Classement




Contenu populaire
Contenu avec la plus haute réputation dans 09/09/2024 Dans tous les contenus
-
A1 combo + ton caisson, tu est au alentour de 600€, tu prends directement une P1S combo à 856€ et tu est sur de pouvoir imprimer de l'ABS sans souci, certes c'est 250 € de plus mais la tu est sur que l'électronique de l'imprimante est prévu pour être en caisson et les bobines sont dans un AMS fermé donc protégées de l'humidité et de la poussière.3 points
-
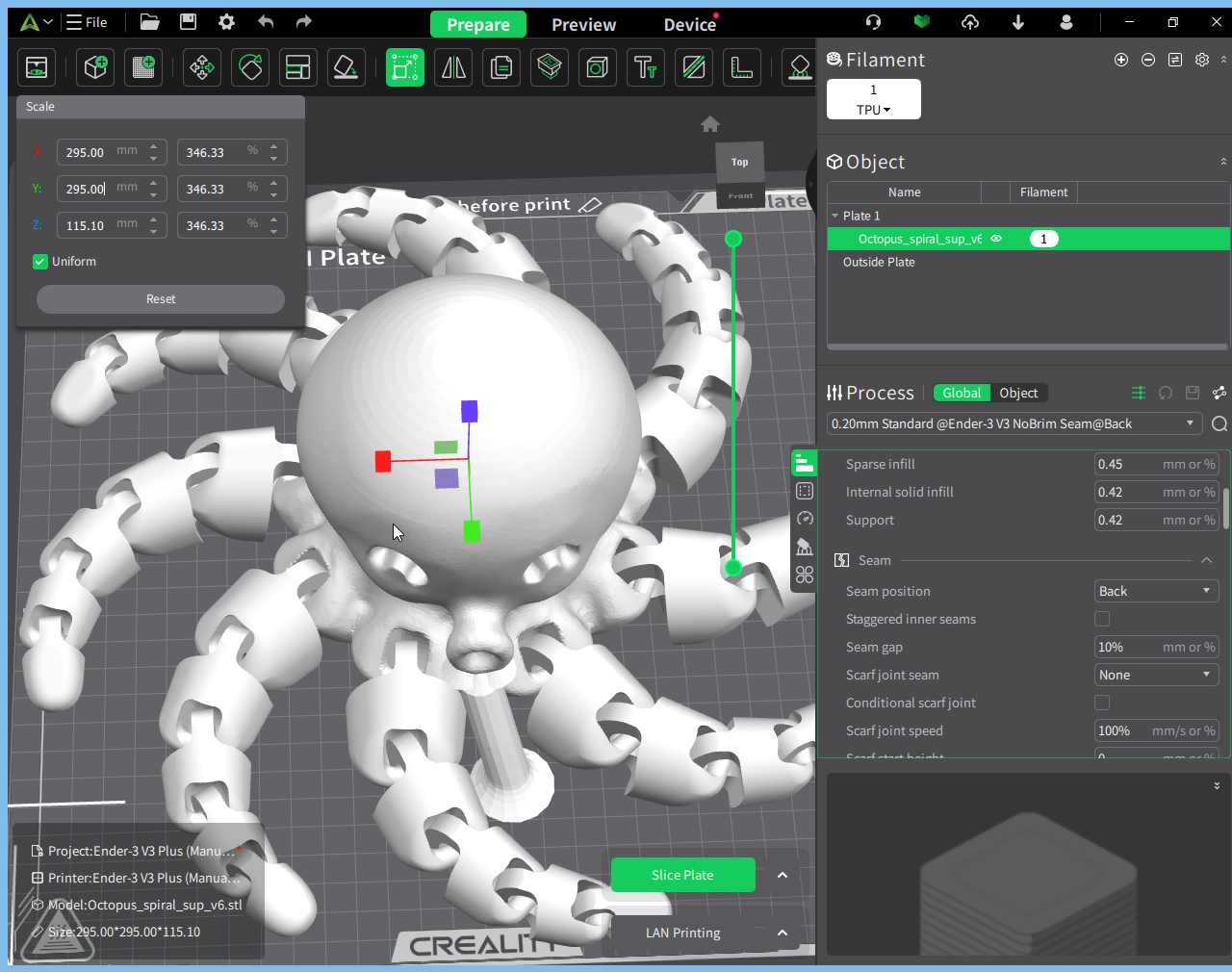
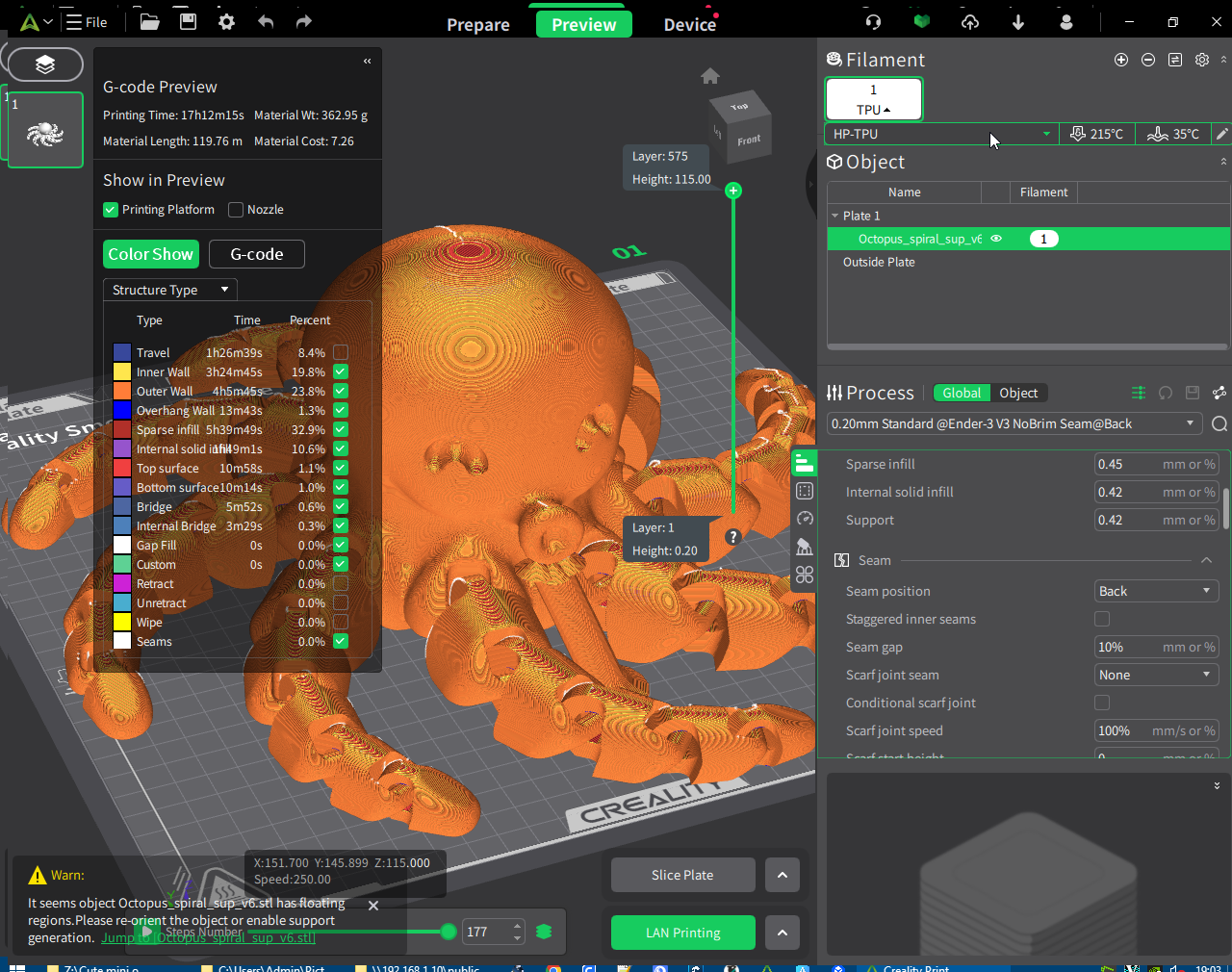
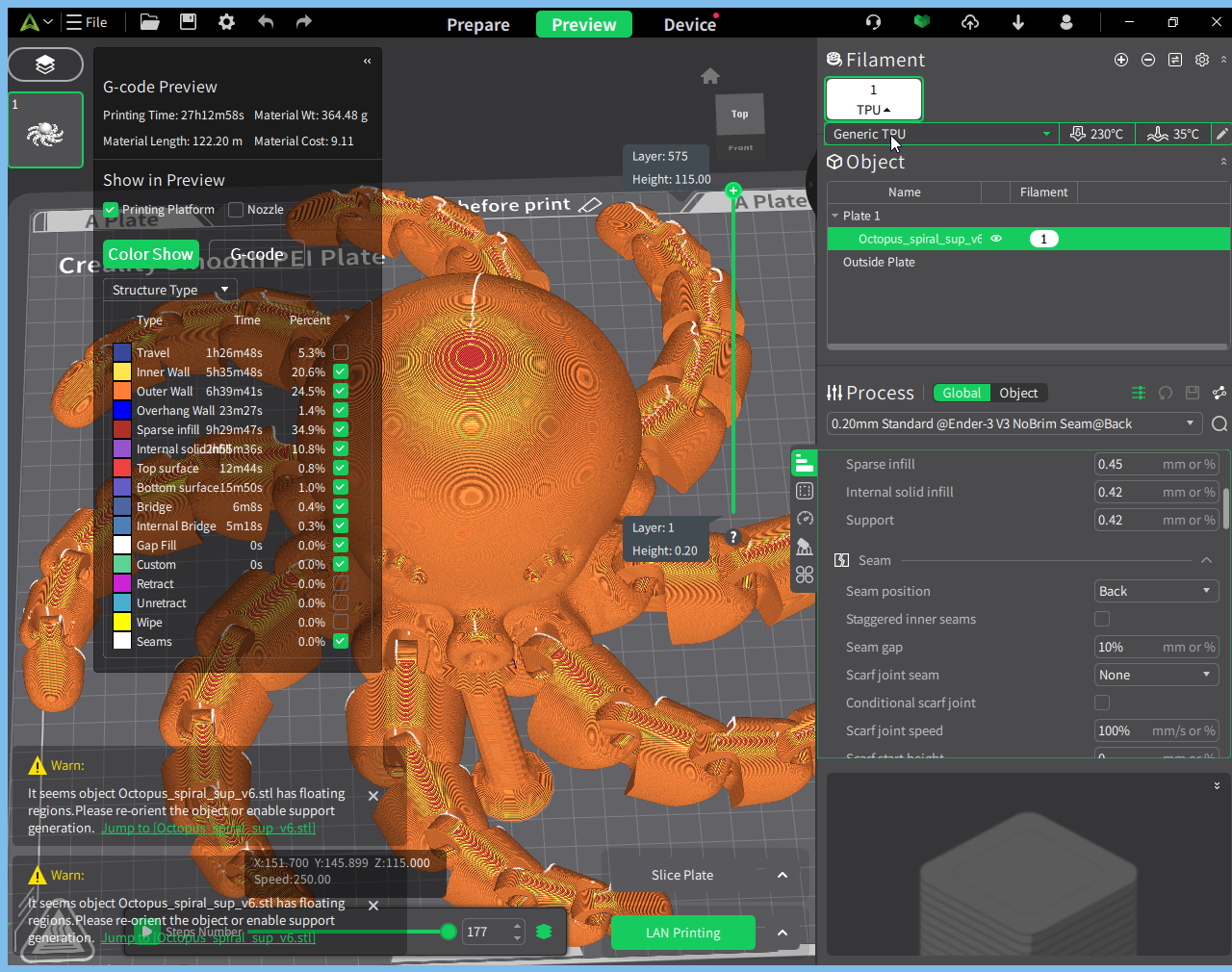
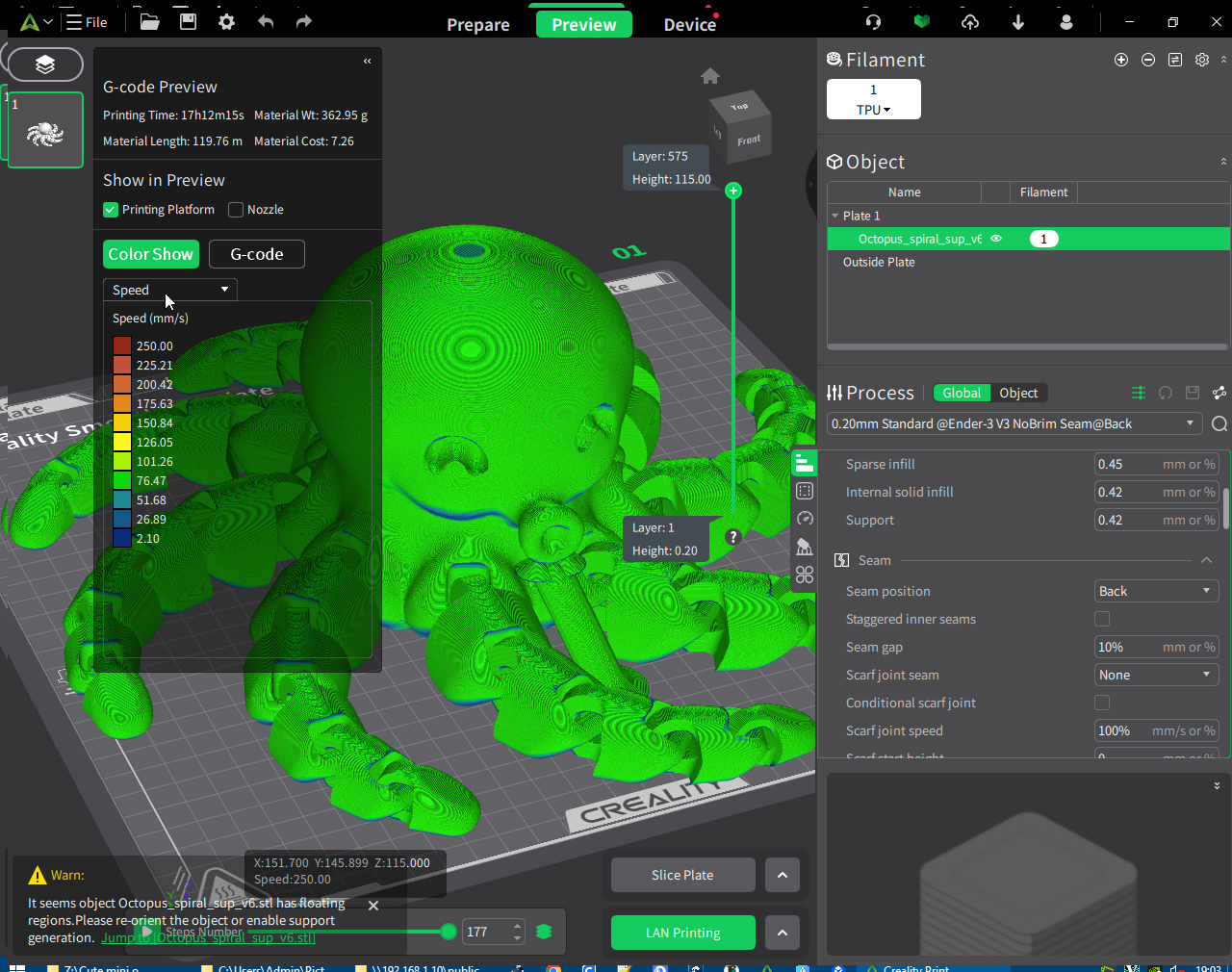
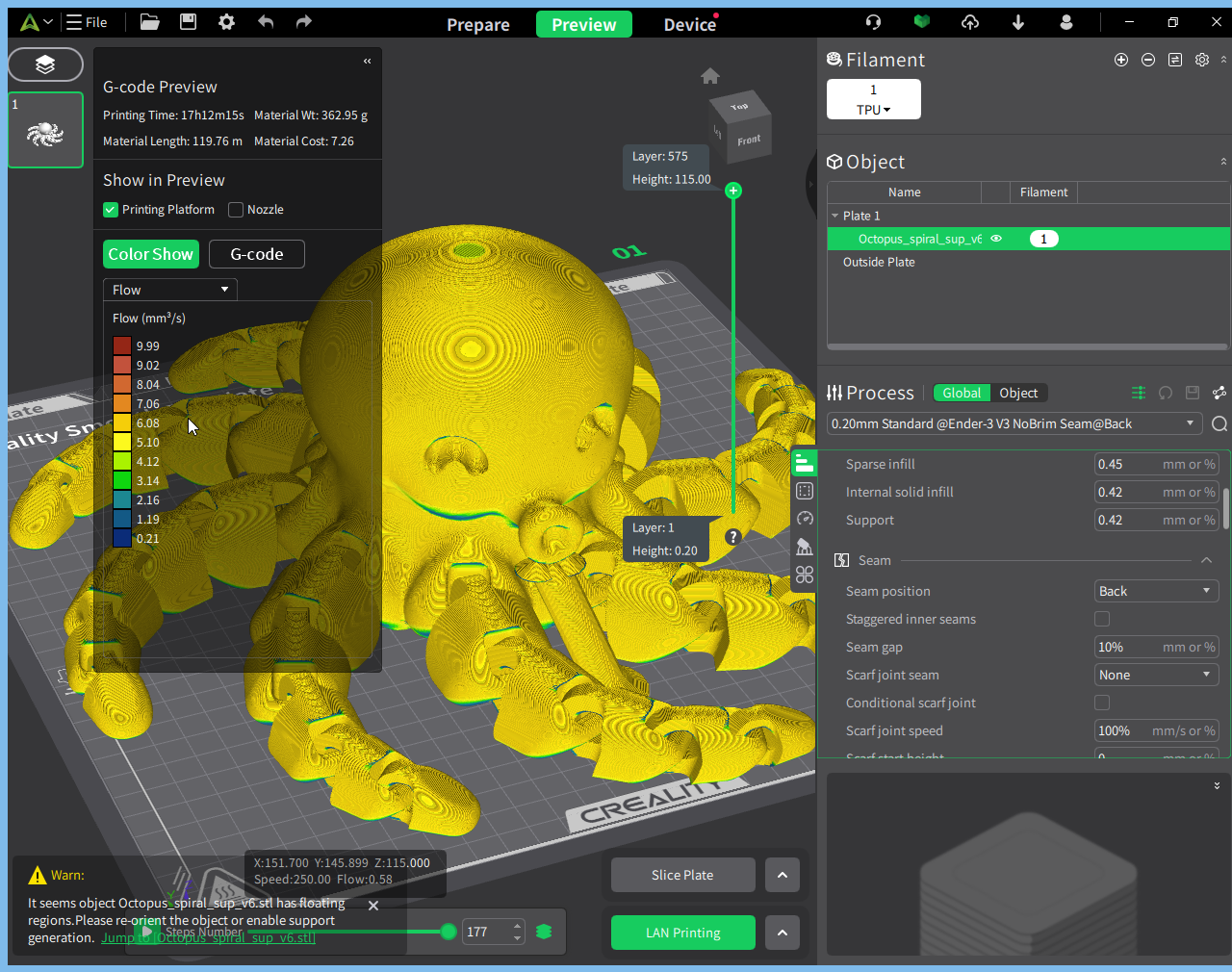
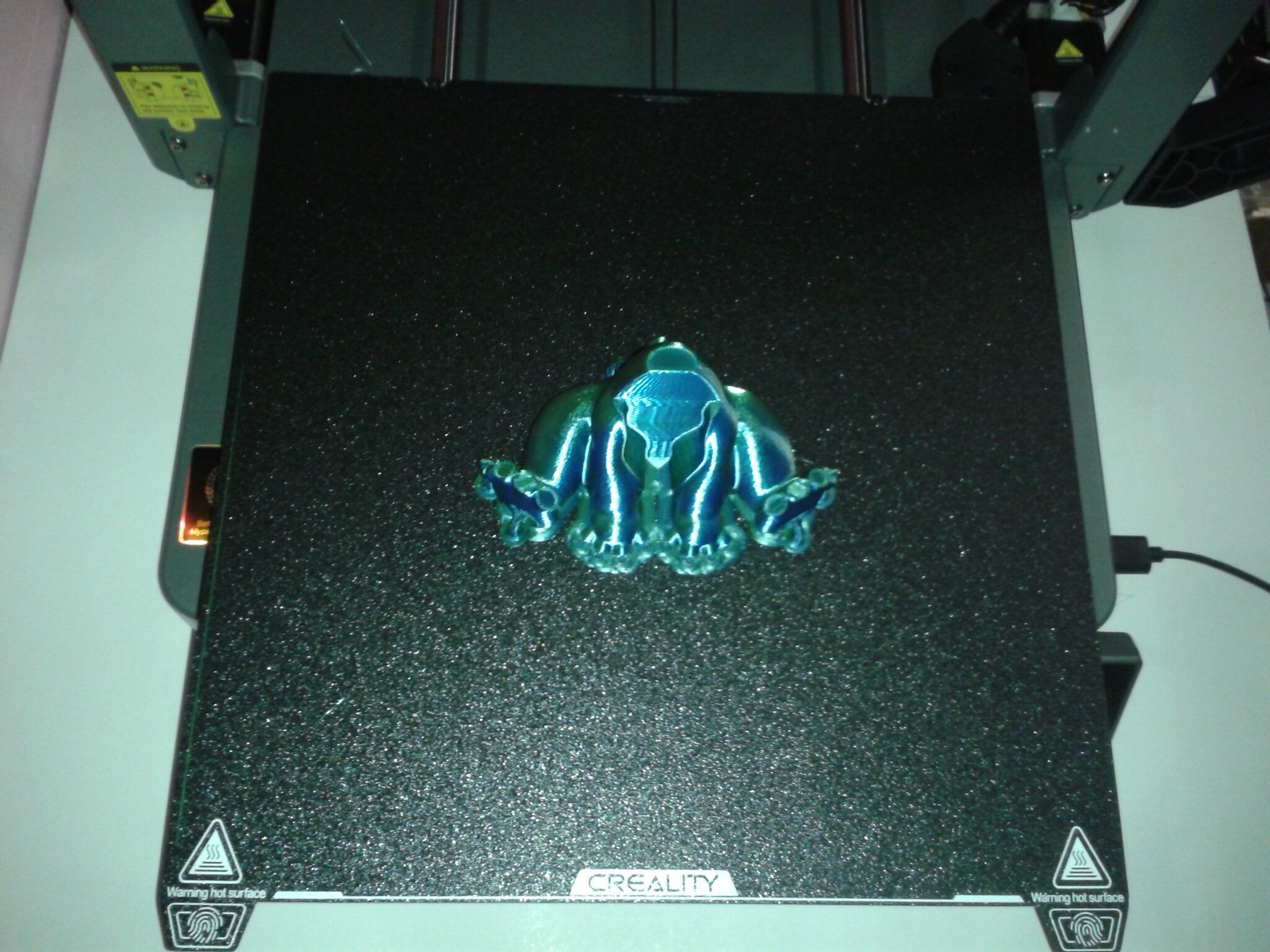
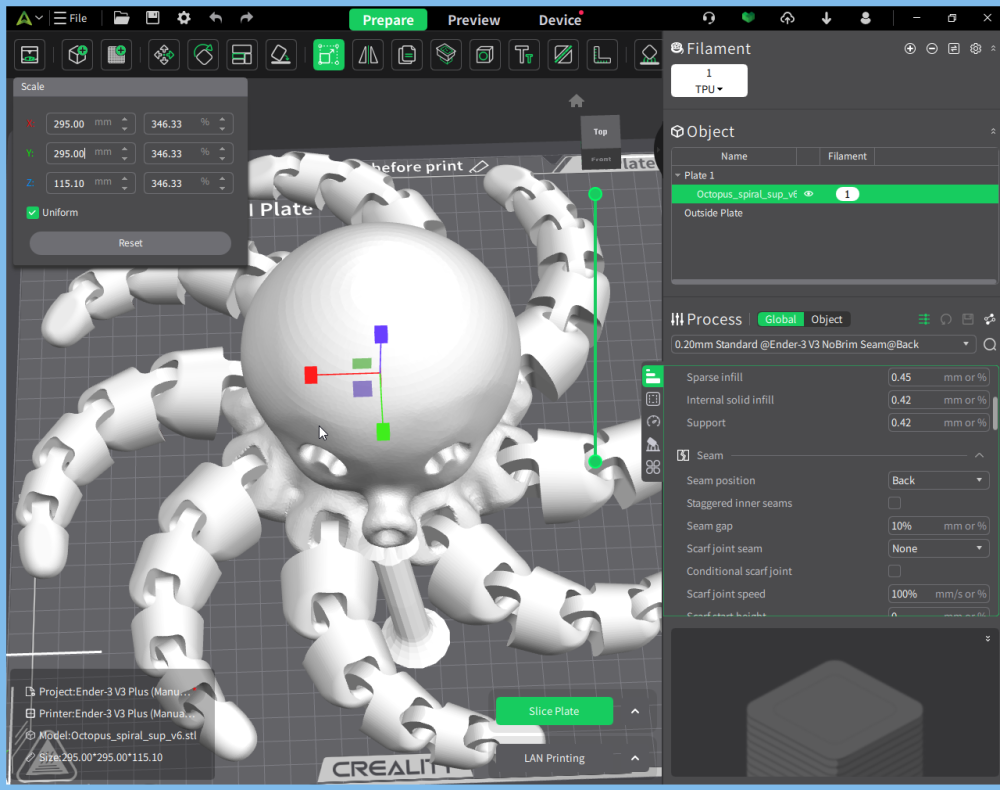
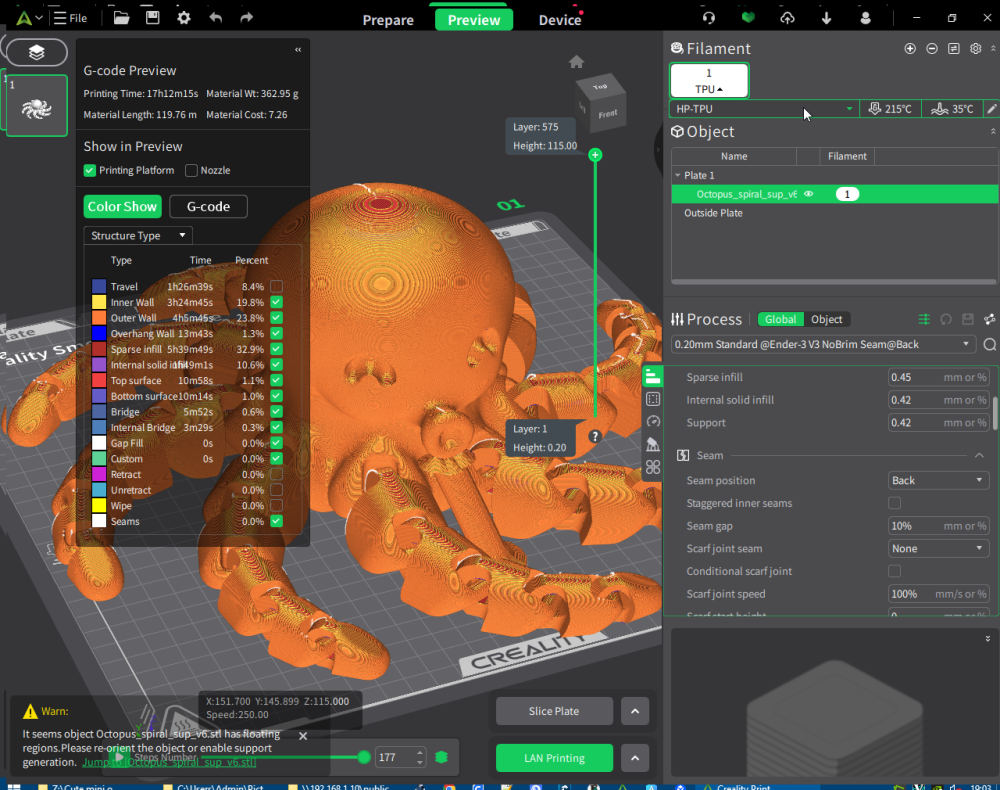
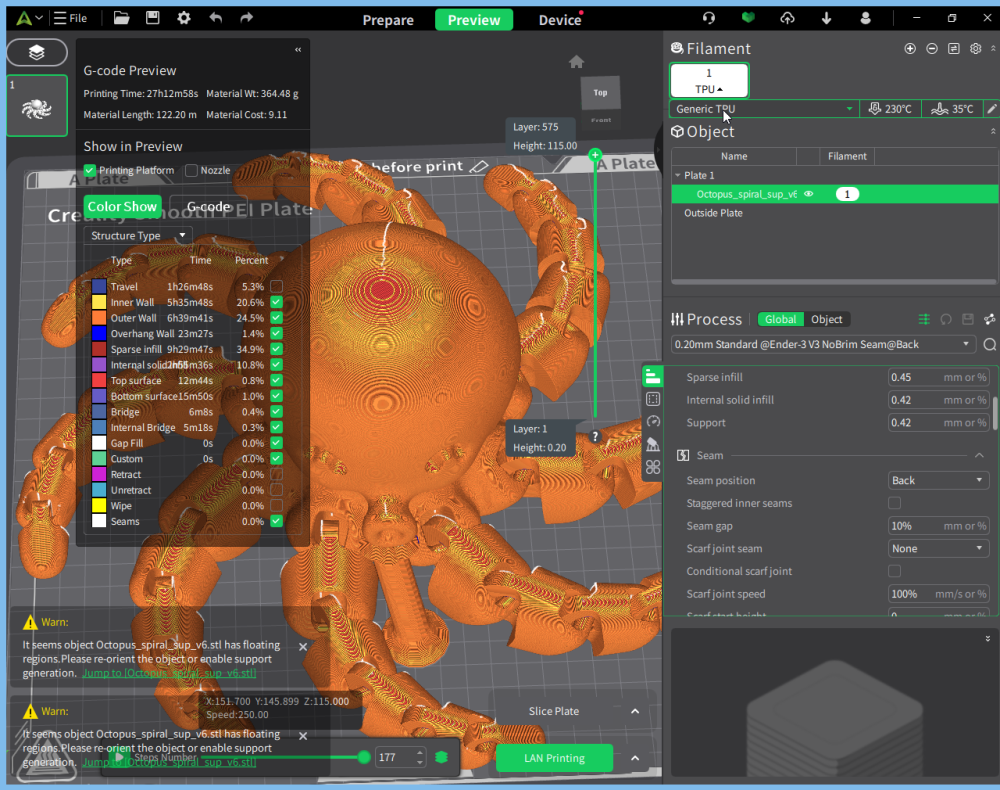
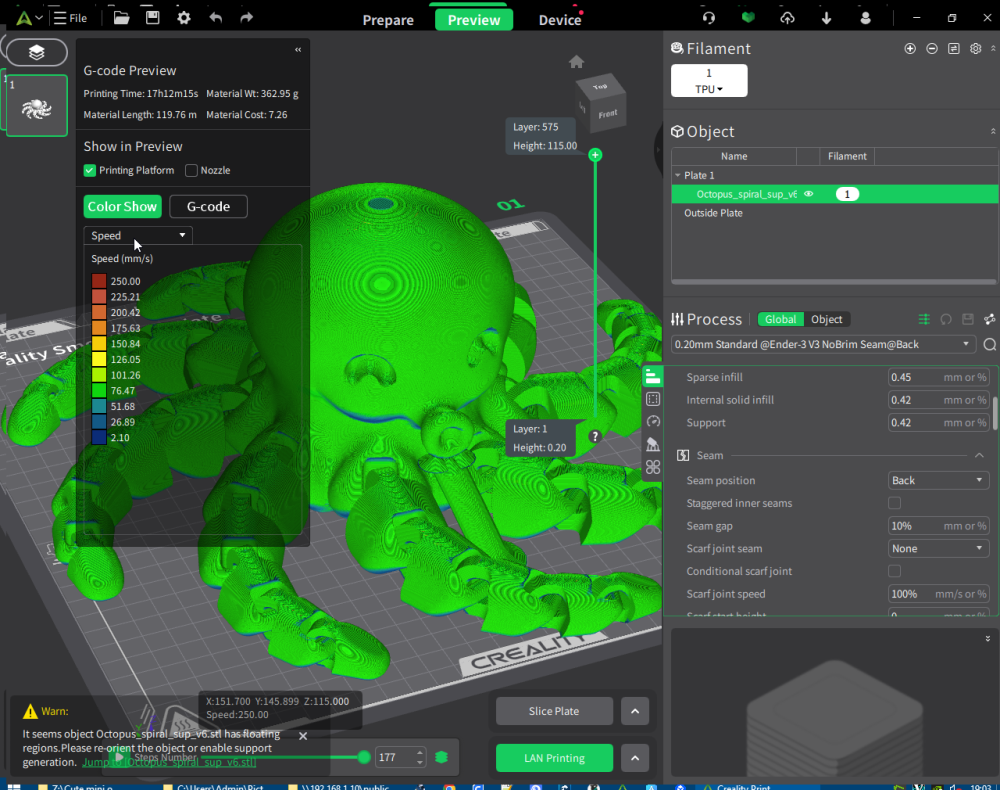
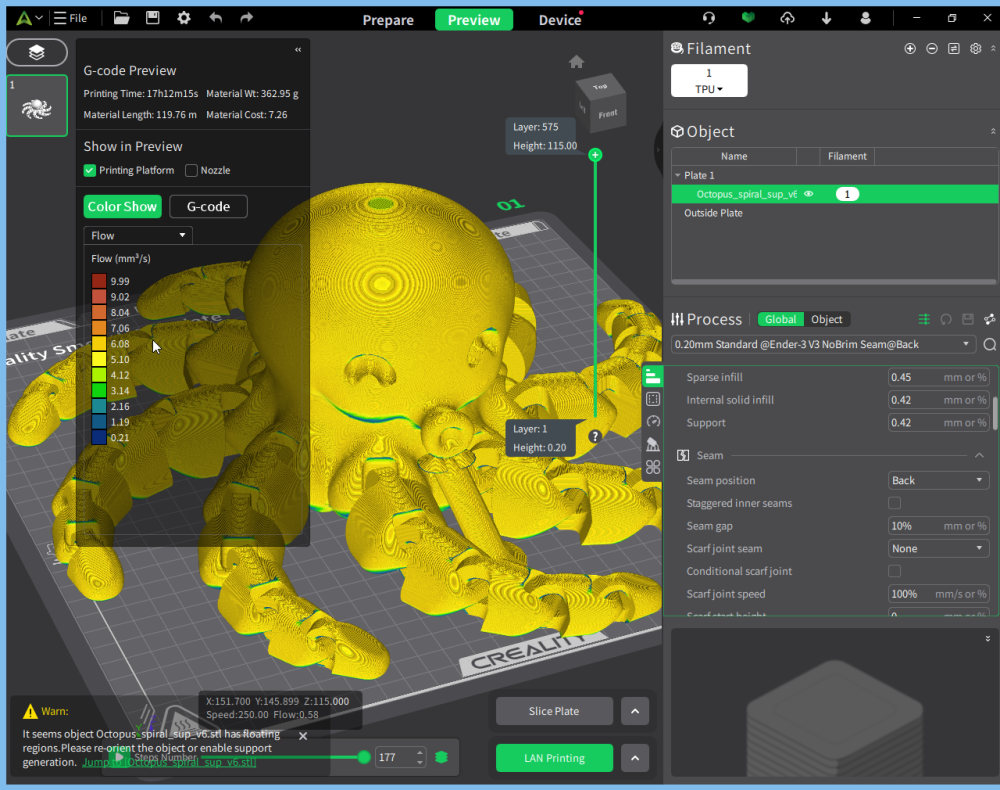
Autres impressions - (Acte IV) - TPU-95A Bien remarquer que j'ai utilisé du "HP-TPU" de Creality ( Un TPU ayant une dureté Shore 95A, qui peut s'imprimer plus vite qu'un TPU générique de même dureté Shore) Dans les profils filament sous Creality Print il a un "Max volumetric speed" de 6 mm³/s ( au lieu de 3.5 mm³/s pour les profils "Generique TPU" et "CR-TPU") "Cute Mini Octopus" de "McGybeer" https://www.crealitycloud.com/model-detail/620b65286795ab36aaa1d8e9 Fichier : Octopus_spiral_sup_v6.stl (85.18 x 85.18 x 33.23 mm, 21.97MB) Échelle : uniforme 346.33% ( X=295.00 mm, Y=295.00 mm, Z=115.10 mm) Trancheur : Creality Print v5.1.2.9904 (win64) Hauteur de couches : 0.20 mm Filament : HP-TPU Transparent Creality (Shore 95A, "Max volumetric speed" de 6 mm³/s, ~ 119.76 m soit ~ 362.95 g) Durée d'impression estimé de : 17 h 12 min ( Au lieu de ~ 27 h 13 min si tranché avec un profil "Generic TPU" ) ( au lieu de, quand tranché avec un profil "Generic TPU" ) Il est relativement normal d'avoir des cheveux d'ange avec un filament de type TPU. J'ai utilisé une fine lame de couteau émoussé pour plus facilement décoller l'impression du plateau ( Le TPU a une très bonne, voire trop bonne, adhérence sur les surfaces d'impression et il faut éviter de le décoller en tirant au risque d'abimer la surface d'impression ) Après avoir travaillé chaque articulation ( il me reste à éventuellement passer un rapide coup de flamme de briquet pour enlever les cheveux d'ange )




















 2 points
2 points -
Pour de l'ABS, faire un caisson n'est pas si simple et si peu coûteux que ça en à l'air... J'ai équipé ma Prusa i3 MK2s d'un caisson, c'est une imprimante 3D qui date de 2017, à l'époque on a avait pas d'imprimante abordable en caisson, pas le choix il fallait bricoler. Il monter à 55°C voire 60°C si veut être tranquille avec l'ABS ; il faut prévoir un chauffage, avec une régulation de température, et déporter les parties électroniques sensibles à la température (alimentation, carte mère) en dehors du caisson ou bricoler une isolation vis à vis de l'intérieur et un