Classement




Contenu populaire
Contenu avec la plus haute réputation dans 17/01/2026 Dans tous les contenus
-
Bonjour, Je n'utilise que très rarement ma Voron 2.4. Je lui préfère la Voron 0 pour les petites pièces. Elle est plus précise, rapide d'accès et moins énergivore. J'ai eu besoin d'imprimer, une fois n'est pas coutume, une grande pièce. J'ai donc démarré la 2.4 350 en sommeil depuis plusieurs mois. Et là le drame. J'ai eu droit à une fenêtre jaune d'avertissement parlant de mise à jour de Moonraker et de firmware. Klipper non actif, plus rien. Je vous passe les détails, j'ai mis des heures. J'ai du refaire l'installation complète du système et de klipper. Impossible de mettre à jour ni désinstaller Moonraker, des fichiers de 3 ans subsistaient, impossible à effacer. De plus firmware de l'Octopus pollué, CAN0 invisible et non actif. Je ne sais pas pourquoi. On repart de zéro. J'ai utilisé le mode de flashage déjà employé pour trois machines sans problème. Et rien. J'avais des messages d'erreur que je n'avais jamais vu. l'Octopus était devenu invisible. Je commençais à regarder le prix d'une 446 neuve, elle est toujours en vente. Mais je me suis acharné, j'ai essayé d'autres méthode alternatives, toutes vouées à l'échec. Et je suis tombé sur ce site : ESOTERICAL CANbus Guide. Je suis resté très scolaire et avec une grande humilité j'ai suivi à la lettre le modus operandi. Et ça a marché. Ce qui m'ennuie un peu c'est que je ne sais pas pourquoi ça a marché ni ce qui c'est passé au départ. J'ai très probablement commis une erreur à un moment donné qui a entrainé une cascade de problèmes. Le site ESOTERICAL est formidablement bien fait. Mais il faut tout lire une première fois avant de commencer. Et surtout suivre ce conseil : Le mode opératoire est différent de ce que j'avais "l'habitude" d'utiliser. Avec katapult on flash le bootloader et le firmware. Juste un détail important concernant l'Octopus. En tapant cette commande en ssh : ls /dev/serial/by-id Je n'ai jamais eu de retour avec l'ancienne méthode, pas de périphérique. Pas grave, ça n'était pas utile. Ici c'est indispensable. Pour ça il faut modifier une valeur dans le menuconfig, USB ids ---> Décocher la valeur pas défaut. Apparait en dessous, 12345..., cocher ça, compilez, flashez. Et là miracle, la commande ls /dev/serial/by-id vous renvoie quelque chose comme ça : usb-katapult_stm32f446xx_12345-if00 Et vous pouvez continuer le processus. J'ai pu remettre en route ma machine grâce à cette méthode. A noter que le site explique les mises à jour des cartes toolhead, tout est regroupé. Voilà, je n'ai pas tout décrit mais si vous avez des questions, n'hésitez pas.
 4 points
4 points -
Comment dire...
