Classement




Contenu populaire
Contenu avec la plus haute réputation dans 20/07/2025 Dans tous les contenus
-
Oui, je viens de compléter mon message Pas de dépôt Git Hub il faudrait que j'en créé un. Je viens d'écrire un mail à l'auteur, je verrais s'il me répond (son mail n'est peut être plus valide) Le programme n'est pas mis à jour depuis longtemps. Sinon je viens de trouver un bug (déjà présent dans la version originale) à corriger : si dans les paramètres de sortie on ne choisi pas de suffixe, le fichier orignal est écrasé... y compris avec la fonction "enregistrer sous" - Je viens de jeter un œil dans le code et je ne comprend pas pourquoi... il faudra que je me plonge dessus plus tard.2 points
-
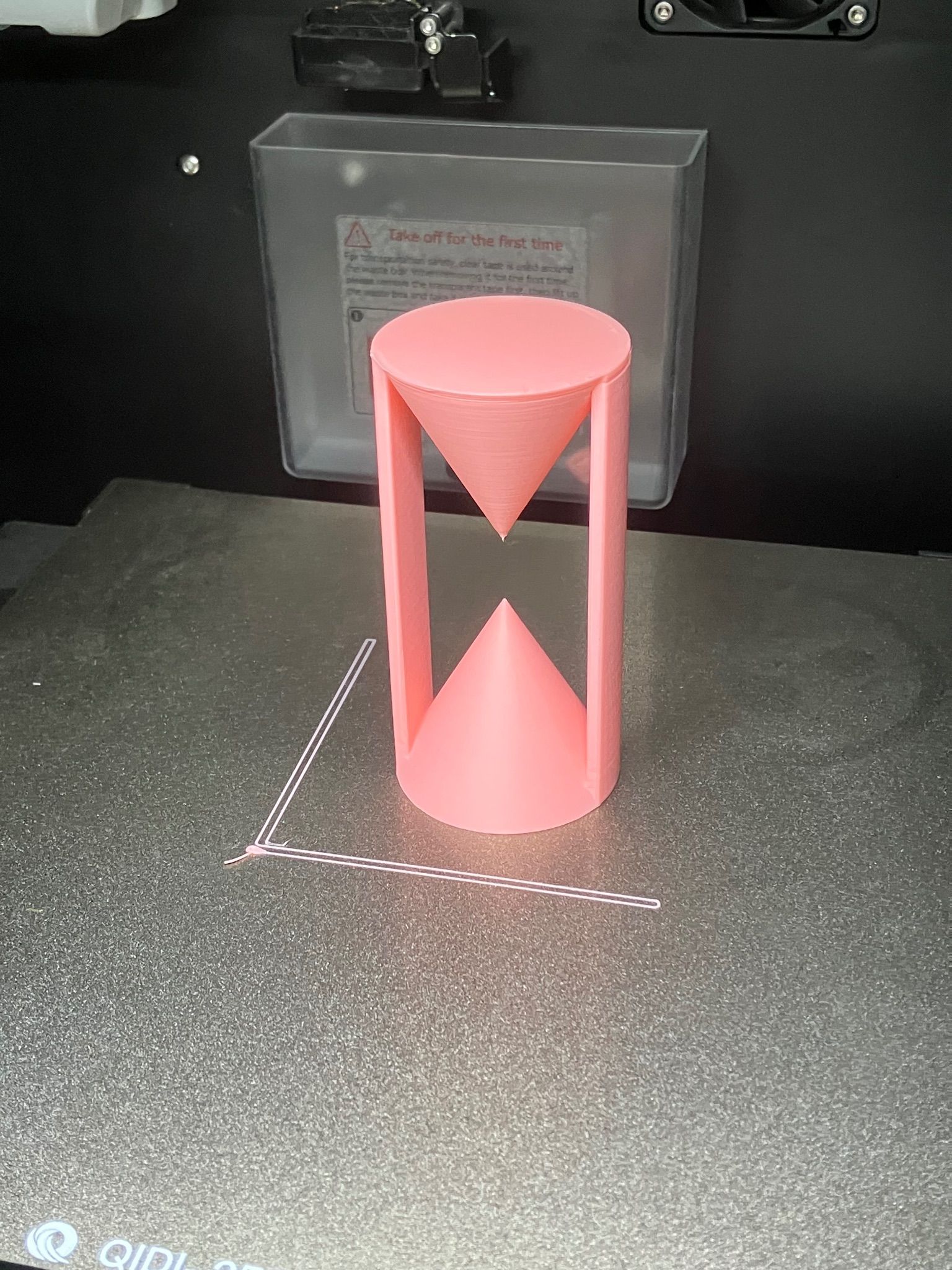
petite impression épatante, amusante et astucieuse
 2 points
2 points -
C'est plutôt pour nos amis flamands (Belges) Bruxelles - Brussel(s)2 points
-
Nos amis wallons (belges) fabriquent donc des pinces2 points
-
bonjour @Exca c'est tout à fait normal Pourquoi ça se produit ? RAW = nuage de points : Ce format brut conserve bien les détails car chaque point est indépendant, mais il ne forme pas une surface exploitable directement en impression 3D. Mesh = maillage de polygones : Lors du passage en mesh, le logiciel tente de "relier" ces points pour créer une surface, et là, des erreurs d'interprétation apparaissent : trous mal comblés, géométrie chaotique (surtout sur les zones peu scannées ou brillantes), surfaces fermées de manière incorrecte il te faut donc procéder à un nettoyage et un remesh de ton scan brut le Scan and Print vendu par les fabricants n'existe pas, un scan brut est très rarement exploitable sans post traitement2 points
-
L’attente du résultat est insoutenable Zut tu as publié la réponse entre temps2 points