refroidissement venant de l'extérieur. Le caisson doit s'ouvrir facilement pour accéder aux différentes parties de l'imprimante, car une porte frontale ne donne pas d'accès suffisant quand on a des soucis avec l'imprimante, surtout que les imprimantes "ouvertes" sont prévues pour que l'utilisateur y accède de tous les côtés pour certaines manipulations. J'ai aussi certaines pièces de l'imprimante qui ont souffert de la température, alors qu'elle n'a pas énormément servit. Je rejoint @Ironblue : autant acheter directement une imprimante en caisson fermée, beaucoup moins de soucis. Certaines ont même un chauffage intégré avec régulation, c'est clef en main. Tu penses faire des économies en bricolant un caisson toi-même mais avec le temps perdu, le matériel, les inévitables imprévus liés à la mise au point et dépenses supplémentaires ça ne vaut pas le coup. Une remarque importante : avec une imprimante équipée d'une seule tête, il faut beaucoup purger la buse après le changement d'un matériau, beaucoup plus que lorsqu'on fait un changement de couleur de filament tout en restant dans la même matière. Sinon tu auras des problèmes d'adhésion, d'impression et de solidité dans ta pièce car il y aura une pollution d'un matériaux par l'autre. Le soucis c'est que tu auras un changement de matériaux à chaque couche, donc beaucoup de purge (perte de temps et de matière). Les imprimantes 3D monotête avec système AMS ou MMU ont été d'abord pensées pour imprimer des pièces multicouleur mais pas vraiment pour imprimer des pièces multimatéraux (il vaudrait mieux une imprimante IDEX ou multi-têtes comme la Prusa XL mais c'est cher) Les slicers d'une part et les imprimantes 3D d'autre part ont fait des progrès et on peut aujourd'hui imprimer sans support des pièces qui en réclamaient un avant. Il est possible d'adapter le dessin de tes pièces et leur orientation pour qu'elles soient imprimables sans support, ou imprimer tes pièces en plusieurs parties assemblées par emboîtage, collage ou vissage. Tu peux aussi faire des supports dans le même matériau que la pièce. A bientôt !2 points
-
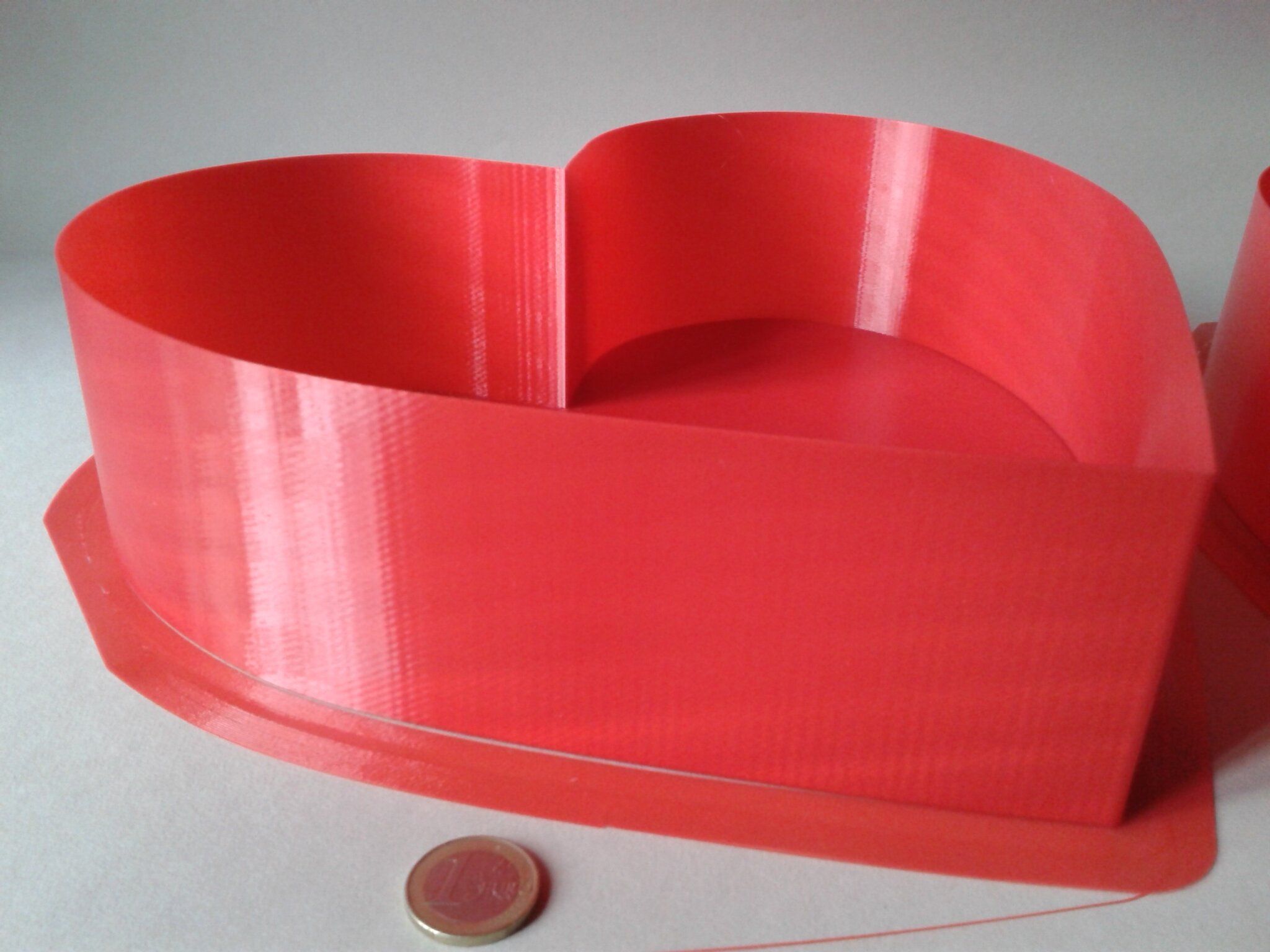
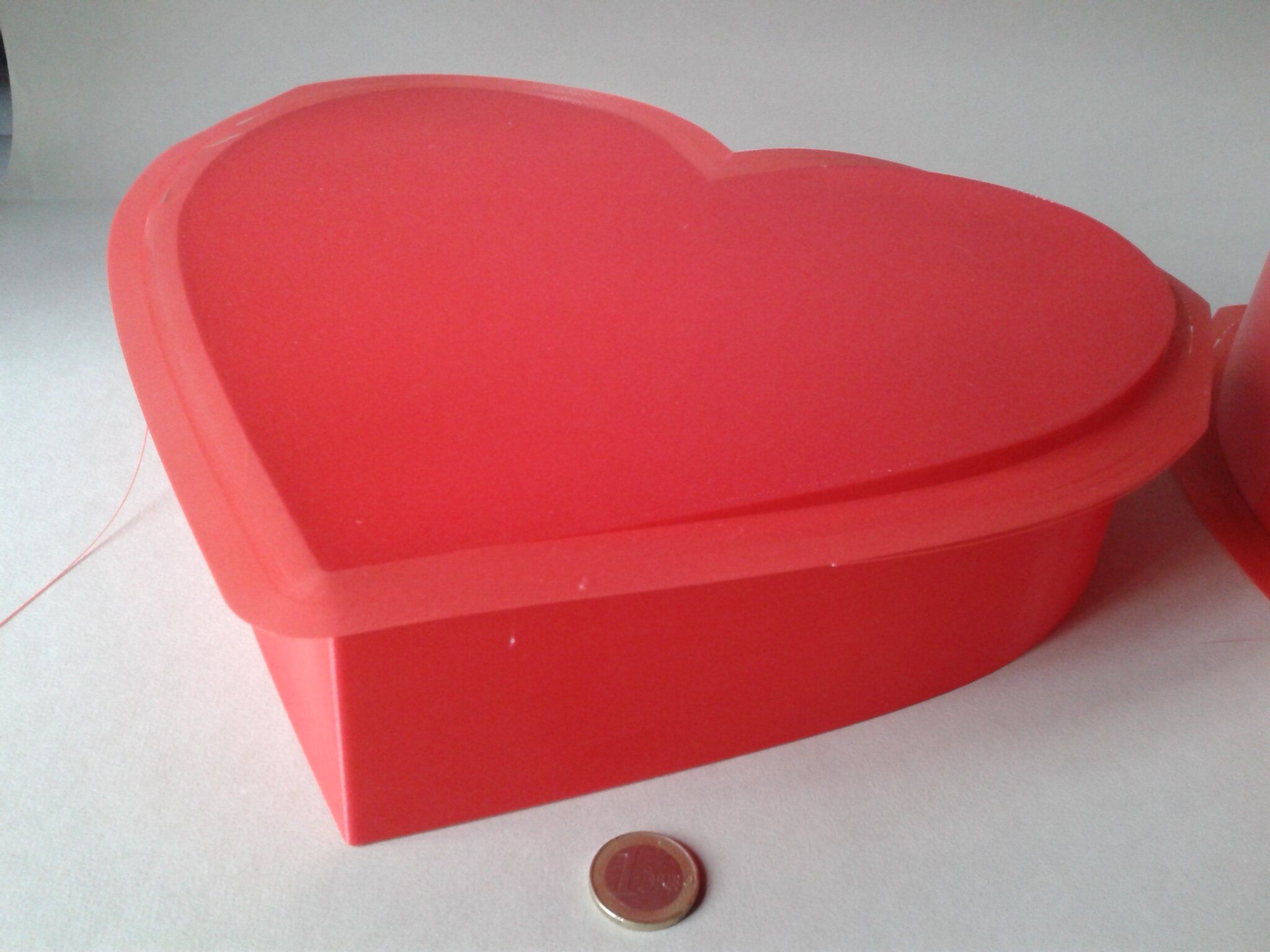
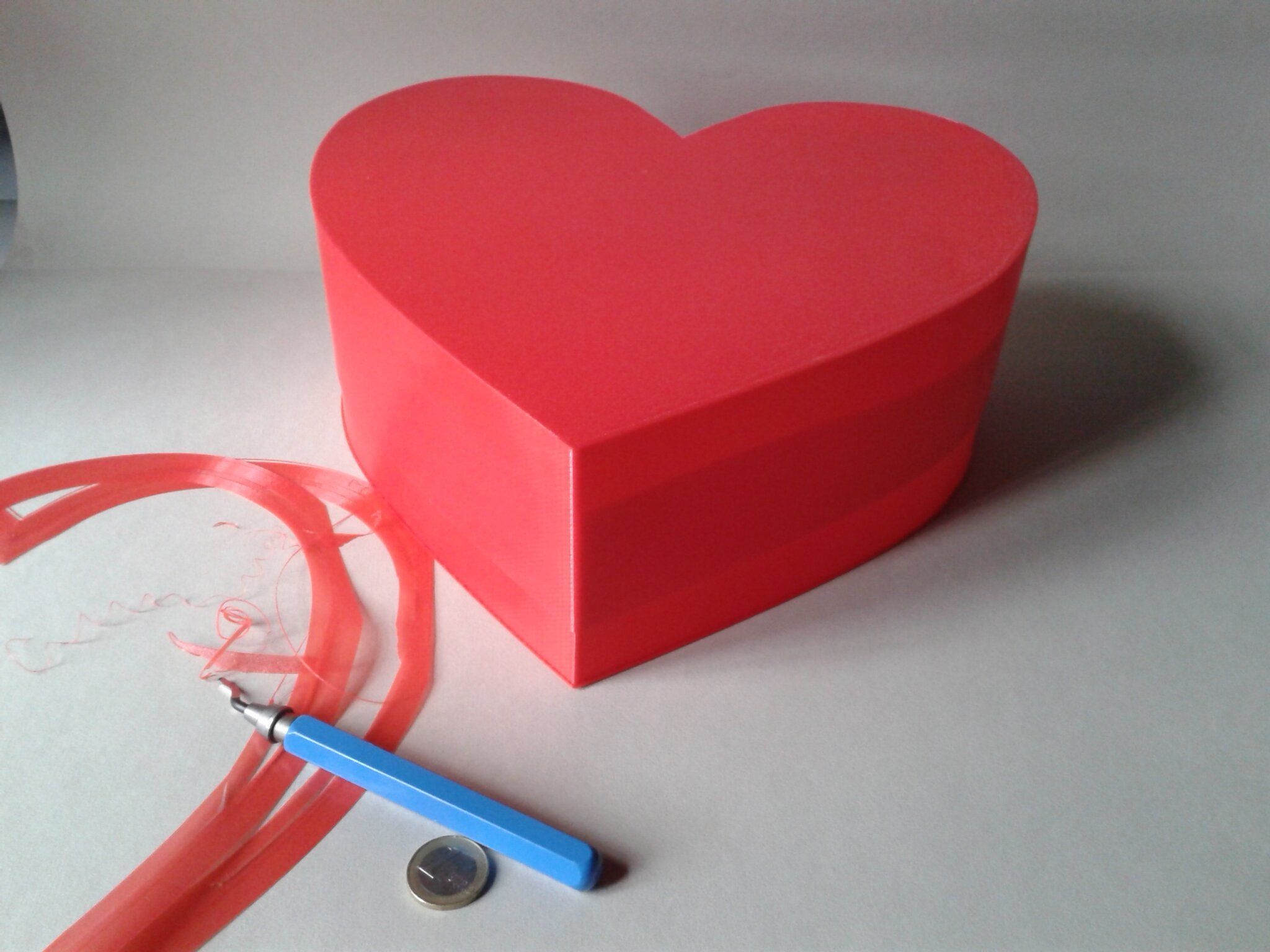
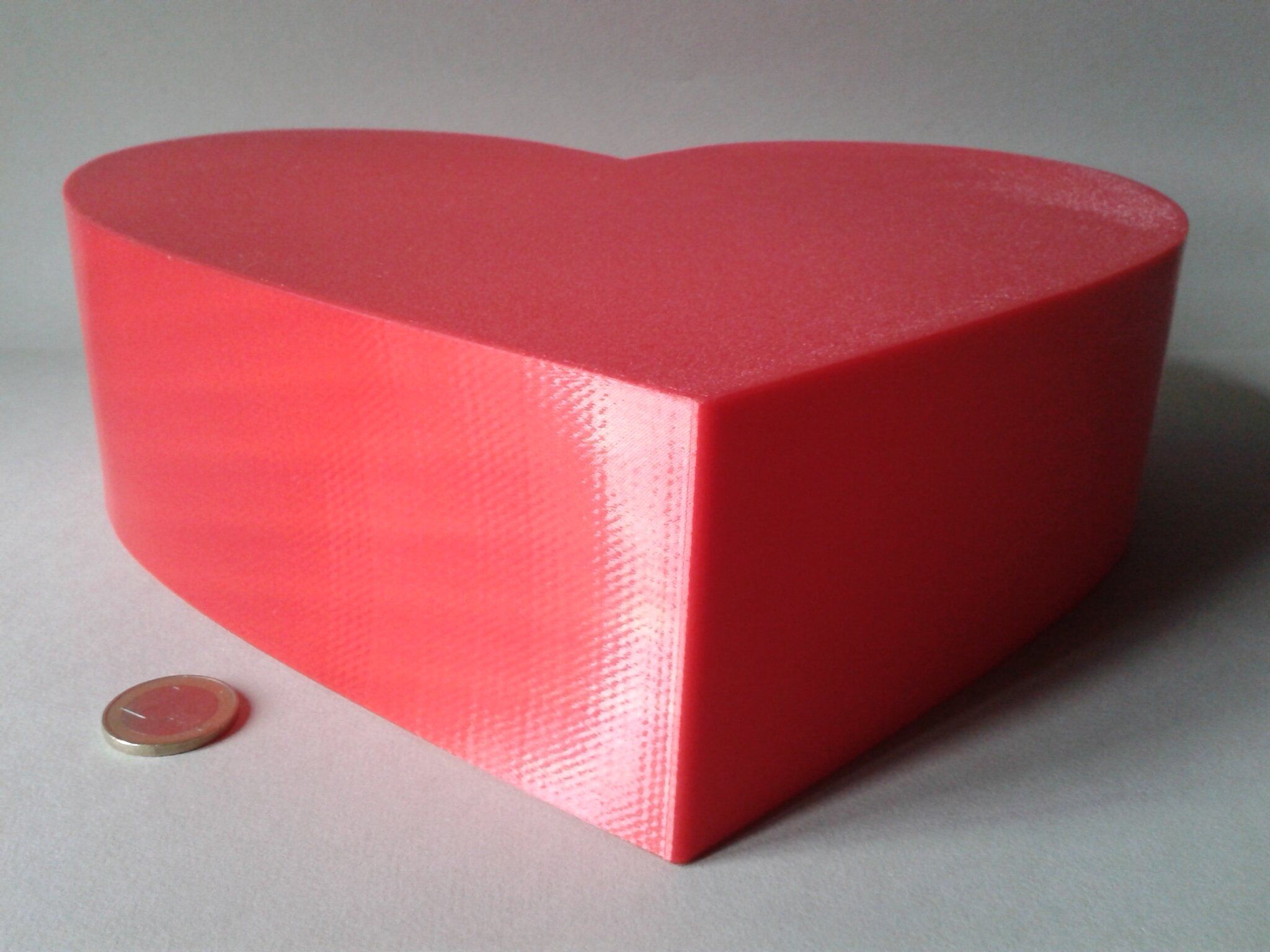
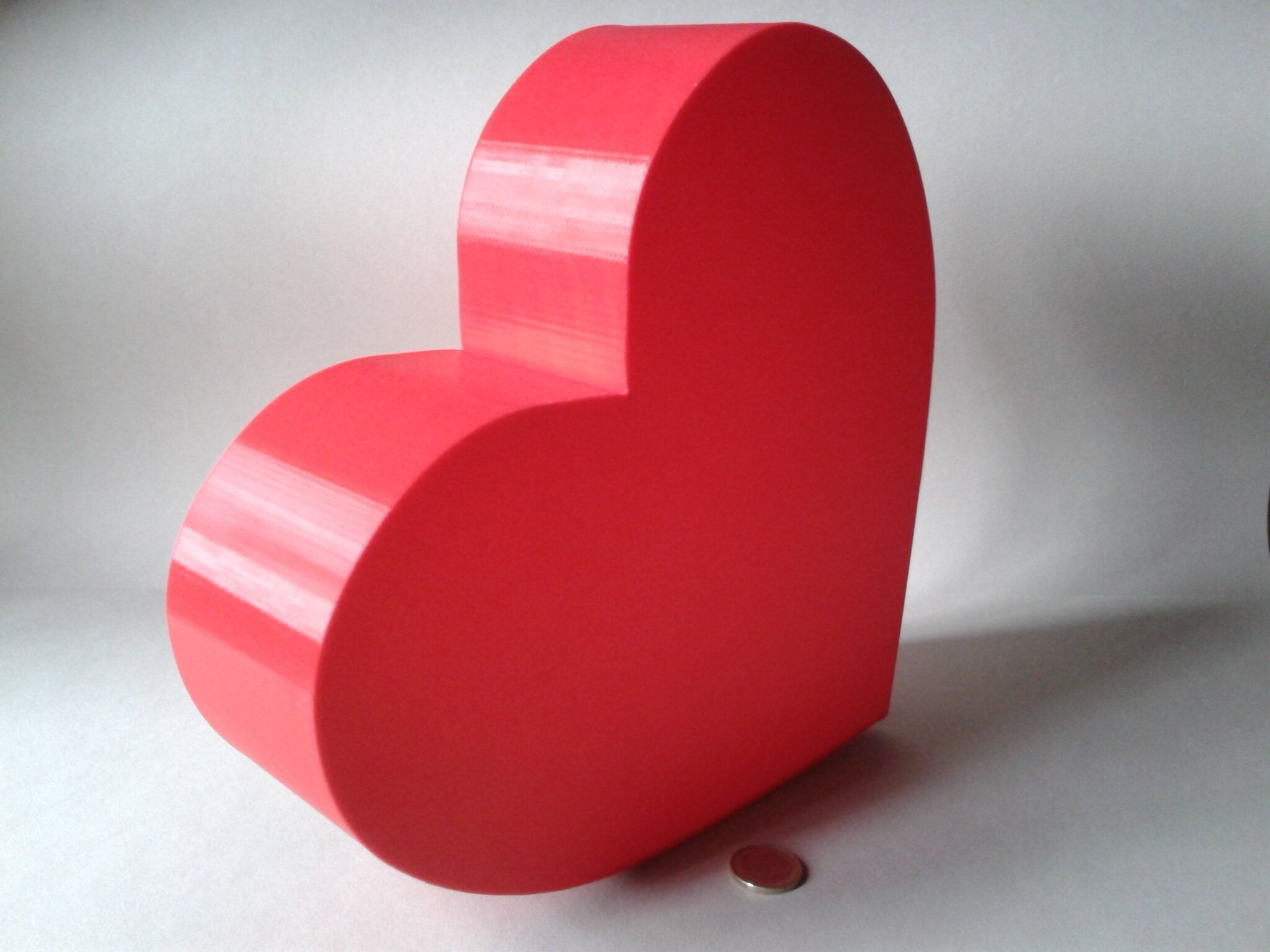
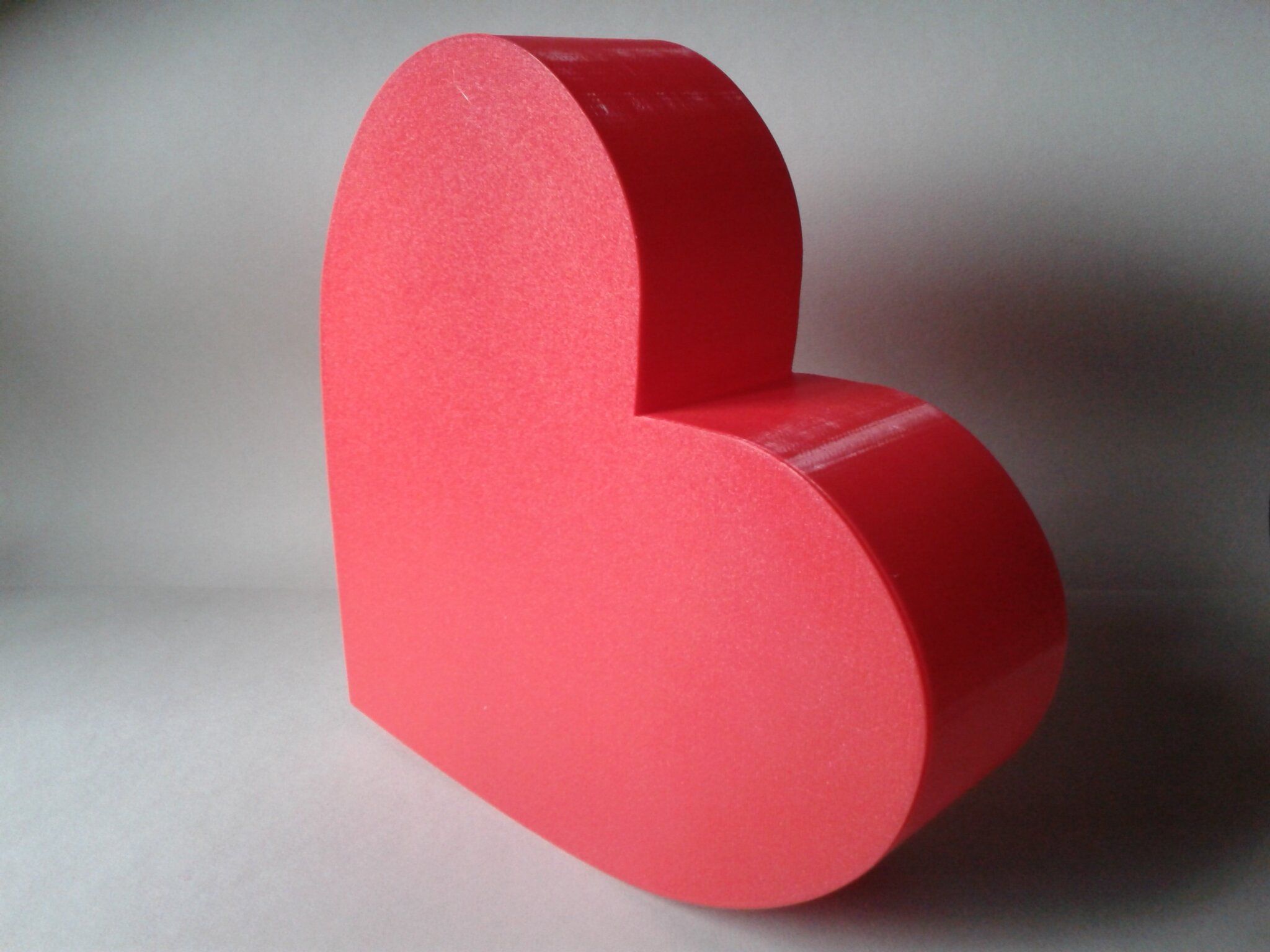
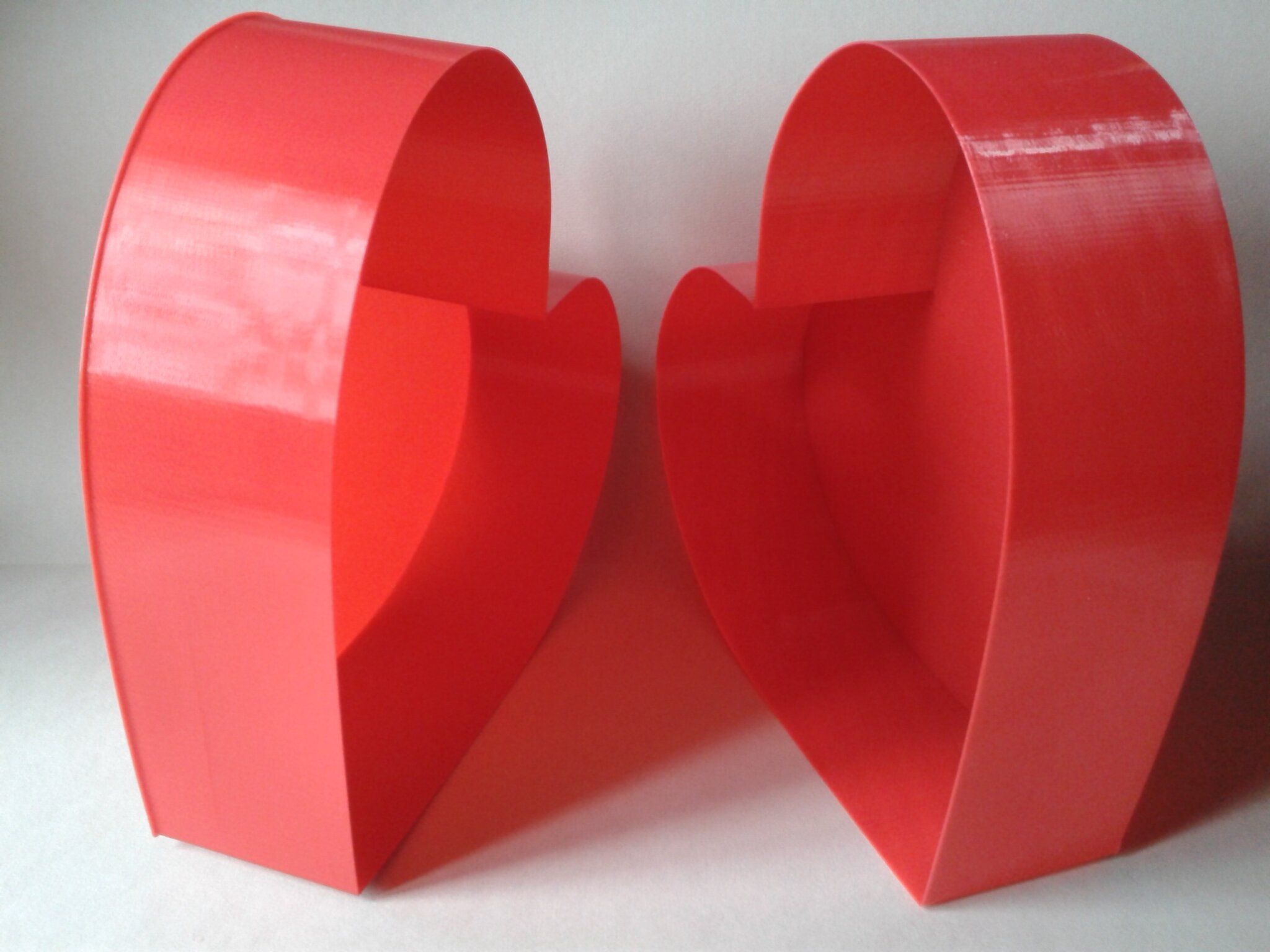
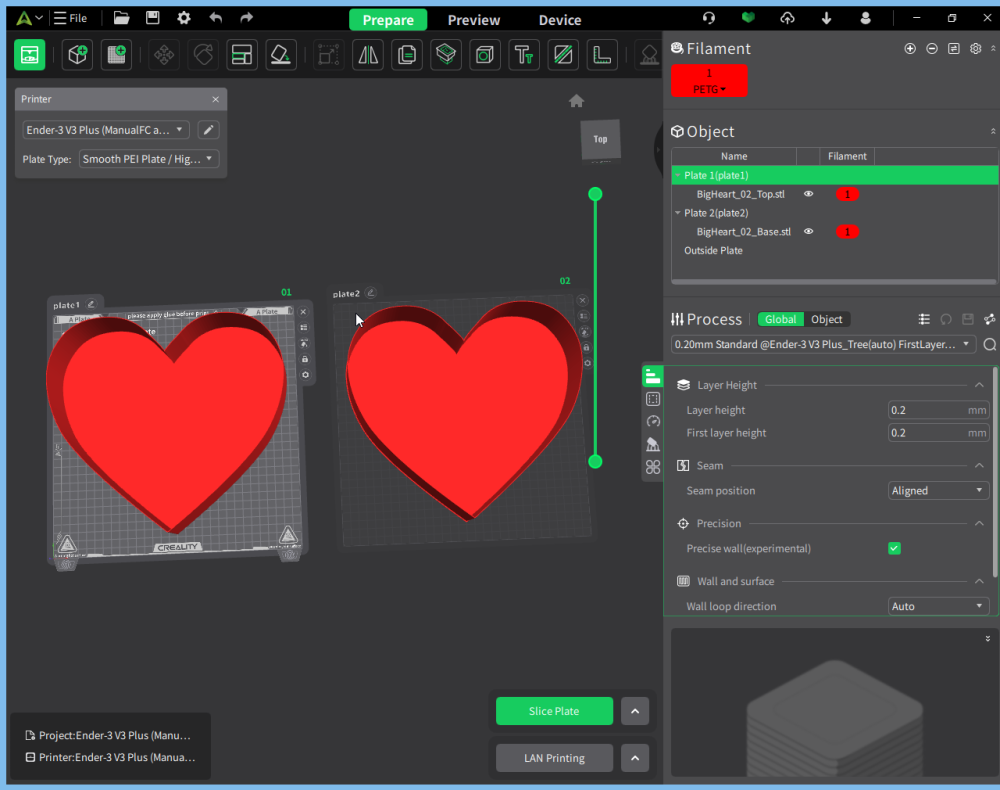
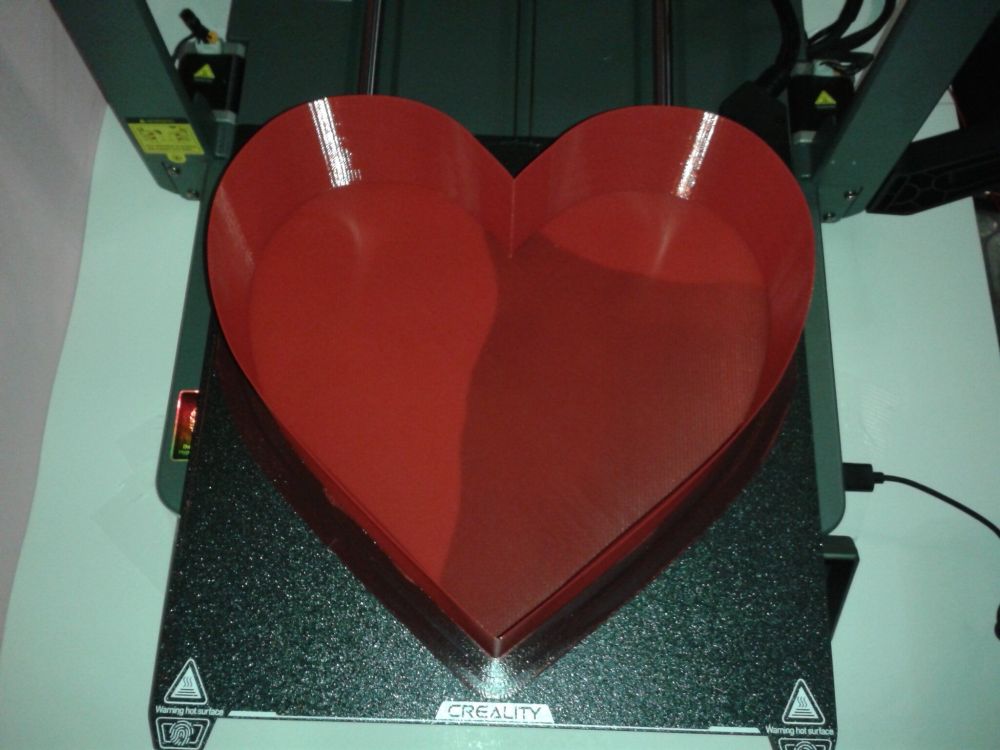
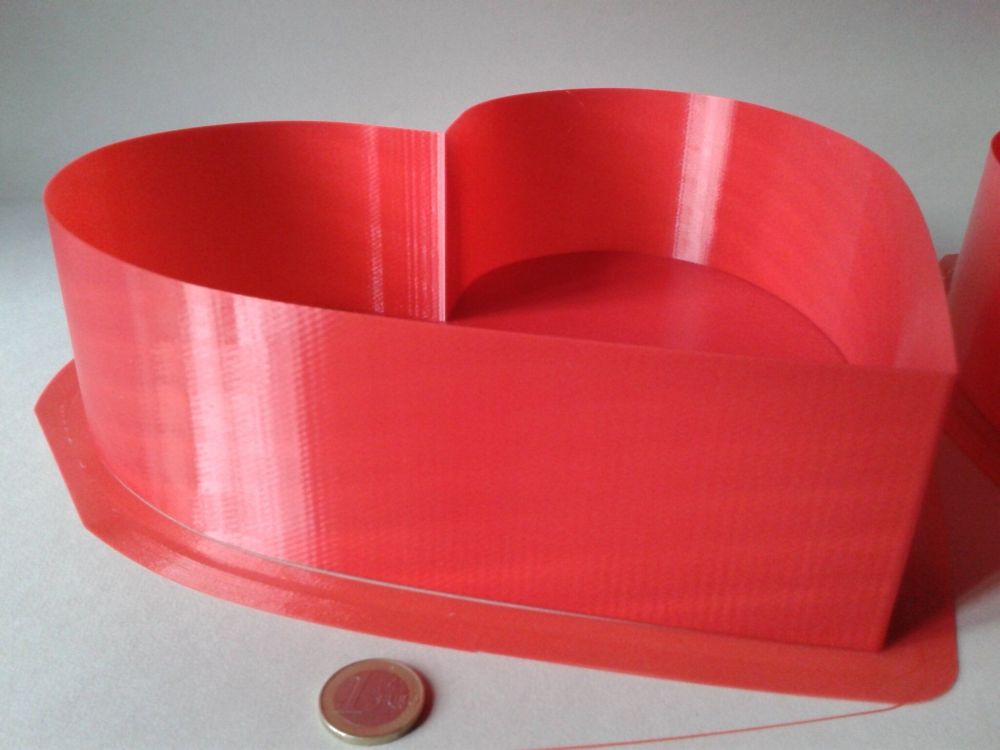
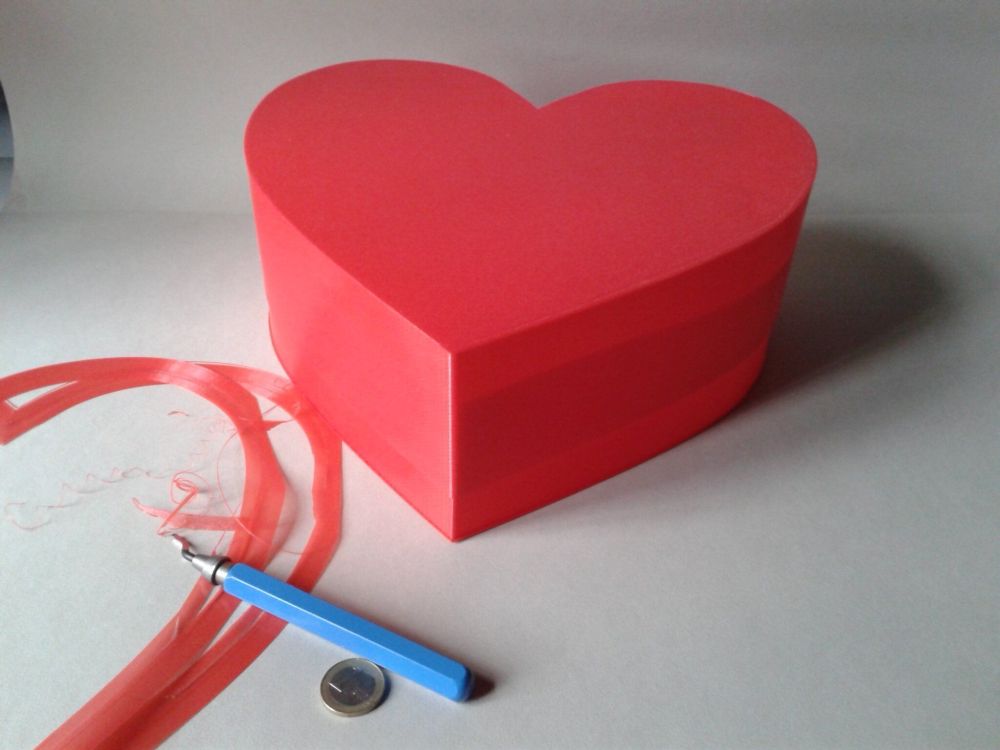
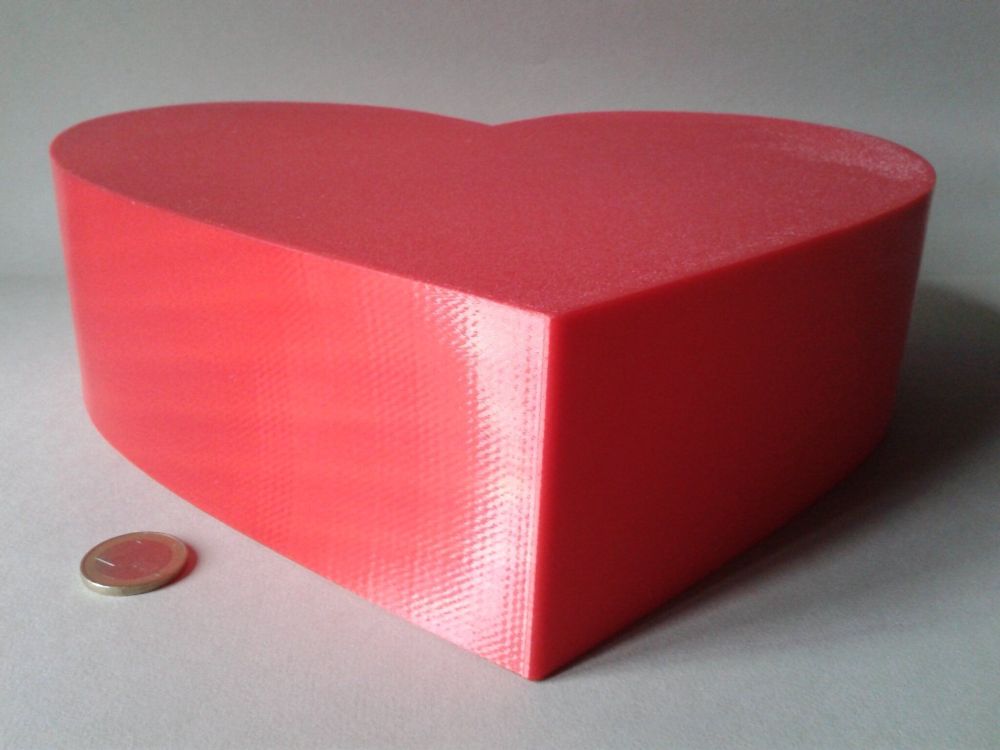
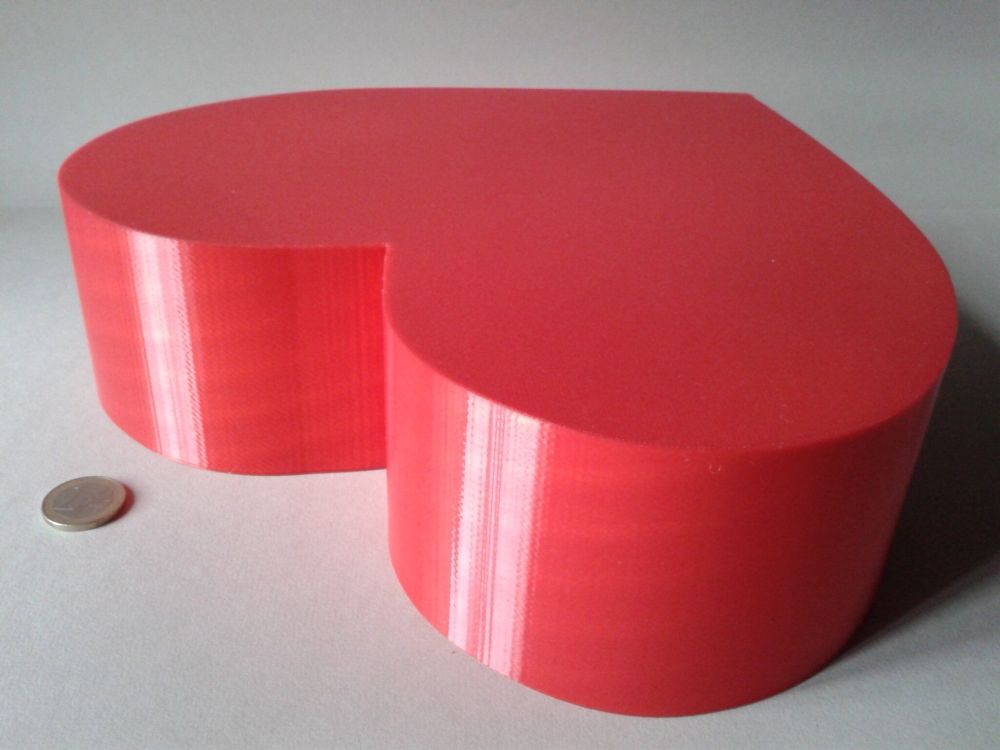
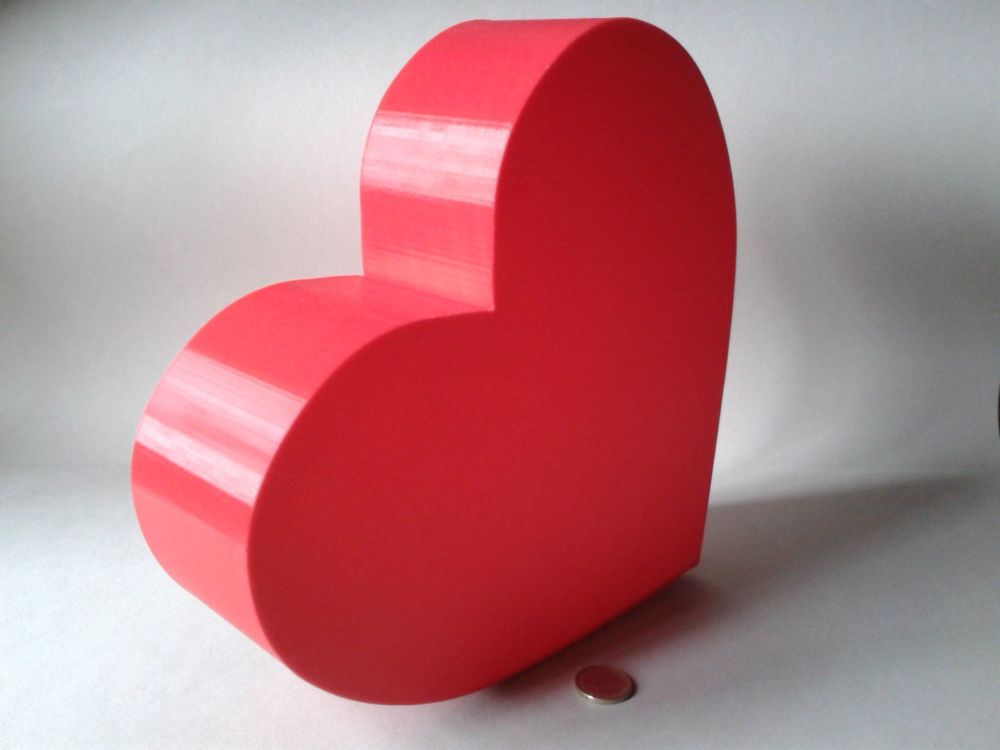
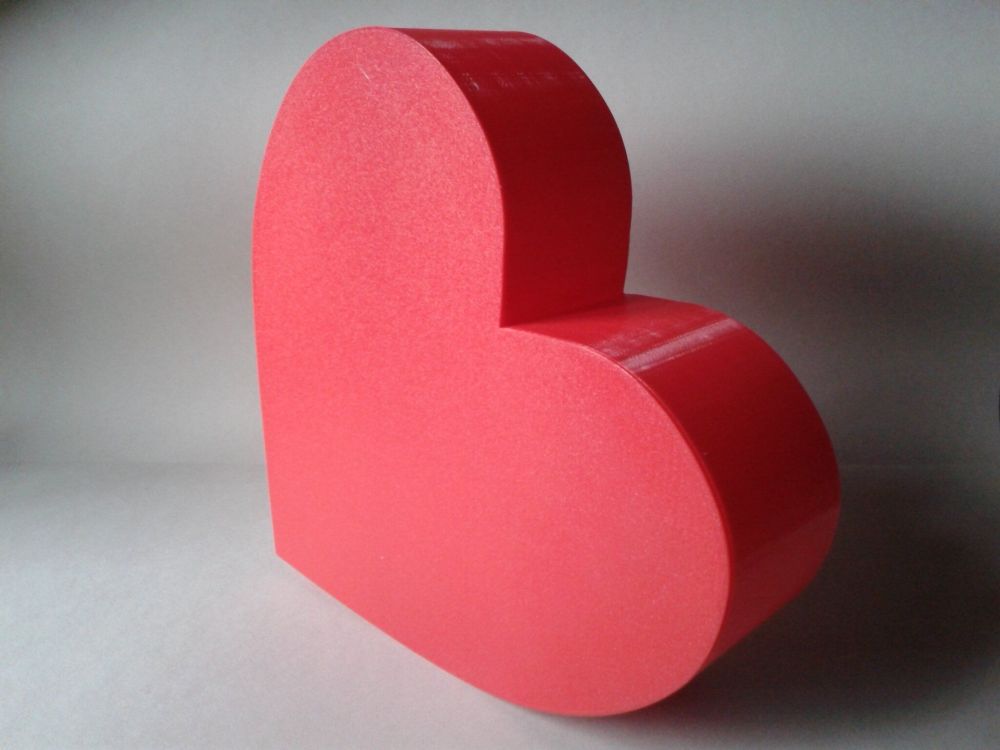