 3 points
3 points -
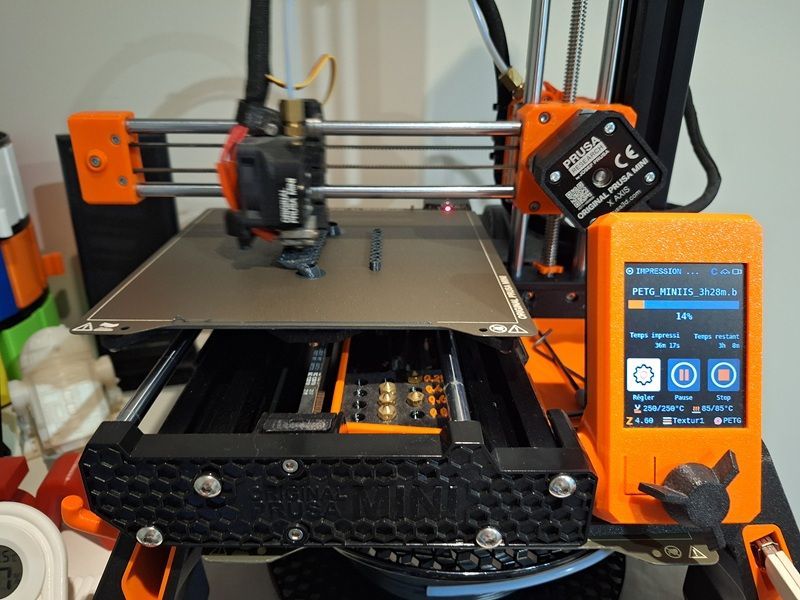
Salut Ma bonne vielle Prusa MINI+ s'ennuyait dans son coin, je lui ai donc donner quelque chose à imprimer pendant que sa grande sœur bossait de son coté. 3 mois sans rien faire et elle est reparti sans broncher. Je suis toujours aussi bluffé par la facilité et la qualité d'impression de cette Prusa. Bon elle est un peu plus lente et il faut charger le filament à la main Pas une machine de fainéant Bon je vais aller un peu me reposer pendant qu'elles bossent A+ JC
 2 points
2 points -
MINI ferme2 points
-
Il parait que c'est dans les vieux pots que l'on fait la meilleur soupe Tu montes une ferme d'imprimante ?2 points
-
Comme je le dis souvent Cura est maintenant un peu dépassé, OrcaSlicer est nettement plus performant2 points
-
Quelle que soit la marque d'imprimante, le PLA doit être refroidi (100%, c'est très bien). La seule exception étant pour la première couche (0%) afin d'assurer une bonne adhérence. Sinon, c'est bien la première fois que j'entends dire que le refroidisseur de Qidi est trop puissant. D'ailleurs de quel refroidisseur parle-t'on ? Celui de la tête ou celui du côté droit qui refroidit l'ensemble du plateau ? Réponse de Normand : ça dépend du PLA et de sa température d'extrusion. Chez moi, de 18 à 27-28 mm³/s, températures 235-245 °C. Les trancheurs modernes permettent de faire des tests de débits volumétriques (MVS en angliche). Pour augmenter cette vitesse, il faudrait des buses type Bondtech, mais pour les machines Qidi utilisant des buses tout-en-un (unicorn), je n'en ai pas encore trouvé . Sur ma XMax3, partie se dorer la pilule au soleil, j'en avais mis une (E3D avec un adaptateur pour allonger la distance de chauffe).
 2 points
2 points -
La partie noire à l'arrière de la prise doit être levée (délicatement) pour pouvoir libérer la nappe. Procéder à l'inverse pour la remettre (bien l'insérer au fond), baisser le loquet noir. Explications dans la vidéo du lien Wiki Anycubic.2 points
-
Non, le mieux c'est vraiment le produit vaisselle (basique, pas aromatisé ou spécial mains sensibles...).1 point
-
C'est marrant, j'ai aussi relancé cette semaine la Ender 3 pour pouvoir paralléliser, et j'ai cru que j'avais foiré un réglage tellement je la trouve lente dans ses mouvements . Et pareil, quel silence ! La bonne surprise c'est qu'il n'aura fallu qu'un dépoussiérage pour qu'elle reparte comme avant.1 point
