Classement




Contenu populaire
Contenu avec la plus haute réputation dans 14/12/2024 dans Messages
-
Allez les gars de l'INRAE, il faut vous bouger le fion. On arrive à faire du filament avec des céréales, c'est bien. Maintenant il faut réussir à faire de la résine avec du Pinard, nous sommes en excédent. Pour commencer, trois couleurs serait top : Rouge, Blanc et rosé.4 points
-
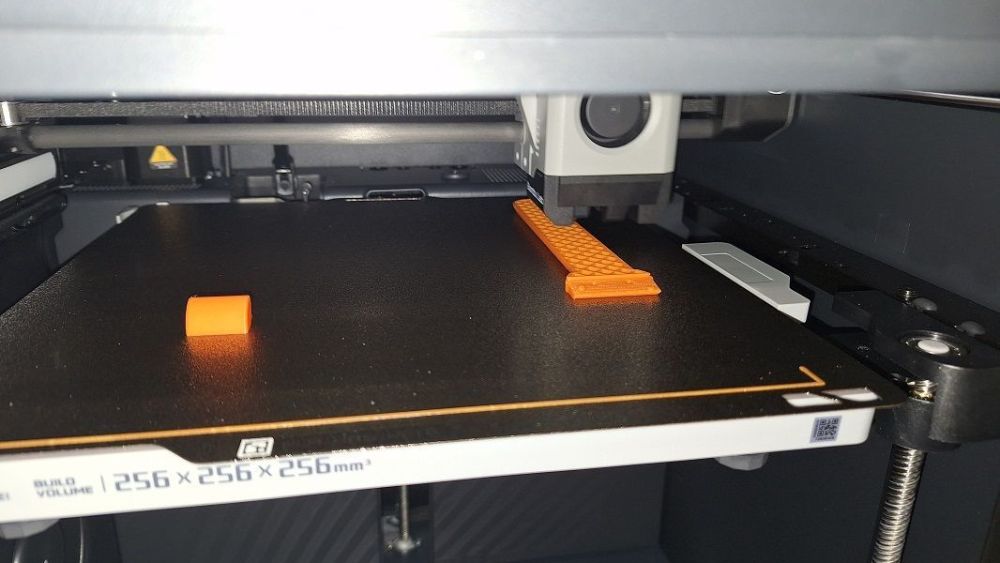
Essais de position des jambes avec impression brouillon sur la bambu (pas de remplissage et une parois) Puis impression sur la mono X, reste le plus chiant à faire...


 3 points
3 points -
Apparemment, il y a bien une Bambu Lab H2D dans les tuyaux... BAMBULAB LIMITED Trademarks & Logos3 points
-
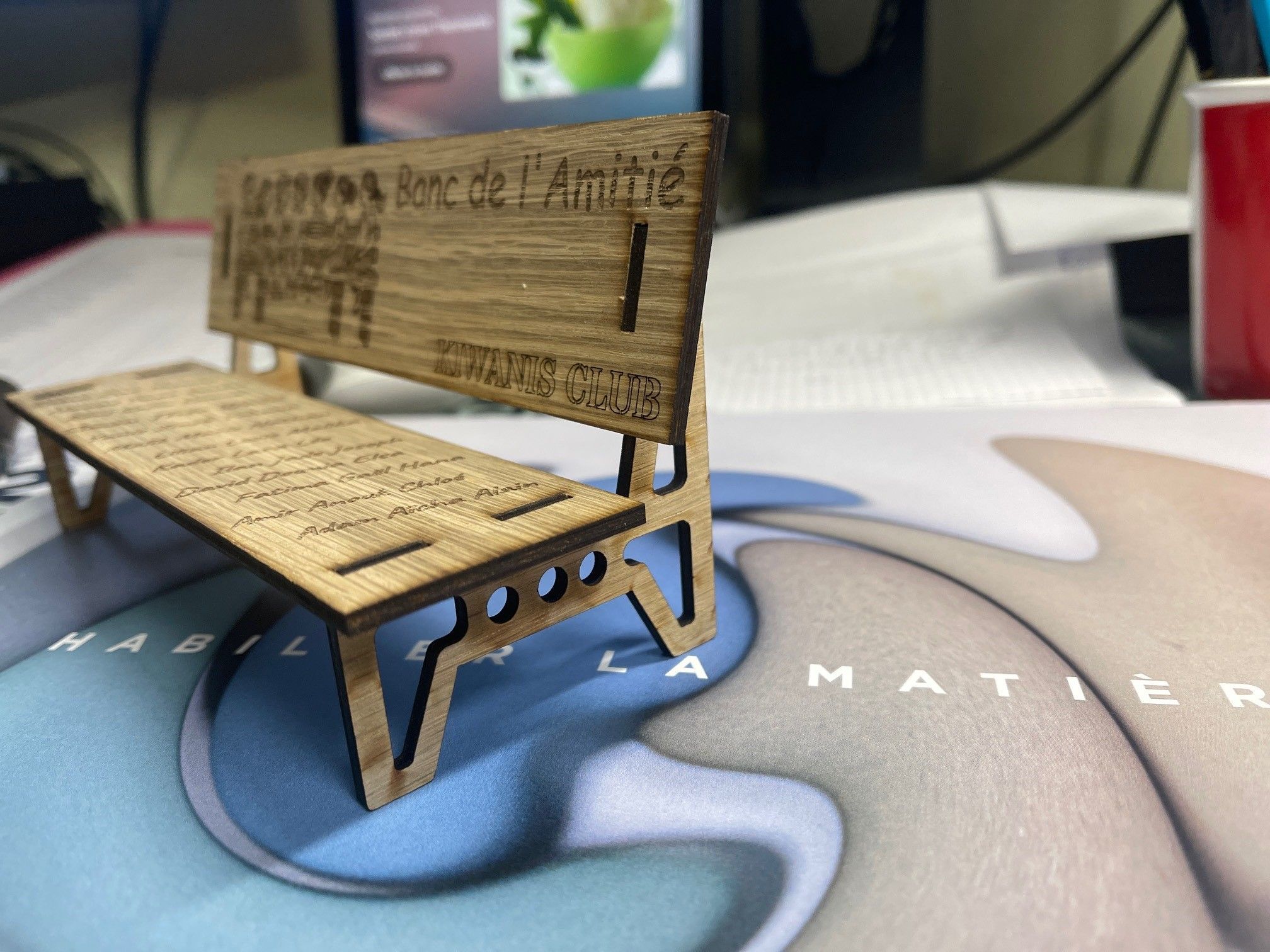
Les clubs KIWANIS mettent en place dans des écoles des bancs de l'amitié. Le but est d'éviter l'exclusion et favoriser le dialogue, les instits doivent expliquer aux enfants pourquoi ce banc est installé. Le fait de s'y assoir c'est envoyer un signal sur son envie de communiquer, de ne pas rester isolé, c'est un message pour les autres enfants afin qu'ils viennent partager ce replie qui peut s'avérer dangereux pour certains enfants. J'ai fait des petites maquettes de ces bancs pour que les instits en parlent plus facilement dans la classe. Le cout est entre 400 et 500€ par banc et nous souhaitons en installer plusieurs centaines en France, à condition que les instits jouent le jeu et fassent une réelle information aux enfants et un suivi régulier, car dans le cas contraire un banc est un banc et cela n'a aucun intérêt. Dans une plaque de 300x300 ep:3 je découpe trois bancs complets

 2 points
2 points -
@PPAC arrivé à 11 h 40, il est 14 H 30 sur c'est encore un apéro qui traîne en longueur ça2 points
-
Ca y est, imprimante reçu il y a 4 jours, mais interdiction d'utilisation avant le 25 décembre ...2 points
-
Avec une version pétillante pour les résines a base de mousseux ou autres champagnes2 points
-
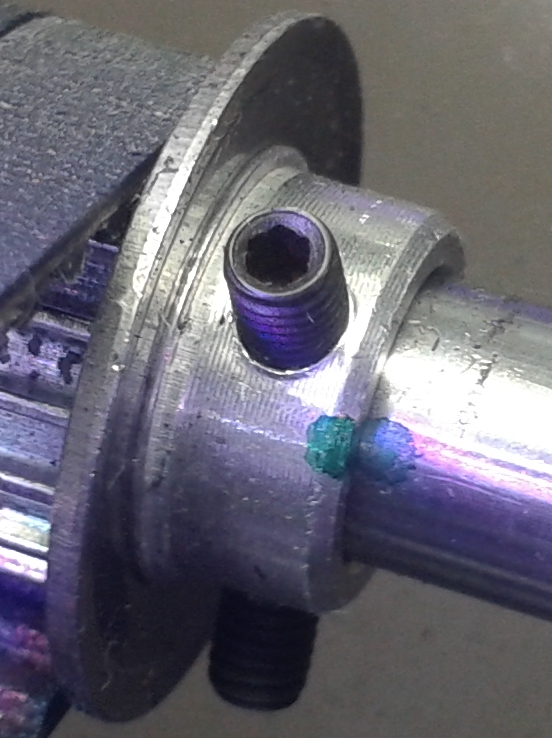
Faire un "Ironing" manuel post-impression ? ( Placer des feuilles de papier cuisson au-dessus et au-dessous de l'impression, et ensuite utiliser un fer à repasser. Normalement le papier cuisson empêchera le PLA de coller au fer à repasser et se décollera facilement de l'impression après repassage. Il ne faut pas non plus repasser trop longtemps ni en appuyant trop fort… au risque de trop faire fondre le PLA et de déformer car on a trop écrasé l'impression alors quelle était sous le fer ) Tu avais plusieurs têtes ou tu dois délicatement retirer le "blob" pour tenter de sauver la seule que tu as actuellement ? (dans le dernier