-
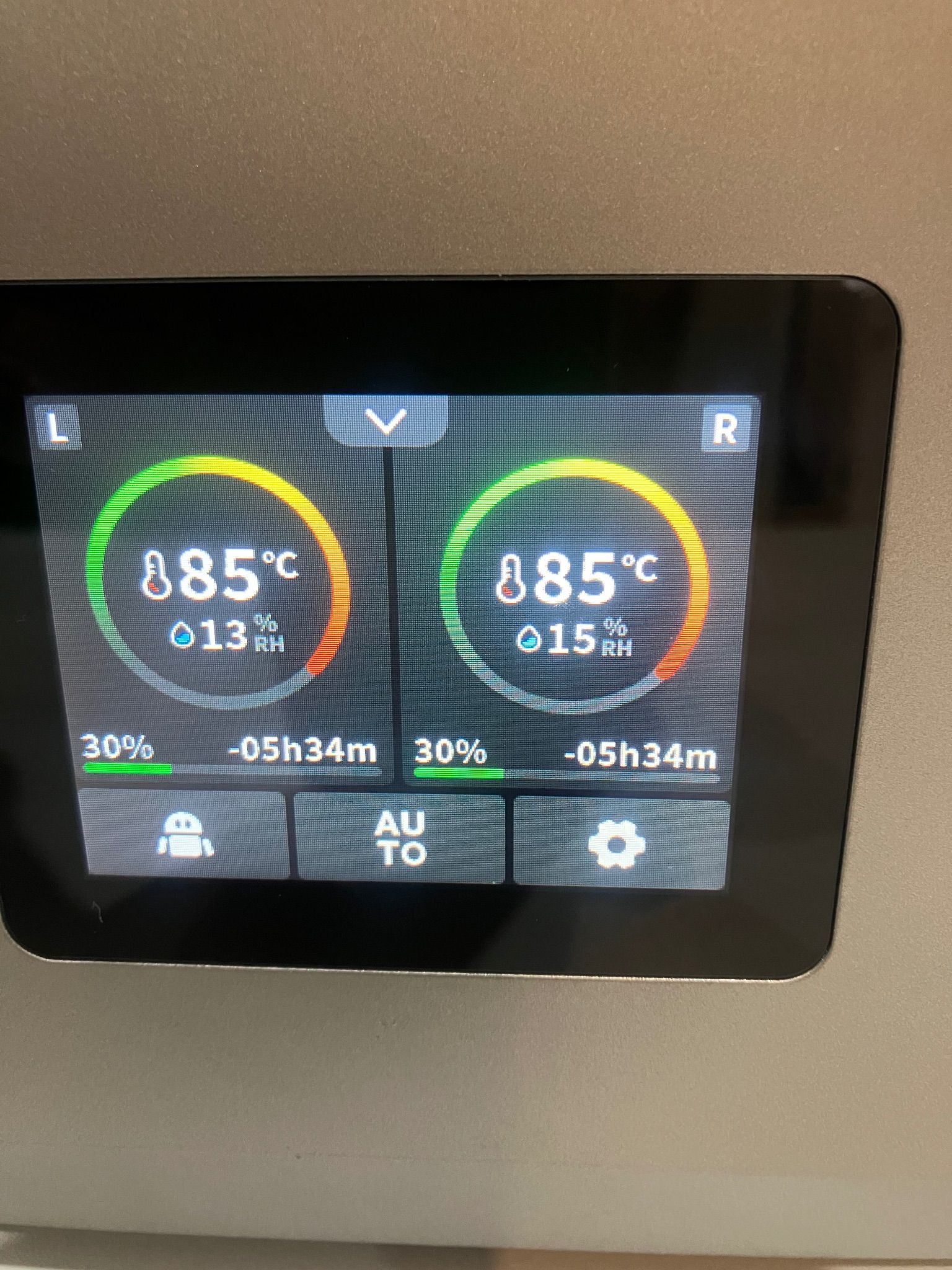
alors après une nuit arrêtée, est ce que le joint de ce nouveau modèle Space Pi Creality est efficace ? hier soir avant l'arrêt ce matin à 10 h alors côté gauche des bobines de PC, côté droit du TPU. Avant de conclure activement, je vais contrôler minutieusement le joint de gauche

 2 points
2 points -
J'ai testé la buse 0.6. C'est elle qui m'a permis d'imprimer facilement le parapluie avec la lampe intégrée dans le parapluie . J'avais testé ça avec la buse 0.4 mais plusieurs fils de pluie ont cassé. En buse 0.4 En 0.6, les fils de pluie sont moins fragiles et cela devient plus facile. J'ai ajouté une bande led tout en haut, caché par le rebord...


 2 points
2 points -
Bonjour, Je viens de tomber là-dessus. Je pense en précommander un : https://sunlu.fr/products/sunlu-ams-heater-ameliorez-votre-bambu-ams-permet-le-sechage-pendant-limpression-economisez-un-ams-2-pro-pour-vous?variant=51458277933345 je trouve le tarif plutôt correct, d’autant plus qu’il est conçu pour l’AMS. Je vous ferai un retour une fois reçu. D’ailleurs, il faudrait que je fasse de même pour la nouvelle hotend disponible chez Bambu: https://eu.store.bambulab.com/fr/products/obxidian-high-flow-hotend Je l’ai testée rapidement, donc pas encore d’avis tranché, mais le premier essai est plutôt concluant: Le cube a été imprimé avec les paramètres de la buse fournis par Bambu, en PETG HF, avec la vitesse réglée sur "insensé". La première couche n’est pas top ainsi que la surface supérieure. À noter que les défauts de la surface supérieure sont plus visibles sur la photo qu’en réalité. Dès que j’aurai le temps de me pencher dessus., j’augmenterai la vitesse volumétrique maximale pour voir si cela améliore le résultat.


