Classement




Contenu populaire
Contenu avec la plus haute réputation dans 02/01/2025 Dans tous les contenus
-
Une bonne et heureuse Année 2025 à vous mes amis d'outre mer !!5 points
-
Prix de lancement fixé à 549 € pour l'imprimante Anycubic Kobra S1 Combo avec son ACE Pro. Possibilité d'optimiser à 519 € grâce au code promo "ANY" sur le lien ci-dessous. Attention, ce prix n'est valable que quelques jours (jusqu'à dimanche 05/01/2024), ensuite ça augmente : https://fr.anycubic.com/products/kobra-s1-combo Premières livraisons prévues en mars pour l'Europe.3 points
-
Livraison du 24/12/24 : Dimensions du carton : 49x49x49 cm, poids de 25,2 kg.
 3 points
3 points -
Hello, Vous l'avez probablement reconnue, cette Mystery Box de l'univers Mario, un modèle qui existait auparavant sous forme de tirelire. J'en ai dessiné une autre, beaucoup plus large, avec des 'pattes' et surtout un joli motif sur le couvercle. Évidemment, je ne suis pas du tout 'sculpteur'. Par conséquent, les formes dites organiques sont difficiles à réaliser pour moi, car j'ai trop l'habitude du paramétrique. Voici un lien si vous voulez la télécharger: https://makerworld.com/en/models/935729#profileId-900526


 3 points
3 points -
J'ai une pépite du genre. Il y a quelques années un gars du marketing avait traduit une de nos questions à un client. Version courte : "32 or 64 cocks?" Il n'a pas fini le mois chez nous...3 points
-
