Classement



Contenu populaire
Contenu avec la plus haute réputation dans 23/11/2024 Dans tous les contenus
-
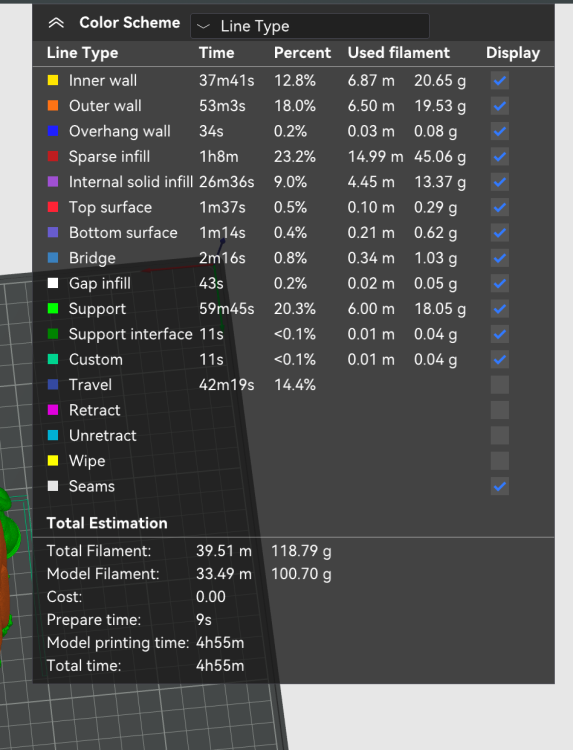
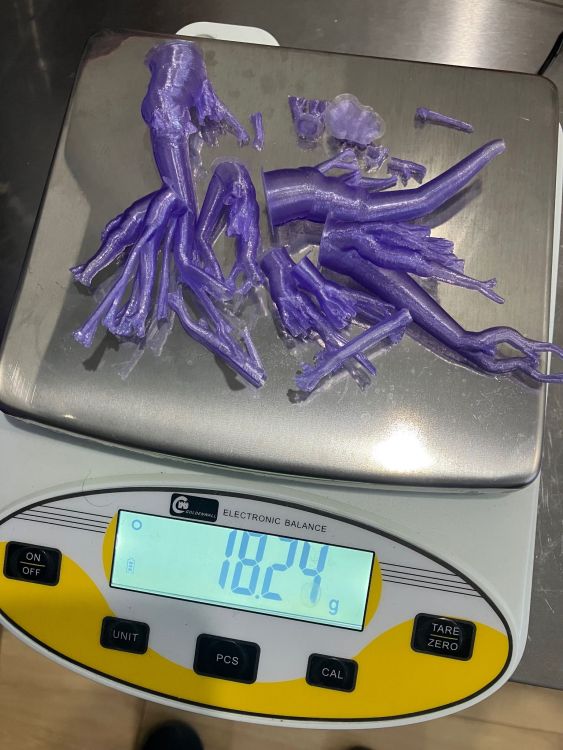
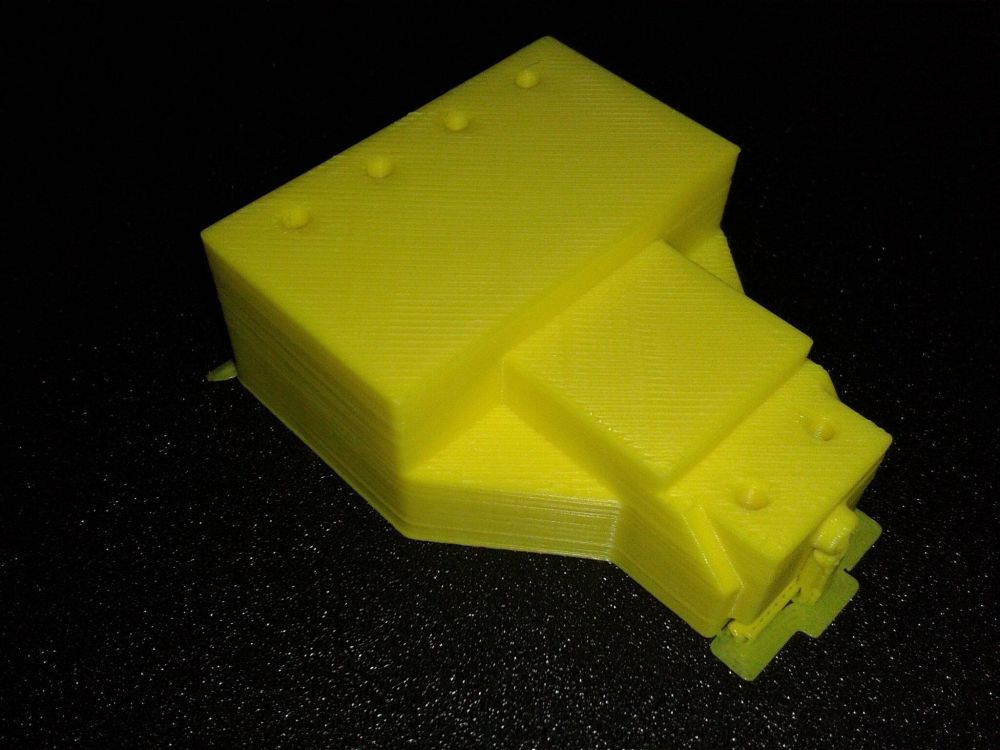
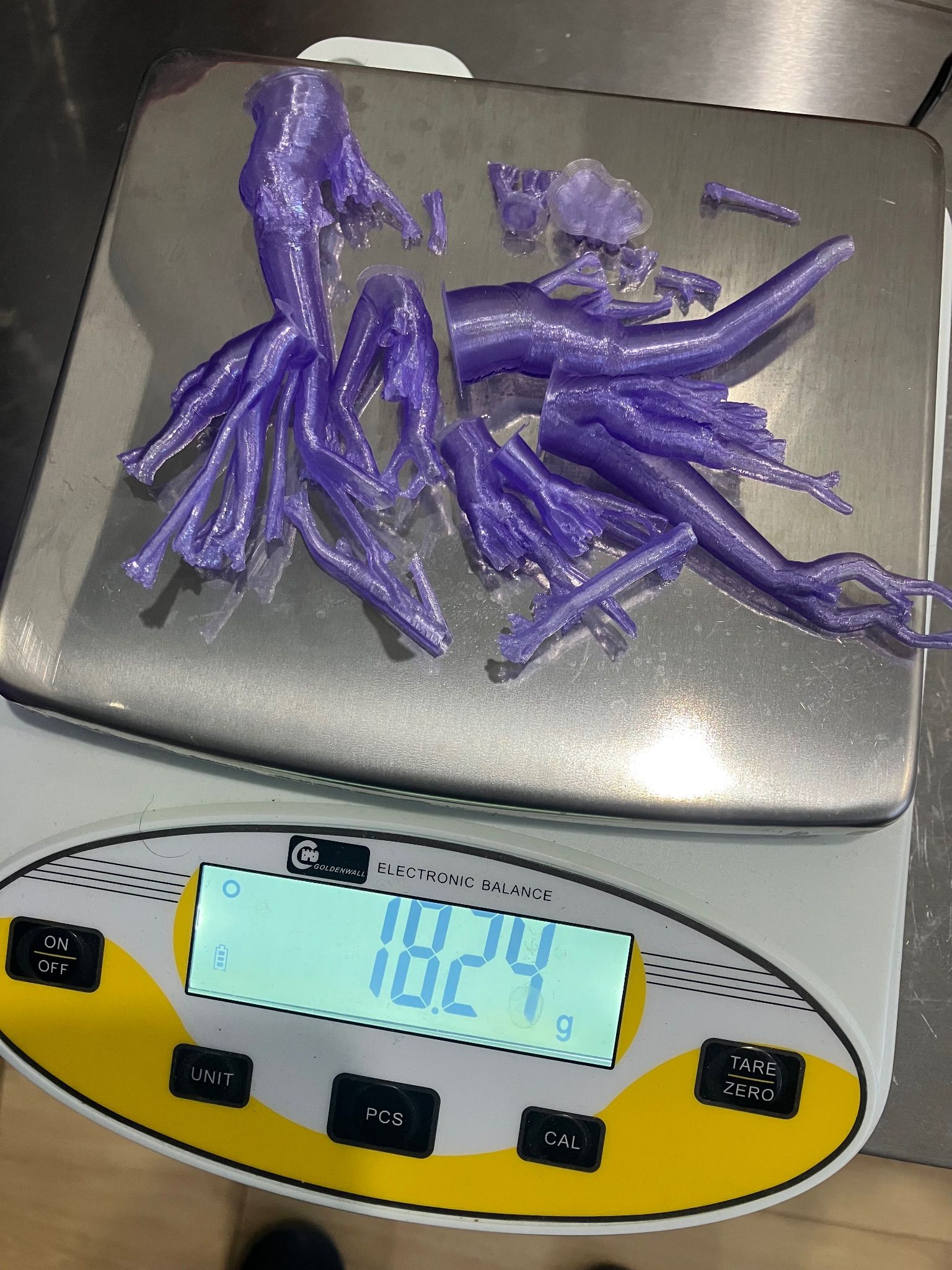
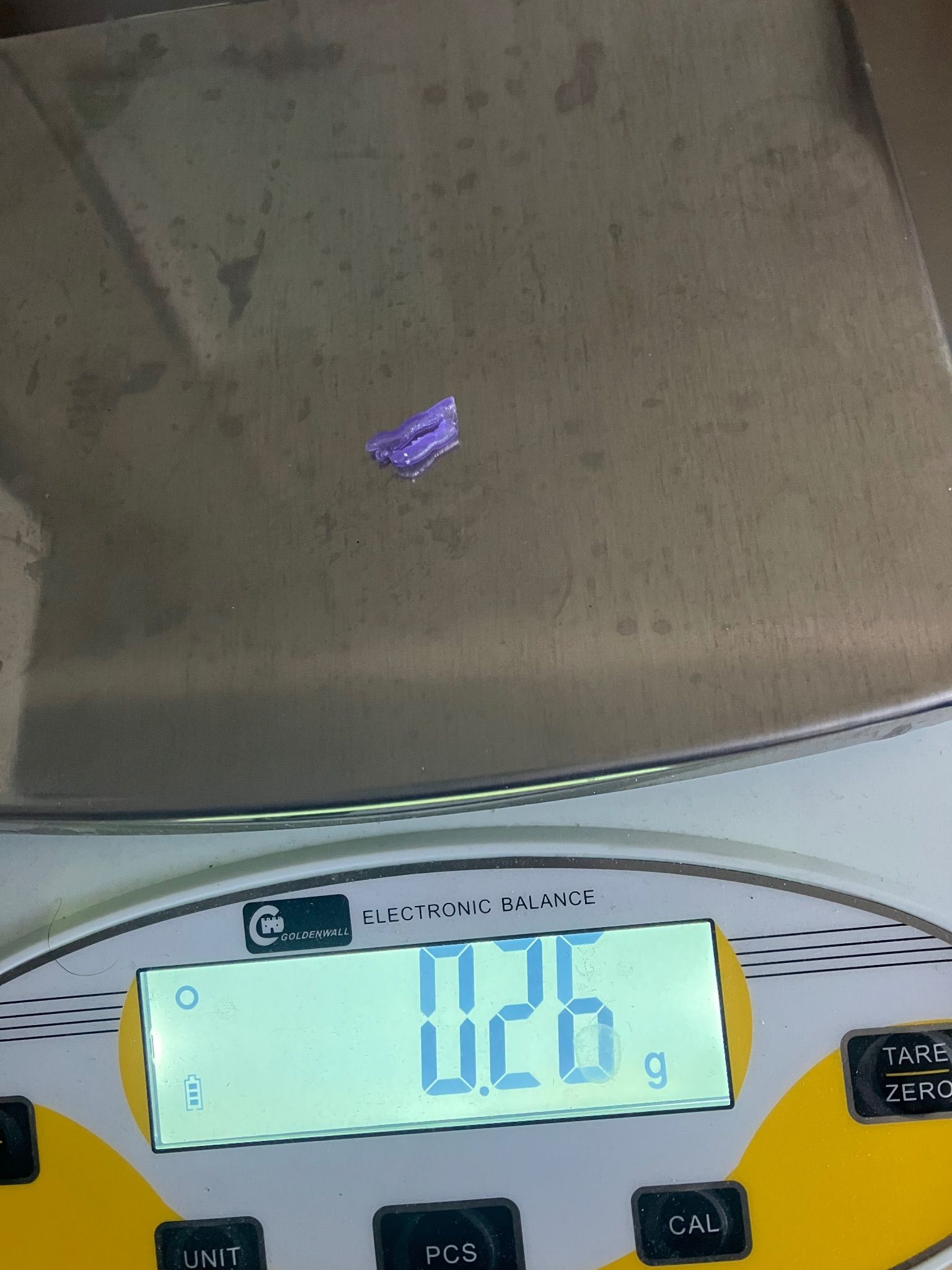
bonjour un petit exercice de comparaison à l'occasion d'une impression au lieu de ramener du boulot à la maison, j'ai ramené du loisir au boulot la théorie qui nous donne 18.09 gr de support (il s'agit d'un Pla Jayo translucide ayant une densité de 1.25 ) et 100.70 pour le modèle et la pratique la précision semble excellente petite précision : la balance est une véritable balance de précision du labo de la boîte ou je travaille
 3 points
3 points -
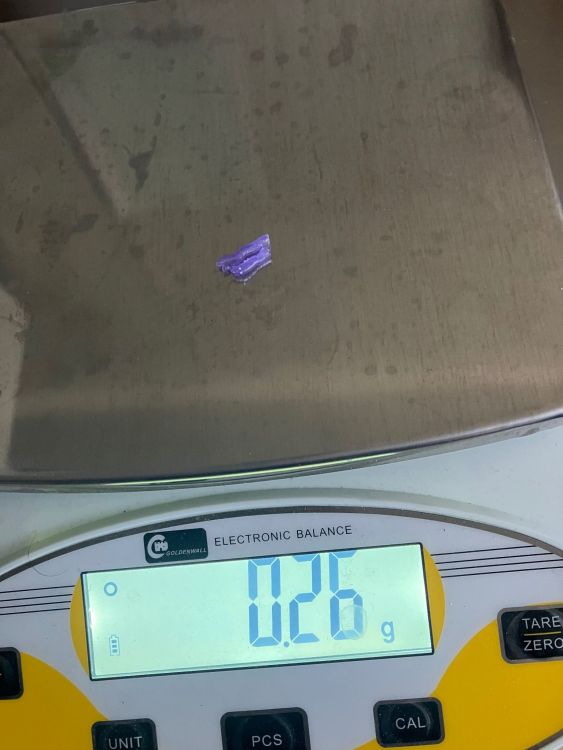
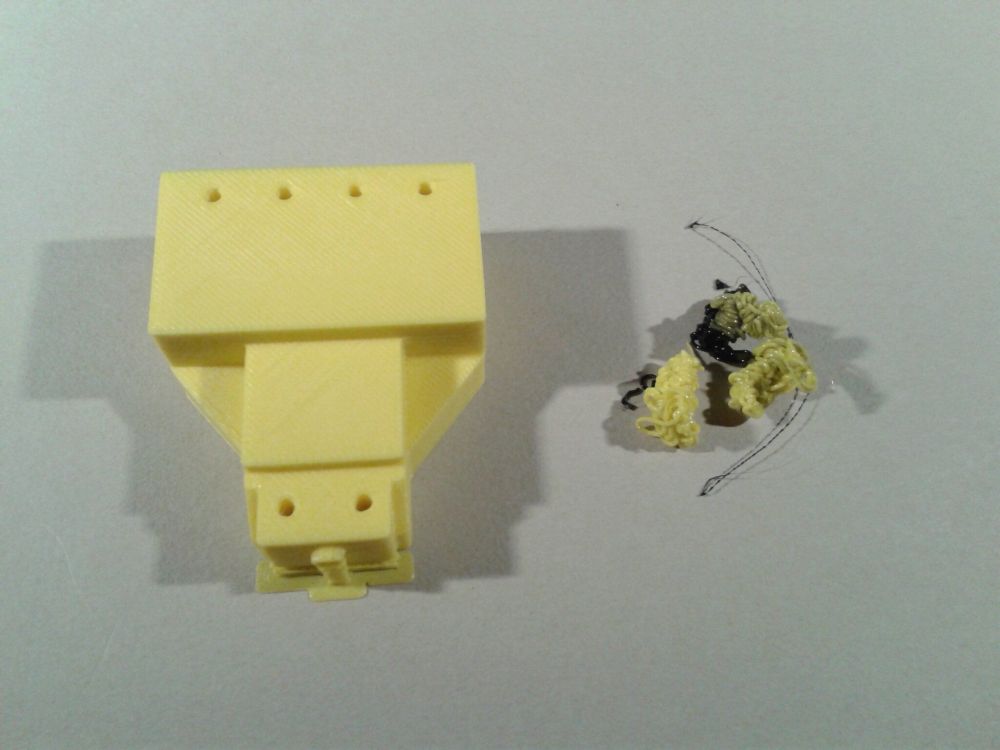
en passant un coup de balai dans l'atelier, j'ai retrouvé quelque chose moralité : faire le ménage abaisse la précision de Qidi Studio solution : ne plus faire le ménage
 3 points
3 points -
@Carlito06 pas bête bordel j'étais tellement obnubilé par le problème que j'avais pas pris le recule nécessaire et pensé a imprimer un modèle en TPU. Le diamètre est bon comme sa oui la question que je me pose a présent c'est si le TPU créera pas une résistance importante sur la plaque a ressort ? par contre on aurait plus de grippe sur les rouleau d'entrainement. J'ai le même système en PLA et PETG pour les bobine Eryone et sa passe nickel mais etant bien plus fin il ce clipse mais en pla ou petg avec un bordure aussi importante je pourrais pas les clipsé, mais je vais testé ton modèle en TPU dans que je peux me reste une bobine de 500gr de tpu eryone justement donc je vais tester ces modèle en PLA puis si je trouve cela pas top en TPU et vous dis ce qu'il en est. leur solution c'est de prendre ce modèle parametric et qde l'imprimer plus petit pour l'adapter au diametre de la jayo c'est donc pas suffisant mais les fichiers de construction etant la on peu modifié le modèle pour avoir un epaisseur suplémentaire3 points
-
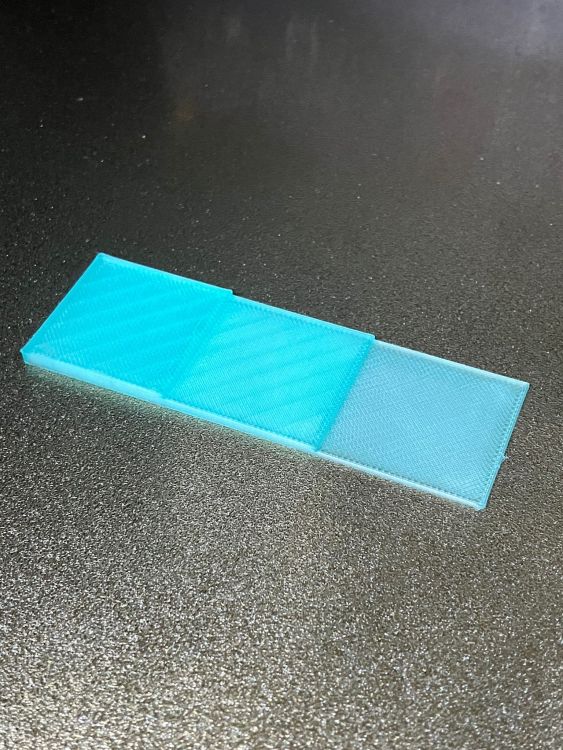
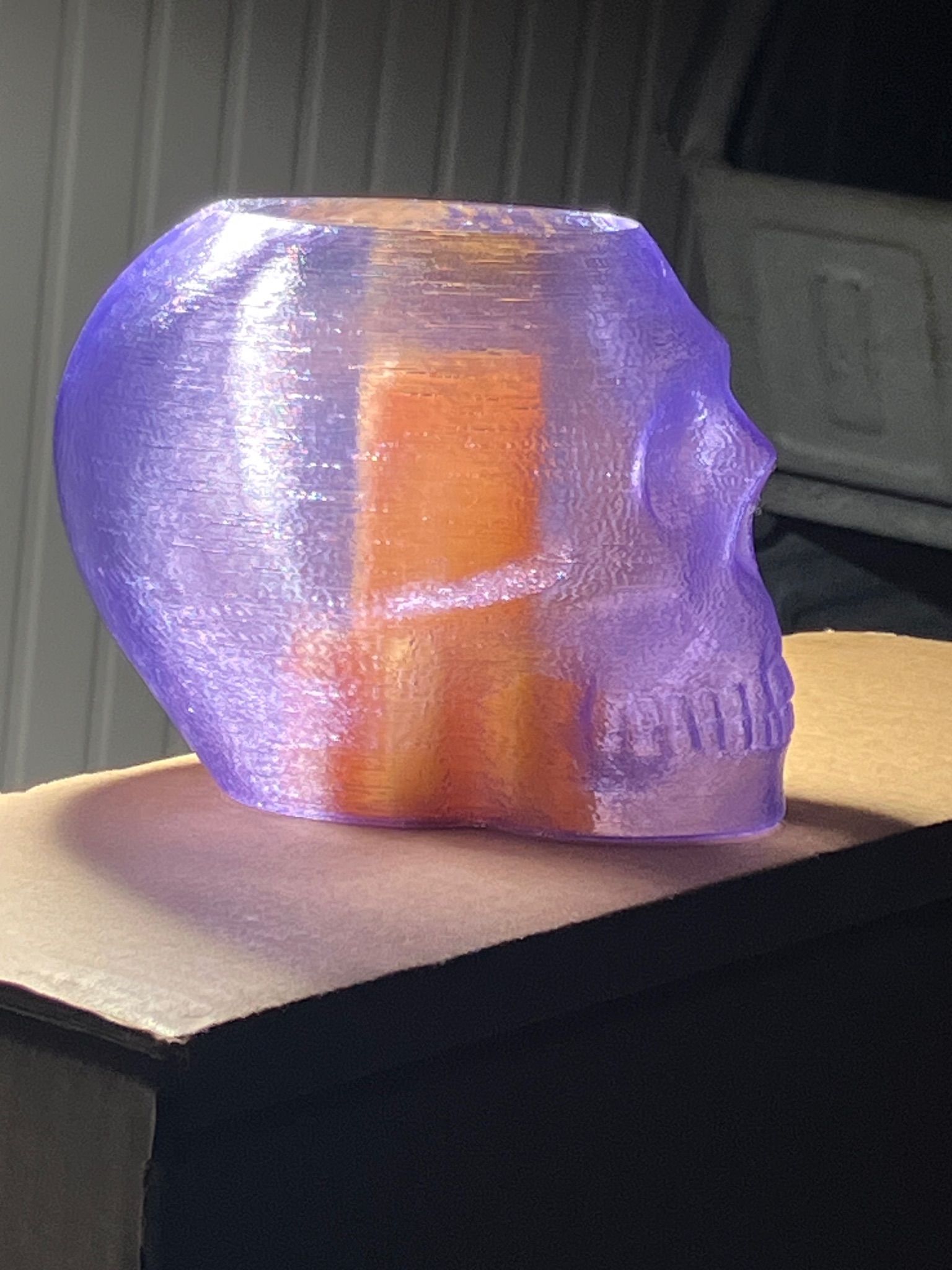
pour montrer la précision d'impression de notre chère Q1 Pro une impression de 90 mm de haut sans support en mode vase / 2 périmètres en couche de 0.08 avec un filament translucide

 3 points
3 points -
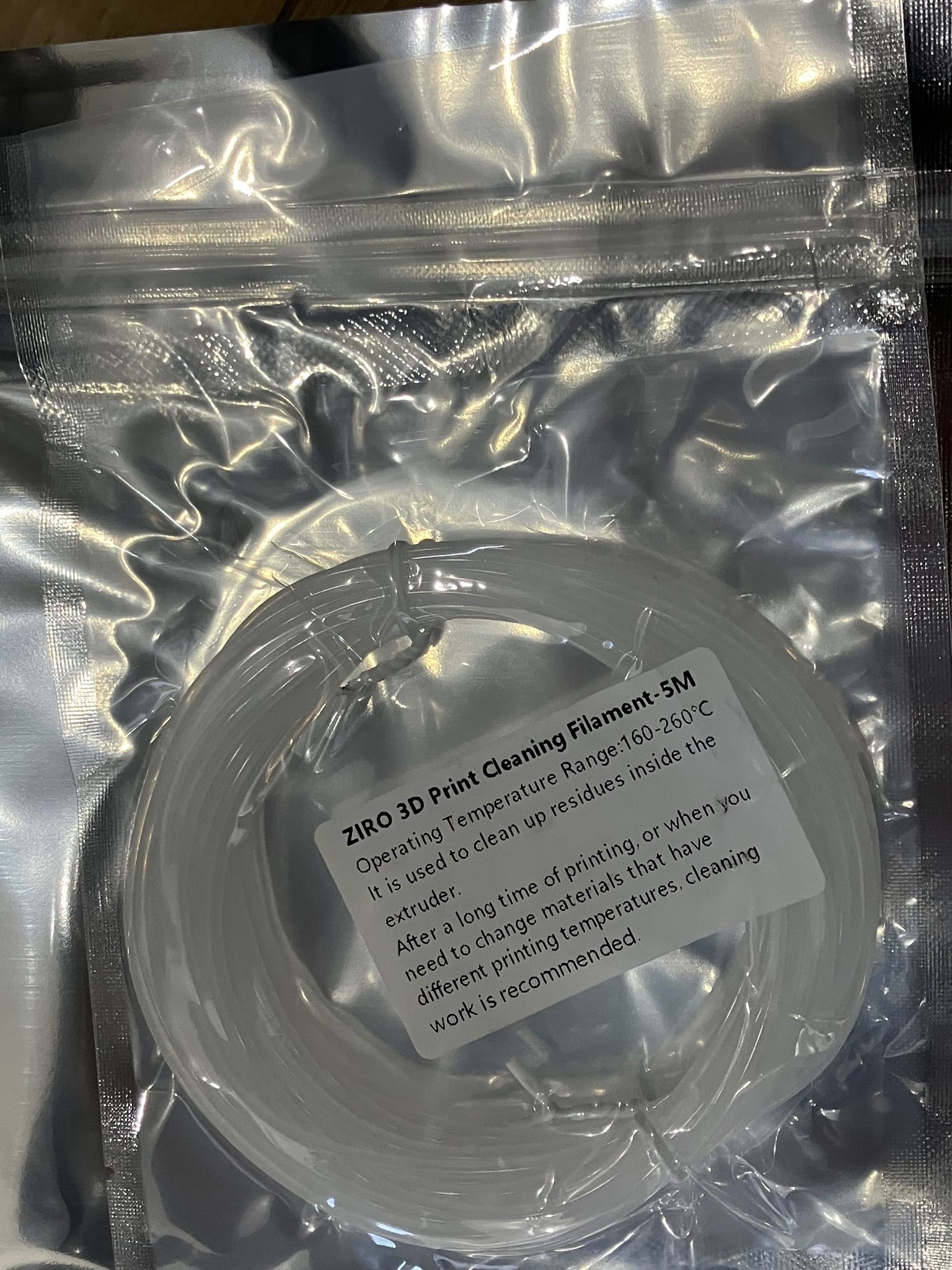
je viens de recevoir une bobine de filament du fabricant Chinois Ziro un Pla translucide que je voulais essayé mais qui m'a été livré avec 2 petits plus Ziro installé dans la petite ville de Shenzen fait partie d'un groupe ou l'on trouve Winkle une marque plus connue car distribuée par Amazon voilà les 2 petits plus et en plus il s'imprime facilement avec du 220 / 60 c'est un verre bleu translucide qualifié de Cyan



