Classement

.thumb.png.cf91b9255a0fd229165d1133da6f304c.png)


Contenu populaire
Contenu avec la plus haute réputation dans 02/03/2025 Dans tous les contenus
-
Bon bah je viens enfin de sauter le pas ! La Qidi Plus4 est en route4 points
-
Je connaissais les avaleurs de sabres, mais là4 points
-
En gros il n'y a que le PP qui adhère au PP. Sur des petites pièces le magigoo standard peut passer, mais dès qu'on monte un peu en taille, la Magigoo PP marche très très bien et pas besoin de brim. Par contre, c'est une chi**** à retirer du plateau.3 points
-
Une imprimante 3D volante, des nouveautés chez Sunlu et xTool, la Eryone Thinker X400, des dicussions sur le forum et un projet DIY ! https://www.lesimprimantes3d.fr/semaine-impression-3d-478-20250302/3 points
-
de toute façon il faut que je le fasse en priorité pour la K2 dans le cadre du boulot, ça va que là les 3 autres impriment du Petg fibre de carbone et du Petg fibre de verre mais là c'est très décevant et surtout c'est une température instable car du coup la température intérieure est très influencée par la température extérieure on obtient donc exactement le contraire du but d'un caisson chauffant : stabilité d'impression par isolation du milieu environnant bien sûr je m'occuperais de mes Qidi adorées également mais la situation est beaucoup moins problématique3 points
-
alors on a se problème de porte et on a aussi la plaque de verre du dessus, je n'ai pas fini de calculer les caractéristiques du matériau du caisson mais je ne suis pas loin de penser que le verre de 3.2 mm de porte et de 3.4 du capot sont plus isolant un autre endroit ou la chaleur se débine encore plus, c'est la sortie des purges qui est juste au-dessus du chauffage !!! @hyoti j'ai bien lu tes arguments sur la position du chauffage mais là on a un couac pour moi qui plus est là ou se trouve la sonde de température est mesure en partie la radiation thermique des tôles dont elle est entourée
 3 points
3 points -
En faite, le contrôle qu'ils ont sur les données utilisateur est crucial, pour savoir ce que les utilisateurs imprime, c'est à dire, quel type de matériaux ? quelle couleur ? avec ou sans charge composite, si oui quel type de composite? combien Kg est écoulé entre le moment ou tu as acheté ton kg et le moment ou tu la consommé etc.. ils te font une moyenne de tout ça, et la fin ils vont ce focus beaucoup plus sur un/des types de matériaux pour tout simplement répondre au besoin auquel ils ont récupéré en amont. D'ailleurs ont la vue en 2024 avec des changements de recette sur certains filament, comme leur PETG (Qui était nickel soit dit en passant) et les majs profils qui ont suivie derrière. Et ça fonctionne aussi avec les accessoires