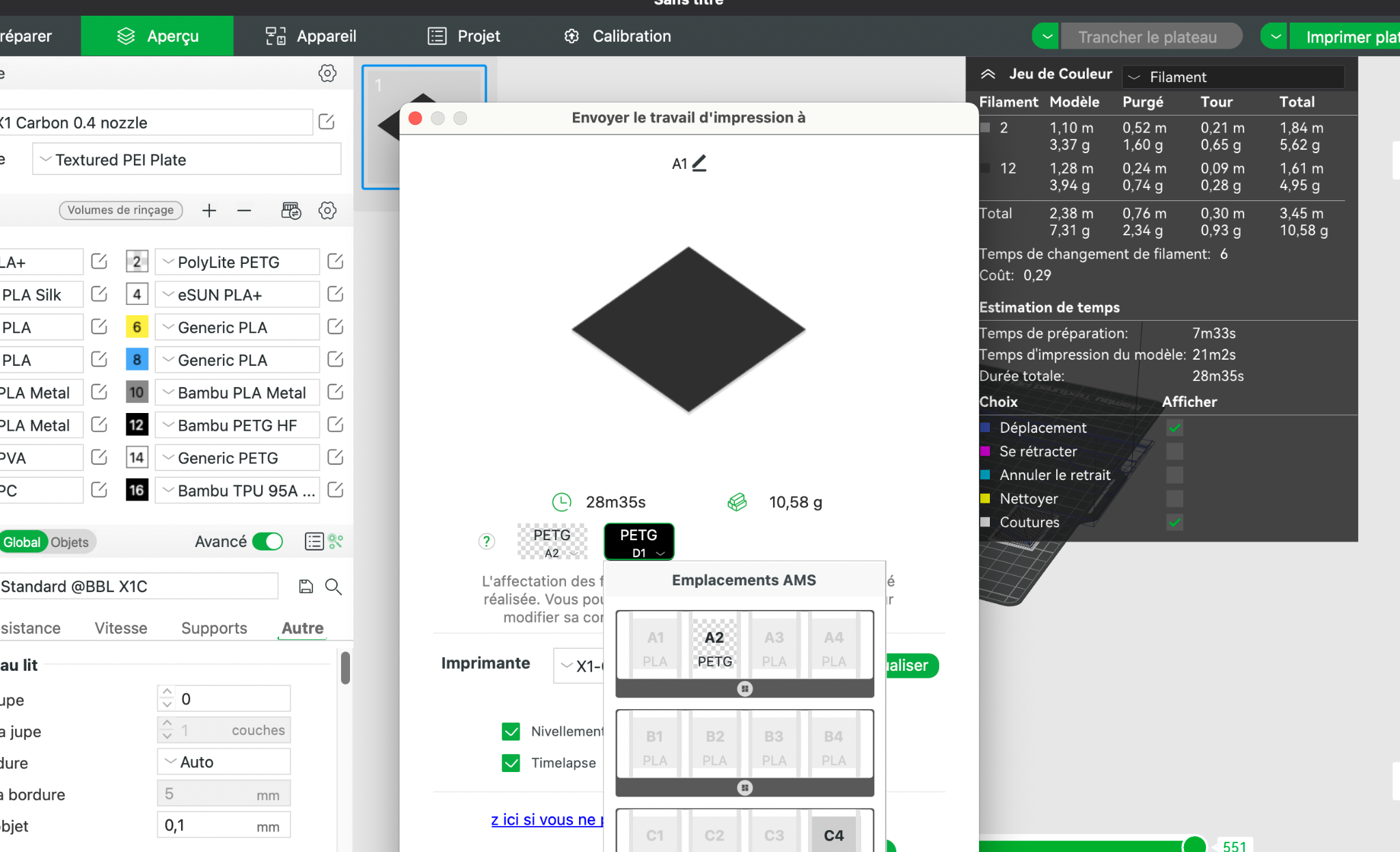
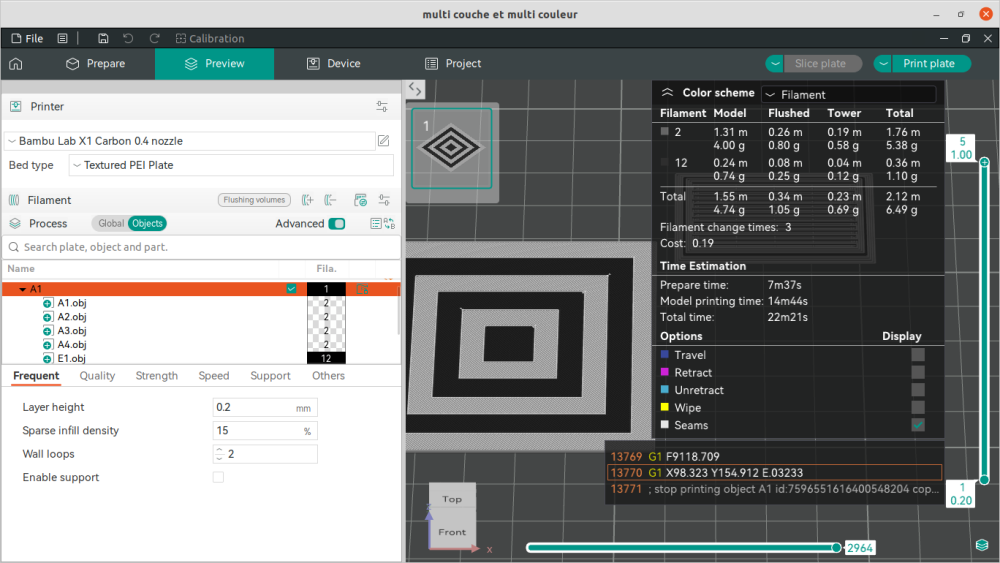
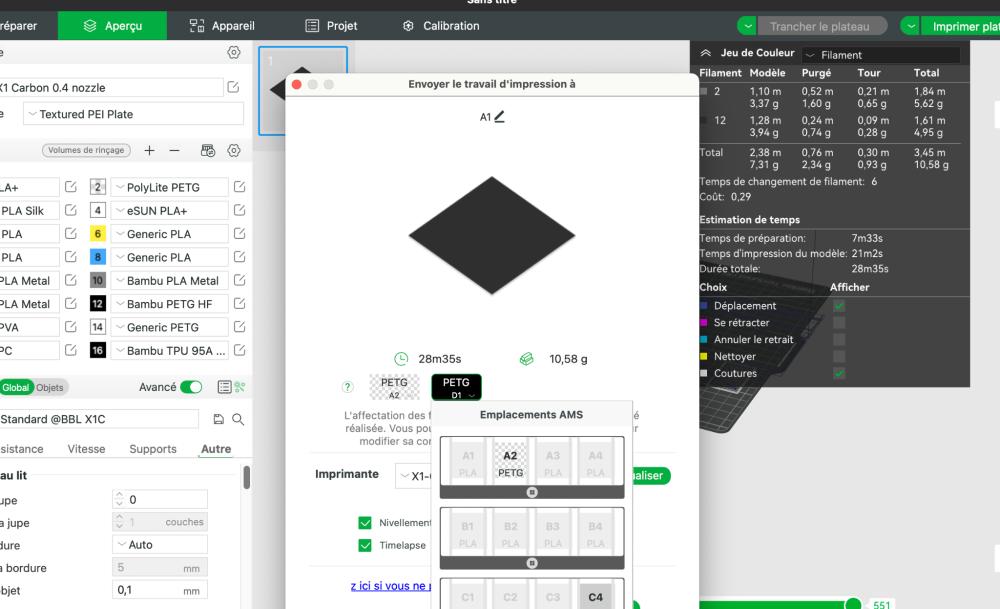
Bonjour, Tu as raison mais pour pouvoir purger la buse à l'altitude du changement de couleur, il faut construire la tour jusqu'à cette altitude, non ?3 points
-
Bonjour, Le TPU a plusieurs "grade". Du 95A me semblerait assez résistant. Pour l'ABS et le nylon, dans le budget demandé cela va être difficile, par contre le PETG... Mais pour avoir les bonnes réponses (en particulier celles de @MrMagounet) il aurait mieux valu poster dans la section "Bien choisir son imprimante 3D" Si un modo pouvait déplacer...2 points
-
Nous avons un gagnant C'est bien ce modèle d'Anycubic : la Kobra S1 combo. Un sujet décrivant sa découverte débutera bientôt dans la section Anycubic. Bientôt étant entendu comme :

 2 points
2 points -
Truc à vérifier : si le levier de l'extrudeur n'est pas fendu. C'est un modèle imprimé ?2 points
-
en effet le tiroir quand on le range dessous il ne tient pas en place, car il est plus étroit que l'espace qu'il lui est réservé. j'ai donc imprimé des élargisseur (d'aile comme sur les gordini) pour son maintien dessous lors du rangement. c'est valable pour les trancheuses (SILVERCREST® KITCHEN TOOLS)

 2 points
2 points -
Les 64 b*tes c'est pour un système exploitation fenêtre petite et molle ?2 points
-
Et en plus c'est français2 points
-
Un rangement pour flacon 10ml d'arôme e-liquide.

