
Classement

.thumb.png.cf91b9255a0fd229165d1133da6f304c.png)


Contenu populaire
Contenu avec la plus haute réputation dans 01/03/2025 Dans tous les contenus
-
Bien sur, Alors lorsque tu l'allume la première fois par défaut il devrait être en mode 1, ce mode la est un mode standard comme n'importe qu'elle sécheur, c'est à dire, tu définie l’hygrométrie cible , idem pour le type de filament qui lui va directement te donner la bonne plage de température, puis un Timer par défaut associé à chaque type de filament, (Que tu peux évidemment ajuster à ta guise), une fois le cycle fini le S4 ce met en veille, il régulera l'hygrométrie grâce au dessicant contenue a l'intérieur. Le mode 2 c'est pareil sauf que lorsque le cycle termine et bien il attendra que l'hygrométrie a l’intérieur soit supérieur a l'hygrométrie cible pour à nouveau s'enclencher et refaire chuté l'hygrométrie sous le seuil que tu as prédéfinie, et bien sur tous ça est réglable à souhait. Et cela sans limite de temps, du coup ce mode est idéal pour après séchage maintenir 4 bobines au sec et prêt à l'emploi à n'importe qu'elle moment, j'avais de l'ASA par exemple qui à fait un cycle de 7h de séchage, puis est resté quasiment une semaine de plus à l'intérieur car j'en avais pas l'utilité dans l'immédiat, et une fois que j'en avais besoin, j'avais une bobine d'ASA bien sèche et prête à l'emploi. ça peut paraître anodin, mais ce Mode 2 fait toute la différence et c'est ce qui le rend puissant et utile à mes yeux.4 points
-
et une coupure de courant sur Marseille3 points
-
voici une impression en ABS fibres de verre de marque Bambu le processus de fabrication de l'ABS-GF de Qidi étant différent de celui de Bambu, j'essaye d'établir des comparaisons. au touché celui de Qidi est beaucoup plus lisse que celui de Bambu