 1 point
1 point -
Bonjour, Si vous faites de la photo, vous connaissez sûrement le petit programme ShiftN Il permet de corriger la perspective Voici un exemple Avant / Après Parfois, il est nécessaire de sélectionner manuellement les lignes qui sont reconnues comme verticales à la souris. Le bouton gauche permet de désélectionner les lignes (les mettre en rouge) et le bouton droit permet de les sélectionner (les mettre en vert) C'est assez fastidieux. Je viens de télécharger le code source de ShiftN et de le modifier pour permettre de faire un rectangle de sélection multiple à la souris avec la touche CTRL, ce qui est beaucoup plus rapide quand il y a toute une zone où il faut sélectionner ou désélectionner des lignes La nouvelle version est téléchargeable ici : https://drive.google.com/file/d/1-eFfFfUf7K6LIpbKCbE23qBv-ccYLDVx/view?usp=drive_link Pour ceux que ça intéresse, voici le fichier modifié dans le code source : https://drive.google.com/file/d/1c4d50LdON7sll4XtWEONp7Cl-mhatOOo/view?usp=sharing Le code source original complet est téléchargeable ici : https://www.shiftn.de/ A bientôt

 1 point
1 point -
et puis il y a sur ce forum une rubrique dédiée dessiner modéliser en 3d ainsi que les spécialistes de la modélisation1 point
-
Si avec tous ces conseils je ne m'en sors pas Merciiiiiiii1 point
-
c'est ça faut apprendre en s'amusant c'est très intuitif tu as plein d'excellent tutos sur YouTube, il suffit d'essayer et de trouver celui avec lequel tu es le plus à l'aise en logiciel gratuit on peut citer : freecad, Blender, Sketchup etc etc1 point
-
c'est du temps mais si l'envie est là c'est plus kiffant d'imprimer une pièce que l'on a créer il y a pas mal de logiciels disponibles, mais aussi des sites en ligne très bien fait tant que tu restes sur des formes géométriques, le temps d'appréhender la logique ça se fait pour les formes organique là c'est plus du domaine artistique (on est doué ou pas) un exemple en ligne : Tinkercad . @Nouch1 point
-
J'ai vraiment hâte. Par contre pour mettre en œuvre les pièces à imprimer (j'entends par la des pièces que j'aurais envie de fabriquer sans qu'elles soient déjà dans une base de données) c'est compliqué ?1 point
-
@pjtlivjyDsl les liens n'ont pas marché sur ma tablette, mais sur l'ordi oui et très tard.. mes excuses et merci pour les liens ! Pour le deuxième je ne vois que des option K1 /K1C /K1max . le premier nickel c'est commandé !1 point
-
ce sont des concepts pas si facile à appréhender @Kachidoki et tu sais comme moi qu'il n'y a pas de questions bêtes, juste de la curiosité mais il n'est jamais facile d'expliquer clairement ce qui est connu Dans ta remarque : 15 % HR à 85 °C = environ 58,3 g/kg (humidité absolue). À 25 °C, la saturation est atteinte vers 20-21 g/kg. Donc, 58,3 g/kg à 25 °C donnerait plus de 100 % HR, ce qui n’est pas possible à l’état vapeur seul → il y aurait condensation et ton fameux verre d'eau C’est un piège classique dans les discussions sur le séchage en enceinte thermique. Ce genre de confusion vient du fait que l'humidité relative semble "faible", mais à haute température elle masque une quantité énorme de vapeur.1 point
-