-
Salut @peter.tritsch et bienvenue au club des imprimeurs 3D retraités A+ JC1 point
-
@Lgargo ok hésité pas a nous faire tes retour oui, et par la suite avec plus d'infos je pourrais t'aider sur certains truc comme la modification de la config firmware etc..1 point
-
Salut Je me déterre tout seul J'ai remis en route ma MINI+ aujourd'hui pour "augmenter" ma capacité de prod 3h30 au lieu de 2h pour le même modèle, ce n'est pas rapide, mais quel silence comparé à la P1S A+ JC
 1 point
1 point -
Mise en ligne du modèle sur Printables pour les Prusa fans https://www.printables.com/model/1557027-stanley-jack-pad-for-hyundai-kona-ev A+ JC


 1 point
1 point -
Je suis un des joyeux 5% ^^ Mais en effet, je ne l'ai fait qu'une fois avoir reçu le moteur neuf1 point
-
Si ça n'ajoute que la gestion du Polar Cooler (non disponible à l'heure actuelle et utile uniquement pour utiliser du PLA en fermant l'imprimante), je vais attendre avant de mettre à jour. Cet accessoire (à un prix que je trouve excessif ≃ 200 € pour ce qu'il apporte) se connectera sur la prise quatre broches (deux seulement sont utiles) adjacente à la prise huit broches (seules quatre sont utilisées) allant vers la QBox. Il faudra mettre les mains dans le cambouis pour ajouter la pièce «ventilante» et son tuyau à monter sur l'assembleur.1 point
-
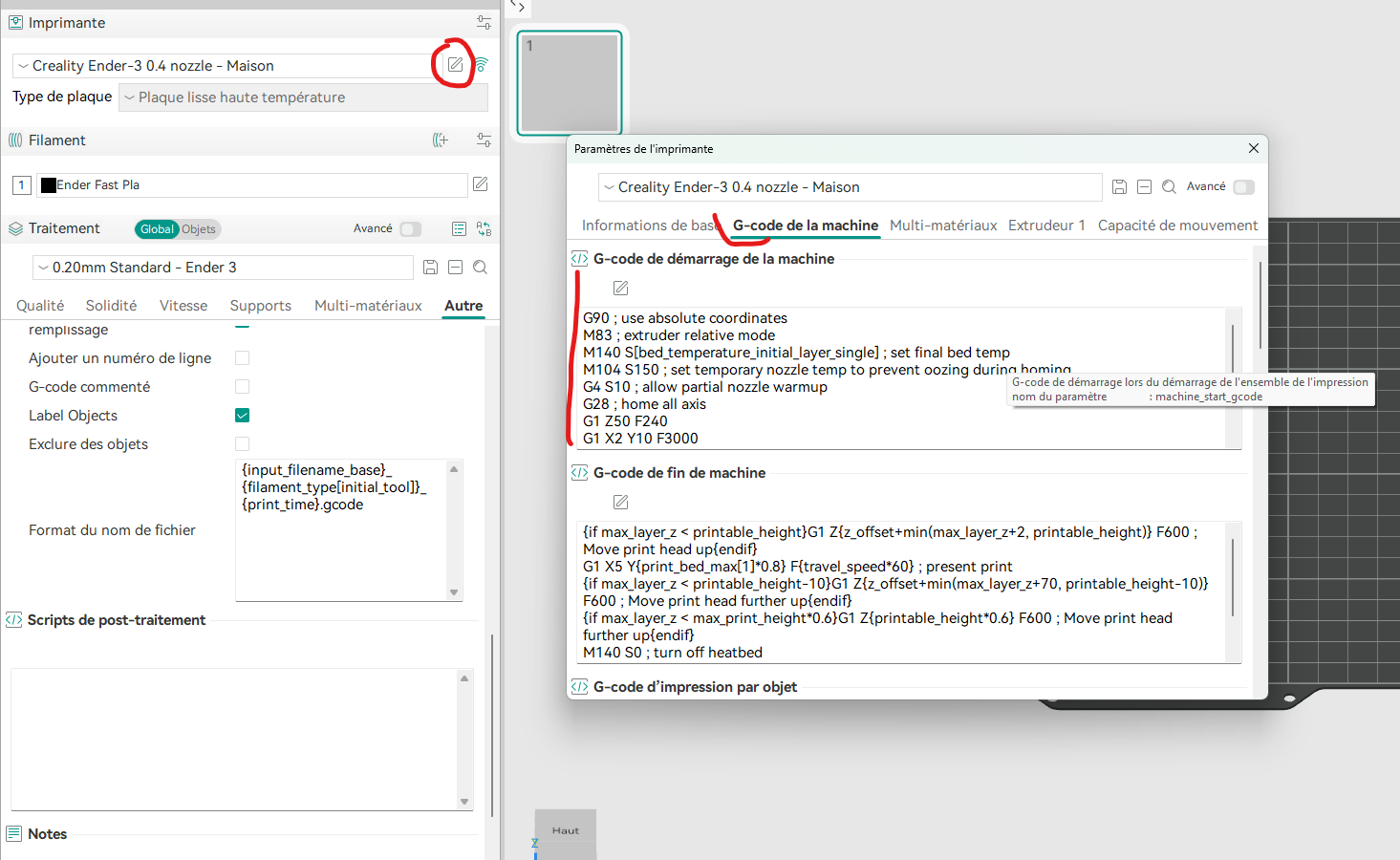
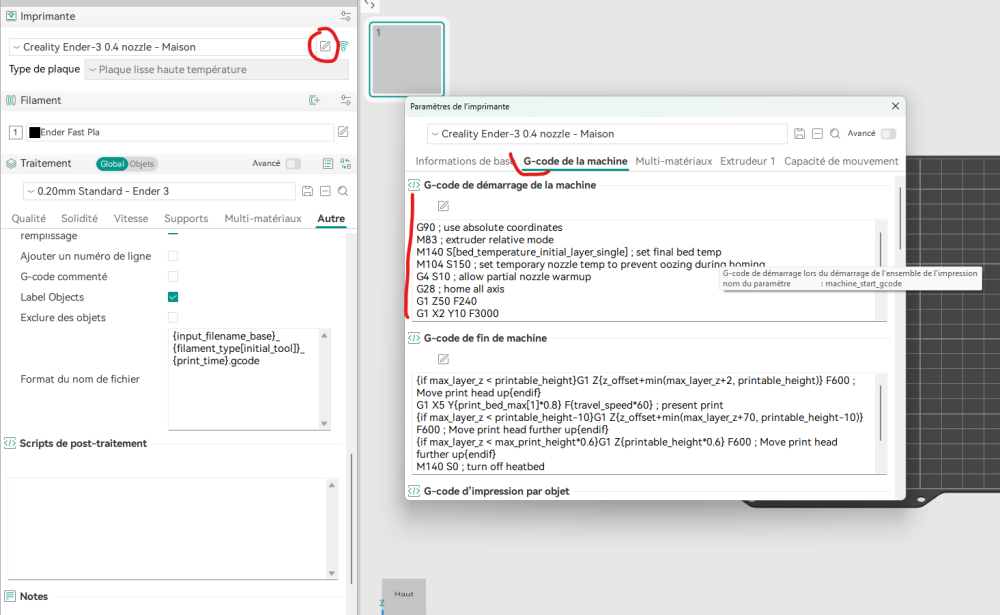
C'est que tu ouvres un fichier d'extension .gcode ( suite d'instructions de commande g-code ) "brute". Et comme c'est un fichier d'impression "brute", UltimakerCura ne peut qu'en faire une aperçu (car il n'a pas le modèle 3D pour le découper avec les paramètres en cours), et ne peut-pas garantir s'il est ou non adapté à l'imprimante en cours de sélection. et donc il affiche un avertissement histoire que l'utilisateur fasse attention avant de lancer l'impression de ce fichier.1 point
-
