Classement




Contenu populaire
Contenu avec la plus haute réputation dans 19/06/2025 Dans tous les contenus
-
Juste histoire de vous tenir au courant ( de ce qui vous attend ), la K2 devrait m'être livrée demain en fin de matinée. Promis, je ne vous embêterai pas et vous laisserai déguster le repas dominical en famille... Par contre, je pense que la semaine va être mouvementée en terme de questions diverses et variées !4 points
-
on devrait donc etre tranquille pendant qq jours3 points
-
Oui oui on lit. Tiens ça me rappelle un vieux test. Oui le "basique" PEI aussi ça colle bien.
 3 points
3 points -
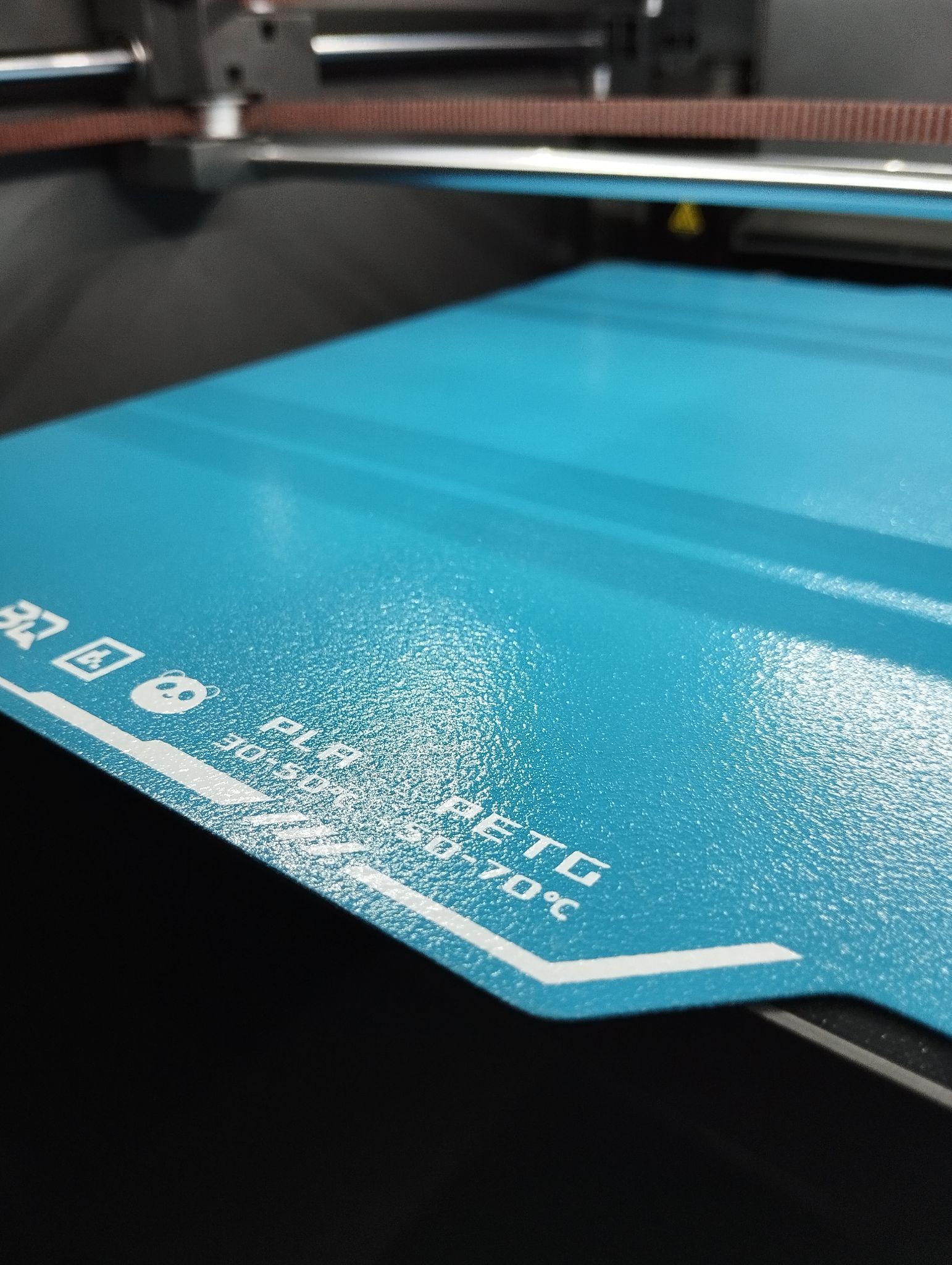
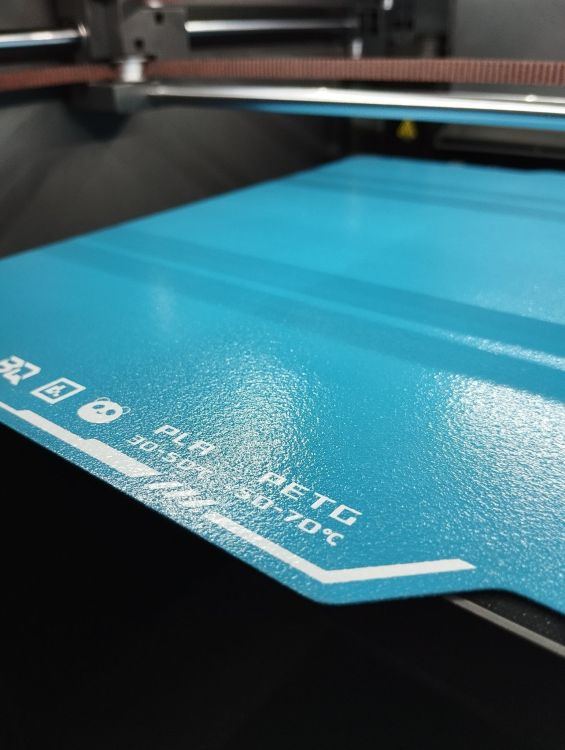
J'ai déjà fait un test de la Cryogrip Pro Glacier principalement sur la Bambu Lab A1 et j'avais testé sur la Centauri Carbon mais sans aller plus loin, là j'ai reçu la Cryogrip Pro Frostbite qui est uniquement utilisable avec le PLA et le PETG. La Frostbite est une plaque texturée un peu "granuleuse" contrairement à la Glacier qui est pratiquement lisse, l'avantage de la Frostbite c'est que vous pouvez imprimer du PLA avec une température de plateau de 30 à 50° et du PETG entre 50 et 70° Ces 2 plaques peuvent se monter sur la Centauri Carbon mais comme elles sont principalement dimensionnées pour la A1 CAD 257 x 257 et que la CC a un plateau de 260 x 260 vous avez compris qu'il manque 3 mm sur les axes X et Y, il faut placer la plaque bien au fond et à gauche du plateau. Ces 3 mmm en moins ne change pratiquement rien lors de l'impression, par contre au début lorsque la machine fait sa ligne de purge il y a un léger problème car la ligne de purge passe à coté de la plaque, après ce n'est pas une catastrophe mais j'aime bien quand ça se passe correctement . Ce problème est pour la Cryogrip Pro Glacier, la Frostbite a un bord un peu plus long à cette endroit là donc ça passe J'ai donc récupéré un GCODE de démarrage (que j'ai modifié car il ne fonctionnait pas) proposé sur le groupe Face de bouc des utilisateurs de la CC et qui utilise la ligne de purge de la Bambu Lab P1S, perso je n'ai jamais trop apprécié (bien qu'elle fonctionne très bien) la ligne en coin d'Elegoo Si vous êtes intéressé voici le GCODE de démarrage d'origine au cas ou vous souhaiteriez le remettre ;;===== date: 20240520 ===================== ;printer_model:[printer_model] ;initial_filament:{filament_type[initial_extruder]} ;curr_bed_type:{curr_bed_type} M400 ; wait for buffer to clear M220 S100 ;Set the feed speed to 100% M221 S100 ;Set the flow rate to 100% M104 S140 M140 S[bed_temperature_initial_layer_single] G90 G28 ;home M729 ;Clean Nozzle M190 S[bed_temperature_initial_layer_single] ;=============turn on fans to prevent PLA jamming================= {if filament_type[initial_no_support_extruder]=="PLA"} {if (bed_temperature[initial_no_support_extruder] >50)||(bed_temperature_initial_layer[initial_no_support_extruder] >50)} M106 P3 S255 {elsif (bed_temperature[initial_no_support_extruder] >45)||(bed_temperature_initial_layer[initial_no_support_extruder] >45)} M106 P3 S180 {endif};Prevent PLA from jamming {endif} ;enable_pressure_advance:{enable_pressure_advance[initial_extruder]} ;This value is called if pressure advance is enabled {if enable_pressure_advance[initial_extruder] == "true"} SET_PRESSURE_ADVANCE ADVANCE=[pressure_advance] ; M400 {endif} M204 S{min(20000,max(1000,outer_wall_acceleration))} ;Call exterior wall print acceleration G1 X{print_bed_max[0]*0.5} Y-1.2 F20000 G1 Z0.3 F900 M109 S[nozzle_temperature_initial_layer] M83 G92 E0 ;Reset Extruder G1 F{min(6000, max(900, filament_max_volumetric_speed[initial_no_support_extruder]/0.5/0.3*60))} G1 X-1.2 E10.156 ;Draw the first line G1 Y98.8 E7.934 G1 X-0.5 Y100 E0.1 G1 Y-0.3 E7.934 G1 X{print_bed_max[0]*0.5-50} E6.284 G1 F{0.2*min(12000, max(1200, filament_max_volumetric_speed[initial_no_support_extruder]/0.5/0.3*60))} G1 X{print_bed_max[0]*0.5-30} E2 G1 F{min(12000, max(1200, filament_max_volumetric_speed[initial_no_support_extruder]/0.5/0.3*60))} G1 X{print_bed_max[0]*0.5-10} E2 G1 F{0.2*min(12000, max(1200, filament_max_volumetric_speed[initial_no_support_extruder]/0.5/0.3*60))} G1 X{print_bed_max[0]*0.5+10} E2 G1 F{min(12000, max(1200, filament_max_volumetric_speed[initial_no_support_extruder]/0.5/0.3*60))} G1 