Classement




Contenu populaire
Contenu avec la plus haute réputation dans 18/08/2023 Dans tous les contenus
-
Vent de panique chez les utilisateurs Bambu Lab avec un bug qui a réveillé des imprimantes en pleine nuit pour lancer un print sur les X1, X1C, P1P et P1S ! https://www.lesimprimantes3d.fr/bambu-lab-cloud-bug-20230818/4 points
-
Un peu exagéré le vent de panique non ? En tout cas leur communication sur l'incident est claire, nette et précise, c'est rare et ça fait plaisir à voir.3 points
-
Suite du "ghost printings" d'il y a quelques jours : une mise à jour du post de Bambu Labs sur leur blog : https://blog.bambulab.com/update-for-cloud-downtime/ - Nouveau firmware à venir pour les X1* (avec LIDAR) pour détecter s'il y a un objet sur la plaque avant impression, avec un popup (Bambu Studio, écran, app) si c'est le cas (fonction activable / désactivable) - Les modèles sans LIDAR auront juste la pop-up avant chaque print (fonction aussi désactivable au besoin) - Une fonction supplémentaire de détections d'anormalités sur le hotend et le bed, niveau température - Robustification des fonctions cloud - Meilleure interaction entre le cloud et l'imprimante, en vérifiant les timestamps entre "heure de lancement de l'impression" et "heure de réception du job" (çà, çà me plaît mieux, c'était ce que je proposais ci-avant et sur reddit) Niveau délais, c'était des choses apparemment déjà prévues mais qui remontent dans leur liste de priorité : devrait toutefois prendre un peu de temps avant d'être disponible (i.e., c'est pas pour demain). Pour les gens qui ont eu le problème, ils conseillent de contacter le support : ils fourniront des pièces de rechange pour restaurer l'imprimante dans l'état avant le crash, et même du filament pour compenser la perte dûe à une impression lancée à tort + deux spools de PLA pour la gêne occasionnée. Bref : ils robustifient leur cloud, vont chercher également à blider l'activité sur l'imprimante, mais sans surprises ils n'ont pas cédé aux pressions "on veut un mode 100% sans cloud" demandé par beaucoup sur reddit et sur les forums. Mais ils