 3 points
3 points -
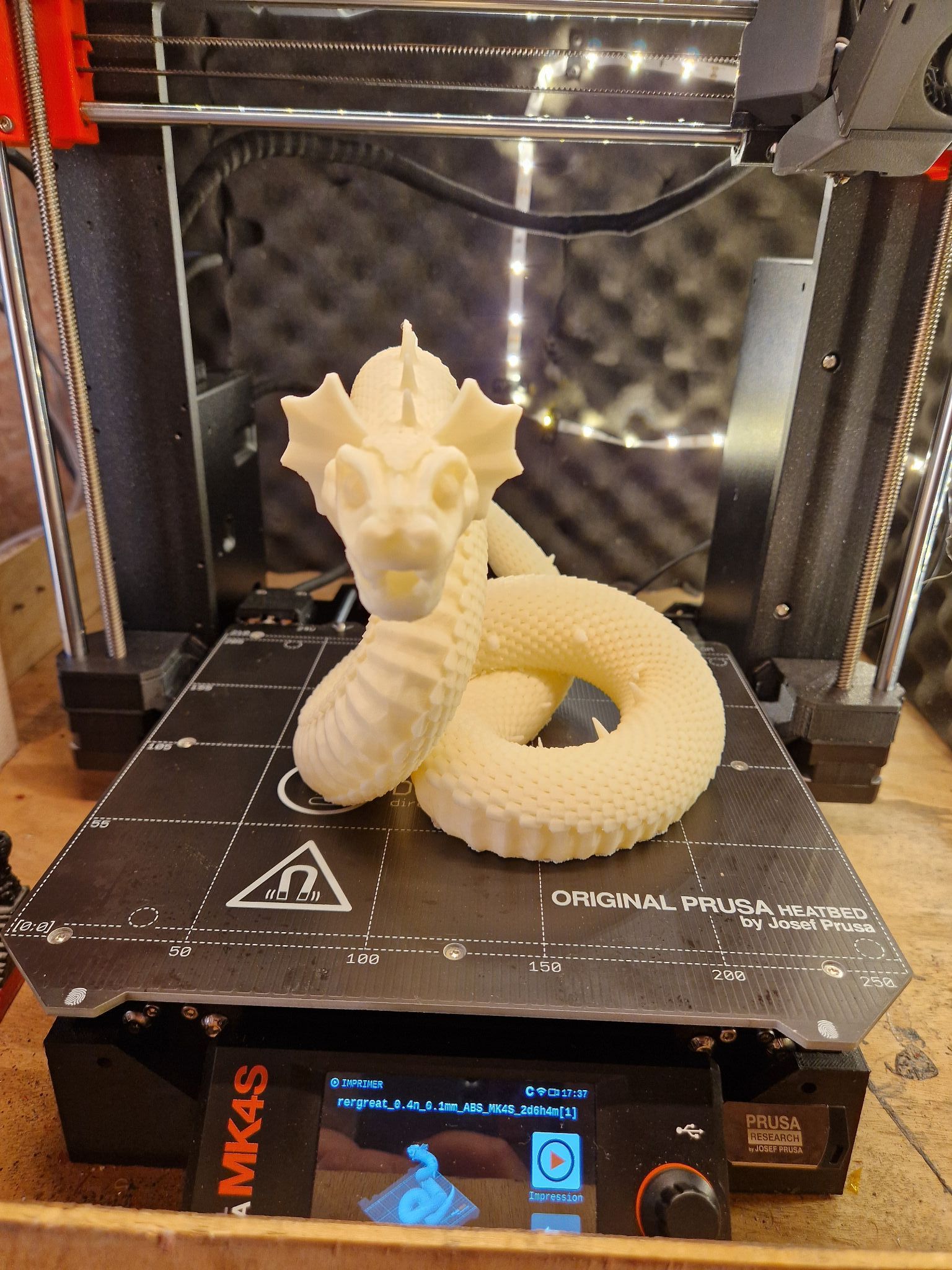
Voilà le résultat d'une impression en abs de 3 jours, incroyable. J'ai eu un seul défaut, mais ça vient du modèle car j'ai 2 couchés pleines.

 3 points
3 points -
ça dépend vraiment des marques/batch mais en gros entre 250-280° max selon ce qu'ont recherche et le comportement du filament. Bien sur, mais j'avais procédé a des essais juste avant. Justement je ne voulais pas obtenir une transparence ultime, étant donnée qu'il s'agit d'une applique, je souhaitais qu'il déforme et atténue la lumière car les appliques d'origine que j'avais était semi-opaque et légèrement teinté. Mais ce n'est pas tout, il fallait également que la pièce soit un chouilla flexible afin de pouvoir rentrer dans les encoches prévue à cette effet. Par conséquent j'ai du joué avec le remplissage et le nombre de parois pour avoir cette flexibilité et ne pas avoir une énorme transparence non plus. Les précédents test que j'ai fais en amont ont suffit a me prouver que 50° de caisson seulement avec le Bed suffisait amplement
 3 points
3 points -
une autre chose @xavax perso l'ASA je ne le refroidis quasiment pas pendant l'impression alors que souvent dans les profils on voit du 40% de refroidissement par exemple, je ne dépasse jamais 10% voir souvent je suis à 02 points
-
un groupe d'impression en ABS fibres de verre Bambulab imprimer en 0.24 pour faire "ressortir" les fibres et pour pouvoir comparer avec celui de Qidi
 2 points
2 points -
Oui effectivement, là-bas quoi2 points
-
C'est ce que fait déjà le S4 de Sunlu, via son "Mode 2" et je dois avoué que c'est rudement efficace, dès que l'hygrométrie atteint un pourcentage que tu prédéfinie il se met en route pour la faire chuter évidemment tous ça coupler à la température cible choisi précédemment.2 points