comme les BED et les Buses, ils ont d'ailleurs remplacer les extrudeur (Plastique) des séries X et P par des Acier Trempé lorsqu'ils ont commencé a commercialisé leur filament chargé en CF, lorsque tu acheté une machine. Ils ont aussi arrêté de fabriquer et vendre certaines buses en Laiton et remplacé par de l'Acier Trempé également. Toutes ces décisions ne sont pas anodine. Maintenant ce qu'il faut savoir, c'est que BBL fait tout son possible pour dissuadé les users d'utiliser du filaments externe à BBL, c'est d'ailleurs pour cette raison qu'ont manque de profil "Filament" dans BambuStudio contrairement à OrcaSlicer, puisque ce n'est pas du tout dans l’intérêt de BBL d'inciter les utilisateurs a utiliser du filament concurrent. Je n'ai évidemment aucune preuve pour appuyer mes propos et je peux même me tromper sur toute la ligne, mais c'est comme en météorologie il s'agit d'une tendance, lorsque tu aperçois au loin un cumulonimbus, tu te doute bien qu'il va pas faire grand soleil Mon petit doigt me dit, que je suis pas loin du vrai... Pour moi tout leur système fermé repose la dessus, contrôler les consommables dans le même état d'esprit que des imprimantes Jet d'Encre. Il y a aucun mal à ça, mais faut l’accepté lorsqu’on achète du BBL Exactement, coucou Creality en passant2 points
-
Ça fait surtout partie de la stratégie commercial de BBL, Bambu s'en moque des machines ils font plus de fric sur leur filaments, ont voit la tendance vers laquelle ce dirige BBL avec tout leur filaments, même orienté "technique" Tu t'imagine bien que ce genre de modification ils le percevront du mauvais œil et c'est pas demain la veille qu'ils libéreront le code. Sans compter la tonne de Data user qu'ils récoltent en temps réel via Bambu Studio & Handy qui leur permettent de ciblé leur production de filament avec précision à rendre jaloux n'importe quel fabricant de filaments dans le monde. BBL à sortie des machines fiable et réputé, ça leur suffit il faut croire, au vue de l'évolution des machines & accessoire depuis la sortie des "Séries A" c'est à dire 0 évolution.2 points
-
quand j'ai lu ton message @LOLO710 j'ai été étonné ... démontage il y en a qui ne recule devant rien pour comprendre les choses et puis en regardant j'ai compris en tout cas très interessant merci pour la trouvaille @electroremy il y a la réponse à ta question
 2 points
2 points -
Bonsoir, Petite vidéo de démontage de A àZ de la core one https://youtu.be/mIJrKwkuiM8?si=vKqdT7xzmB5MqZDc2 points
-
Magigoo a aussi une spécial PP du coup on peut se demander pourquoi j'utilise un plateau lisse pour le PP je trouve que ça améliore bien j'attends une livraison de PP avec des plaques adhésives type scotch bleu on va voir si ça tient la route2 points