 2 points
2 points -
Tu peux modifier la température minimale si tu le souhaites, c'est d'ailleurs le cas, il me semble, avec les paramètres originaux de Qidi (rappel : ma XM3 a été libérée pour utiliser un écosystème Klipper «vanilla»). Le lit chauffant (-50) et la chambre (-100) min_temp: -10 # ou -50 si imprimante en Antarctique (Klipper ne déclenchera pas d'arrêt, mais pas sûr que le matériel soit capable de fonctionner correctement ).2 points
-
Plutôt « thin wall » (paroi fine) .2 points
-
Bonjour à tout ! Après de multiples tests, je pense avoir trouvé la solution ! J’ai donc augmenté la température d'impression à 220 degrés, calibré le filament, et surtout j'ai bien fais sécher le filament avant et pendant l'impression avec une boite de séchage. Tout se passe bien pour des impressions de courtes durée plus qu’à voir sur des impressions longue durée. Merci de votre aide !2 points
-
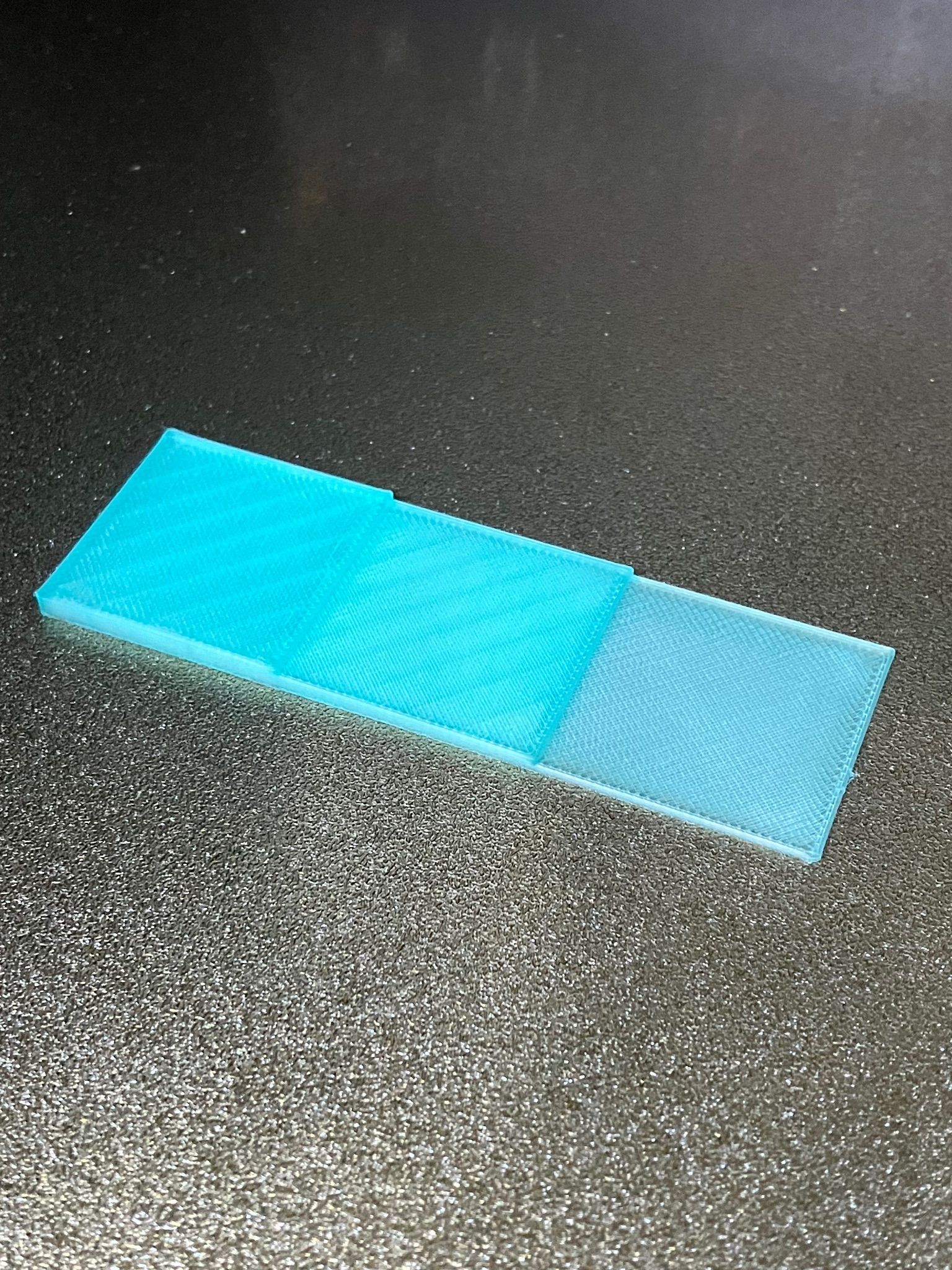
Petite vidéo de deux couches imprimées au centre du plateau C'est le type d'impression le plus délicat à réaliser sur une polaire, car il y a énorméments de rotations et la calibration doit-être au poil (contrairement au mode vase où la rotation est continue et toujours dans le même sens) Je suis donc entrain de recalibrer la bestiole pour faire un timelapse centré complet (et de bidouiller le firmware pour voir si le leveling du plateau est possible) - j'avais pas terminé l'impression car mes steps/° du plateau n'étaient pas parfait, et ça allait faire un cube "tourné" sur lui même Bon on est d'accord que c'est juste pour la démo, car c'est pas vraiment fait pour2 points
-
C'est vrai que le constructeur revient de plus en plus, voici son forum dédié2 points
-
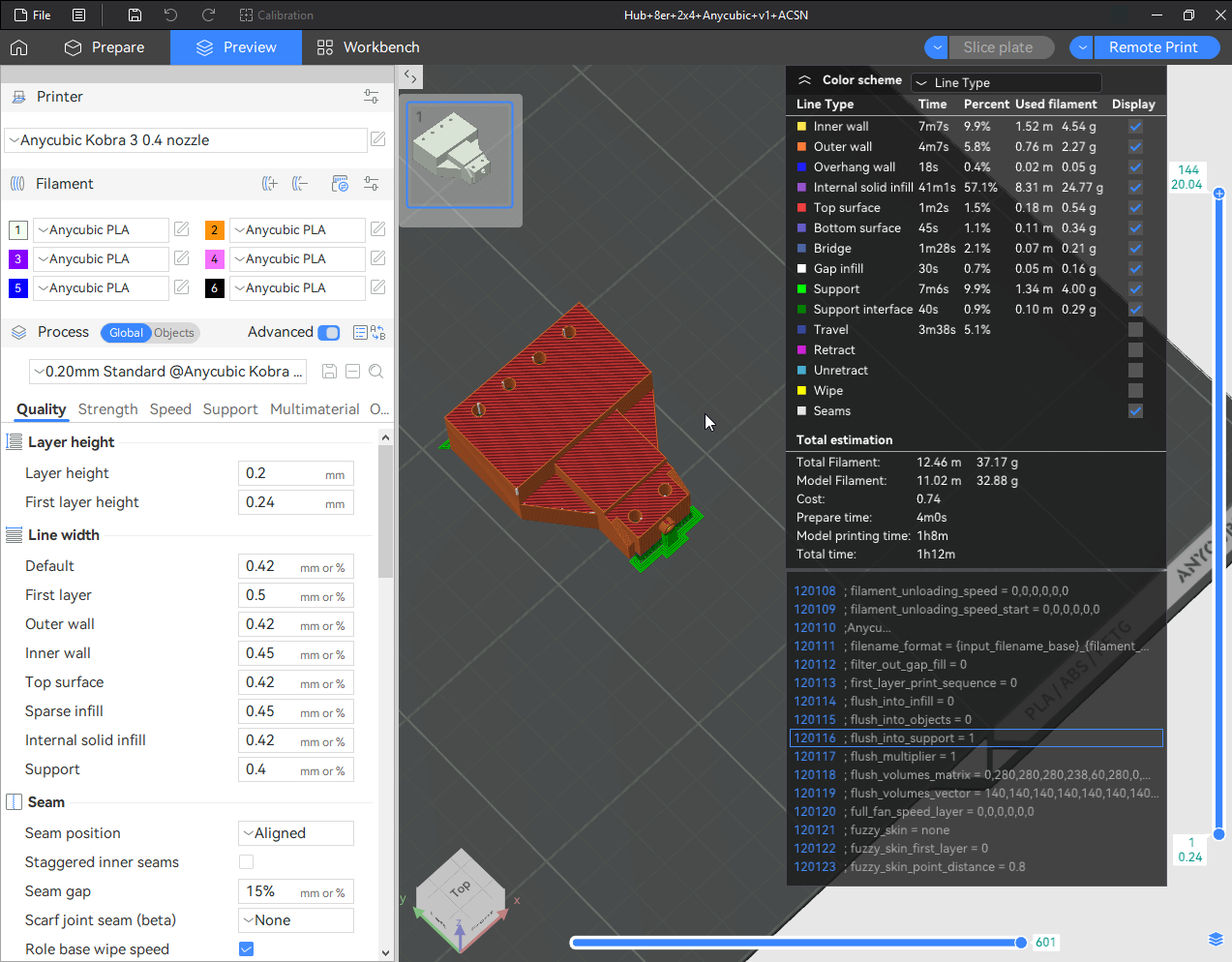
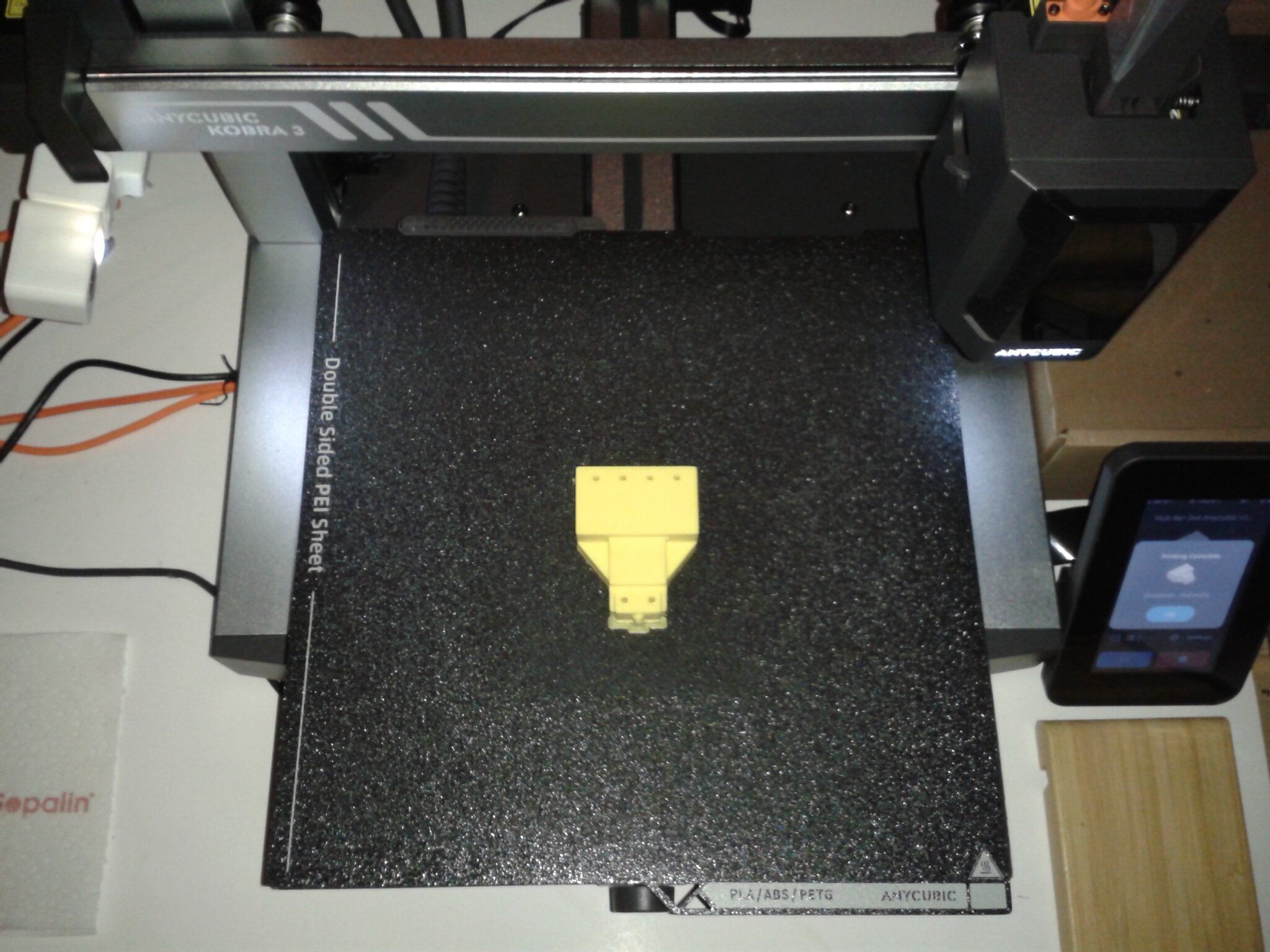
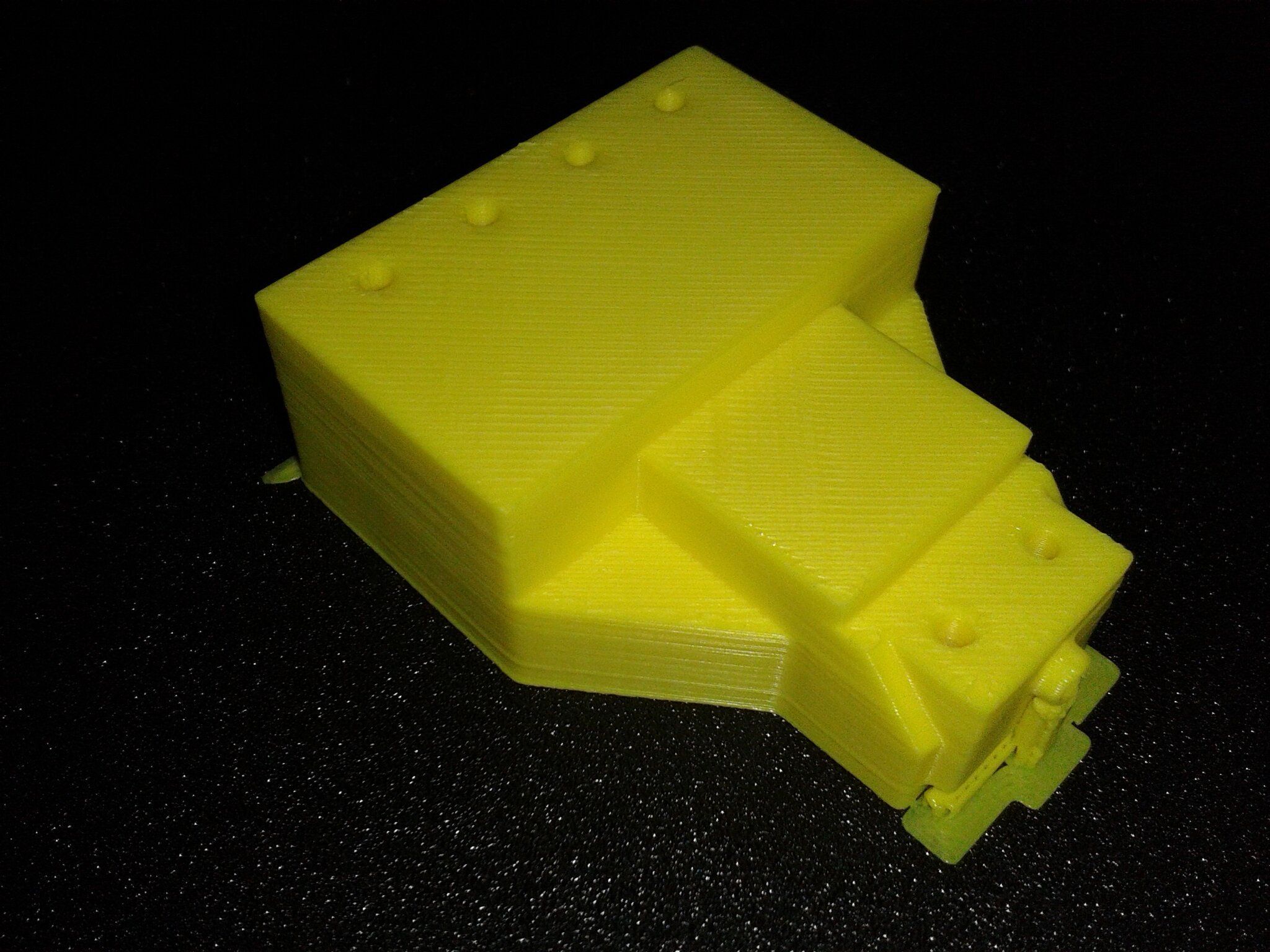
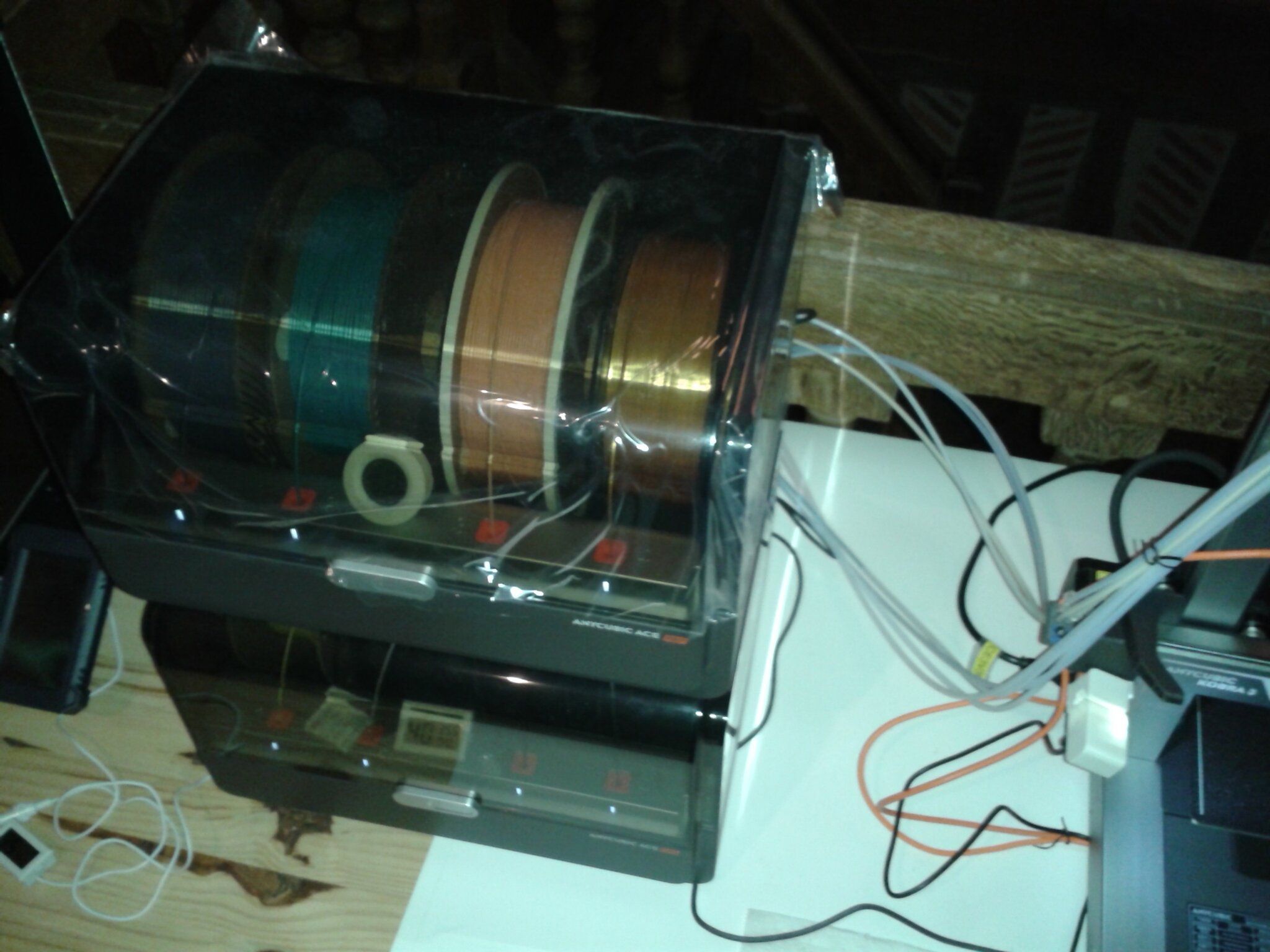
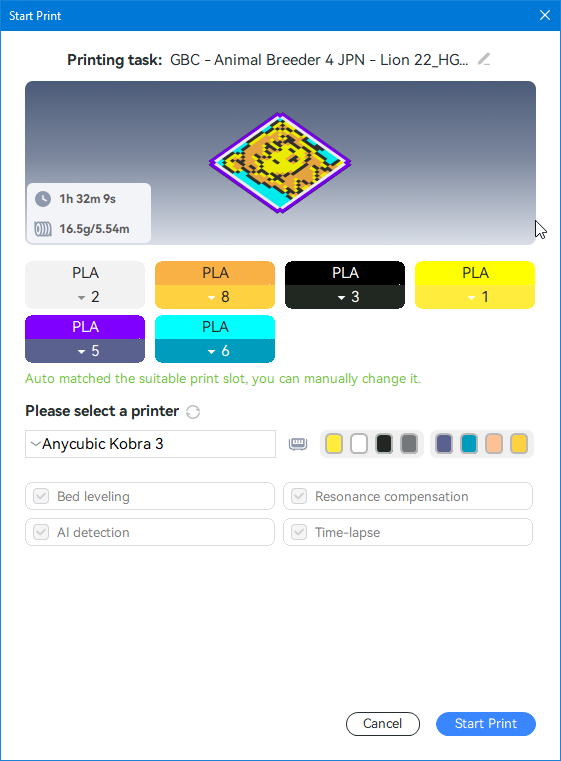
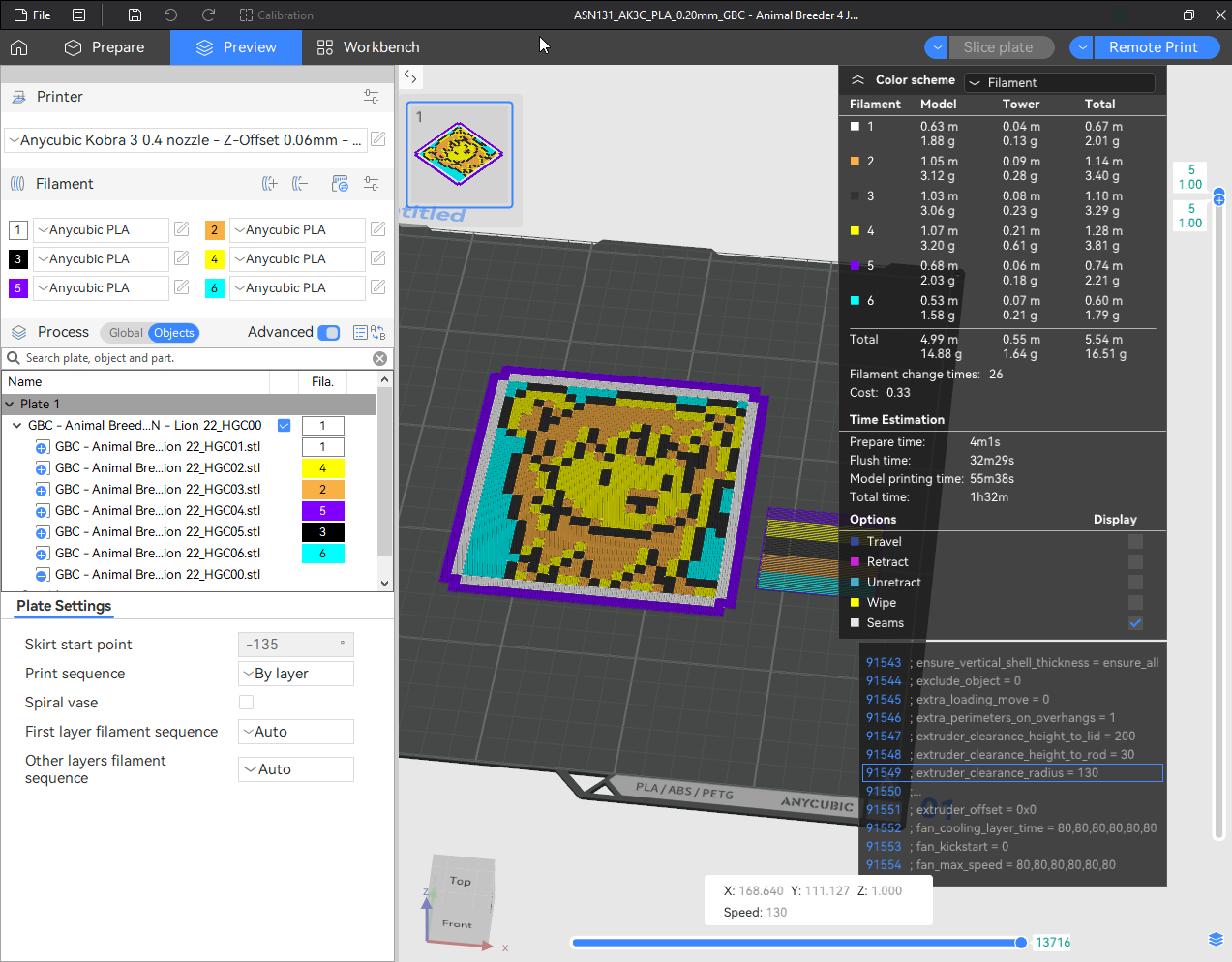
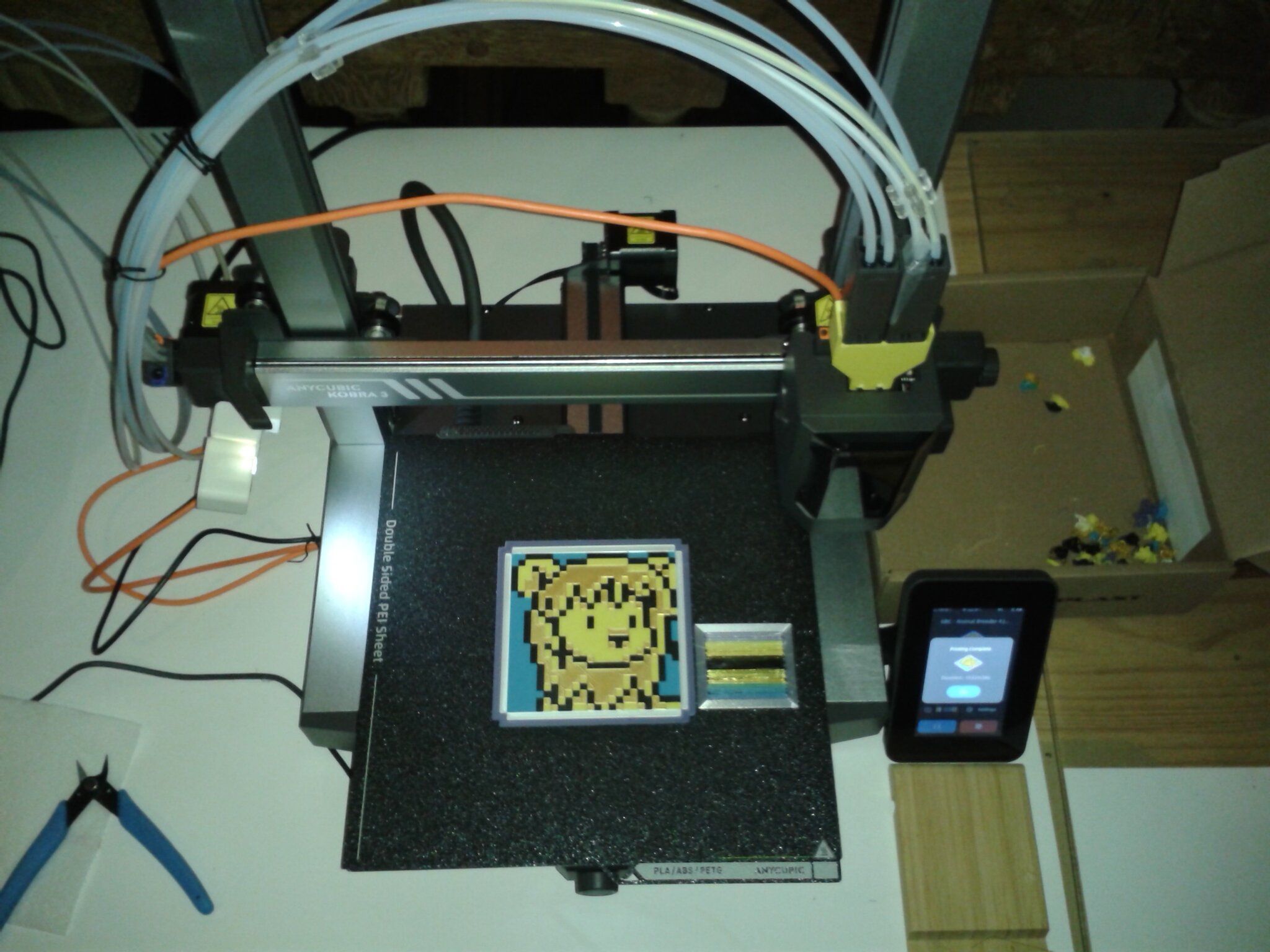
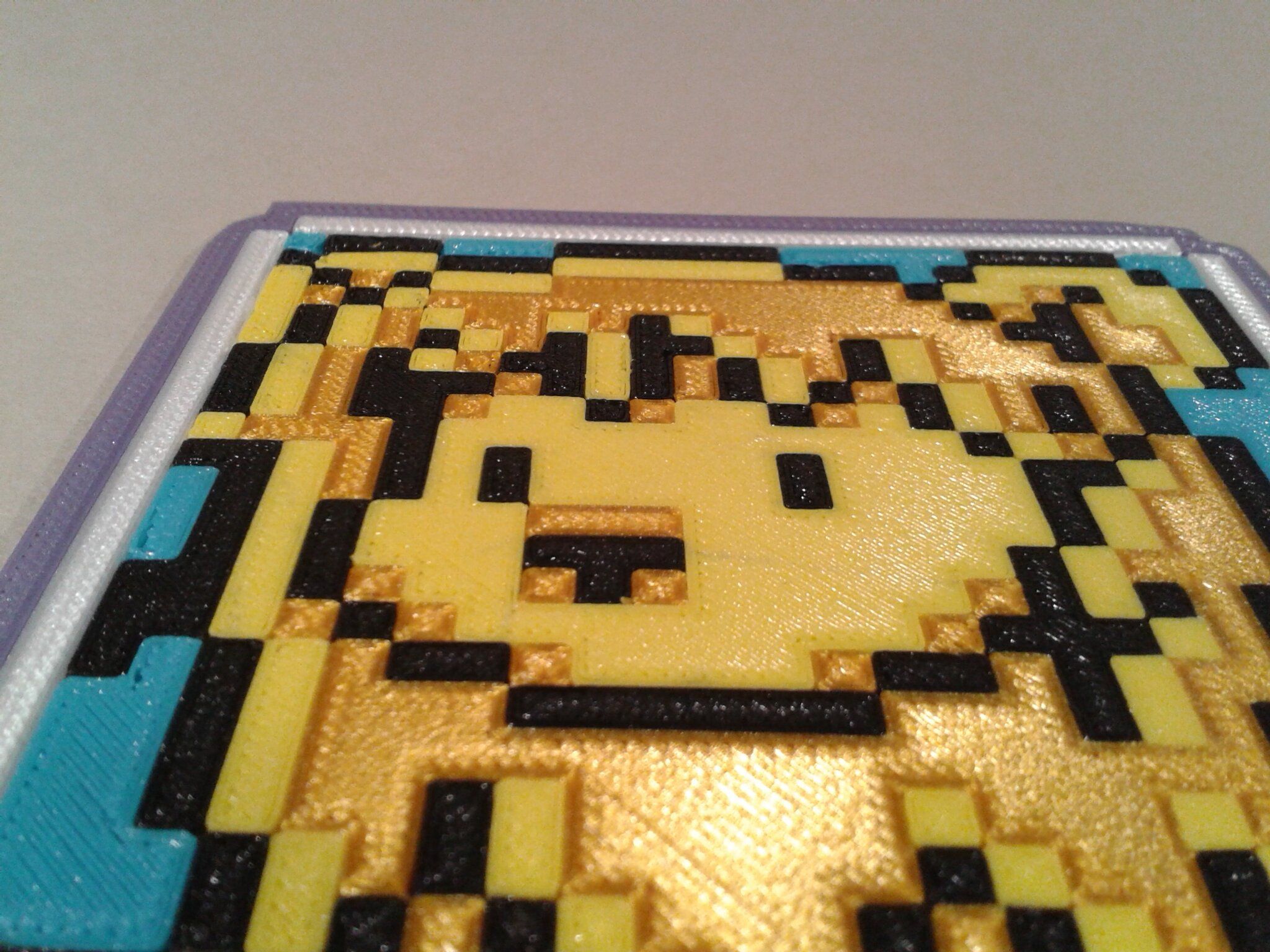
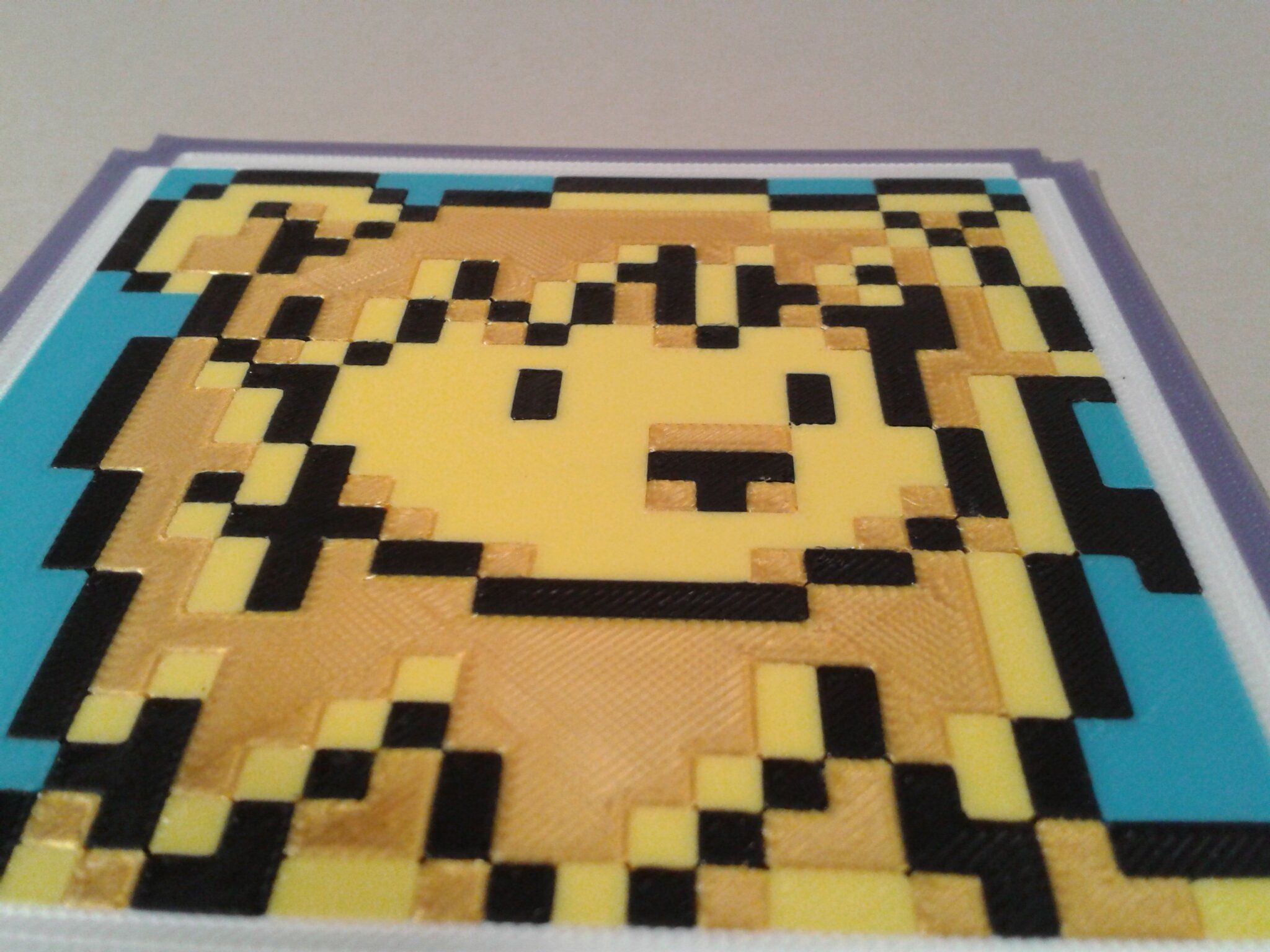
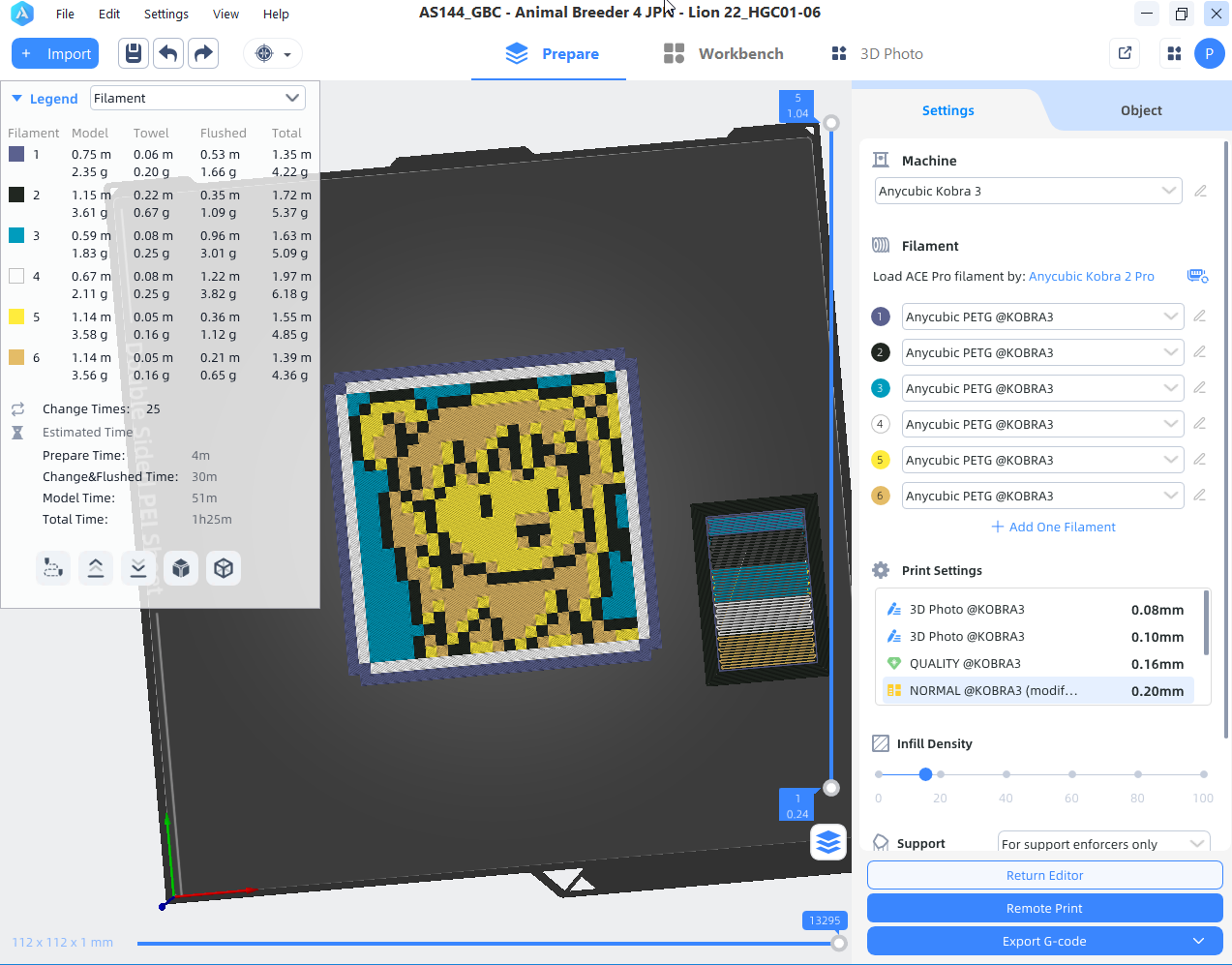
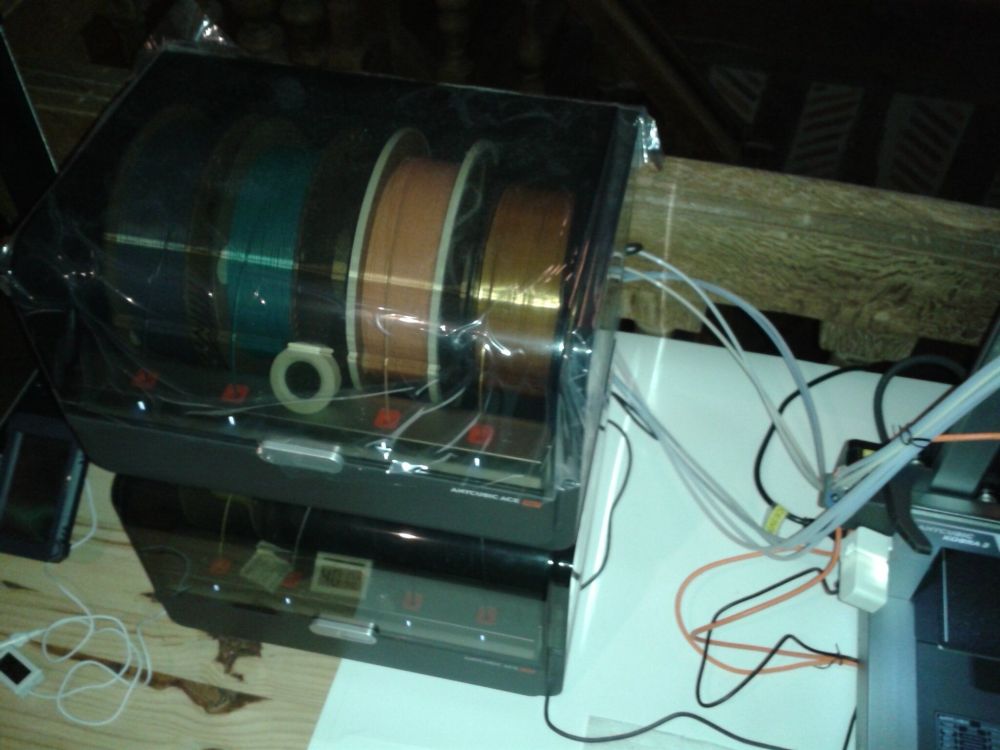
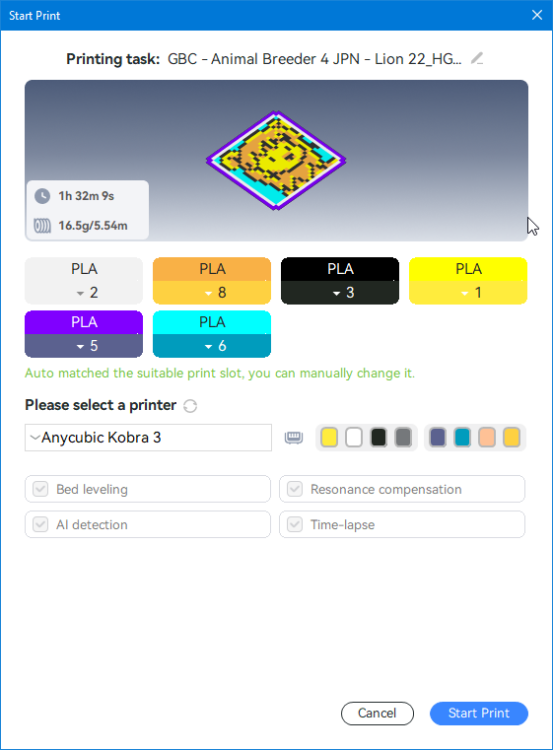
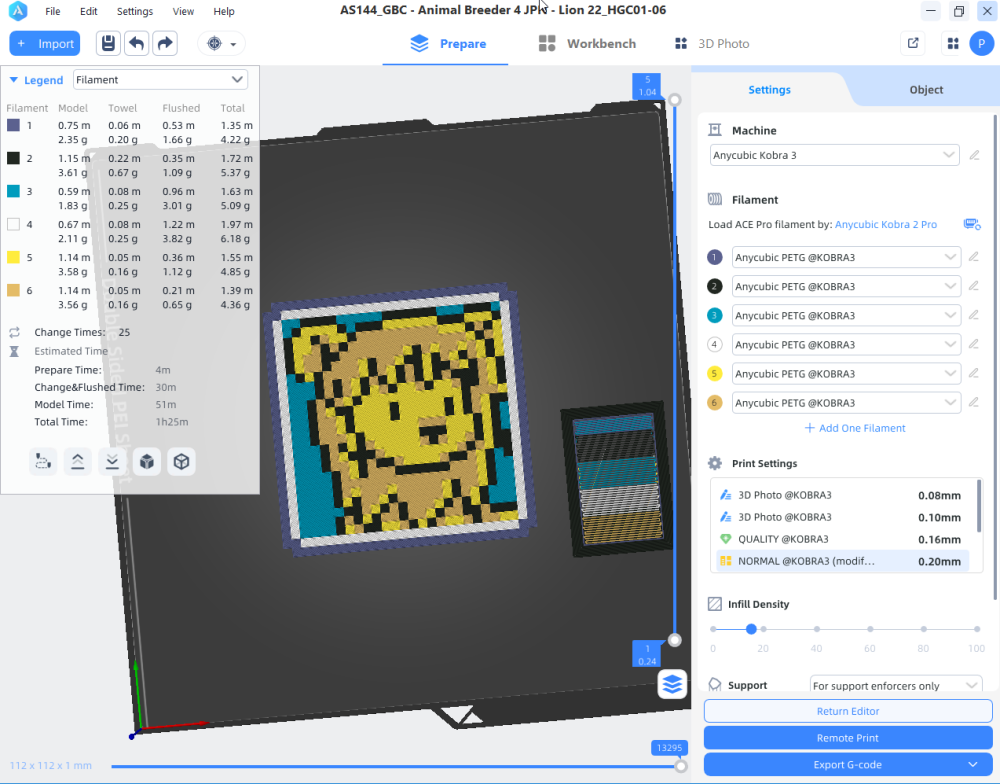
J'ai enfin pris le temps de connecter mon second ACE Pro sur ma Kobra 3. Pour le Hub "8-1" (comprendre 8 vers 1), permettant de connecter les 8 tube PTFE de sorties des filaments des deux "ACE Pro" a l'entrée filament de la tête d'impression de la Kobra 3, j'ai imprimé et utilisé "Hub 8 Colors out of 2 Anycubic 4er Hub Beta 1.0" de "Haase0815" https://www.makeronline.com/en/model/Hub 8 Colors out of 2 Anycubic 4er Hub Beta 1.0/83552.html Filament > PLA Yellow Polymaker ( auquel il faut ajouter un second hub 4-1 