réagissent plutôt bien, je pense que c'était nécessaire car pour les personnes impactées, au prix de la machine et vu les impacts pour certains, il y avait de quoi être dégouté de la situation (et donc bad-buzz potentiel pour Bambu, d'ailleurs j'ai même vu un article dans mon flux google news sur un site "mainstream" à propos de ces impressions fantômes).2 points
-
Il est vendu à un club d'aéromodélisme de Valenciennes. Heureux qu'il atterrisse dans un club ...2 points
-
Cela me rappel une histoire lue sur les internet, d'une personne qui envoyé régulièrement, par Wi-fi (non sécurisé) sur l'imprimante papier d'un de ses voisins, plusieurs pages de texte avec uniquement le mot "Chicken" (cf https://isotropic.org/papers/chicken.pdf ). Et au bout d'un moment, il a récupéré l'imprimante car le voisin désespéré avait mis l'imprimante pour le ramassage des encombrants. Mais je n'écarte pas une possible affaire "X-Files" genre une IA à la "Sky-net" ou des extraterrestres ou encore une faille espace-temps !2 points
-
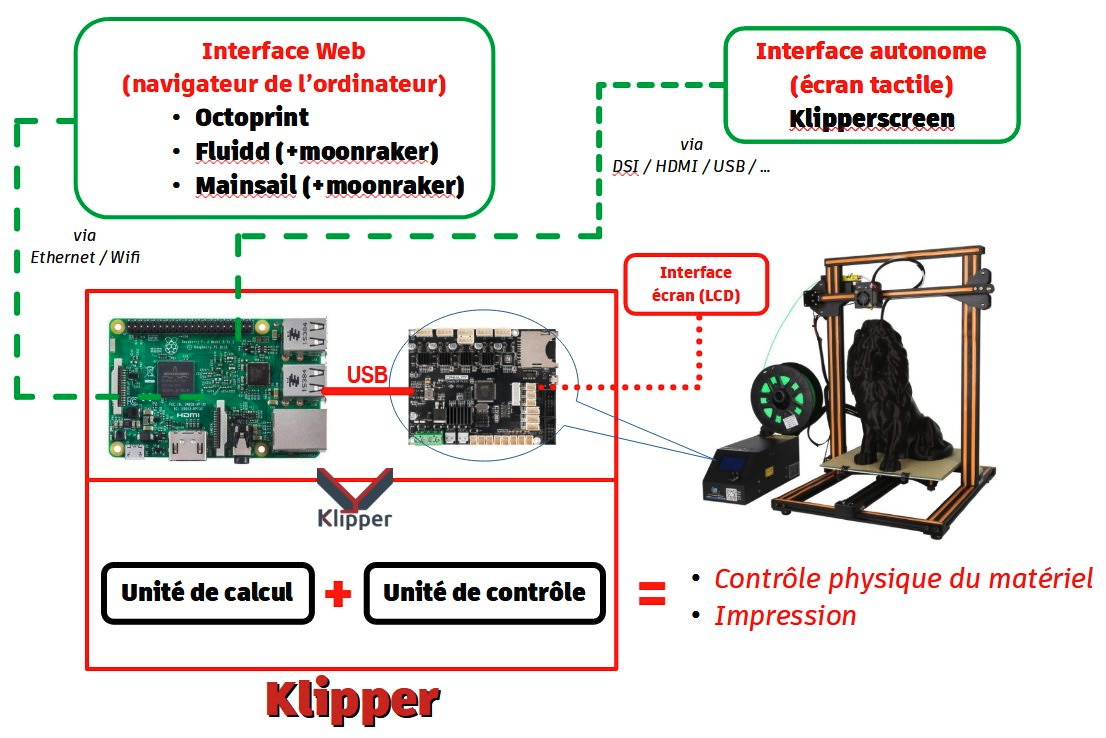
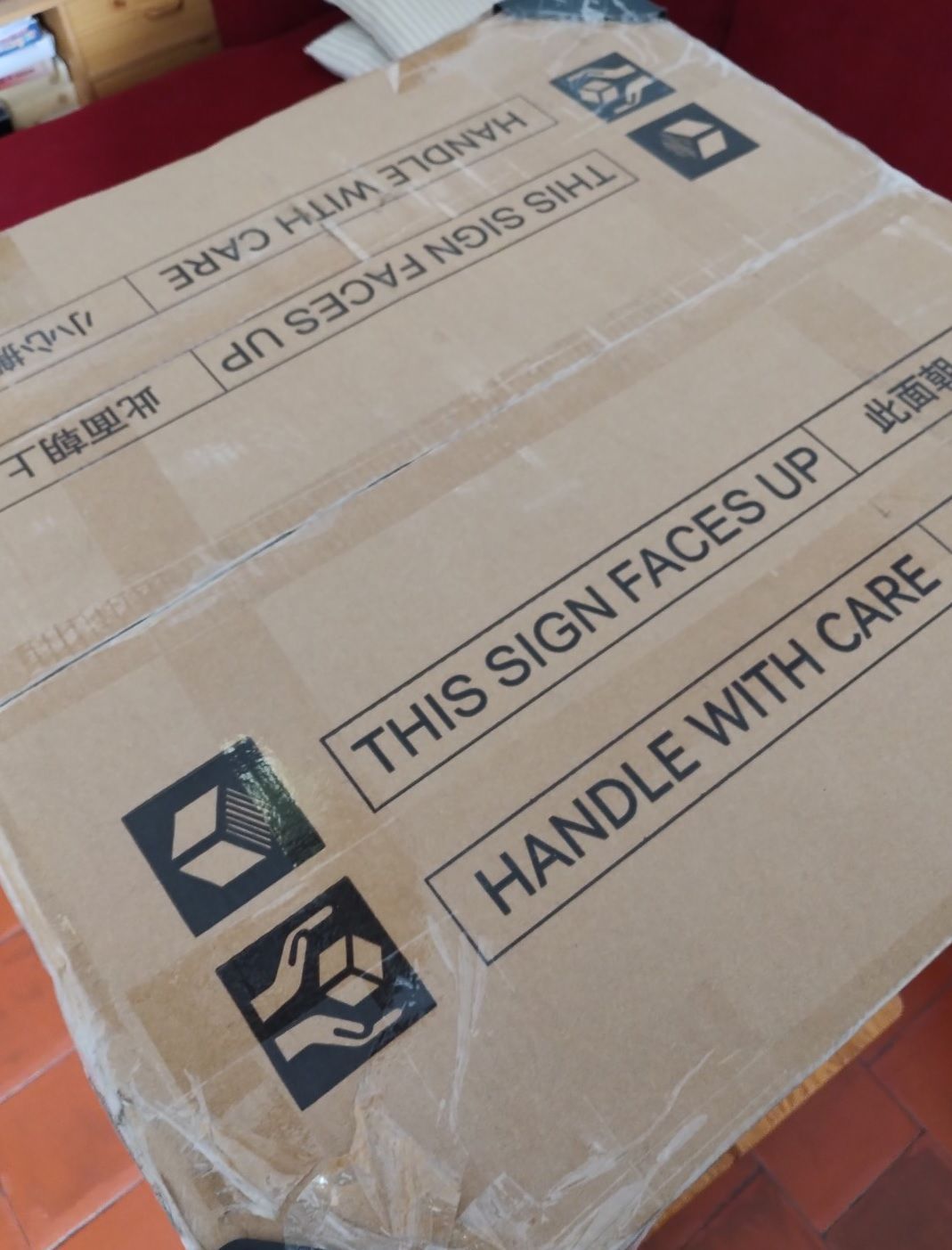
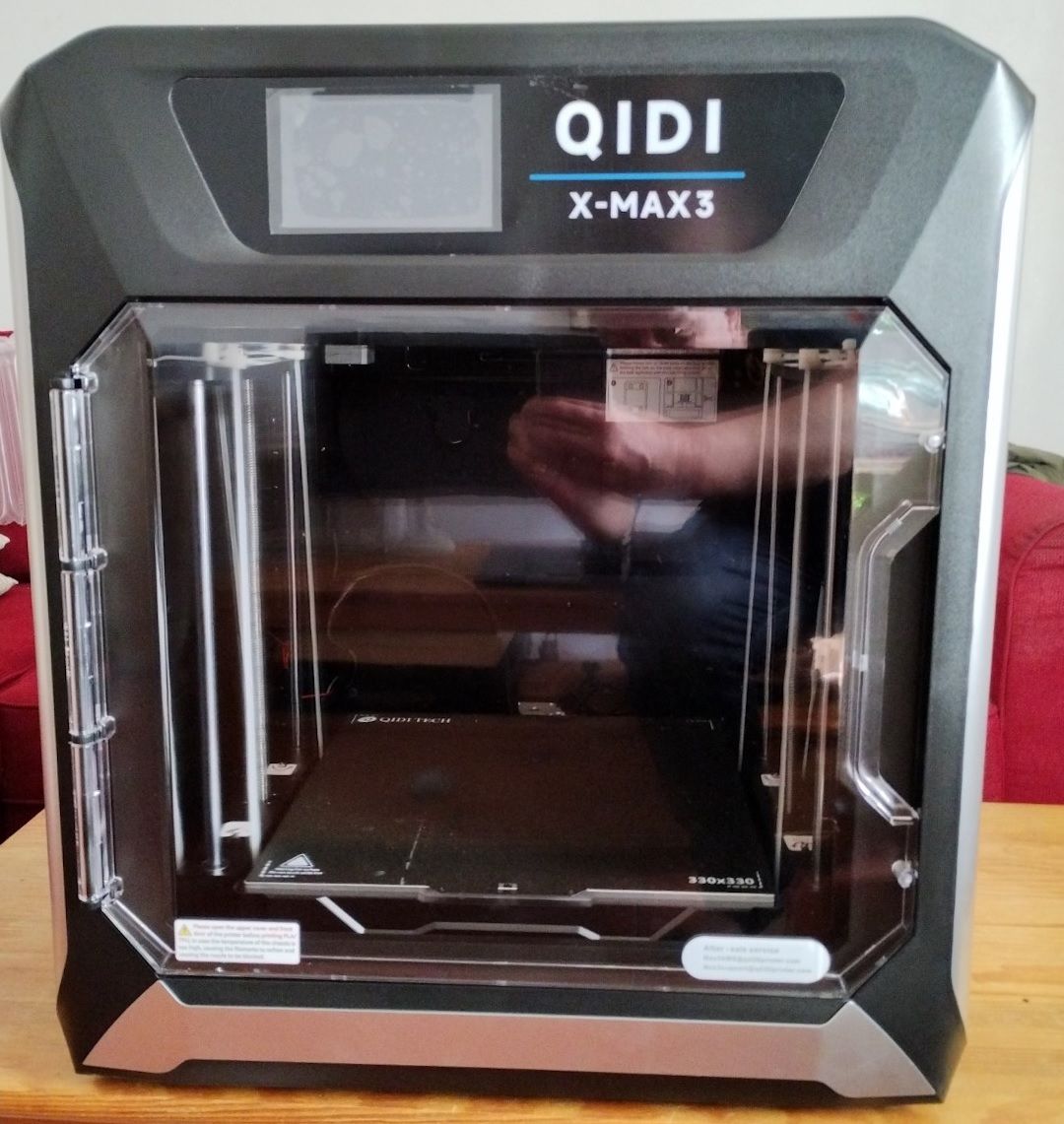
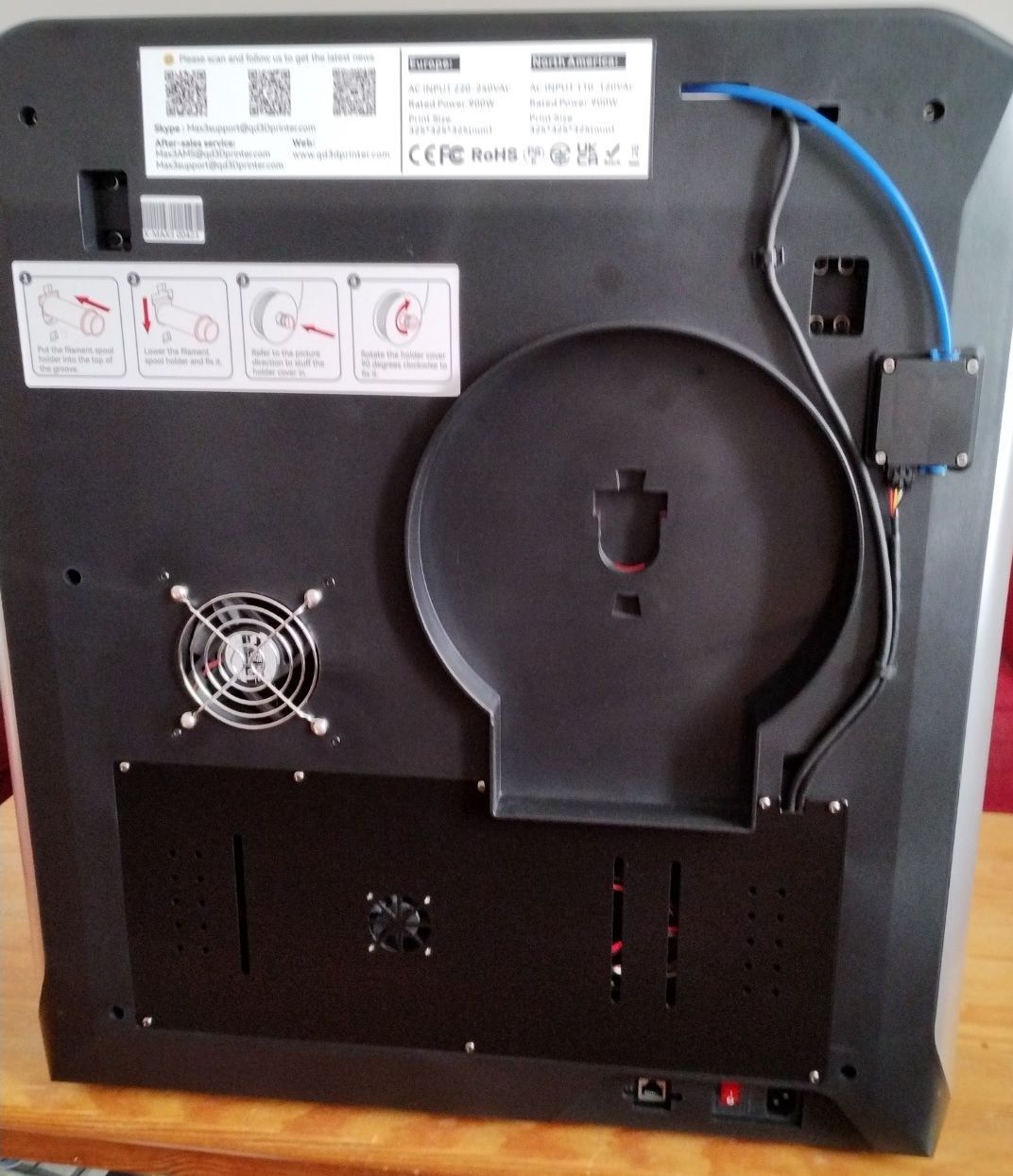
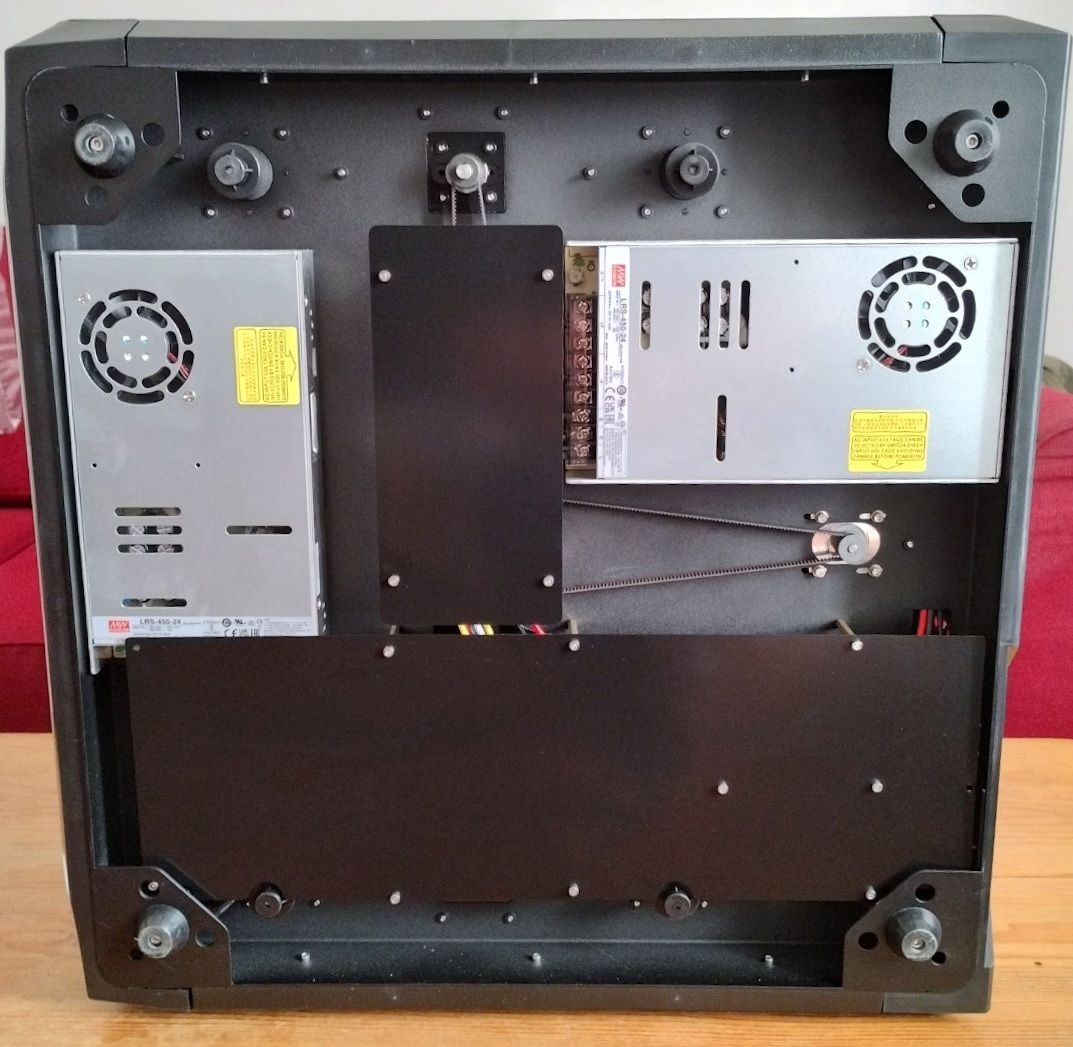
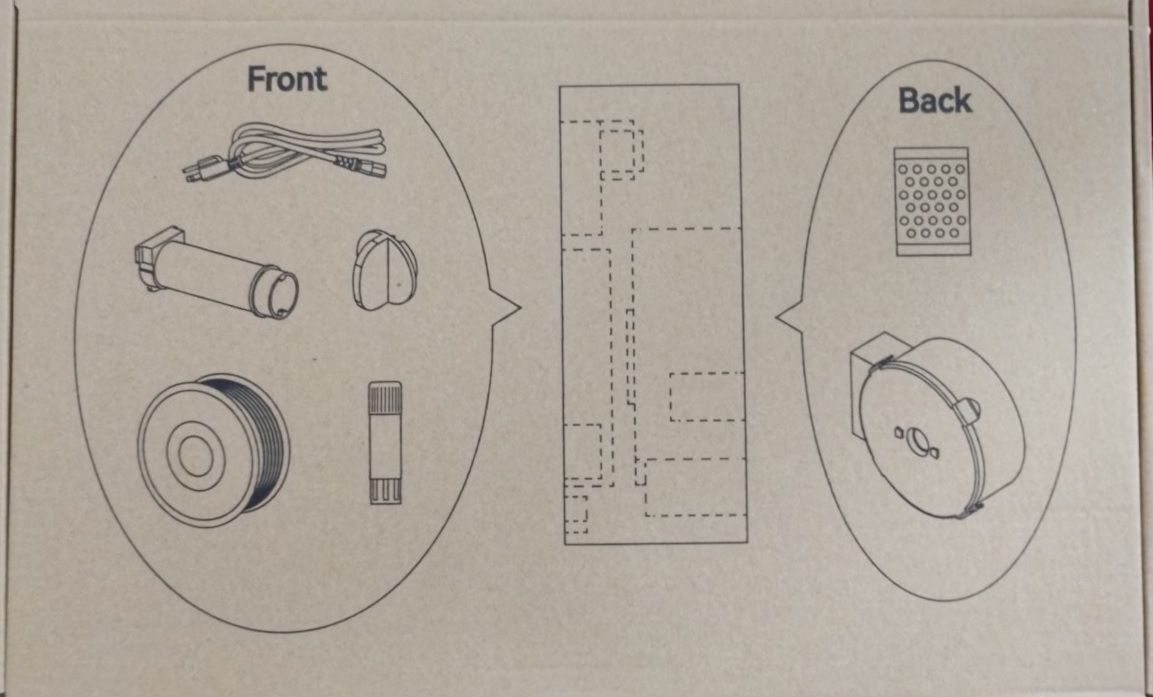
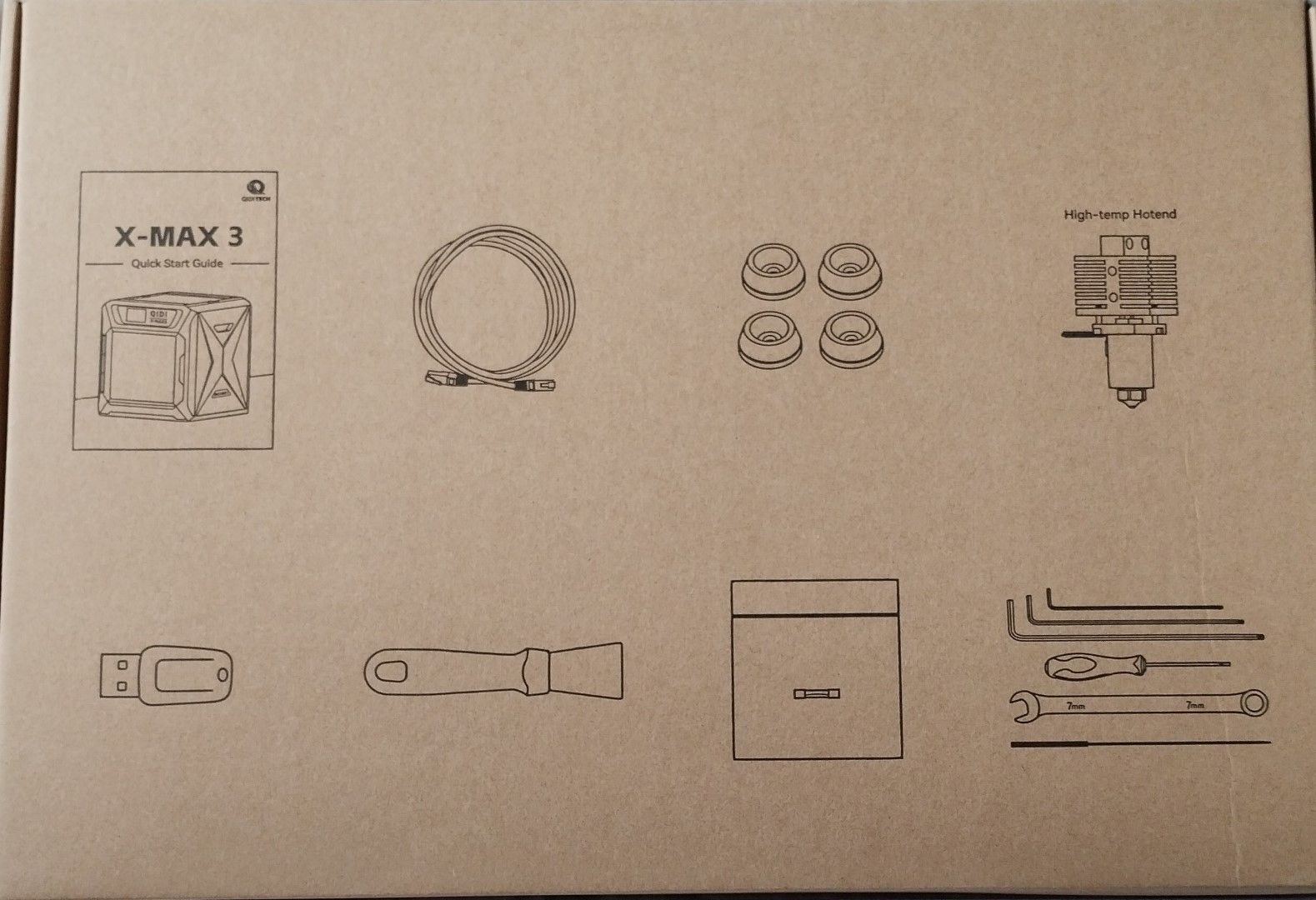
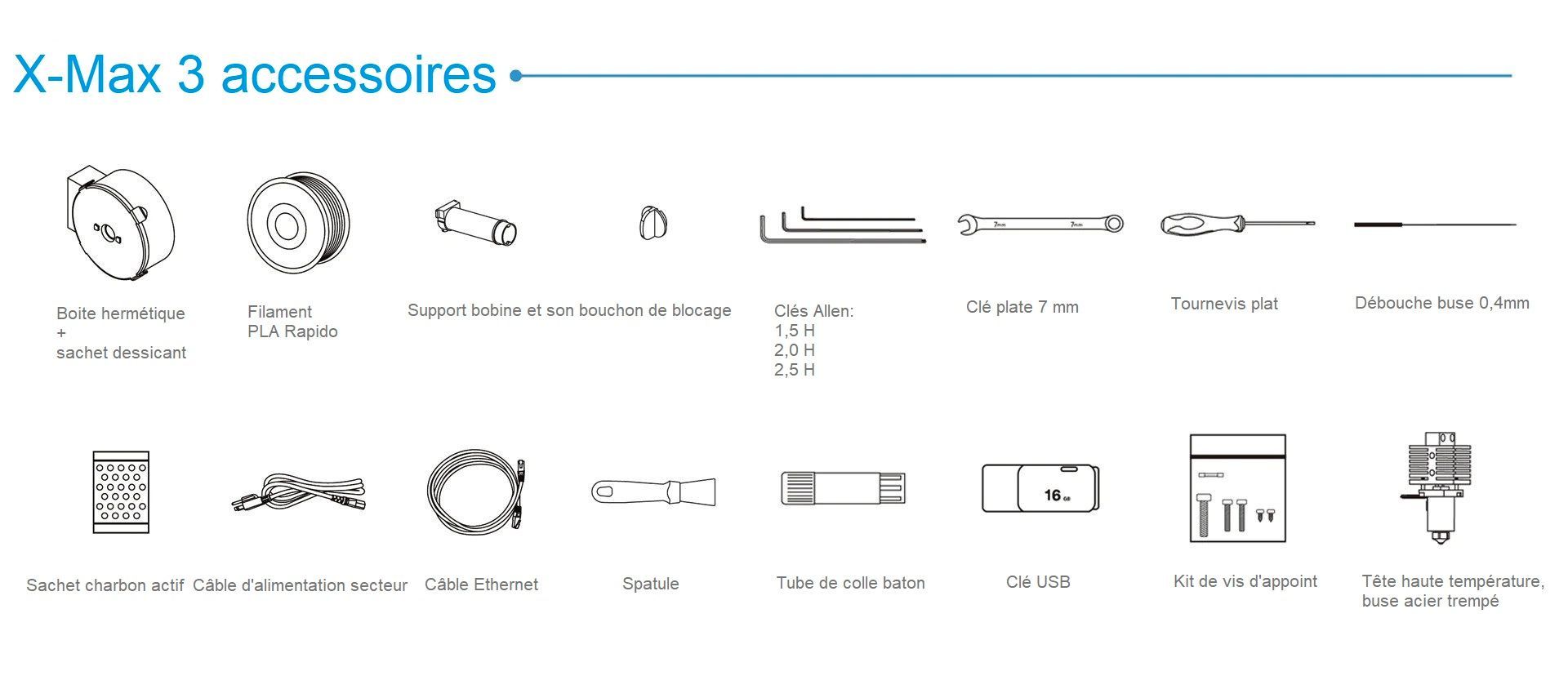
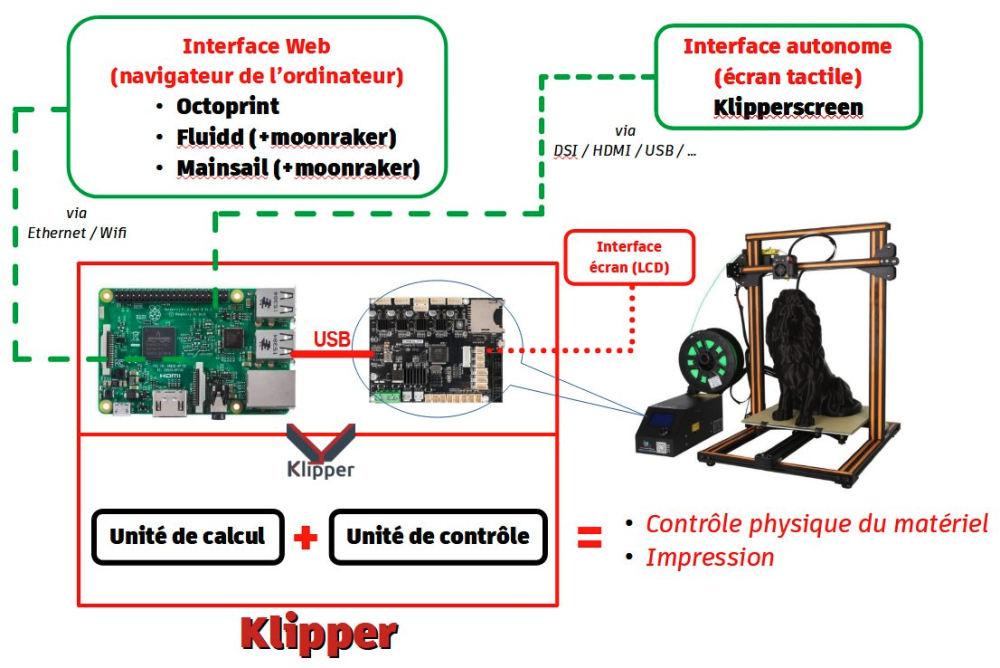
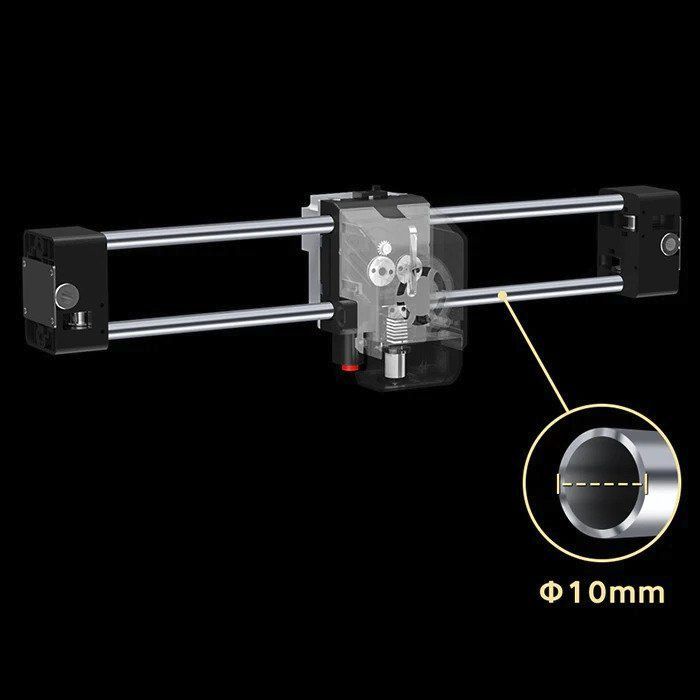
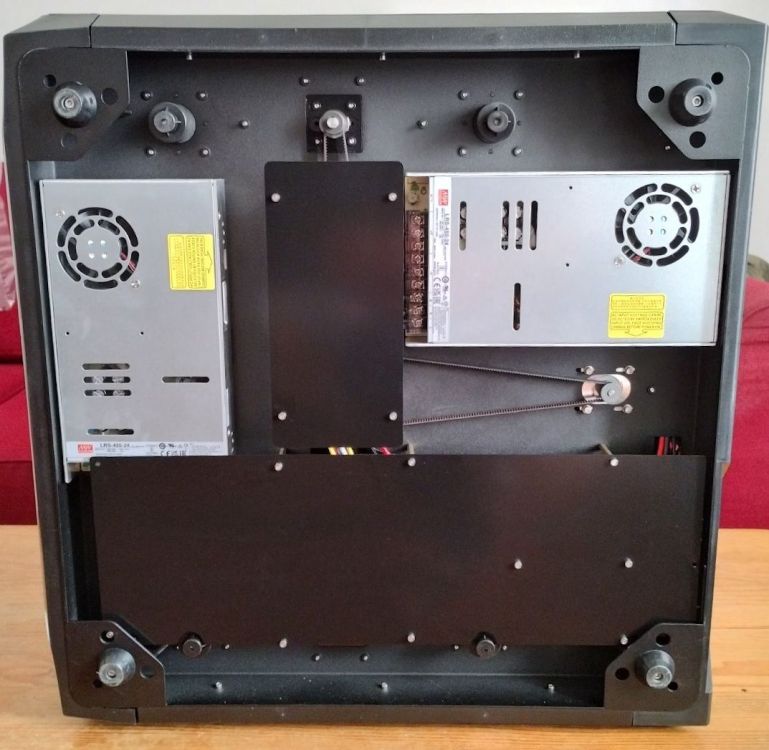
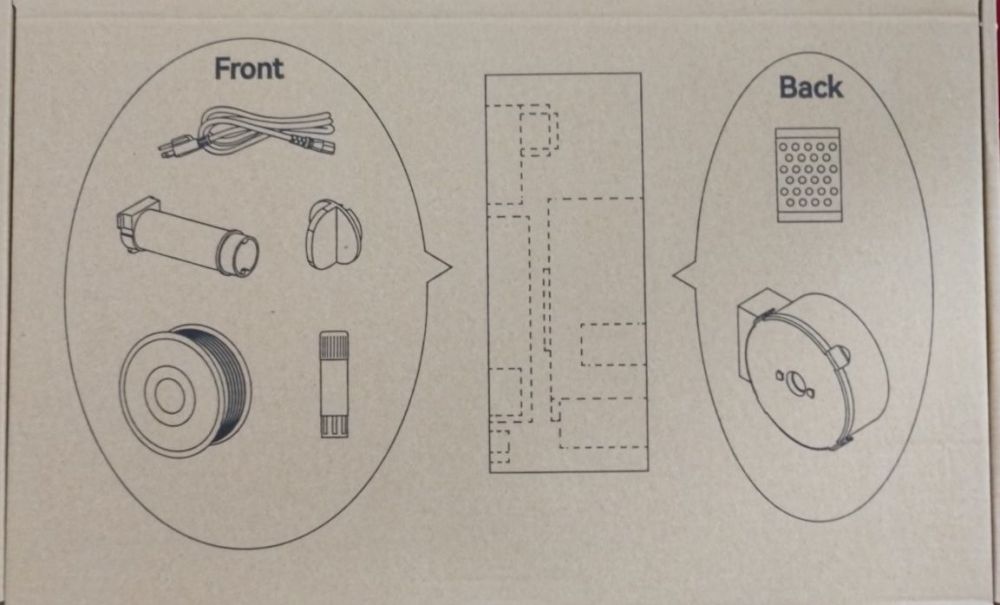
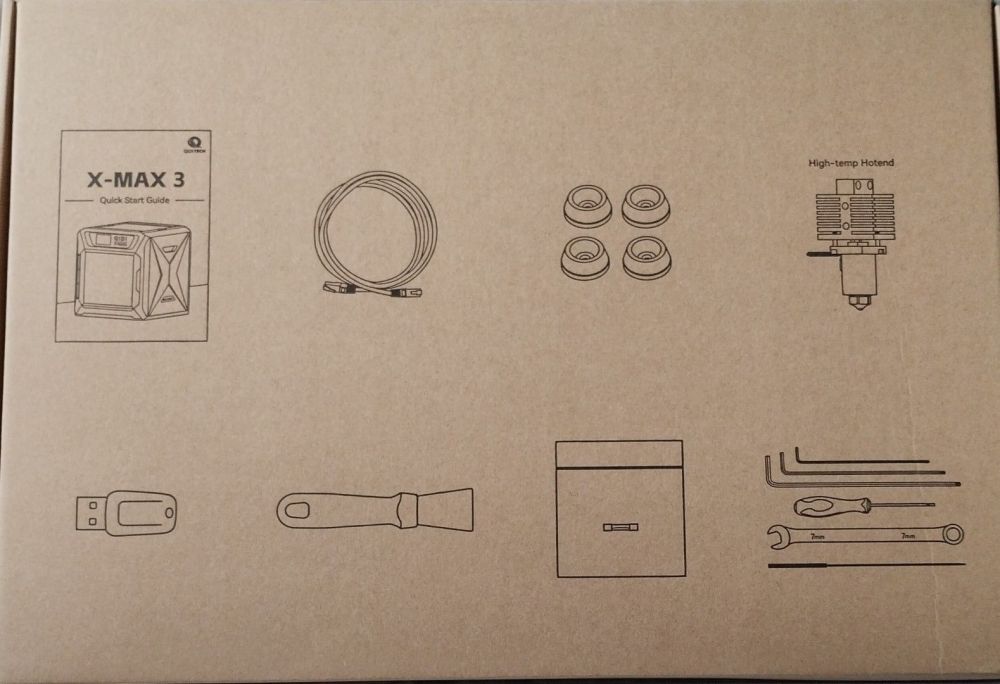
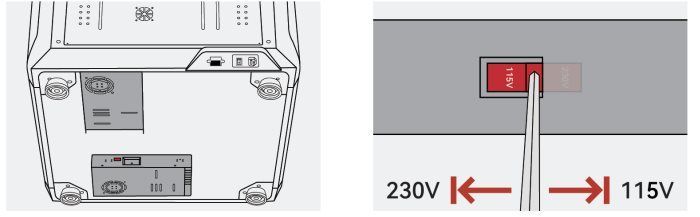
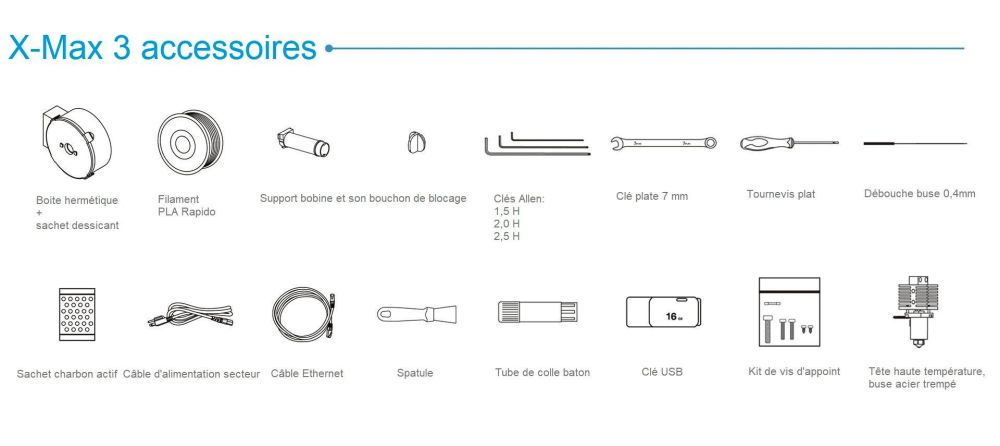
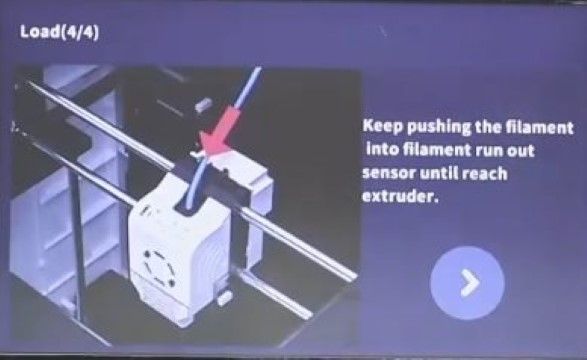
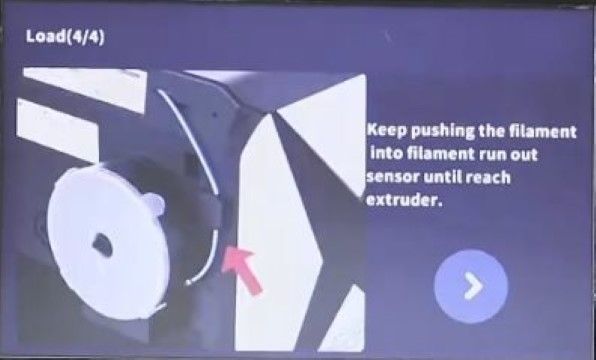
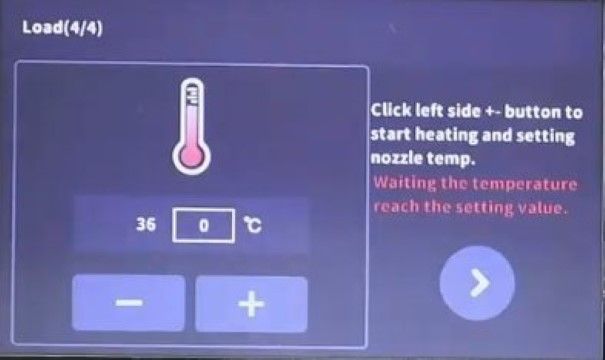
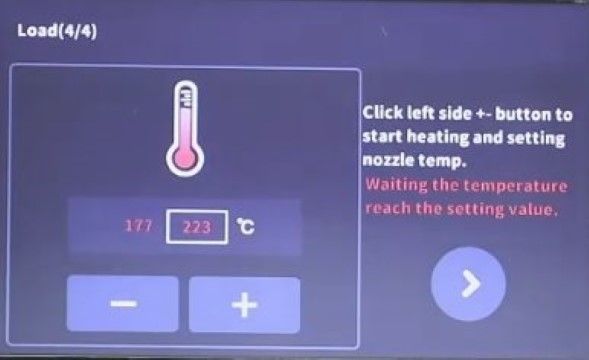
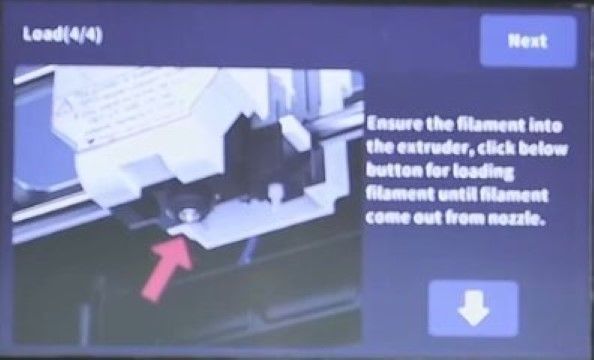
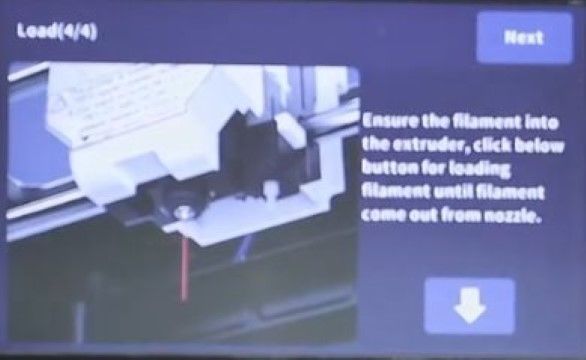
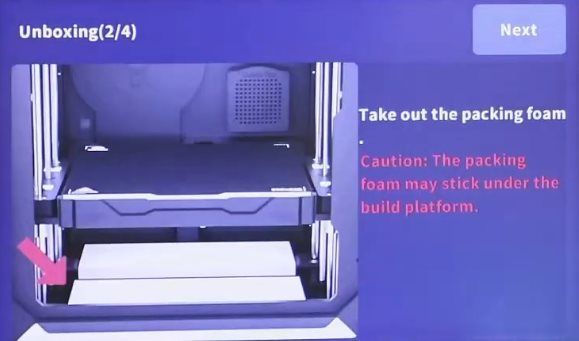
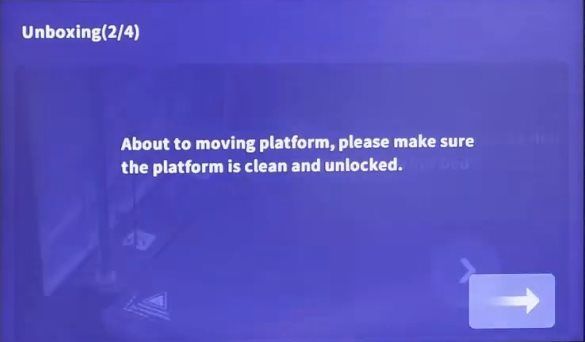
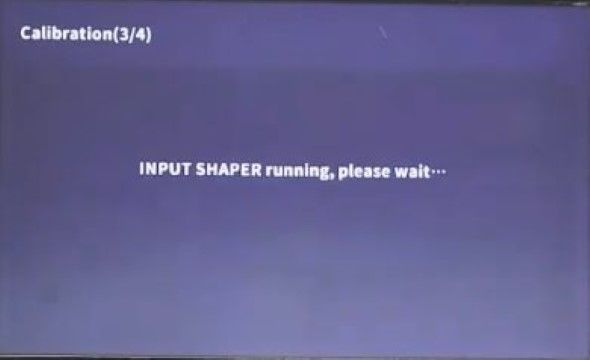
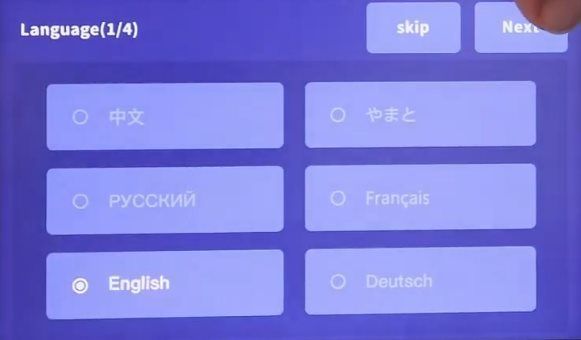
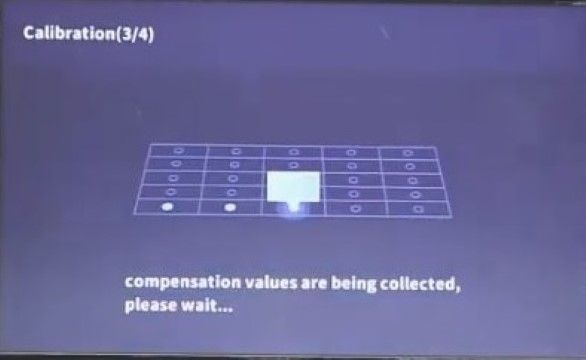