-
Affaire résolu. J'ai surement des qualités, mais beaucoup de defaults aussi. J'ai une connaissance limité en anglais et encore pire quand il est parlé, donc je n'ai rien compris à la vidéo, mais n'ayant aucune réponses, j'ai persévéré et après 3 BOITES de Doliprane, j'ai réussi. (je plaisante sur la quantité ).2 points
-
Un dernier. Le fichiers est relativement bien et pas de soucis lors de l'ouverture ou fermeture de la porte. Tout est bien "coincé"
 1 point
1 point -
alors pour les filaments avec fibres un tube plus large est mieux mais de manière générale, j'ai toujours eu de meilleurs résultats avec des tubes de plus de 2 mm @souriceaux je les prends transparents car j'ai bien voir ou est le filament et si il circule correctement1 point
-
Oui le caisson est prevu, j ai squatté une pièce dans la maison, pour m en faire un atelier, il y fait plus chaud que dans la grange, donc un meuble est construit pour les 2 machines, j espere pouvoir faire fonctionner la deuxième car j ai des pièces style bouton de ventillation à refaire en abs pour une voiture en cours de restauration et plein d autre chose, pièce pour telescope, jardinage....1 point
-
Alors dans ton cas précis les "bourrelets" que tu as, est lié à ton warping, lorsque ta buse arrive au dessus du morceau qui à warpé, elle aura tendance a écrasé plus fort la pièce, et ça ton imprimante ne peut pas le compensé puisque la machine ne sait pas que ta pièce à warp. Concernant la Ventilation de la pièce c'est en fonction de l'ASA que toi seul utilise, je ne peux pas te donner de chiffre précis puisqu’on utilise pas de l'ASA provenant du même fabricant, toute fois il y à une plage a respecter selon les matériaux utiliser. Si tes murs et tes ponts te semble propre au premier coup d’œil alors ne change pas la valeur de ventilation d'origine.1 point