Je suis d'accord sur la seconde partie, que l'air chaud peut contenir plus d'eau. C'est pour ça que j'essaye de convertir en absolu et que je disais que les 15% d'humidité relative que tu avais à 85°C correspondaient en humidité absolue à 58g/kg, à pression atmosphérique. Or cette quantité d'eau représente déjà 100% d'humidité relative à 43°C d'après les abaques (toujours à pression atmo), alors à 25°c tu dois avoir un verre d'eau au fond du dryer. Je suis totalement convaincu que ce type d'équipement n'est pas totalement étanche et que la pression interne = la pression atmo, sinon ça va être compliqué d'ouvrir le capot après séchage. Après je n'ai pas étudié la thermodynamique dans mon cursus, je découvre ce domaine et je cherche seulement à comprendre avec probablement des questions bêtes. Ceci dit ma remarque n'est qu'une curiosité sur le résultat obtenu qui, s'il est avéré, est plutôt positif. Je suis curieux d'avoir ton avis sur ce dryer qui me fait de l'œil : ce qu'il a de plus ou de moins par rapport à d'autres ?1 point
-
je comprends, le gain de temps en moyenne (bien sûr ça dépend de la complexité de la pièce) est de 2 à 3 fois plus rapide par rapport à avant donc le chemin entre l'idée et la concrétisation de l'objet n'a jamais été aussi court1 point
-
surtout que tu arrives un peu après un tournant décisif dans l'impressions 3D ou sont apparues des imprimantes FDM rapides (grâce entre autre à Klipper), plus précises qu'avant mais aussi avec des filaments qui ont notablement évolués en qualité et en choix tu vas te régaler1 point
-
Elle a en effet l'air d'être top. Je vais probablement me laisser tenter Je l'espère. J'ai hâte de débuter1 point
-
de toute façon @Nouch si l'activité te plait ça sera le début d'une longue série1 point
-
Surtout très peu pratique pour mon AMS qui se trouve en hauteur Doit surement y avoir moyen de bricoler un bouchon amovible mais bon1 point
-
allez je te donne la clé de l'énigme @JoOj la sorcellerie c'est quand même drôlement plus fun que l' IA1 point
-
Bonjour, Je m'appelle Exca et débute en modélisation,Impression et scan3D.1 point
-
C'est monobloc ?1 point
-
tu peux utilisé Meshmixer ou Meshlab ... par contre ça va te demander un peu de temps pour apprendre, ça n'est pas que c'est compliqué mais ça demande méthode et temps @Exca1 point
-
Peut-être un ou des capteurs de fin de course en défaut. Il faudrait faire une connection avec Pronterface et vérifier le bon fonctionnement des divers capteurs. Ce n'est que mon avis.1 point
-
OK, merci, je peux utiliser quoi comme logiciel pour retoucher les mesh ? Un truc simple1 point
-
@fran6p Oui, c'est pas parfait, mais parfaitement exploitable . Et je trouve génial de pouvoir traduire un PDF russe en 3 clics grâce a l'IA. Voici les parties 5 et 6 , plutôt intéressantes avec le calibrage via le fichier STL tuto_calibration XY-pages-5.pdf tuto_calibration XY-pages-6.pdf
 1 point
1 point -
En effet si tu achete une machine a un membre du forum de confiance sur la gestion et l'entretien de la machine, tu peux acheter d'occasion les yeux fermé mais en effet parfois y a des choses surtout sur les machines chinoises ou il vaut mieux passer son chemin, le bon coin tu as parfois des très bonne occasion sur des machine prusa ou bblab j'en croise de tant a autre mais tu n'as pas le recul et l'expérience pour savoir ce qui est bon ou pas d'occasion.1 point
-
En fait , j'ai dû découper le PDF en 7 parties sinon ça passe pas, trop gros , voici les parties 3 et 4. Tu va tomber de ta chaise sur le niveau de détails... tuto_calibration XY-pages-3.pdf tuto_calibration XY-pages-4.pdf1 point
-
Identique : coupe du filament, retrait de l'ancien, alimentation du nouveau qui pousse le morceau de filament coupé resté dans la buse.1 point
-
