Classement



Contenu populaire
Contenu avec la plus haute réputation dans 04/11/2024 dans Messages
-
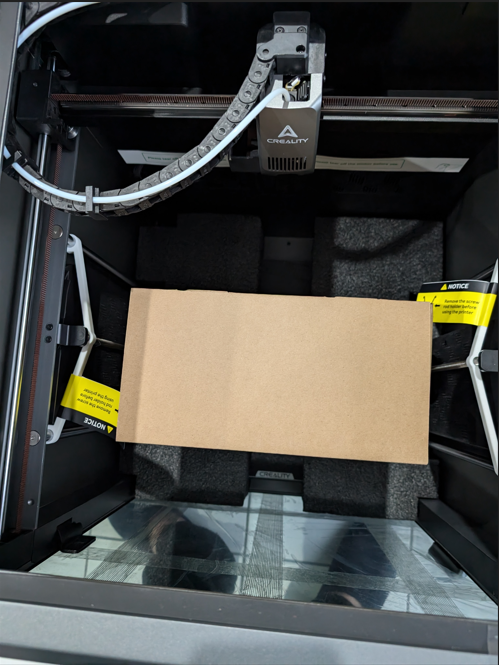
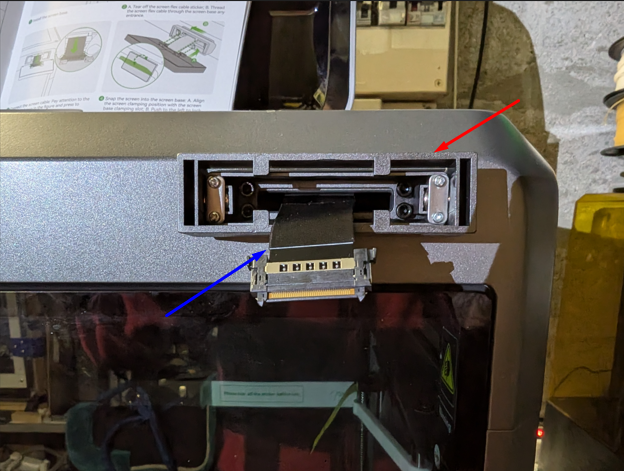
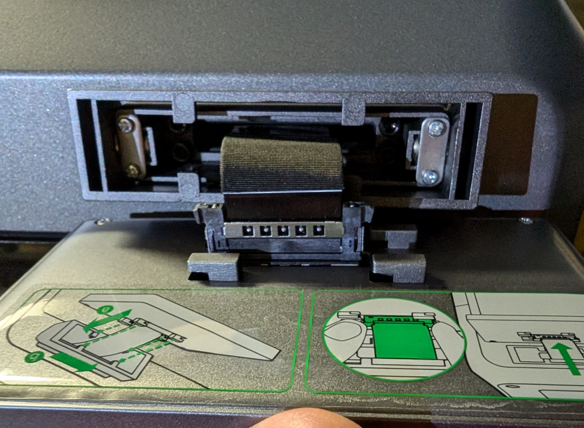
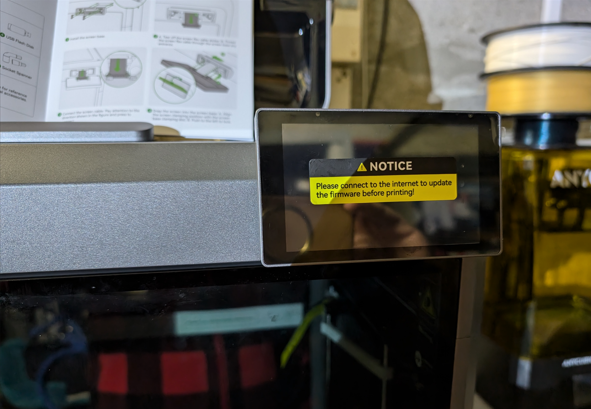
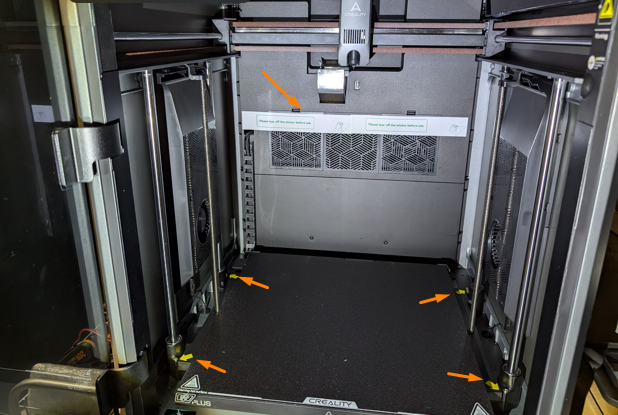
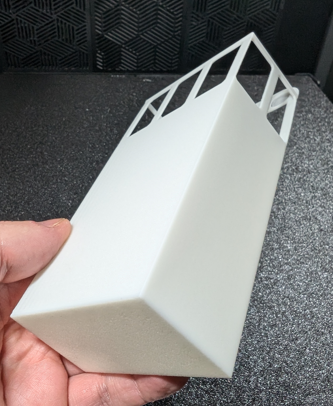
Nous avons l'honneur d'être les premiers francophones (voire européens) a avoir reçu un exemplaire de la K2 Plus Combo avec son CFS ! Ce topic permettra de vous faire mes remontés au fil de l'eau du ressenti et des infos importantes sur cette machine que beaucoup attendent. Les test commencent, je voudrais proposer une vidéo sur la mise en route initiale de l'imprimante avec quelques infos sur la K2, puis une seconde qui servira de vous donner un avis complet sur cette machine, le tout est épaulé par un article complet sur K2 Plus + CFS publié sur le site https://www.lesimprimantes3d.fr/ Cela me permettra de vous apporter, ici et via la première vidéo, un début de réponse sur cette imprimante et pouvoir prendre le temps de bien tester aussi bien les capacité en filament technique de la K2 Plus, ainsi que l'usage du CFS pour mélanger les filaments. La K2 Plus reçue nous a été envoyé par Creality que l'on peu remercier pour cela, on est les premiers à la recevoir dans notre région du monde. L'envoi a été effectué en 3 colis, ce qui diffèrent un peu avec les premiers youtubeur américains qui ont reçu un unique colis contenant l'imprimante et dans l'imprimante le CFS ainsi que 4 bobines de 500gr de Hyper PLA. Dans mon cas, livraison DHL en 3 colis comme on peut le voir sur ces photos : Je ne peux dire dans quels format vous recevrez votre modèle, la documentation indique aussi un CFS dans la K2 Plus. J'ai donc reçu la K2 Plus (machine très lourd le colis fait environ 35Kg), le CFS (le colis fait environ 7Kg), et 4 Bobines de Hyper PLA Creality en prime (Noir, Blanc, Magenta, Bleu). J'ai aussi reçu des bobines en carton Creality qui n'a pas encore finalisé les bobines en support plastique avec NFC / RFID pour la reconnaissance automatique des filaments par le logiciel slicer. Déballage CFS J'ai donc naturellement commencé par déballer le CFS de Creality pour voir l'aspect de la bête qui nous intéresse tous et cette fois j'ai fais une courte vidéo très basic qui montre l'engin, il présente bien même s'il est essentiellement en plastique. Le CFS, contrairement au ACE Pro de Anycubic, n'est pas un déshydrateur actif, par contre il a un écran LCD qui affiche ma température et l'hygrométrie, ce qui est pas trop mal et ajoute 2 trappes de base avec 2 sachets de billes de silicate. Il faut ouvrir les compartiments et retirer les films de protection des sachets avant usage. Pour le moment, je n'ai pas assez de recul pour un avis complet sur le CFS, le produit a des atouts si le le compare aux AMS Lite et AMS de chez Bambulab et toujours certaines faiblesse comme pour l'AMS, sa force son chargement auto qui semble très correct, les PTFE pour l'insertion du filament donne de la souplesse et les compartiments pour les sachet de silicat sont un plus, les bobines sont bien gérées, les patins blancs sont motorisés et bien gérés, on a le NFC pour reconnaitre