-
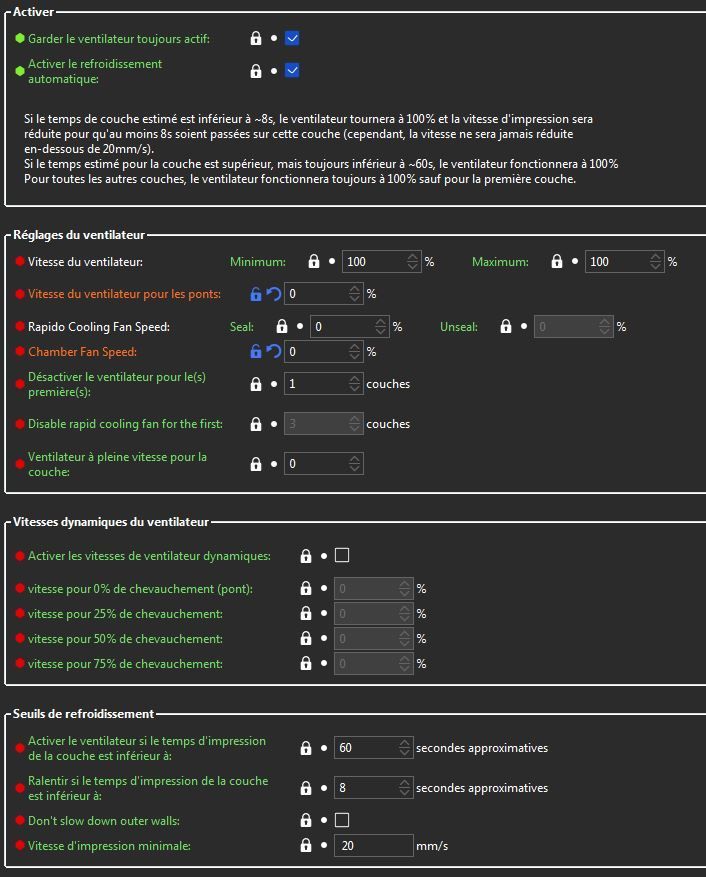
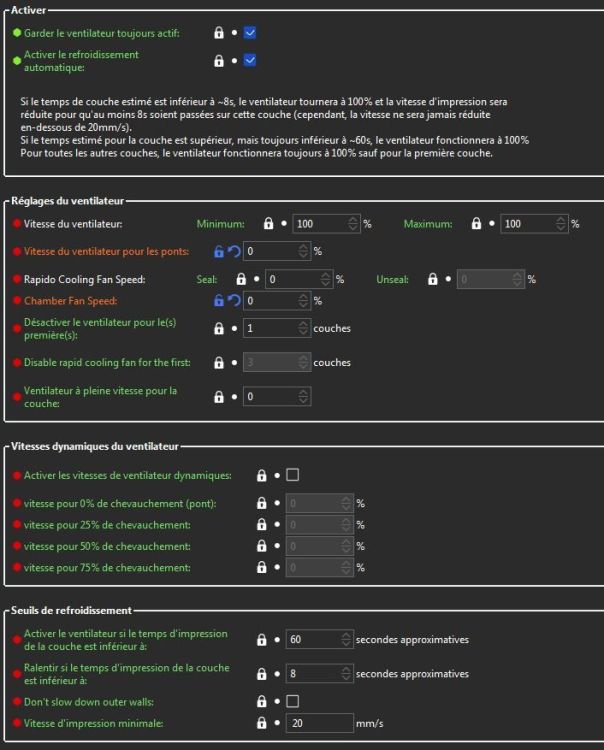
Aujourd'hui, impression de PP (Polypropylène) Semi-Flexible de chez RepRapper. Hotend 240 - Bed 100° - Chauffage Actif 0% - Ventilation Auxiliaire 0% Vitesse Mur interne et Externe 25mm/s - Remplissage 50mm/s 3 Parois et 45% de remplissage Grille. Je suis partie d'un profile Générique que j'ai ajusté a mesure des test. J'en ai profité de ce print pour testé 2 Colles différente, car oui le PP sans colle (Je vous le déconseil, Warping assurer) Une colle standard Magigoo (ABS, PLA, PETG, TPU) Le même bâton mais chez 3DLac. En appliquant de la colle de chaque cotés avec une colle différente, j'ai constaté que la 3DLAC ne tient pas le PP. Toute fois la Magigoo Standard à fait largement l'affaire. Une photo de l'impression avec la 3DLAC Et le print reussi avec la Magigoo. Ce sont des attaches de radiateur pour les curieux

 2 points
2 points -
oui, tout est dans le printer.cfg.2 points
-
J'ai échangé des points la semaine dernière sans souci et j'en gagne encore sans souci, faut juste ne pas donner toujours au même personne. Perso j'en donne à ceux du forum mais à d'autres aussi et je télécharge pratiquement toujours se que je boost même si je ne l'imprime pas (c'est la qu'ils pourraient faire chier car ils savent ce qu'on imprime...) Après même si cela m'arrange bien, je trouve qu'on gagne facilement des points et cela doit leur coûter une blinde donc je pense juste que cette mise à jour et la pour donner une excuse de moins en distribuer.2 points
-
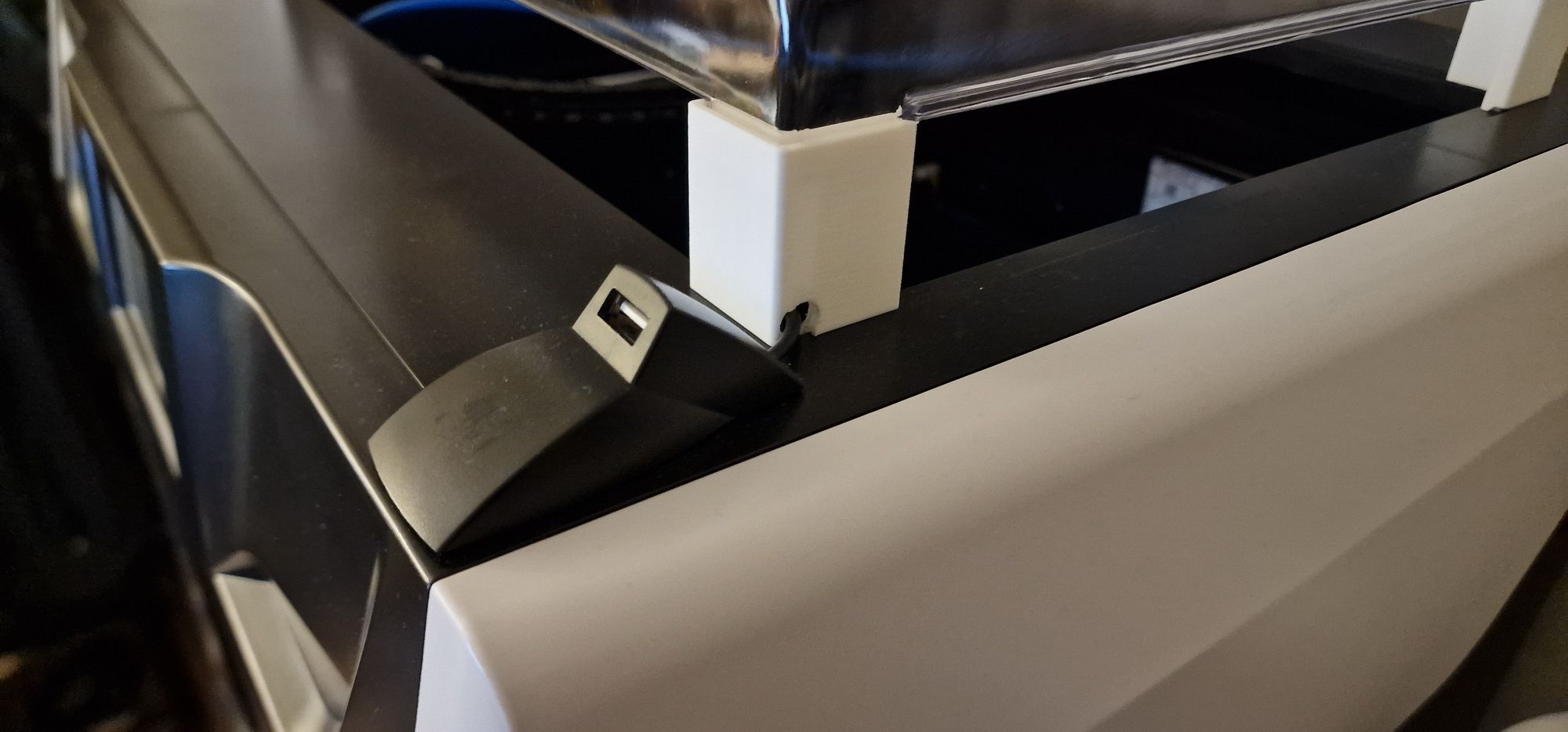
Et voici la grille de ventilation Avant: Apres Extracteur Éteint: Extracteur Allumé : je suis content des côtes, le jeu est tellement serré que je n’ai pas besoin de vis, le troue que j’ai fais au centre et donc inutile


 2 points
2 points -
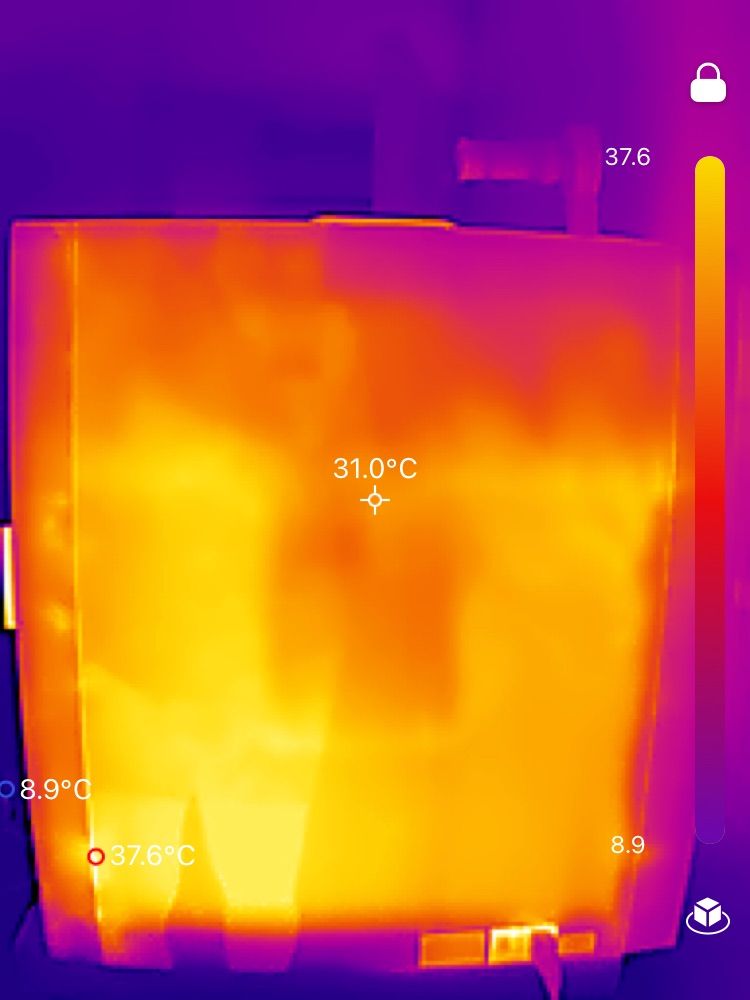
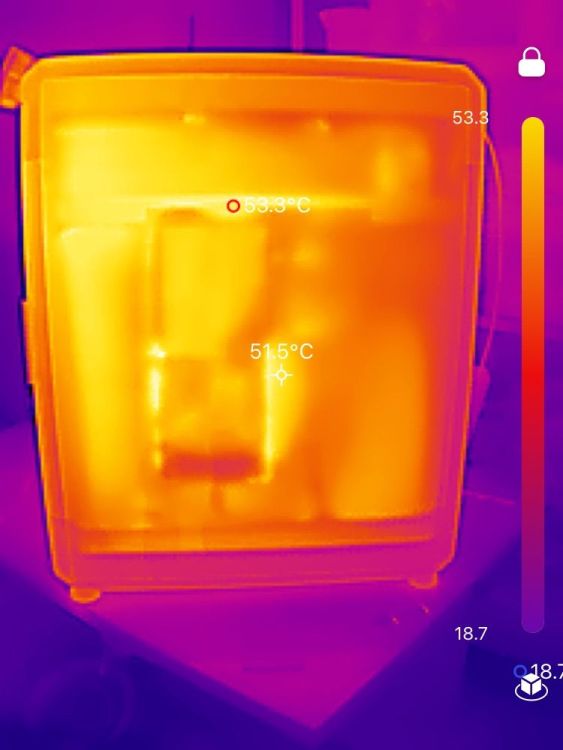
pas d'isolant dans la K2 @vap38 c'est même un matériau avec une très bonne conduction thermique ... un comble déjà qu'ils ne répondent pas à mon email au niveau du sav voilà la Q1 Pro, température intérieure 60 degrés donc on est un peu moins isolant que la Plus 4 (mais plus que la K2 - ceci ce n'est pas un exploit ) mais c'est normal puisque la Plus 4 a un petit isolant mince sur les cotés, quelques mm de mousse, c'est peu mais ça fait une différence. en comparaison on peut admirer le Space Pi Creality qui est aussi une passoire thermique !!! Je vais faire bientôt des tests avec différents isolants
 2 points
2 points -
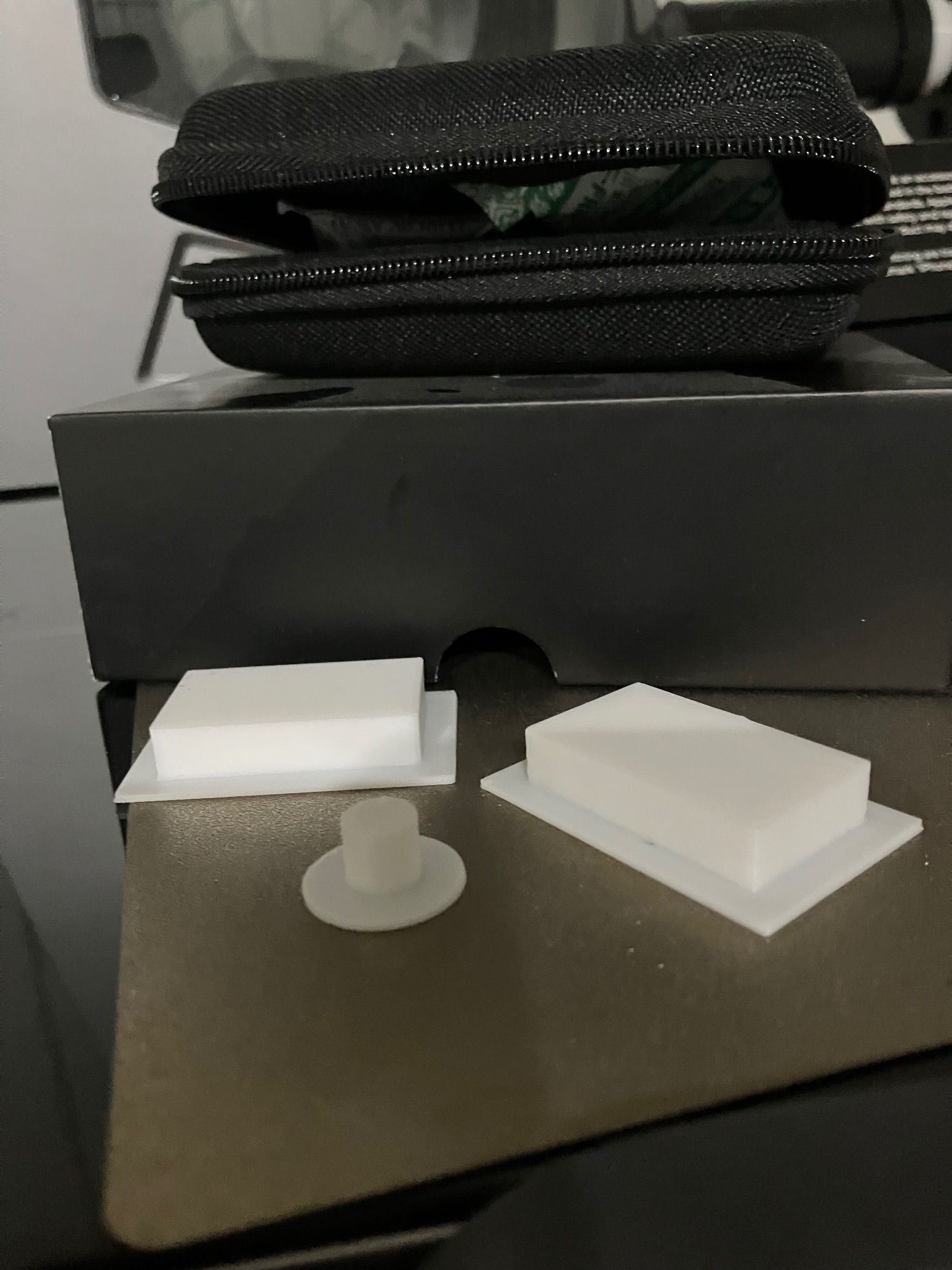
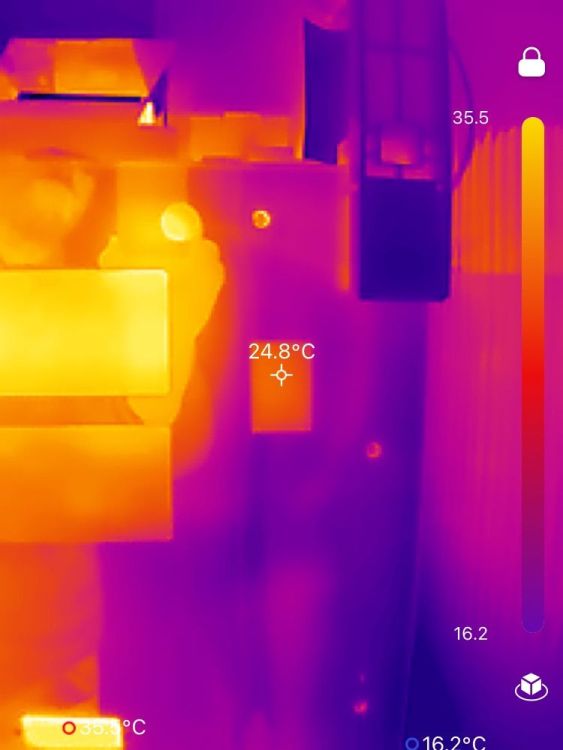