Je ne suis pas certain de mon coup, mais voir si ajouter une ligne G90 ; use absolute coordinates En début de ton g-code, le démmarage résout ou non le problème. ce qui donnerait Sinon, depuis que j'ai gouté à OrcaSlicer (https://github.com/OrcaSlicer/OrcaSlicer/releases/tag/v2.3.1) j'ai du mal à revenir sur UltimakerCura. Je dirais que si ma proposition d'ajouter le G92 en début du "g-code de démarrage" sous UltimakerCura ne résout pas le problème, de tester avec OrcaSlicer voir ce qu'il donne. (Et avec OrcaSlicer tu auras peut-être moins de trucs louches comme tu sembles dire que UltimakerCura te fait des trucs étranges ... )1 point
-
Oum, 1 mm cela paraît beaucoup, 0.2, 0,3 mm l'épaisseur d'une couche me semble mieux. 0 et dense c'est pour un autre filment qui ne colle pas entre eux : ex :Petg pour du Pla ou l'inverse.1 point
-
J'en ai commandé un c'est pas la ruine mais comme je suis curieux, je l'ouvrirai quand j'aurai installé le neuf1 point
-
Ok, il y a pas mal de facteurs que je ne maitrise pas dans ce questionnement et en effet impossible de répondre à ces questions sans ouvrir les deux machines et regarder ce qui s’y trouve.. J’ai quand même, comme toi comparé les deux tête et à part un ventilateur supplémentaire à l’arrière de celle de la sv08 max, elles semblent malgré tout strictement identique. Même carte, même hotend et composants. Si les deux imprimantes sont sorties à la même période, il semblerait logique que pour des coûts de développement, ils ne soient pas amusés à développer deux têtes différentes mais une seule capable de monter à 350° qu’ils ont bridé sur la sv08 max pour des raisons commerciales ? Dans ce cas, il serait possible de supposer que l’alim et l’électronique en amont ont été pensé pour la supporter au max de ces possibilités si Sovol prévoit effectivement de sortir prochainement un pseudo upgrade au prix fort ? Bon… quoi qu’il en soit, ça fait un mois que je ne pense qu’à ça, je viens de craquer, ma banquière va faire la tête, tant pis pour elle ! Je viens donc de commander cette sv08 max avec enclosure et module de chauffage qui monte bien la chambre à 60° comme on en a parlé. J’en ai profité pour acheter avec un dryer qui monte à 85°. Je devrais pouvoir m’amuser un peu avec ça ! je vais donc prochaine pouvoir faire des tests et vous en dire un peu plus sur cette machine ! Et je pense surtout que j’aurais besoin de pas mal de conseils pour bien démarrer !1 point
-
