Classement




Contenu populaire
Contenu avec la plus haute réputation dans 03/01/2026 dans Messages
-
Petit print utile pour la H2C que je suis en train de tester, cette boite à outils et accessoires bien conçue et bien pratique Imprimée avec du "vieux" PLA-CF noir Creality et EasyFil ePLA Formfutura vert lumineux



 6 points
6 points -
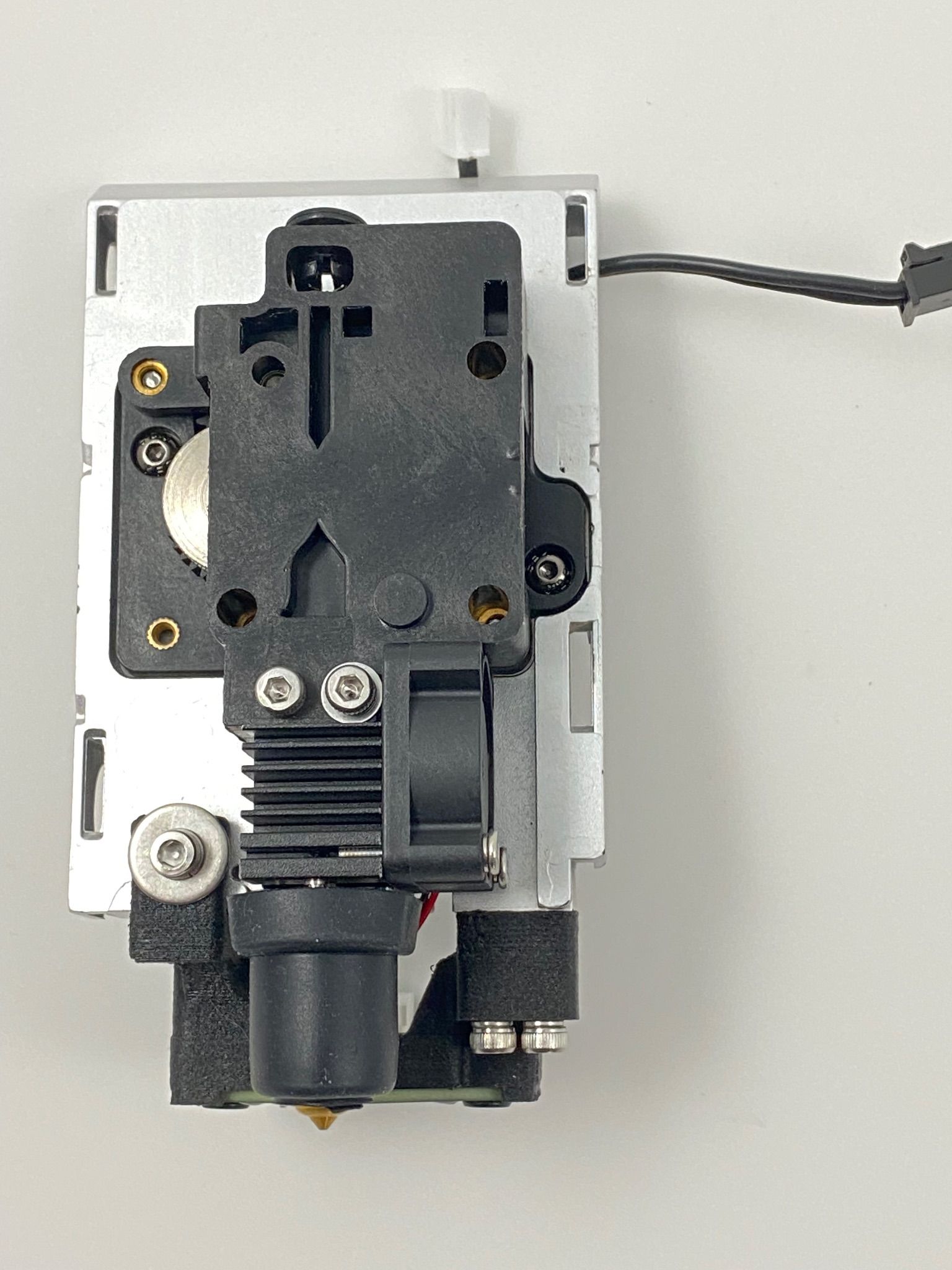
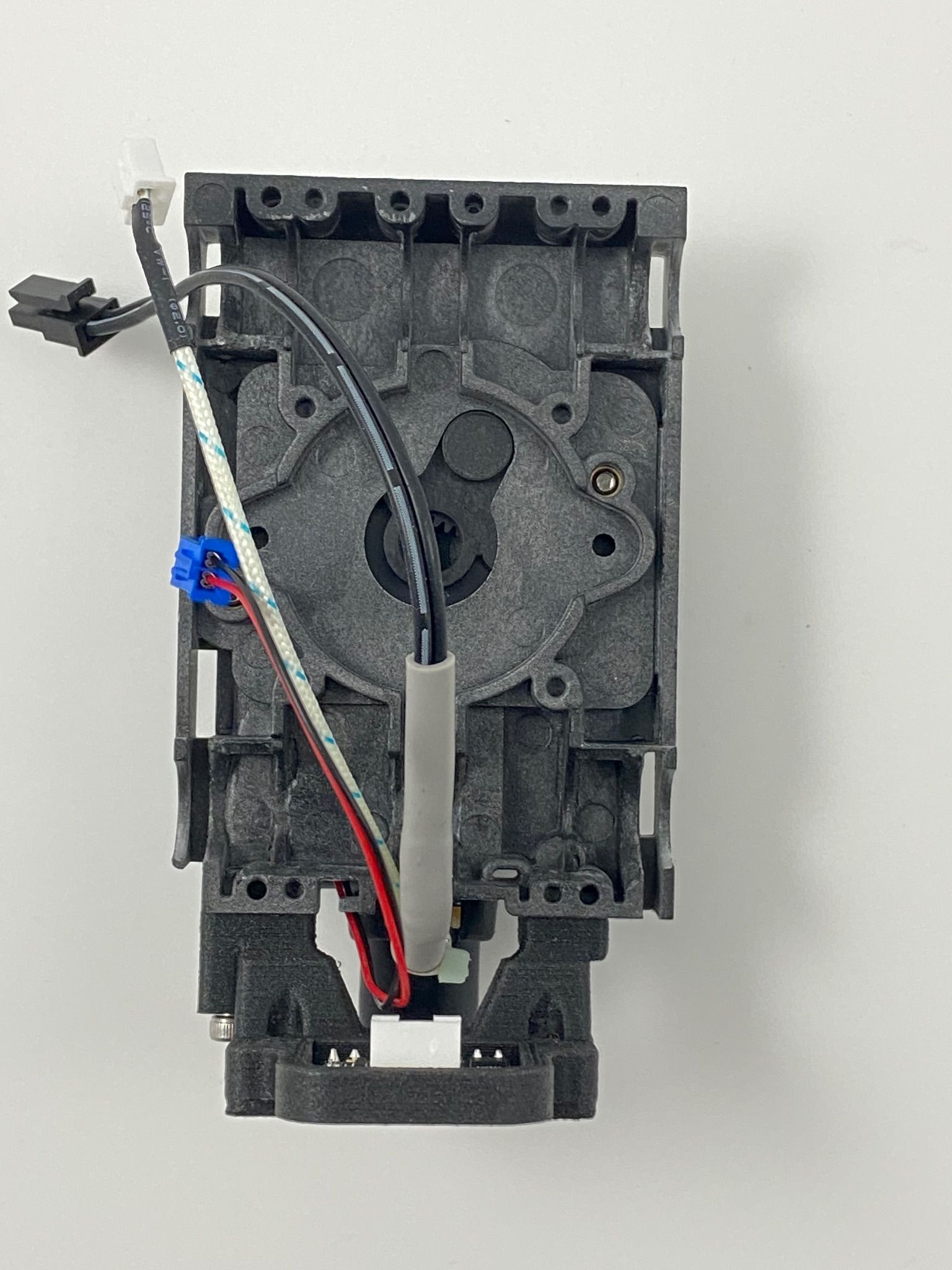
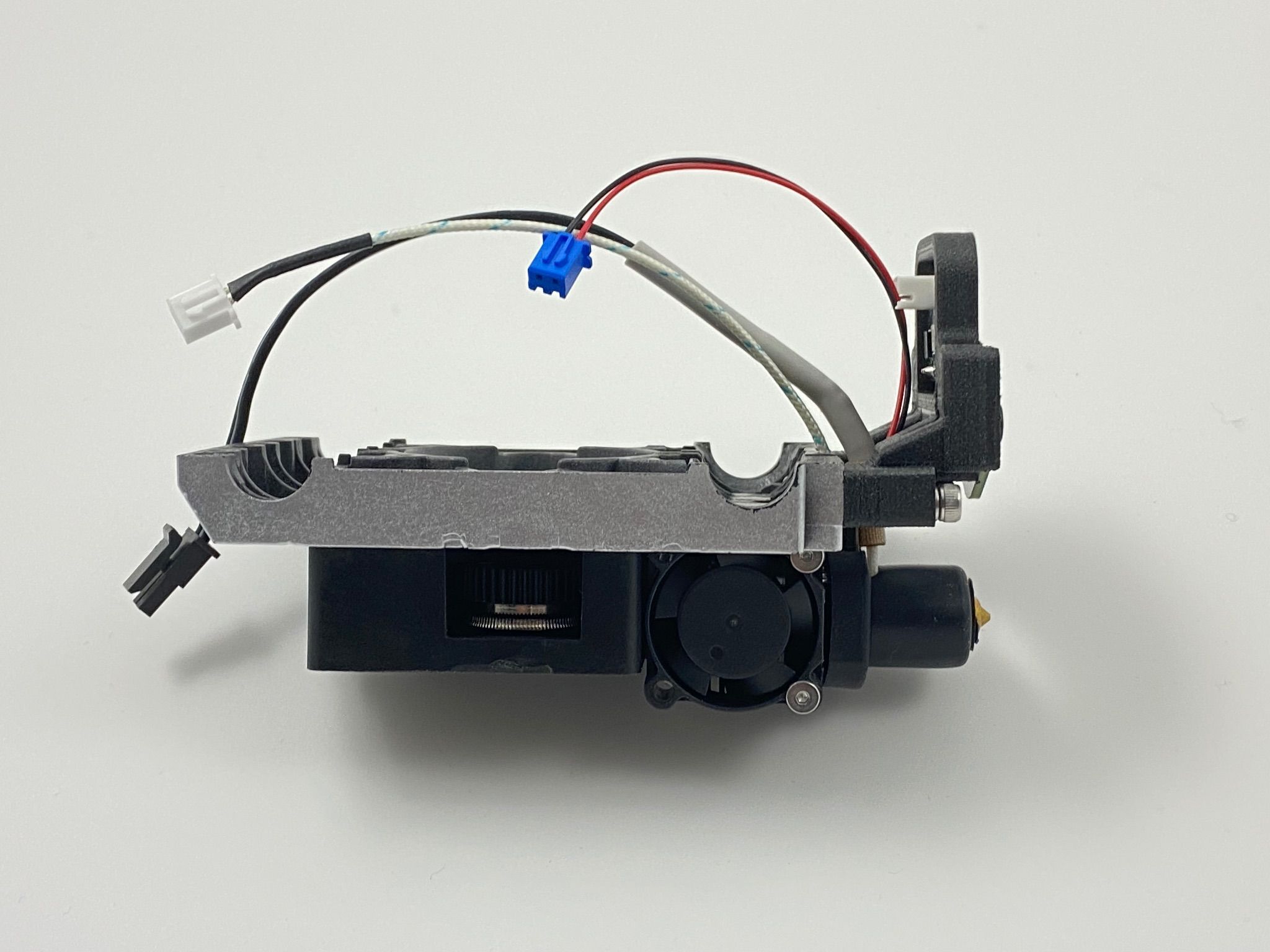
Hello, Putaclic je sais. Petite anecdote ce matin, la CORE One étant occupée à imprimer à pleine vitesse, j'ai voulu utiliser la XL pour mon prototype en cours. Et bien elle a refusé de démarrer l'impression, à croire qu'elle a senti le labeur de sa voisine et n'a pas voulu mettre la main à la pâte. En fait, la CORE One secoue tellement le plan de travail que ça perturbe le homing en Z de la XL. C'était très rigolo à voir, le plateau montait tranquillement en attendant de toucher la buse, et à chaque secousse hop, il redescendait. Un cycle tout à fait périodique et aligné avec les mouvements de la CORE One. Bien que le chassis soit très rigide, la partie chauffante du Nextruder est une masse qui "pendouille" au bout de la loadcell, avec l'inertie la moindre secousse est capté par cette dernière. Ca me rappelle un projet à la fac où avec une jauge de contrainte juste posée sur la paillasse on pouvait capter les pas de quelqu'un dans le couloir ou dans la salle d'à côté. Ca montre encore une fois l'extrême sensibilité de la loadcell des Nextruder. On pourrait presque l'utiliser pour établir une communication sans fil entre des machines dépourvues de connectivité. Je me demande comment font les utilisateurs de ces machines dans des fermes.4 points
-
Bonjour à toutes et tous, Mes meilleurs vœux pour cette nouvelle annee En attendant la fin des travaux sur la jolie brise, j ai terminé l impression d une autre modélisation " le Nautilus " de 20000 lieux sous les mer de Disney D autre photo