X{print_bed_max[0]*0.5+30} E2 G1 F{min(12000, max(1200, filament_max_volumetric_speed[initial_no_support_extruder]/0.5/0.3*60))} G1 X{print_bed_max[0]*0.5+50} E2 ;End PA test. G3 I-1 J0 Z0.6 F1200.0 ;Move to side a little G1 F20000 G92 E0 ;Reset Extruder ;LAYER_COUNT:[total_layer_count] ;LAYER:0 et voici le GCDE que vous devez mettre à la place ;;===== date: 20240520 ===================== ;printer_model:[printer_model] ;initial_filament:{filament_type[initial_extruder]} ;curr_bed_type:{curr_bed_type} M400 ; wait for buffer to clear M220 S100 ;Set the feed speed to 100% M221 S100 ;Set the flow rate to 100% M104 S140 M140 S[bed_temperature_initial_layer_single] G90 G28 ;home M729 ;Clean Nozzle M190 S[bed_temperature_initial_layer_single] ;=============turn on fans to prevent PLA jamming================= {if filament_type[initial_no_support_extruder]=="PLA"} {if (bed_temperature[initial_no_support_extruder] >50)||(bed_temperature_initial_layer[initial_no_support_extruder] >50)} M106 P3 S255 {elsif (bed_temperature[initial_no_support_extruder] >45)||(bed_temperature_initial_layer[initial_no_support_extruder] >45)} M106 P3 S180 {endif};Prevent PLA from jamming {endif} ;enable_pressure_advance:{enable_pressure_advance[initial_extruder]} ;This value is called if pressure advance is enabled {if enable_pressure_advance[initial_extruder] == "true"} SET_PRESSURE_ADVANCE ADVANCE=[pressure_advance] ; M400 {endif} M204 S{min(20000,max(1000,outer_wall_acceleration))} ;Call exterior wall print acceleration G1 X{print_bed_max[0]*0.5} Y+0.5 F20000 G1 Z0.3 F900 M109 S[nozzle_temperature_initial_layer] M83 G92 E0 ;Reset Extruder G1 F{min(6000, max(900, filament_max_volumetric_speed[initial_no_support_extruder]/0.5/0.3*60))} ;G1 X-1.2 E10.156 ;Draw the first line ;G1 Y98.8 E7.934 ;G1 X-0.5 Y100 E0.1 ;G1 Y-0.3 E7.934 G1 X{print_bed_max[0]*0.5-50} E6.284 G1 F{0.2*min(12000, max(1200, filament_max_volumetric_speed[initial_no_support_extruder]/0.5/0.3*60))} G1 X{print_bed_max[0]*0.5-30} E2 G1 F{min(12000, max(1200, filament_max_volumetric_speed[initial_no_support_extruder]/0.5/0.3*60))} G1 X{print_bed_max[0]*0.5-10} E2 G1 F{0.2*min(12000, max(1200, filament_max_volumetric_speed[initial_no_support_extruder]/0.5/0.3*60))} G1 X{print_bed_max[0]*0.5+10} E2 G1 F{min(12000, max(1200, filament_max_volumetric_speed[initial_no_support_extruder]/0.5/0.3*60))} G1 X{print_bed_max[0]*0.5+30} E2 G1 F{min(12000, max(1200, filament_max_volumetric_speed[initial_no_support_extruder]/0.5/0.3*60))} G1 X{print_bed_max[0]*0.5+50} E2 ;End PA test. ; ================================================================= ; ======== Bambu‑style PRIME — twin stripes 0.5 mm apart ========== ; ================================================================= ; Stripe 1 → Y = 1.0 mm ; Stripe 2 → Y = 1.5 mm (0.5 mm gap) G1 Z0.30 F900 M109 S[nozzle_temperature_initial_layer] ; wait for print temp M83 ; relative extrusion G92 E0 ; reset E ; ---------- first pass : left ➔ right ---------- G1 X18 Y2.0 Z0.25 F12000 ; start 18 mm from left edge G1 E2 F300 ; slow pre‑prime G1 X{print_bed_max[0]-18} E15 F{outer_wall_volumetric_speed/(0.3*0.5)*60} ; ---------- quick blob knock ---------- G1 Y11.0 F9000 ; hop forward (like Bambu) G1 X{print_bed_max[0]-19} F6000 ; scrape G1 Y1.5 F6000 ; back next to first stripe ; ---------- second pass : right ➔ left ---------- G1 X18 E15 F{outer_wall_volumetric_speed/(0.3*0.5)*60} ; ---------- finish up ---------- G1 E-0.5 F600 ; tiny retract (ASCII minus) G1 Z0.60 F9000 G92 E0 ; ================= End prime stripes =============================== G3 I-1 J0 Z0.6 F1200.0 ;Move to side a little G1 F20000 G92 E0 ;Reset Extruder ;LAYER_COUNT:[total_layer_count] ;LAYER:0 Voilà maintenant vous avez des belles lignes de purge qui seront sur la plaque La suite bientôt avec les essais et mes impressions sur la Frostbite

 2 points
2 points -
Le test du graveur laser fermé Creality Falcon A1 version 10W par @fran6p qui a été séduit par sa simplicité de mise en route et d'utilisation ! https://www.lesimprimantes3d.fr/creality-falcon-a1-le-test-du-graveur-10w-20250619/2 points
-
@vap38 L'arrivée du câble sur la tête est bien fixée (en théorie), mais ce câble passe dans la chaine de guidage qui produit toujours les mêmes flexions.