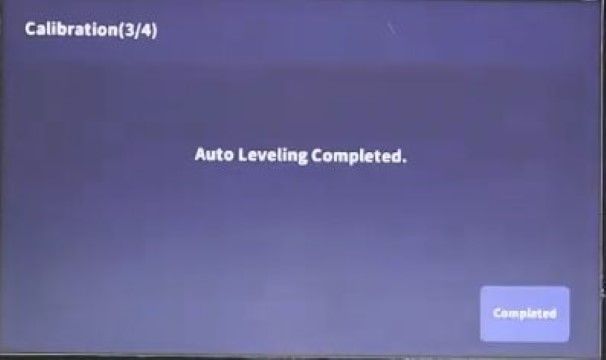
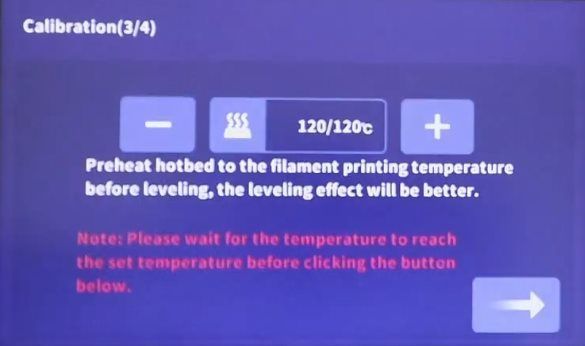
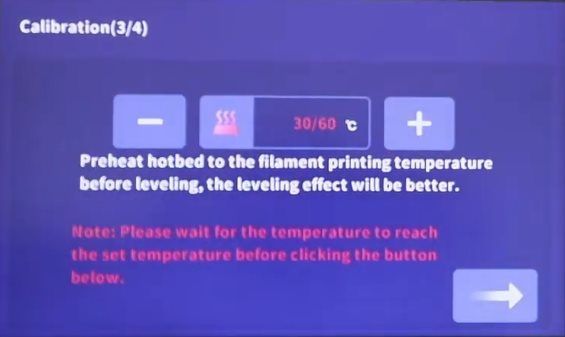
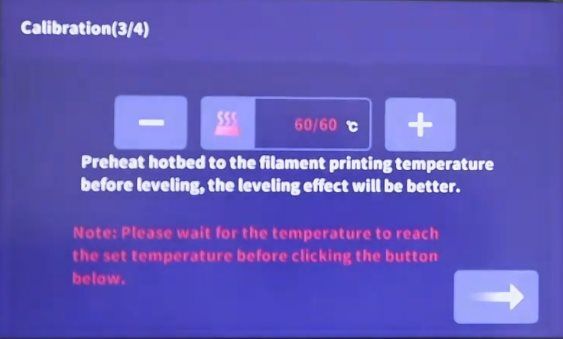
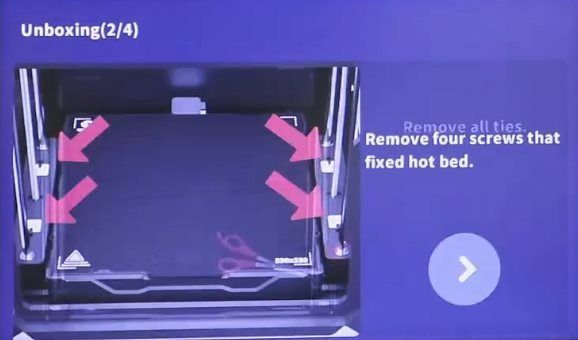
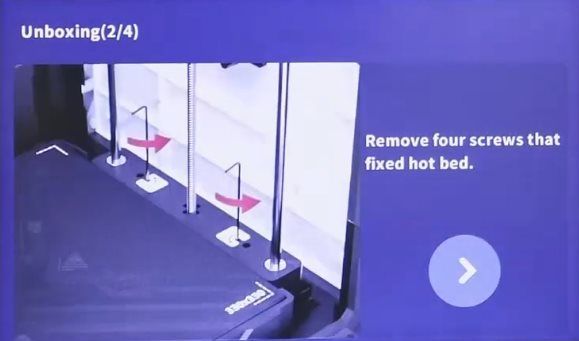
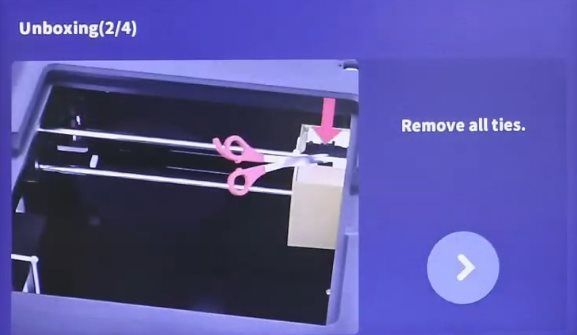
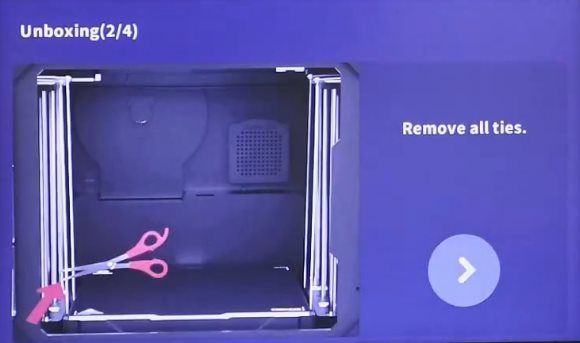
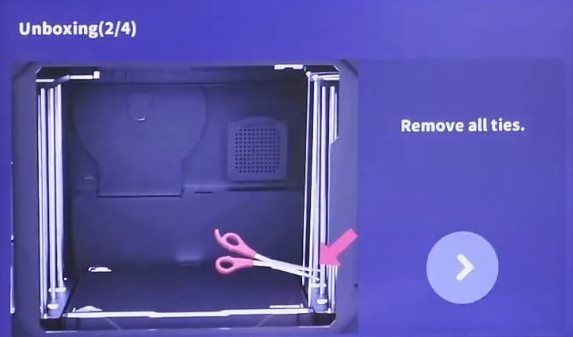
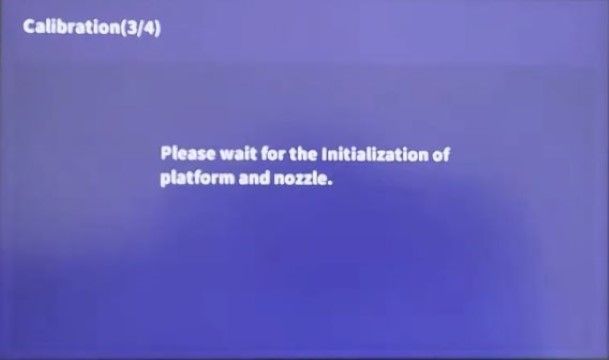
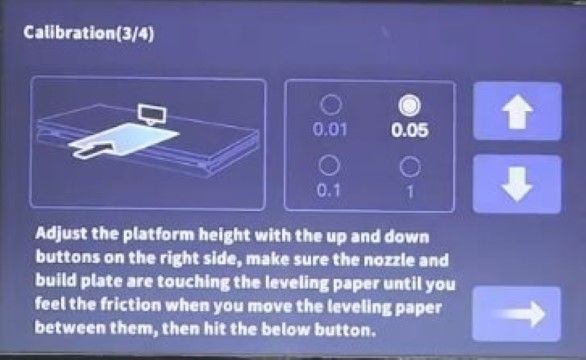
Le contenu du gros colis du «koikesse» ayant été découvert, je relaterai dans ce sujet ma découverte de cette imprimante avant de publier le test final sur le blog du site. En échauffement, un petit rappel: le colis pèse 38 kilogrammes, l'imprimante elle-même n'en pesant plus que 30 kg . Le livreur, après m'avoir demandé de l'aide pour sortir ce colis de son estafette, une fois celui-ci déposé à l'entrée de mon couloir, il s'est empressé de remonter dans sa camionnette sans demander son reste . Tant bien que mal, j'ai réussi à déplacer le carton ailleurs que dans l'entrée : mon dos s'en souvient encore. La marque Qidi, moins connue que d'autres constructeurs asiatiques. n'est pas récente dans le monde de l’impression 3D puisqu’elle a commencé ses activités en 2014. Elle développe ses propres outils matériels et logiciels avec par exemple un trancheur (slicer) maison basé sur Prusaslicer pour ses modèles récents. C’est également une société possédant un support technique spécialisé via un Wiki et également via une chaine Youtube. Le modèle, X-Max 3 est présenté ici. C'est une imprimante «rapide» à l'instar des modèles d'autres constructeurs : vitesse maximale de 600mm/s, accélérations de 20000 mm/s^2. Spécifications Qidi X-Max 3 Nom du modèle X-Max 3 Technologie FDM(Fused Deposition Modeling / Modelage par dépôt de matière fondue) Volume de construction (L×P×H) 325*325*315mm Dimensions (L×P×H) 553*553*601mm Poids net (kg) 30,2 Structure CoreXY Axe Z Axe Z double (un moteur , synchronisation via courroie) Axe X Axe optique creux linéaire en acier de haute dureté Firmware Klipper Vitesse maximale de la tête 600 mm/s Accélération de l'impression 