https://store.anycubic.com/products/filament-hub?variant=44535391977634 ) à placer entre le hub "4-1" d'origine et la tête d'impression, ( Ne pas remarquer qu'il me manque deux vis ) Pour l'instant, j'ai (temporairement ?) juste superposé les deux "ACE Pro" et tout connecté ( tubes PTFE + câble de donnée entre les deux ACE Pro + cordon d'alimentation second ACE Pro) Et voici donc mon premier essai d'une modèle double-face de pixel art utilisant 6 couleurs différentes ( // A FAIRE publier le modèle sur MakerOnline et mettre le lien ici ) https://www.makeronline.com/model/GBC - Animal Breeder 4 JPN - Lion 22, 6 colors (double-sided)/109486.html Trancheur : Anycubic Slicer Next v1.3.1 (win) Imprimante : Kobra 3 Combo Firmware v2.3.5.3 ( 2x "ACE Pro", Firmware v1.3.84, Hub 4-1 x2, Hub 2-1 x1) Filaments : PLA Yellow Polymaker, Silk PLA+ Light Gold Anycubic, PLA+ Noir ArianePlast, Silk PLA+ White Anycubic, PLA Pantone Interstellar Violet Anycubic, PLA Pantone Tropical Turquoise Anycubic. (Un poil de gauchissement sur les coins du a des défauts de Z-Offset/leveling/adhérence, plateau) face du dessus face du dessous (coté plateau) ( // A FAIRE Photos par transparence / rétroéclairage )









 2 points
2 points -
Un aperçu du multi-couleurs sur la Plus4 !2 points
-
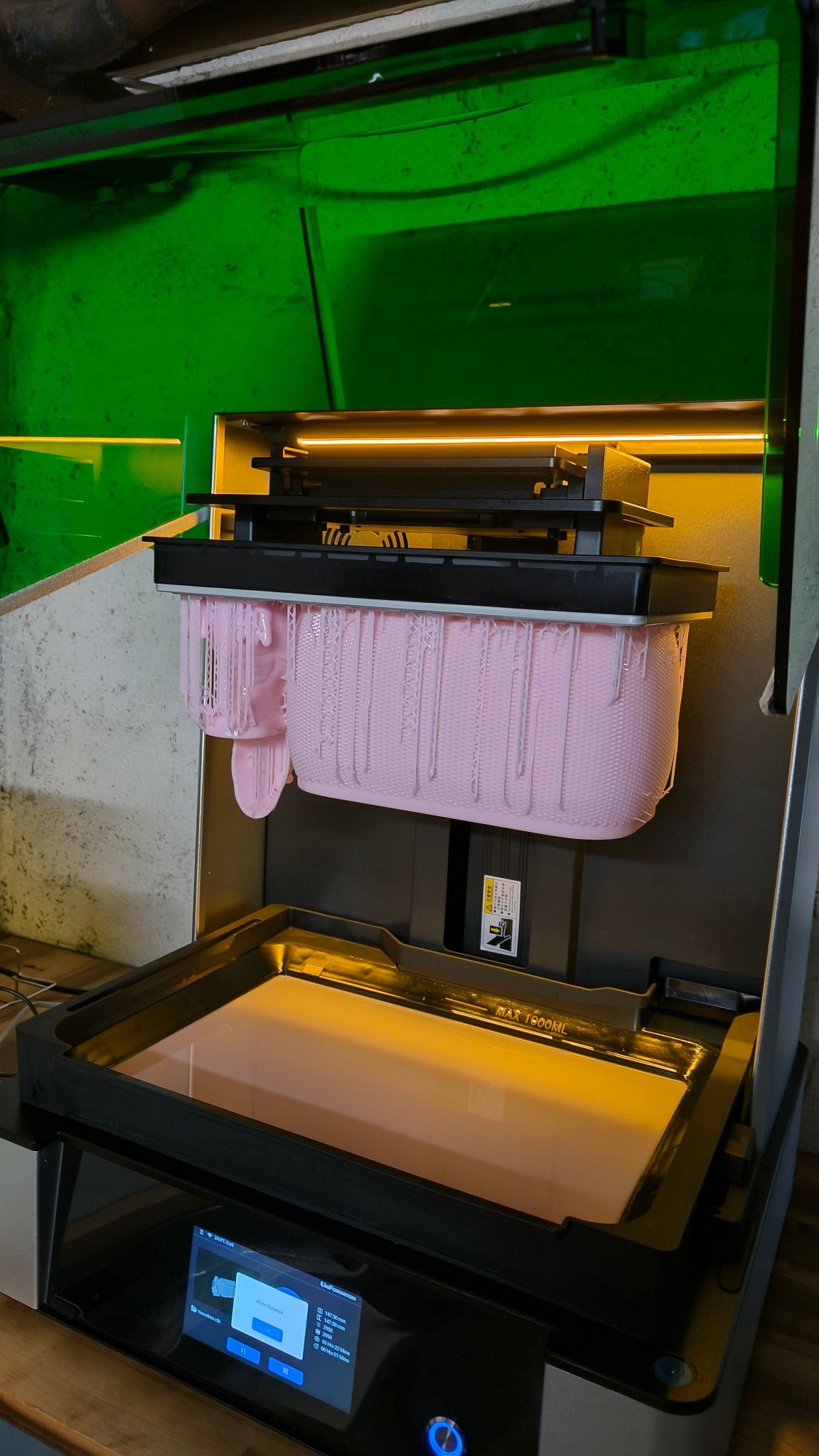
Bonjour, j'ouvre ce fil pour favoriser les échanges entre les utilisateurs de la GK3 Ultra. Je l'ai reçu il y a une semaine, elle s'associe à ma Elegoo Mars 3 Pro et permet d'imprimer des objets d'une taille plus importante. Ma première impression qui utilise tout le plateau vient de se terminer: une boite pour des mouchoirs et un dragon range-stylos, tout a bien fonctionné. Je vous joins deux photos. Rumeur: fin novembre ou début décembre sortira un nouveau firmware qui inclurait une fonction de "test d'exposition multiple" pour trouver le bon temps d'exposition pour chaque résine que l'on utilise. Connectivité: pas de soucis pour connecter l'imprimante par WiFi ou par LAN, mais pour l'instant on ne peut qu'envoyer des fichiers (.ctb), ou les supprimer, rien de plus (pas de contrôle sur l'imprimante). Ca viendra peut être plus tard. Login par défault: admin. Mot de passe par default: 123456 - vous pouvez modifier ces éléments dans le menue "imprimante" - "File sharing". Pour les utilisateurs Windows le manuel (pdf) décrit comment se connecter grace à l'adresse IP de l'imprimante et l'explorateur des fichiers. Pour les utilisateurs Mac OSX aucune information n'a été donnée. J'ai réussi de me connecter à la machine avec Cyberduck en mode SMB. Le dossier sur l'imprimante contenant les fichiers .ctb s'appelle "emmc". Finder => Aller => Se connecter au serveur... Une fois la connexion établie l'IP de l'imprimante s'affiche dans la fenêtre du finder (explorateur des fichiers puis dans la barre latérale