 2 points
2 points -
Il faut bien qu'elles servent à quelque chose2 points
-
Le début du 3dbenchy.gcode : Avant le G28 (mise à l'origine), la macro PRINT_START est appelée. Le contenu de ta macro [PRINT_START] : L'erreur retournée par Klipper : 'chamber_target_temp' is undefined d'où l'arrêt… CQFD Remplace le contenu de la macro PRINT_START par : Reviens me dire quoi. Par acquit de conscience, je viens d'aller consulter le Github de Freedi. Le contenu de la macro PRINT_START de son fichier macros.cfg est encore plus succinct que celui que je te propose :2 points
-
Je pense que c'est une mauvaise idée car le socle de la mini chauffe déjà pas mal alors mettre en caisson va le faire chauffer encore plus et l'électronique n'aime pas ça, en plus si c'est pour imprimer de l'ABS faut oublier la machine n'est pas faite pour ça2 points
-
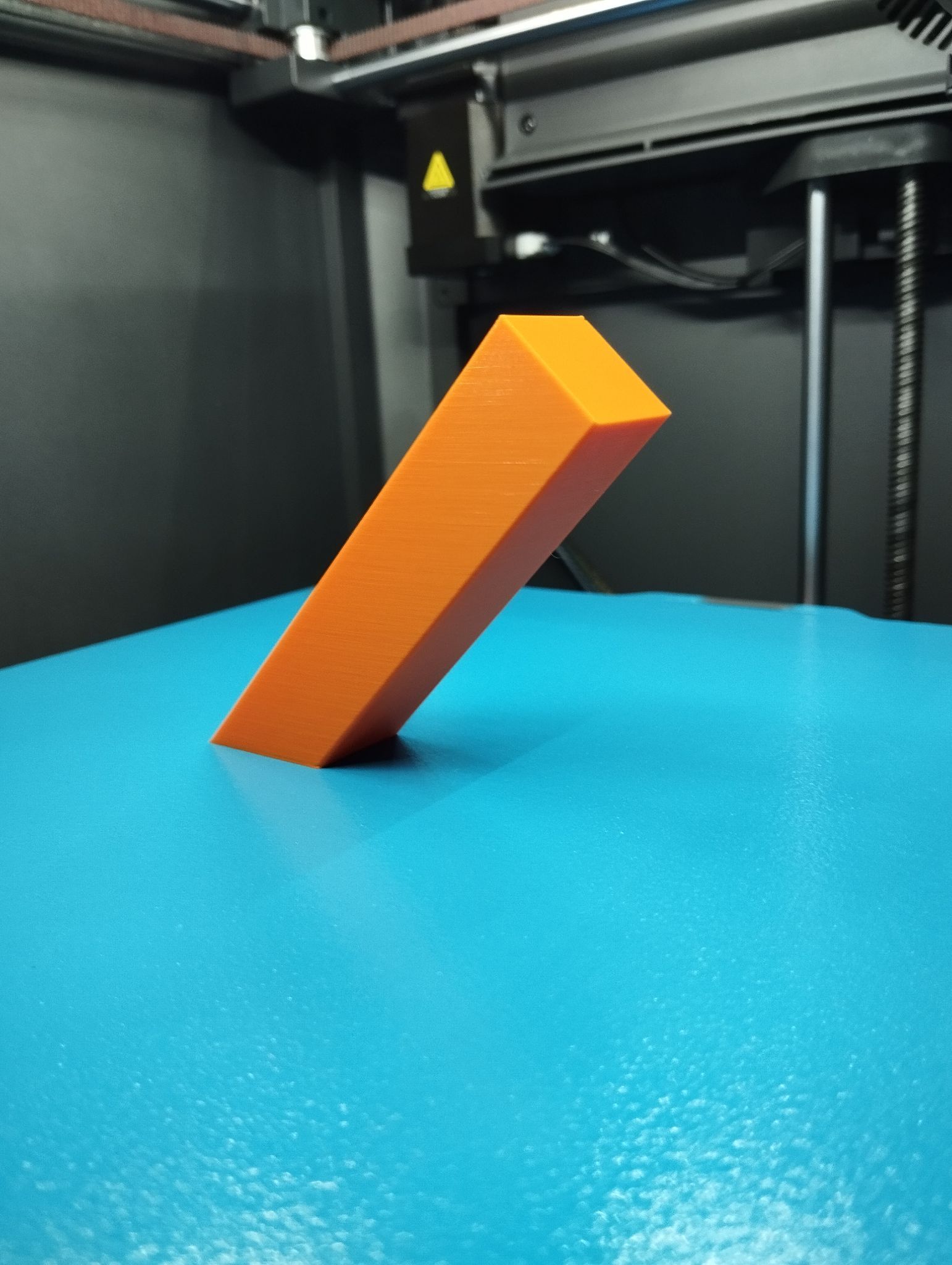
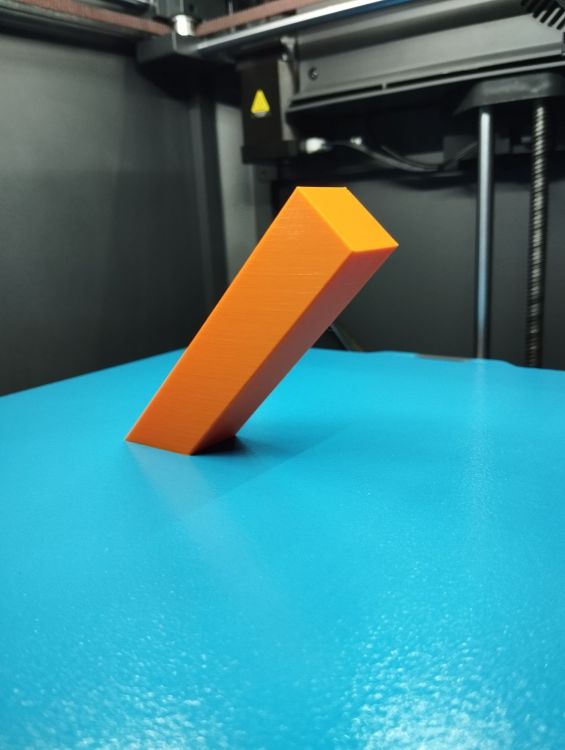
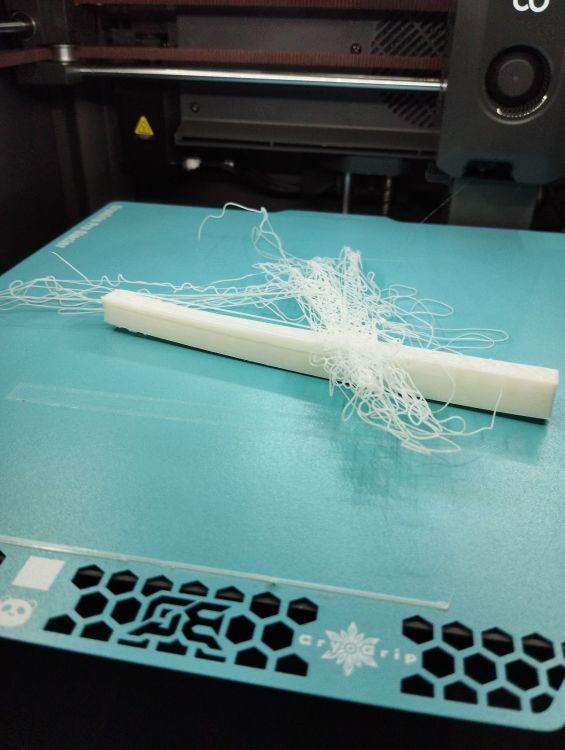
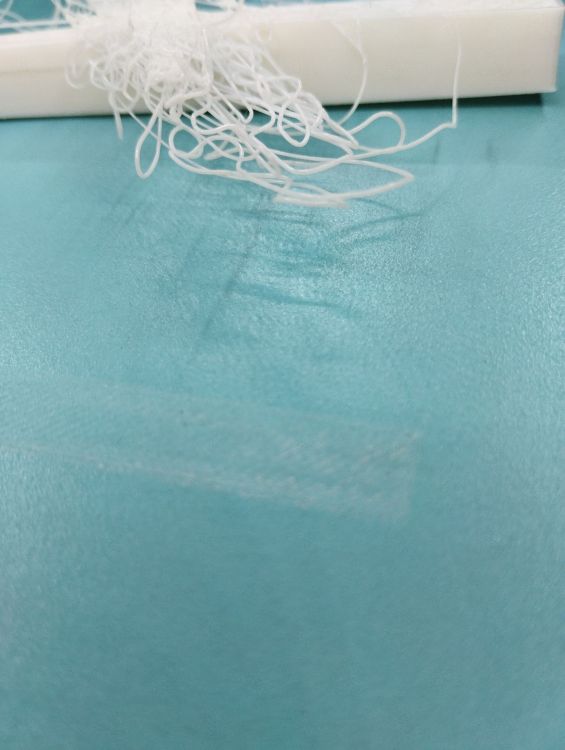
Merci ça fait plaisir car parfois avec le peu de retour je me demande si ça vaut la peine de se casser le ... la tête le PETG ça sera demain... enfin ce soir et bien ça c'est un truc que je n'ai pas, éventuellement je pourrai peut être la nettoyer au Brouilly mais je ne garantis pas l'efficacité Pendant que j'y suis, test en PLA d'un parallélépipède rectangle de 20x20x100 incliné à 45°, lit à 30°, l'image parle d'elle même et je peux vous dire que ça colle très bien, dommage que je n'ai pas du filament à jeter par la fenêtre sinon je testerai la même pièce avec 200 ou 250 de haut et je suis sur que ça tiendrait
 2 points
2 points -
Et pourtant on trouve quelques vidéos de personnes à la station cherchant la trappe à essence sur la tesla. Fake ou pas je les comprends, tout le monde ne sait pas forcément comment ça marche. Quand on passe 10min la première fois à chercher la poignée de porte pour sortir, et autant avant de comprendre comment ouvrir la boite à gants, on se dit que la trappe à essence est probablement bien planquée. Heureusement qu'en attendant elle peut rouler en tout électrique cette sacrée hybride. Véridique, entre deux bornes sur un parking j'ai même discuté avec une personne qui avait loué une Dacia Spring et s'étonnait de ne pas pouvoir faire 200km d'autoroute avec. J'ai dû lui expliquer qu'en plus de devoir attendre 1h en charge "rapide", il ne pouvait pas simplement utiliser sa carte bleue pour payer la recharge... Heureusement que ça évolue.2 points
-
La boutique en ligne de Bambu Lab fête ses 3 ans et des promotions sont prévues du 24 juin au 15 juillet 2025. Dans un premier temps, les (futurs) clients peuvent tenter leur chance pour gagner une imprimante 3D mais surtout obtenir un coupon de réduction supplémentaire de 30 € (ou 30 $) de réduction en s'inscrivant à la newsletter du constructeur. Ca se passe ici et c'est à faire avant le 24 juin ! Sur la période de promotions (donc du 24/06 au 15/07), les prix seront réduits pour l'Europe : -150 € sur la X1C -100 € sur la P1P -150 € sur la P1S -50 € sur la A1 -20 € sur la A1 mini -50 € sur l'AMS lite Pas de réduction sur la récente H2D ni les AMS fermés. Par contre, on peut avoir jusqu'à -40% sur les filaments et plaques PEI, 30% sur les hotends et autres accessoires et 20 / 30 / 40% sur les kits Maker's Supply en fonction de la quantité demandée. Ce coupon de 30 € est cumulable avec les promotions annoncées donc anticipez et économisez jusqu'à 180 € sur votre prochaine imprimante Bambu ! L'ensemble des promotions est rassemblée ici : https://eu.store.bambulab.com/fr/pages/3rd-year-anniversary
 1 point
1 point -