20000mm/s² Débit maximal de l'extrudeur 35 mm³/s Précision d'impression ± 0,1 mm Température de la buse ≤350℃ Diamètre du filament 1.75mm Mise à niveau du lit Mise à niveau automatique 8×8 ( 9x9 après mise à jour système) Rapport de transmission extrudeuse 9,5:1 Corps de chauffe Noyau chauffant en céramique Extrudeur entraînement direct à haut débit Matériau de la buse alliage de cuivre pour les matériaux courants, acier trempé pour les matériaux abrasifs Diamètre de la buse 0,4 mm (0,2, 0,6, 0,8 mm en option) Température du lit chauffant ≤120℃ Plaque d'impression Plaque HF magnétique flexible double face Ventilateur de refroidissement du filament tête + auxiliaire Enceinte Contrôle de la température de la chambre ⩽65°C + chauffage indépendant Ventilateur de circulation de la chambre avec filtre à air à charbon actif Écran 5.0 pouces 800*480, tactile Boite d'impression Boîte de séchage + dessiccant Connexions 2.4G Wi-Fi / USB / Ethernet Détection du filament ✔ Compensation de la résonance ✔ Avance à la pression ✔ Tension secteur 100-240VAC, 50/60Hz Puissance nominale 900W (deux alimentations de 450 W) Processeur principal Microcontrôleur Cortex-A53, 64-bit, 1.5Ghz, 8Go-EMMC, 1Go DDR3 STM32F402 pour la carte principale et STM32G0B1 pour celui de la tête Trancheurs QIDI Slicer et autres logiciels tiers (Ultimaker Cura, PrusaSlicer, OrcaSlicer, etc.) Système d'exploitation Windows, MacOS, Linux Filaments recommandés PAHT-CF, PET-CF, PA12-CF Filaments compatibles PLA, ABS, ASA, PETG, TPU, PC, UltraPA, Nylon, etc. La QIDI X-MAX 3 est fabriquée à partir d'un cadre en tôle d'acier renforcée pour la structure, entièrement fermée avec des panneaux latéraux en plastique. Le volume d'impression de l'imprimante de 325x325x315 mm, plutôt généreux, devrait convenir à la plupart de ceux cherchant une imprimante 3D rapide, de grand format et fermée. De plus elle offre des capacités de chauffage de la chambre d'impression (⩽ 65°C). Ce qui permet de garder une température interne favorisant l'impression de filaments «techniques» ( ABS, ABS-GF, ASA, Nylon, PAHT-CF, PET-CF, …). Comme un bon nombre