les filaments. Même si les bobines carton passent dans le CFS, celles en plastique sont vivement conseillées, pour moi on aura possiblement quelques soucis avec les bobines cartons même si les fente sont la pour garder un bon placement de la bobine. D'ailleurs ceci m'a posé un souci avec une bobine de filament, les bobines de 500gr, 2kg par exemple ne passeront pas et ne seront pas compatible comme sur l'AMS. Le déballage de la K2 Plus Voila le gros morceau du déballage qui arrive et cela ce fait plutot facilement car l'on a juste à défaire les 8 plots en plastique blanc en partie basse et à tirer la carton par le haut. On trouvera dans l'imprimante des mousses de protection, et les accessoires. En commencent par le haut, on retrouve la prise d'alimentation et le support d'écran, en dessous l'écran tactile de la K2 Plus, suivi par le porte bobine latéral (enfin un système latéral et solide), et dans la petite boite noire quelques composants de spare de l'imprimante comme la carte de détection de filament. En retirant les mousses intérieures, on trouve une boite avec une bobine plastique de 500Gr d'hyper PLA Blanc et une trousse à outils assez complète Dans cette boite a outils, on retrouve une pince coupante, un tube de colle, un crapper, un tube de graisse, des clés pour la buse, un manche plastique aimanté avec des embouts, des clés Allen, une aiguille pour déboucher les buses et une clé USB. Dans cette clé, on trouve 3 fichiers tranchés en gcode, 5 fichiers 3MF, des documentations PDF, et le setup de Creality Print le trancheur maison que je teste actuellement. Point de Orca Slicer mais pas de panique car Orca slicer en release 2.2 inclut les profils de la Creality K2 Plus donc je testerai ça aussi. Assemblage et mise en route L'assemblage est des plus simples et rapides, il n'y a que le capot de verre à déballer et poser, puis monter l'écran sur la K2 Plus. Pour l'écran, on a un support à visser via 4 vis (pas de soucis à la pose y a un détrompeur), puis on passe la nappe à travers la fente et puis clipse la nappe sur l'écran. Une fois la nappe installée, il suffit de clipser l'écran de gauche à droite et l'écran est en place. Perso je préfère que l'écran soit en partie haute de mes imprimantes, je le trouve donc très bien placé sur cette K2. Il est inclinable vers le haut ou le bas si besoin. A l'intérieur de la Creality K2+ on a 2 pièces blanches à retirer à droite et à gauche qui protègent les tiges lisses du Z durant le transport. Il y a aussi 4 vis qui maintiennent le plateau à retirer et un autocollant qui maintient les grilles de ventilateurs. Avant d'aller plus loin, on peut voir dans le fond la zone de purge de la buse un peu similaire que ce que l'on a sur les Bambu Lab X1C et P1S. Sur le côté, on a 2 gros ventilateurs auxiliaires et la grille du milieu au fond est la zone de chauffe du caisson. Connexion du CFS sur la K2 Plus On peut fixer le hub CFS soit à l'arrière du CFS soit de la K2 Plus, perso je l'ai fixé au dos de la K2 Plus, juste au dessus de l'évacuation de la purge. On a ensuite 2 câbles à brancher, un entre la K2 Plus et le CFS et le second entre le CFS et le hub, et on finit en branchant les tubes PTFE. On a un câble de 1.5m dispo pour mettre en