gauche) dans la section "emplacements" et "réseau". Test de temps d'exposition multiples: en attendant le nouveau firmware vous pouvez utiliser UV Tools (téléchargeable ici: https://github.com/sn4k3/UVTools) Fonctionnement: aussi longtemps que l'imprimante n'applique pas des temps d'expositions différents pour différentes parties de l'écran en même temps (donc à chaque couche), il faut trouver une astuce: écrire un fichier qui imprime plusieurs plaques de test avec des temps d'exposition différents, une à coté de l'autre, sans remonter le Z avant que la dernière plaque de la série soit imprimée. Approche du logiciel: vous ouvrez un fichier .ctb test qui vous a été donné sur la clé USB du fabricant (File => Open...). Celui qui vient avec la GK3 est une figurine de Fauxhammer initialement préparée pour la GK2... soupir... N'importe. On pense que l'objet test a été traité de façon optimale lors du passage au slicer. UV Tools extrait du fichier .ctb les paramètres cruciaux comme hauteur de couche, temps d'exposition des couches de base, temps d'exposition des couches normales, vitesses lift/down, temps de pause etc. Ensuite on utilise Calibration => Exposure time finder. Très peu de choses à faire ici: Profiles: donner un nom à ce "profile test". Common properties: indiquer la largeur et la profondeur du plateau en mm (300,160). Object configuration: j'ai coché les "Pins" également. Multiple exposures: cocher "Enable", augmenter "maximum generations" de 4 à 5 (ce qui fait 1 + 5 = 6 plaques de test en total) Manual exposure entry: Layer height: cliquer dans la case vide et sélectionner ce qui est proposé (ici 0,03mm) ensuite cliquer sur "Generate exposure table" (bouton gris à droit deux lignes plus haut) enfin cliquer tout en bas sur "ok exposure time finder" et "yes" le fichier test se produit avec l'ascenseur à droit on peut monter couche par couche (1 mm plaque de base puis dessus il y a 1 mm de motifs de test) ensuite File => Convert to... => Chitubox .ctb Autre présentation ici: https://www.usinages.com/threads/impression-resine-uvtools-la-boite-a-outils.162401/ ou sur Youtube: par exemple Utile: UV Tools permet de visualiser n'importe quel fichier .ctb pour une analyse après l'action du slicer - Chitubox le fait, Lychee non. J'ai préparé mon fichier "test expo multiple" mais je ne l'ai pas encore imprimé car j'attends l'arrivée de la resine que je souhaite tester. Je vous l'attache plus bas dans ce sujet (fichier gk3test_18_28sec.ctb.zip - il devrait imprimer 6 plaques avec des temps d'exposition entre 1.8 et 2.8 sec) Voilà, j'espère que ces infos partagées seront utiles à l'un ou à l'autre bye rainer Nest Wicker Tissue Box: https://www.printables.com/model/762150-nest-wicker-tissue-box Dragon Pen Holder: https://www.printables.com/model/425498-chubby-t-rex-dino-pencil-holder-pot-no-supports/comments