d'imprimantes rapides actuellement, Klipper est le firmware faisant fonctionner celle-ci. Pour rappel, Klipper se compose de deux éléments: le firmware installé sur la carte contrôleur, gérant uniquement les éléments matériels (unité de contrôle) «klippy» installé sur un SBC (Small Board Computer) chargé lui de l'impression (unité de calcul) Pour plus de détails sur Klipper je vous renvoie à ce sujet du forum. Déballage Le Wiki de Qiditech permet d'accéder à une vidéo de déballage ainsi qu'un document texte accompagné de photos. A l'intérieur du carton, se trouvent deux manuels papier un plus complet en anglais de 14 pages, le second plus succinct en six langues (Anglais, Chinois, Italien, Français, Espagnol et Allemand), quatre pages par langue. A noter que ce second manuel multilingue correspond probablement à une première version de la X-max 3, version modifiée depuis car faisant référence à des axes en carbone pour le support de l'axe X, remplacés par des axes optiques creux en acier de haute dureté : Quelques photos prises lors de ce déballage (j'ai horreur du terme anglais 'unboxing" ). Ce premier carton, une fois retiré ainsi que les cales polystyrène et coins de protections en carton permet d'apercevoir l'imprimante emballée dans du plastique. Pour assurer une protection accrue, une bande de plastique à bulles entoure la Qidi X-max 3. Une fois sortie du carton (non sans mal à cause de son poids), il va falloir retirer tous ces emballages plastiques. Le capot supérieur laisse entrevoir un autre carton à l'intérieur engoncé à nouveau dans des protections polystyrène. Une fois ces dernières retirées, l'intérieur est presque vide Quelques vues des différents côtés (gauche, arrière, droite) Ainsi que le dessous et une vue interne Les deux colis contiennent pour l'un les accessoires: jeu de clé Allen (1,5 / 2 / 2,5) clé plate de 7 mm tournevis plat quatre pieds caoutchouc à clipser sur ceux existants quelques vis en dépannage un tube de colle une feuille plastifiée pour le réglage du décalage en Z une tête complète (buse en acier trempé) pour les filaments imprimés à