 2 points
2 points -
un article intéressant sur la fabrication de prothèse de visage pour les grands brulés avec un mix scan 3D, impression 3D SLS, thermoformage
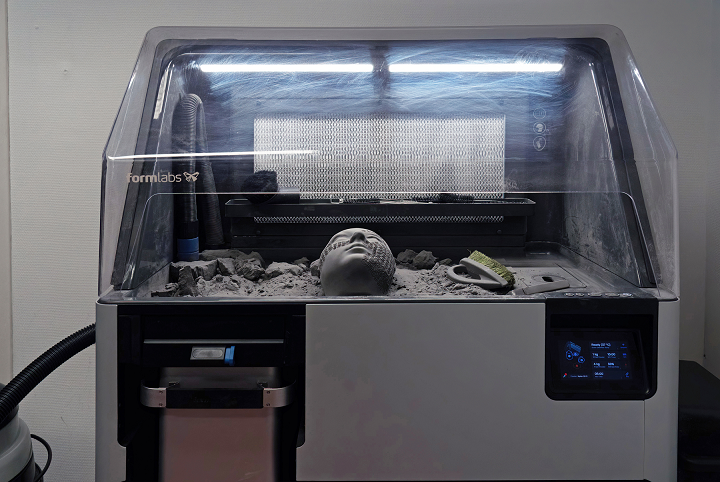

 2 points
2 points -
Oui. En principe, il y a plus de chance d'avoir un truc étanche, plus la "largeur de ligne de la paroi externe" est grande. Mais avec de la chance et selon le modèle (par exemple selon l'évasement/si les angles de porte-a-faux du vase sont faibles) une largeur de ligne des parois externes de 0.4 mm peut très bien donner un truc étanche. Si tu n'as pas habituellement de belle couche initiale avec ta machine, il faut aussi éventuellement sur-extruder les couches du dessous, mais là via le "débit des couches du dessous" et/ou "débit de la couche initiale" et non par leur largeur de ligne. C'est toujours délicat d'avoir un truc vraiment étanche au premier essai. Au pire, un coup de vernis ou de résine à l'intérieur du vase permet de faire l'étanchéité s'il ne l'est pas en sortie d'impression.1 point
-
tu as ce sujet @xavax en complément du propos de @PPAC1 point
-
Merci à vous deux pour vos réponses. Je vais aller regarder le lien pour la qidi. Pour le poids, ce n'est pas trop un problème car c'est pas pour un drone mais pour un buggy RC. Bonne soirée.1 point
-
car le modèle 3D est certainement un volume plein et surtout car le "mode vase" ou "mode spiralisation des contours" permet de ne pas avoir de jointure/couture Z parce que spiraliser permet de monte petit à petit en hauteur Z tout en tournant, au lieu de faire des couches ( avec un Z fixe et donc avec un début et une fin et une jointure ) horizontales au plateau.1 point
-
comme l'ABS @xavax, l'ASA est le cousin de l'ABS tout fermé1 point
-
@xavax j'ai monté toutes mes imprimantes avec des buses renforcées, comme cela ça permet d'éviter les démontages et les erreurs, il faut penser à ajuster la température d'extrusion1 point
-
encore merci de l'aide, donc j'ai copier coller manuellement les paramètres de mon profil, sur un autre, tout fonctionne, allez savoir. Mais je vais voir pour supprimer tous les autres filaments, comme vous l'avez dit et garder que ceux que j'ai créer, en faisant copie avant lol1 point
-
oui c'est tout à fait ça1 point
-
si @xavax comme c'est abrasif il faut une buse renforcée genre acier trempé pour l'accroche trop importante ça doit être spécifique à cette plaque car sur du PEI avec le Z bien fait ça se décolle tout seul au refroidissement1 point
-
@xavax pour ta poignée qui va supporter plus d'efforts que ton nichoir, tu peux utiliser un PETG avec fibres de carbone, meilleurs caractéristiques mécaniques et protection accrue aux UVs de manière générale, n'importe quel filament dans lequel il y a des fibres de carbone voit sa tenue aux UVs augmenter1 point
-
J'ai des pièces en petg noir dehors depuis plusieurs année et ça n'a pas bougé, à ta place je ne me casserais pas la tête, je le ferais en petg. Pour l'impression de l'ASA avec la P1S, ça se fait très facilement mais attention ça colle très fort au plateau, j'ai bousillée un lisse en essayant de décoller une pièce (du coup ce plateau ne me sert plus que pour l'ASA, autant bousiller toujours le même).1 point
-
En fait A1.obj (le dessous) est en contacte avec le plateau et si on ne l'efface pas la face coté plateau est d'une seule couleur. (Après avoir supprimé le sous-objet A1.obj Il faut aussi remettre l'ensemble en contacte avec le plateau sinon ce qui reste est en "lévitation" ... )1 point
-
bonsoir @xavax le plus résistant aux UVs c'est l'ASA qui pour les autres caractéristiques est très semblable à l'ABS c'est globalement plus résistant que le PETG qui on l'oublie est le second choix pour résister aux UVs après l'ASA1 point
-
pour moi, le A1.obj est aussi en trop que veux-tu dire exactement?:
 1 point
1 point -
Après avoir supprimé le sous-objet A5.obj le tranchage semble OK avec Orca Slicer.