Autres impressions - (Acte III) - PETG "Big Heart, nestable box (v1)" (un de mes modèles de boite simpliste en deux parties, re-généré en taille 276.75 x 254.00 x 75.00 mm, avec une tolérance d'emboitement de 0.4 mm, pour l'occasion) https://www.crealitycloud.com/model-detail/66defe1e93a1c90ae5b71c83 ( publié, mais en attente de "review" et donc devrait bientôt (~24h) être disponible ) Fichiers : BigHeart_02_Base.stl, BigHeart_02_Top.stl. Échelle : 100% Trancheur : Creality Print v5.1.2.9904 (win64) Hauteur de couches : 0.20 mm En deux plateaux d'impression pour un total de 5 h 33 min d'impression ( ~ 2h47 par parties ) Filament : CR-PETG Red Creality (~ 69.46 m soit ~ 207.15 g) Il y a un léger effet "peau de saumon", je ne sais pas si c'est que je n'ai pas fait les bases de calibration pour le filament utilisé (tour de température, ajustement du "Pressure advance", ... ) ou si c'est autre comme un paramètre de tranchage (tolérance des approximations des mouvements arcs et cercles) ou une histoire plus mécanique (comme tension de courroies ou intensité configurée pour le contrôleur de moteur pas à pas de l'extrudeur) à ajuster.








 2 points
2 points -
Hier, (seule journée de beau temps et pas prévu d'en ravoir avant un moment) je me suis dépêchée de faire une partie de l'anti gravillon (j'ai pas pu faire l'arrière car j'ai pas eu le temps d'enlever la rouille et de traiter). C'est pas parfait mais le but c'est de protéger pas de faire un concourt du plus beau camion... Je vais pouvoir remonter les cache latéraux et l'habitacle avant (plus pratique avec un siège pour rouler...). Et un morceau d'une caisse de munition pour réparer la partie manquante... avant Après Maintenant faut attendre le retour d'un temps moins merdique pour finir l'arrière... Mais bon j'ai encore du boulot, il reste une infiltration d'eau sur la porte latérale, les galets sont mort, du coups il y a un espace en haut entre le joint et la porte donc à changer avant de remettre le plancher bois.





 2 points
2 points -
Salutation ! Bonne question. Il me semble que pour FEP standard l'ordre d'idée et de 10000 voir 20000 décollements/libération de couches. Mais je ne sais pas si c'est le même ordre de nombre de décollements de couche avec un nFEP/PFA ou encore avec un ACF ... De plus, c'est une estimation, un peu comme pour un pneu de voiture ou de moto, il y a un kilométrage à prendre en compte, mais au final tout dépend de l'usure réelle ( Si on roule uniquement sur des routes de campagne avec plein de nid de poule ou de gravier, ou si l'on fait des "burnout" cela risque d'user plus vite les pneus ) et l'usur d'un film FEP, nFEP/PFA, ou ACF peut grandement changer selon que les durées d'exposition sont adaptées ou non aux résines utilisées (Si on expose trop, certaine résine adhère plus au film donc l'usé plus vite) et à la manière dont tu les nettoies (Si tu a un nettoyage trop agressif pour le film, car utilise une spatule en plastique dur et non en silicone qui raye moins le film, si tu a ou non eu des ratés d'impression et mal filtré le bac de résine qui contenait des morceaux de résine durcie… ) . Donc pas simple d'avoir une idée vraiment juste. Donc personnellement j'essaie d'avoir toujours deux films d'avance ( un en plus au cas où je l'abime (fait une denture) par maladresse lors d'un changement) et je change le film quand j'ai l'impression d'avoir plus de ratés d'impression ou que son aspect me parait usée (marques, et/ou surface ayant une brillance différente).1 point