haute température (⩽ 350 °C) une clé USB contenant des modèles déjà tranchés à imprimer, le manuel PDF et le trancheur QidiSlicer (Windows, Mac, Linux) pour l'autre colis : le support de bobine une boite hermétique pour maintenir le filament à humidité «maitrisée» une bobine de filament PLA «rapido» (500 g), de couleur noir ainsi que deux emballages plastique scellés (un contenant un sachet de dessicant, l'autre un sachet de charbon actif) le cordon d'alimentation secteur L'imprimante désormais déballée doit maintenant trouver sa place dans mon bureau. Pour cela, elle va devoir gravir les dix-sept marches de l'escalier pour passer du rez-de-chaussée au premier étage. Ai-je déjà dit que c'est une machine imposante, tant par sa taille (≃ 60x60x60 cm) que son poids (30,2 kg) ? Marche après marche, finalement elle a trouvé une place sur un des bureaux. Insertion du câble secteur, après avoir évidemment vérifié que les deux alimentations au-dessous de l'imprimante soient bien réglées pour une tension secteur de 230 V (normalement ce réglage a été réalisé en usine en fonction du pays de livraison mais ça ne coûte rien de le vérifier) : Au premier allumage, le logo apparait sur l'écran signalant que le système démarre. Après un temps d'attente d'un peu moins de deux minutes, temps nécessaire au système d'exploitation Armbian pour booter, un assistant de configuration apparait à l'écran pour prendre en main l'utilisateur en lui indiquant les étapes à suivre. N'ayant pas pensé à capturer les écrans / animations de cet assistant de configuration, les copies écrans ci-dessous sont extraites de la vidéo de déballage réalisée par Qidi Tech. Choix de la langue d'affichage, instructions pour enlever les fixations (zip-ties), les vis de maintien du plateau, puis les mousses sous le plateau : Mettre en chauffe le plateau afin de procéder au réglage de la distance buse / plateau à l'aide de la feuille plastifiée fournie (épaisseur de 0,25mm). Régler le «pincement» de la feuille à l'aide des boutons de réglages de l'écran : Une fois ce réglage réalisé (Zoffset), l'imprimante procède à la