bonjour @vap38 pour l'instant très affairé par les travaux de mon nouvel atelier, je n'ai pas fait grand chose là aujourd'hui c'est repos donc je modélise des bouchons thermiques pour l'arrière de la Plus 4 ou il y a 4 problèmes une fois validé, je les mettrais à disposition bien évidement
 2 points
2 points -
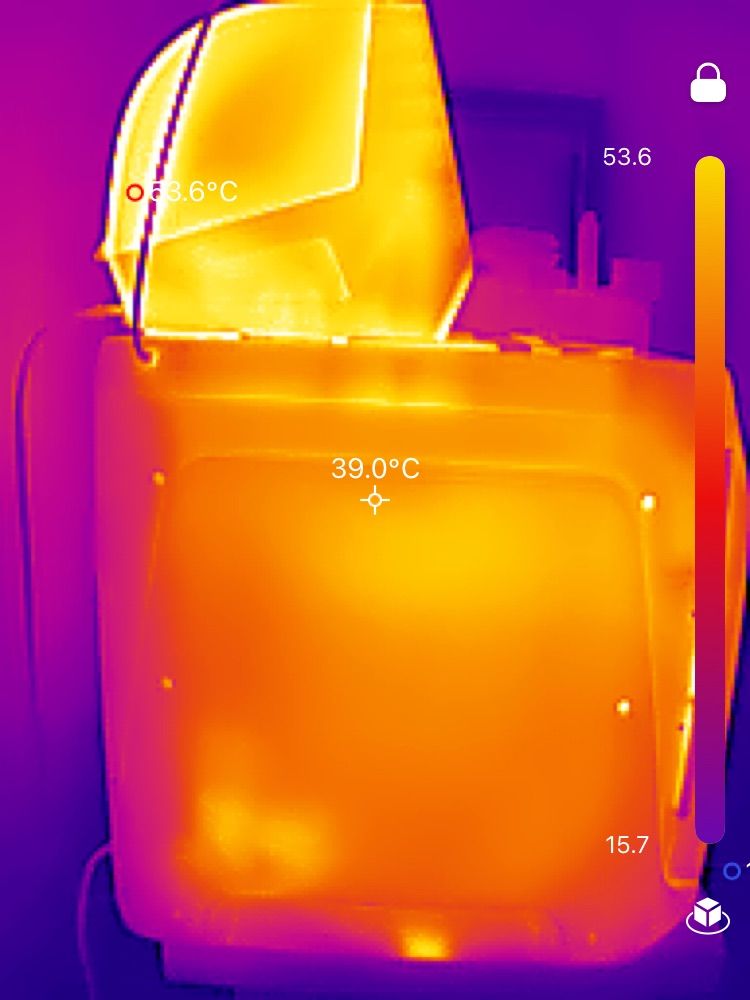
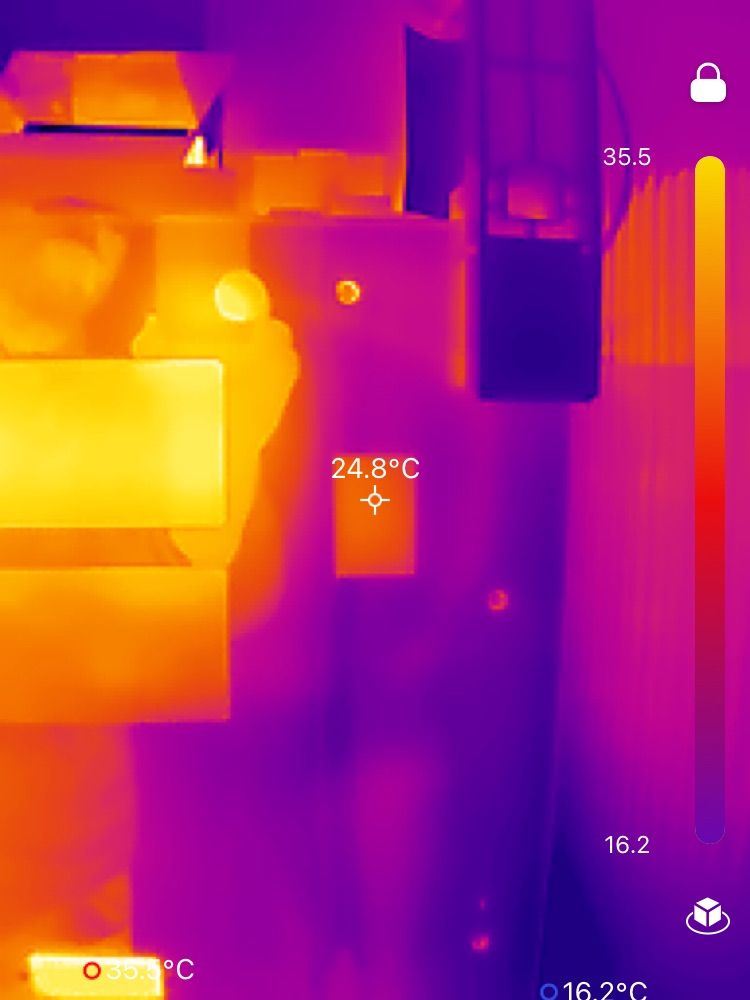
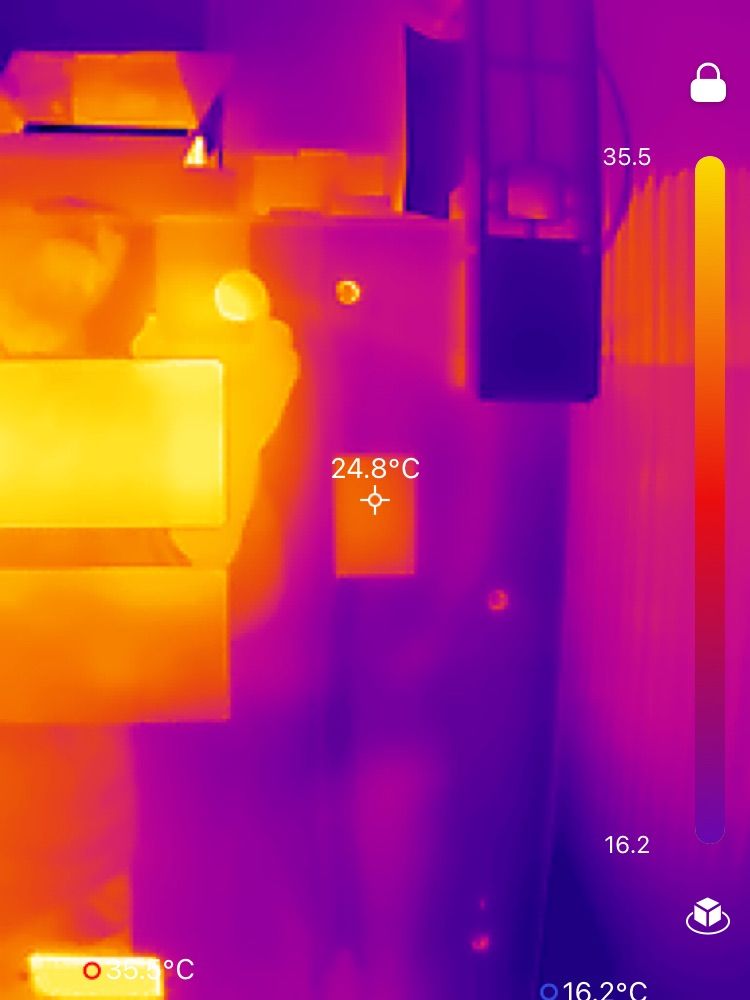
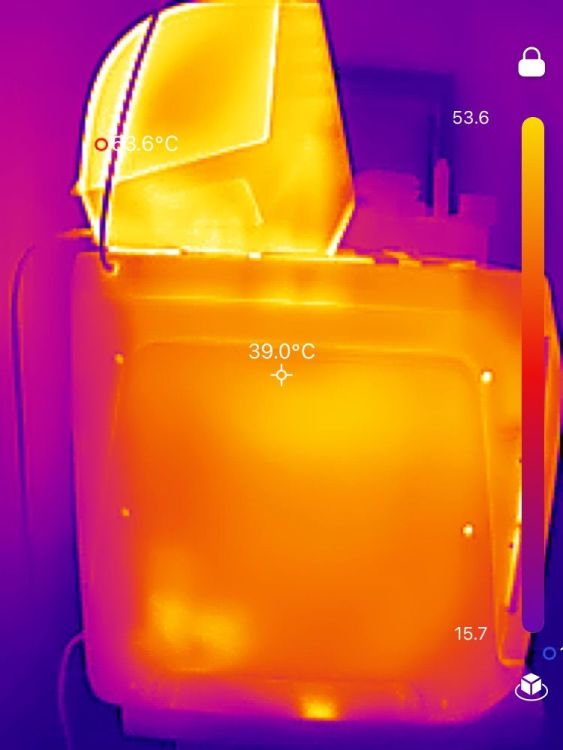
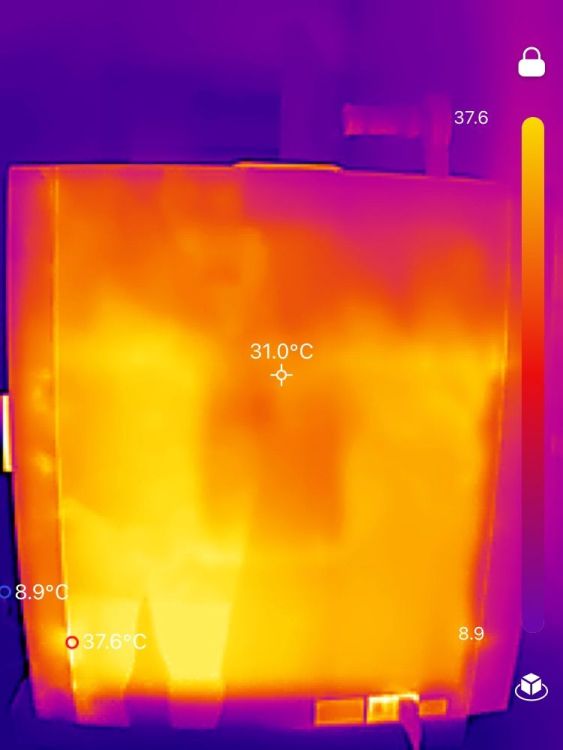
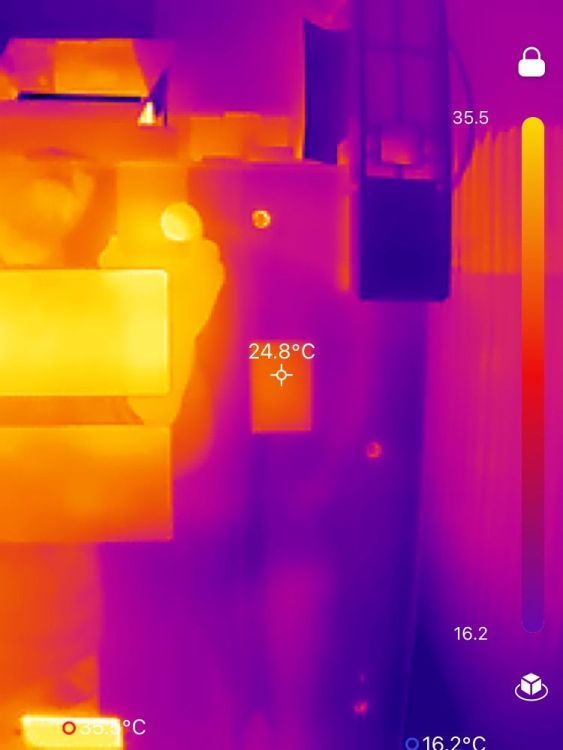
en comparaison du sujet que j'ai ouvert sur le K2+ Creality et ou je fais des relevés que la chambre ici, voilà un une photo avec caméra thermique des parois latérales de la Plus 4 et il n'y a pas photo on a 20 degrés d'écart entre la Plus 4 et la K2 sachant que la K2 monte très très péniblement (2 h et on comprend pourquoi )à 59 degrés alors que la Plus 4 monte à 65 degrés en 39 minutes
 2 points
2 points -
alors un point de comparaison : la Plus 4 Qidi arrive à 65 degrés en 39 minutes avec un plateau à 90 degrés certes la K2 est plus grande mais ne fait pas le double du volume de la Plus 4 Effets de stratification thermique : Dans un caisson plus grand, l’air chaud peut s’accumuler en haut, ralentissant la chauffe en bas. L’agitation (ventilation) devient plus critique pour assurer un chauffage uniforme. Sauf que pour imprimer certains filaments on va être obliger de couper les 2 ventilateurs latéraux et là on perd 4 / 5 degrés en 4 minutes Effets de conduction thermique : Les parois non seulement ne sont pas isolées, mais le matériau se révèlent avoir une très bonne conductivité thermique comme le montre cette photo (je précise que la caméra est bien calibrée et à la bonne distance ) on a sur les parois latérales une température d'au minimum 51 degrés pour une température intérieure de 59 degrés ... on est en G direct et on peut parler de passoire thermique !
 2 points
2 points -
bonjour, une petite présentation donc, loran, 50 ans (fait chier!!) et possedant une sidewinder x2, aprés avoir user pendant quelques années une alfawise u20!1 point
-
alors voilà le résultat, c'est quand même mieux grâce à ça

 1 point
1 point -
@SR-G c'est juste moi ou il manque le schéma de fonctionnement à l'écran cool @SR-G il est visible maintenant merci @SR-G et @Moucklee ce qui m'étonnent toujours c'est ce besoin de contrôle alors qu'en ouvrant ils se retrouveraient avec plein de gens faisant du développement pour eux gratuitement ils ne sont hélas pas les seuls à être dans cette logique1 point
-
Je n'y manquerais pas1 point
-
allez une petite évolution pour la Plus 4, pas grand chose mais ça améliore avant / après avec en plus une belle coïncidence numérique !!!