 1 point
1 point -
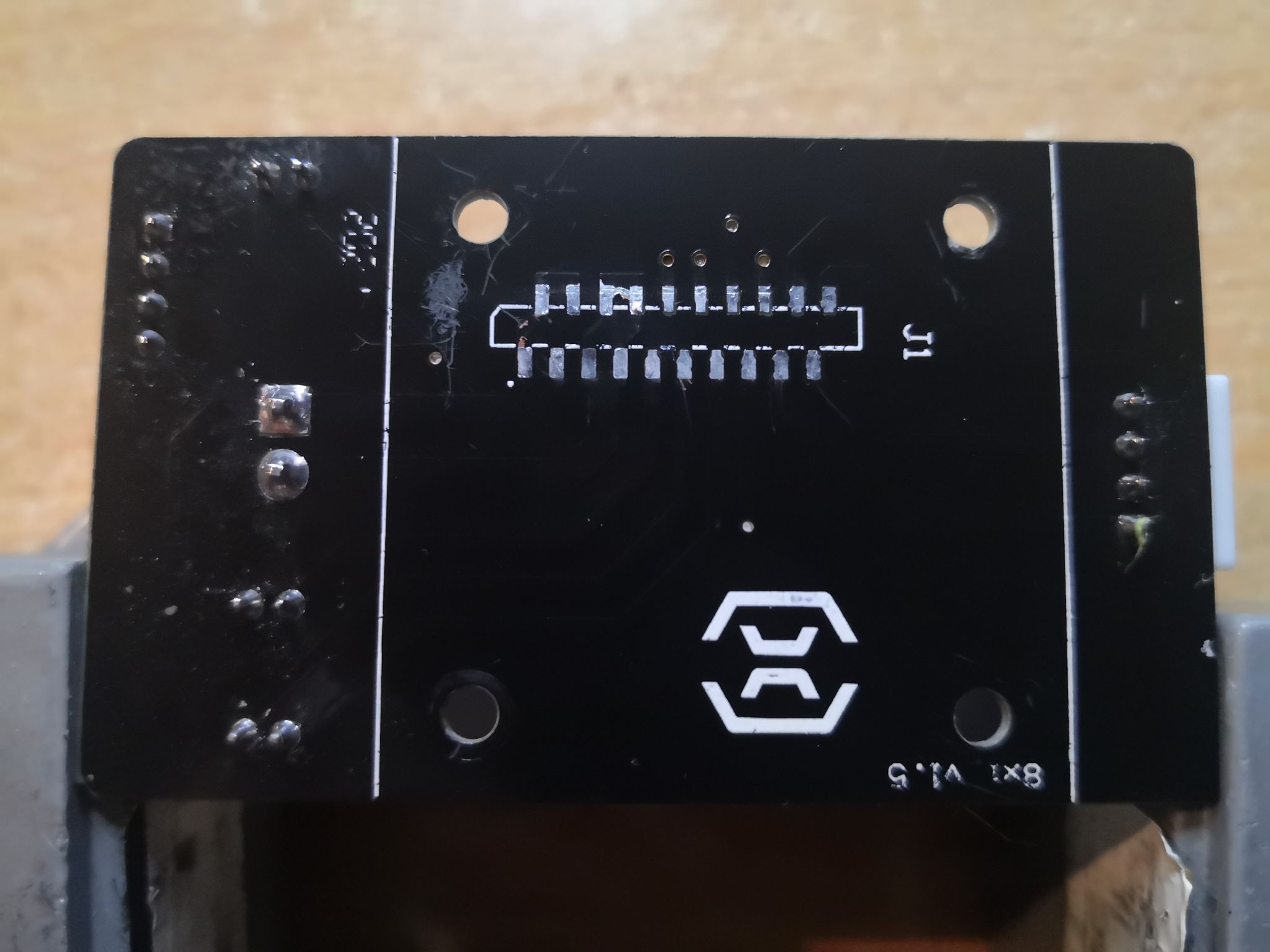
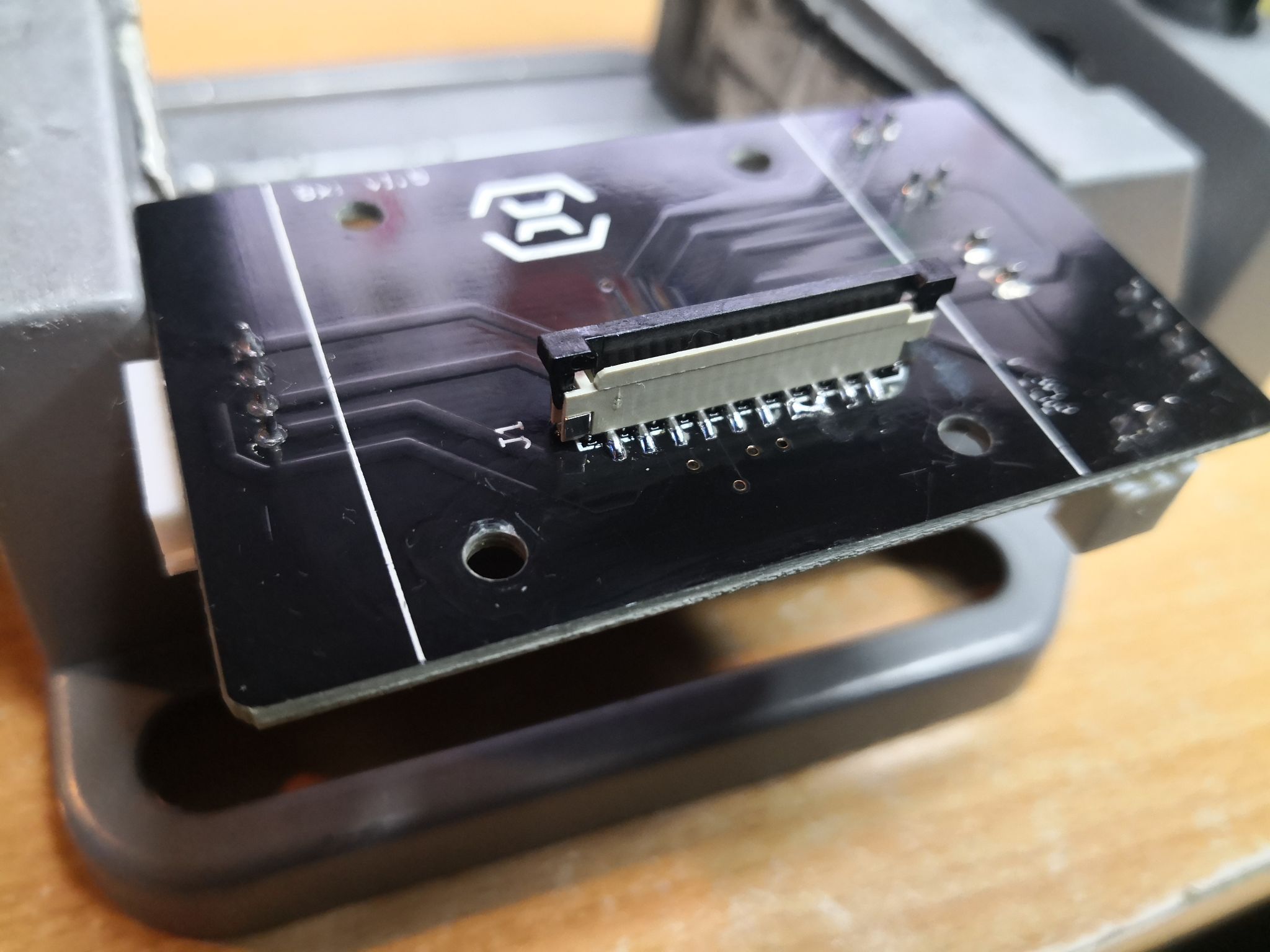
Bonjour, Pour commencer, je vous souhaite une bonne année à tous. Ayant priorisé le changement des microswitches (KAILH 8.0 à la place du traditionnel OMRON) de ma fidèle souris MX Anywhere 2s, j'ai profité de l'élan pour greffer le nouveau connecteur de nappe du PCB de l'extrudeur. J'ai chargé un peu au niveau des points de soudure histoire que cela ne bouge pas. Le résultat lors de la connexion de la nappe fut immédiat : plus de faux contact. L'intégration de ces connecteurs avec loquet devrait être systématique. J'ai hâte de commencer mes tests.
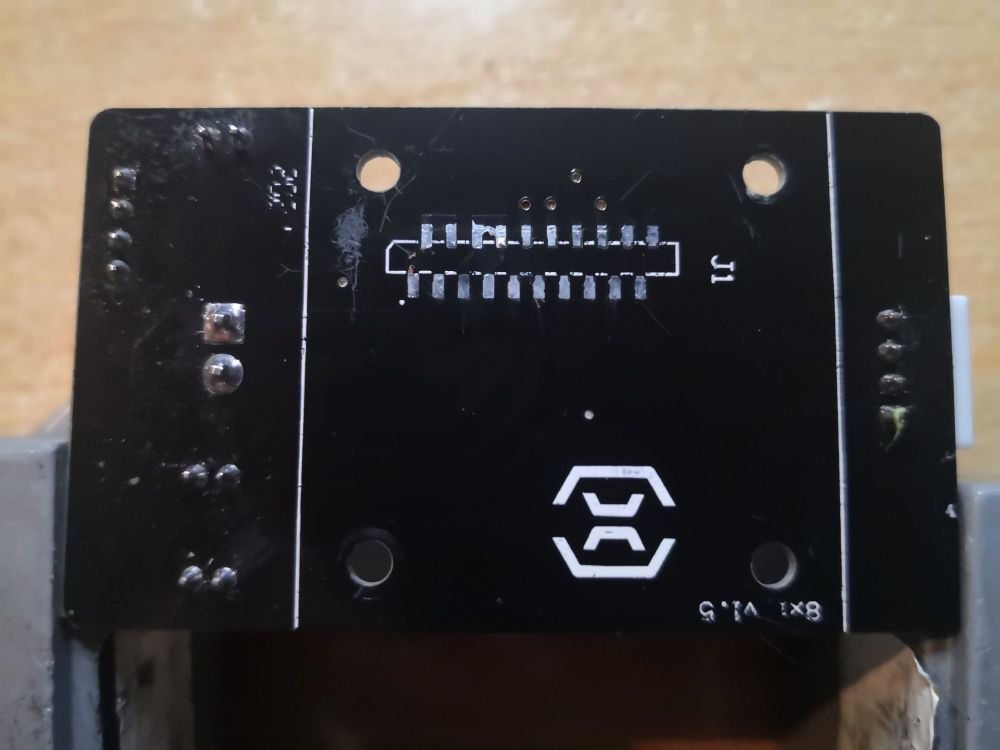
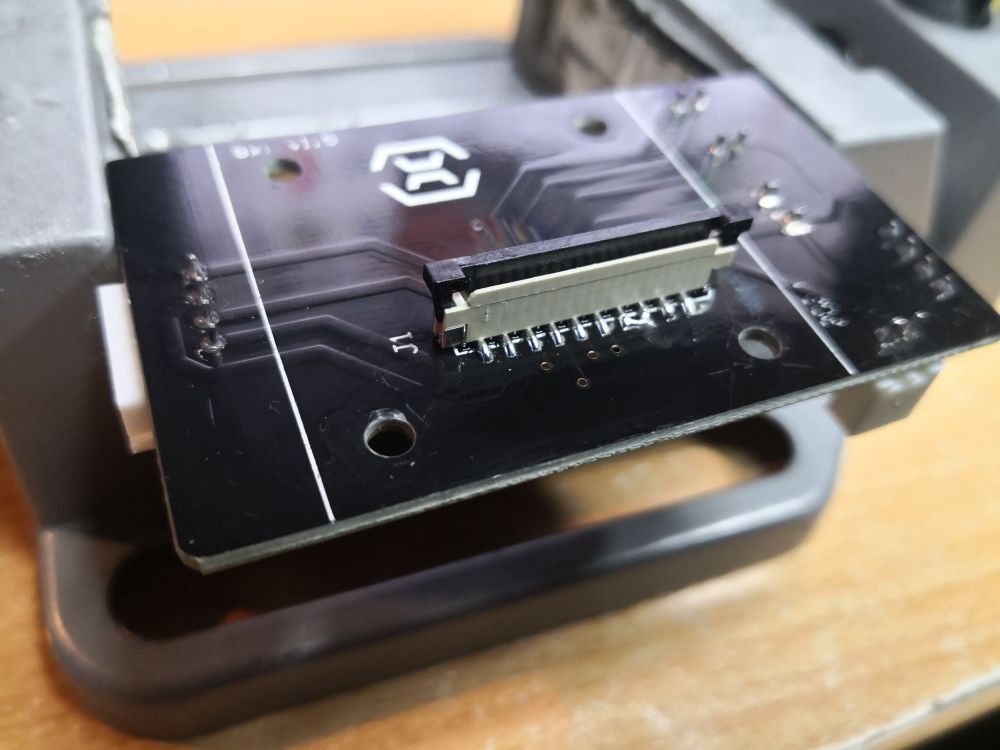 1 point
1 point -
Et aussi en bannière sur le blog, dernière nouveauté forcément ^^1 point
-
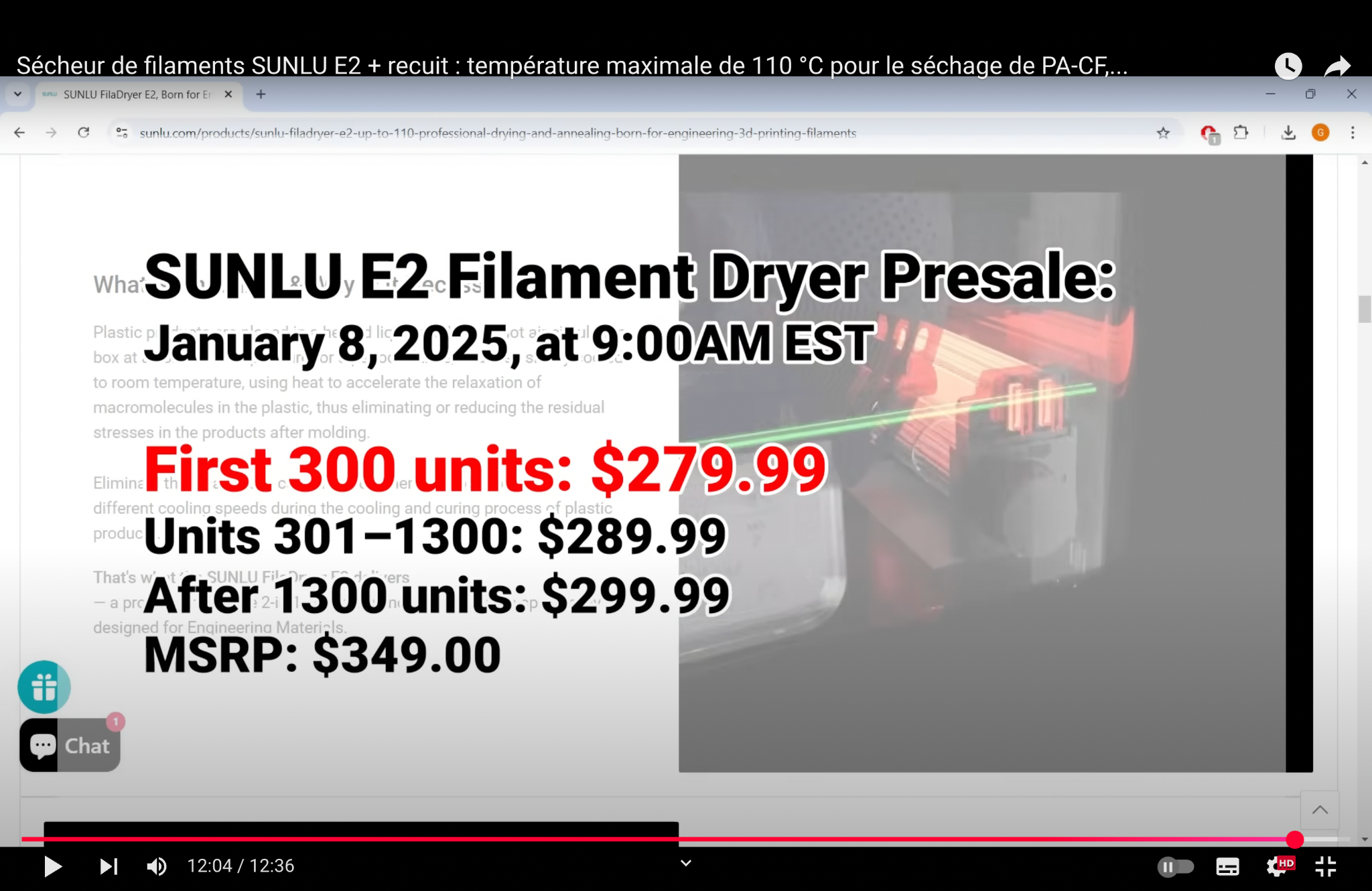