-
de part mon expérience, aucun besoin de colle sauf spécificité du plateau Bambu que j'ignore @xavax l'ASA est beaucoup plus facile à imprimer que l'ABS, pas du tout la même tendance au warping et c'est c'est lié à sa composition il a également une meilleure adhérence intercouches que l'ABS par contre il faut un plateau avec une chaleur uniforme et minimum de 90 degrés donc situ mets 90 degrés et qu'il y a des endroits avec un peu moins, ça l'ASA n'aime pas du tout mais tu peux monter ton plateau jusqu'à 1001 point
-
Concernant le problème de @PacMan, avec mon peu d'expérience, je me dirigerai vers 3 soucis à regarder: - Effectivement comme l'avait déjà annoncé @fran6p le PTFE - Déroulement du fil lors de l'impression - Température de la buse (mettre 220 pour les impressions) Voir éventuellement l’environnement ou se trouve l'imprimante A+ en espérant qu'il trouvera une solution rapidement car c'est une bonne machine1 point
-
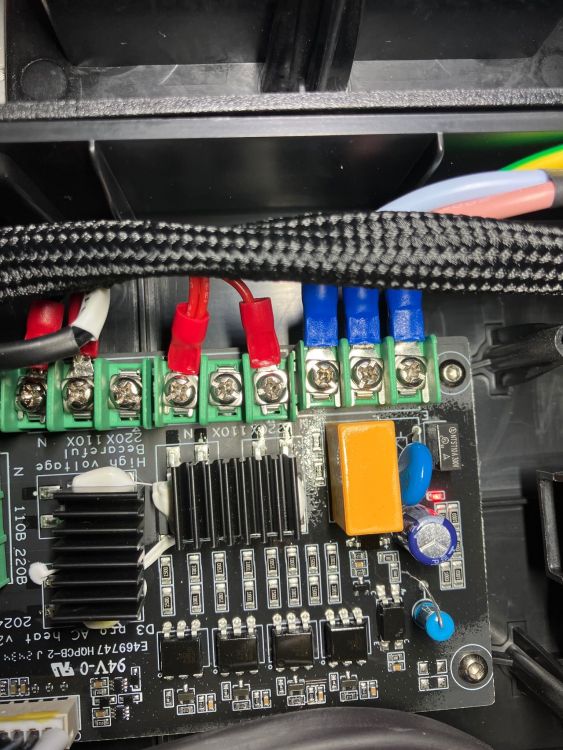
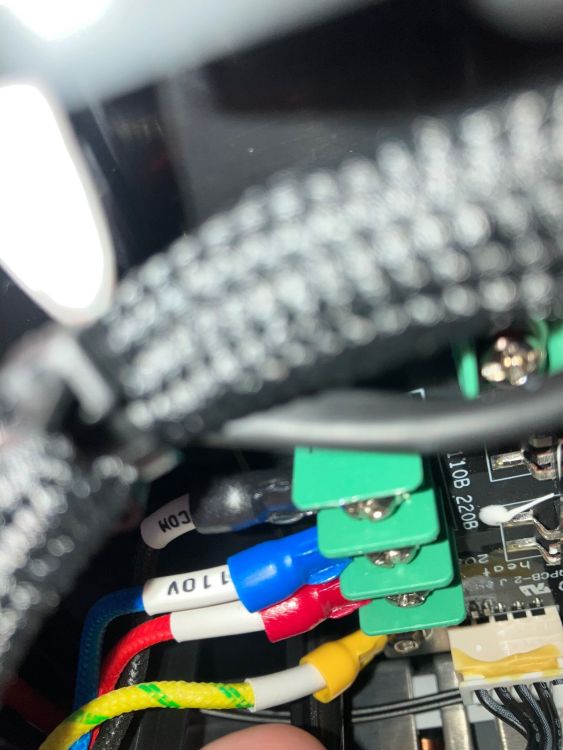
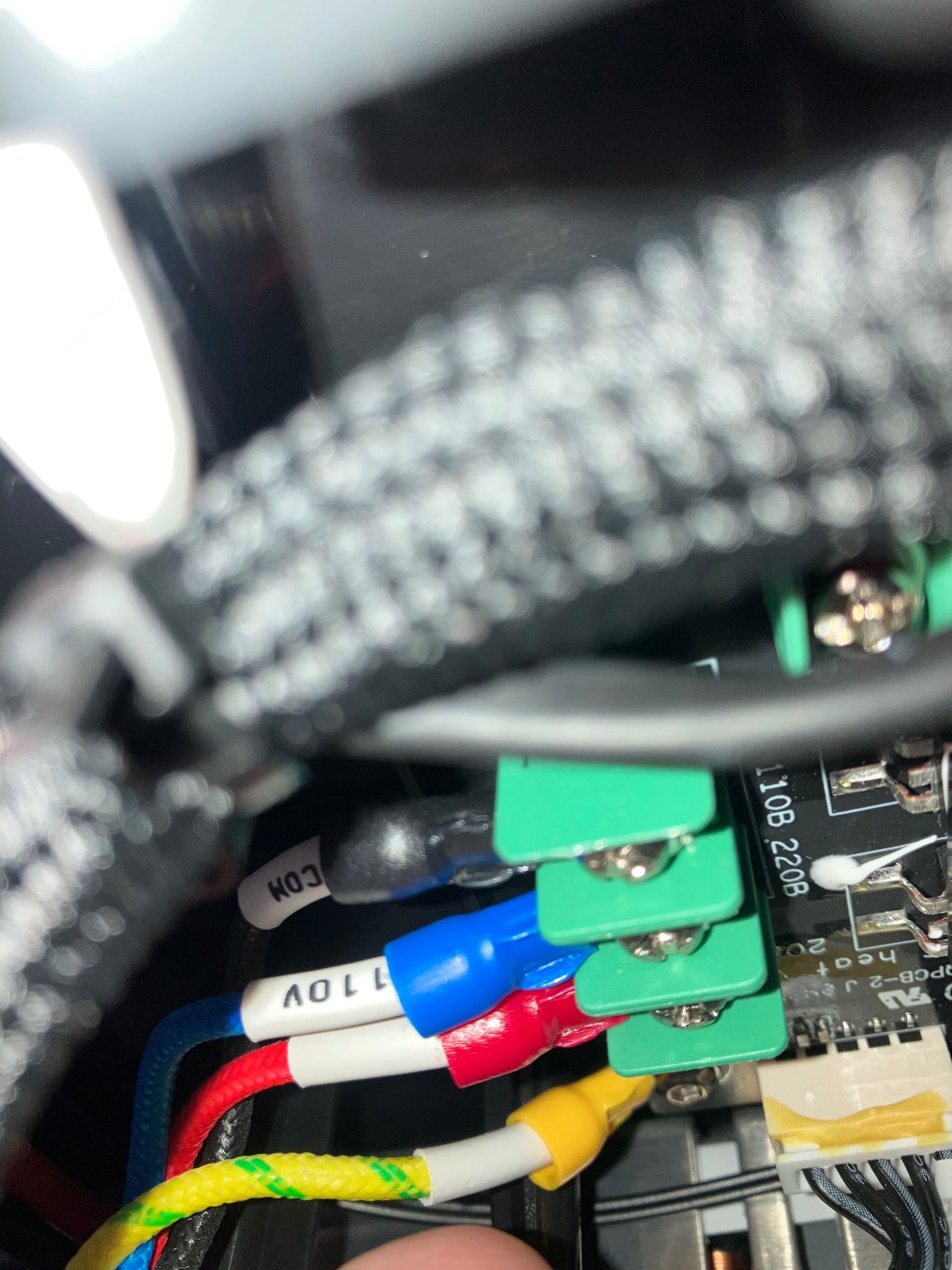
je suis justement en train de faire des tests sur la chambre @hyoti alors il est en 220 V, ce sont les 2 fils rouges au centre
 1 point
1 point -
Ah oui cela paraît très correct. Une question ? Le chauffage de la chambre est en 110V (en gros). celui du bed 220 V ou 110 v chez nous ? Il font chxxx les ricains de plus en plus !!! Je pensais qu'ils étaient au moins à 5000V depuis quelque temps Question de cheveux en l'air, style palais de la découverte ou ISS (peut-être pas pour longtemps pour cette dernière)1 point
-
Quand pensez vous ? En 0.18 réglage d'usine.