 1 point
1 point -
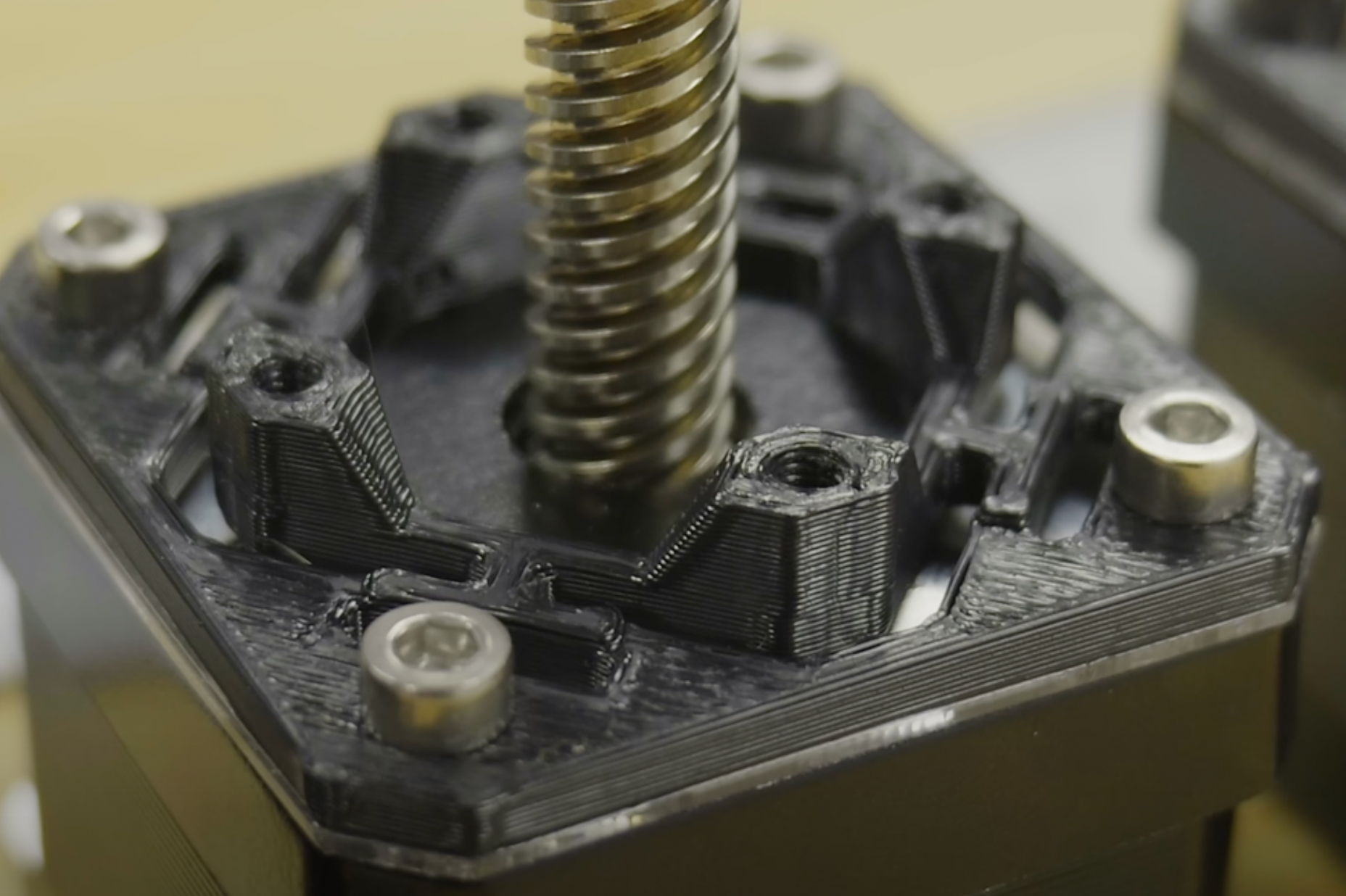
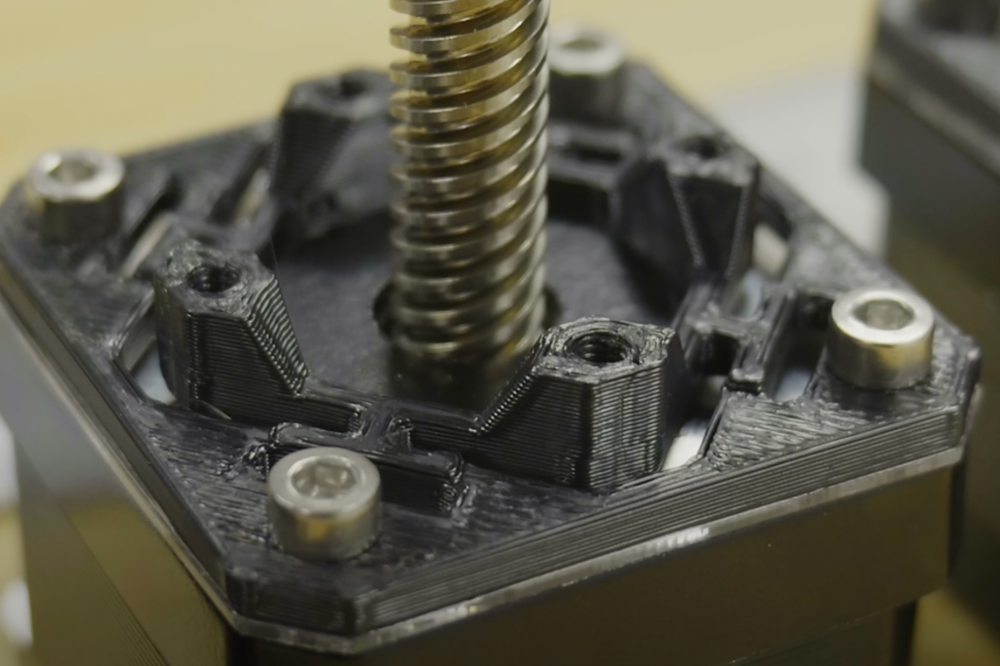
J'ai vu cette vidéo il y a quelques jours, et j'ai tilté aussi sur la photo que tu as posté @pjtlivjy. Tout le poids du plateau + impression repose sur les moteurs, et donc sur ces minuscules petites liaisons en plastique imprimées. Bon après le plastique ce n'est pas si fragile...1 point
-
très joli résultat @Stalowh imprimé en Pla, Petg ?1 point
-
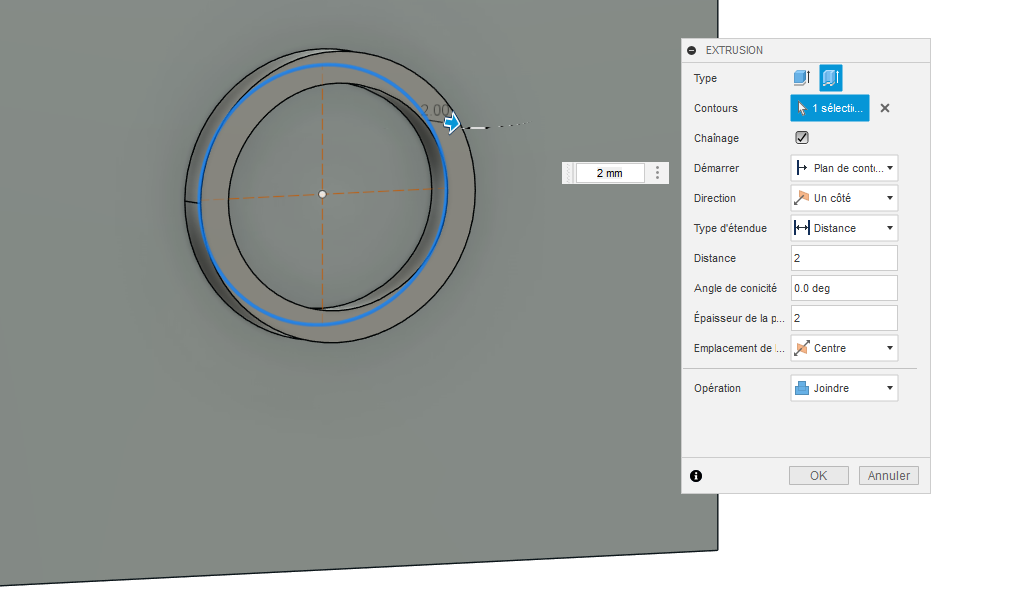
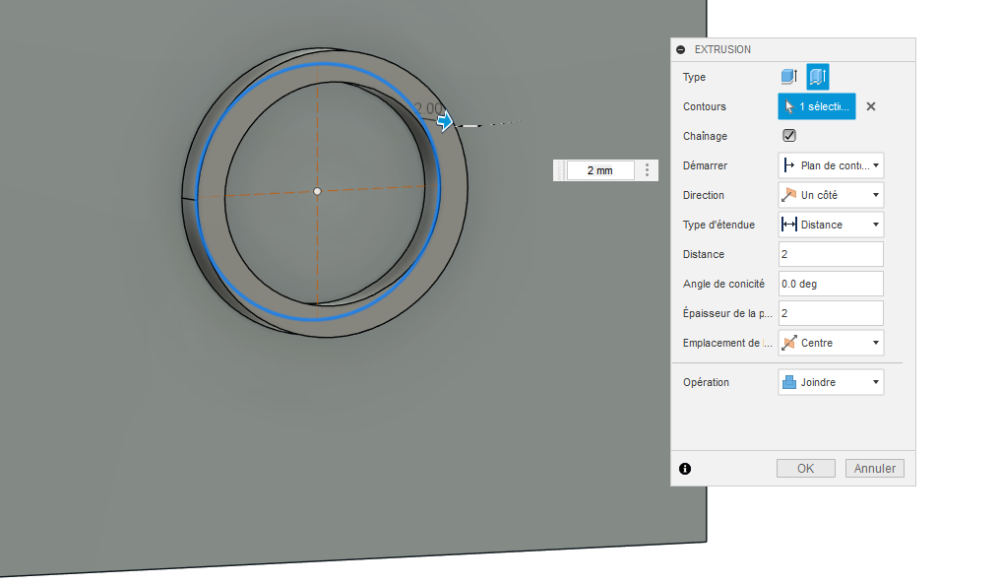
J'ai eu le même soucis, au final j'ai fais une variante, j'ai bien extrudé forme par forme mais dans bambu studio je n'ai pas scinder, j'ai juste mis une couleur différente dans chaque forme qui avait bien été différenciée Voici le résultat sur deux étiquettes différentes:1 point
-
@pjtlivjyCool ! Content d'avoir pu te faire découvrir quelque chose ! C'est la 1ère fois sur ce forum que j'apporte quelque chose ! ça fait plaisir... Bonne fin de we à tous !1 point
-
Bonsoir, Oui je vais refaire les tests demain et je te tiens au courant. Je reste sur du 2,9 en tps d’exposition pour le prochain test (tout seul). Merci pour ton étude de la résine et ta réactivité c'est super gentil Bonne soirée1 point
-
ok @Benoit85700 c'est le dernier firmware disponible pour cette imprimante ? il semble qu'il existe une version 2.27 on en parle ici sur Reddit ça vaudrait le coup de se rapprocher de Qidi pour avoir une certitude1 point
-
je comprends ton impatience @Lusty mais il faut pour l'instant que l'on reste concentré sur les tests il faudrait que tu ressortes le test seul sympa la famille Simpson j'ai pris le temps d'étudier la formulation de cette résine Red Wax Sunlu beaucoup de choses mises en avant sont fausses hélas non elle n'a pas un faible retrait sa viscosité n'a rien de particulier sa seule spécificité c'est qu'il y ont inclus un ingrédient qui intensifie sa couleur et les piments utilisés en dehors de ça rien de spécial1 point
-
Bonsoir @pjtlivjy Bonne et mauvaise nouvelle J’ai relavé mon plateau et diminué le temps d’exposition de 3 à 2,9 et en lançant le test j’avais beaucoup d’espoir et du coup j’ai mis 3 autres modèles avec celui du test dans le meme fichier à imprimer Malheureusement tout est resté encore dans le bac à resine maiiiiis un modèle est sorti en très bon etat en tout cas à mes yeux ( voir image) bon je suis déçue mais heureuse en meme temps


 1 point
1 point -