topographie du plateau, maillage de 8 x 8. Quelques poignées de minutes avant de procéder à la compensation de résonances (input shaping). C'est relativement long, d»autant plus que l'écran est figé durant ces plus de dix minutes… Toutefois, le vrombissement émis par les mini déplacements de la tête pour réaliser cette recherche de compensation permet de savoir qu'il se passe quelque chose La dernière étape de préparation consiste à charger une bobine de filament L'imprimante est prête à imprimer Voilà pour cette première partie. La prochaine étape s'attachera à regarder les éléments composant cette imprimante. A suivre…






















 1 point
1 point -
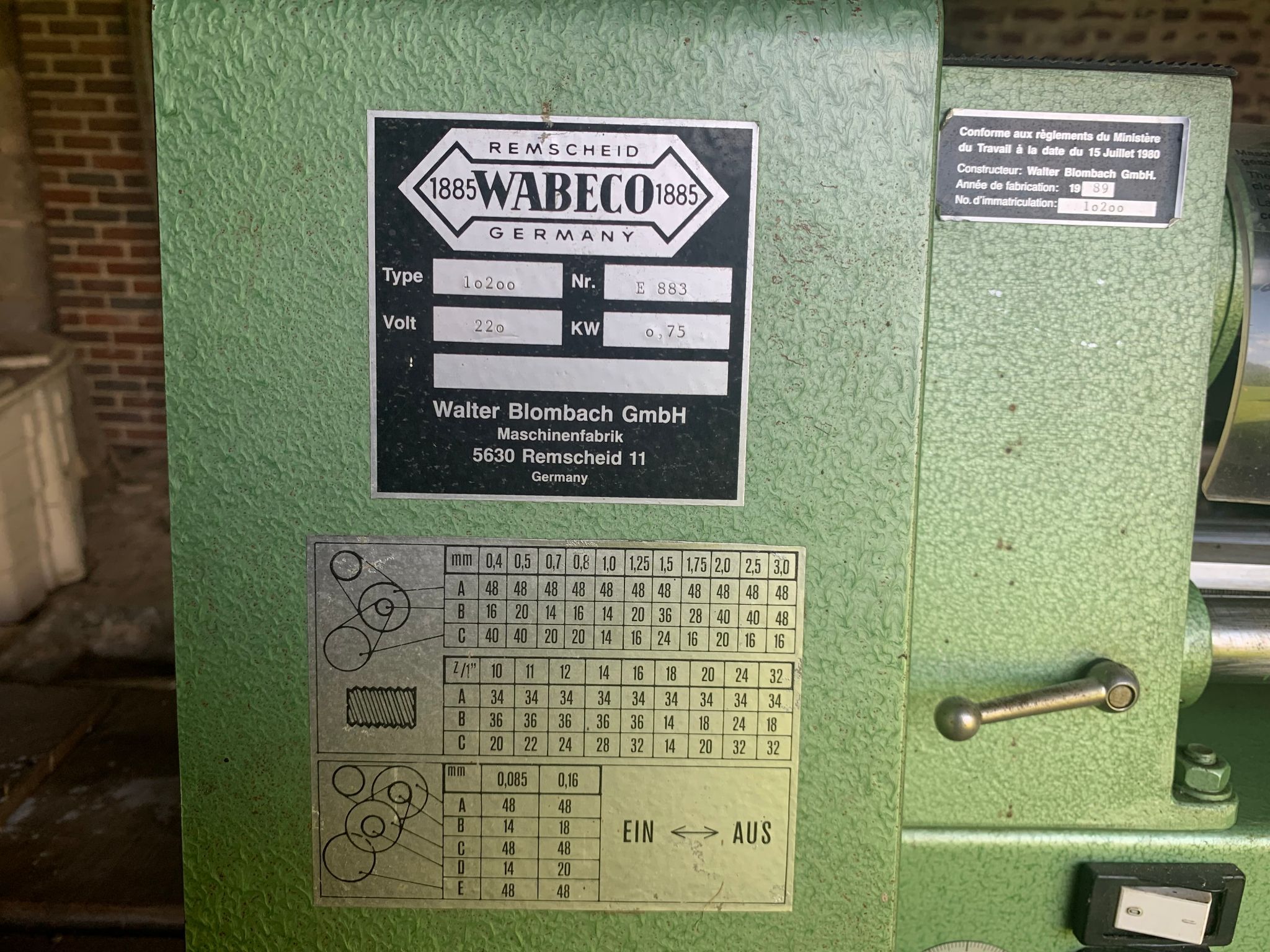
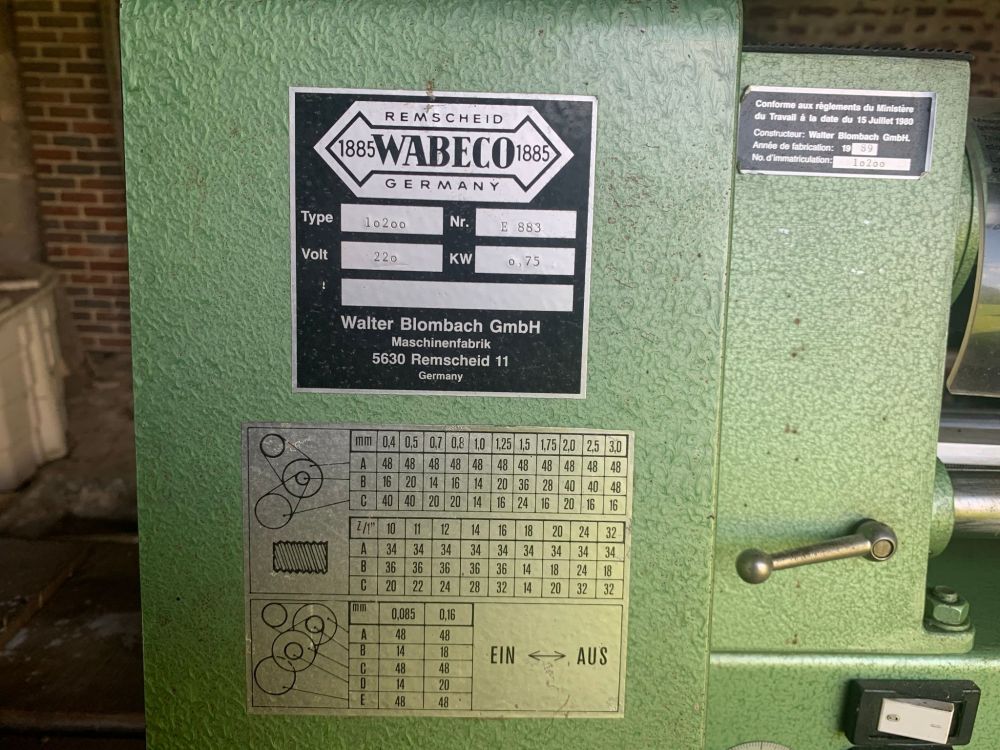
Bonjour à tous, Je me sépare de mon tour d'atelier Webeco D2400. Fabrication allemande et ancienne (année 1989), mais toujours très intéressant pour un maker. Fonctionne en 220v. Les roulements, le moteur et la vis sont en excellent état. Ce tour n'a fonctionné que quelques heures car son précédent propriétaire (un tourneur à la retraite) l'avait acheté pour passer son temps libre, mais il est malheureusement décédé quelques mois après l'achat. Si je poste l'annonce ici c'est qu'en raison de la simplicité de la conception, il dit être possible de la "CNCiser", et donc d'obtenir une machine très performante à faible prix. vais comme projet d'apprendre à tourner pour faire mes propres pièces, mais j'ai abandonné ce projet en me tournant vers la conception 3D. Le tour a été stocké dans mon atelier au sec et graissé régulièrement. Je l'ai sorti dans la grange pour les photos. Prix : 490€ (ce modèle existe toujours dans la gamme et on le trouve à 3000€/4000€) Je le vends le même prix que ce que j'ai payé à l'achat et je ne compte pas baisser le prix (ni l'augmenter). Livraison sur place (pas d'envoi) à 60400 Mondescourt. Un test sera fait à la livraison. En vente sur LeBonCoin si vous souhaitez l'acheter immédiatement (premier arrivé, premier servi) : https://www.leboncoin.fr/equipements_industriels/2395874189.htm Sinon paiement sur place.