 1 point
1 point -
bonsoir à tous et en particulier à l'équipe qui fait tourner ce forum j'ai une requête car je suis très très triste .. si je vous assure ! ne serait il pas intéressant d'ajouter Uniformation à la liste des constructeurs, je sais bien que ça n'est pas le fabricant le plus grand public mais il apporte une vision intéressante avec ces imprimantes faciles d'utilisation et il y a déjà quelques sujets comme celui de @giacomelli et les tests d' @isidon la GK2 et la GK3 sont quand même régulièrement nommées / nominées dans la rubrique "Choisir son imprimante" la GK3 Pro dont parle @Julien dans ce topic va attirer l'attention par son volume qui ferait passer la série des Jupiter Elegoo pour de petites imprimantes. Il ne reste plus guère la Mega S de Phrozen pour faire plus grand mais en 8K voilà serait il possible et intéressant pour l'intérêt du forum, d'ajouter ce fabricant merci d'avance de vos avis et remarque rappelons leur philosophie
 1 point
1 point -
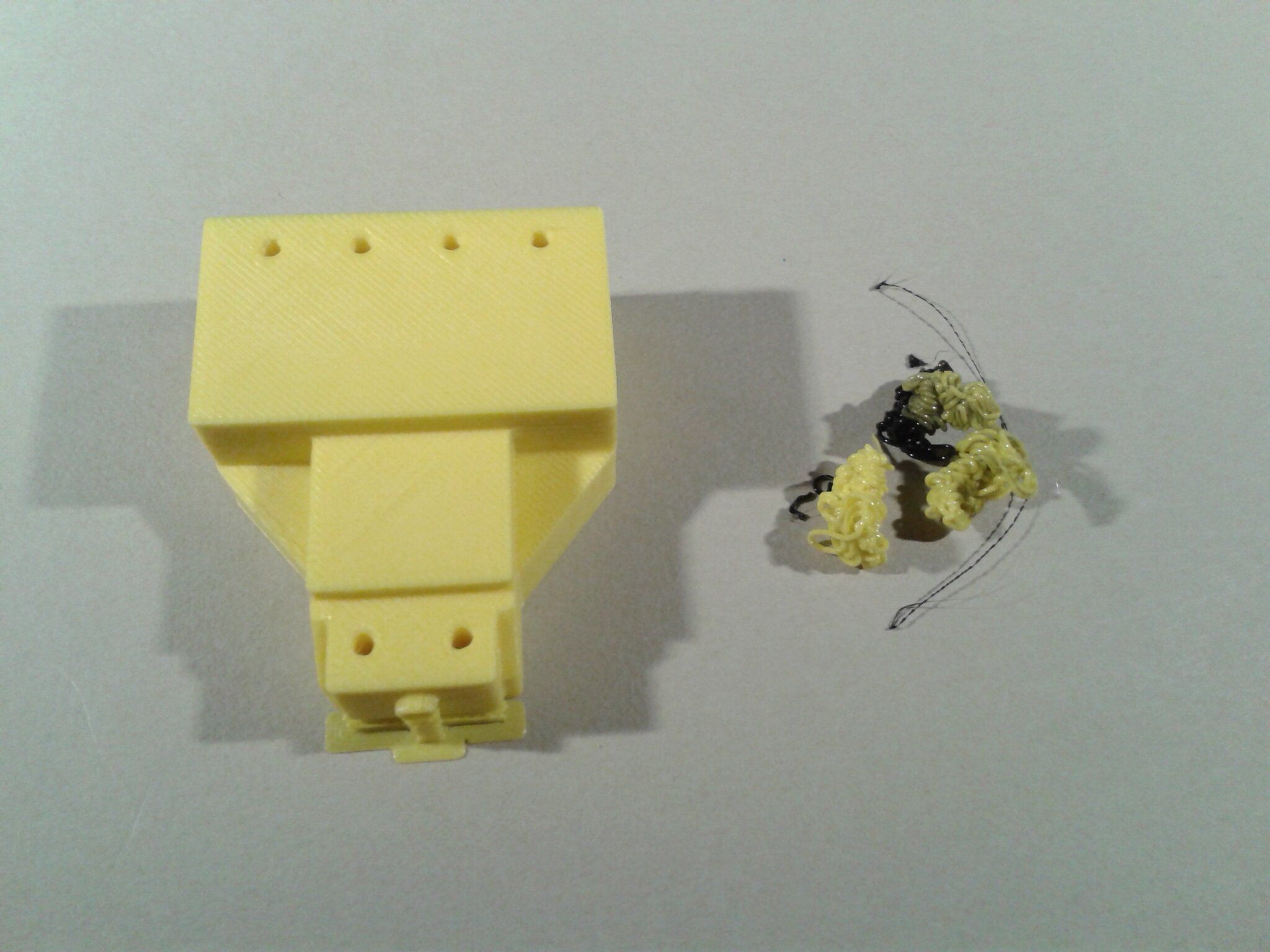
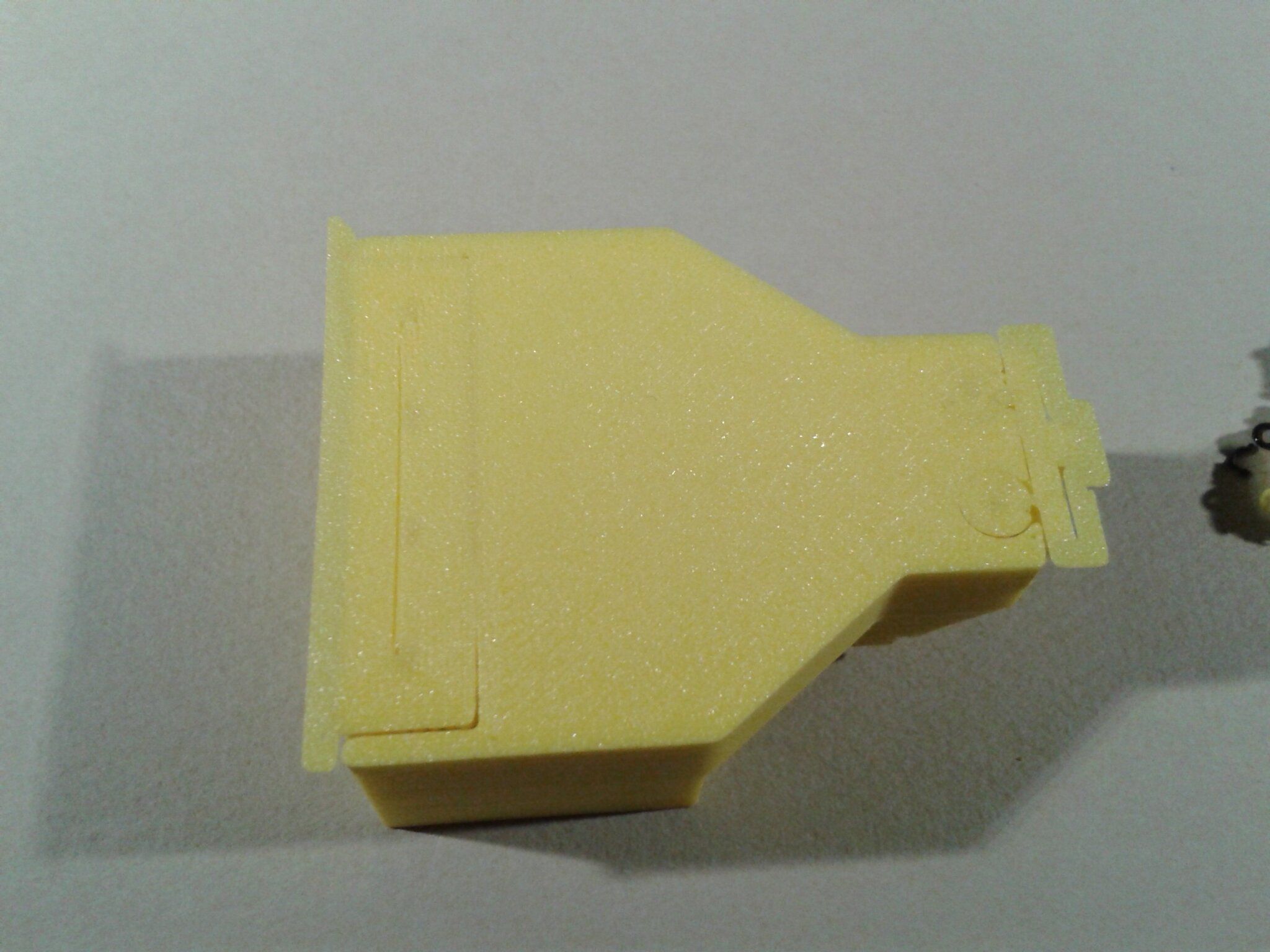
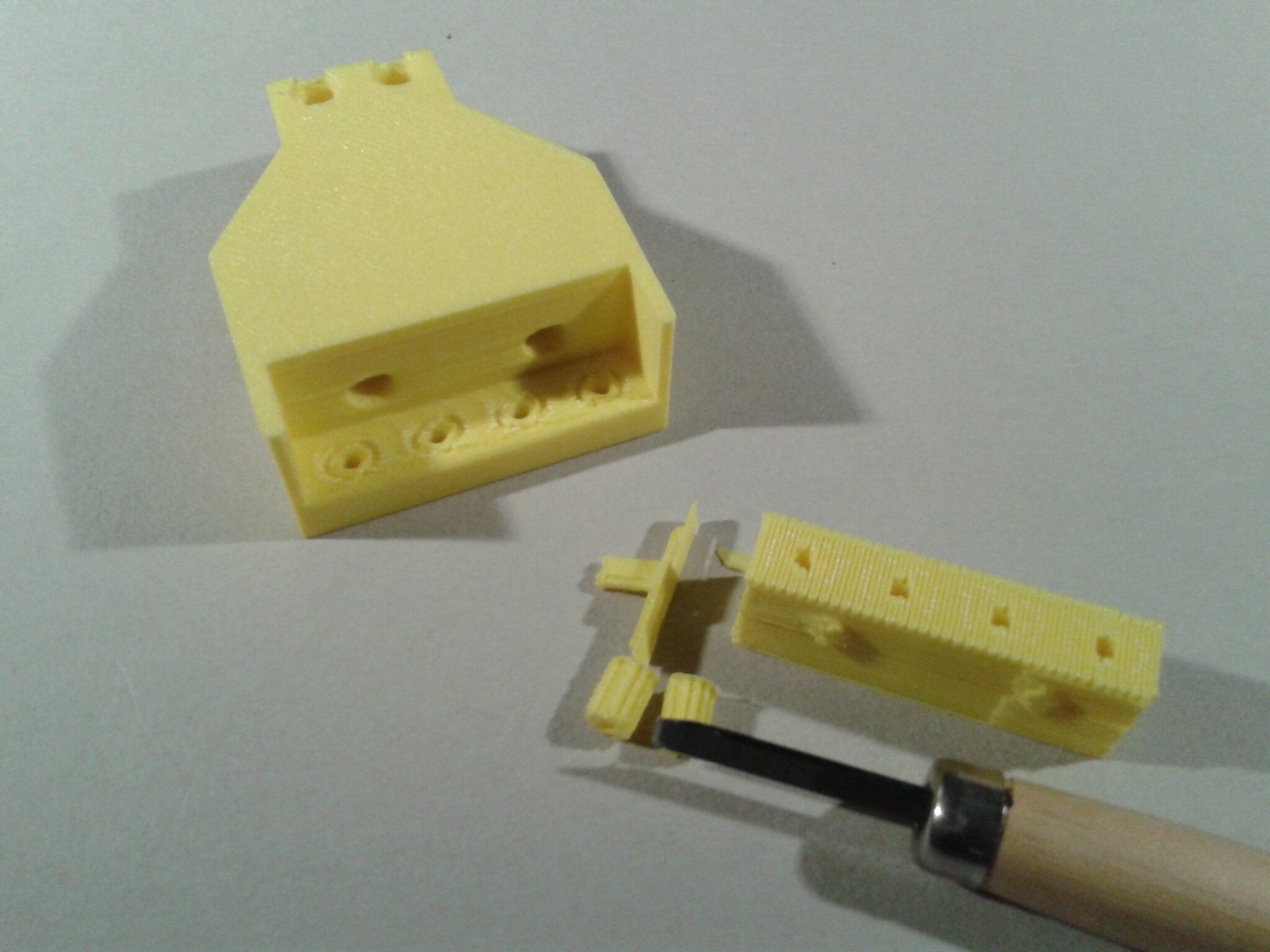
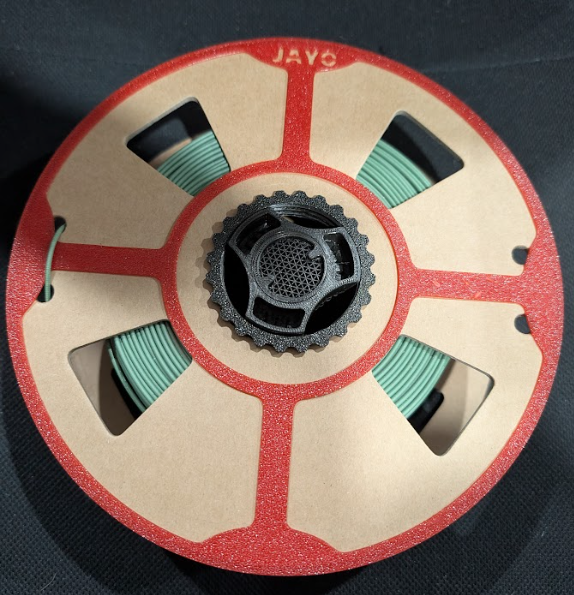
Attend je suis en train de tester un truc que je viens de modélisé a l'arrache pour voir si cela le fait @Carlito06 bon mon modèle consomme un peu moins de filament et semble assez résistant mais j'ai fait une V2 avec une surface couvrante plus grande sur le flan de quelques mm voir si sa apporte un plus. Il ce et en place parfaitement et semble parfait en diamètre de bobine, je vous confirme sa Dans 35min. Bon alors c'est presque bon, il ce place bien sur la bobine il ce déroule parfaitement pour aller vers l'extrudeur mais ce rembobine pas les patins tourne mais la bobine reste sur place . Voila a quoi cela ressemble pour le moment, la V1 et la V2 : Au lieux d'avoir le rebord lisse je vais faire une V3 arrondie voir si c'est mieux pour le rembobinage ou alors faut que je les imprimes en TPU . Je ferais les test suivant demain fin d'après midi mais c'est bien casse bonbon cette connerie


 1 point
1 point -
La dernière version de CURA semble avoir été améliorée au sujet des coutures : https://community.ultimaker.com/topic/46377-ultimaker-cura-59-stable-released/1 point
-
@RT36 Prix coûtant pour les compatriotes PCC, marge pour les autres.1 point
-
De la marge sur les exportations pardi ! Confirmation par Jo himself Confirmé également par Jo sur la même vidéo, j'avais bien compris la subtilité, la garantie est préservé mais décline toute responsabilité si la maison brûle. Pour ceux que ça intéresse, c'est vers la fin du live.
 1 point
1 point -
@fran6p j'ai la solution, regarde là voilà le résultat @Motard Geek c'est PLA Silk bronze pour être précis et franchement le rendu est vraiment très beau, très uniforme