Sunlu ? le "FilaDryer E2" ? ( J'y pense uniquement, car récemment mentionné dans un autre sujet )1 point
-
Est-ce que tu peux fournir ton projet au format 3mf (menu dossier -> enregistrer le projet sous)?1 point
-
Un graveur ? Une CNC ? Un micro onde ? Une machine à coudre ?1 point
-
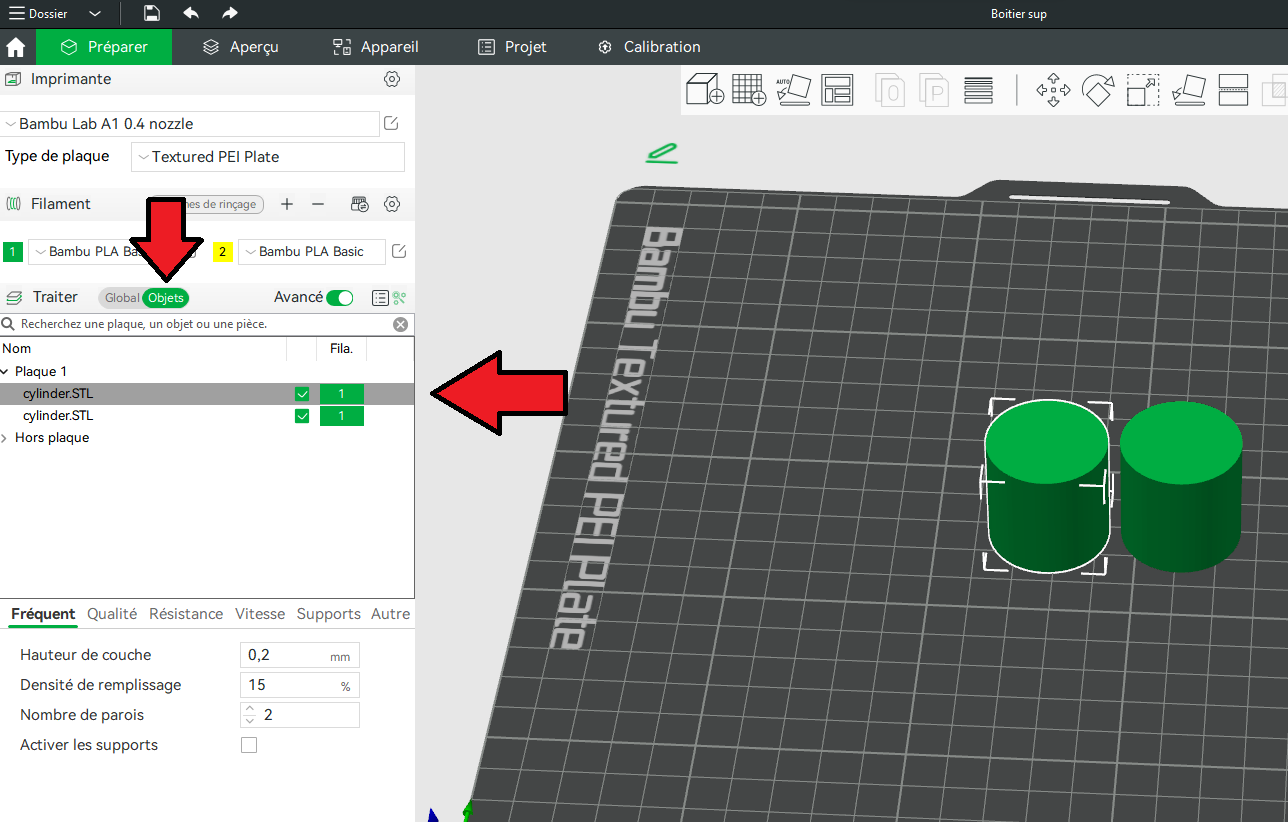
Salut, Normalement, il suffit de sélectionner la pièce et de lui affecter le filament de ton choix: avec un clic droit -> changer de filament ou en sélectionnant la pièce (clic gauche). Dans le mode objet, tu choisis le filament en cliquant 3 fois lentement pour faire apparaitre la liste
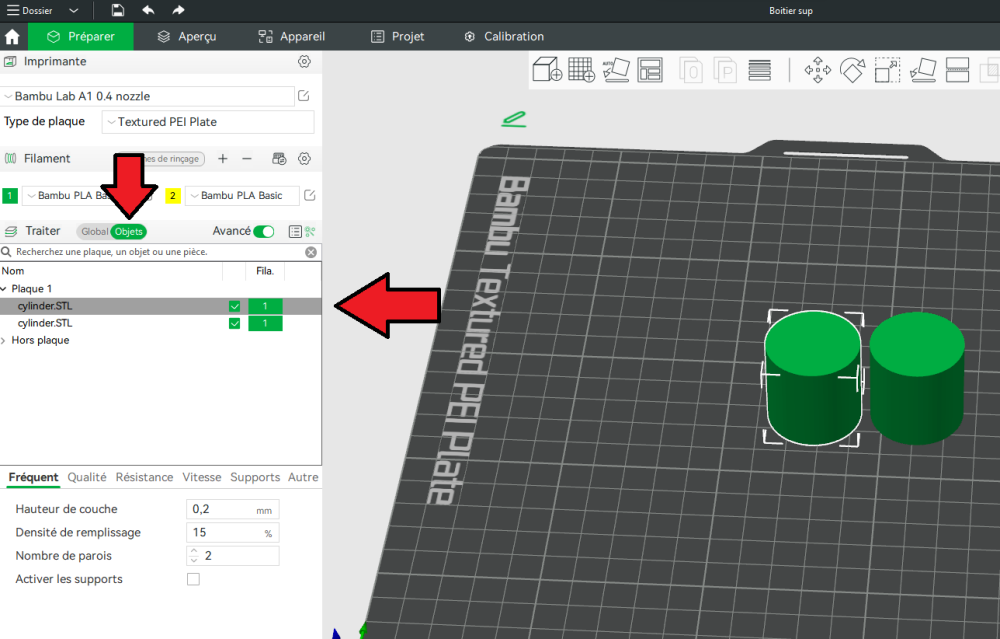 1 point
1 point -
Là, je peux confirmer que ce n'est pas ma voix (bien plus grave que la sienne)1 point
-
Je prends la place d'@isidon
 1 point
1 point -
