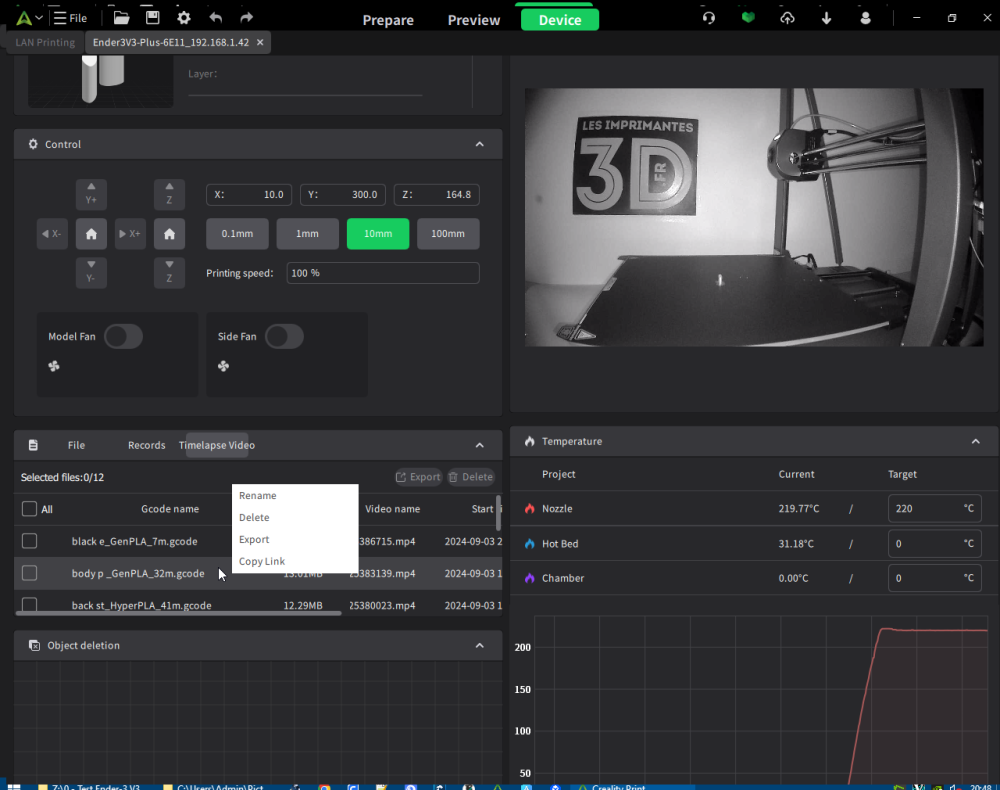
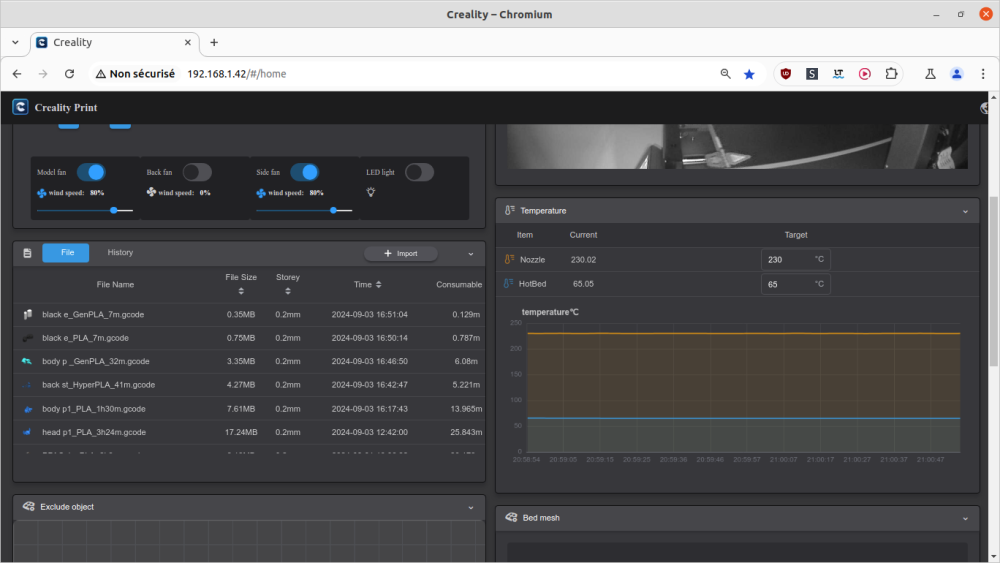
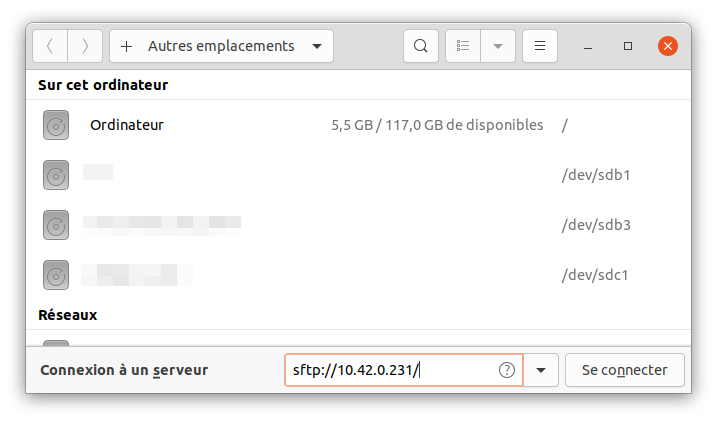
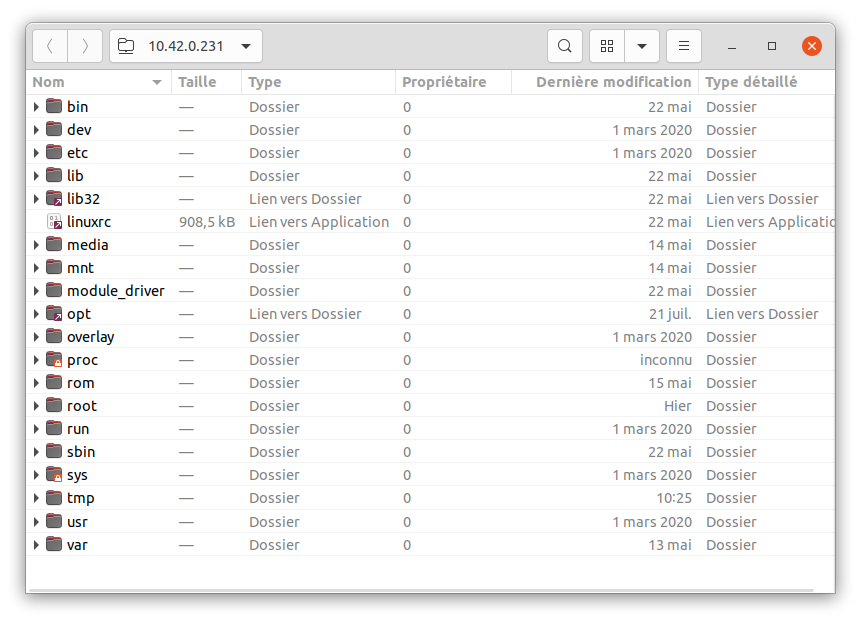
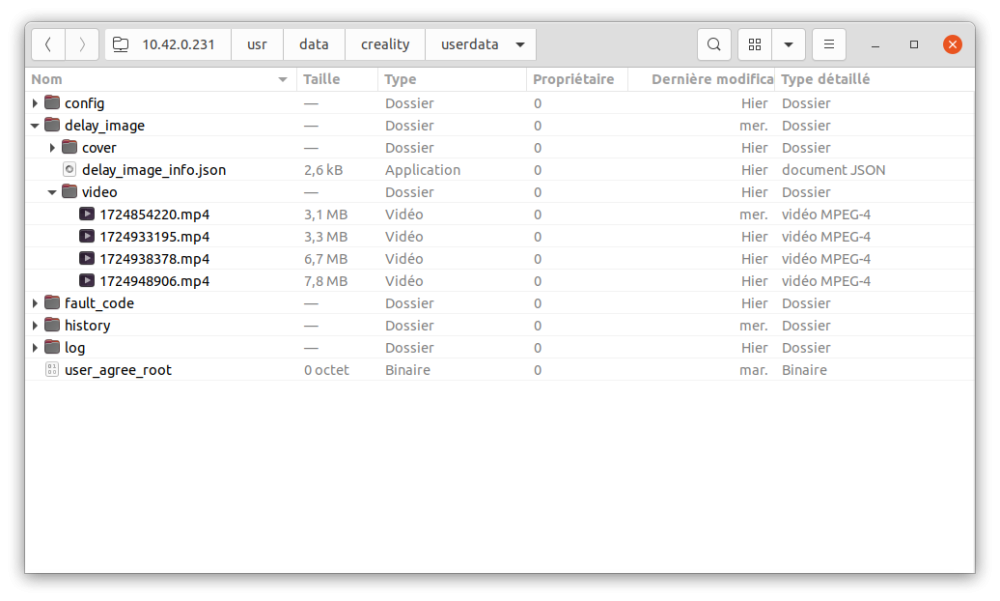
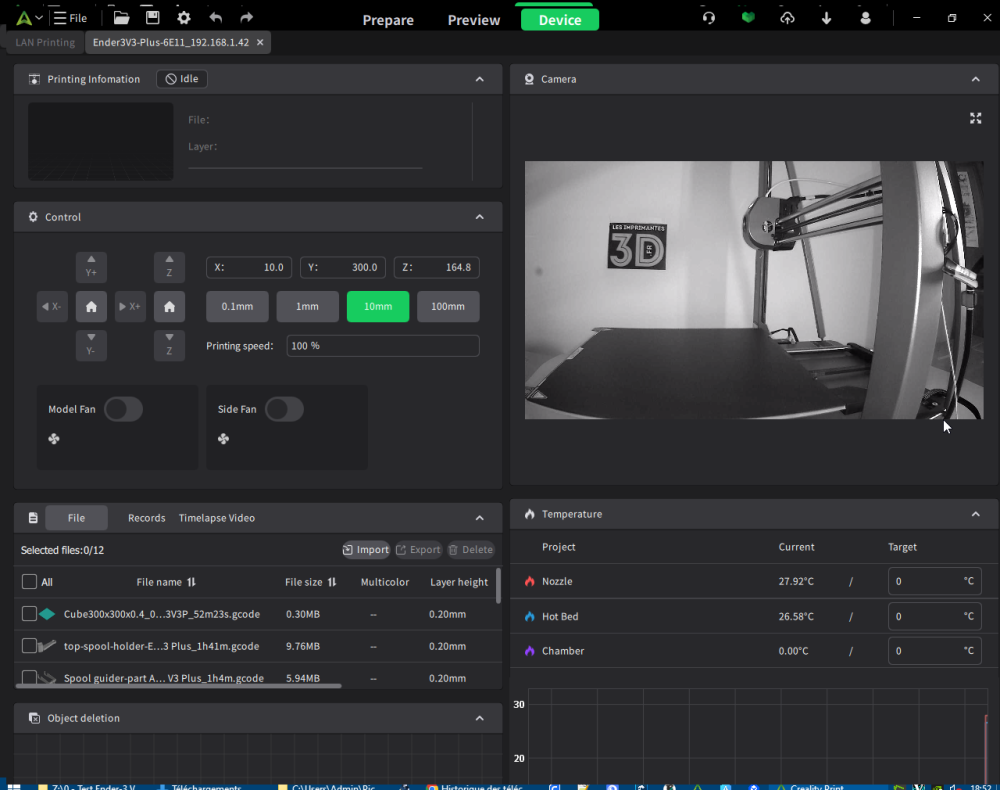
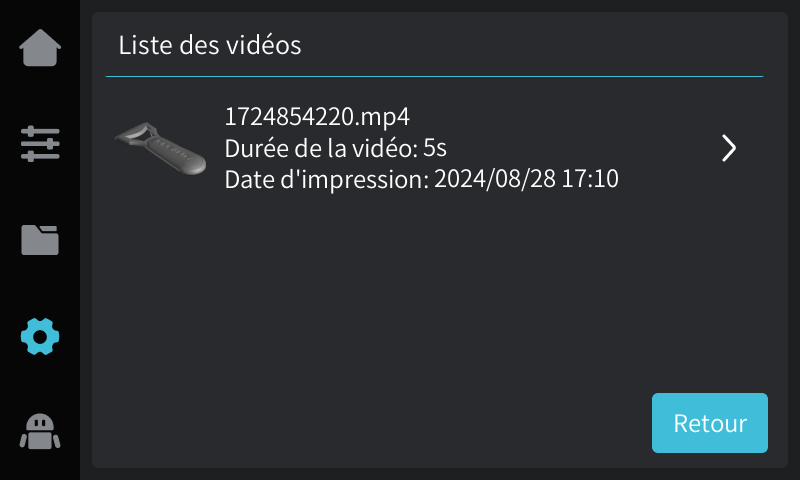
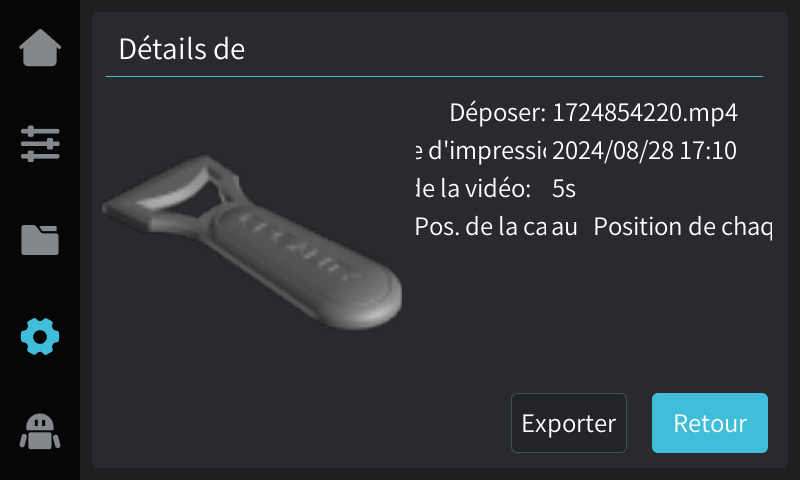
Difficultés et autres remarques Pour l'instant ( après avoir imprimé presque tous les fichiers de test fourni, soit ~ 9h43 d'impression, ) rien à signaler tout semble fonctionner comme attendu. Éventuellement, faire attention en début des impressions que le filament entre la bobine et le capteur de fin de filament ne vienne pas trop gêner le plateau. ( En début d'impression les Home X et Z implique que la tête vient le plus en haut à gauche du portique donc cela déroule un peu la bobine. Puis la tête redescend pour mettre en contacte le nez de la buse et le plateau. Et donc, là, il y a donc un peu de filament déroulé entre la bobine et le capteur de fin de filament qui peut venir frotter contre le bord du plateau Pour l'instant, je n'ai pas eu de blocage, ni de casse du filament ou de problème de déplacement du plateau dû à ce fortement, mais c'est préférablement à surveiller en début d'impression. ) ( Sous l'interface web port 80, je n'ai pas trouvé comment directement télécharger la vidéo du Timelapse. Edit > J'ai finalement trouvé comment simplement télécharger les vidéos des Timelapse. Il faut passer par l'interface "Device" de Creality Print. ( même si elle ressemble à l'interface web port 80, il y a quelques différences.) Là sous Creality Print, il y a la liste des "Timelapse Video" et de là, on peut les télécharger. < Fin Edit Mais pour la télécharger sans passer par la clé USB Soit, il faut activer le mode root et la récupérer via un "scp" au chemin "/usr/data/creality/userdata/delay_image/video/" sur l'hôte exemple de commande sous un Linux Ubuntu 20.04 scp root@10.42.0.231:/usr/data/creality/userdata/delay_image/video/1724854220.mp4 . Soit via une url de la forme "http://10.42.0.231/downloads/video/1724854220.mp4" mais, pour ce dernier cas, j'ai moi-même tapoté le nom du fichier vidéo ce qui n'est pas spécialement pratique, car on a une erreur 404 et non la liste des fichiers disponible a l'adresse "http://10.42.0.231/downloads/video". ( Ma "Ender-3 V3 Plus" ayant 10.42.0.231 comme adresse IP dans mon réseau local ) Soit utiliser un client sftp, inclus par exemple dans MobaXterm sous Windows ) Bien choisir l'établie, la table où vous placez l'imprimante. Car, ces imprimantes rapides de type "bed slinger" vibrent beaucoup durant les impressions à grande vitesse, au point que petit à petit l'imprimante se déplacer sur la surface de la table et risquer de tomber si elle n'était pas au sol, mais sur une table. Donc, si vous ne mettez pas votre imprimante au sol, en plus d'être une table robuste pour limiter les effets de résonance due aux vibrations créée par l'imprimante quand elle imprime à haute vitesse. Il faut préférer une table ayant une surface non glissante, un peu rugueuse, voir légèrement collante (comme du bois "brut" non vernis et non ciré) afin que l'imprimante ait moins de risque de se déplacer sur la surface de la table. Pour ce test, j'ai par manque d'une table adaptée eu besoin pour chaque pied d'ajouté un gros ruban adhésif résistant dont la face collante est en contact à la fois avec le pied et la surface où le pied repose pour le forcer à rester en place, car placé sur une surface trop glissante.



 1 point
1 point -
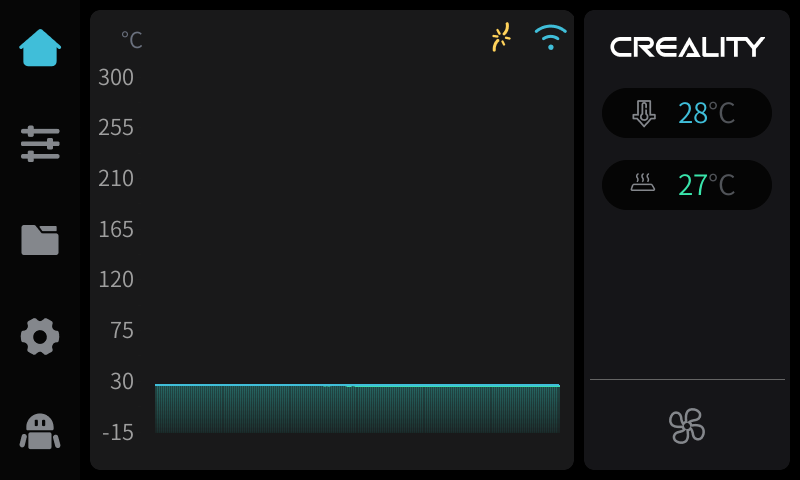
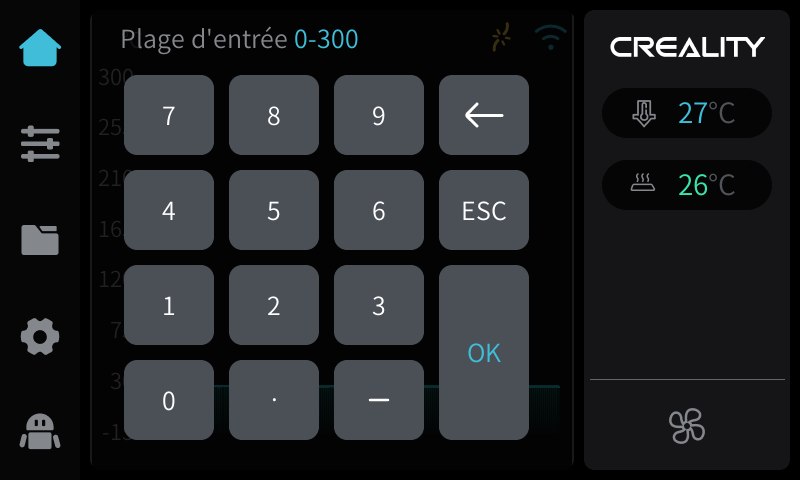
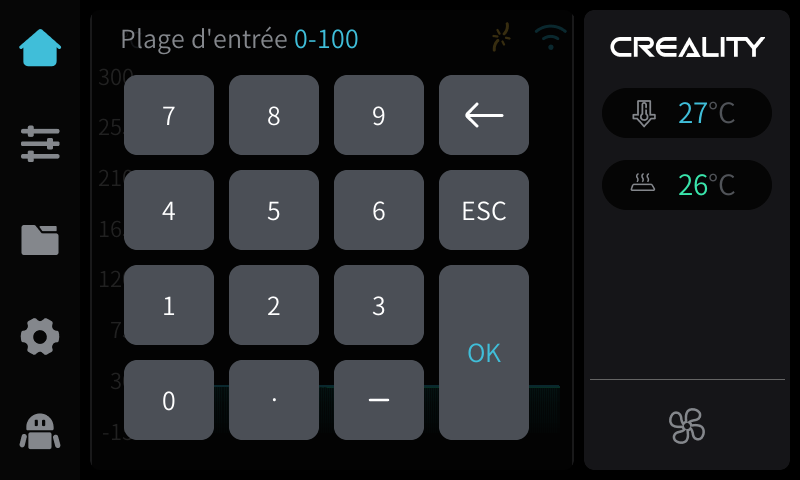
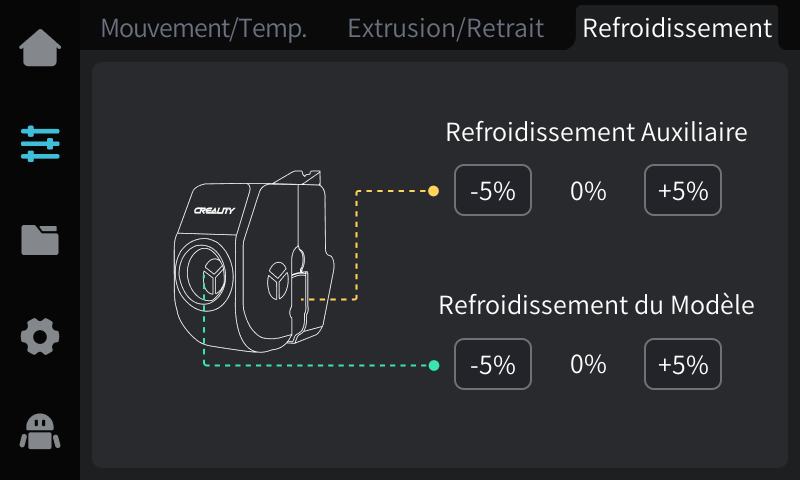
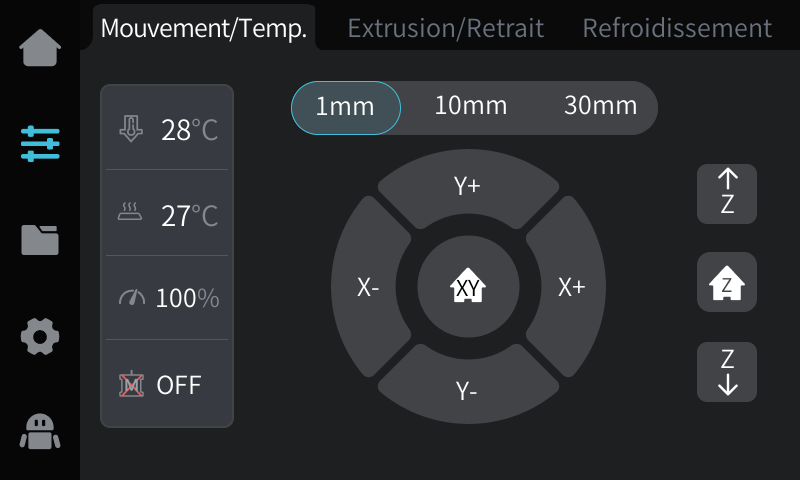
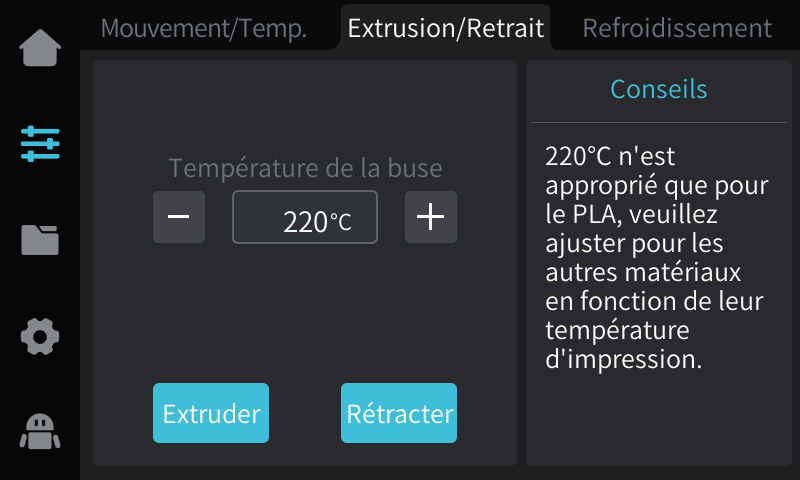
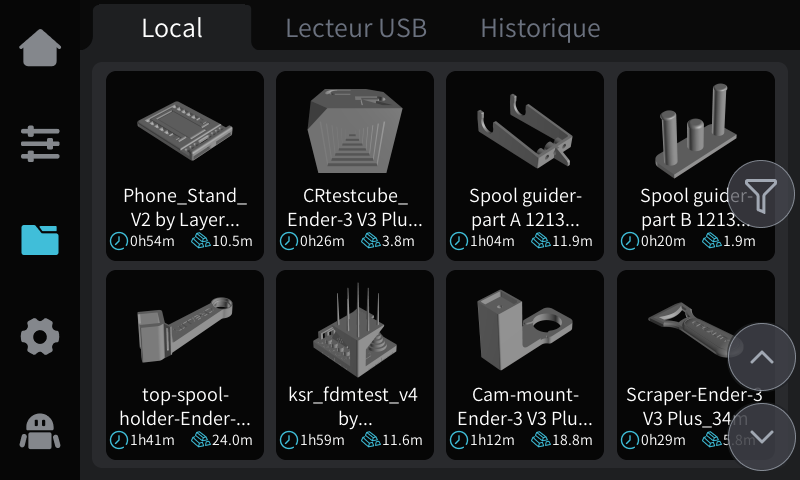
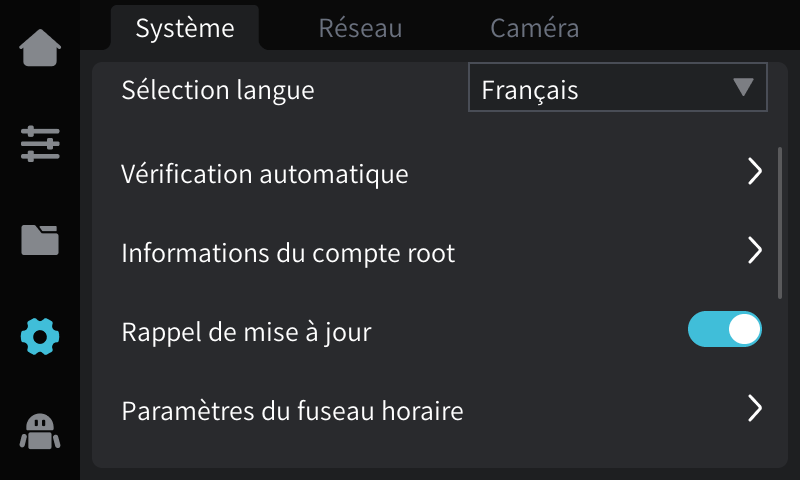
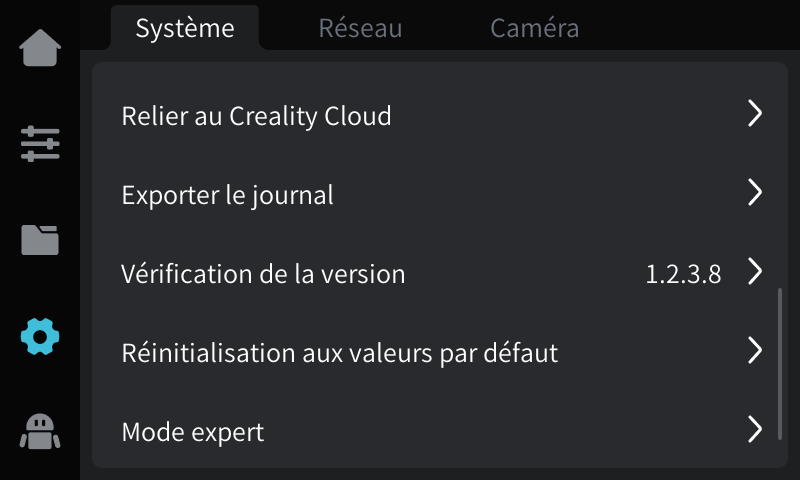
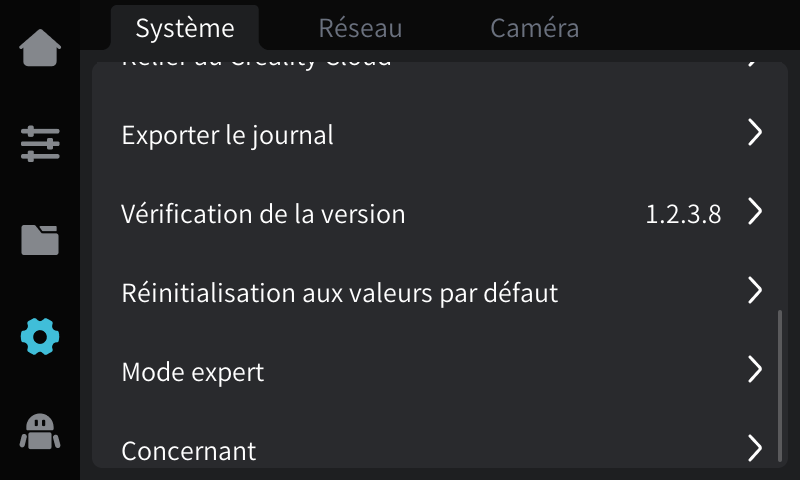
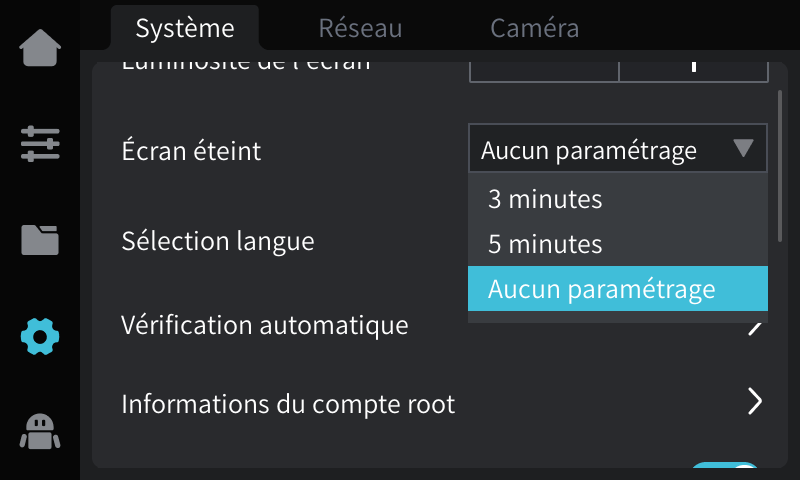
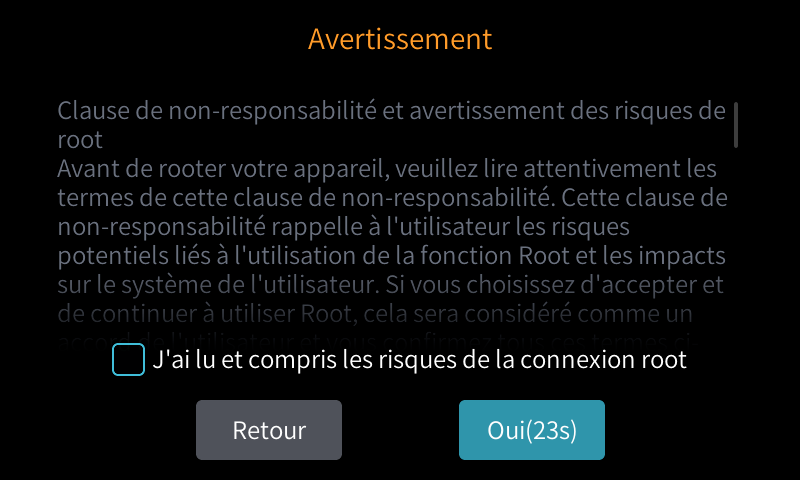
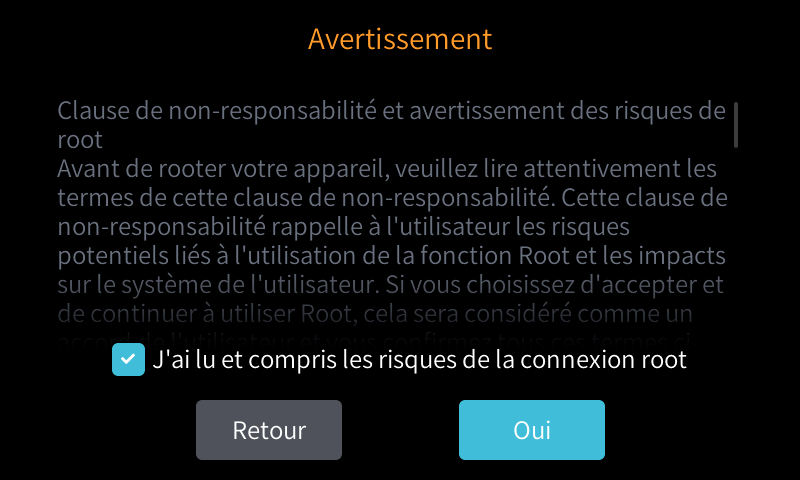
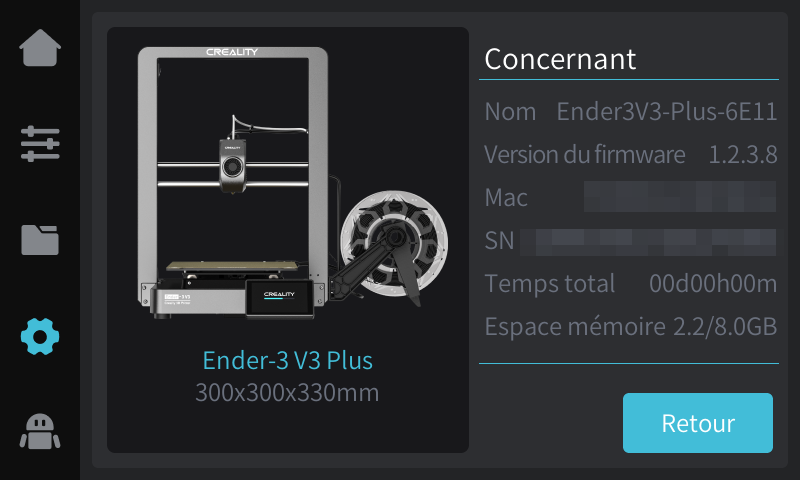
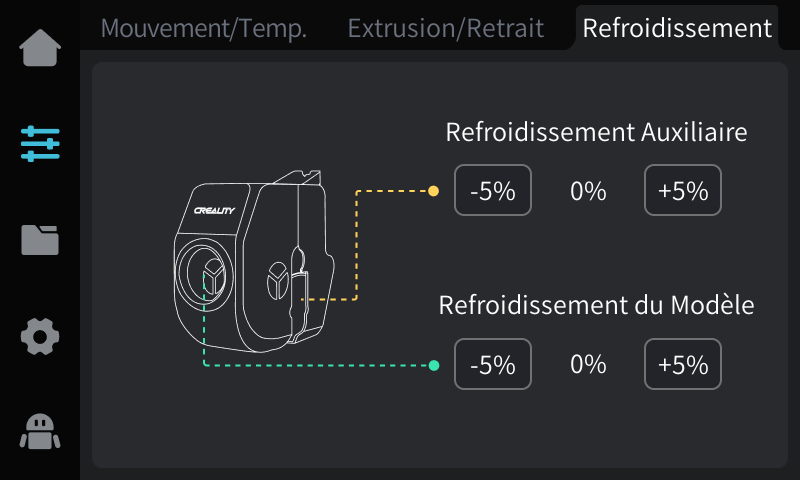
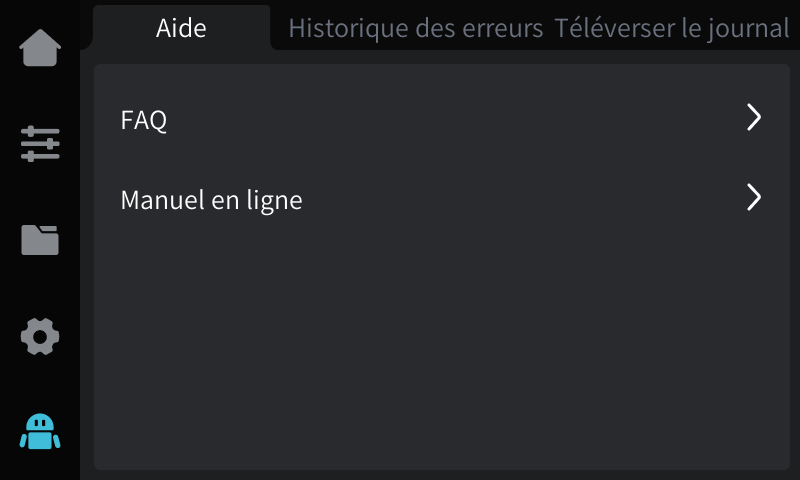
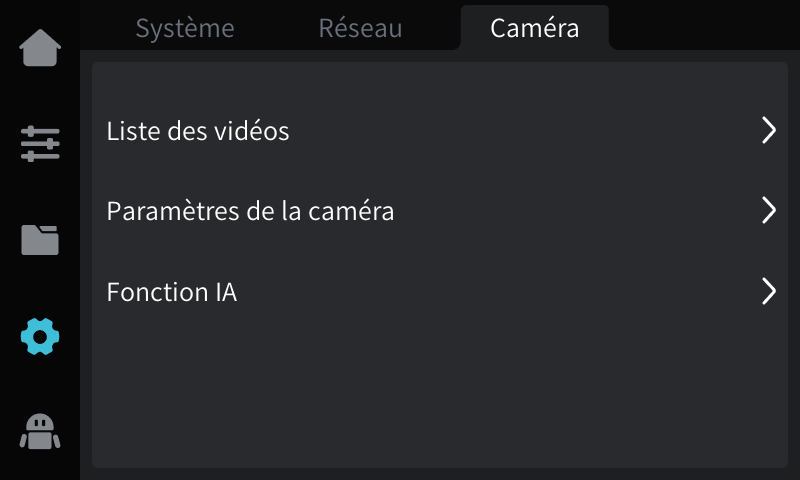
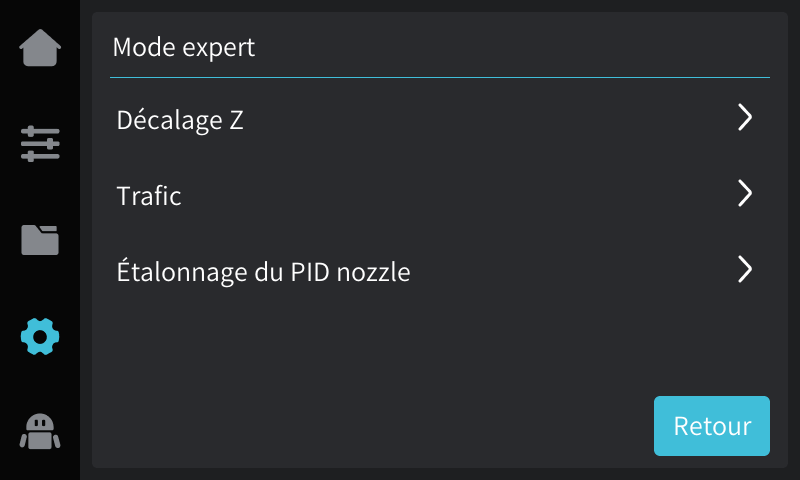
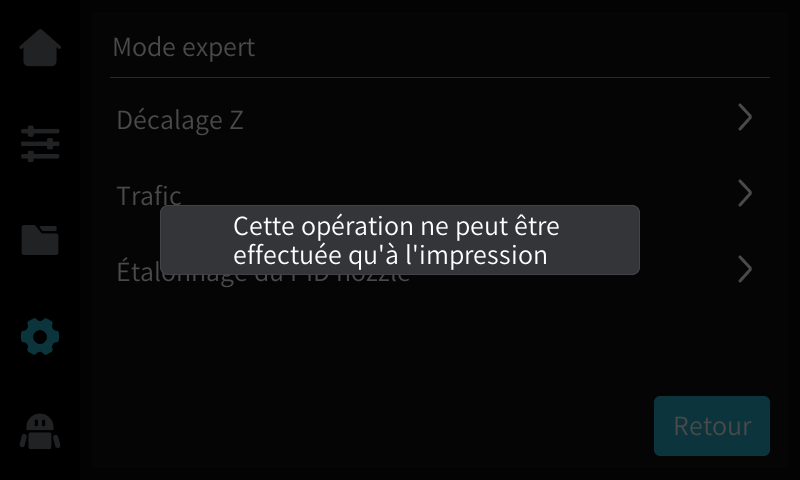
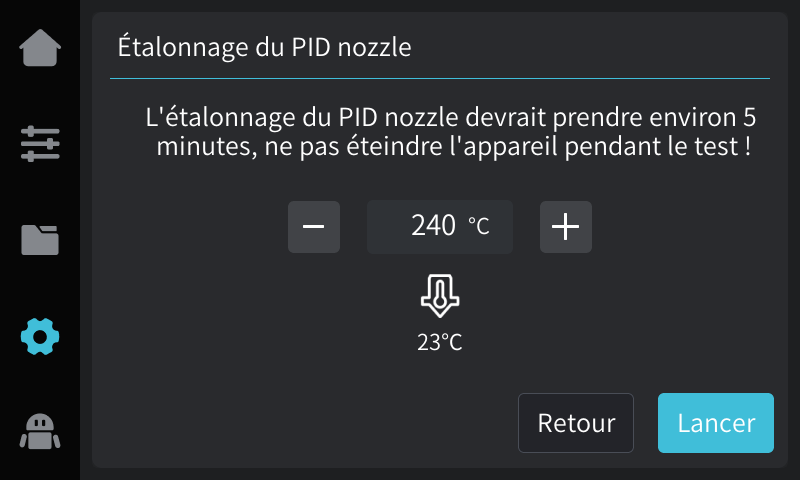
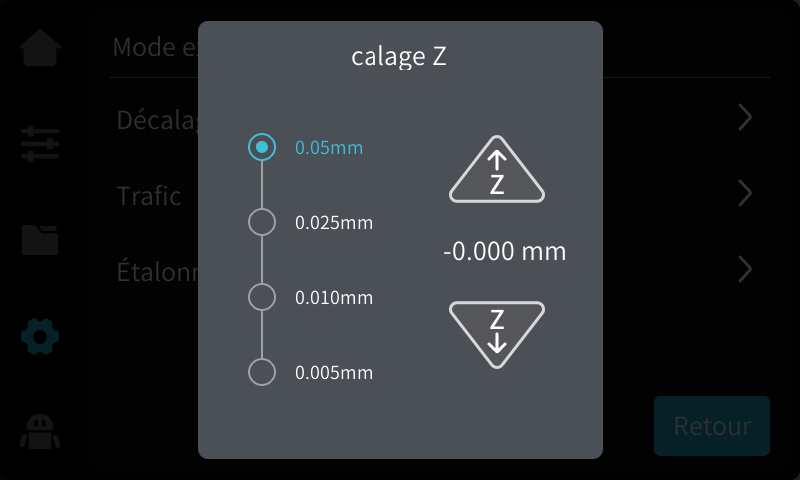
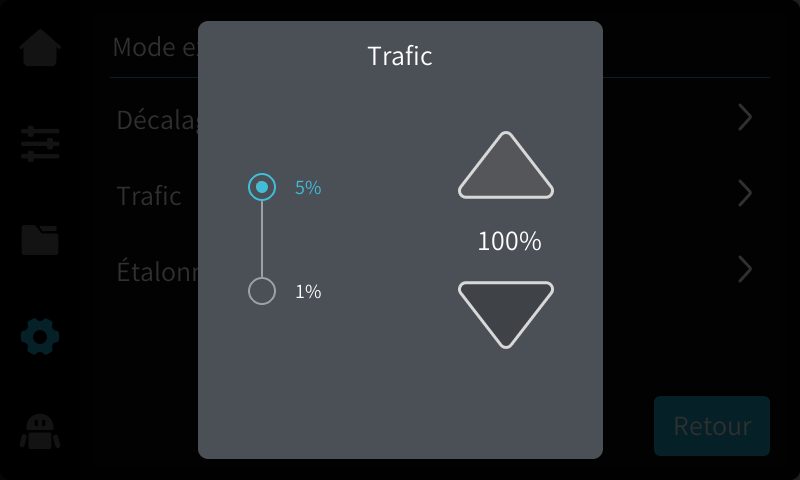
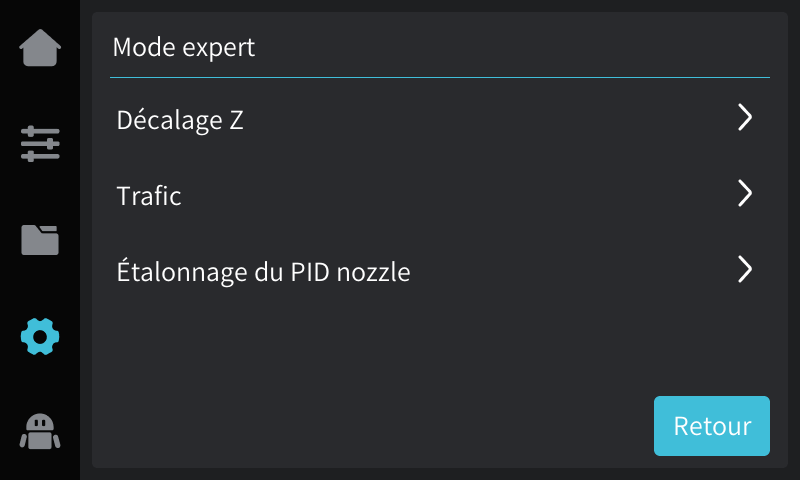
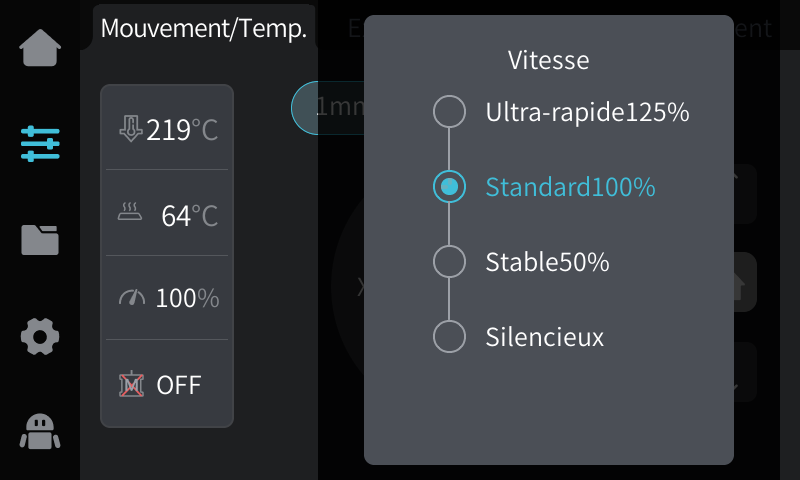
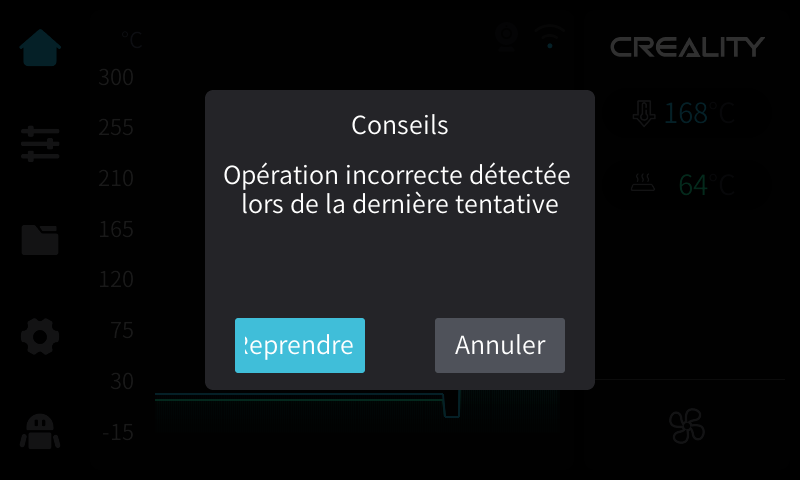
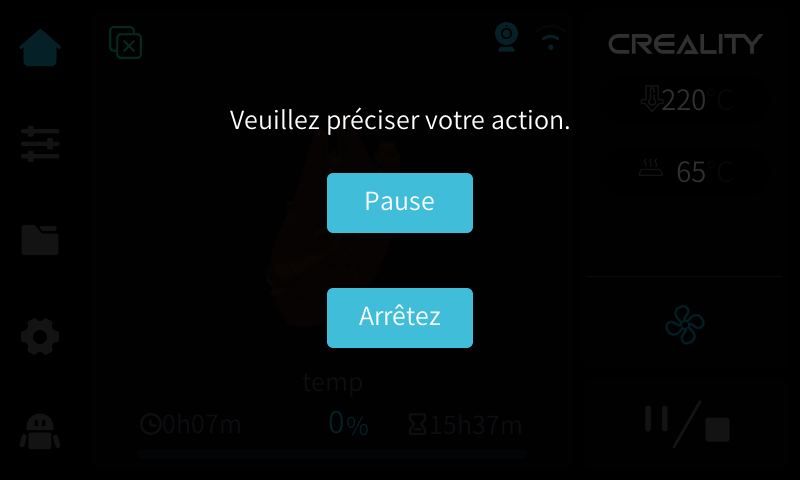
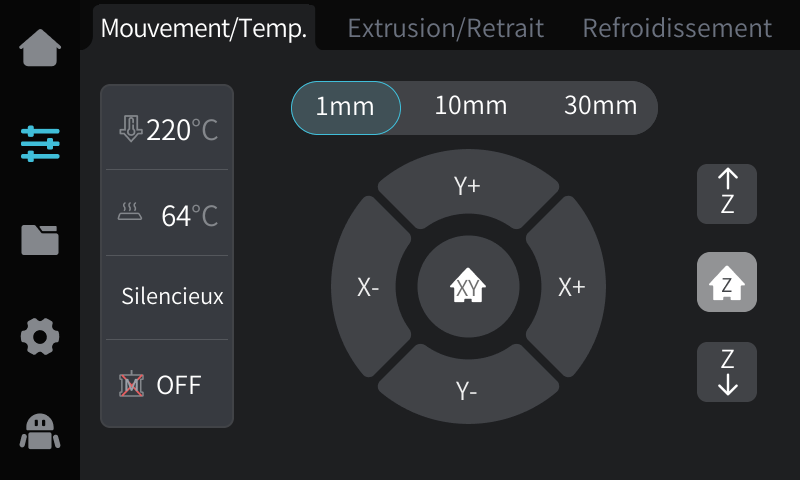
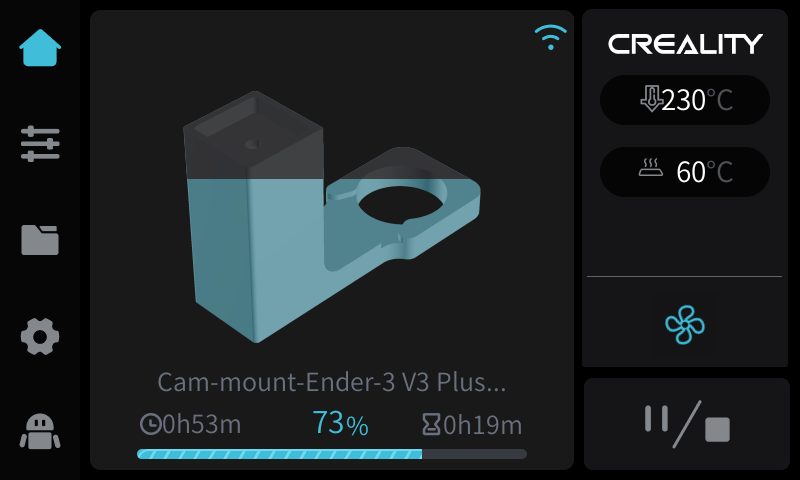
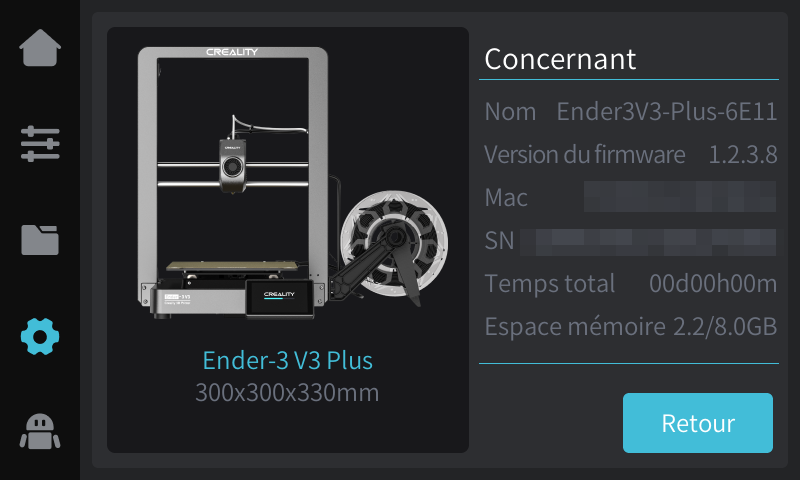
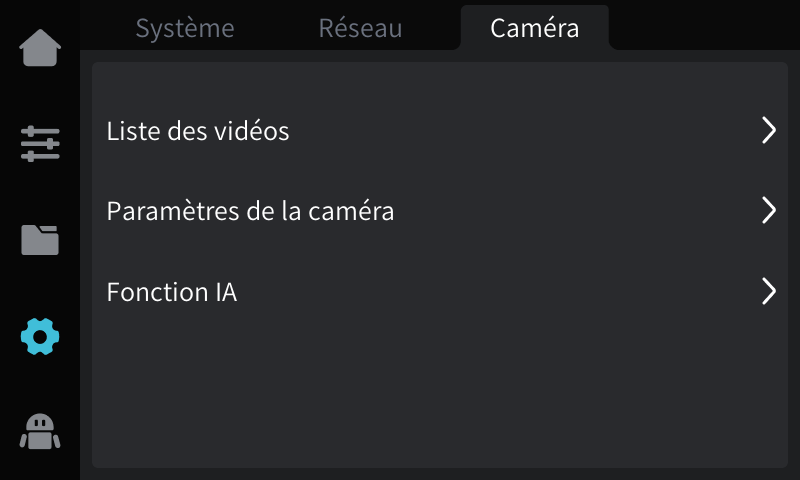
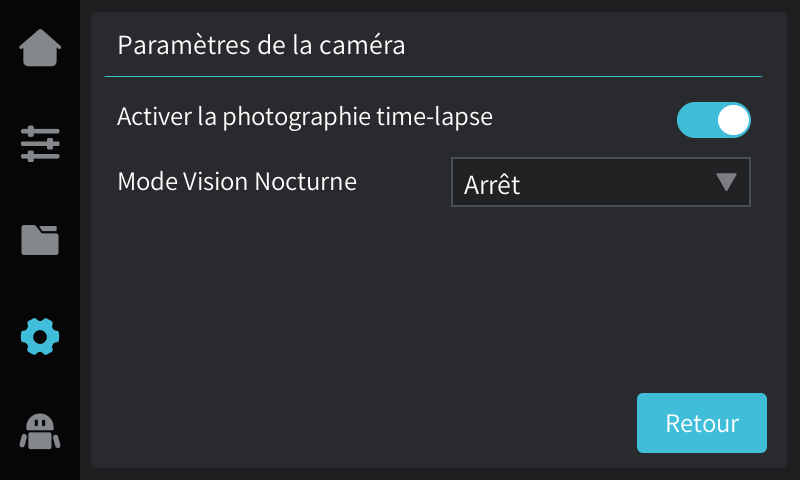
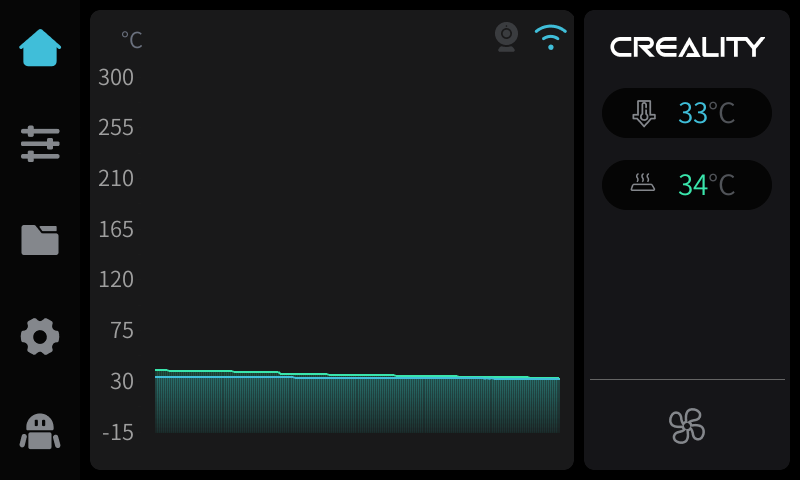
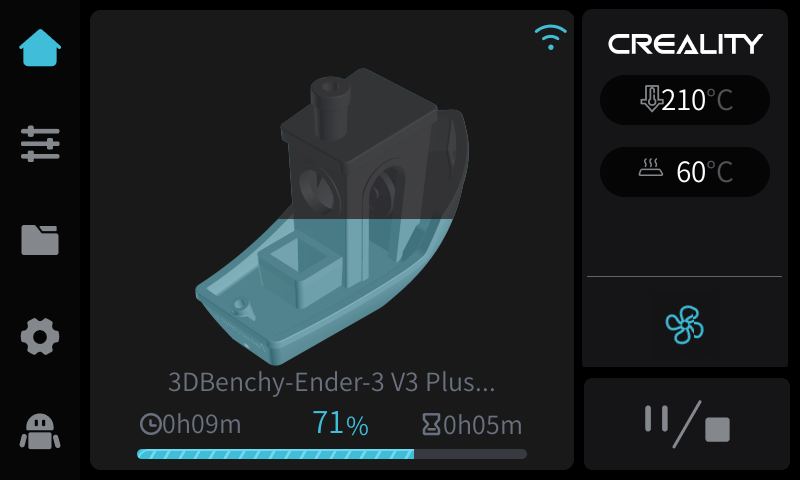
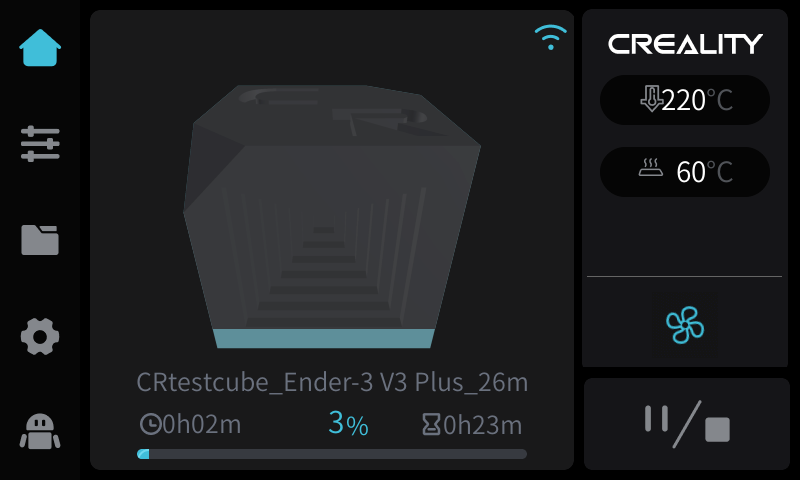
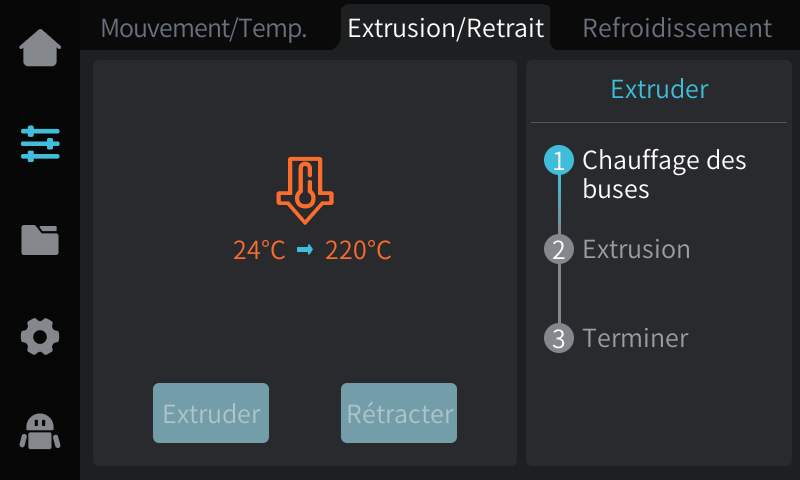
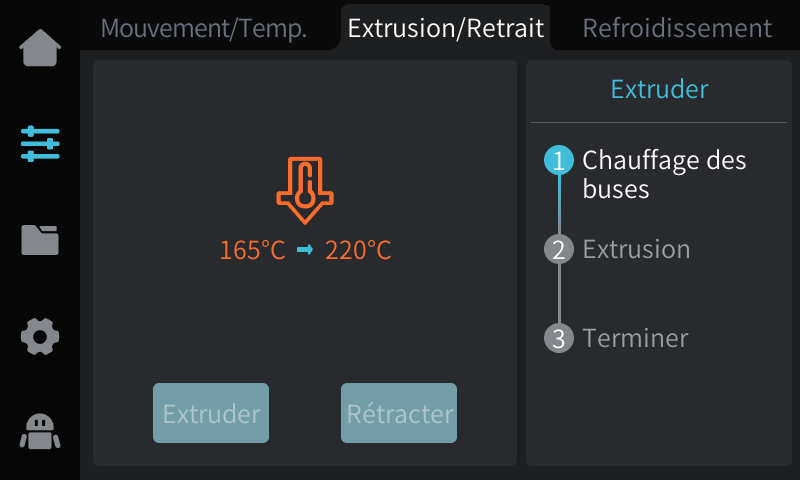
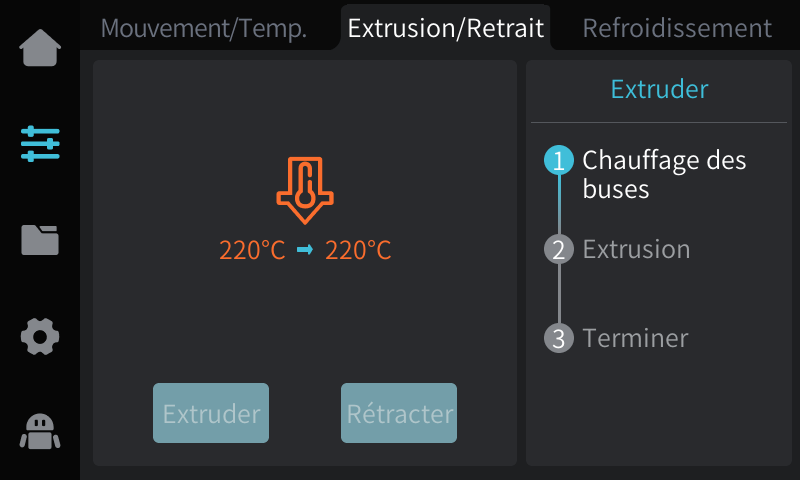
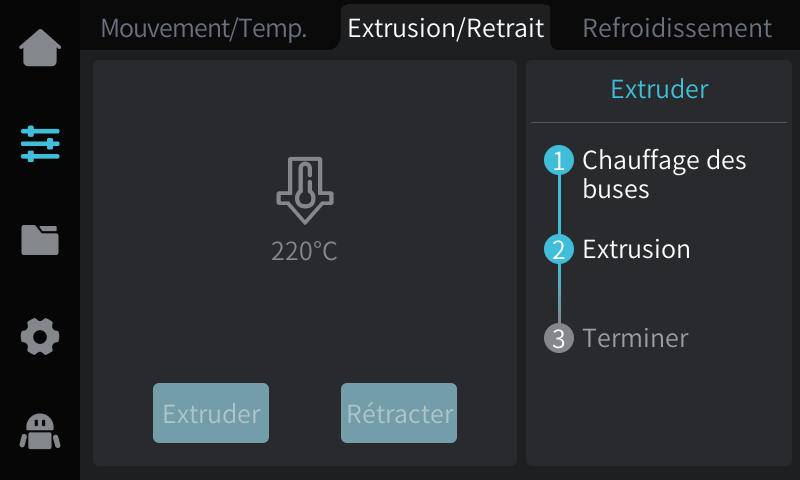
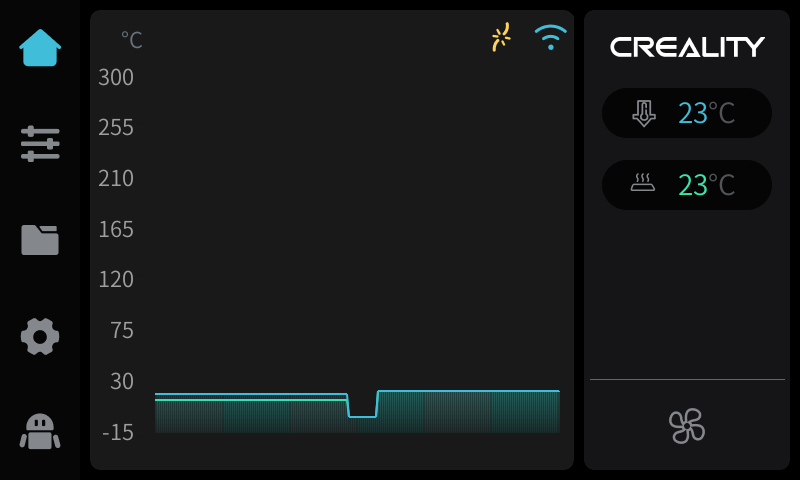
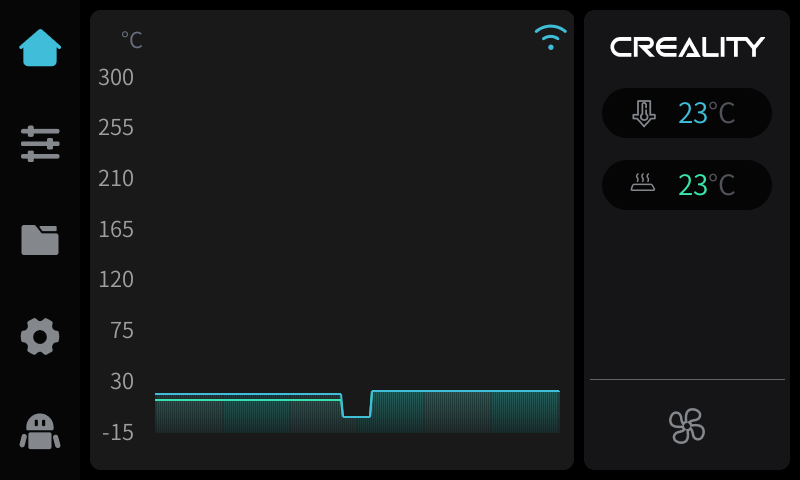
Menus de l'écran de contrôle ( firmware v1.2.3.8 ) Pas de filament d'inséré. En cas de reprise sur coupure de courant d'une impression Si on clique sur les icones, de température de la buse, du plateau, de la ventilation. (Si en mode silencieux ) Système -> Sélection langue Système -> Vérification automatique Système -> Informations du compte root Système -> Mode expert ( "Décalage Z" et "Trafic" modifiable seulement si en cours d'impression ) (Si en cours d'impression Si clique sur le bouton "Pause/Stop" lors d'une impression ) Système -> Concernant Réseau Caméra "Androïd" -> Aide



 1 point
1 point -
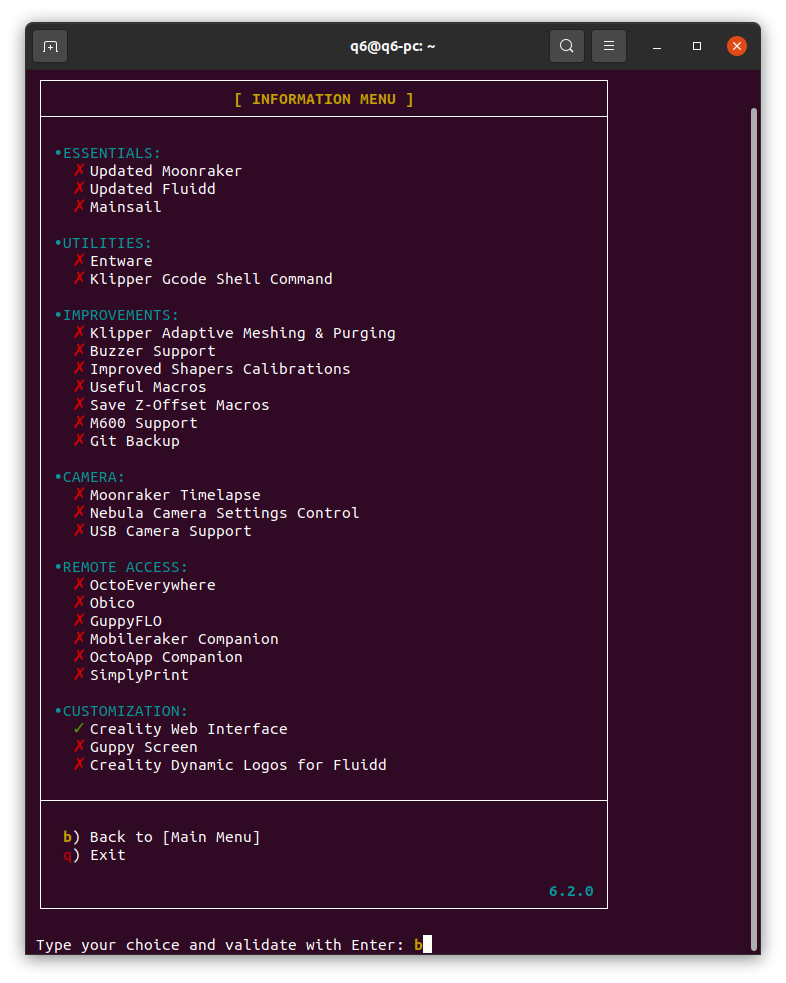
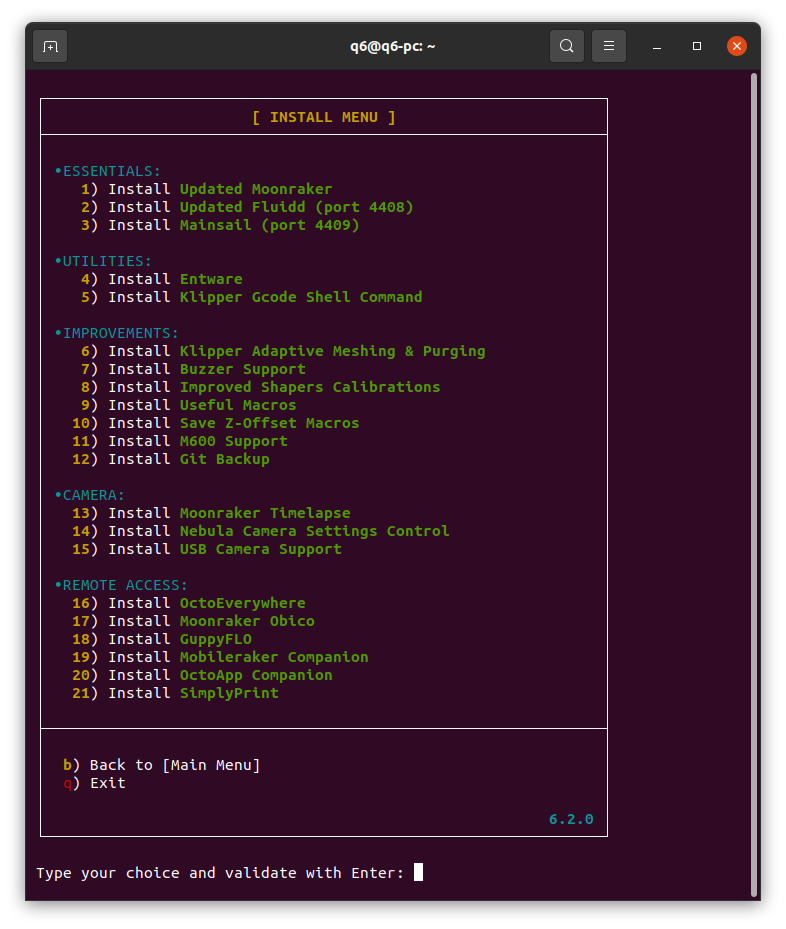
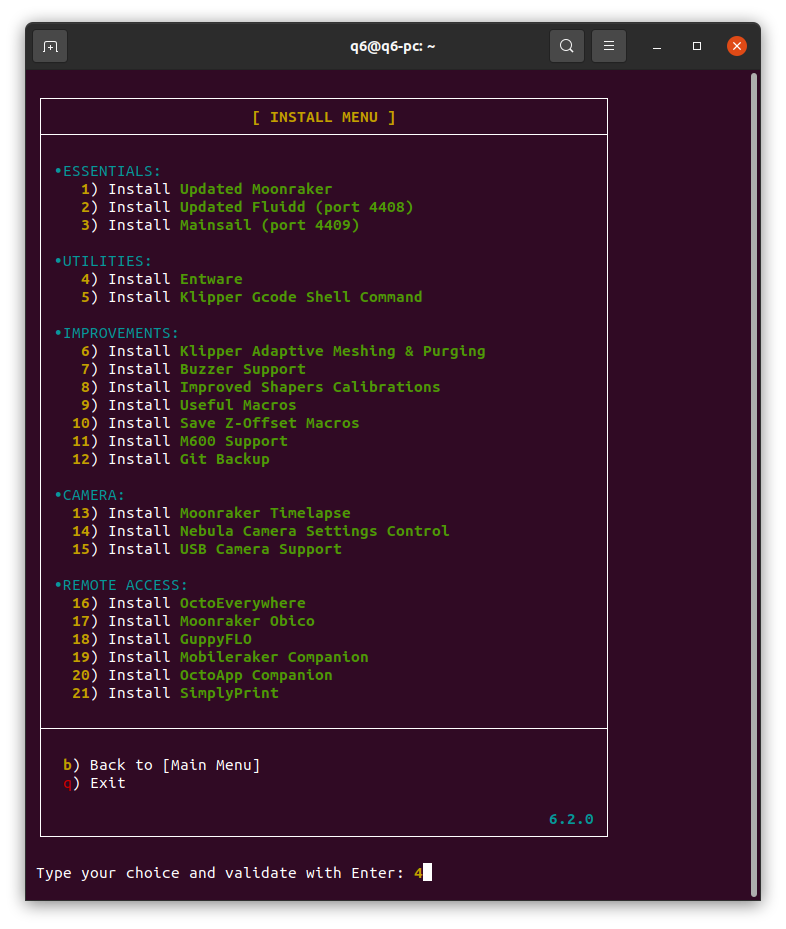
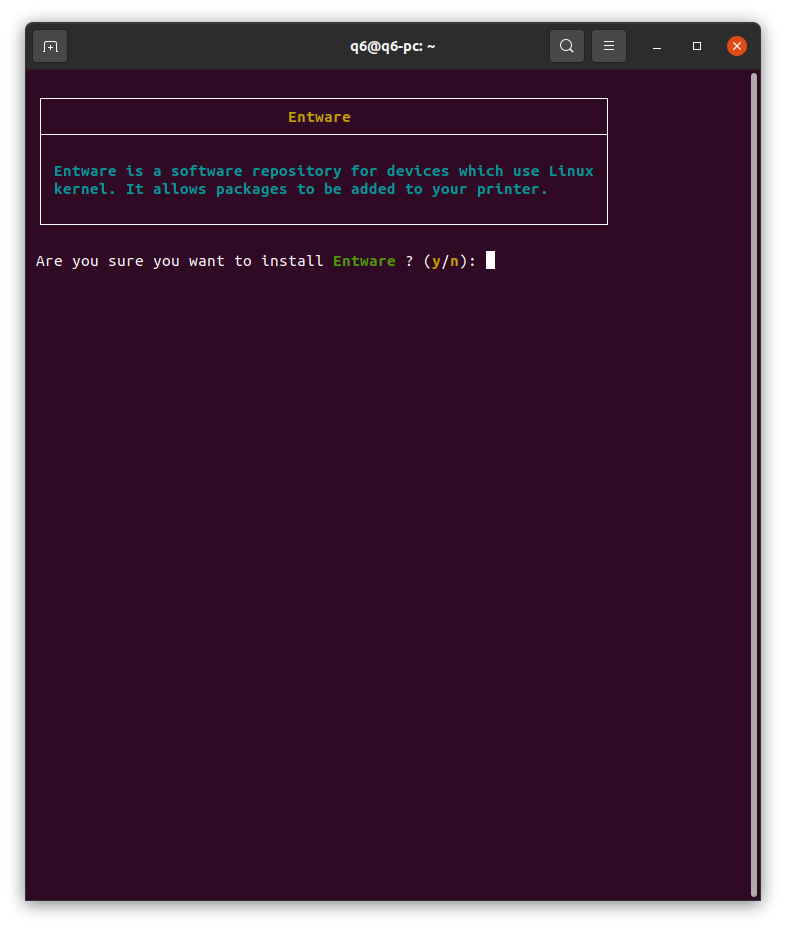
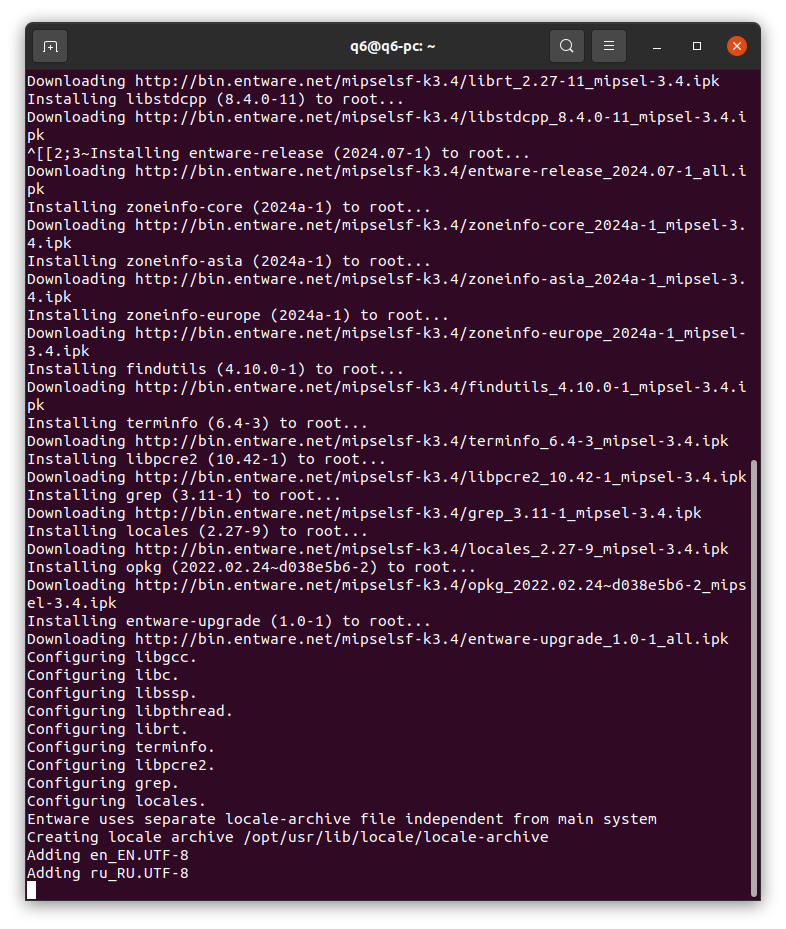
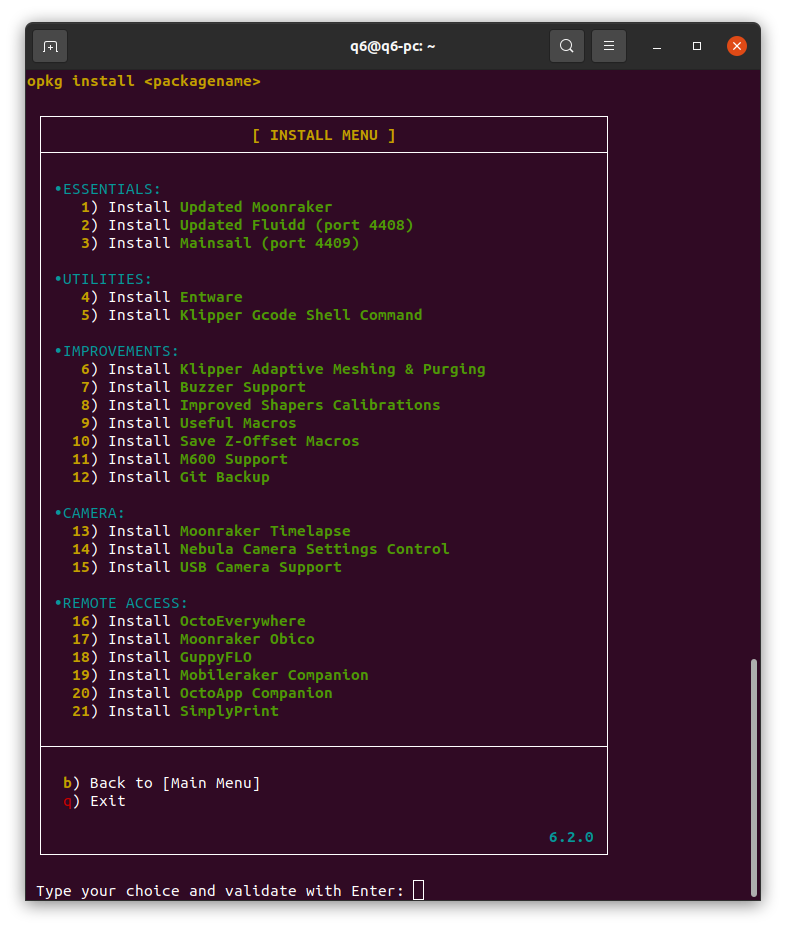
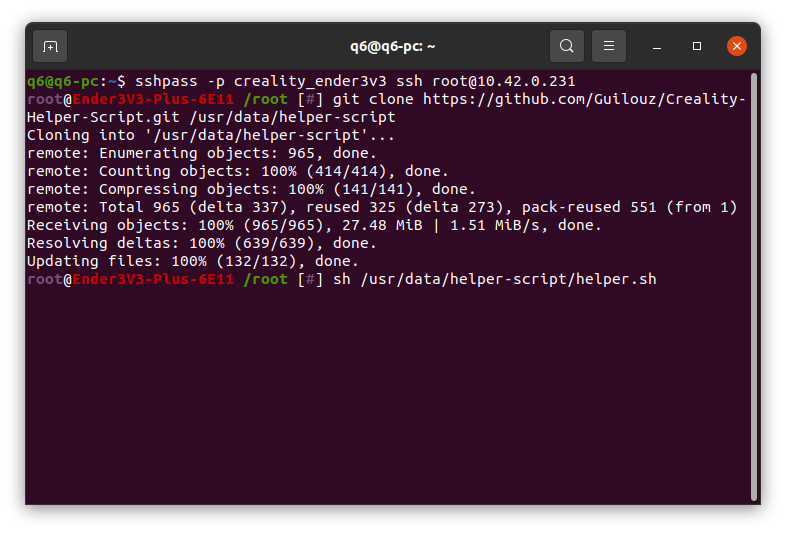
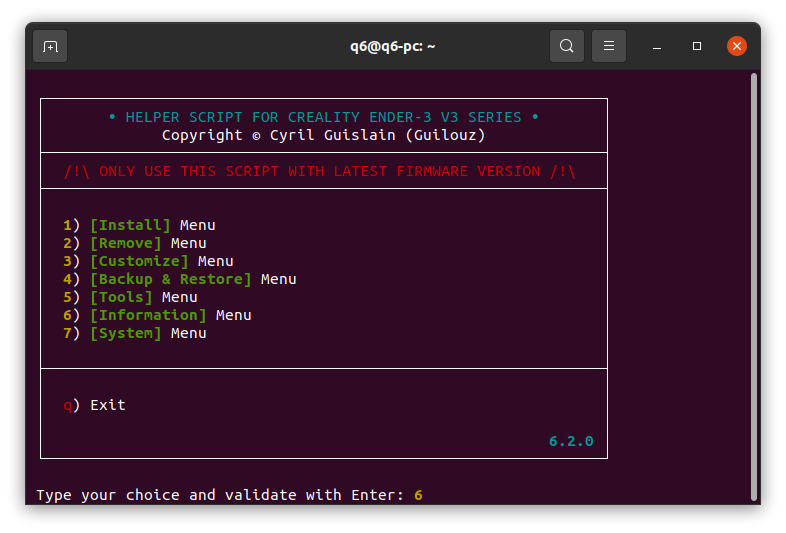
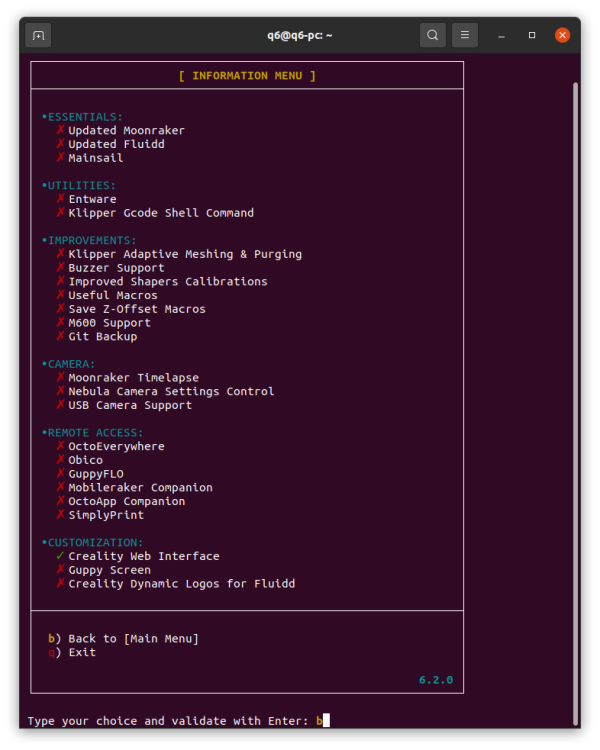
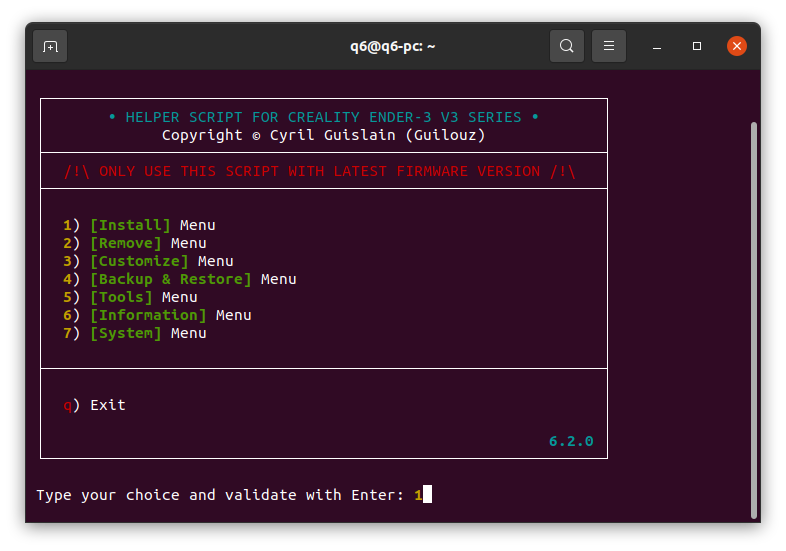
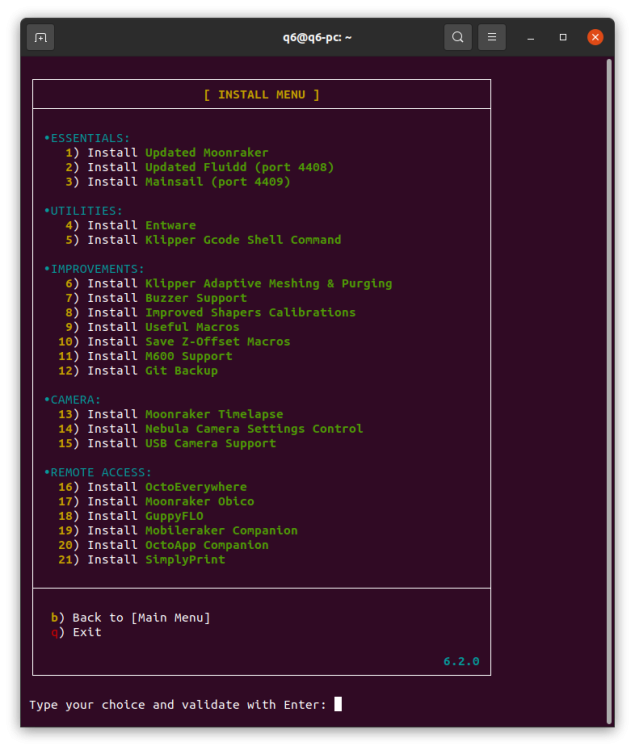
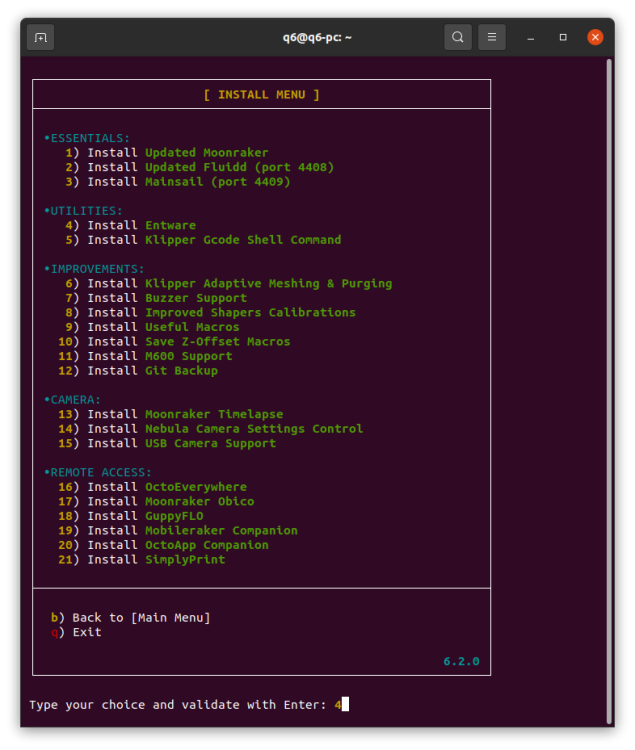
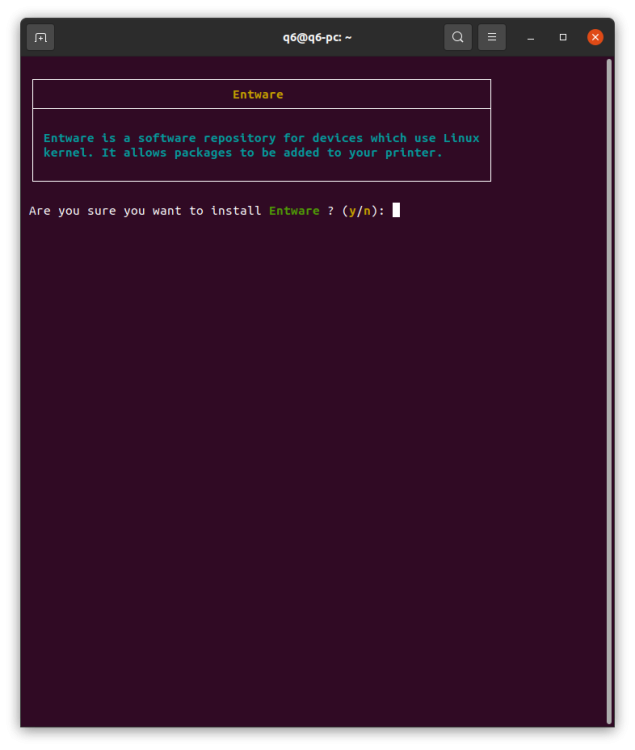
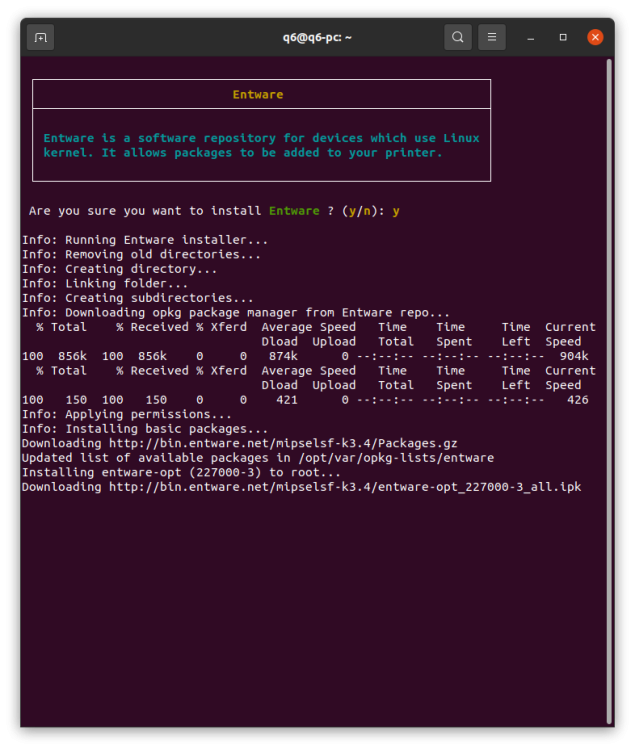
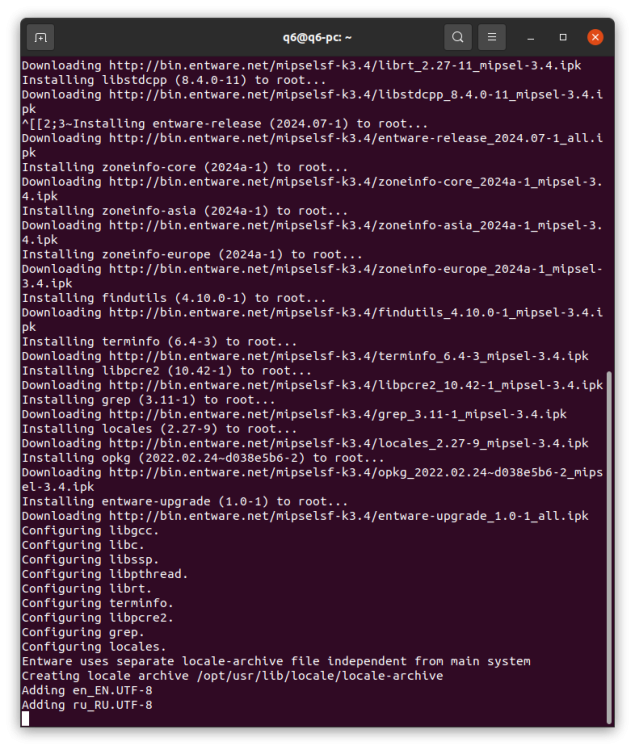
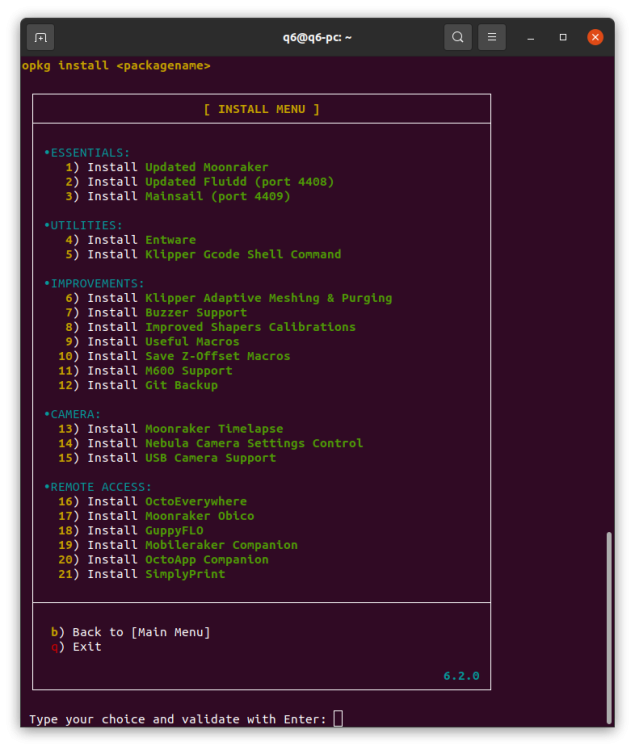
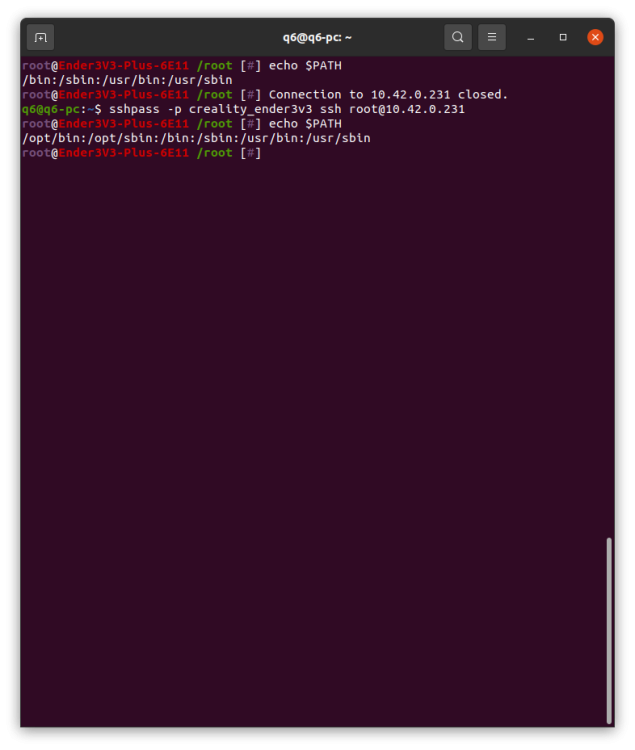
Détails sur le firmware d'origine Système d'exploitation "Creality OS" une distribution Linux pour système embarqué qui fait tourner un Klipper modifié par Creality. (Comme pour la Creality "Ender-3 V3 (coreXZ)" et la série des Creality K1.) Le "Creality Helper Script" ( https://guilouz.github.io/Creality-Helper-Script-Wiki/firmwares/install-and-update-rooted-firmware-ender3/ ) de Guilouz semble y fonctionner sans difficultés Mais je n'ai pas testé toutes les possibilités de ce script, car pour l'instant, je l'ai utilisé seulement pour installer Entware. Entware fourni le gestionnaire de packet "opkg". "opkg" permet d'installer, si pas déjà présent, un serveur sftp afin de se connecter et d'explorer le système de fichier a distance. Pour, par exemple, depuis un post client, récupérer les vidéos des timelapse sans avoir à les transférer via une clé USB. Commande utilisée pour faire les captures de l'écran de contrôle Il faut avoir activé le mode root et être connecté en SSH a la machine ffmpeg -loglevel -8 -f rawvideo -pixel_format rgb32 -video_size 480x800 -i /dev/fb0 ./e3v3p_screen_`date "+%Y-%m-%d_%H-%M-%S"`.png exemple de résultats