déport le CFS et j'ai un lot de PTFE de différentes tailles en rab. Le petit cache noir masque un port d'alim jack, je ne sais pas exactement à quoi il sert pour l'instant mais je pense que c'est pour le déport. Je ne connais pas non plus comment on chaine exactement plusieurs CFS (on peut avoir jusque 4 CFS en même temps pour mélanger 16 bobines sur une imprimante K2). La machine est à présent prête à démarrer Je peux déjà vous dire ceci : Temps de mise en route initial entre 15 et 18min Langue sur le TFT : chinois et anglais (pas de français pour l'instant sur mon exemplaire, ça viendra sûrement avec une mise à jour du firmware) On a les étapes classique de démarrage : retirer les vis, penser à vérifier que rien ne gêne sur le plateau, etc. et la config WiFi (support du 2.4GHz et 5GHz), configuration Creality Cloud puis une calibration du plateau et enfin un input shaping automatique Une fois la mise en route finie, une MaJ du firmware m'a été proposé (installée en 10-15min). Une fois téléchargée et installée l'imprimante redémarre et je vous conseille de refaire les calibration plateau et input shaping Avant de parler des impressions, comparons la taille de la K2 Plus. Voici la surface du plateau de la K2 Plus par rapport à celui de la Bambu Lab A1 Mini, puis a celui de la SW X4 Plus. Pour rappel, le plateau de la Artillery X4 Plus fait 315 par 325 mm. Le plateau de la Creality K2 Plus est donc bien plus grand avec son format de 350 x 350 mm. Et à présent la taille de la K2 Plus vs la FlashForge 5M Pro qui parait minuscule. Les premières impressions La première impression est faite depuis la clé usb, il s'agit du Benchy. Ici je vous met juste les timelapse faits par la caméra intégrée de la K2 Plus. Vous voyez donc la qualité de l'image et la position de la caméra dans le caisson. Le Benchy est sorti en 13 minutes avec un rendu parfait, pas de stringing, qualité de l'extrusion parfaite, première couche parfaite, pas de souci sur les pontages et même la cheminé est très propre. L'impression a été effectuée avec le filament HyperPLA Blanc, le spool de 500gr présent dans la K2 Plus, je fournirai des photos pour mieux voir le rendu du Benchy dans le test complet de la K2 Plus sur le site. En seconde impression j'ai imprimé une boite pour recevoir les déchets de purge. Ce modèle me convient pour le moment, à voir si je remplacerai cela par la suite pour un système de plus grande capacité. Le plus grand pontage s'est un poils affaissé mais cela est lié en partie à mes paramètres. Vous trouverez le modèle sur différente plateforme, perso je l'ai prise ici sur Creality Cloud c'est un modèle de Flo-3D. Vidéo short du print Puis j'ai imprimé des pièces pour ajouter des billes de silicates au milieu des spools et optimiser la déshydrations des filaments dans le CFS : Vu que le CFS n'a pas de déshydratation active, il faut un peu de temps pour faire redescendre le taux d'humidité des filaments dans le CFS, surtout dans ma belle région où en cette période j'ai environs 70% de taux d'humidité dans mon garage. Alors pour le moment les 2 petits reproches que je peux faire sont qu'il est dommage que le CFS ne soit pas à chauffage actif et qu'il n'y a rien d'origine de prévu pour la récupération