Classement




Contenu populaire
Contenu avec la plus haute réputation dans 29/11/2020 Dans tous les contenus
-
Bonjour! Mes test sont fini je la revend Mp pour ceux qui veulent....je suis sur liège en Belgique pas d'expédition uniquement sur retrait.. et oui faut la place pour les suivantes lolll. il devrait avoir une nouvelle ortur bientôt une ortur 4 V3 plus grande que la v4 standard. c'est évidement a prendre avec des pincettes car avec tous ces changement constant chez nos amis chinois loll2 points
-
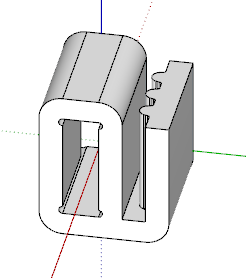
Bonjour, Ton problème est typique d'un mauvais remontage de la buse ou bouchage suite à l'usure (fonte) du bout du tube plastique PTFE. Pour changer la buse, il faut suivre la Titi procédure (j'ai rien inventé mais ça fait du bien de se faire plaisir) En premier avant d'utiliser la Titi procédure, il faut dégager la machine en Z assez haut pour pouvoir passer les outils et bien voir la buse. Sinon c'est galère ! En deuxième avant d'utiliser la Titi procédure, il faut lire la Titi procédure en entier pour être bien sure d'avoir compris la manip ! En troisième avant d'utiliser la Titi procédure, ne pas hésiter à poser des questions avant de tout démonter pour améliorer la Titi procédure Avis important : faire attention aux câbles de la tête Avis important: la Titi procédure n'engage aucunement Titi78 en cas de détériorations de votre matériel. Elle est décrite ici bien gentiment afin de vous dire qu'elle est aussi décrite dans la section tuto que vous n'avez certainement pas regardé avant de demander de l'aide mais comme le Titi est serviable il a écrit cette tartine pour aider l'imprimeur en détresse ! Voici donc la Titi procédure : 1- chauffer à 190-200° pour bien ramollir le filament et en faire sortir un peu par la buse en le poussant ou en utilisant