 4 points
4 points -
2026, Année de bonnes résolutions comme d'hab Bref, la K1C vient de bénéficier de sa grande visite, comme pour l'aviation.. Peu de chose en fait, sinon un grand dépoussiérage, un nettoyage graissage de tous les axes, afin que la bête se déplace avec une vigueur douce... et pis pourquoi pas vérifier ses petites courroies ? Hein que l'idée est bonne, ayant noté parfois quelques "étrangetées " donc à l'aide des macros KIVONBIEN test de la bestiole alors coté courroie tout est Ok, comparant avec mon dernier test d'il y a 6 mois. Coté input_Shaper, bah là, la belle baisse pas mal, Ô vieillesse ennemie ! Que n'ai-je donc tant point fait pour vivre cette infamie comme disait le Cidre , bref au dernier contrôle la valeur la plus défavorable me donnait 11400 sur l'axe des X et là.... ben c'est 8000 grand max, le y n'ayant pas beaucoup bougé lui. Donc correction des paramètres dans le printer.cfg, puis dans les profils ceinture et bretelle...... Et quelque petit cube tests après c'est tout bon...+- 0.01 sur les axes c'est plus que correct selon moi. Je pense qu'un petit contrôle tout les six mois, sur ces bestioles très rapide ne leur font pas de mal..3 points
-
Hello à tous ! J'en ai eu marre que toutes les imprimantes d'occasion me passe sous le nez. Je ne regardais que ça depuis des semaines et hier je m'étais fait un panier avec l'A1 mini pour limiter les frais... au final ce matin j'ai commandé la P2S combo Maintenant le plus dure va être de patienter 1 mois pour la recevoir ! J'ai pris des bobines en réduction mais c'est tout. J'aurais besoin de quoi d'autres a votre avis ?3 points
-
@Motard Geek Pour qu'elle soit fantastique, il ne manque que ton nom et ta fonction en lettres dorées sur le dessus.2 points
-
Bonjour, Également Bonne Année à tous , bonne santé, beaucoup d'amour...2 points
-