 1 point
1 point -
Super ! Ca marche Merci beaucoup1 point
-
Autant pour moi, j'avais mal interprété le paramètre. Du coup, je te laisse creuser, désolé1 point
-
Bonjour, Tous les branchements vérifiés, débouchage buse & gorge... et c'est reparti. Par contre je ne saurais jamais quelle manip a débloqué la situation. Cdt1 point
-
Un petit peu plus d'infos sur ce VVD (j'ai sauté le début qui est en allemand) : Donc pas pour tout de suite (février / mars 2025), plusieurs versions (avec / sans chauffage), communication avec Klipper pas encore définitivement établie (tests actuels en USB et CAN bus), prix probablement au plus égal aux matériels concurrents (⩽ 300 €), etc.1 point
-
Quelle extension de fichier ? 3D Buider est (peut-être) capable de faire cela...1 point
-
@pjtlivjy Oui, toutes mes machines sont sur onduleur, même si la durée sur batteries n'est pas énorme, ça évite de perdre un job de 24h ou plus pour une micro coupure ou une coupure secteur de quelques minutes. @fran6p Merci pour l'info. Le bouton Firmware Restart de Fluide marchait mais lors du reboot, impossible de se reconnecter à Klippy... Idem sur le TJC. Donc j'ai fait un arrêt électrique + redémarrage quelques minutes après. Le problème n'est pas lié à une température qui dépasse la limite, on le voit sur la log Klippy, mais un souci de communication. Pour info avec une buse à 265°C, plateau à 80°C, chambre à 55°C pendant 16h, je n'étais qu'à 67°C sur le RP2040 (qui déclenche à 85°C) et un ventilateur SUNON de 20 mm plus performant + radiateur cuivre. Plus performant ne veut pas dire moins bruyant... Pour le Rockchip, je tourne à 45°C avec le ventilateur 40mm d'origine et une régulation type PID. Bon le bruit je m'en fiche un peu, j'ai d'autres machines bien plus bruyantes dans la salle. Cela fait 6h30 qu'elle tourne sans soucis. A suivre1 point
-
J'ai vu aussi ce problème dans différent test. En espérant qu'ils auront remédié au problème dans la version européenne.1 point
-
Merci @pjtlivjy. Je ne connais pas du tout la marque Qidi. Je vais aller voir tes liens. Michel1 point
-
Salutation Je dirais de commencer par vérifier qu'il n'y ait pas de possibilité d'avoir permuté les cordons d'alimentation entre les machines. ( Si pas les mêmes tension et ampérage entre les blocs d'alimentation cela pourrait éventuellement expliquer certain problème mais habituellement cela fait rebooter les machines quand on lance les UV ) Pour la MonoX ( où les pistes serait une source UV faiblissante et/ou un écran LCD de masquage HS) comme tu as déplacé la machine, éventuellement le câble ruban de l'écran LCD de masquage qui aurait bougé et peut-être que de simplement le déconnecter et le reconnecter de la carte mère pourrait si tu as de la chance résoudre le problème.1 point
-