Je n'émet que des hypothétique doute ou soucis ce qui peu poser soucis la SV Zero est en réalité un clone cheap de la Voron 0.2, j'ai par expérience plus confiance en ce qui touche les infos et qualité de kit de voron 0.2 LDO ou Siboor que de la qualité de l'ensemble des composants Sovol pour être honnête. Pour la Partie PTFE quand tu regarde l'eclater des hotend sovol y en a pas c'est du full metal donc pas de souci de ce côté la, sa semble good. Ce qu'i faut prendre en compte dans ta chauffe c'est que l'élément le plus limitant conditionnera le tout, par exemple si l'alim est trop juste tu va la fatigué a terme de de tiré dessus a pique plus longuement (je pense pas que ce soit un soucis ici), ensuite le refroissement de la hotend jour si tu as pas une conception permettant de coupé la monter de chaleur suffisament ton filament va ramolir dans la zone froide ou l'extrudeur ce qui te causera des panne a répétition. N'ayant eu entre mes main ni la SV08 Max ni la Zero je peux pas être catégorique surtout que Sovol est comme souvent avare en donnée fiable. Ce qui est sur c'est que les Sovol SV 08 (non max support pas ces temp°), les partie electronique MCU entre autre sont différentes sur la Zero la 08 et 08 Max et j'arrive pas a trouver de donné fiable sur leur composant et ou schéma, les carte mère sont très différente aussi ou est présent le mosfet de pilotage de la chauffe de la buse ? j'ai aujourd'hui beaucoup plus de question que de réponse, mais comme dit plus je pense pas que tu est de réel soucis a passer de 300°c a 320°c de ce que je vois.1 point
-
Machine neuve, donc sous garantie, c'est Ok avec le vendeur pour intervenir dessus ? Il y a sûrement un verrouillage au niveau du connecteur blanc : soit il faut lever, soit il faut glisser, ça dépend... Je parle en connaissance de cause, j'ai démonté, puis remonté, hier et ce matin un mini PC portable (Eee PC) avec ce type de connectiques. Attend d'autres avis, il y a sûrement un membre bricoleur qui connait ta machine !1 point
-
bonjour merci pour vos conseils c'est vendu pour 600e1 point
-
Faire un sudo halt avant de couper le courant ne peut pas faire de mal. A condition de laisser suffisamment de temps entre les deux. Je pense que je vais ajouter ce "halt"1 point
-
J'ai eu un souci de corruption de filesystem ( mais sur la Q2)... Évidemment impossible de savoir si c'était lié à la prise commandée, mais j'y ai pensé. Depuis, mon script "halt" l'os de l'imprimante avant d'éteindre la prise commandée. Je ne sais pas si c'est efficace, mais bon, ce n'est pas contraignant donc je le garde.1 point