Le Tag Jet n'est toujours pas fini, j'ai beaucoup procrastiné sur ce modèle... Ce matin, j'ai modélisé les amortisseurs. Il y en a 4 identiques Ce qu'il me reste à modéliser : - Les supports de l'aileron - L'aileron - La Carrosserie Le NIB que j'ai en main a un élément manquant : la feuille d'autocollants. Il y a juste une feuille d'autocollants Mantua Models dans la boite. Le dessin de ces stickers est des plus simple, et de fait, il devrait être possible de les reproduire aisément à partir de quelques photos de la carrosserie décorée et quelques mesures des carrés et lignes sur l'aileron... Cela devrait être relativement simple et j'ai demandé à mon ami Johann s'il pouvait aider pour cela... Dans tout les cas, je devrai être en mesure de reconstruire le non NIB très bientôt...2 points
-
C'est la première étape, un jour, ce sera pour ranger le dentier.2 points
-
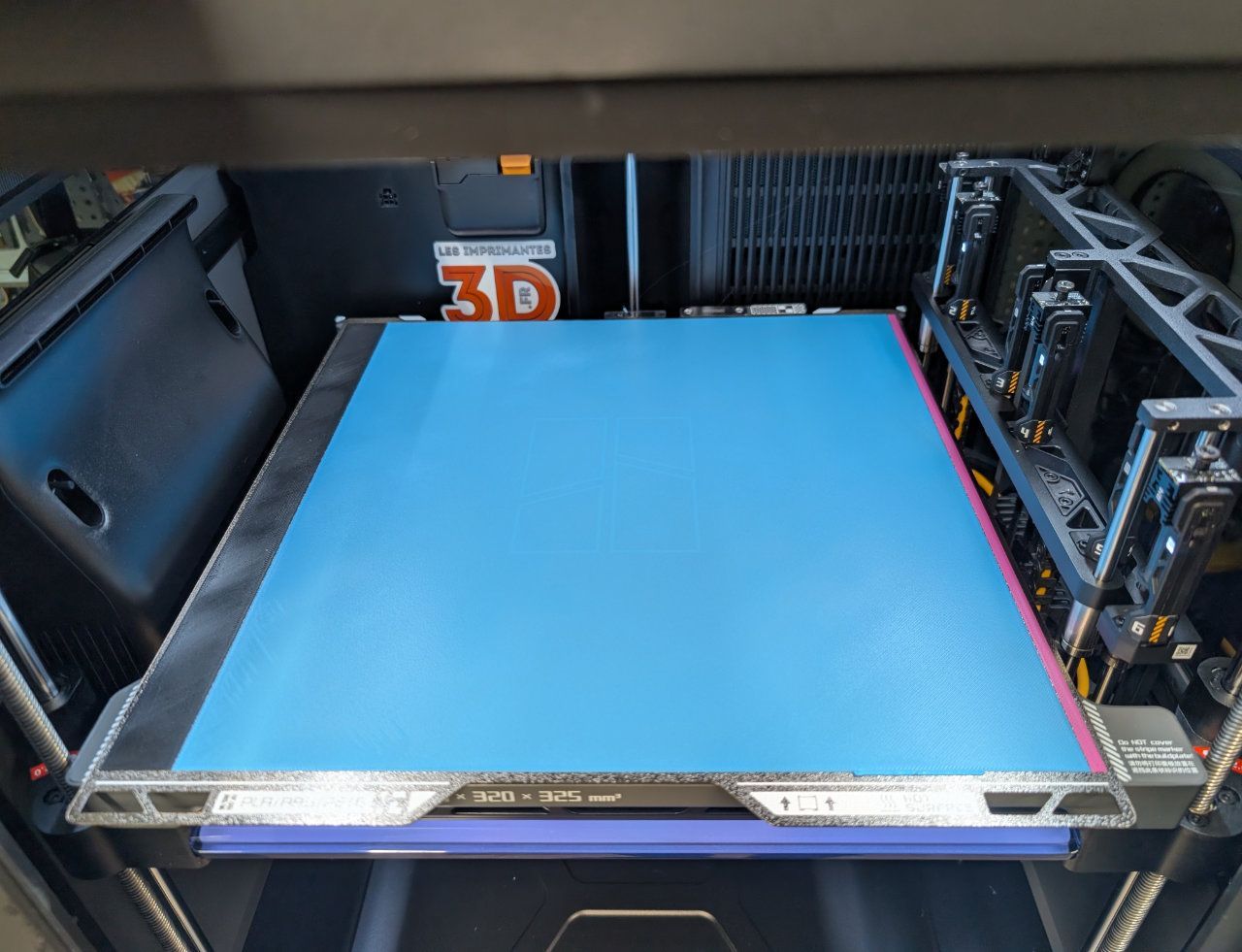
Quand j'ai choisi les accessoires pour ma H2C, j'ai remarqué que le Vision Encoder ne disposait pas d'option H2D/HDC, contrairement à la Cool Plate ou à l'Engineering Plate par exemple. Mais clairement, les plateaux ne font pas la même taille (je m'étais dit que peut-être le rack Vortek empêchait juste la tête d'aller aussi loin sur l'axe X que sur la H2D) : Et ce que ça donne niveau première couche sur la H2C avec les différentes zones accessibles par les 2 buses : La qualité de cette première couche est vraiment top





 1 point
1 point -
Tu peux « améliorer » ces patins :1 point
-
Le lien vers le site français : https://fr.anycubic.com/products/anycubic-ace-pro?variant=512932262054971 point
-
Salut et bonne année 2026 ! Je n'ai jamais suivi le wiki d'OpenQidi. Les pièces téléchargées avaient les bonnes cotes pour moi concernant les entre-axes. J'ai suivi uniquement le wiki de Cartographer qui est plutôt bien fait d'ailleurs.1 point
-