 1 point
1 point -
comme quoi on en apprend tout les jours @souriceaux c'est vrai qu'il y a un microclimat à Menton1 point
-
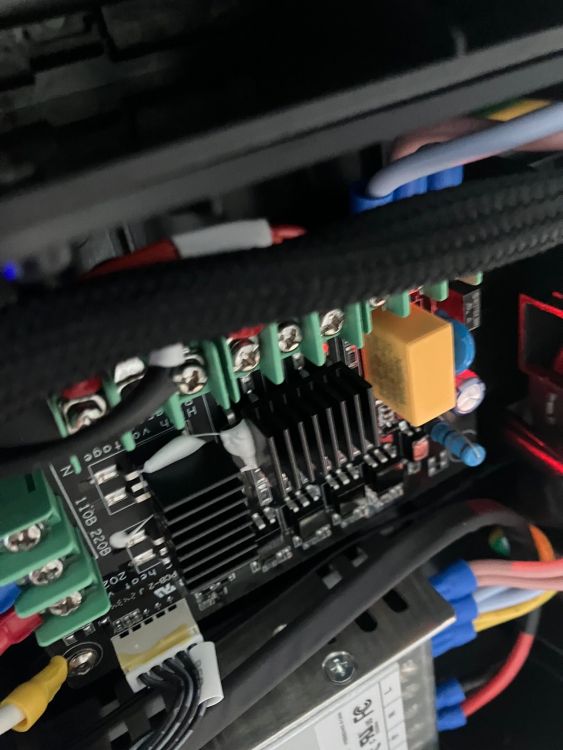
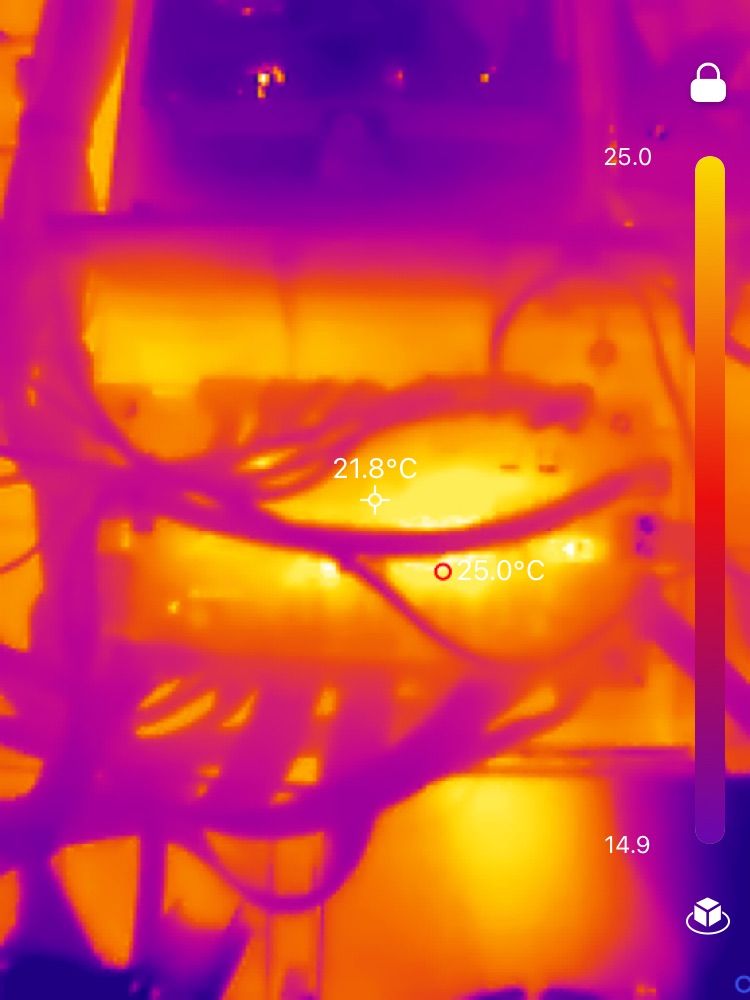
j'en ai profité pour faire un test de chauffe du plateau, c'est très correct, une montée très rapide et linéaire jusqu'à 110 degrés puis un net ralentissement pour arriver à 120 degrés (ce qui est moins gênant puisque la plupart des matériaux s'impriment en dessous de 110 degrés) en partant d'une température ambiante de 17 degrés, on met : 2 min 04 pour arriver à 60 degrés 4 min 30 pour arriver à 90 degrés 6 min 40 pour arriver à 110 degrés 11 min 45 pour arriver à 120 degrés une petite photo du module d'alimentation du chauffage du plateau, le capot arrière étant démonté on peu imaginer qu'il y a un petit décalage mais en tout cas il ne chauffe pas outre mesure
 1 point
1 point -
je ne confonds pas : en phase de chauffe, le mettre en route augmente la circulation et fait passer l'air frais au dessus du lit, donc le réchauffement de la chambre se fait plus vite...1 point
-
pas faux @Guillaume3D il y en a même à vendre ici1 point
-
Oui en fonction de l'importance de la pièce et cela passe toujours très bien. Pas de décollement, pied d'éléphant ou autres. Mais mon plateau est déjà chaud au départ. Autre chose, pas de ventilation hormis la tête et ma porte est toujours fermée. Le capot est uniquement soulevé par des supports L'imprimante est dans l'appartement, et ici dans le Sud Est il ne fait pas très froid.1 point
-
D'après certains résultats d'impressions, QiDi est au-dessus en matière de finition. Ceci étant, voir les critères : chambre fermée, optimisation de la chaleur, vitesse et autres. Mais quand je regarde toutes mes impressions pour le moment en PLA ou PETG, elles sont vraiment très très bien1 point
-
Effectivement, le bras robot est différent car il a une architecture 3 axes et non 6+, pas question des scara Merci, la conception des jointures est particulièrement intéressante ! Je suis un peu perdu sur les scara, elles ont toutes des têtes différentes1 point
-
Idem j'allais éditer mon message pour le prévenir de la ventile + vitesse d'impression1 point
-
Tu as de la délamination, la preuve qu'il fait encore trop frais dans ton caisson... Abandonne cette impression, et pré-chauffe ton caisson une bonne heure avant de relancer et sans activer la filtration de chambre ce coup-ci.1 point
-
Tu utilises bien Bambu Studio ? A zut tu as un onduleur ?1 point
-
@vap38 nous avons peut être conclu hâtivement en fait en farfouillant je tombe sur des boîtes de ce type ou il est indique que la température d'utilisation est comprise entre -20 et 120 degrés ce qui laisserait penser qu'il s'agisse de polypropylène, ce qui est d'ailleurs confirmé par la mention : utilisable en micro onde1 point