des déchets de purge, j'en ai donc imprimé un magnétique. Parlons peu mais parlons chiffres Voici quelques infos utiles qui seront mises à jour si besoin, niveau sonore de l'imprimante, chauffage actif réguler, consommations etc... Le niveau sonore relevé (attention j'ai relevé cela via mon smartphone n'ayant pas de sonomètre sous la main) est de 46 dB sur la première couche, puis passer progressivement à 48 dB. Les moments où le CFS déroule ou rembobine le filament on a des piques sonores a 49-50 dB, alors on entend bien la mise en route de la ventilation mais le bruit n'est pas strident ni trop présent. Le chauffage régulé de la chambre de la K2 est bien présent et permet de monter jusque 60°C, pour le moment même en mode PLA la chambre est a 35°C et cela très rapidement alors que j'ai 16°C dans mon garage. On peut monitorer et contrôler la chauffe de la chambre depuis l'écran en façade de la K2. La consommation sur des impressions PLA : j'ai remarqué une consommation de 750W environ en début de print lors des phase de chauffe initiale, en cours d'impression on est sur un moyen de 165W - 170W avec des variations en fonction de la régulation de la chauffe buse plateau. Je regarderai la consommation initiale et moyenne lors des futures impression ABS car dans ce cas précis le plateau ne sera pas chauffer a 50°C mais plus vers 100°C, la buse passer de 220 à 240°C et le caisson de 35°C a 55-60°C logiquement, ce qui donnera une consommation probablement supérieure. Malgré le fait que le CFS ne soit pas actif pour la déshydratation, je réussi à passer de 68% d'humidité lors du chargement de 4 bobines lié a l'air humide de mon garage, à 58% en 15 - 20 min de temps (-10%) et en 1 heure je suis passé à un taux de 40% (presque -30%), c'est la raison qui me fait imprimer des système de boitier a dessiccant qui se placent dans le centre des bobines, j'en ai testé plusieurs et le pense en avoir trouver un plus pratique que les autres. Vidéo de fin de test et de conclusion:

















 3 points
3 points -
@titi91 toi non mais lui, ne jamais sous estimer la créativité d'un enfant2 points
-
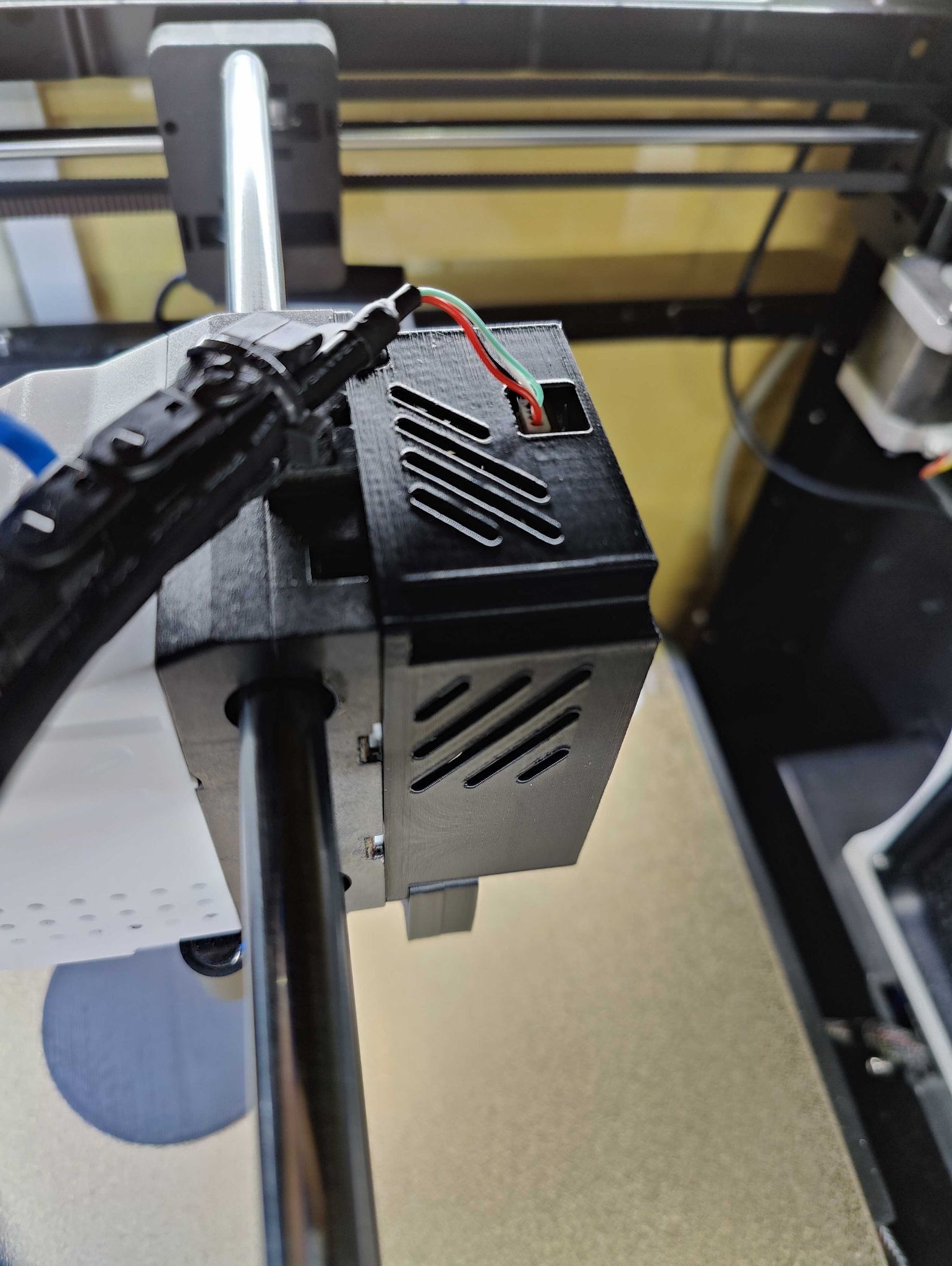
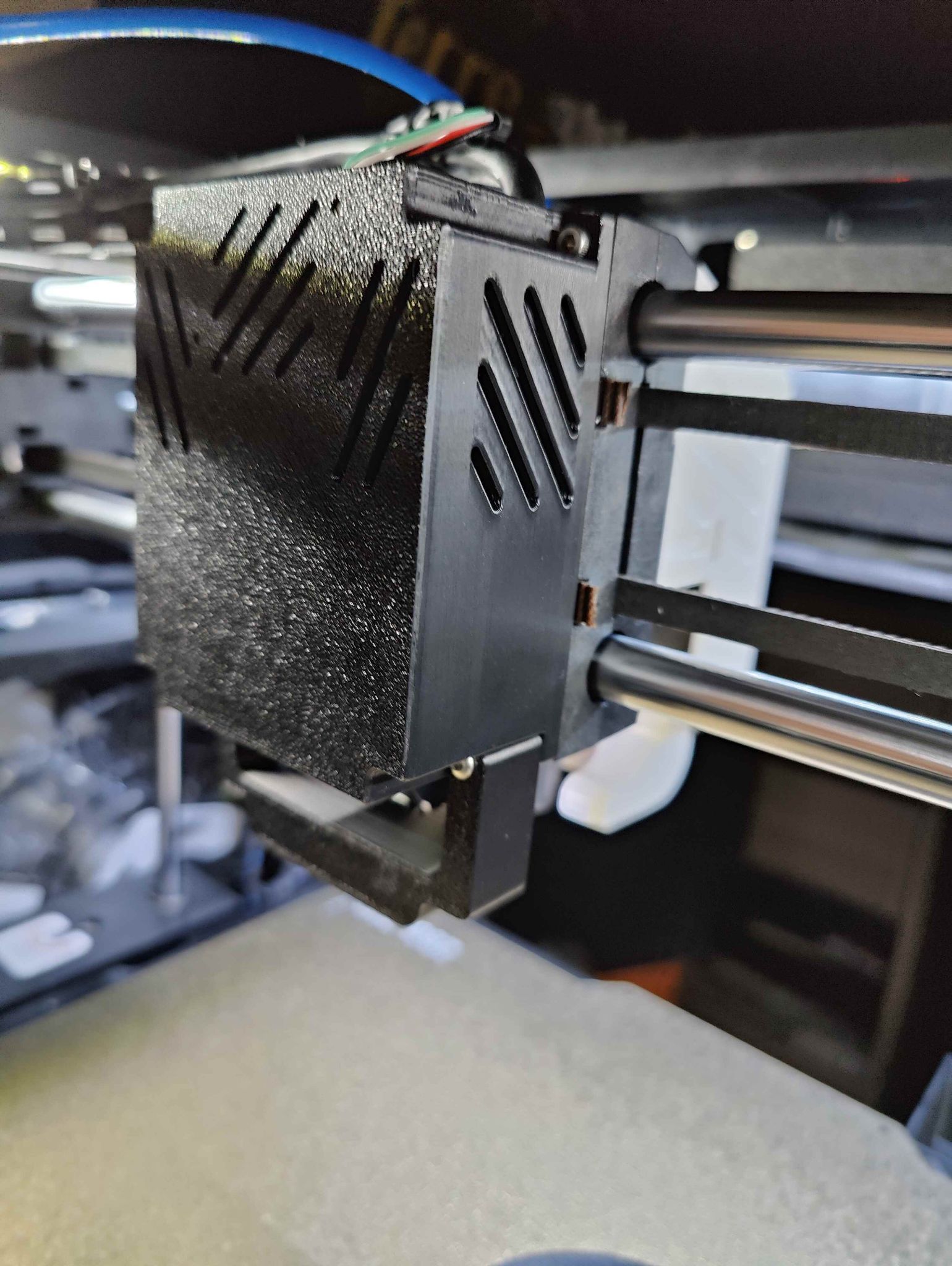
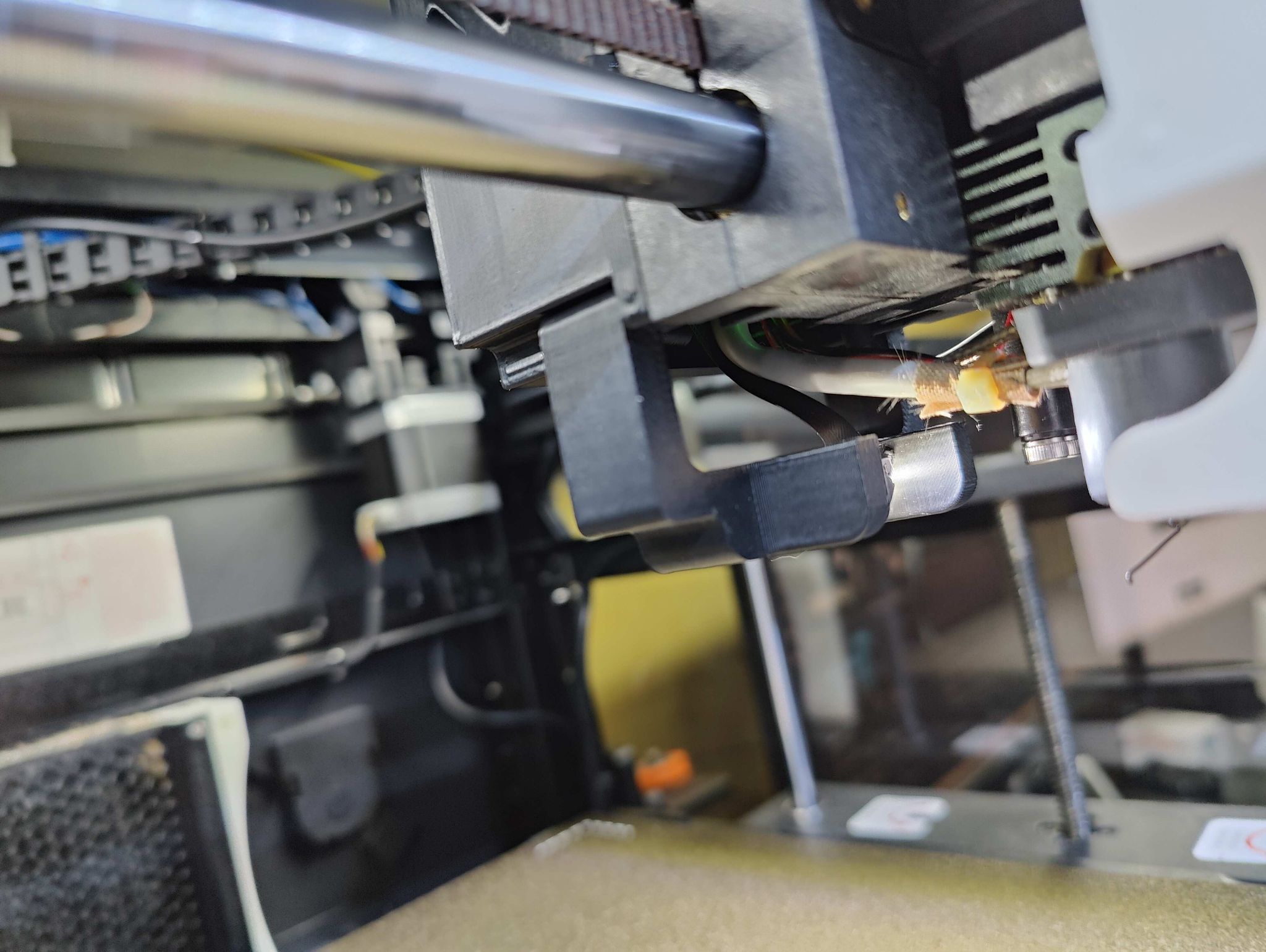
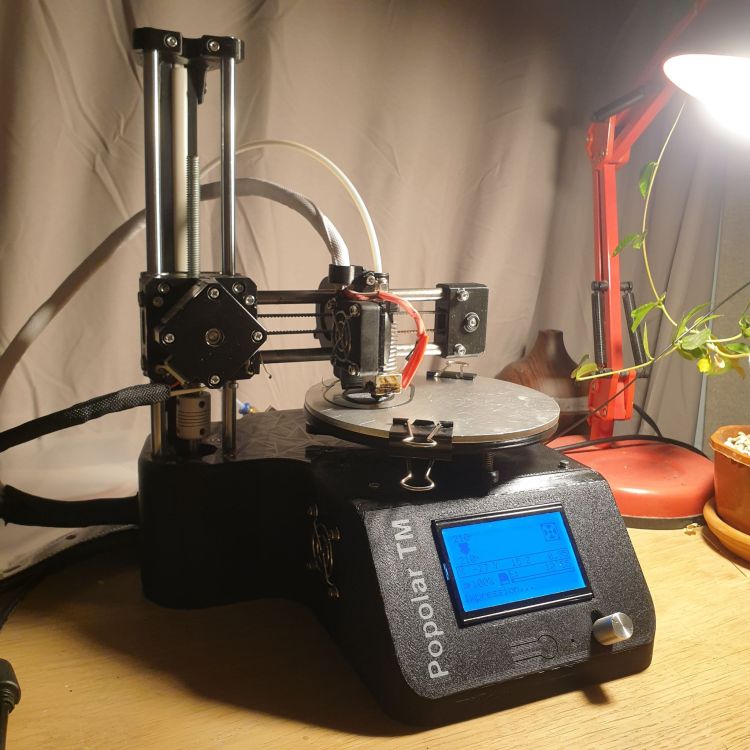
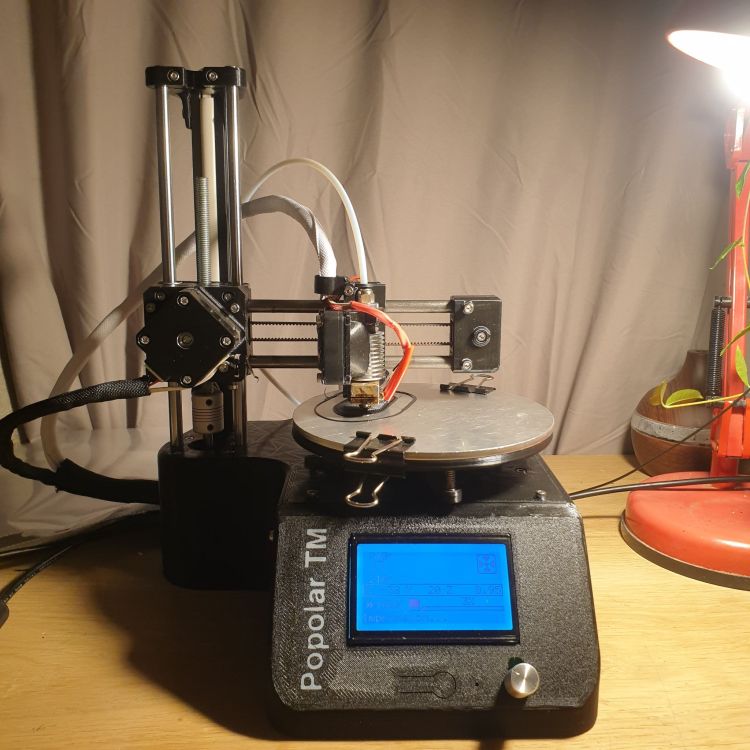
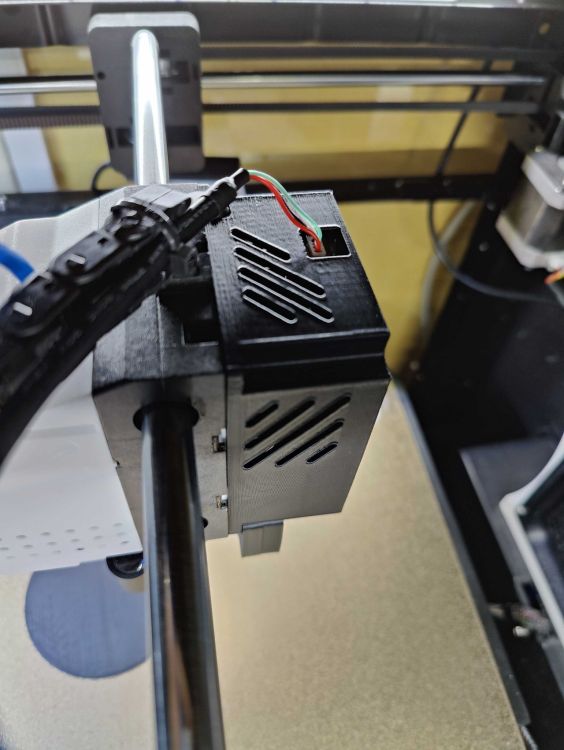
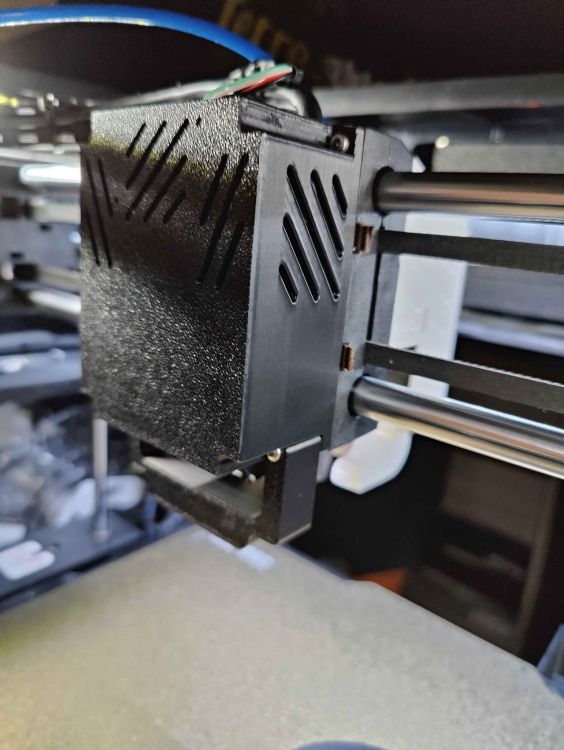
La partie hardware est terminée ! (avec sa nouvelle devanture, et quelques pièces améliorées) . Les réglages niveau firmware & slicer se déroulent bien, mais après une bonne dizaine d'impressions ratées je me suis rendu compte que la cause était le pignon fixé au moteur de l'axe rotatif, qui était complètement dévissé (tournait presque dans le vide)... Donc démontage total de l'imprimante pour y accéder (j'aurais peut-être dû prendre des photos pour montrer l'intérieur, j'y penserai à l'avenir)
 2 points
2 points -
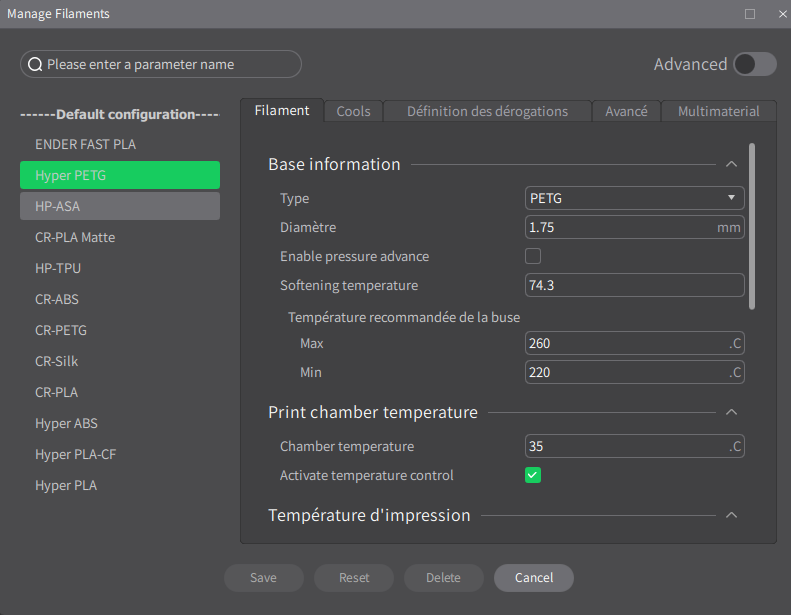
Alors ils ont définit pour tous les types de PLA et Pour tout les type de PETG 35°c pour le température de chambre, pour la ASA et ABS 50°c par contre. Les valeurs sont éditables au besoins bien évidement. @Carlito06 voici donc les infos recommandation de Creality.