 1 point
1 point -
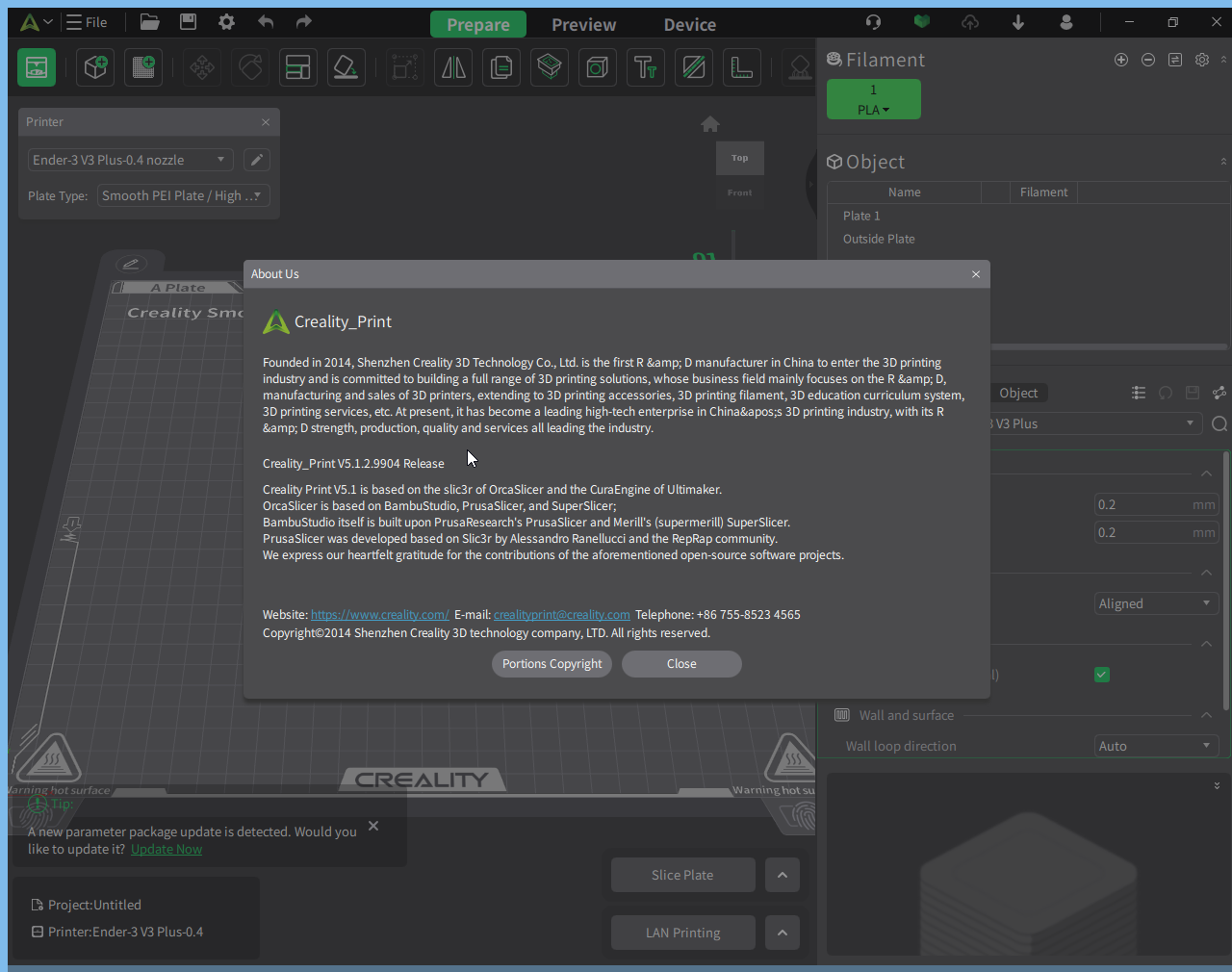
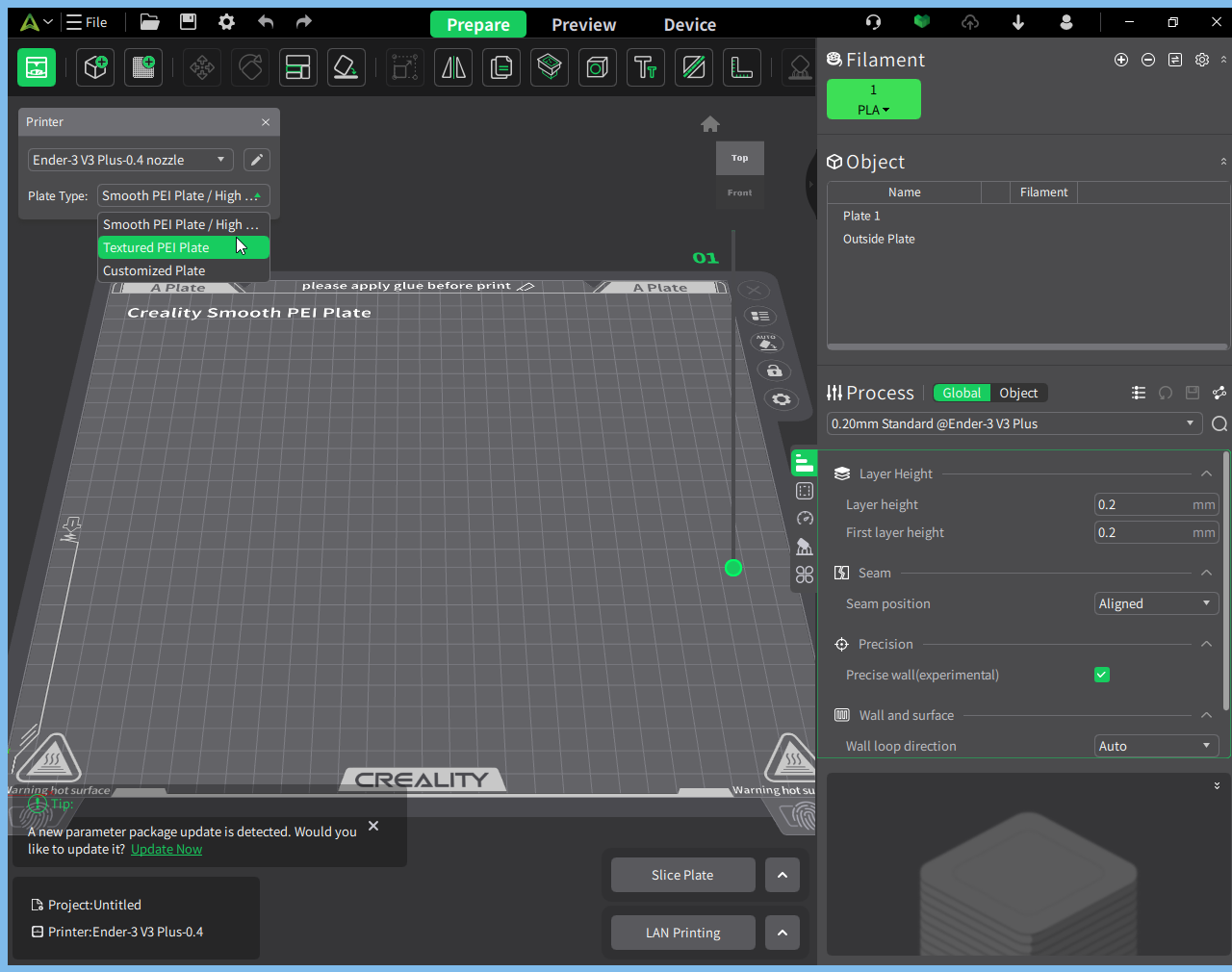
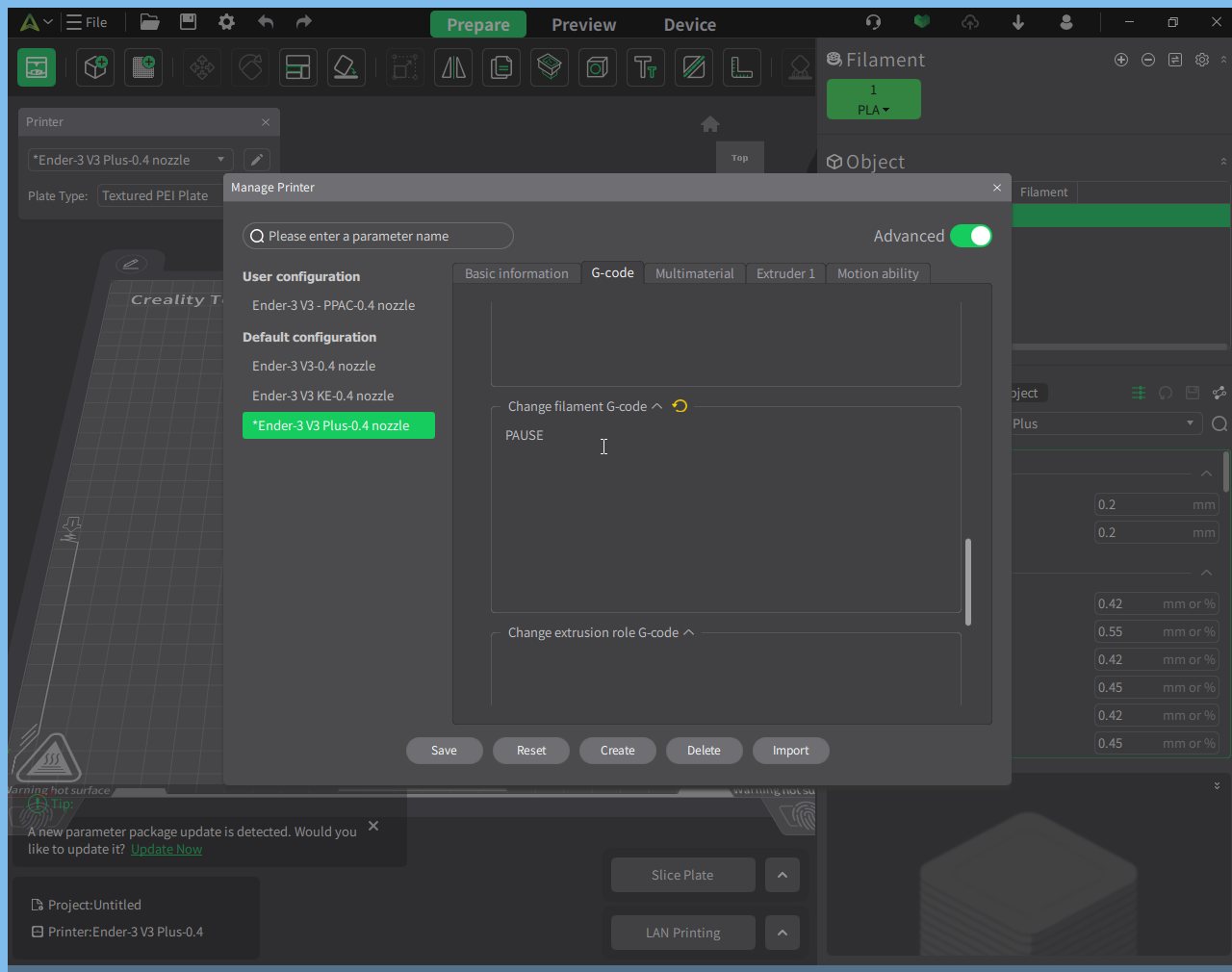
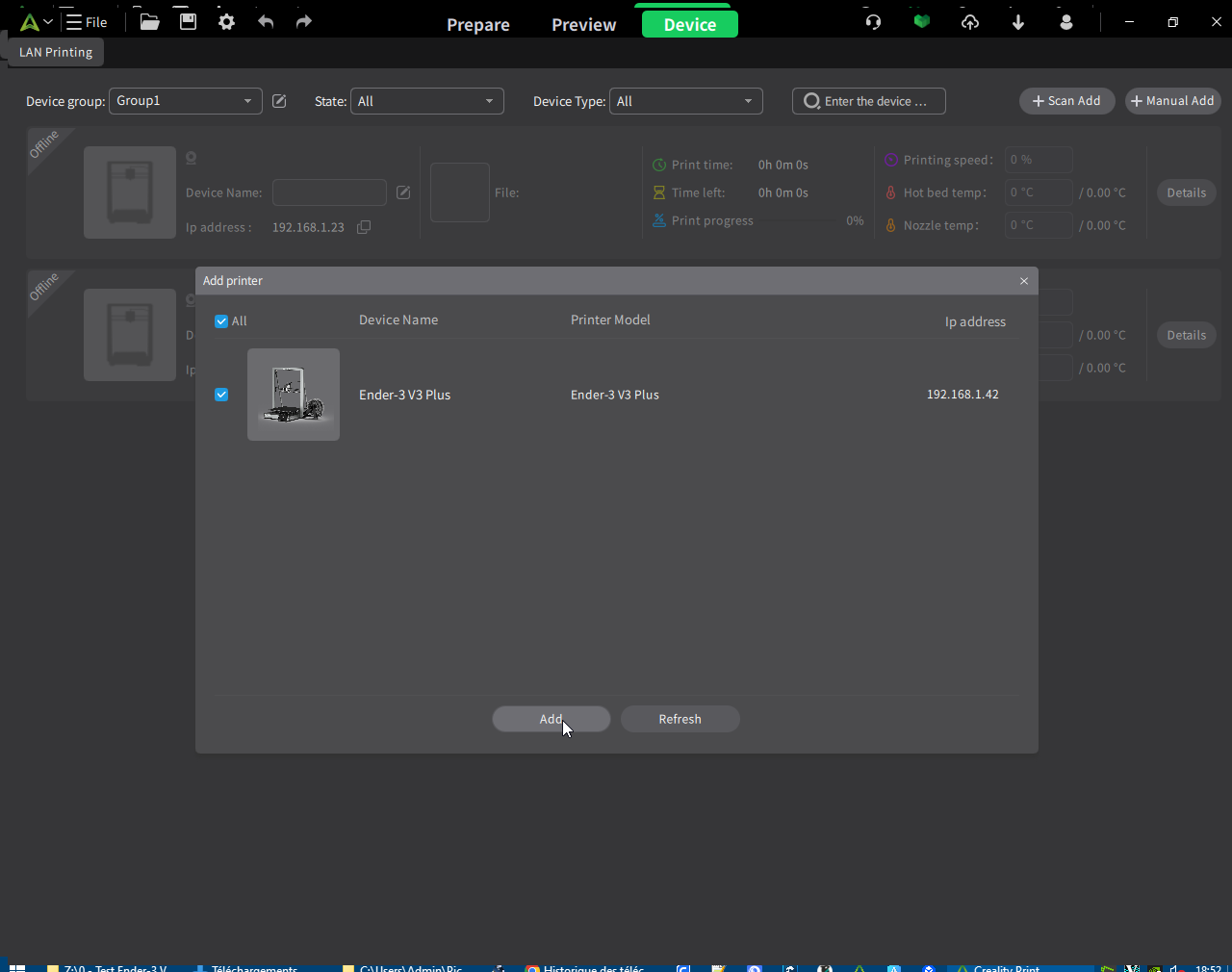
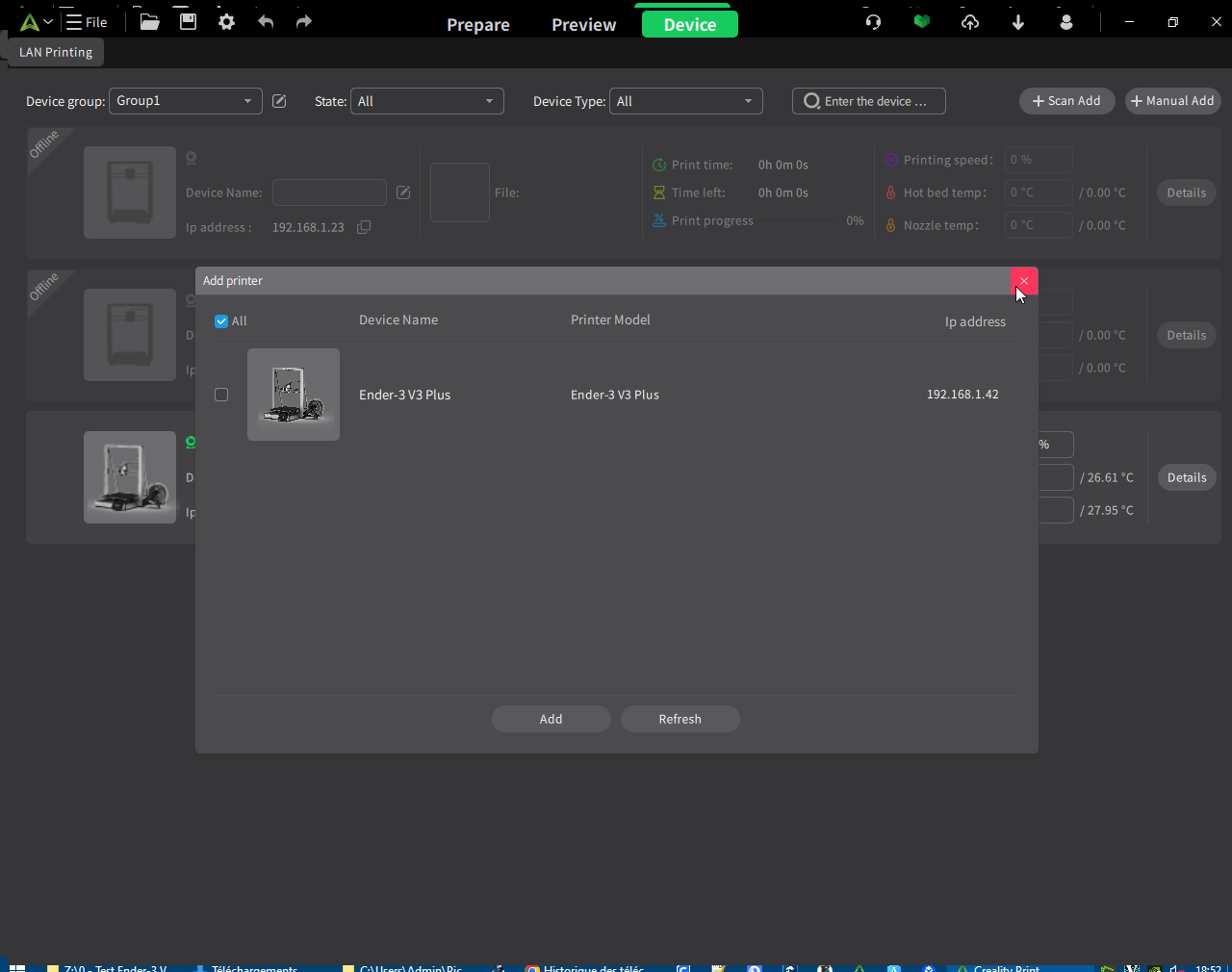
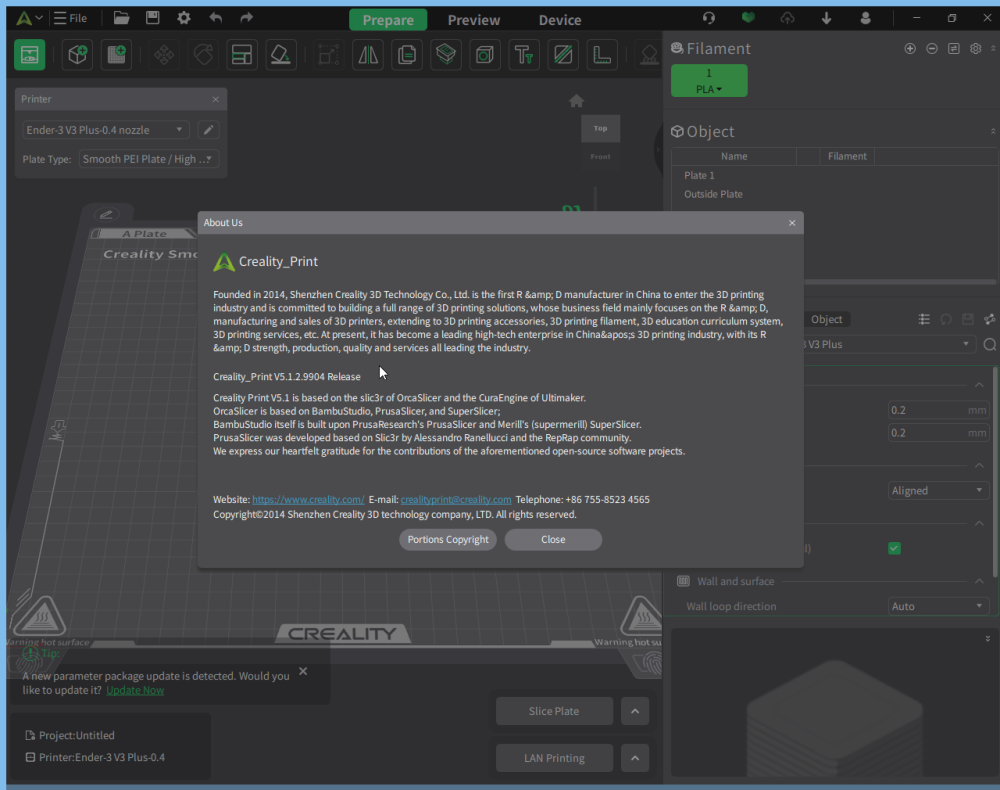
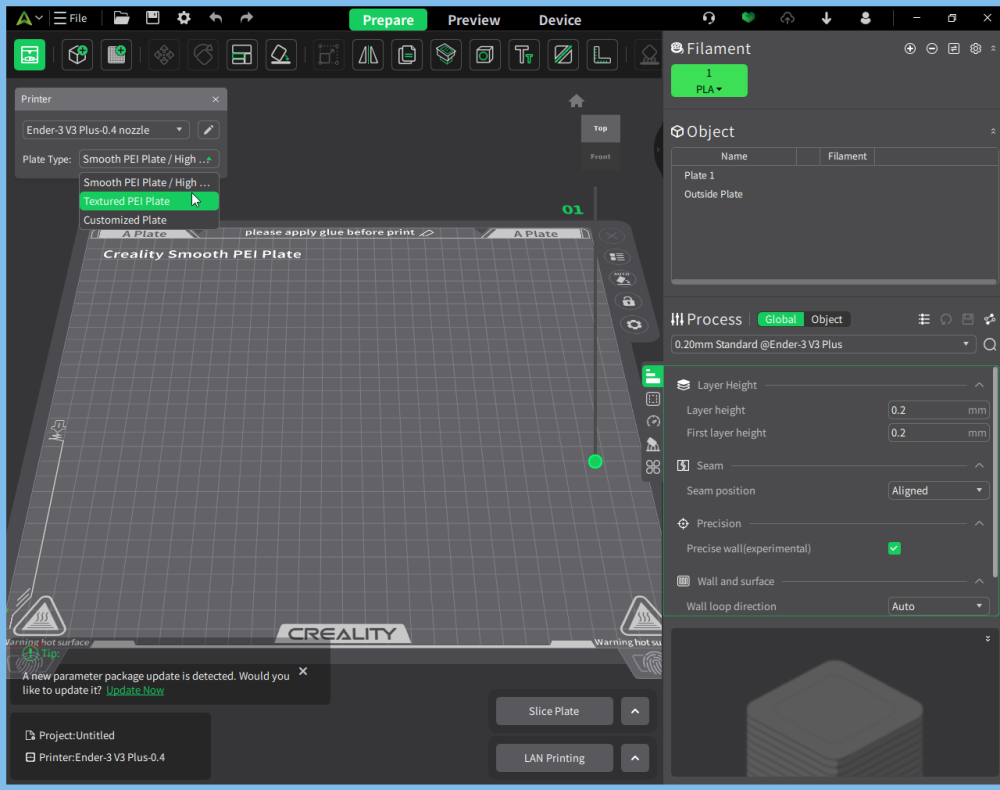
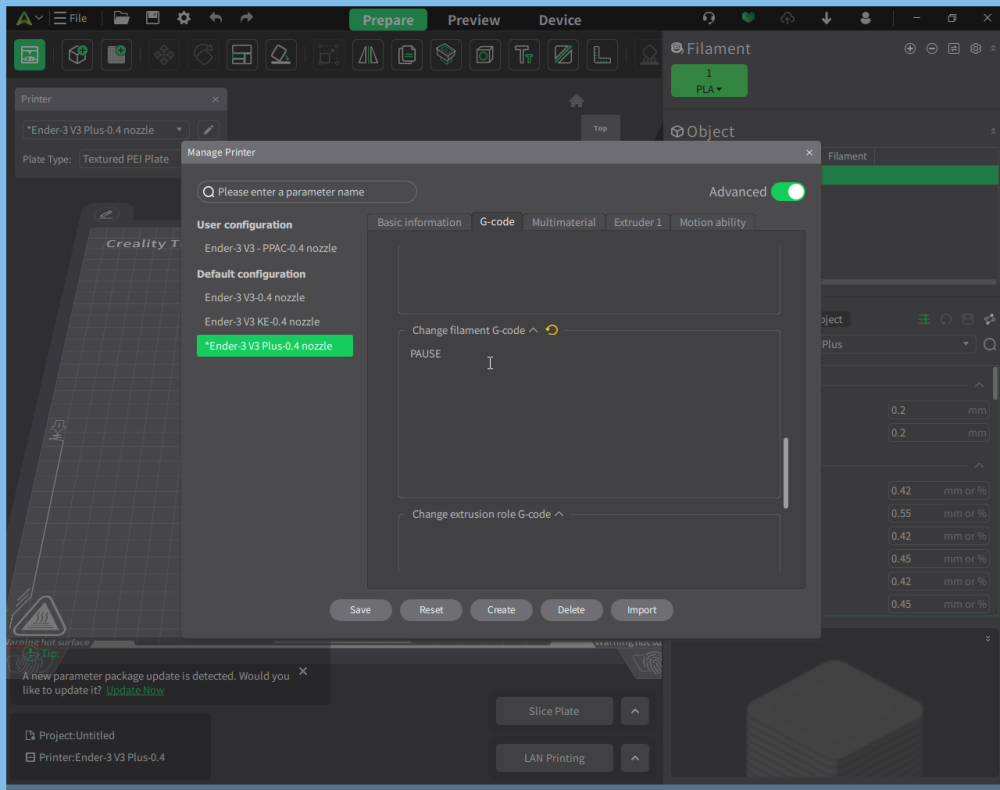
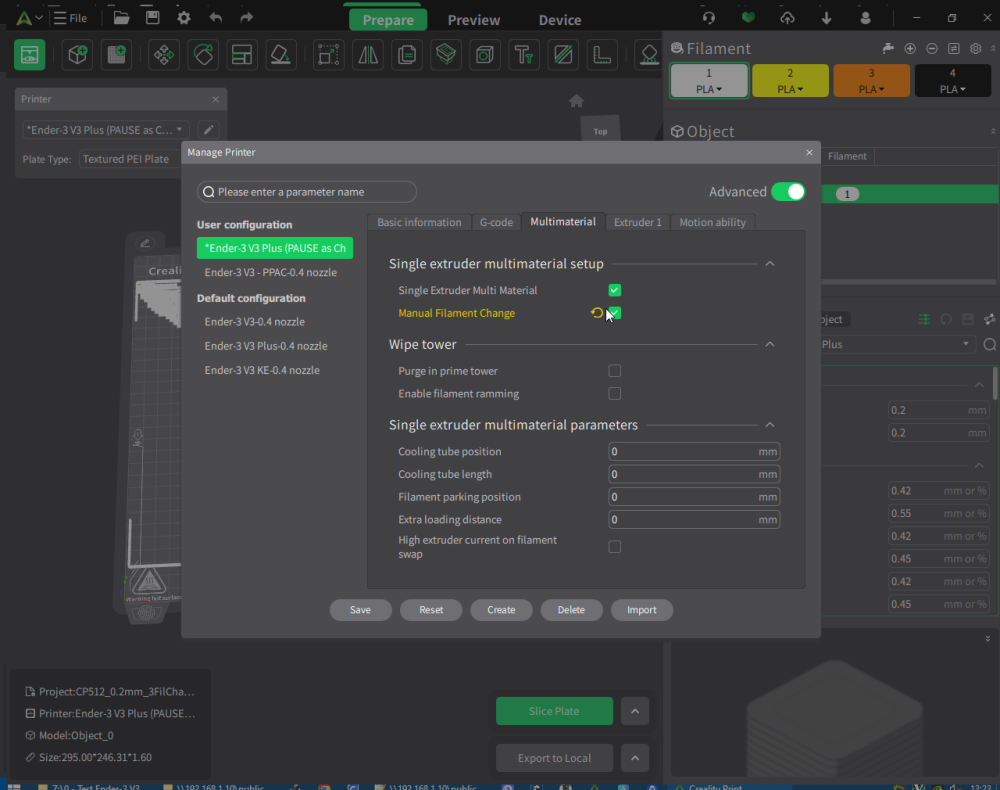
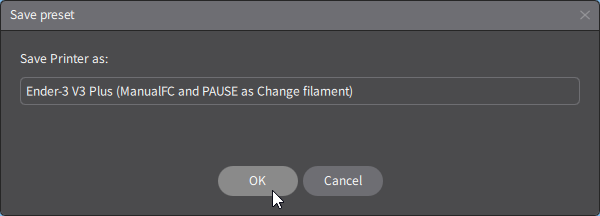
Trancheur Creality Print Sur la clé USB, on trouve Creality_Print-v4.3.8.7035-win64-Beta.exe Mais, je ne l'ai pas installé/testé, car sur https://www.crealitycloud.com/software-firmware/software/creality-print, on peut trouver des versions non "beta" plus récentes. Les versions 4.x de Creality Print sont basées sur PrusaSlicer. Les versions 5.x de Creality Print sont basées sur OrcaSlicer. J'ai préféré directement télécharger et installer (la dernière version au 31/08/2024) Creality_Print-v5.1.2.9904-win64-Release.exe Penser éventuellement à sélectionner "Textured PEI Plate" en "Plate Type" ( Si jamais vous modifier les paramètres associés au type de plateau, qui par défaut sont identiques entre eux.) Ajouter le g-code étendu "PAUSE" dans le champ "Change filament G-code" de l'onglet "G-code" du profil de la "Ender-3 V3 Plus" ( ou le g-code "M600" si vous avez auparavant installé cette fonction via le "Creality Helper Script" ( https://guilouz.github.io/Creality-Helper-Script-Wiki/firmwares/install-and-update-rooted-firmware-ender3/ ) de Guilouz ) Et onglet "Multimaterial", "Single extruder multimaterial setup", "Manual Filament Change" doit être coché ( Sinon il y a des changements d'outil (T1, T2, T3, ...) d'ajouté par le trancheur lors des changements de filament dans le fichier d'impression d'extension ".gcode") ( Idéalement sauver alors ce nouveau profil modifié de l'imprimante "Ender-3 V3 Plus" avec un nom explicite pour plus facilement l'identifier ) Dans l'onglet "Device", après recherche (via "Scan Add"), on retrouve normalement et l'on peut ajouter notre "Ender-3 V3 Plus" connectée en Wi-Fi.
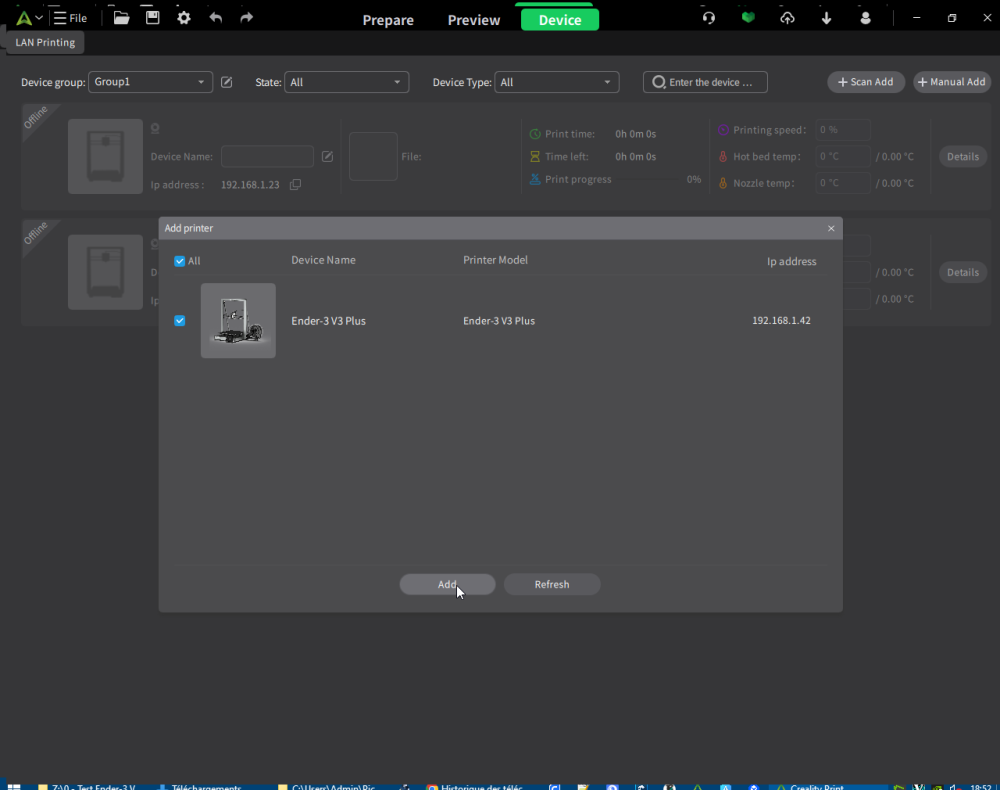
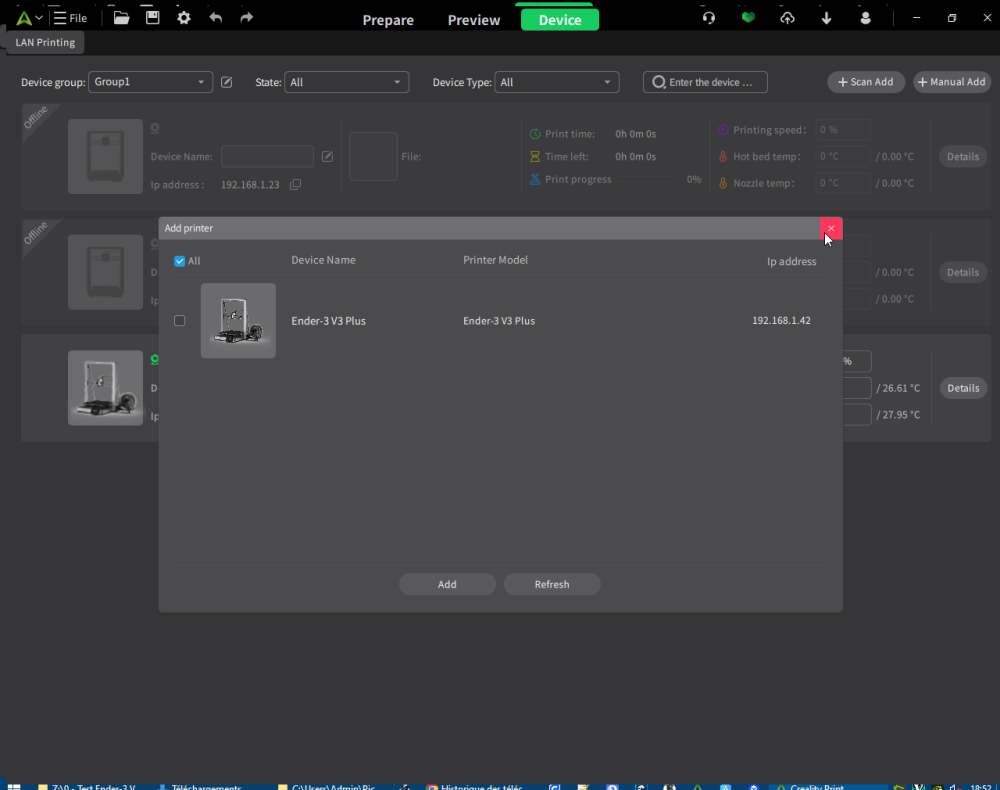
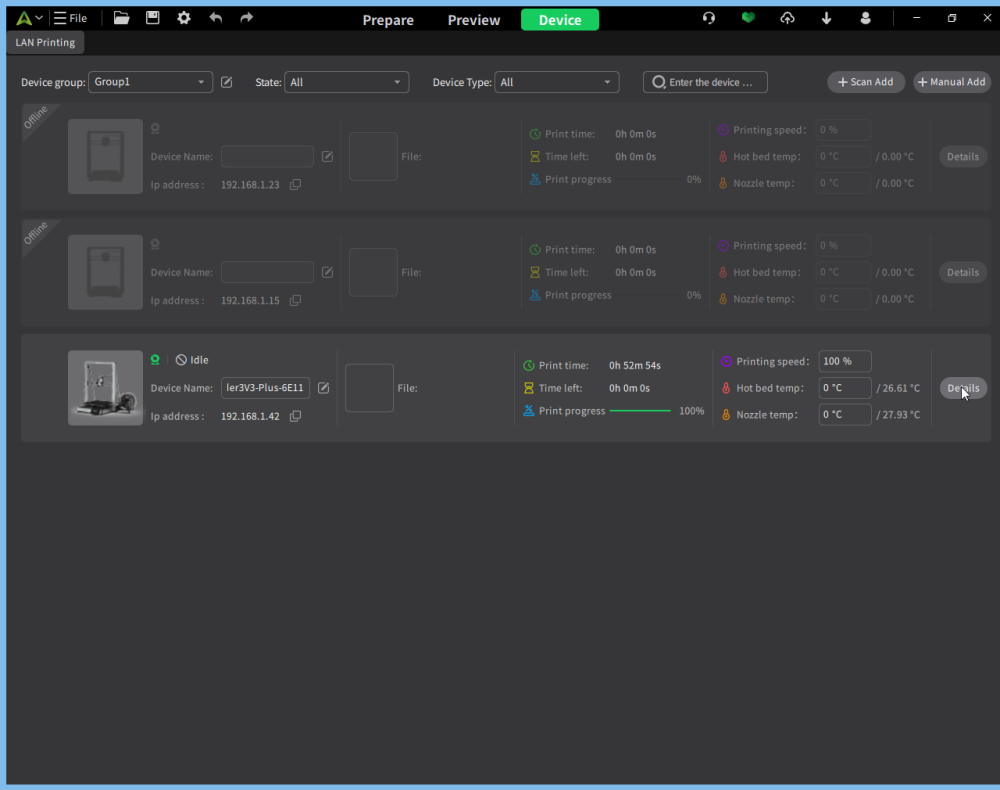
 1 point
1 point -
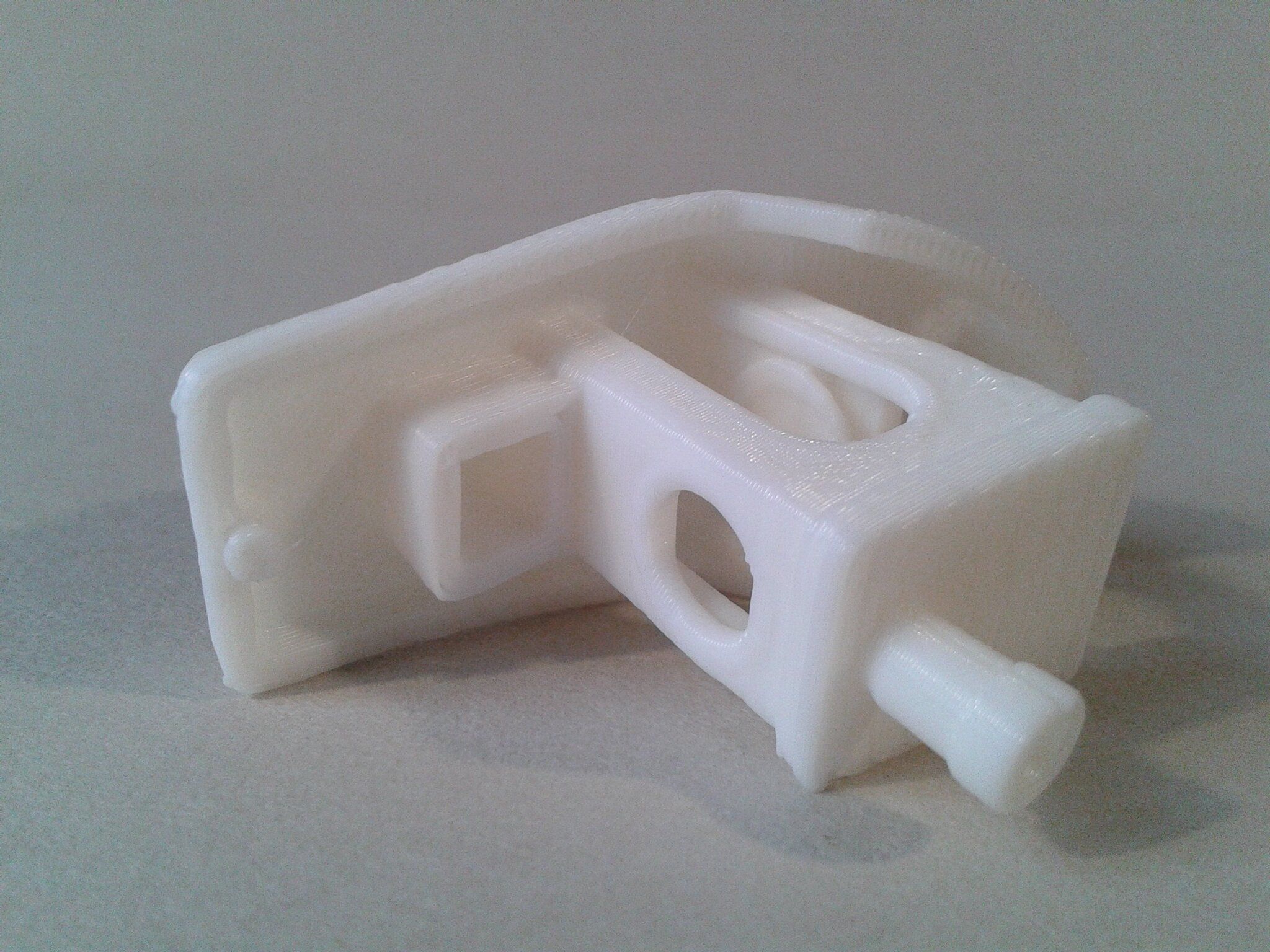
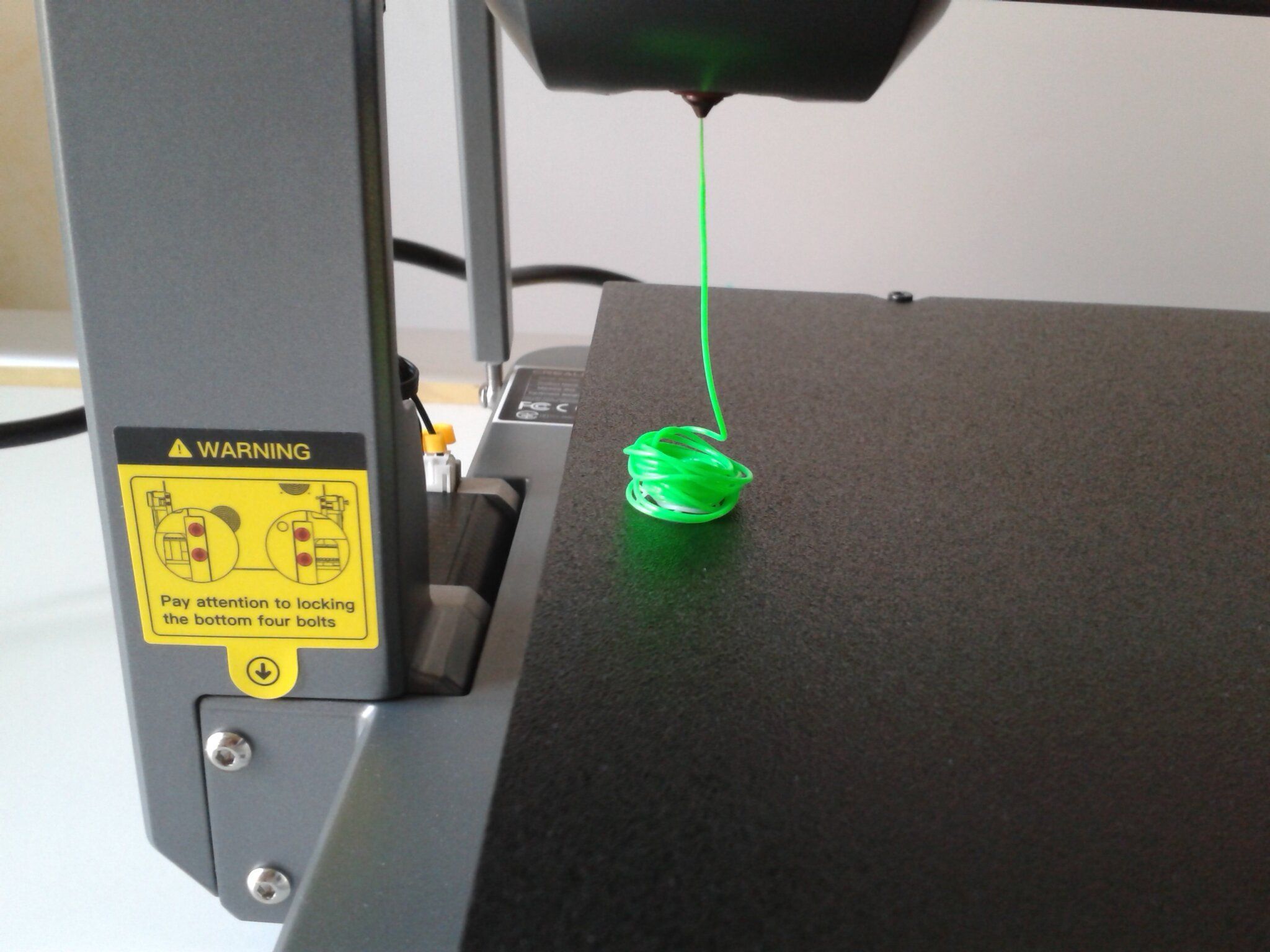
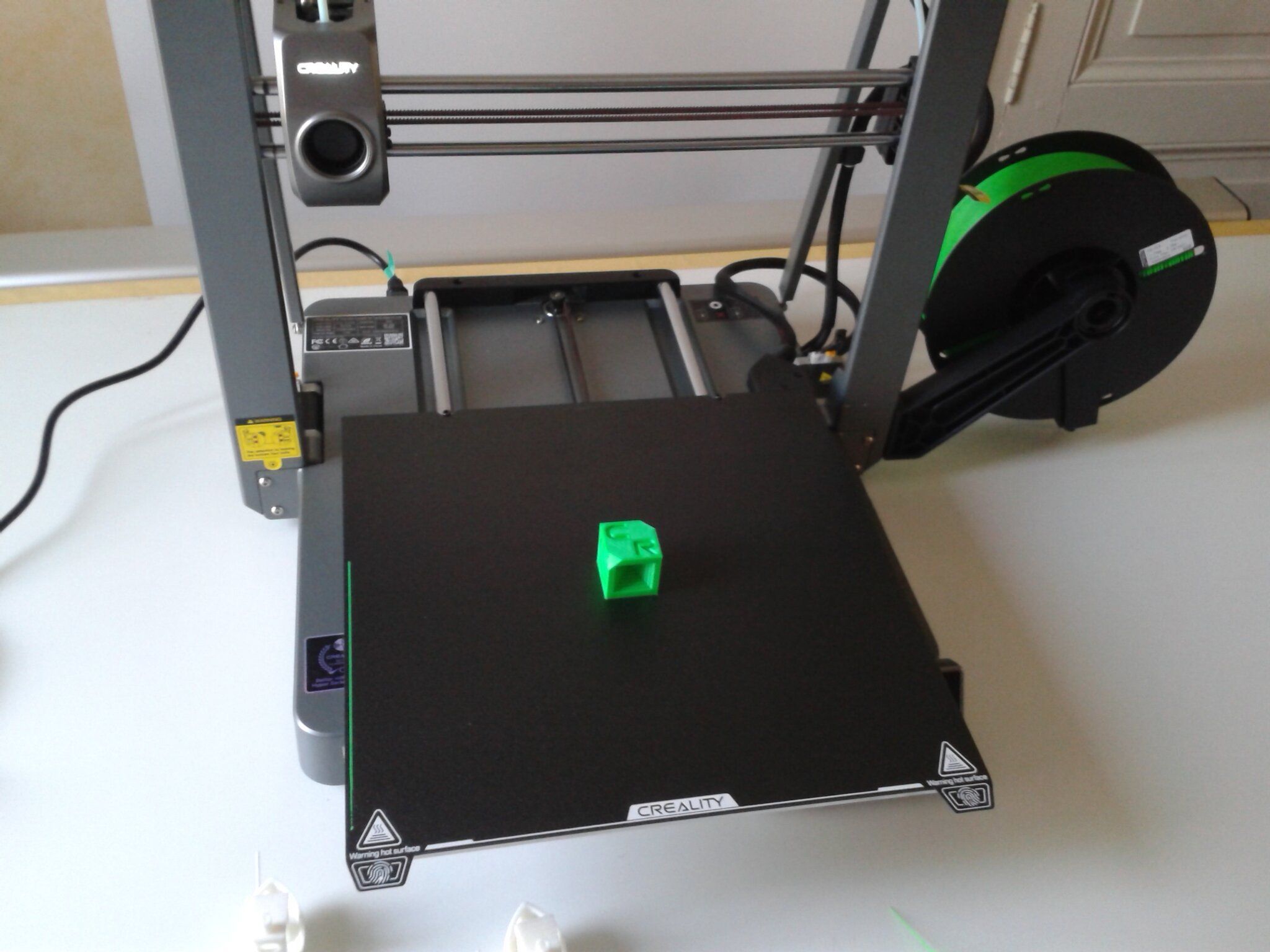
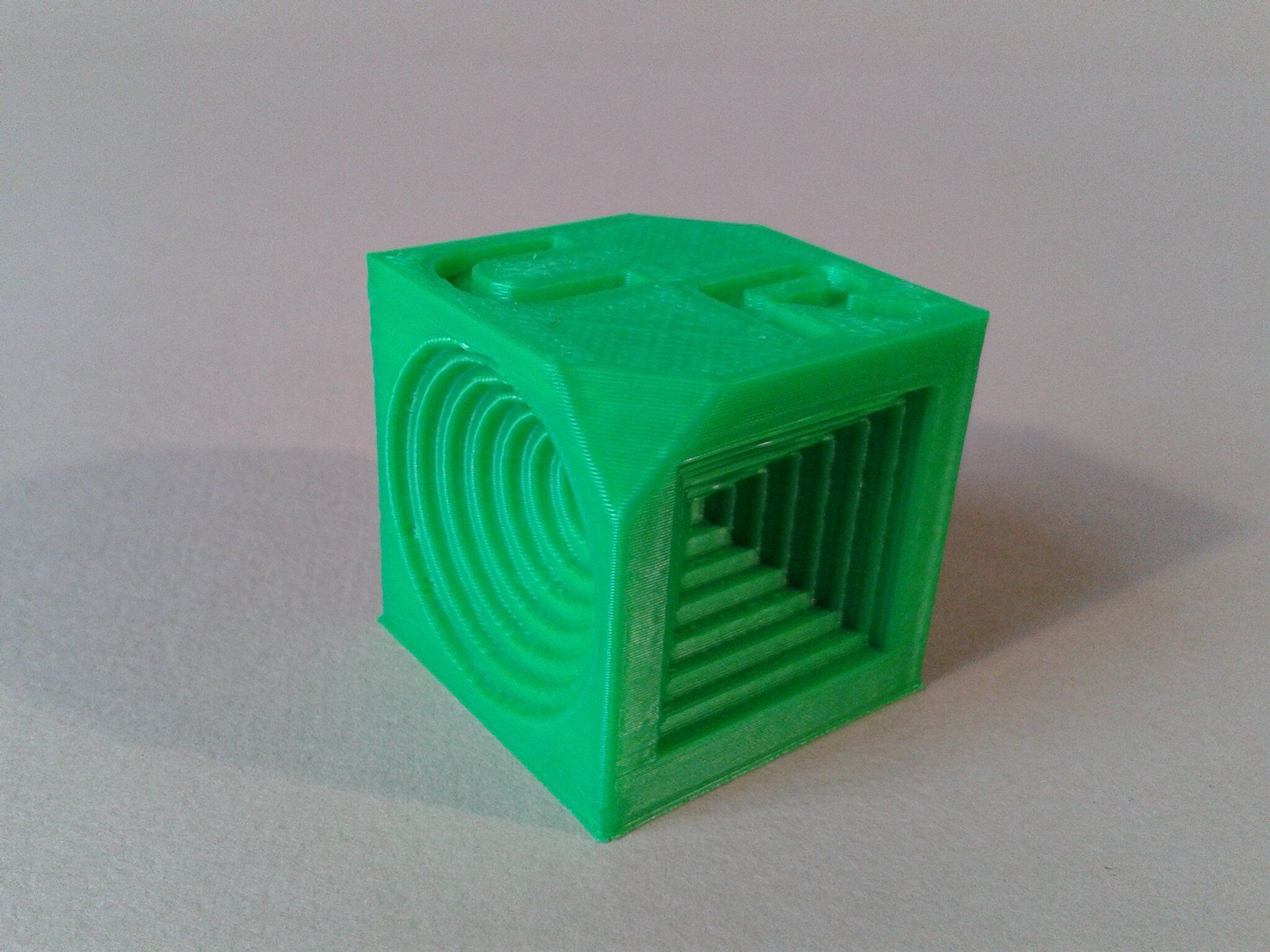
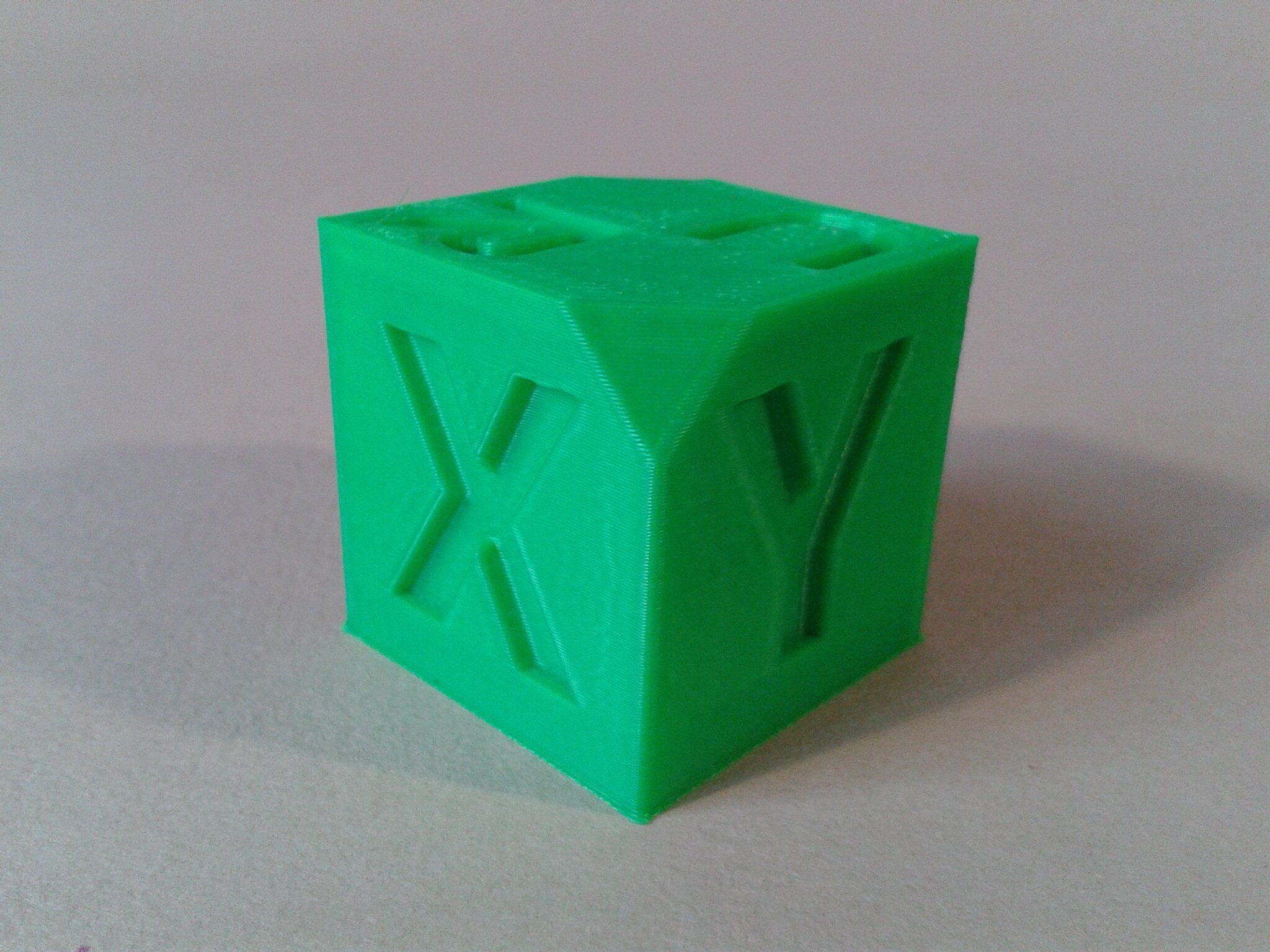
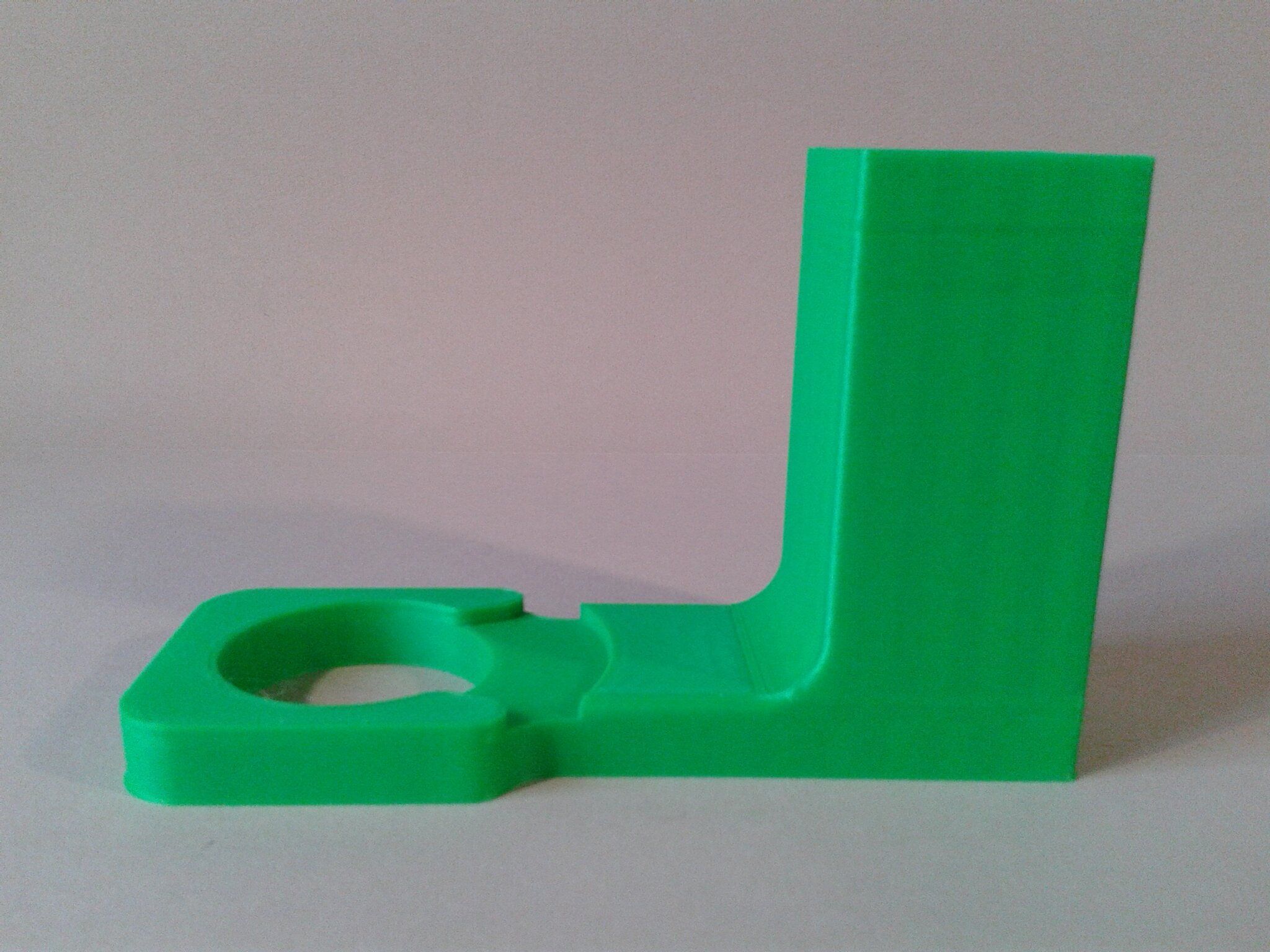
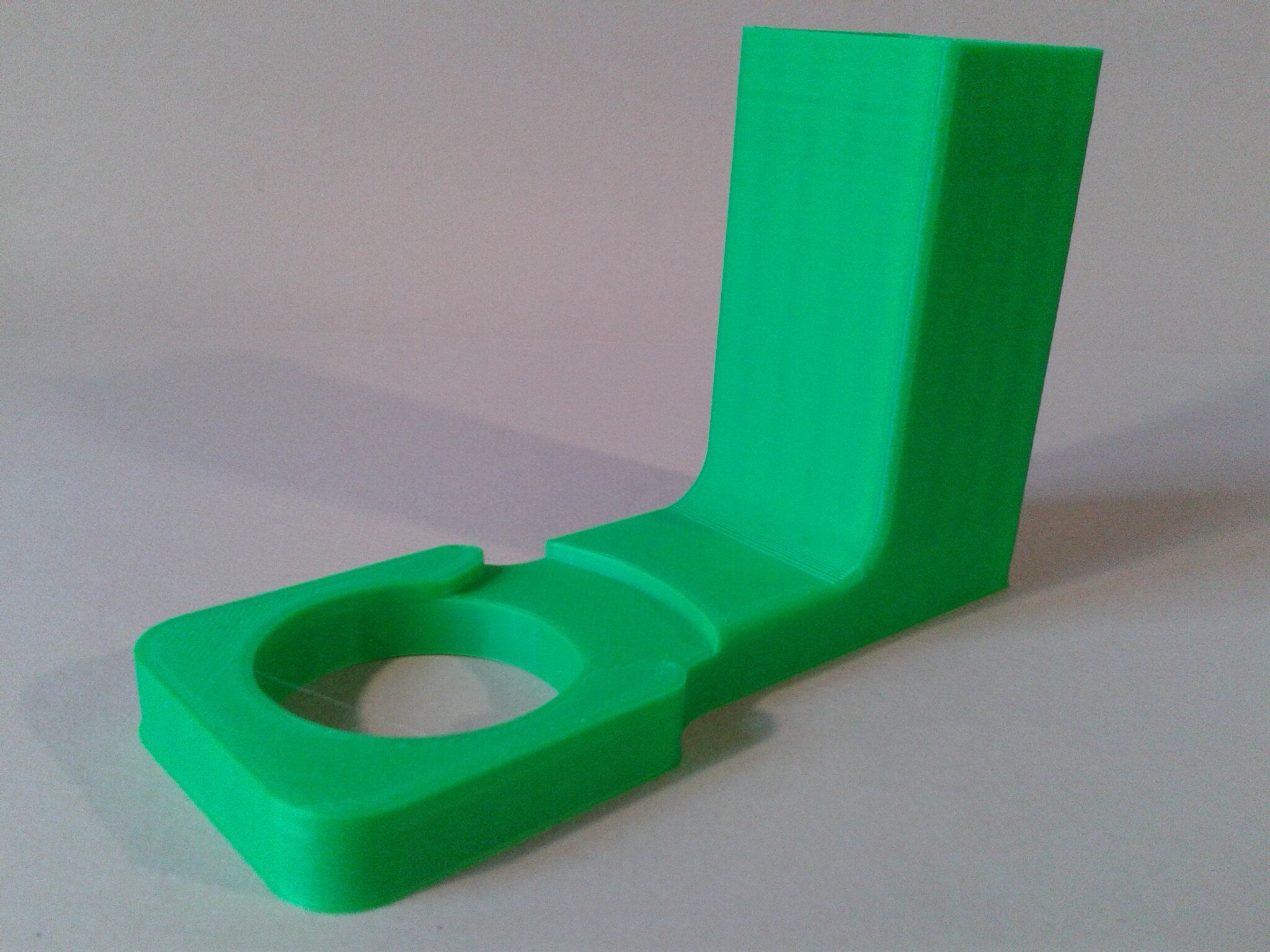
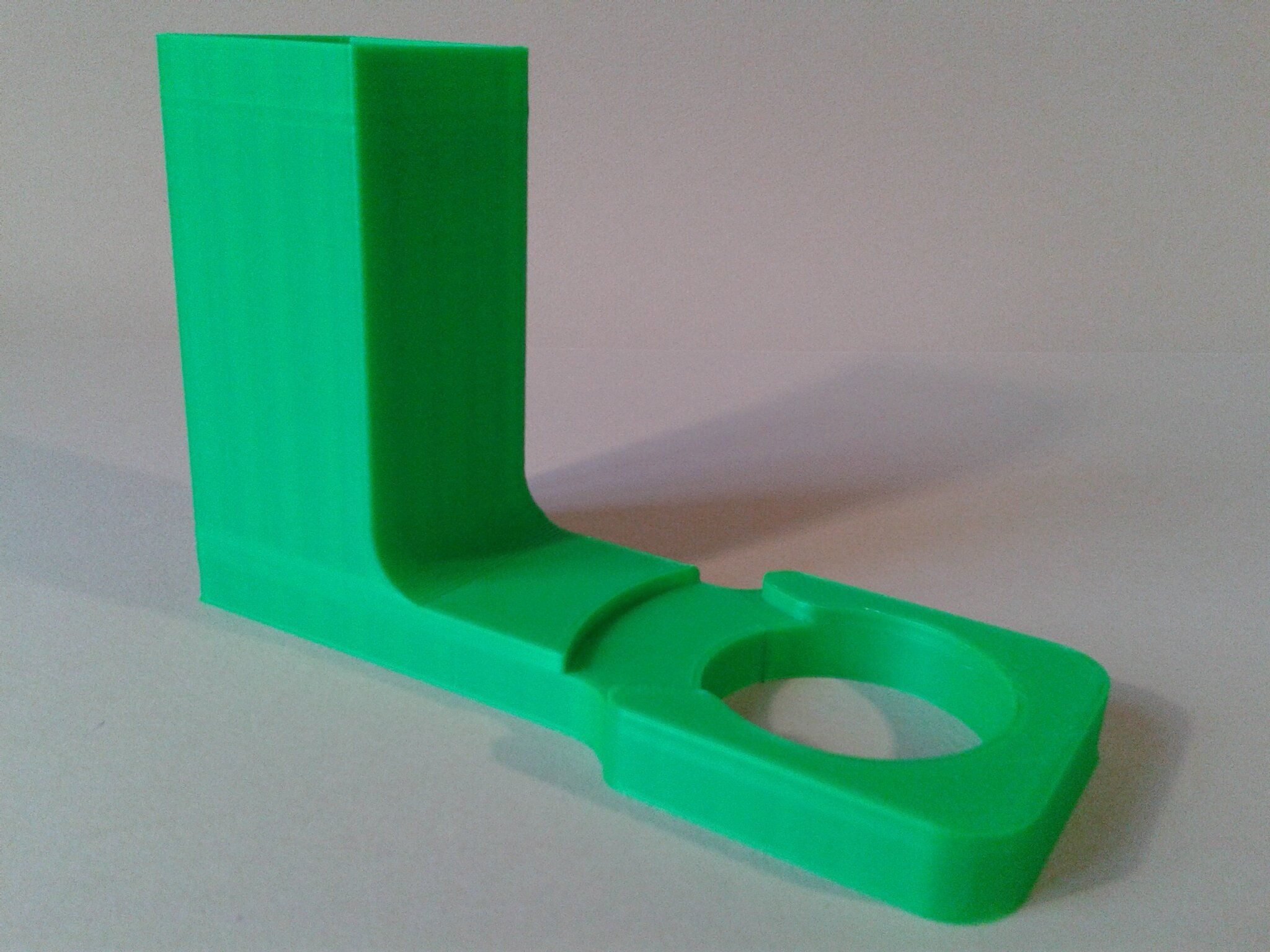
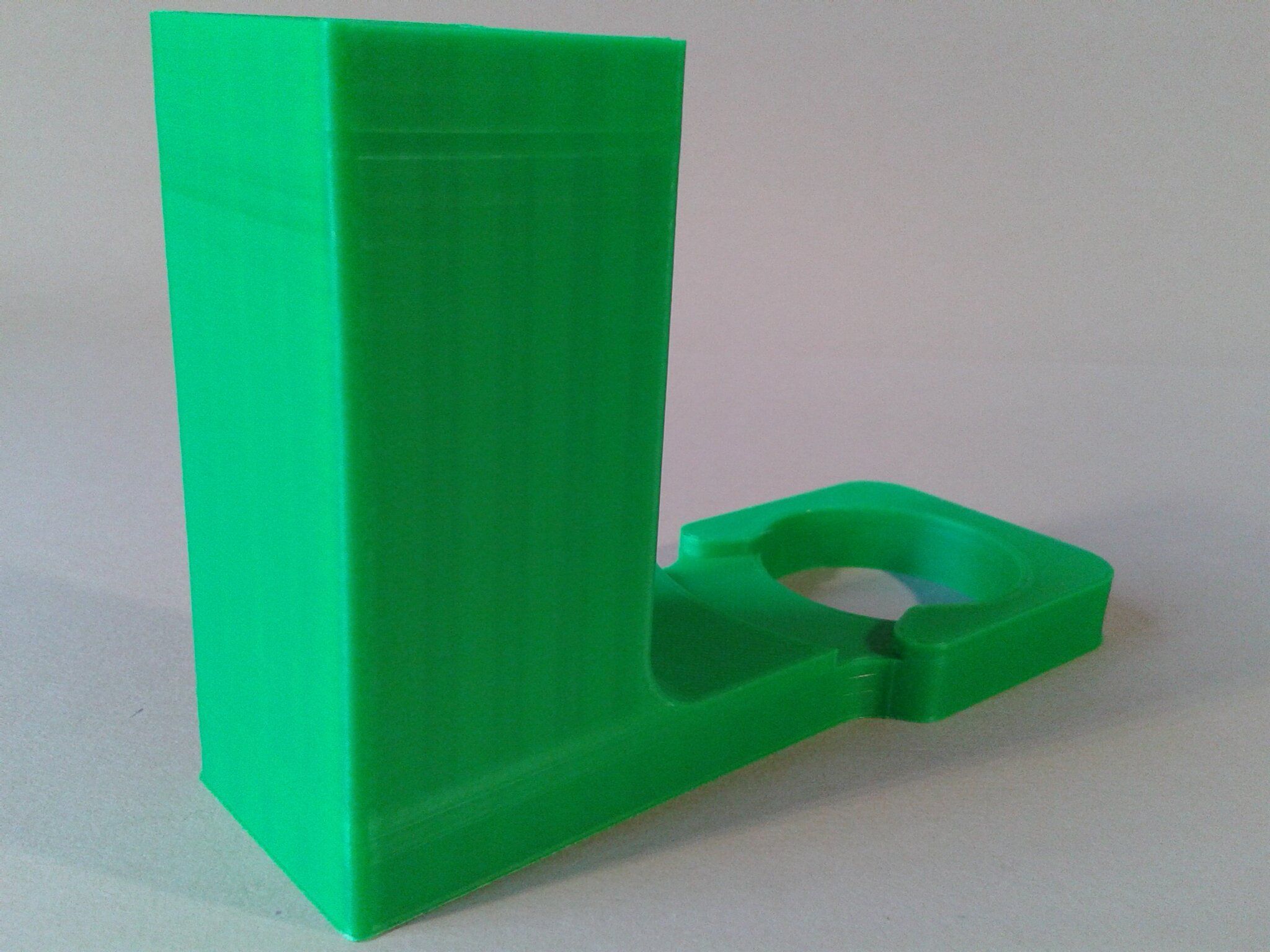
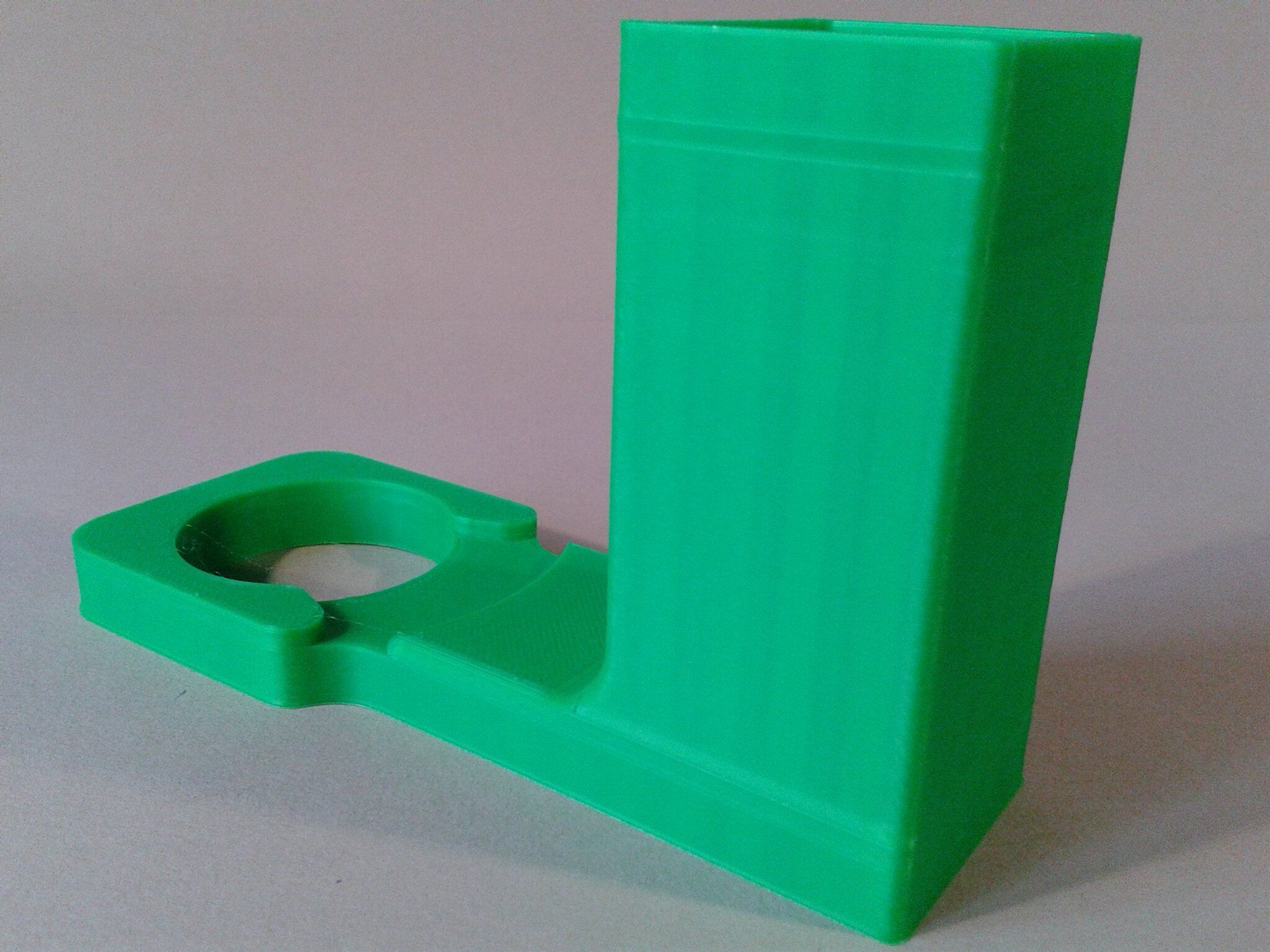
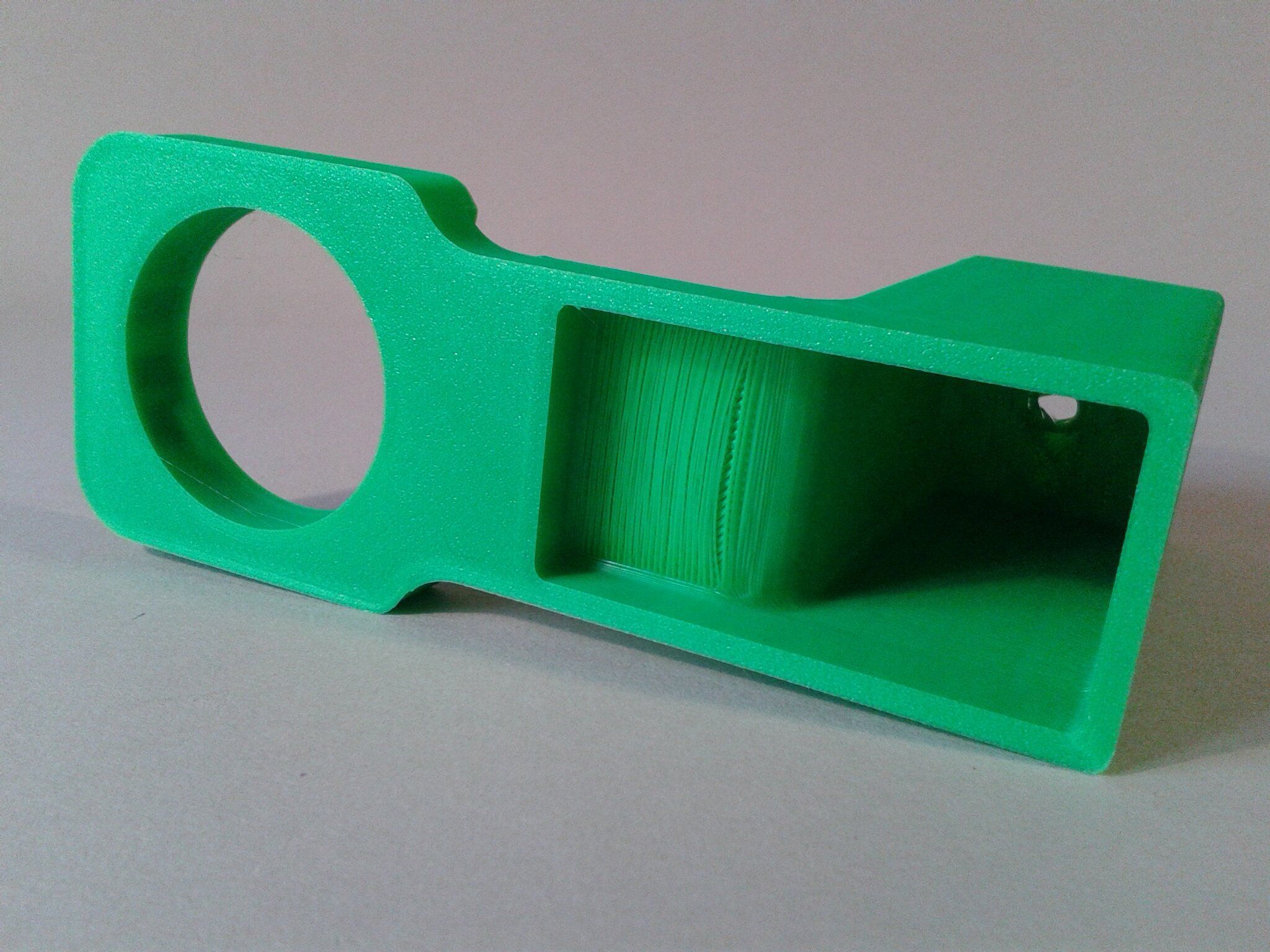
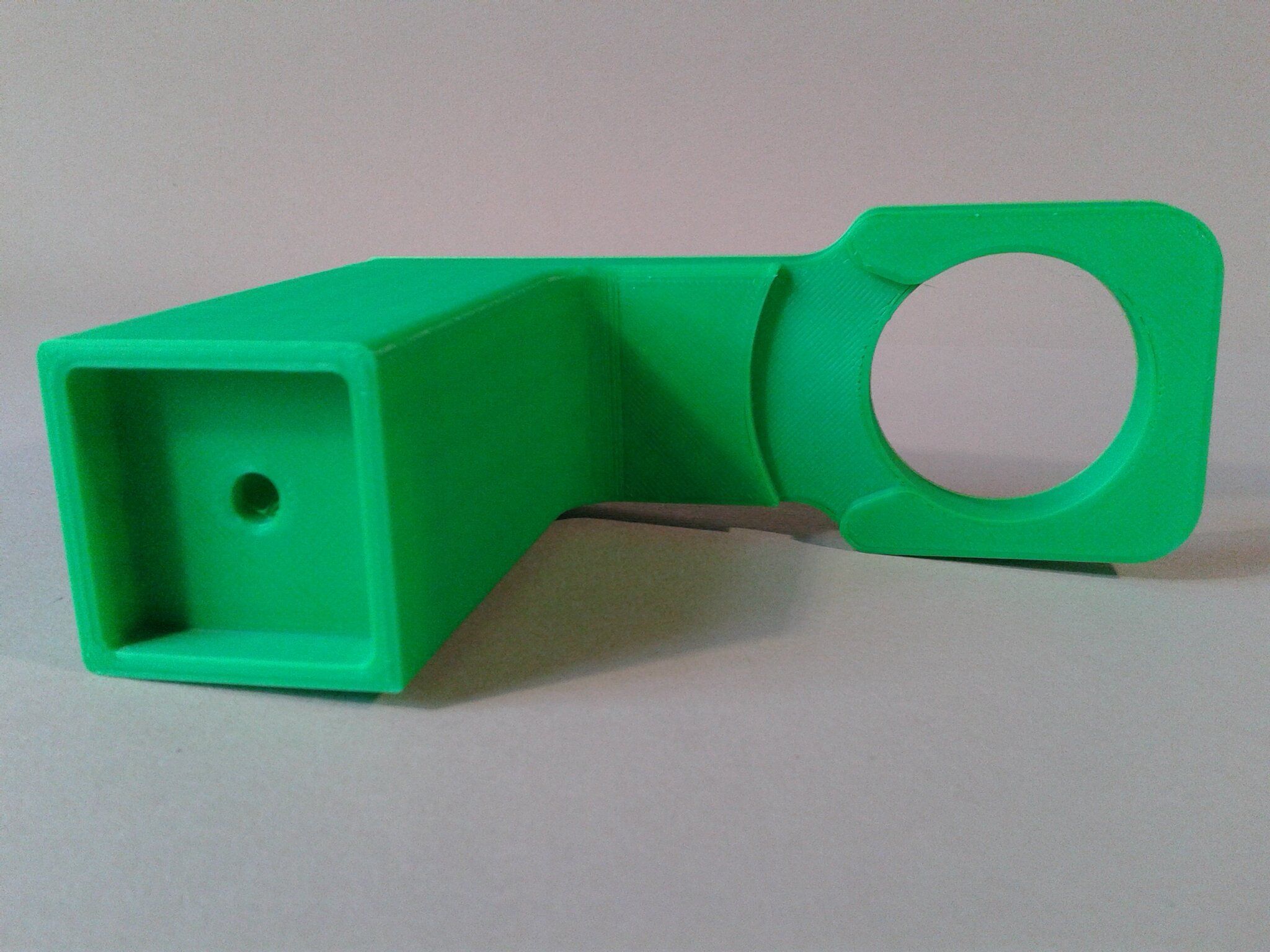
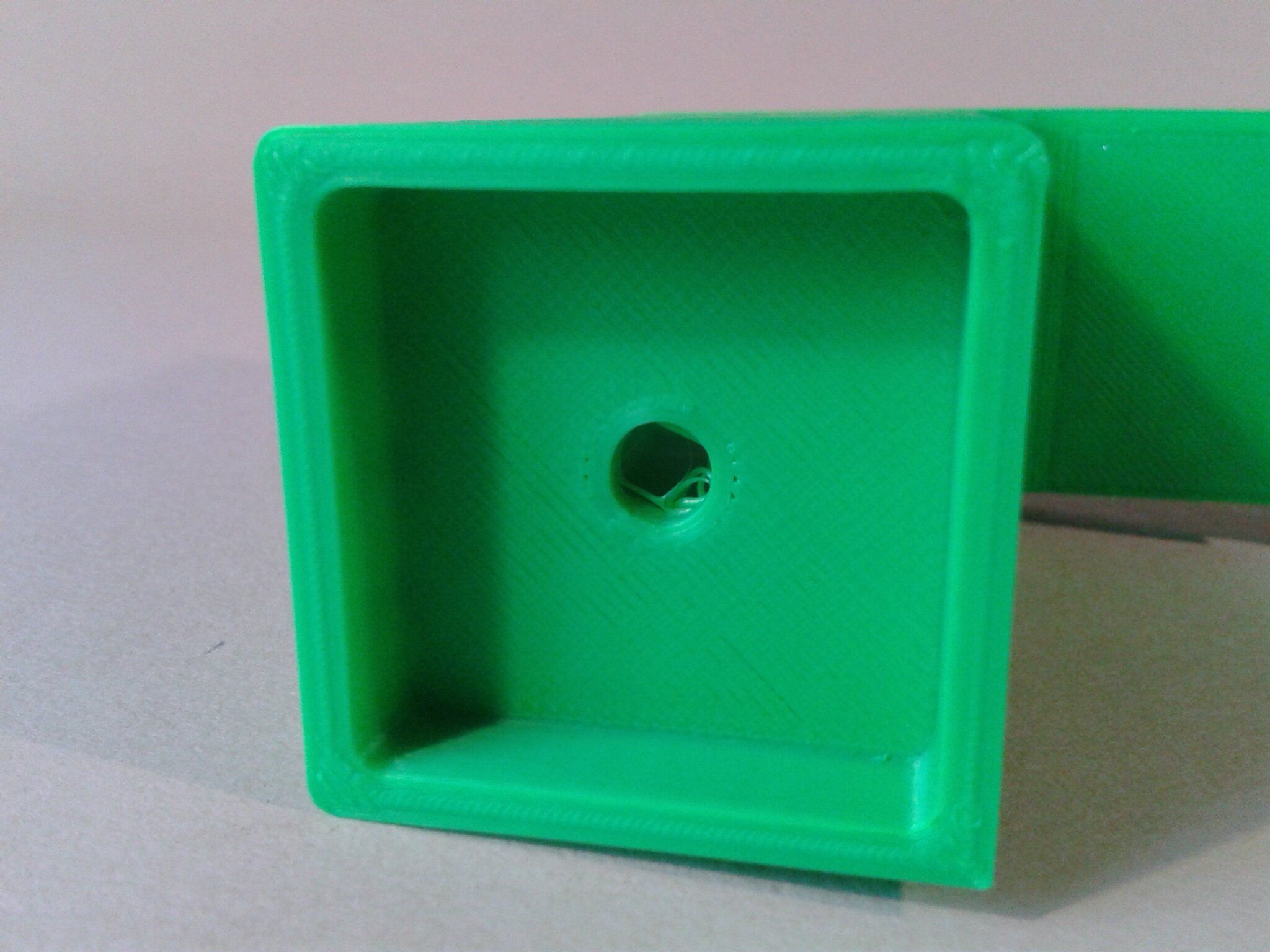
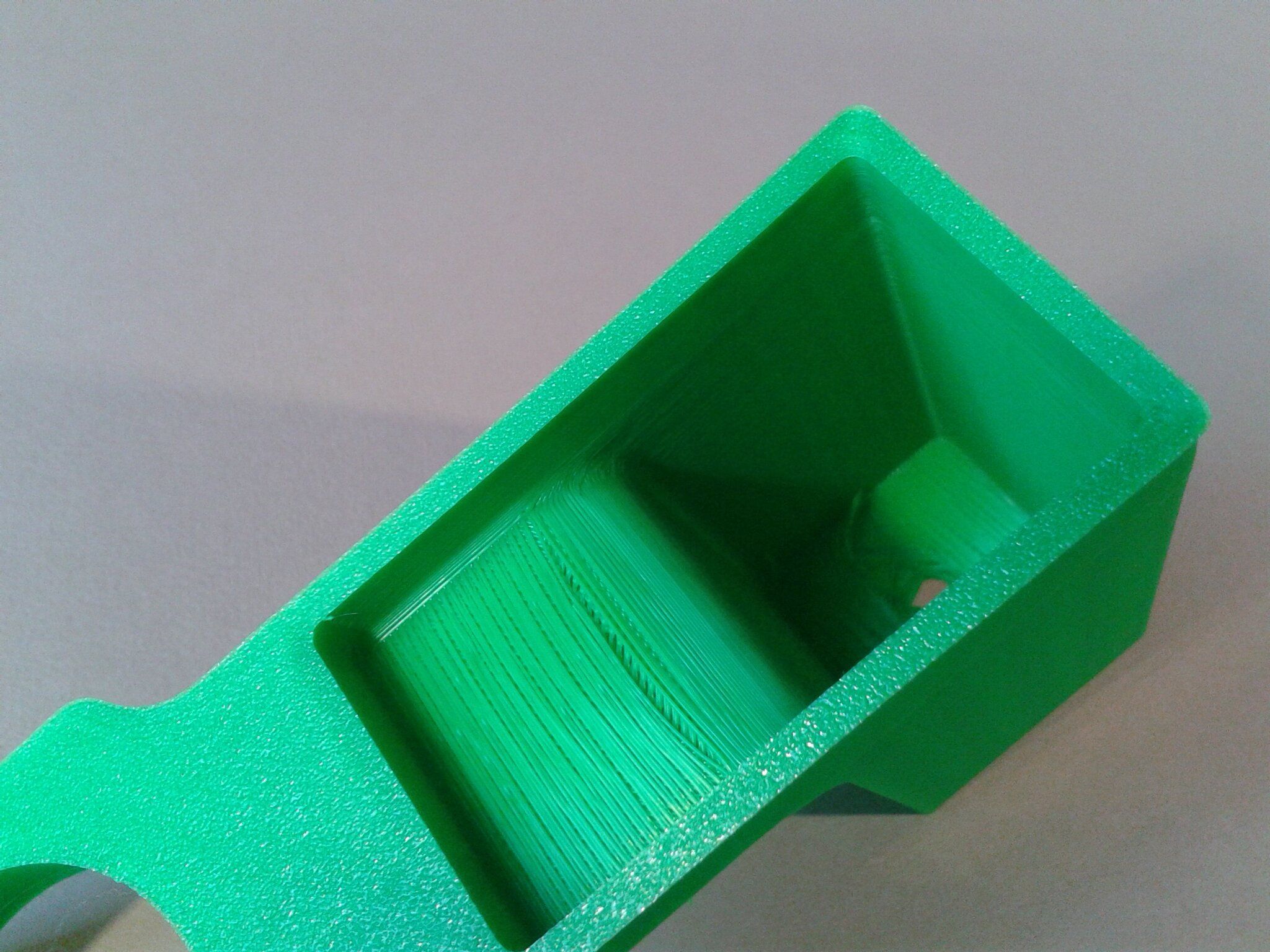
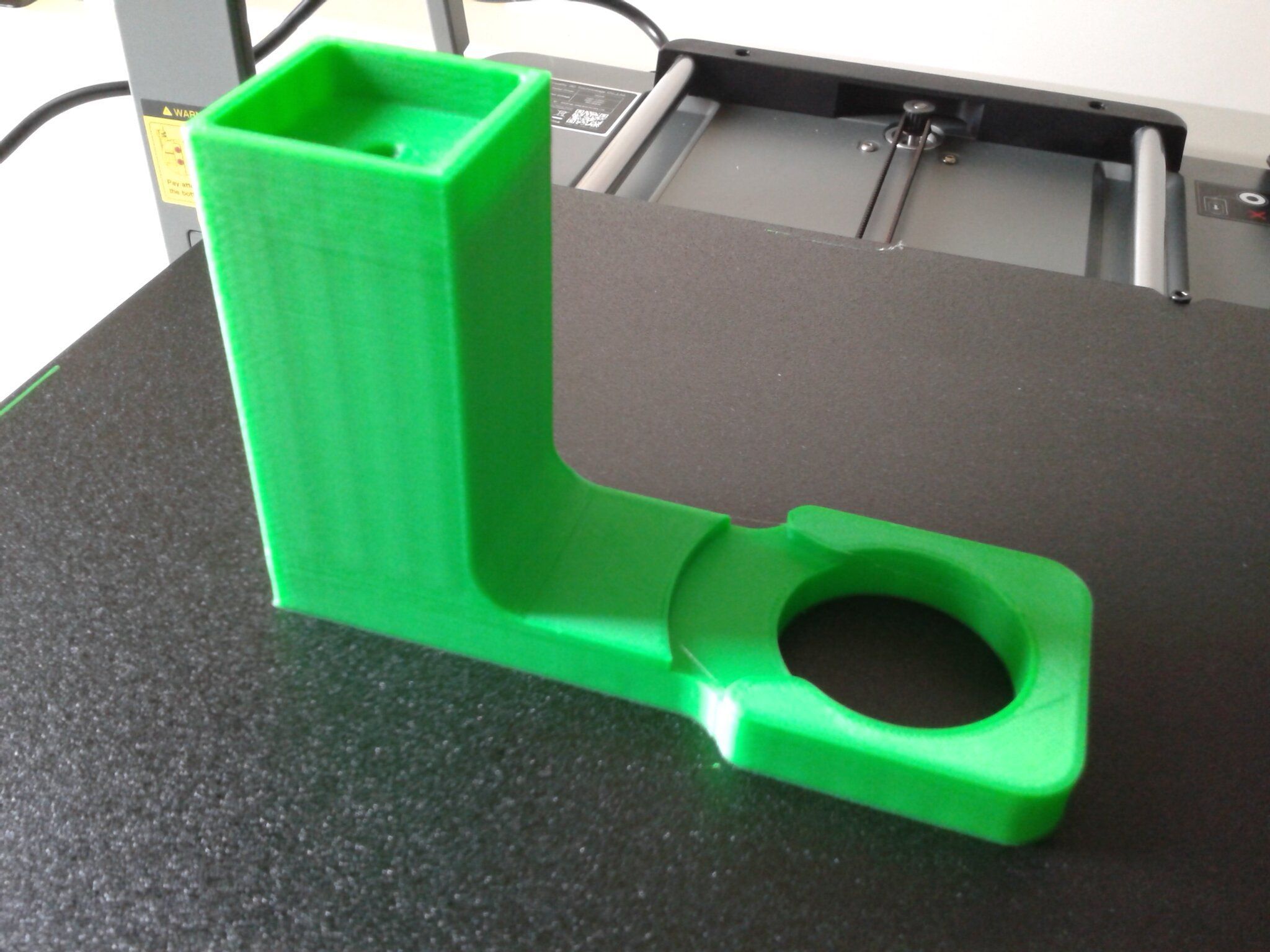
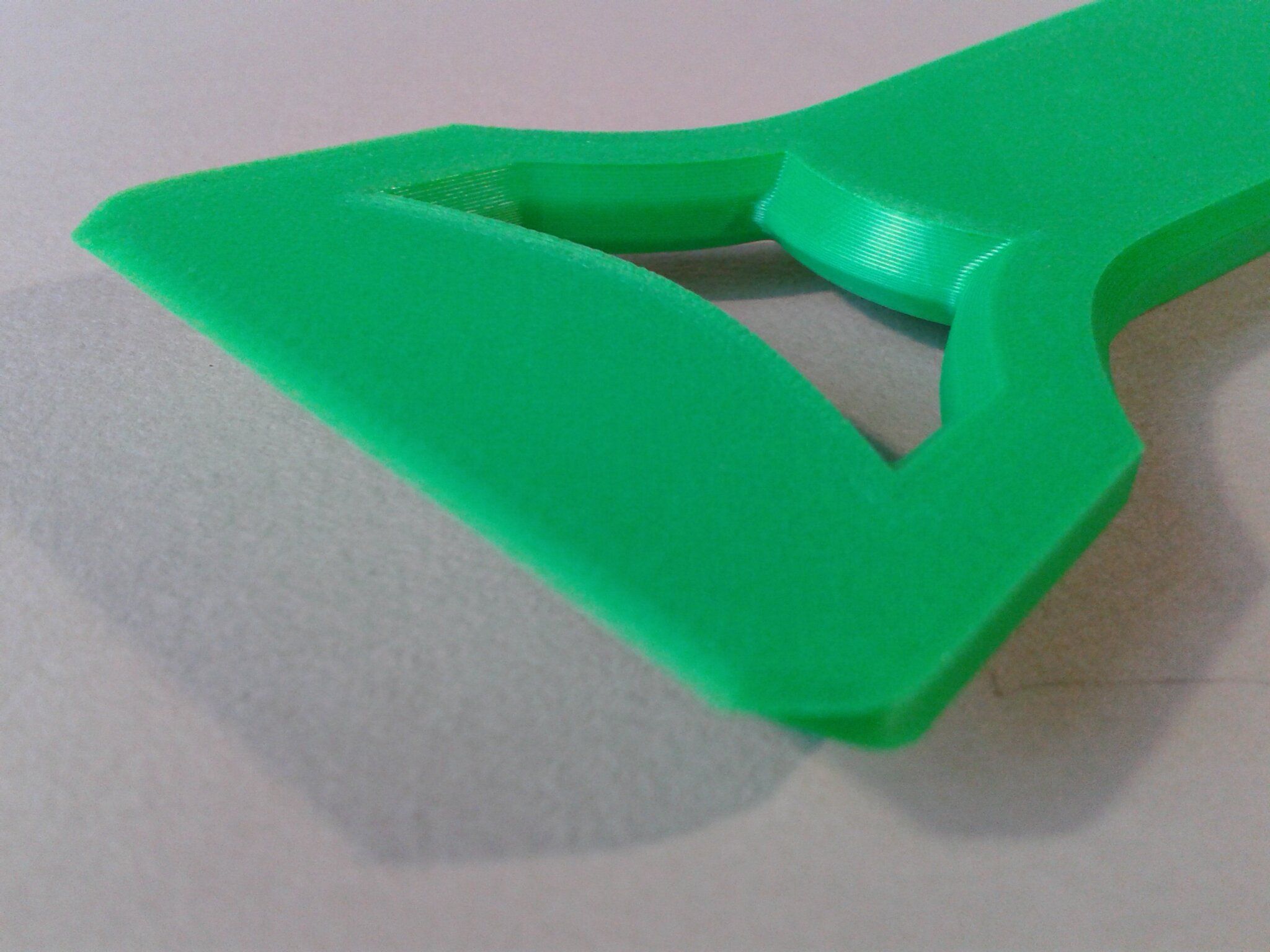
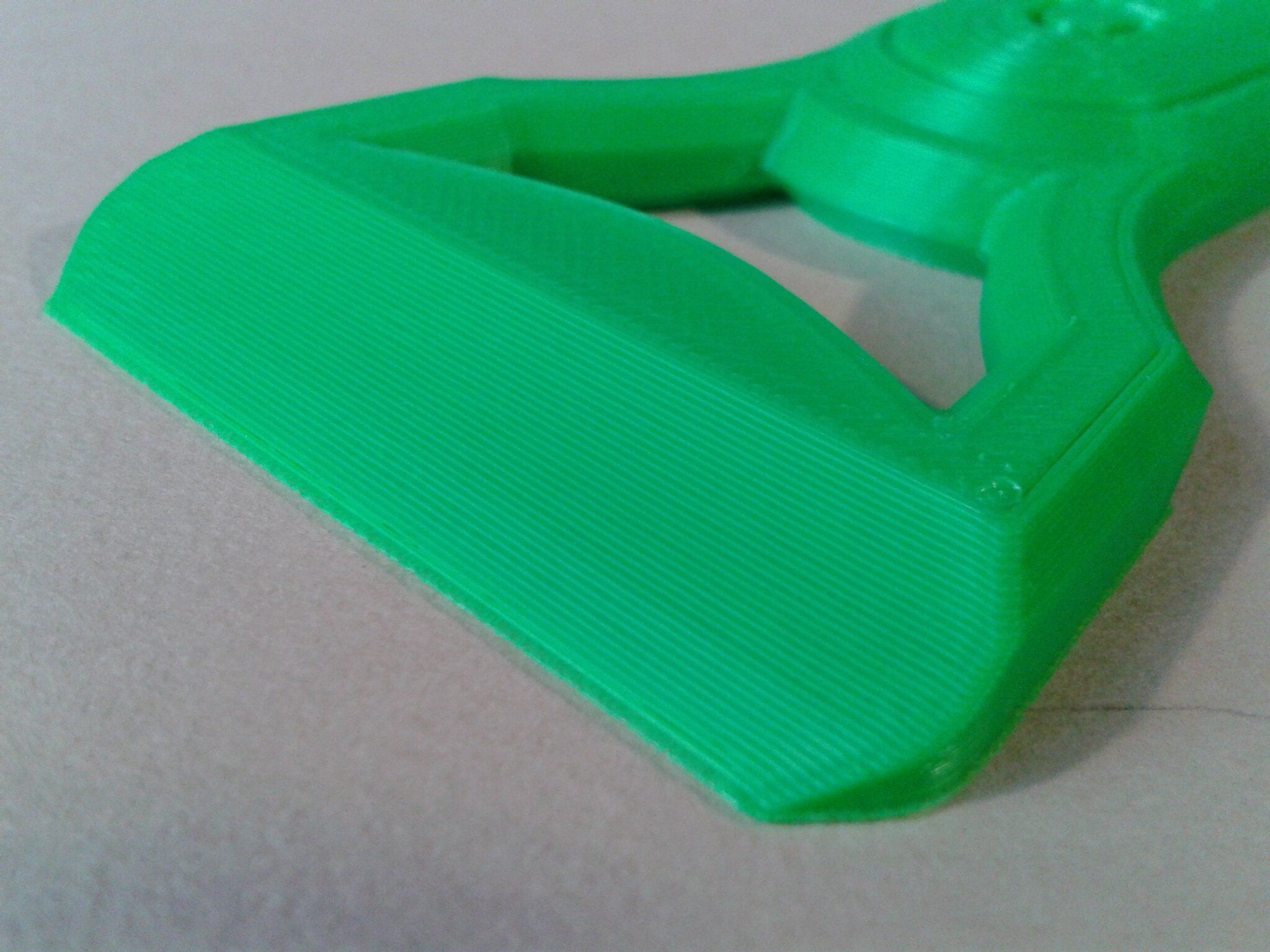
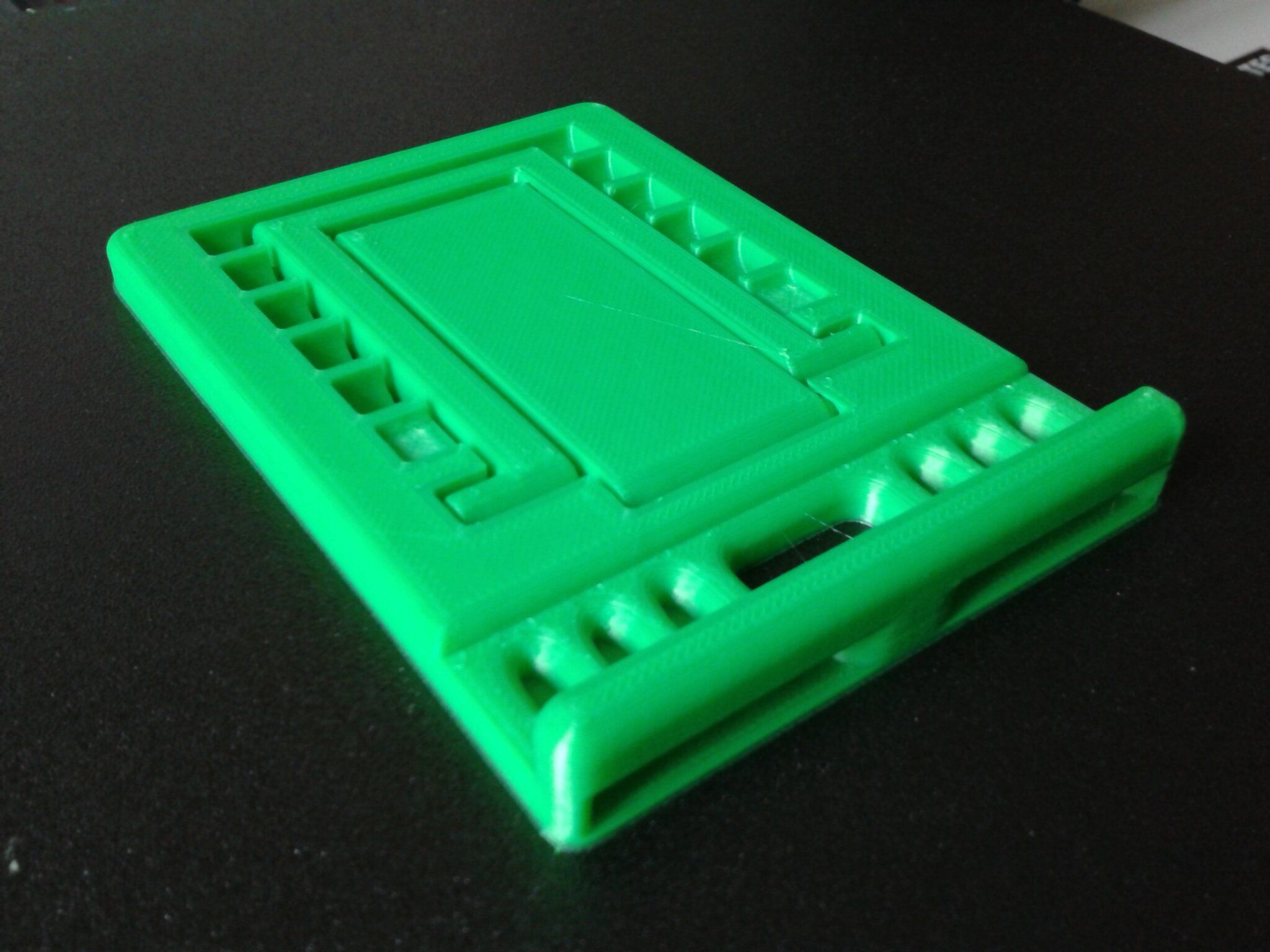
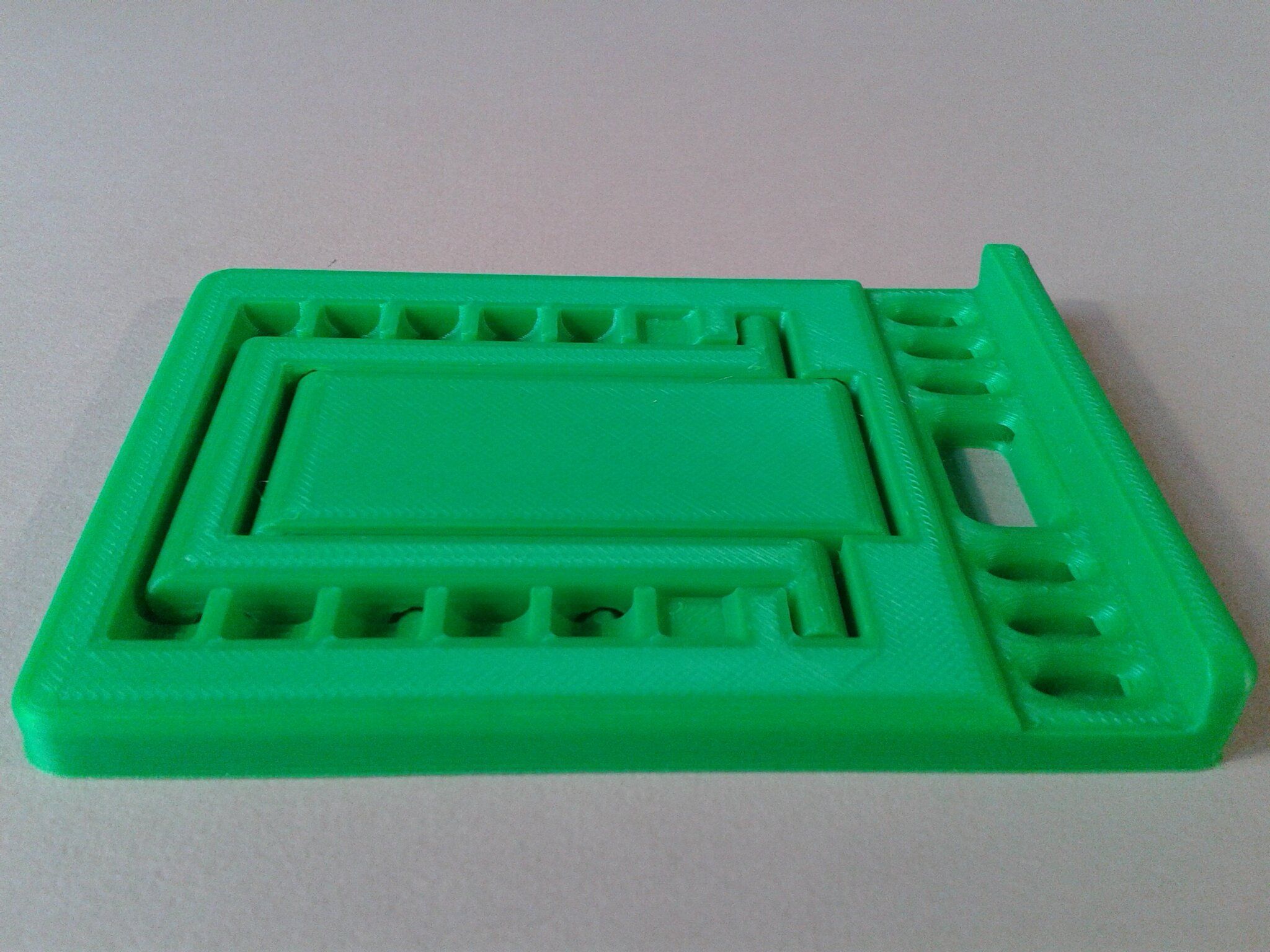
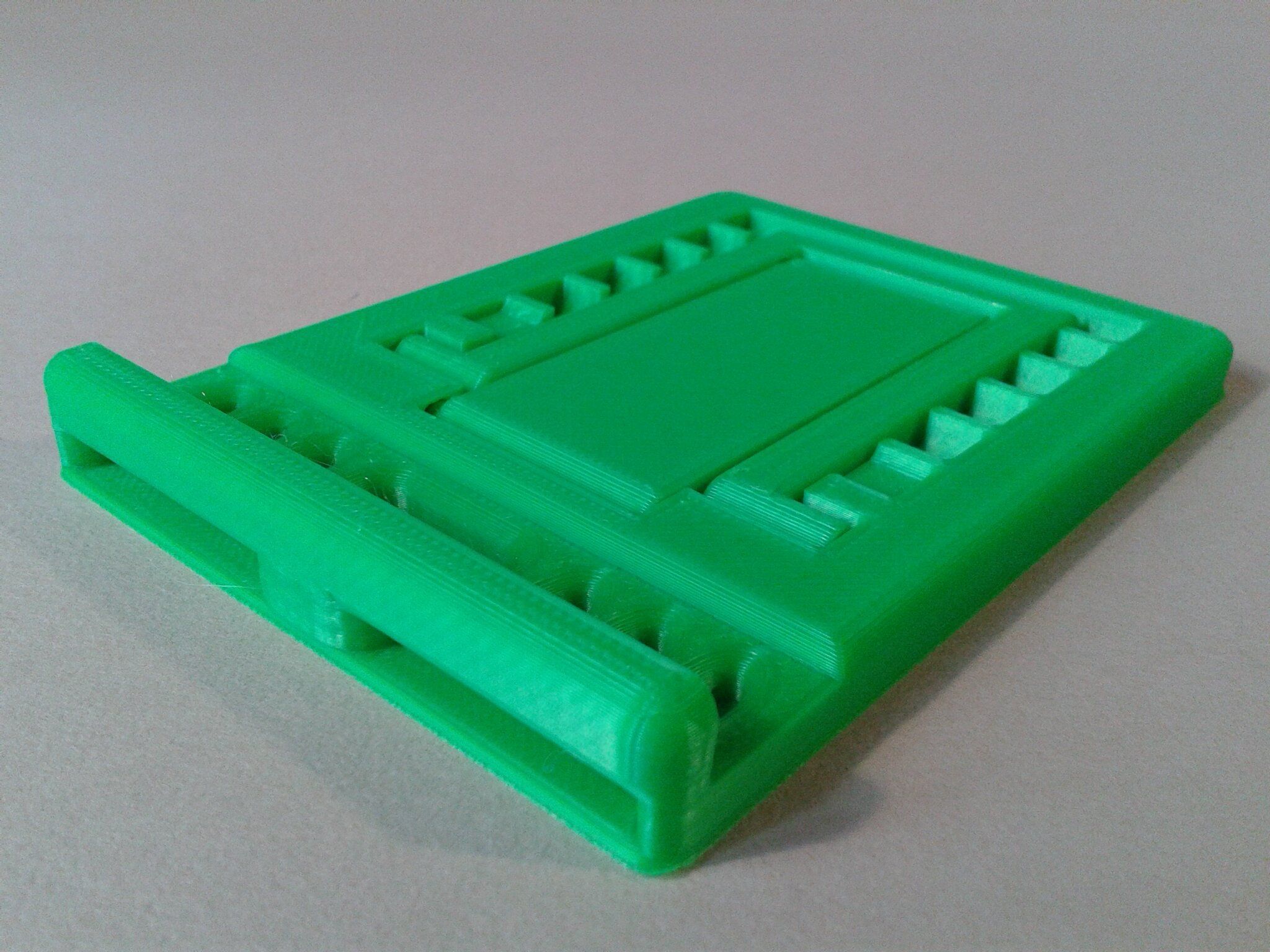
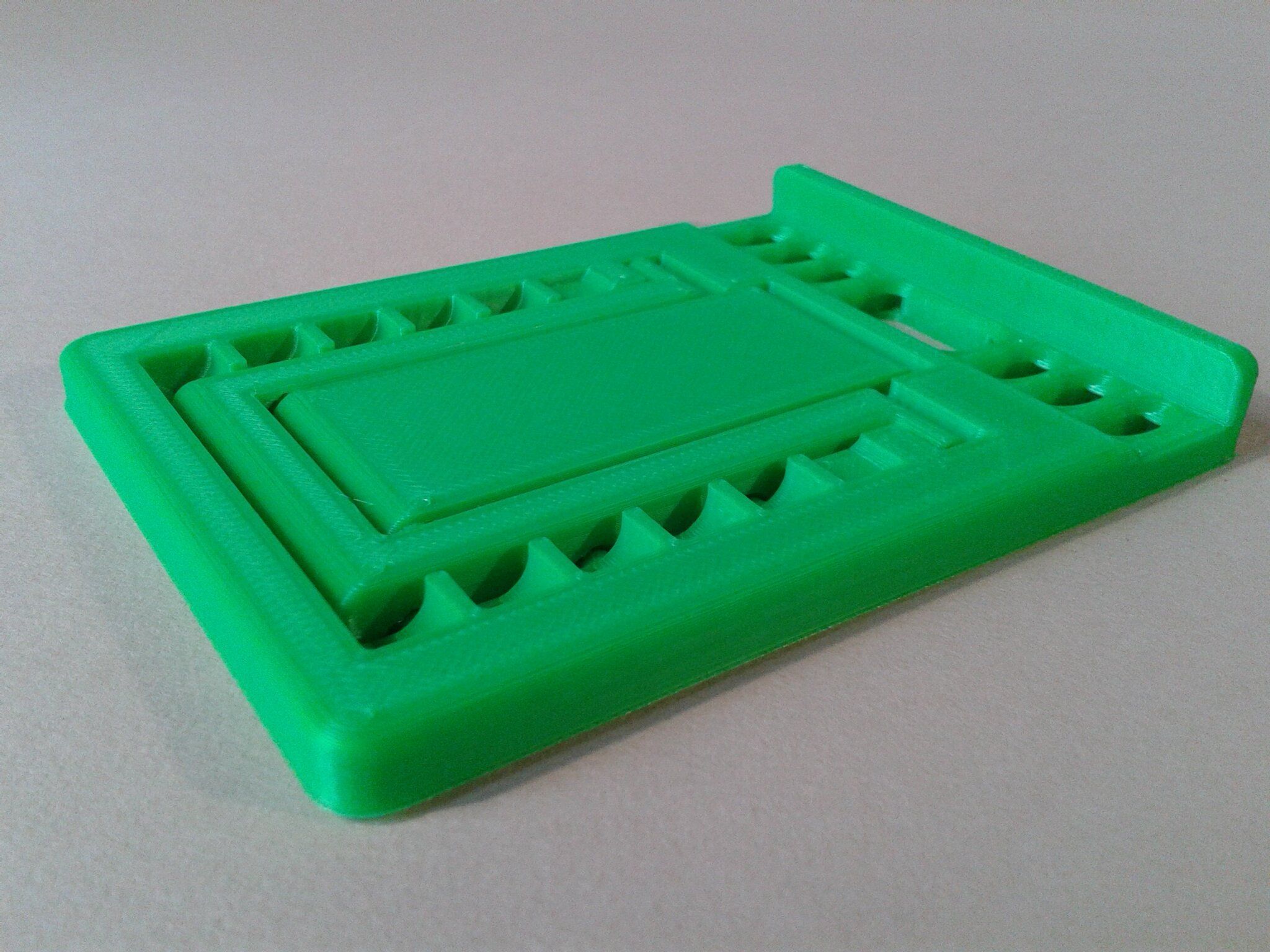
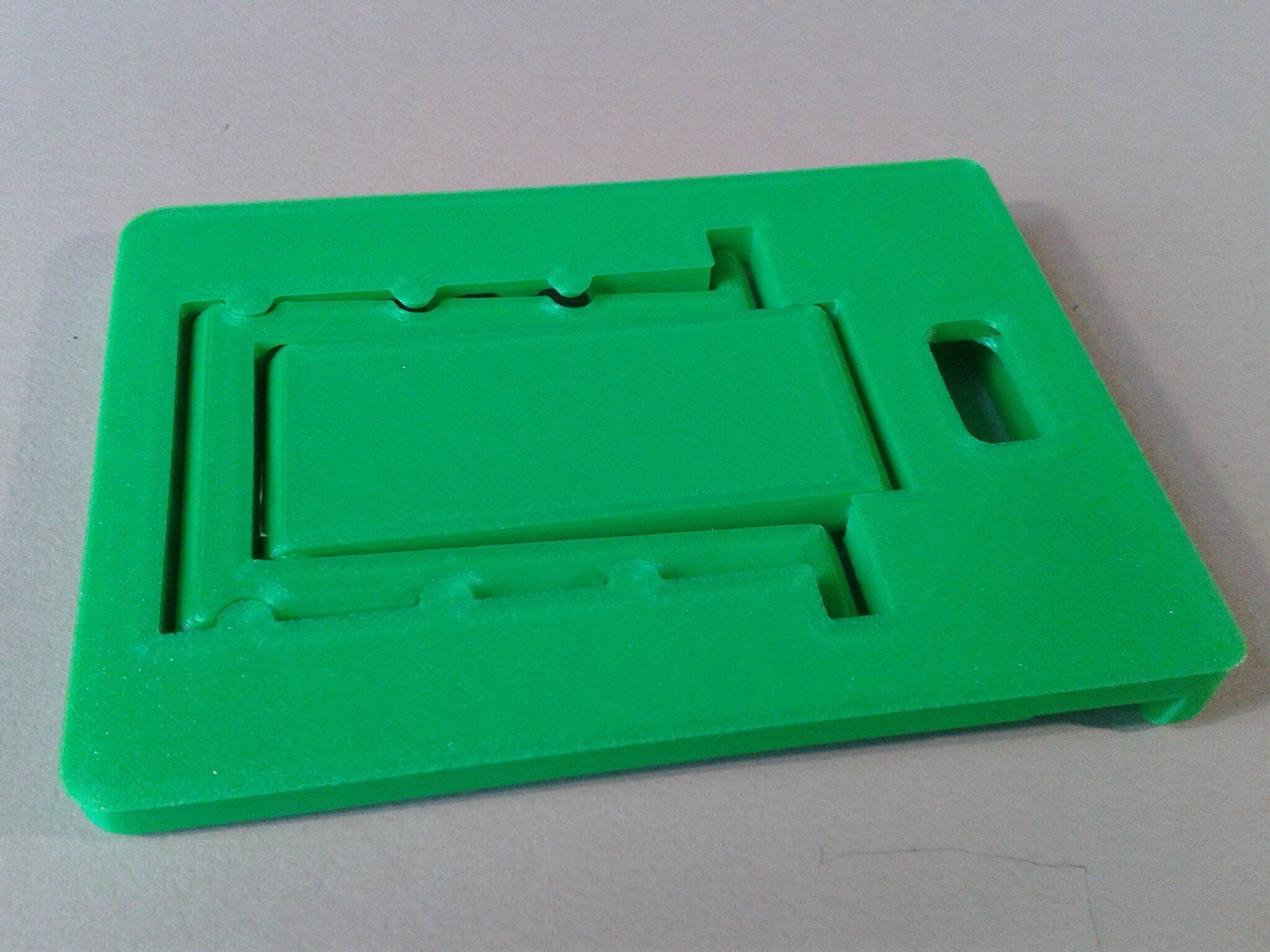
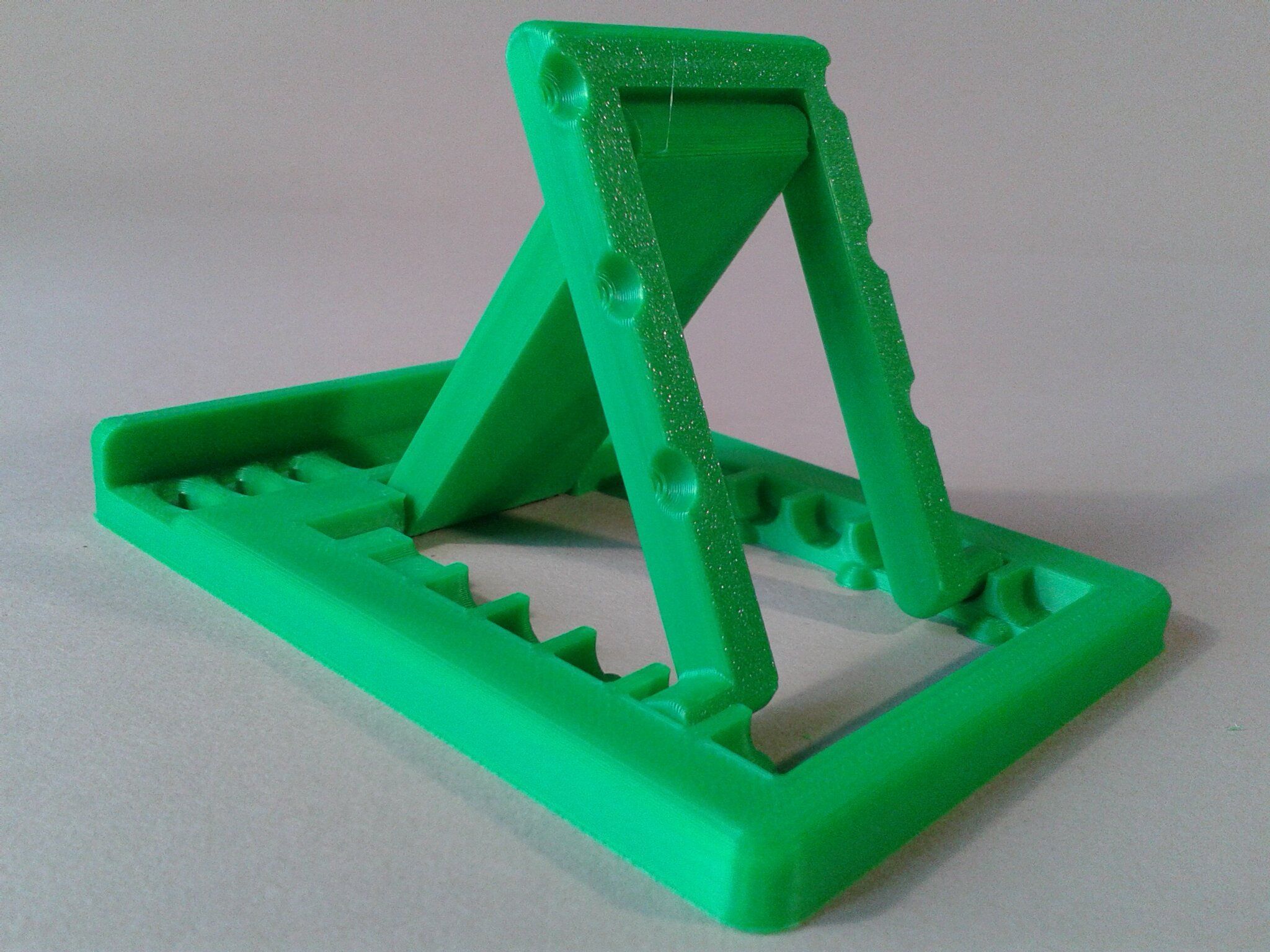
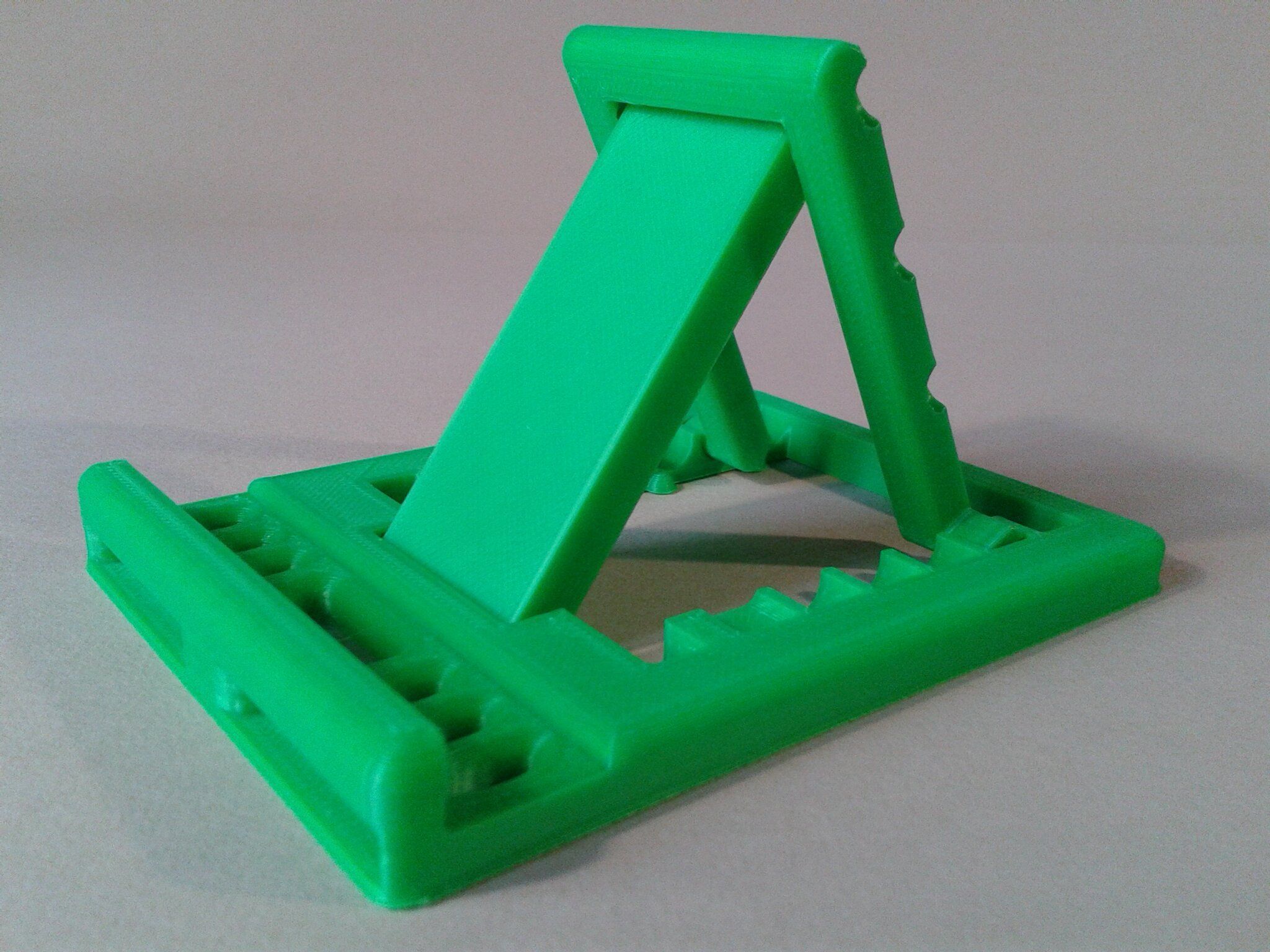
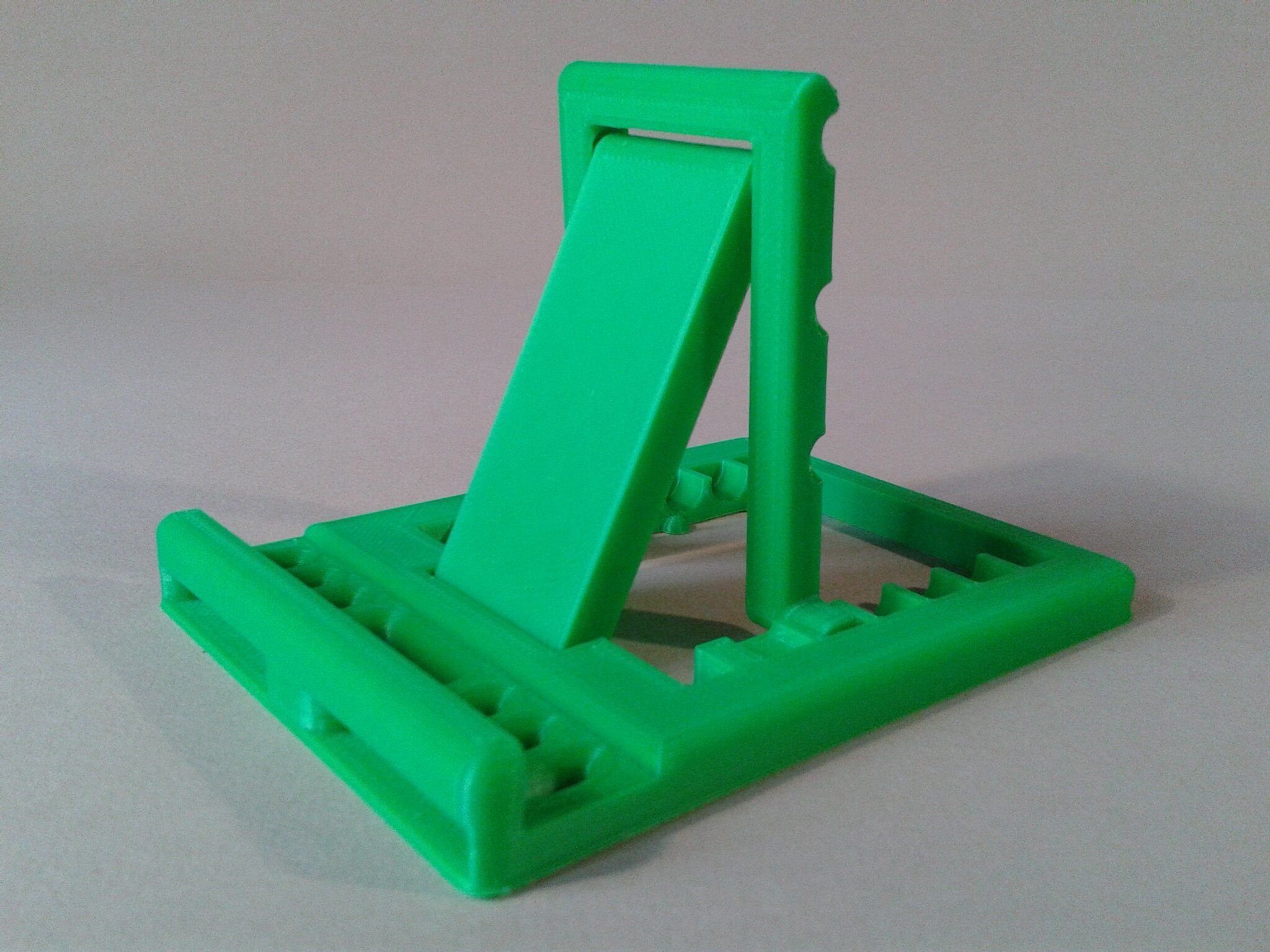
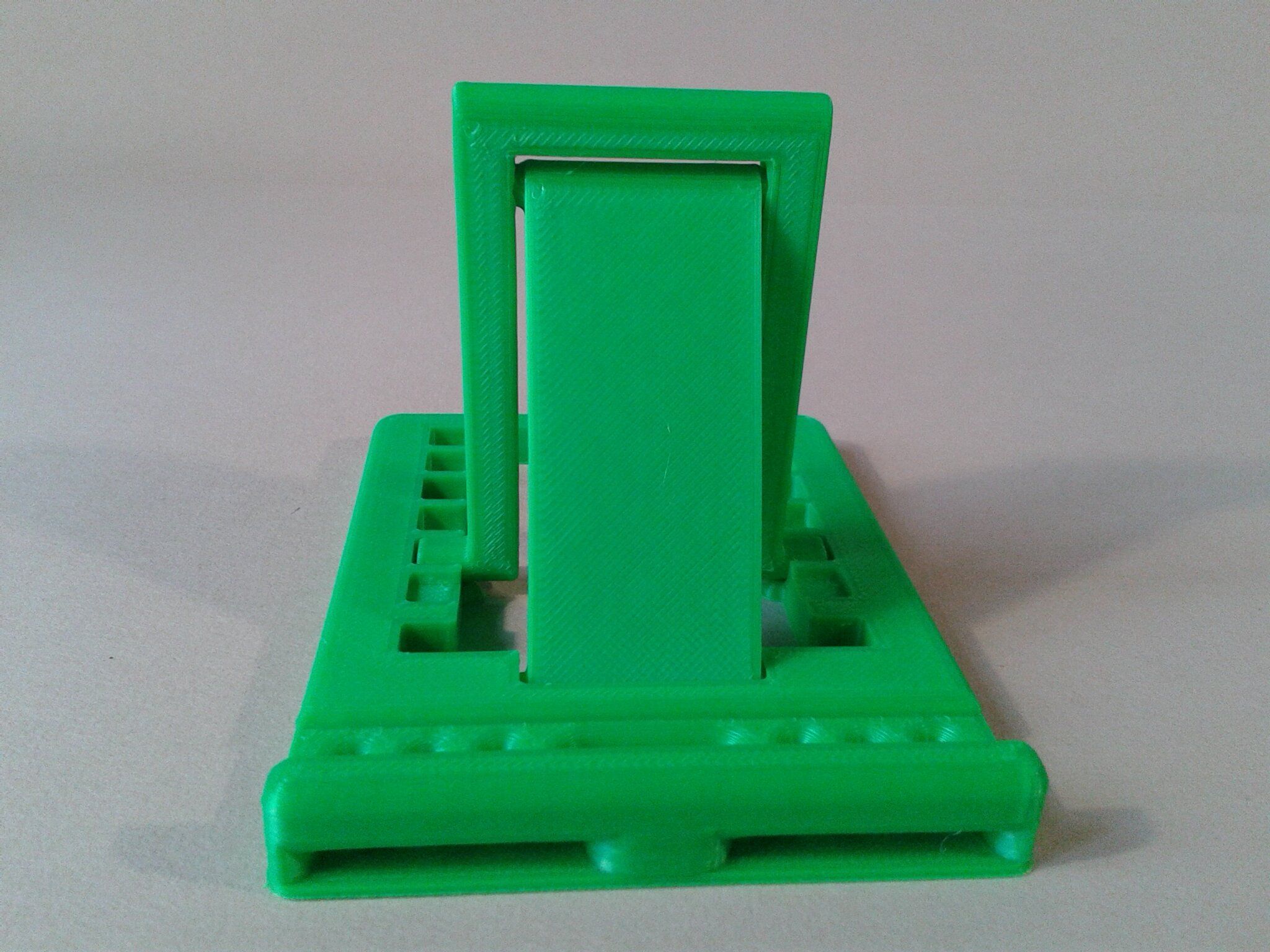
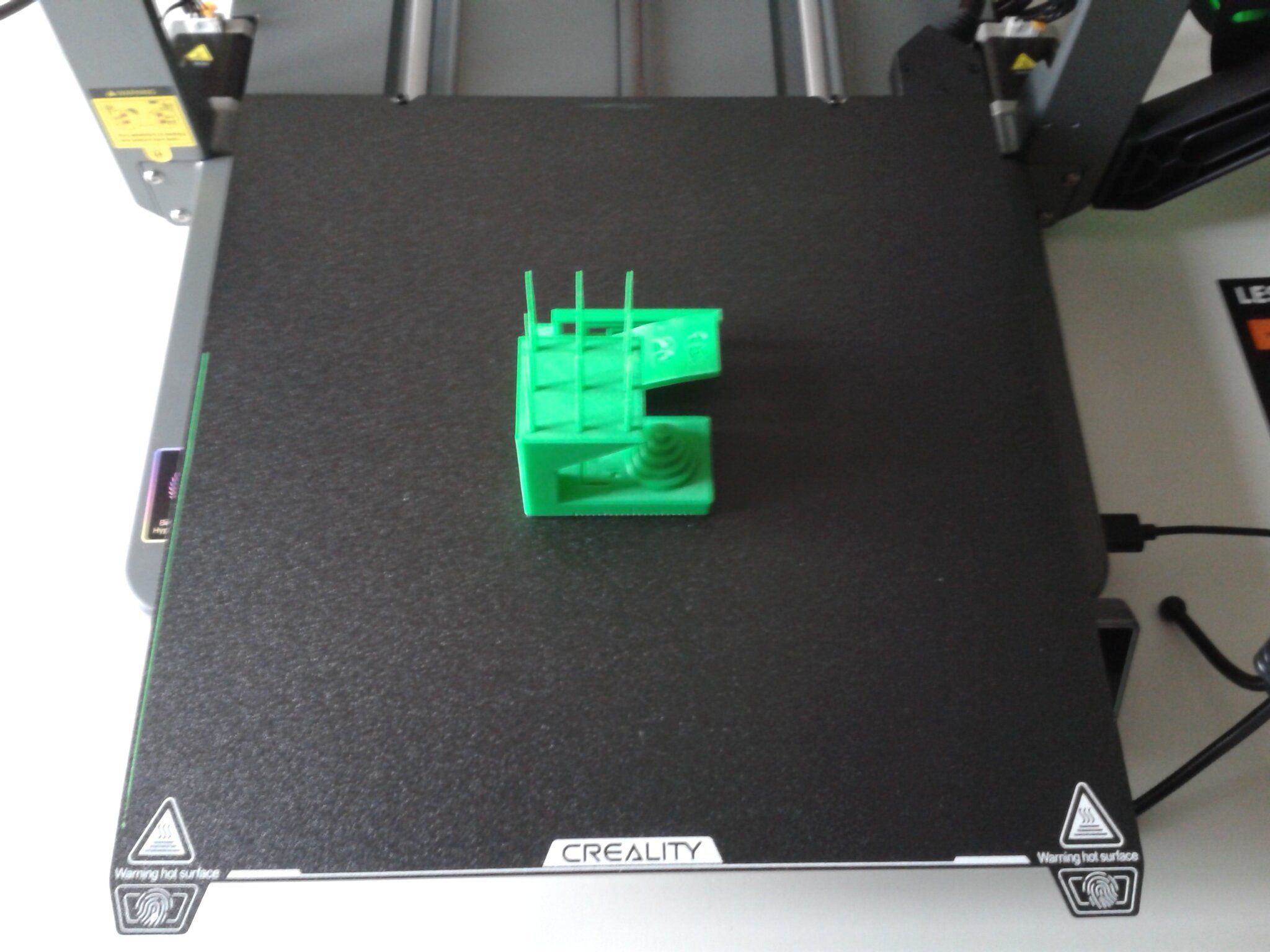
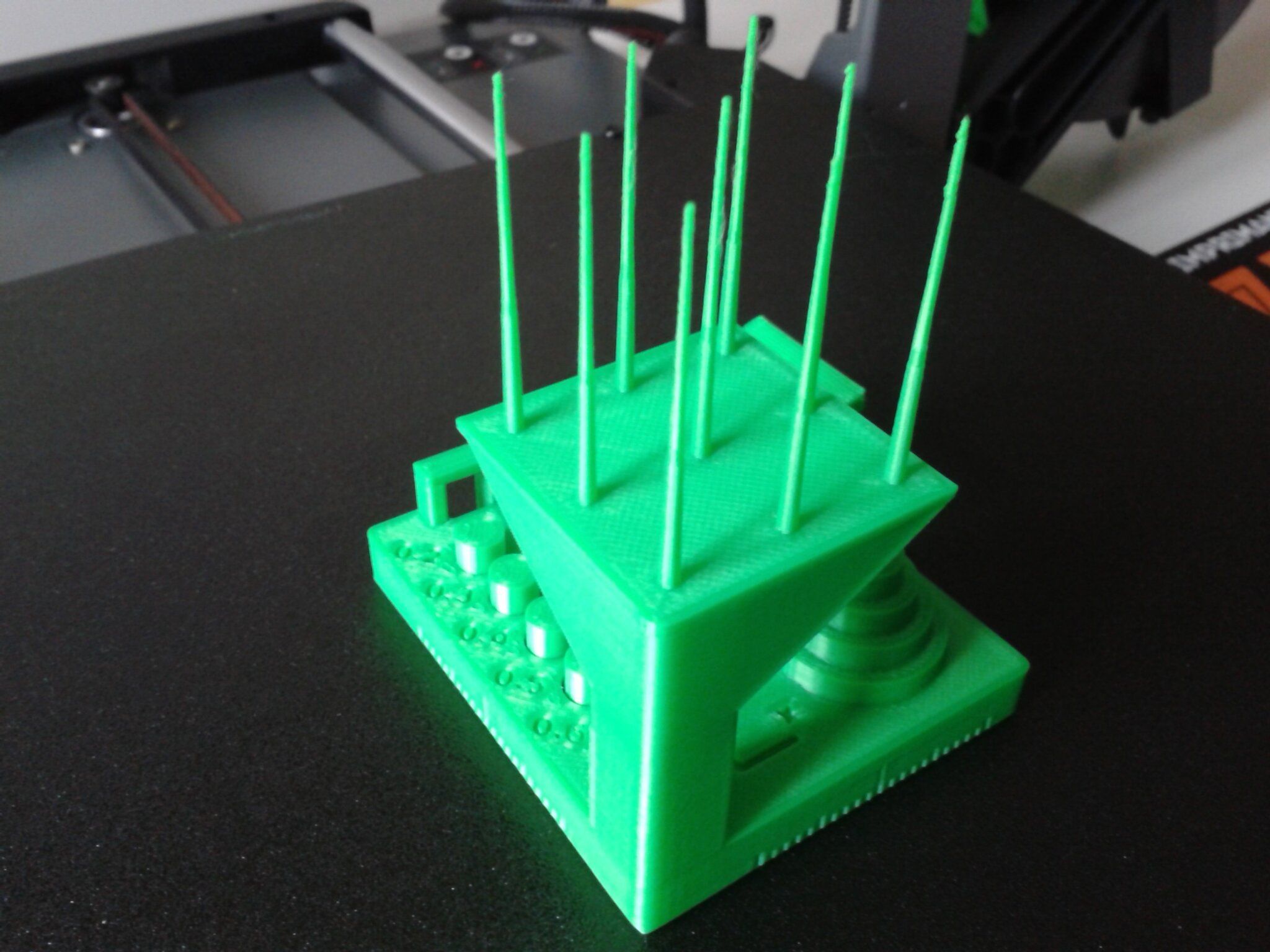
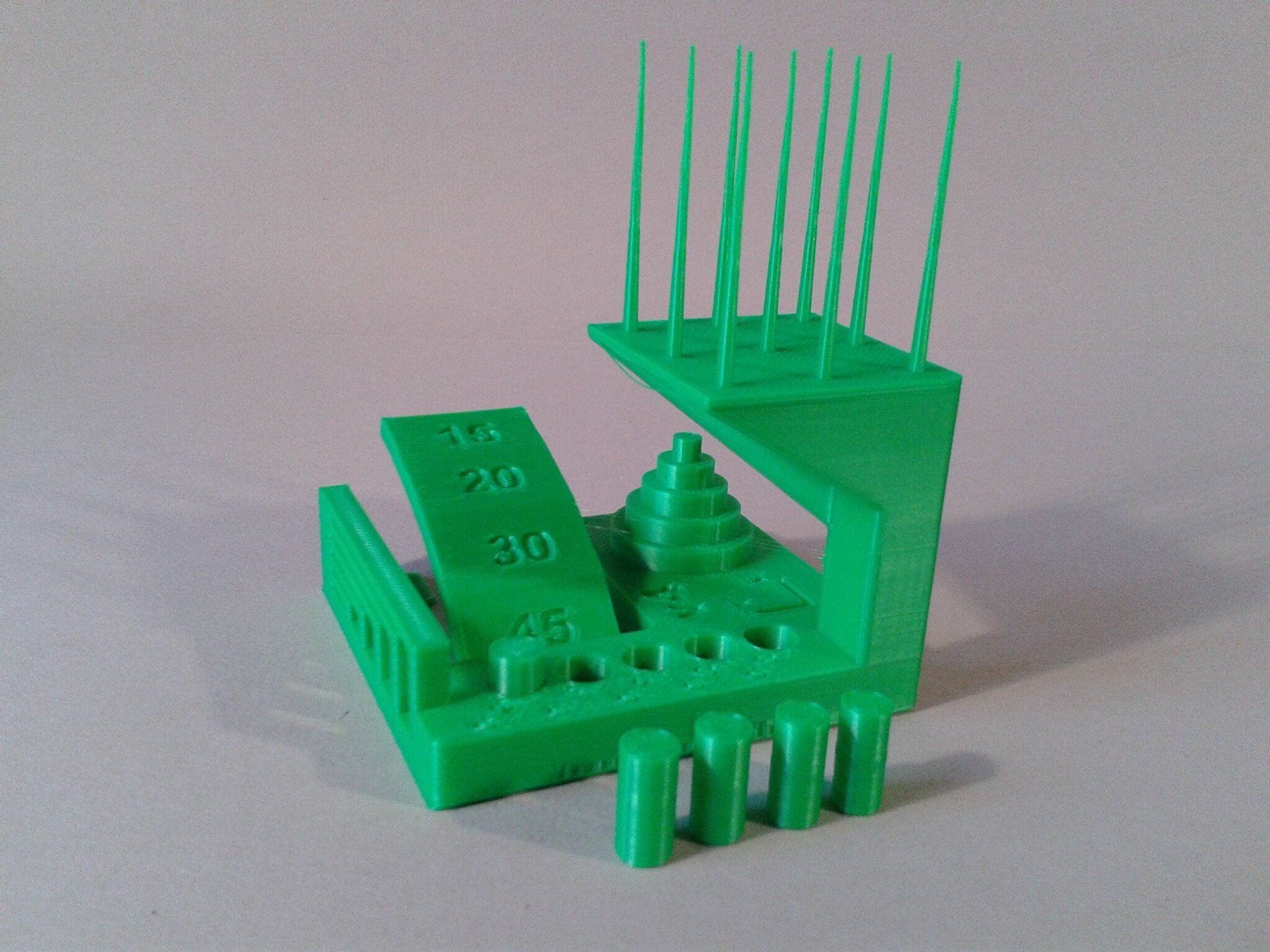
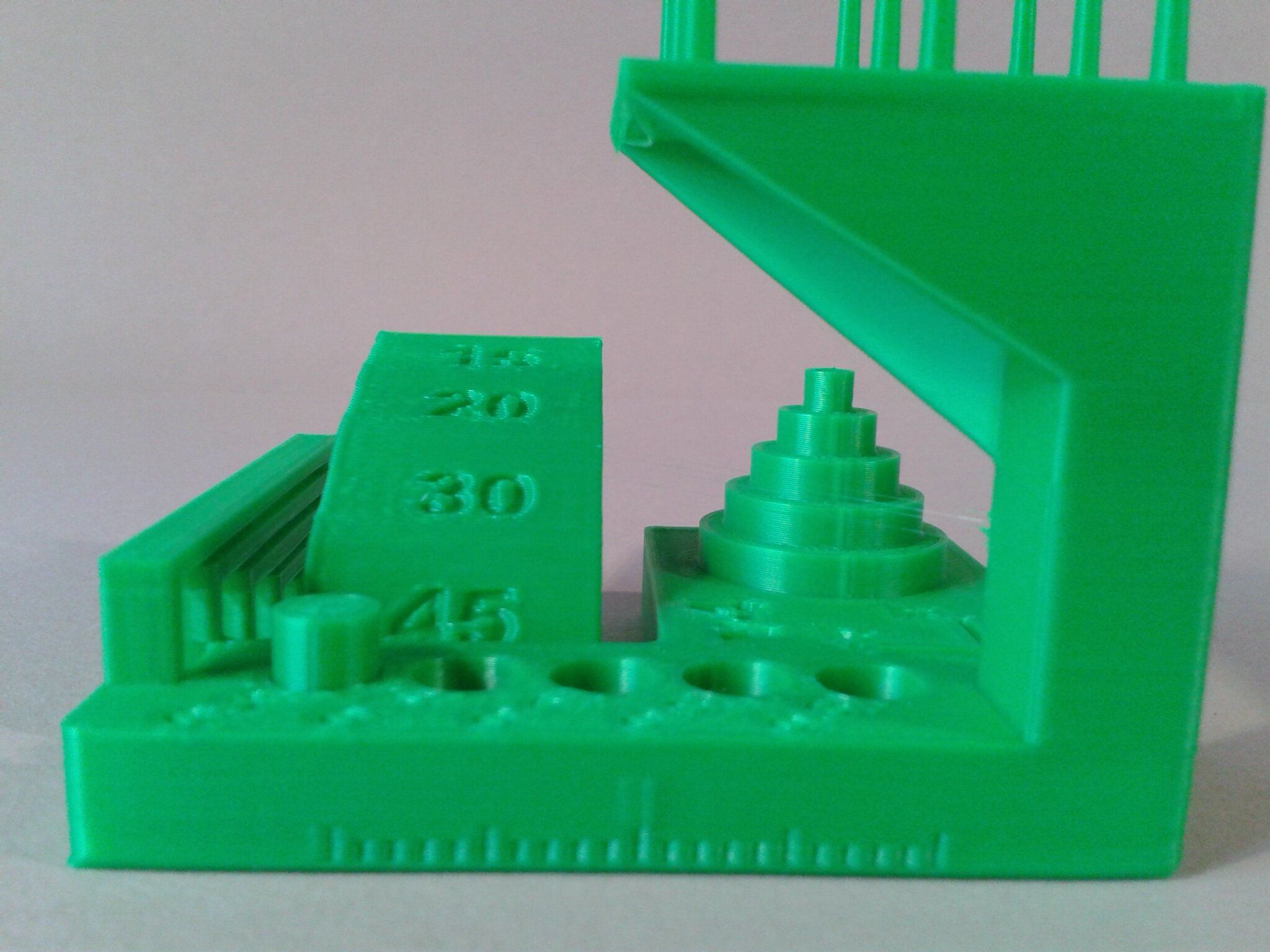
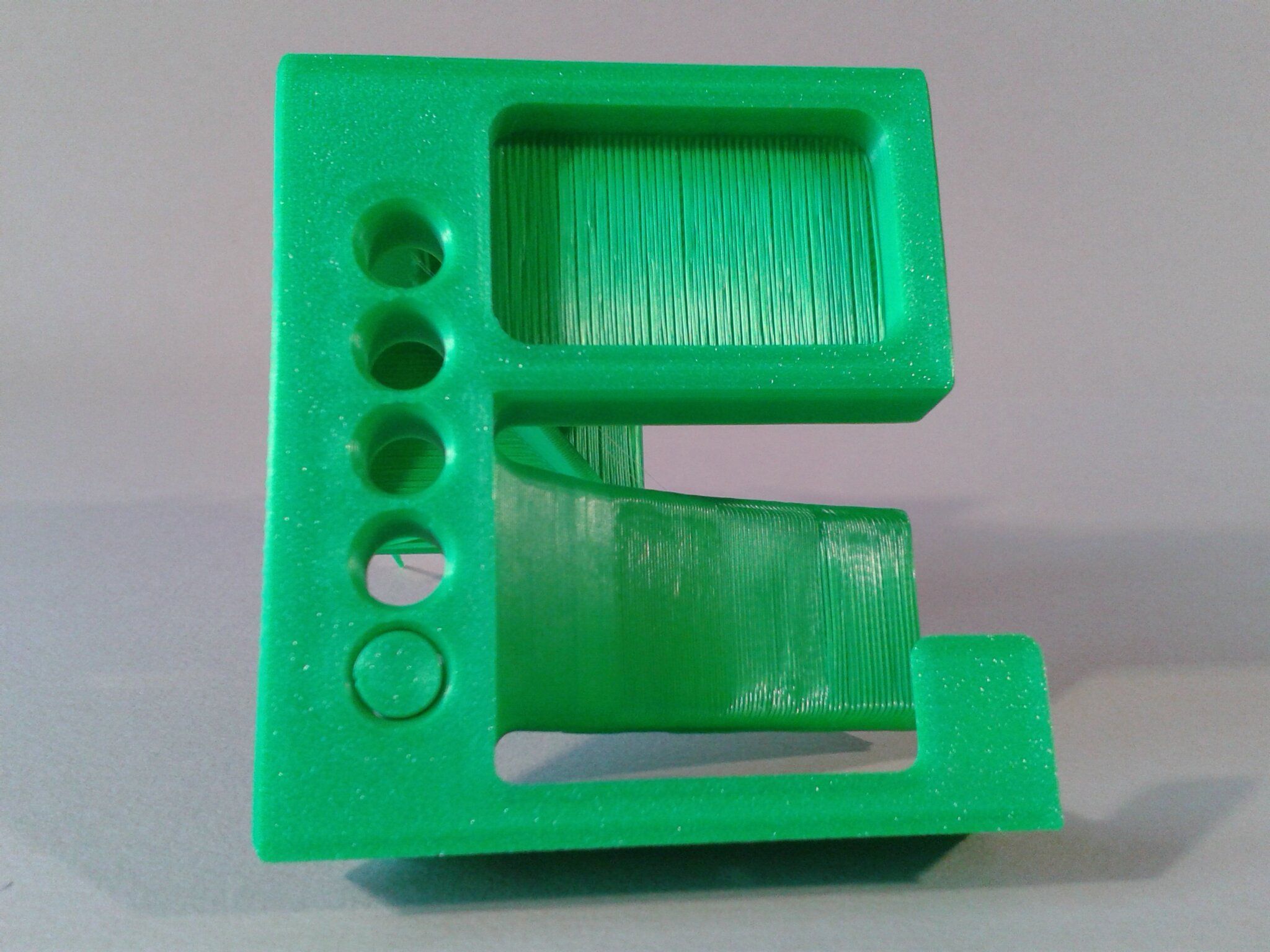
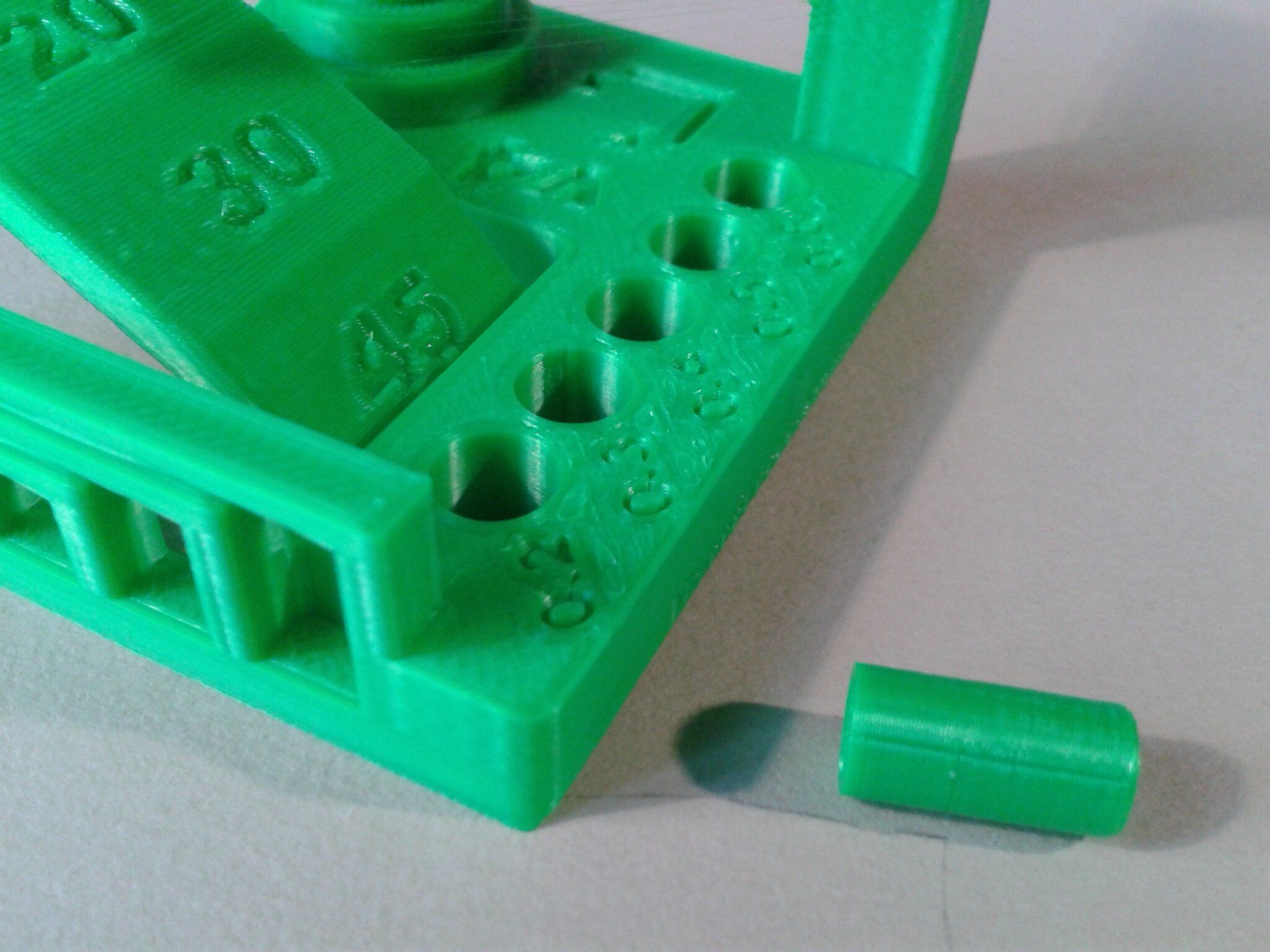
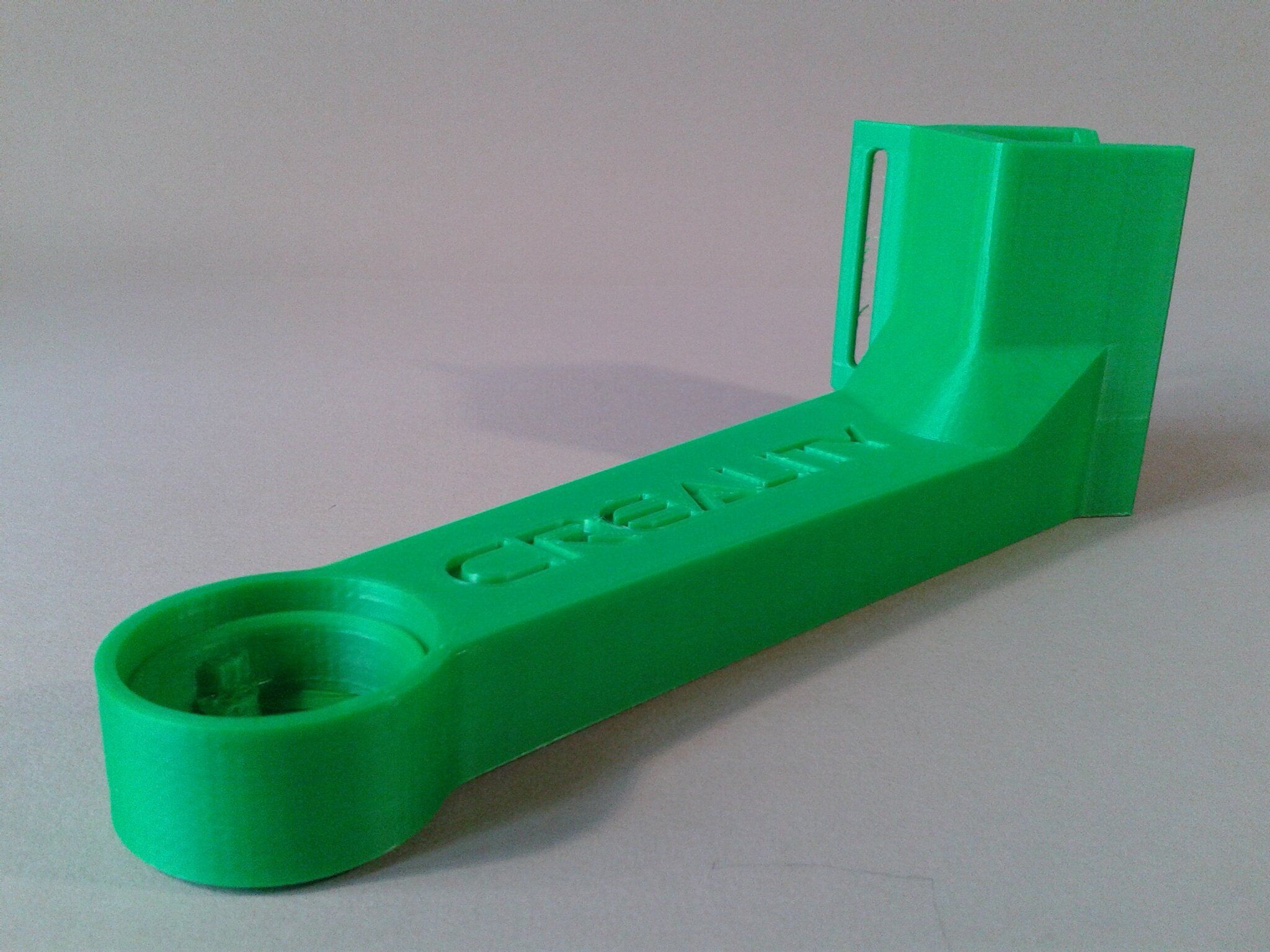
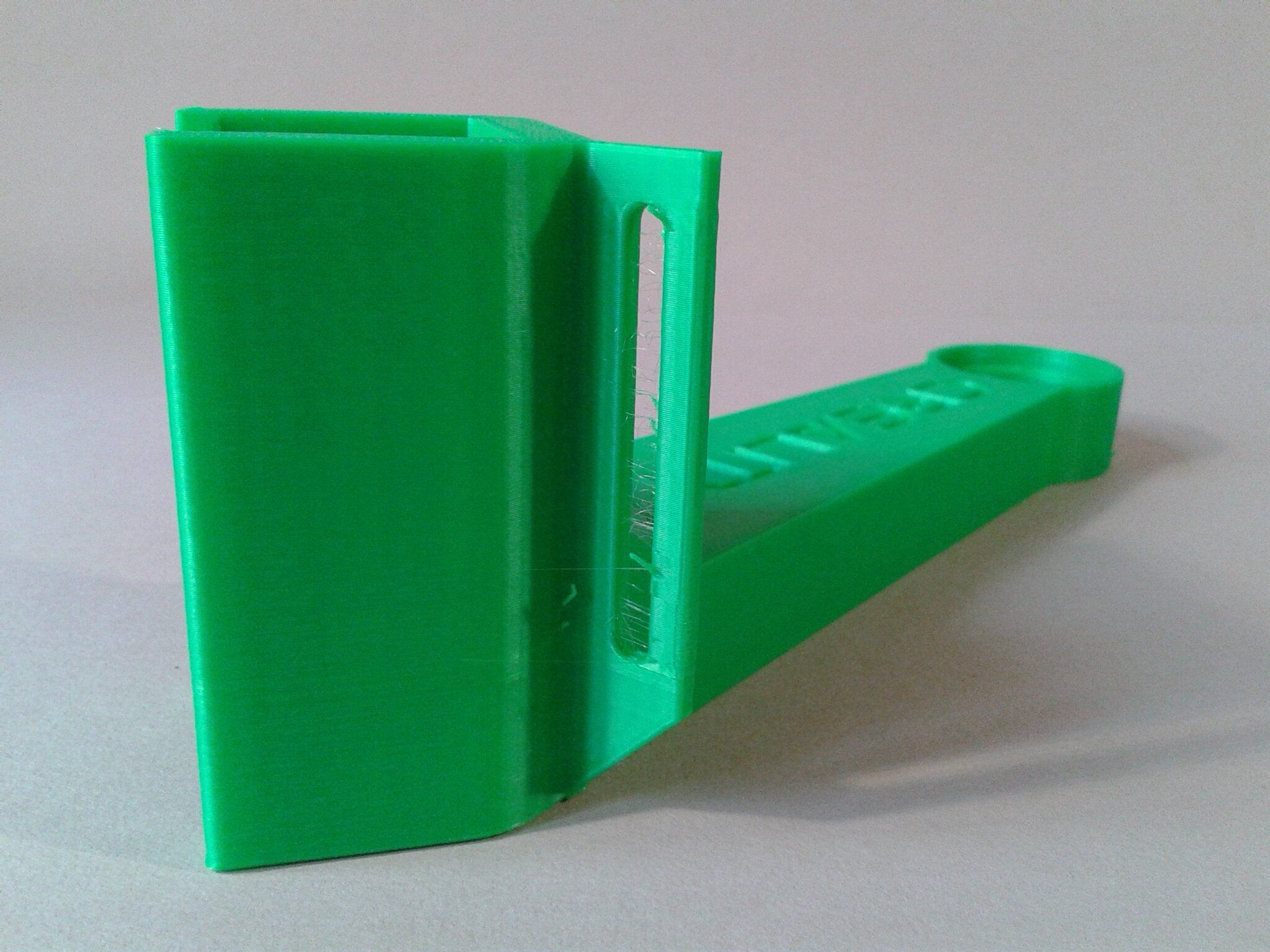