-
si rassures toi c'est possible, il y a même plusieurs façon de le faire @Stalowh en voici une avec Fusion1 point
-
Oui c'est ca, comment mon dessin de tomate, en fait j'aimerai l'imprimer face contre le plateau pour profiter de la qualité de la première couche. Mais je ne sais pas si c'est possible sur fusion, je n'ai jamais que utilisé fusion que en extrudant a des distances différentes pour créer un relief1 point
-
ok merci @Stalowh tu voudrais en somme que le texte ne soit ni en relief ni en creux mais imprimé dans une autre couleur sur le même plan que la surface de ta pièce est ce que c'est bien cela ?1 point
-
C'est rajouté En slicer, j'utilise bambu studio Le soucis quand j'essaye de sortir mon objet fusion en format stl, aucun export se produit surement car il n'y a aucune forme 3d de créée1 point
-
première question @Stalowh quelle imprimante et quel slicer utilises tu que je comprenne mieux je t'encourage à mettre dans ton profil ton imprimante ça simplifie la compréhension1 point
-
bonjour @Stalowh bien sûr que tu peux le faire sous fusion, tu peux même le faire sur certains slicers tu as travaillé en 2 et ton text n'est pas en relief voilà un auto que tu peux prendre le temps de regarder pour comprendre toutes les possibilités1 point
-
Pour le filtre à charbon actif, je viens de remplacer le mien également par un panier que j'ai imprimé via Makerworld et du Charbon Actif que j'ai acheté sur le net, j'en parle ici Filtre à charbon actif Ensuite concernant la ventilation de chambre, tu peux le désactiver complètement, étant donné que les BBL (Sauf la X1E) sont dépourvue de Chauffage Actif, le ventilateur d'extraction de caisson va faire chuté la température de ton caisson et créer des courants d'air, ce qui est très mauvais pour de l'impression Technique. Tu peux par exemple activer l'extraction du caisson à la fin de ton impression pendant 15-20min le temps que la température chute et que ton impression refroidie tranquillement. Ensuite avec ce type de pièce on évite au maximum les angles pointu qui a tendance a plus warp que les angles arrondie. Et enfin une dernière chose si malgré tout tu as encore du warping, utilise de la colle et une belle jupe1 point
-
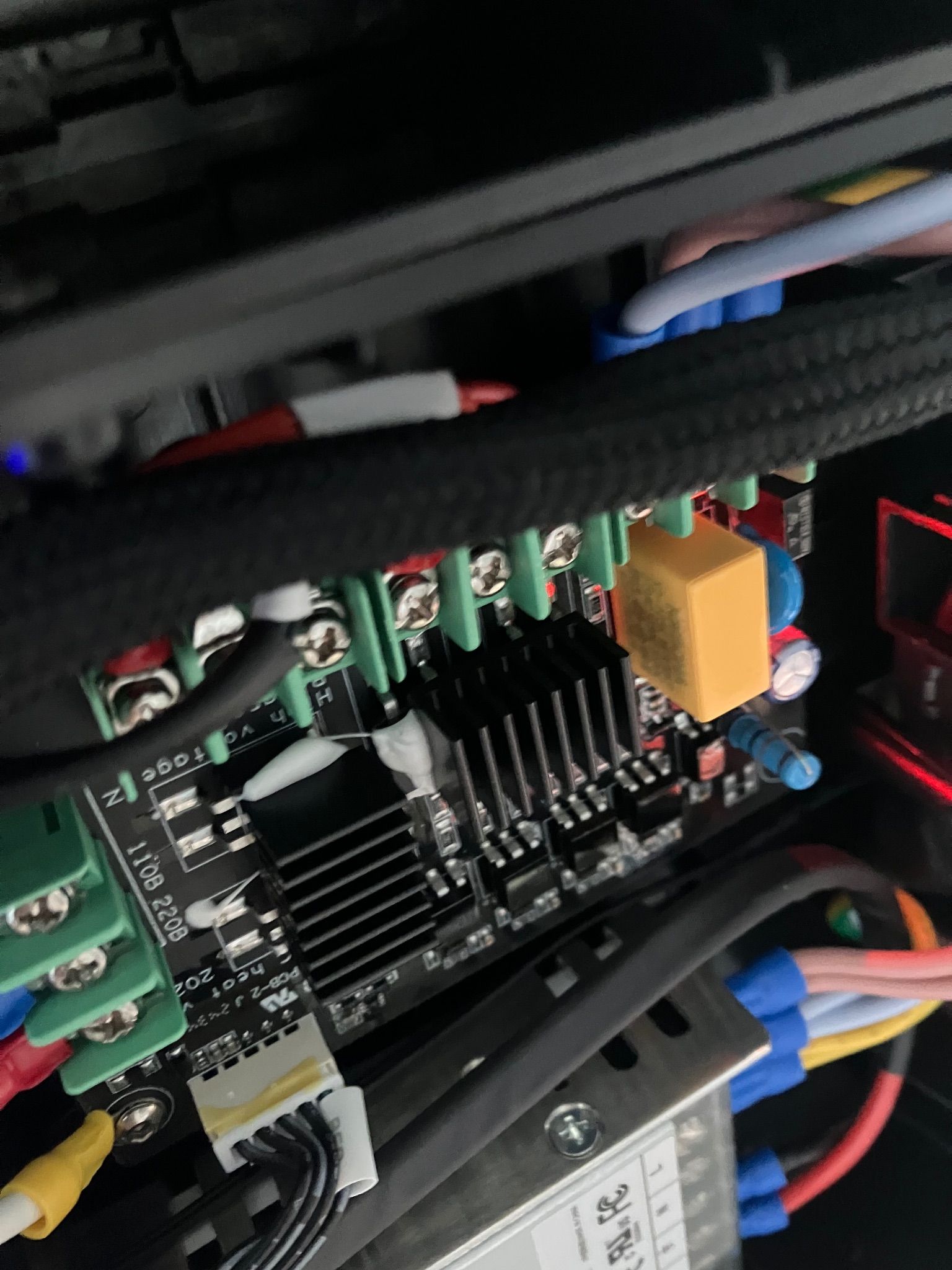
on n'a pas avancé d'un mm sur le problème malgré de nombreux essais on va attendre une réponse de Creality lundi sinon on les relancera sinon 2 photos pour @hyoti les radiateurs semblent collés à la colle chaude
 1 point
1 point -
Ben des fois faut mettre les mains dans le cambouis, je suis content pour toi.1 point
-