-
C'est juste de la superglu (cyanoacrylate). N'importe laquelle fera l'affaire pour coller nos pratiques. Mais pour ta guitare, si c'est un assemblage à plat sans emboîtement, ça peut ne pas suffire.1 point
-
Mon premier conseil, quand on en est avoir fait plein d'essai non concluants, ça va être de repartir des réglages par défaut de ton trancheur Les paramètres sont tous très dépendants les uns des autres et donc il faut les modifier en douceur et avec méthode quand on cherche la bonne combinaison. As tu obtenu ce que tu voulais sur la sphère, en suivant les indications de Hyoti (notamment) ? Sur les pièces que tu montre en photo, on a ce qui ressemble a une surextrudion : trop de matière, ça fait des pâtés à l'impression. Est ce que, avant d'imprimer, tu est passé par la case "calibration du filament" ?1 point
-
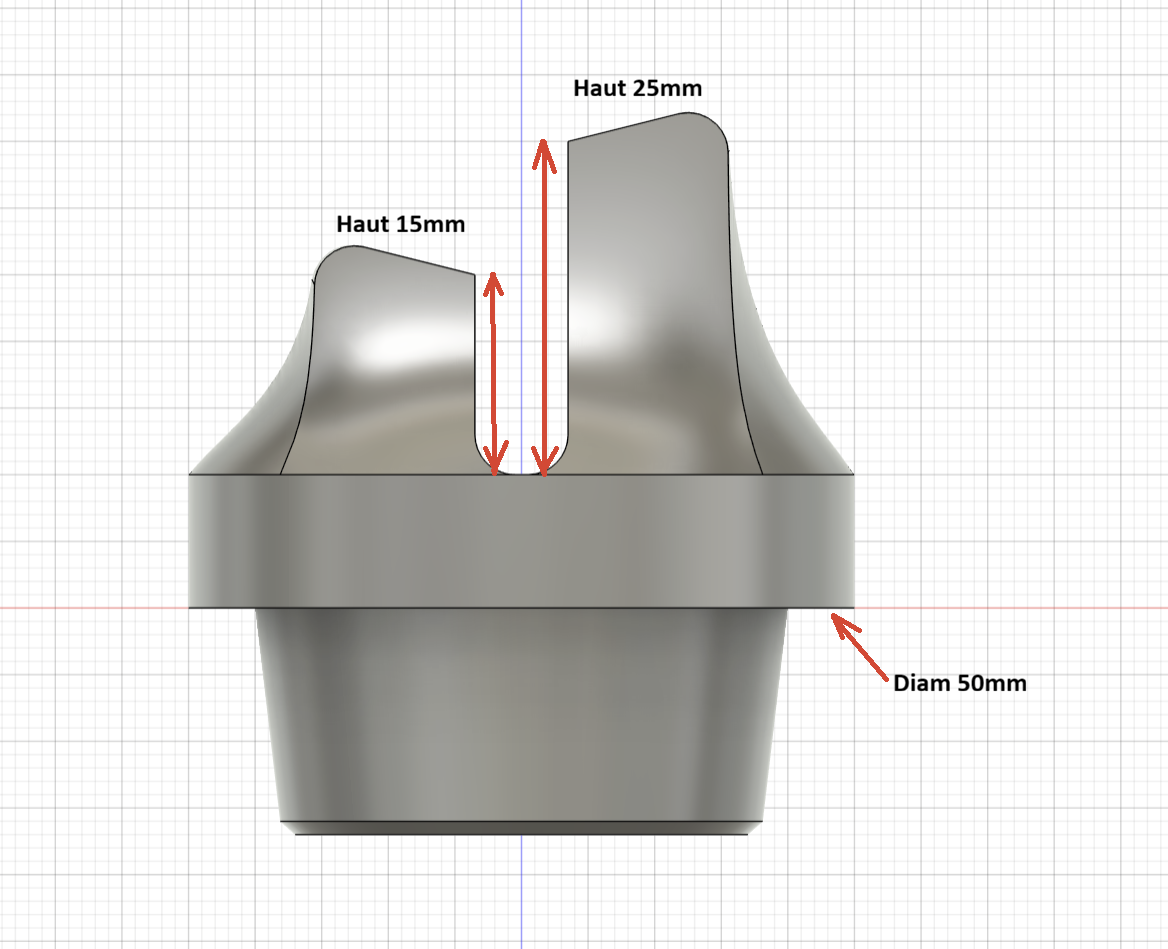
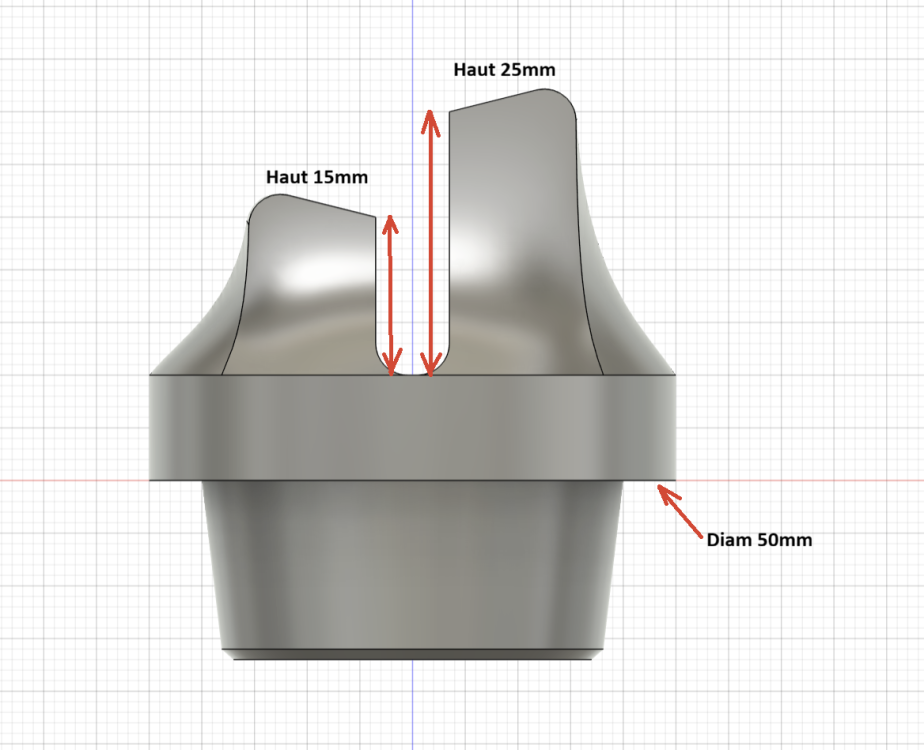
As tu fais quelques essais de ton côté ? C'est une pièce relativement simple. Tu devrais donc avoir une qualité qui augmente en affinant la hauteur de couche. C'est à peu près le seul paramètre à faire jouer ici. L'idéal est surtout de te lancer une première fois, puis après on pourra constater (ou pas) des défauts, et les régler Par contre, peut être qu'il serait pertinent d'ouvrir un autre sujet ?1 point
-
Bonjour, J'arrive un peu tard mais je donne mon témoignage : Comme ci-dessus : je n'ai jamais utilisé la clef USB. Elle est branchée directement sur le réseau. Aucun problème avec l'antivirus (celui de windows. J'étais aussi assez étonné du fait qu l'on l'éteigne sauvagement, car à l'intérieur c'est un linux. J'ai l'habitude des raspberry pi. Pour ces derniers, il faut les éteindre proprement. Cela dit, ça fait un an que je l'ai, je l’éteins donc sauvagement et jamais de problème. Jamais entendu parlé non plus sur le forum de quelqu'un qui a eu un problème. Tu peux toujours te faire un script qui ferait un "sudo halt". Perso je l'allume et l'éteint via une prise commandé (domotique). L'imprimante s'éteint automatiquement lorsque la température de la buse est suffisamment redescendu après une impression, je pourrais faire un "halt" avant, mais bon, jamais eu de problème. Sinon, très content de ma Q1pro.1 point