Exactement, ils ont toute une gamme de colle, mais sincèrement j'ai été agréablement surpris de la tenu car j'utilisais pas la colle PP mais la standard et j'y croyais pas trop Mais pour le coup elle a vraiment bien fait le taf.1 point
-
Oui, c'est faisable,1 point
-
Je connais. C'est plutôt correct. En plus, il ne se met pas en avant en se montrant .1 point
-
sur un tel capteur il peut y avoir la course qui n'est plus bonne du coup la position renvoyée n'est plus la même @Benoit85700 la position haute est définit par la position de l'origine quel firmware as tu ?1 point
-
c'est avec plaisir @Gnifrus il y a une bonne équipe d'utilisateurs de Qidi sur ce forum et oui c'est ça sous Orca il l'appelle Max Flow Rate ce test est vraiment une clé ok je regarde ça1 point
-
alors ce que je ferais @Benoit85700 dans un premier temps c'est de déconnecter tous les fins de courses et d'y mettre un petit coup de bombe de nettoyage des contacts électriques ... la poussière, l'humidité, le temps peuvent parfois créer de faux contacts1 point
-
oui c'est tout à fait cela @Lusty tu diminues ton temps d'exposition, pour l'instant je ne toucherais pas au temps pour la base, c'est un réflexe de penser cela mais en fait c'est peut-être la surexposition des couches qui a tirer sur les couches de base sinon ta pièce si les premières couches n'avaient pas adhéré correctement, serait au fond du bac oui il vaut mieux relaver ... c'est chi... mais il faut mettre touts les atouts de ton côté surtout qu'à ce stade on est en surexposition donc il y a très probablement des résidus1 point
-
bonjour @majordu55 c'est avec grand plaisir, c'est le but du forum et la récompense est dans ton résultat, merci de ton retour1 point
-
nickel @Lusty question complémentaire comment nettoies tu ton plateau ?1 point
-
rebonjour @Benoit85700 tu me fais faire un saut dans le temps j'avais de cette série là, la X-MAX de mémoire il n'y a pas des interrupteurs à levier qui servent de butées ?1 point
-
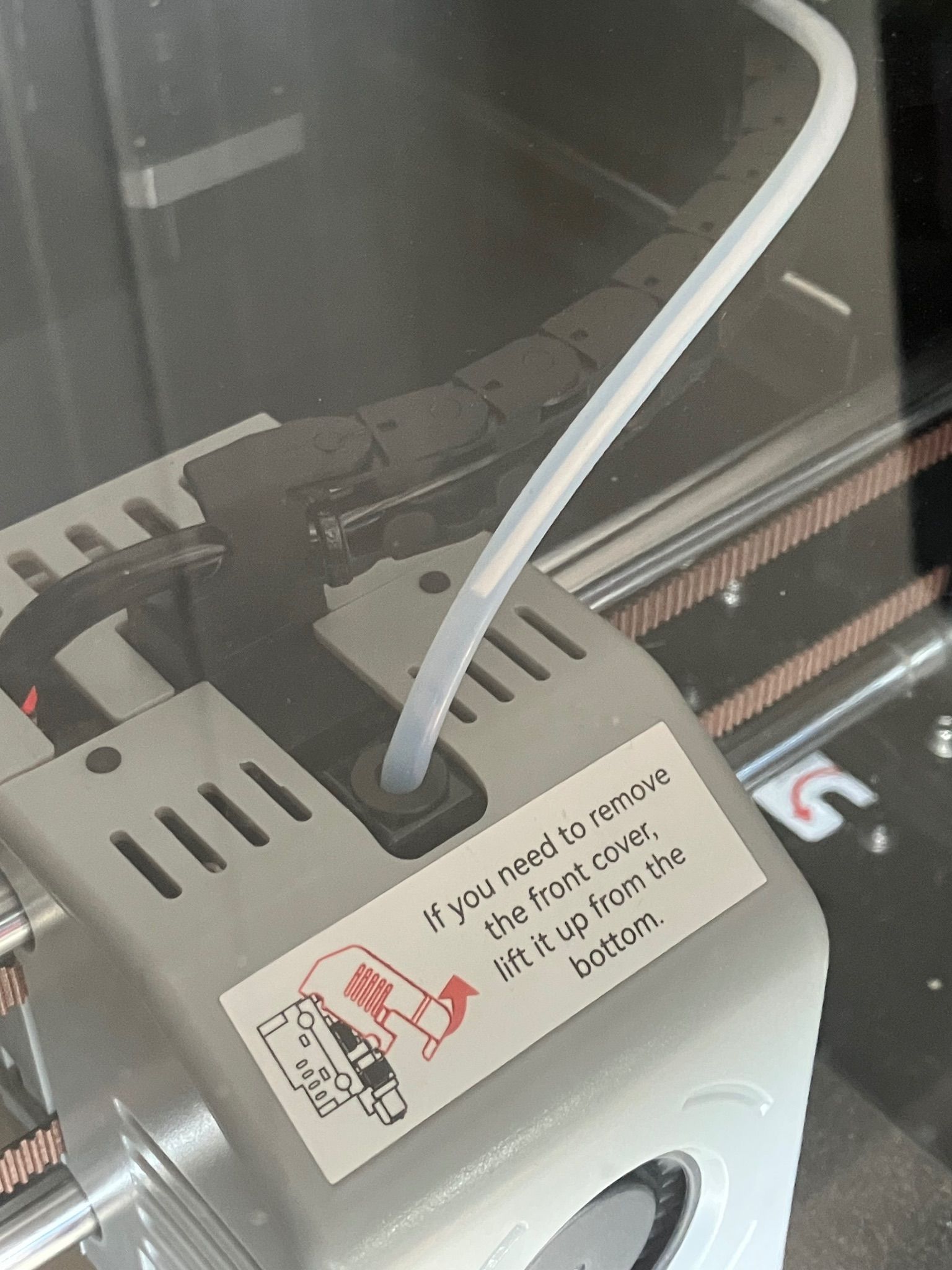
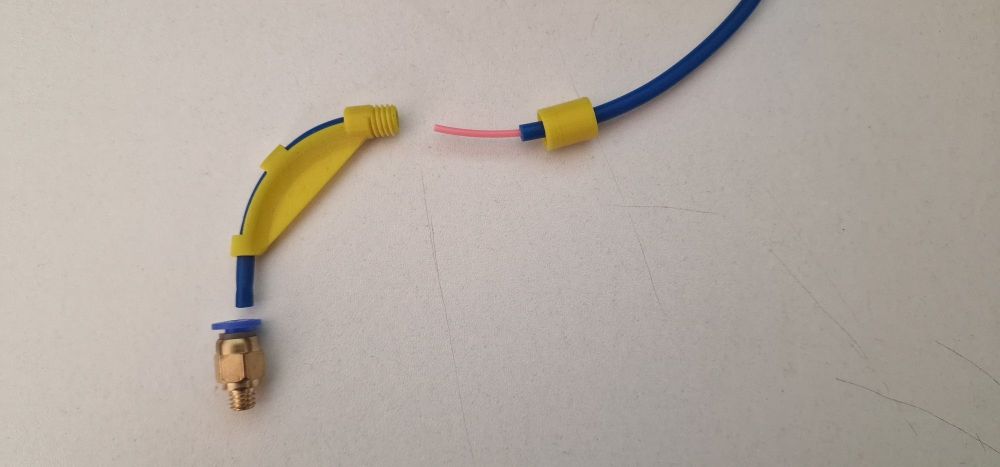
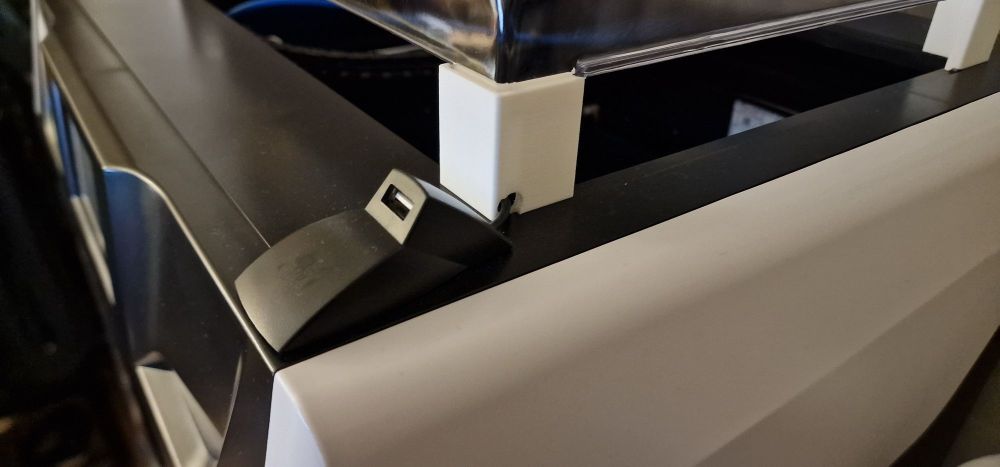
le petit montage que j'ai effectué. Le raccord correspond à l'entrée de l'extrudeur Concernant la porte, j'avais eu tout au début le SAV. Il m'avait indiqué d'éviter une ventilation à l'intérieur lors d'impression en PLA. J'ai gardé aussi la porte complétement fermée et soulevé le capot par des supports. Je n'ai rencontré aucun soucis depuis lors de toutes mes impressions.