-
Je trouve qu'il est plus intéressant de faire deux caissons distincts et plus simple à réaliser. Un Caisson pour les quatre bobines avec des sachets de silica pour maintenir une hygrométrie assez faible, de plus on ne l'ouvre pas souvent, seulement pour les changements de bobines. Un autre caisson pour l'imprimante qui étant beaucoup plus petit réussira à chauffer rapidement pour maintenir une température plus adaptée à certaines matières.1 point
-
Dans ce cas, ce serait plus simple de remonter le status de ton print dans la box domotique (il y a une intégration Moonraker pour Home Assistant, par exemple), et faire l'automatisation dans la box domotique, ou via Node-Red, par exemple1 point
-
Salut non, sûr, sur toutes les autres versions, c'était OK, même sur celle là. Mais quand j'installe tout de suite après le firmware de la carte 4.2.7, ça me le fout à l'envers. Un peu chiant. 1ère impression réussit, il faut que je comprenne encore le fonctionnement du CR touch... J'ai flashé celui là.1 point
-
Sans parler de la stratégie de l'entreprise qui peut tout simplement obliger l'achat d'une nouvelle machine pour profiter de la nouveauté !1 point
-
Merci d'avoir pris le temps de le faire en tout cas. Je n'ai rien trouvé pour le moment. J'ai passé ma tête d'impression à un pote qui à une X1 aussi, j'espère que cela m'aidera à trouver le problème.1 point
-
Non il vaut mieux recalibrer toute la machine. Tu as peut être modifier la hauteur Z en débouchant la buse.1 point
-
Salut , C'est bon ça fonctionne mais il a fallu que je fasse la mise à jour de la machine Merci ç toi pour ton aide.1 point
-
L’actualité de l’impression 3D fut riche en nouveautés cette semaine de rentrée ! https://www.lesimprimantes3d.fr/semaine-impression-3d-453-20240908/1 point
-
@Wappiti, je ne sais pas si les côtes sont identique, mais pour ma SKR 1.4 + TFT j'ai fais une découpe et j'ai imprimé une petite façade: voir ici cela peut te donner une idée1 point
-
Salutation et bienvenue sur le forum. Normalement ici dans cette section c'est pour les présentations uniquement. Donc si tu veux de l'aide, pour cette histoire d'épaisseur de paroi d'un vase, il te faudrait créer un nouveau sujet ,dans, par exemple la section Entraide : Questions/Réponses sur l'impression 3D. Mais il faudrait donner plus de détails. Par exemple le lien vers le fichier du modèle ou au minimum une capture d'écran du modèle du vase en question. (Pour avoir une idée de comment il se présente ( si c'est un modèle qui s'imprime "normalement" ou un modèle plein qu'il faut trancher, car il est plein en activant le mode "spiralisation de contours extérieur" (mode vase)) Sinon regarde en mode visibilité des paramètres sur "expert" ou "all" les paramètres "expansion horizontale" ( cela peut permettre éventuellement de faire ce que tu veux si ton vase n'est pas à imprimer en mode "spiralisation des contours" ...) Sinon, si tu débutes sous Ultimaker Cura, prend le temps d'installer le plugin "Settings guide" depuis le "marché en ligne" / "market place" sous Ultimaker Cura pour avoir plus de détails sur chaques paramètres de tranchage.1 point