cas, bon "dé-blob-age" de la tête d'impression.) Je surveillerai aussi ce qui est porté sur l'axe Z ... vu la taille de la machine, le moindre écart de rotation/déplacement d'une des quatre tiges filetée ou de guidage Z et cela met le cadre de support de la tête en biais par rapport au plateau… ( pense à faire un trait/une marque témoins entre tous les engrenages et tige où ils sont fixés pour vérifier qu'ils ne glissent pas ... voir aussi entre coupleurs et tiges, et entre arbre moteur et coupleurs, ici, pour rapidement vérifier si cela a bougé ou non, si "le trait"/"la marque" de marqueur vert qui passe de l'engrenage à la tige lisse n'est plus aligné, alors, je sais que cela a glissé. )
 1 point
1 point -
c'est avec grand plaisir, entre techniciens c'est toujours un plaisir de participer à faire avancer les choses1 point
-
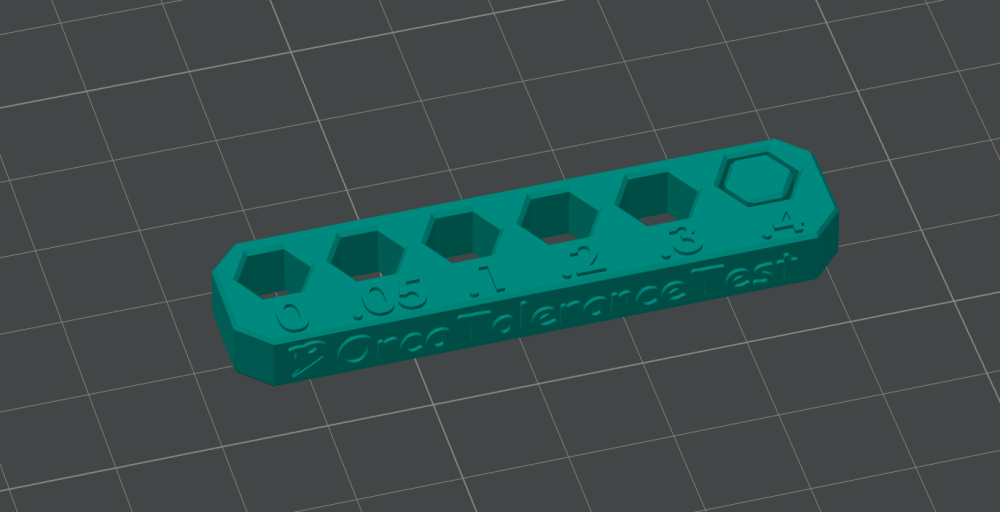
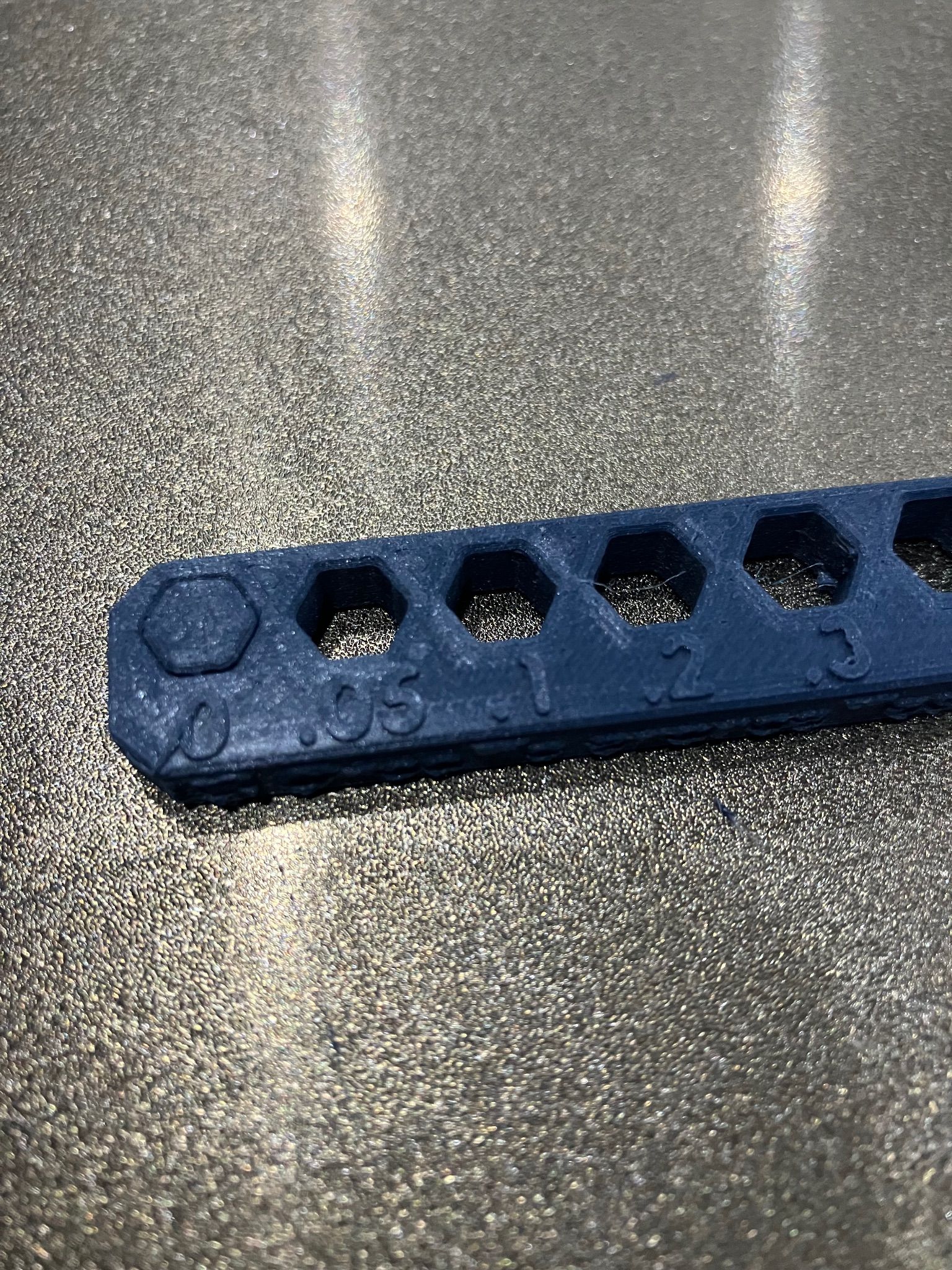
tu vas être content @RT36 à 0.05 ça glisse et à 0 il faut un peu appuyer mais rien de dingue, effort très modéré et je le ressors sans souci couche de 0.08, remplissage 15% rectilinear les photos ne sont pas extra mais j'ai des reflets de partout

 1 point
1 point -
premier test, ça passe à 0.1 au delà non mais n'étant pas satisfait de l'aspect je refais une calibration complète du filament1 point
-
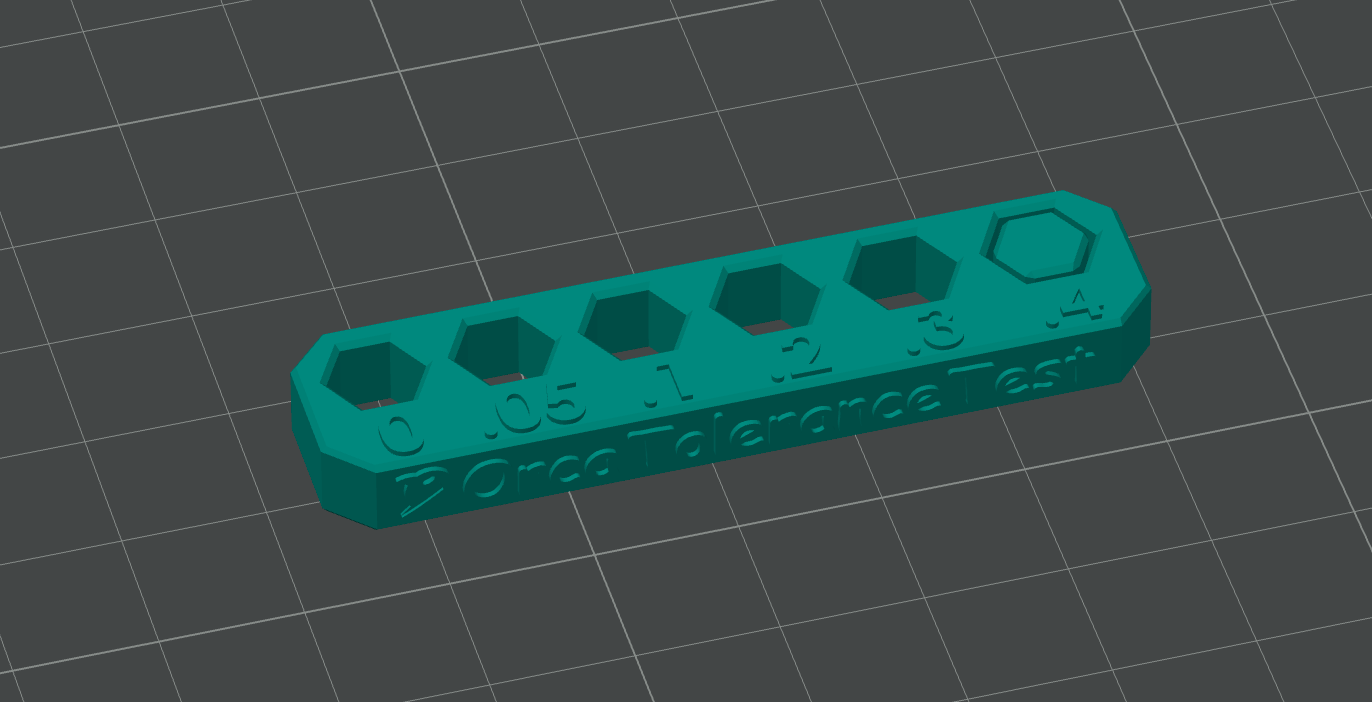
@3xkirax3 juste un test de tolérance d'ajustement entre un pion hexagonal et l'évidement correspondant @RT36 l'imprimante est en train de chauffée
 1 point
1 point -
J'espère que @pjtlivjy n'a pas d'animal à proximité parce qu'il serait capable de lui faire subir le même traitement qu'aux bobines, filament et tout ce qui lui passe sous la main : pesée et passage dans le sécheur1 point
-
Pour les thumbnail, je n'ai pas de soucis. Si, tu gardes le centre en carton. la clavette s'enfonce dans le carton. Pour tes bobines plastiques, Regardes comment elles se comportent dans ton CFS; le carton ne larche oas bien dans le CFS c'est pour ça qu'on les remplace.1 point
-
Je voulais prendre un peu d'avance en commençant quelques impressions vu le nombres de pièces à imprimer... oui mais avec la bambu ça va trop vite, c'est malin du coup, j'ai finie de tout imprimer.... Bon comme j'ai pas l'électroniques, ni les vis et les inserts va falloir patienter..... J'ai quant même regardée dans mon stock et j'ai quelques trucs comme le joytick arduino et quelques vis et inserts, je vais en profiter pour tout trier, ranger et du coup imprimer quelques boites (j'aime bien le principe Gridfinity) pour ranger mes vis par diamètre...Ca m'occupera un moment, le temps de recevoir quelques trucs...