@jcjames_13009 Bonjour, merci, je suis vers Montargis j'ai imprimé la poubelle à crottes direct ! @pascal_lb Bonjour, merci, ca va j'ai gardé ma liberté ! Enfin j'ai reçu la P1S Mercredi, autant dire que je n'ai rien géré dans la maison, ce jour-là ! L'emballage, la disposition, c'est propre Bambu Lab. La mise en route, c'est limite trop simple, je connaissais déjà Bambu Studio. Le Bench était superbe ! et mes impressions suivantes, je dirais, limite c'est trop facile Mais comment j'ai fait depuis Septembre, pour survivre avec ma Neptune 4 Pro ! Je retrouve enfin le plaisir d'imprimer en 3D. En cours d'impression d'accessoires pour cette belle.1 point
-
Rassure toi je ne pense pas que l'on soit tendu. On cherche juste à comprendre ton besoin pour répondre au mieux à ta première question Je peux apporter un autre élément de réponse. Si c'est pour la mettre a l'abri de la poussière alors ça peut être une bonne option Ok je m'en vais discrètement par la porte dérobée JC1 point
-
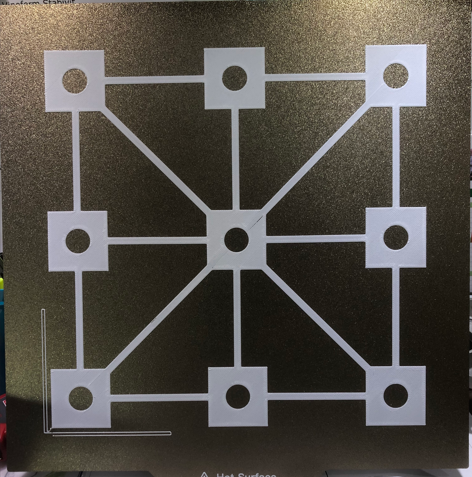
Bonsoir, Ayant reçu les PDR que j'avais commandé, j'ai pris un peu de temps aujourd'hui pour remettre ma Plus 4 en fonctionnement. J'ai donc réalisé une 1ére opération : Décrassage de la buse à l'aide d'un filament de nettoyage nylon - eSUN. 2 purges de 50 mm de fil chacune avec T° buse : 240°C. je n'ai pas remarqué de trace de pollution sur le fil de nettoyage extrudé ! j'ai toutefois fait une 3éme passe de 100 mm avec T° buse 260°C. Ensuite j'ai nettoyé mon plateau à l'eau savonneuse + Alcool ISOPROPANOL et enfin un auto étalonnage du lit - Cartographie affichée : 0,1433 Pour tester le résultat du décrassage de buse avec le filament, sur les conseils de @vap38, j'ai imprimé un fichier ''Test leveling '' pour vérifier la 1ére couche - réglages PETG que j'ai l'habitude d'utiliser ( photo ci-dessous ). Le résultat serait parfait ... s'il n'y avait pas 3 traces de sous extrusion vers le milieu de l'impression ( une de 15 mm de long que l'on remarque vers le centre ) et 2 autres très légères d'env. 5 mm de long ) ! Je ne me sens pas prêt pour le cold pull que m'a proposé @V3DP, donc je pense que la prochaine opération sera le remplacement de la buse. Je vais tout de même essayer de faire de petites impressions avant ( pour voir si le pb redevient vraiment critique .. )
 1 point
1 point -
Salut, C'est rarement une bonne idée de raconter sa vie dans le nom des dossiers . Il est plus (+) que conseillé d'avoir un libellé le plus court possible et par sécurité, sans espace. Pour info, j'ai réussi à compiler marlin (2.0.9.2) avec tes fichiers, dans l'environnement "mks_robin_nano_v3" ou "mks_robin_nano_v3_usb_flash_drive". Par contre il a fallu que je décommente la ligne suivante dans le fichier configuration.h: #define SDSUPPORT1 point
-
Je viens de corriger Oui après chacun fait ce qu'il lui plaît1 point
-
@Ironblue a donné un lien vers le wiki de Bambu Lab dans un message un peu plus haut, si tu fais scrupuleusement ce qu'il est indiqué ça devrait fonctionner1 point
-
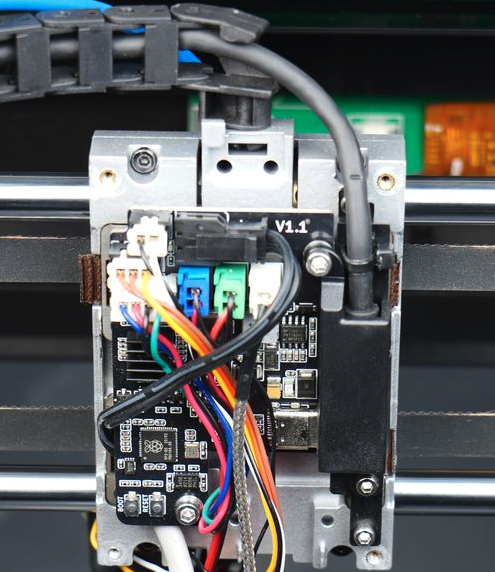
@V3DP @fran6p Voici les quelques principes de connecteurs axiaux rotatifs sur robots et appareils industriels1 point
-
@vap38 Oui comme pour de nombreuses machines, c'est le cable qui encaisse la flexion. Dans le cas des Qidi séries 3, la prise USB est pluggée sur la carte fille qui est dans la tête d'impression et tous les périphériques de la tête sont connectés sur cette carte avec des connecteurs XH sauf le thermistor qui a une connectique différente mais c'est un standard. Toutefois la prise usb c coudée coté tête est maintenue par une patte de fixation vissée dans la tête et si on met un petit bout de caoutchouc il n'y a aucun jeu. Donc les contacts sont plutôt bons, hormis si il y a des graisses qui pénètrent. Dans mon cas et sur les 2 machines, le souci était dans un des connecteurs XH. Je pense celui de l'extrudeur car les ventilateurs n'ont pas de retour, ni la cartouche chauffante. Et un faux contact sur le thermistor te fait une belle erreur qui est bien distincte avec un shutdown pour des raisons de sécurité.1 point
-