 2 points
2 points -
@MrMagounet Lorsque tu nous préviens par post que tu as mis des éléments nouveaux, dans ton post de test celui du début, pourrais tu remettre le lien pour y accéder directement. https://www.lesimprimantes3d.fr/forum/topic/60155-creality-k2-plus-combo-le-test-débute/ je pense aux visiteurs, et quand il y aura plusieurs pages !! Merci pour cet excellent test.2 points
-
Le "hub" d'origine est une bonne idée, ça évite de l'acheter (ou d'oublier de l'acheter) en cas de CFS additionnel. Le branchement de plusieurs boitiers se ferait donc ainsi :2 points
-
entièrement d'accord, on a pas des fiches matériaux fiables, c'est l'opacité qui règne et effectivement quid de la véracité des informations données2 points
-
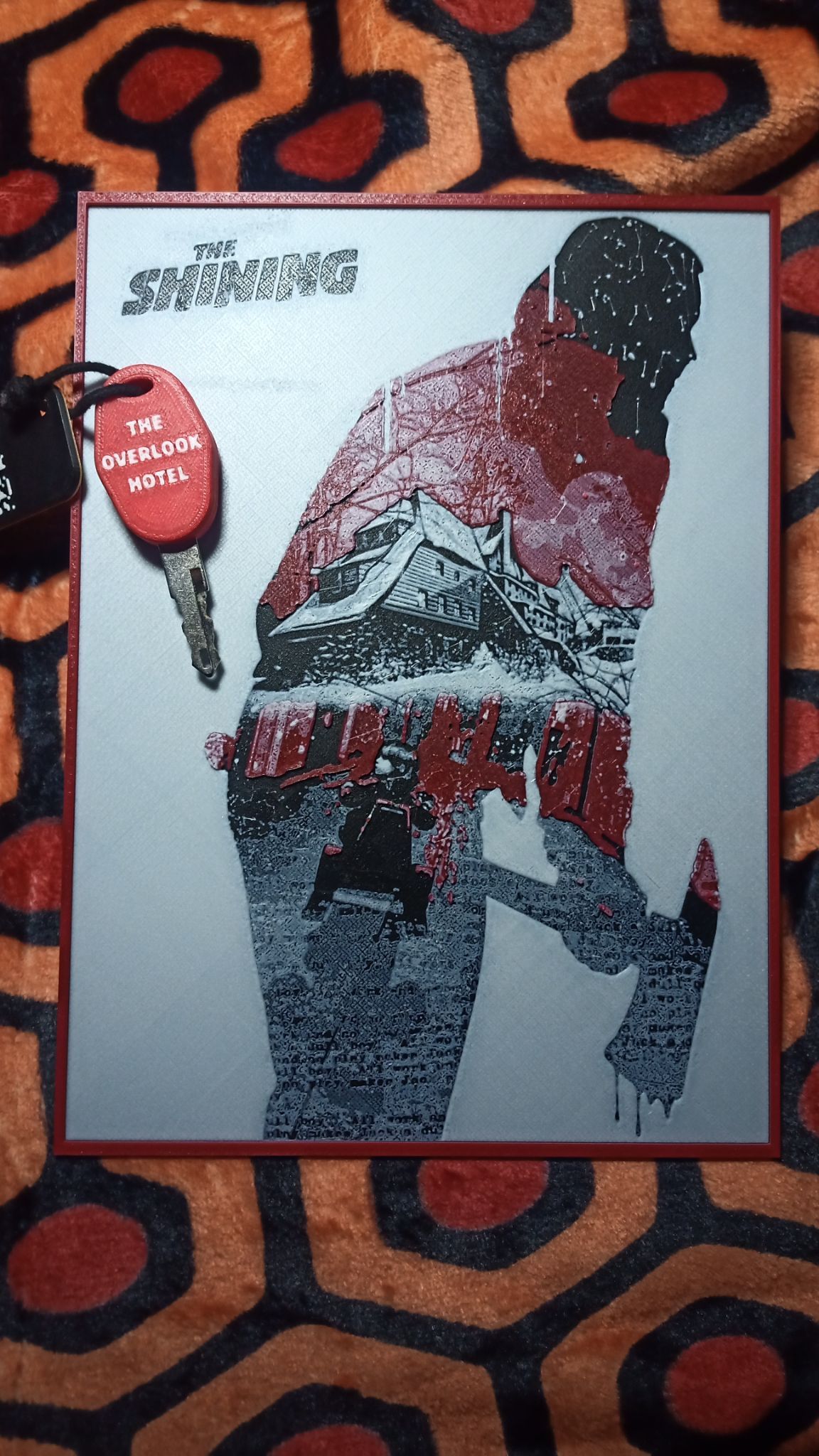
Dernier hueforge encore tout chaud.
 2 points
2 points -
Je vais l'évoqué dans la suite du test, mais je l'a trouve plutôt silencieuse ce qui est assez surprenant quand on connait les imprimantes Creality. Ma Sw X4 Plus est plus bruyante en mouvement et ventilation. Si je me place à 1m porte fermé j'ai mesuré 48db de niveau sonore, et des piques entre 49db et 50db sur les mouvement du CFS.2 points
-
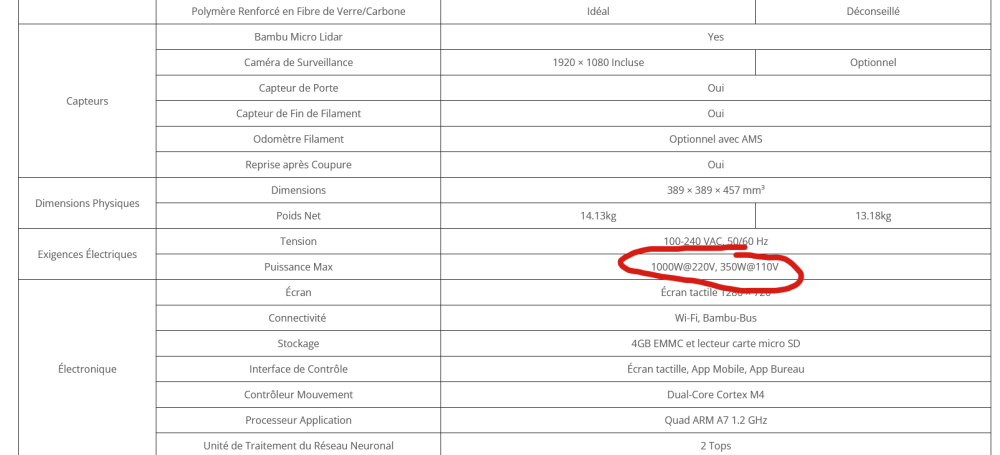
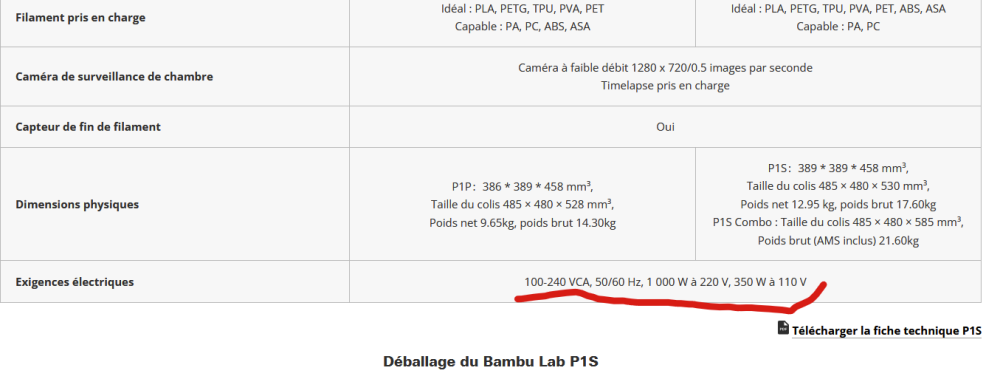
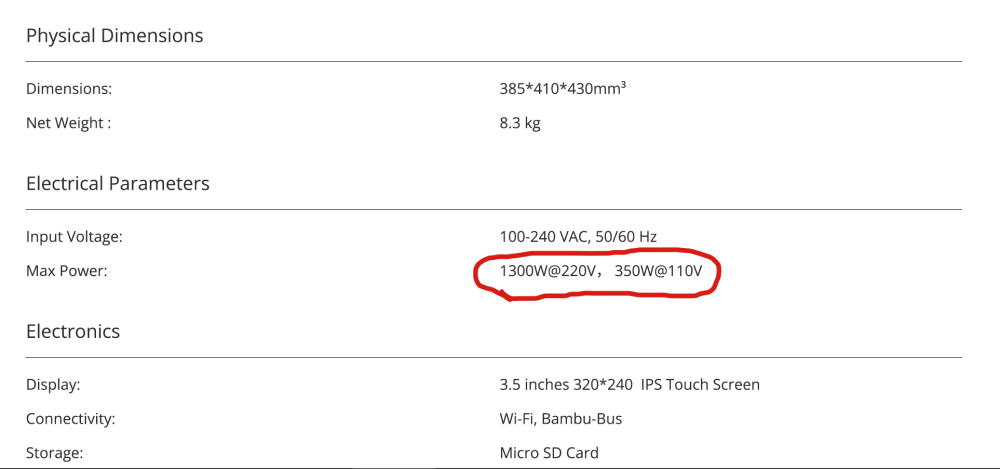
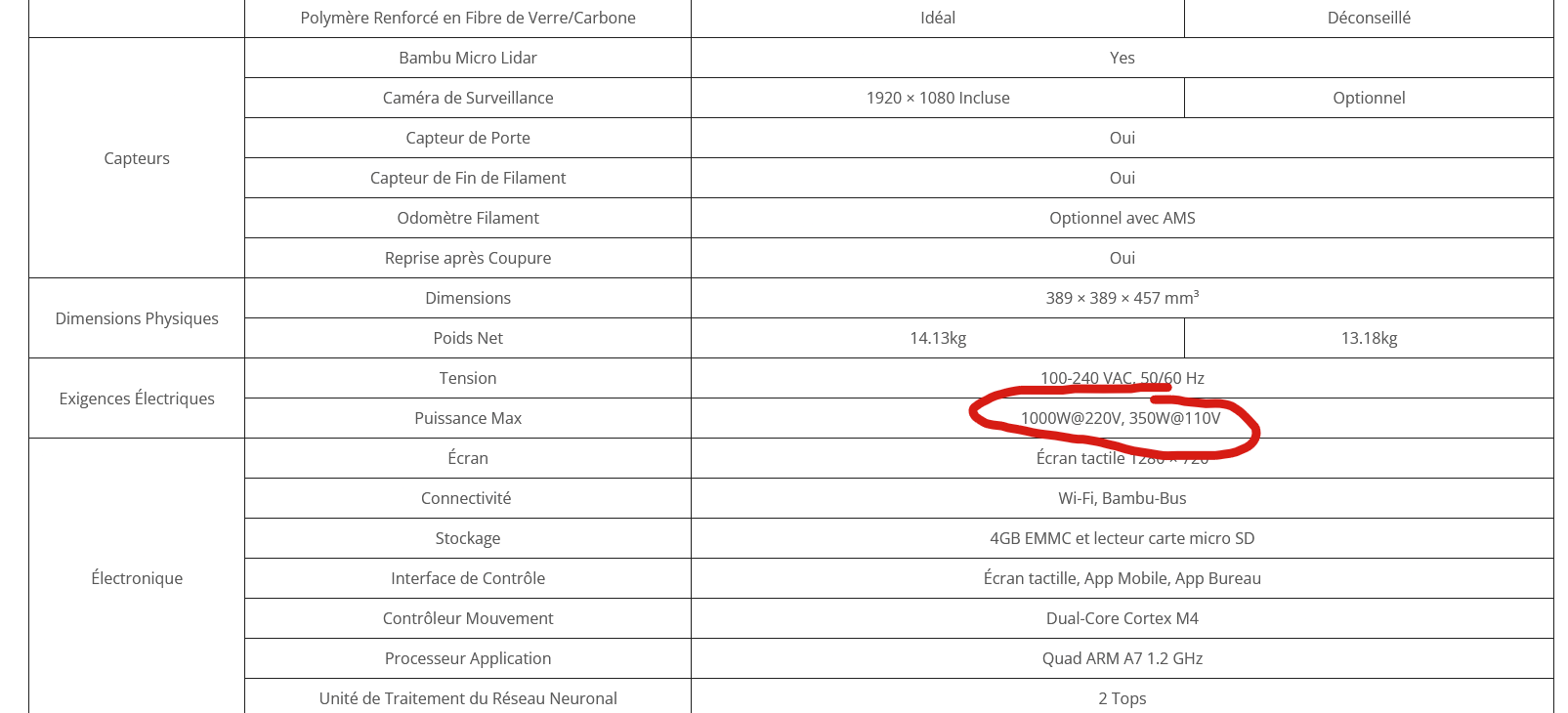
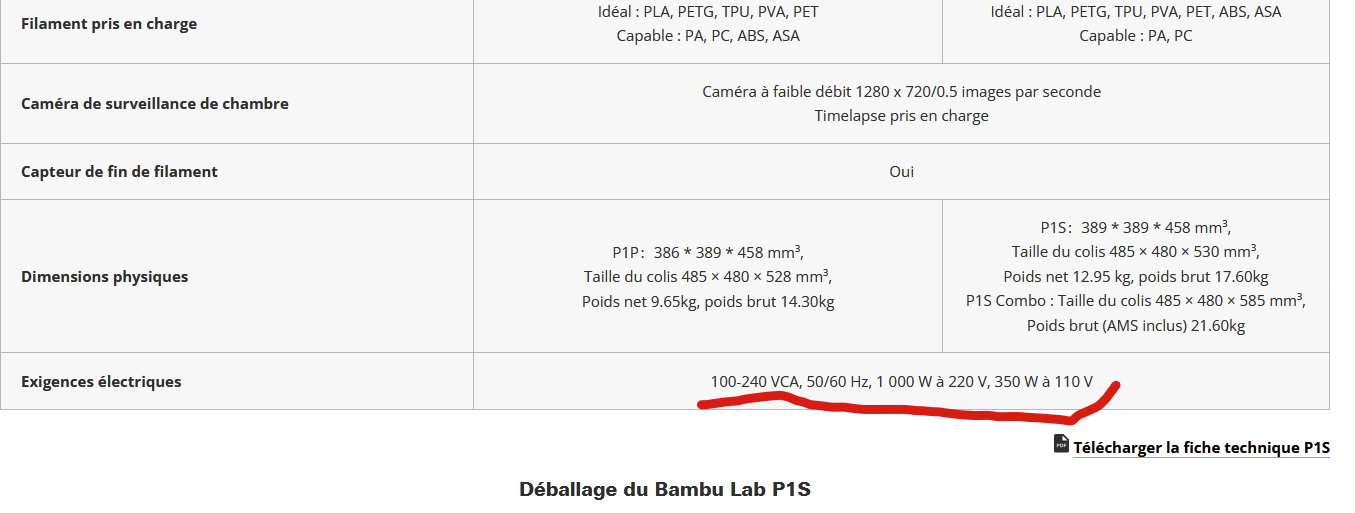
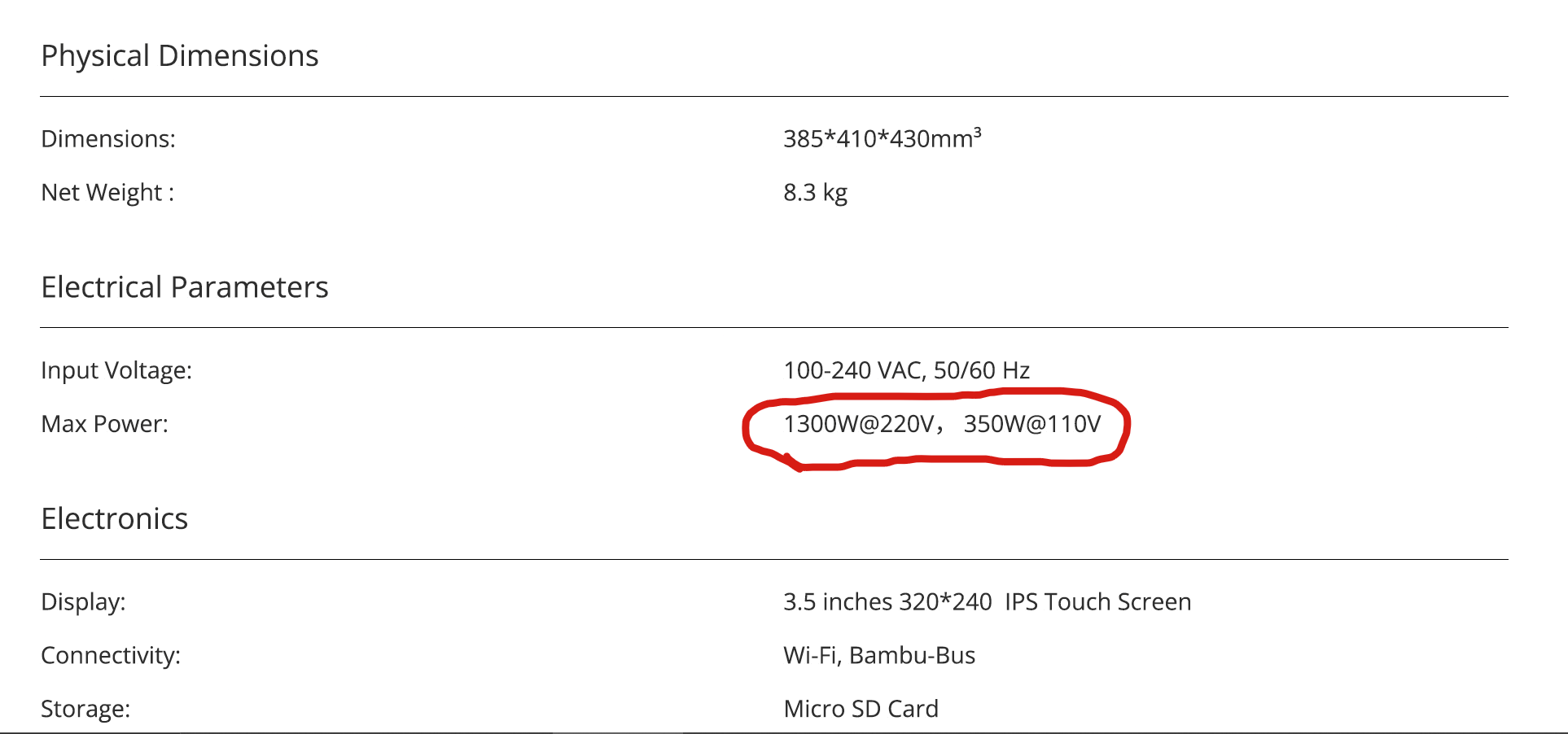
@MrMagounet Mais Bambu a l'air spécialiste dans les chiffres erronés : la fiche technique des séries X1 : la c'est peut-être le 1000W qui est bon ? De même pour les P1 Il n'y a que pour la A1 Mini que les chiffres ont l'air bons
 1 point
1 point -
Tu as raison, mais le 1300 watts est à prendre avec des pincettes et 350Watts aussi. incohérence dans la fiche technique de la A1 :
 1 point
1 point -
Ok merci pour les infos. Après ça reste es jouets, je ne compte pas lui en cuisiner.1 point
-
une fois que c'est réglé, ça imprime bien et longtemps. Non, rien de tout ça, une imprimante 3D simple à utiliser et fiable ça existe : Bambulabs, moins simple, mais fiable : plein d'autres. Après c'est difficilement comparable avec une imprimante papier, le procédé est un peu plus complexe (et une imprimante papier avec un papier bien coincé ou une buse bouchée ... ça arrive aussi ) Je pense effectivement que tu n'as pas la bonne approche, il vaut donc effectivement mieux abandonner. Une imprimante 3d, ça permet de créer pratiquement tout ce que tu veux, mais il faut en connaître ses limites et des défauts.1 point
-
elle semble pas trop mal cette k2 plus, heureux de voir un essai de cette machine en France, ça me donne encore plus envie de recevoir la mienne1 point
-
Aucun site ne pourra être précis, pour autant qu'il en existe car la conso dépend de ce que tu fais. Rien ne vaudra un wattmètre à la prise et le slicer te donnera la conso en filament (mais il ne comptera pas les échecs...1 point
-
Très intéressante cette machine...! après avoir galéré durant des semaines sur ma Hornet, sans jamais résoudre les problèmes d'étanchéité de ma buse avec du petg, j'ai abandonné l'impression 3D, car je passais plus de temps à bricoler qu'à imprimer. Les imprimantes semblent avoir évolué depuis et celle-ci saura-t-elle me convaincre de me relancer dans l'impression 3D.... je reste attentif à la suite de votre test. Merci !1 point