 1 point
1 point -
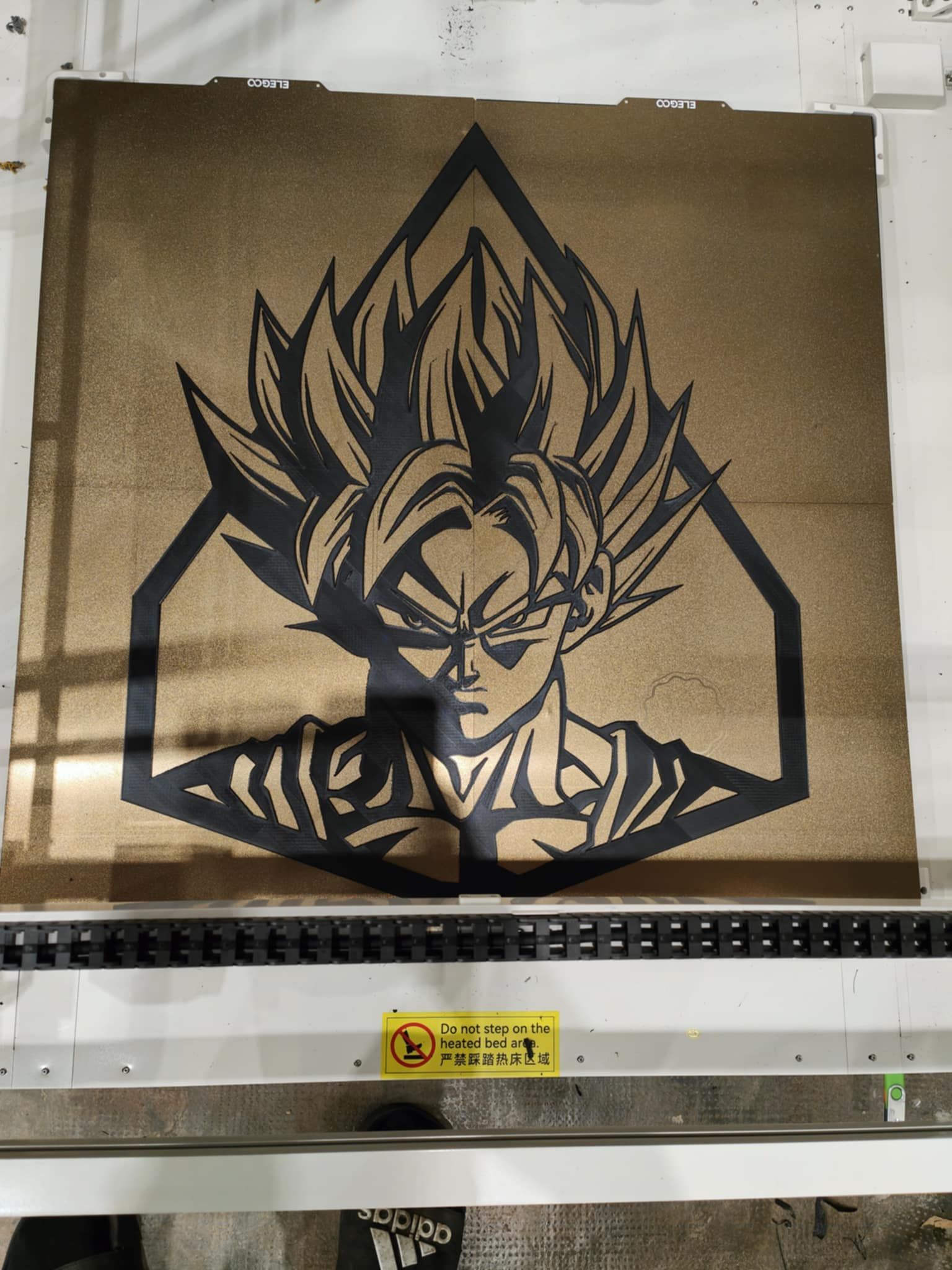
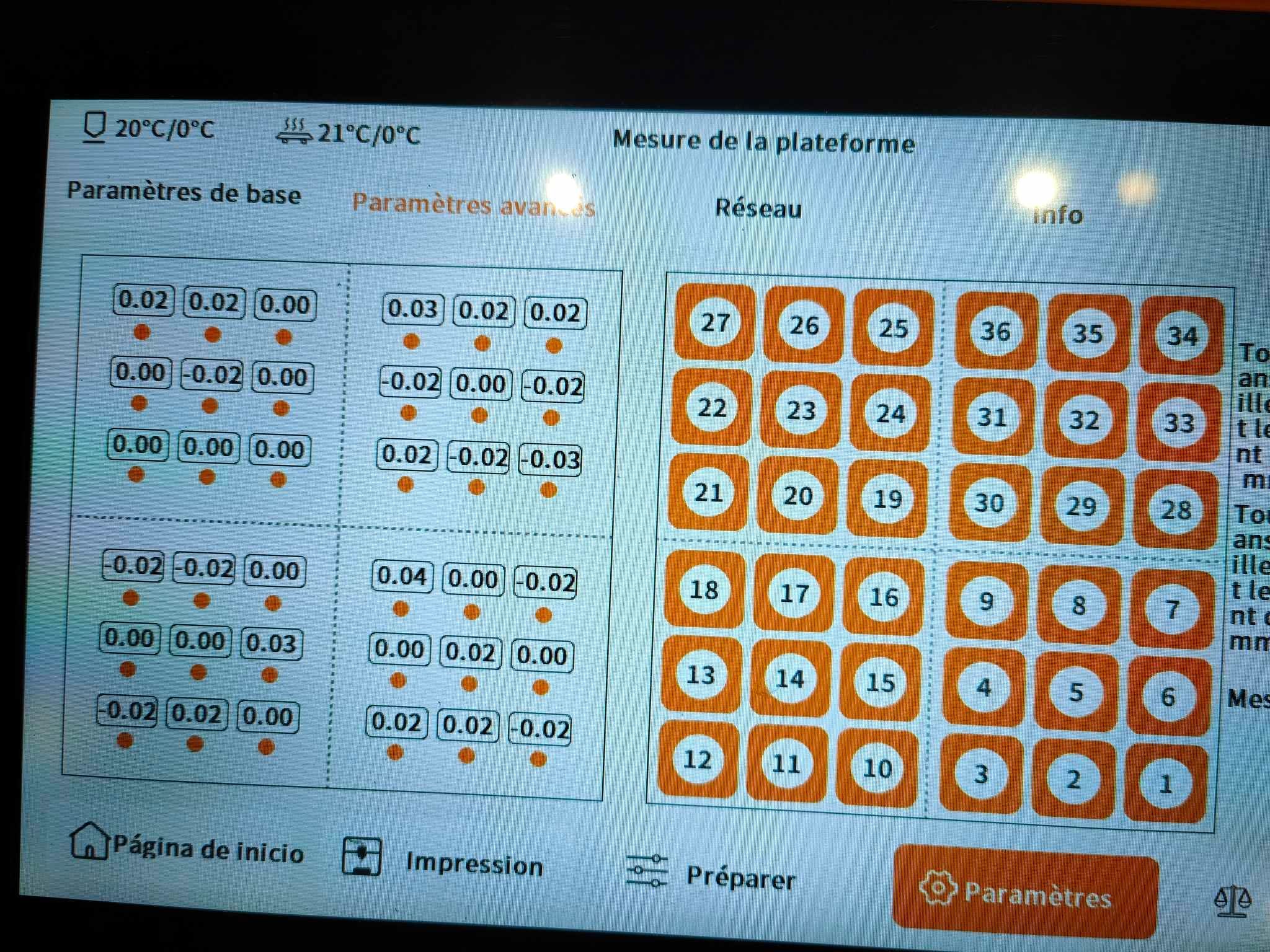
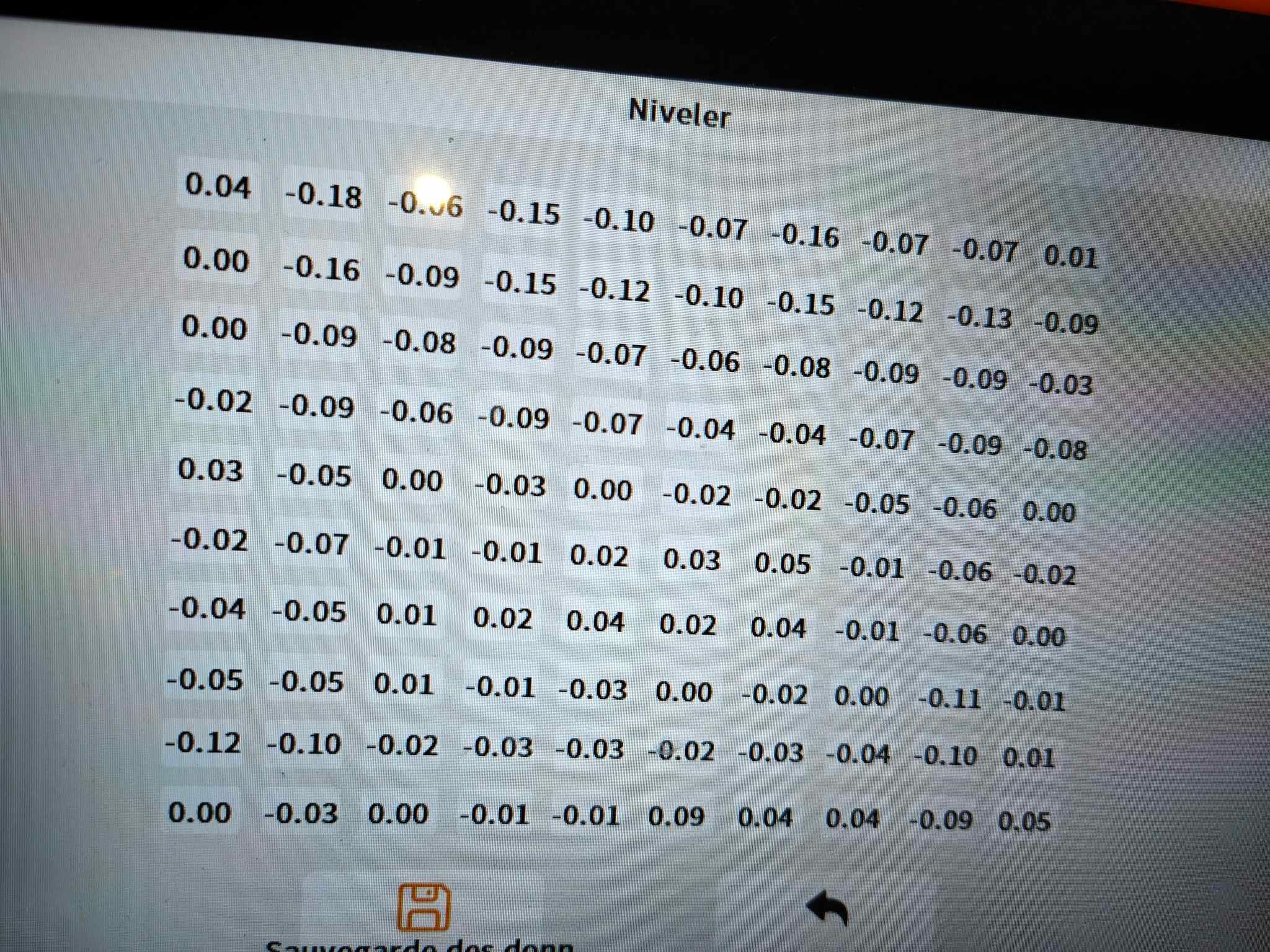
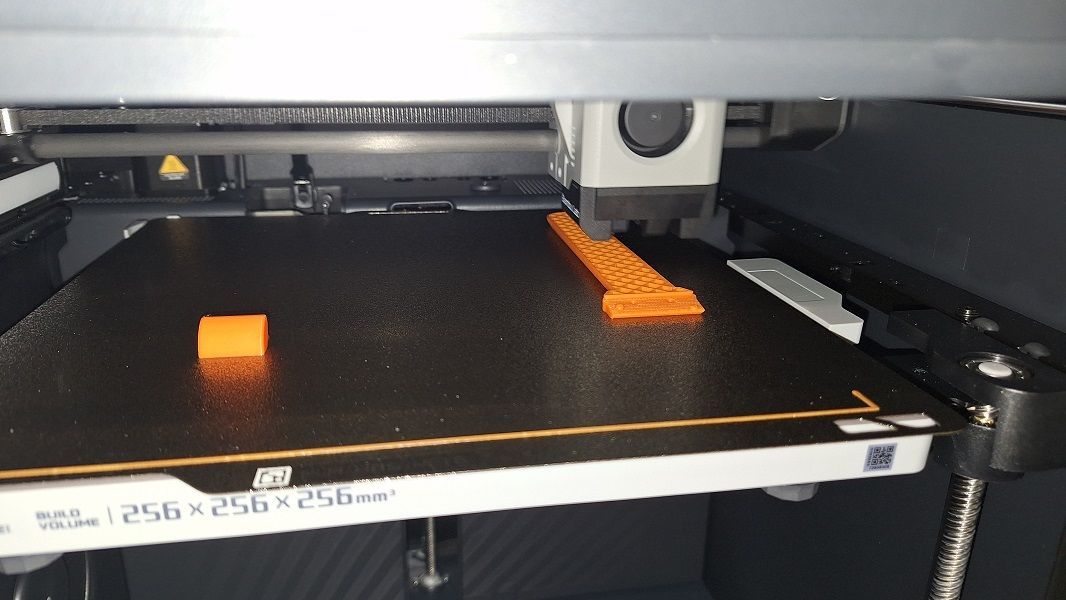
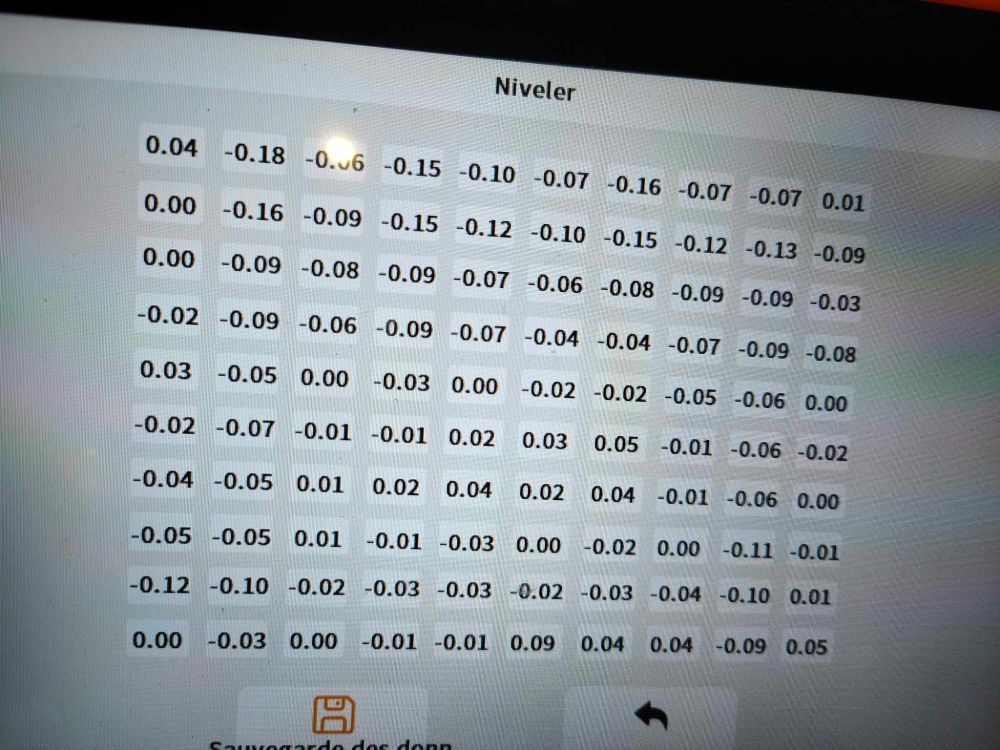
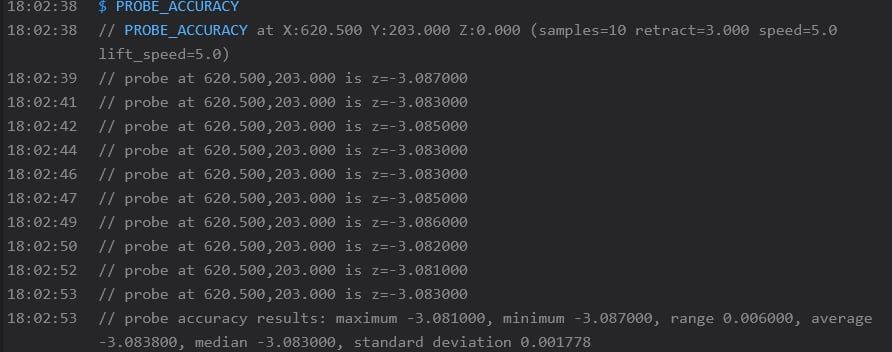
Quelques nouvelles peu réjouissante. Après avoir enchainé les wrap et les fails, j'ai arrêté Orca Slicer et j'ai repris "Elegoo Cura", les impressions semblent plus fiable, avec orca, après les premières couches, le filament ne se déposait tout simplement pas sur les autres couches. Le goku est sorti mais de près, les couches ne sont pas terribles J'ai par là suite retenté d'imprimer le même type de fichier avec un motif de tournesol. Après 11 heures d'impression, il a wrap et j'ai du arrêter la machine. J'ai refait un calcul des données du plateau, tout avait bougé... J'ai donc tout remis à 0,02 max et refait un leveling. Le tournesol est sorti mais les couches sont vraiment vilaines : J'ai ensuite balancé un Anubis, au bout de 11 h d'impression, c'était pas trop mal, je suis allé me coucher. Au réveil, le print a été emmené par la buse, la buse c'est bouché et m'a craché du filament de tout les côtés quitte à me faire un étron de l'espace... Bref ,les prints larges sont vraiment pas beau, comme vous le voyez le dernier a provoqué un fail de l'espace. De plus, je suis contraint de reniveller le plateau après chaque grand print, la faute, d'après moi à des ressorts (dont le leveling sur les vis permet de le rendre plus "plat") de mauvaise qualité. Je pense que chaque print met un peu en contrainte les plateaux. Les photos ci-dessous : A gauche le controle manuel, à droite, les données du leveling après la chauffe du plateau. Les PEI semblent assez moisie (déjà que je les ai reçus avec des impacts à droite et à gauche La commande "Probe " de Klipper (merci Mr Magounet) ne semble pas annoncer de réel soucis au niveau du capteur de la machine : Je vais contacter Elegoo, voir si ils arrivent à me mettre sur la piste, je passe peut-être à côté de quelque chose








 1 point
1 point -
Au delà du scann, il y a aussi souvent possibilité de le redessiner. Tu peux nous montrer des photos ? Une fois redessiné ou scanné, on peut faire une impression en PLA par ex pour voir si la géométrie st ok. Et alors, une foius les mises au point faite, tu peux faire imprimer ta pièce par des "imprimeurs" spécialisés qui ont les moyens d'imprimer avec des matériaux très qualificatifs.1 point
-
si c'est comme sur les Qidi ça fait le révélé du bed (bed mesh) uniquement là ou ça va imprimer, ça peut se désactiver aussi mais comme @pleinair37 je préfère le laisser car car on sort le plateau pour la précédente impression et qu'on le remet il y a forcément quelques petites différences1 point