-
Comment as tu déplacé le Home : via l'interface logiciel ou physiquement ? Quand j'ai eu à changer de plaque pour une plus épaisse que le Buildtak d'origine, et que j'ai voulu remonter le home, j'ai juste remonté le capteur de fin de course en conséquence : Et j'ai fini d'ajuster avec les vis de mise à niveau. J'ai pas réfléchis à l'époque qu'il y avait peut être une option plus propre, mais de fait, ça fonctionne Sinon, pour ce qui est "gcode de démarrage", si tu utilises Orcaslicer ou Creality Print, tu le trouves dans les réglages de ton imprimante. C'est là aussi que tu peux le modifier : => la solution de @PPAC est prometteuse. (et te décourage pas , tout ce que tu vas apprendre et comprendre en ajustant ton imprimante te serviras forcément)
 1 point
1 point -
@Agearten tu utilises quoi comme trancheur/slicer ?1 point
-
Je m'incline, mes respects au gagnant !1 point
-
Et pourtant, @Gærbek a bien trouvé l'objet en question, une table IKEA LACK ! Affectionnée des makers pour en faire des caissons notamment. Je peux enfin publier le modèle, obligé d'attendre sinon c'est trop facile pour les fins limiers. https://www.printables.com/model/1555899-ikea-lack-anti-rotation-bracket-leg-lock Le Schmilblick en action : ça permet d'empêcher le pied de tourner sur lui-même, tout propriétaire d'une table LACK connait ce problème : Il existe des dizaines de "brackets" pour solutionner ce problème, mais tous sont massifs, visibles, moches, avec 18 vis, et pratiquement toujours vissé dans le vide. En effet les tables LACK sont creuses, le plateau est en carton alvéolé, les pieds sont complètement vides. Il n'y a qu'aux extrémités des pieds et aux quatres coins du plateau qu'il y a du "solide" (du bois aggloméré). Mon Schmilblick permet de visser fermement dans cette partie solide, en utilisant qu'une seule et unique vis par pied, tout en restant discret. Le but était de garder l'esprit minimaliste de cette table en corrigeant simplement ce petit défaut, pas d'en faire un tank avec pour plus cher de plastique et vis que de table. Bravo !1 point
-
OKéééé Je ne connais pas ce meuble, il est si fragile que ça aux raccords pieds/plateau ?
 1 point
1 point -
Je pense qu'il est difficile de faire mieux que les couches adaptatives. Il faut finir comme ce youtubeur :1 point