Bonjour @V3DP sur une des photos de la prise USB qui est coudée à 90° qui est pluggée sur l'extrudeur si je comprends le problème de la connectique ? Dans ce cas seule la souplesse du câble USB compense les déplacements de l'extrudeur pour les axes XY . Donc c'est un facteur de pannes consécutif au vieillissement du câble. Mécaniquement aucun système de pistes axiales tangentielles en rotation pour la conduction des données (comme sur des robots) A+1 point
-
Tout électronicien se doit d'en avoir en stock . Pas trouvé non plus. Les seuls que j'aie, dont l'embout est pivotable, ne fournissent que du courant, pas de data (câbles de charge). Idem pour les rares que j'ai trouvés coudés à 90 °, ce sont des câbles de charge. Les modèles Q1 pro / Plus 4, utilisent des câbles USB, mais sans prise USB-C pour l'arrivée sur la tête.1 point
-
Et bonjour ! Je l'ai trouvé hier en dispo sur polyfab3D à 349€. Il y a un code de -10€ donc 339€, livré chronopost en 24h si commande avant 13h. Je l'ai reçu en fin de matinée aujourd'hui ! J'aurais préféré nettement la prendre chez eu.elegoo directement, mais comme j'attendais + d'infos et tests sur leur futur multicouleurs depuis 1 an, et que là, c'est de la préco en prévision de livraison à partir du 30 Août, toujours sans multi... Et surtout, la super présentation de Pascal_lb (encore bravo !) et le test m'ont décidé à la prendre maintenant, quite à prendre le multicouleur + tard (ou avec une Centauri carbon Max, j'en suis convaincu qu'ils vont en faire une) Donc pour 9€ de +, c'est dispo maintenant ^^ PS: aucune comm' ou pub'1 point
-
@pascal_lb je n'en dirai pas plus mais je n'en pense pas moins1 point
-
Il faut en profiter pour imprimer de l'ABS ou de l'ASA1 point
-
Non, pas d'altérophilie et une arthrodèse en L5S1 ! J'ai prévu le diable pour la mener du portail à la maison. Arrivé là, on va attendre que Madame rentre du boulot pour me filer la main Le bureau est déjà prêt à la recevoir. Je vous ferai une photo avec la V3 KE à sa gauche et la Neptune 4 Pro à sa droite. La boîte à crottes est prévue aussi. Je pense faire celle-ci https://www.crealitycloud.com/model-detail/67611c8ca074575efa5ae240?source=51 point
-
Forte probabilité Prévois une place conséquente et surtout un renfort de main d’œuvre c'est assez lourd surtout sur la palette sauf si un passé d'haltérophile (mais évite le jeté après l'épaulé !) Premier truc utile à imprimer la boîte à crotte mais un genre tupperware fait l'affaire pour démarrer.1 point
-
C'est le plus important1 point
-
Avec CFS...je suppute que les premiers jours, je vais être comme un gamin devant le sapin de Noël ! Je vais p'têt relire l'intégralité du sujet avant1 point
-
@fran6p je reviens dans un moment, on doit se rendre à la "chorale" de notre petite fille Je fais les modifications après mon retour1 point
-
@NOUNOURS13 K2 plus avec CFS ou sans ? Si avec CFS cela fait plus de lecture. Apprendre les codes d'erreur par coeur !! Eh bien Week-end chargé1 point
-
Bonjour , voici les gants que j'ai pris : - https://www.ansell.com/fr/fr/products/alphatec-58-735 - https://www.protection-des-mains.com/gants-nitrile-protection-chimique-tri-couches-la-paire/ - https://www.ansell.com/fr/fr/products/alphatec-53-001 Il y a clairement une différence , là au moins les produits ne traversent pas les gants .1 point
-
Ha oui tu avais vraiment fait en grand oui ça colle bien, après mon principal intérêt c'est d'imprimer à des températures plus bases C'est pas faux, je garde bien au chaud mes plaques PEI pour ces filaments1 point
-
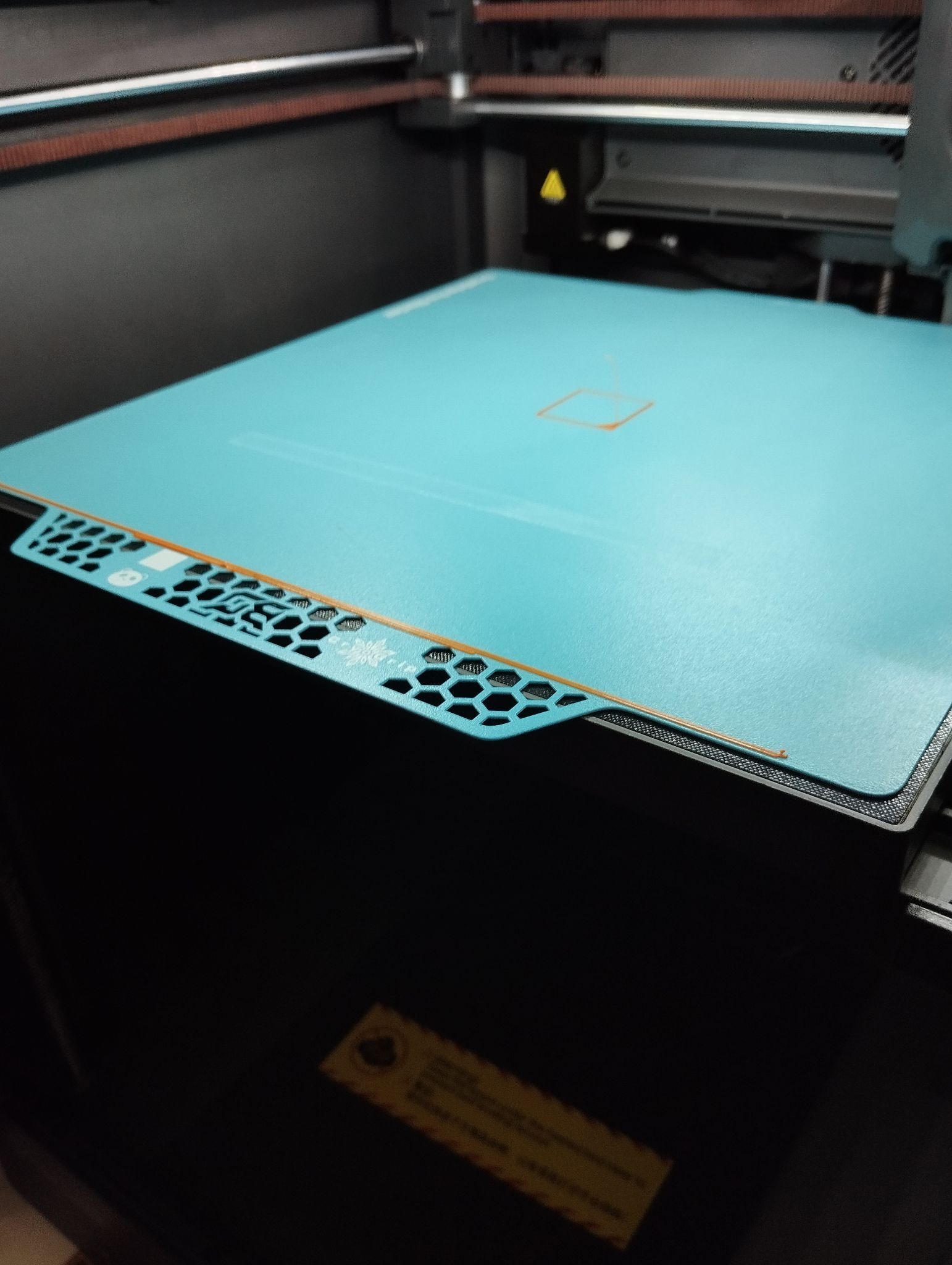
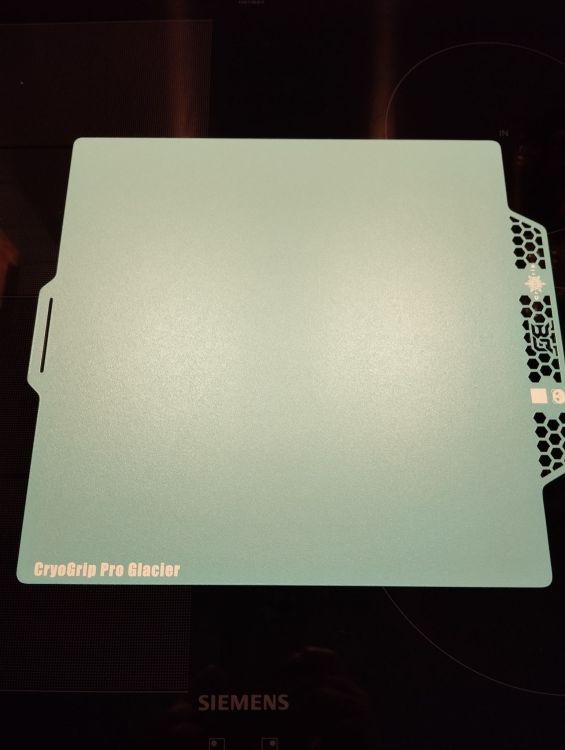