-
Alors je rencontre le même problème que j'ai résolu et pas gracilités à ce post... Comme on ne sait pas de quelle machine il s'agit et si le problème a été résolu ... je pense au prochain qui passera comme moi avec le code d'erreur [12FF-2000-0002-0004] [141920] je vais partager ma solution. Donc pour moi sur une A1 avec un AMS Lite le filament marchait nickel sur la bobine externe mais pas avec l'AMS le chargement était bloqué led rouge sur le 4. Du coup j'ai démonté la buse, le hub qui distribue les 4 filament sur la A1, et les tuyaux de l'AMS Lite. J'ai soufflé dedans (et aussi le feeder en question de l'AMS-lite), j'ai passé une tige pour voir si c'était obstrué etc... bref j'ai ramoné le bazar par tout les trous ! Et maintenant ça fonctionne surement un bout de filament sur le capteur.1 point
-
J'ai expérimenté différentes façon d'allier fonderie et impression 3D J'en fait chaque année, et je publie un post sur le forum Je publie aussi sur mon blog : http://electroremy.free.fr/16092018JourneesDuPatrimoine/ http://electroremy.free.fr/22092019Montagney/ http://electroremy.free.fr/20092020JourneesDuPatrimoine/ http://electroremy.free.fr/19092021JourneesDuPatrimoine/ http://electroremy.free.fr/18092022JourneesDuPatrimoine/ http://electroremy.free.fr/17092023JourneesDuPatrimoine/ http://electroremy.free.fr/22092024JourneesDuPatrimoine/1 point
-
Salut, Pour la PRO, c'est plutôt ici Cela dit, je ne vois pas trop l'intérêt de ces fichiers puisque le but d'une imprimante est d'imprimer des fichiers 3D tranchés avec un logiciel de tranchage. Pour la carte µSD, tout est expliqué ici PS: un des @Modérateurs Globaux pourra sans doute déplacer ton sujet dans le sous-forum Alfawise/Longer3D. Merci à lui1 point
-
No stress les nordistes, il parait que ça démarre en 15 minutes ces petites bêtes là J'avais quelques trucs à faire dehors et dans la maison avant de déballer mon nouveau joujou. C'est bientôt Noël et il y avait un peu de déco à faire genre sapin, guirlandes et crèche Faut bien mériter son petit apéro Après ça j'ai pu me consacrer (après avoir fait la crèche c'est pas mal ) entièrement à ma P1S. Le temps de déballer et tout monter comme indiqué dans le petite guide et la première impression est lancée. Je n'ai pas fait le benchy, j'ai lancé le bed scrapper (plus utile à mon goût) avec un des échantillons de PLA livré avec la machine. Et bien faut avouer qu'elle tient ses promesses, ça va vite et c'est bruyant Par contre la calibration avant l'impression est hyper longue. Je ne sais pas si ça fait ça à toutes les impressions où si c'est juste sur la première Je ferais peut être un post pour partager mes premières "impressions" comme je l’avais fait avec ma Prusa MINI+ Bon c'est pas tout ça mais faut que j'aille dénoyauter les olives pour l'apéro A+ JC