-
Une plaque d'aluminium, une bombe de peinture noir mat et de la persévérance. Imprimer ce genre de truc est une idée farfelue, pour être gentil.1 point
-
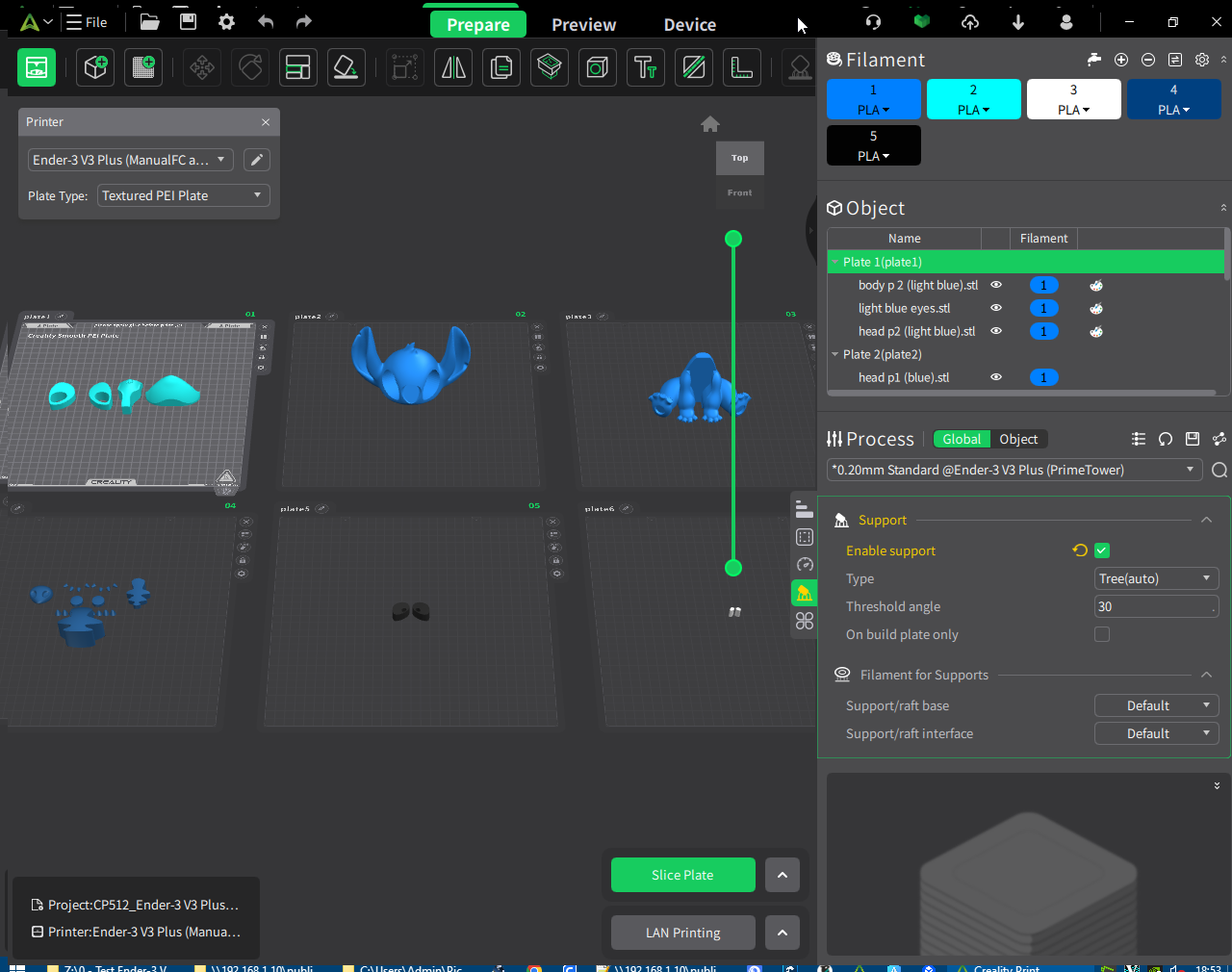
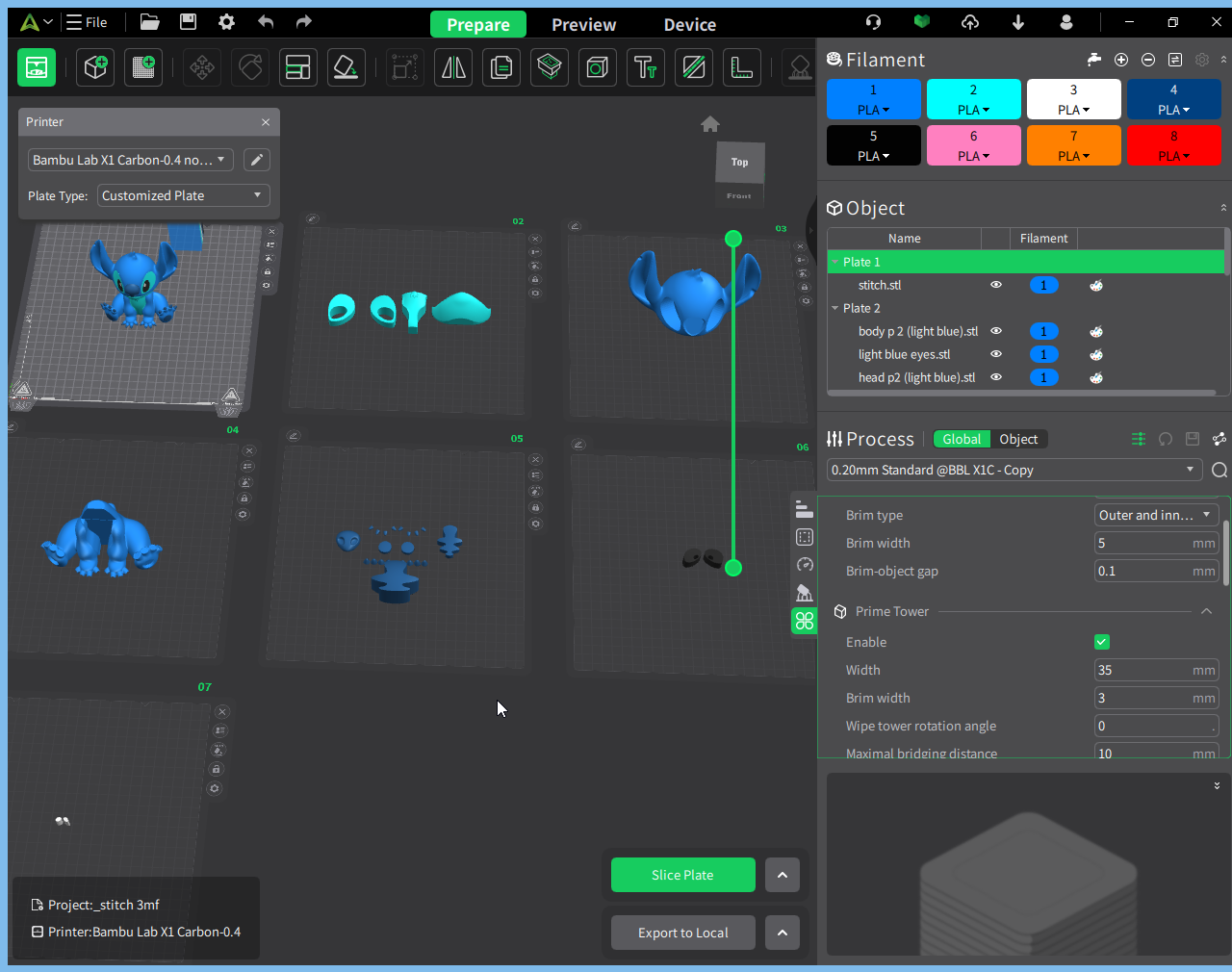
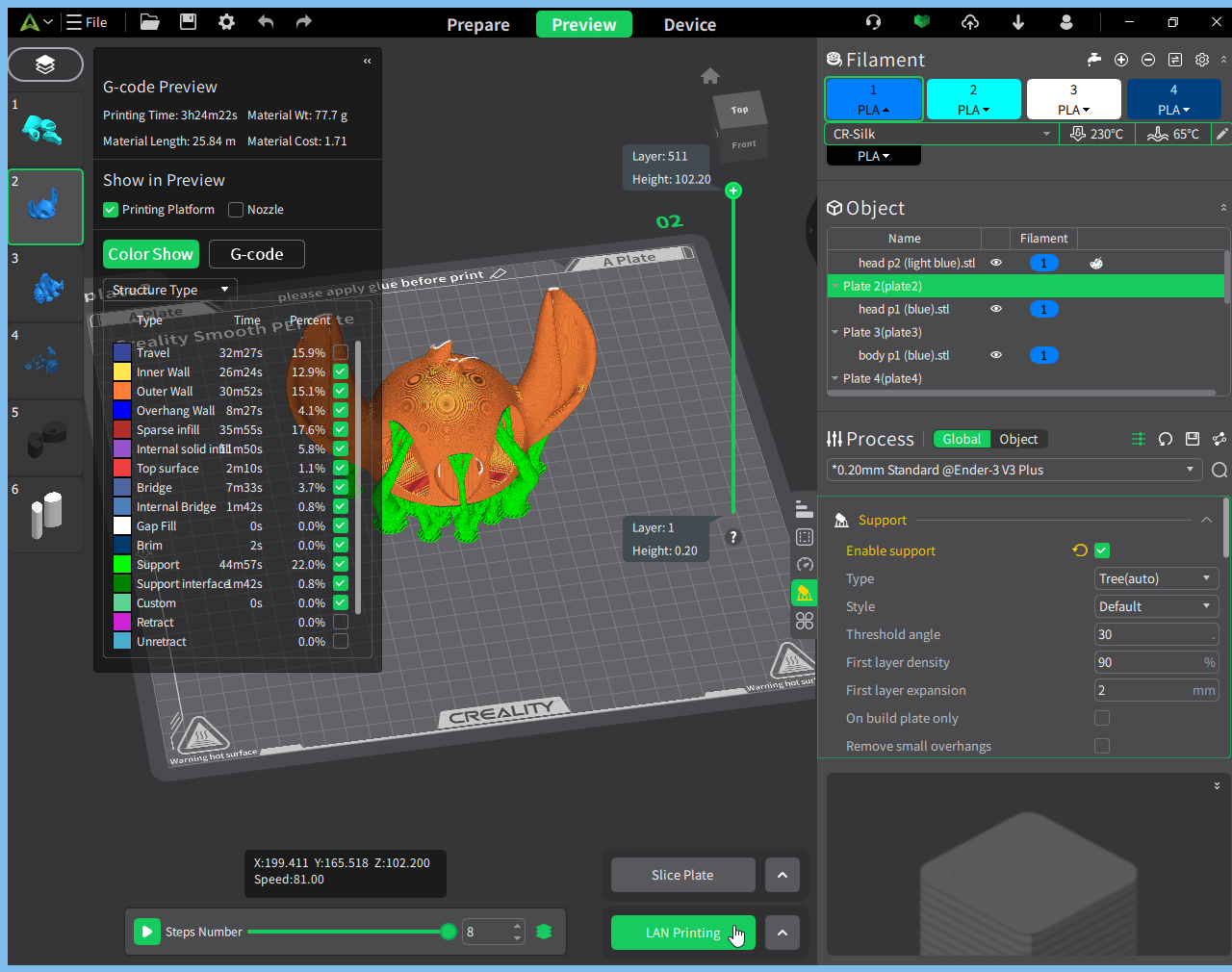
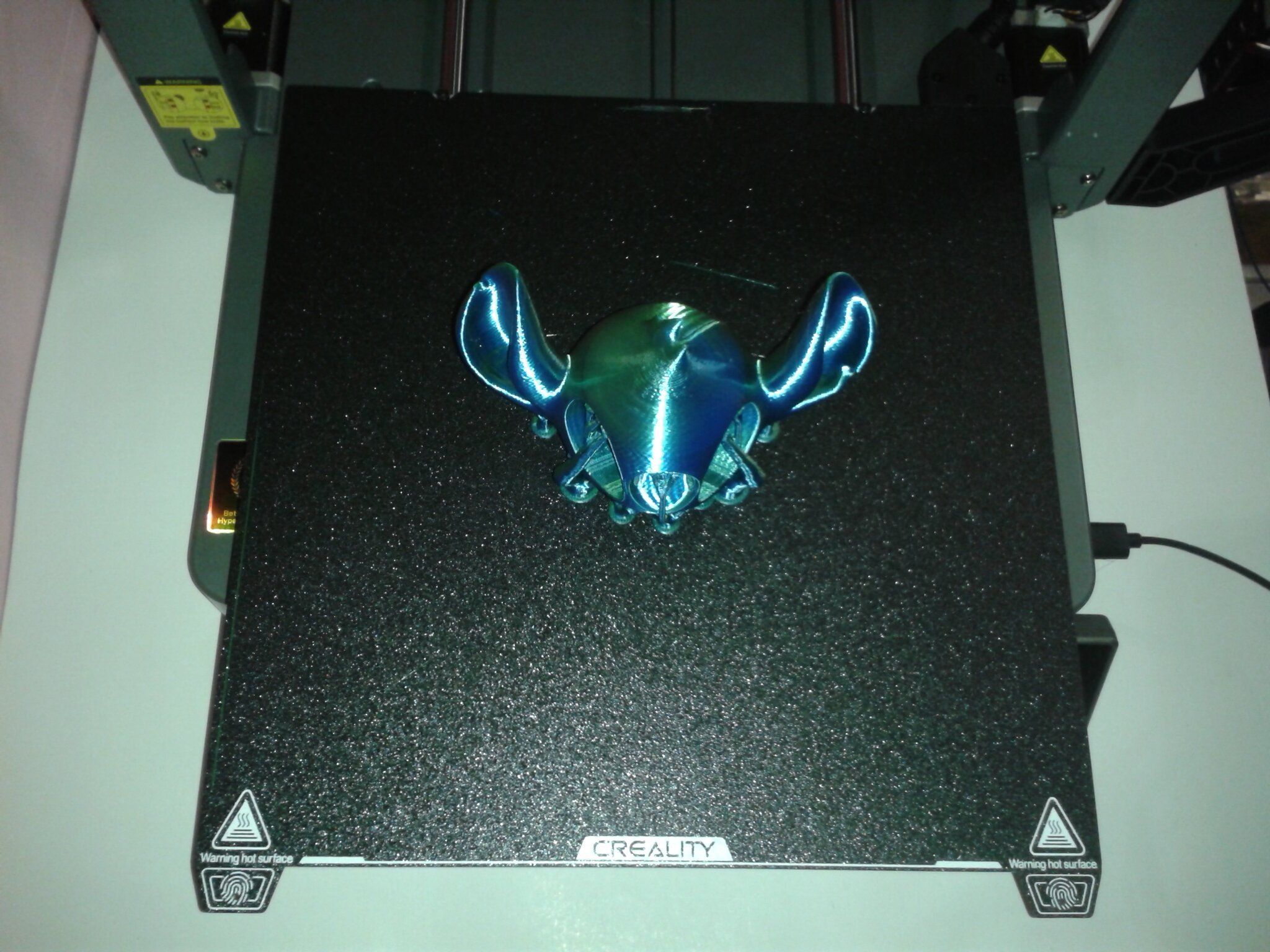
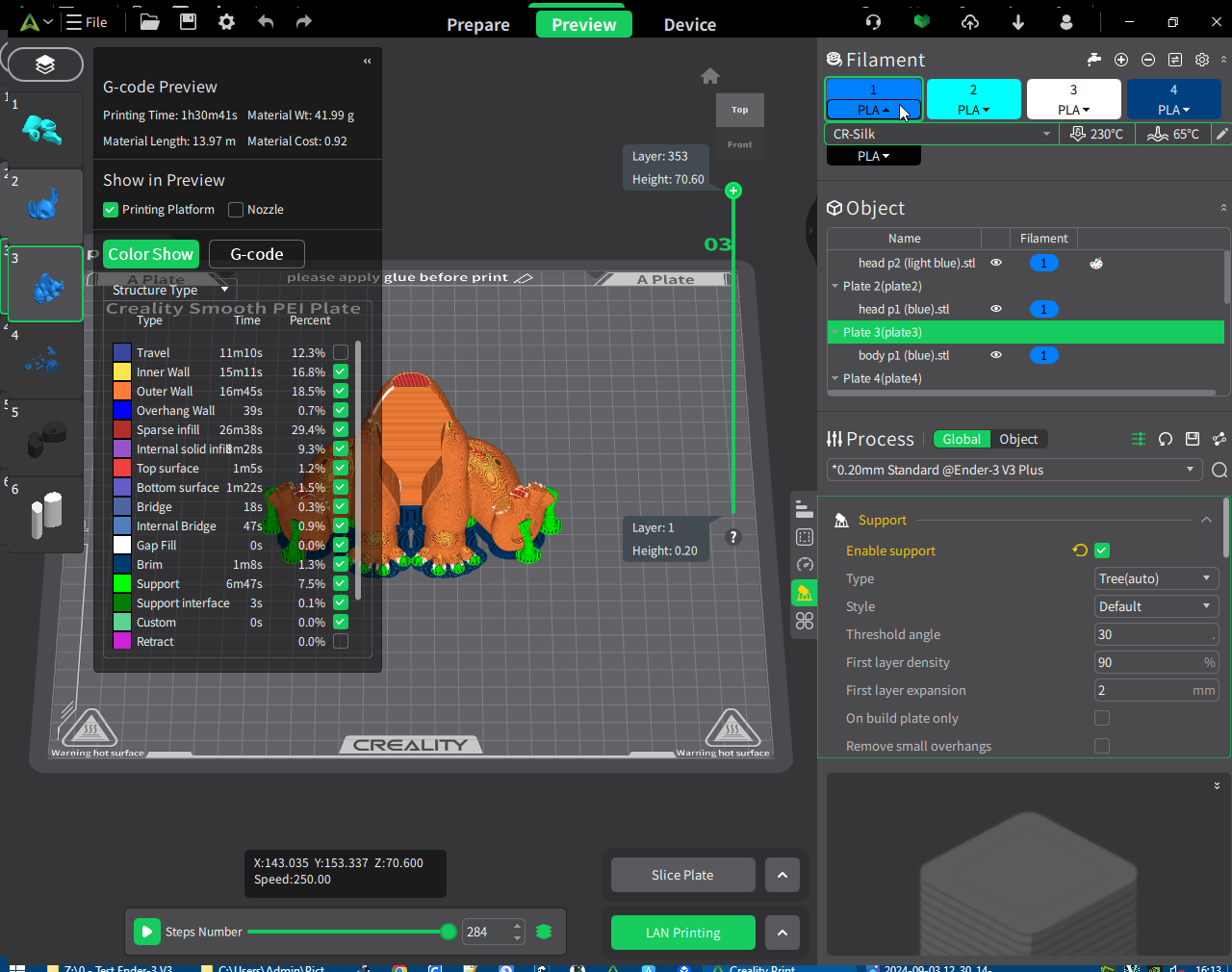
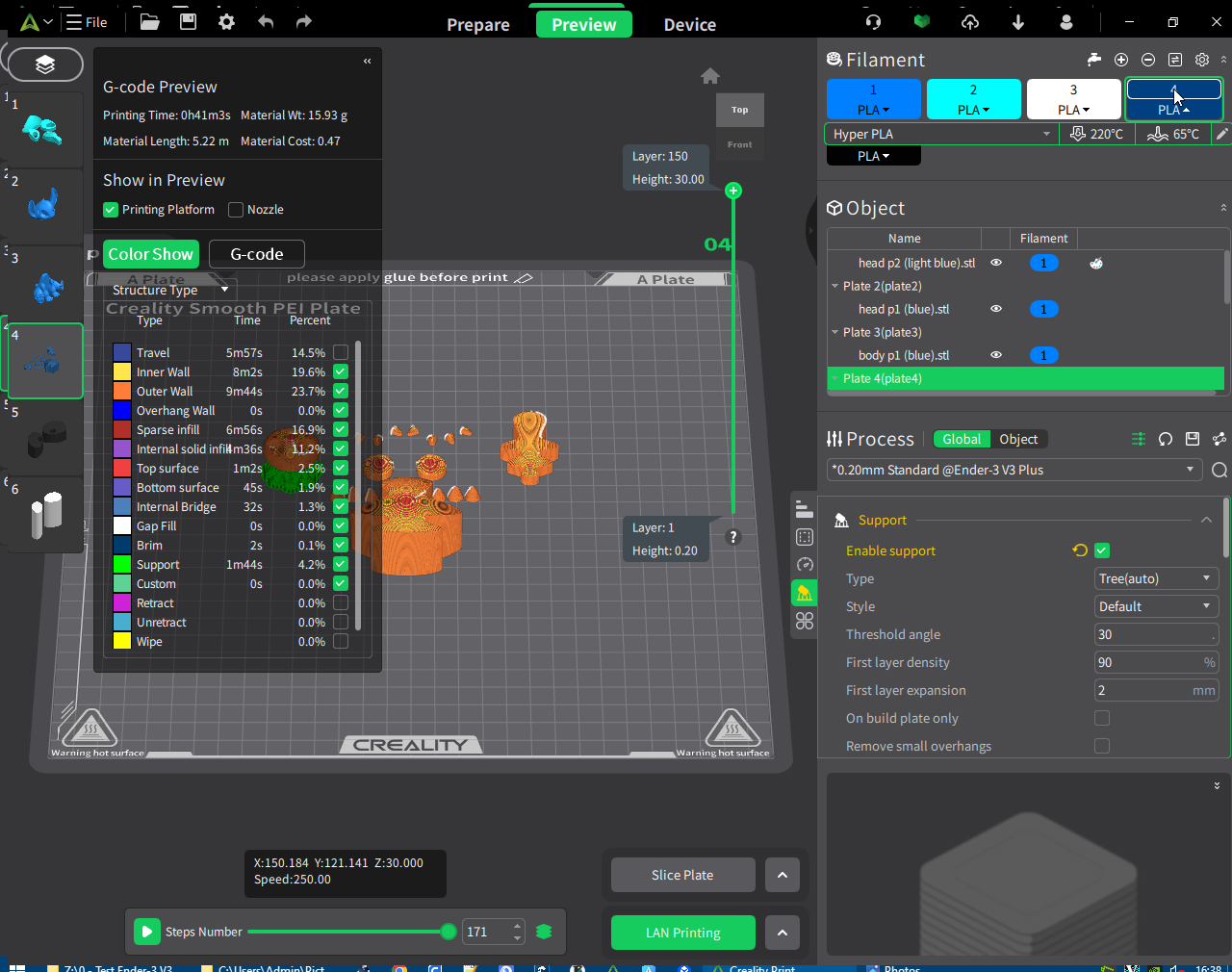
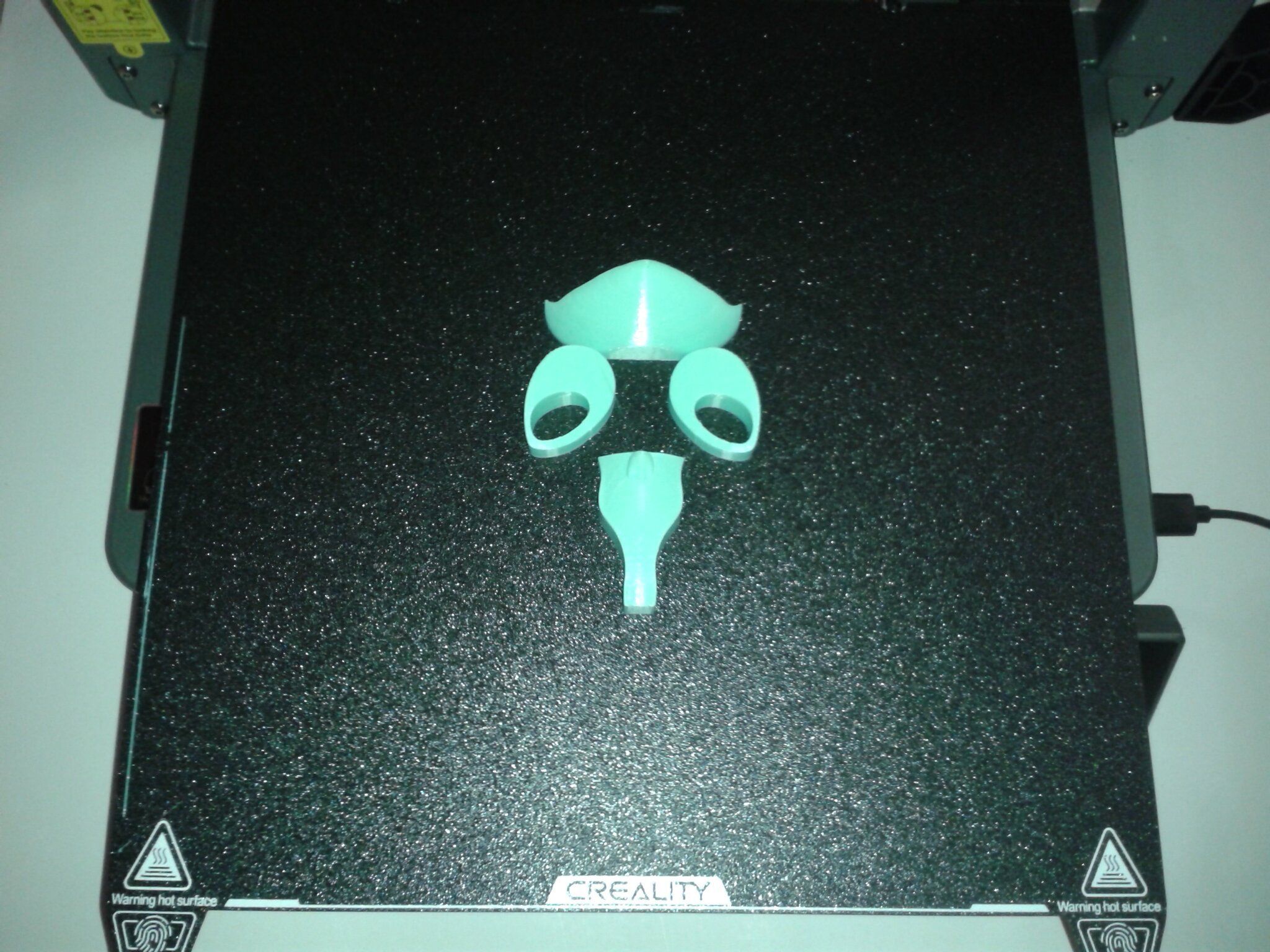
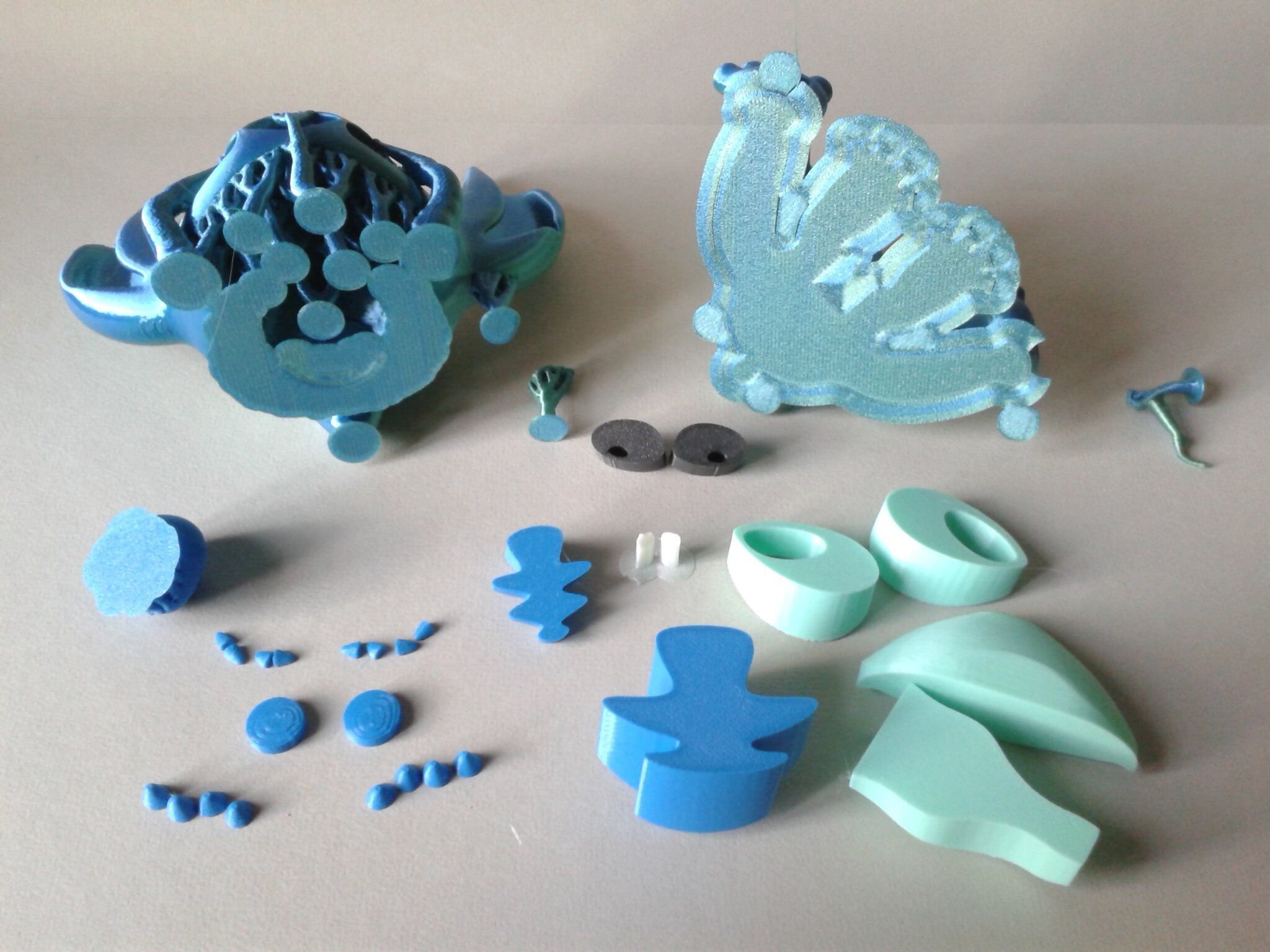
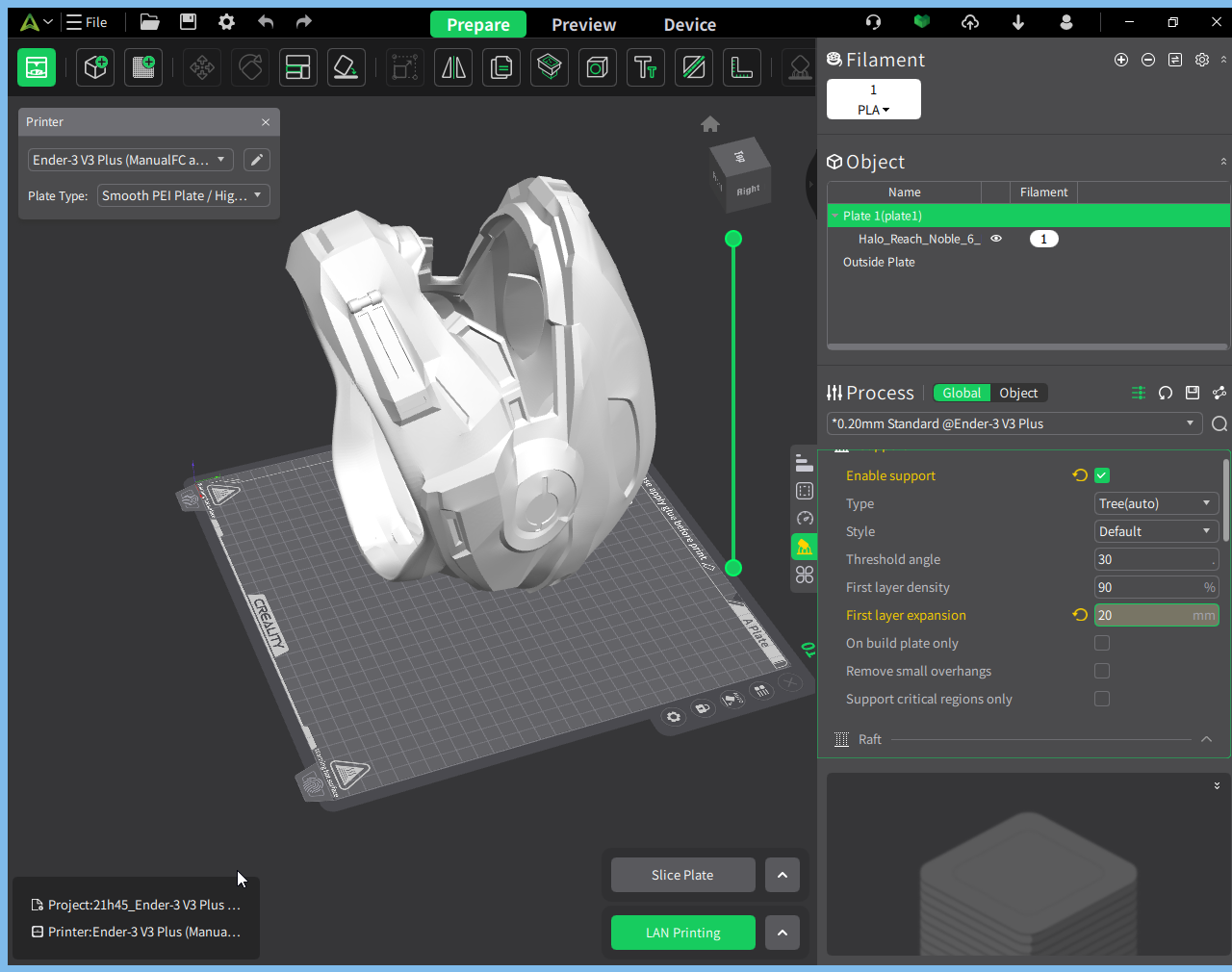
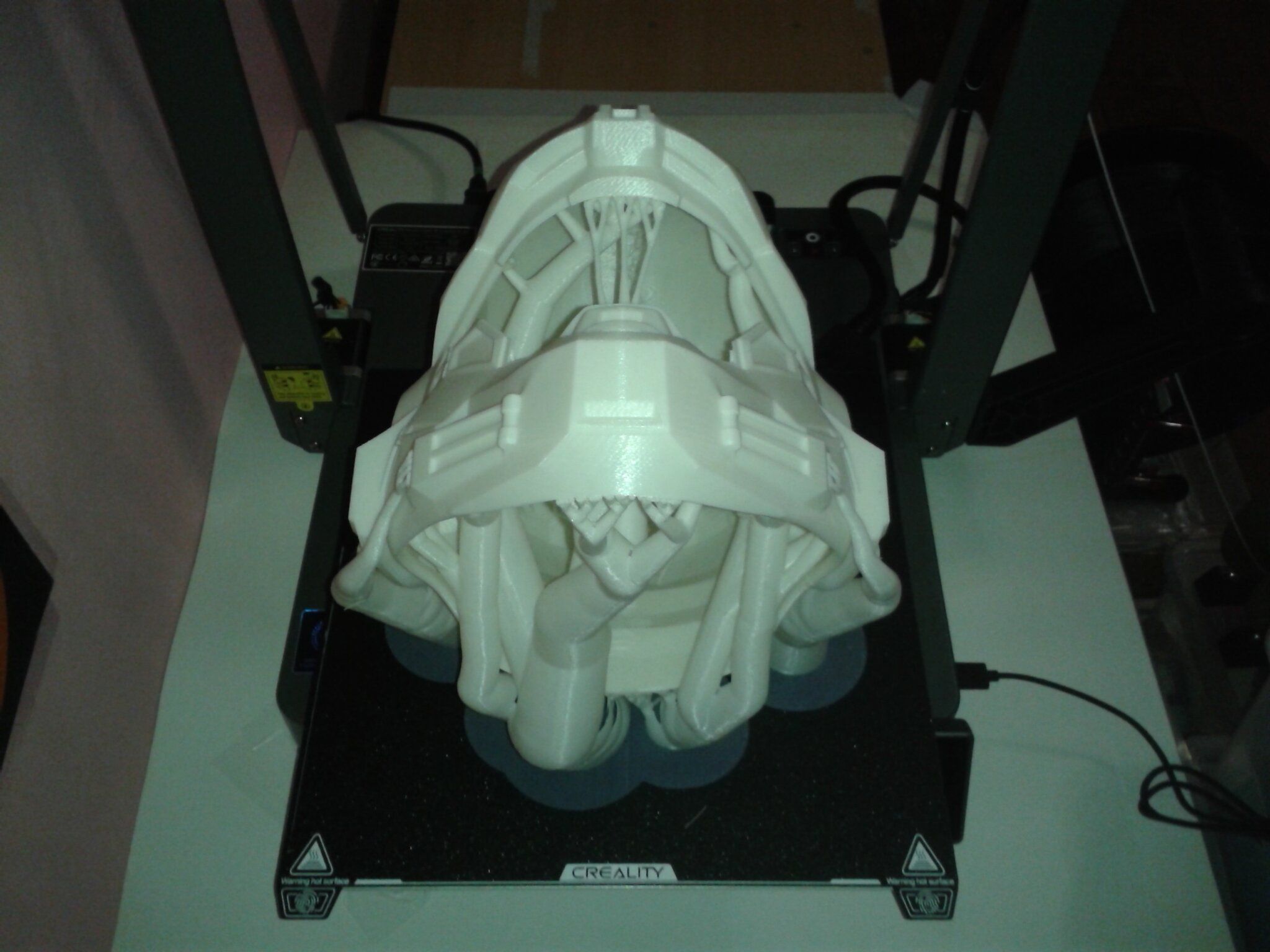
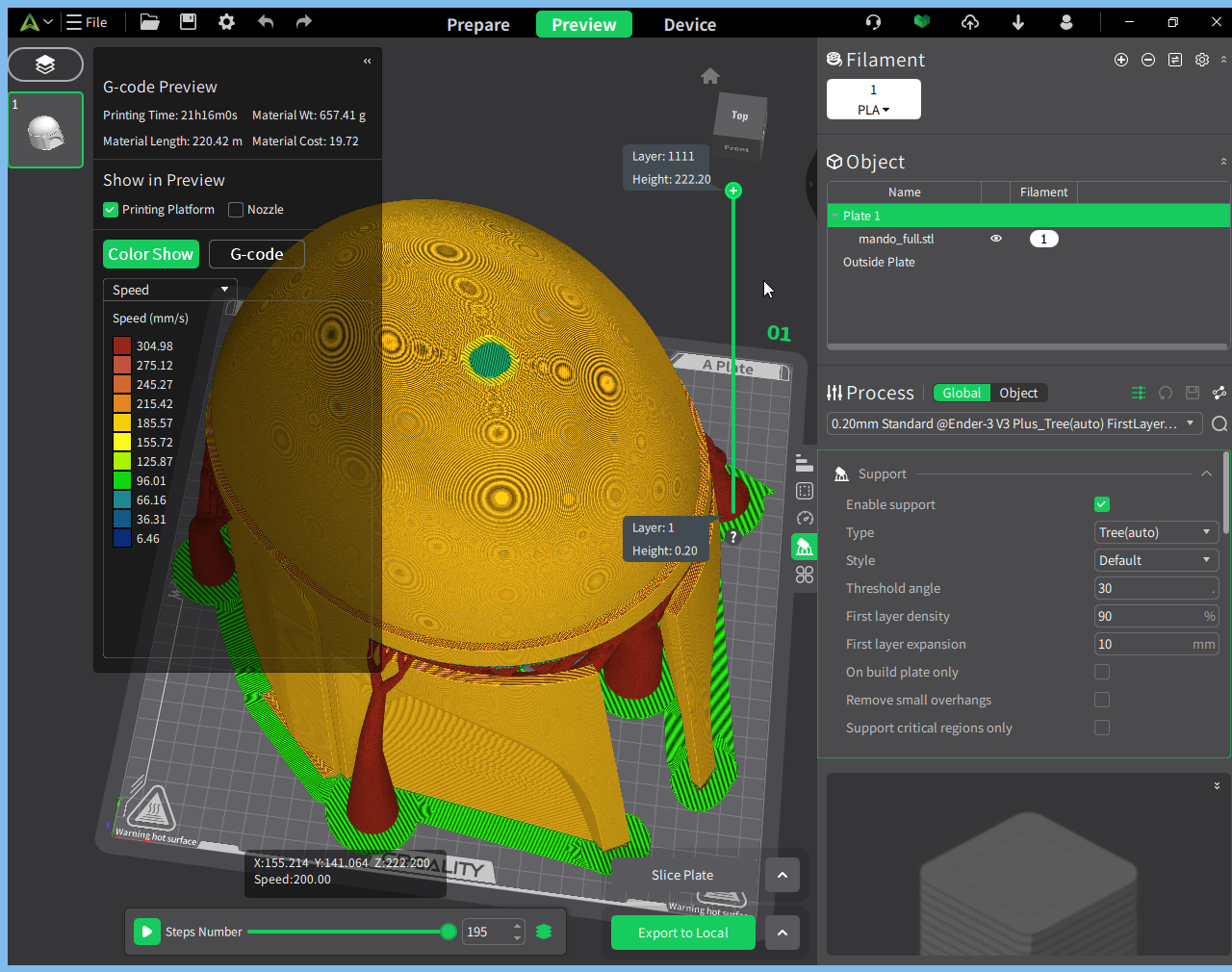
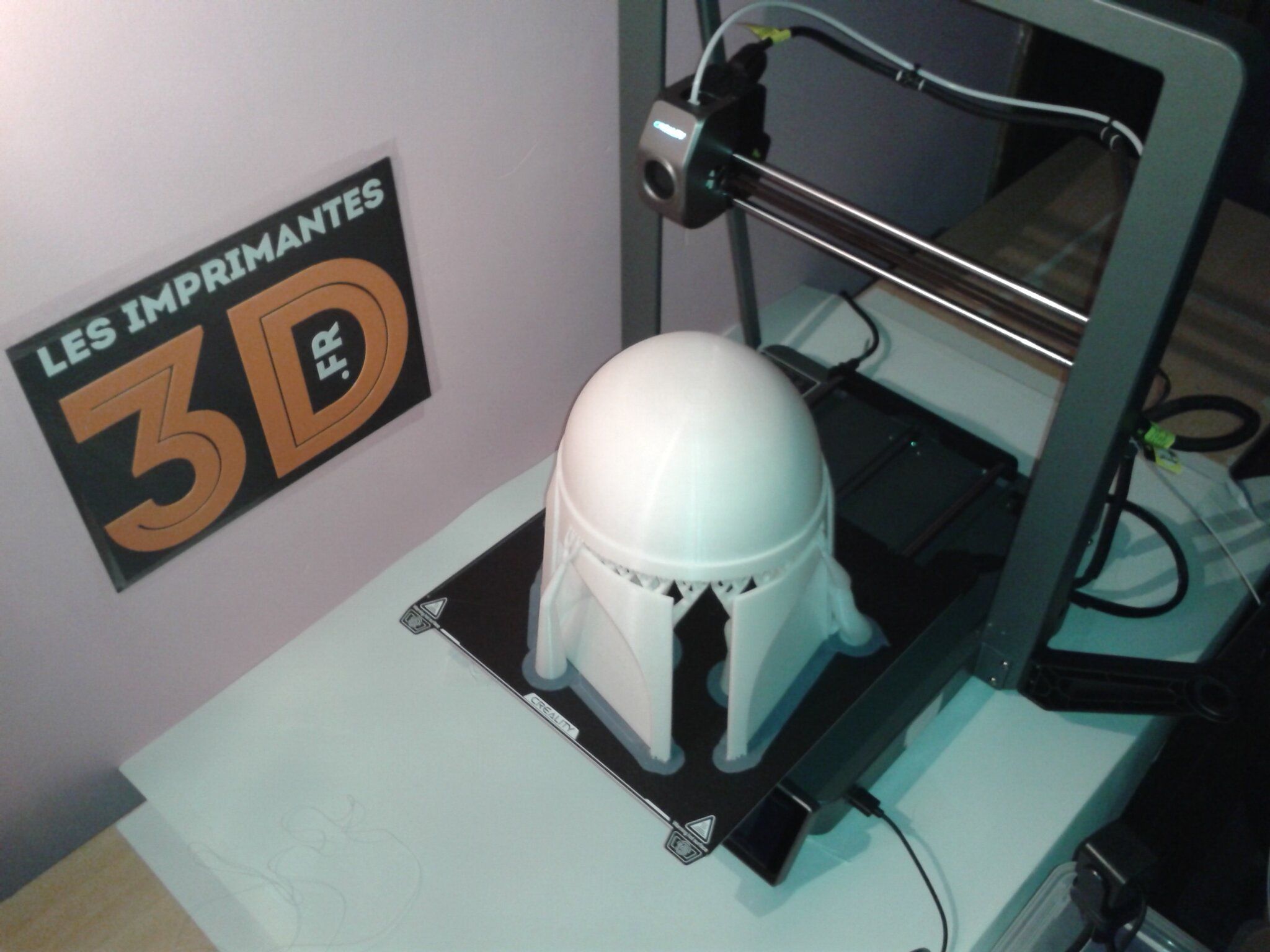
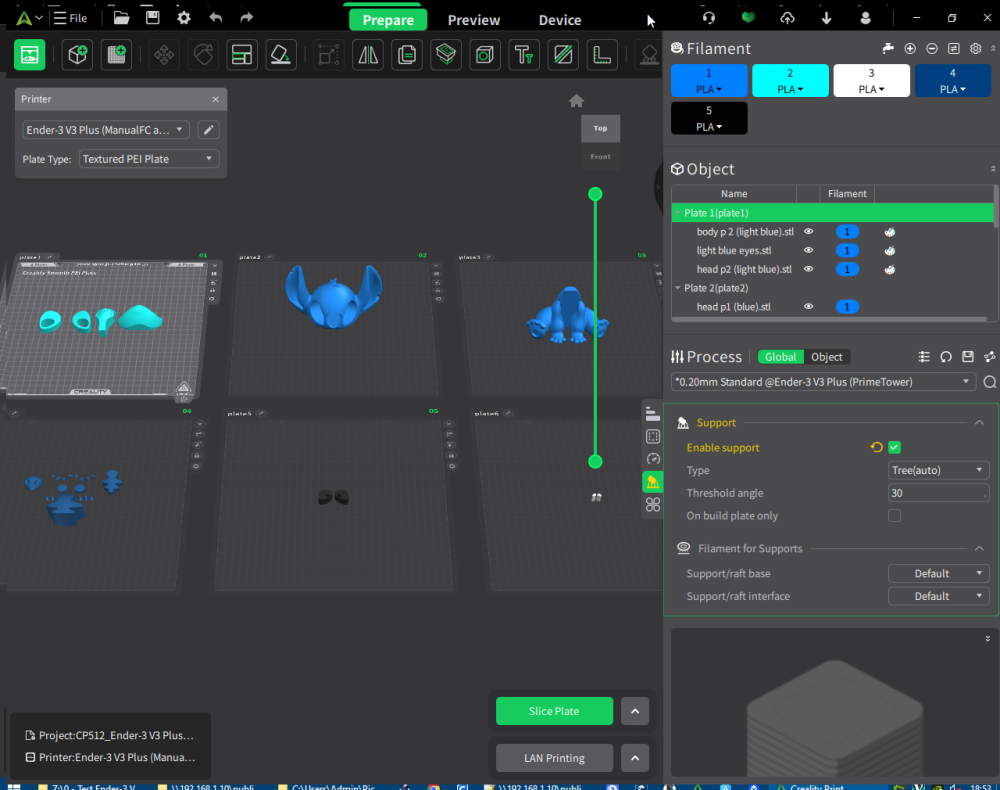
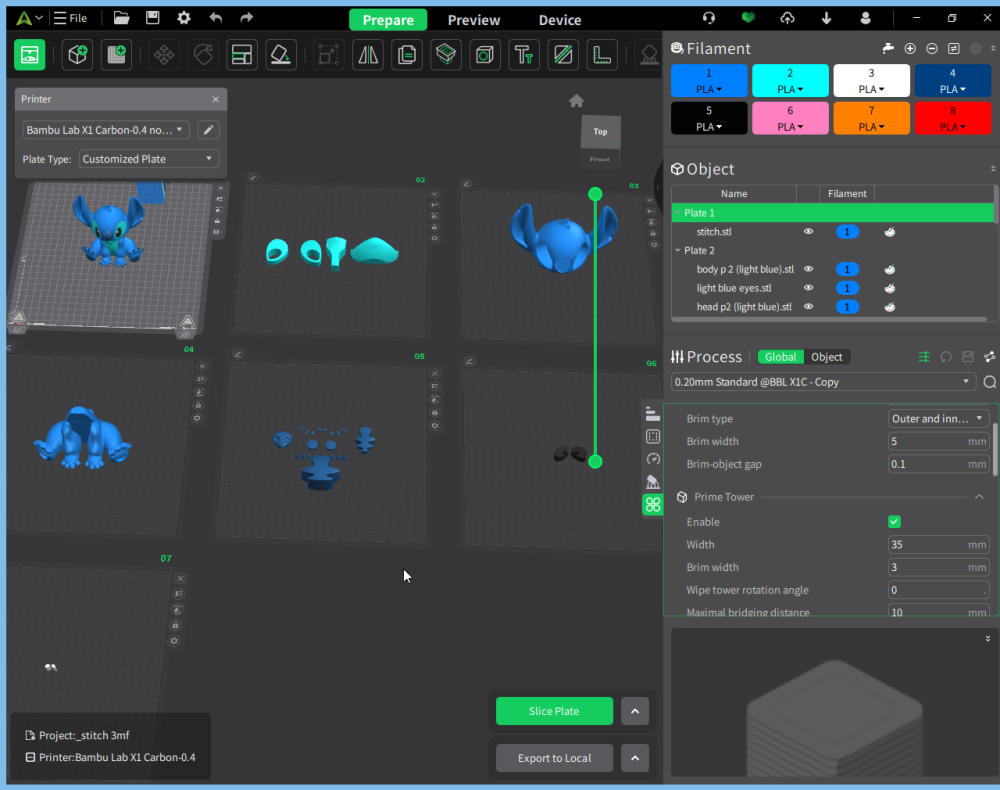
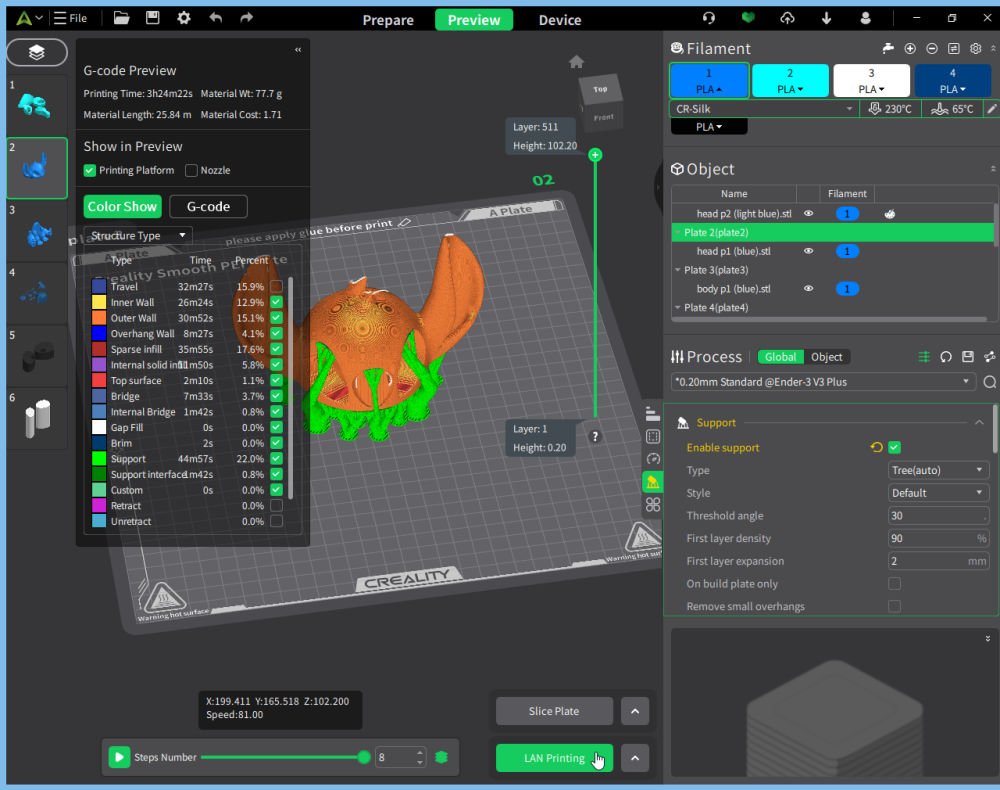
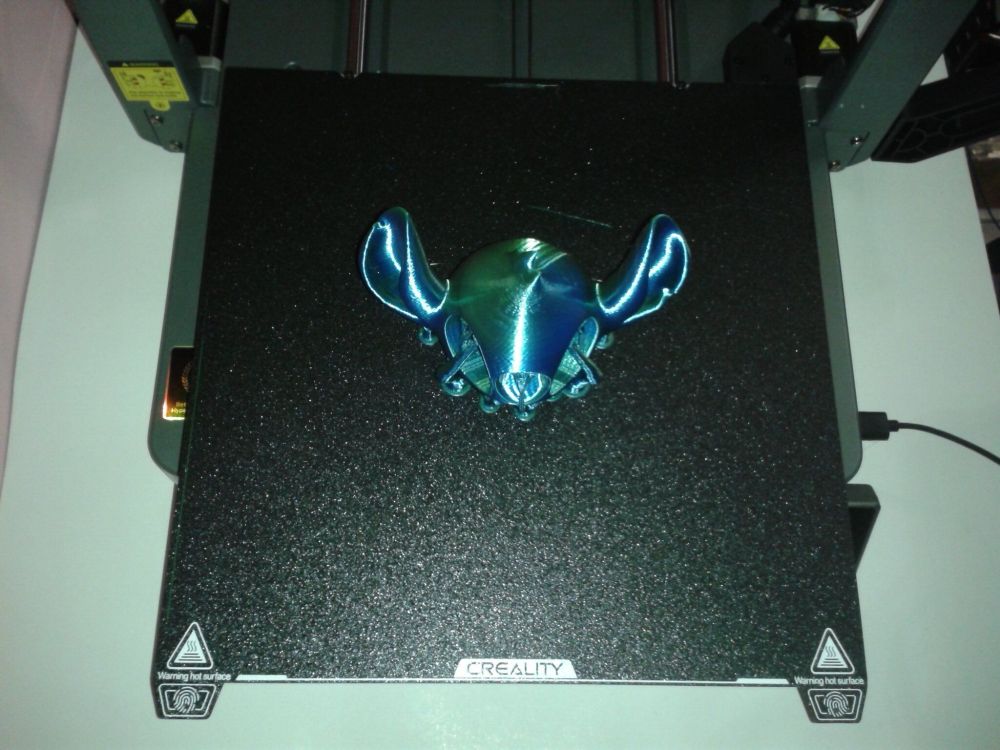
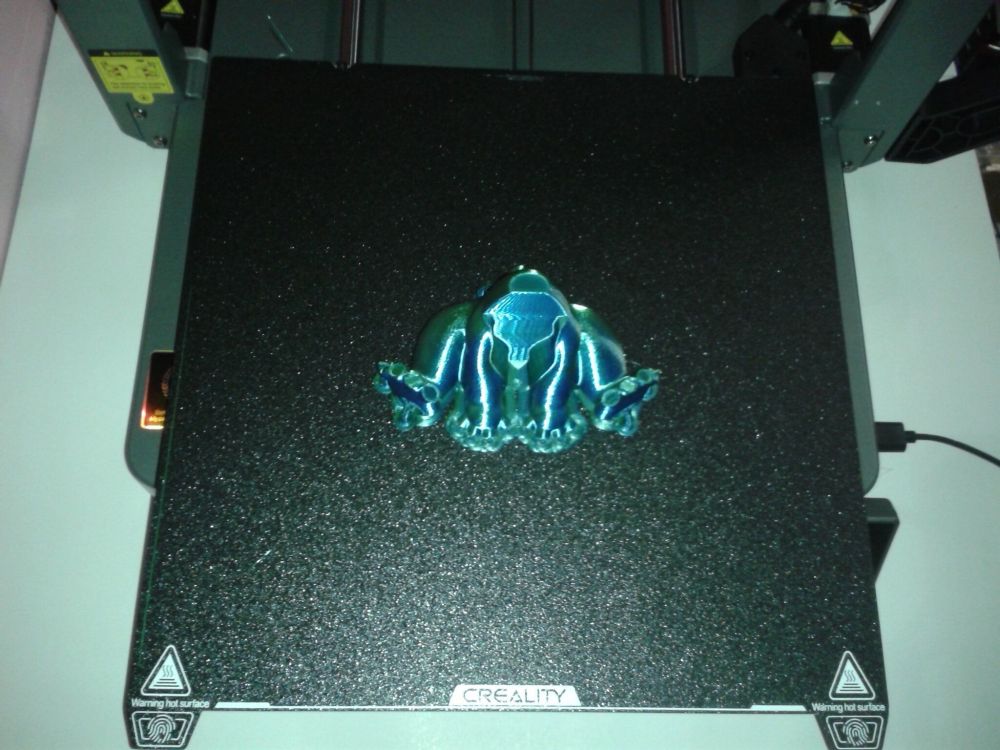
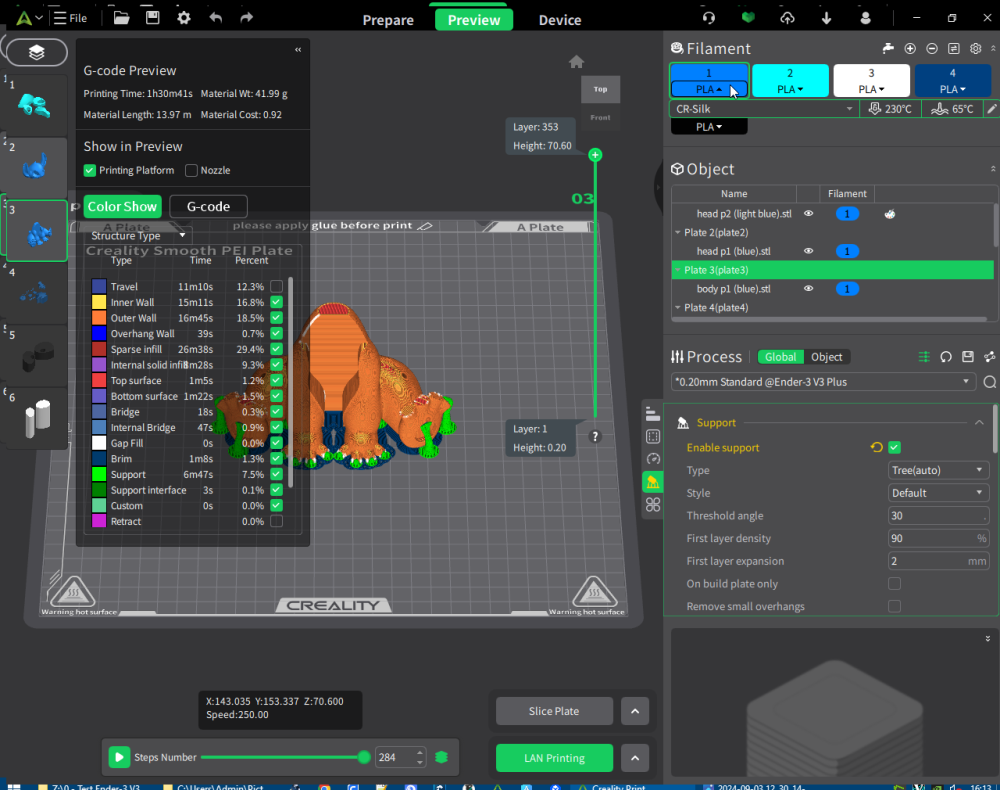
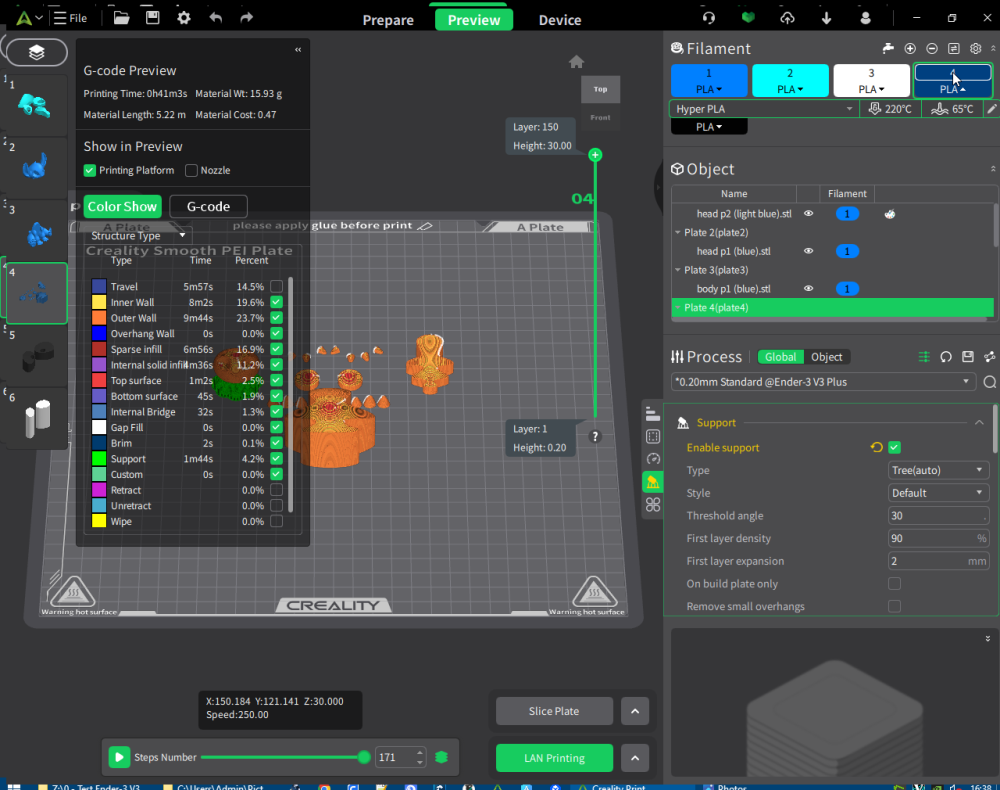
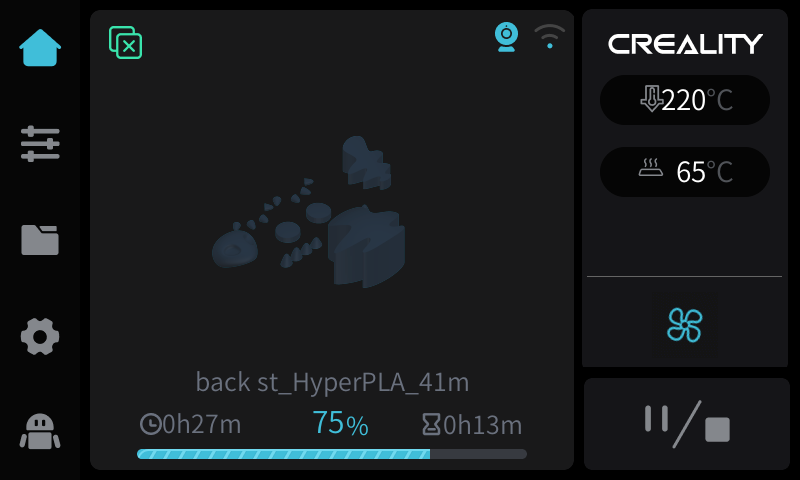
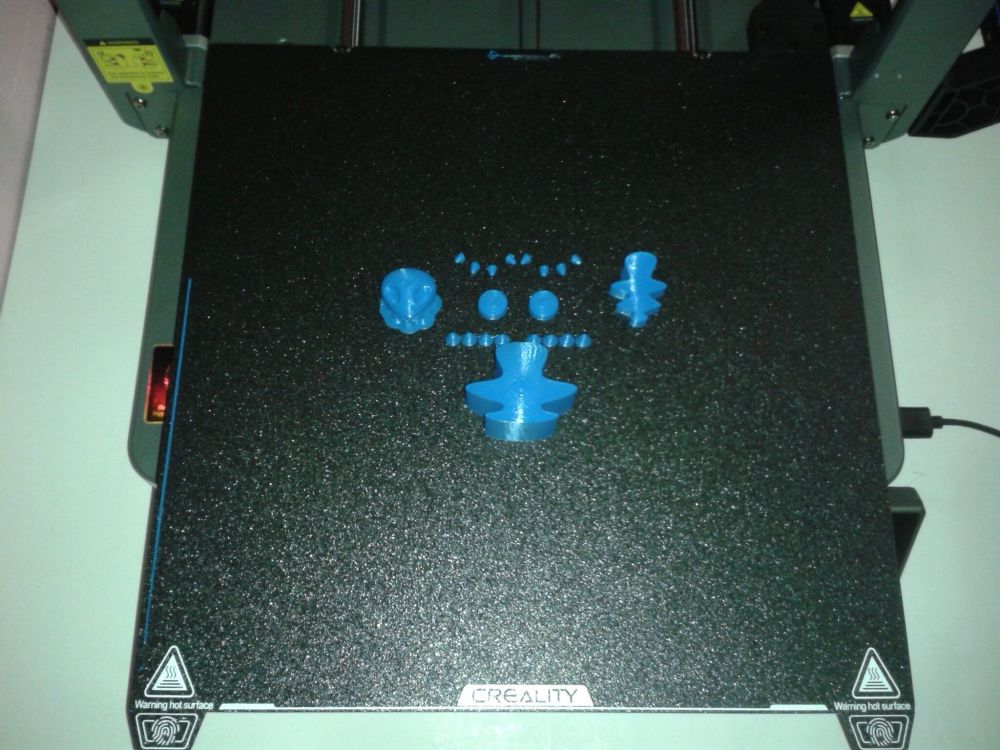
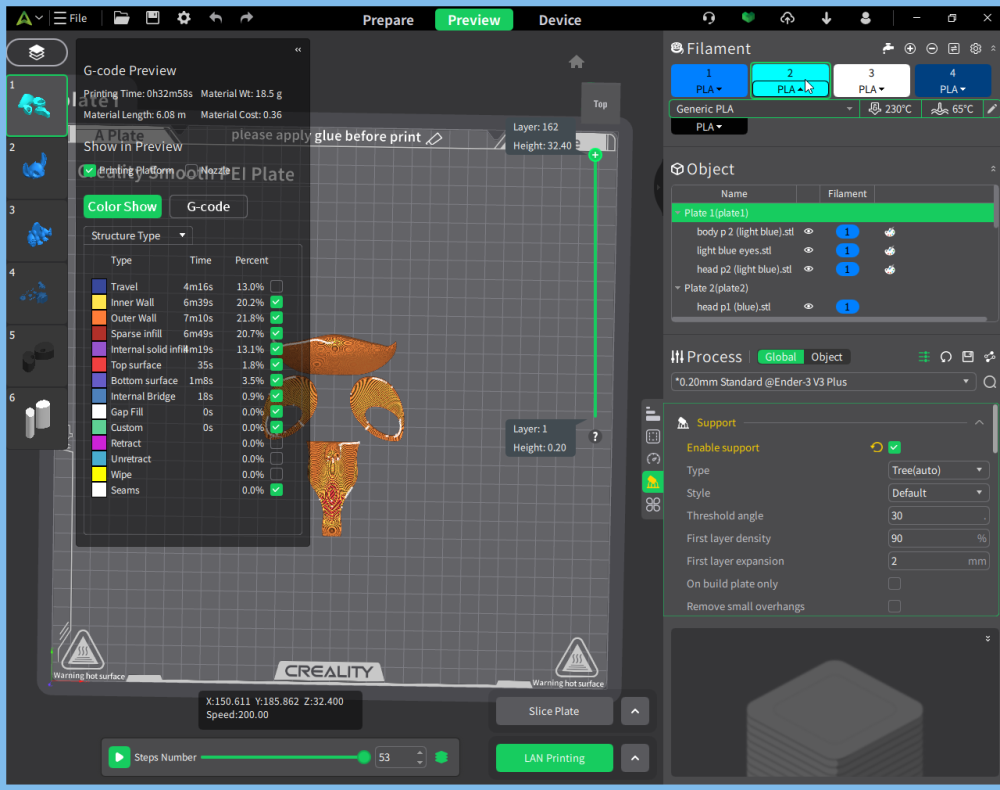
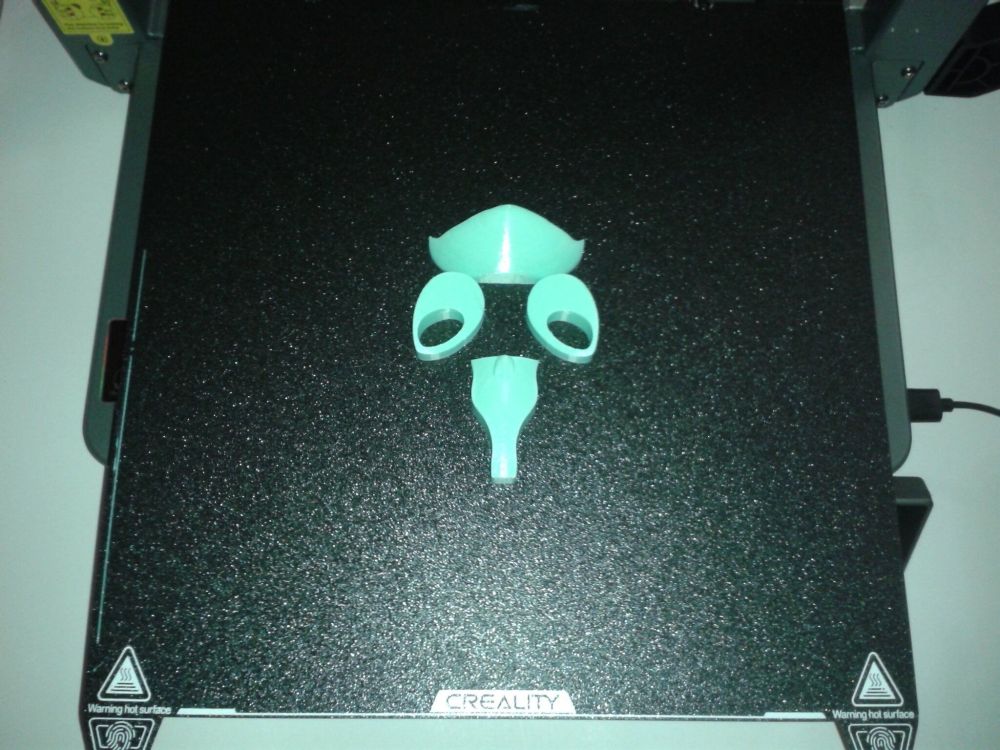
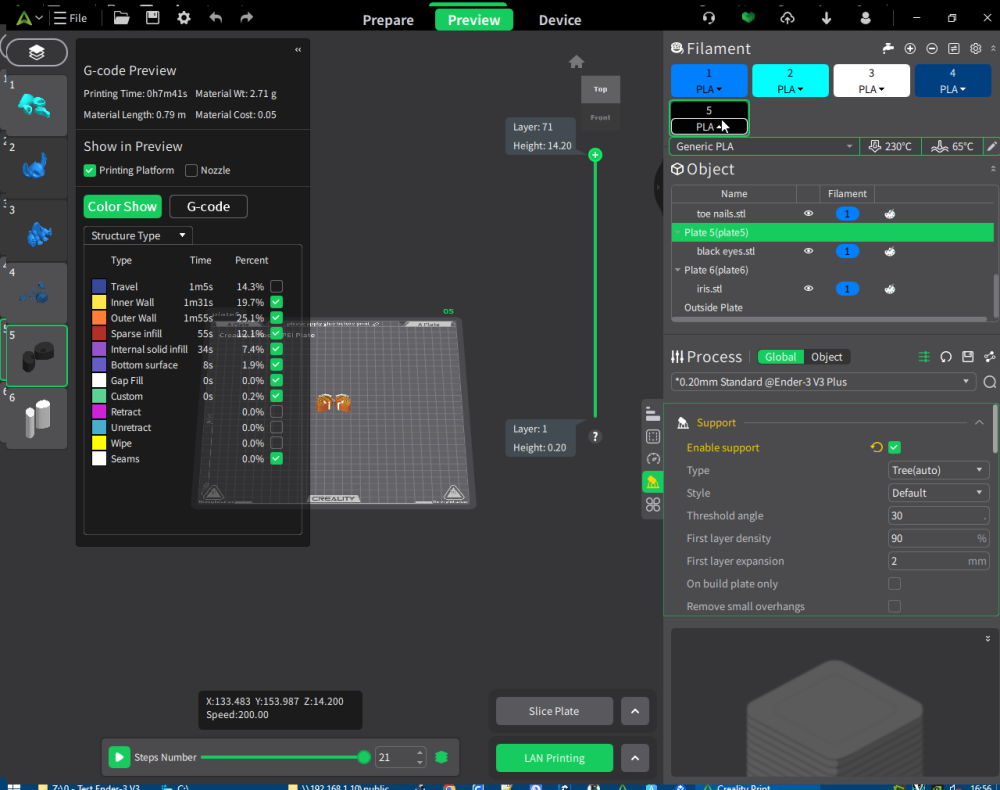
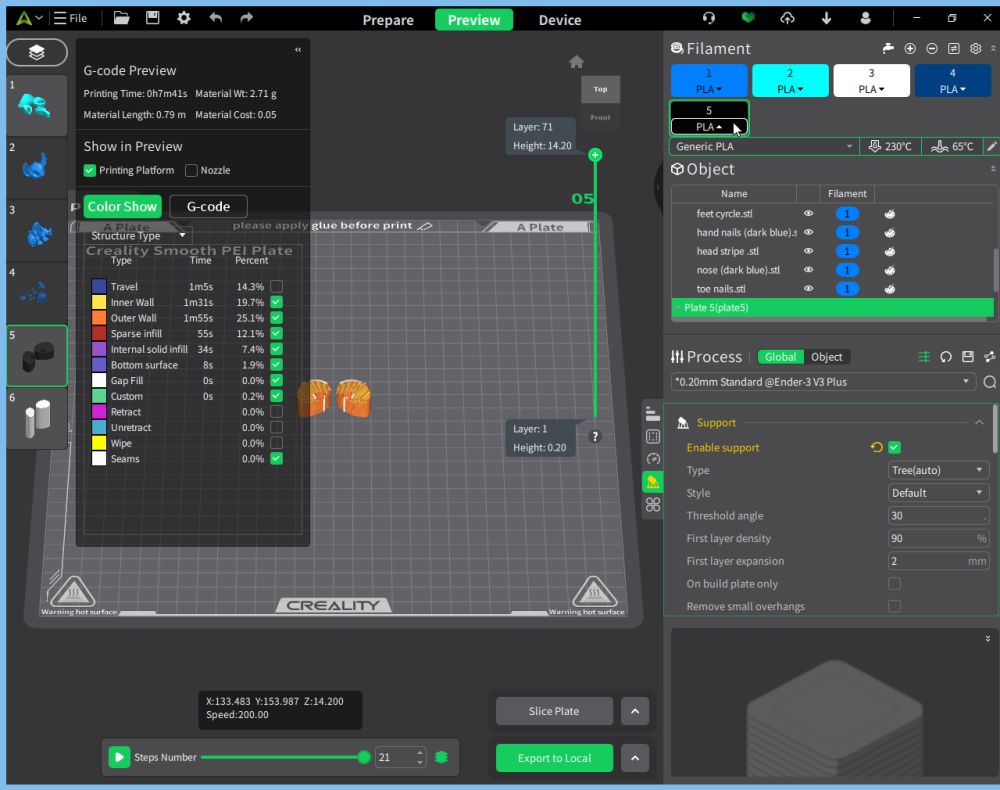
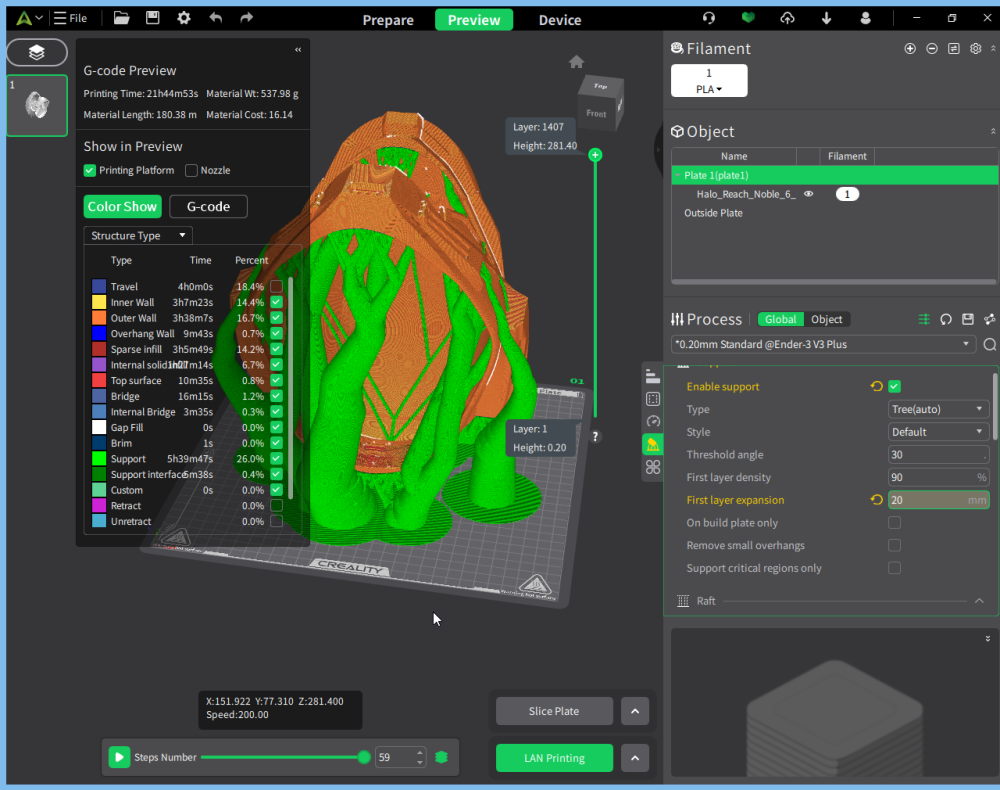
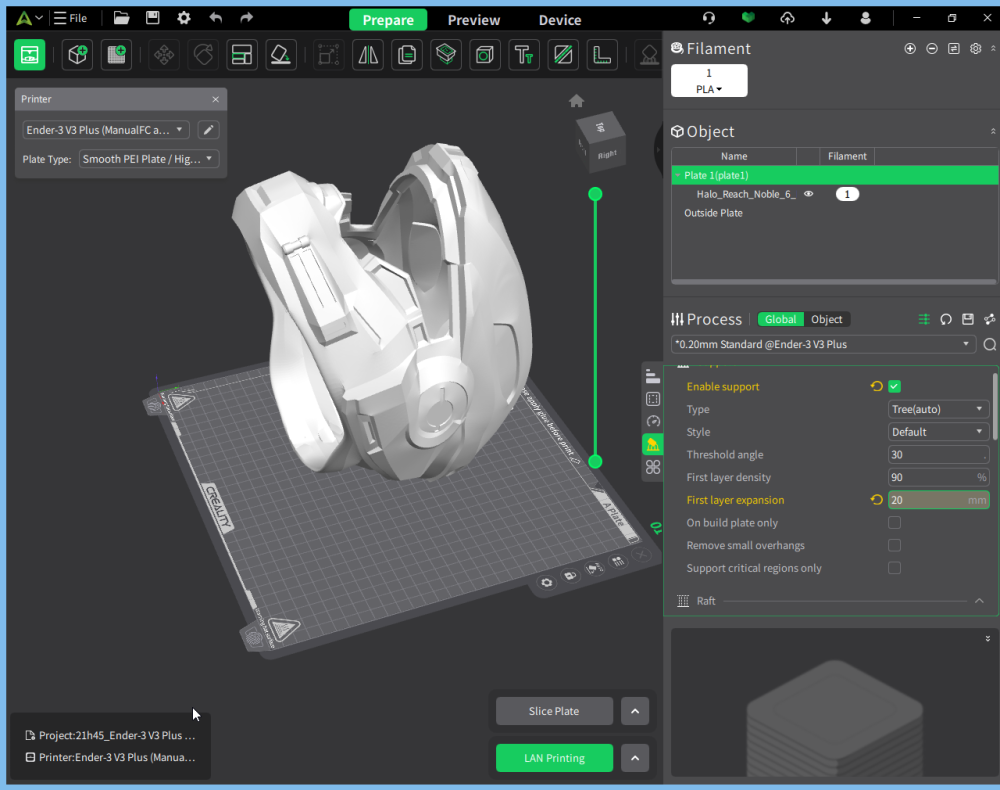
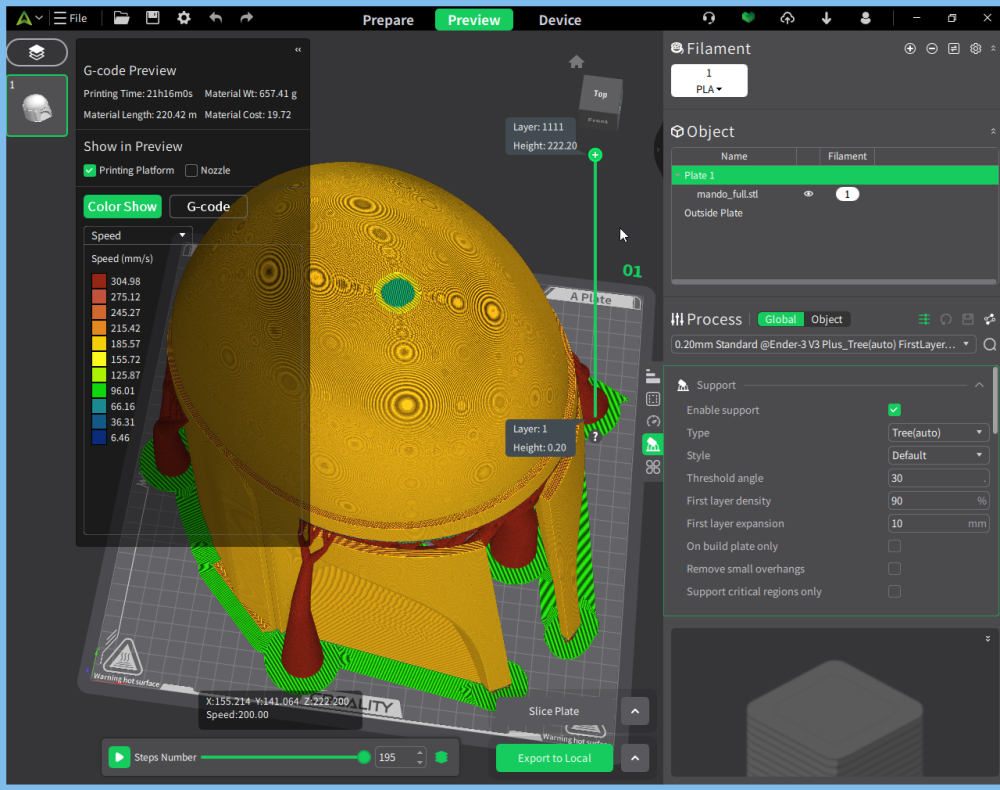
Autres impressions - (Acte II) - PLA "Stitch - Multipart" de "PressPrint" https://www.crealitycloud.com/model-detail/65be9a1428a3f0d2cecf8121 (Payant (~3.5 USD) sauf si Creality Cloud Premium) Filaments > "dark blue" : Hyper PLA Blue Creality "light blue" : EN-PLA+ Jade Green Creality "blue" : CR-Silk Blue-Green Creality (Dual color) "black" : PLA Recyclé ArianePlast "white" : CR-Silk PLA White Creality Je suis partie du projet "_stitch 3mf.3mf" où j'ai effacé le 1er plateau et l'objet sur ce premier plateau (Car cet objet était le modèle entier assemblé en multi couleur), modifié le profil d'imprimante, des filaments et de qualité de tranchage ( Car initialement un projet pour une imprimante Bambu Lab) activé les supports d'impression du profil de qualité d'impression nouvellement sélectionné. supprimé les filaments non utilisés échelle 100% (non modifié, car si augmenté pour utiliser le maximum de la surface d'impression cela devenait un projet gourmand en filaments et temps d'impression ... ) Pour arriver à // À FAIRE > Terminer les collages et photos du résultat "halo helmet" de "Genesis San Pedro" https://www.crealitycloud.com/model-detail/619717938f5f262859f45d1a Fichier : Halo_Reach_Noble_6_Helmet.stl Échelle : 100% ( A Posteriori, il s'agit d'une version pour un enfant, et je ne peux pas y passer ma "grosse" tête d'adulte. J'aurais dû chercher à augmenter