-
Pareil que @Maelig Pesco, ta méthode de contrôle du plateau n'est pas bonne (je suis plus incisif). Sauf si tu contrôle avec la même précision ton axe "X". Il est préférable d'utiliser une jauge de profondeur (aiguille ou pied à coulisse, quelque chose de précis) pour vérifier le parrallèlisme plateau/axe "X". Cela n'exclu pas, bien sûr, d'utiliser la feuille de papier !1 point
-
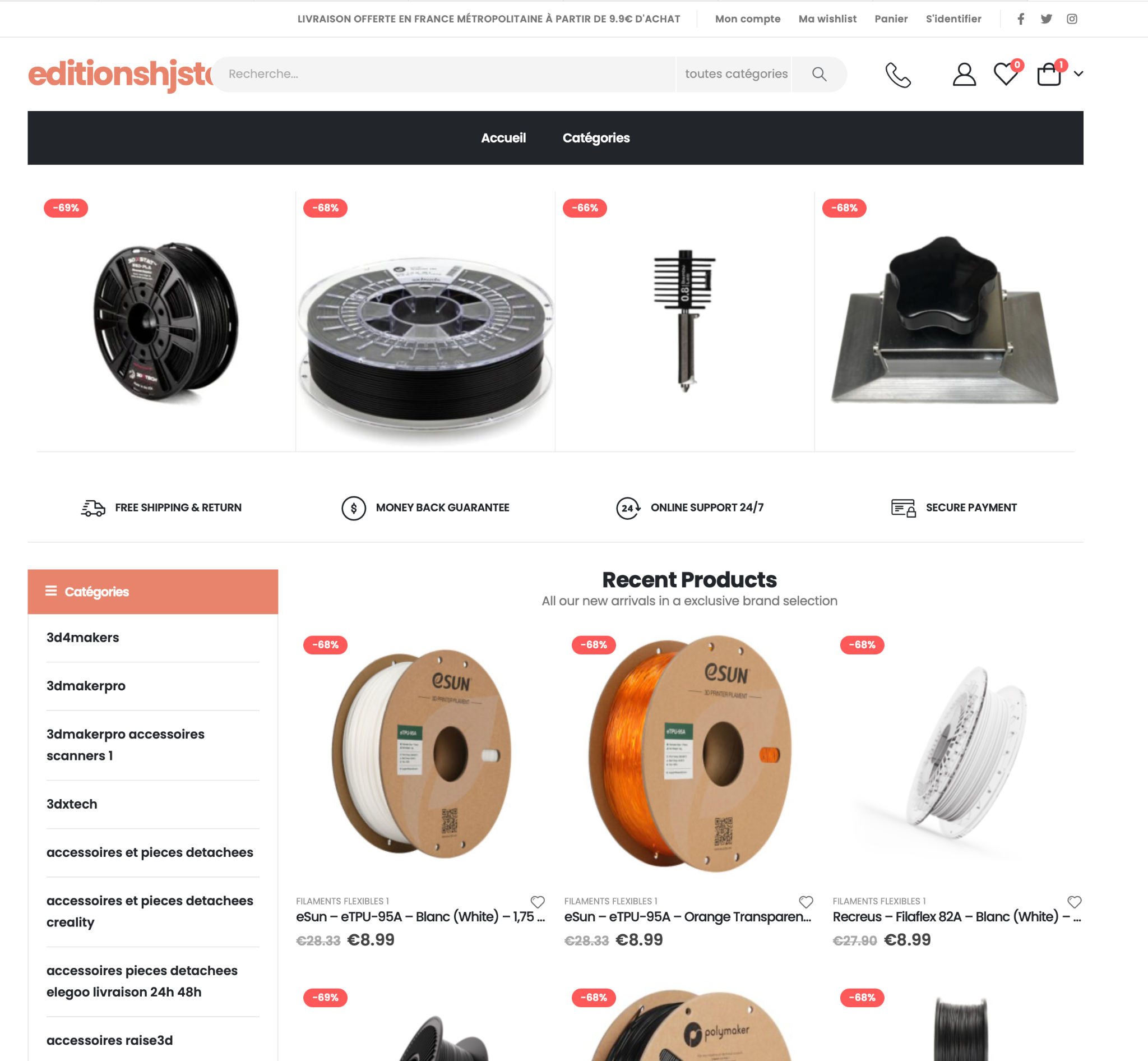
bien vu, mais c'est clair qu'ils ont piqué des infos sur plusieurs sites comme https://www.editionshj-store.com (édition de livres) pour faire comme si c'était réel! En attendant, vu l'absence de réaction de Google, je vais signaler ce site-arnaque à ceux qui ont servi de "modèle"!1 point
-
le banding, ce n'est pas du ghosting (et tu as peu de chances d'avoir du ghosting avec une X1C ou une PS). Le banding peut aussi être du à du filament de mauvaise qualité (diamètre variable) ben oui, après il y a maintenant un paquet de solutions pour éliminer le ghosting (intégrées au système de l'imprimante) - et le résultat d'impression sur une A1 c'est quand même particulièrement bon et beau.1 point
-
Les premières courroies n'étaient pas «top». Creality s'est un peu amélioré, mais ce n'est plus une imprimante dont ils assurent le suivi ni la vente… Il faut se tourner vers d'autres fournisseurs, là encore, peu nombreux et donc des prix non raisonnables. J'avais eu la chance de pouvoir la tester pour le forum (découverte / test), je m'étais bien amusé à découvrir cette nouvelle manière d'imprimer. Finalement, cela reste des imprimantes de niche : impressions multiples à la suite ou impression «cosplay» d'épées On va arrêter le HS pour ne pas trop pourrir le sujet de @Guillaume3D.1 point
-
@Noob3D C'est la première calibration à faire, car cela va influer sur toutes les autres.1 point
-
Sur le Creality Print dans les profils de filament tu as des éléments déjà renseigné normalement, après y a les profiles de filament Creality et en dehors après ce sont des générique, je regarderais ce soir pour te mettre un screen. Et une liste des récommandation Crelity sur les différent matériaux Possible après il y a une fiche d'alimentation derrière dont je ne sais rien non plus .1 point
-
Merci @Ironblue, j'ai mis à jour les photos dans le message initial1 point
-
Merci @pjtlivjy A vrai dire j'ai testé avec le profil du filament Elegoo et ca marche trés bien. Ma question était surtout de savoir si il y avait un repository des profiles de filaments et dans le cas contraire, pourquoi ? Ce ne serait pas pratique d'avoir des profils déjà testé et à disposition ? Il y a trop de filaments différents et ca change trop vite et trop souvent pour que ce soit utile ?1 point
-