 1 point
1 point -
avec un alésoir, l'erreur est irrémédiable et puis le souci c'est le revêtement intérieur, on n'a pas trop d'informations on a mis le heatbreak dans une sorte de tube à essai fermé donc peu d'acétone et très peu d'air dans le tube et le tout dans le bac rempli d'eau de manière plus général avec un produit inflammable, tu fais un bain marie car pour qu'il y est inflammation il faut une flamme ou un élément électrique et avec un bac en verre peu de risque de contact avec la cuve inox du nettoyeur ultrasons là le tube c'est surtout pour les vapeurs car ça pique un peu comme e-liquide1 point
-
2-3 mois, c'est ce que j'ai pu observé pour l'installation des antennes par chez moi. Pour la mise en service, c'était 1 semaine.1 point
-
je n'ai pas eu à le faire sur les miennes, mais sur une du boulot, le problème étant des résidus de carbone avec du plastifiants, on a fait une sorte de mini pyrolyse, au four avec une courbe linéaire lente jusqu'à 500° C. résultat il ne restait plus que les bouts de fibres et de la cendre, par précaution on a ensuite complété par un passage aux ultrasons avec de l'acétone, séchage et remise en service et maintenant on le fait régulièrement et on a un ensemble complet que l'on échange pour ne pas stopper la prod1 point
-
je le crains à tout hasard si tu as le temps, imprimer cette pièce avec un filament très peu sensible au retrait et en faisant varier le taux de remplissage1 point
-
@pjtlivjy en 0,2 mm, merci ... je vais essayer d'imprimer (fiberlogy petg cf) un écrou en 0,16 / XY de 0,2, pour voir ce que ça donne1 point
-
au fait @RT36 tu l'imprimes en quelle hauteur de couche le test ?1 point
-
1 point
-
oui tout à fait @Usu1 point
-
J'avais oublié, je tourne avec des buses BondTech CHT laiton, donc MVS plus élevée qu'une buse standard.1 point
-
Ok donc c'est normal, ça me rassure ! Pour le chargement il ne faut pas se fier au réglage par défaut de l'imprimante mais régler la T° en fonction du filament comme pour l'impression ... bon à savoir ! Merci @pjtlivjy1 point
-
@pjtlivjy il y a une promo de -45% en ce moment1 point
-
je te fais ça dès ce soir ... 22 h @RT36 sur la Q1 Pro1 point
-
salut @RT36 oui commandé (merci le Black Friday), reçu mais pas encore utilisé (semaine rouge Tempo ) en tout cas pour avoir imprimé de l'ASA-CF de chez eux, j'ai été très satisfait mais et tu vas me grondé je n'ai pas imprimé le test de tolérance Orca avec
 1 point
1 point -
T'as raison, j'aurais dû commencer par ça...1 point
-