J'ai acheté un plateau BIQU Cryogrip Pro Glacier pour le tester sur la Bambu Lab A1 et l'essayer également sur la Elegoo Centauri Carbon qui a pratiquement la même taille de plateau, cette Cryogrip Pro Glacier a deux coté utilisable et le grain de la plaque est beaucoup plus fin que la PEI d'origine, le rendu sur les pièces est beaucoup moins visible mais ce n'est pas lisse. Question dimension elle est vraiment de la même taille que celle d'origine de la A1 (258x258 mm), même en épaisseur (0.6 mm) mise à part la "poignée" qui est plus grande et pleine de trous ce qui permet selon BIQU (et c'est vrai) de créer une zone froide pour ne pas se bruler lorsque l'on enlève la plaque juste après l'impression, question poids à 5 grammes près c'est identique 290 gr pour la BBL et 295 gr pour la BIQU. Normalement le principal atout de cette plaque c'est de bien coller à des températures inférieurs, on va voir si la Cryogrip Pro Glacier tient ses promesses. Le PLA : Pour l'instant j'ai fait 2 tests, le premier est un fichier test en trois pièces de Bambu Studio je l'ai imprimé avec une température de 45° aucun problème, pour avoir essayé de décoller les pièces juste après l'impression j'ai juste réussi à décoller le "cube" pour les deux autres j'ai attendu que la plaque soit refroidi et là ça se décolle presque tout seul. Pour le deuxième test j'ai créé une pièce de 10x10x100 mm que j'ai inclinée à 45° et pour corser le tout j'ai n'ai pas mis de bordure et j'ai descendu la température de la plaque à 35°... roulement de tambour... impression réussi Le PETG : Pour débuter j'ai imprimé un cylindre de 25x25 mm à une température de 55°, mais lorsque je l'ai décollé de la plaque c'était moyen, on va dire juste collé Après j'ai refait mon test de 10x10x100 mm que j'ai inclinée à 45° toujours à une température de 55° et là au bout de 2 cm d'impression la pièce c'est décollé, j'ai essayé à 60° même punition, troisième essai à 70° et là ça a tenu Tableau de compatibilité des filaments (source BIQU) HT: température du lit chauffant FMRT: Température du lit de chauffe recommandée par le fabricant du filament AFMRT: Peut nécessiter des températures supérieures à la température du lit de chauffe recommandée par le fabricant du filament AAR: Recommandation d'aide à l'adhérence NAR: Pas d'adhésif nécessaire MRA: Peut nécessiter un adhésif en fonction du filament AR: Adhésif recommandé GSI : Grip Strength Index (Classé du pire au meilleur sur une échelle de 1 à 10) Recommandation le réglage de la bordure 1-6 (adhérence correcte) : Fortement recommandé pour l’utilisation de la bordure 7-8 (Bonne adhérence) : bordure non nécessaire, Mais si votre impression est particulièrement difficile à imprimer, utilisez une bordure pour améliorer l’adhérence. Si seuls les coins étranges se soulèvent, utilisez des coussinets d’oreille de souris dans les coins 9-10 (Extrêmement bonne adhérence) : N’utilisez pas de bordure à moins que votre pièce ne soit extrêmement petite ou sujette à la déformation ; Une bordure monocouche sera difficile à nettoyer de la plaque






 1 point
1 point -
Sauf pour le PLA et le fait que la surface soit plus lisse sinon c'est vrai que l'intérêt n'est pas énorme La Frostbite est nettement plus intéressante car à 30° ça accroche bien, je vais voir avec le PETG ce soir1 point
-
C'est le prix que j'ai payé la mienne en profitant de l'offre " Fête des pères " il y a 10 jours chez Creality1 point
-
Juste à côté de celle du siège éjectable1 point
-
Salut @Attafr En fait ce qui serait intéressant de connaitre ce sont tes motivations et les raisons qui te font réfléchir à mettre ton imprimante en caisson. En fonction, il peut y avoir des solutions alternatives allant jusqu'à changer d'imprimantes A+ JC1 point
-
Bien sûr que si, par cette porte : Le pire c'est qu'il existe bien une poignée d'ouverture d'urgence, mais il faut la connaitre sinon on crame avec la voiture. Du coup on ne peut pas donner l'excuse de la tringlerie qui coûte chère, puisqu'elle y est de toute façon.1 point
-
Elle ne concerne pas l'impression 3D, mais elle apparait sur le site entre les rubriques. Il faut être sacrément bourré pour essayer de mettre du gasoil dans une prise électrique.