Tu peux aussi faire un redémarrage de l'hôte (≃ reboot), via le menu de Fluidd : Ç'a dû m'arriver au tout début avec les premières versions des capots qui étaient moins ventilés et uniquement passivement. Plus depuis remplacement des capots de tête. Au début de cette semaine, j'ai eu un arrêt en cours d'impression à cause d'une température excessive du RK3328. Sa température est surveillée via : [temperature_sensor Rockchip] # RK3328 sensor_type: rpi_temperature # alternate def sensor_type: temperature_host min_temp: 5 max_temp: 80 Quand il est monté à plus de 82 °C, Klipper a déclenché l'arrêt d'urgence. En fait, c'était le ventilateur arrière de 80 mm, monté à la place du 40 mm, qui défaillait (un an de bons et loyaux services). Remplacé par un Noctua 40 mm, 24 V en stock et retour à la plaque métallique arrière d'origine. Depuis, la température se maintient sous les 50-55 °C.
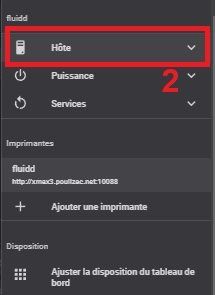
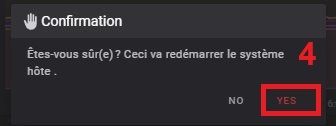
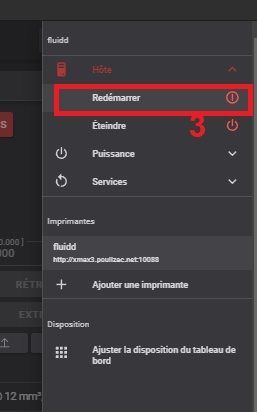 1 point
1 point -
Les deux mots rear et back sont des synonymes dans ce contexte1 point
-
Le patron du Solent est en cous d'impression, ce soir ou demain, j'assemble la voile ! les essais ne seront pas pour ce weekend, on a un gros coup de vent par chez nous jusque à lundi soir !
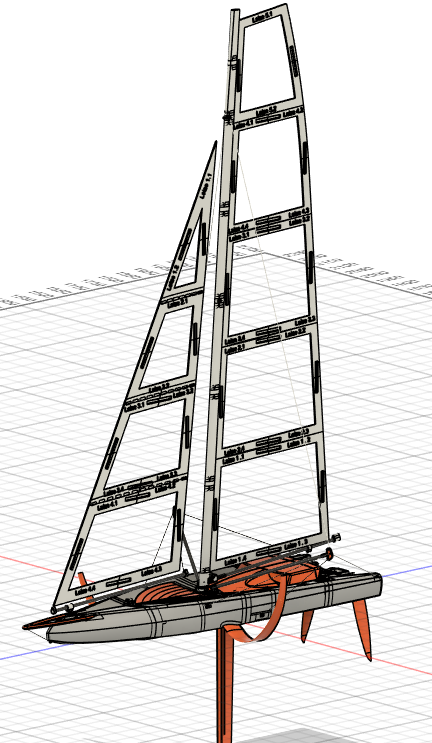 1 point
1 point -
super nouvelle @-XIB- content que tout soit rentré dans l'ordre, même si c'est fastidieux le calibrage et le séchage sont les préambules pour faire bonne impression1 point
-
salut @V3DP ça m'est arrivé une fois également, environ 2 mois après son arrivée et depuis plus rien j'avais pensée que c'était lié aux vibrations car au départ les câbles USB C ne sont pas vraiment prévus pour gigoter comme cela. question : elle est branchée sur un onduleur ? après est ce un problème de qualité puisque l'on a du C, du C1 et du C21 point
-
Qidi et Bambu Lab commercialise un ASA aero. l' ASA est déjà à la base plus léger que le PLA (densité de 1.07 vs 1.24) l' ASA est d'autre part le filament le plus résistant aux UV il est d'autre part bien plus résistant aux chocs que le PLA et de manière générale plus intéressant mécaniquement que le PLA et il est également plus résistant en température la page de présentation de Bambu Lab (en plus ils le font en promo en ce moment ) étant bien plus sympa et instructive que celle de Qidi je vous mets le lien ici la page Qidi on tombe après une impression optimale à une densité de 0,46 gr/cm3 colorfabb en fabrique un qui arrive à 0.43, vous le trouverez ici (promotion de -25% pour le Black Friday ) il en existe un autre encore plus léger mais à priori uniquement distribué aux USA qui tombe à 0.38 et celui d'un fabricant Chinois sur lequel j'attends des informations et pas que ... pensez y avant de perdre les clés de votre atelier !