Je ne vais pas parler pour ma paroisse car j'ai vendu plusieurs imprimantes via le bon coin coin, mais tu es novice il va être difficile pour toi de voir si la machine que tu souhaites acheter a été bricolée ou pas et par quel type de bricoleur lorsque je regarde les annonces, il y a parfois voir souvent des choses pas très catholique ( bien que la religion n'a rien à voir la dedans ), on voit souvent sur le forum des personnes ayant acheté des machines d'occasions qui ont des problèmes Un dernier point, si c'est une machine sous garantie, il faut obligatoirement une facture car sinon pas de preuve d'achat => pas de garantie1 point
-
@Jems le premier lien que j'ai mis est pour la K2 + et ça n'est pas cher, de quel détail veux tu parler ?1 point
-
pour une première expérience @Nouch il y a aussi le marché de l'occasion, aujourd'hui grâce aux sorties incessantes de nouveaux modèles, on trouve nombre de modèles très récents tournant sous Klipper bradés car leurs propriétaires s'en débarrassent au bout de quelques mois (certaines impriamntes sont encore sous garantie), voulant acquérir le dernier modèle de telle ou telle marque1 point
-
En jouant de la vitesse volumétrique tu n'as pas à te soucier des différents réglages de vitesses et ça évite d'avoir 50 profils de qualité juste pour réduire la vitesse...1 point
-
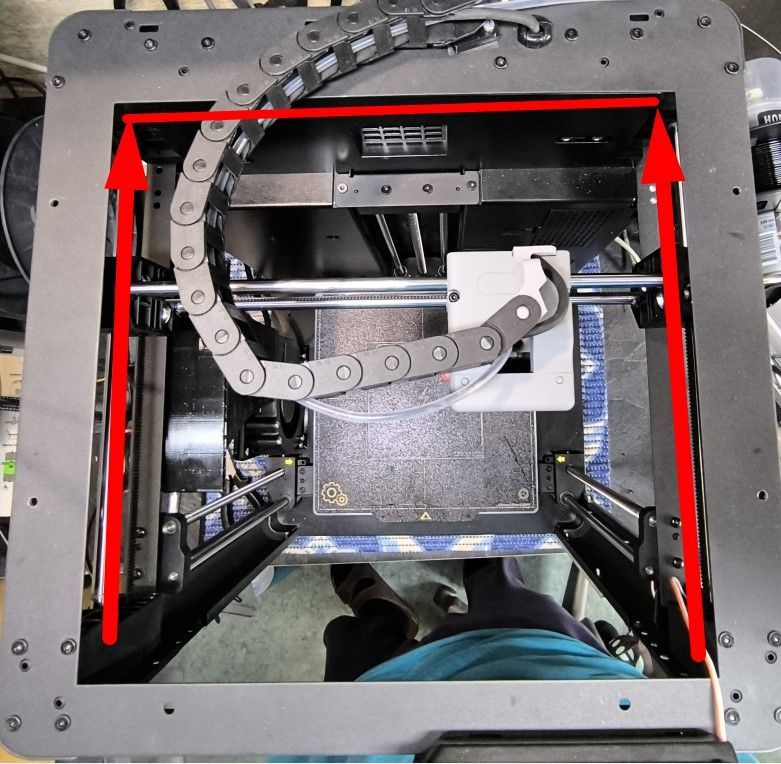
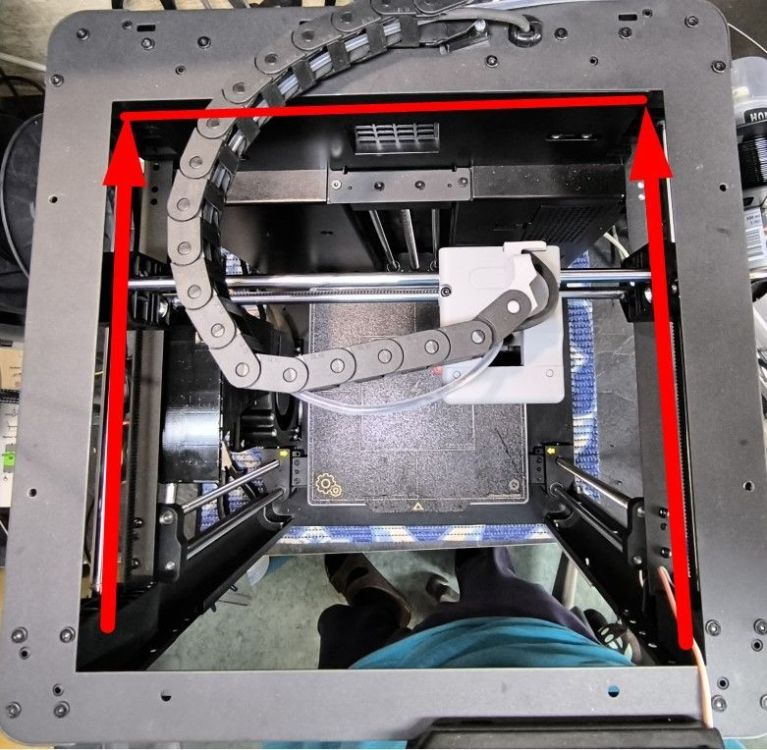
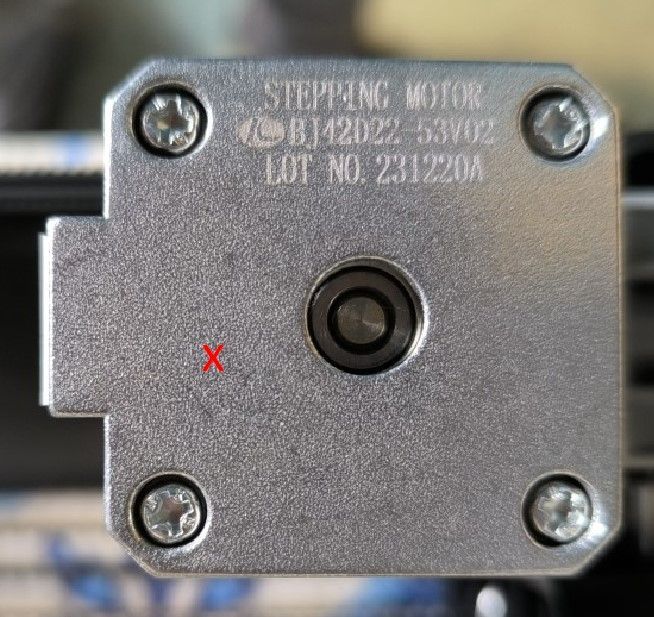
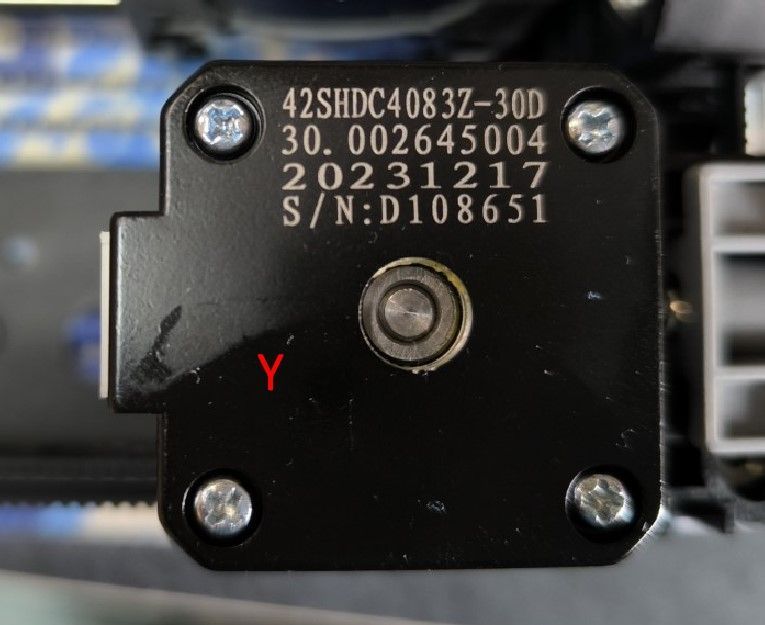
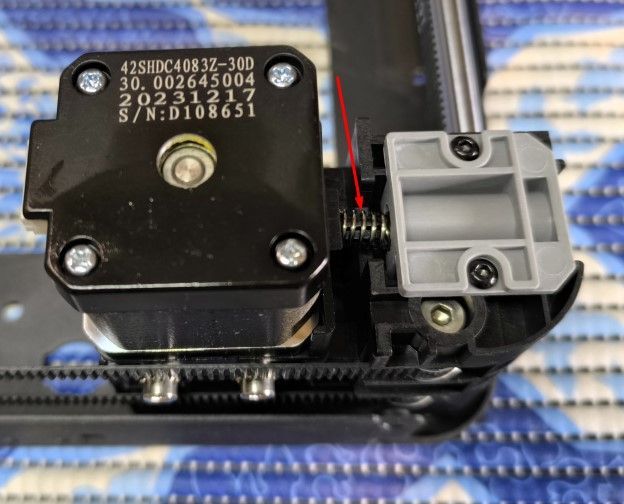
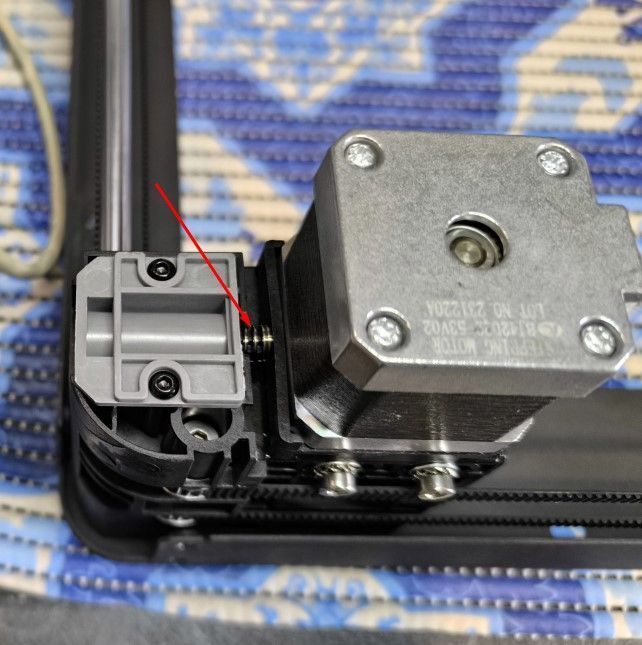
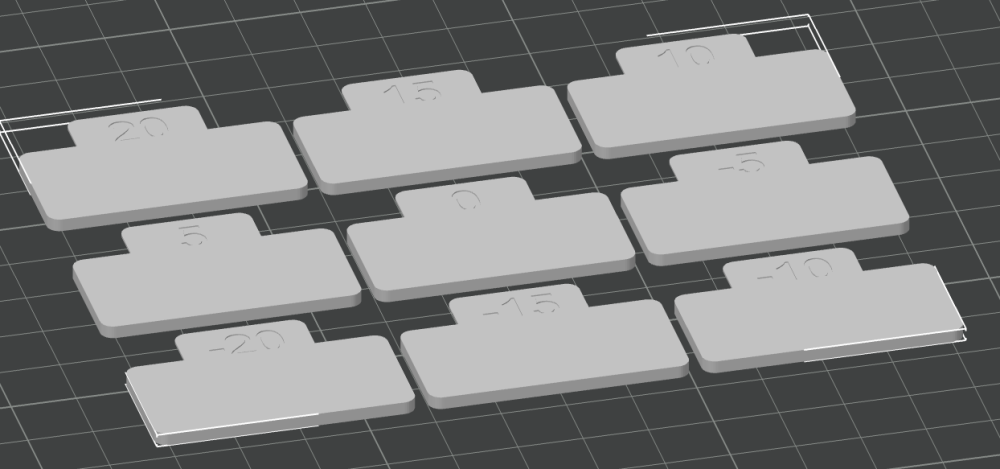
Je me suis rendu compte qu’un léger désalignement sur l’axe Y affecte la géométrie des impressions. Lorsque je pousse le chariot XY en butée vers l’arrière, j’observe un décalage d’environ 2 mm sur le côté gauche, alors que le côté droit est bien en butée. C’est assez minime, mais suffisant pour fausser l’équerrage. Une photo sera plus parlante. À force de chercher d’où pouvait venir ce décalage, j’ai fini par identifier la source : la tension de la courroie Y. J’ai donc démonté le chariot pour y voir plus clair. Première surprise : les moteurs XY sont de modèle différent.. Le réglage des courroies est une opération un peu complexe, mais aussi très instructive. Honnêtement, je n’y serais jamais arrivé sans l’aide d’un tutoriel sur lequel je suis tombé par hasard en cherchant des infos sur la 5M. Il s’agit d’un PDF réalisé par un maker russe. La 5M/Pro est d’ailleurs très populaire en Russie, avec des forums particulièrement actifs autour de cette machine. Plutôt que de me lancer dans de longues explications parfois confuses, je préfère vous partager ce PDF en russe que j’ai traduit en français avec l’aide de l’IA — un vrai gain de temps ! Petite mise en garde concernant le blocage des moteurs via les 4 écrous : il est inutile de les serrer trop fort, au risque d’arracher les inserts dans lesquels ils se vissent. Le démontage du chariot est relativement simple sur la 5M, mais un peu plus long sur la 5M/Pro à cause du carénage. Voici la vidéo tutoriel de démontage par flashforge ----> https://www.youtube.com/watch?v=lhk1nPznHhI&t=5s En fait, c’était un serrage trop fort d’un écrou de blocage sur l’axe Y qui faussait une tension équilibrée entre les courroies Y et X. Le serrage avait écrasé la lumière où le moteur Y est censé coulisser, ce qui empêchait le ressort de se mettre en tension correctement pendant le réglage. Voici le PDF en deux parties (trop gros pour le forum). Le seconde partie et la calibration géométrique précise et très détaillée, via un STL tuto_calibration XY-pages-1.pdf tuto_calibration XY-pages-2.pdf Edit: Meme coupé en deux c'es trop gros..