l'extrudeur. Si votre tête est de type «tube PTFE traversant de part en part pour aller jusqu'au contact de la buse», passer directement au point 4 Si votre tête est de type «full metal», utiliser la méthode «cold pull» des points 2 et 3 2- chauffer à 100° pour avoir un plastique vitreux mais pas liquide et couper bien au ras de la buse le filament qui dépasse 3- enlever le filament en tirant dessus à la main un coup sec pour aspirer le plastoc mou et en sortir les résidus brulés 4- dévisser la buse (attention Sacha c'est chaud (et pas facile à dire vite) 5- enlever le tube plastique PTFE en libérant le pneufit (bague dessus à appuyer tout en tirant le tube) <EDIT / COMPLÉMENT> il arrive que le tube est tellement déformé qu'il ne peut pas sortir en tirant dessus. Dans ce cas il y a 2 possibilités : 5a- Enlever le tube ptfe du pneufit COTE EXTRUDEUR, libérer le pneufit du radiateur coté tète (bague dessus à appuyer pour déverrouiller) et Pousser le tube ptfe pour le faire sortir coté buse (enlevée à l’étape 4) . 5b - Enlever le tube ptfe du pneufit COTE EXTRUDEUR, Dévisser le pneufit du radiateur pour sortir le tube . 6- couper la chauffe, débrancher l'imprimante et laisser refroidir mais on ne démonte pas le heatbreak ni le bloc de chauffe du radiateur. 7- bien enlever toute trace de plastique fondu/carbonisé dans le bloc de chauffe ET à l'intérieur du tube de hotend ET sur la buse en extérieur car normalement le trou devrait être propre suite à l'étape 2 et 3. Faire attention à ne pas abimer les câbles de la cartouche de chauffe et de la thermistance qui sont dans le bloc de chauffe. pour enlever les traces de plastoc je fais passer le tube ptfe à travers le radiateur et si besoin comme tout est encore monté je remet en chauffe pour ramollir et nettoyer à chaud. On peut aussi utiliser la queue d'un foret