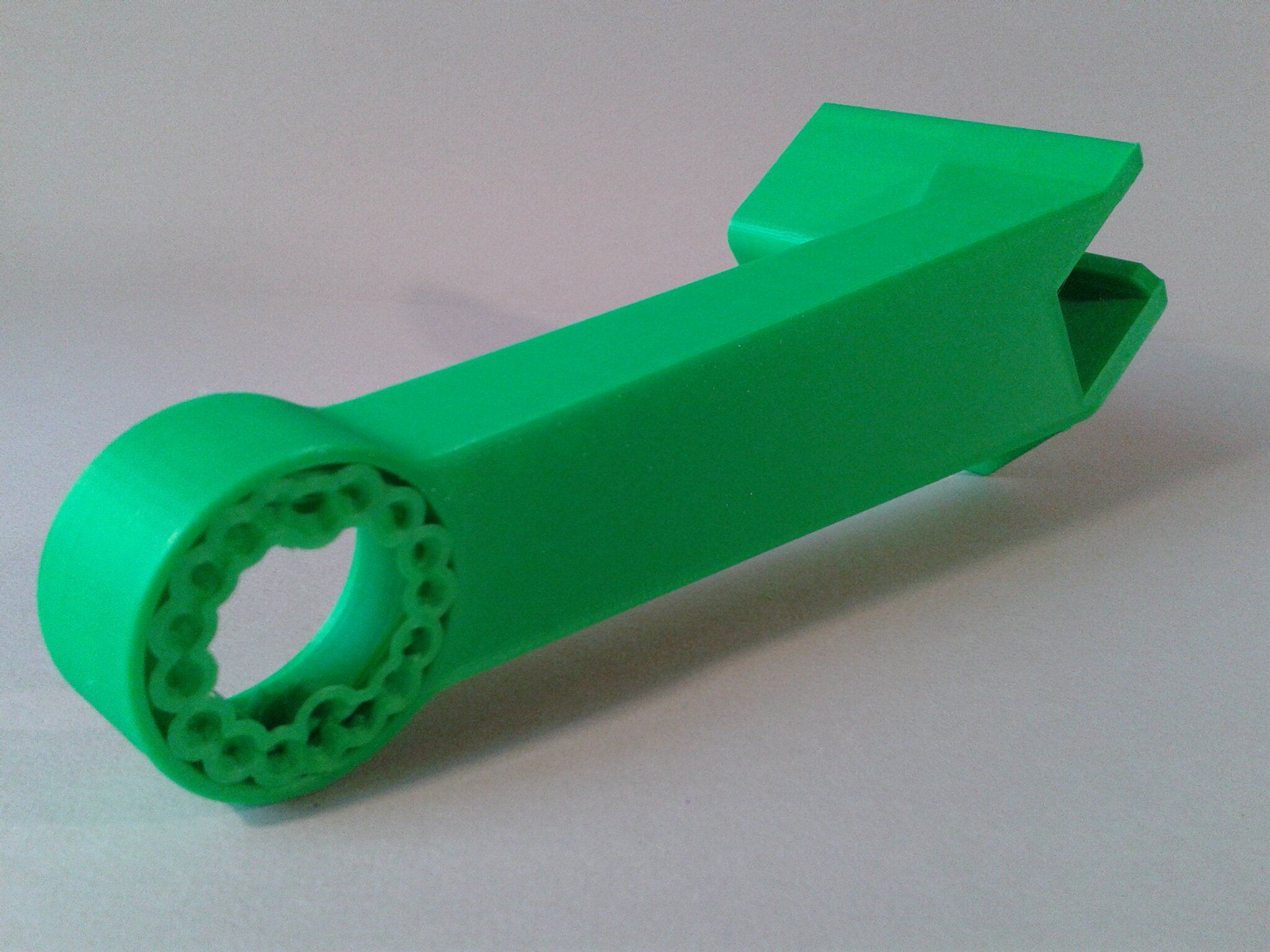
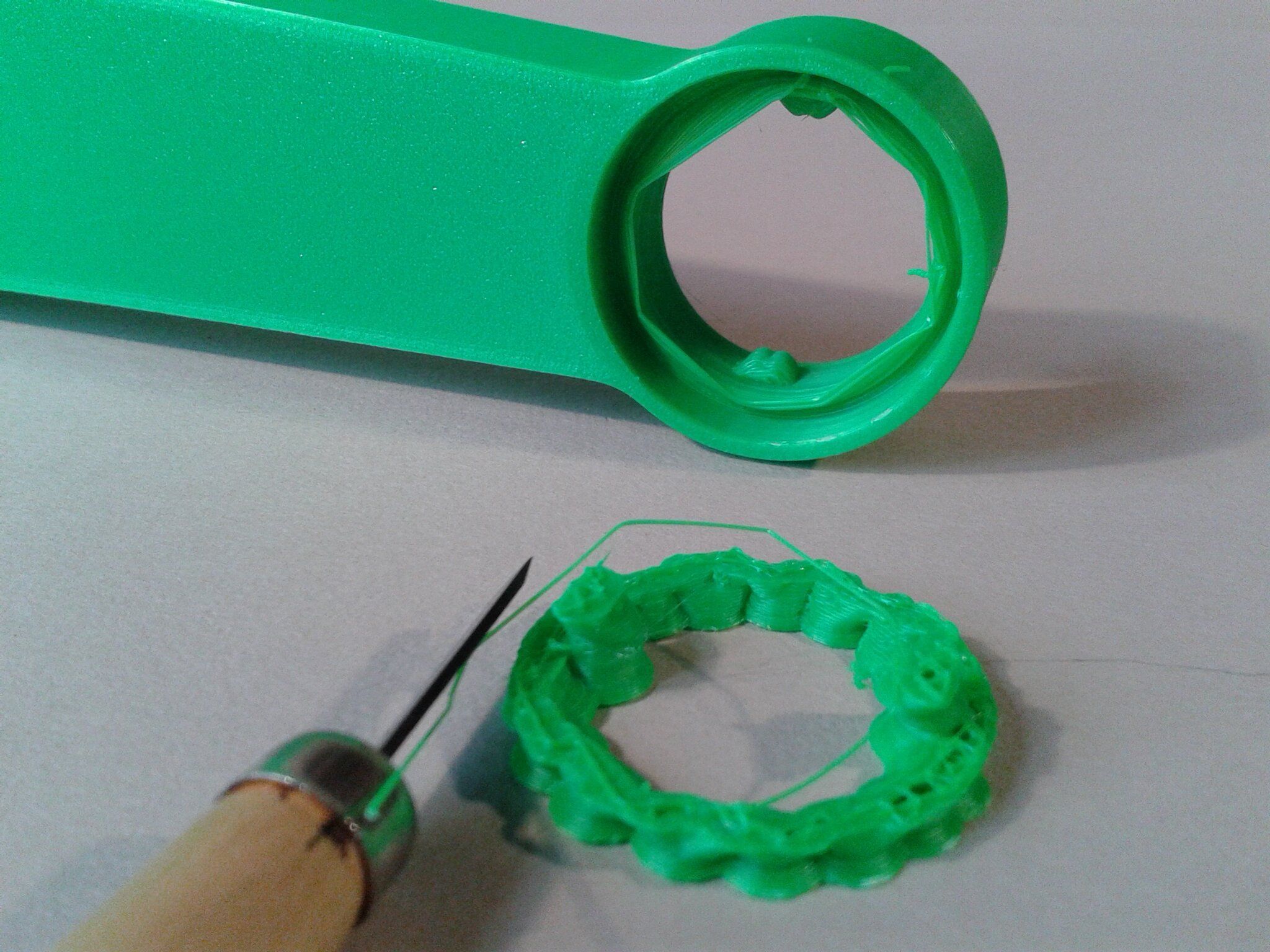
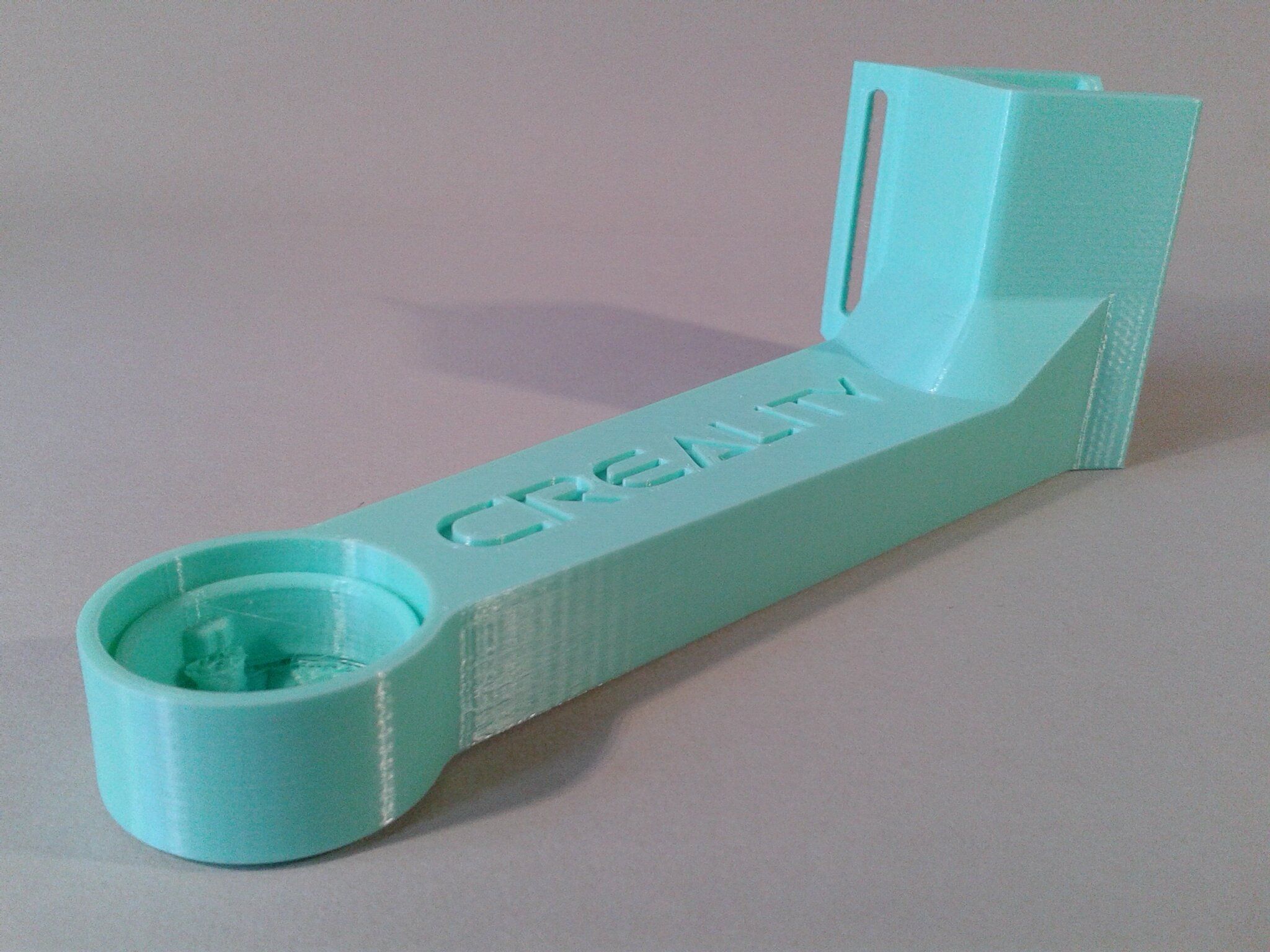
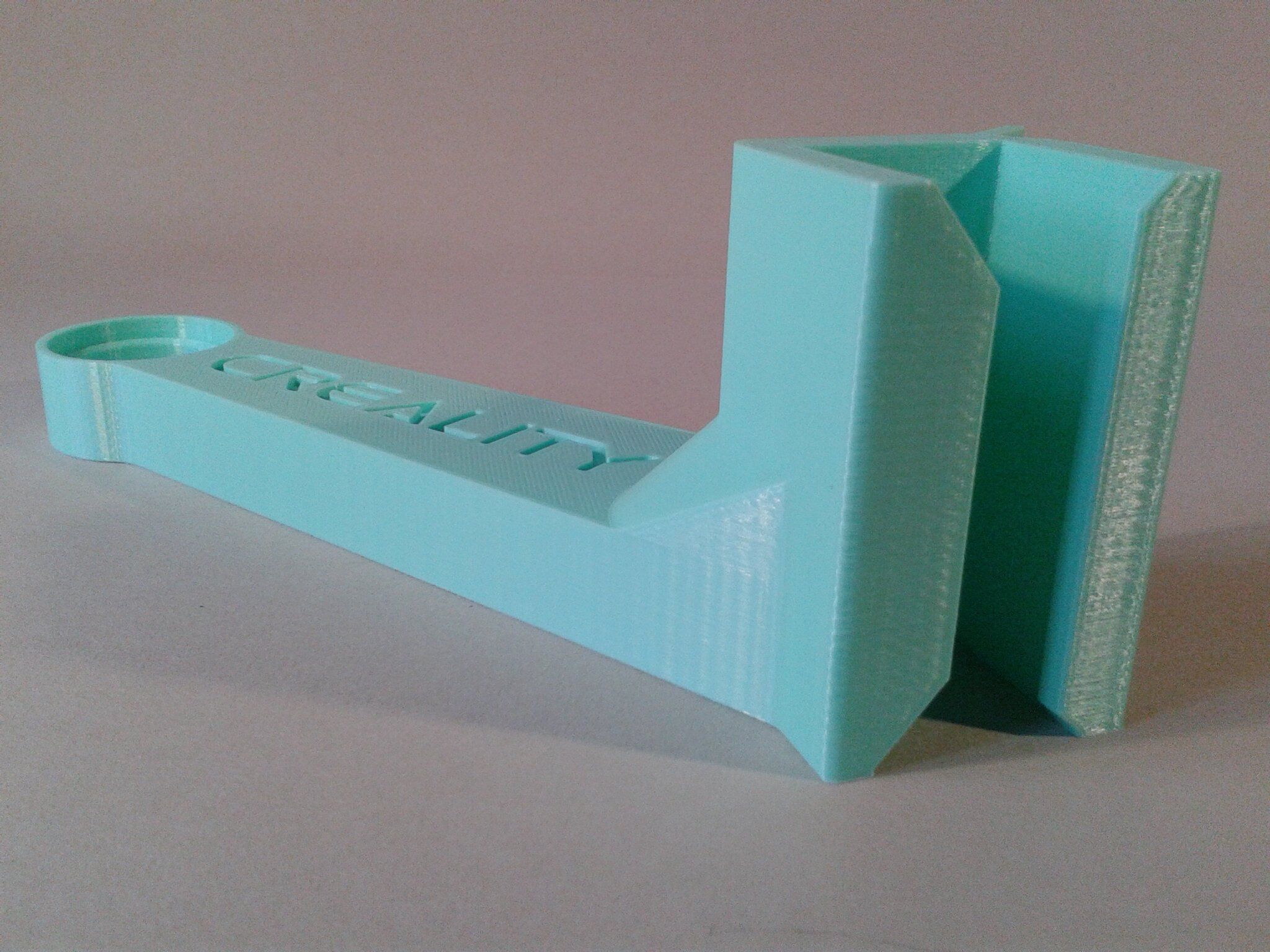
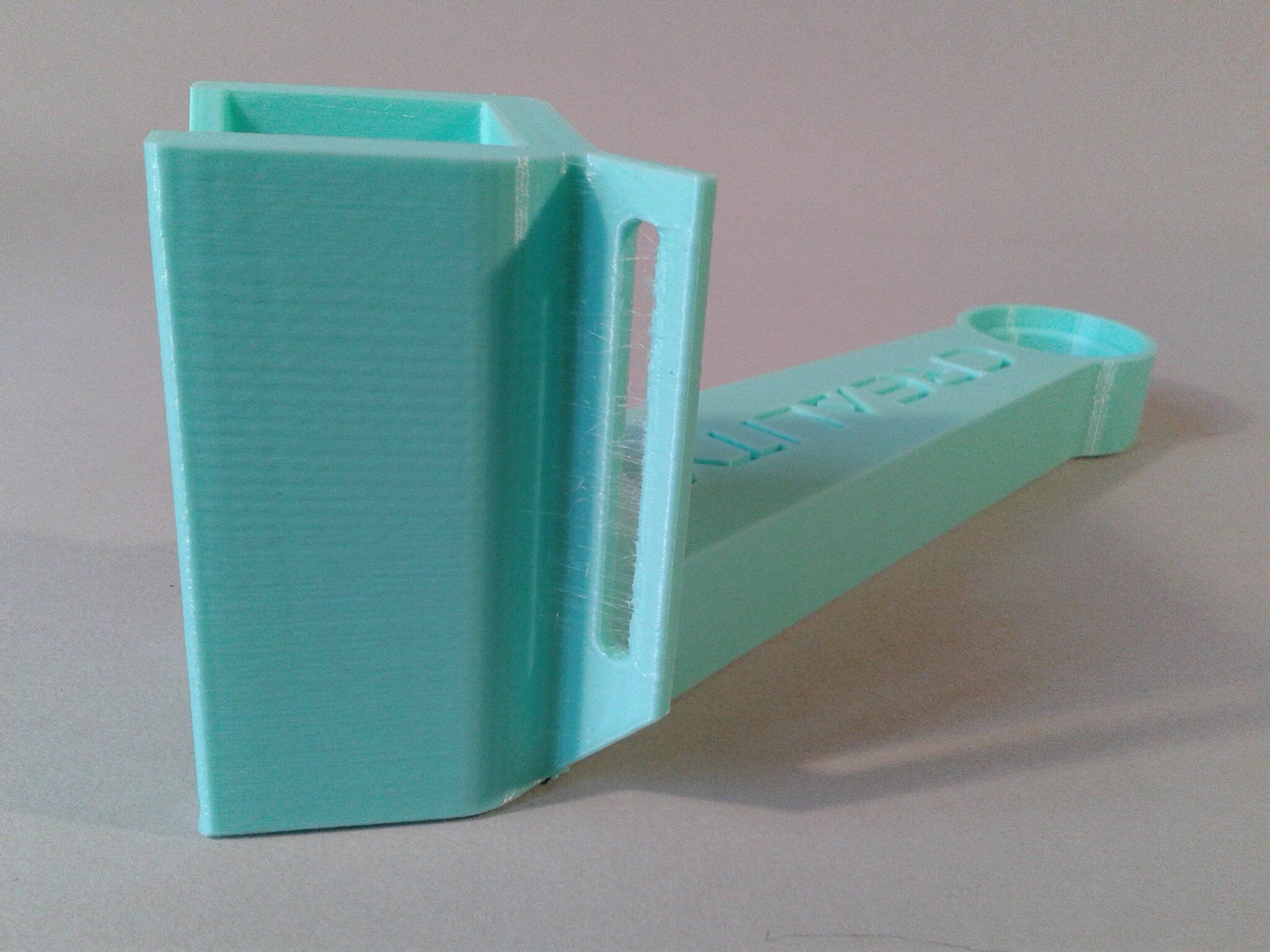
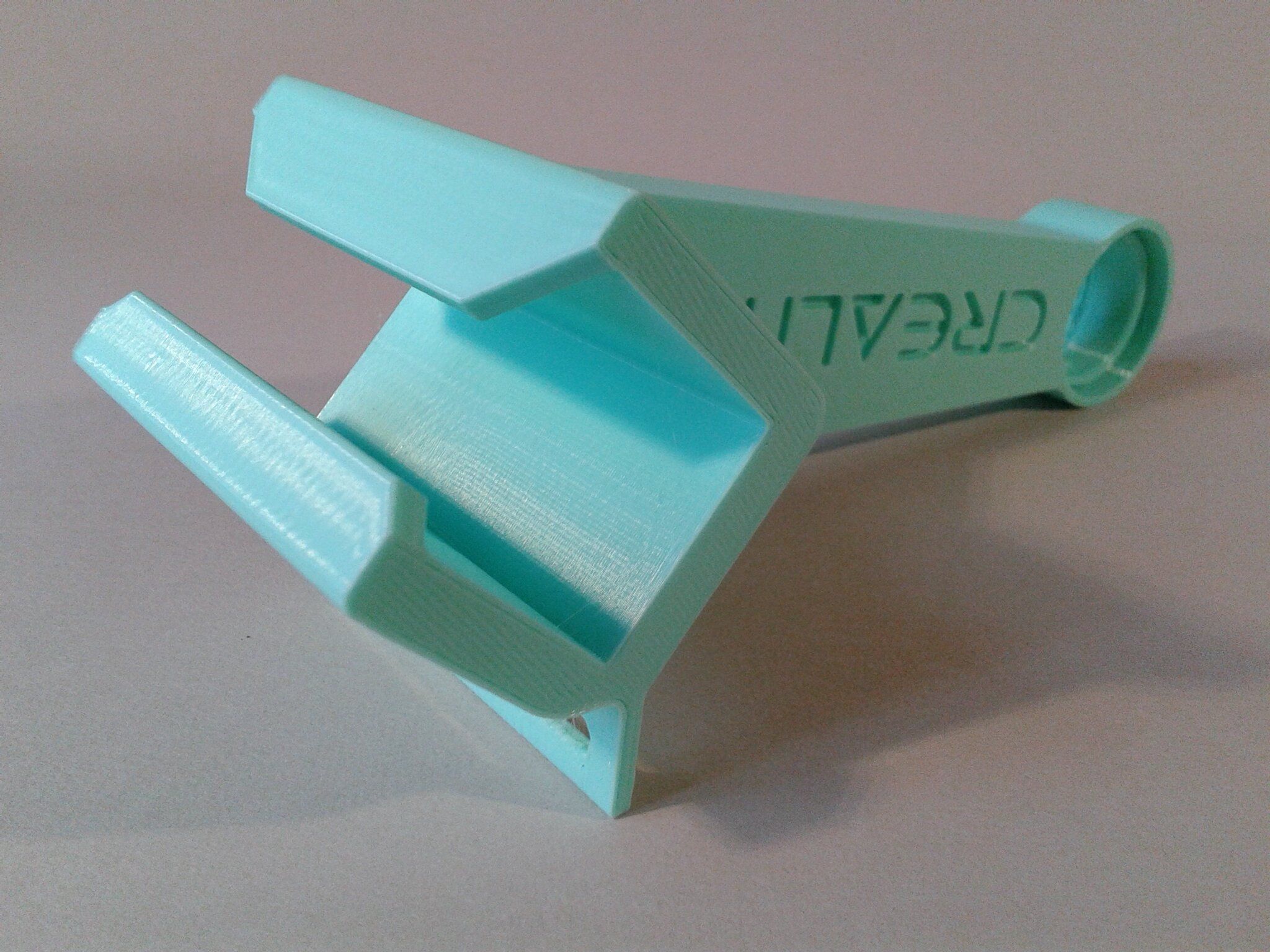
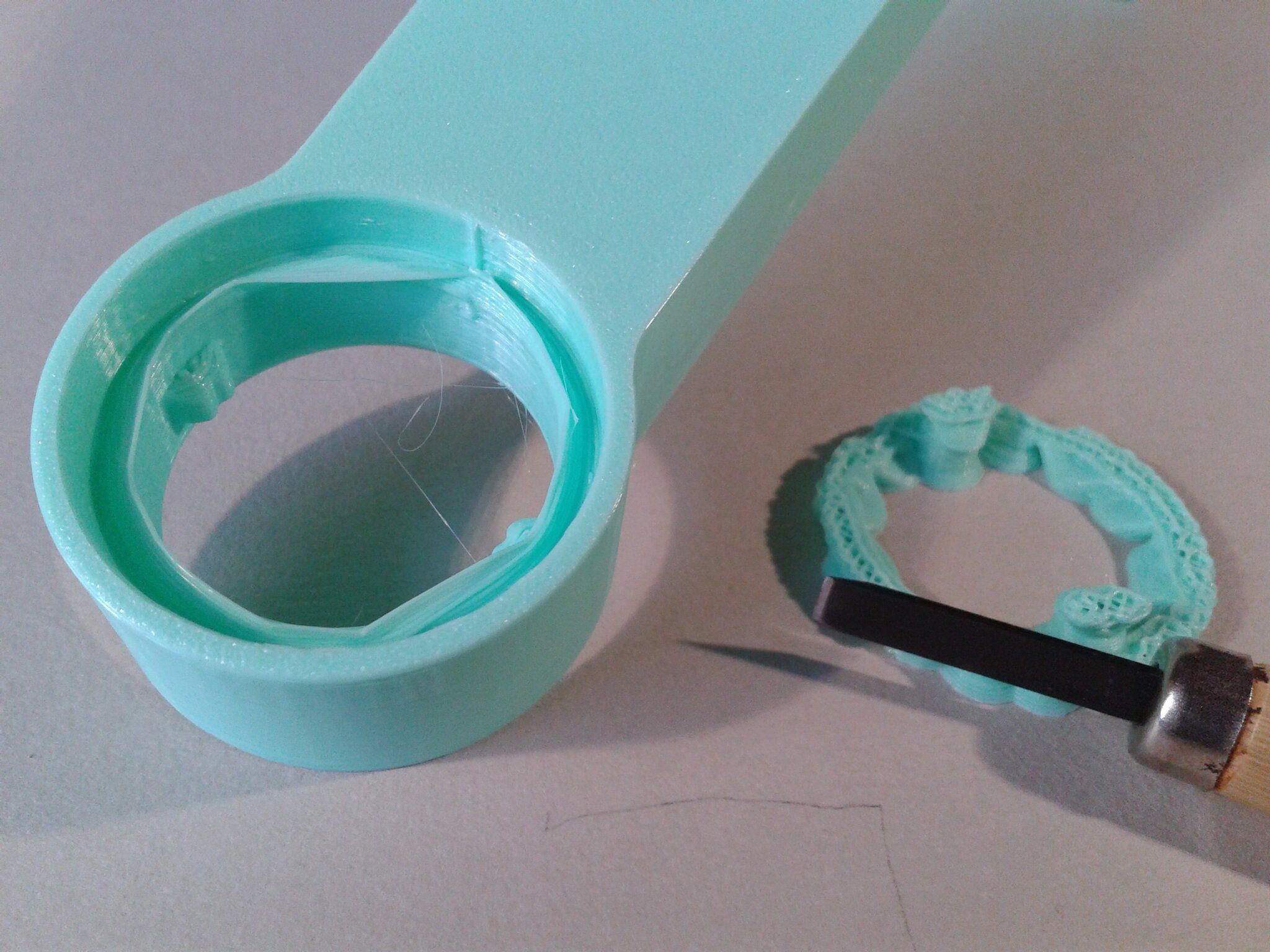
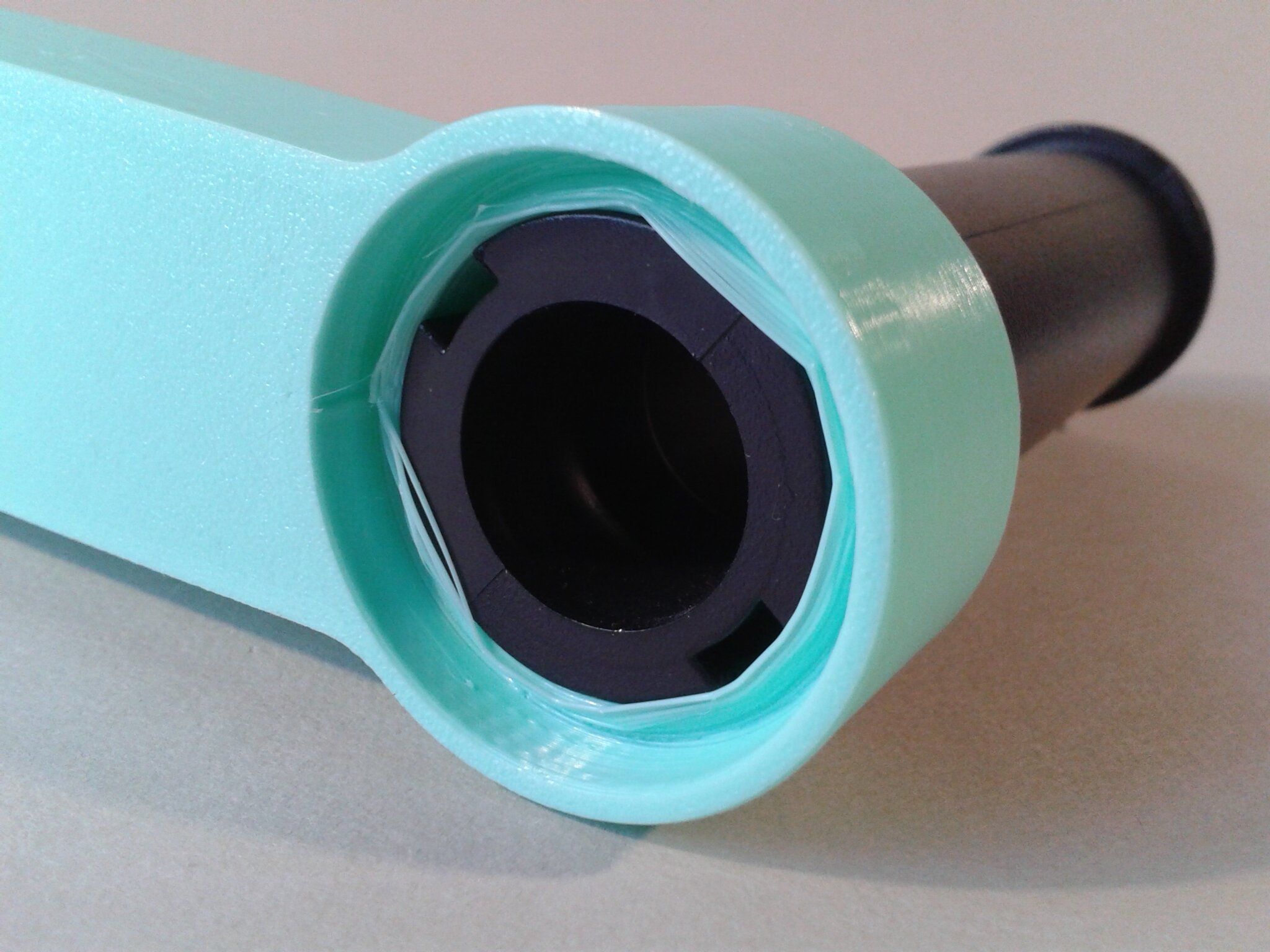
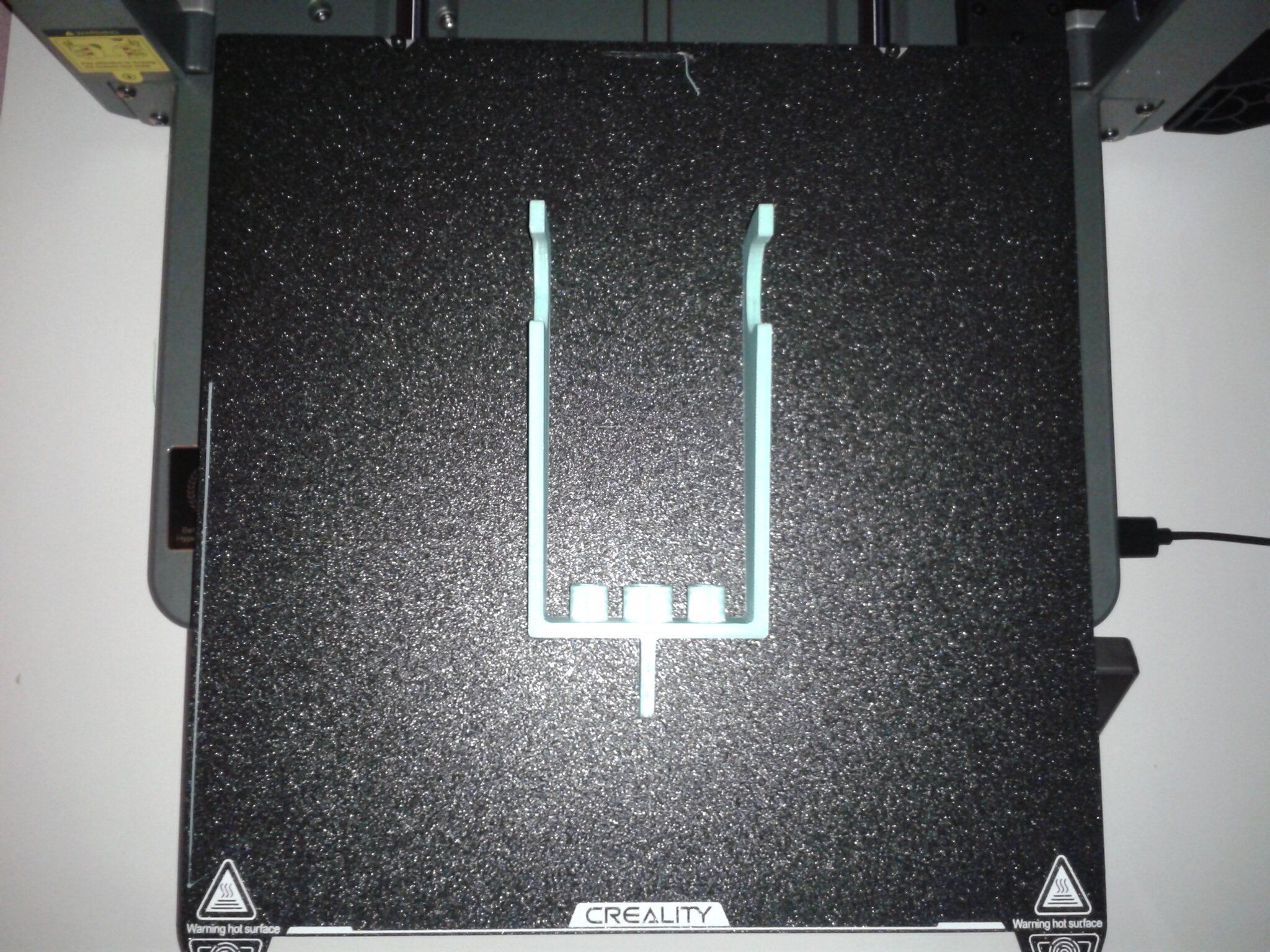
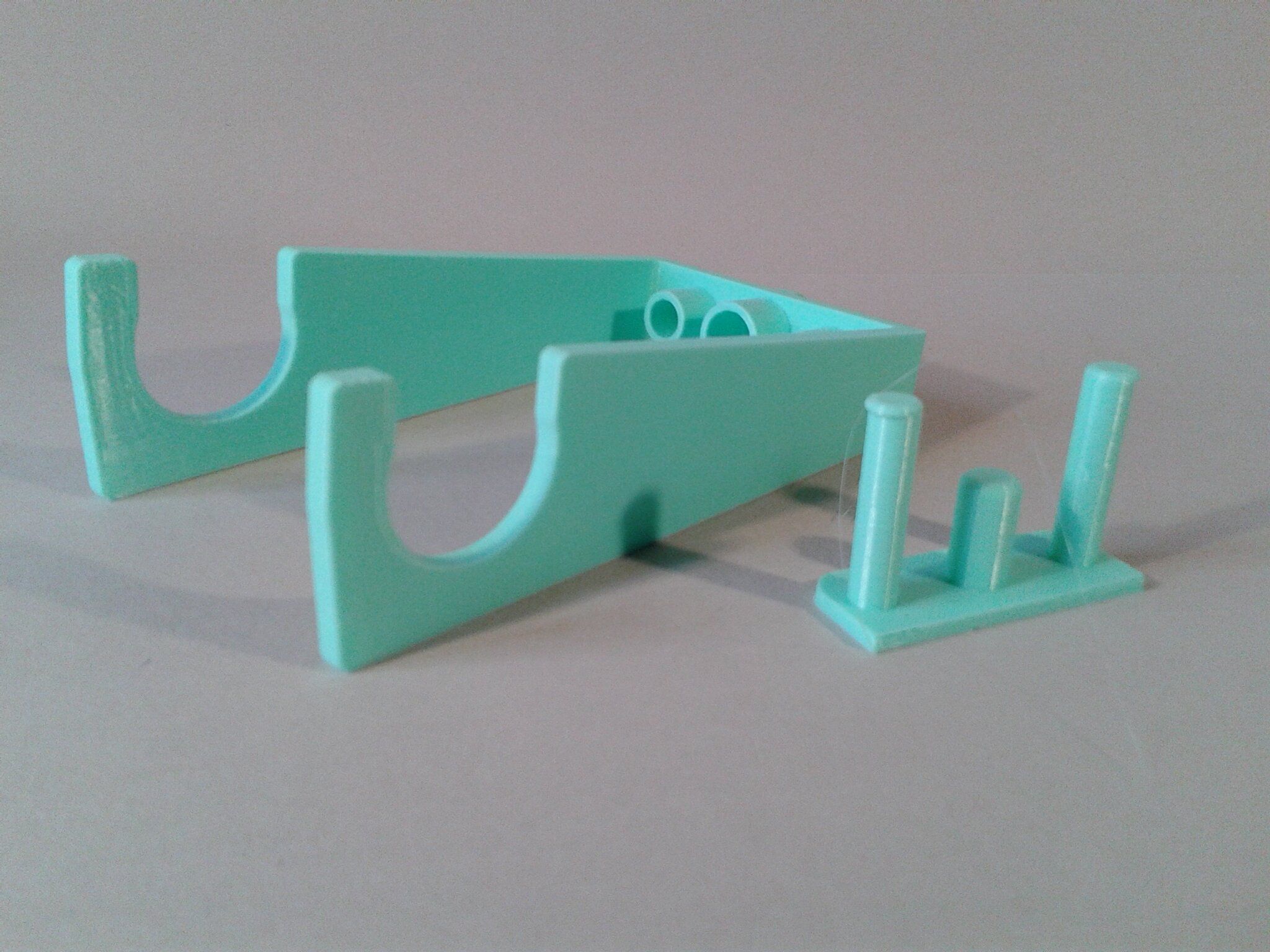
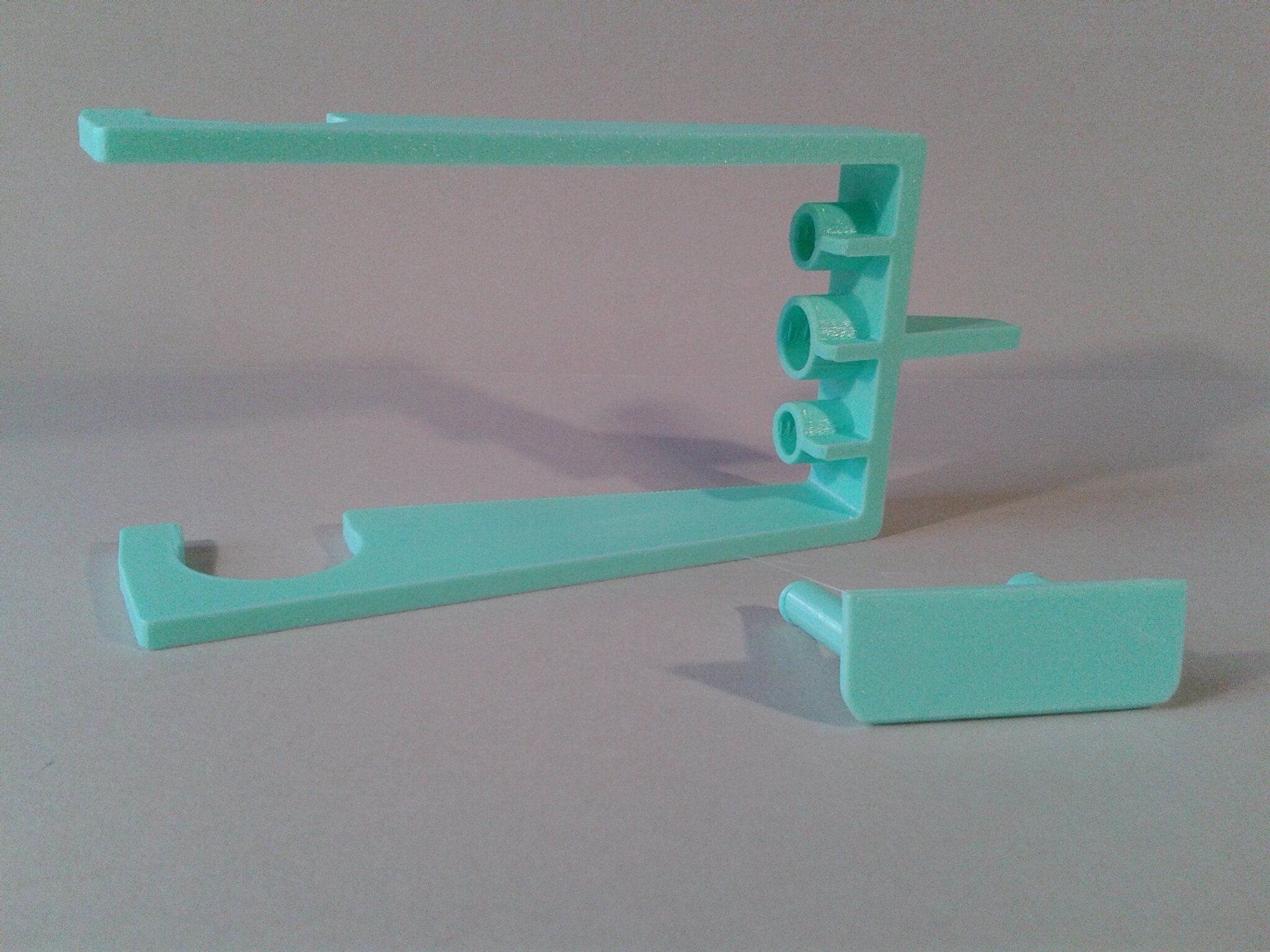
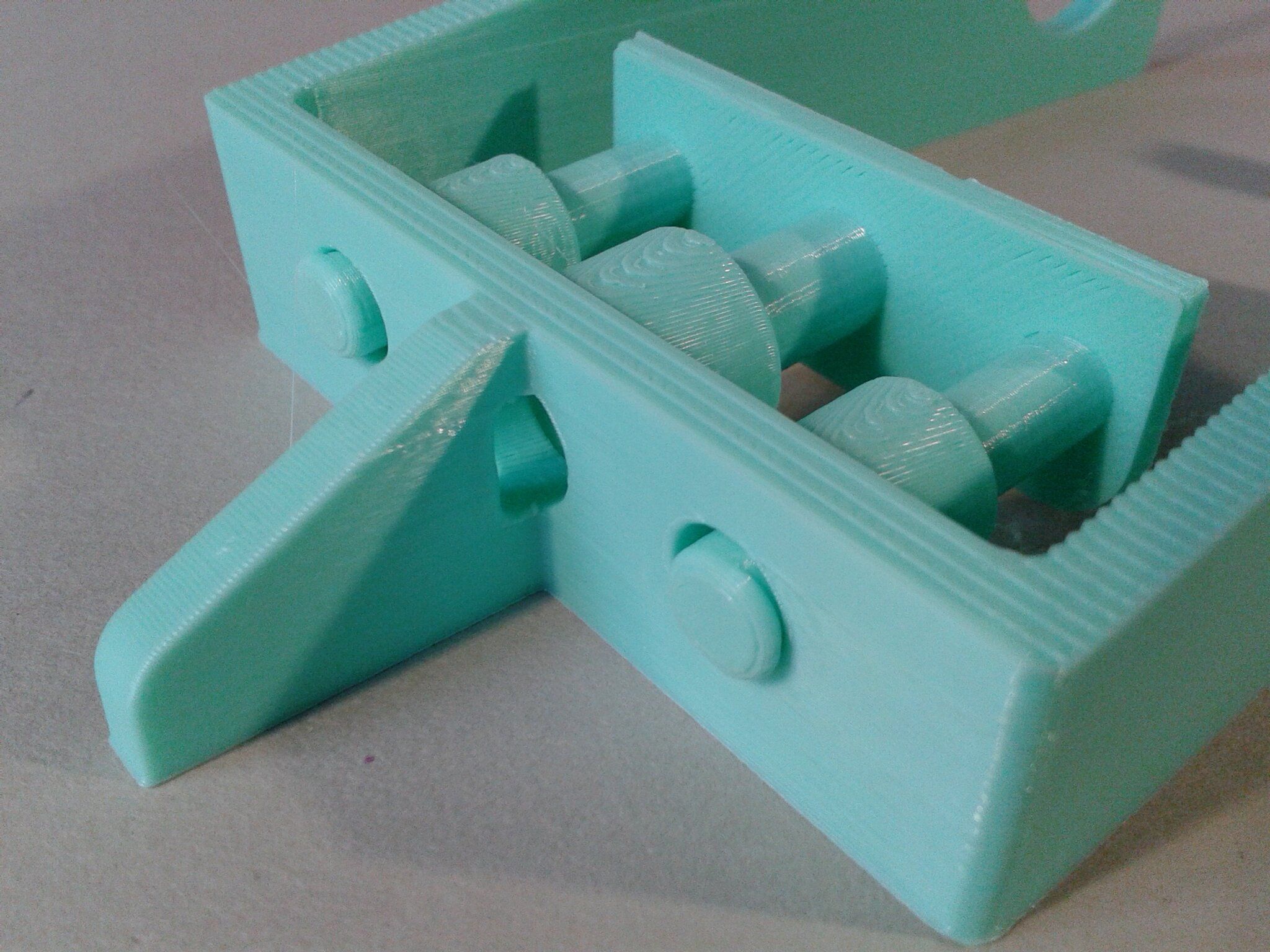
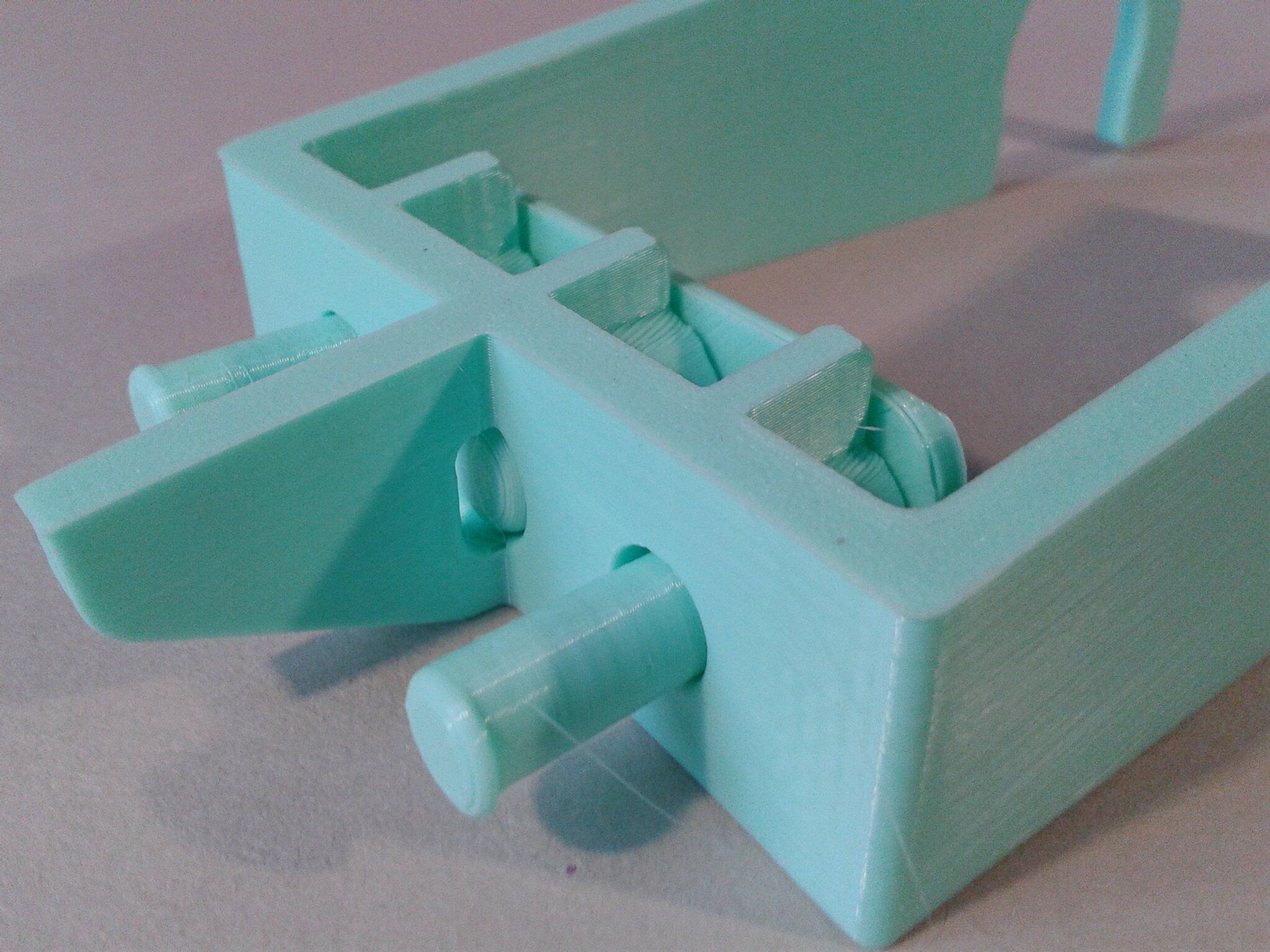
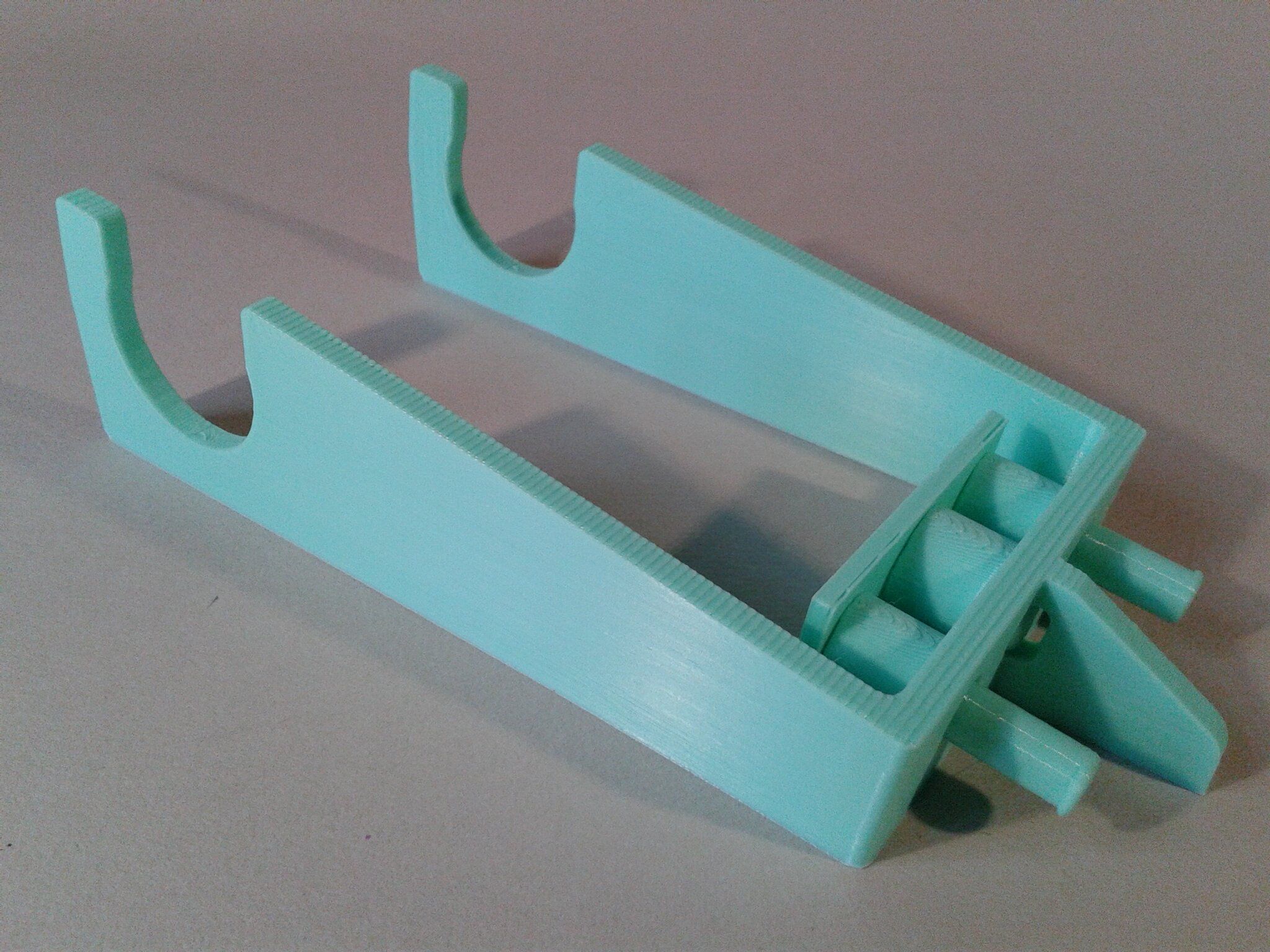
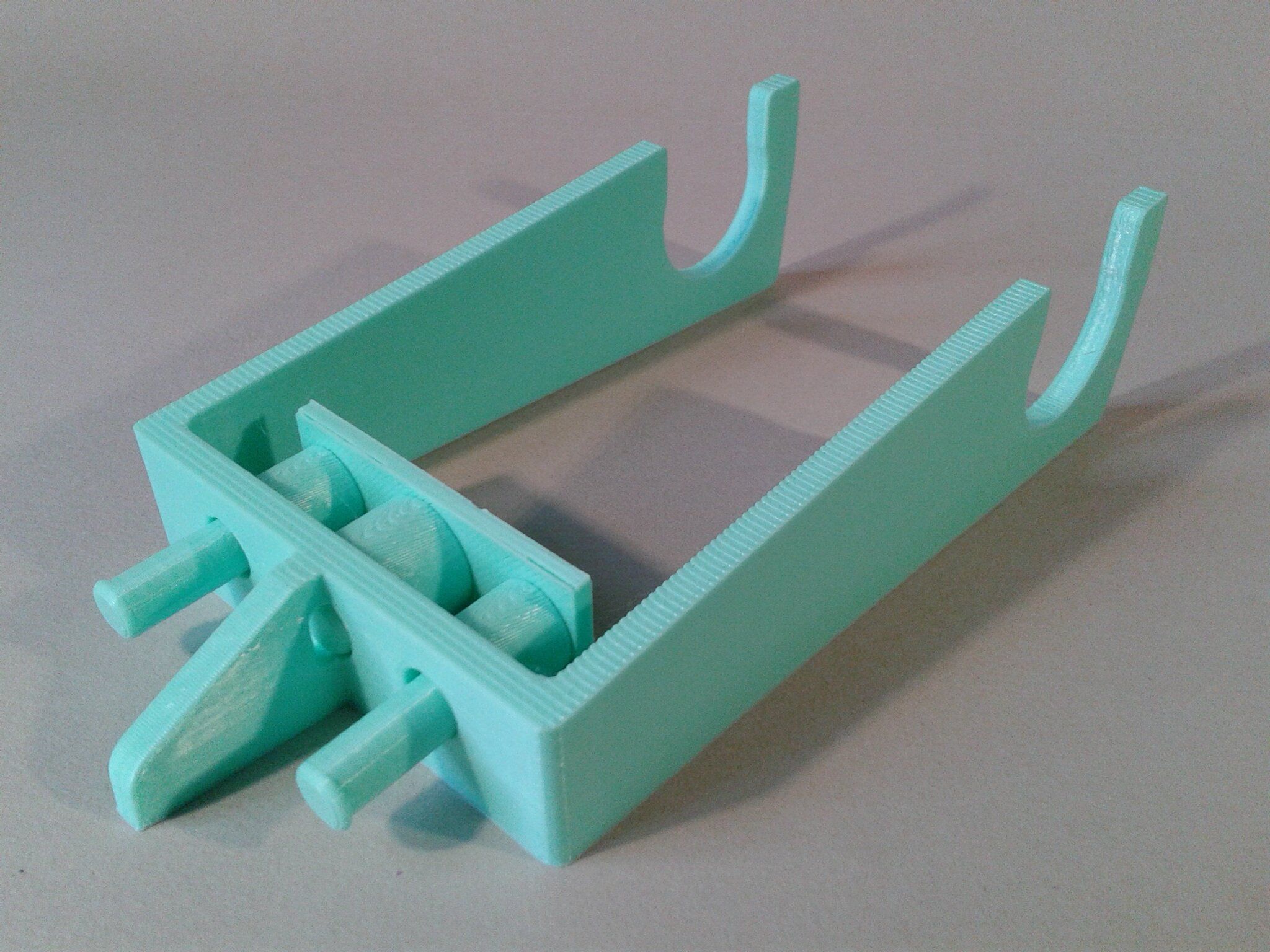
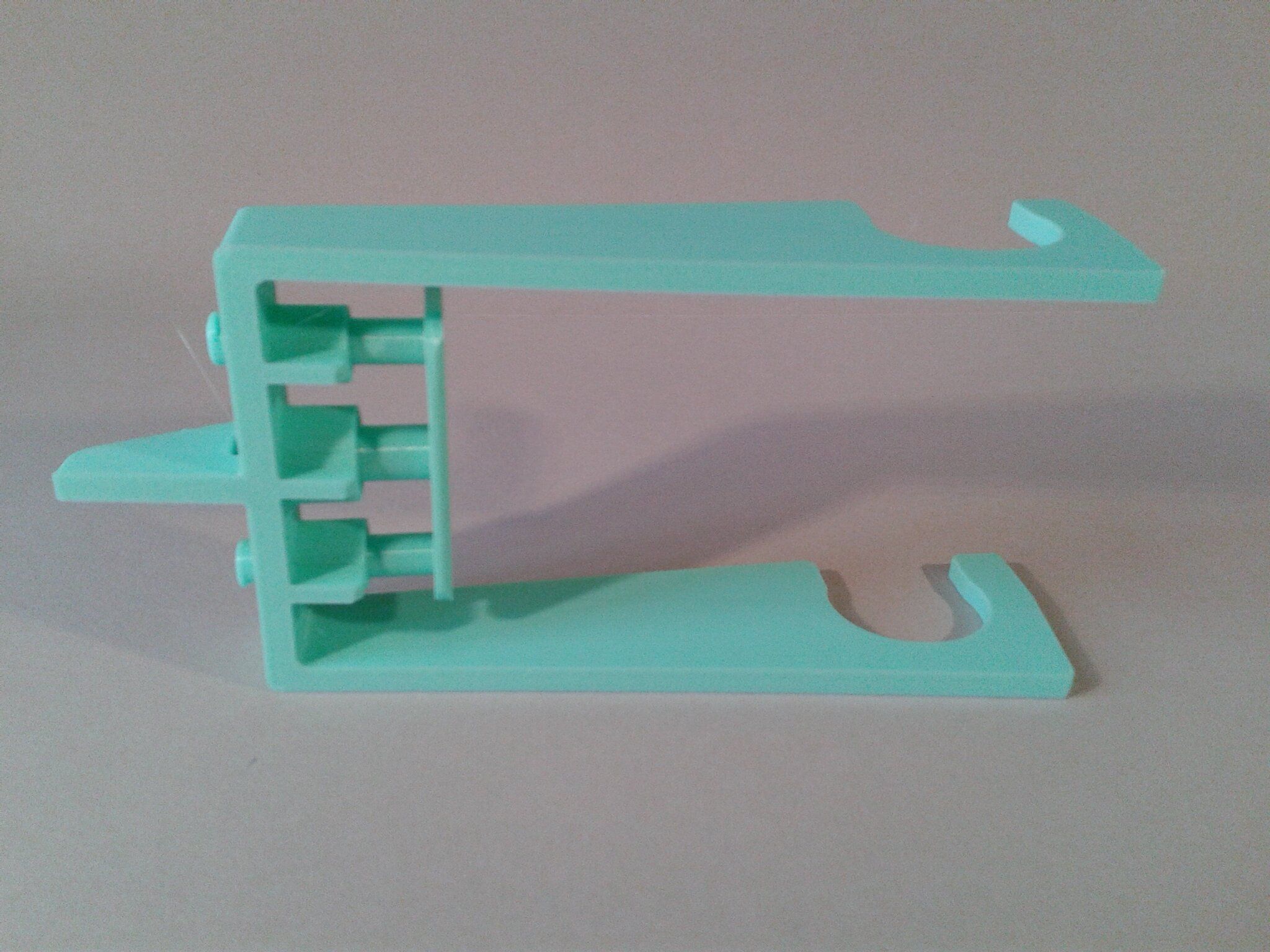
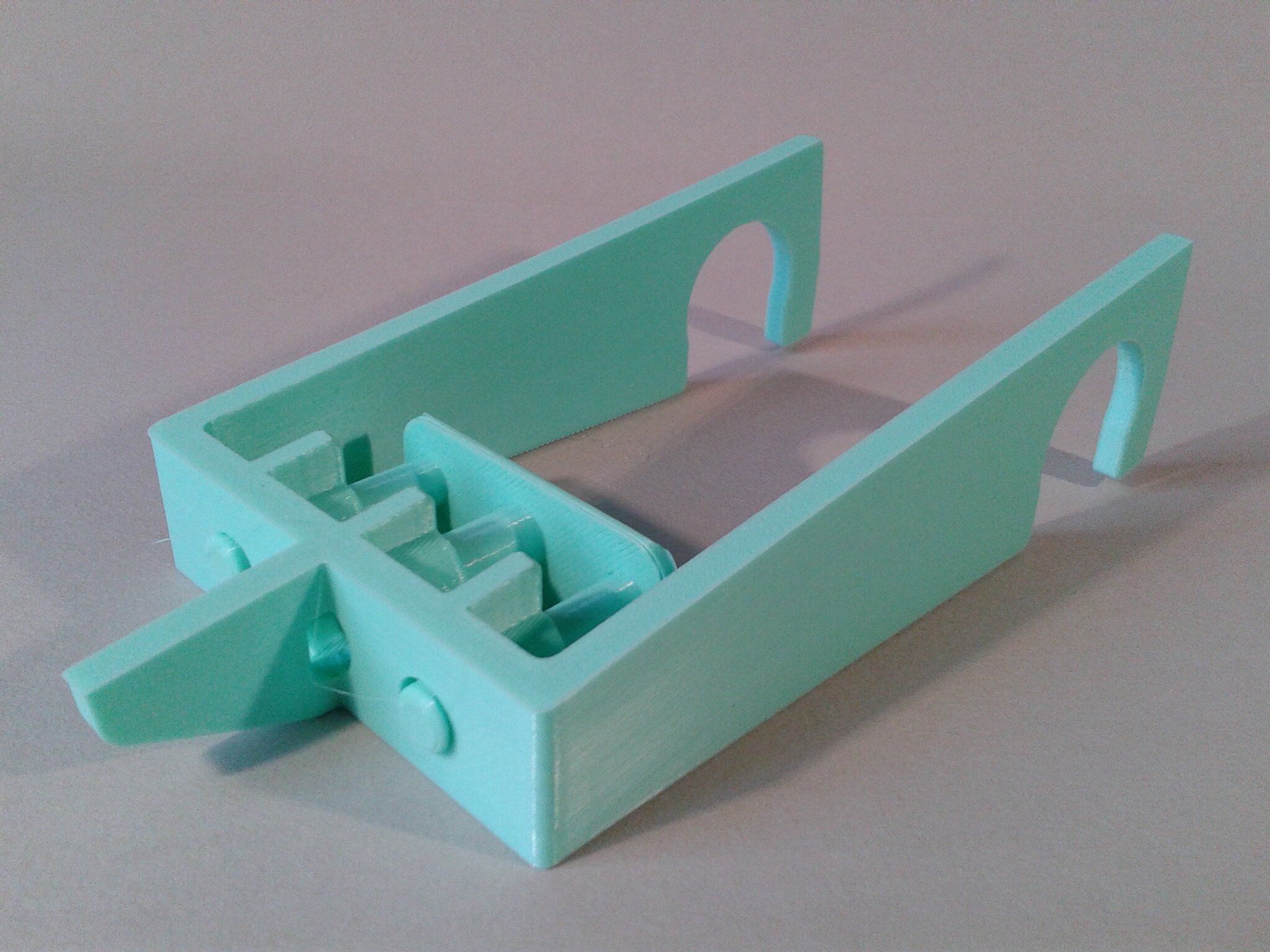
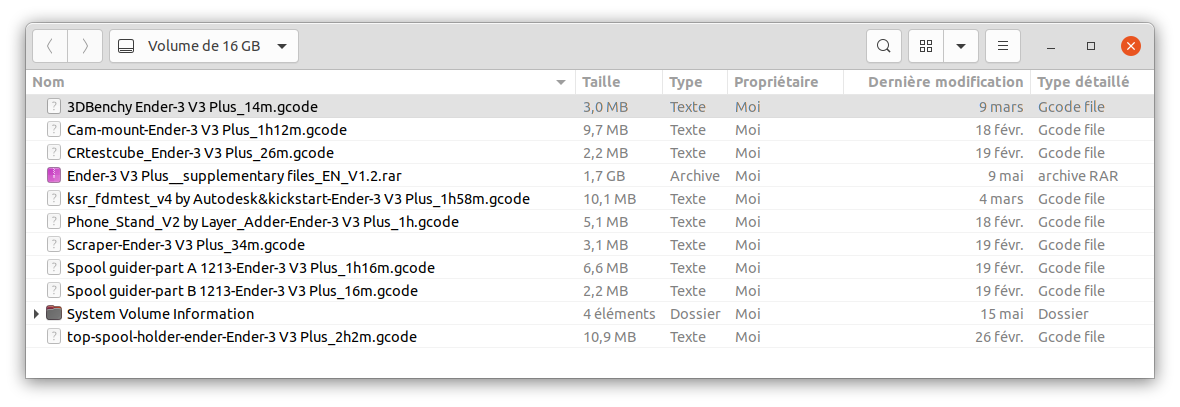
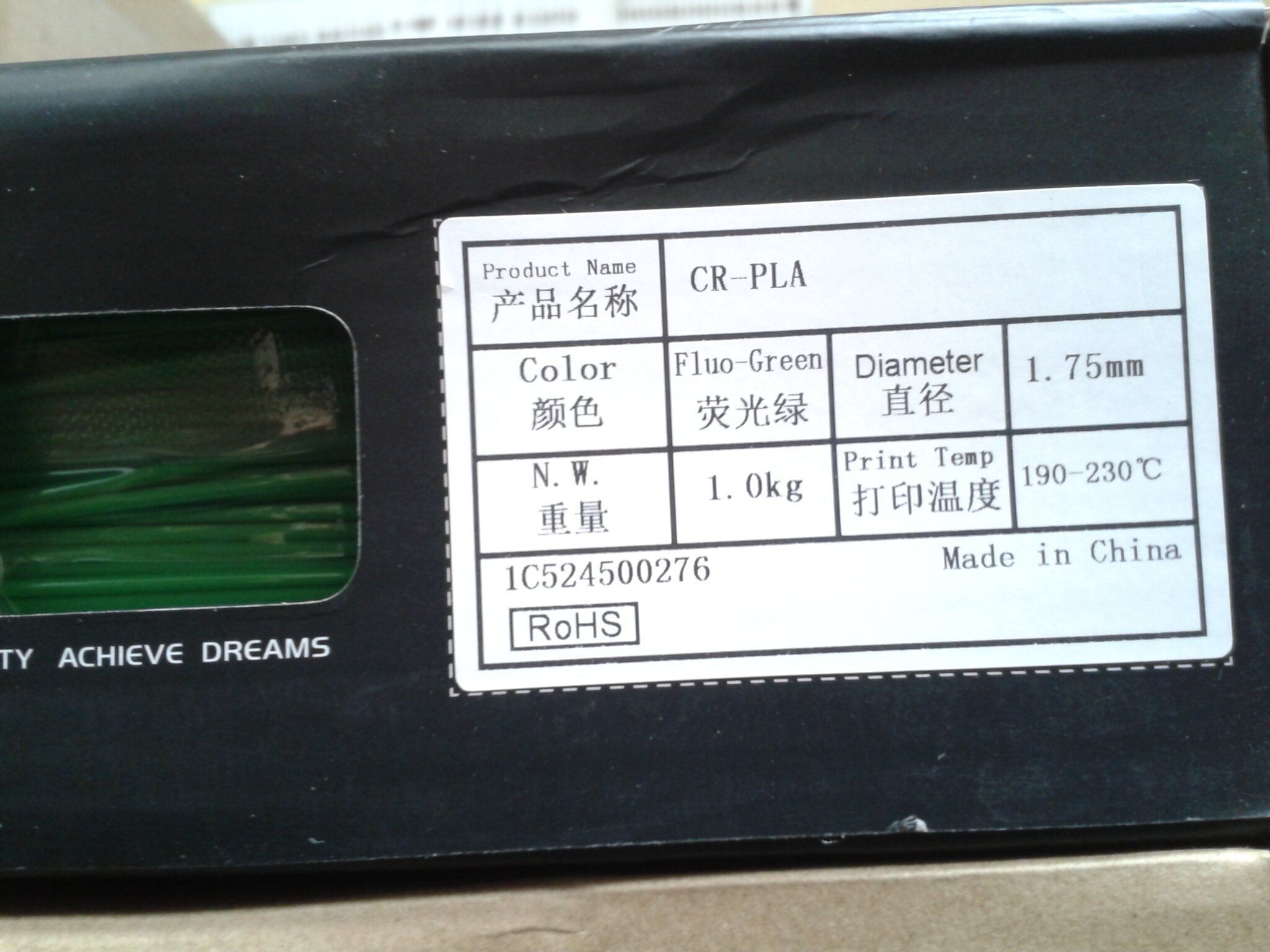
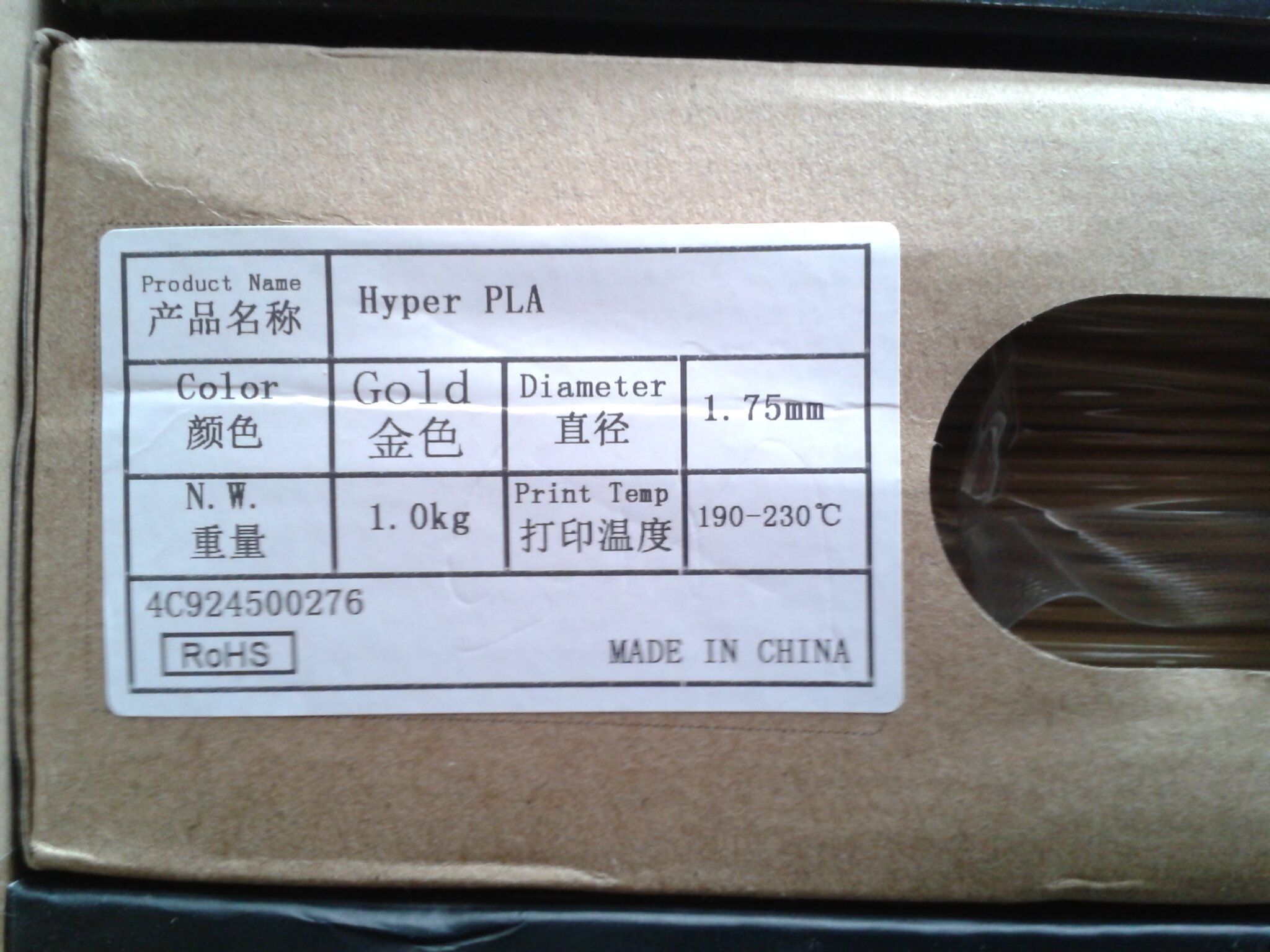
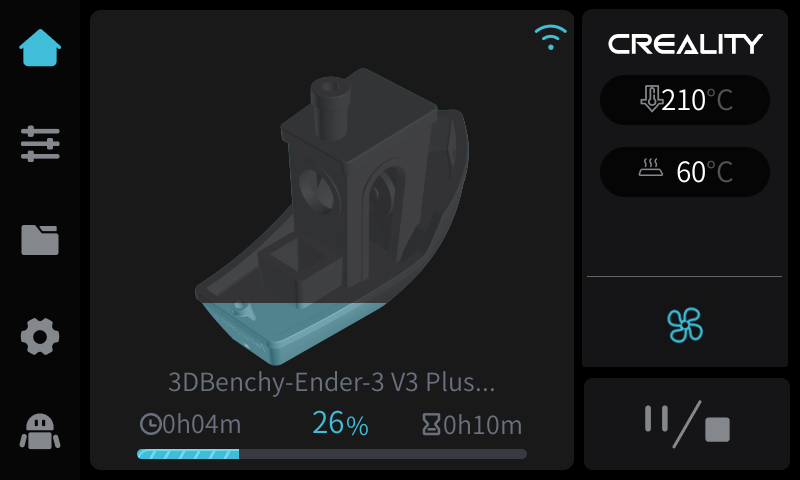
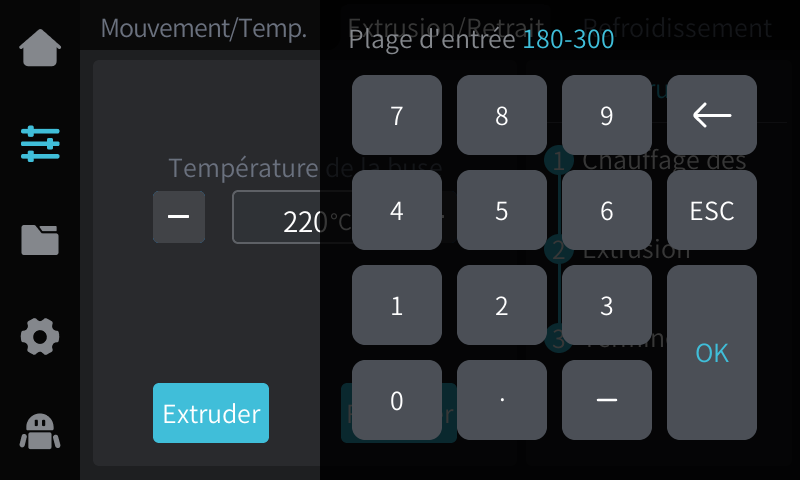
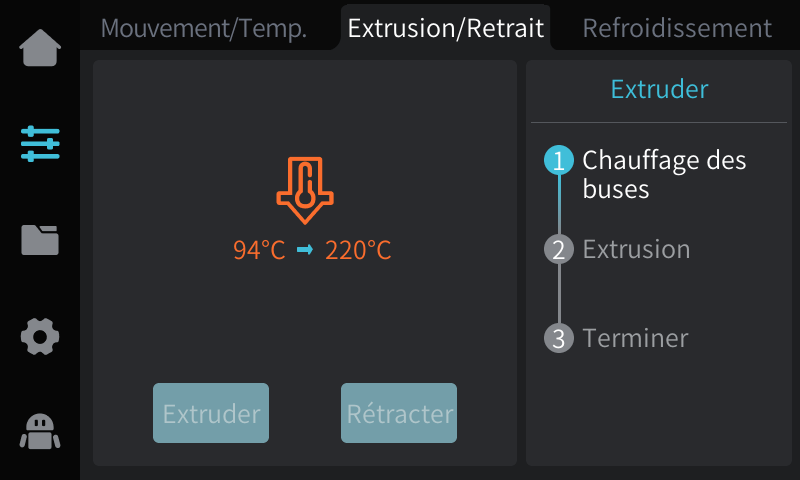
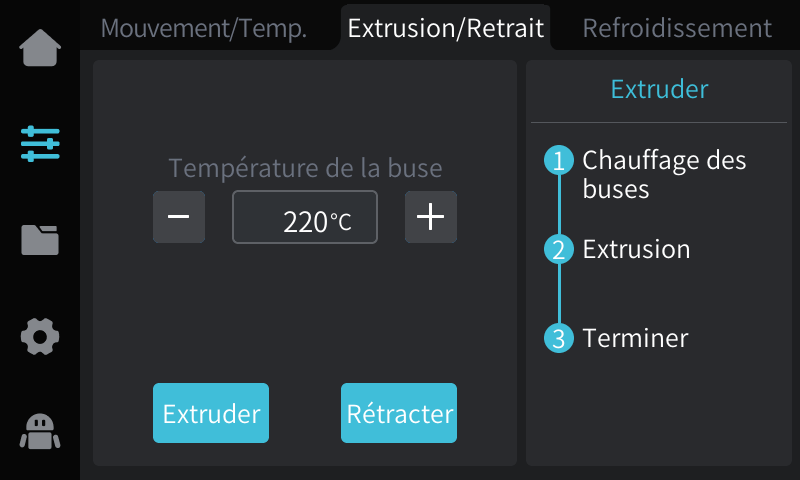
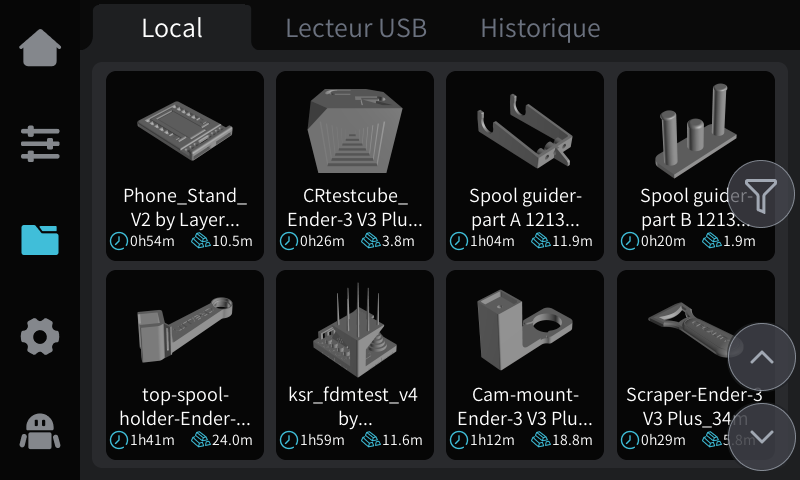
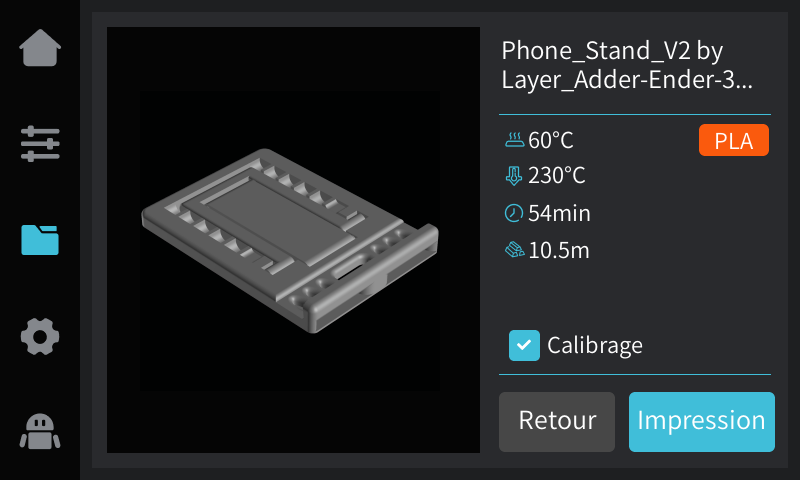
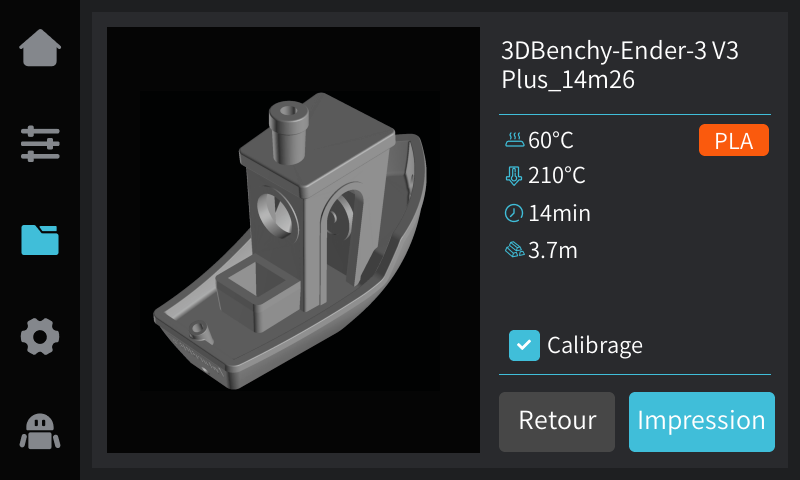
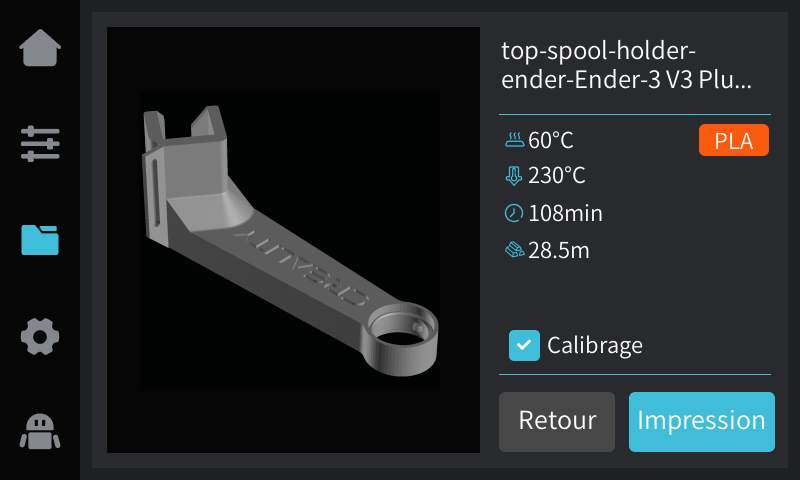
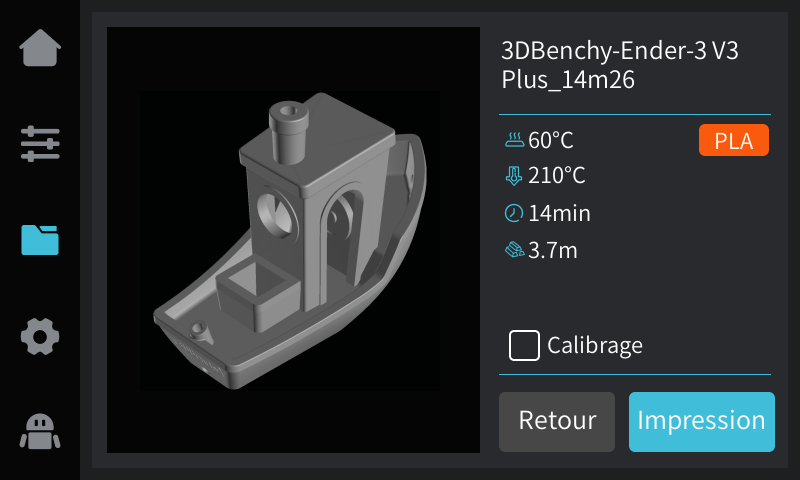
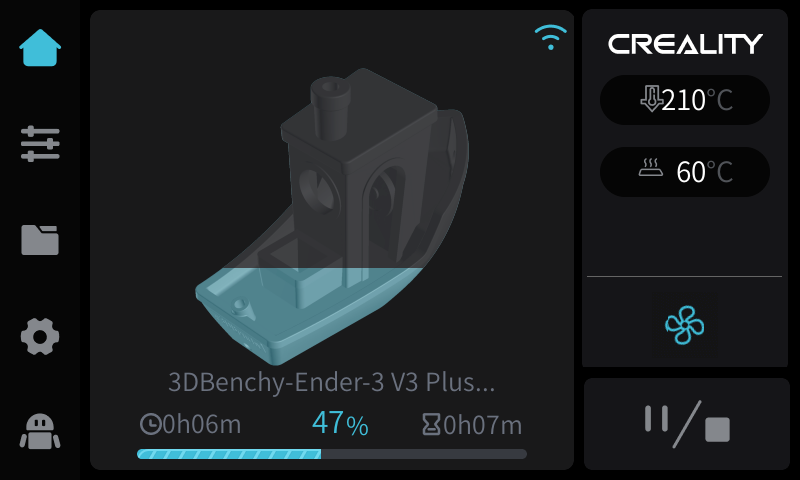
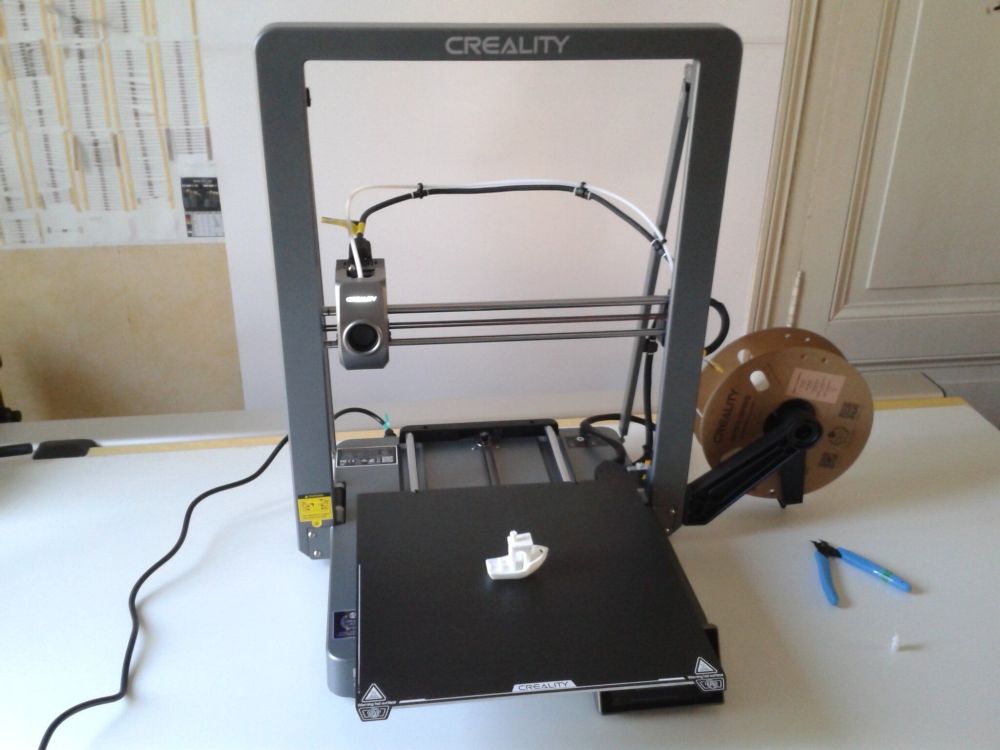
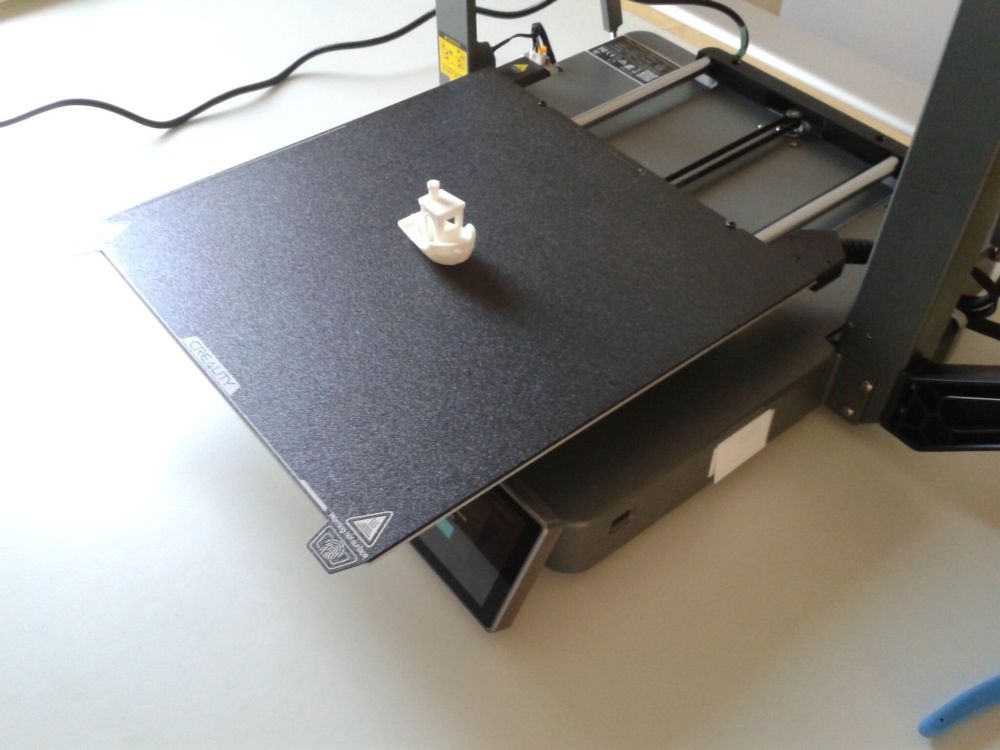
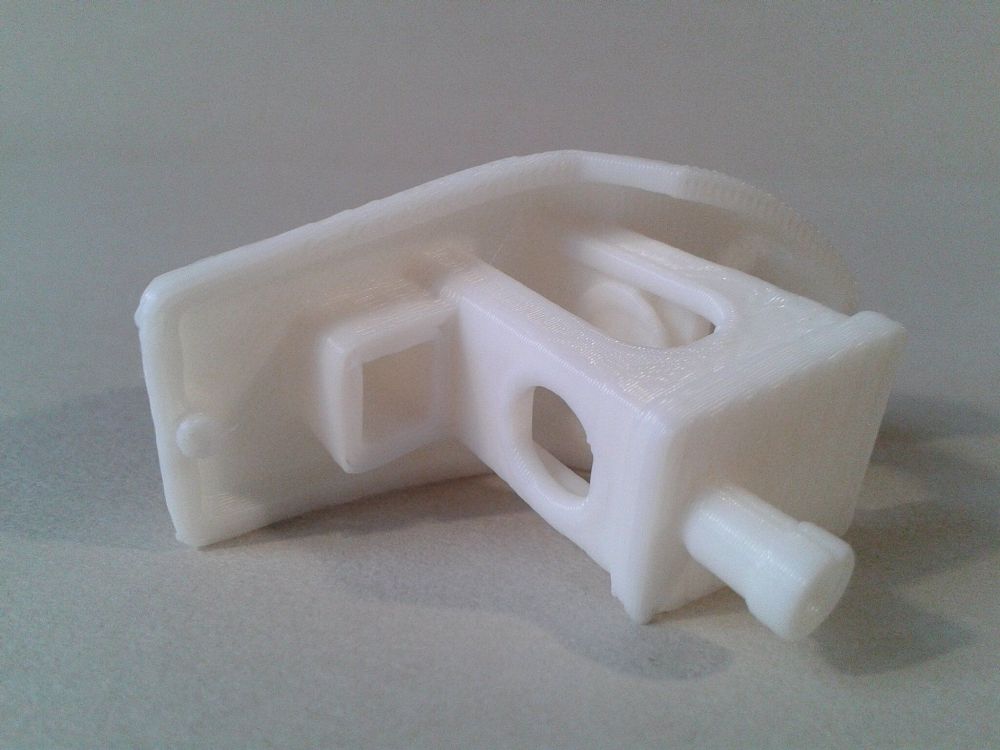
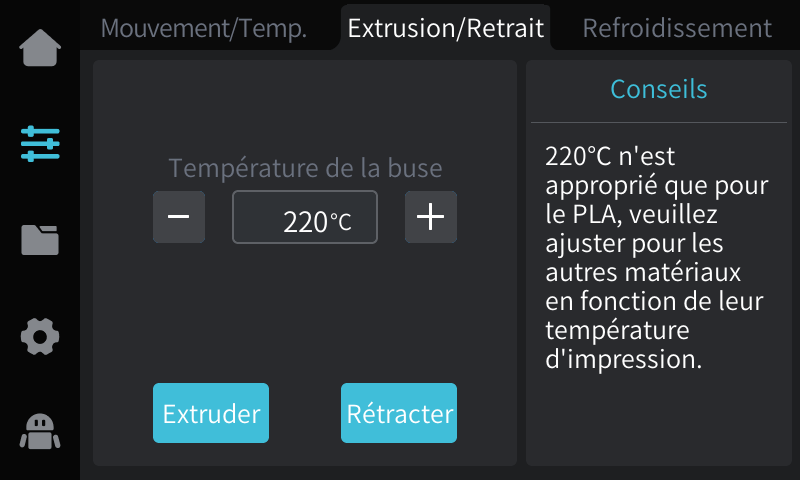
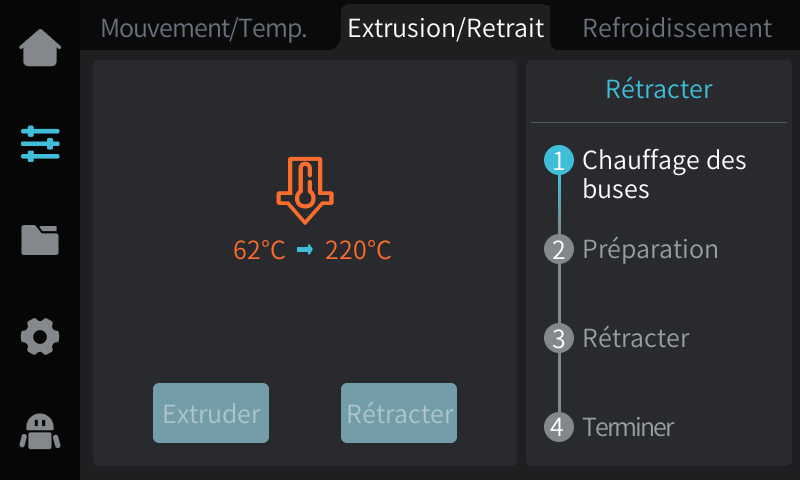
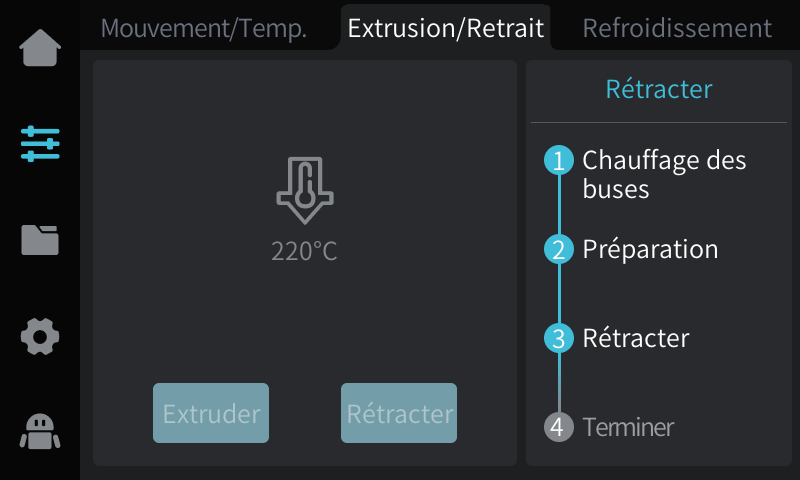
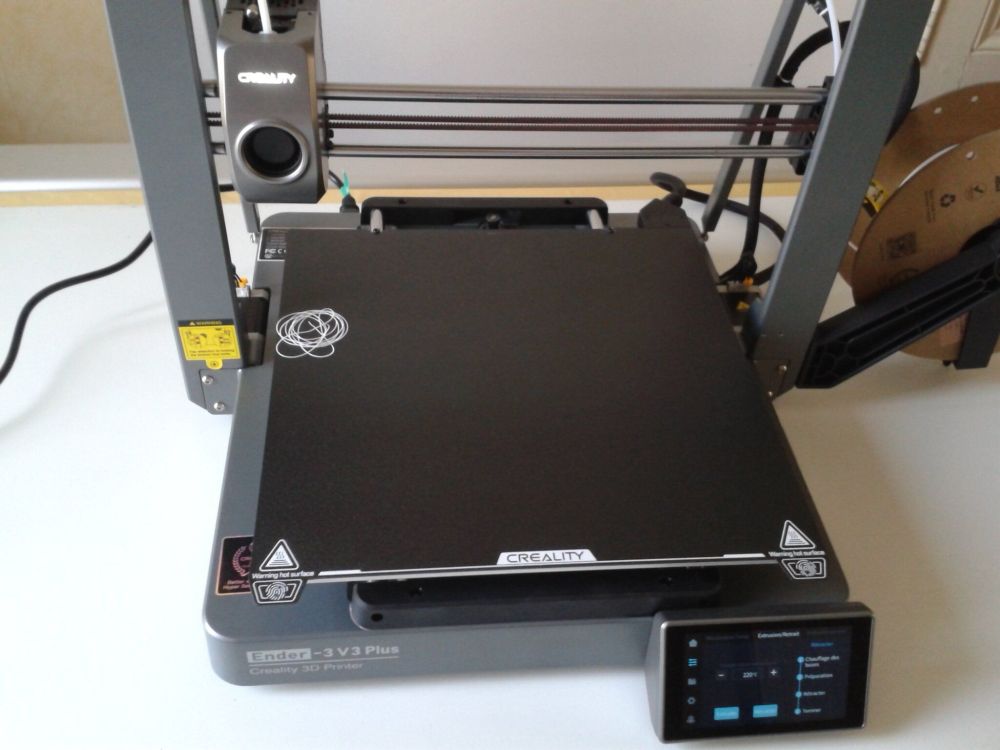
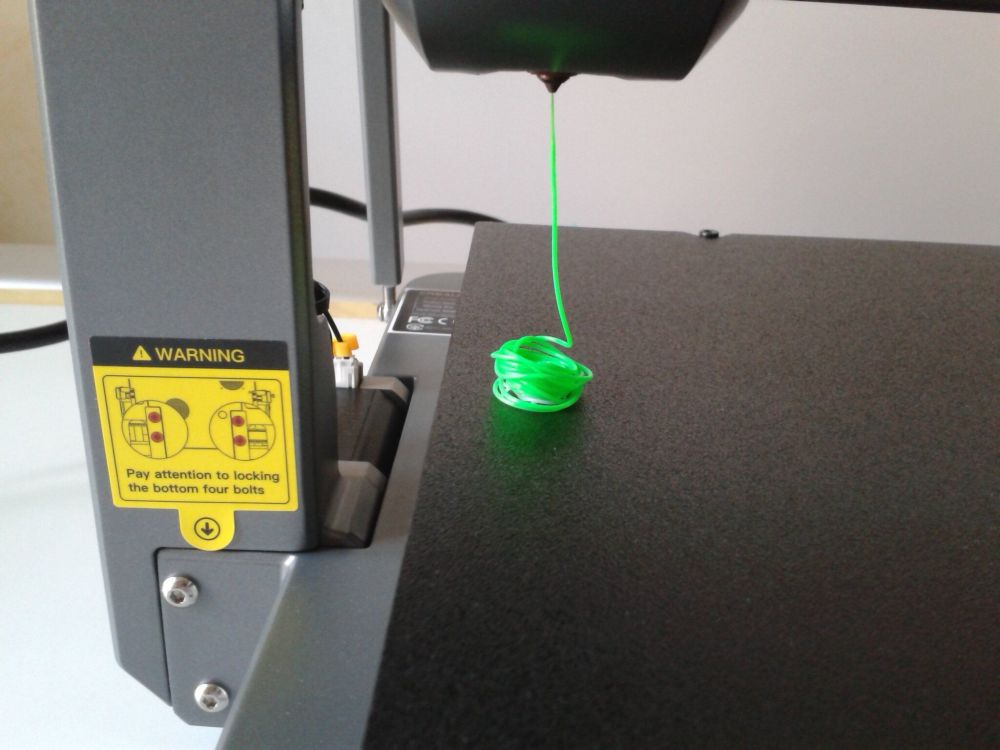
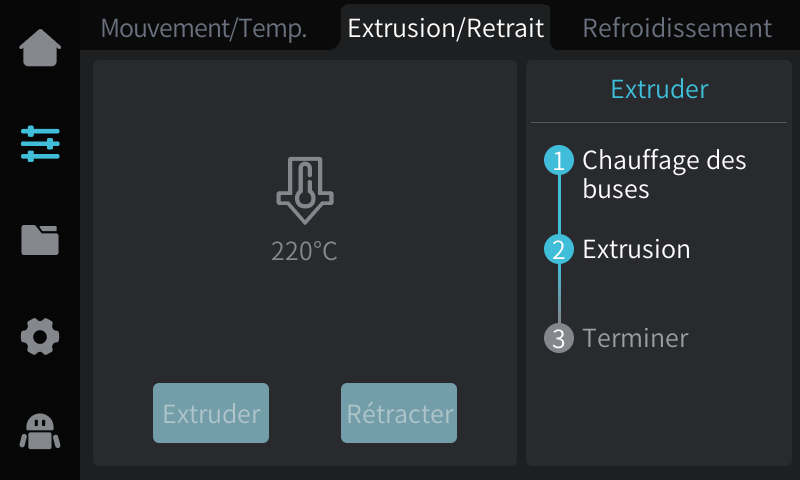
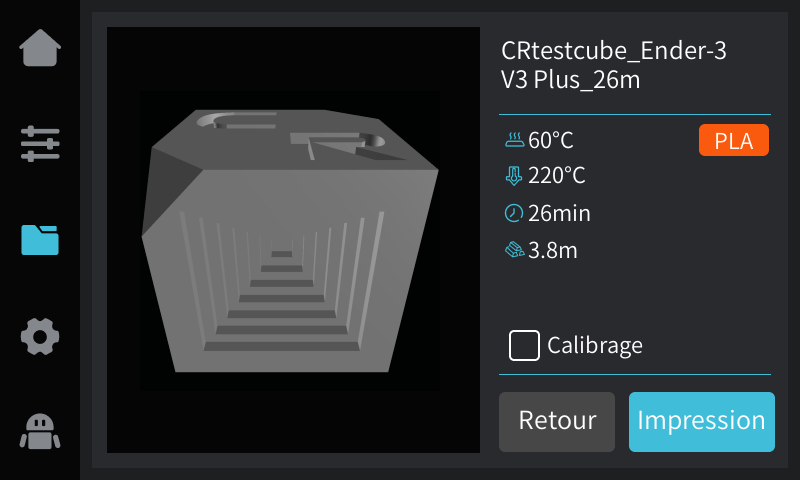
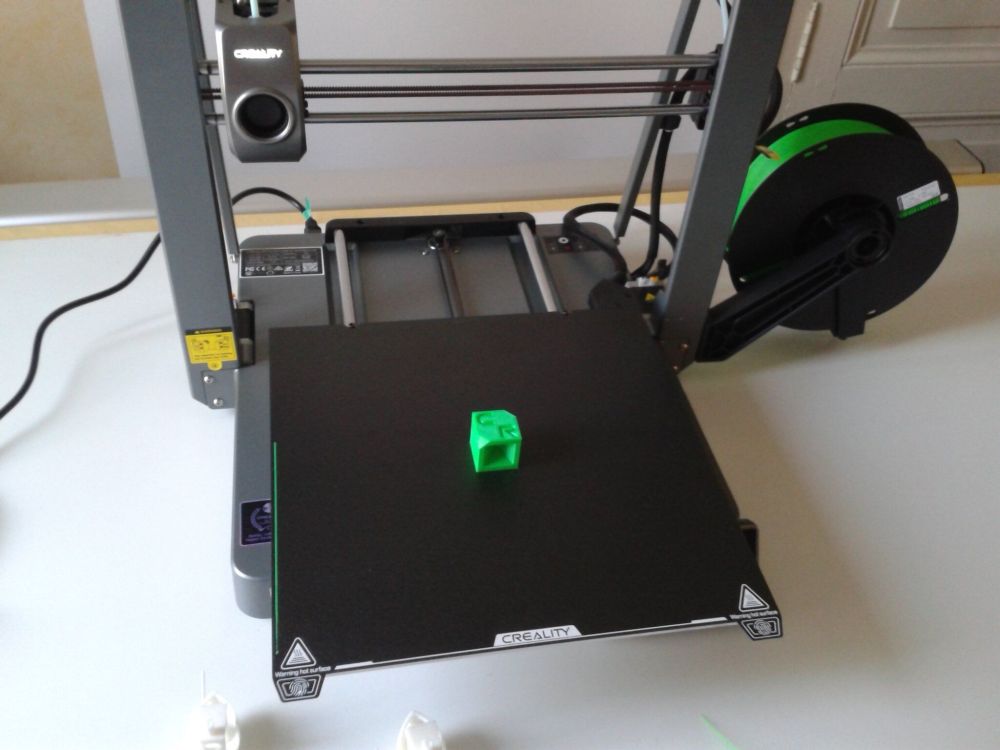
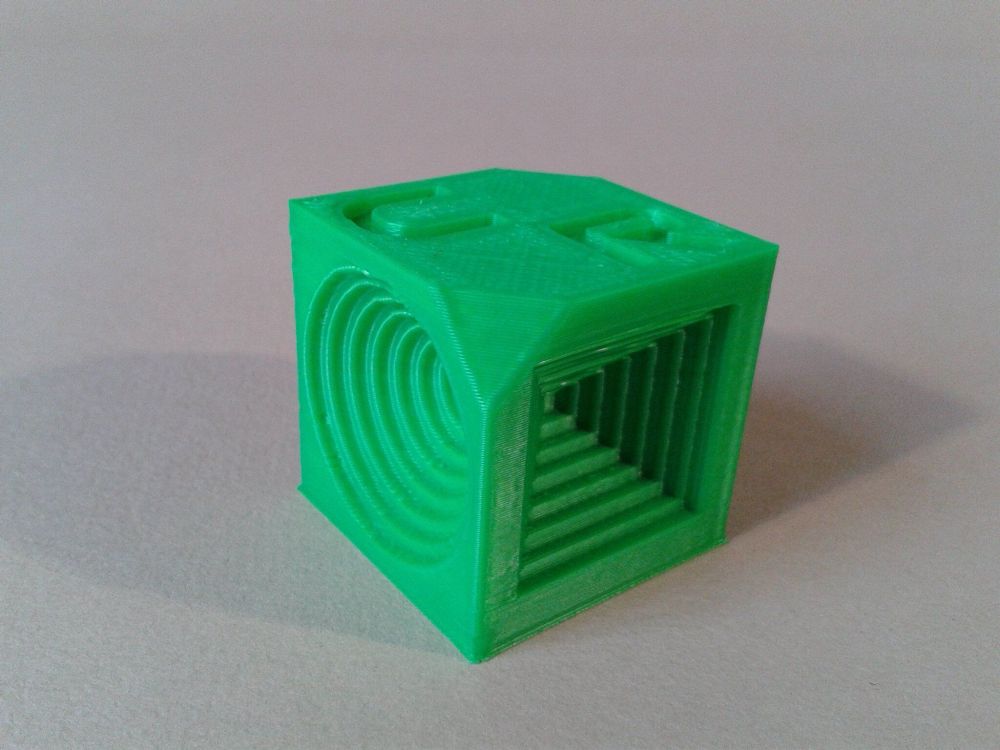
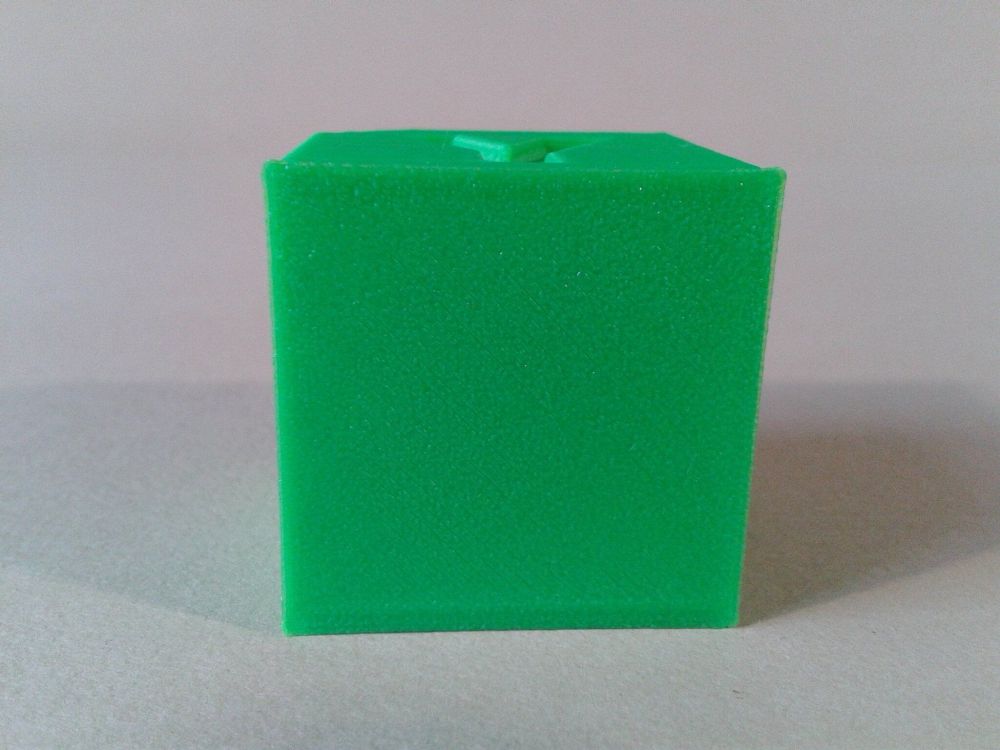
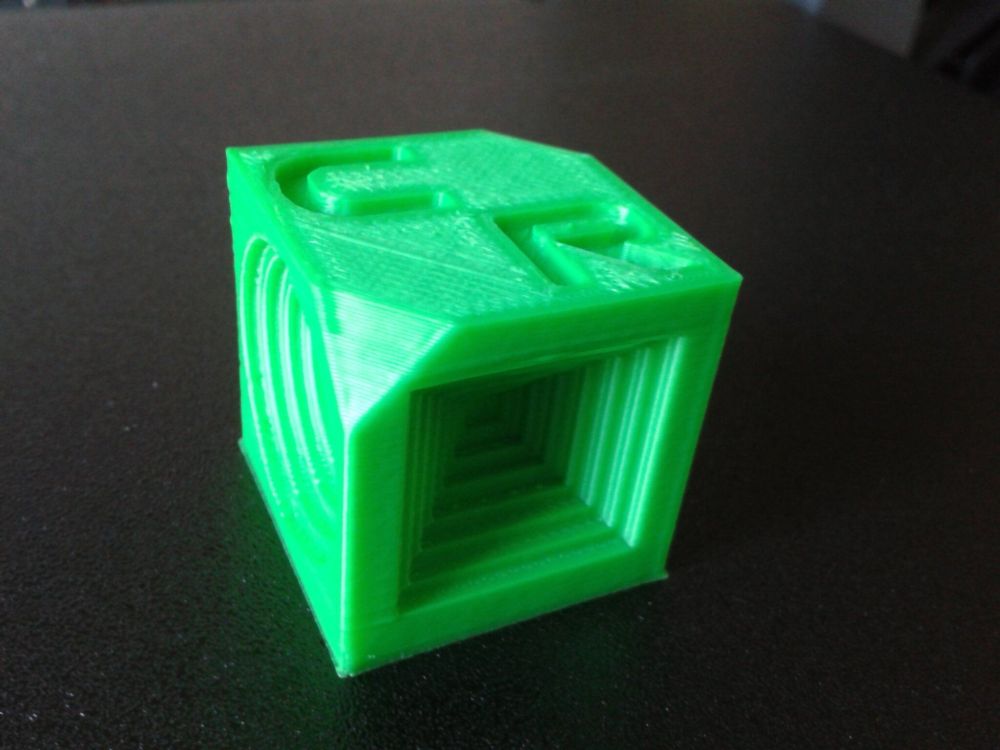
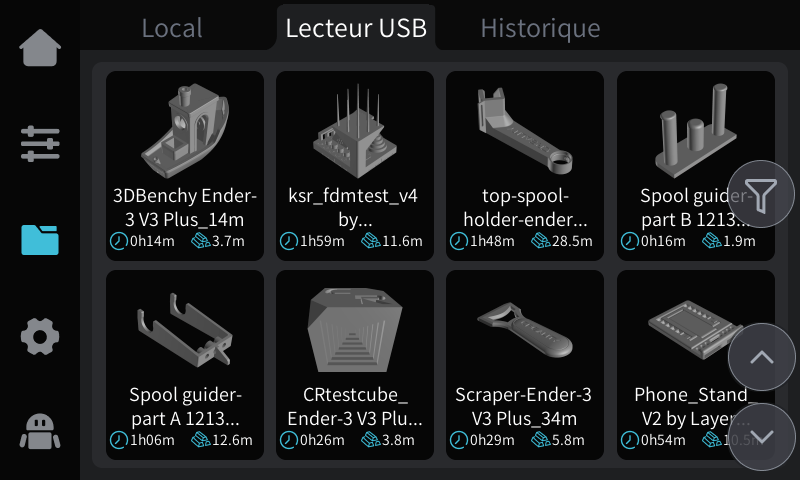
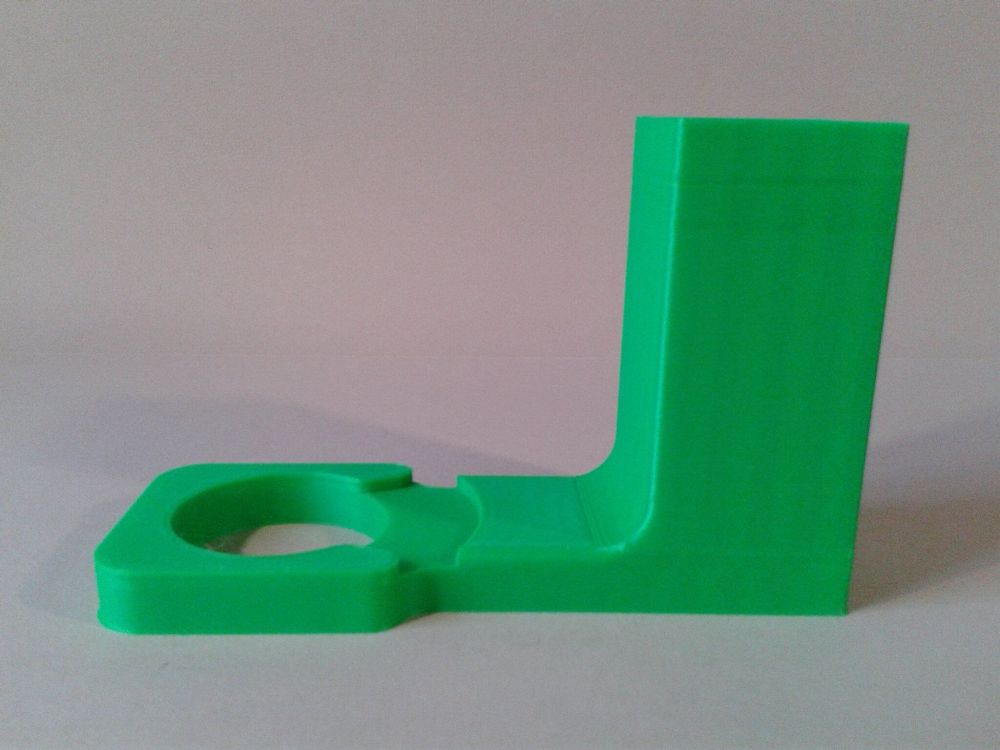
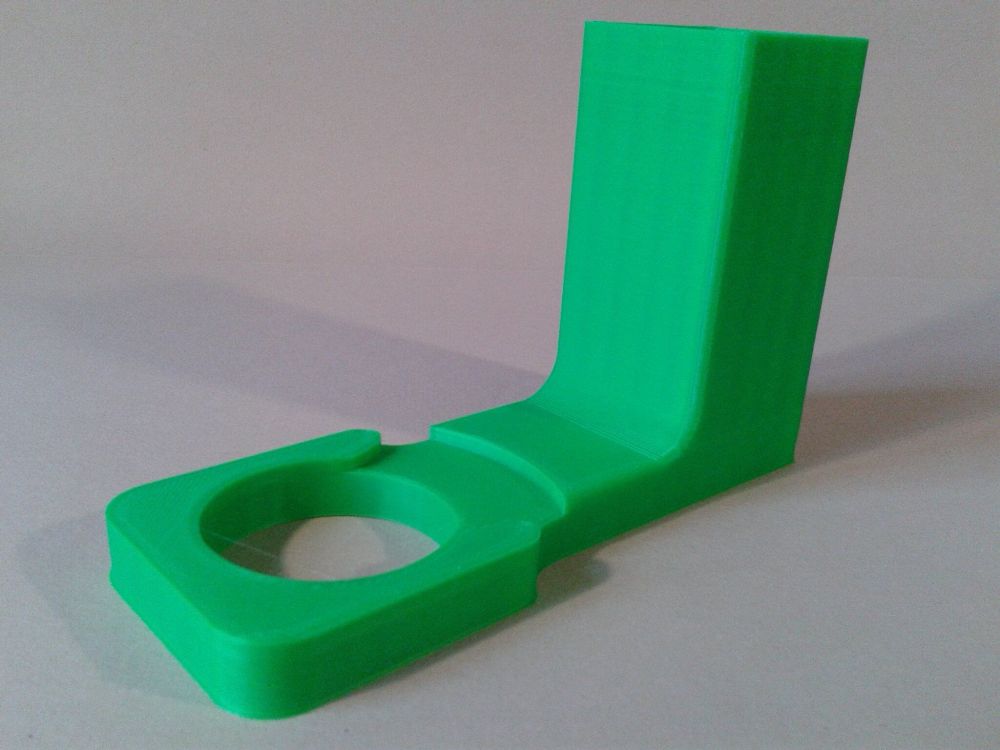
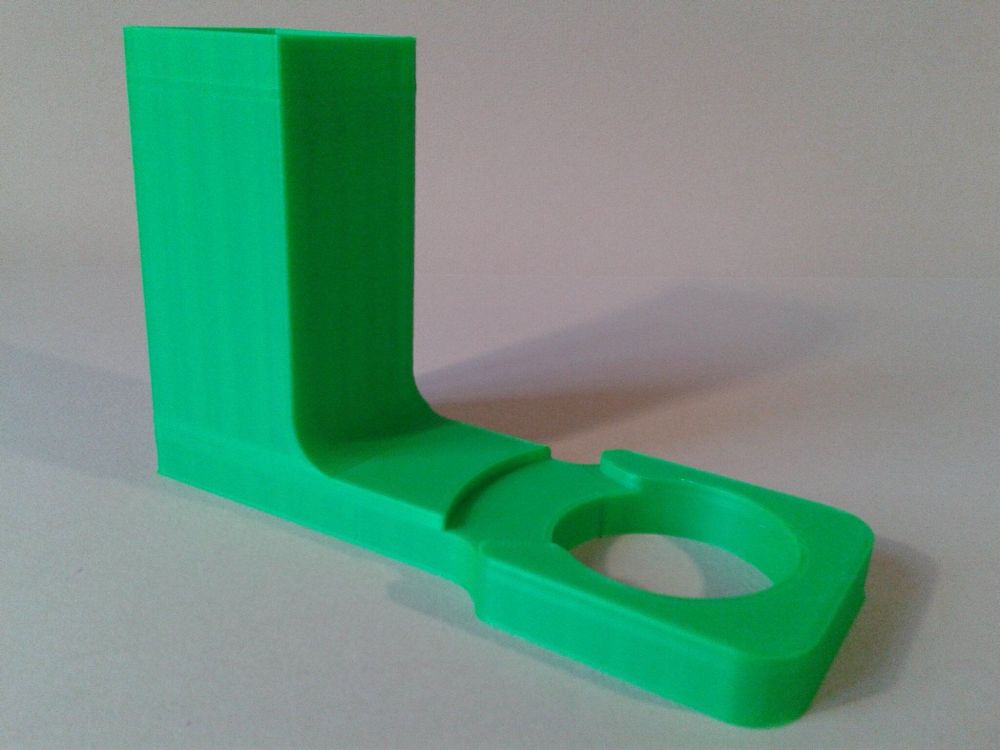
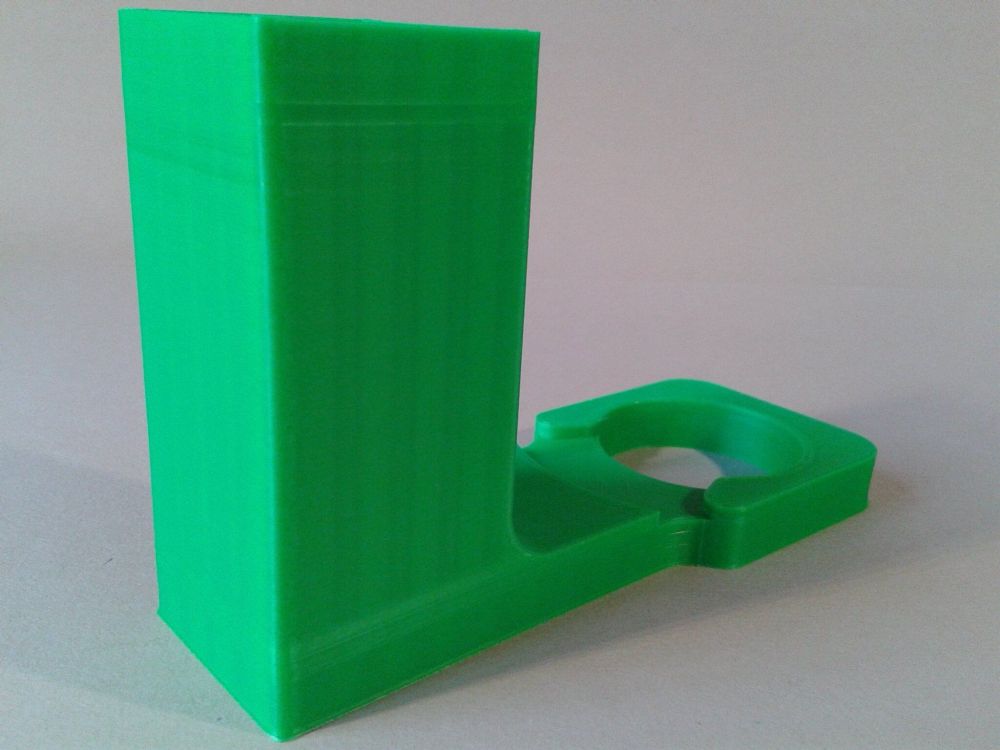
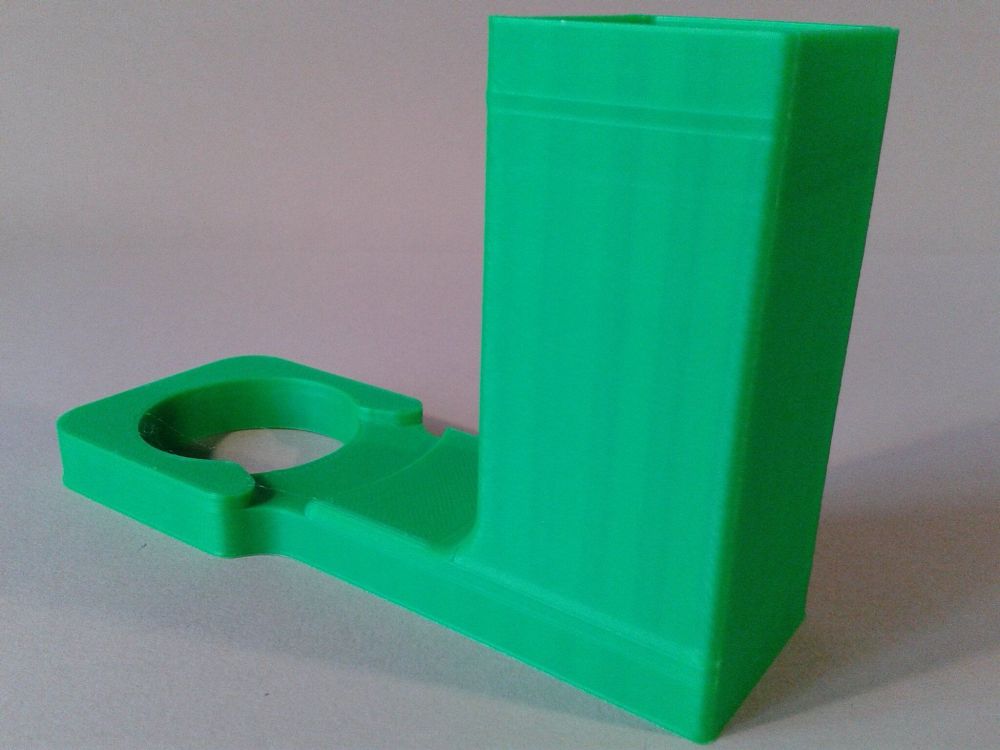
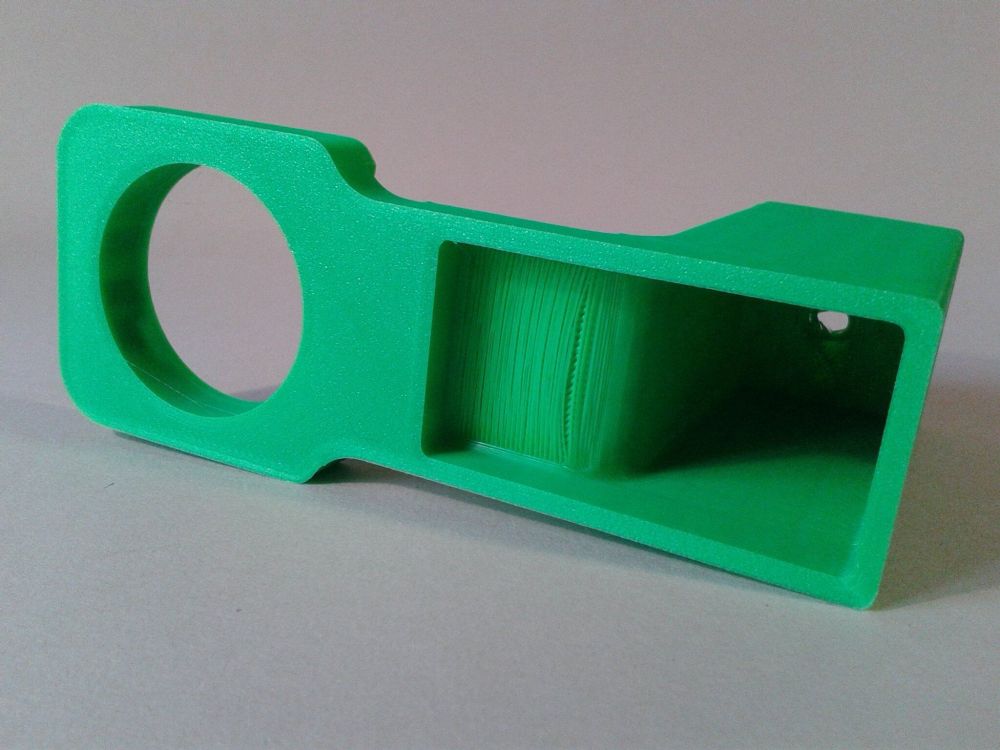
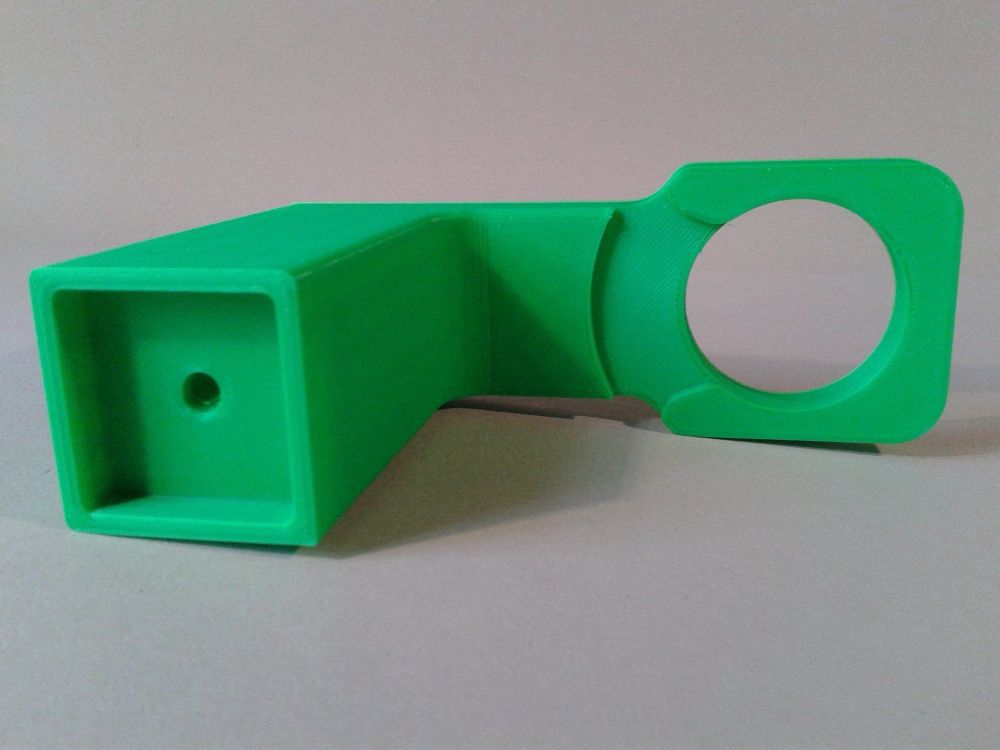
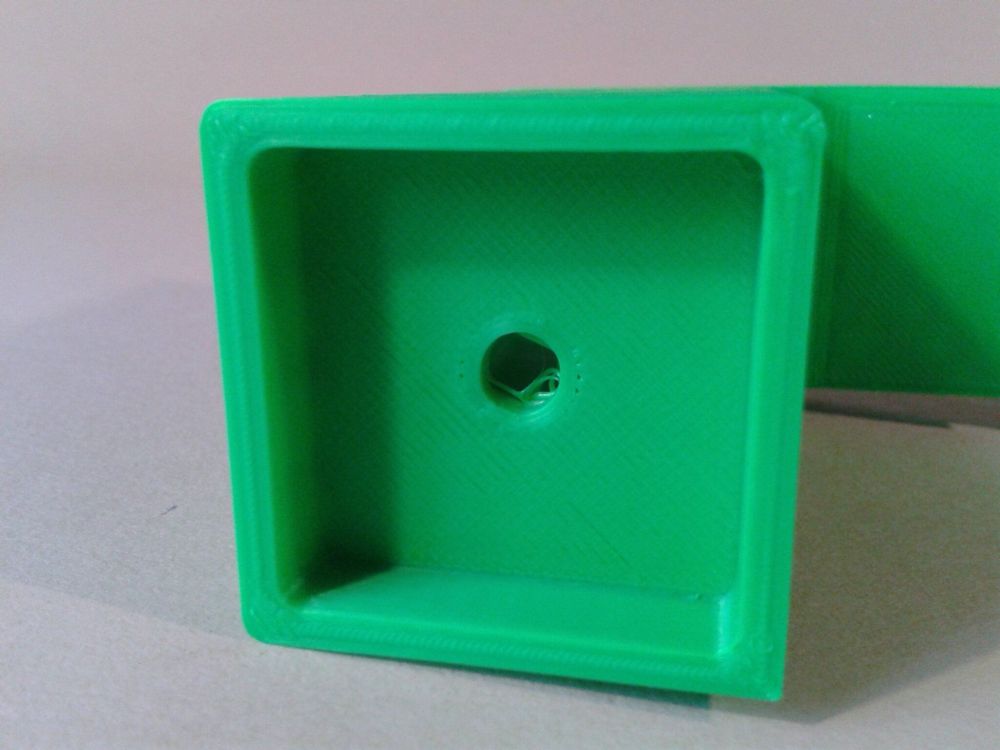
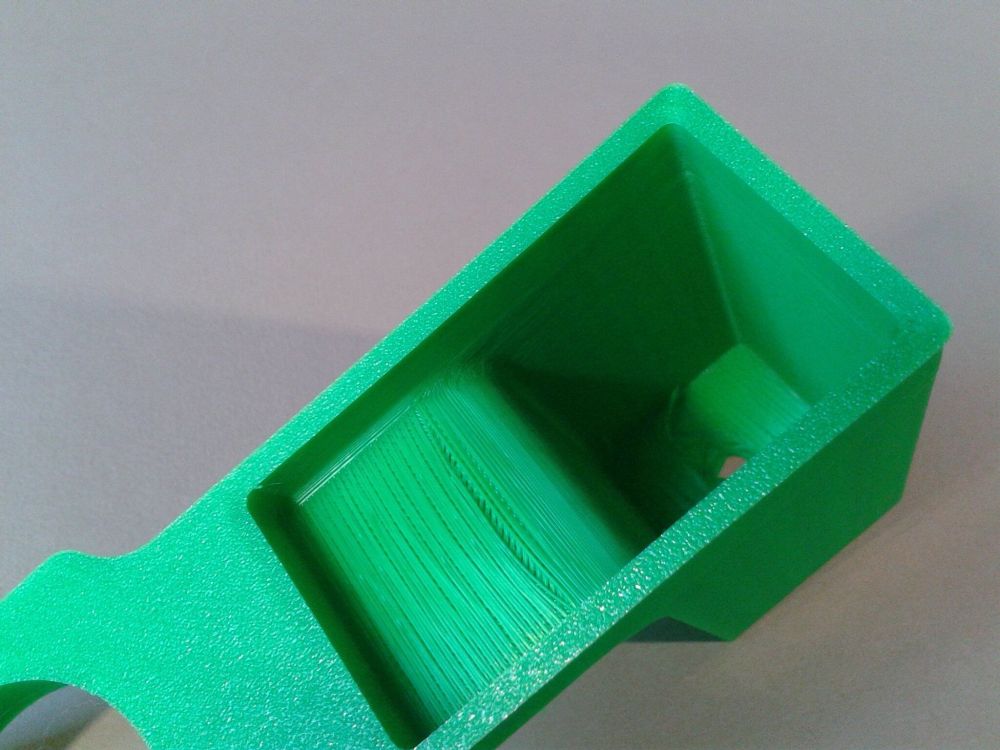
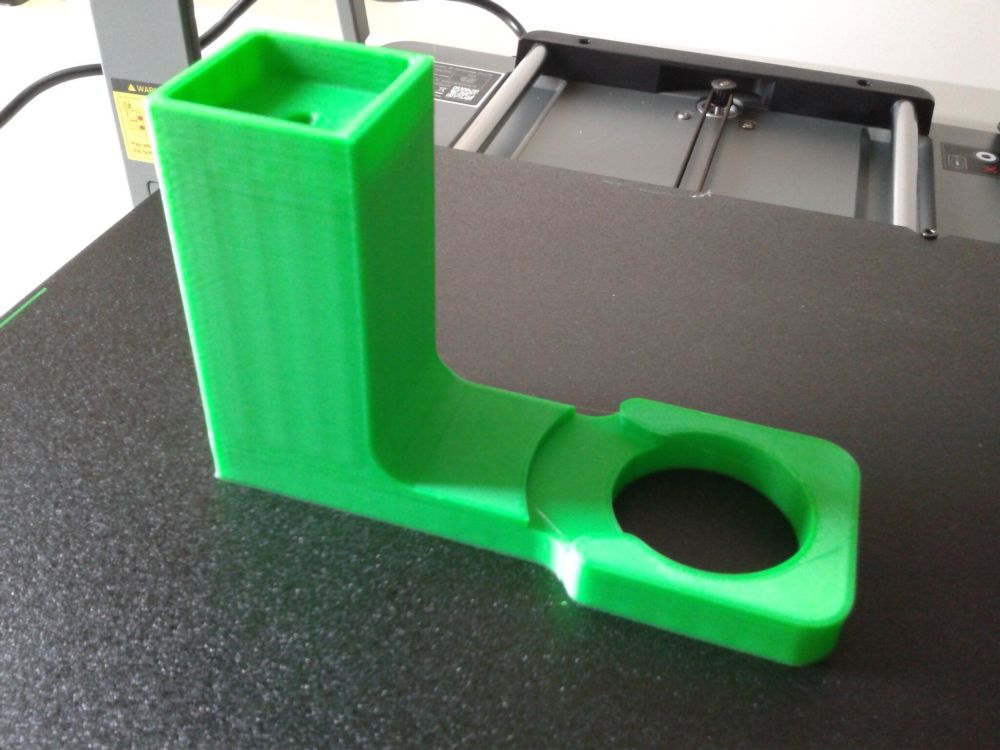
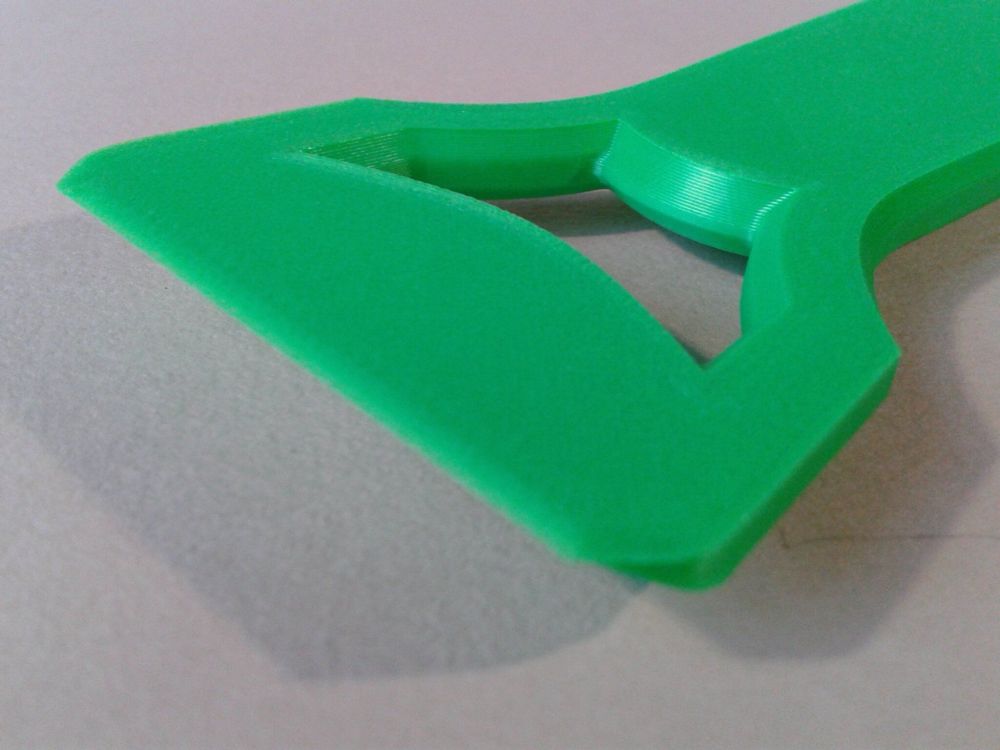
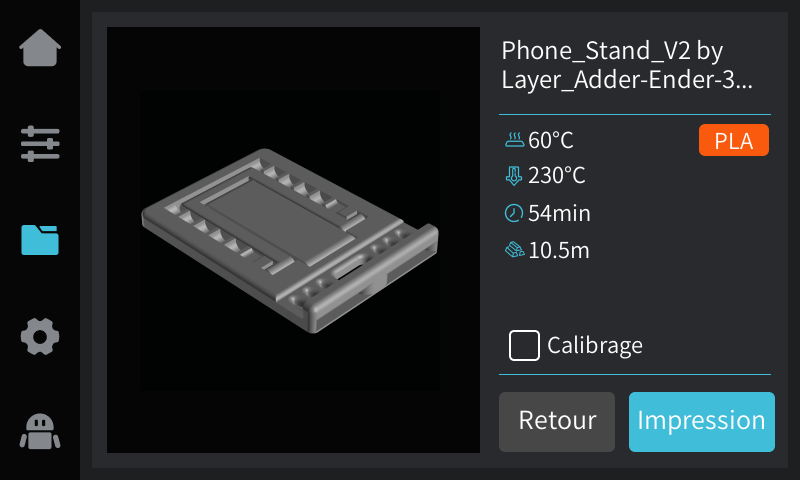
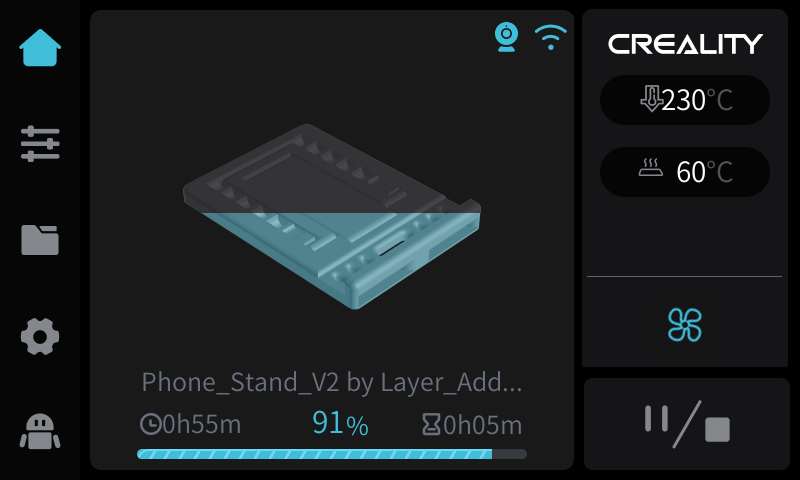
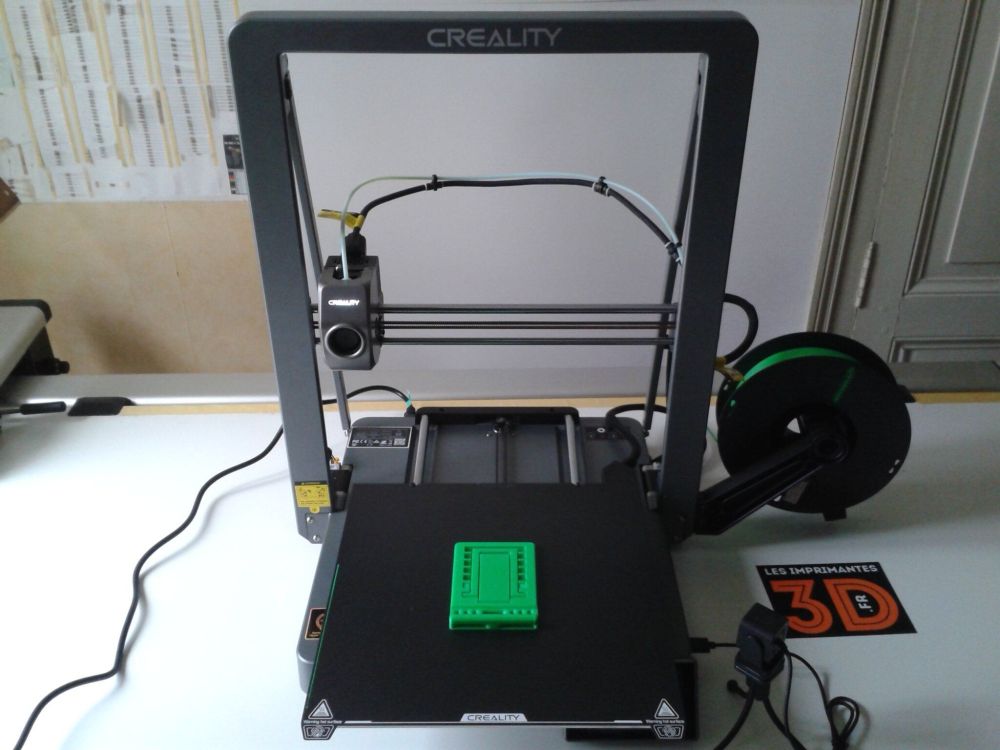
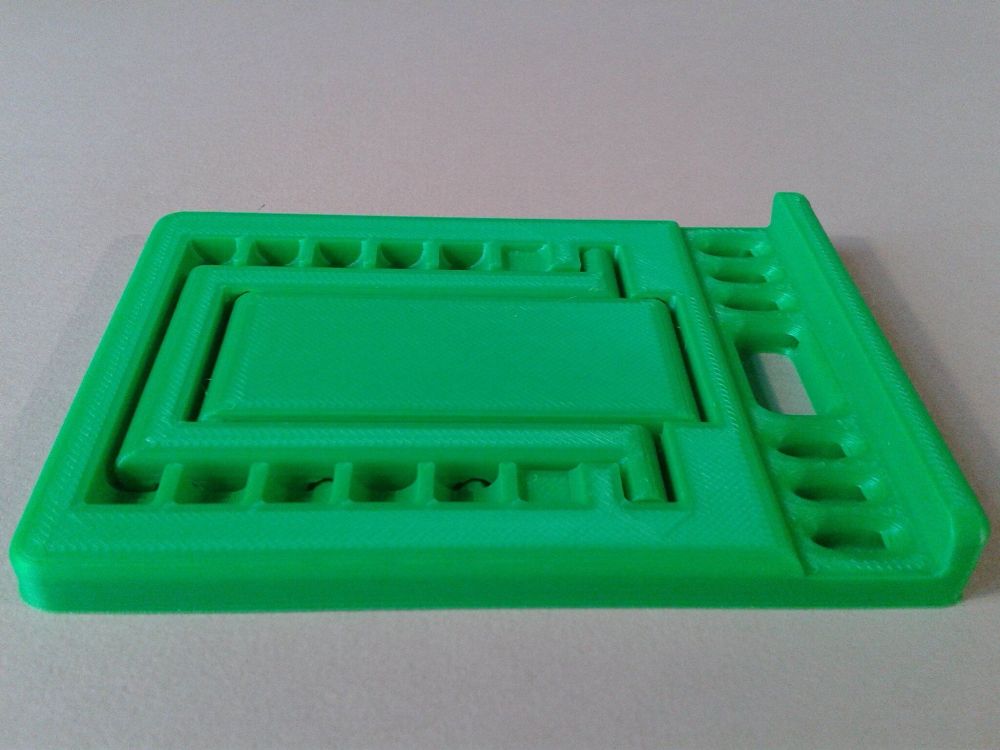
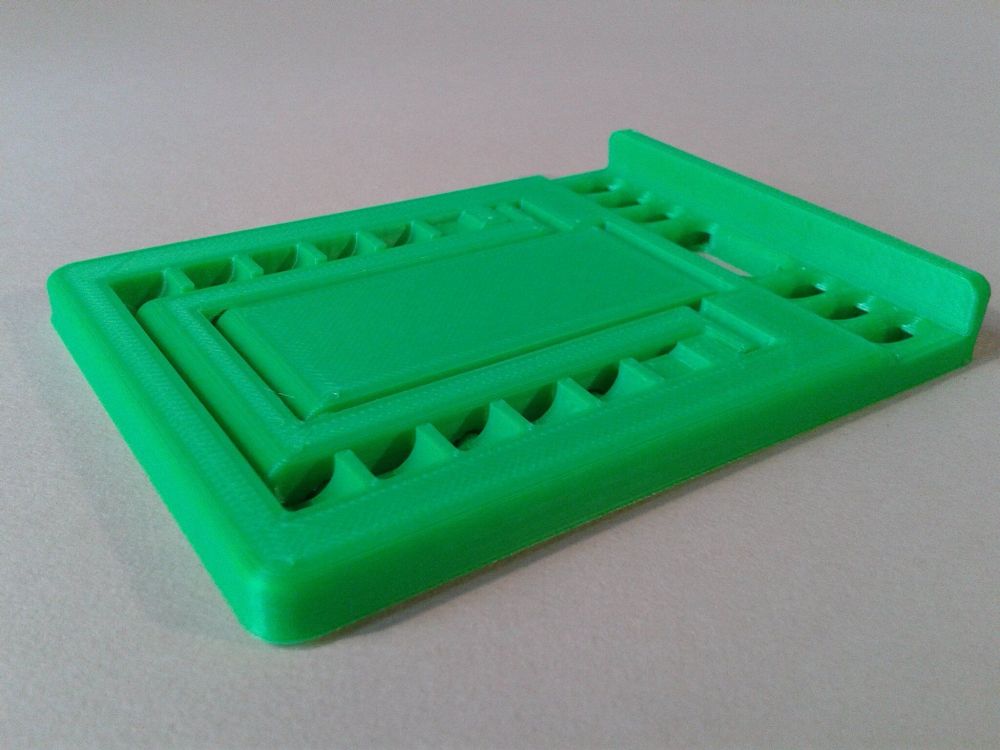
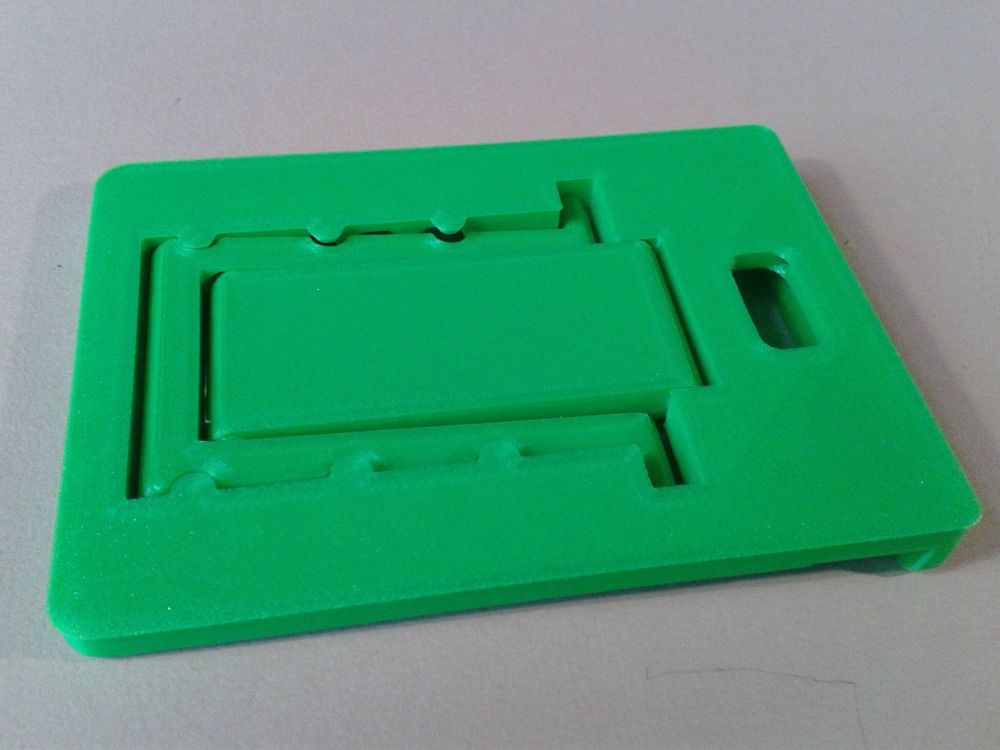
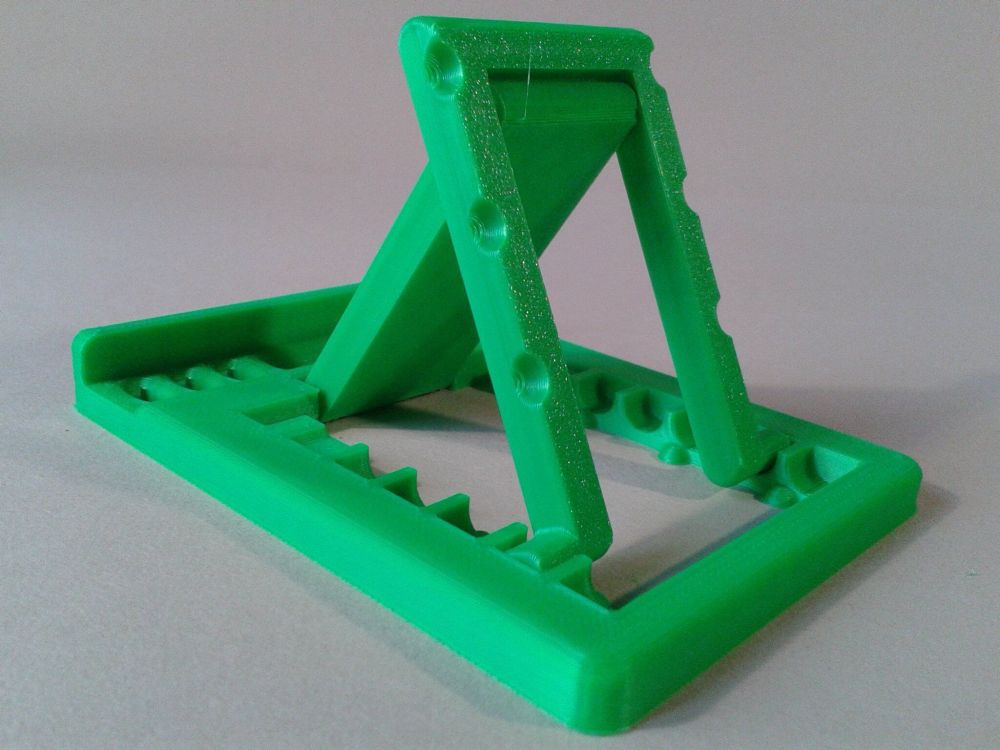
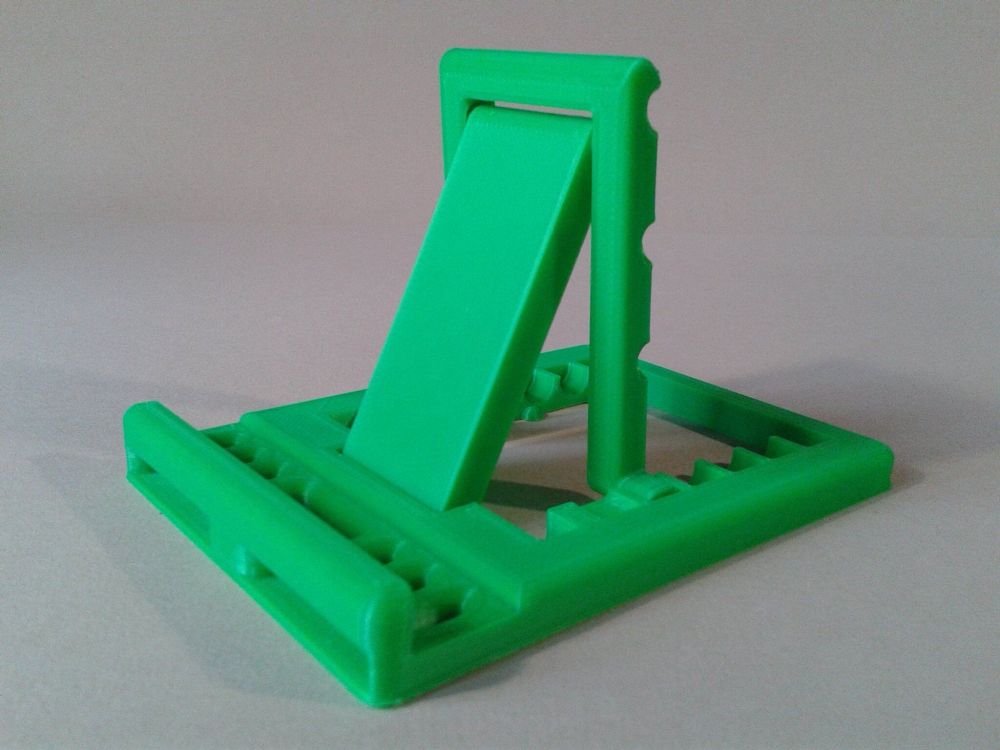
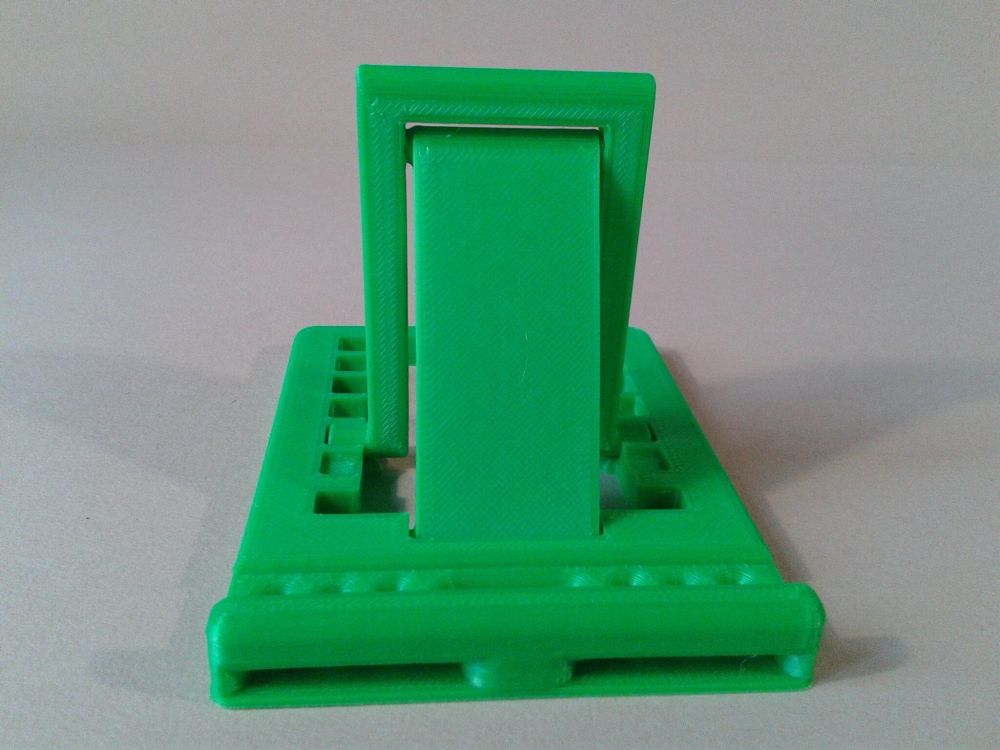
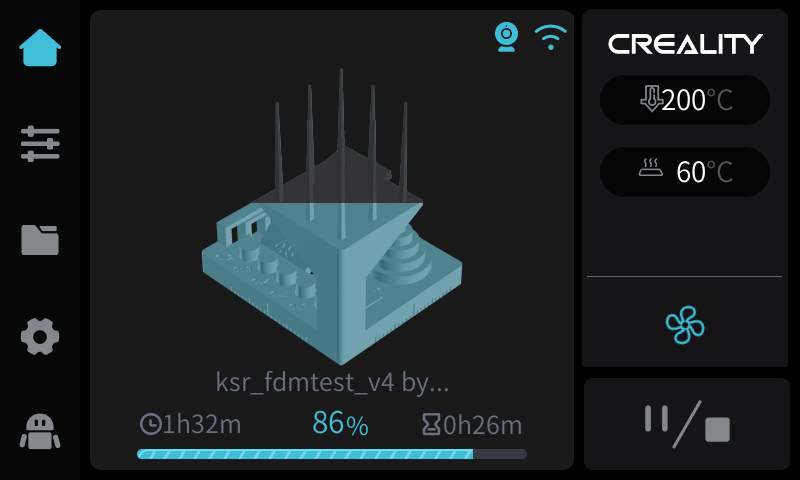
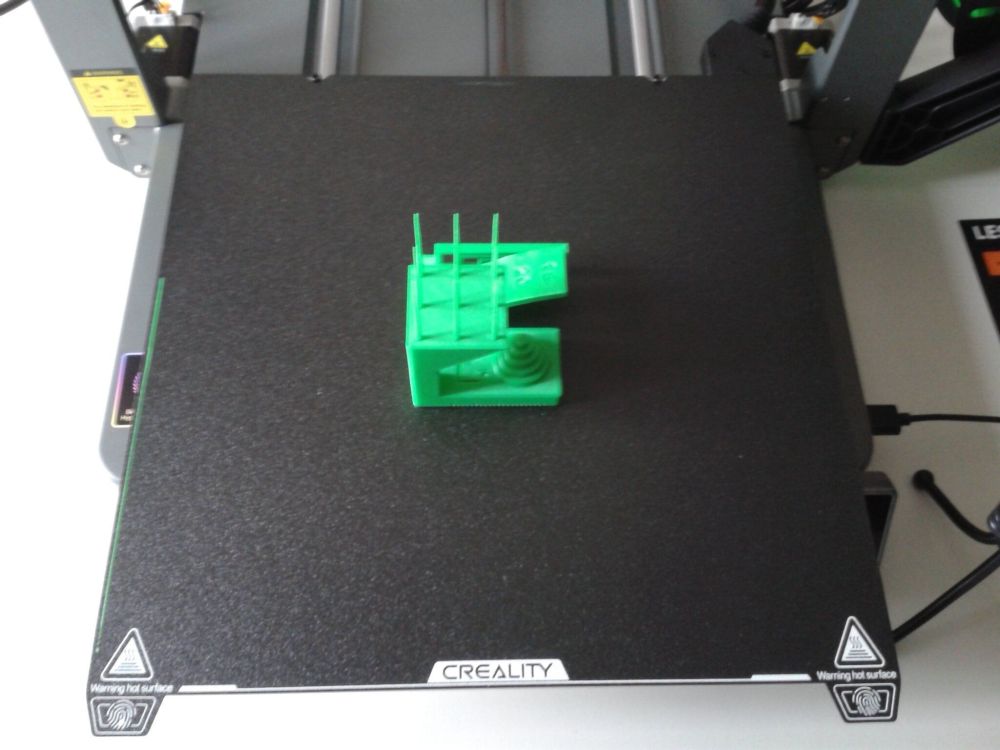
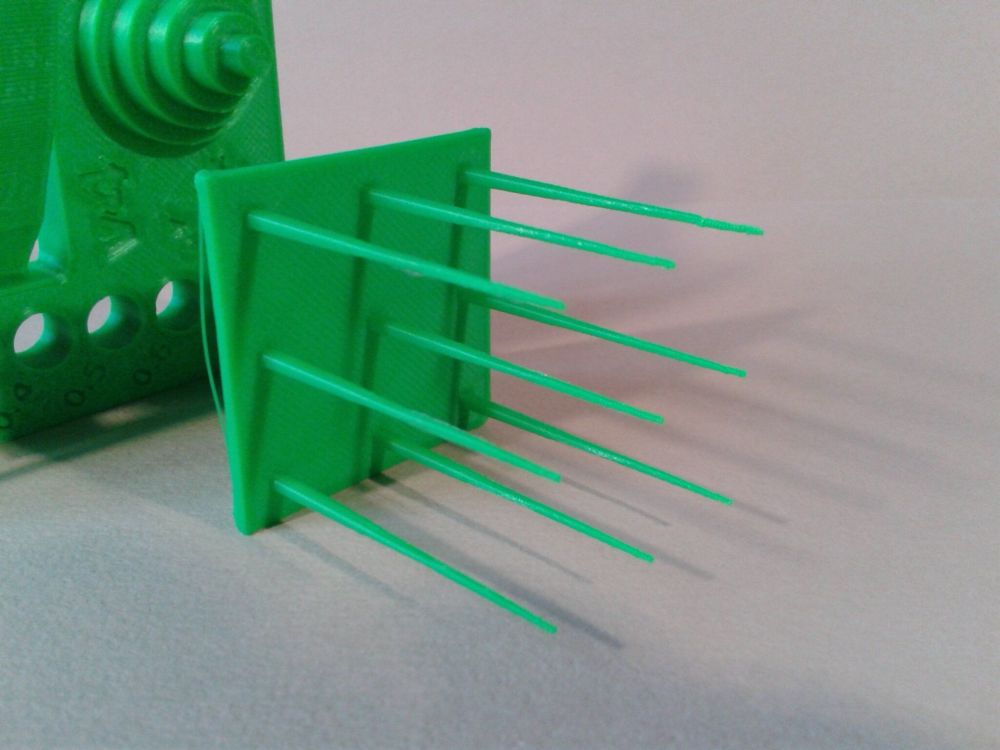
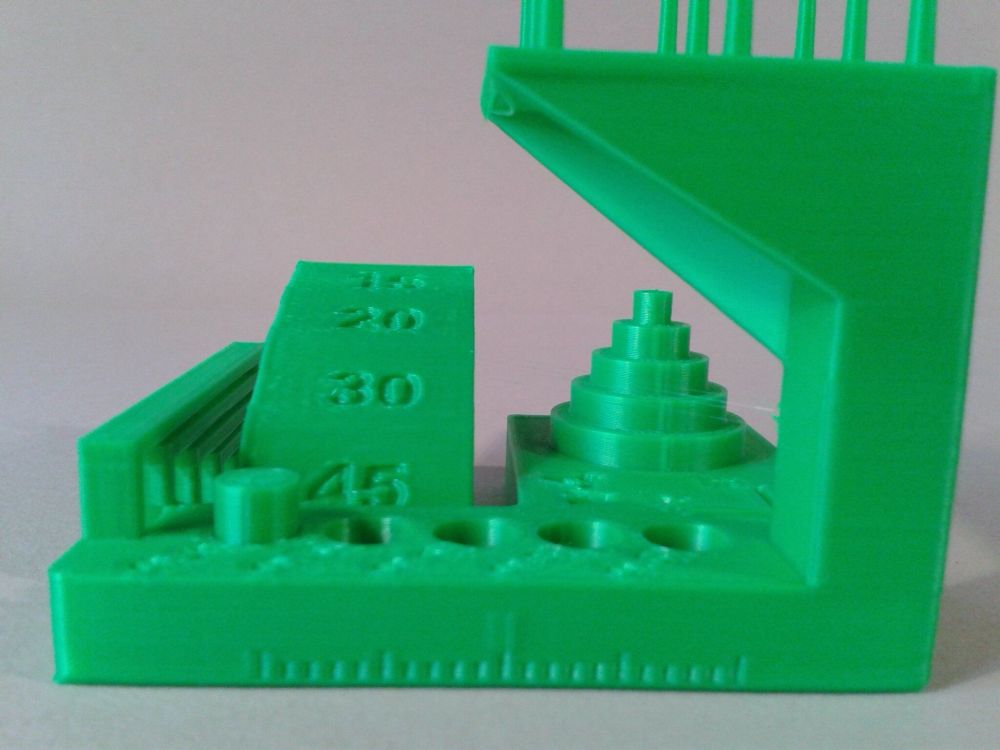
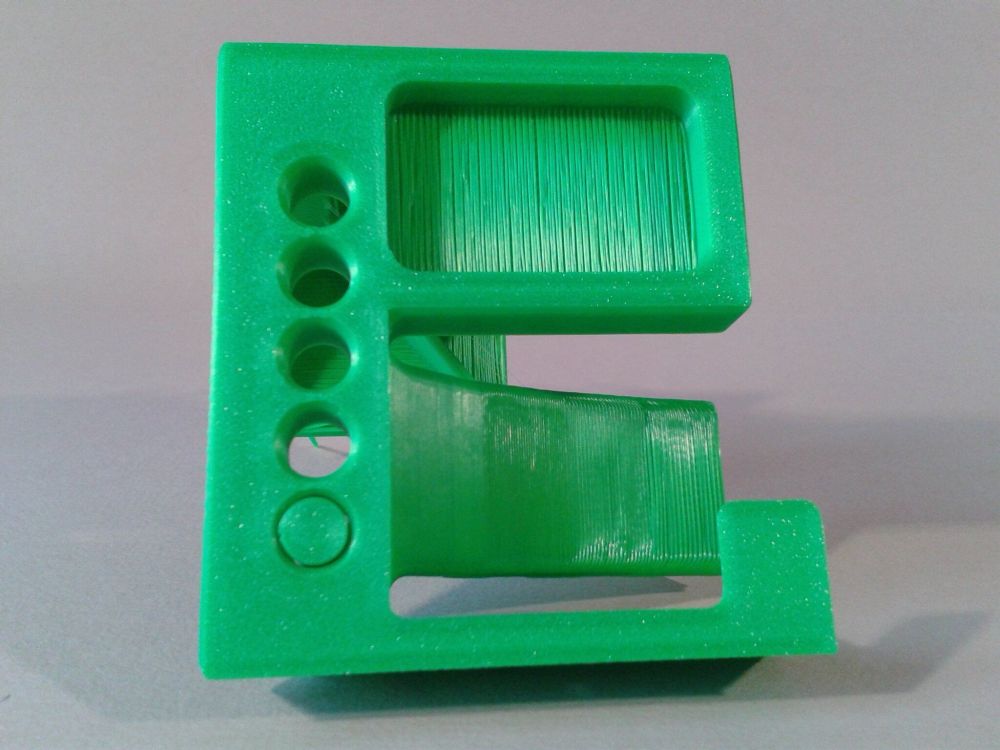
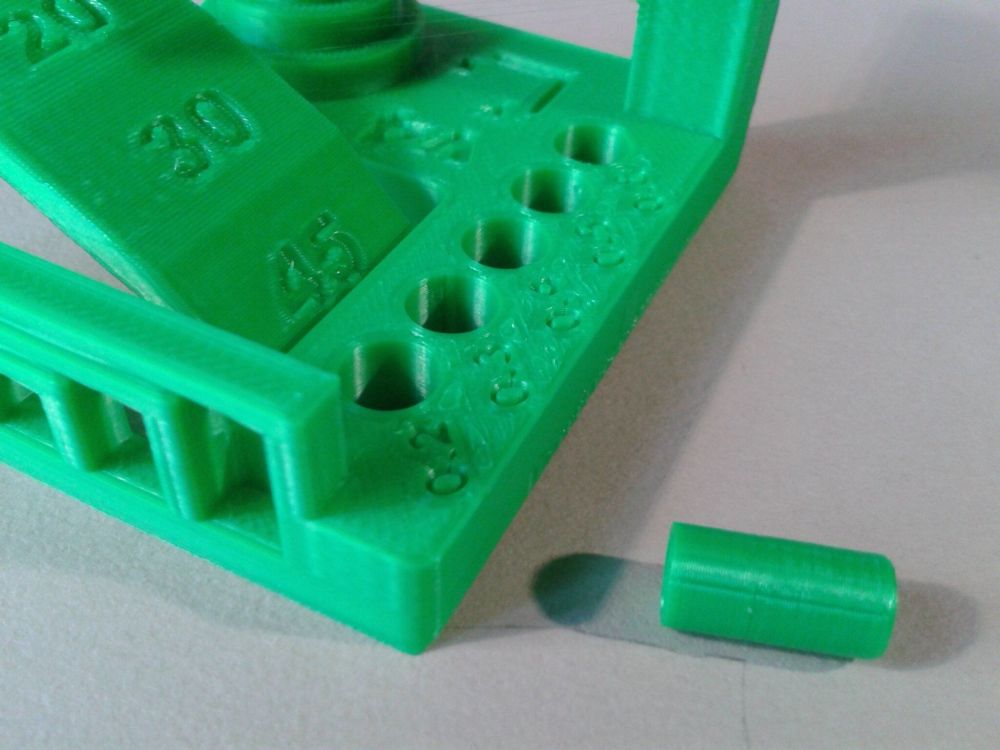
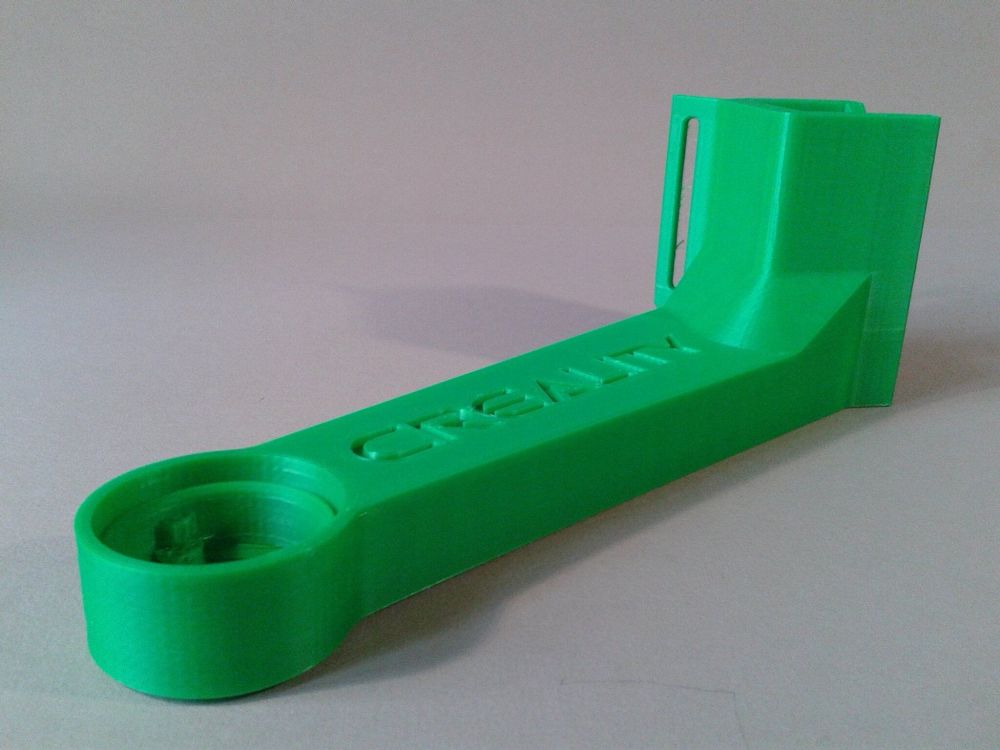
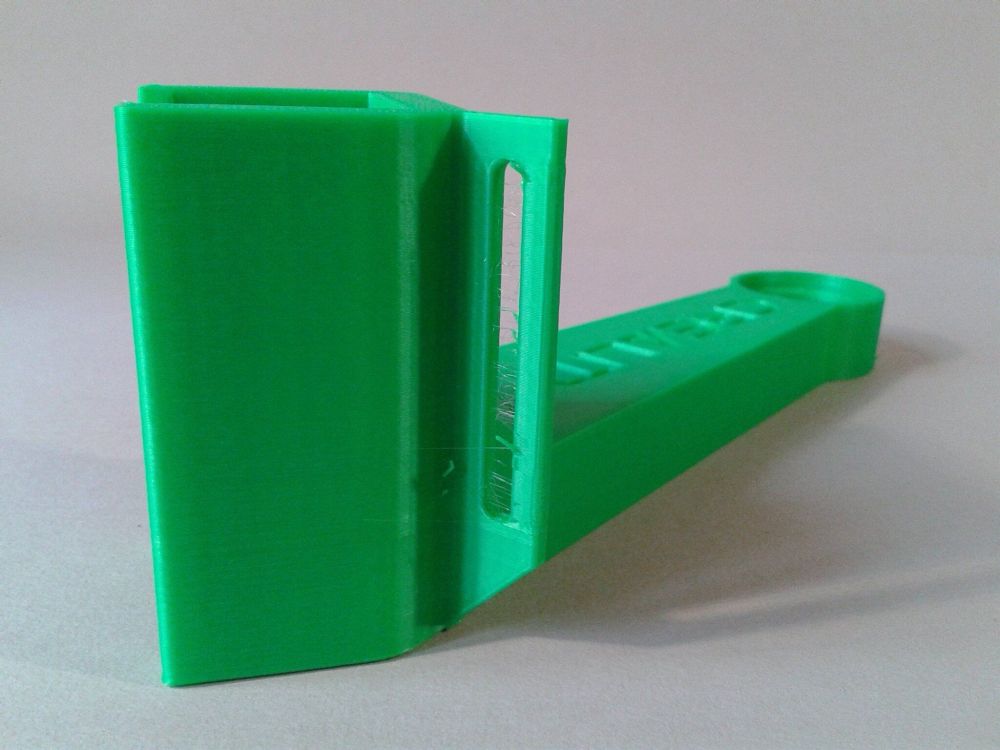
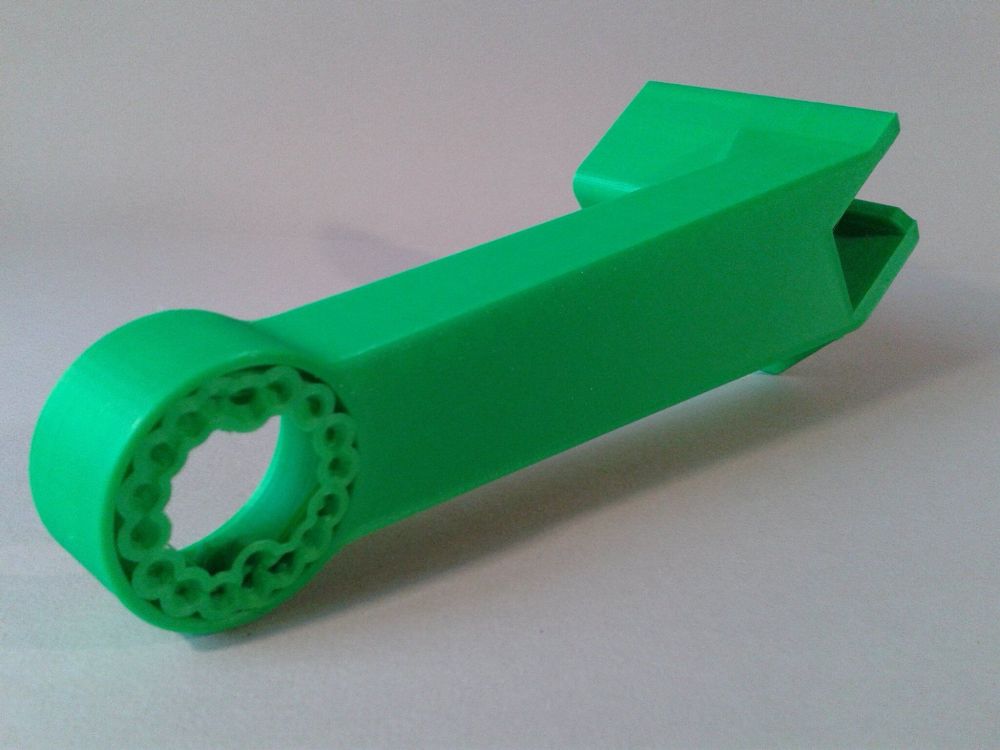
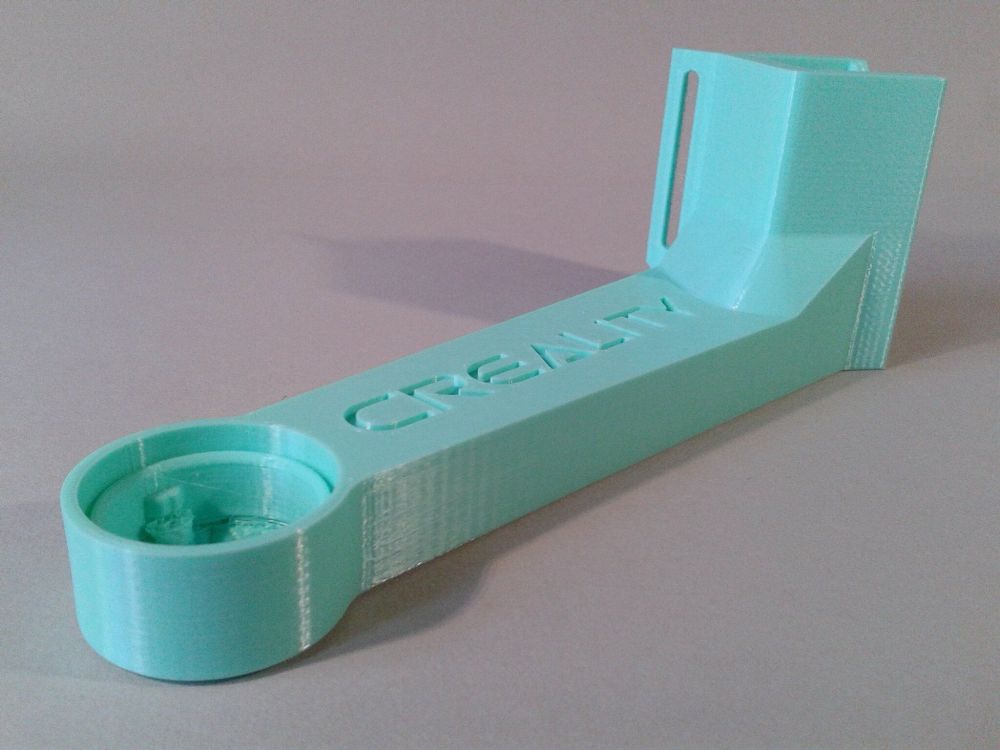
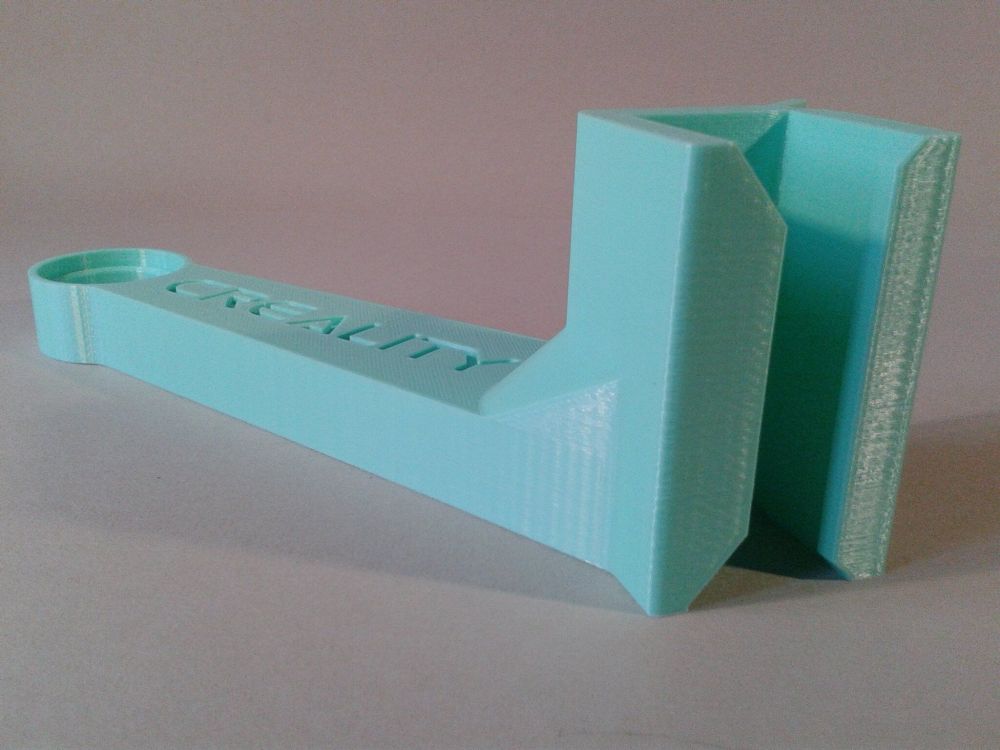
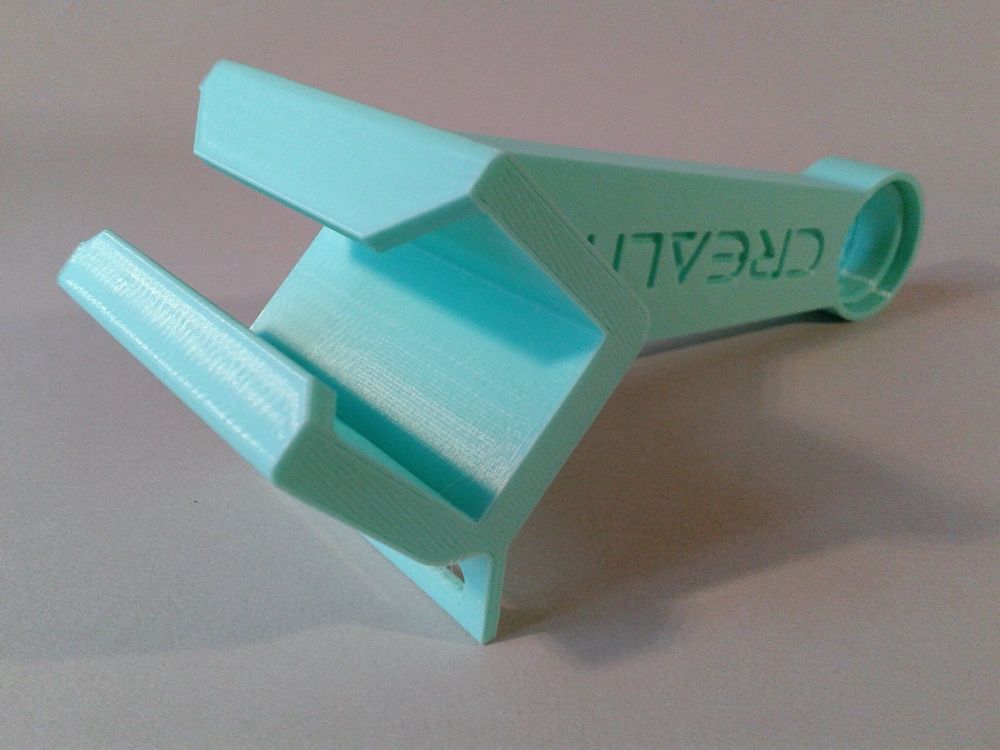
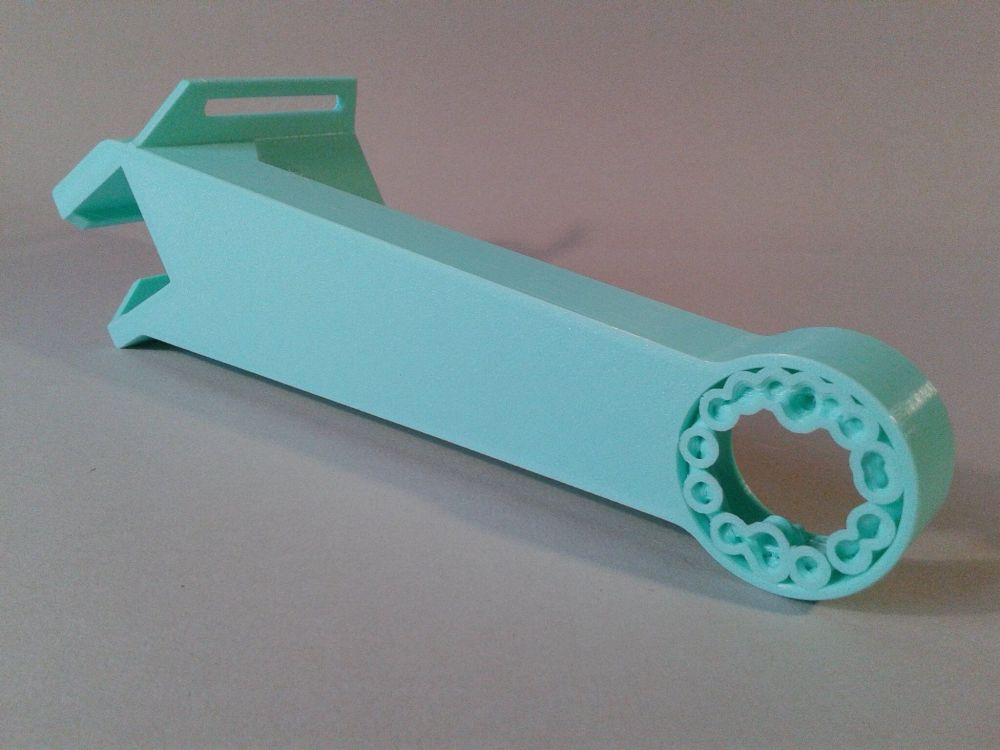
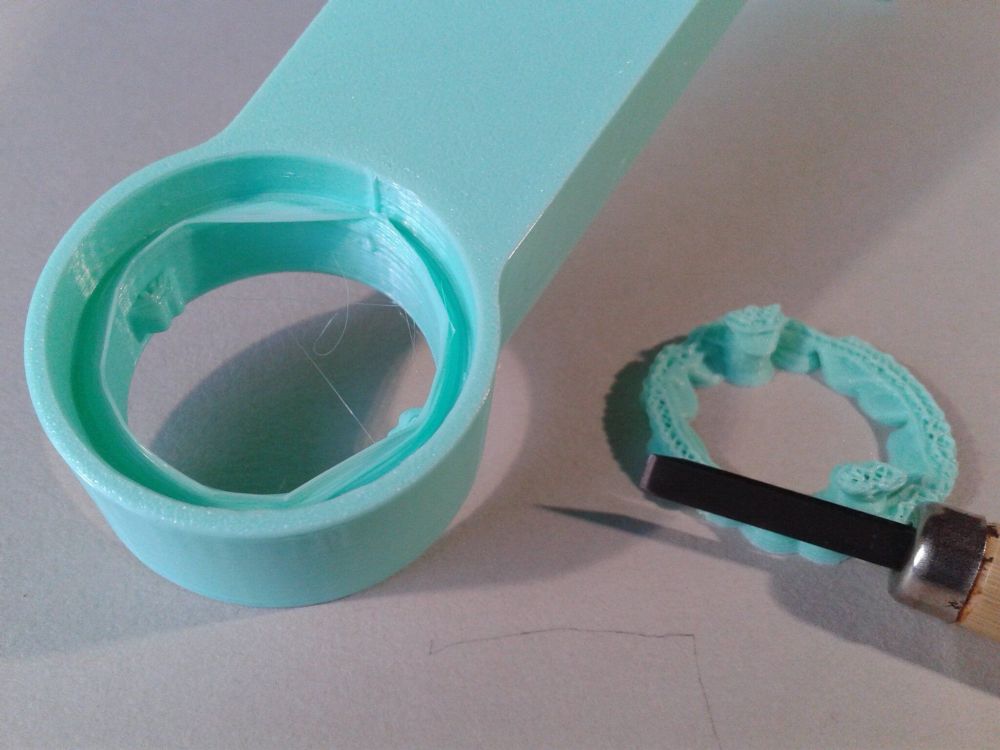
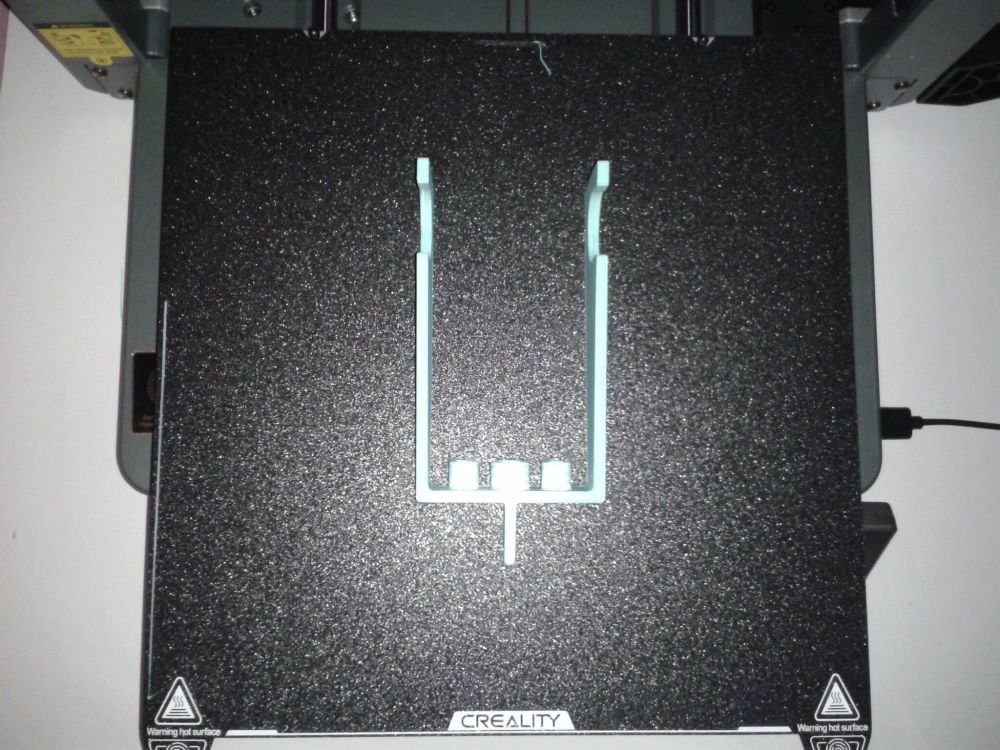
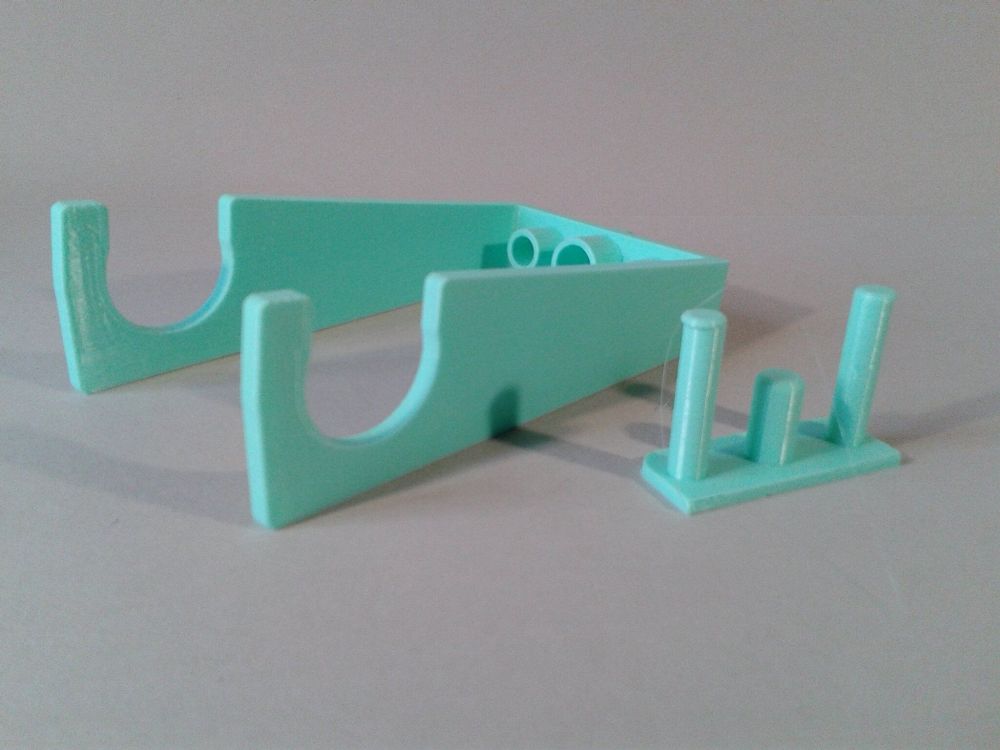
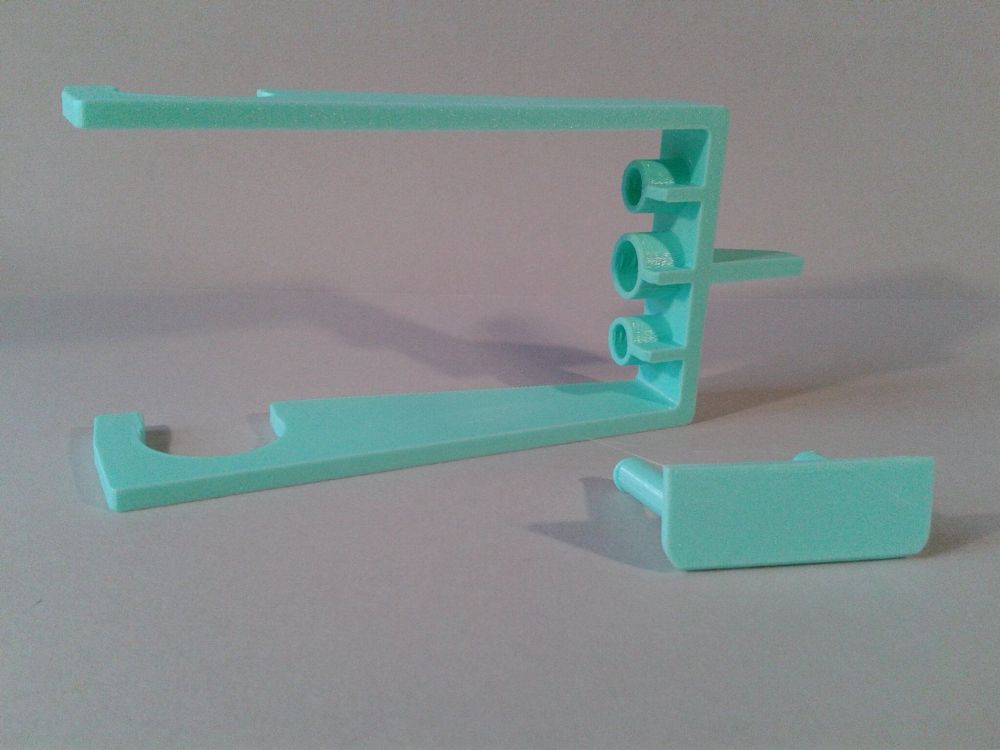
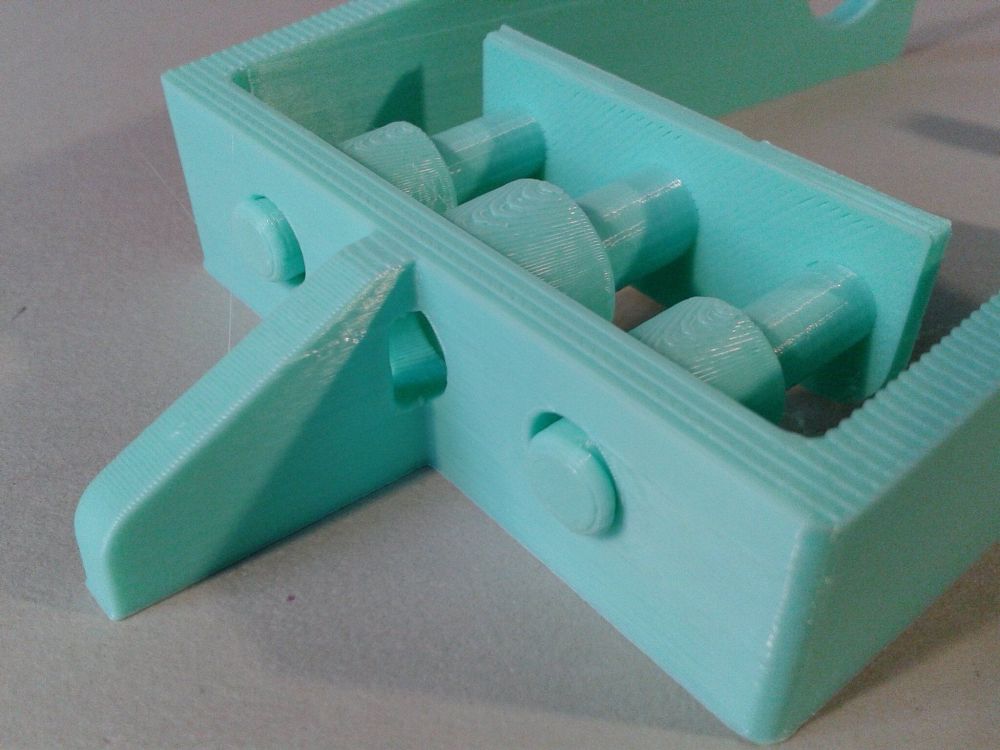
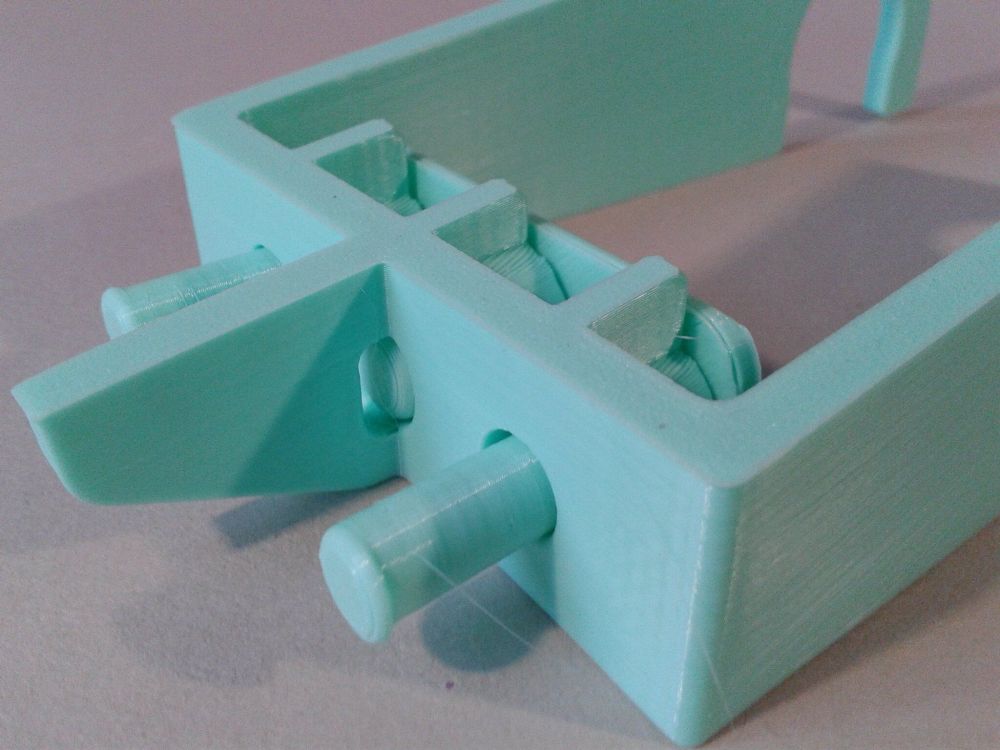
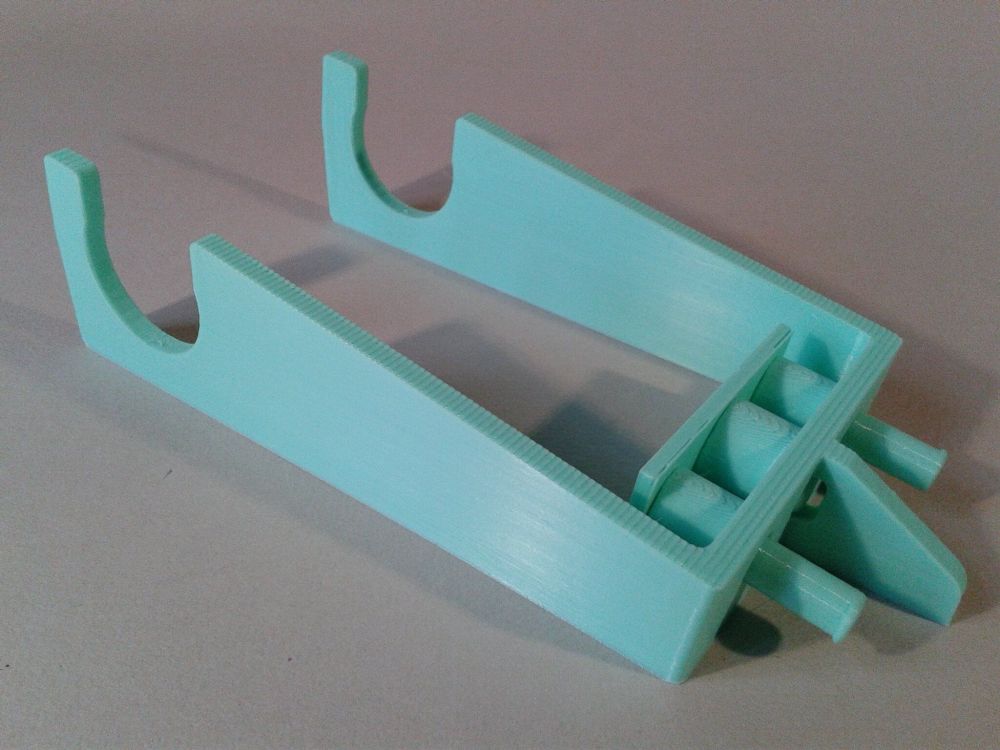
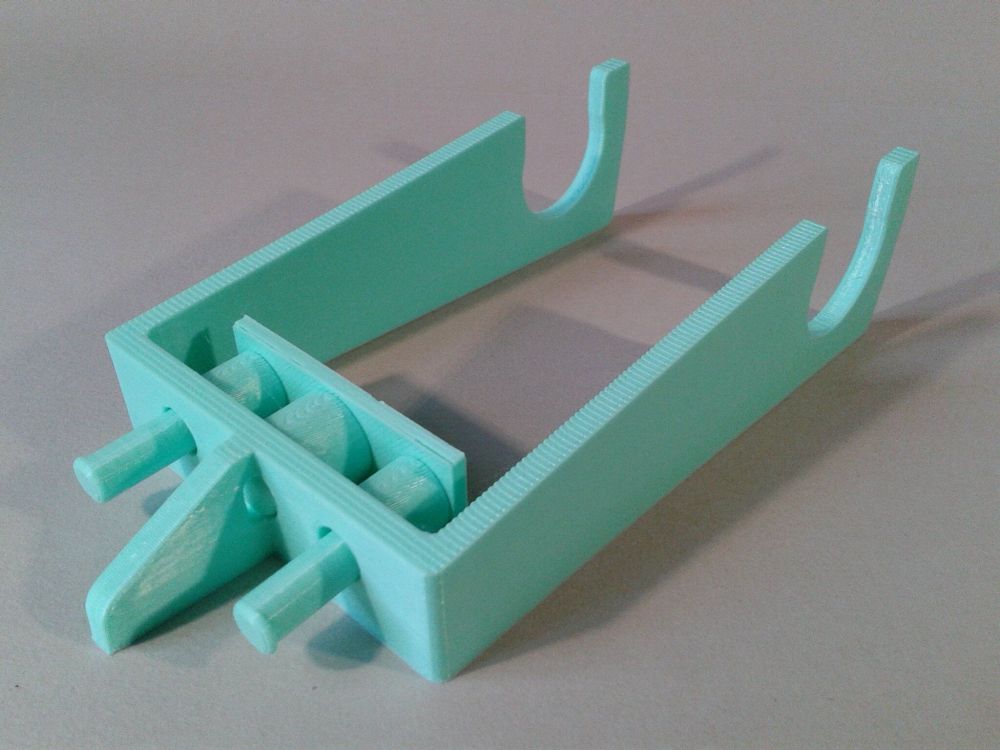
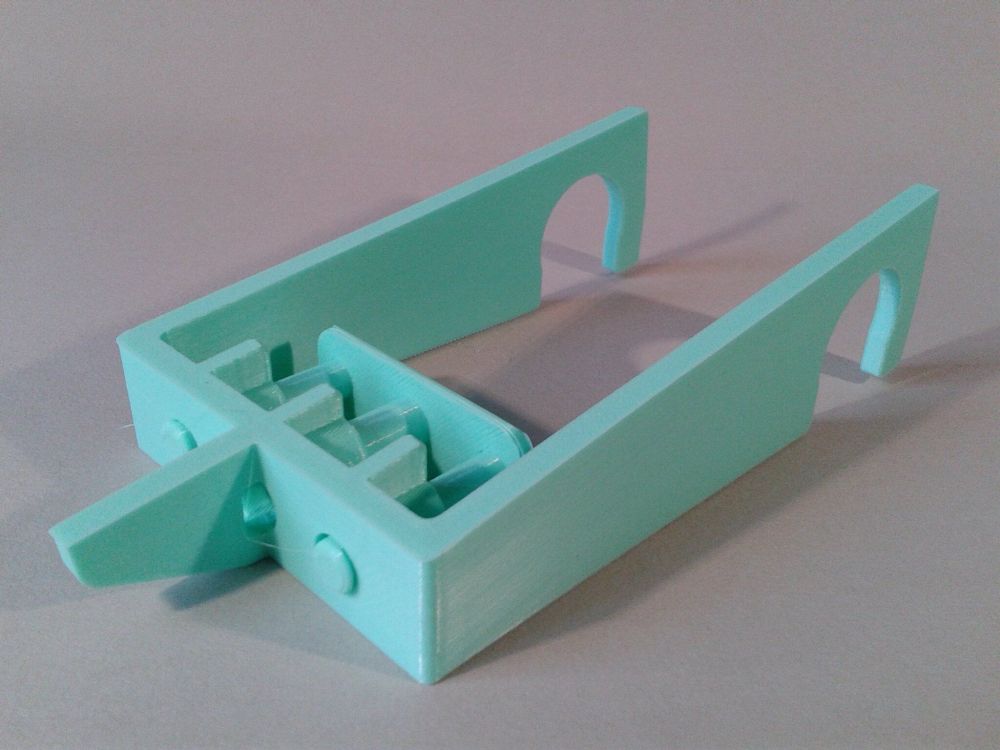