 1 point
1 point -
Salut @Nouch comme le dit @MrMagounet j'ai fait le test de la Centauri Carbon et au bout de 6 mois j'en suis toujours aussi content, même si la Centauri est environ 100 € moins cher que la Centauri Carbon, je te conseille la Carbon qui te permettra d'évoluer par la suite, si au départ tu te fais la main avec du PLA, PETG et TPU tu pourras ensuite t'essayer à l'ABS, ASA ... etc alors qu'avec la Centauri tu n'auras pas la possibilité de le faire1 point
-
Bonsoir à tous , J'ai équipé ma Plus 4 d'une buse 0,6 mm cet après-midi. Par rapport à ce que j'avais prévu, à savoir une HOTEND dédiée, celle que j'ai reçue étant équipée par défaut d'une buse de 0,4 mm, je l'ai gardée en l'état et j'ai donc uniquement mis en place une buse de 0,6 mm sur la tête de mon imprimante en suivant la procédure indiquée dans le manuel. Rien de bien compliqué en fait .. donc l'idée d'une HOTEND dédiée n'est pas forcément judicieuse ( mais au moins je ne serais pas pris au dépourvu en cas de panne de celle-ci ) ! Un petit auto paramétrage et ensuite impression d'une pièce d'essai ( similaire à celle que j'avais réalisée précédemment avec ma buse de 0,4 mm ). Sans plus d'expérience, je pense vraiment que cette taille de buse répond au type de pièce que je souhaite réaliser avec mon imprimante ( notamment avec des parois épaisses d'environ 5 mm ). Petit détail sur cet essai, je l'ai fait en utilisant 2 restes de bobines, cela m'a permit de constater que mon capteur de fin de filament fonctionne .. et que l'on peut faire du multi couleurs assez facilement sans AMS ... Une petite expérience de plus dans mon long apprentissage de l'impression 3D @pjtlivjy, Aucune trace apparente de stringing sur la pièce test. Par contre je note que mon PETG Blanc est sorti plus brillant que sur la pièce imprimée avec la buse de 0,4 mm1 point
-
La difficulté avec les imprimantes 3D, c'est que la plage d'utilisation "efficace" est assez réduite : en dessous d'une certaine température certains filaments deviennent difficile à dérouler (même si c'est mieux en 1,7 5 mm) et au dessus d'une certaine température, le refroidissement n'est plus assez efficace et cela peut conduire à des blocages de têtes d'impression (par exemple du PVA peut poser des problèmes vers 27-30°C de température ambiante sur certaines machines européennes (Ulimaker / BCN3D) L'autre sujet (et j'en sais quelque chose avec mes X Max 3) c'est que les alimentations sont sujettes à des phénomènes de perte de puissance (significatives) lorsque la température interne de celle ci augmente au delà de 50°C et coupent à 70°C. Quand l'ambiante augmente, la température interne de l'alimentation augmente et on rentre dans une spirale infernale où plus elle chauffe et moins elle délivre de puissance (et plus elle chauffe). Enfin pour certaines matières comme le PLA/TPU, plus l'ambiante est chaude, moins le refroidissement de la pièce est efficace et plus on a de soucis sur les zones critiques. Je ne parle pas du sujet de l'humidité de l'air, @pjtlivjy l'a bien exposé. Donc il faut réguler à minima la température du local d'impression pour avoir un fonctionnement correct de l'imprimante, de 18-19°C à 25-26°C. Et vu le prix de vente des Qidi, elles ont forcément été calculées au plus juste....1 point