 1 point
1 point -
MISE À JOUR DU FIRMWARE CENTAURI CARBONE (V1.1.29) 1. Correction de plusieurs problèmes qui pourraient causer des interruptions d'impression inattendues. 2. Ajout d'une protection thermique pour l'extrudeuse pendant le retour. 3. Résolu des problèmes d'affichage de l'interface lorsque la machine rencontre une erreur. 4. A abordé des problèmes occasionnels avec les contrôles basés sur le Web. 5. Correction de bogues qui pourraient empêcher l'exportation correcte des vidéos en décalage. 6. Amélioration de la compatibilité des lecteurs USB pour corriger des erreurs de lecture occasionnelles.1 point
-
@Jc2101 non! à priori la souris est fautive car elle vagabonde dans le slicer Cette souris a certainement touché un paramètre du mode spécial dans paramètre surface irrégulière. Toutefois ton modèle jaune en forme de fromage est sympa pour attirer les souris je ne sais pas si les souris aiment le Café ? A+ Francis1 point
-
Moi aussi sur une prise connectée TP-Link pour démarrer à distance et lancer une impression, ou pour tout couper à la fin d'une tâche.1 point
-
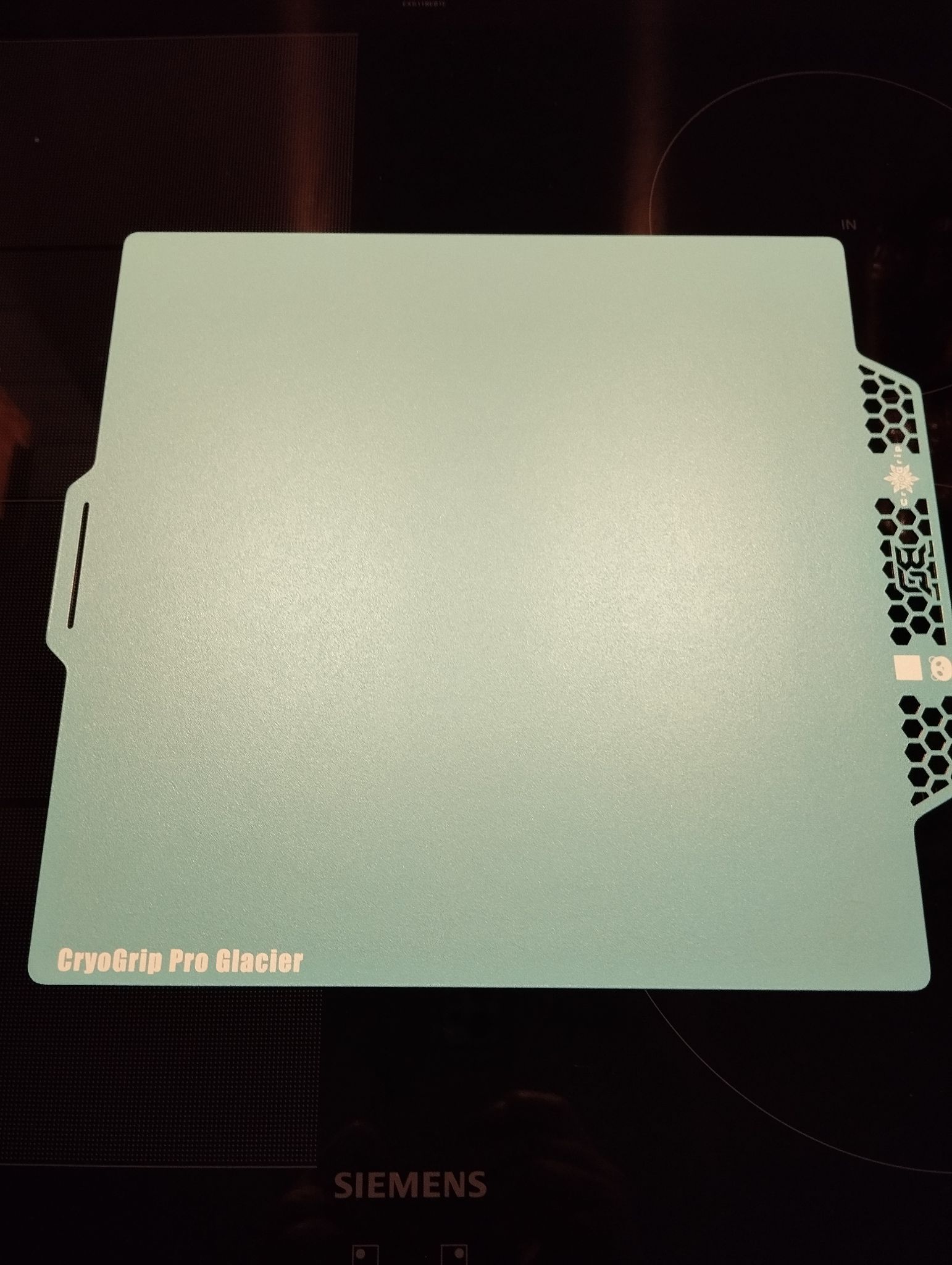
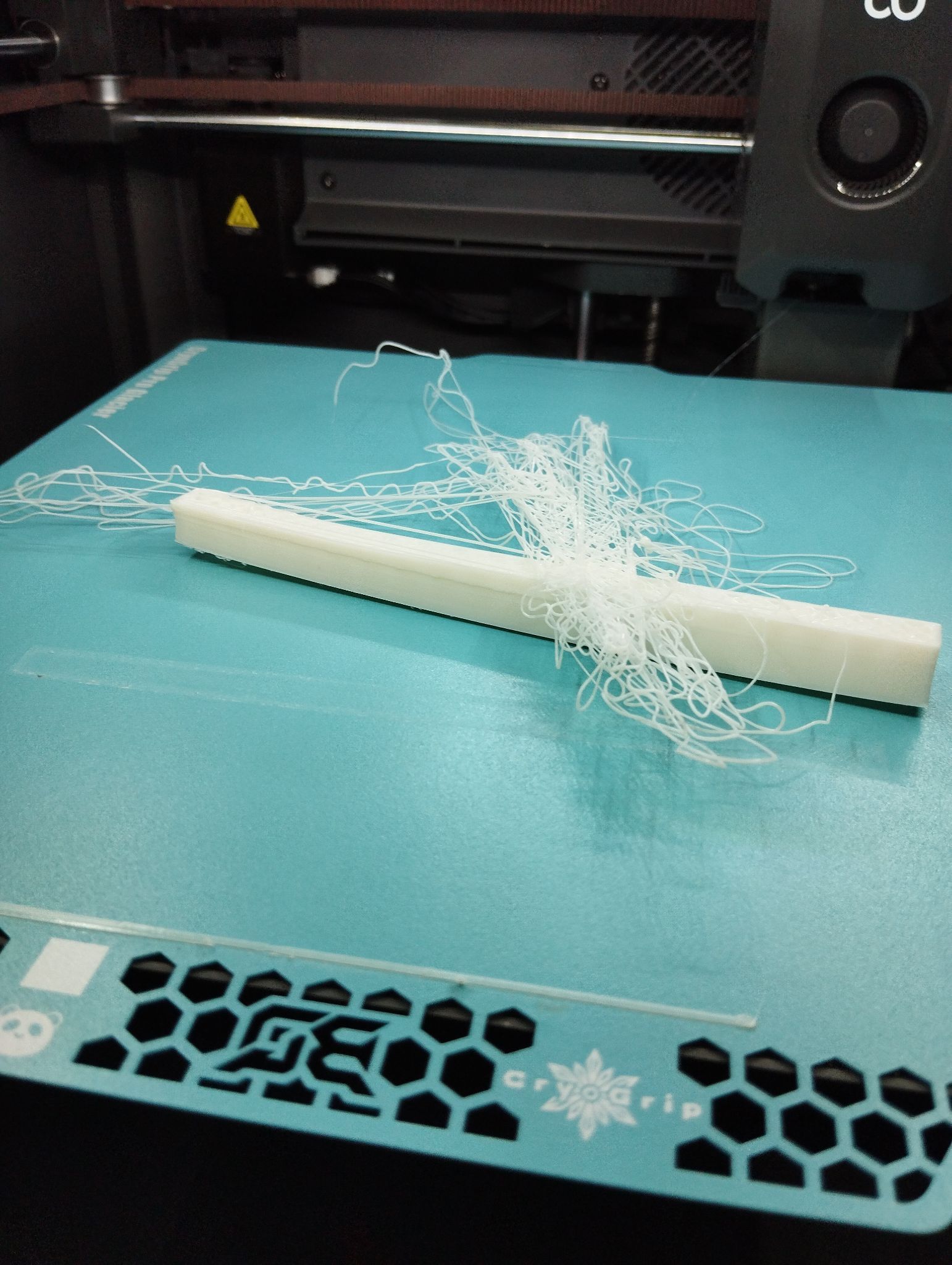
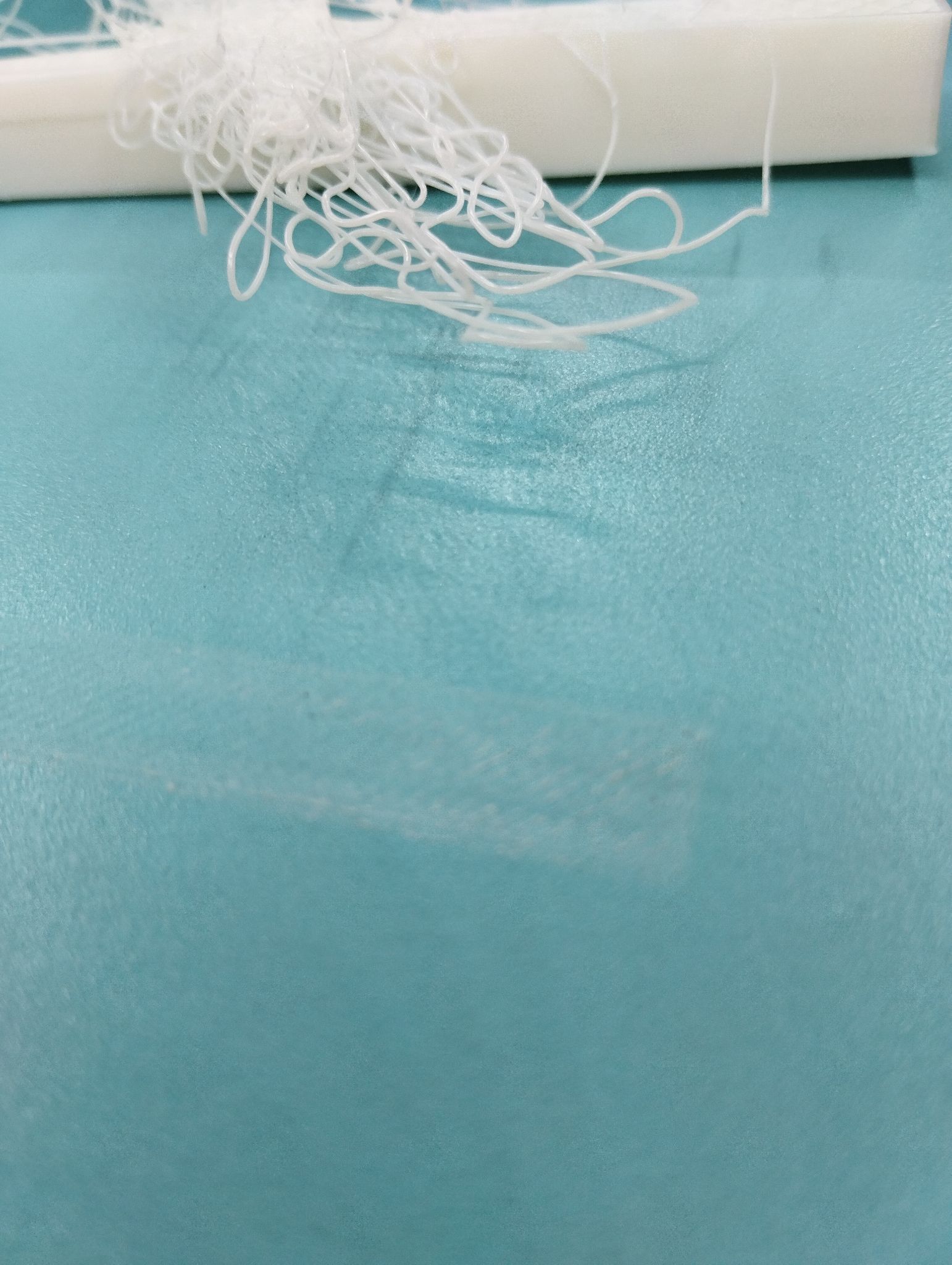