https://fr.anycubic.com/products/kobra-s1-combo Écran, poignées (et pieds ?) démontés et avec le ACE Pro placé dans le châssis, je dirais que c'est bon pour rentrer dans un carton qui fait 49x49x49 cm. Sinon, j'attends le "Quoi qu'est-ce ?" d' @isidon comme le short est de lui (ou alors fran6p imite super bien la voix d'Isidon )1 point
-
Comme tu as « introduit » le doute, je suis retourné mesurer le carton, c'est bien 0,49 x 0,49 x 0,49 m ou encore 490 x 490 x 490 mm ou encore 4,9 x 4,9 x 4,9 dm Même pas. De nombreuses vis de maintien à ôter avant de pouvoir sortir le changeur de filament de l'intérieur. Au final, sans passer dans un réducteur de tête, compression à la César, elle est encore moins grande que le carton… logique, remarque, sinon la bête n'aurait pas pu entrer dans le carton (elle parait minuscule à côté de la Qiditech X-Max3) .1 point
-
une nouvelle génération d'imprimante 3D gonflable ?1 point
-
Dans un carton de 49x49x49 elle doit être en mode compression de César non ?1 point
-
et voici un comparateur de filaments techniques (humide/sec ...) https://fiberon.polymaker.com/material-comparison/ ah oui ... c'est le prix d'une Q1 Pro
 1 point
1 point -
Ho ! Le joli cadeau de Noël ! Avec le short partagé il y a quelques heures par lesimprimantes3d sur les réseaux sociaux et comme c'est aujourd'hui la date de lancement des pré-commandes de la "Kobra S1 Combo" Je pense ne pas me tromper si je propose la "Kobra S1 Combo" d'Anycubic.1 point
-
bonjour, normalement quand tu fait imprimer le plateau il te demande de choisir les couleurs . ta juste a sélectionner la bobine 3 a la place de la couleur que tu veux.
 1 point
1 point -
c'est le but du forum @ogus87 on est tous un jour où l'autre dans l'embarras1 point
-