de Ø 4 (ou 3.8 si on a) pour pousser les résidus coincé à la sortie du heatbreak. Éviter de rayer le heatbreak est préférable cependant comme le filament ne passe pas dans le heatbreak directement mais c'est le tube PTFE qui le traverse et qui guide le filament jusqu’à la buse, cela n'a pas de réelle importance 8- vérifier le bout du tube plastique et le recouper net et perpendiculaire (en cas de défaut cela provoque des fuites qui viennent se carboniser et bouchent la buse ce qui provoque ton problème). Pour cela il y a un outil de coupe sur thingiverse : https://www.thingiverse.com/thing:2436559 9- bien vérifier que tout est propre 10- bien vérifier que tout est propre sinon retour étape 7 11- remontage de l'ensemble en suivant la procédure décrite a partir de l'étape 12 (et pas autrement sinon ça ne marchera pas longtemps) 12- remettre le tube plastique sans verrouiller le pneufit (ne pas remonter la bague) pour qu'il soit a 2 mm de la sortie du bloc de chauffe. le but est de pouvoir revisser à la main la buse et quelle vienne s'appuyer sur le tube et le pousser en serrant. Comme ça le tube est bien en contact avec la buse . 13- visser la buse avec la clé mais pas à fond . if faut qu'il reste 1 mm de réserve de serrage. le but est de visser la buse pour qu'elle pousse le tube PTFE qui n'est pas bloqué 14- relever la bague de verrouillage du pneufit pour bloquer le tube. 15- serrer la buse avec la clé mais pas comme un bourrin pour ne pas casser le filetage dans le bloc de chauffe alu. Comme le tube est coincé cela le plaque contre la buse et permet l'étanchéité tube ptfe/buse. 16- penser à mettre un Merci en utilisant les icones (cœur blanc/bleu pour voir les icones Coupe blanche/violette pour dire Merci) en bas a droite de ce superbe message rédigé avec soin par un canari bénévole (et vole