C'est un problème bien connu depuis longtemps de ceux qui font de la mécanique de précision et de la métrologie Etant basé en Franche Comté - la capitale française autoproclamée des microtechniques - je travaille souvent avec des clients concernés par le sujet que ce soit dans ma région ou dans la Suisse voisine. Il n'y a pas 36 solutions... il faut "isoler" - mécaniquement parlant - les machines, qu'il s'agisse des machines perturbatrices ou des machines sensibles. Les travaux de terrassement nécessaires pour accueillir une machine-outil ou une presse mécanique sont loin d'être négligeables. L'atelier de métrologie doit être construit avec un soin particulier. Dans le cas de l'impression 3D, une imprimante est à la fois perturbatrice et sensible. Le top du top c'est une table "flottante" qui annule complétement les vibrations mécaniques de l'extérieur... La table a un marbre synthétique très massif posé sur un système d'amortisseur pneumatique réglable. Le tarif ? un nombre à 5 ou 6 chiffres Sans parler du poids, matériel de manutention obligatoire, et un plancher ou une dalle qui ne soit pas celui d'une maison Phenix Pour nos imprimantes, il va falloir trouver une solution plus abordable Le principe masse / ressort / masse est notre ami Prendre un morceau de plan de travail de cuisine bien épais et bien lourd qui servira de support pour l'imprimante - on peut même utiliser une dalle gravillonné en béton de la taille du support de l'imprimante. Bien entendu il faudra fixer bien de niveau l'imprimante dessus pour ne pas qu'elle glisse. Ce plan de travail sera posé sur un meuble solide, lui-même bien calé et de niveau, par l'intermédiaire de gros morceaux de mousse qui feront office de ressort et d'amortisseur. La mousse d'ameublement en latex ça va très bien. Il faudra ajuster la taille et l'épaisseur des morceaux de mousse pour qu'avec le poids du plan de travail et de l'imprimante posée dessus, ils se retrouvent au centre de leur zone de travail. C'est à dire que la mousse soit à moitié écrasée. On doit sentir l'effet amorti en appuyant sur l'imprimante. Si la mousse est trop rigide (ou les morceaux trop grands) elle ne