Yes je sais bien que cela est plus complexe et comprend ce que tu indique, mais même l'utilisation d'une filament qui a des propriétés adéquate pour l'alimentaire n'est plus forcement alimentation si il est extrudeur par une buse qui peu contenir d'autre matière, après le débat serait sans fin et potentiellement très complexe et dans mon cas le truc qui pose le plus soucis est lié aussi au fait ok on a un PETG PET ou ABS, mais il y a ABS et ABS, nos filament on des additifs qui ne sont pas toujours utiliser dans l'industrie pour les produit dit alimentaire, les Bisphénol par exemple sont nocif et ont été beaucoup utilisé perso n'ayant jamais réussi a avoir des infos sur les compositions exactes qui constitue les filaments vendu j'ai toujours un doute. Et dans mon cas je ne donnerais pas quelques choses qui a une potentielle nocivité non mesurable, d'ou mon avis d'utiliser des vernis ou résine adapter en complément par dessus, après ce n'est qu'un avis personnel. Et oui pour les sillons je suis d'accord avec ton résonnement mais c'est a prendre en compte1 point
-
@MrMagounet c'est beaucoup plus complexe que ça, car par contact alimentaire la norme CE définit le fait que grosso modo que le matériau ne présente pas de risques pour la santé du consommateur dans une utilisation normale. On voit déjà que le cadre est assez large et c'est pour cela ensuite que sont venues se juxtaposer des notions plus précises comme l'alimentarité, l'analyse de risque (qui entre autre se base sur le temps de contact), la migrations des substances etc etc la notion de sillons que tu évoques est lié à l'entretien, c'est un peu comme si tu disais on ne peut pas utiliser de vêtements car la saleté s'incruste, après il faut un entretien et des mesures adaptés beaucoup de fabricant ne font pas passer de test à leur filament parce que c'est un budget. ce qui fait le point fort du petg dans l'alimentaire c'est qu'il supporte bien les températures négatives tout cela pour dire qu'il faut relativiser puisque même certains matériaux classés naturels et bio ne sont pas autorisés au contact alimentaire comme certaines essences de bois et que les Lego sont en ABS !1 point
-
J'imagine que certains vont vouloir intégrer un chauffage actif dans cet AMS. On verra très certainement des modifications possibles arriver bientôt.1 point
-
L'aspect contact alimentaire ne peux être retenu que l'on utilise un machine prévue a cette effet et a cette usage unique, ne pas oublié aussi que qui dis impression FDM dit petits sillons inter couche ou les microbes aimerons resté niché. Le seule moyen de pouvoir avoir un effet contact alimentaire sur une pièce FDM sur nos machines pour moi réside plus dans le fait vernir ou appliqué un résine epoxy prévue pour le contact alimentaire. Pour la résistance le PETG le déforme pas mal avant de rompre donc en effet belle résistance au choc, certain PLA comme le 3D870 ont aussi un bonne résistance au choc.1 point
-
Merci @pascal_lb et top ta citation sur la vitesse de la lumière, j'adore1 point
-
C’est Monsieur Pascal1 point
-
J'ai installé ceux-la sur mon AMS : https://makerworld.com/fr/models/503069?designId=503069#profileId-418439 Je sais pas si ça use moins quoique ce soit, mais en tout cas c'est plus facile d'y passer le filament, j'y arrive d'une seule main... L'espèce de patte au bout du PTFE par contre faut faire attention. Avec des bobines ajourées sur les cotés, certains ont vu cette extension se prendre dans le trou du flasque de la bobine et catastrophe ! J'ai juste mis un petit bout de PTFE qui dépasse de 3-4cm...