c'est normal pour un canari) Toute ressemblance avec d'autres tutos est normale. J'espère que ce message ne s'autodétruira pas avant plusieurs siècles et qu'il sera ajouté par @fran6p à la liste des tutos jamais lus de ce formidable forum! <Modération> C'est fait </fin> Pour compléter, un schéma indiquant précisément l'endroit (flèche rouge) où un incident se produira si le PTFE n'est pas totalement en contact avec la buse: Et pour que chacun parle le même langage, une représentation des pièces avec leur vocabulaire :

 1 point
1 point -
1 point
-
Bonjour à tous, J'ai voulu m'essayer à la création de stl en deux couleurs en suivant ce tuto Problème voilà ce que j'obtiens dès le début du tutoriel Comment résoudre le problème ou trouver une méthode alternative ? Merci
 1 point
1 point -
Belle implantation !1 point
-
Voilà mission acompli je l ai fini est installé pour le 1 dec




 1 point
1 point -
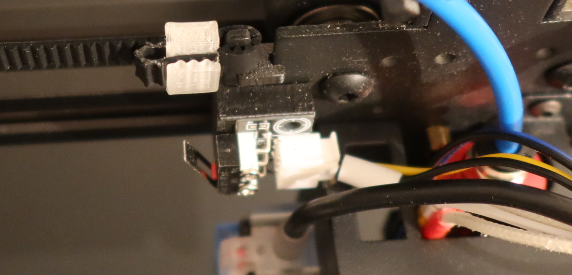
Bonjour Je me réponds à moi-même ... J'ai trouvé le problème : c'est la chaussette en silicone qui était trop basse et touchait la pièce en cours d'impression. Même après l'avoir remise en place à froid, quand l'extrudeur chauffait elle redescendait. En démontant le cache de la tête, j'ai vu que c'était les 2 fils de la sonde de température qui forçaient. Après avoir croisé les fils du capteur de température et du chauffage de l'extrudeur différement, la chaussette reste bien en place. François1 point
-
@PascalMo Bonjour, Le Mosfet pour la tête sur la carte mère est peut-être sous-dimensionné pour une cartouche de 70W. Si tu as un Mosfet externe, tu pourrais essayer de le connecter pour qu'il alimente la cartouche de chauffe. Sur ma CR10 (l'antique, modèle S3) le lit est piloté par un Mosfet externe, d'autant plus que l'alimentation est une 12V (plus de 20A pour chauffer ). Comme @Poisson21, je trouve ça bizarre et je ne vois quelle corrélation il peut y avoir avec la prise connectée et le Raspberry. Le Pi se charge simplement d'envoyer le G-code à imprimer1 point