-
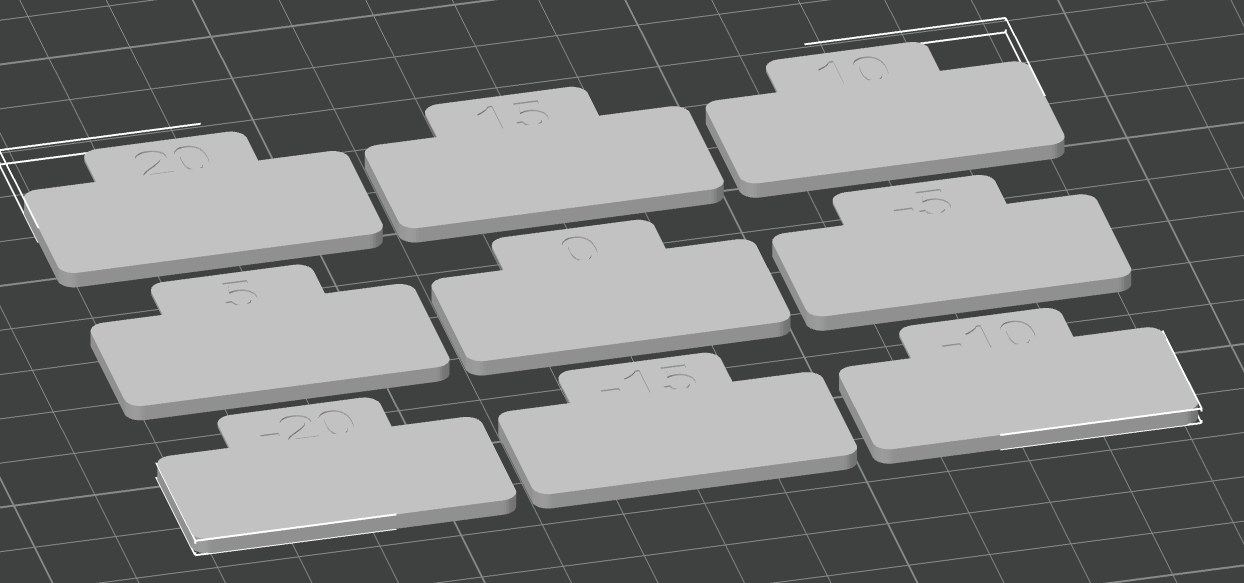
Tu parles de ce genre de test de débit ? J'arrive pas à voir à quel moment ils peuvent te mettre une erreur ou un N/A
 1 point
1 point -
Bonjour, merci, je viens d'en commencer un hier, livrable en octobre.1 point
-
Salut @Nouch ! Et Bienvenue ! Une trentaine de cm, tu vas déjà taper dans des "grosses" imprimantes Pour peut être te guider un peu plus, connait tu un peu tes contraintes : emplacement (dans un salon, va falloir chercher du silencieux par exemple), encombrement (si tu as 30 cm3 d'emplacement, ca va restreindre les choix ^^). Souhaites tu pouvoir faire du multifilament ou non (faire de la pièce multicouleurs notamment). J'ai pas l'impression que ca soit une priorité mais en fonction de ca, il faudra trouver soit une imprimante qui pourra être upgradée ensuite, soit une imprimante qui est déjà équipée d'un AMS / CFS / etc. De manière générale, sur le critère "débutant" tu as 2 approches : débutant qui a envie de mettre les mains dedans et d'apprendre à maitriser l'impression 3D (au prix de longues heures à jouer avec les paramètres : en vrai je te le recommande pas ) et dans ce cas tu va trouver des imprimantes d'ancienne génération à très peu cher (genre la Ender 3 a été annoncée à moins de 100€ y a peu) débutant qui a envie de pouvoir sortir une pièce propre "plug n play" : dans ce cas les marques et écosystèmes les plus aboutis sont, dans cet ordre, Bambulab et Creality (mais d'autres comme Qidi et Elegoo, pour ne citer qu'eux, sont en train de rattraper leur retard très rapidement) Sur une imprimante "ouverte" plug n play : Aujourd'hui, j'ai une Creality Hi : 329€ de base, 489€ avec le CFS, permettant de faire du multicouleur. Elle tourne depuis quelques centaines d'heures chez moi, dont certaines impressions multicouleurs de près de 40h, et j'ai dû rater maximum 3 pièces (probablement parce qu'il était temps de nettoyer le plateau) Sa grande soeur, la Bambulab A1, est plus ancienne mais parfaitement équivalente en termes de performance, avec le petit plus du "recul" lié à son ancienneté qui en fait probablement l'imprimante la plus fiable de sa catégorie. Un tout petit peu moins chère (en ce moment en tout cas) Pour un tout petit budget, tu as la Bambulab A1 mini : petit volume mais capable de faire tout ce que font les autres, en silence. Ca peut être une très bonne manière de commencer pour pas trop cher (330 avec AMS), et se garder un budget pour des accessoires et des matériaux (à 15/20€ la bobine de PLA hors soldes, ça peut vite monter) Et si le plateau de 30 cm est important, exit le multicouleur, mais tu peux avoir une Ender 3 V3 plus pour 400€. On dirait une Hi, mais avec un plateau 30x30 Une imprimante ouverte te permettra surtout d'imprimer en PLA et dans une moindre mesure en PETG, PVA et TPU. Le PLA est le matériau le plus simple à mettre en œuvre et suffit à 90% de mes usages. Pour du décoratif ça sera probablement ton filament principal. Son principal défaut est sa résistance à la chaleur : passé 55° il ramollit (pas de pièce pour un habitacle de voiture, pas de passage en lave vaisselle) Sur une imprimante fermée, plug n' play : Elles sont plus chères, mais te permettent d'accéder à des matériaux plus