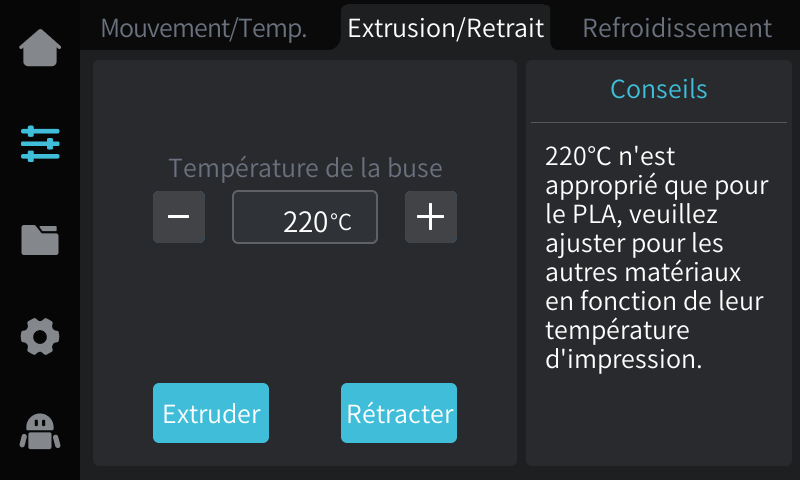
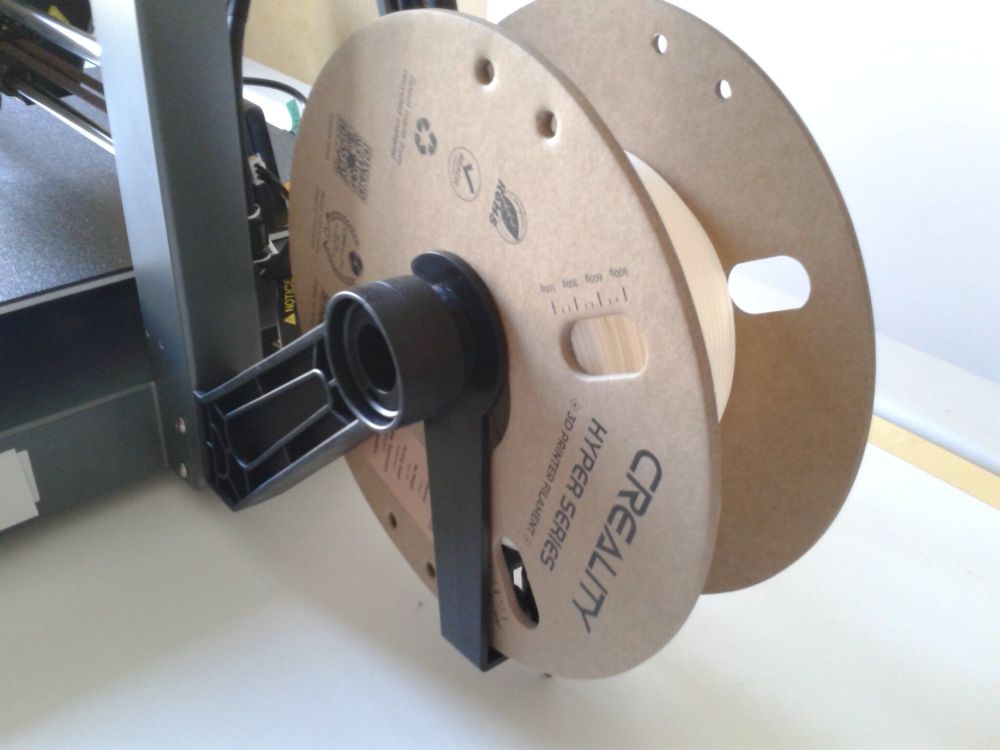
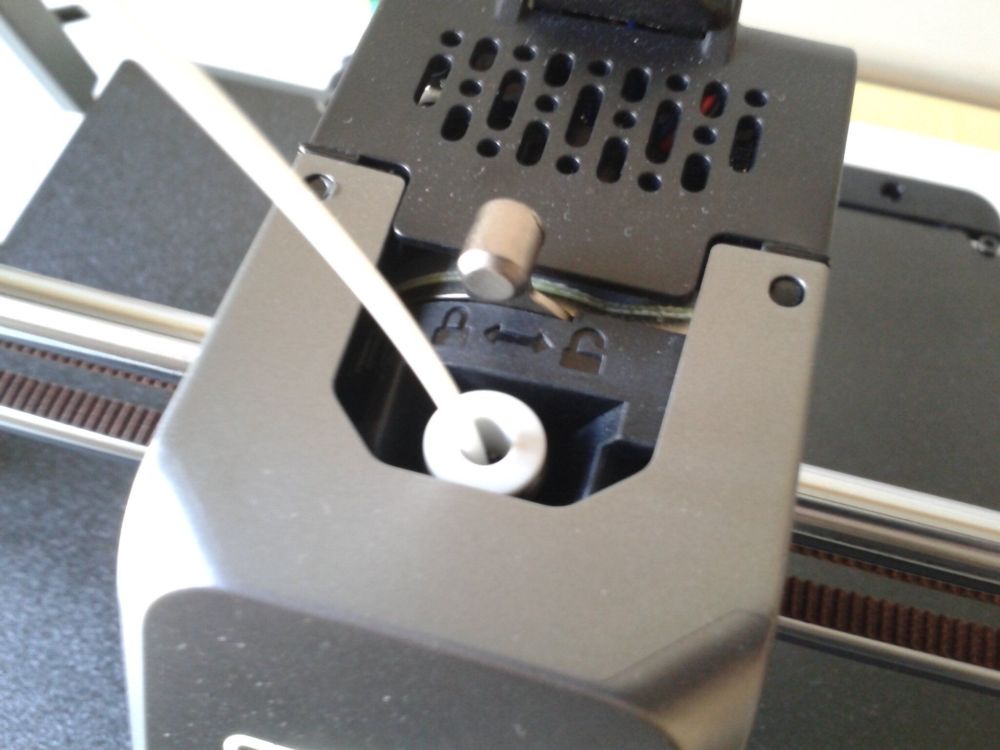
Impressions de tests, pré-tranchées fournies Sur la clé USB Je n'ai pas imprimé les fichiers sur la clé USB, mais ceux en mémoire interne de la machine. En mémoire de l'imprimante ( juste après MAJ firmware v1.2.3.8 ) md5sum des fichiers .gcode en mémoire de l'imprimante ( juste après MAJ firmware v1.2.3.8 ) 3DBenchy-Ender-3 V3 Plus_14m26.gcode md5sum du fichier imprimé > 42a6d13063f00de3c2ce7acbe2e007c3 Filament > Hyper PLA White Creality 3DBenchy-Ender-3 V3 Plus_14m28.gcode 1b3154935909c494953cf6873501a90f Changement de filament Même si l'idéal pour éviter un risque de morceau de filament qui reste dans l'extrudeur, c'est de déconnecter le tube PTFE a l'entrée de la tête d'impression, pour couper l'ancien filament à ras de l'entrée de l'extrudeur puis via l'écran de contrôle de faire des demandes extrusions tout en poussant le nouveau filament jusqu'à ce qu'il soit entrainé par l'extrudeur et avoir passé un volume suffisant du nouveau filament afin d'avoir correctement purgé. Comme il y a l'option "Retracter" et pour la tester Il semble que lors d'une demande de rétraction, il y a automatiquement de fait une extrusion ... ( lors de l'étape "Préparation" et cette extrusion avant de rétracter est idéal pour réduire la possibilité d'un blocage du filament lors de sa rétraction. ) Déverrouillage de l'extrudeur, retrait du tube PTFE et extraction manuel en tirant sur le filament s'il ne sort pas tout seul. (Idéalement déconnecter le tube PTFE avant la demande d'extrusion pour rapidement (avant que la pointe de filament ne refroidisse et durcisse,) placer le levier de l'extrudeur en position déverrouiller et tirer le filament juste après la rétraction.) Couper le bout de filament partiellement fondu pour faciliter son passage et éviter tous blocages dans le tube PTFE et capteur de fin de filament avant de son retrait manuel Préparer et charger la nouvelle bobine On coupe afin d'avoir une pointe et un filament bien droit. Chargement sur le porte-bobine et passage du filament dans le capteur de fin de filament et jusqu'à l'autre extrémité du tube PTFE de guidage Introduire le filament dans l'extrudeur ( forcer légèrement pour passer les roue dentée d'entrainement du filament de l'extrudeur ), repositionner le levier en position verrouillé, reconnecter le tube PTFE, faire une demande d'extrusion pour vérifier que tout semble correcte et pour purger. CRtestcube_Ender-3 V3 Plus_26m.gcode 75129c6bf35c13f443293761054d8f22 Filament > CR-PLA Fluo-Green Creality Cam-mount-Ender-3 V3 Plus_1h12m.gcode fd5f027bd430ed2baa6a40ce2c4f60c3 Scraper-Ender-3 V3 Plus_34m.gcode 069b57578b01888f678aad3ec8f61d3f Comme j'ai lancé cette impression après avoir connecté et configurer la "Nebula camera" du "Nebula Smart Kit" reçu Un fichier vidéo timelapse de l'impression est disponible en fin d'impression Phone_Stand_V2 by Layer_Adder-Ender-3 V3 Plus_1h.gcode e27897d4546a209e550157b0e0412463 ksr_fdmtest_v4 by Autodesk&kickstart-Ender-3 V3 Plus_1h58m.gcode e9c43d70a0e55dd74d2e8f61b143dbc1 Le cylindre "0.2" se détache après l'avoir légèrement forcé. top-spool-holder-ender-Ender-3 V3 Plus_2h2m.gcode 0735fdcec981e3fff609892087f8c0a0 top-spool-holder-Ender-3 V3 Plus_1h41m.gcode 2a7c32110e33bacc9b9318bd9336e86e Filament > EN-PLA+ Jade Green Creality Spool guider-part A 1213-Ender-3 V3 Plus_1h4m.gcode d45287787bb868dafd76d8a57fbdd210 Spool guider-part B 1213-Ender-3 V3 Plus_20m.gcode aeddf3008d388806fc841a5f6cf3072a















