 1 point
1 point -
@souriceaux une photo d'illustration du coté translucide la photo est pourtant prise à travers le capot de la Q1
 1 point
1 point -
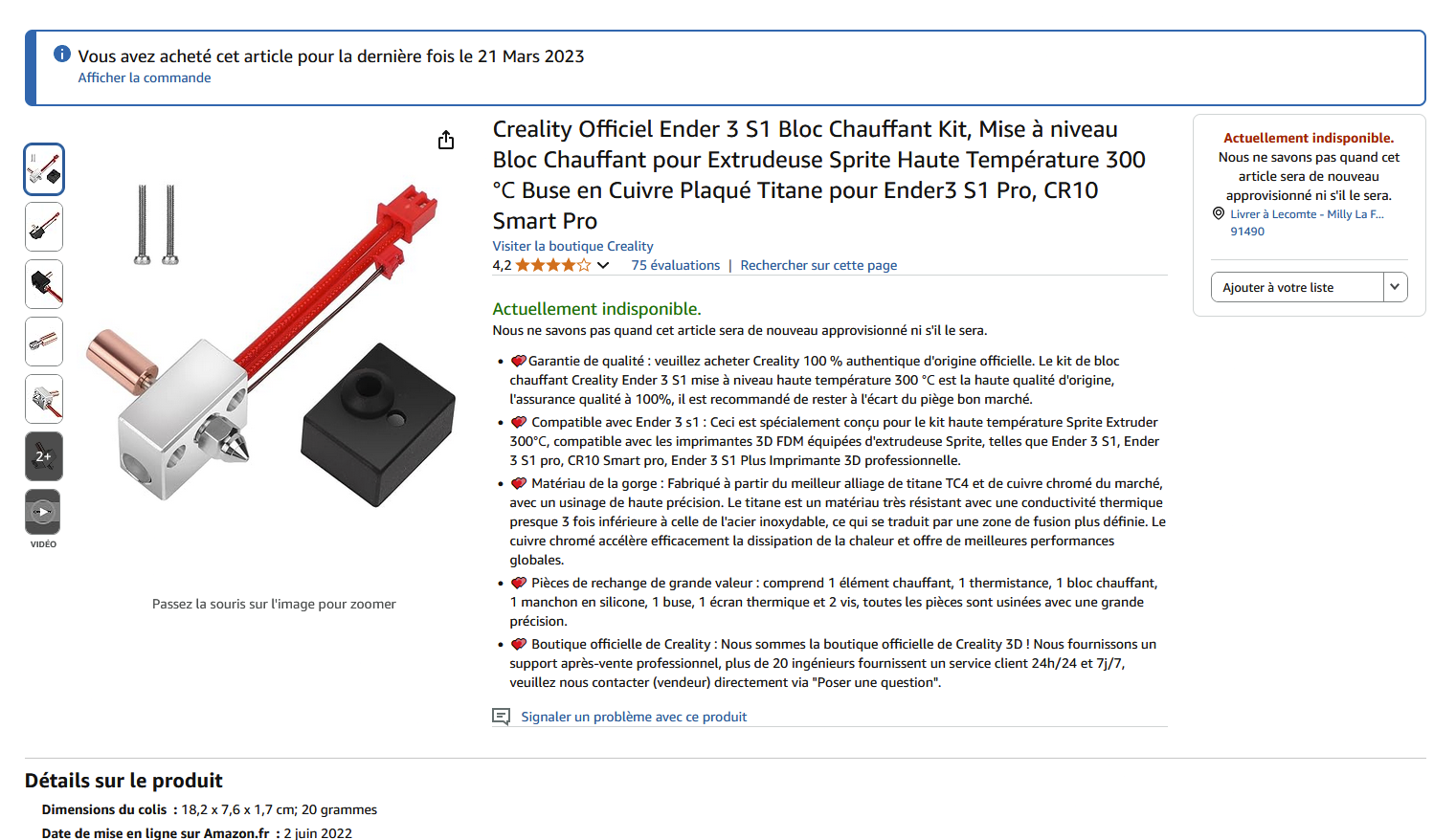
@dom59 Bonsoir, Bravo pour ta réussite et des mains juste un peu dans la bidouille ou cambouis, tu peux faire plus maintenant : juste une question, tu as bien une ender 3 S1 stock ( tout d'origine) ? Si c'est bien le cas, tu as le sprite avec un heatbreak bore (pas gore quoique !!) donc avec un PTFE (tube téflon traversant au contact avec le buse), si pour imprimer du PETG tu montes au-dessus de 235°C, ton Téflon va fortement souffrir surtout à 245 °C et se dégrader très vite, Dans ce cas, lorsque tu auras des soucis ou avant je te conseillerais de changer la hotend partie juste corps de chauffe, heatbreak, buse, pour le modèle pro 300° C avec le PTFE non traversant (pas au contact de la buse) qui te fait tenir 300° C. Je te conseillerais quand même de prendre un Creality en bimétal, pour les OEM je ne sais pas. Avec ce type tu peux faire des impressions à 250- 255°C sans user ton PTFE. C'est ce que j'ai fait sur ma S1 Plus en gros au départ avec le même extrudeur Sprite que toi. Pour le changement tu as des tutorials Creality bien fait ou celui des posts précédent en gros les deux vis en-dessous du corps de chauffe et la petite vis derrière ( voir vidéo) qui bloque la partie haute du heatbreak. C'est pas dur à faire et pas trop de graisse (sauf un peu de pâte thermique à mettre sur la partie cuivre au contact du radiateur. J'avais pris celui là à l'époque mais tu dois pouvoir trouver la même sur AMZ ou Ali. Tu n'es pas obligé de changer de firmware, mais tu feras du 260 °C sans problème. pour monter plus haut (300°C) mais pas beaucoup d’intérêts pour du PETG. Moi j'étais (je suis) sur un SonicPad modif 30 secondes ; ou alors un firmware type