-
salut moi je ne m'etonne plus tantot j'incriminais les stagiaires mais je pense que bientot ce sera l'IA qui fera les MAJ et ca promet .. ceux qui pensaient avoir tout vu en matiere d'abjerration vont etre surpris on va repousser les limites .. perso quand on me propose la MAJ , j'attends de voir les reactions sur le forum et ensuite seulement je fais les MAJ un ami recemment me disait qu'il voulait acheter une creality mais les critiques sur les logiciels le faisaient hesiter je lui ai dit que les machines (celles que je connais KC et K1max sont de bonnes machines et que perso je ne regrette pas mes achats malgré les bugs de creality Print donc pour conclure , ce ne sont pas les machines qui sont en cause peut etre que ils devraient confier la gestion des logiciels a de vrais pros ou peut etre que bientot ce sera pareil partout si tout le monde utilise l'IA .. IA = Incapacité Artificielle je sais ca fait vieux con de critiquer l'IA mais je pense qu'on est qu'au debut .. Jean-Marie1 point
-
Comme dit dans l'autre post, il faut augmenter le nombre de couches lentes de la base. C'est un problème de changement de masse de matière agissant sur la dilatation/rétraction : la base est volumineuse, longue à refroidir, puis ça passe aux "montants" ou à des parois minces, imprimées et refroidies rapidement et sans masse chaude en contact. Bref, le phénomène décrit pour le Benchy Hull Line (dans celui-ci, la masse c'est le remplissage)...1 point
-
Au départ je voulais la vendre histoire de récupérer quelques € pour acheter du matos pour la P1S et faire aussi un peu de place Mais je suis entrain de changer d'avis. Mon idée serait de l'utiliser pour des pièces a imprimer en buse de 0.25. Genre engrenages comme celui là A+ JC1 point
-
Ah la nostalgie, comme elle peut venir vite. On parle de machines pas si anciennes pourtant. J'ai eu le même problème lorsque je suis passé de la MK2 à la MK3 a peine un an après. J'ai gardé la MK2 longtemps en back-up, que j'avais même upgradé en MK2.5. Mais je ne m'en servais presque plus et j'ai fini par la revendre lorsque j'ai acheté la seconde MK3. Ca a été ma première "vraie" imprimante 3D qui m'a permis de bosser plutôt que de bricoler. Ce qui me console c'est qu'elle fonctionne toujours chez la personne qui me l'a acheté.1 point