Le filtre non mais il faut que le ventilateur d'extraction fonctionne sinon le filtre ne sert à rien1 point
-
Pourtant le PC on imprime généralement avec le chauffage de chambre pour éviter le warping / délamination. Et généralement quand on veut obtenir des pièces transparentes, on chauffe plus pour améliorer la fonte intercouches. Mais peut-être est-ce que tu cherchais l'inverse ? Qu'est-ce qui t'a motivé à ne pas chauffer activement ?1 point
-
raconte nous ça @Jean_Luc quelle était la solution au final ?1 point
-
les filaments Bambu sont très qualitatifs pour te donner un exemple : la résistance à la traction, le Sunlu arrive à 11 Mpa + ou - 3 alors que le Bambu est à 34 + ou - 4 qui plus est les fiches techniques de Bambu sont vraiment très complètes et si tous les fabricants donnaient autant de détails, ça serait beaucoup plus simple pour le prix @xavax souvent dès qu'il y a une petite quantité, le prix diminue significativement1 point
-
les Scara ont une cinématique plus simple que les Kuka @Guillaume3D par contre il ne s'agit pas d'un Scara 2.5D et encore moins d'un Scara tout court le 2.5 a une montée descente en Z en plus de 2 axes rotatifs sur le plan XY, ce qui le rend particulièrement adapté pour l'impression 3D voilà une base intéressante : ici
 1 point
1 point -
je ne choisirai pas ce type de connecteur pour les moteurs : 1) ça peut prêter à confusion 2) ça fait des prises en vrac à connecter autant avoir un gros connecteur avec tout dessus ou des JST XH sur un bout de circuit imprimé (un plaque d'essais par exemple) pour faciliter le branchement -> c'est reconnaissable et on peut moins facilement se tromper.1 point
-
Ça dépend de ce que tu entends par firmware Klipper est composé de deux parties : le firmware qui pilote les éléments matériels et «klippy» qui gère les processus de haut niveau (voir ce sujet du forum). La construction et le flashage du firmware dépend du contrôleur utilisé (STM32, autre), et n'a pas besoin d'être régulièrement mis à jour. Quand c'est le cas, Klipper le fait savoir . Une fois le firmware installé, comme l'a indiqué @Savate, c'est le fichier printer.cfg (texte) qui décrit les broches à utiliser => modifier, ajouter, amender, enregistrer le fichier, redémarrer Klipper et il est pris en compte.1 point
-
Plus vite et plus facilement : un fichier (texte) de config et hop c'est fait. Pour les connecteurs les molex microfit 3.0 supporte la puissance des hotend et il en existe avec plein de broches pour n'avoir qu'un ou deux connecteurs à brancher. (pas contre ils sont pénibles à sertir ... et à démonter)1 point
-