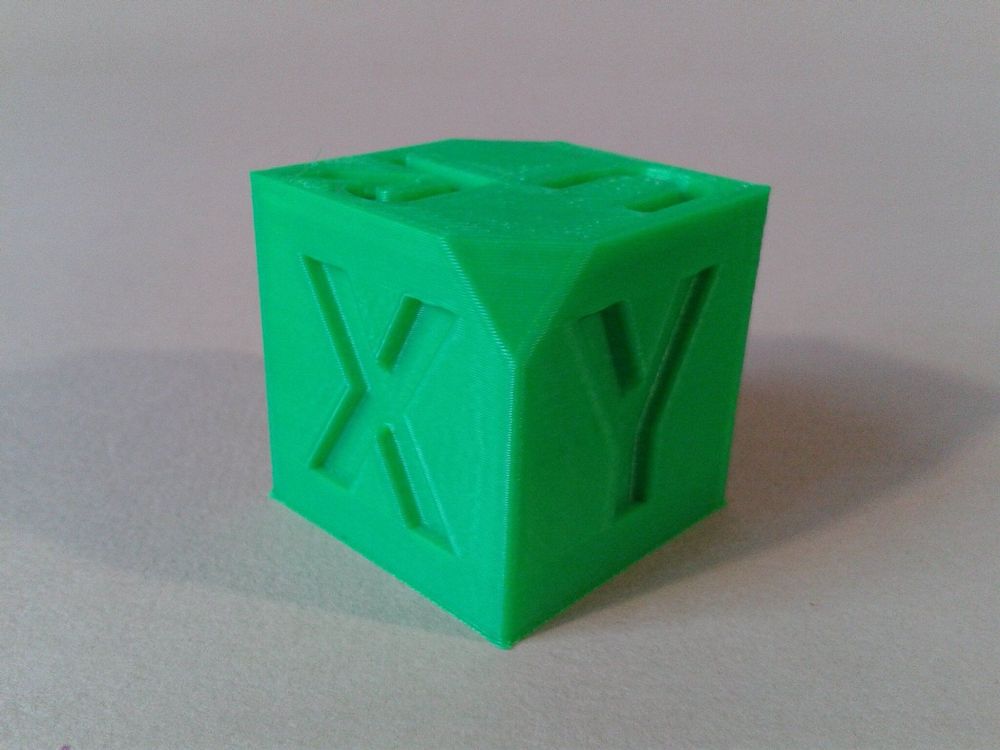

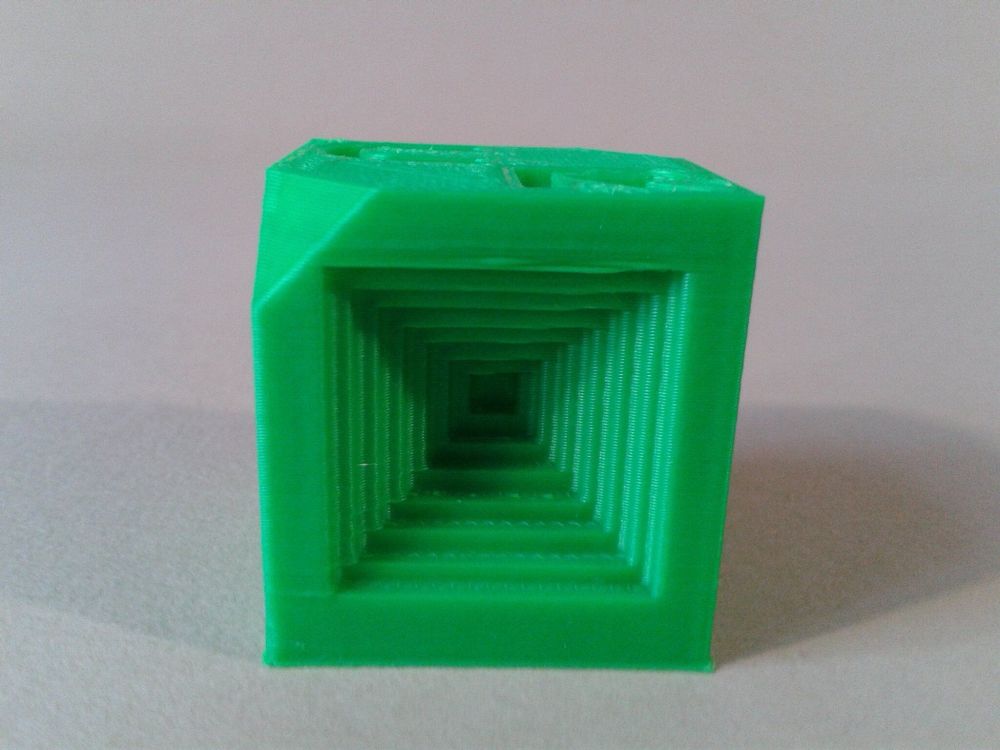
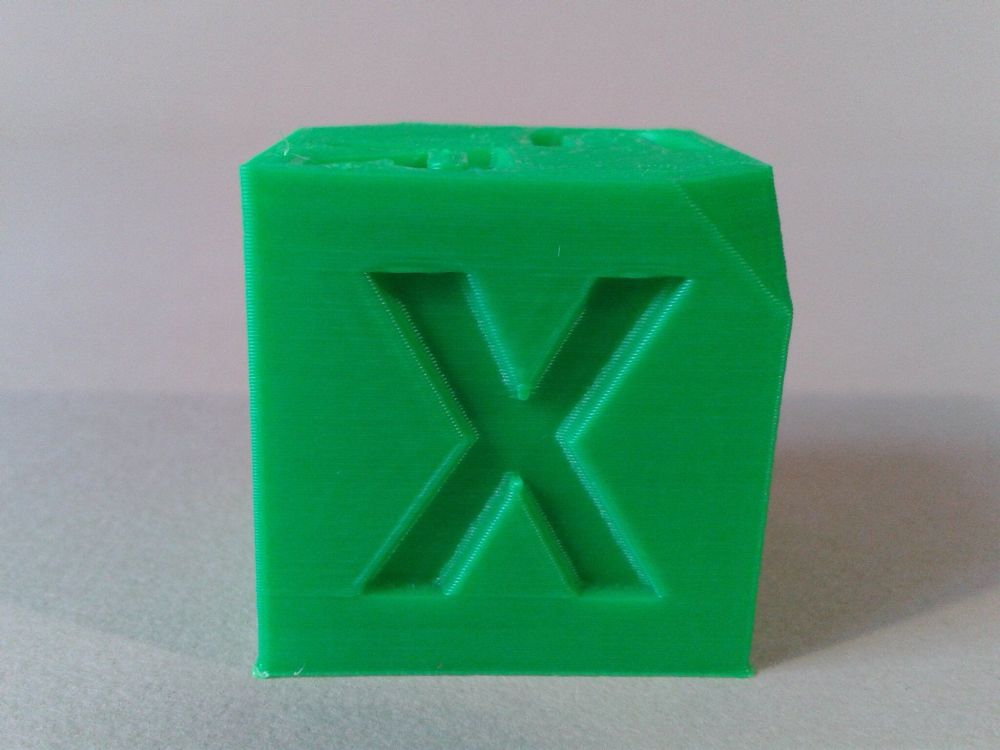
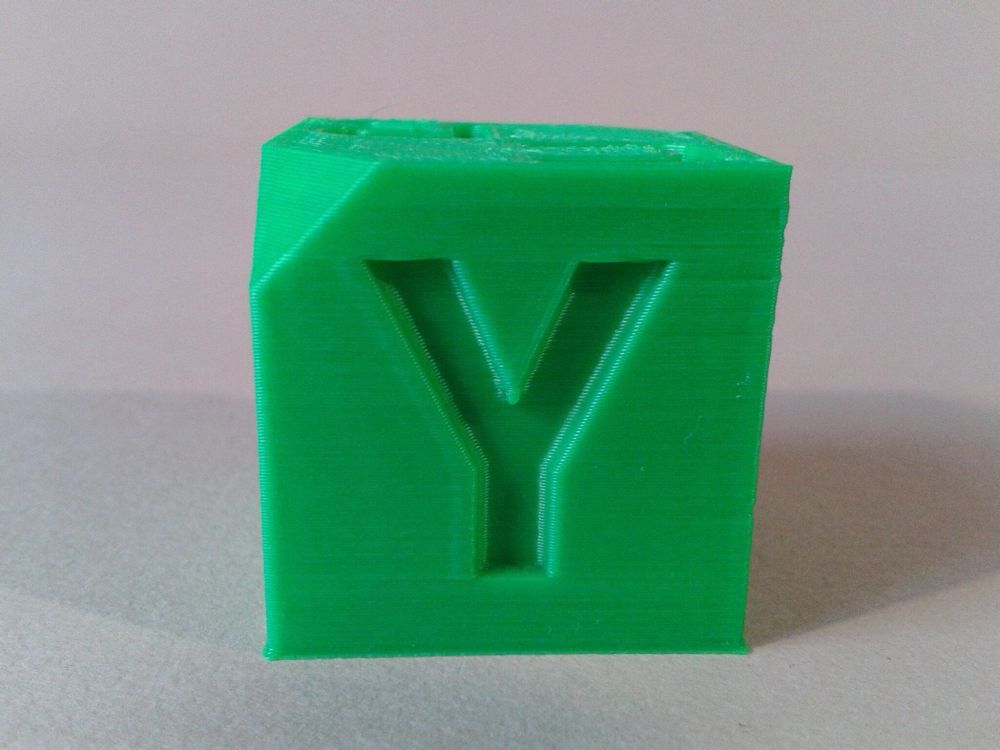
























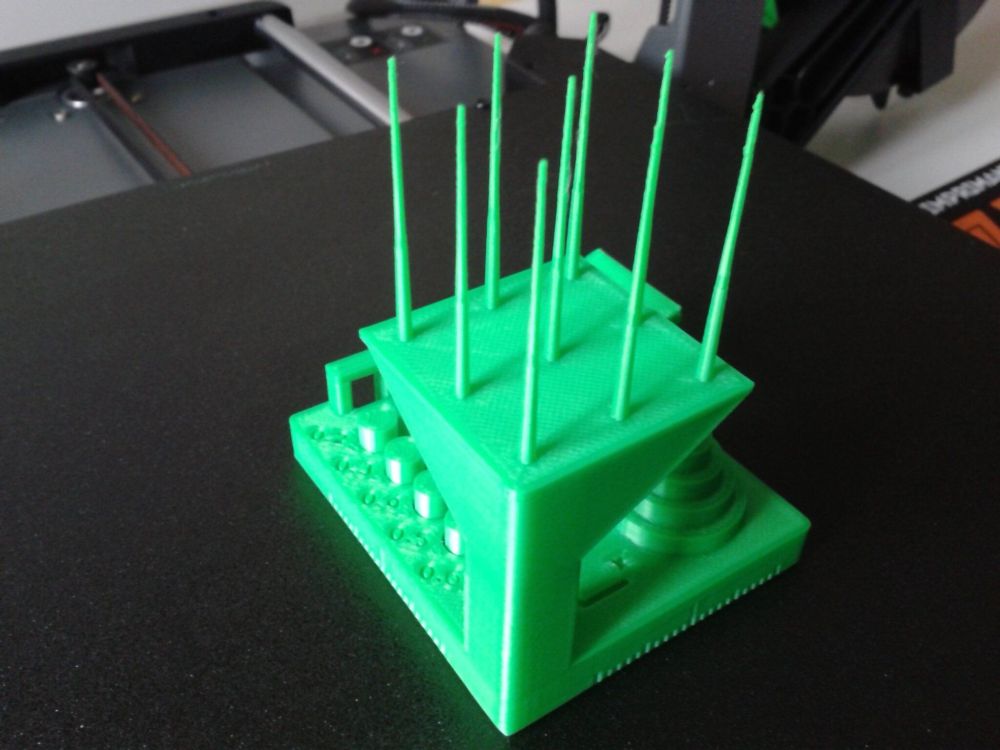
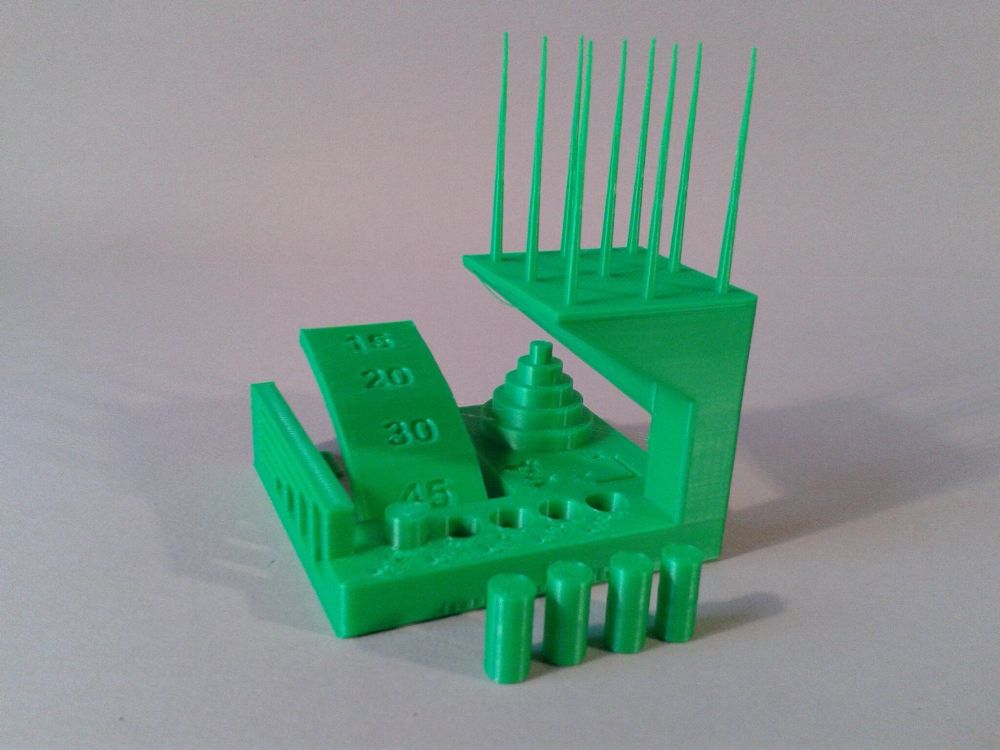
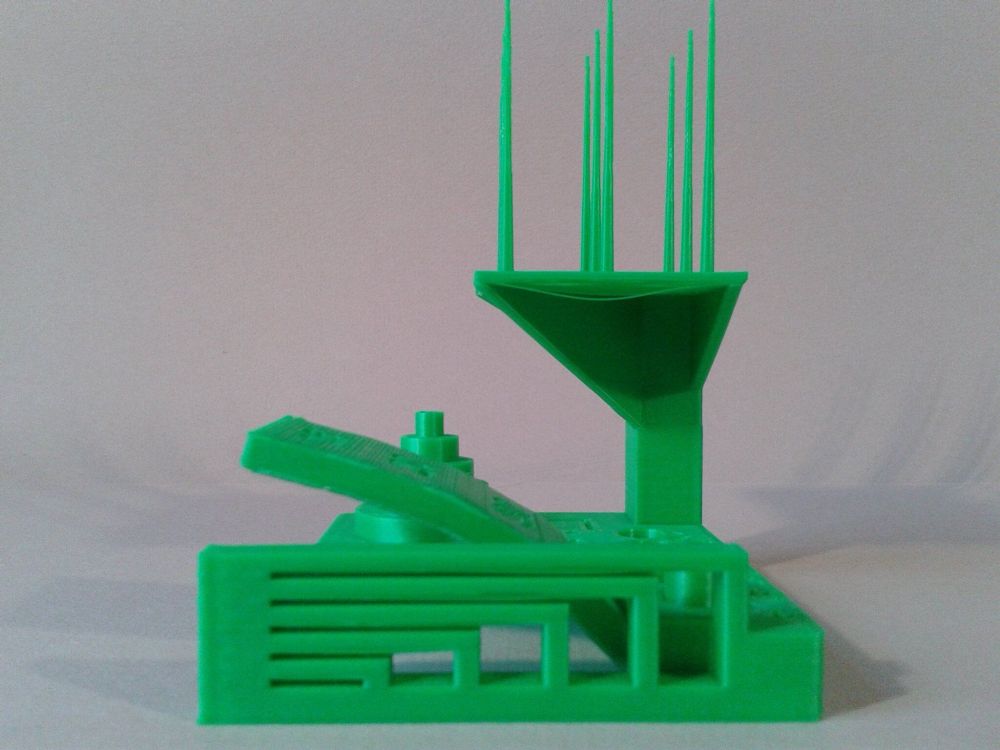
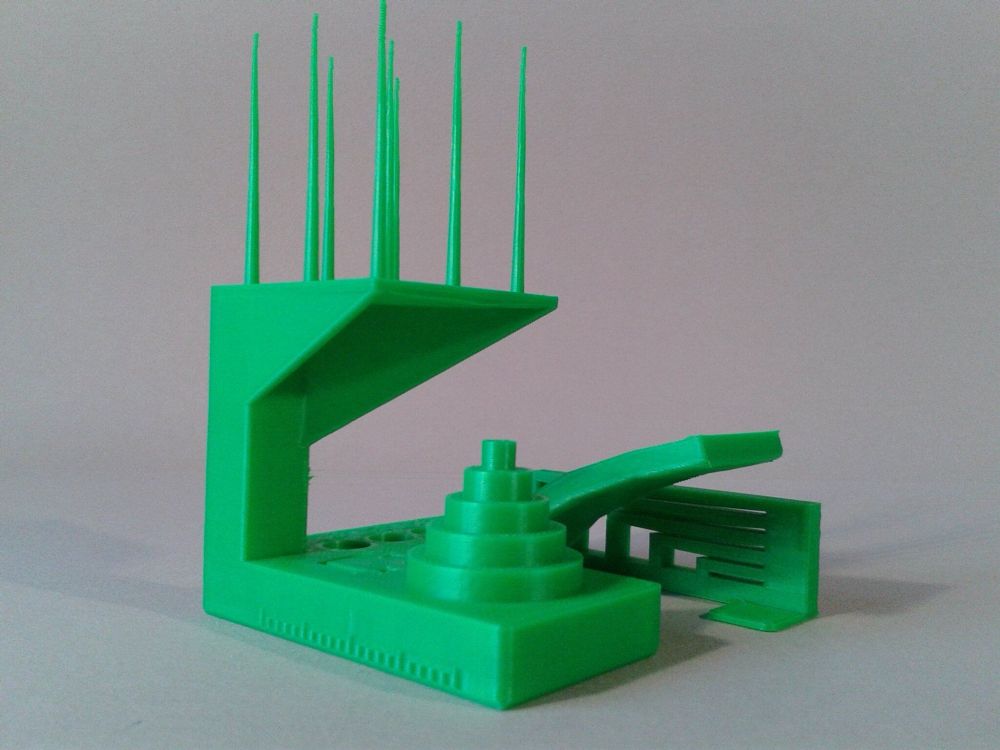