l'échelle ) Trancheur : Creality Print v5.1.2.9904 (win64) Hauteur de couches : 0.20 mm Filament : Hyper PLA White Creality (~180.39 m) Durée d'impression : 23 h 44 min "The Mandalorian helmet" de "kunningking23" https://www.crealitycloud.com/model-detail/633221b1f3c0a928fa31004d Fichier : mando_full.stl (234.97 x 249.94 x 257.64 mm, 19.66MB) Échelle : 100% ( Il est un peu juste, mais avec le bon angle et rotation, j'arrive à y passer ma tête d'adulte sans trop forcer sur mes pommettes ...) Trancheur : Creality Print v5.1.2.9904 (win64) Hauteur de couches : 0.20 mm Filament : Hyper PLA White Creality (~220.43 m) Durée d'impression : 23 h 57 min


















































 1 point
1 point -
Bonjour, je ne sais pas ce que ça vaut, vu que je n'ai jamais imprimé du pla eco, mais à 12,40 euros le kg, ça peut intéresser certains https://www.arianeplast.com/223-pla-eco-arianeplast1 point
-
Creality indique sur la page de la K2 Plus Combo : Does K1 series/Ender-3 V3 series support CFS? Not yet. To make the K1 and Ender-3 V3 series compatible with CFS, you need to upgrade the extruder. Currently, we are working hard on the multicolor upgrade kit for them, which may include CFS, CFS power adapter, a new extruder with a cutter, a nozzle wiping module, and new firmware.This is a huge project. The Upgrade Kit will not be available in the short term. Soit : La série K1/Ender-3 V3 prend-elle en charge le CFS ? Pas encore. Pour rendre les séries K1 et Ender-3 V3 compatibles avec CFS, vous devez mettre à niveau l'extrudeuse. Actuellement, nous travaillons d'arrache-pied sur le kit de mise à niveau multicolore, qui pourrait inclure CFS, un adaptateur d'alimentation CFS, une nouvelle extrudeuse avec un cutter, un module d'essuyage de buse et un nouveau firmware. Le kit de mise à niveau ne sera pas disponible à court terme. Edit : sur la fiche produit K1 Max, mais aussi les K1C et K1, on peut lire : "Will be adapted to the CFS multi-color system to achieve multi-color printing soon" soit "Elle sera bientôt adaptée au système multicolore CFS pour permettre l'impression multicolore".1 point
-
C'est marrant, ce système de réductions et de bonus… Serais-je le seul à qui cela rappelle le financement participatif (crowdsourcing) avec comme différence peut-être, le risque en moins de ne pas recevoir de contre partie mais surtout de ne pas avoir une partie des sommes engagées retenues par la plateforme et disponible de suite De ce que j'ai lu, les machines seraient au mieux livrées à partir de septembre (d'ici 4 mois donc), en attendant les X «acheteurs» apportent une bonne manne d'argent à Creality ((200+200)x750, 500x900, 800x1050, 1000x1200 => 300000 + 450000 + 840000 + 1200000 = 2790000 (2,9M))1 point
-