sera pas écrasée, il n'y aura pas d'effet amorti. Si au contraire la mousse est trop souple ou les morceaux trop petits, elle sera complétement écrasée, il n'y aura pas d'effet amorti non plus. Il y a un test très facile à faire pour vérifier la performance du dispositif : - taper avec un maillet sur le meuble, en ayant l'autre main posée à côté sur le meuble, on va sentir nettement les chocs - taper avec un maillet sur le meuble, en ayant l'autre main posée sur le plan de travail "amorti" de l'imprimante, on ne doit presque rien sentir Remarque importante : ce dispositif va à la fois : - isoler l'imprimante 3D des vibrations extérieures - empêcher l'imprimante 3D de communiquer ses vibrations à votre meuble... et votre logement, cela va nettement diminuer les nuisances sonores émises par l'imprimante, y compris chez vos voisins si vous êtes en immeuble ou en maison mitoyenne - permettre à l'imprimante de "danser" ; tout va dépendre du rapport masse des éléments mobiles / masse totale de l'imprimante et du plan de travail Cette "danse" risque d'empêcher l'imprimante de bien fonctionner... et elle fera bouger la pièce en cours d'impression (alors que justement une Core XY était sensé éviter cela, gros avantage par rapport aux bed slingers) La solution : avoir le plan de travail le plus massif possible, et l'imprimante devra être solidement fixé dessus. Une imprimante 3D qui bouge et vibre beaucoup, qui n'a pas de trous pour être fixée, au point que cela empêche d'autres imprimantes voisines de fonctionner... ne seraient ce pas des défauts de conception ? A bientôt1 point
-
Salut Un pote l'a imprimé il y a quelques mois. 85 cm de long impressionnant Imprimé en FDM sauf l'antenne imprimée en SLA A+ JC

 1 point
1 point -
Vraiment magnifique et frime aussi.1 point
-
Merci et bonne année également à vous tous1 point
-