 1 point
1 point -
grand merci ... du coup je ne suis plus triste1 point
-
@MrMagounet Merci à toi pour le Auto/Sans bord, c'était ça mon problème de jupe, cette fonction à du rajoutée, car avec la V1.9.1 je n'avais jamais rencontré se problème @+ Jean1 point
-
Retrouvez toutes les réductions sur les imprimantes 3D pour le Black Friday 2024 chez GeekBuying, avec la Creality K2 Plus Combo à -110 € https://www.lesimprimantes3d.fr/geekbuying-black-friday-2024-20241123/1 point
-
@Motard Geek à quand la carte de crédit "LesImprimantes.fr" avec les options "no limit" et "open bar"1 point
-
Bien vu, je vais faire de même1 point
-
à cause toi @Julien je vais être obligé d'imprimer une nouvelle carte de crédit1 point
-
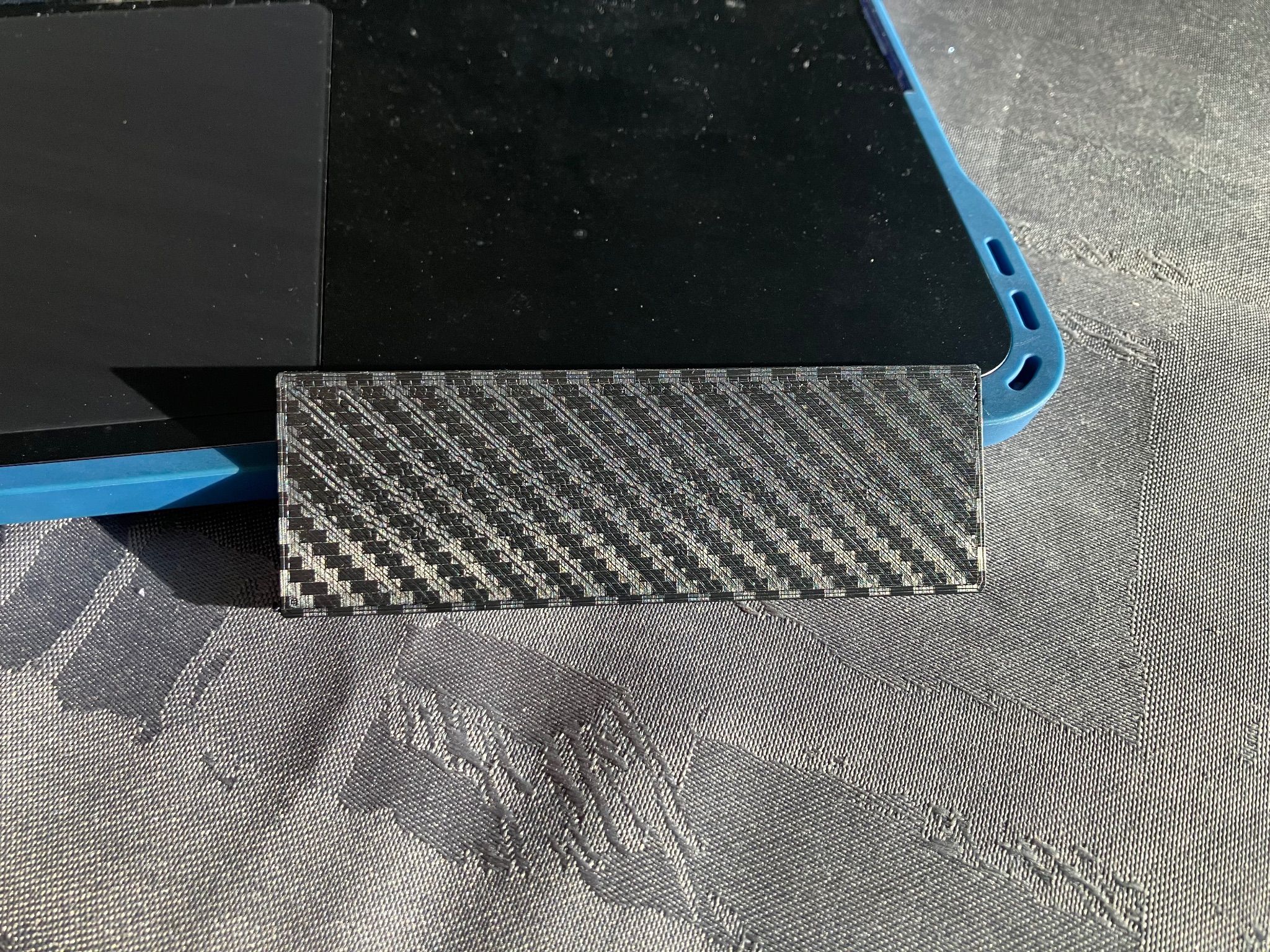
petite impression d'ABS Qidi ce matin en 30 x 90 mm utilisation du profil stock Qidi c'est passé crême pour la première couche on a le périmètre à 50 mm/s et le remplissage à 105 mm/s le rendu effet carbone en tout cas le décollage des pièces sur le PET froid c'est un plaisir
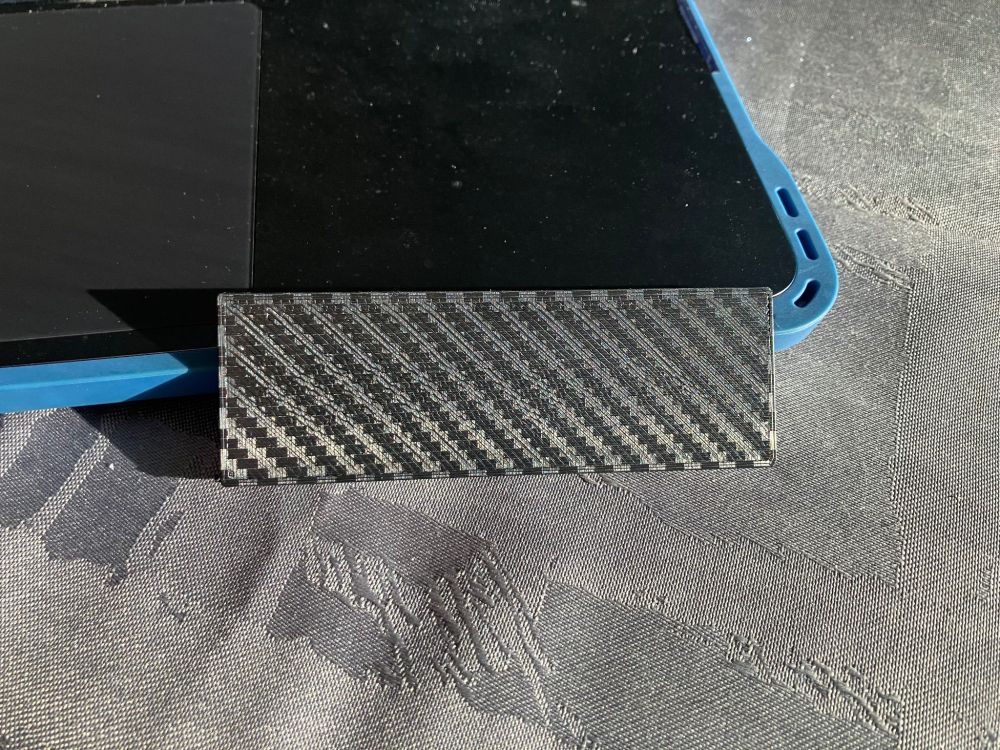 1 point
1 point -
bonjour pjtlivjy merci pour ta réponse la référence dont tu parles, c'est la position par rapport au point zéro de l'axe X Y dans l'esquisse de fusion 360 ? donc pas moyen de déplacer les pièces sur le "plateau" de lasergrbl" ? merci de ta réponse cdtl1 point
-
ah oui quand même ... là ça change complètement la donne et plus l'objet est petit et comportent de filaments différents et plus le ratio est défavorable donc je complète mon précédent message : les ventes de tube PTFE et de filaments vont carrément exploser tu me permets de réaliser que le problème des déchets sur du multi filaments n'est pas un détail, n'en ayant pas je n'avais pas percuter1 point
-
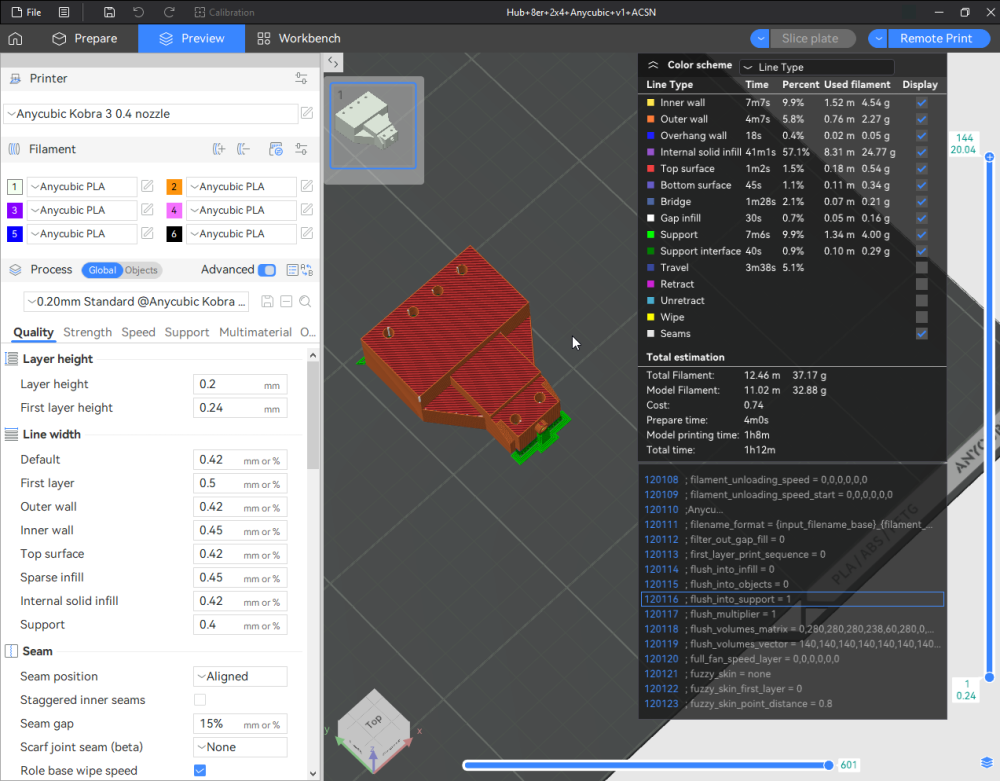
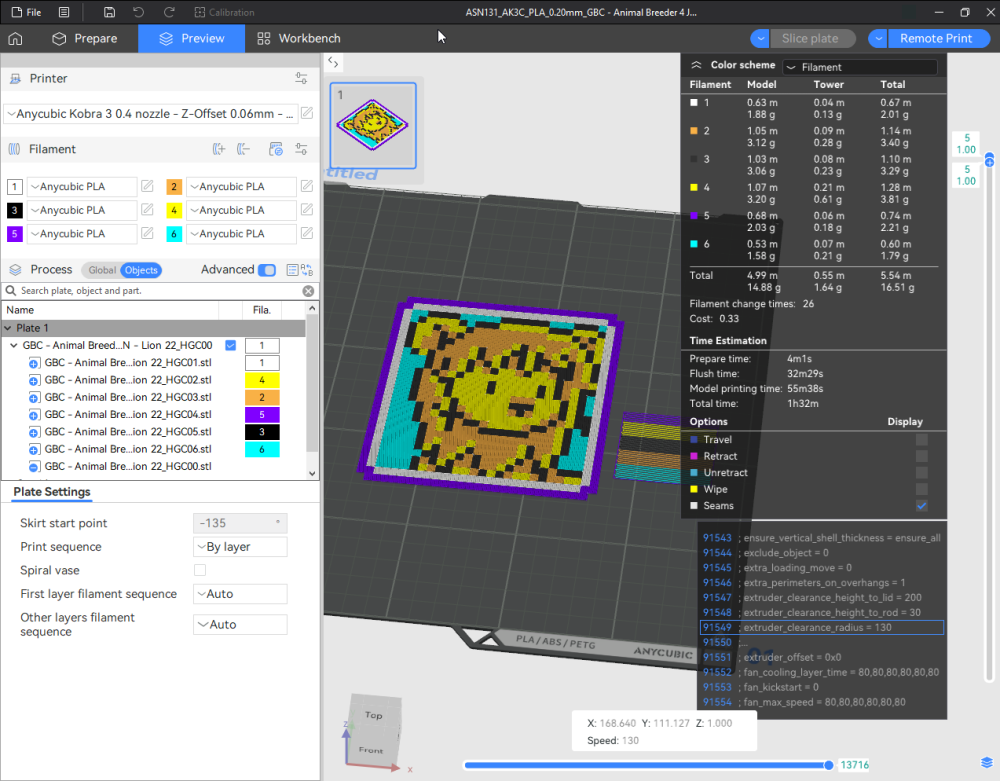
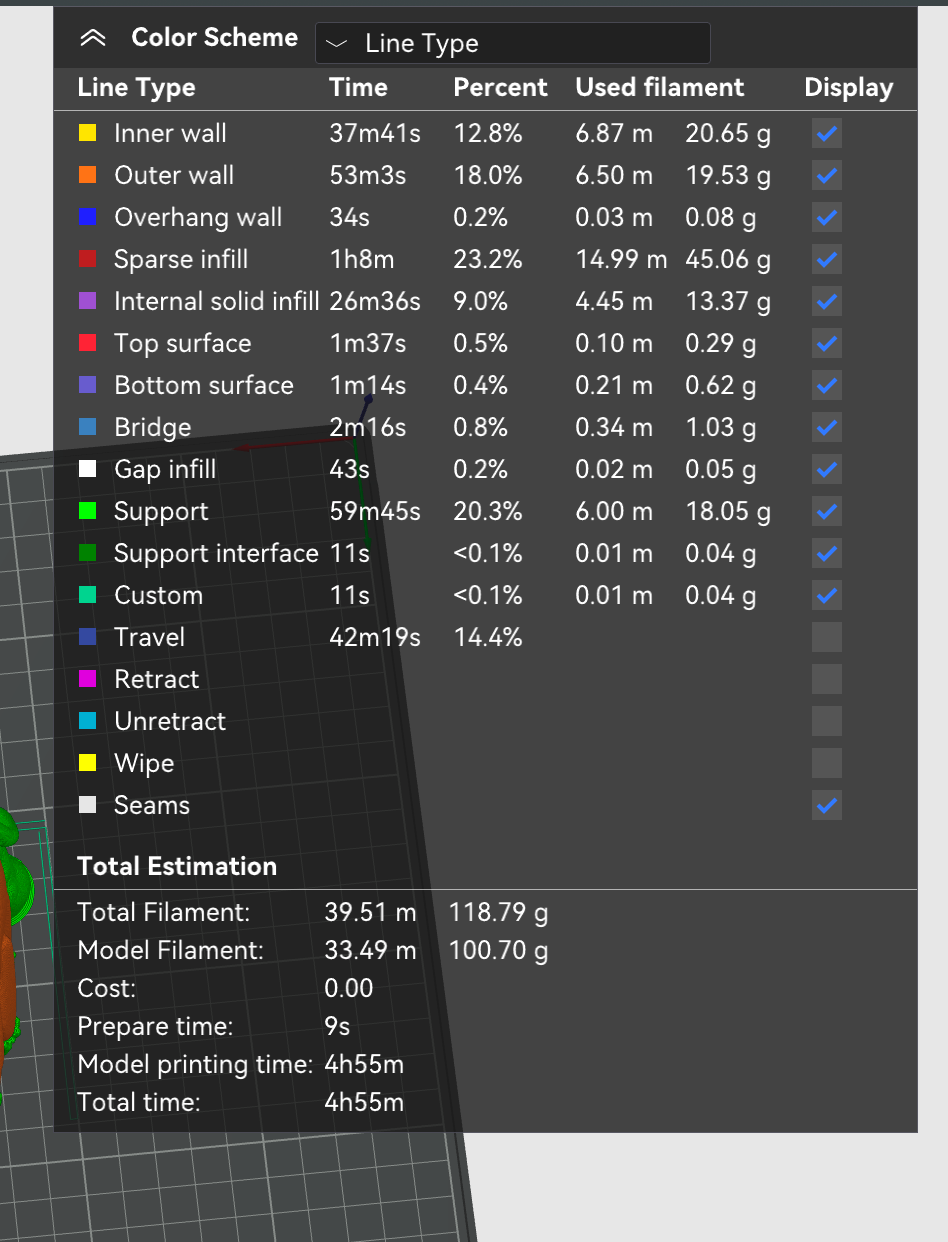
Malheureusement, c'est bien plus… Car "Anycubic Slicer Next" n'estime pas (encore ?) les volumes perdus lors des purges. Pour avoir une meilleure idée du volume des purges, il faut repasser à "Anycubic Slicer" ici la v1.4.4 Si je ne me suis pas trompé dans mes calculs sur les volumes estimés avec un tranchage sous "Anycubic Slicer" v1.4.4 Le modèle fait 17.04 g La tour de nettoyage fait 1.69 g Et les purges font 30.07 g (Edit > Zut j'ai tranché pour du PETG ... et non pour du PLA. Mais comme on cherche le rapport, la différence de poids des matériaux n'a ici pas d'importance)
 1 point
1 point -
une petite vidéo qui montre l'étiquette originale avant "rectification" manuelle1 point
-
dans un autre genre, une boule de Noël que j'ai trouvé original et qui montre bien les capacités de nos petites Qidi l'anneau fait 74 mm de diamètre, slicer en 0.2 mm avec l'option This Wall coché sinon il manque des fils

 1 point
1 point -
ok je fini mon test, je suis parti sur du tpu... voila, pour jayo, ça irait? agrandisseur.stl


 1 point
1 point -
Je vois que le boulot a été fait et bien fait sur ce dépôt Github par @Guillaume3D... Ca me donne envie d'upgrader la mienne au vu du taf dingue qui a été entrepris. La reprise d'un projet qui n'est pas le sien est loin d'être simple (enfin on avait bien taffé avec @Kachidoki quand même!). PS : Au passage, qui peut me dire comment citer le nom du membre, je passerais moins pour un c... PS2 : Merci @fran6p me sens moins con la...1 point
-
Pour ceux qui seraient intéressés et n'auraient pas le courage de chercher, le dépôt Github est là. La PR de @Guillaume3D fusionnée, ici.1 point
-
hello ! Ho la vache, je suis surpris que ce projet soit repris !!!! Pour info, je suis a la racine de ce projet, développé avec Kachidoki sur le forum MakerFr un peu avant le premier confinement, c'est dire ! je trouves tes upgrades très judicieuses, tu aurais été d'une aide précieuse pour qu'elle soit aux petits oignons. On avait beaucoup mis l'accent sur le coté duplication et dual, pas assez sur les autres points. Je serais ravi que tu partages les points améliorés, les stl de pieces,etc...1 point





.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)