alors la fameuse bobine en carton vide au bout de 24 h donc assécher un filament enroulé sur une bobine en carton demandera plus de temps et d'énergie que sur une bobine en plastique
 1 point
1 point -
@jcjames_13009 pense à manger des fibres ... je ne t'explique pas tu le sais1 point
-
C'est un marketing à la "nous on est mieux que vous" mais sans valeurs, parce qu'on est tout simplement au dessus x) Et le pire c'est que pour certains, ça marche haha. Mais bon la communauté des makers et quand même souvent constituée de de gens ayant des raisonnement un temps soit peu scientifiques, et heureusement.1 point
-
Bonjour, Si la bobien est mal enroulée d'origine, la seule solution serait de la ré-enrouler sur une autre bobine... il existe des appareils imprimables pour se faire. Il y a d'ailleurs au moins un sujet sur le forum. Sinon, il faut aussi quand on relâche la tension (éjection du filament, changement de bobine,...) ne jamais lâcher l'extrémité car alors les dernières spires se détente et peuvent s'auto-coincer...1 point
-
probleme resolu capteur defectueux1 point
-
J'ai des bobines qui ne vont pas sur l'AMS mais soit j'imprime un adaptateur, soir je les ré-enroule sur une bobine compatible... Ca ne doit pas être un frein pour interdire une marque.1 point
-
Derniers km avant livraison J'espère qu'ils ne vont pas me demander 300€ pour me la livrer A+ JC
 1 point
1 point -
Que l'IA a été inventée pour relever le niveau de l'IH IH: Intelligence Humaine A+ JC1 point
-
J'ai une P1S et j'utilise effectivement les profils "X1C" et y'a aucun souci. Après tout, ca reste une CoreXY fermée1 point
-
L'avantage est qu'on pourra y mettre la plaque flexible de Bigtreetech / Biqu : la CryoGrip Pro Glacier (pour Kobra3)1 point
-
il paraît que le terme IA fait vendre, tu as remarqué @3xkirax3 que cette vidéo ne donne aucune information concrète et le comparatif avec les autres sécheurs me laisse baba
 1 point
1 point -
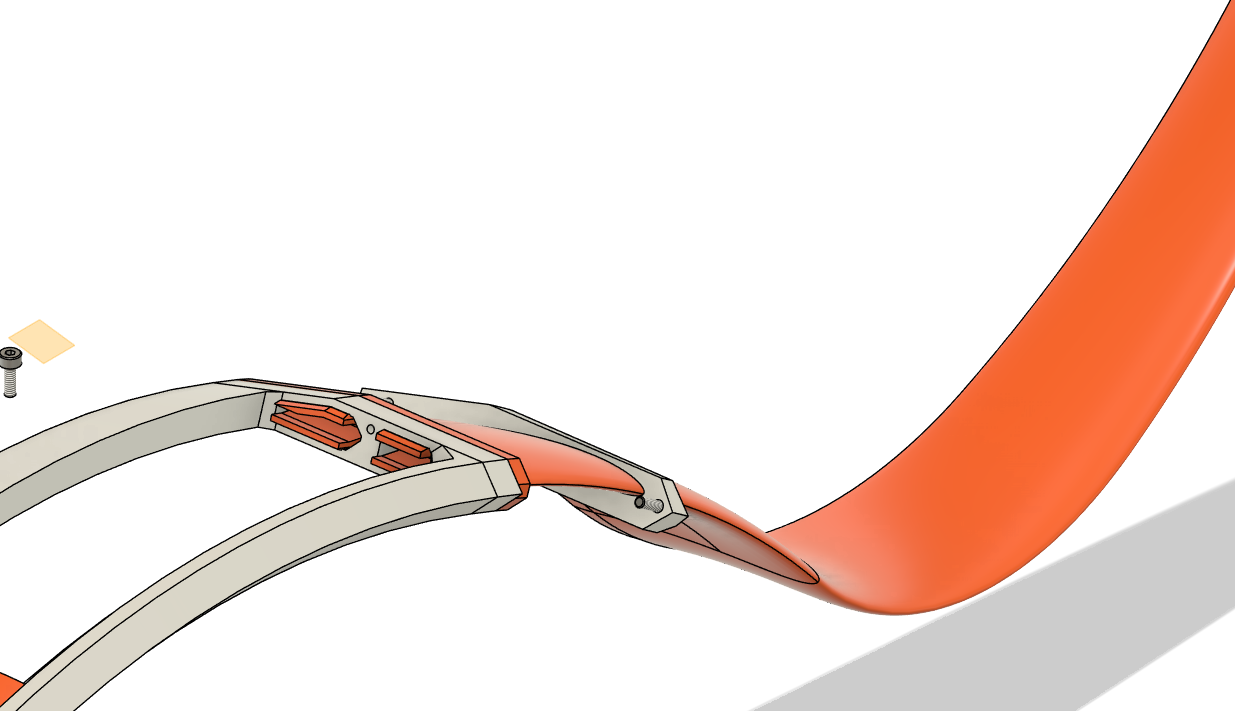
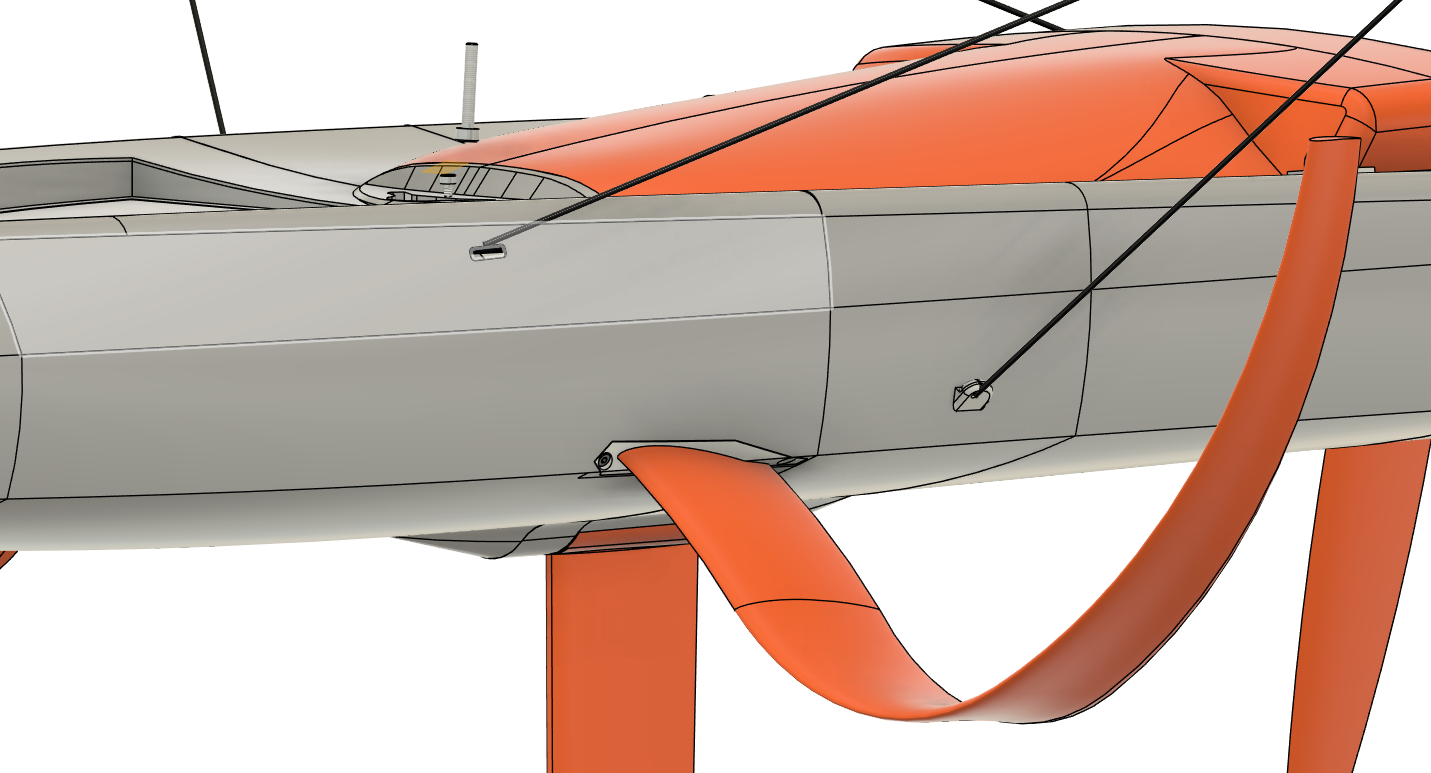
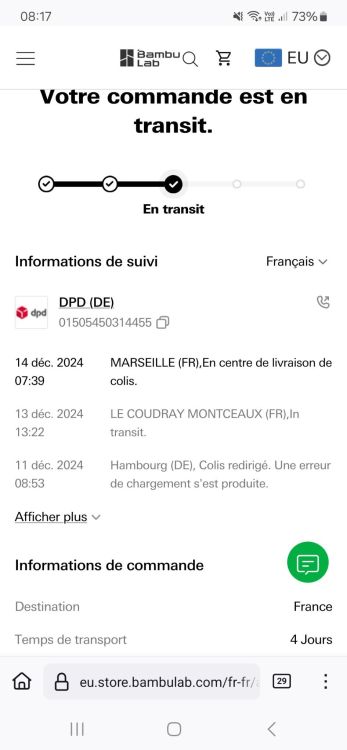
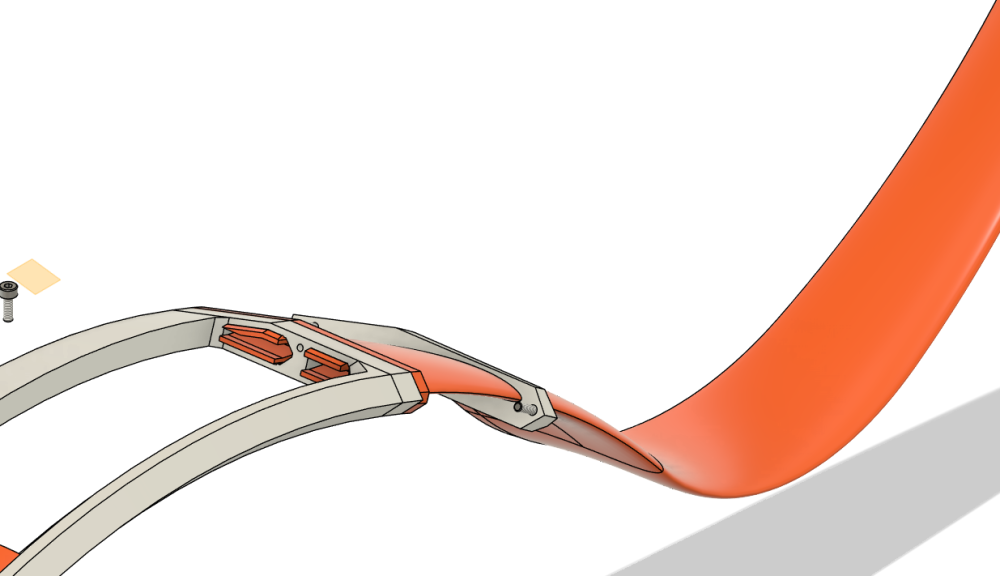
Dernière grosse modif sur le Pt'Imoca! Suite à l'essai, j'ai constaté deux choses, les foils pose problèmes. Dans le très petit temps, ils créent trop de trainé, donc le bateau est innavigable, second problème, ils portent beaucoup, le bateau vole très bien des 3/4 nœuds, c'est top dans le temps medium, mais ça risque de posé un problème dans le gros temps où le bateau ira plus vite, il risque de "marsouiner". Sur les IMOCA grandeur, ils peuvent régler le rake, ce qui, en gros, permet de jouer sur l'incidence du foil, sur le Pt'Imoca, un tel système n'est pas possible si on veut rester simple et léger. Il y avait donc