Miscroc https://github.com/mriscoc/Ender3V2S1/releases/tag/20240122 Là comme on dit tu as un vrai heatbreak + Full métal (sans jacket !!) Edit : Quand tu fais du PETG, Température plus chaude, n'oublie pas de mattre ta buse à 230 235 °, d'appuyer sur le bras de l'extrudeur et de tirer à chaud le morceau de PETG qui reste ( avec le risque q'un bout reste coincé dedans et ensuite quand tu veux remettre de PLA, met l'extrudeur à 235 ° C, met le PLA appuie sur la manette de l'extrudeur et pousse sur le PLA pour qu'il sorte (et nettoie le PETG restant) si le PLA sortant est un peu cramé peu importe, il faut juste purger le PETG pour éviter les problèmes.
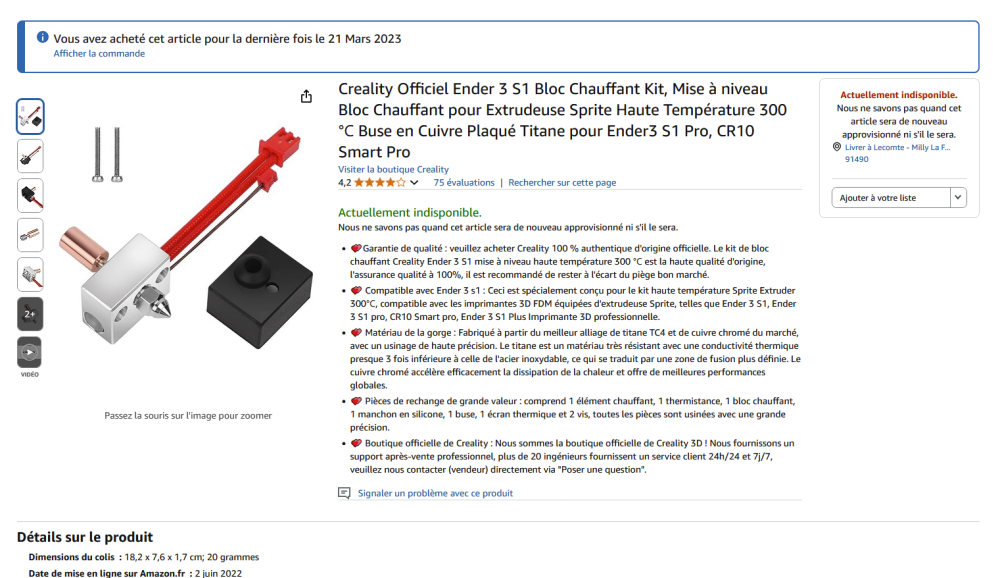 1 point
1 point -
Oups, pour info faire un test avec : - 210 pour le début - PUIS 220 pour la suite Ce sont les valeurs que j'utilise en règle générale

 1 point
1 point -
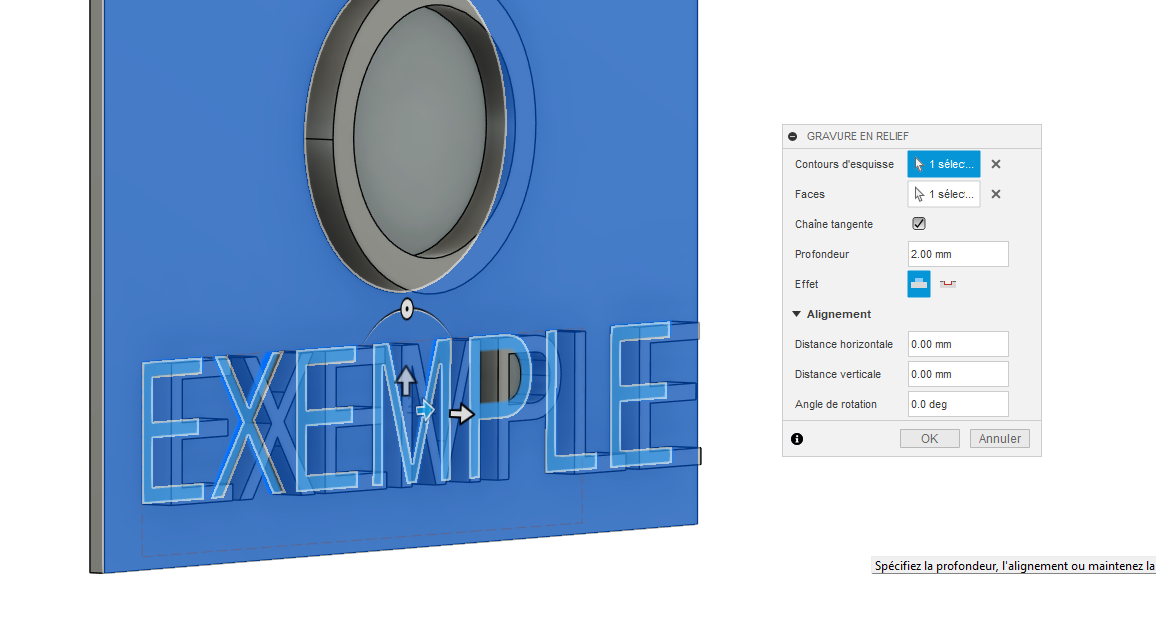
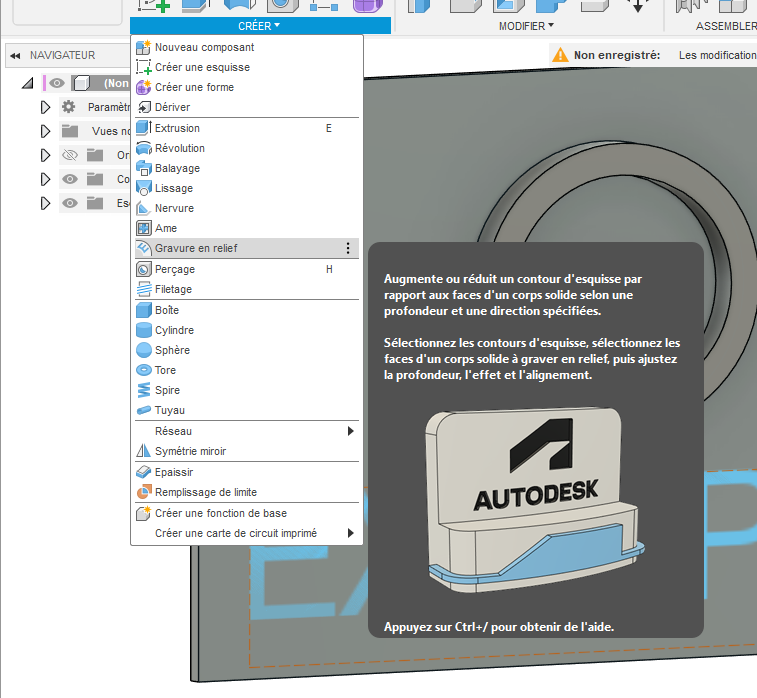
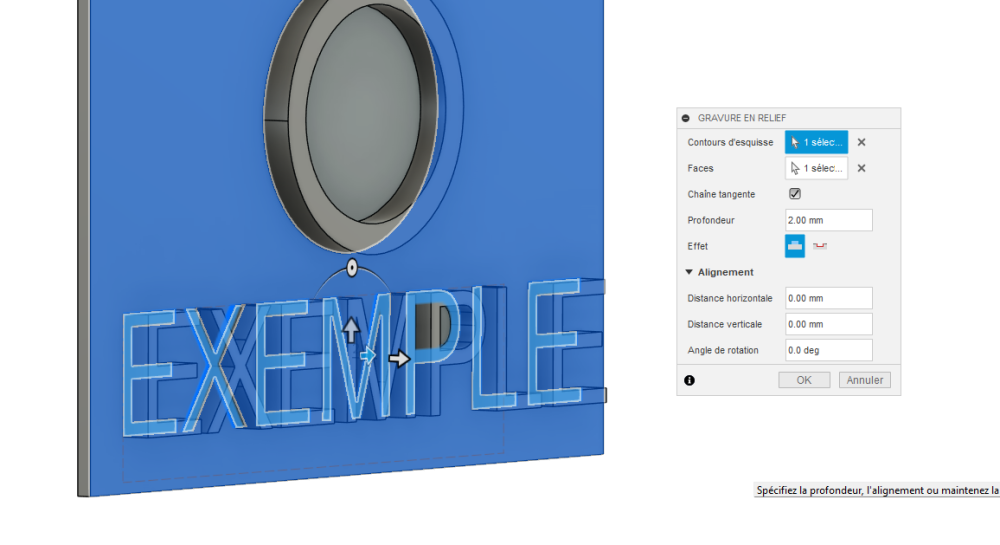
dans fusion sans problème avec contour et texte ou en insérant une image en SVG
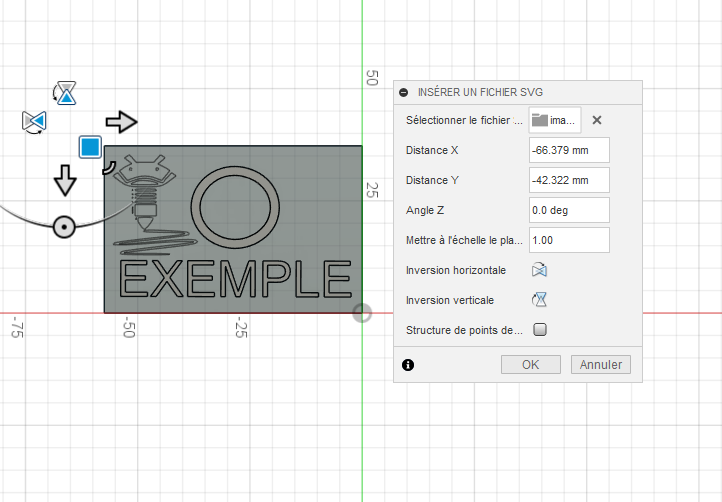
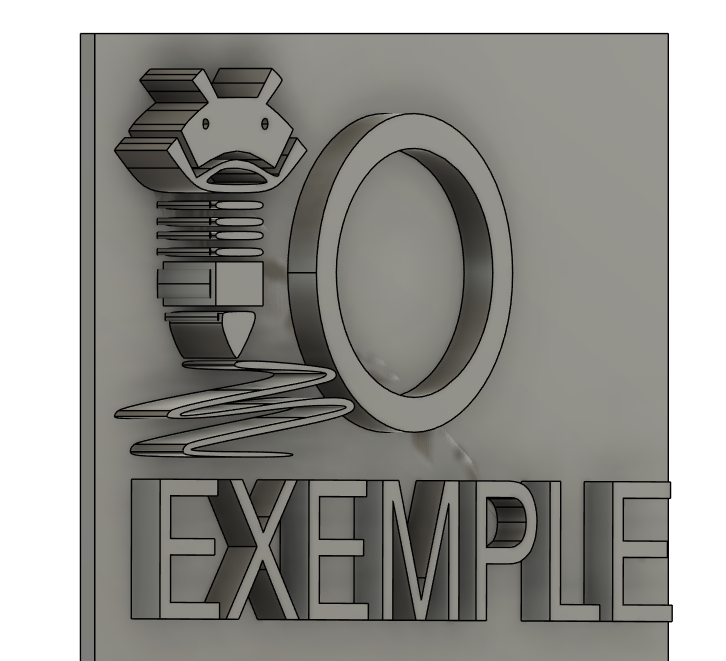 1 point
1 point -
un autre tuto plus détaillé @Stalowh1 point
-
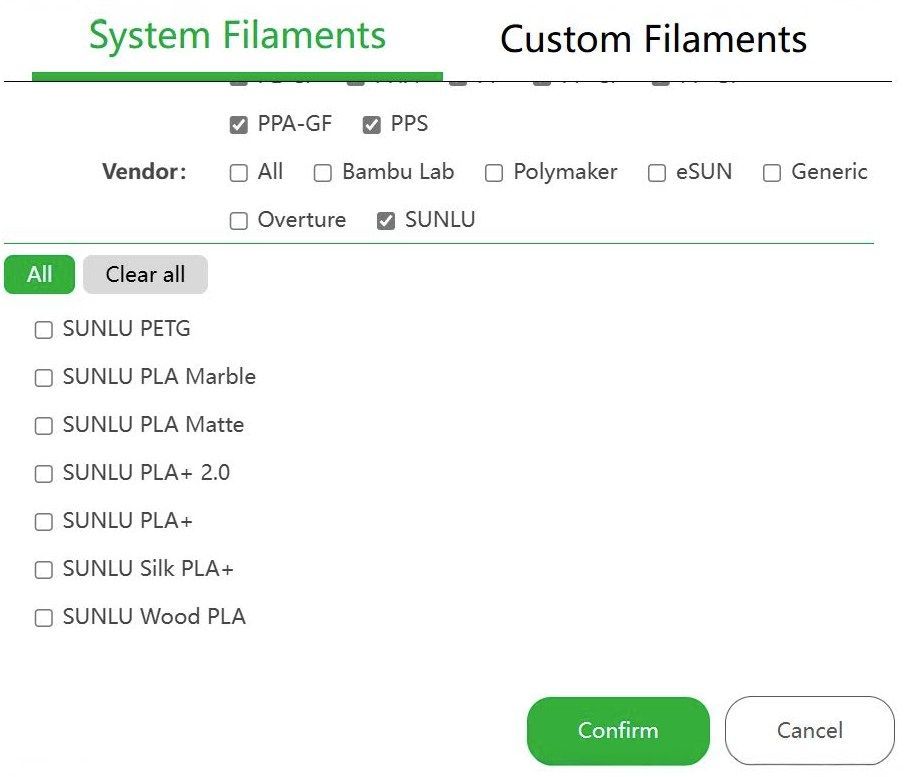
La version 1.10.2 de Bambu Studio vient de sortir, apportant notamment des presets pour les filaments Sunlu
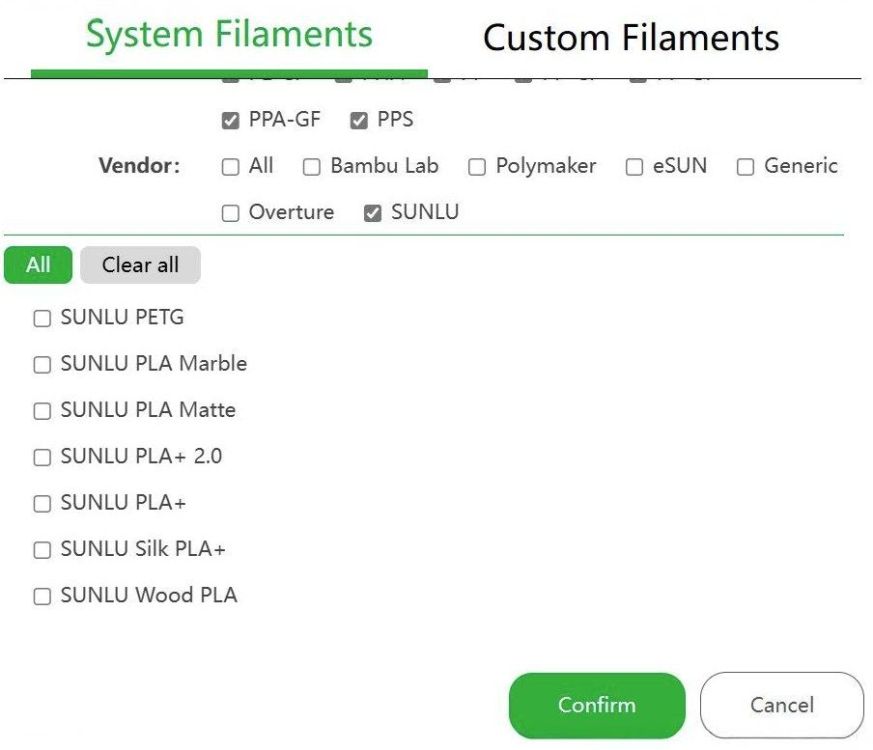 1 point
1 point -
Salut Je ne vais pas pouvoir beaucoup t'aider avec le peu d'info que tu nous donnes. Il y a une section dédiée pour t'aider à trouver ton bonheur : https://www.lesimprimantes3d.fr/forum/102-bien-choisir-son-imprimante-3d/ Tu as juste a créer un nouveau post, renseigner les quelques infos nécessaires pour bien comprendre ton besoin et je suis sur que les "moustachus" du forum se feront un plaisir de t'aiguiller dans ton choix. A+ JC1 point