Bonjour, Aucune idée de la viabilité du système, mais j'ai commandé des housses de rangement sous vide pour vêtements. Commandé sur Amazon, 10 € pour 6 housses de 60 cm × 80 cm, avec la pompe. (j'aurais préféré du format plus petit, mais c'était plus cher...) Evidemment j'ai mis les sachets de dessicant fournis avec la bobine, et le sachet est bien plaqué contre le filament. Je n'ai pas de retour sur l'étanchéité à long terme du système, mais l'idée me semblait sympathique, et la mise en application semble me le confirmer


 1 point
1 point -
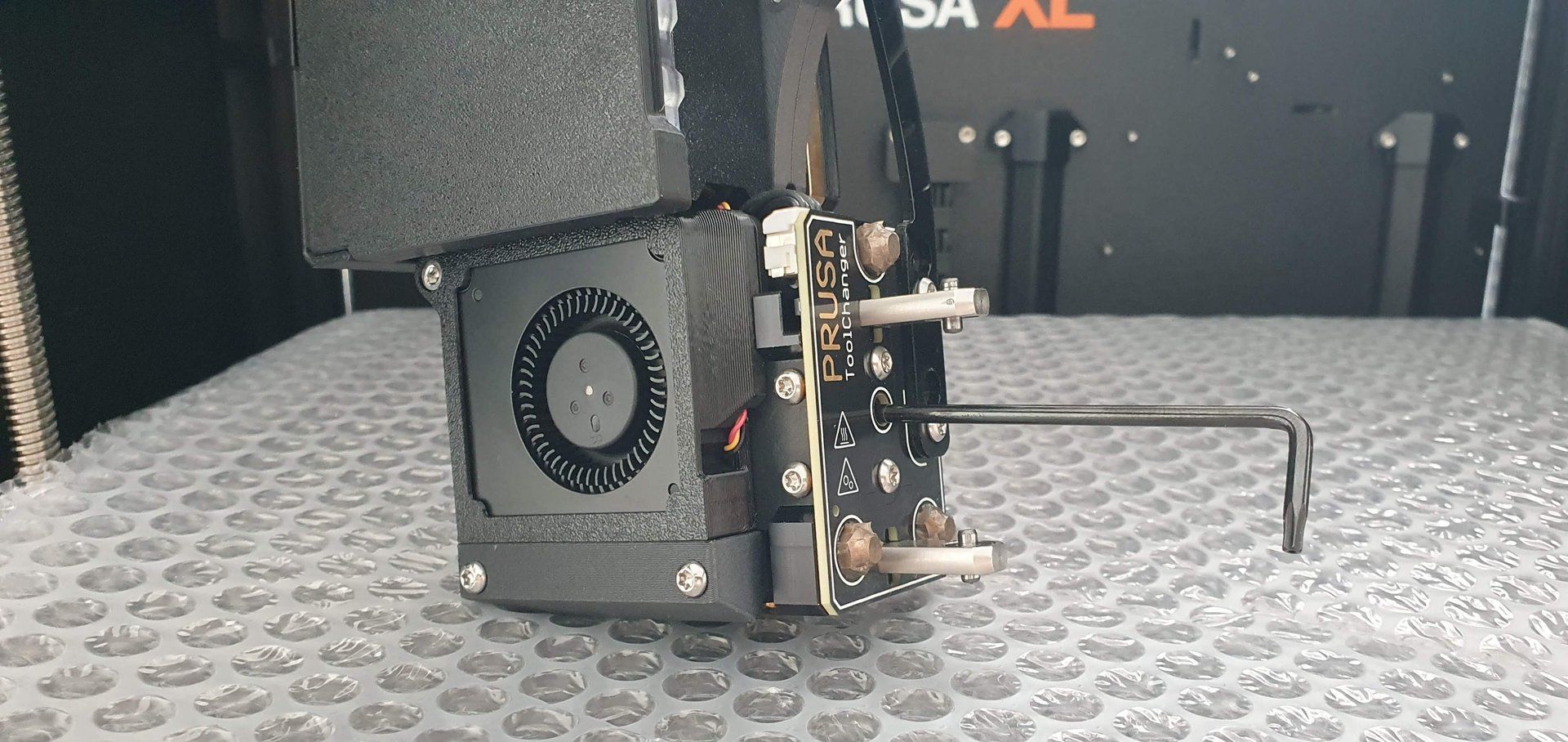
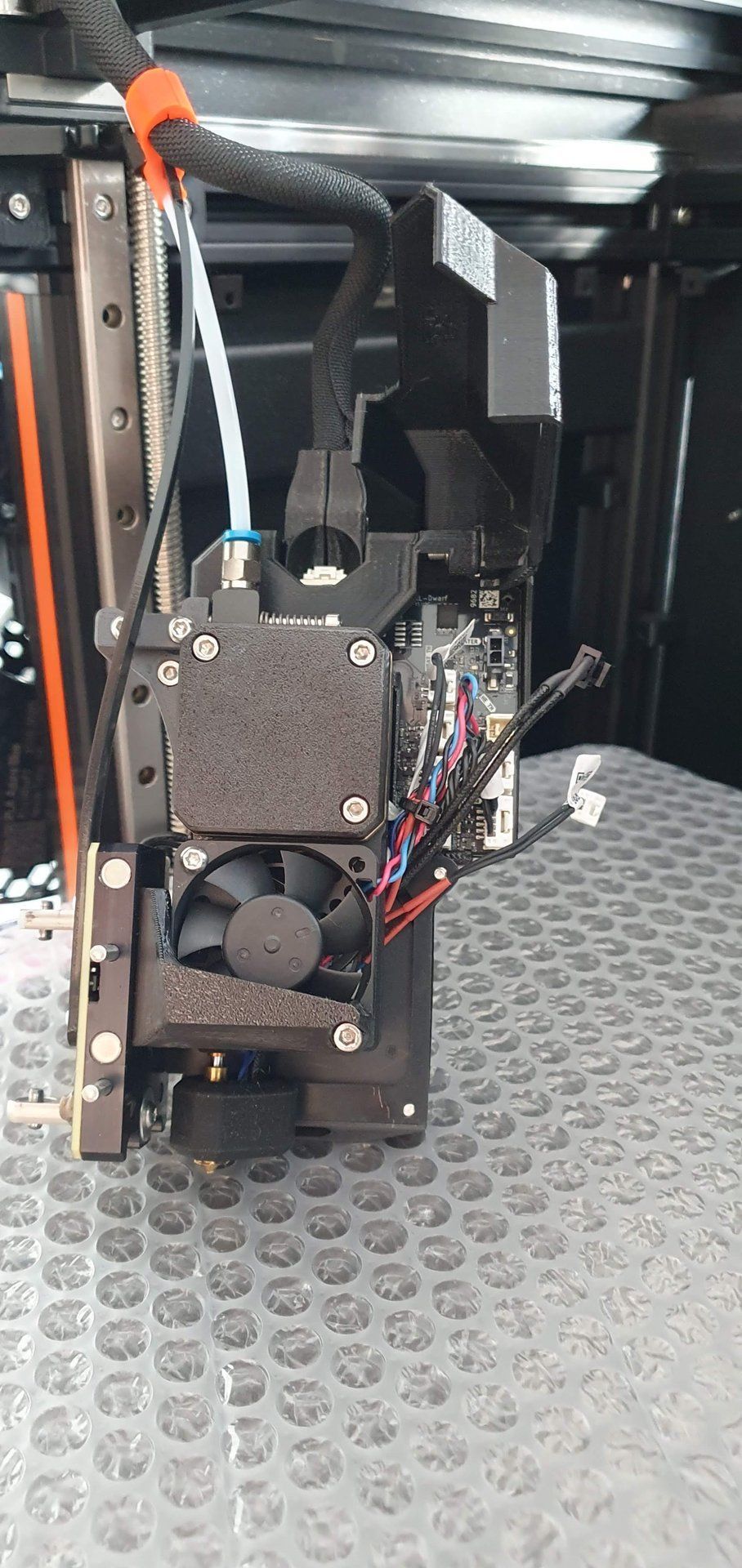
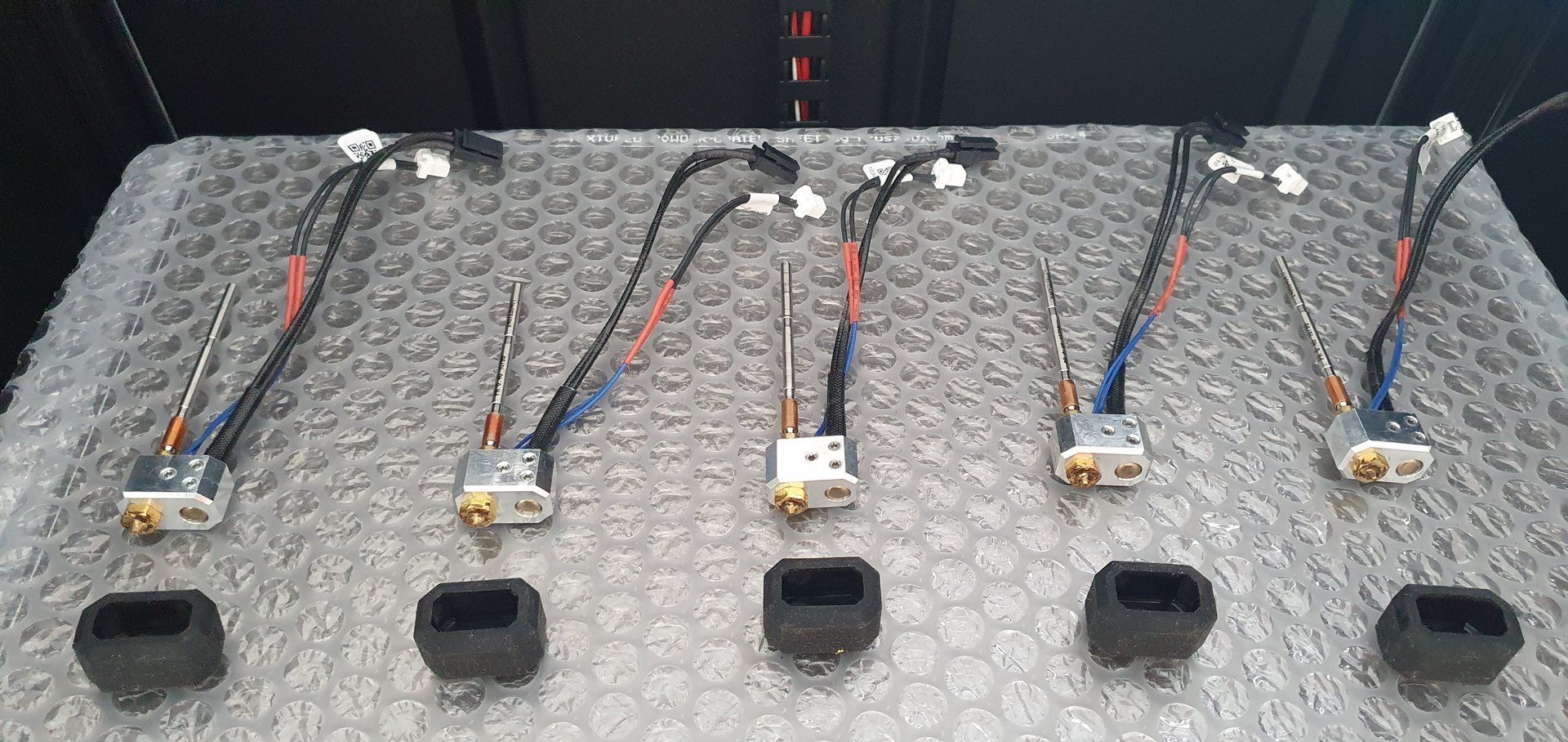
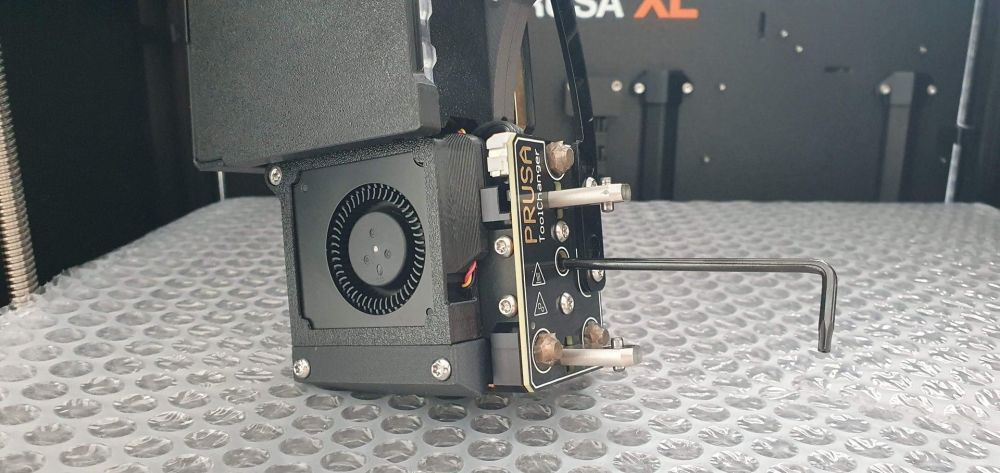
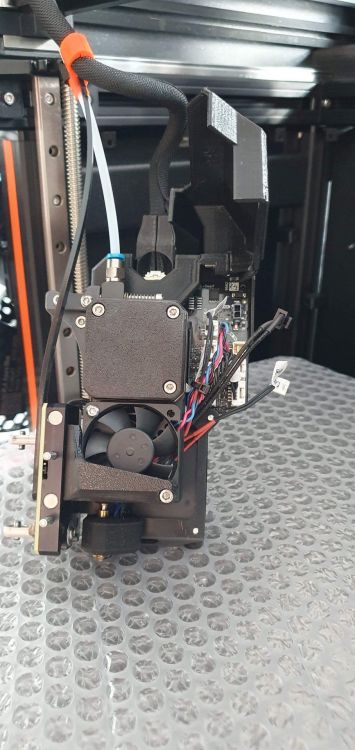
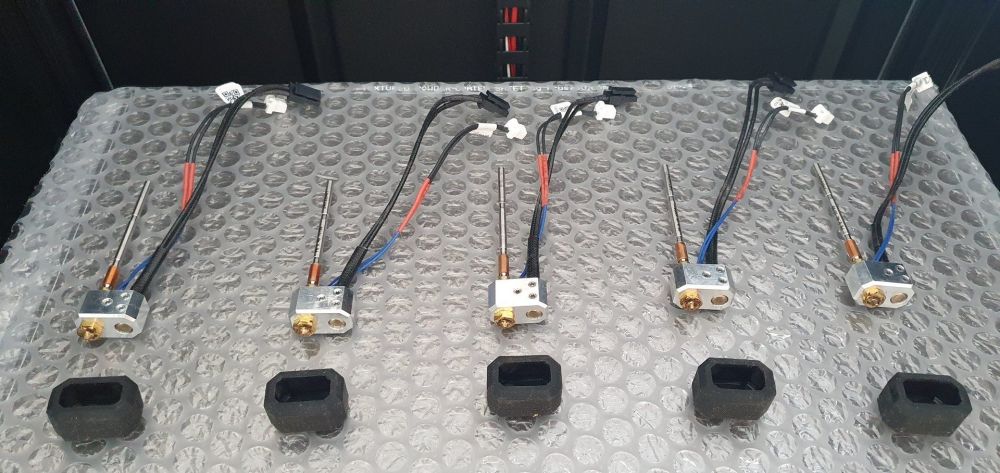
Hello, voici les nouvelles du week-end. Pas d'impression ici, plutôt une bad news et un bon coup de gueule. Je vous ai parlé il y a une semaine de mon problème de buse qui était descendue. Et bien l'histoire ne s'arrête pas là. Ne surtout pas faire ça ! Depuis lors j'ai remarqué que sur les éjections de filament ça claquait dans les extrudeurs. Pire, lors des changements d'outils, au moment de repartir sur la tour ça claquait aussi à l'insertion. J'ai remarqué aussi que lorsque j'insérais un filament dont je n'avais pas recoupé le bout, ça coinçait régulièrement. Bref, lorsque j'ai eu une petite impression dont une des couleurs n'est sortie que sur quelques couches, j'ai réactivé la détection de filament bloqué. Sans surprise il se déclenchait presque à chaque changements d'outils. Je savais déjà de quoi il s'agissait, et je le redoutais fortement depuis le resserrage des buses. Pour en avoir le cœur net, maintenant que j'ai eu un moment j'ai procédé au démontage de toutes les buses pour inspection. C'est l'occasion de vous montrer comment c'est foutu sur la XL. Une vis unique au centre de la "cheese board" (c'est le nom de cette platine). Elle est au fond, là où c'est entouré en blanc. Il s'agit d'une vis torx dont la clé est fournie bien entendu. Le serrage / desserrage s'effectue donc avec le côté court de la clé entre le pouce et l'index. Ici on desserre donc de quelques tours. On ouvre le capot dévoilant la "dwarf board" et on déconnecte la cartouche de chauffe ainsi que la CTN. L'ensemble de la hotend coulisse sans effort. Au dessus de la bague en cuivre on distingue une gorge. C'est là que vient se serrer la vis, sur la partie la plus fine du tube. A noter qu'une seconde gorge est présente plus haut, qui est utilisée sur la MK4 car il y a deux molettes pour le serrage. Tu peux maintenant voir que la vis qui serre le tube force contre le tube, mais il y a une petite gorge qui l'empêche de tomber tant que la vis n'est pas trop desserrée. J'ai tout bien mis à plat, j'ai oublié la photo avec les buses démontées. Comme je l'avais déjà constaté pour les leviers des nextruders dont certains sont durs à fermer, il y a une grosse disparité sur le montage d'usine des différentes têtes. J'ai une buse qui n'était littéralement pas serrée du tout, elle tournait toute seule. Une autre où j'ai dû utiliser les deux clés de démontage avec une force que je qualifie de raisonnable (type serrage à chaud). Et les trois autres où je n'ai eu qu'à