deux objectifs et un point bonus, rendre les foils démontables facilement, C'est-à-dire sans défaire les drosse de foils, et de pouvoir adapter plusieurs foils différents, ce que ne permettait pas l'ancien puits puisqu'il avait la forme du profil de foils. Le point bonus, c'est de ne pas alourdir le bateau. Les foils seront donc guidés par une cale à l'extérieur qui sera démontable et sera clipsé sur une navette qui coulisse dans le puits de foils, pour démonter les foils, il suffit de démonter la cale et de tirer sur le foil pour le déclipsé de la navette , de plus la forme du puits autorise d'autre profil de foils, il faudra juste changer la cale extérieur qui sera spécifique à chaque profil de foils ici, on aperçoit la cale qui sera vissée avec deux vis m2x8 Ici, on voit la navette et le système d'emboitement du foil, on voit aussi la cale. pour le point bonus, la coque a pris 5g, mais les foils ont perdu 15 g, j'ai donc mon point j'imprime un foil et la navette pour valider le jeu de l'emboitement et je vais pouvoir imprimer une nouvelle coque ! j'ai aussi reçu mon PA12cf, après quelques essais, j'essaie de faire une coque avec
 1 point
1 point -
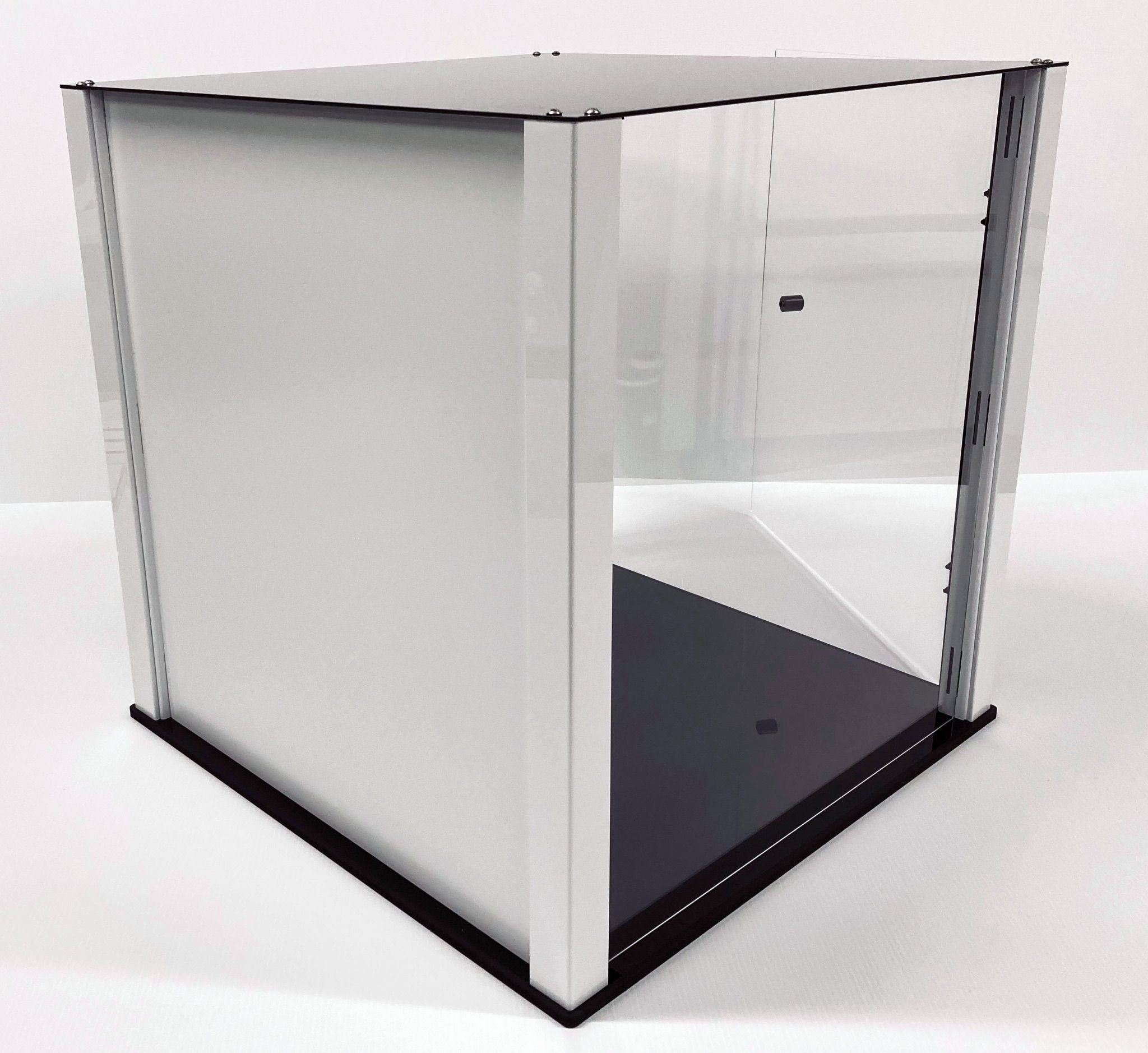
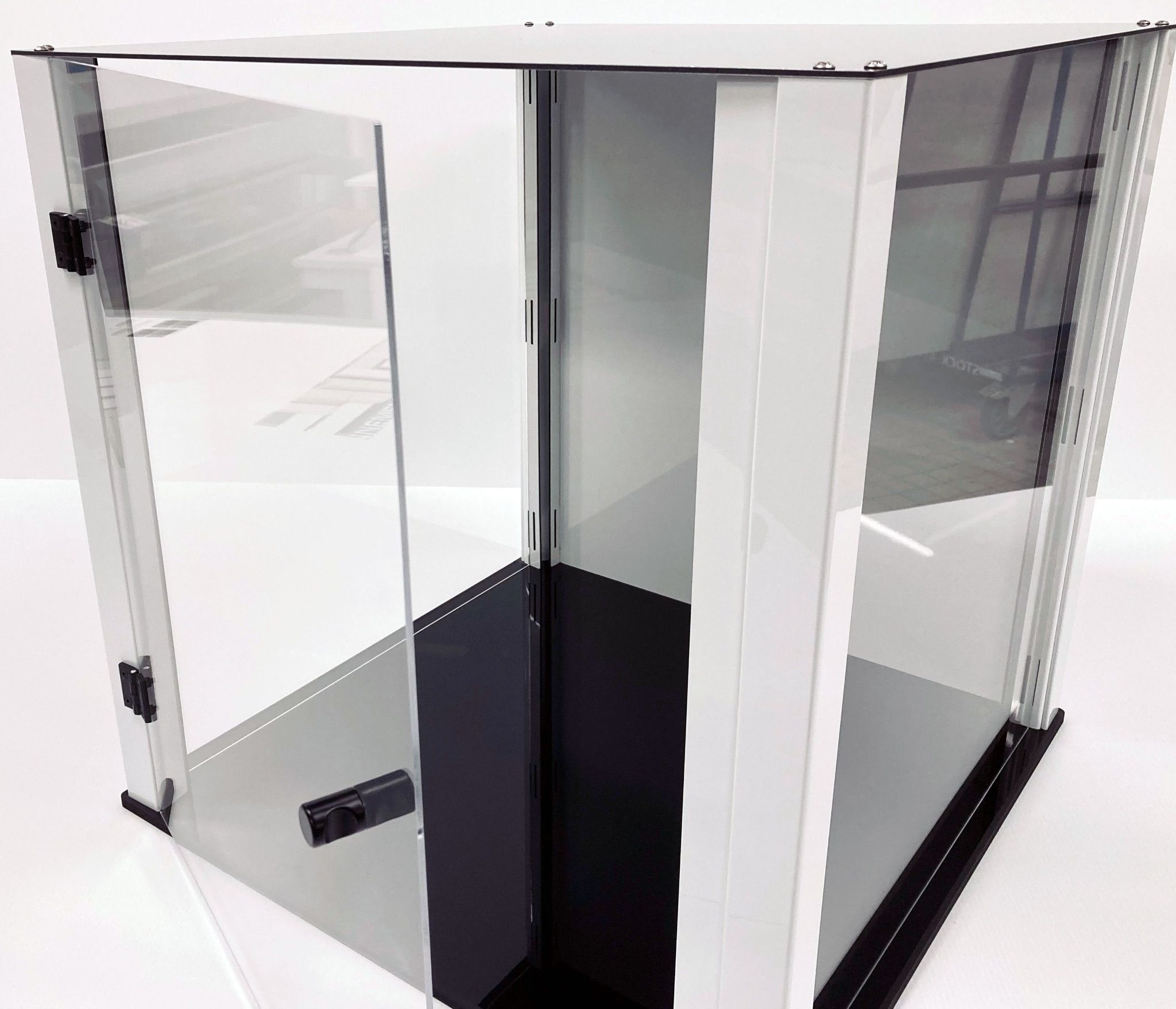
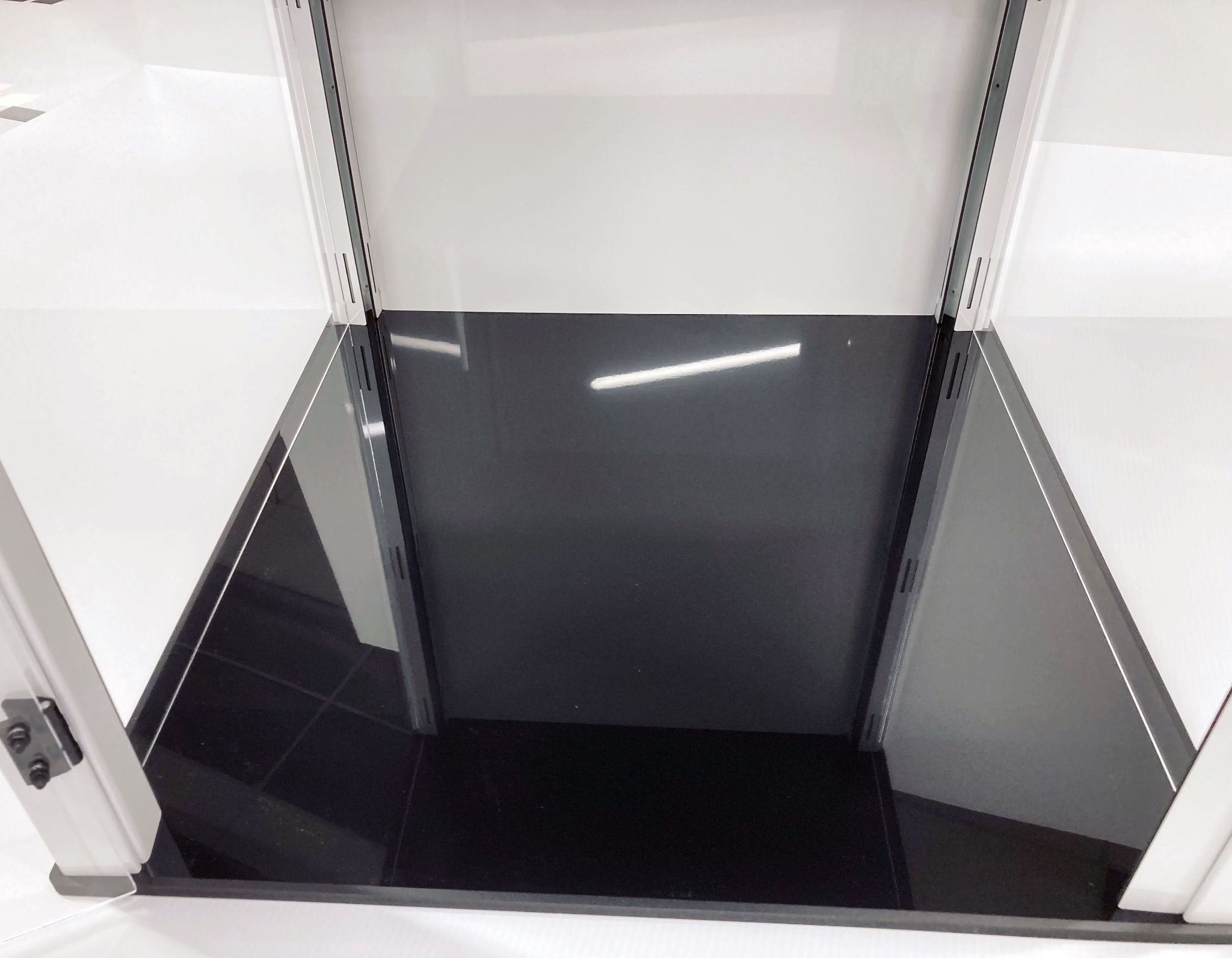
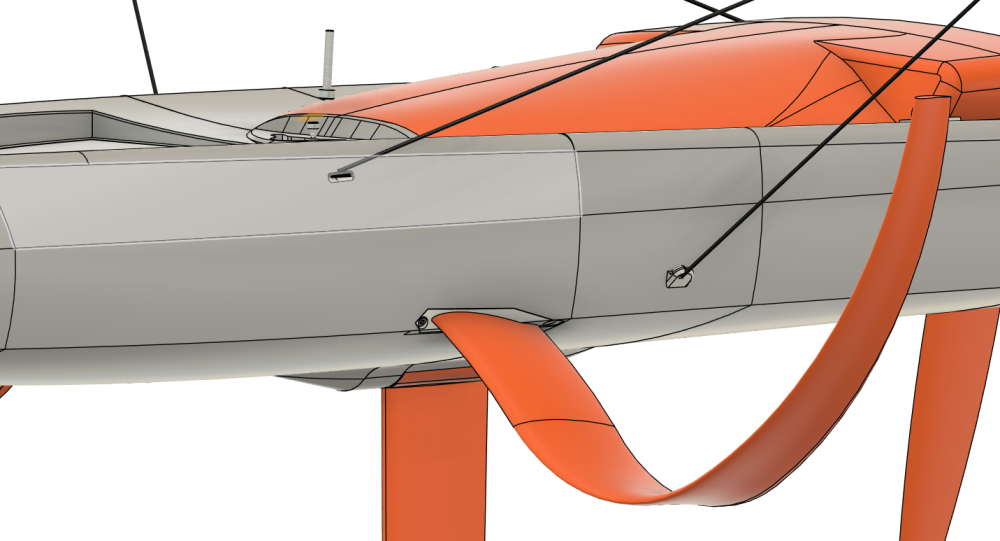
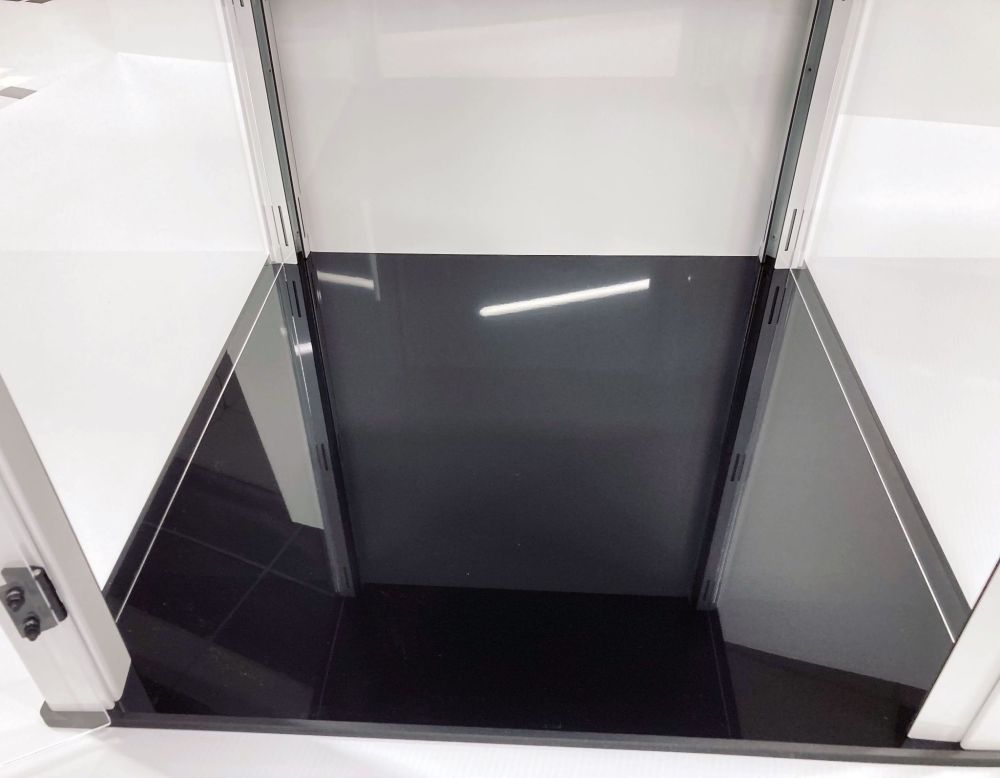
Salut, comme je ne vois pas de volontaire je vais donc vous proposer un caisson que j'ai fabriqué ce week end. Il est de format suffisant pour une petite imprimante (à vérifier). La taille extérieur : 600 x 600 x hauteur : 600 mm L'espace disponible à l'intérieur : 570 x 570 x hauteur : 595 mm constitué de : • 1 Panneau arrière dibond blanc • 2 Faces plexi 3 mm (côtés) • 1 Porte plexi 3 mm • 1 panneau haut en dibond noir • 1 plateau bas en dibond noir et PVC noir 10 mm pour la semelle. Matières utilisée : • Dibond noir et blanc 3 mm • Plexi 3 mm • Pvc 10 mm • 32 Rivets blancs • 16 vis M5 • Double face • 2 charnières métal • 1 poignet noir métal Temps passé : environs 8 heures pour le prototype (conception / fabrication). Photo 1 : Vue générale Photo 2 : vue arrière gauche Photo 3 : vue arrière droite Photo 4 : Zoom fixation cornière Photo 5 : Vue charnière métal Photo 6 : Vue porte et poignet Photo 7 : Les panneaux sont glissés dans des rainures situées sur la cornière. Photo 8 : Charnière Photo 9 : Vue de l'intérieur Photo 10 : Vue de la cornière. On n'y voit le panneau glissé dans une rainure. J'ai mis une seconde rainure dans le profilé, cela permet de faire une double cloison si nécéssaire. Meilleure isolation pour les grandes températures. Espace entre les rainure 10 mm (isolation couche d'air entre les 