-
Je viens de tomber sur ce fil et wah... Donc ici aussi on en est là, les guéguerres intestines pour des motifs ridicules. Je vous imaginais au dessus de ça quand même. Allez déconnez pas, le plastique c'est fantastique !1 point
-
Hello à toutes et tous . Alors quelques news: ce we, quelques changements: passage à un tube PTFE de type Capricorne (un clone de chez I3D). et puisque je devais la démonter pour monter correctement ce tube, changement de la tête d'impression. J'avais une Creality MK8 de rechange pour ma Ender-3, j'en ai donc profité pour l'installer, comme ça au niveau pièces, j'ai la même chose sur mes deux bestioles. Pas si simple au final car la MK8 est plus courte de presque 3 mm par rapport au modèle Tronxy. J'ai donc ajouté des rondelles à l’intérieur du dissipateur pour compenser la sortie plus importante du tube coupe chaleur, ce qui a nécessité d'approfondir les deux lamages pour les 2 vis de fixation du bloc de chauffe. Autre modification, percer le trou de 2,5 pour le passage de la sonde thermique puisque sur la X5Sa, tout le câblage arrive par la gauche de la tête d'extrusion. Je n'ai fait qu'un essai pour le moment, un benchy avec rétraction + faible et t° plus haute et le résultat est très proche. A confirmer sur plus d'essais. Changement des courroies changement du principe de fixation des courroies avec un principe de bague qui évite l'utilisation des Colsons (imprimé en Sakata 3D850).
 1 point
1 point -
Euh on, c'est l'inverse, tu appuis pour débloquer et tu soulèves pour bloquer, c'est d'ailleurs pour ça que beaucoup glisse une bague sous la collerette pour être sûr que le ptfe se barre pas.1 point