Creality met à dispo le firmware sur github, mais quand tu regardes dans le repo, tous les fichiers sont des vieux trucs Merci pour toutes ces infos maintenant il faut que je me décide, que je pese le pour et le contre, hier soir j'ai failli craquer et maintenant je doute a nouveau1 point
-
Ils sont très sympa, car en vérité, ils n'y sont pour rien dans tes problèmes.1 point
-
A peu près rien Bravo pour ton achat, tu vas kiffer !1 point
-
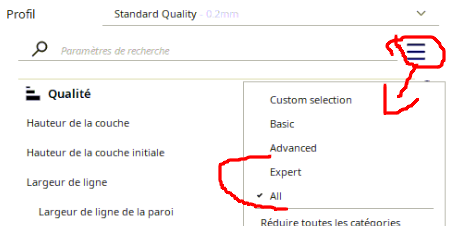
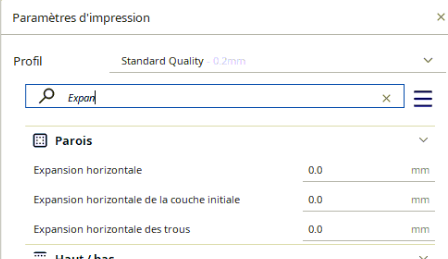
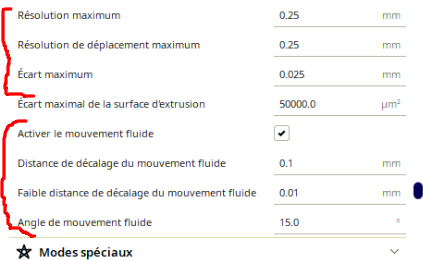
Je ne suis pas sûr de bien distinguer, mais il me semble que Tu as un effet "pied d'éléphant" ( une couche initiale et possiblement quelques-unes des suivantes qui débordent un peu) -> voir le paramètre de "compensation XY de la couche initiale" et/ou ajuster le "débit de la couche initiale" et/ou légèrement moins écraser la couche initiale sur le plateau. (je sais pas, simple de trouver le bon compromis ... ) et il me semble que tu as un léger Z Wooble. ( Les murs me semblent avoir des petits défauts sur l'axe Z, donc vérifier que le plateau, tête et portique n'ont pas de jeux ( que si on les titille cela ne bouge pas, mais que si on les déplace à la main il n'y ai pas de points durs/de résistances aux déplacements sur chaque axes, bien ajuster les écrous excentriques de plaquage des galets/vslot (vérifier que les roues/galets/vslot ne sont pas abimés ou déformés ) et serrage des vis de l'ensemble ) ) Ok pour moi c'est une recommandation théorique, c'est toujours bien de partir de cela mais au final c'est une impression d'un test de débit ou d'un cube ou pavé plein qui finalement valide ou non le débit. Car, malgré cela, j'ai l'impression ( mais il me faudrait une photo en macro d'une couche du dessus pour le confirmer ) que tu es éventuellement encore un poil en sur-extrusion. L'idée, c'est que si tu es en sur-extrusion, alors le cumul de matière en trop, va vite donner des débordements (déformation des murs externes) et sur les couches du dessus, tu distingueras des sillons creusés