 1 point
1 point -
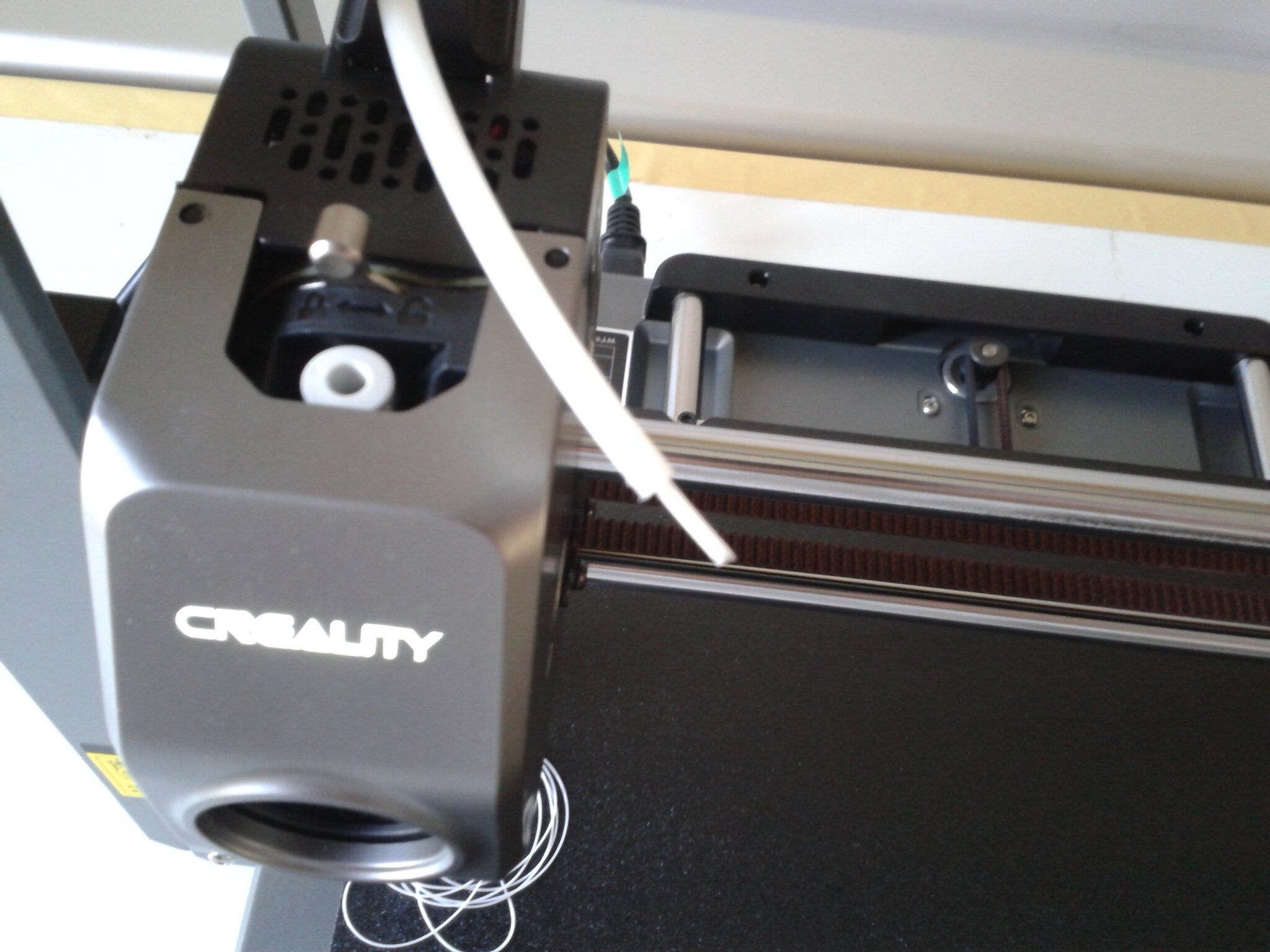
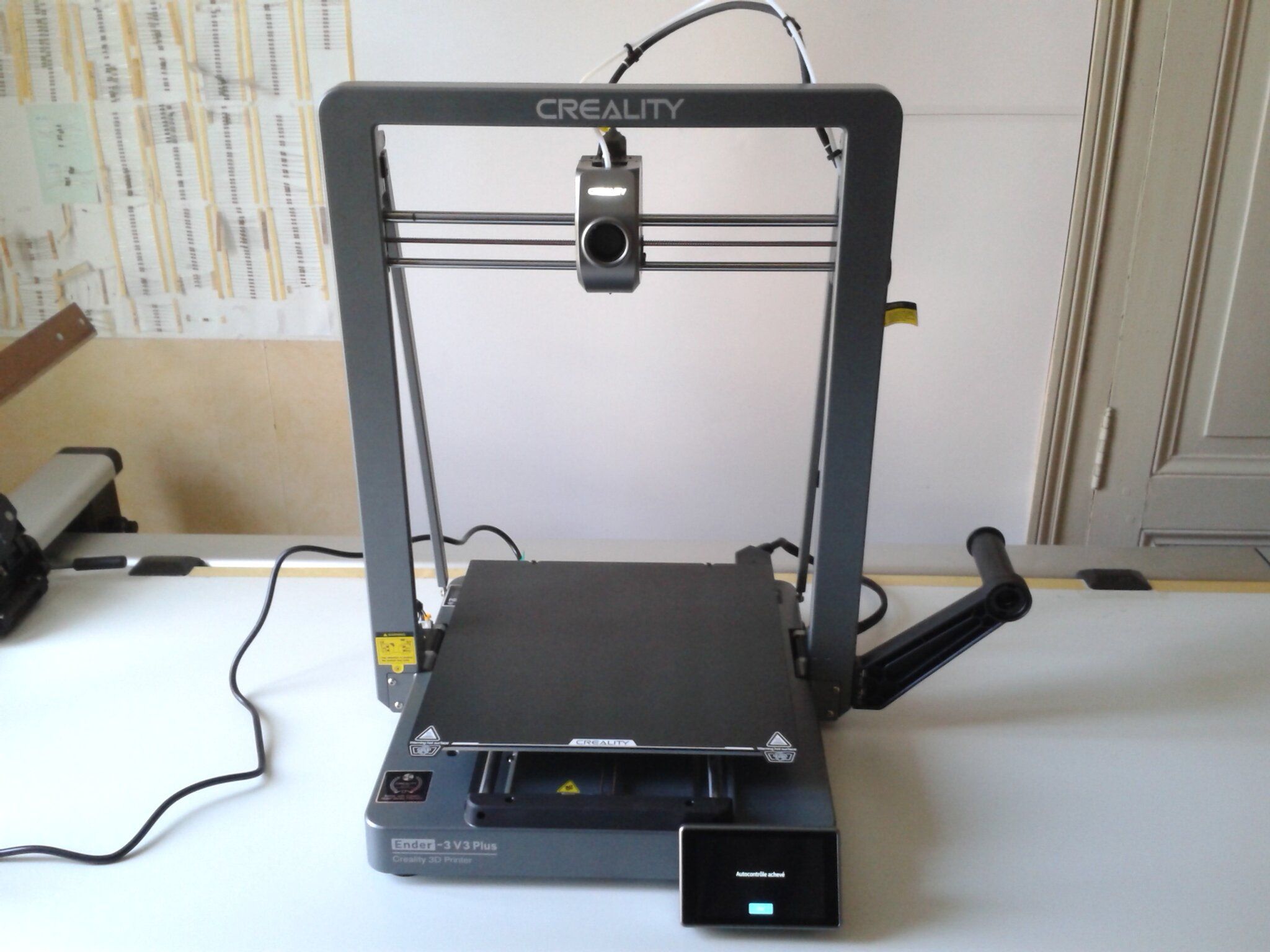
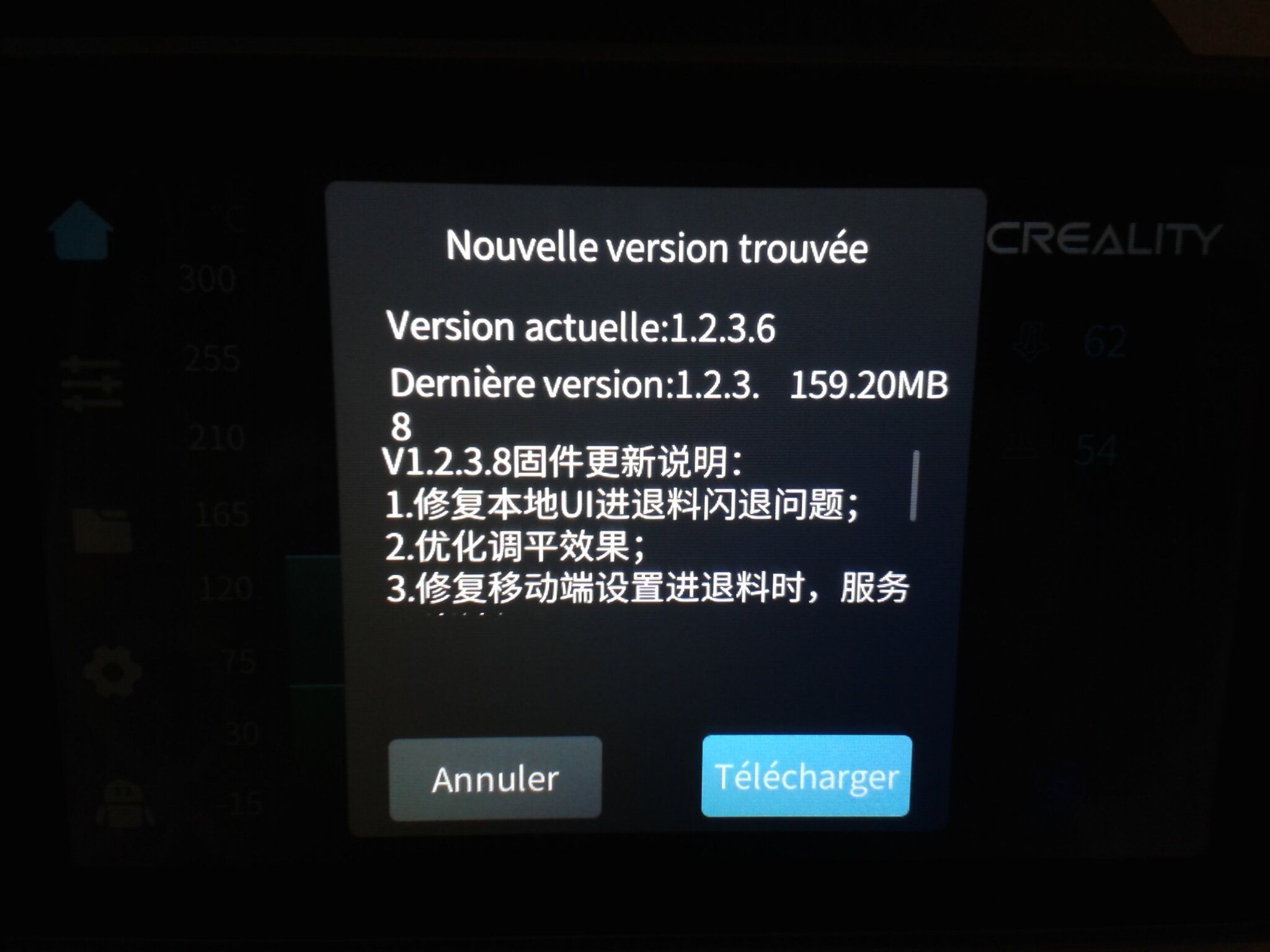
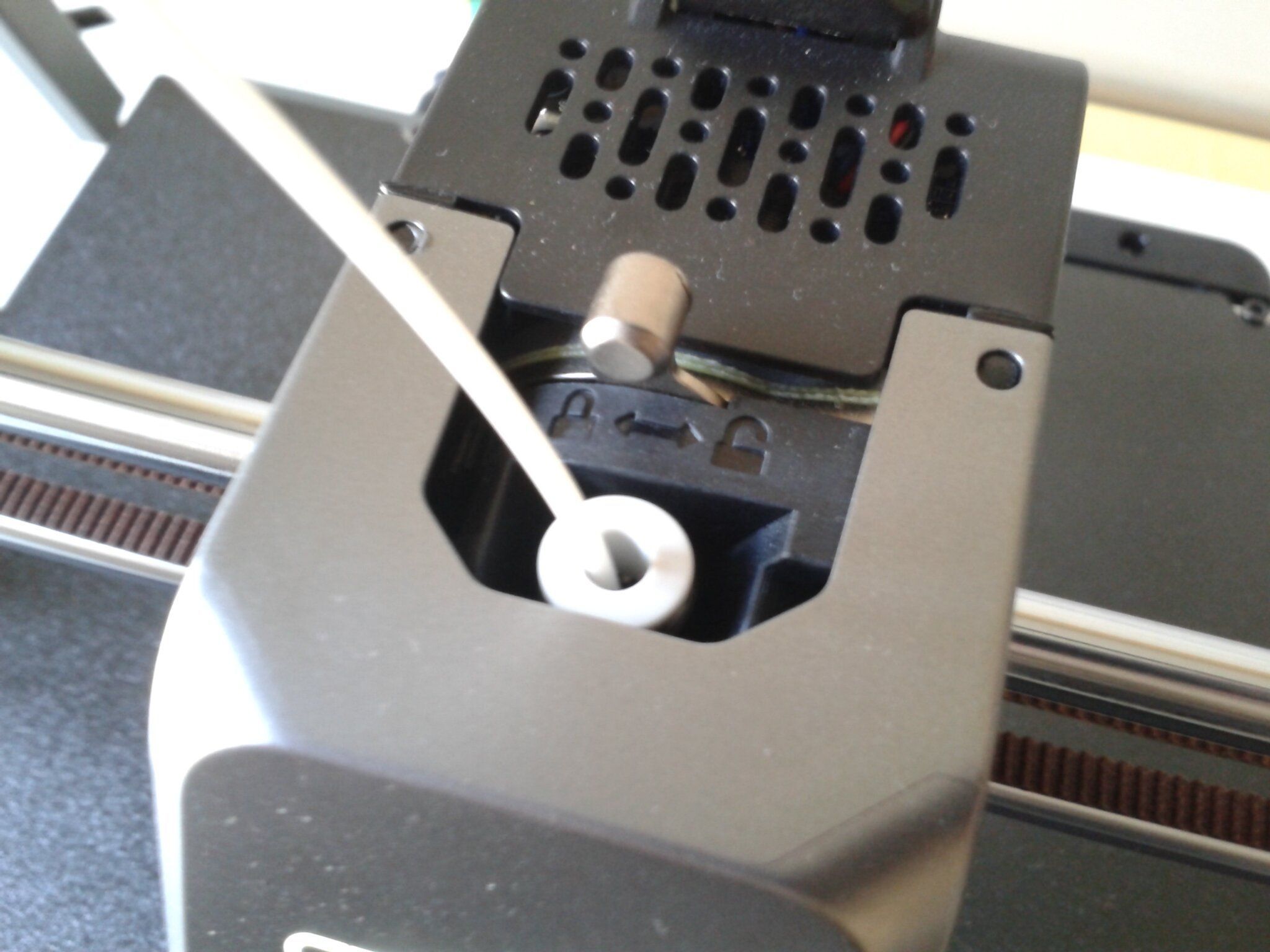
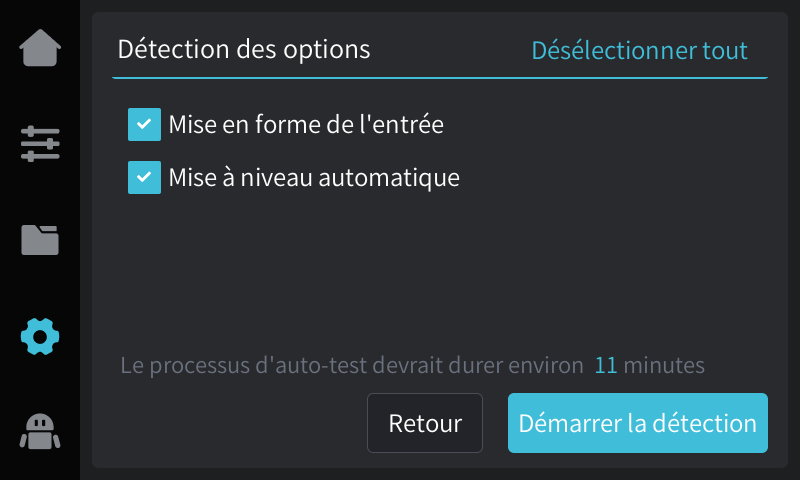
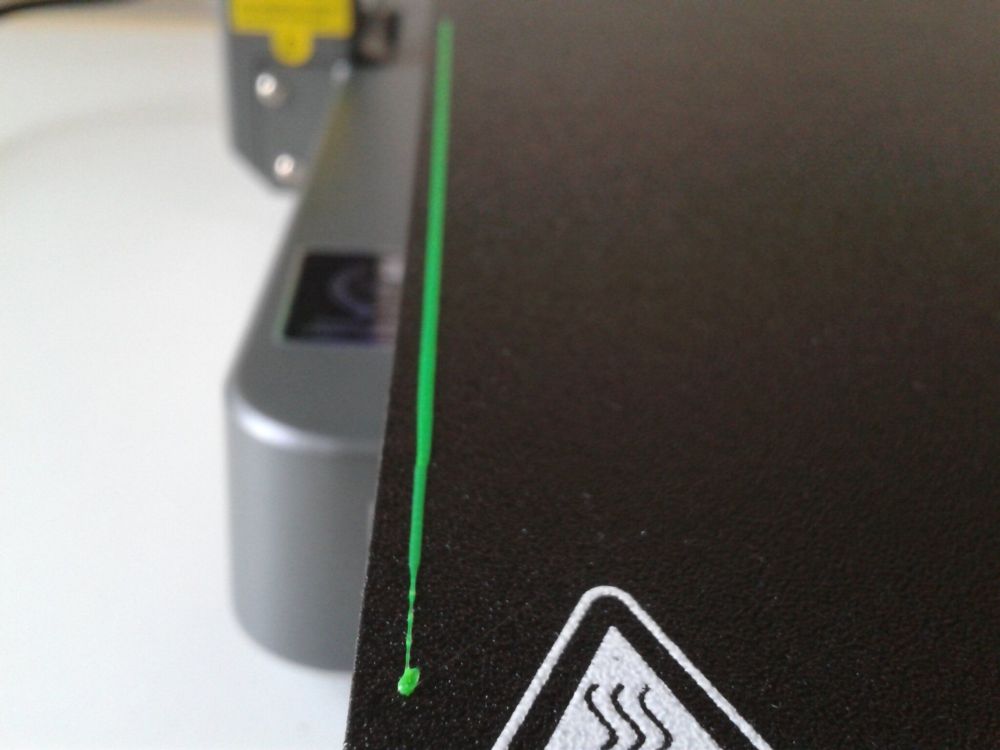
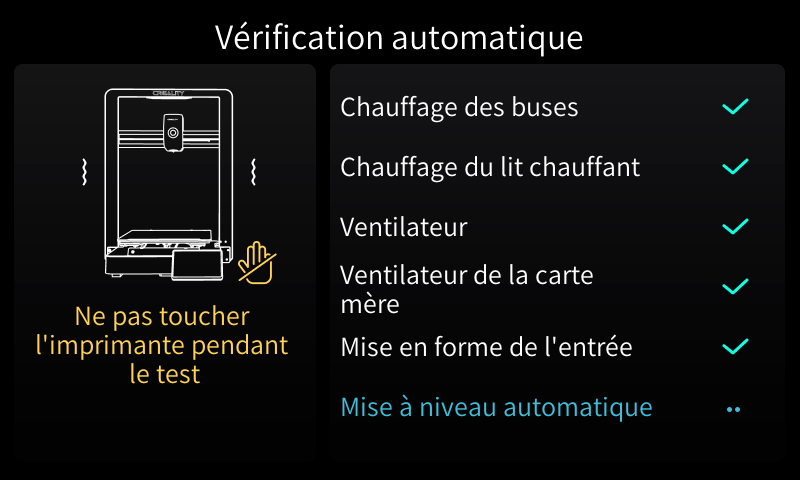
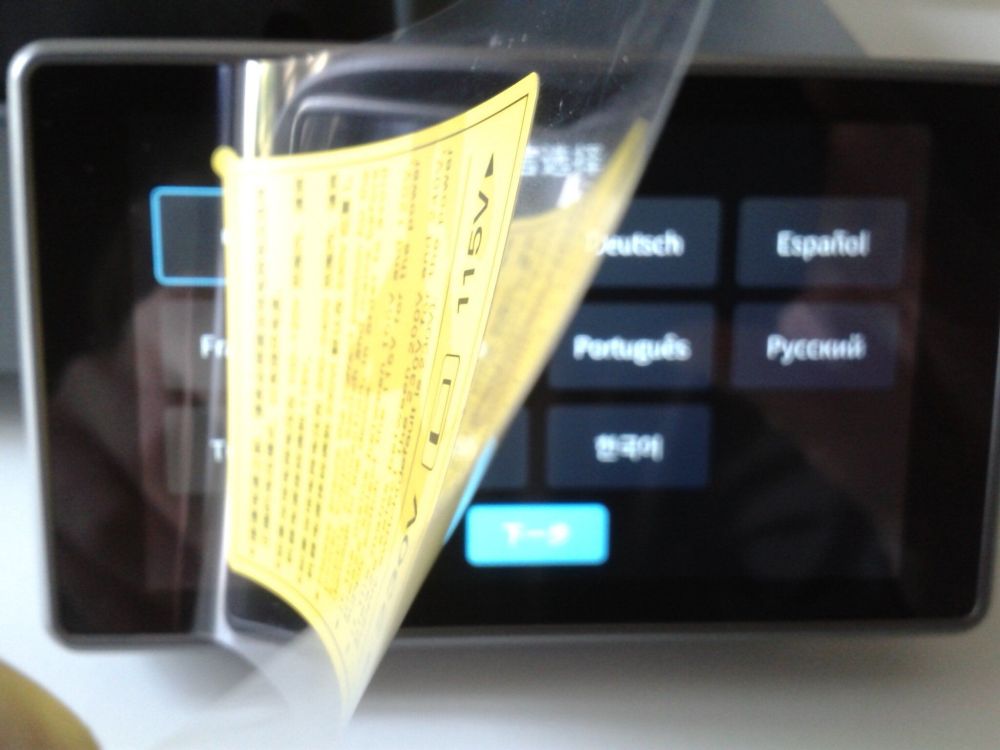
Mise en fonction Au démarrage Un écran statique puis une animation en boucle quelques secondes (~15 à 30 secondes) Au premier démarrage Écran "Sélection langue", acceptation de la "Politique de confidentialité", configuration réseau Wi-Fi, paramétrage du fuseau horaire, choix du serveur Creality Cloud, puis "Démarrer la détection" sur l'écran "Vérification automatique" ~15 minutes pour réaliser les rapides, quatre premiers teste, et testes de résonances X et Y ("Mise en forme de l'entrée"), et mise en chauffe, essuyage du nez de la buse, détermination automatique du Z-Offset et leveling ("Mise à niveau automatique"), avant de valider "Autocontrôle achevé" et d'arriver à l'écran d'accueil Pas de filament d'inséré. S'il y a la "Nebula Camera" de connecté, et un filament détecté par le capteur de fin de filament ou que l'on a débranché le capteur de fin de filament. ( ou de mise à jour disponible si connecté en Wi-Fi et qu'une mise à jour est disponible si alors, on clique "Télécharger" pour l'installer reboot Par précaution, après une mise à jour, il faut refaire la détection des résonances ("Mise en forme de l'entrée") et, détermination automatique du Z-Offset et auto-leveling ("Mise à niveau automatique"). ... ) Astuce pour réactiver le "guide" de premiers démarrages afin d'en faire de belles captures d'écran, j'ai eu besoins de ... Il faut ensuite mettre en place une bobine de filament et charger le filament On peut remarquer une led bleu témoin qui s'allume quand on passe le filament dans le capteur de fin de filament. En plus, on peut éventuellement vérifier que sur l'écran de contrôle, il n'y a plus l'icone en haut à droite qui symbolise que le détecteur de fin de filament ne détecte pas de filament (le truc jaune à côté de l'icone de la connexion Wi-Fi) . Déconnecter le tube PTFE de la tête pour après avoir basculé le levier de l'extrudeur en position déverrouillée, introduire le filament dans l'extrudeur ( légèrement forcer, on doit pouvoir introduire plus de 5 cm de filament pour garantir qu'il est bien arrivé au niveau des roues crantées d'entrainement du filament de l'extrudeur ) puis repositionner le levier de verrouillage de l'extrudeur en position verrouillé et reconnecter le tube PTFE Faire alors une demande d'extrusion pour vérifier que le filament se trouve bien correctement inséré, ne bloque pas et s'extrude correctement. D'ici, on peut alors regarder pour lancer la première impression ( éventuellement nettoyer et lubrifier les tiges lisses avec quelques gouttes d'un lubrifiant adapté (celui fourni ou par exemple du 3-en-un technique l'huile de vaseline spéciale micro mécaniques) sur un Sopalin propre nettoyer le plateau avec de l'IPA a 99.9% et un Sopalin propre, car rien que des traces de doigts peuvent gêner l'adhérence )




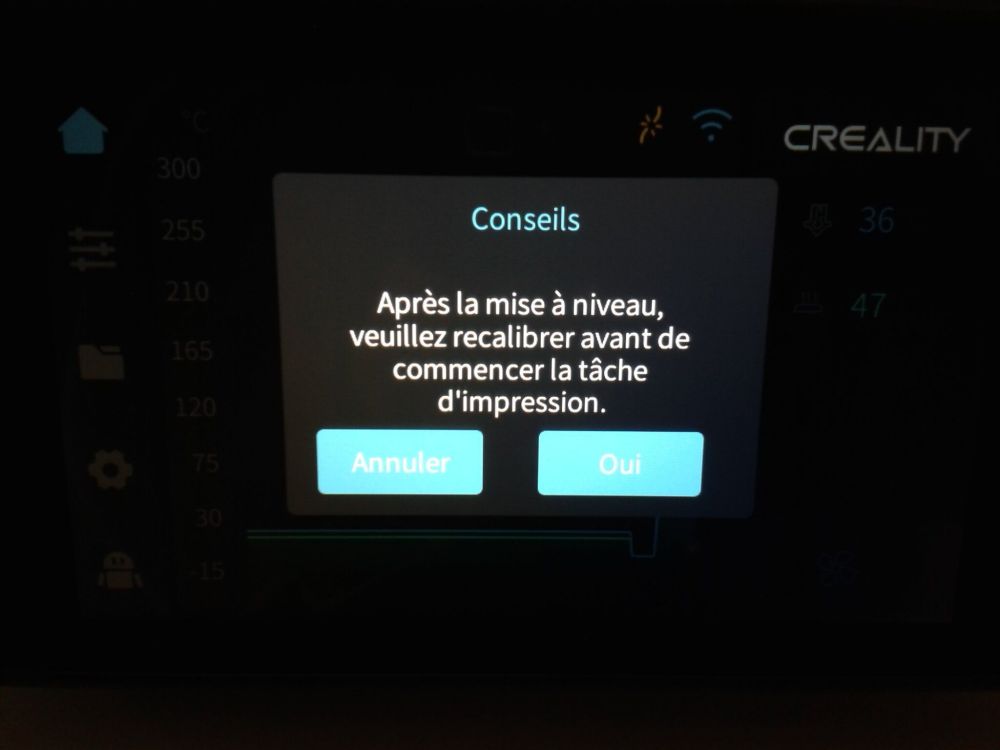
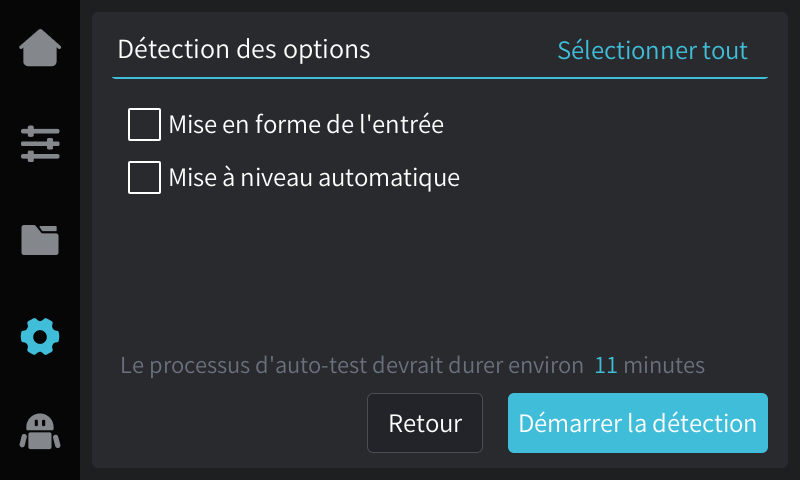
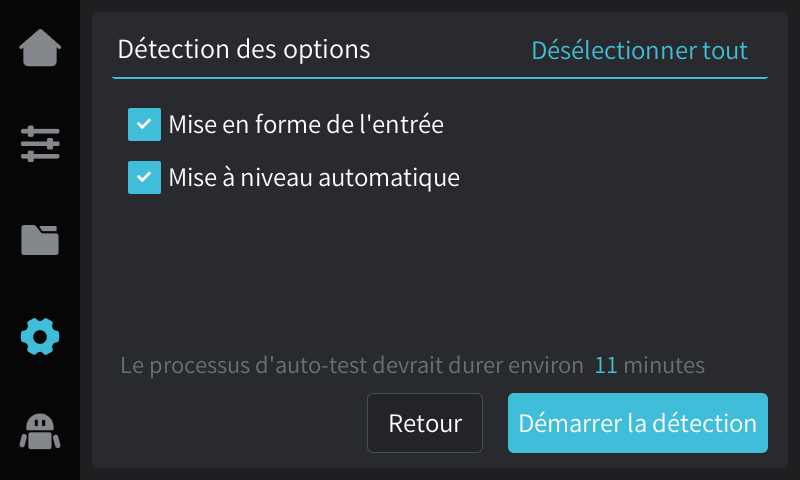
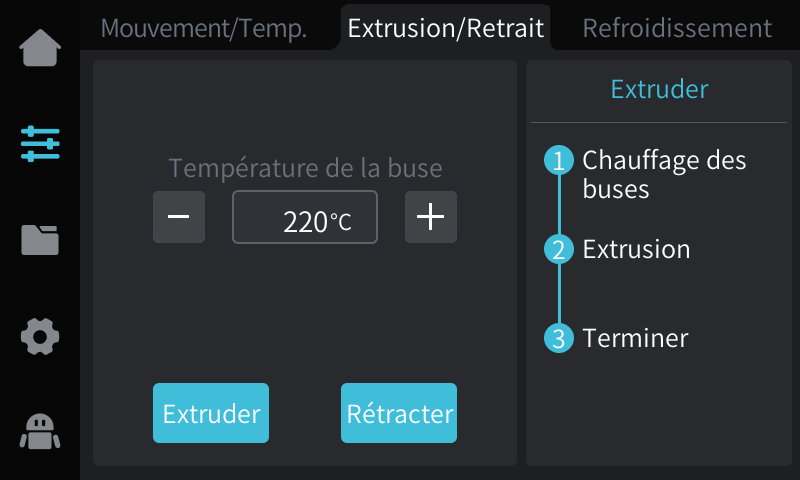







 1 point
1 point -
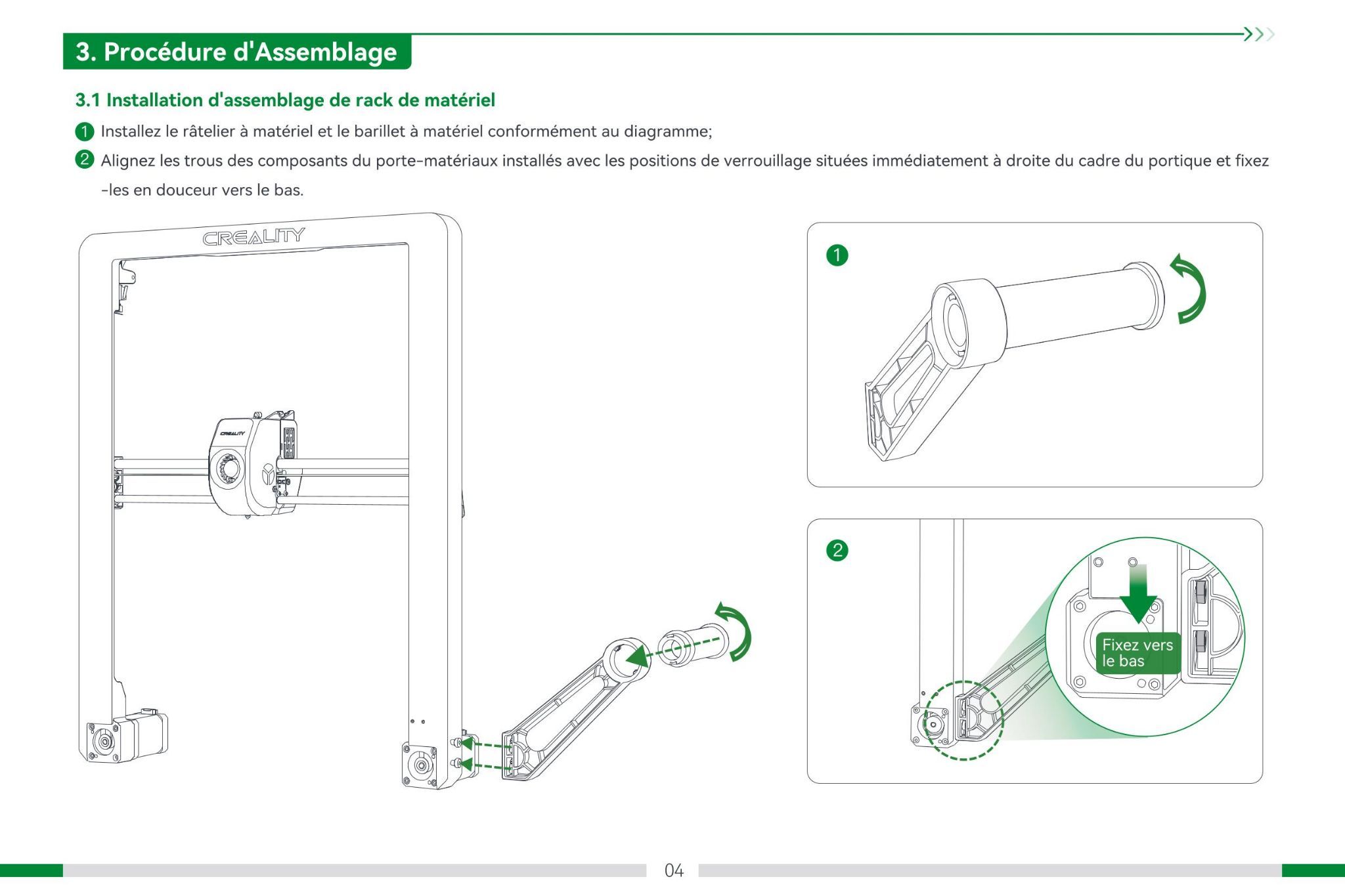
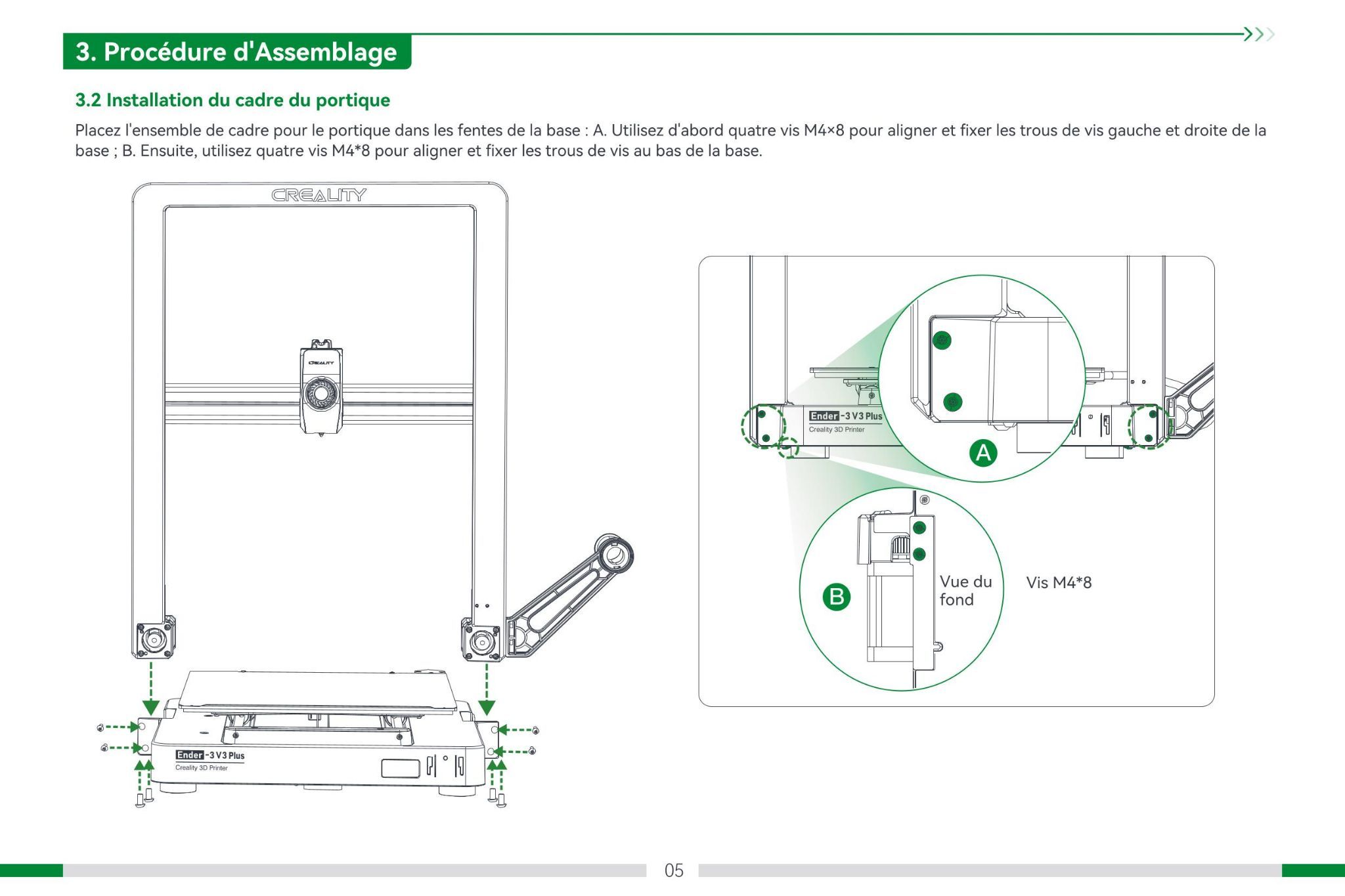
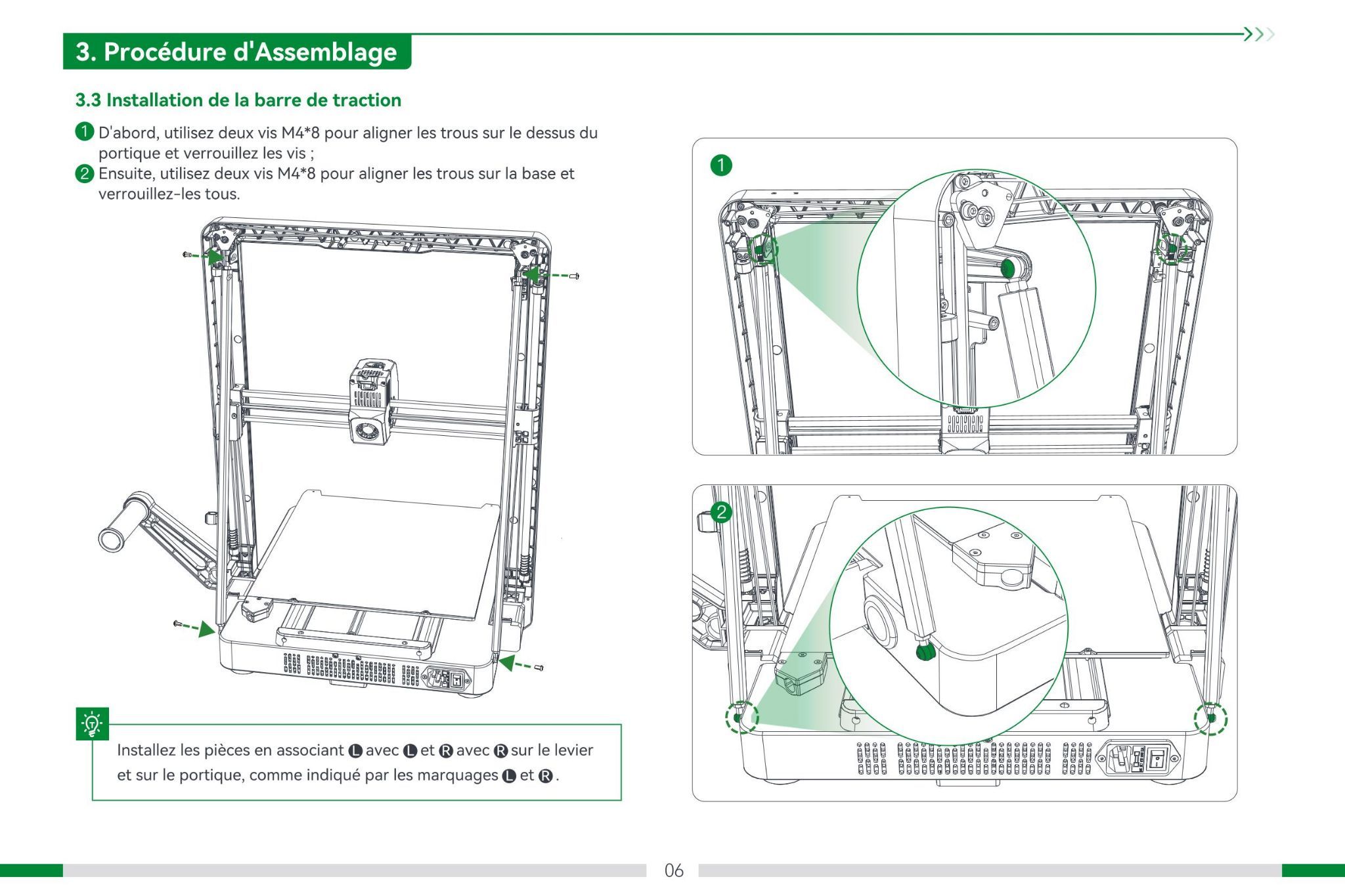
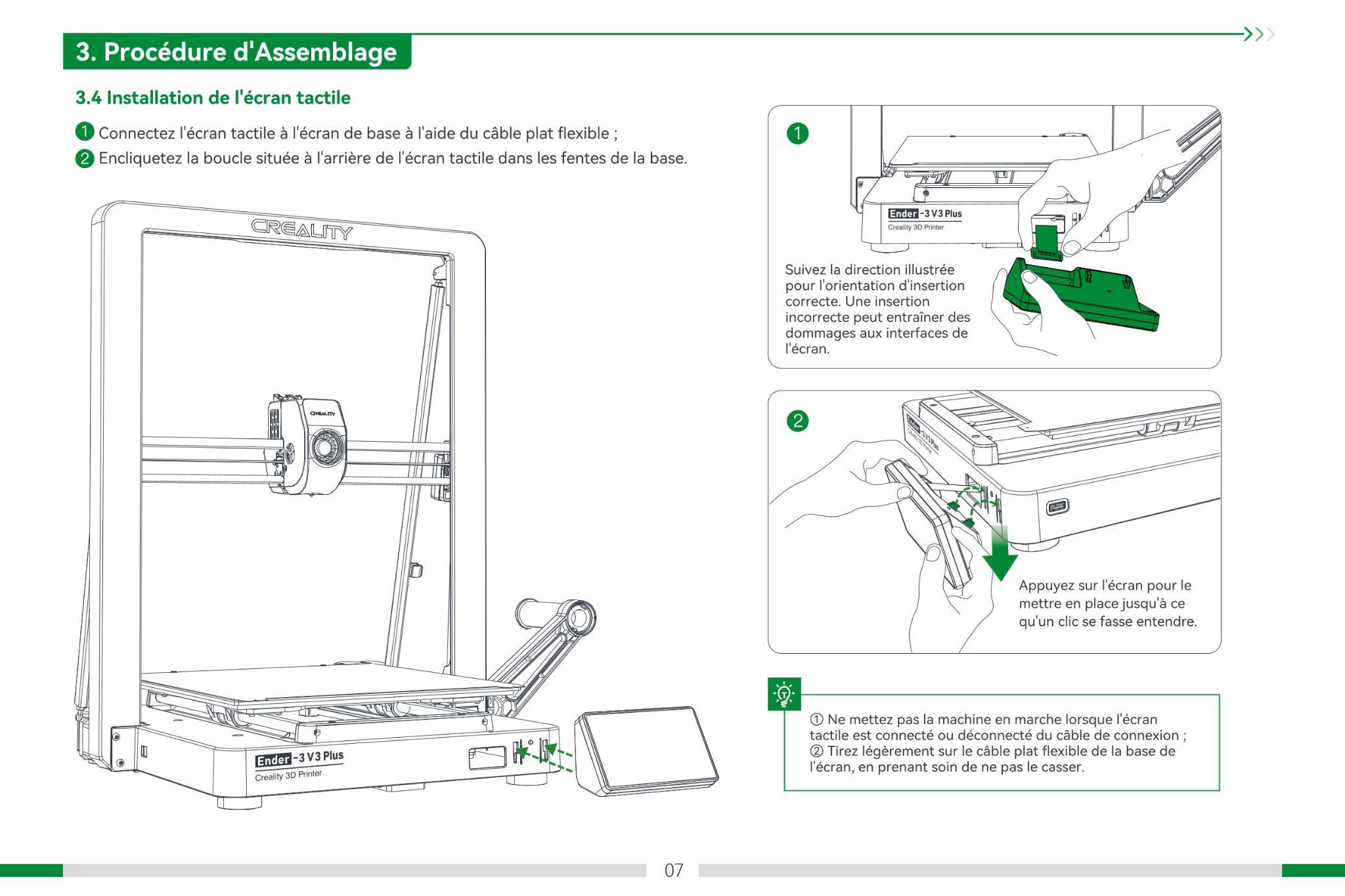
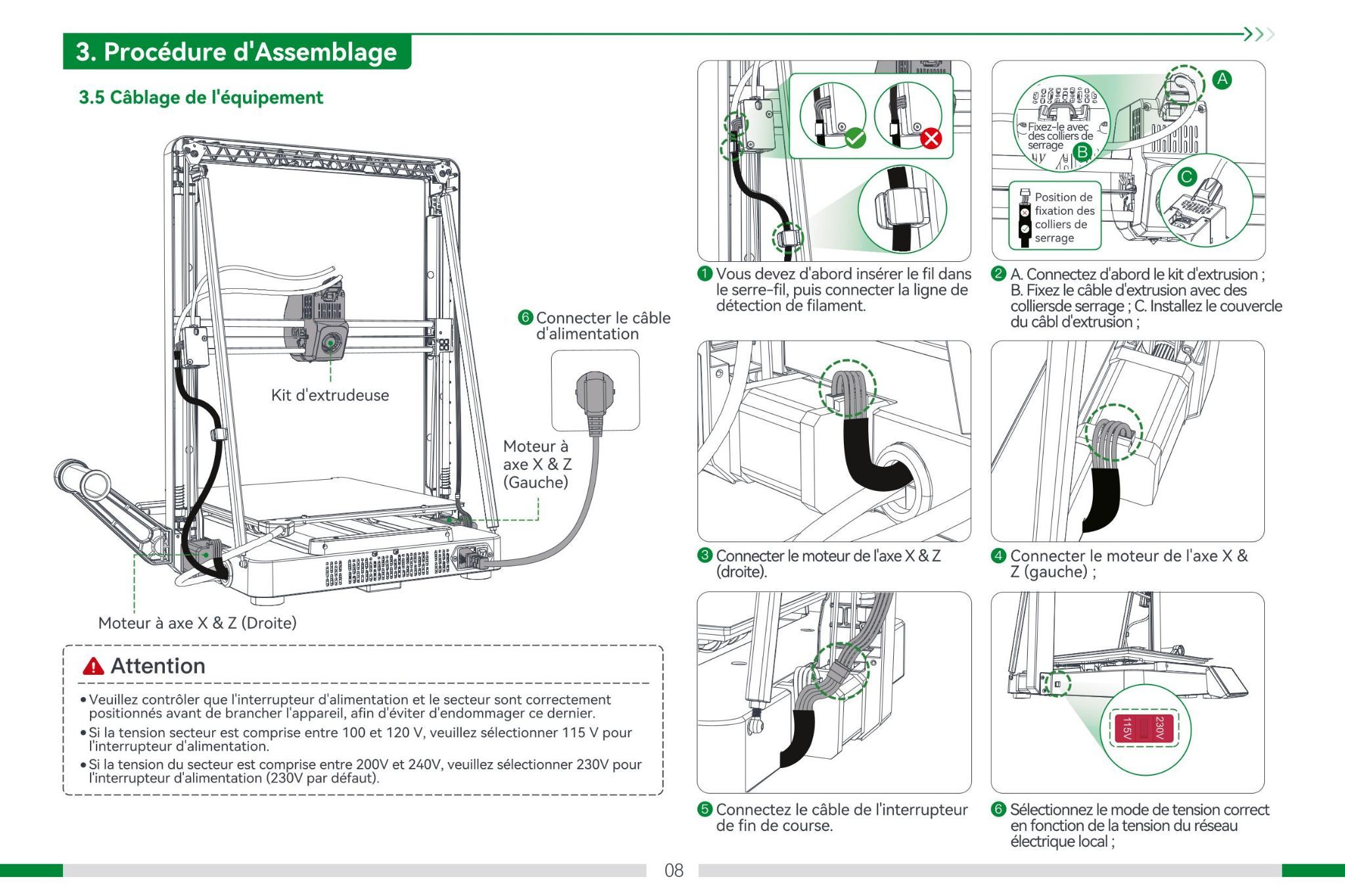
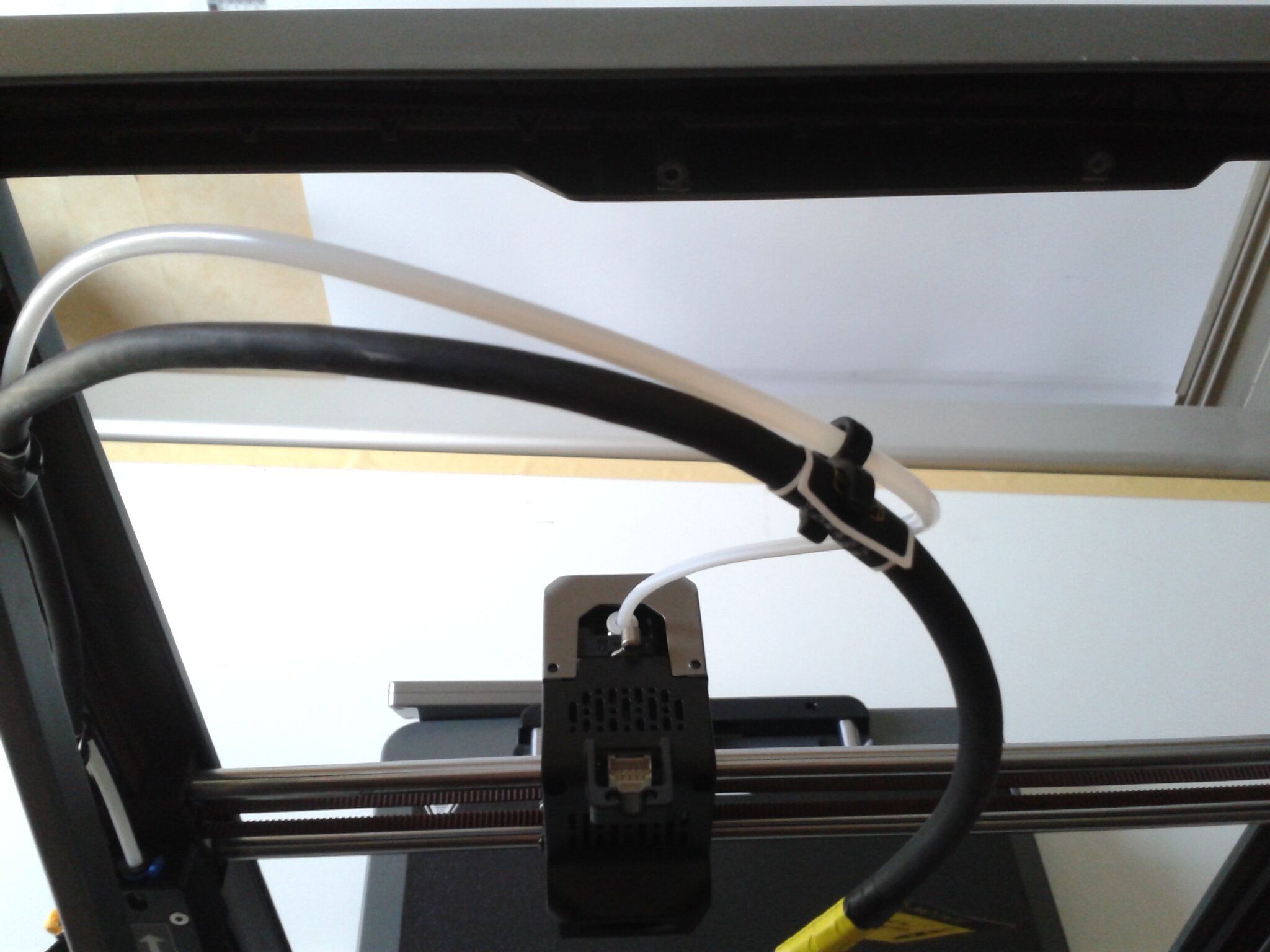
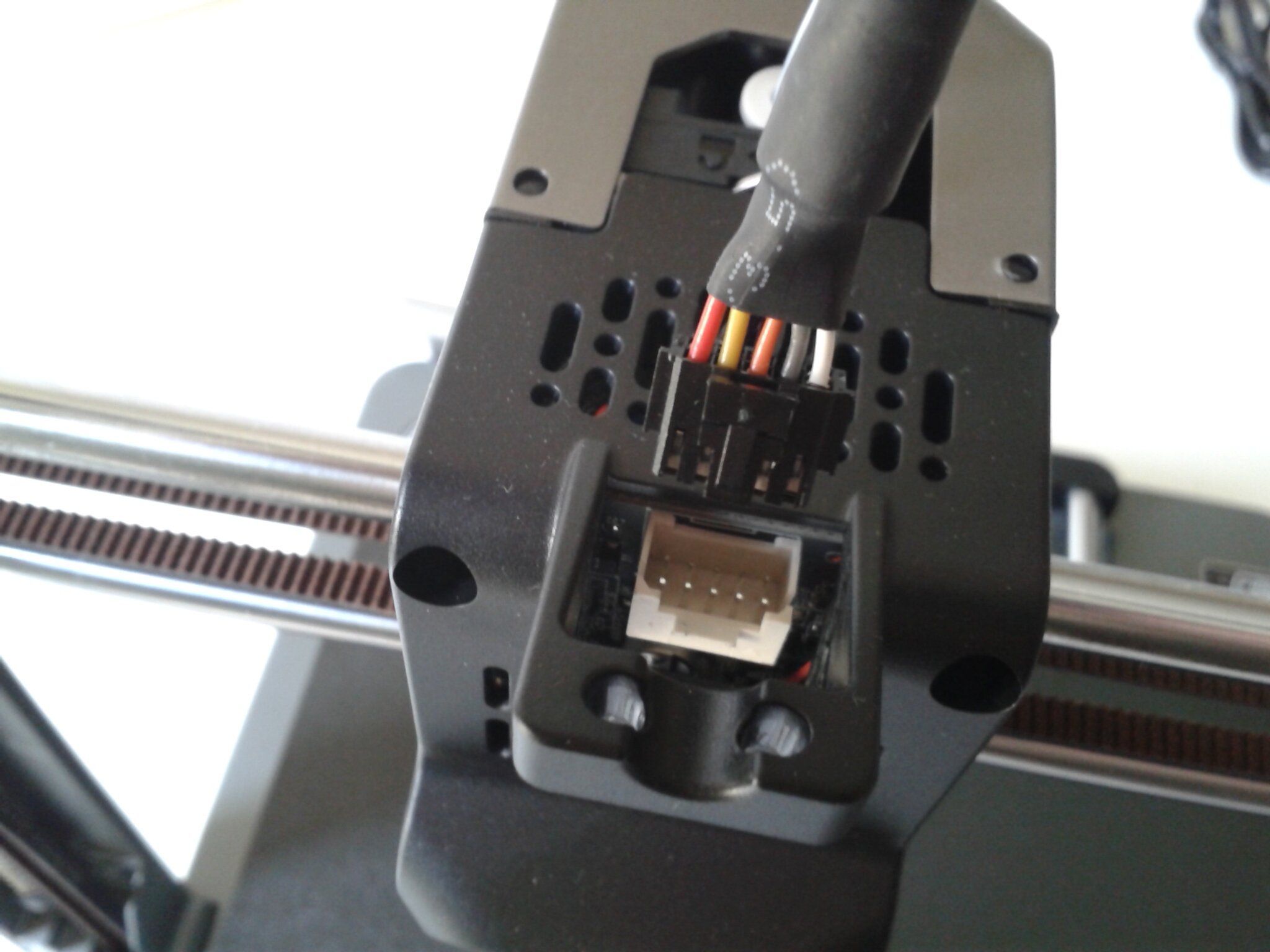
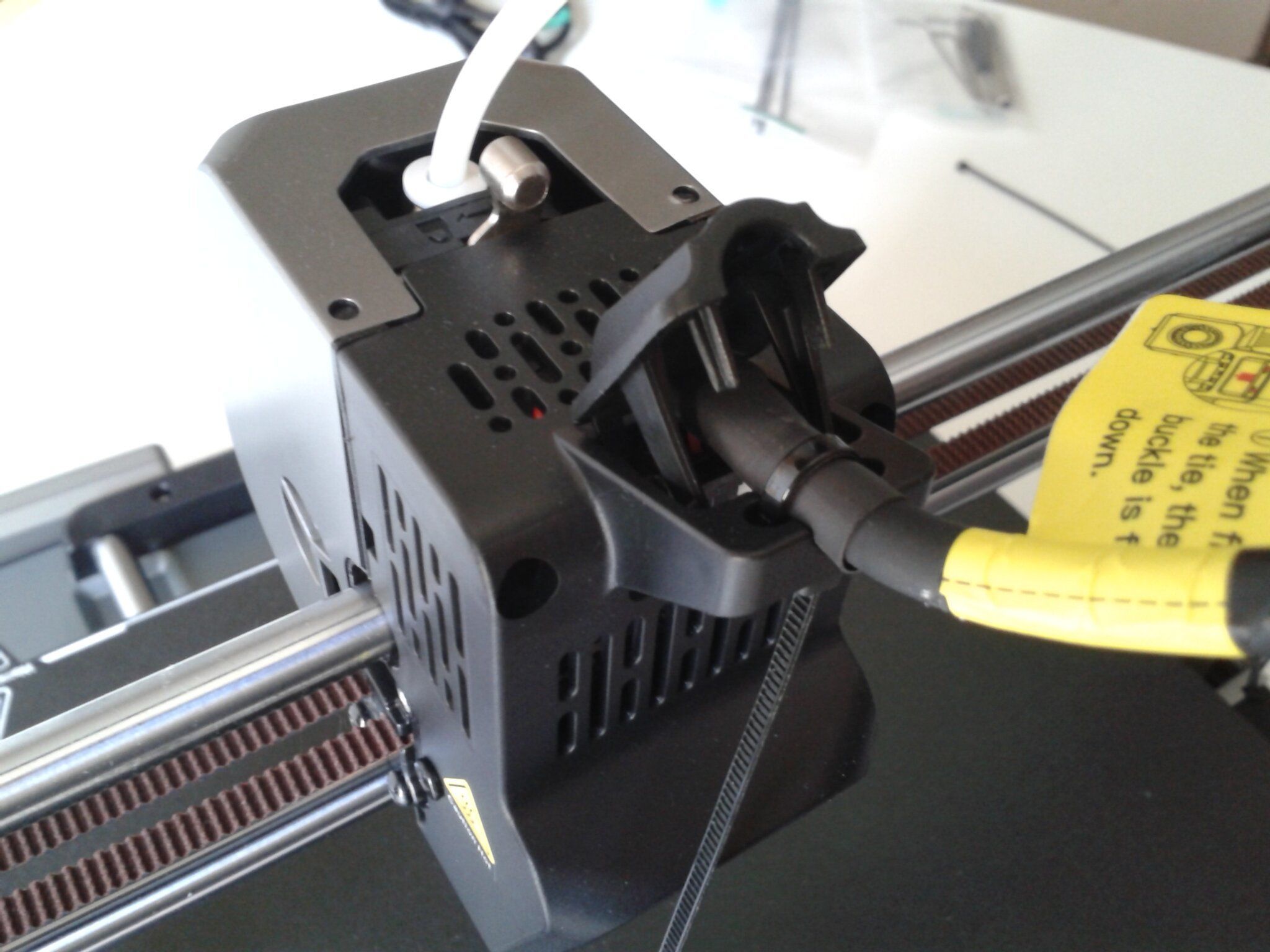
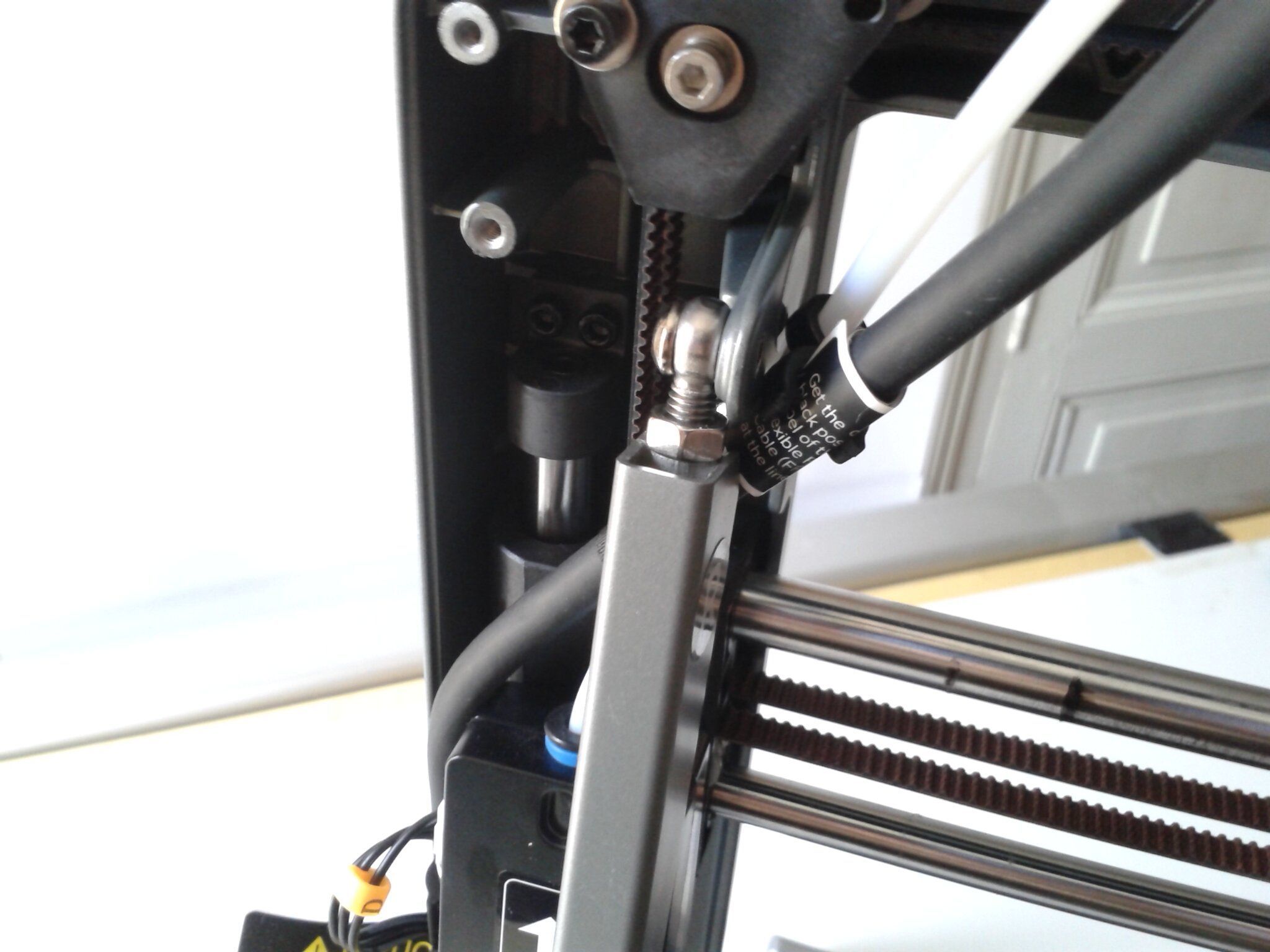
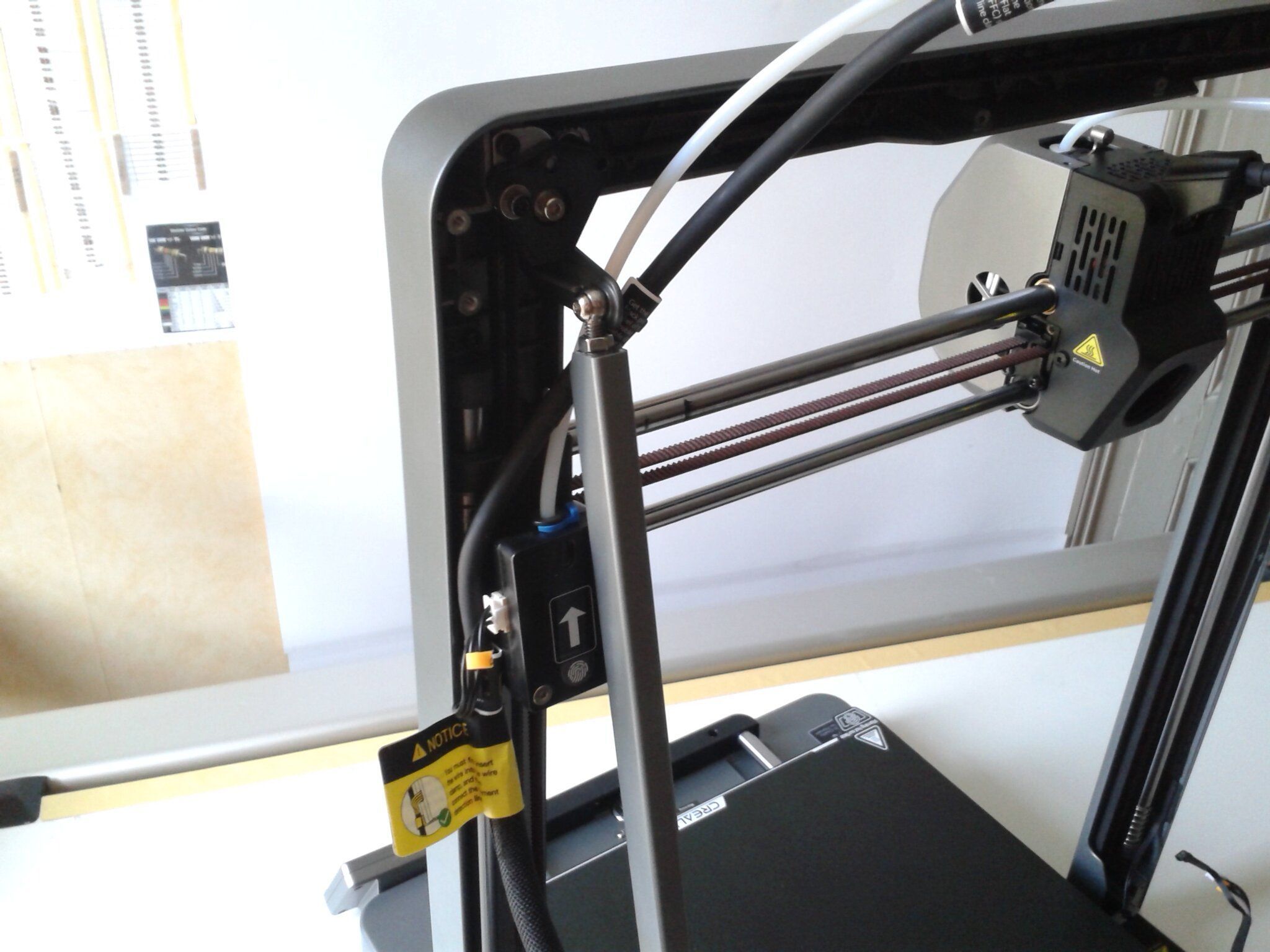
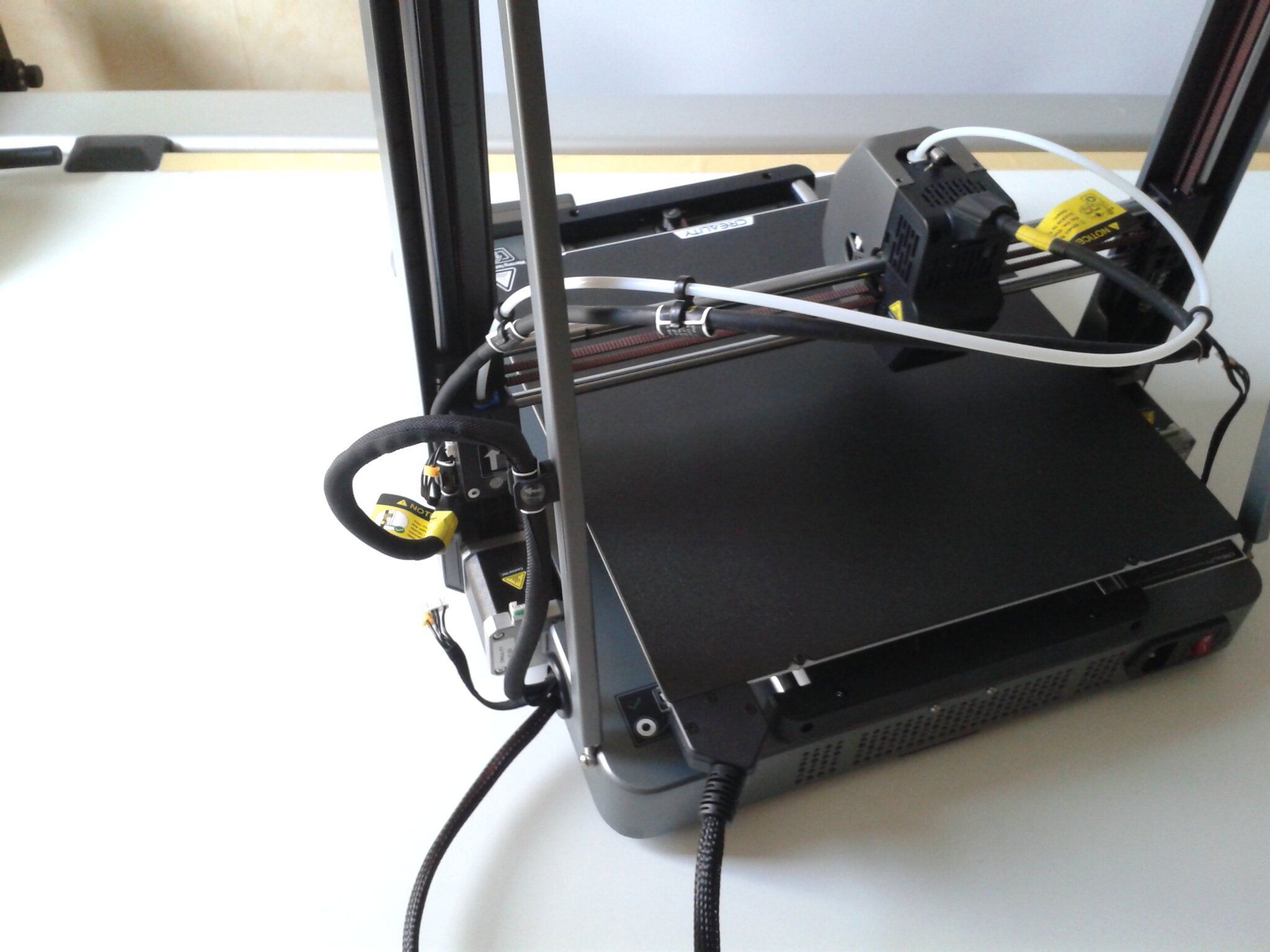
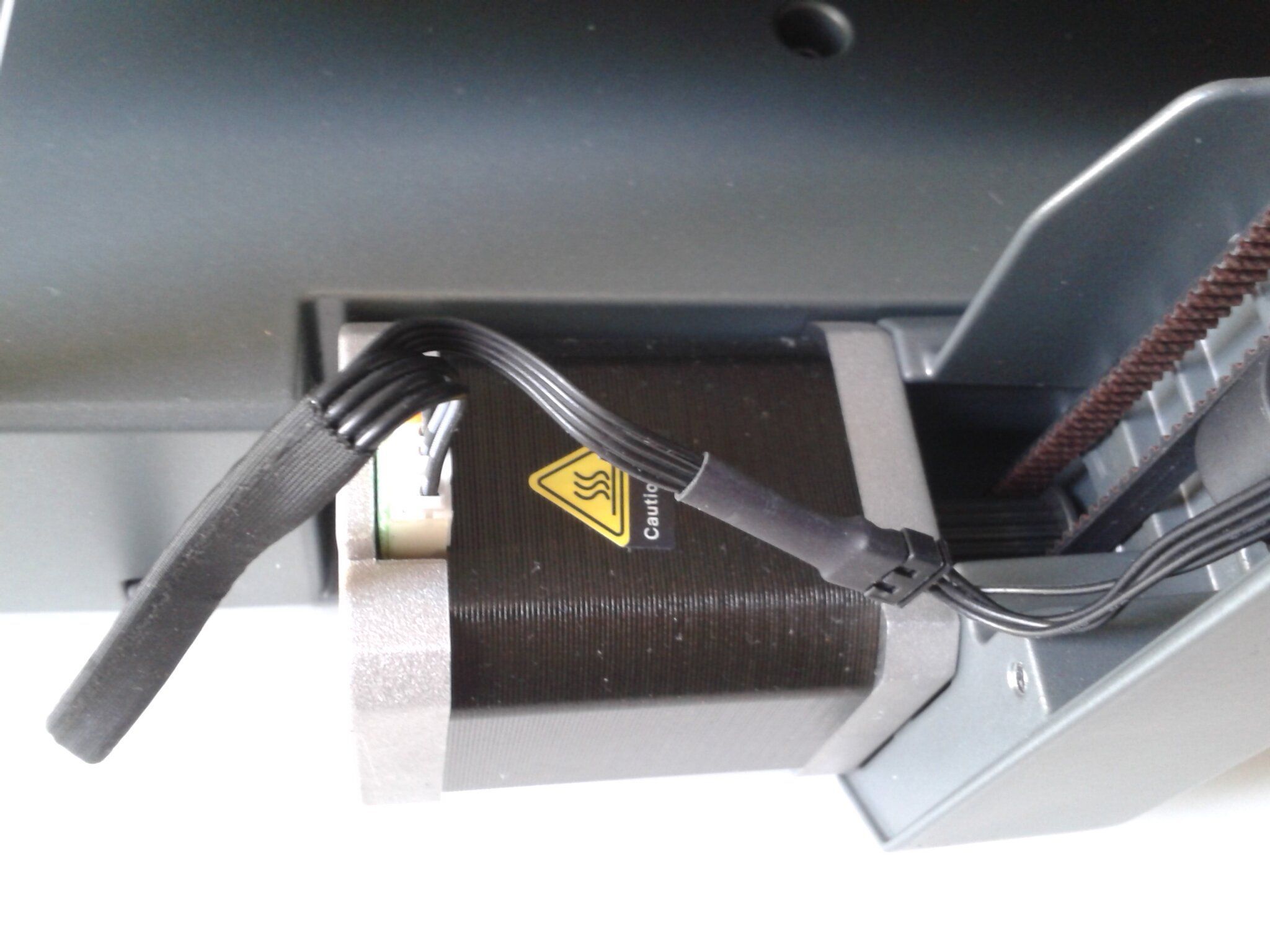
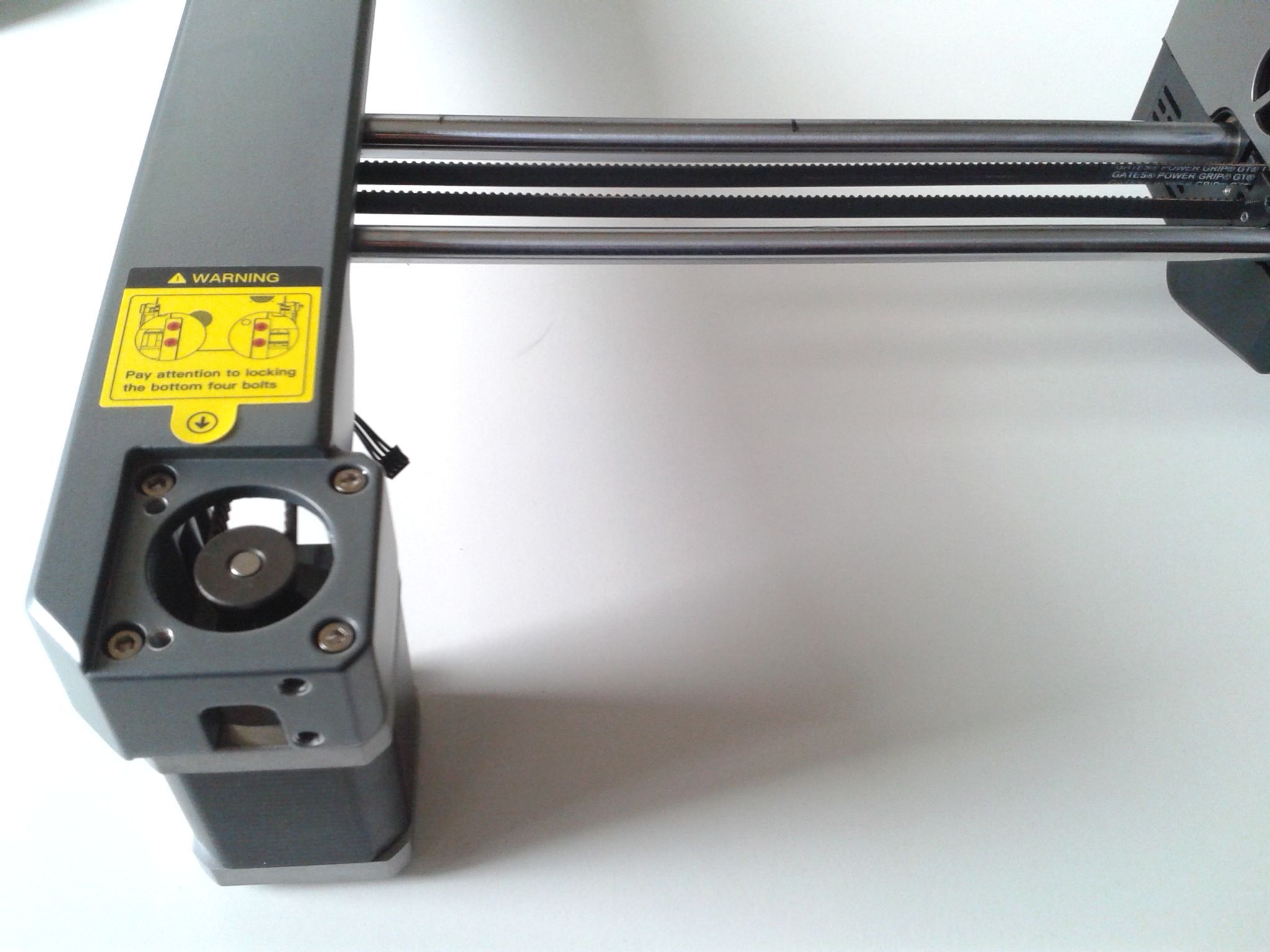
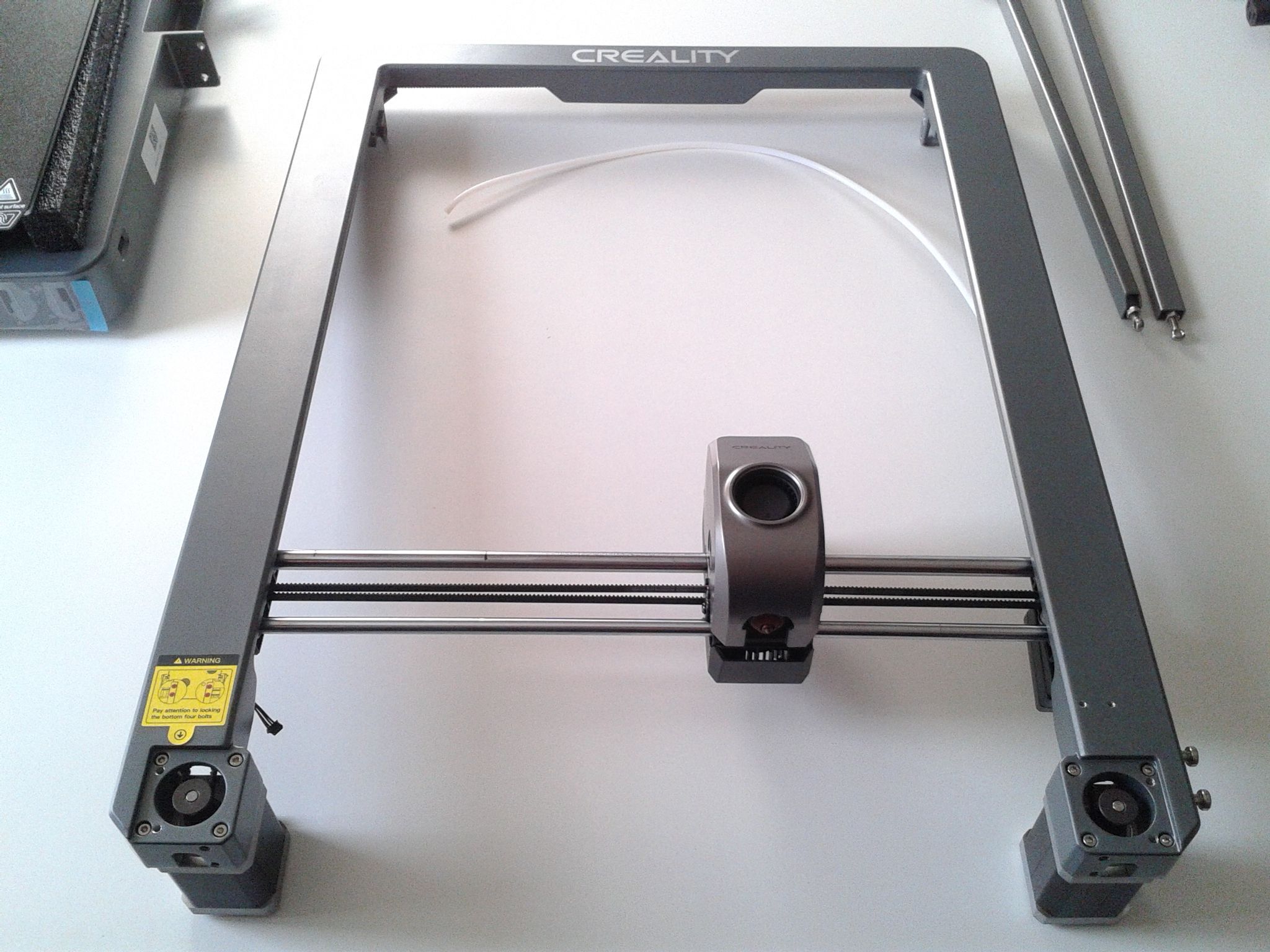
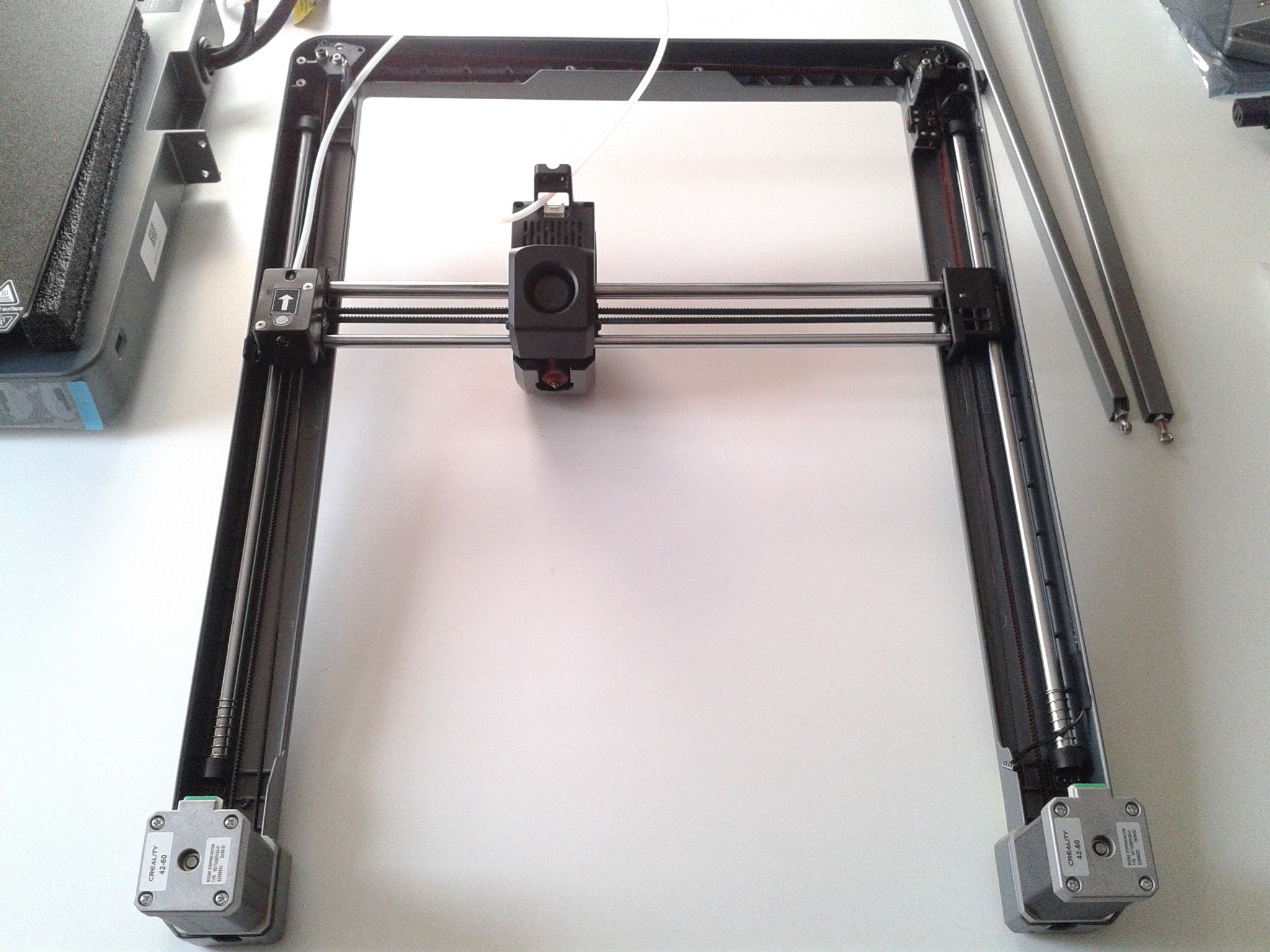
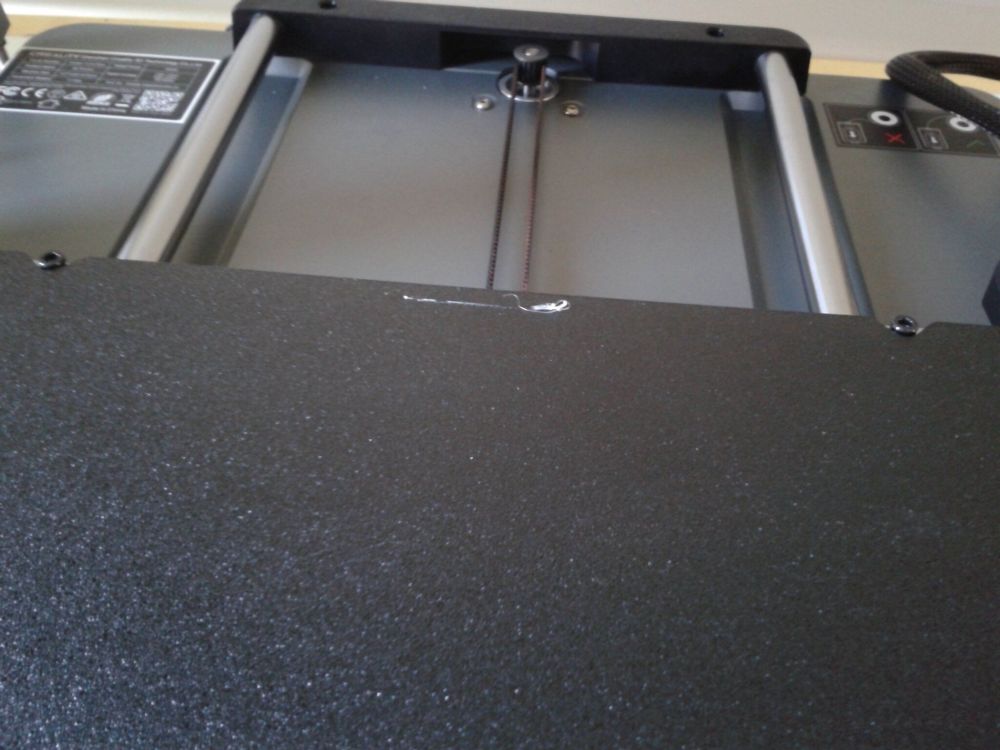
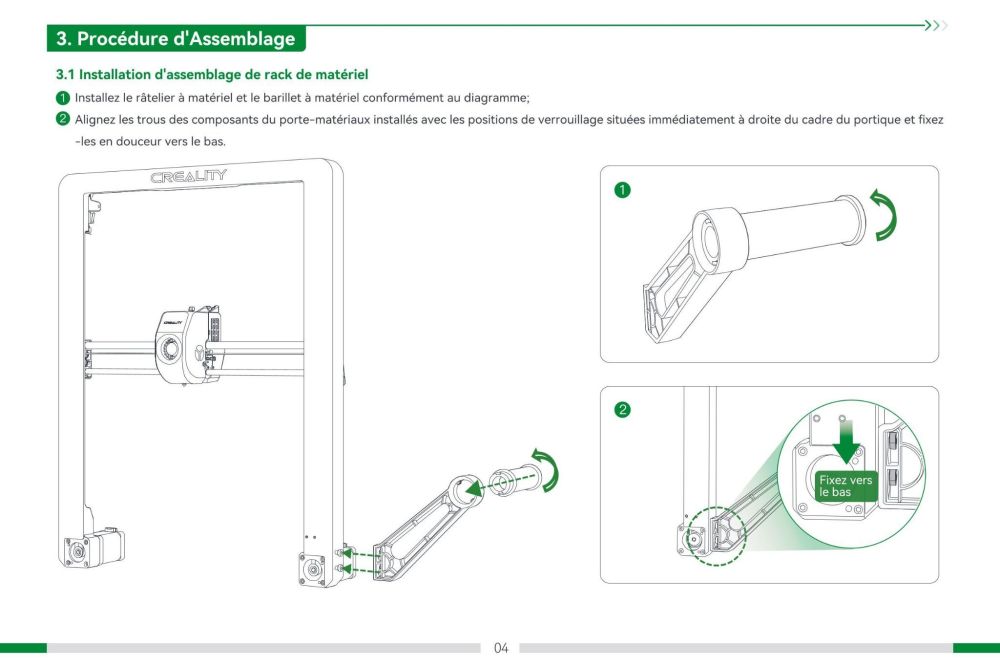
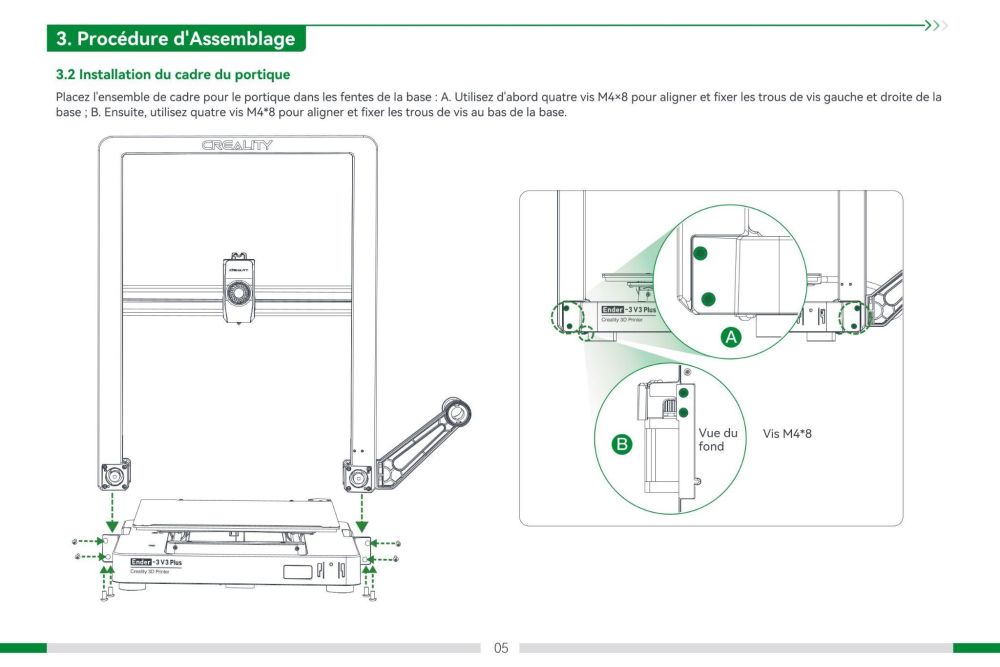
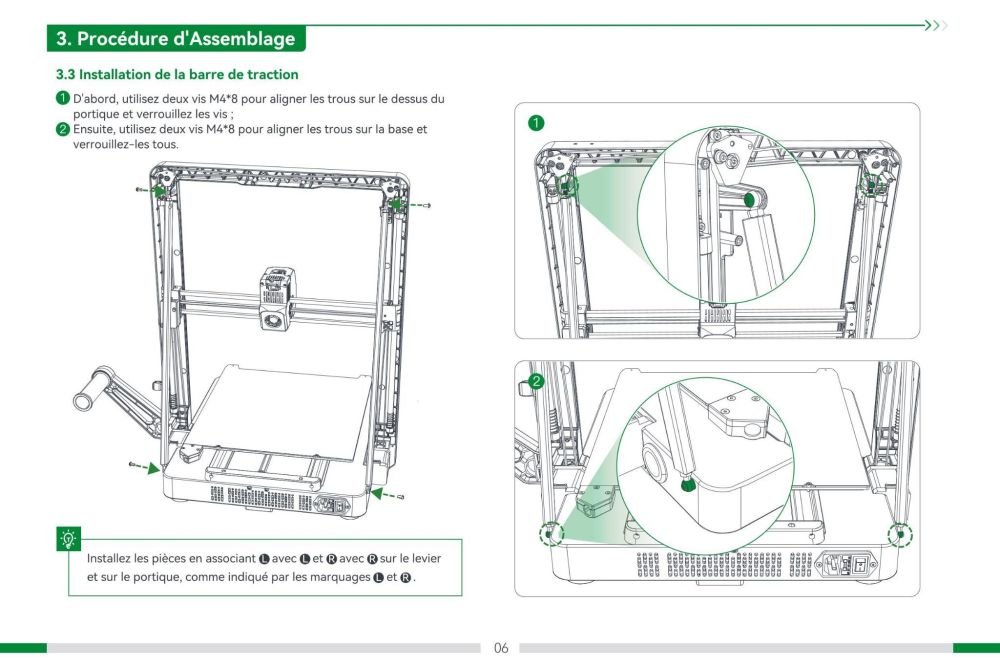
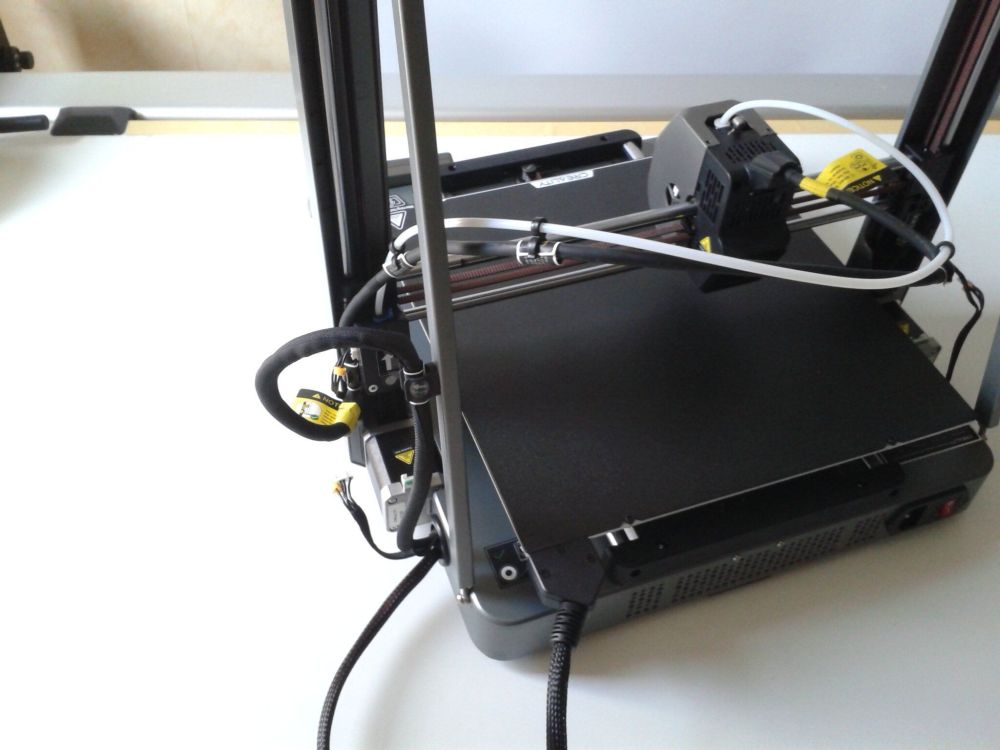
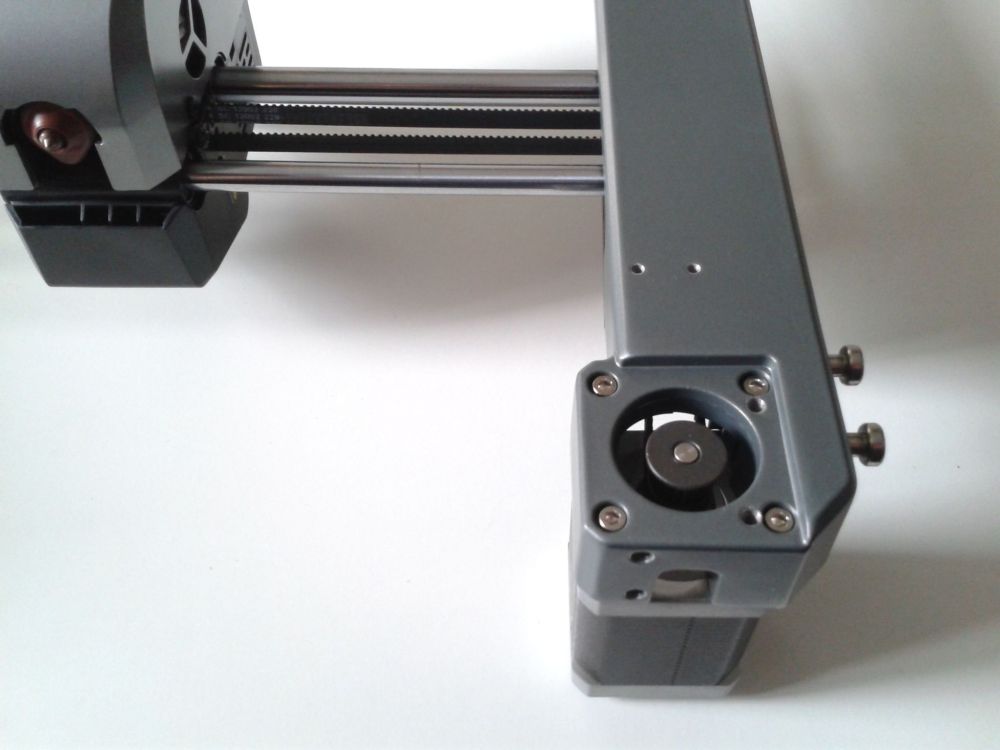
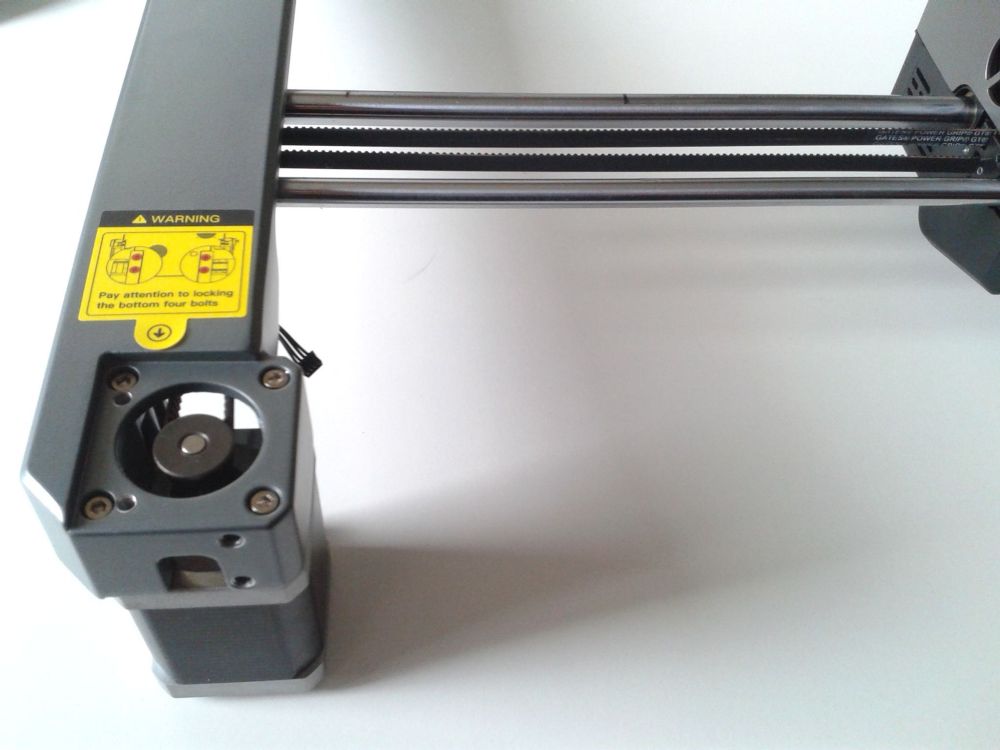
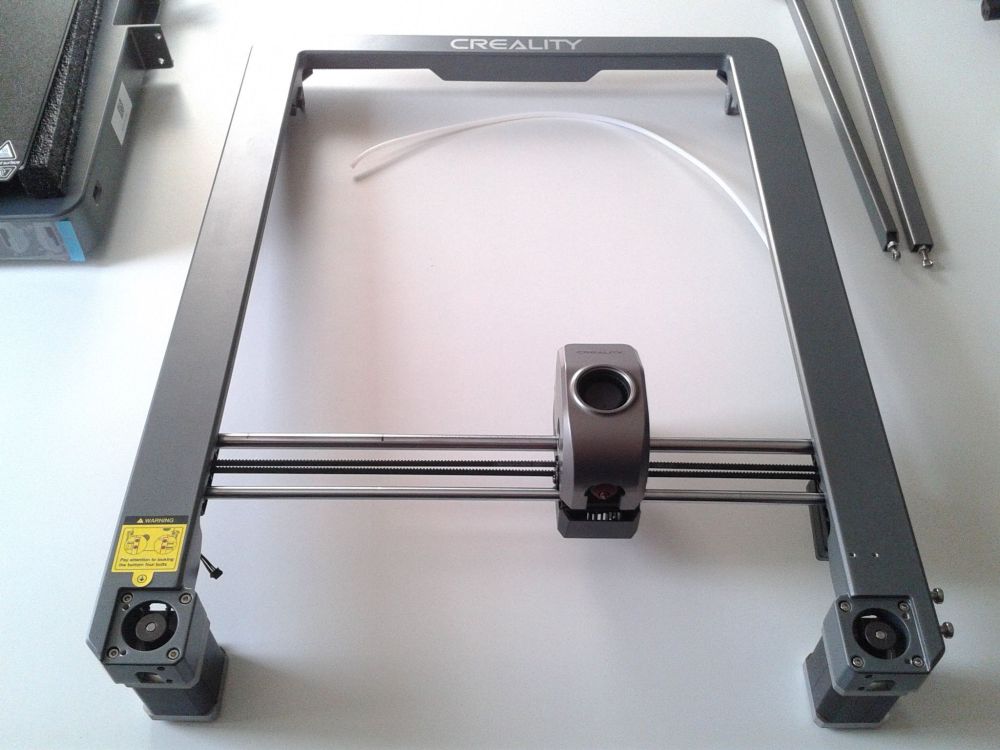
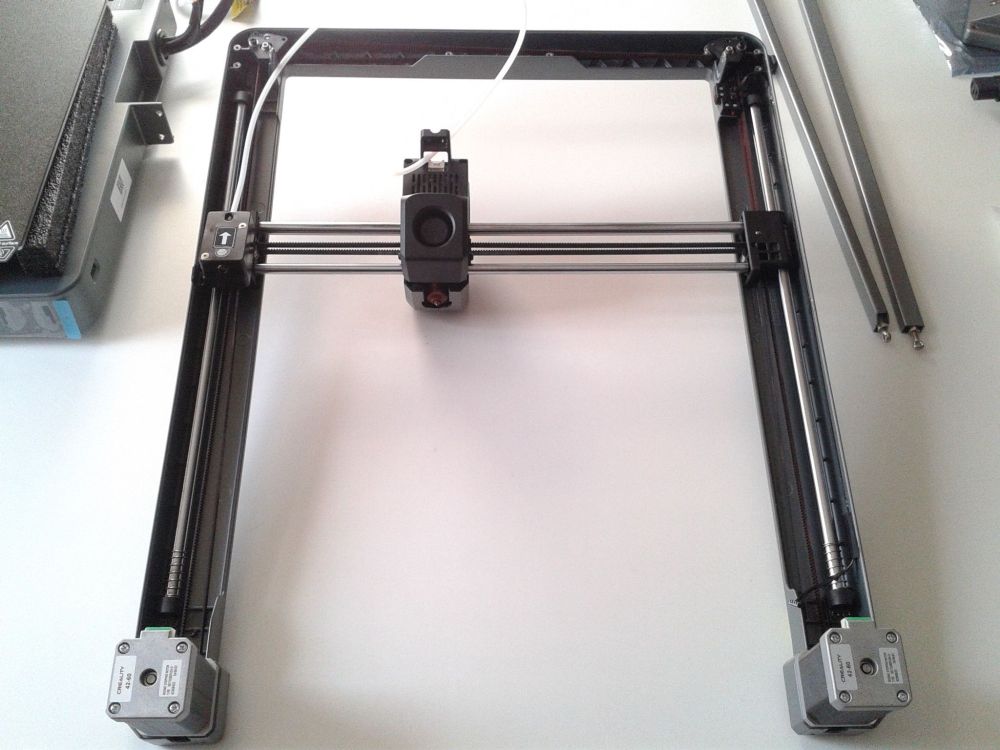
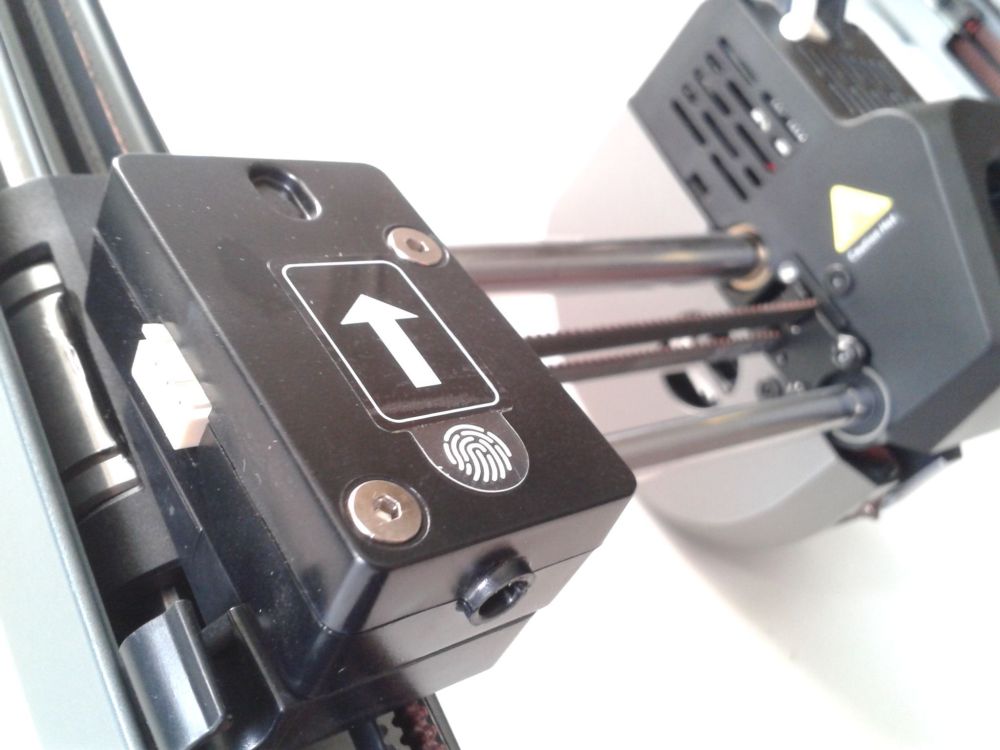
Assemblage Même si on la trouve en première étape, j'ai préféré faire cette étape en dernière. Bien vérifier que le plateau passe sans butter ou accrocher le haut l'écran n Prendre le temps de vérifier, si on déplace la tête d'impression à la main, que le faisceau de câble , tube PTFE et clips sont placés de manière à ne pas se bloquer contre l'arche, la barre qui stabilise l'arche.
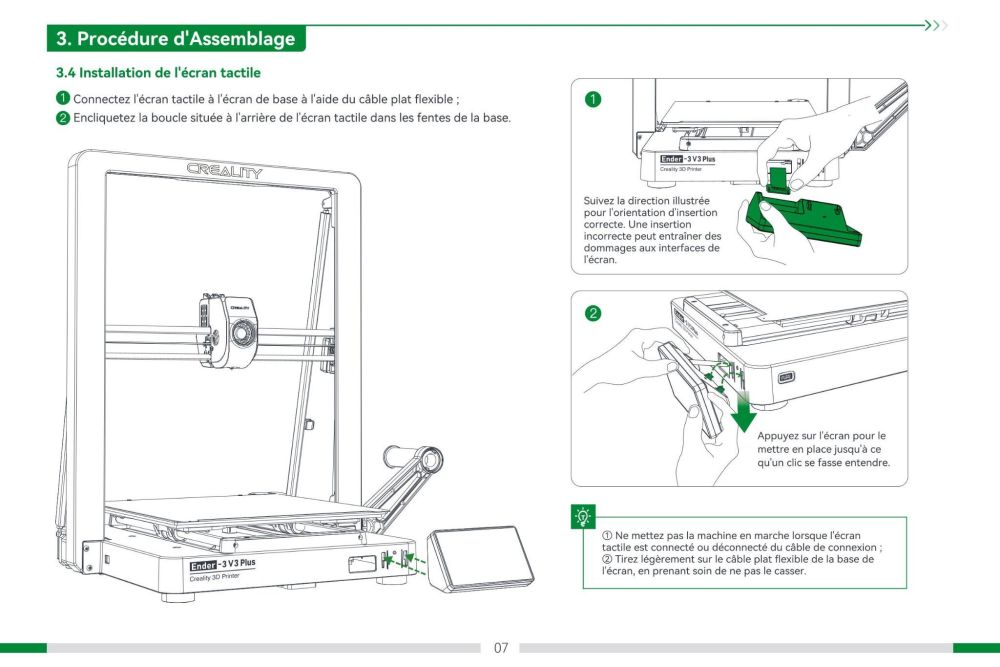
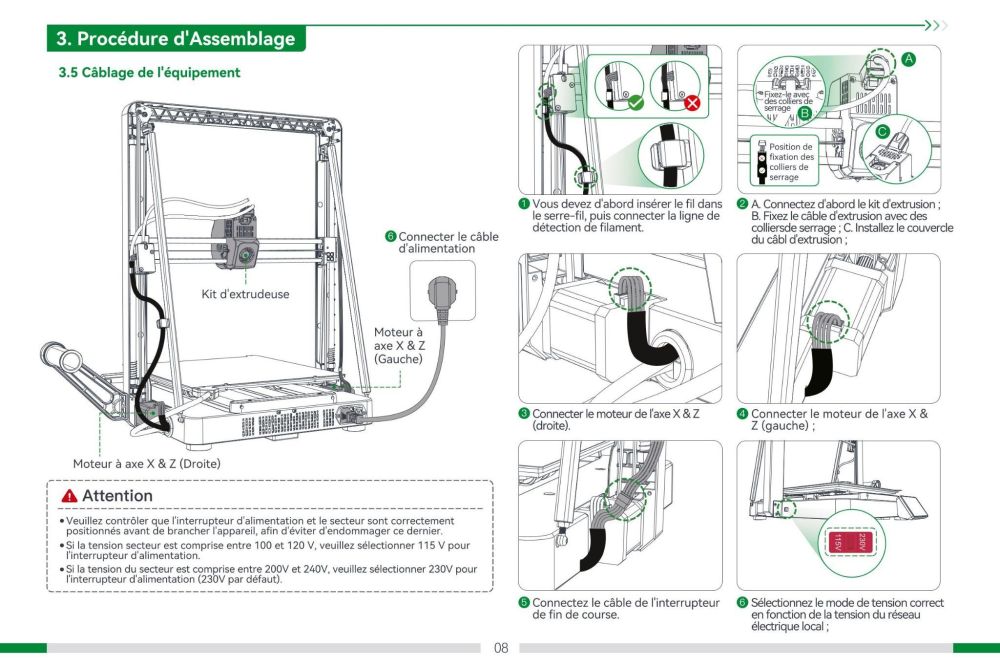