Alors j'ai testé l'ASA à 70° sur la Centauri Carbon et franchement c'est pas une réussite, voir photo ci dessous et en plus non seulement ça c'est décollé mais en plus ça m'a bouffé le revêtement du plateau, on ne voit pas très bien sur la photo mais c'est vraiment marqué, moralité j'arrête l'ASA sur ce type de plaque Résultat de ces essais Pour moi cette plaque n'a d'intérêt que pour le PLA et le TPU, ça permet une bonne adhérence à une température moindre par contre le PETG colle bien mais à une température identique à une autre plaque, pour l'ASA vous avez vu le résultat qui parle de lui même et du coup je n'ai pas testé avec l'ABS Une petite remarque pour terminer, cette plaque est la Cryogrip Pro Glacier qui se nettoie à l'eau et au liquide vaisselle ainsi qu'à l'alcool Isopropylique par contre sa cousine la Cryogrip Pro Frostbite doit impérativement être nettoyée avec de l'eau et du liquide vaisselle et surtout pas à l'alcool Isopropylique ou il pourrait y avoir des dégâts, photo récupéré sur Face de bouc
 1 point
1 point -
Petit pb avec ton lien je pense . Il y a un https/ qui traine au début http://https/amzn.eu/d/2BwdvAN?tag=imp3dforum-210 points
-
@NOUNOURS13 Encore un avec une arthrodèse L5S1, ça commence à faire beaucoup (moi-même et 3 ancien collègues).....0 points