par le nez de la buse dans ce surplus de matière petit à petit cumulé. Au final, l'idéal serait de régler un à un les points que j'ai mentionnés (pied d'éléphant, Z Wooble, éventuelle légère sur-extrusion) Mais éventuellement jouer sur les paramètres de "compensation XY *" qui sous Ultimaker Cura ont le nom "Expansion *" (mettre la visibilité des paramètres sur "All" ou "Expert" ) et ensuite rechercher "Expansion" peuvent te permettre de compenser tout cela pour rapidement, sans trop te prendre la tête, arriver à obtenir deux éléments qui s'emboitent. (mais forcément comme cela compense, on ne résout pas vraiment le/les problèmes de fond) (sur mon antique K8400 j'avais, pour permettre les emboitements trop serrés, besoin de mettre une "Expansion horizontal" de "-0.35 mm" ou une "Expansion horizontal des trous" de "+0.35mm" ( j'ai un doute sur les signes, il s'agissait d'augmenter les tailles des trous sur le plan XY de 0.35 mm (faire un essai de tranchage où tu regardes l'aperçu après découpage avec des grosses valeurs (genre +5mm et -5 mm) pour ces paramètres d'expansion pour bien voir, selon le paramètre d'expansion, l'impact du signe (augment ou diminue et quoi)...) Edit > Aussi faire attention aux paramètres qui induisent des aproximations, comme par exemple à la "résolution" de tranchage (car c'est une valeur d'approximation, donc de distance de décalage par rapport au modèle, autorisé lors du tranchage, si trop grande, alors forcément les tolérances d'emboitement serré seront compromises. Car impacte fortement les formes en arcs et cercles…). Aussi, personnellement, depuis que j'ai gouté à OrcaSlicer et ses dérivés, j'ai du mal à revenir à Ultimaker Cura, je t'invite à le tester si tu ne l'as pas encore fait. ( https://github.com/OrcaSlicer/OrcaSlicer/releases ( Prendre une version dite "Release" ("Latest", "stable version") et éviter la "NightlyBuild" (ou "Pre-release") sauf si tu veux jouer au bêta testeur ) Bons essais.