tenir le bloc alu avec les doigts pour pouvoir démonter les buses. Moment de vérité : Shit. J'ai mis la pire pour que ce soit bien visible. Mais elles sont toutes aplaties. Cette gorge fait 2.6mm de diamètre. J'ai mesuré les diamètres sur le plat des buses : 2.50mm 2.55mm 2.45mm 2.44mm 2.52mm Ca peut paraitre peu, mais ça fait toute la différence. Lorsque j'insère un filament normal de 1.75mm, il arrive à atteindre le bout des buses sans problème. Mais lorsque j'insère un filament qui est ressorti de la hotend après un ramming, comme celui-ci : dont la pointe fait exactement 2mm de diamètre, qui est le diamètre interne du tube, et bien il ne passe pas cette gorge. Du moins pas sans forcer. Résultat : pour une impression mono-couleur ça passe, le filament ne faisant que avancer. Ca peut juste être pénible lors de l'éjection pour le changement de bobine. Pour une impression multi-couleurs en revanche, c'est foutu. Le système est en carafe pour cause de filament bloqué à pratiquement chaque toolchange. Par acquis de conscience, j'ai démonté aussi la hotend de la MK4 pour voir l'état des gorges : Rien nada, pas une trace. Le système à molettes est positionné de telle sorte que de toute façon il est impossible d'exercer une trop grande force dessus avec le bout des doigts. Franchement pour une bécane à ce tarif, il y a trop de points mécaniquement "flous" (rappelez-vous les docks qu'il fallait serrer "très fort"). Parce que serrer modérément avec le bout d'une clé dont le levier fait 2cm de long et réussir à mettre la machine à l'arrêt, j'appelle ça un défaut de conception. Je veux bien que ce soit du consommable mais tout de même, Prusa se targue de construire des machines pour durer, ce n'est clairement pas le cas de ses buses. Maintenant que faire ? Je vais bien entendu remplacer les buses à 22€ pièce, mais comment les remonter correctement ? En effet le système est mal foutu car si on imagine serrer la vis juste au contact pour ne pas contraindre le tube. Lors des palpages du plateau la buse va avoir tendance à se plaquer vers le haut, comme il le faudrait. Mais lorsque l'extrudeur pousse fort le filament, la buse va avoir tendance à se plaquer vers le bas. C'est ce qu'il a du se passer lors de mon essai foiré d'impression de la semaine dernière. Bref, je sais pas trop comment gérer cette situation.




 0 points
0 points -
Alors pour ma part j'ai eu des surprise avec le ECO, autant j'ai eu 2 bobines de 2.3Kg d'une qualité irréprochable et avec les mêmes caractéristiques que n'importe quel autre PLA. Autant j'ai eu 3 bobines de 1 kg (en remplacement d'une de 2.3kg mal inventoriée) totalement inutilisable, obligé de monté à 250°C (rappel, c’était censé être du PLA) pour commencer à avoir de l'adhésion de couche et un lit à 90°C....... et encore le résultat n'était pas vraiment exploitable donc direction poubelle. Après renseignement auprès d'Ariane Plast, le ECO est du PLA qu'il achète sur le marché de gros sans garantie de sa qualité/composition....0 points