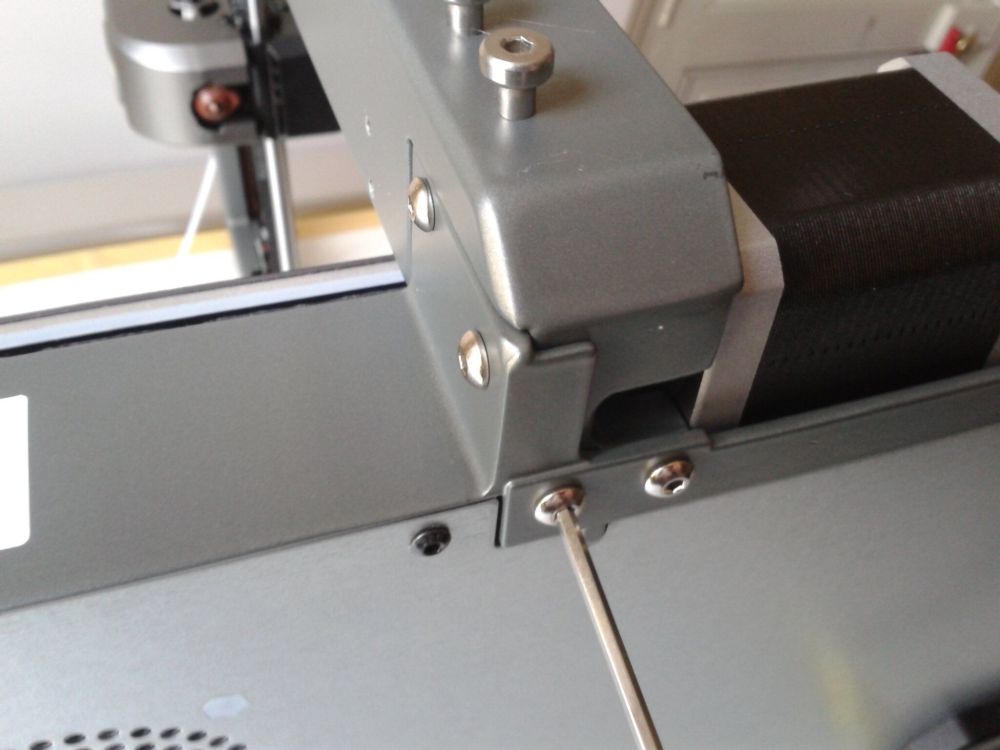






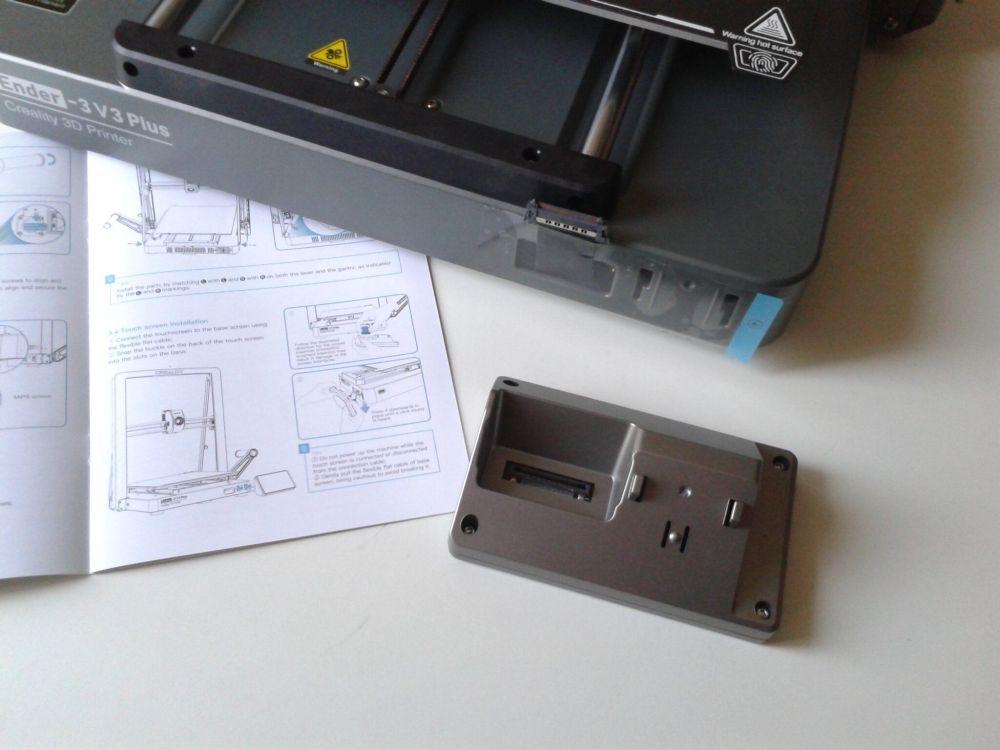































 1 point
1 point -
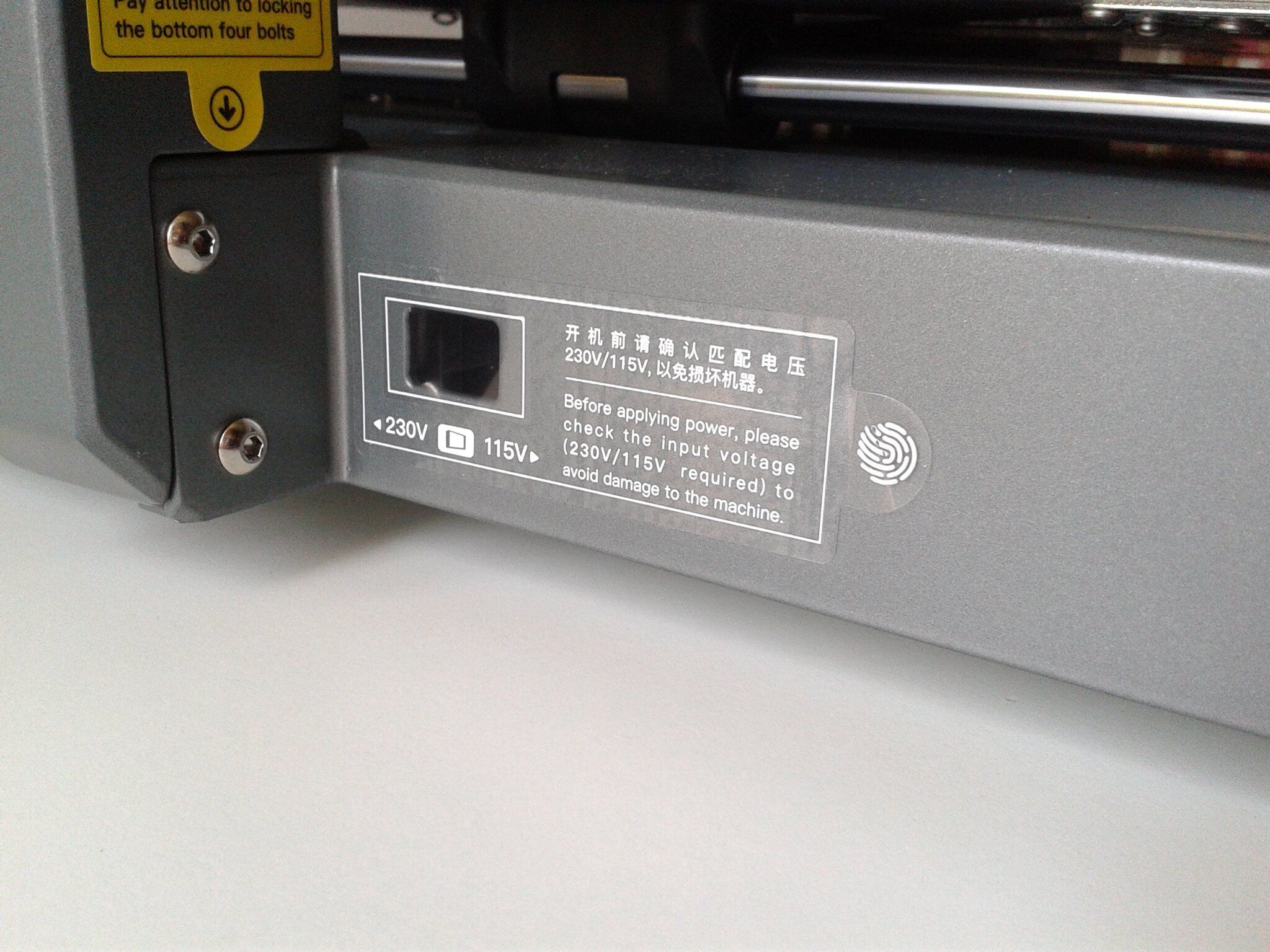
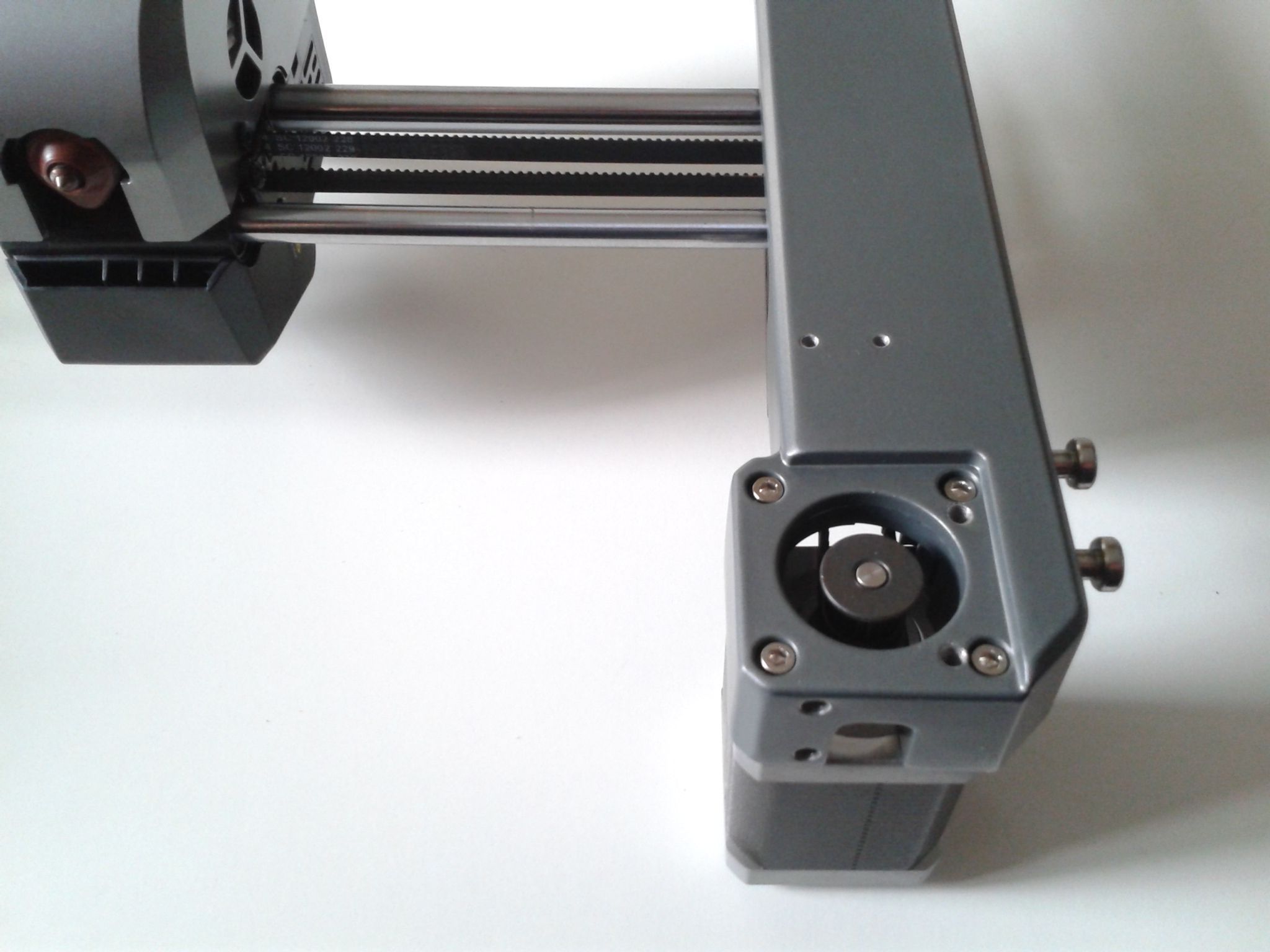
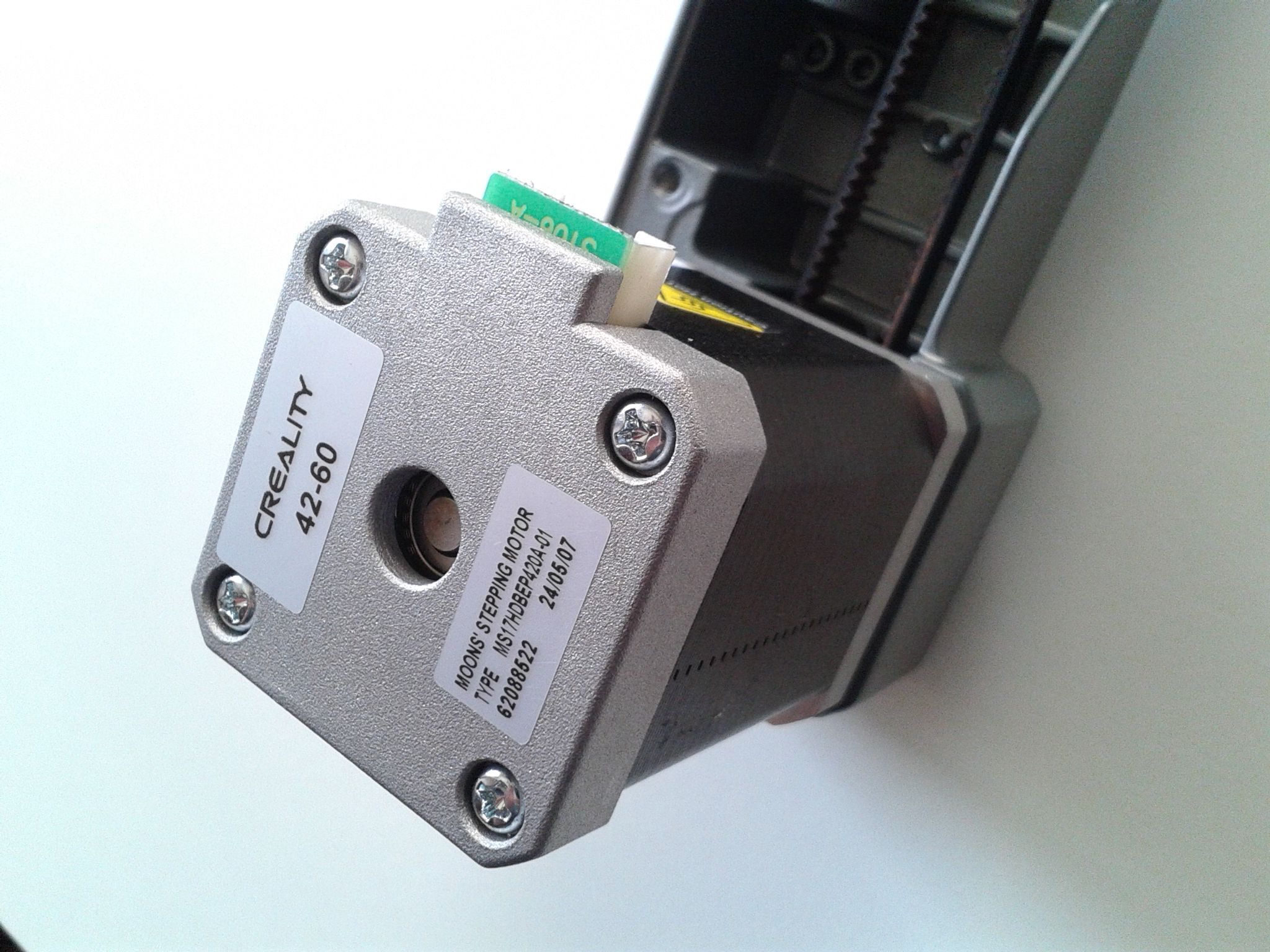
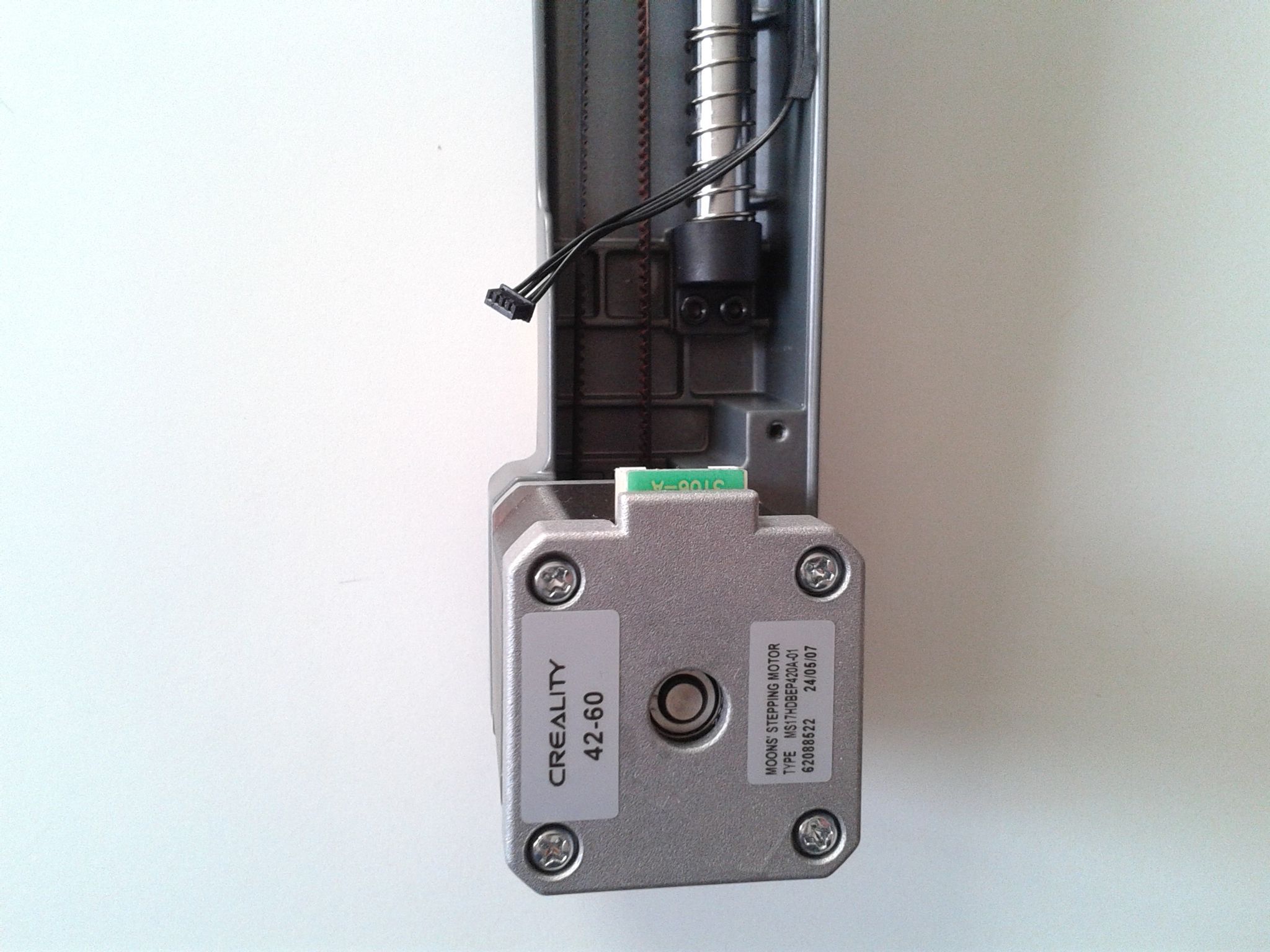
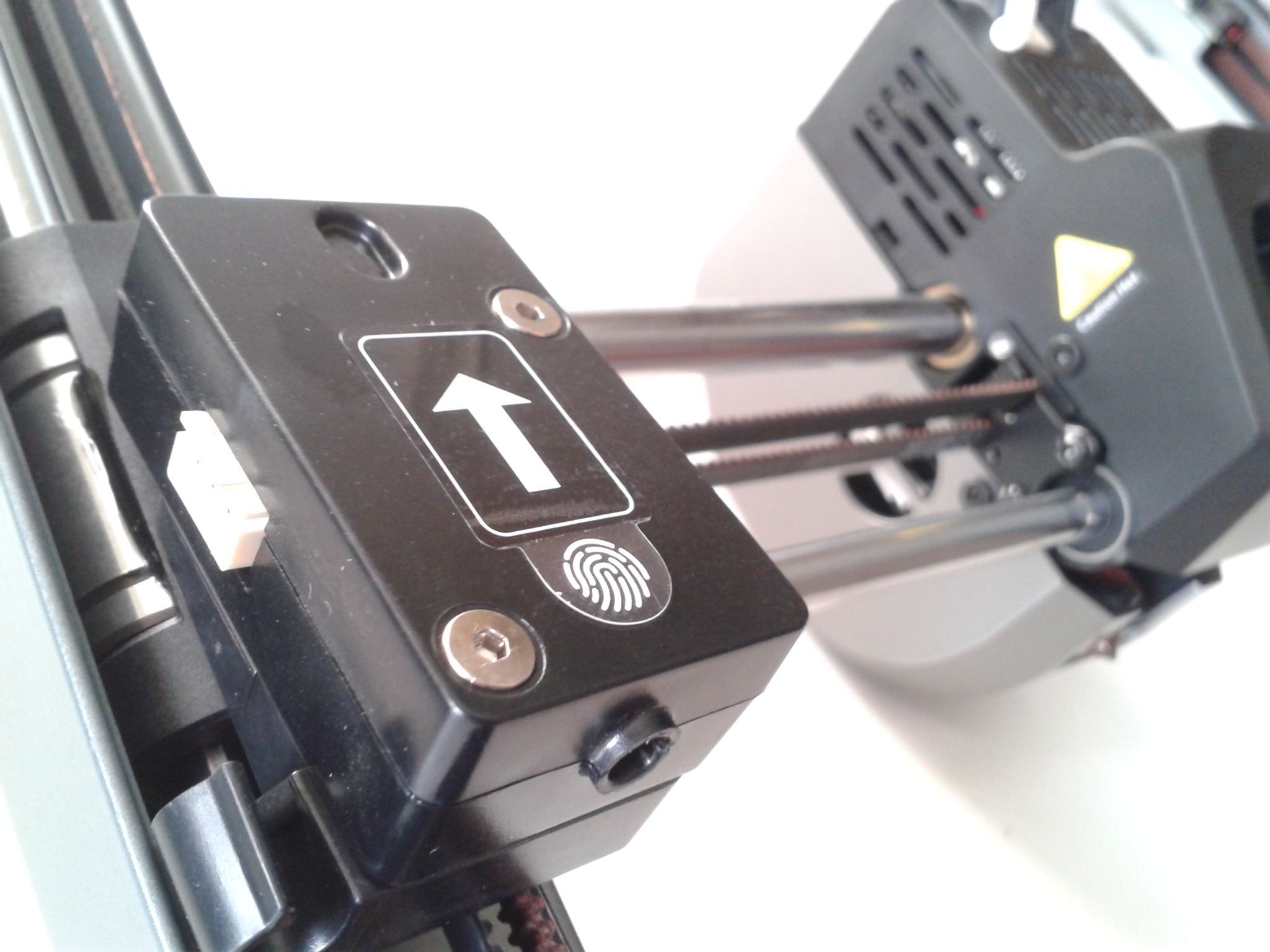
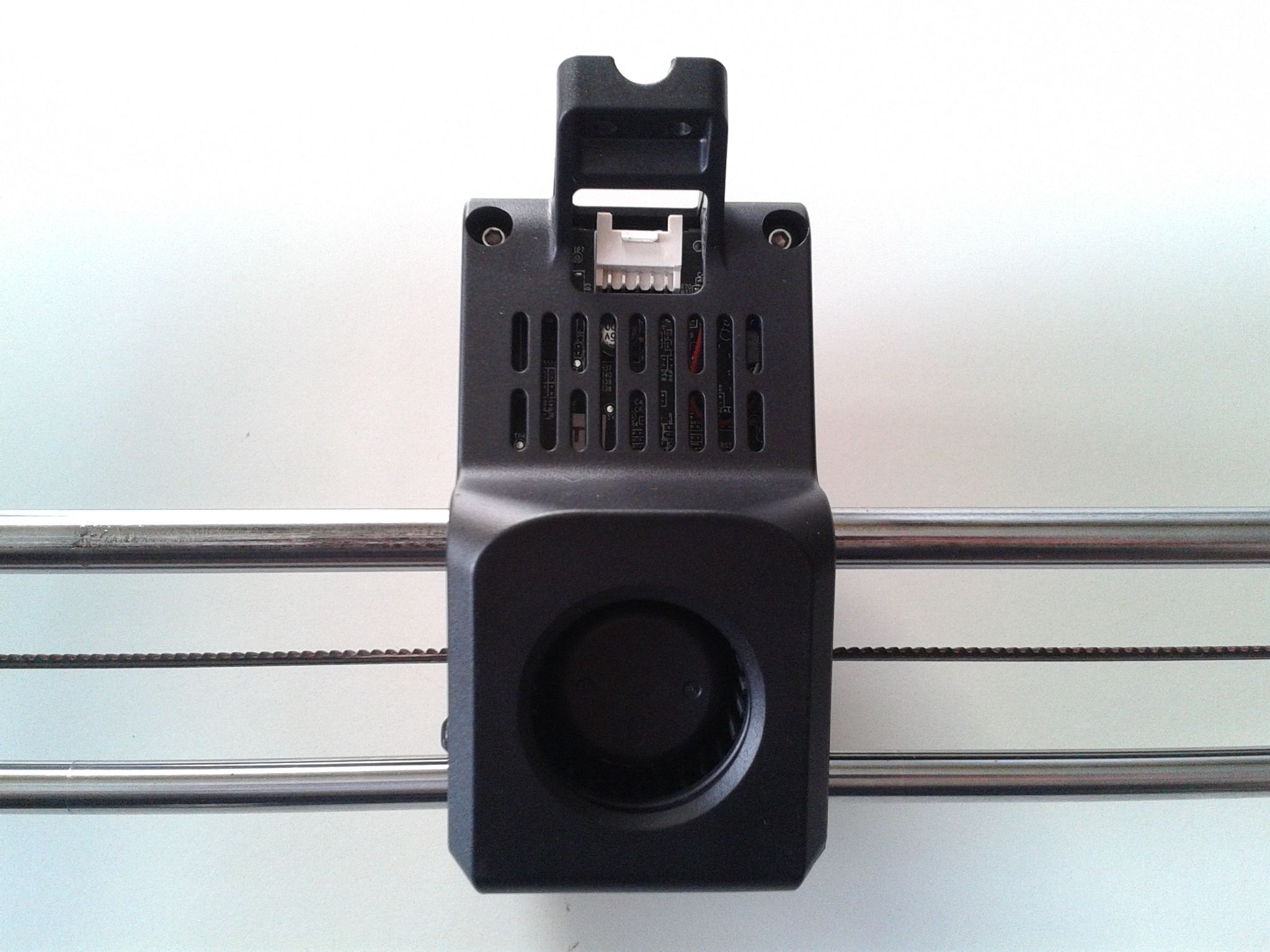
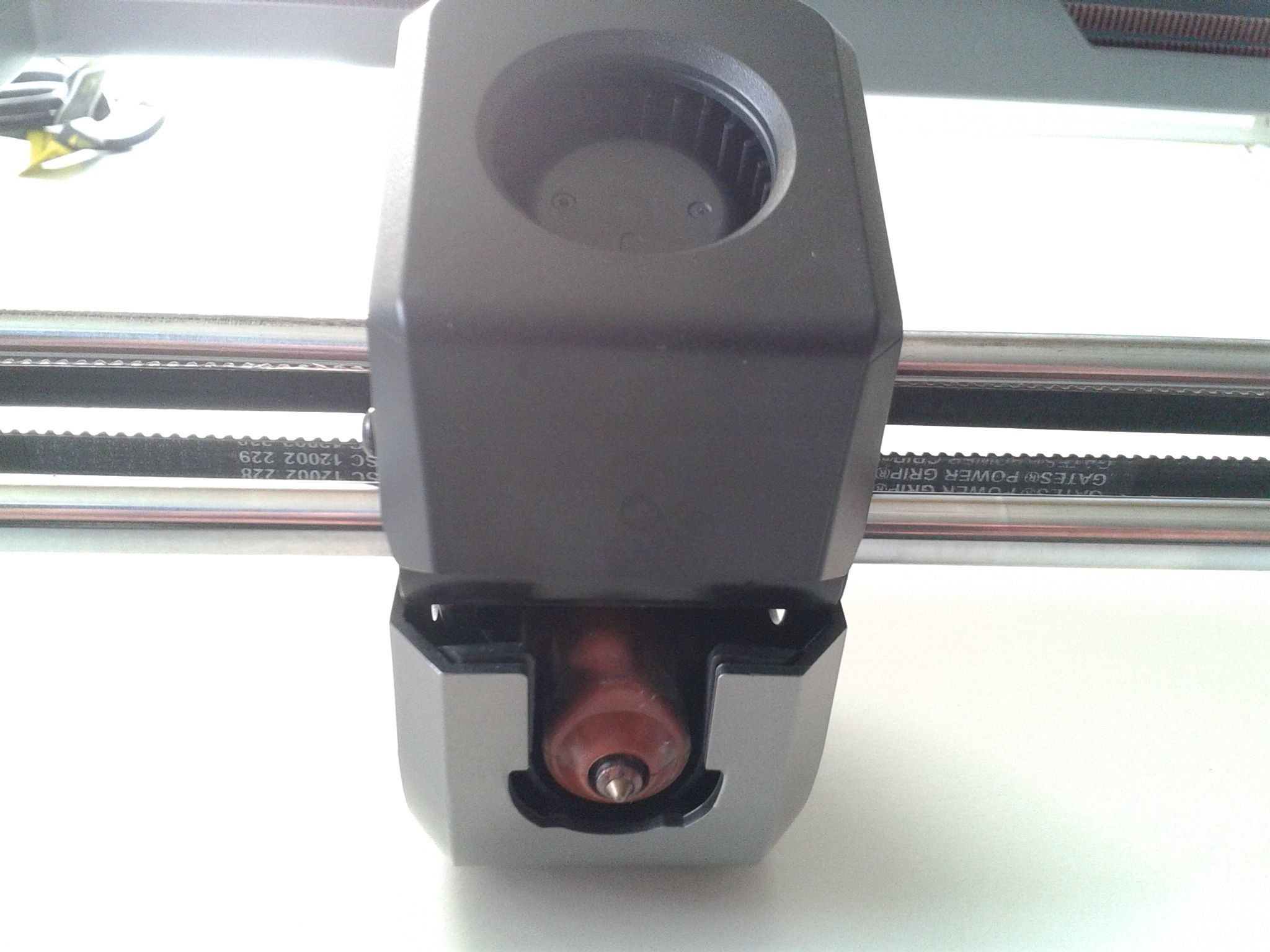
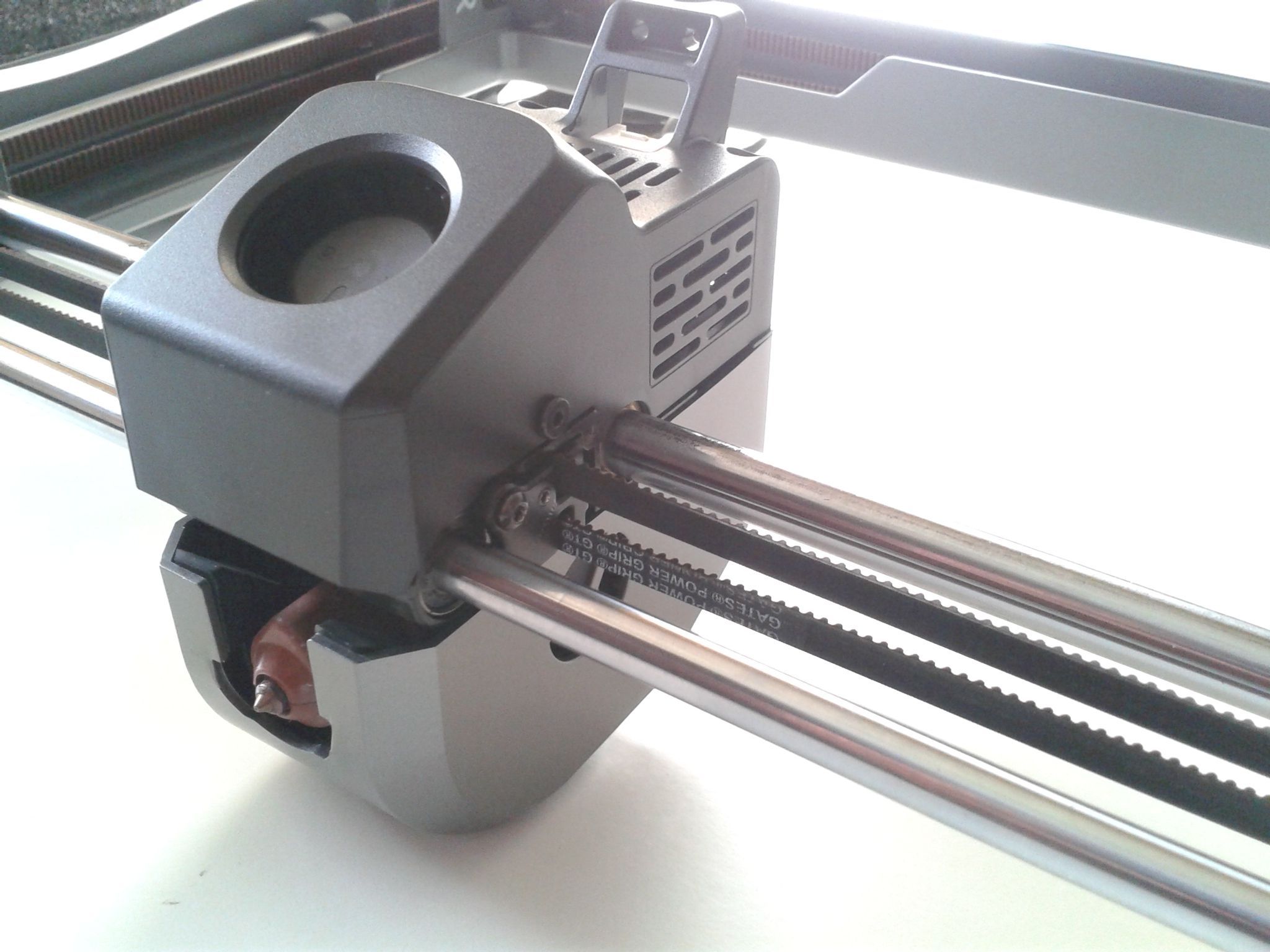
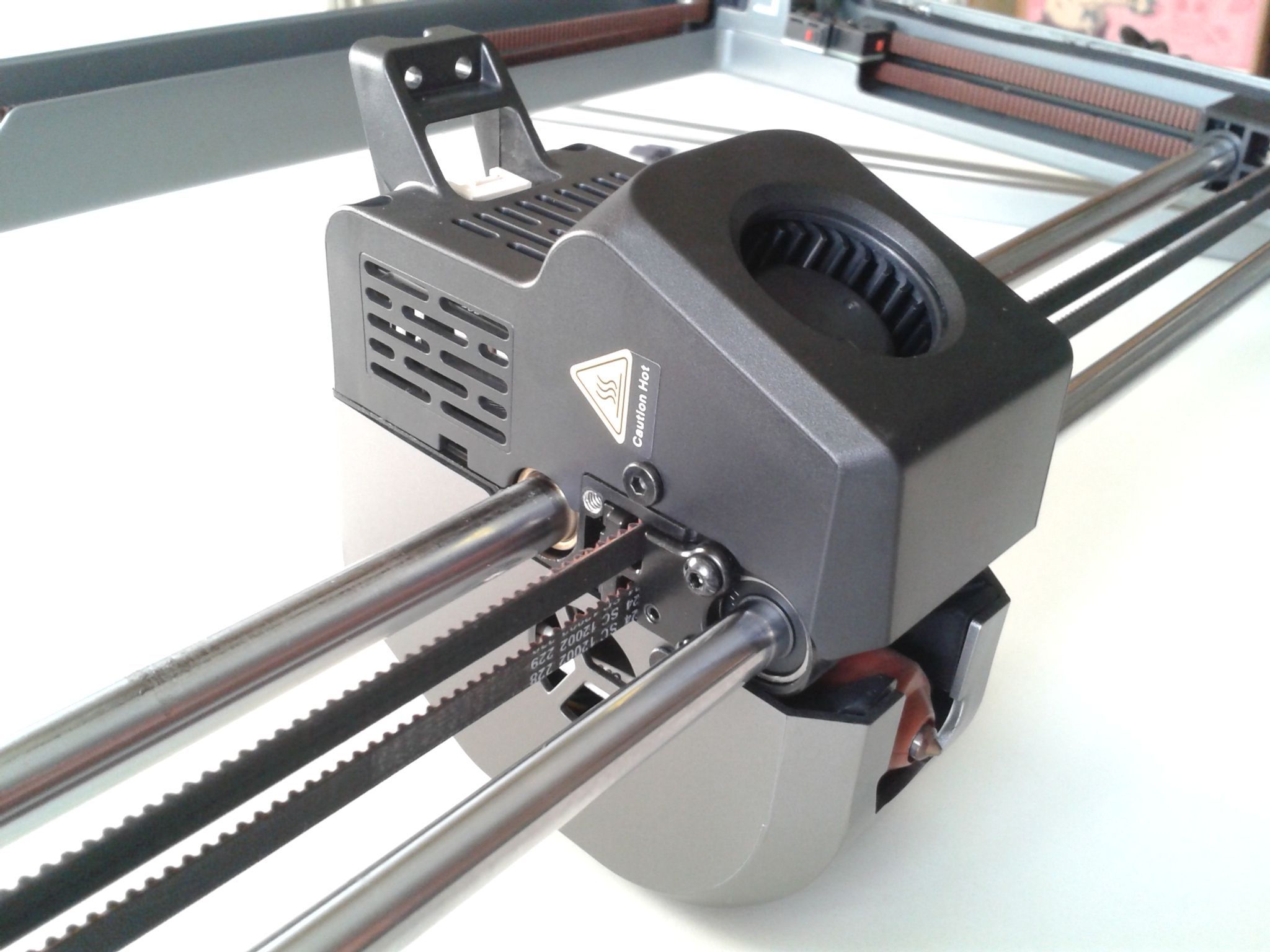
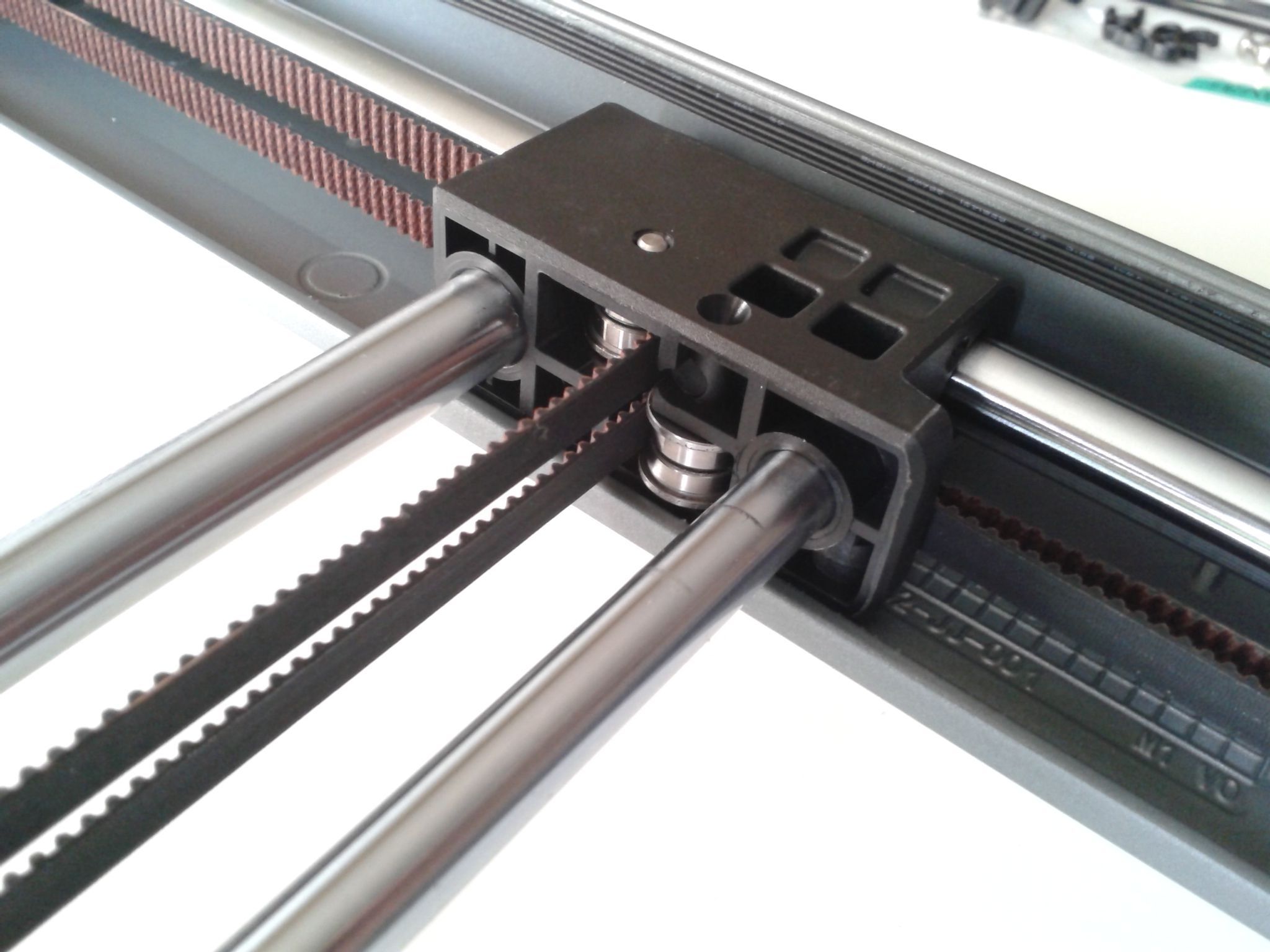
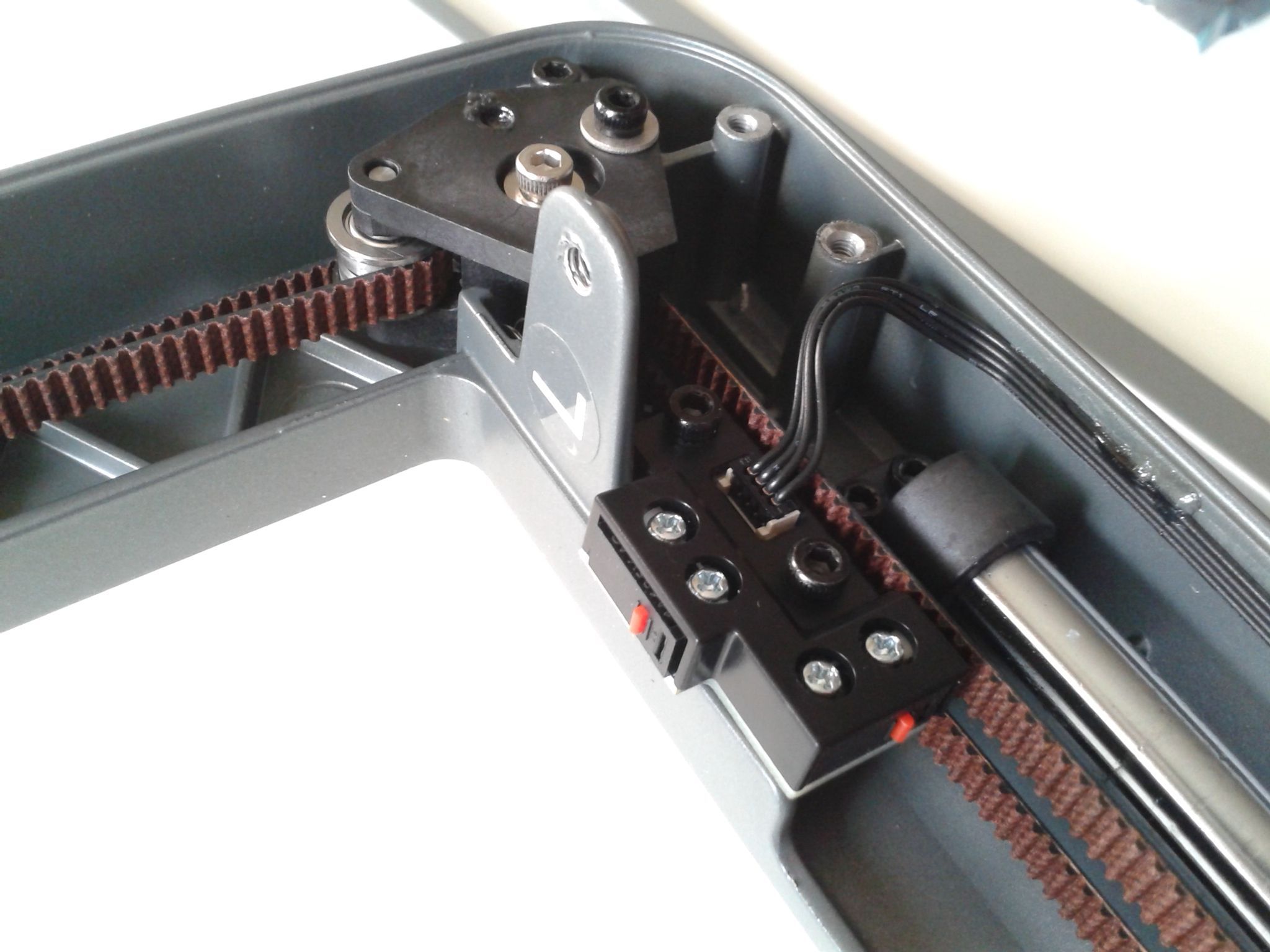
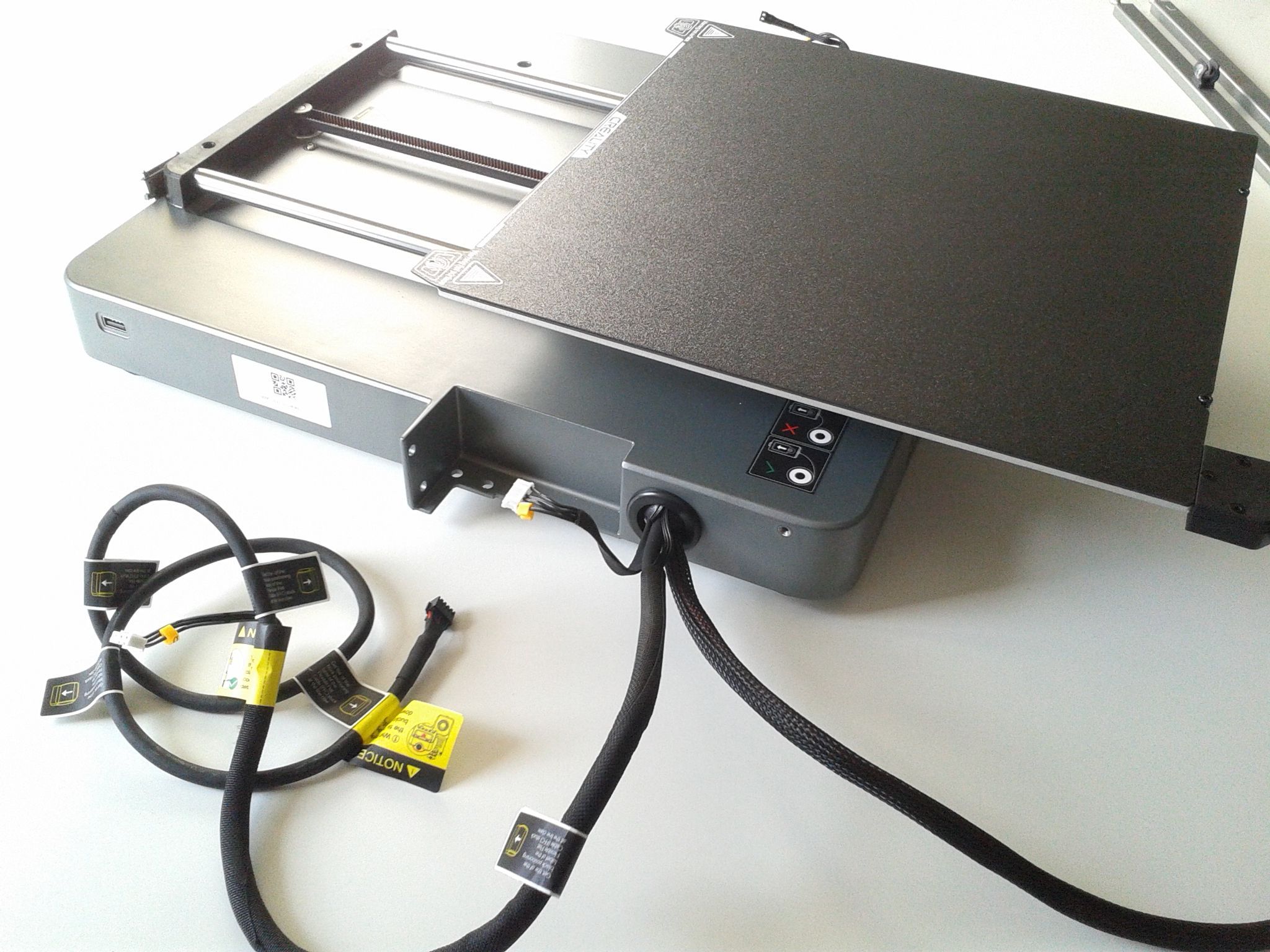
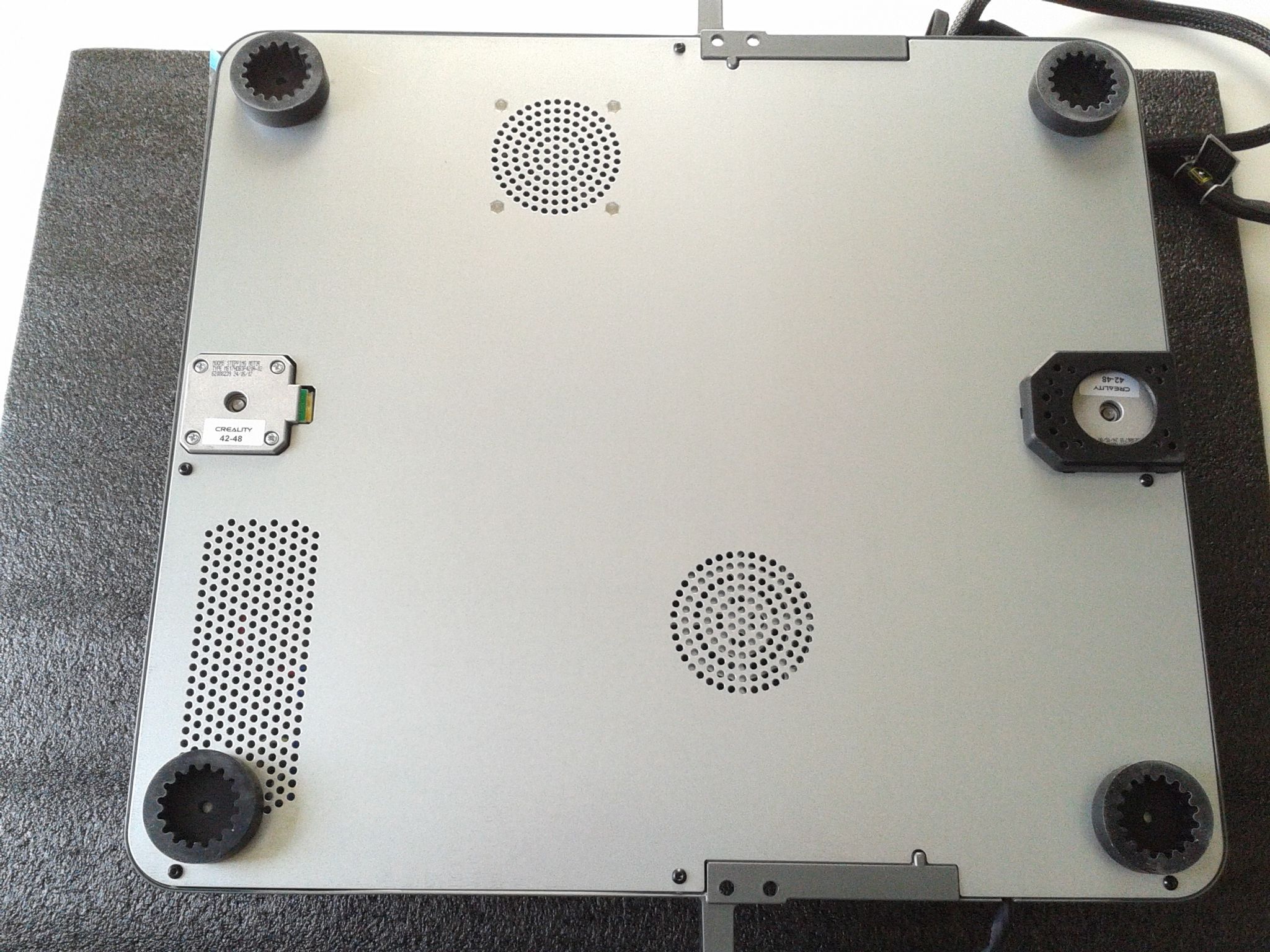
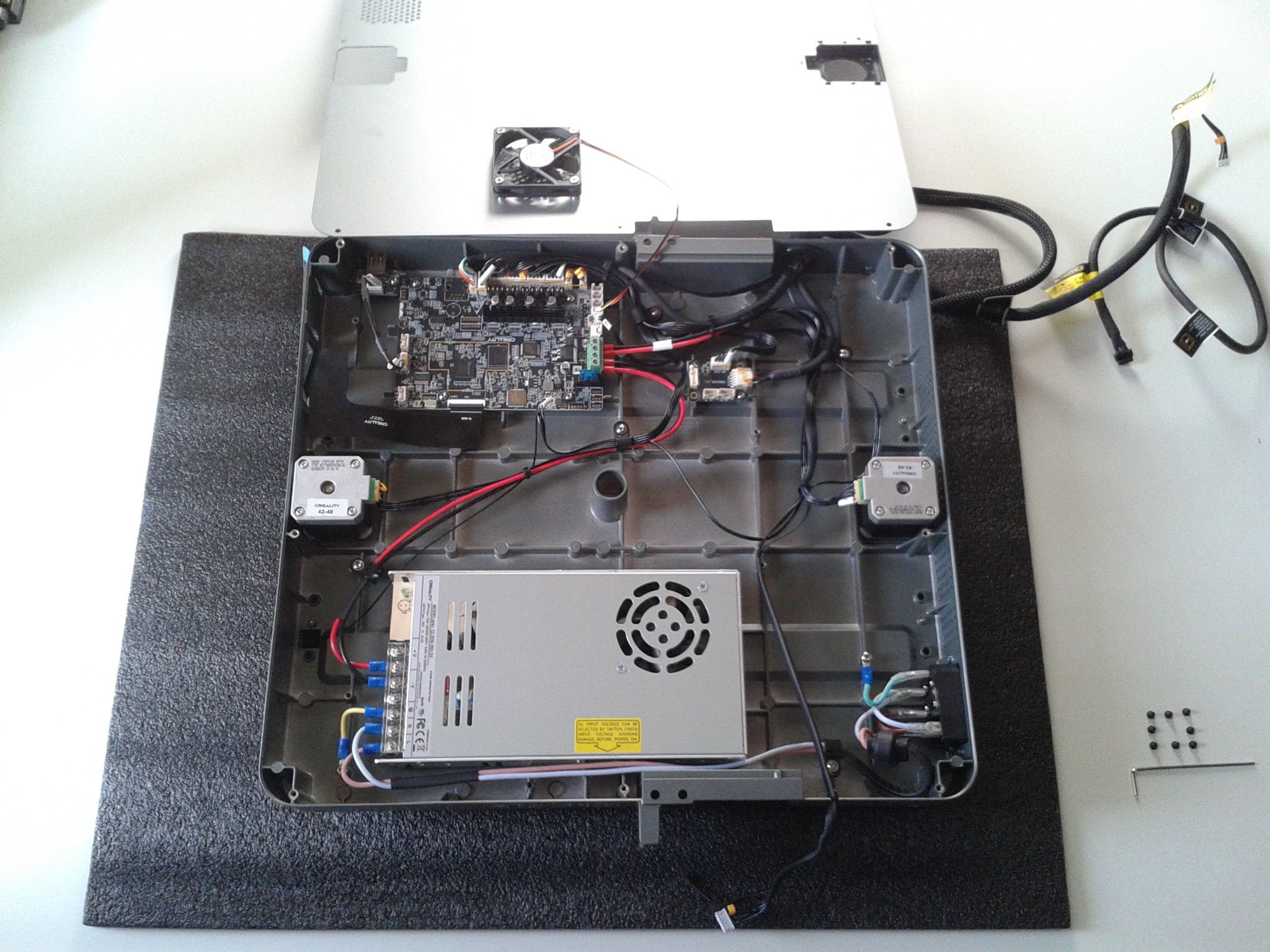
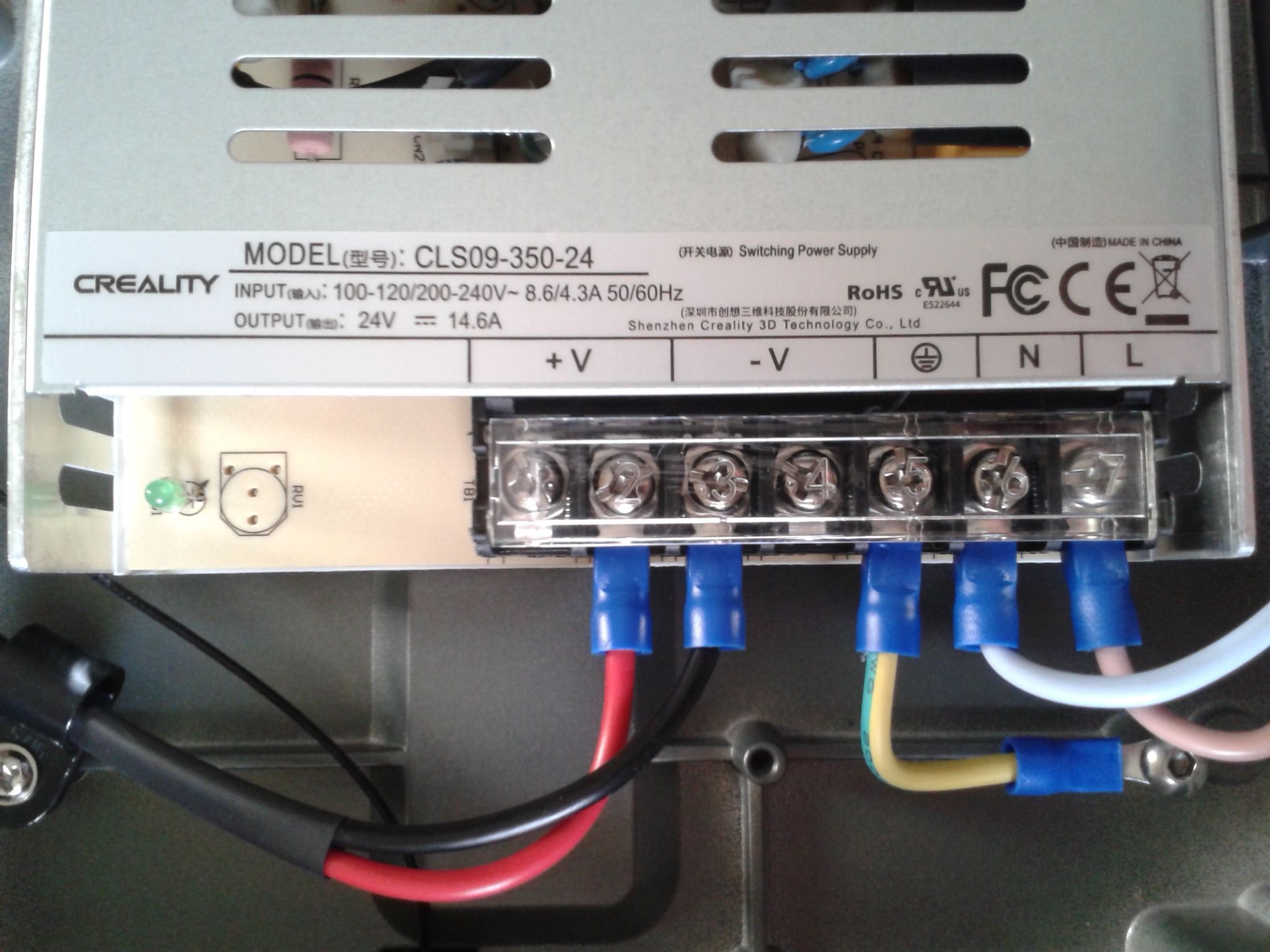
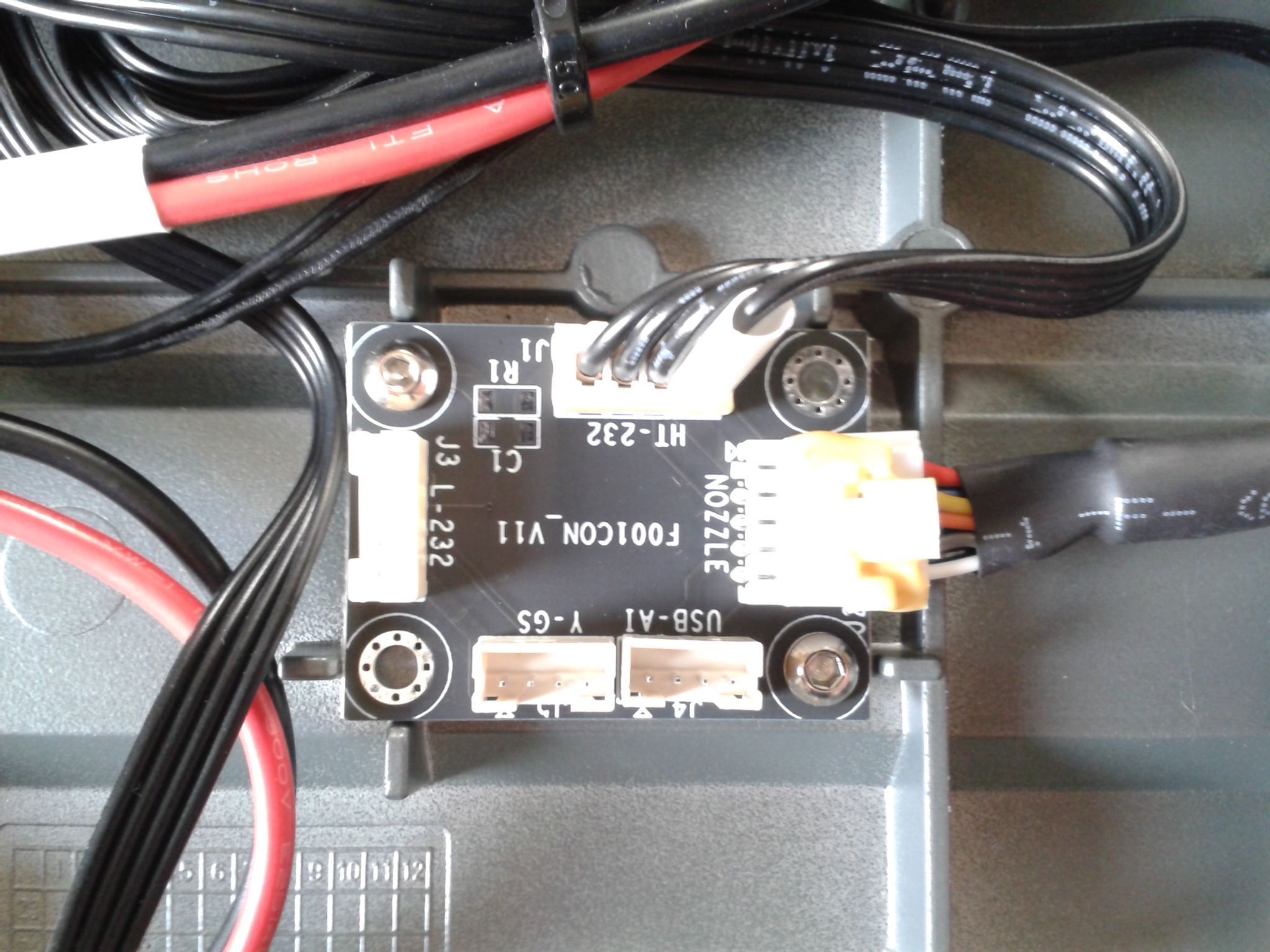
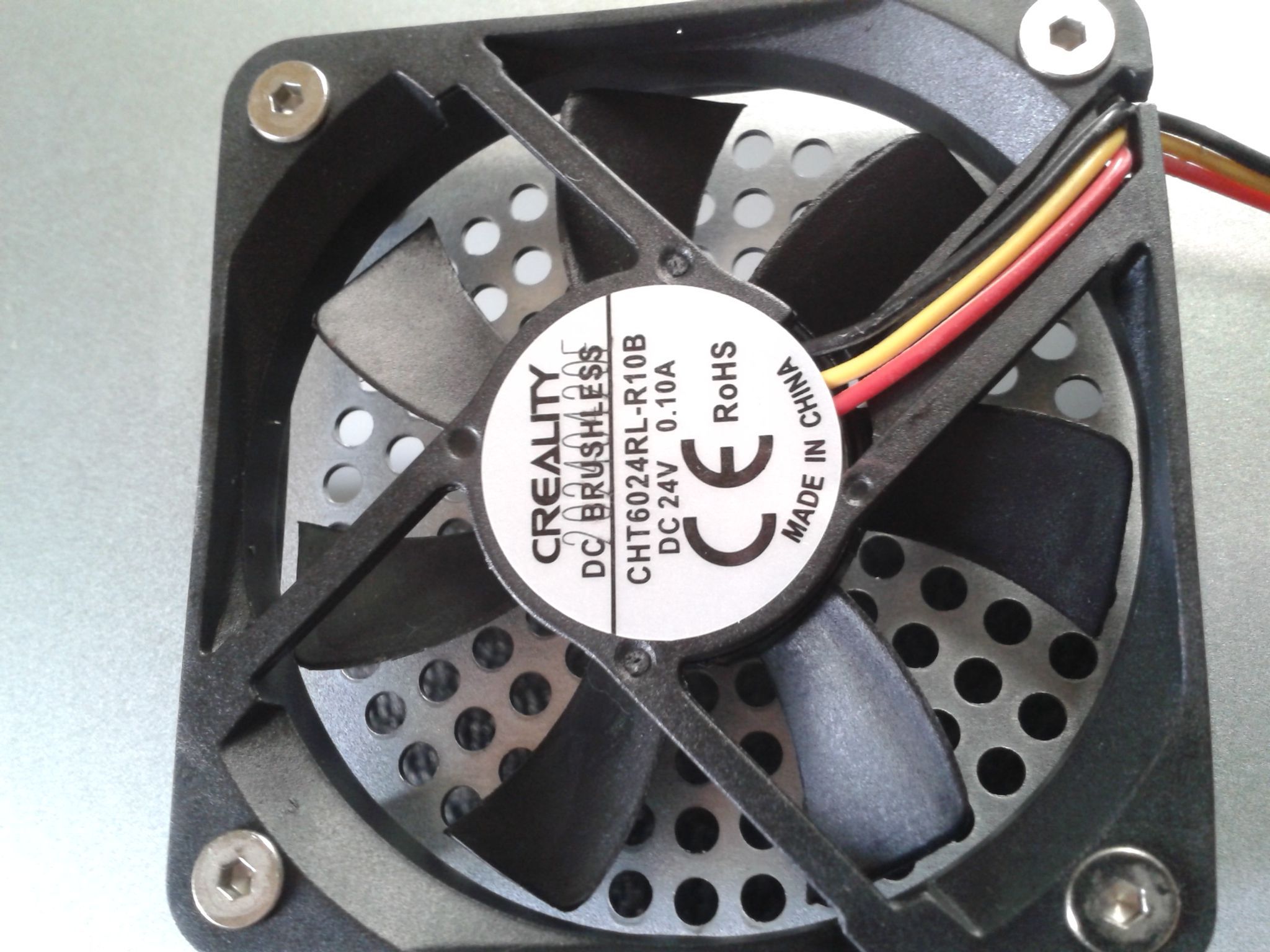
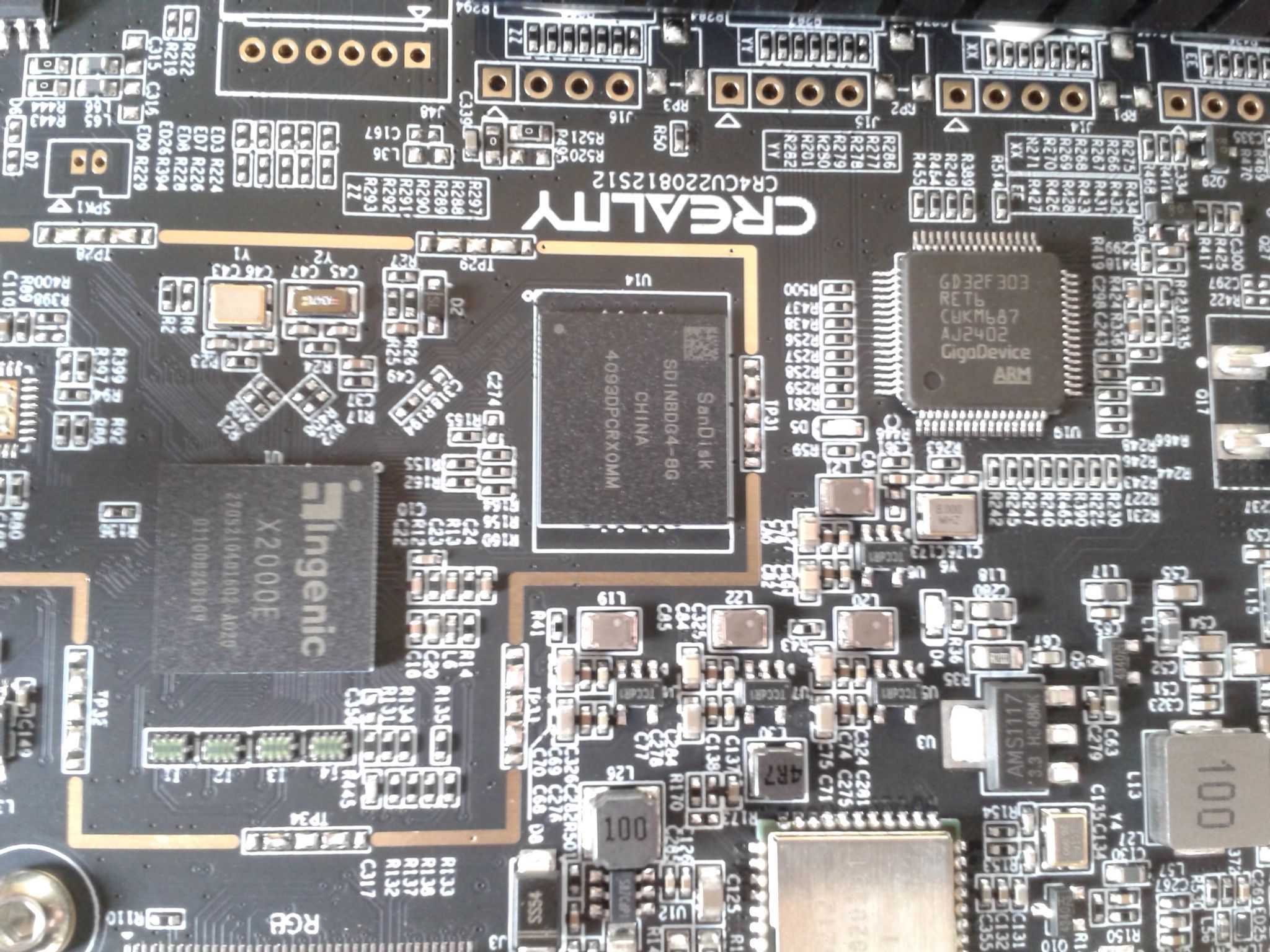
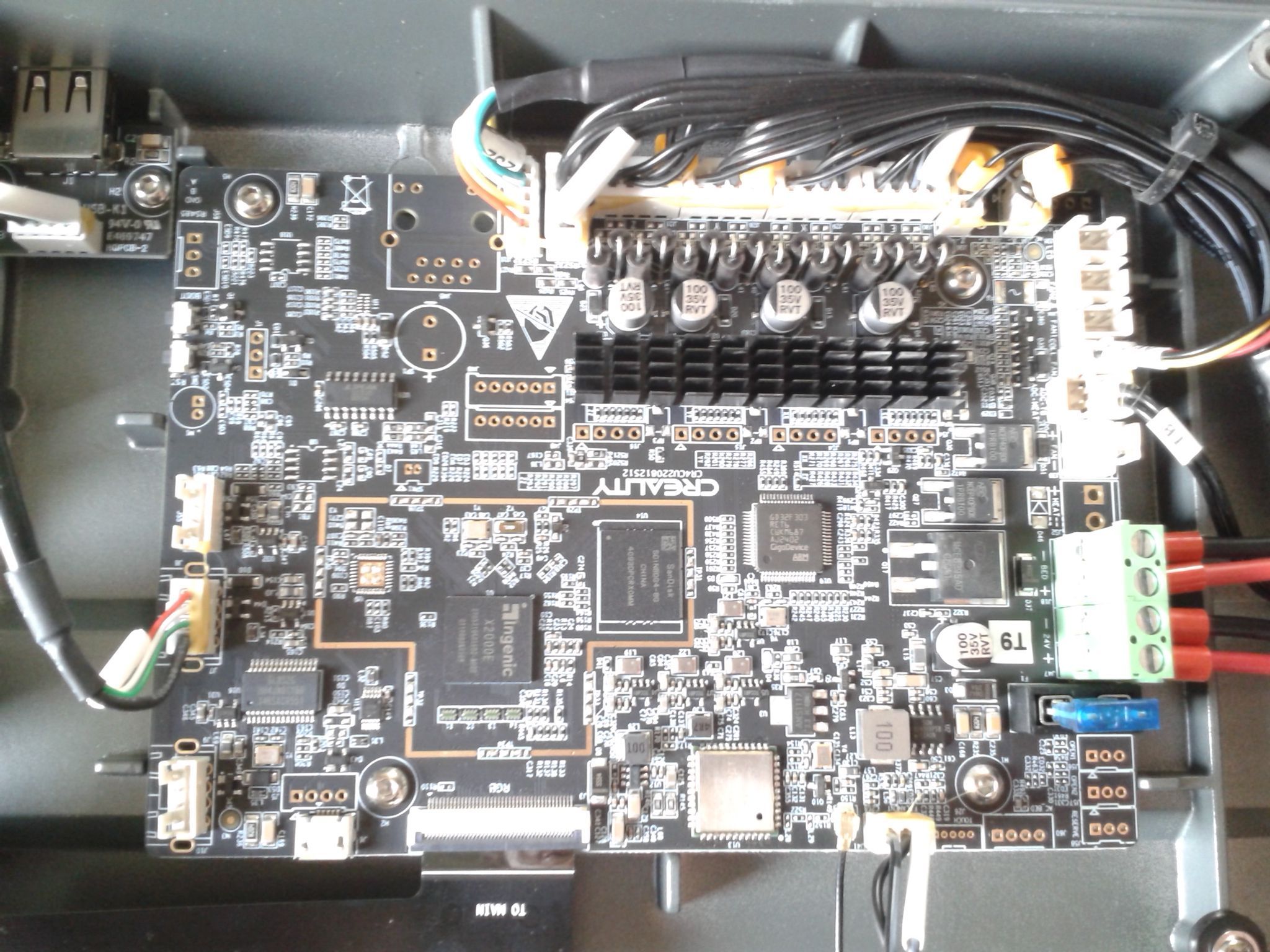
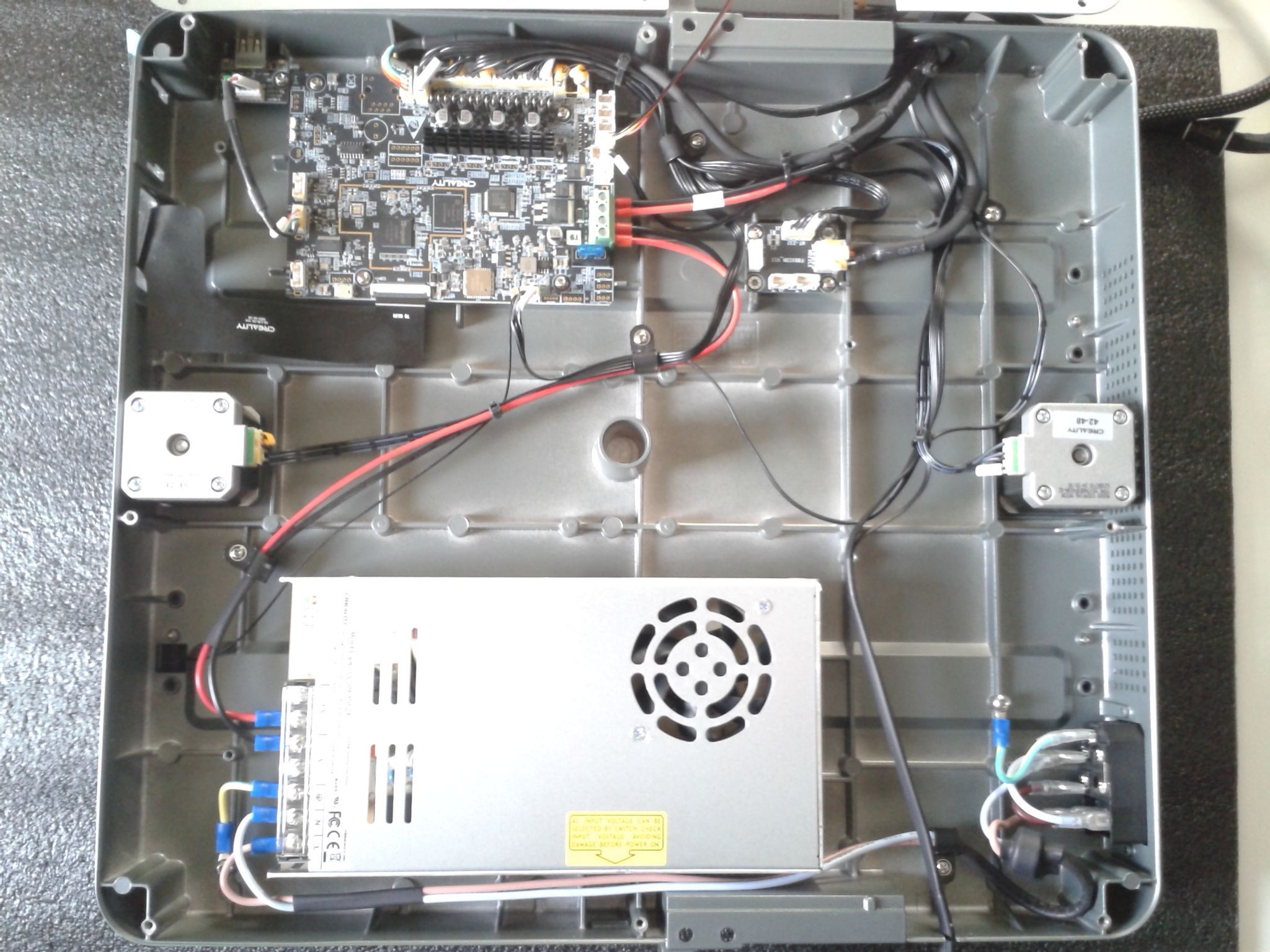
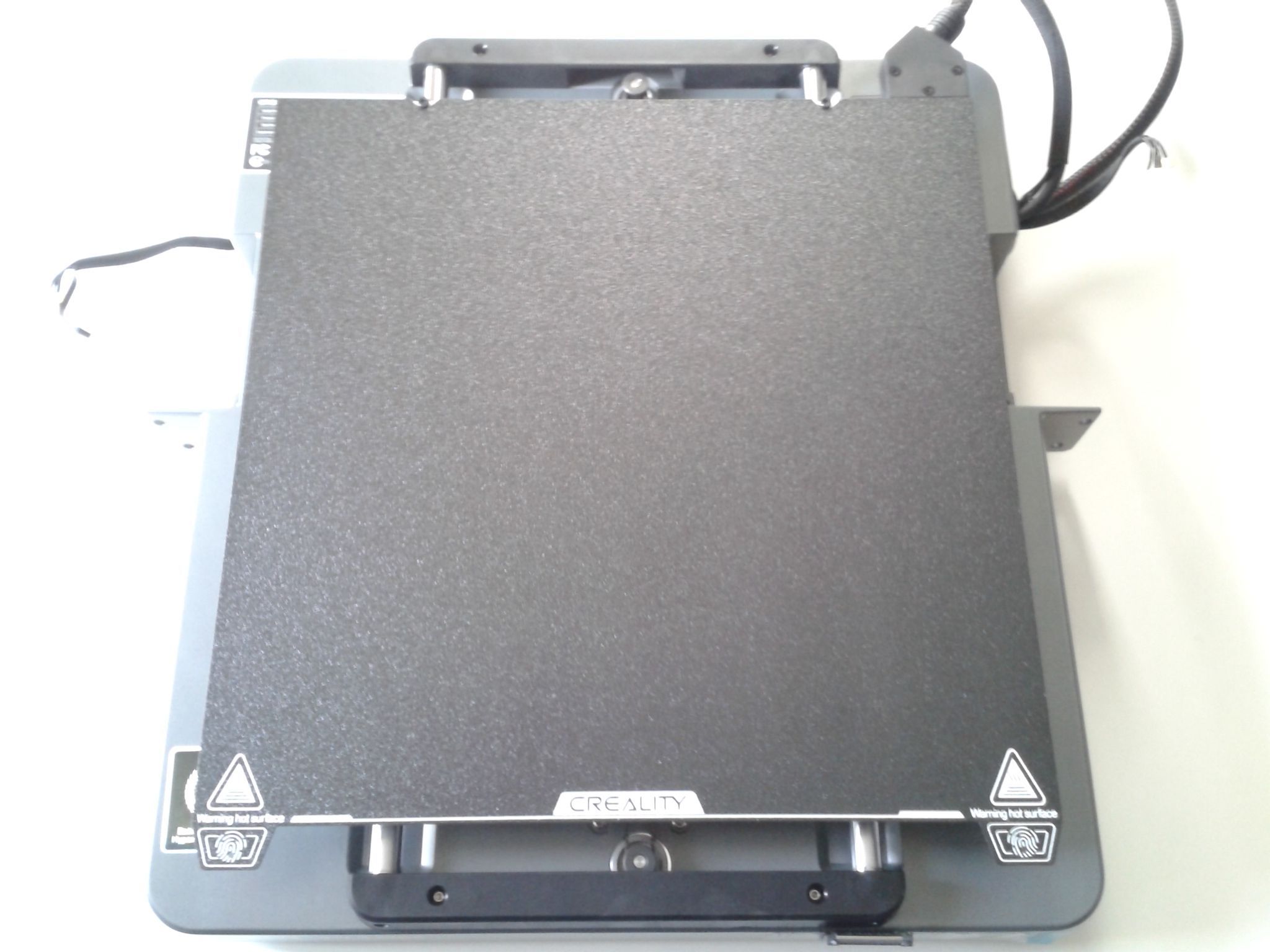
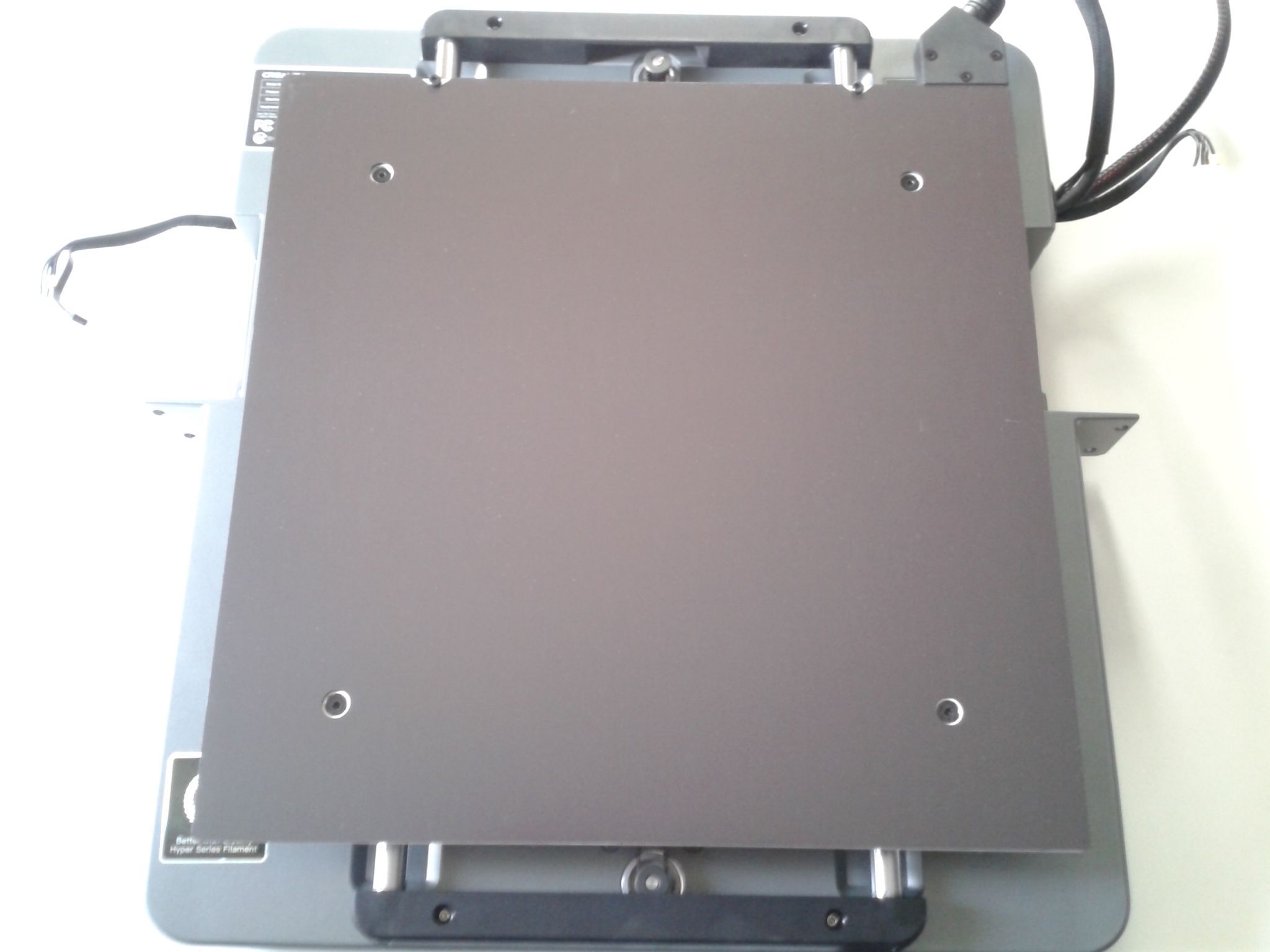
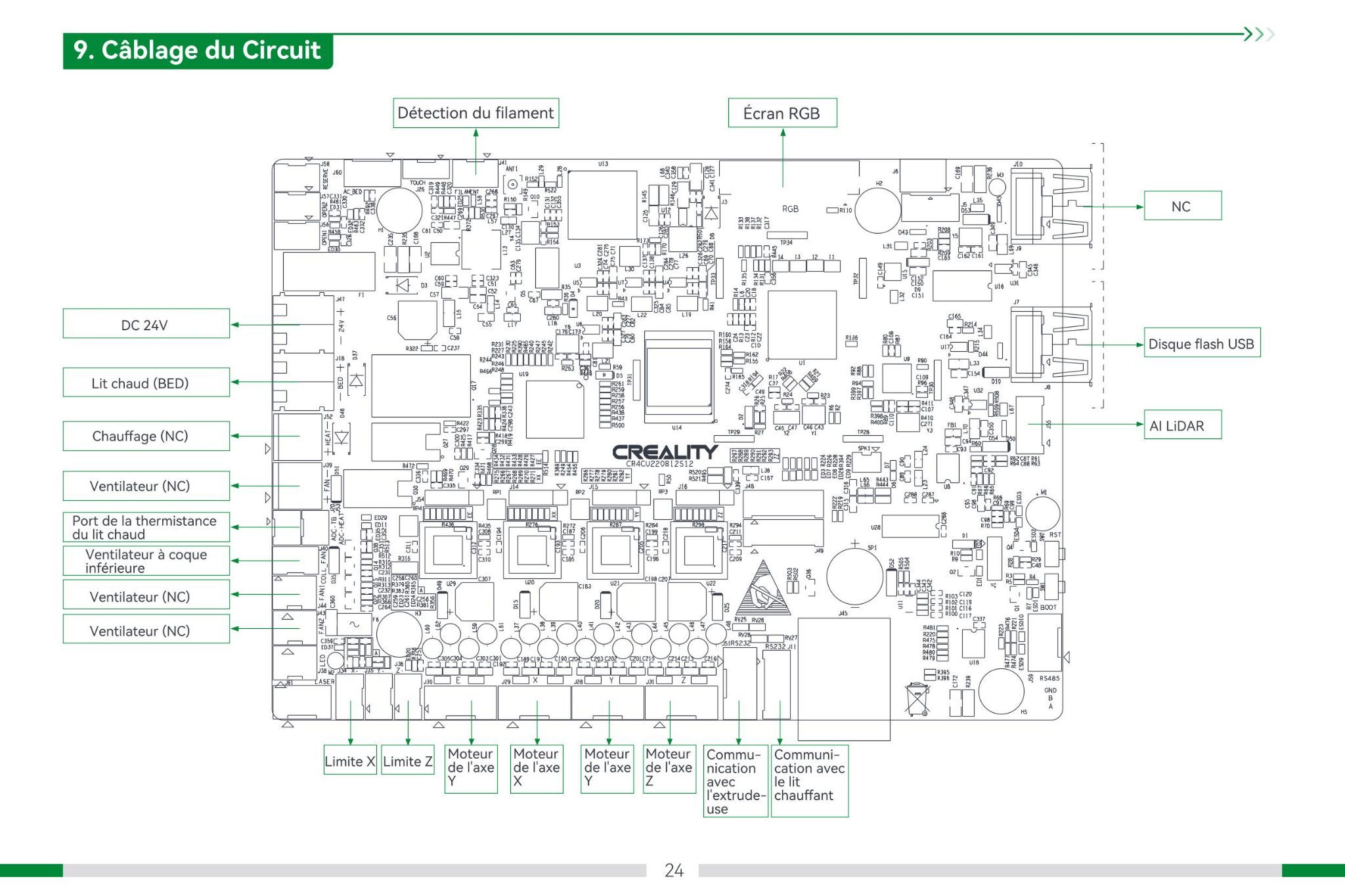
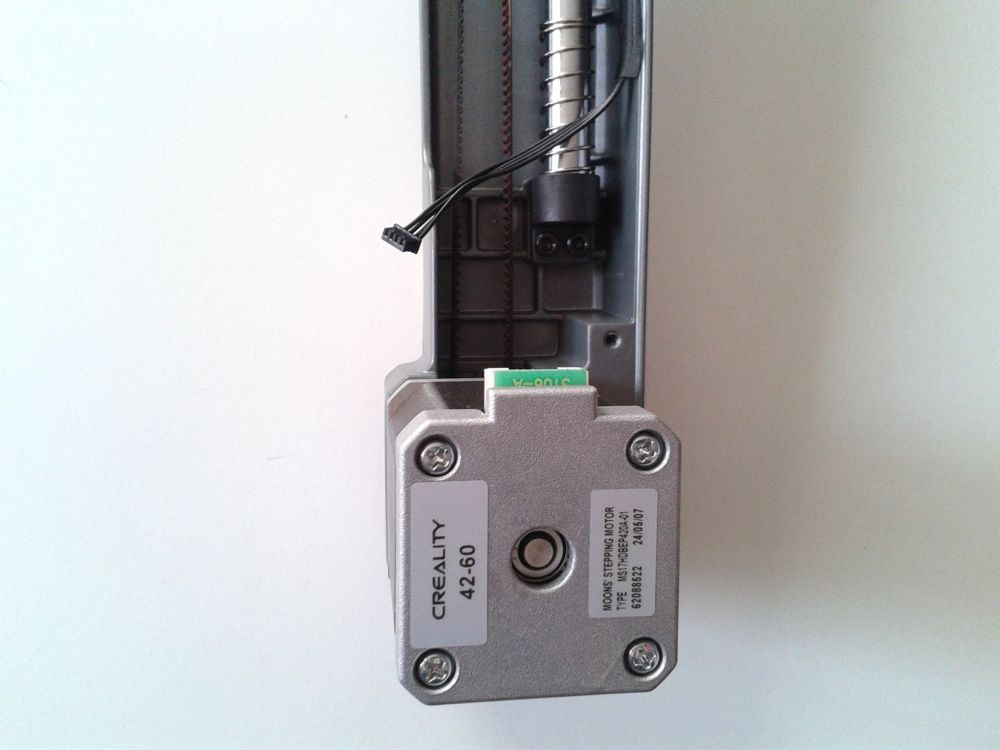
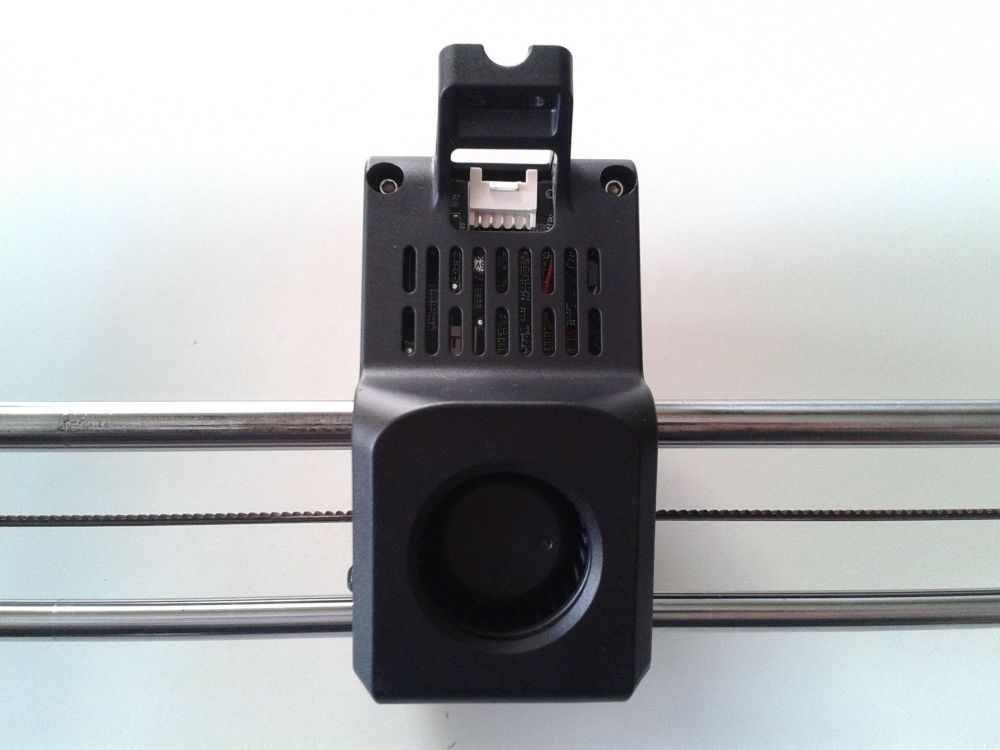
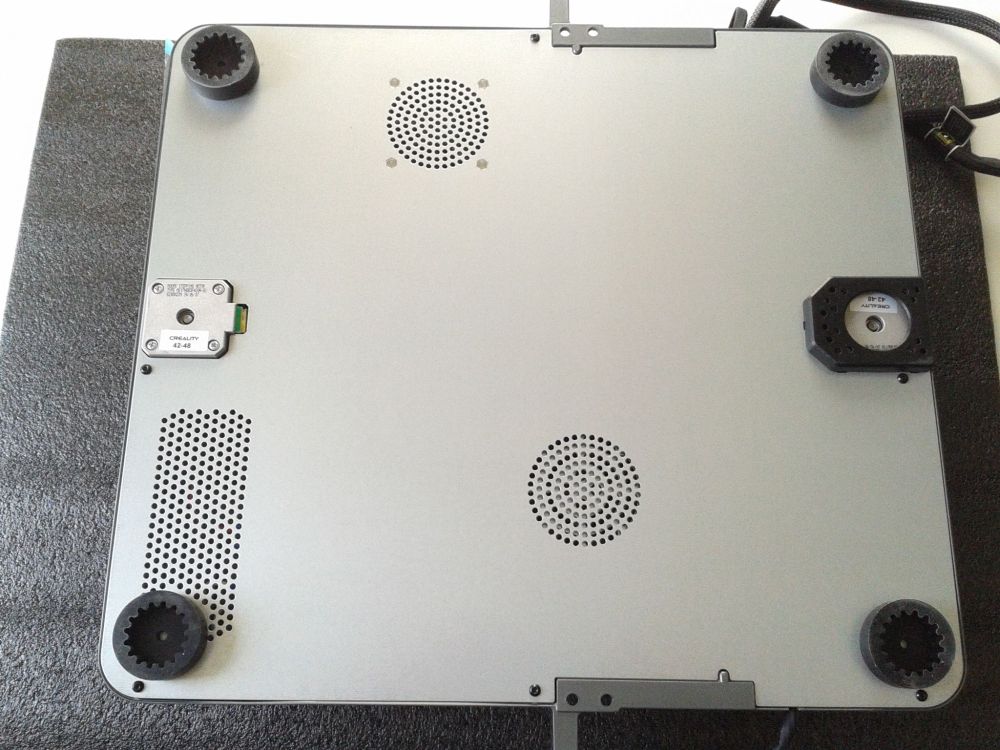
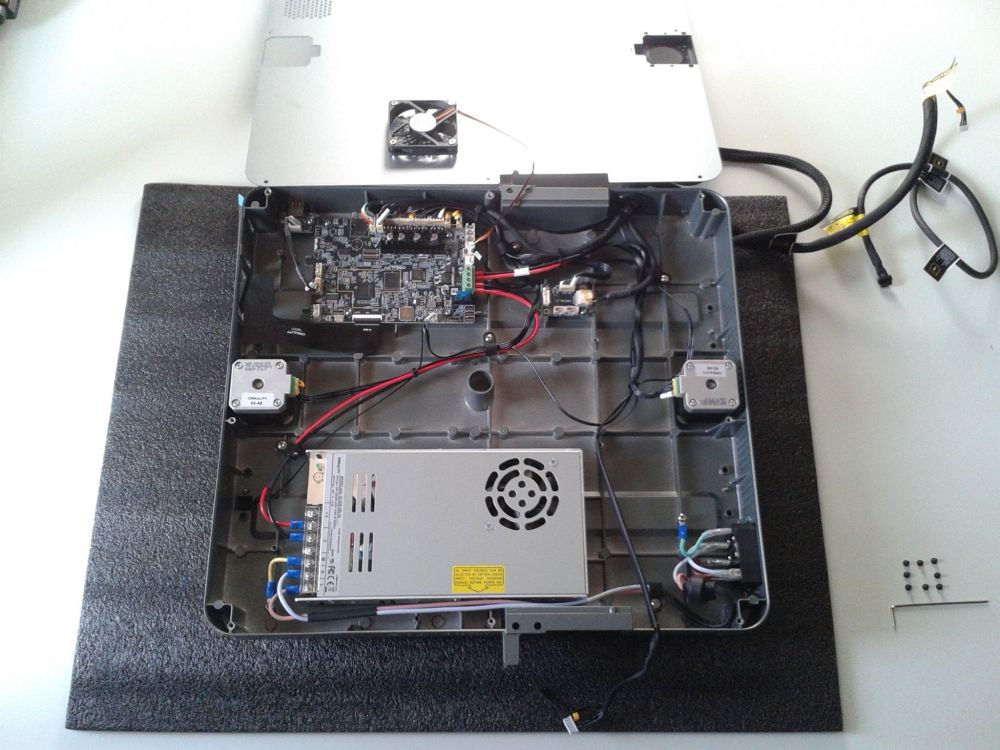
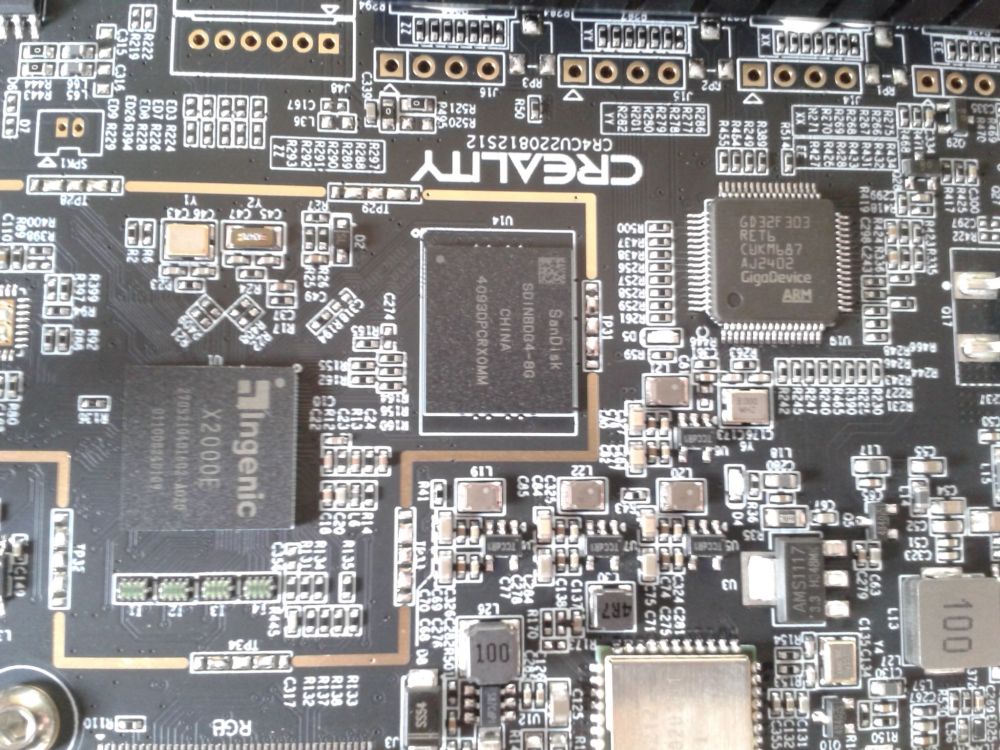
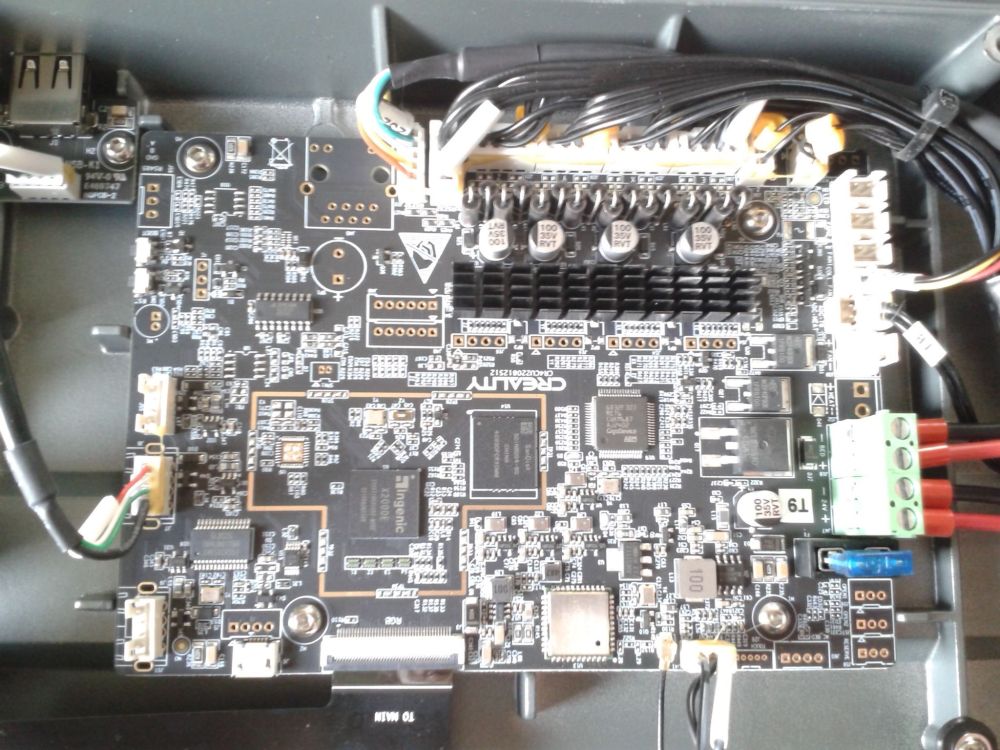
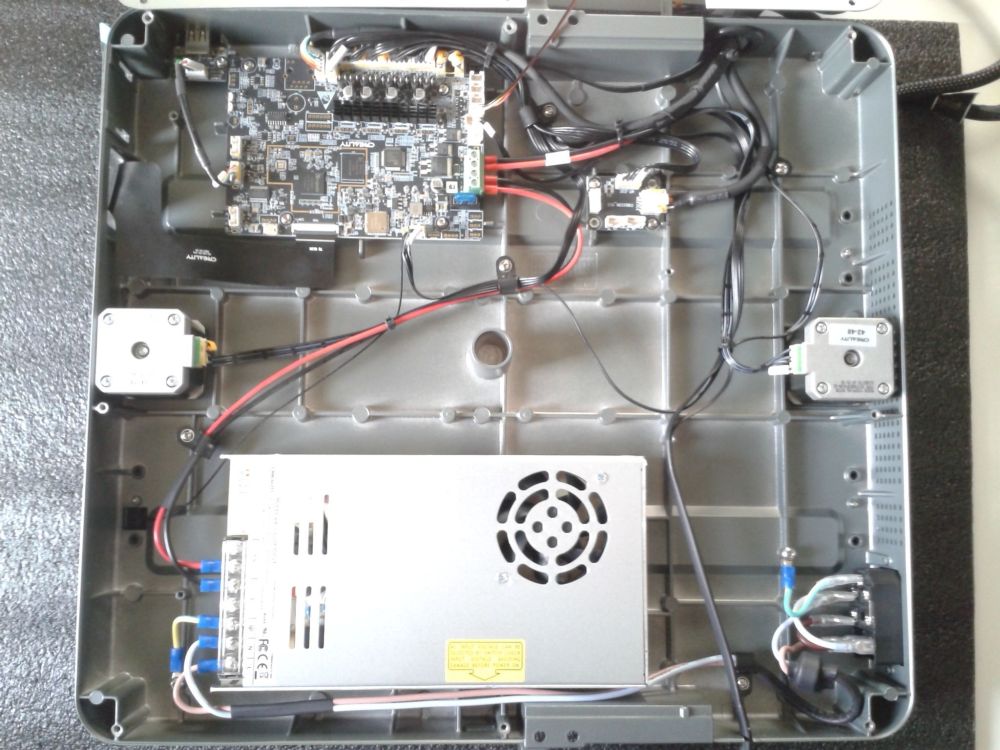
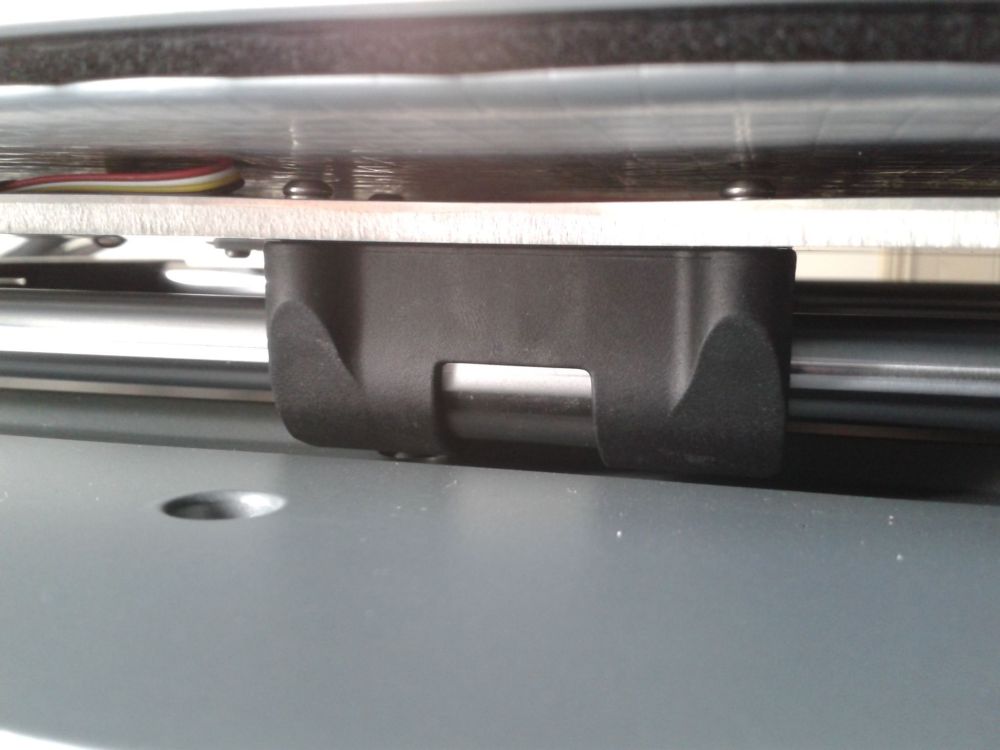
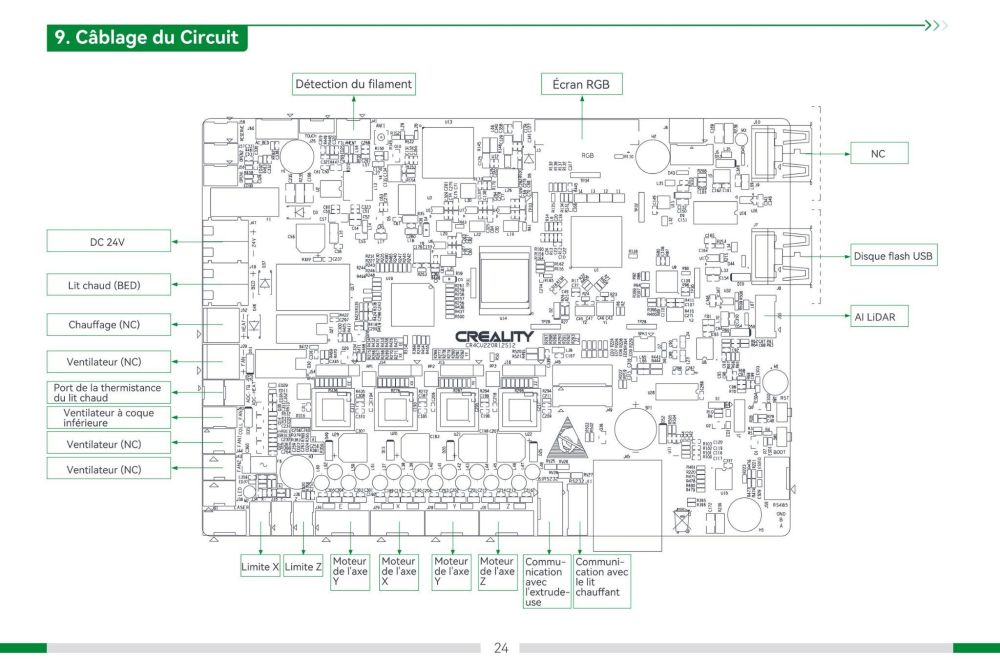
Détails matériels (hardware)


