 1 point
1 point -
Mon NAS est toujours en cours de création L'OS (Debian Bookworm + OpenMediaVault) est installé sur la carte mère (FriendlyElec CM3588 NAS (16 Go RAM, eMMC de 64 Go+ 4 x SSD Nvme PCI Gen3 de 2 To chacun), le système est prêt, je l'ai testé avec des stress tests durant quelques jours. Pas rencontré de soucis hardware ou software. Docker et la gestion des VMs sont prêts à accueillir les différentes «machines». Je prends mon temps et des notes également pour un dépôt Github. …yapluka…1 point
-
Voila j'ai ajouté quelques éléments sur la mise en route la comparaison du volume avec d'autre machine, et quelques timelapse des premières impression. Hésitez pas a posé les questions aux quelles vous voulez que je vous donne des réponses1 point
-
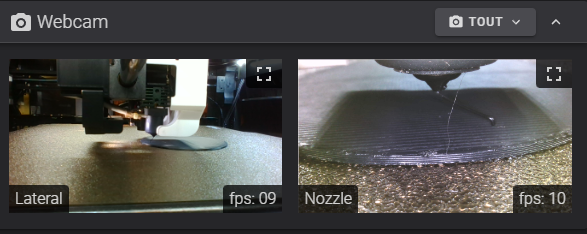
D'abord, en fonction de la taille de la pièce (des pièces) imprimée(s) ça rajoute pas mal de temps à la durée totale d'impression. En gros : À l'issue de la première couche, la tête se parque, le ventilateur de refroidissement du filament se met en marche à 100 %, la température descend à 160 °C. Une fois la température descendue à 160 °C, la tête se déplace lentement de gauche à droite (X) puis incrémente dans le sens de l'axe Y et repart cette fois-ci de droite à gauche… Etc. jusqu'à atteindre l'extrémité de la surface d'impression de la pièce (sens Y). La buse est alors remise en chauffe, et redémarre l'impression. Pendant que l'impression continue, la vidéo est analysée sur le serveur Obico. Au bout d'un certain temps, le résultat est retourné soit directement dans l'onglet pointant sur Obico, soit, en fonction des paramètres saisis par l'utilisateur via un email (dans mon cas). Un accéléré vidéo est disponible, ainsi que l'analyse du résultat de la première couche (de A à F). Le système est perfectible, car il dépend de la couleur du filament, de l'éclairage, de la position de la caméra. En aucun cas, l'impression n'est arrêtée par Obico, c'est à l'utilisateur de décider l'arrêt ou la continuation de l'impression. De toute façon, en tout cas chez moi, le résultat de l'analyse n'est pas immédiat. Peut-être est-ce dû à mon choix de rester sur l'application gratuite Même avec un résultat d'analyse de D, mes impressions sont toujours allées jusqu'au bout. Au mieux, je n'ai pu obtenir qu'un B. J'imprime principalement du PETG et c'est très brillant, peut-être qu'avec un filament mat, il y aurait moins d'artefacts. Mon avis : Tel quel, ça reste un gadget, mais c'est amusant de voir le filament se déposer pour former les couches d'impression. C'est encore plus hypnotique que l'observation visuelle de la pièce en train de s'imprimer. Exemple de mails reçus : - note C - note B - note F Pour ce dernier résultat (F), j'aurais dû suivre les recommandations et arrêter l'impression. Ce que j'ai dû finalement faire quand quelques pièces se sont décollées du plateau et que le filament a commencé à s'écouler pour former le fameux plat de spaghettis . La vidéo de l'analyse accélérée du premier mail (note D), Mp4 transformé en gif pour que la taille reste sous les 9,9 Mo : Les zones détectées comme problématiques sont en rouge et jaune.
 1 point
1 point -
Le temps c'est comme l'espace, plus on en a, plus il nous en manque.1 point
-
J'allais le dire... c'est bien d'avoir des idées mais il faut du temps libre @Guillaume3D profites bien tu as raison ! Tu pourras faire un petit musée avec toutes tes créations ensuite1 point
-
Tu as déjà un beau palmarès à ton actif que peu de maker dans le monde doivent égaler à mon avis Je pense que si j'avais la ressource temporelle, je partirai clairement sur un projet de ce type pour vraiment monter en expertise sur les machines et les contraintes d'améliorations sur chacun des composants. Mais avec des scies, on coupe du bois ! J'adore le concept du bras robot imprimeur, je trouve ça super fun. Et l'imprimante à plateau courroie aussi, même si j'ai l'impression que c'est un peu comme le moteur wankel, ça marche mais c'est finalement pas le plus pertinent. Alors que pourtant c'est très sexy !1 point
-
Je serais aussi partis sur du PETG pour les raisons que @pjtlivjy a cité. Niveau résistance au choc ça sera bien mieux que le PLA, niveau imprimabilité c'est moins galère que l'ABS et l'aspect contact alimentaire supplémentaire me fait penser que ça reste plus adapté si ton enfant avait la bonne idée de se faire les crocs dessus, sans garantie que ce soit aussi bon pour sa santé que manger 5 fruits et légumes par jour .1 point
-
et j'ai oublié le plus important ... la température1 point
-
Salut @fran6p, installation terminée ! Ça fonctionne super bien, j'ai modélisé le dos de la tête pour tout caler dedans. J'ai du modifier ton support car la cam était un peu haute sur ma X-Plus3. Je ne voyais pas la buse et pas assez de plateau. Je trouve que la mise au point ne se fait pas au bon endroit, tu l'as réglée ? Dos_tete.stl qidi-xplus3-mintion-nozzle-camera-rgn.stl
 1 point
1 point -
Bonjour @Ptifabien bienvenue chez les imprimeurs fous1 point
-
Il y a notre test du kit upgrade P1P -> P1S qui pourrait t'aider : https://www.lesimprimantes3d.fr/test-kit-de-conversion-bambu-lab-p1p-vers-p1s-20231004/1 point
-
Tu feras certainement comme la plupart des personnes qui se sont posés les mêmes questions, au début ils ont pris des tas précautions et au fil des mois ils ont fini par faire comme la majorité des makers. On en reparlera dans un ou deux ans.1 point
-
J'ai print cette pièce la semaine dernière, elle est parfaite1 point
-
Bonjour tout le monde, petite mise en garde: hier en cherchant du filament « Refill », je suis tombé sur ce site : editionshjstorefr.shop On peut y trouver des filaments à des prix dérisoires. J’ai donc passé une commande et cliqué sur paiement par carte bancaire. Et là, rien ! pas de confirmation ! J'ai réessayé avec Paypal, idem! ensuite, pas moyen d’écrire au contact indiqué, pas de téléphone, pas moyen de créer un compte, RIEN ressemble à un site mort!... n'empêche, entre temps et par précaution j’ai dû bloquer ma carte pour ne pas me faire arnaquer ! Pourquoi Google laisse circuler ce genre de site, pourquoi le site du gouvernement français ne propose rien tant qu’il n’y a pas de preuve de prélèvement illicite, etc. ?
 0 points
0 points
.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)




















.thumb.jpeg.3e1fa1416e9fb29c30ae0a7b98639f19.jpeg)