salut @PacMan as tu une autre marque de filament sous la main un truc que je conseille d'avoir sous la main c'est d'avoir du filament de nettoyage, attention contrairement à ce que raconte certains, ça n'est pas du nylon mais de la Polyoléfine modifiée car en cas de difficulté un petit bout et on peut en regardant ce qui sort de la buse parfois comprendre le problème petite astuce : Ziro un fabricant de filament Chinois envoie à chaque commande de filament des échantillons de filaments à tester et pour ma part dans les 2 échantillons, j'ai toujours du filament de nettoyage (c'est ce que je te racontais @vap38 ) j'en parle sur ce sujet : ziro un fabricant de filament qui se démarque1 point
-
Hello, Ca y est premier benchy imprimé ....enfin premier code erreur qui n'existe pas dans la base de donnée du wiki (en détail : CA2715, left belt calibration failure ) Donc un ptit whatsapp au sav, en attendant ce n'est pas bloquant malgré tout impression très belle, mais entre les ventilos qui tournent au max et les coups de butoirs de la tête, c'est loin d'être steady ! mon ancienne semble plus silencieuse ... j'avais du m'habituer. l'idée est que je puisse bosser à coté, alors je triche et je désactive les fans que je peux, en espérant que ça ne compromette pas trop l'impression.. je vais vite m'intéresser à des ventilateurs plus silencieux, j'ai du voir un fil là dessus , c'était mon J1 avec la K2+ A1 point
-
Je ne suis pas certain de comprendre ton raisonnement. Que veux tu dires par "il n'y a pas ou peu de déplacement axial" sur un rotor de queue ? Une hélice carénée est plus efficace qu'un rotor ouvert. C'est une des raisons pour lesquelles Airbus a fait des fenestrons, mais pas que. La raison première est la limitation du bruit générée par cette hélice carénée qui est plus faible que sur les rotors ouverts. Le problème, c'est qu'une carène, c'est de la matière donc du poids. Il arrive une taille critique ou le poids de la carène devient désavantageux par rapport au gain aérodynamique, puisque ton rotor est contenu en terme de diamètre. L’efficacité d'une hélice est "proportionnelle" à son diamètre, tel l'allongement d'une aile (puisque tu viens sommer des pales qui sont de petites ailes), donc d'un côté tu veux augmenter la taille de ton rotor au maximum, et de l'autre côté tu veux minimiser la masse, c'est des besoins opposés. Le H160 est à cette frontière, au delà (super-puma, NH90), tu as des rotors ouverts. @pjtlivjy Une raison pour laquelle cette "hélice" est pourrie, c'est déjà parce qu'il n'y aucun profil. En gros elle est plate. Une aile d'avion ou une pale, c'est profilé, plus ce profil est plat, moins c'est efficace pour déplacer l'air (très schématisé).1 point















.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)







.thumb.jpeg.3e1fa1416e9fb29c30ae0a7b98639f19.jpeg)