2 parois). Photo 11 : Panneau arrière Photo 12 : Vue du plateau haut Photo 13 : Vue du pied en PVC 10 mm noir. Fixation M5 / 2 vis par angle Dites moi ce que vous en pensez. Il faut que je prévois : • Passe cables sur le panneau arrière • Orifices pour éventuelle aspiration vers l'extérieur • Système de led peut-être ... • ... si j'ai oublié quelque chose, merci de m'en faire part. Comme dit plus haut, c'est le format Mini pour petite imprimante. Mes fichiers de découpe sont adaptables à votre machine (espace intérieur minimum à me préciser) Merci pour votre intérêt à ce post. A+










 1 point
1 point -
Je comprends la logique, essentiellement pour chaque fabricant, chercher à : - montrer qu'ils proposent une "chaîne complète et auto-suffisante avec les outils de la marque", depuis le slicer, voire depuis le site web hébergeant les fichiers à imprimer ... - être autonomes / ne pas être dépendants de qui que ce soit - par ex., si Qidi était parti sur "Orca Slicer" en proposant des profiles, s'il y a un bug les affectant dans Orca Slicer, qui le corrige ? Au bout de combien de temps ? Y'aura t'il des problèmes de "gouvernance" / "concurrence" ? Bref c'est pas si simple dans ce cas (çà pourrait bien se passer, si l'équipe d'Orca Slicer accepte facilement les pull requests de tous les constructuers ... mais aussi moins bien, s'il y a un souci organisationnel quelconque (et çà arrive régulièrement déjà rien que dans le monde open-source, ici c'est pire avec le fait qu'il y a des enjeux commerciaux) Et, dans une certaine mesure, pouvoir proposer des innovations techniques non-couvertes par les logiciels - ex., Bambu a été "obligé" de proposer leur propre slicer au début à cause du multi-couleurs ... et à ce jour, il me semble qu'aucun autre slicer ne gère finement le multi-couleur, à part bien sûr Bambu Studio et Orca Slicer (qui en est un fork). Celà dit, une fois étable les raisons pour lesquelles les constructeurs font ainsi, moi aussi je déplore cette situation et je trouve que "trop de slicers tue les slicers", que çà fait beaucoup d'énergies dépensées pour "quasiment la même chose". On peut comprendre qu'il y ait quelques logiciels assez différents sur certains axes, par ex. dans leur ergonomie (Simplify3D versus PrusaSlicer versus CURA ...), mais PrusaSlicer > Bambu Studio > ORCA > QIDI Studio ... tout çà c'est franchement du pareil au même (à des petites différentes près, ou à des différences "à l'instant T", le temps qu'une évolution faite d'un côté soit reportée de l'autre). C'est vraiment dommage. Mais l'open-source (les licences) le permet ! Donc je doute que çà change de sitôt.1 point








.thumb.jpeg.3e1fa1416e9fb29c30ae0a7b98639f19.jpeg)