 1 point
1 point -
Bonjour à tous, Je ne vous ai pas oublié mais ça a été assez long avec le support. Après de nombreux essais de paramétrage et autre infructueux bambu m'a renvoyé une plaque. Je ne pensais pas que le problème serait réglé puisque la plaque de chez biqu était neuve. J'ai pu faire quelques impressions sur les deux derniers jours et tout roule ! Merci à tous pour votre aide. Et surtout bonne année !1 point
-
Merci beaucoup c’est en effet ça1 point
-
Ha zut ! https://fr.wikipedia.org/wiki/Diméthylsulfoxyde Car cela semble bien pratique pour ouvrir certains boitiers plastique (sauf ABS ou PP).1 point
-
Ca avance un peu du coté de la mise en place des Cartographers. Les supports ont été un peu modifiés après une première impression du support. Il ne fonctionnait pas pour le montage du Cartographer, il n'était pas à la bonne cote pour l'entraxe des vis de fixation du Cartographer (j'avais repris la cote sur le modèle de Printables) et l'entraxe de fixation coté capteur d'origine n'était pas bon non plus. J'ai réimprimé le support et mis des inserts filetés. J'ai fait un premier montage à blanc avec les pièces de rechange en stock. Tout passe bien et il y a assez de place pour les cables. Je mettrais une rondelle plus petite pour la fixation du support. Il est prévu pour des buses Volcano et j'ai mesuré avec l'outil spécial, j'ai 2,6 mm. Donc ca devrait aller. Ce weekend je fais l'installation sur une première machine (la petite dernière). @Rgnd Tu as suivi uniquement le Wiki de Cartographer ou aussi celui de OpenQidi ?


 1 point
1 point -
Reçue ce jour. Toutes mises à jour faîtes (Fw 1.0.0 et 2.2.1 pour Snap Orca), c'est un peu long à monter avec les 4 têtes mais relativement simple (je dis ça car la P2S, c'est un monstre de facilité et de packaging). L'impression est incroyable, le changement de tête est si rapide, que je reconnais avoir été admiratif pendant quelques minutes. Un panda refait à ma sauce avec fuzzy skin, 2 couleurs, c'est 4h et aucune purge inutile, (10h30 sur P2S et 65g de purge pour 48g de panda). A suivre la fiabilité et surtout ce que je n'aime pas les tiges carbones, car ça s'use et ça ne se graisse pas.1 point
-
Bonjour, pas du tout une création de moi mais plutôt un test du PLA Silk Rainbow de JAYO. Impression trop petite pour voir le changement de couleur mais on peut déjà voir le rendu du silk qui est plutôt pas mal. J'ai pris le profil PLA générique (qui a la même valeur de débit volumétrique que le profil Bambu Silk de ce que j'ai vu) , j'ai modifié les températures préconisées par Jayo (220° au feeling pour tester) et limiter la vitesse des murs extérieurs à 50mm/s pour avoir une rendu constant. Je trouve ça plutôt pas mal pour un premier test vite fait j'avais déjà testé le PETG de chez Jayo et j'avais été aussi étonné de la facilité de l'imprimer. Pour le PETG j'avais quand même fait une tour des t°, test de débit et avance volumétrique pour faire genre mais ça m'avait permis d'augmenter un petit peut le K PLA Silk Rainbow Jayo PETG Jayo (rangement pour ma servante d'atelier au boulot, modélisé sur Fusion 360 ): Et au fait, bonne année

 1 point
1 point -
On commence la nouvelle année... abjerration ? Écrit par un stagiaire ? Renseignements pris, je peux comprendre...1 point
-
Et après pour ranger le bonhomme...1 point
-
Soirée chargée !!!1 point
-
Fait pour un copain... Le rêve de tous zicos... La finesse des détails en buse de 0,2mm est bluffante, la tête d'ampli fait 10cm de large... C'est là : https://makerworld.com/fr/models/1670256-marshall-double-stack#profileId-1768228


 1 point
1 point -
Bonne année à tous ! Petite fournée du matin...
 1 point
1 point