je "me" suis mis une limite à 150 € et j'en trouve qui ont deux ans et moins de ~800 heures. le problème principal de mes mdr est qu' elles sont micro justement sinon une fois réglé le problème de refroidissement de la buse ça tourne ; leur plus gros problème restant quand même leur propriétaire1 point
-
@ogus87 tu peux augmenter la durée sans problème, les Chinois sont pressés1 point
-
Une belle et heureuse année à tous !!1 point
-
Meilleurs vœux à toutes, tous. Que cette année 3⁴x5² soit un bon cru.1 point
-
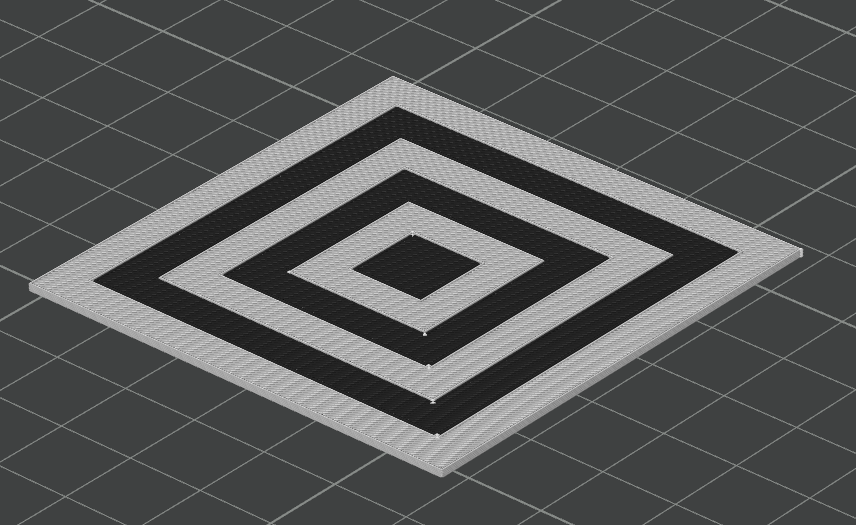
c'est vrai que c'est bas, au cours de mes recherches, j'ai plutôt trouvé des temps plus important mais je me demande si les couches de transitions ne viennent pas perturber le processus, j'ai vu que tu en avais mis 10, peux tu faire un essai en les mettant à 0 et avec un temps à 2 sec p.s : pense à compléter ton profil en précisant ton imprimante1 point



.thumb.png.cf91b9255a0fd229165d1133da6f304c.png)