-
Ou alors le PLA a pris l'humidité ...... dans ce cas le mettre au four 2h a 40 degrés1 point
-
Bienvenue chez les imprimeurs fous !1 point
-
Bienvenue chez les imprimeurs fous !1 point
-
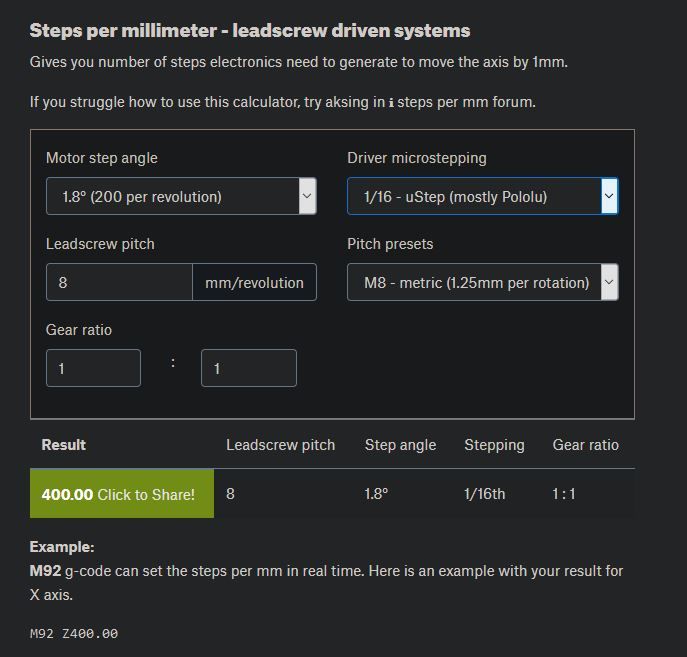
@blain Bonjour, La vis trapézoïdale d'une CR10 (S / V2 / V3) est une M8, pas de 2 mm, avance de 8 mm (pitch) donc 400 pas pour un tour :
 1 point
1 point -
Magnifique1 point
-
T'aurais quand même pu mettre des rails MGN!1 point
-
1 point
-
Bienvenue !1 point
-
Bienvenue !1 point
-
Bonsoir j ai pris un noctua A9x14 PWM sur amazon https://www.amazon.fr/dp/B009NQM7V2 imprimé ce cache https://www.thingiverse.com/thing:4657025 et juste changé le connecteur du ventilo pour ne brancher que le jaune et le noir (j’ai du changer les pins au bout des fils mais j’avais déjà une boîte d embouts JST) (Un truc de ce style https://www.amazon.fr/dp/B01EQGNZ2I)1 point
-
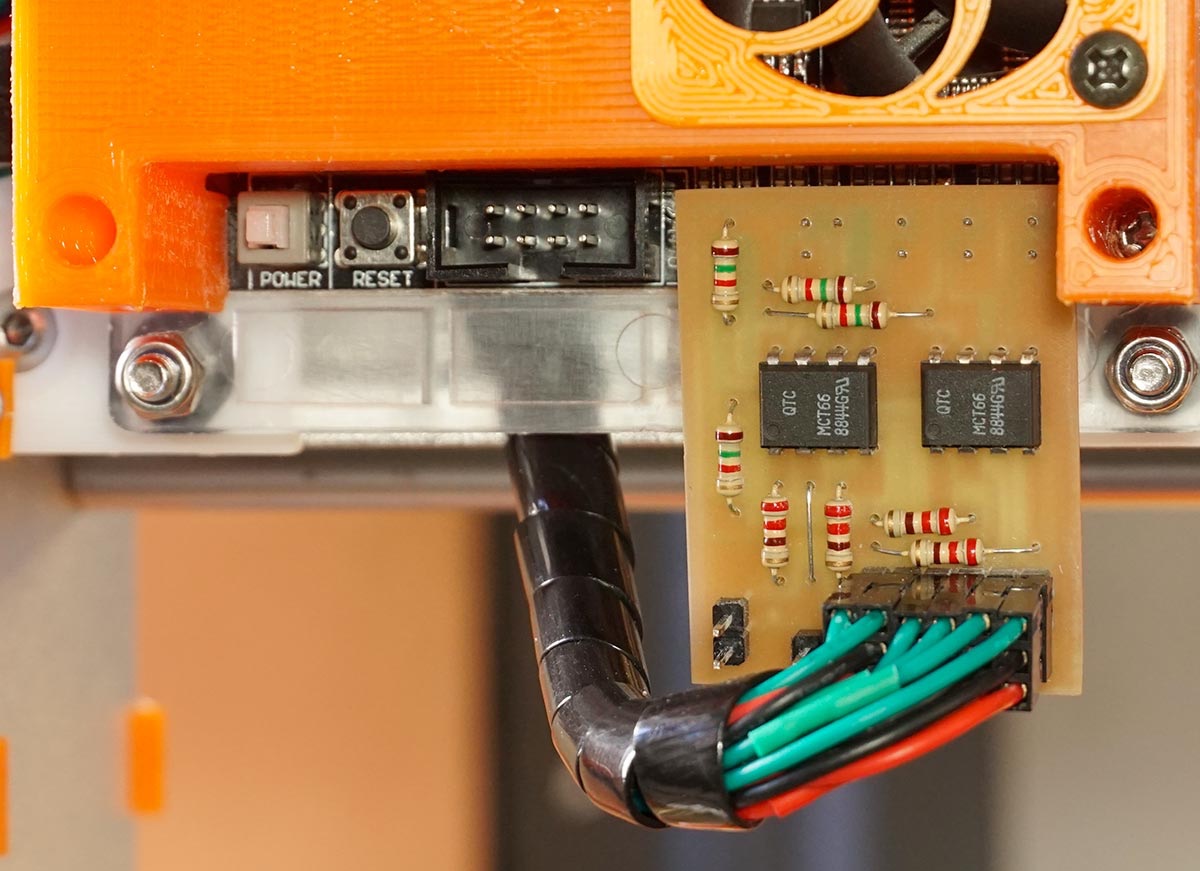
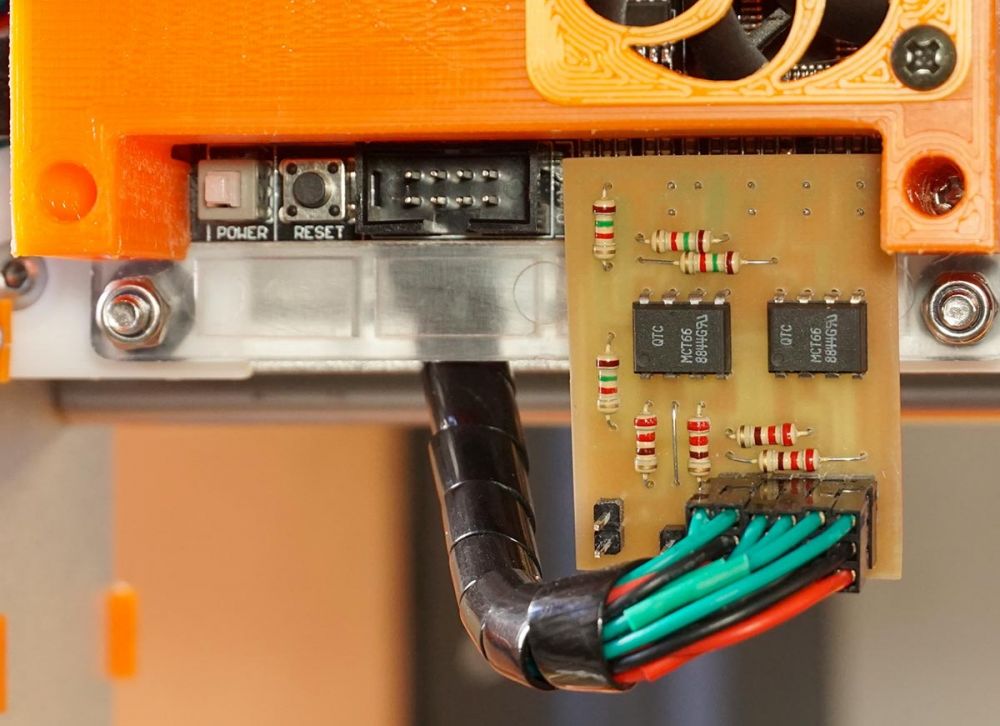
Je renouvelle ce que j'ai déjà dis, il faut utiliser des opto-isolateurs. Jai la même machine : les end-stop et le homing fonctionnent parfaitement.
 1 point
1 point -
Tentant quand même comme machine, si j'avais eu le temps et la place je l'aurais testé1 point
-
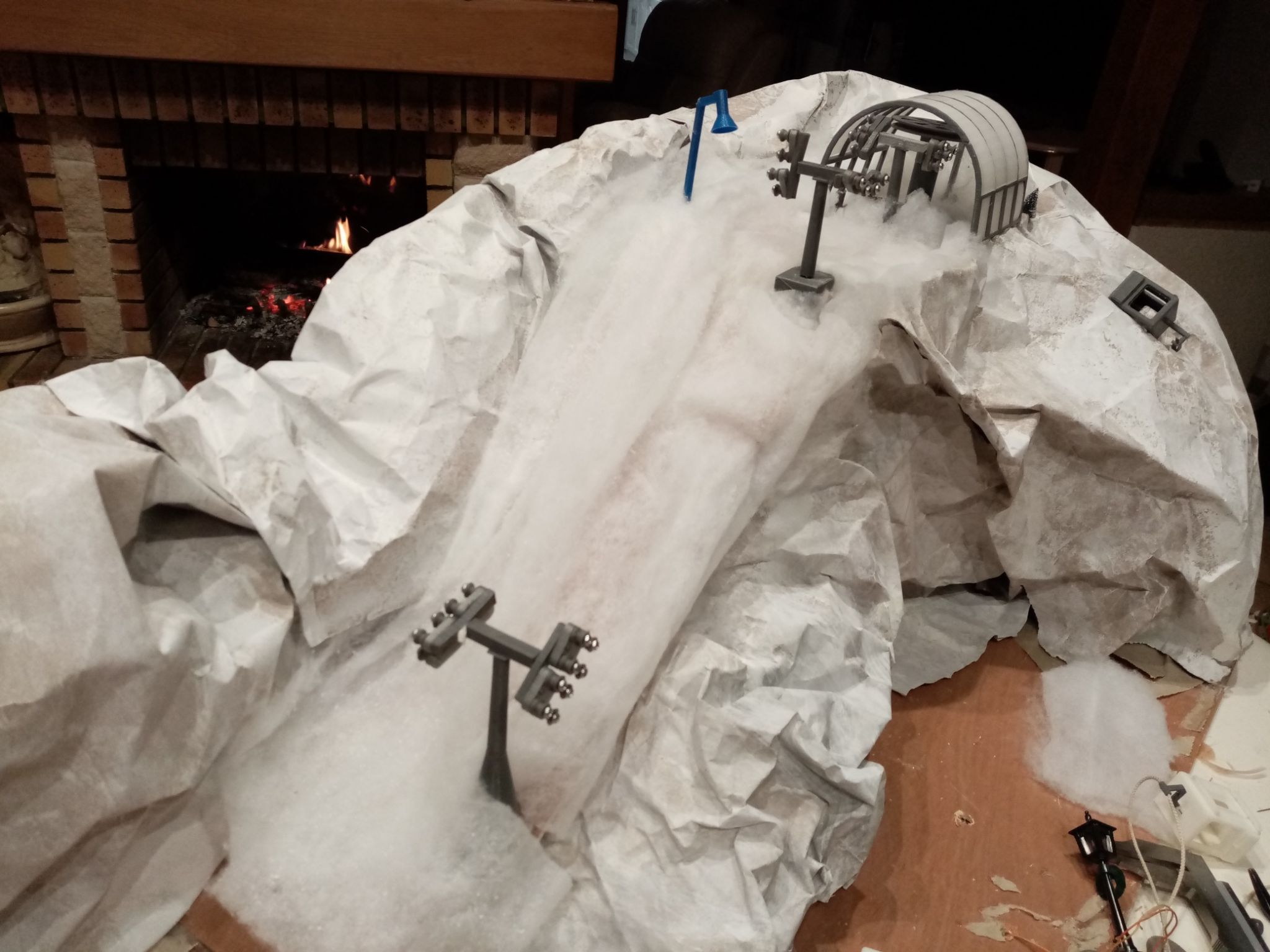
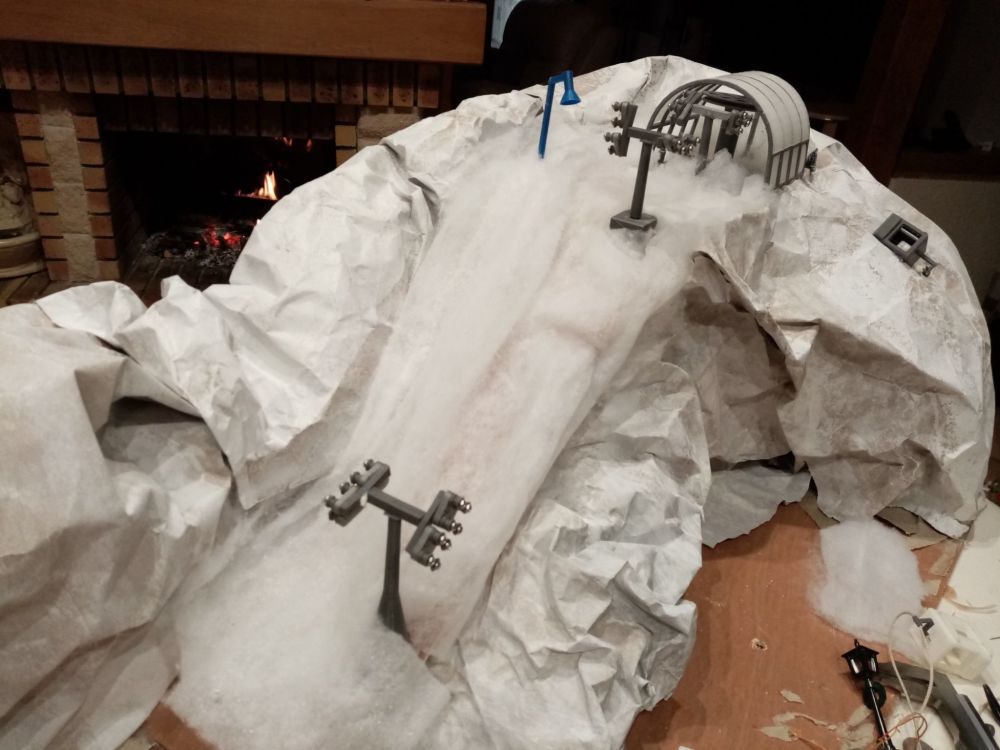
Il a commencé a neigé
 1 point
1 point -
mais tu n'as rien perdu @remibora1 point
-
Bienvenu ! Egalement du 35 pour moi !1 point
-
@Python Pas mal le coup de la fourchette ! Ravi de savoir que tout est ok ? Pour dire merci sur le forum ont utilise aussi les icônes du petit coeur
 1 point
1 point -
erreur identique lors du g28 mon moteur ne tourne que vers le haut et il ne redescend pas comme il le devrais normalement avant de toucher le bed. je n'y comprend pas grand chose0 points