techniques, notamment l'ABS On trouve des Bambulab P1S (sans module multicouleur) autour de 500€. Je te refaits pas le discours sur la fiabilité Bambulab ^^. Par contre c'est une imprimante qui est plutôt bruyante (comme les autres fermées de cette génération cela dit) Chez Creality, avec de bons echos, la K1C. Elle peut elle aussi évoluer sur du multicouleurs (via un kit et l'achat du module adapté) et tu la trouve à moins de 500€ sur le site officiel Creality. Assez bruyante aussi... Dans quelques semaines, on devrait assister à la sortie de la K2C, de Creality. Ce sera la petite sœur de la K2 plus, qui a essuyé pas mal de défaut de jeunesse mais qui semble avoir été fiabilisée depuis quelques mois. Tu trouveras dedans toutes les dernières technos en core XY mono buse. On ne connait aps le prix mais il est pas impossible qu'elle soit en dessous de 500€ La Elegoo Centauri Carbon a fait grosse impression, pour un prix défiant toute concurrence. Tu as le test ici : https://www.lesimprimantes3d.fr/test-elegoo-centauri-carbon-corexy-20250219/ . Le plus dur, c'est d'en avoir une Hésite pas à faire un tour sur le comparateur : https://www.lesimprimantes3d.fr/comparateur/imprimante3d/1 point
-
je suis en 0,2 d'hauteur de couche. A première vue ca semble pas être le nombre de couches/parois latérales mais plutot un problème au niveau du nombre de couches inférieures et supérieures... Je vais tester pour voir1 point
-
L'AMS Heater n'a aucune adhérence avec l'écosystème logiciel de Bambu1 point
-
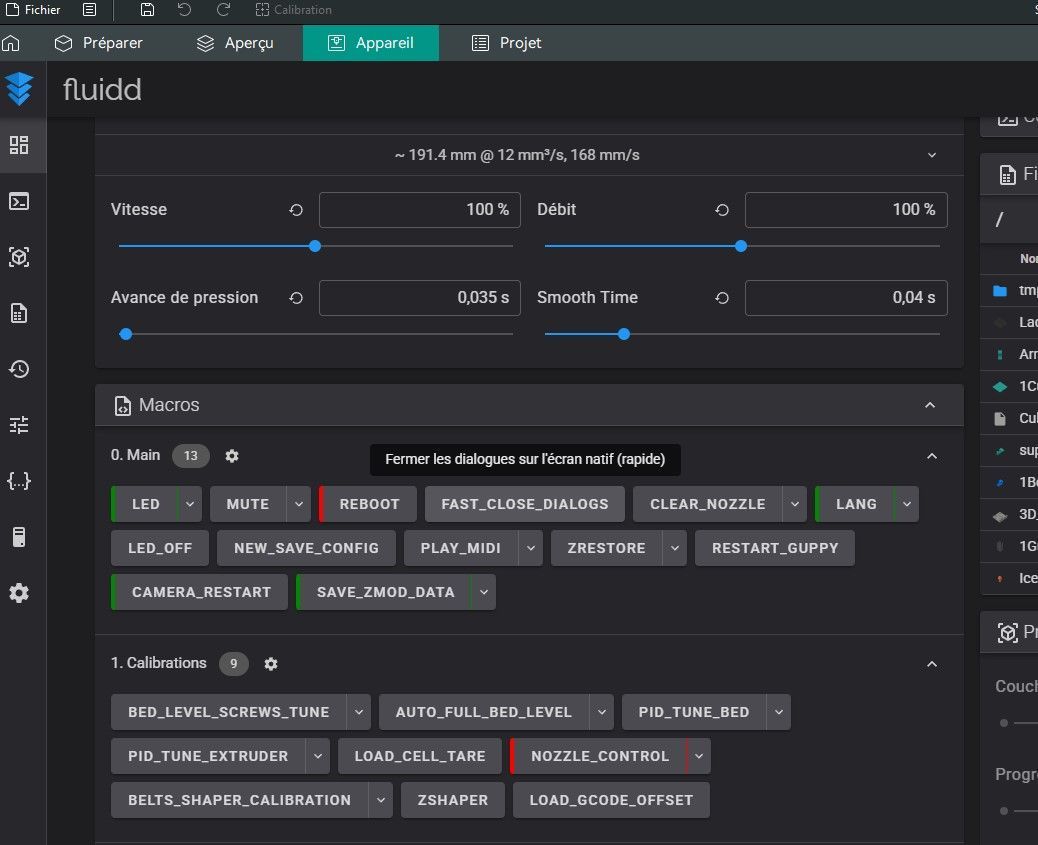
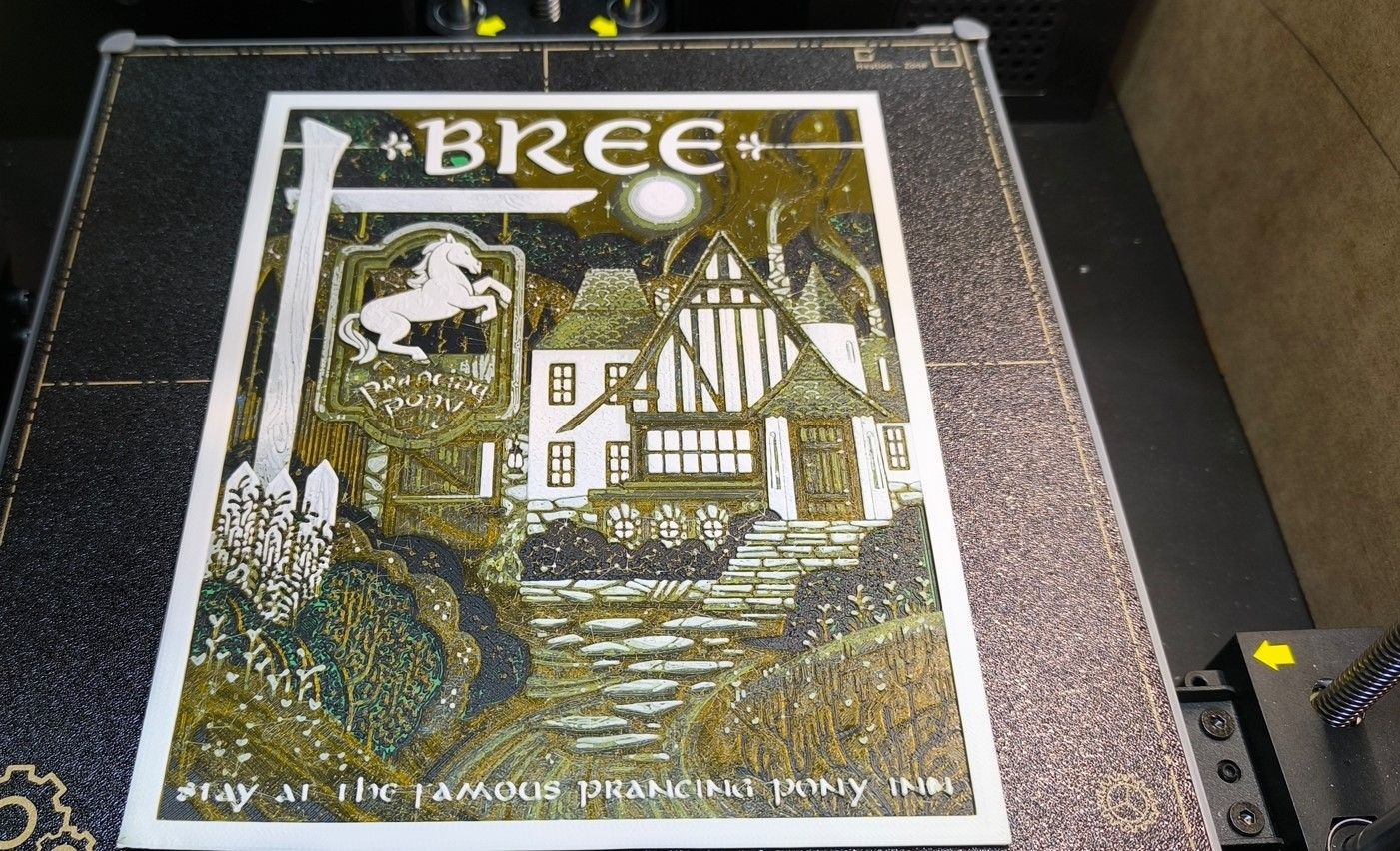
Nouvelle mise a jour de Zmod , V 1.5.0. avec plus de traduction en français. Toutes les infobulles des macros sont en français. Dommage que ce ne soit que pour Fluidd , mainsail ne prendre pas encore en charge le tooltip pour le tableau de commandes macros. Le développeur russe est très réactif. Hier, je lui ai fait part du manque de contrôle du ventilateur auxiliaire dans Mainsail. 4h plus tard, il me signale qu'une mise à jour était en ligne (directement depuis mainsail) pour corriger ce manque (V1.5.6). Dernière impression 4 couleurs avec Zmod.
 1 point
1 point -
Hueforge 6 couleurs..
 1 point
1 point -
Après plusieurs tests d'impressions, je valide complètement les buses Aliexpress. Mais avec une condition essentielle, changer les ressorts des clips de fixation du kit de buse. J'ai remis les "clipses" d'origine, mais changé les ressorts par des moins flexibles. J'ai mis des ressorts 0.7x5x15mm au lieu des 0.5x5x15. J'ai fait plusieurs impressions (dont une de 8h) avec la buse aliexpress sans aucun souci, sans voir de différence avec le kit d'origine.






 1 point
1 point -
Je poste des nouvelles! J’ai environ une centaine d’heure d’impression et je vous livre mes impressions (jeu de mots). Blague à part, l’auto leveling est vraiment une fonctionnalité qui change ma vie, sur ma précédente j’avais des molettes et ce n’était pas le rêve car il fallait les régler souvent, et puis surtout plus besoin de me casser la tête à couper les pièces et trouver un moyen pour qu’elles tiennent une fois imprimée car avec 400 par 400 ca fait vraiment de la place ! J'ai fait une vidéo car ca m'a manqué au moment de choisir https://youtu.be/lvEATvqGXBY1 point