 1 point
1 point -
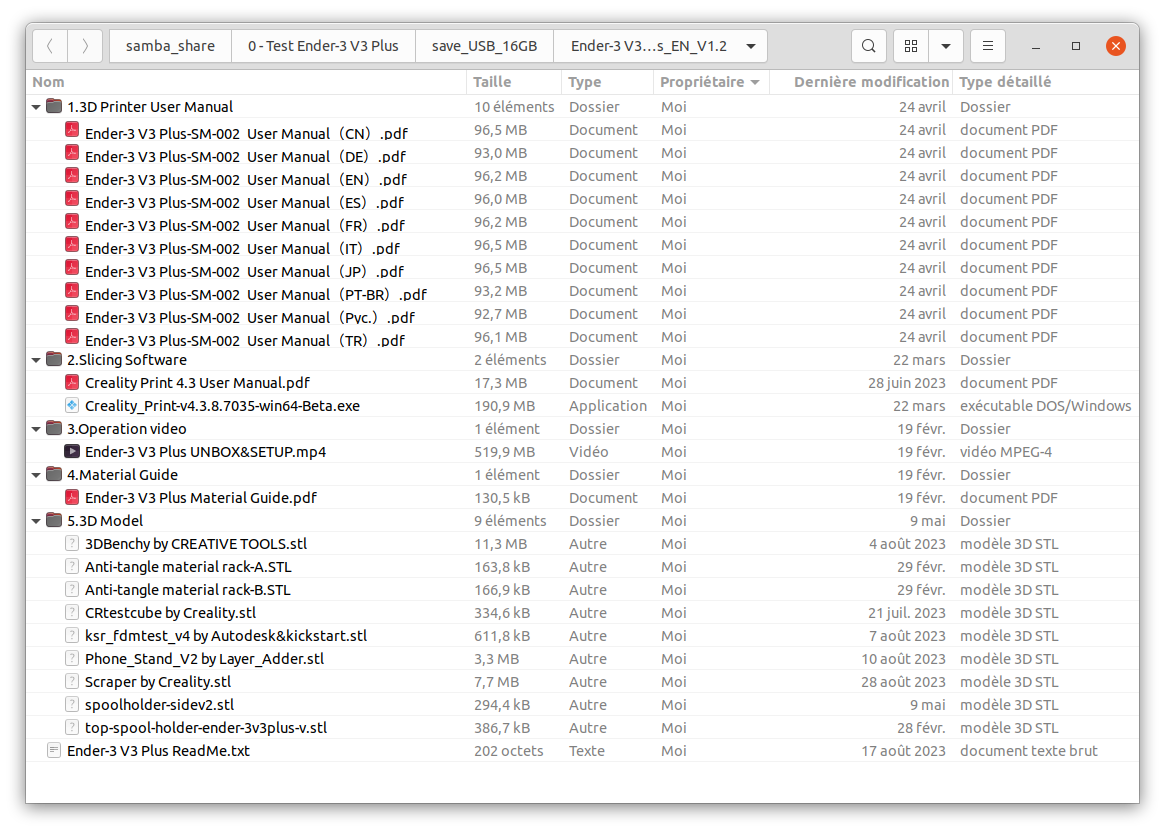
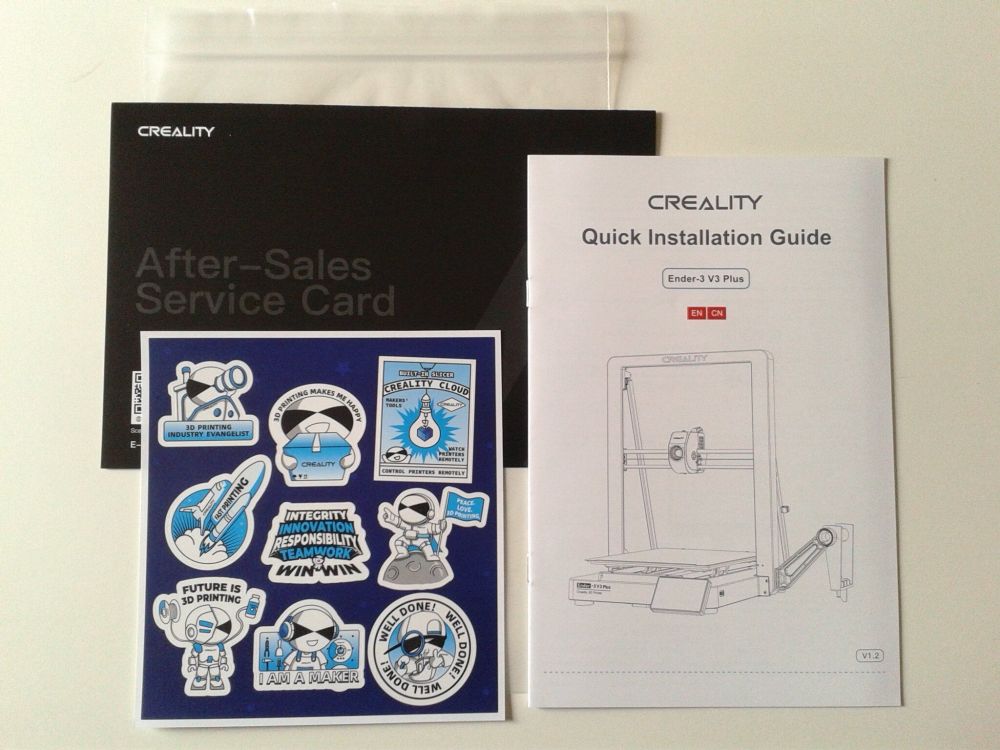
Détails du contenu de la clé USB de 16GB fournie Somme de contrôle md5 des fichiers Après extraction du fichier 'Ender-3 V3 Plus__supplementary files_EN_V1.2.rar" Somme de contrôle md5 des fichiers
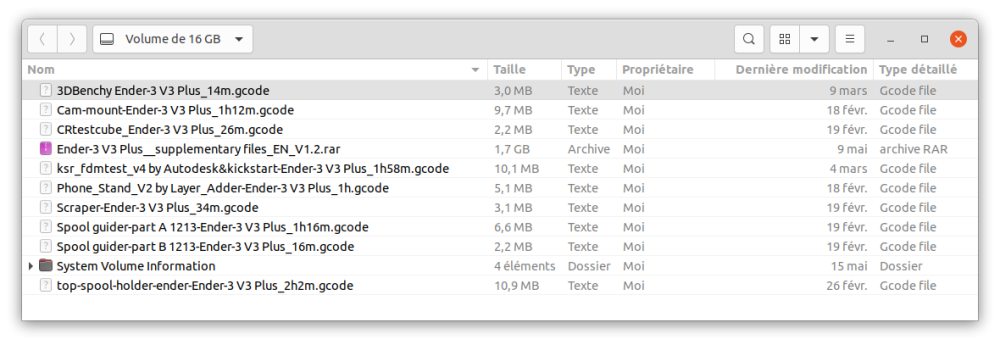
 1 point
1 point -
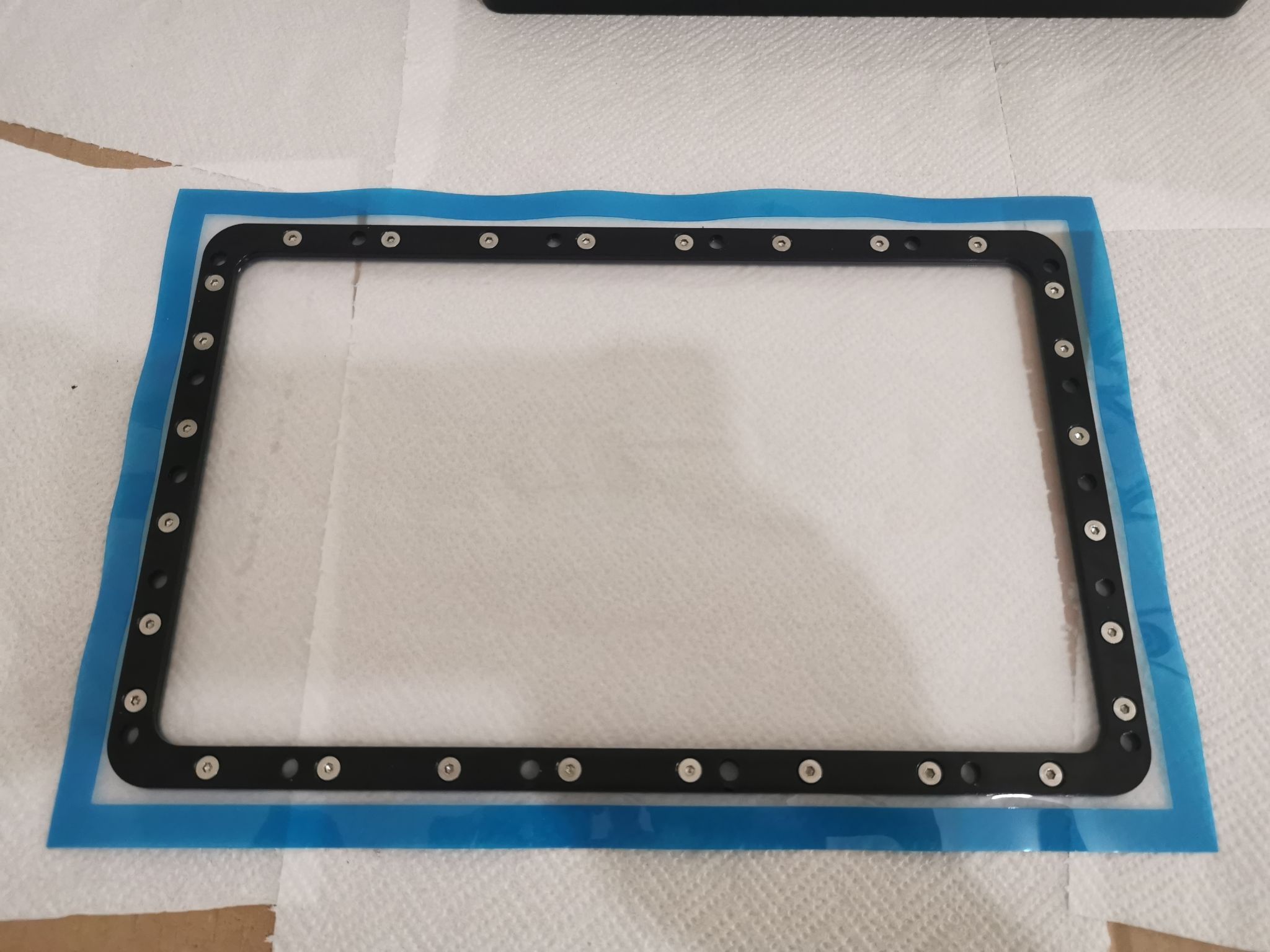
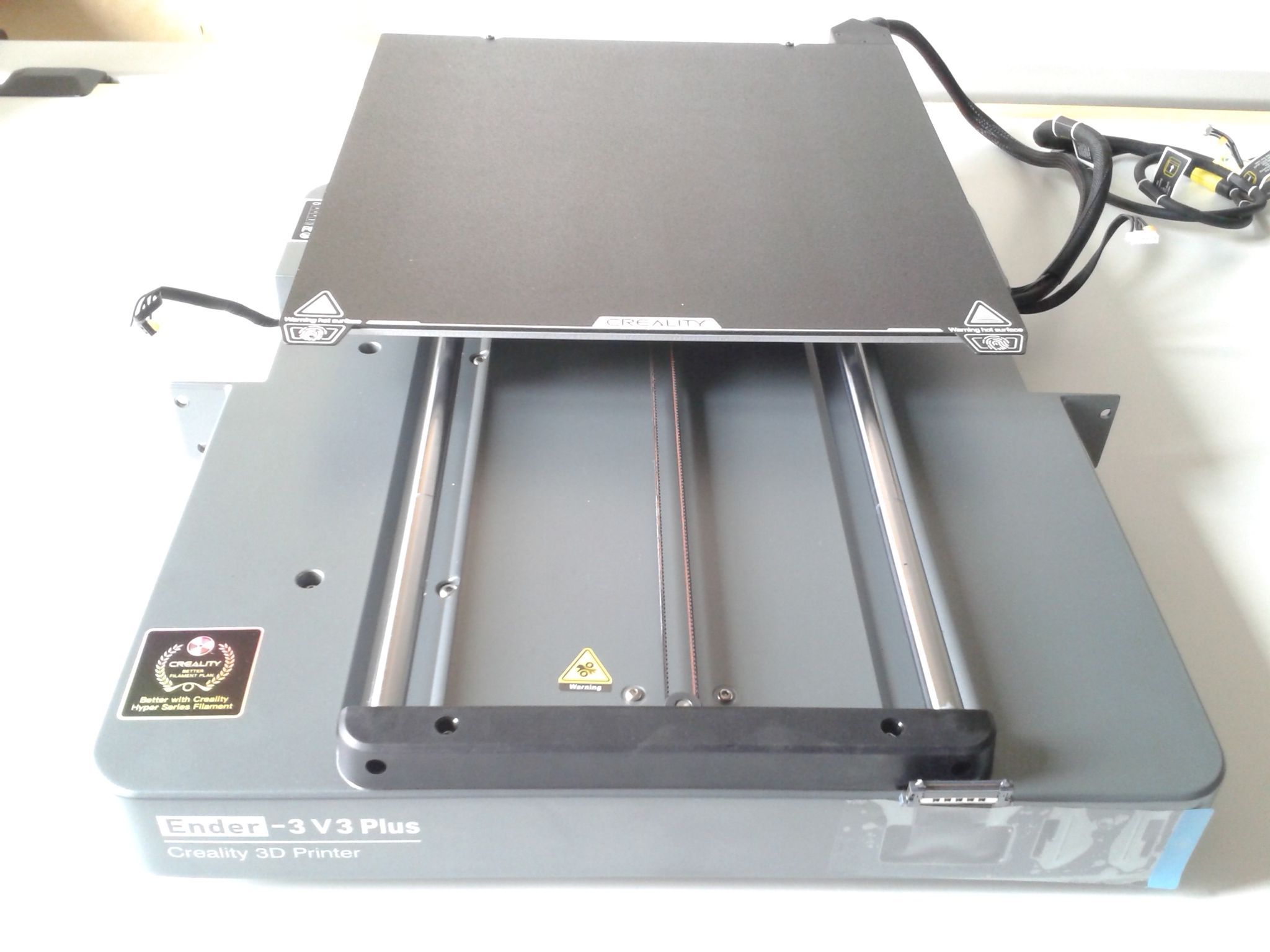
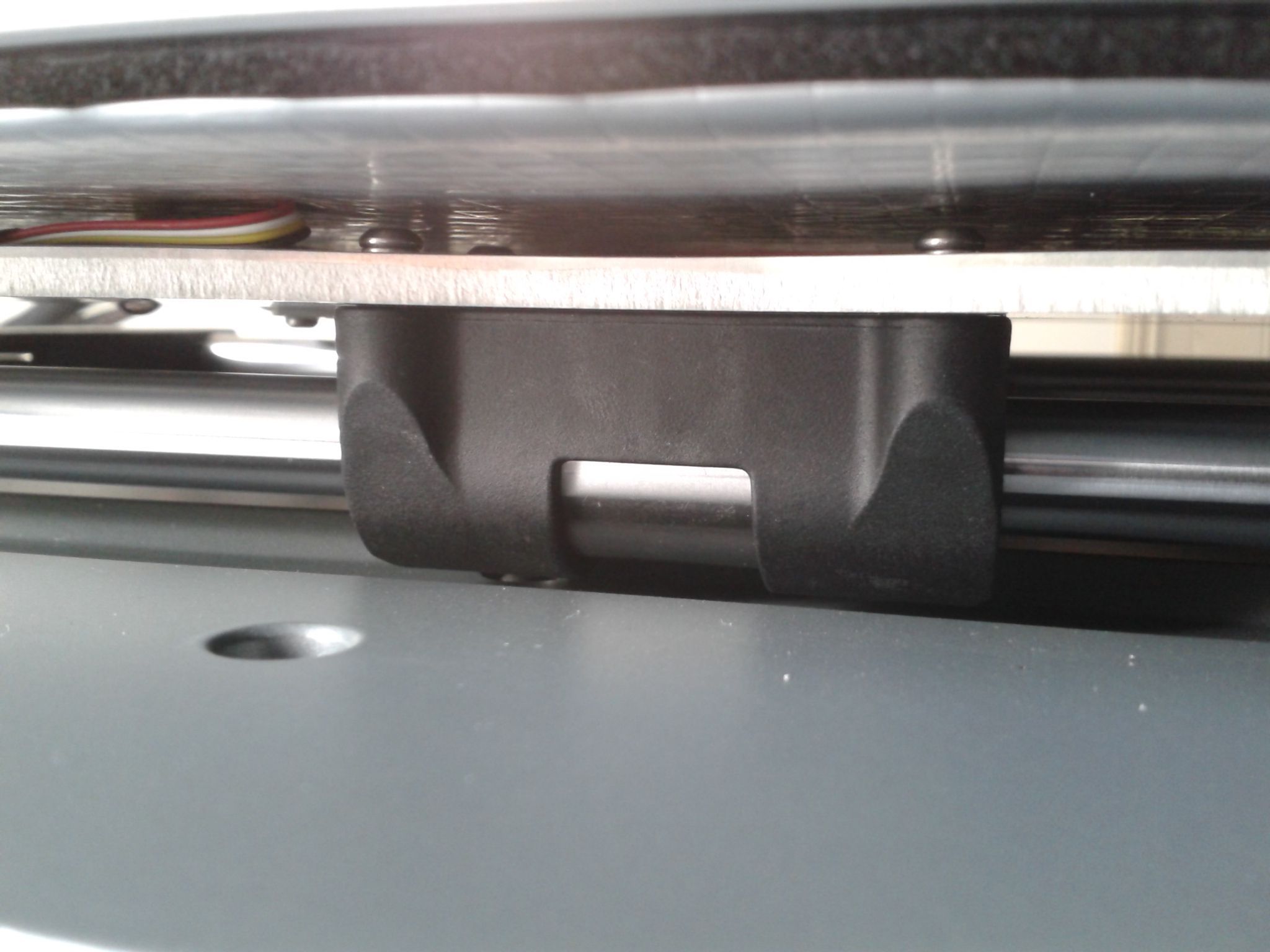
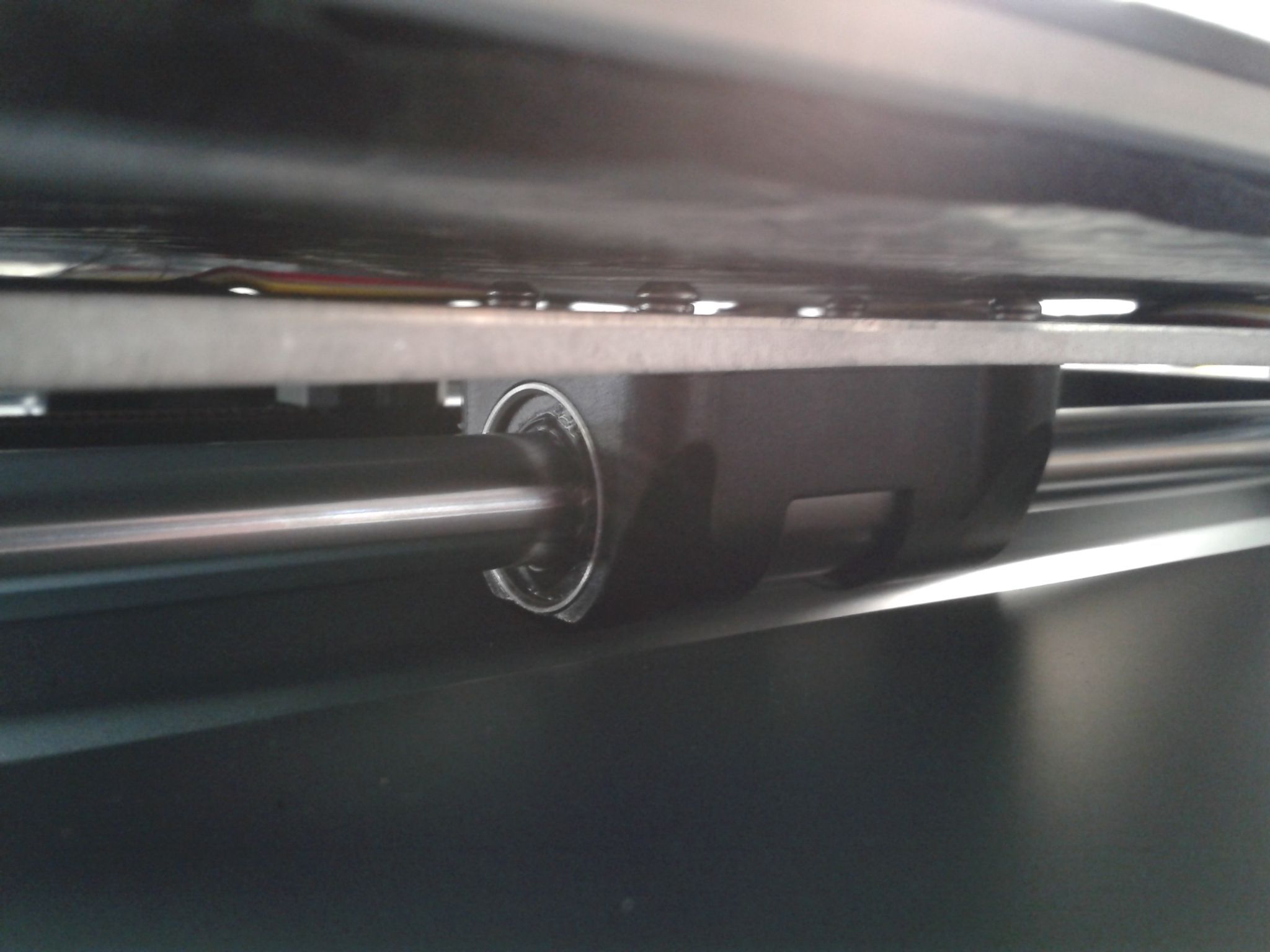
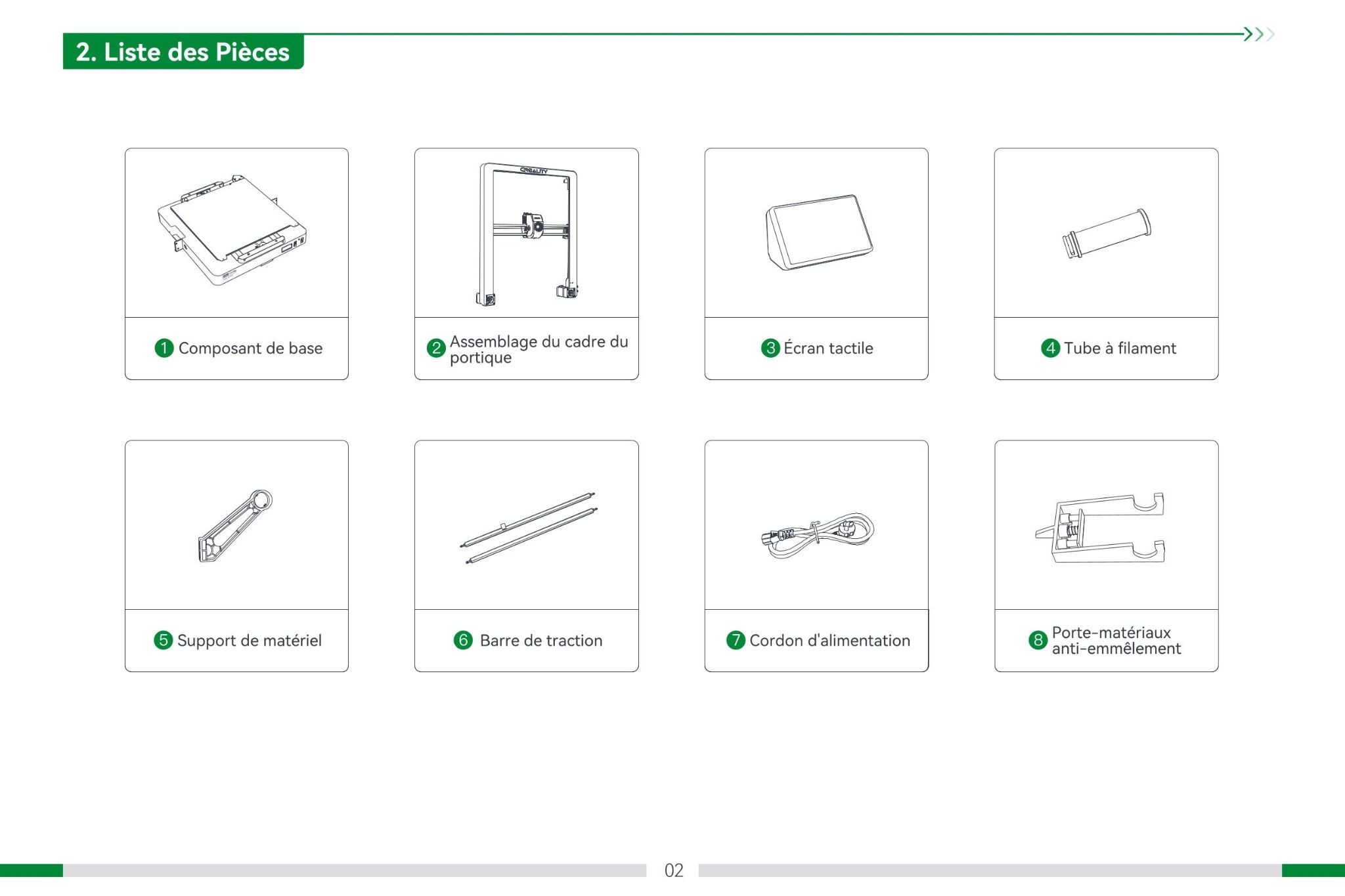
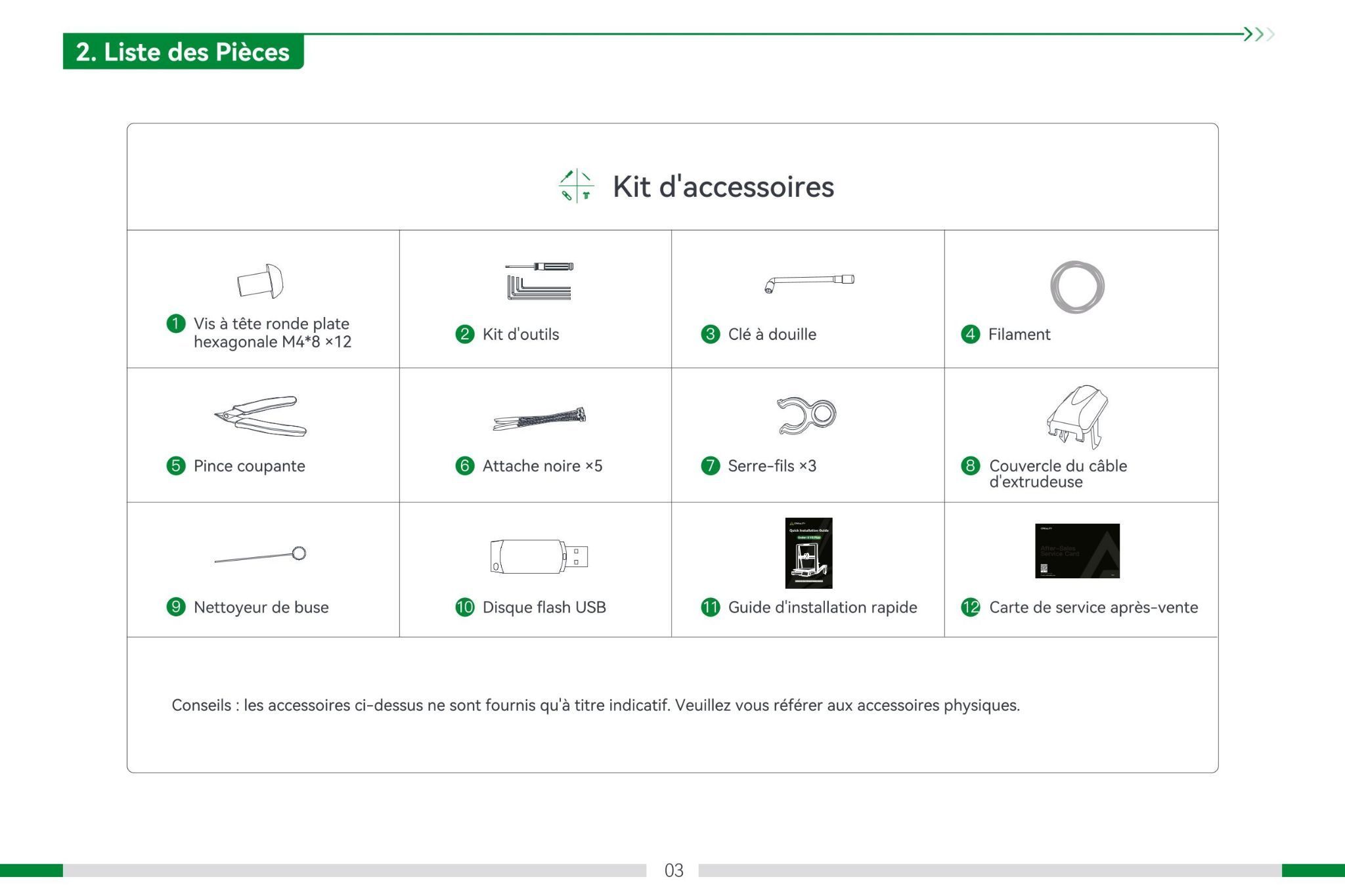
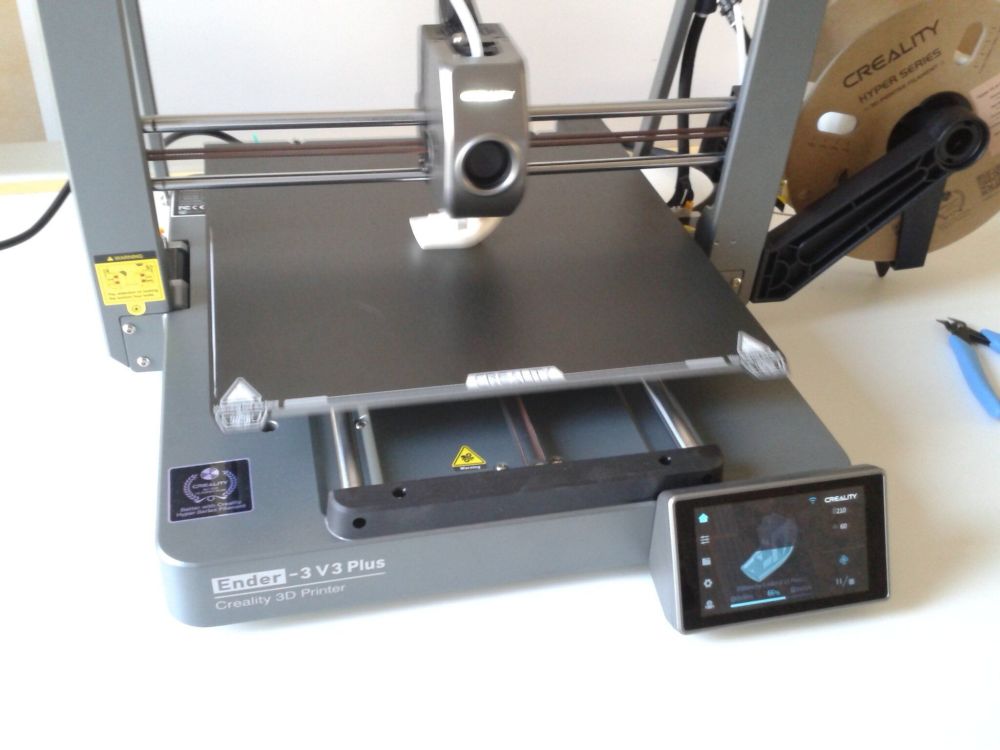
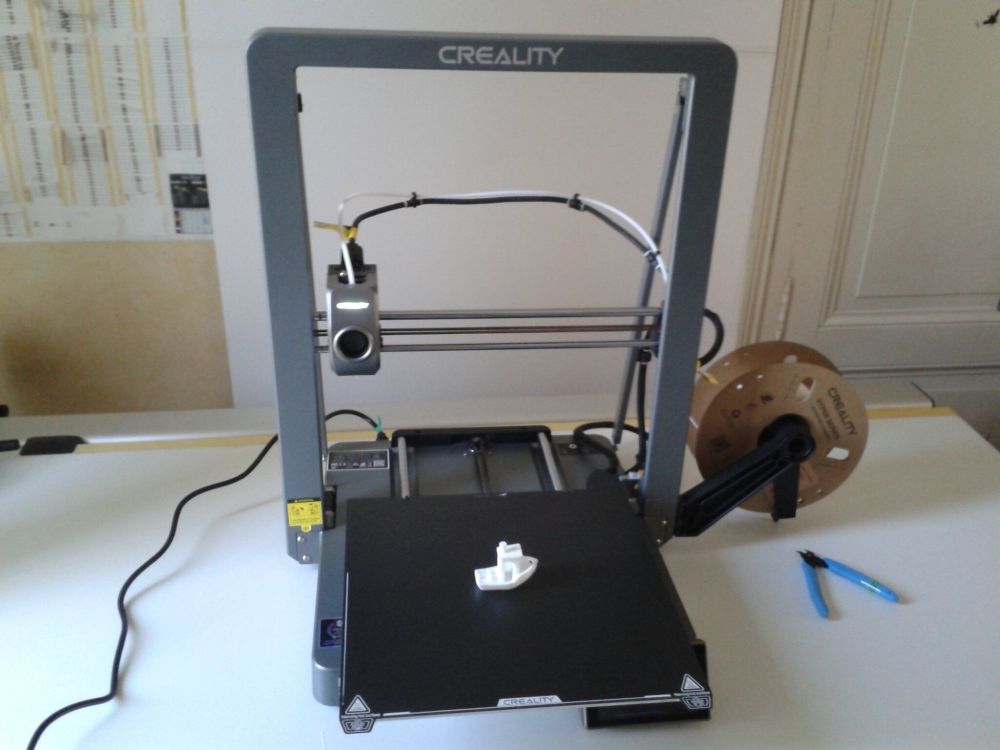
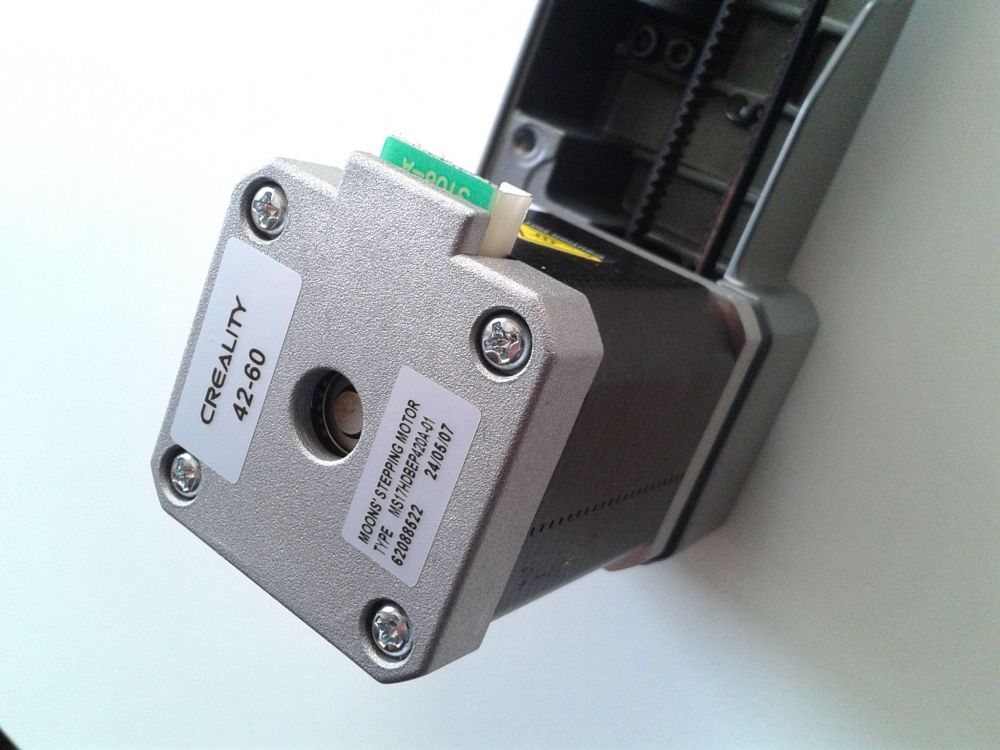
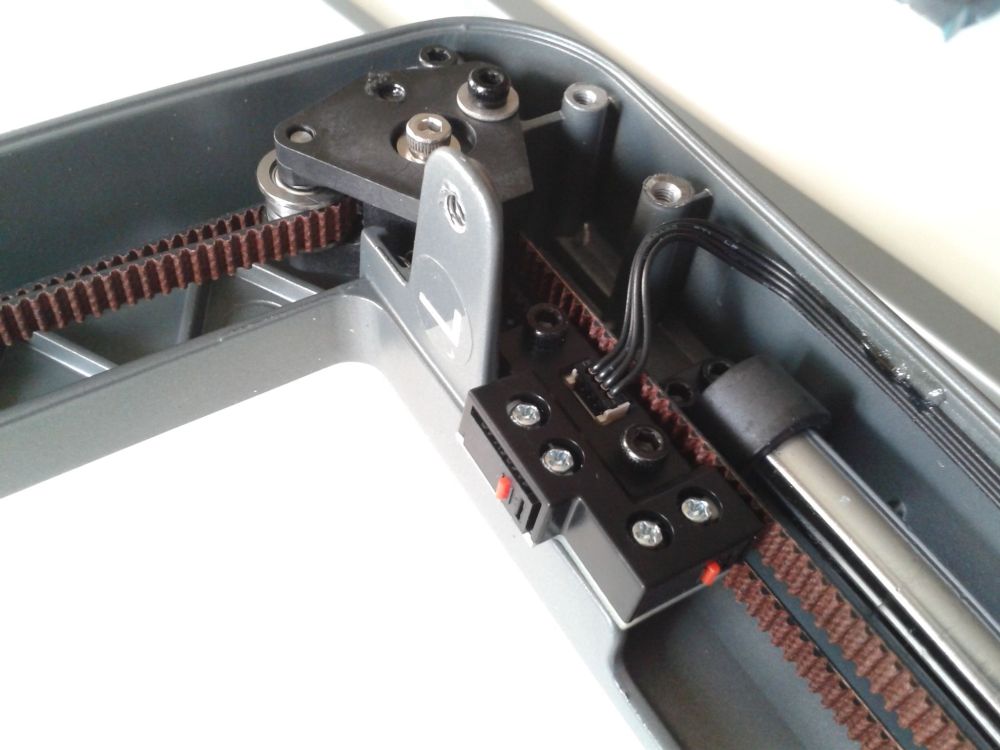
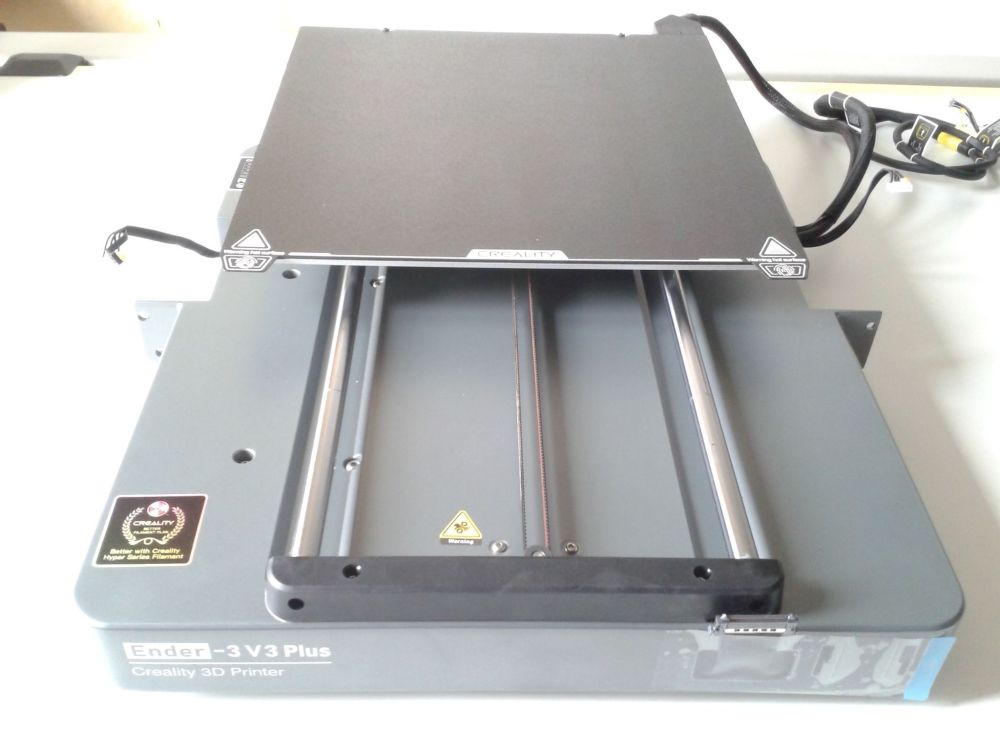
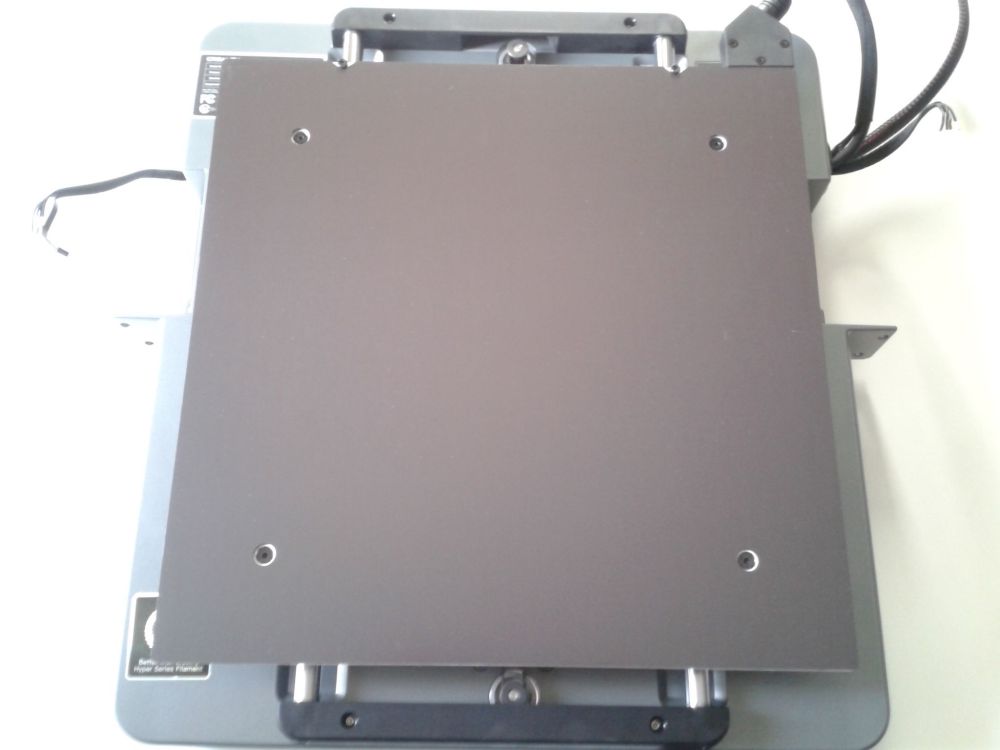
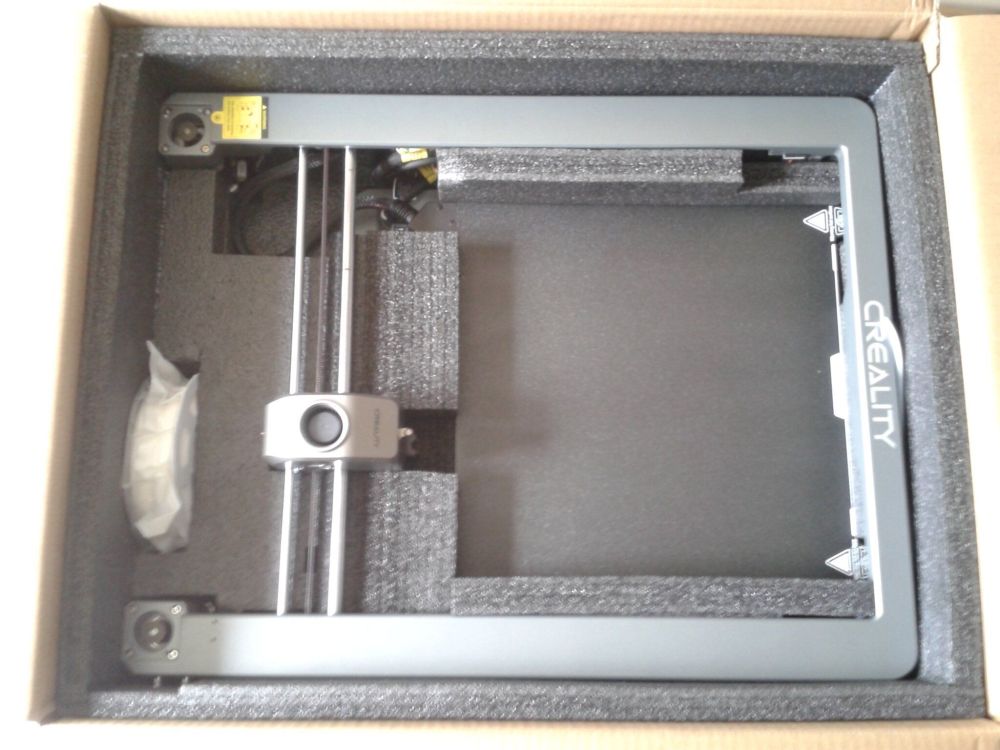
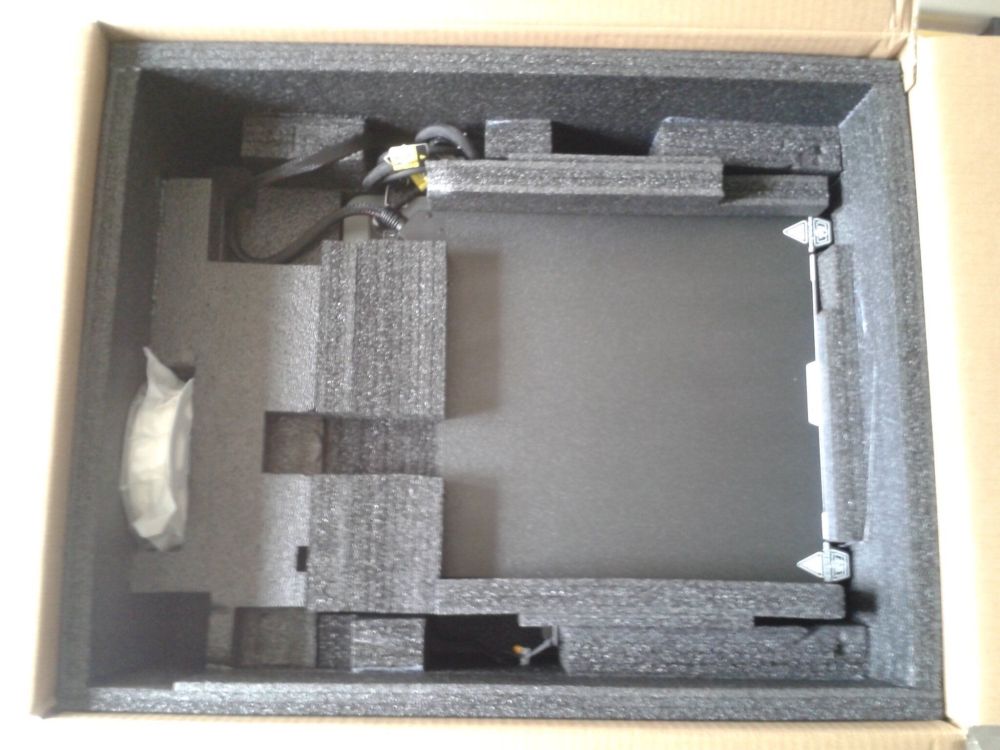
Déballage et inventaire Attention. Pour sortir la base de l'imprimante du carton. Bien prendre garde de ne pas soulever en saisissant le plateau, mais bien soulever l'ensemble par le dessous du châssis de la base de l'imprimante ( Sinon il y a un risque de forcer et d'abimer les capteurs de pression (jauge de déformation) qui sont sous les quatre coins du support du plateau ) ( le "Nebula Smart Kit" reçu Ce Kit, car il contient un écran "Nebula Pad" et un capteur de vibration, permet de par exemple passer la "Ender-3 V3 SE" (initialement avec un firmware marlin,) sous un firmware Klipper et de lui donner la possibilité de contrôle et d'envoi d'impression via Wi-Fi. Ici, comme la "Ender-3 V3 Plus" se trouve déjà sous Klipper et donc que l'écran "Nebula Pad" n'est pas compatible ou utile, je n'utiliserais que la "Nebula camera" et son trépied de ce kit. Quand j'aurai plus de temps, un test de mise à niveau d'une "Ender-3 V3 SE" avec ce "Nebula Smart Kit" devrait prochainement être publié. Il est possible d'acheter la "Nebula Camera" seule. )



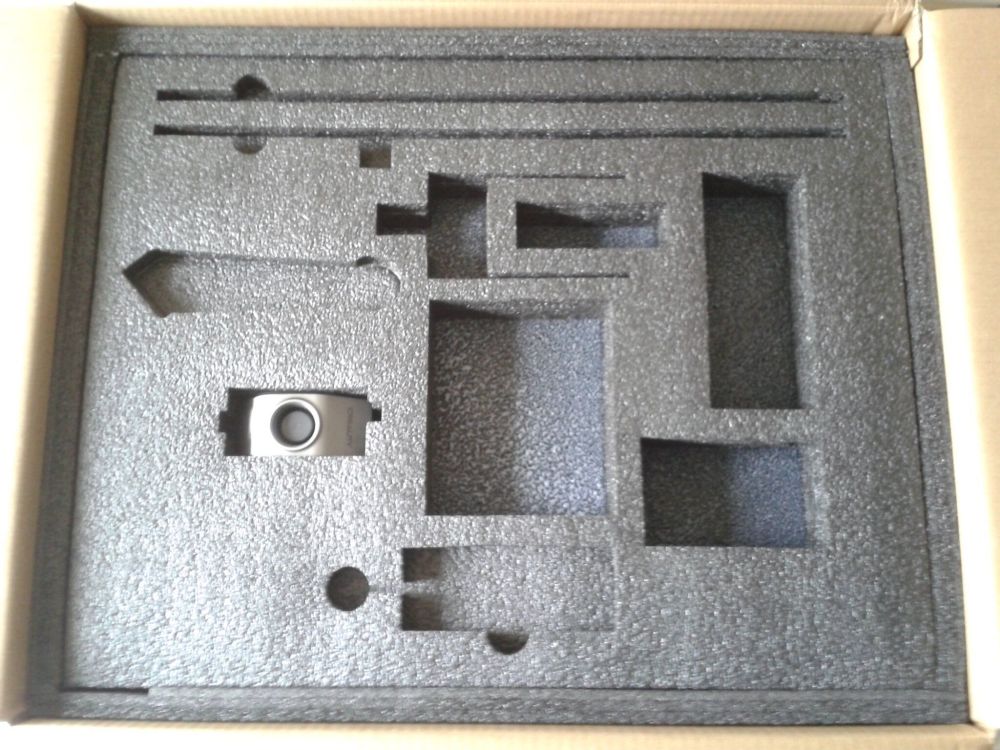





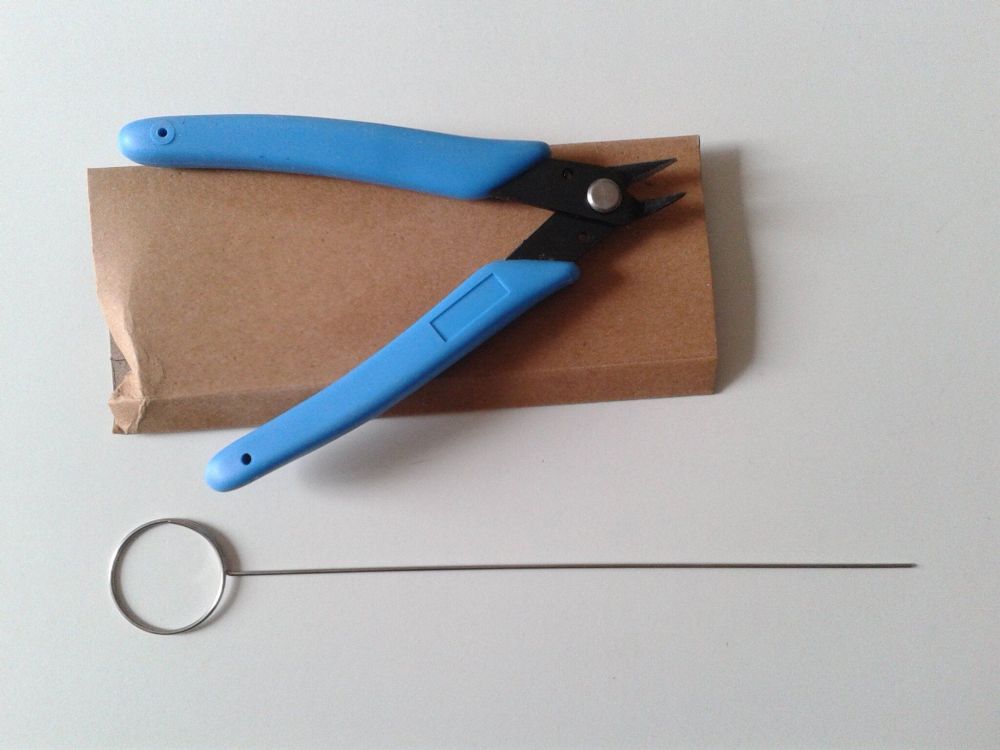





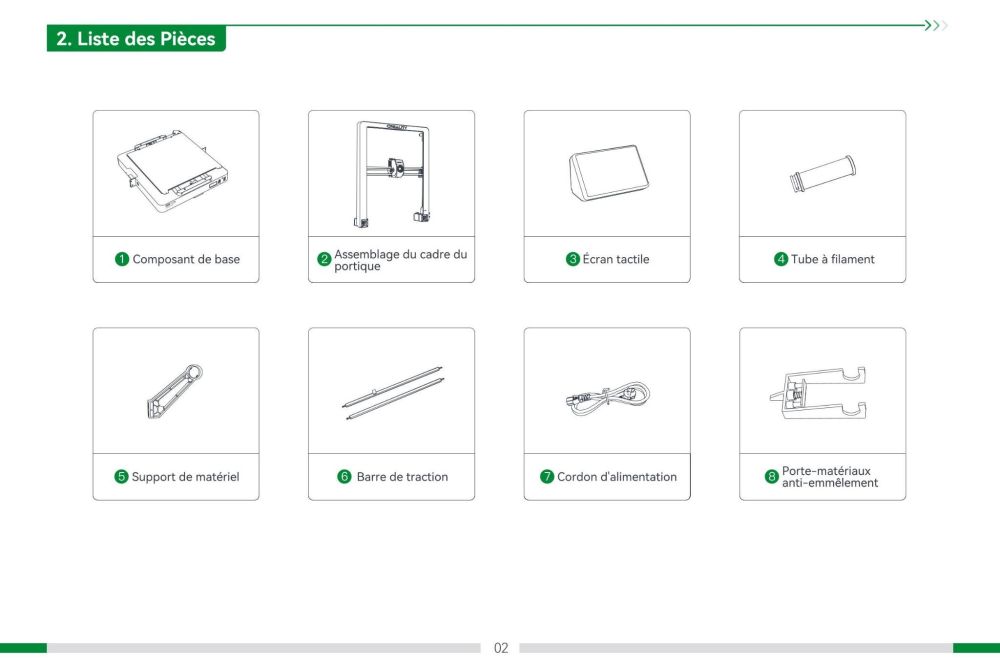
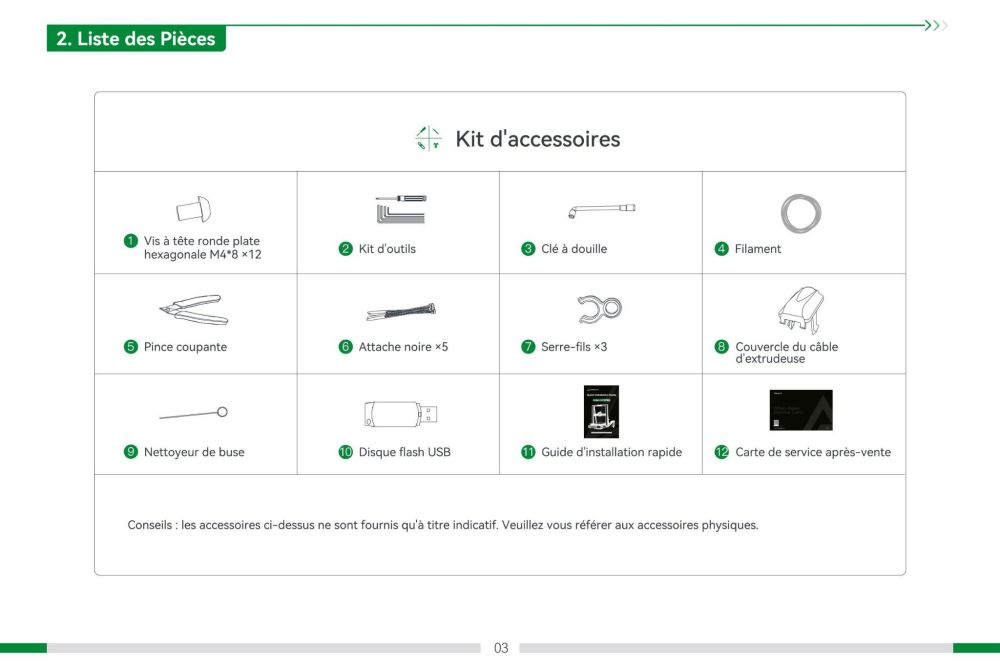




 1 point
1 point -
Réception Creality a eu la générosité de fournir quatre bobines de différents filaments ainsi qu'un "Creality Nebula Smart Kit"





 1 point
1 point -
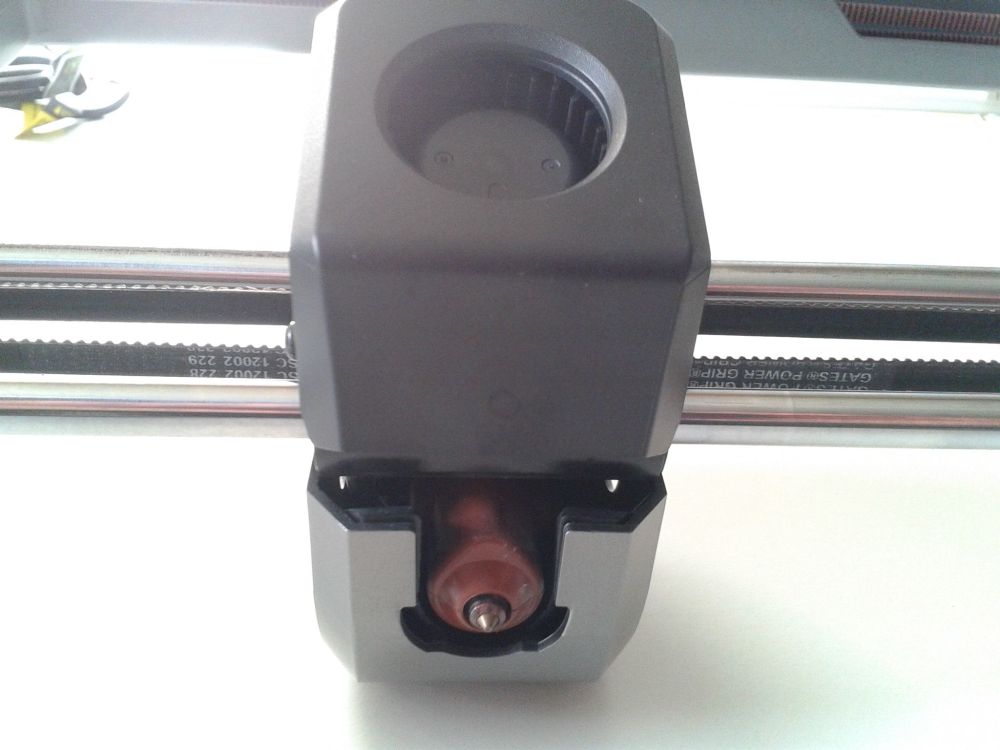
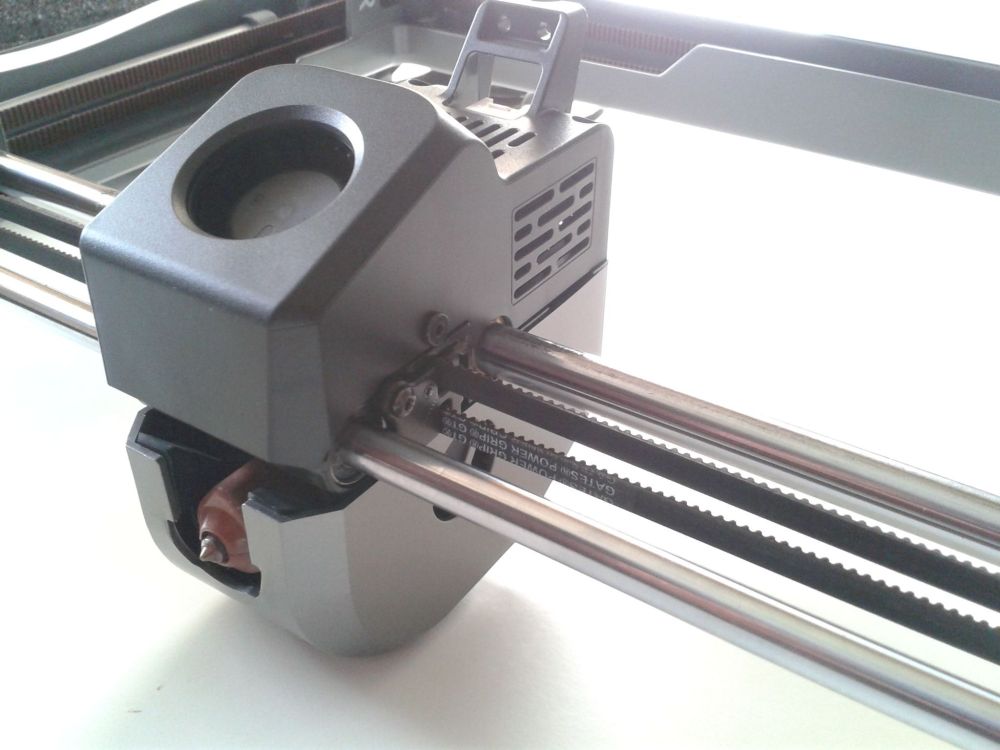
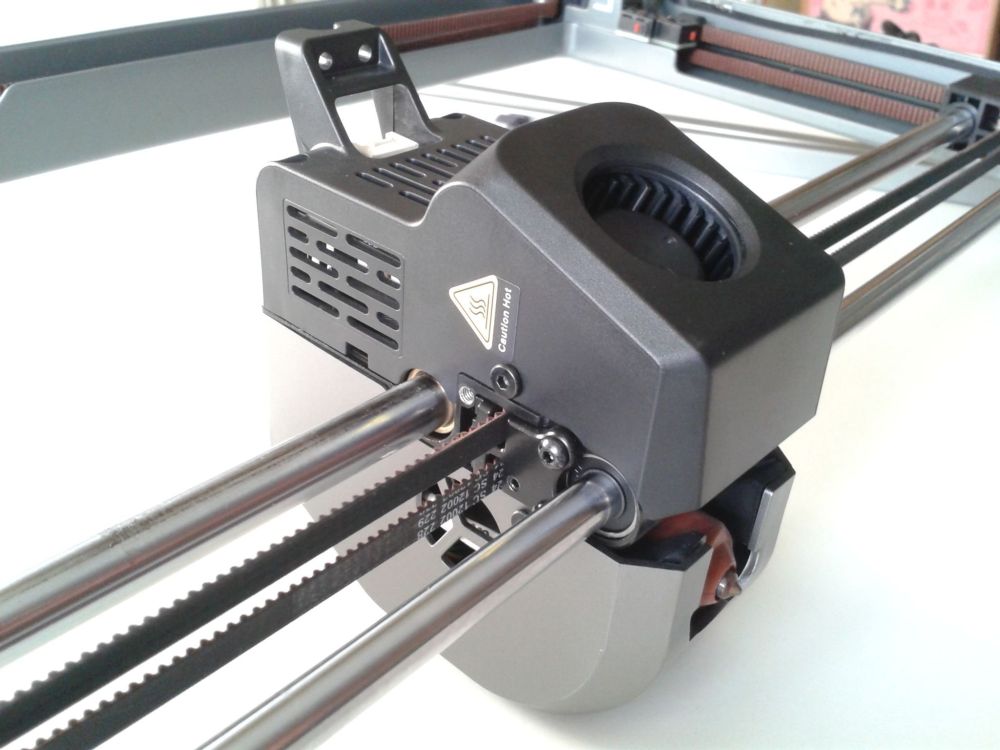
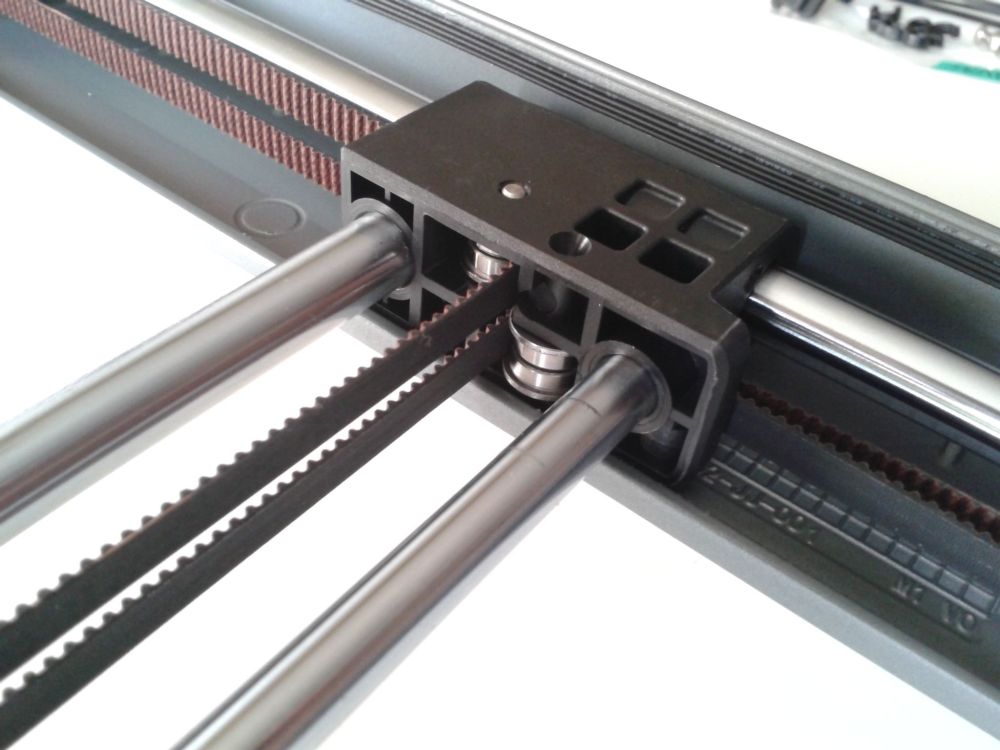
Sommaire [ ] Premier message du sujet [ ] Sommaire (ce commentaire) [ ] Spécifications [ ] Réception [ ] Déballage et inventaire [ ] Détails du contenu de la clé USB de 16GB fournie [ ] Détails matériels (hardware) [ ] L'écran de contrôle [ ] La tête d'impression, les buses "Licorne" [ ] Assemblage [ ] Mise en fonction [ ] Impressions de tests, pré-tranchés fournies. [ ] Trancheur [ ] Détails sur le firmware d'origine [ ] Configuration Klipper [ ] Menus de l'écran de contrôle [ ] Accessoires optionnels ou "Upgrades" [ ] Difficultés et autres remarques [ ] Autres impressions - (Acte I) - PLA [ ] Autres impressions - (Acte II) - PLA (le retour) [ ] Autres impressions - (Acte III) - PETG [ ] Autres impressions - (Acte IV) - TPU-95A [ ] Autres impressions - (Acte V) - PLA (le re-retour) // Légende "[ ]" = N'existe pas encore ou est masqué, car vide pour l'instant.1 point
-
C'est techniquement intéressant, mais je ne vois pas la finalité de cette démonstration. Il y a d'autres techniques de décoration donnant de plus beaux résultats. C'est le genre d'exercice ou tu fais deux ou trois pièces pour t'amuser, tu les mets sur une étagère et tu passes à autre chose. Trois ans après elles finissent à la déchèterie.0 points