 1 point
1 point -
Après réflexion, finalement c'est assez proche du genre de problème que l'on peut rencontrer avec les imprimantes à papier. Il m'est arrivé plusieurs fois de me retrouver avec 28 copies d'un document. Lorsque ma femme s'acharne à cliquer sur imprimer depuis le pc, la tablette puis le smartphone quand l'imprimante refuse de démarrer. Tout ça parce qu'un câble réseau était déconnecté. Forcément quand on le rebranche, il y a toute les files d'attente qui débitent. Et sur une laser, vous n'avez pas le temps de vous rendre compte qu'il faut aller vider les files d'impression que c'est déjà terminé. Et hop, encore du brouillon... Le bon côté des choses c'est que la simplicité d'utilisation de l'impression 3D devient de plus en plus proche de celle de l'impression papier. Je suis curieux de savoir si suite à cette nouvelle, Prusa a jeté un œil au comportement de PrusaConnect dans une situation similaire. Je parierai que des développeurs ont été questionné à ce sujet.1 point
-
Salut @hyoti, Je n'ai malheureusement pas plus d'informations en main que lorsque j'ai fait cette réponse.1 point
-
Normalement sous chaque trancheur, il y a un champ avec la valeur du déplacement/levage Z appliqué avant création des supports, le mettre a 0 mm. C'est fait. En principe l'on peut modifier un titre avec un clic gauche de plusieurs seconde dessus ou via une édition du sujet. Mais il y a une durée limite pour l'édition (il me semble 12h) d'un sujet après création pour les simple utilisateurs. Ne pas oublier de faire des perçage pour éviter la création de coupe de succion lors de l'impression.1 point
-
Un seul : Marlin OK, je pars me replonger dans Klipper1 point
-
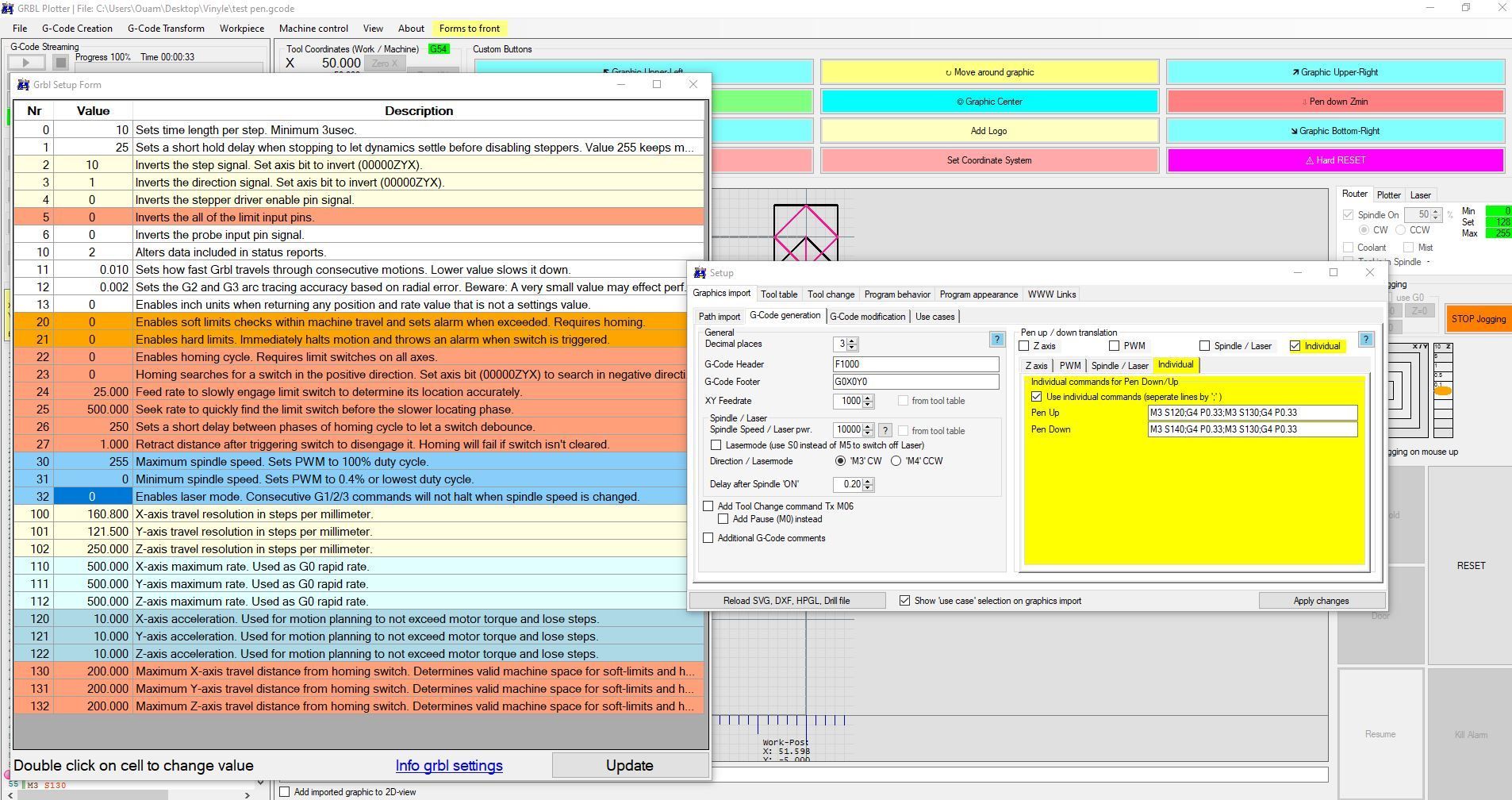
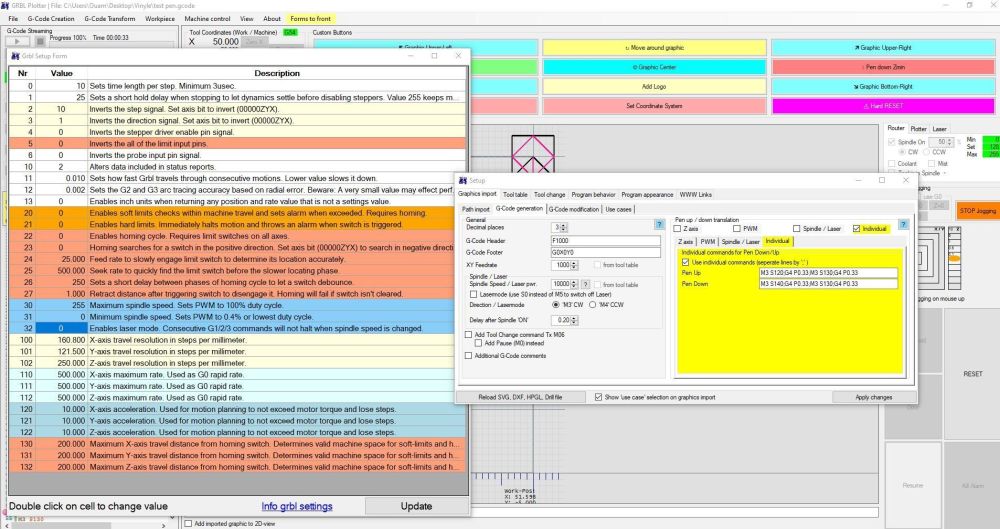
Salut @pommeverte ! Oui je suis passé sous 1.1f-servo car il gère le power off des moteurs le 0.9f laissait les moteurs et les steppers en fonctionnement continu donc les stepper chauffés énormément en idle ! J'ai réussi à faire un bricolage qui fonctionne ! il faut juste que j'arrive à modifier les tempos mais le moteur monte et baisse déjà ! avec les réglages individual: M3 S120;G4 P0.33;M3 S130;G4 P0.33 M3 S140;G4 P0.33;M3 S120;G4 P0.33 avec une valeur de $30=255 Car le M3 S0 fait tourner mon moteur à fond en continue et le seul moyen de le faire stopper est un Hard Reset ou un Spindle On à 50% J'ai cramé un servo avec tous les essais heureusement que j'en ai encore 2 en stock ^^
 1 point
1 point -
bonjour @flowd38 Si ta Kobra go est stock, tu as un bowden et un tube PTFE traversant, elle est donnée pour 260°C mais en temporaire, le Capricorn tient un peu plus longtemps, mais 260°C c'est trop.1 point
-
Salutation ! Si c'est bien un problème de reprise d'extrusion après une rétraction ( faire un essais d'impression sans rétractions pour en être certain ? ) Et si la "Kobra Go" a bien un tube PTFE traversant le heatbreak et en contacte avec la buse, alors imprimé au dessus de 245°C a probablement déformé prématurément le tube PTFE en contacte avec la buse. Je dirais de vérifier l'état du tube PTFE au niveau de la tête d'impression pour éventuellement couper la partie abîmé du tube PTFE et de regarder la titis procédure pour tenter de remonter au mieux afin de ne pas avoir de problème d'étanchéité ou bouchonnage.1 point
-
Heu si ça intéresse quelqu'un, j'ai retravaillé le fichier language_fr.h, ce n'est pas une simple traduction, mais plutôt une traduction compréhensible de ce fait la machine, c'est toujours plus agréable d'avoir l'écran en Français, la traduction n'est pas totale j'ai pas fait le coté laser et diverses options absente des 3V2 et 3S1 de série, bon seul hic c'est que l'accentuation est absente....mais ça reste compréhensible Bah, vi l'écran type "DACAI" sur ma E3S1, ne permet pas l'accentuation (é,è,ç,à, etc....) Bon je le met en lien. faut simplement remplacer l'ancien par celui ci à cet emplacement (Marlin/src/lcd/language) et compiler ensuite language_fr.h1 point
-
Merci pour vos remarques. Je préfère le vendre sur le forum car j'ai plus d'affinités ici. Ne tardez pas car j'ai déjà un RDV pour le vendre sur LBC.1 point
-

From the album: Articulated
Imprimante 3D Voron V01 - Filament 3DFIL PLA Blanc - Articulated - Dolphin - Casimages1 point -
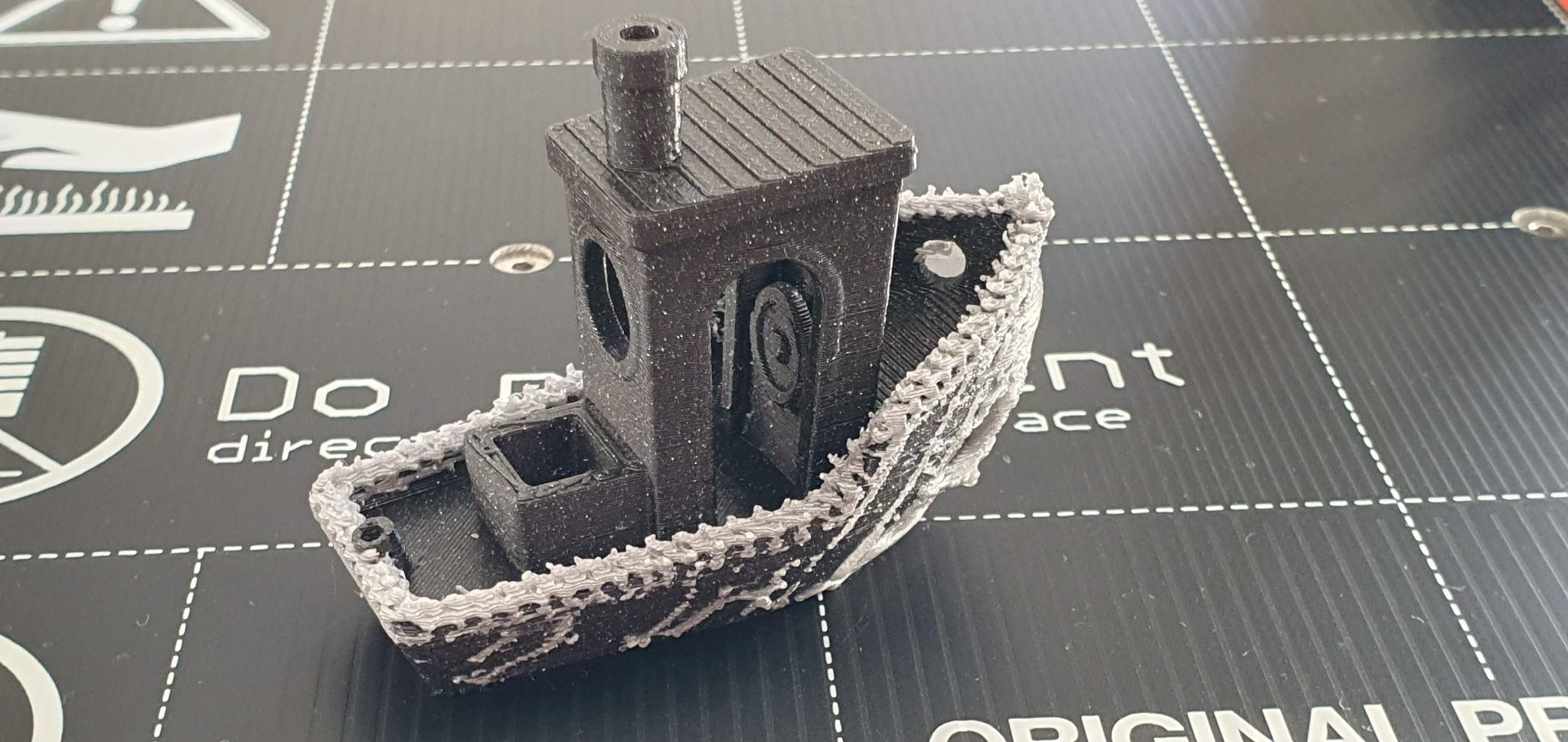
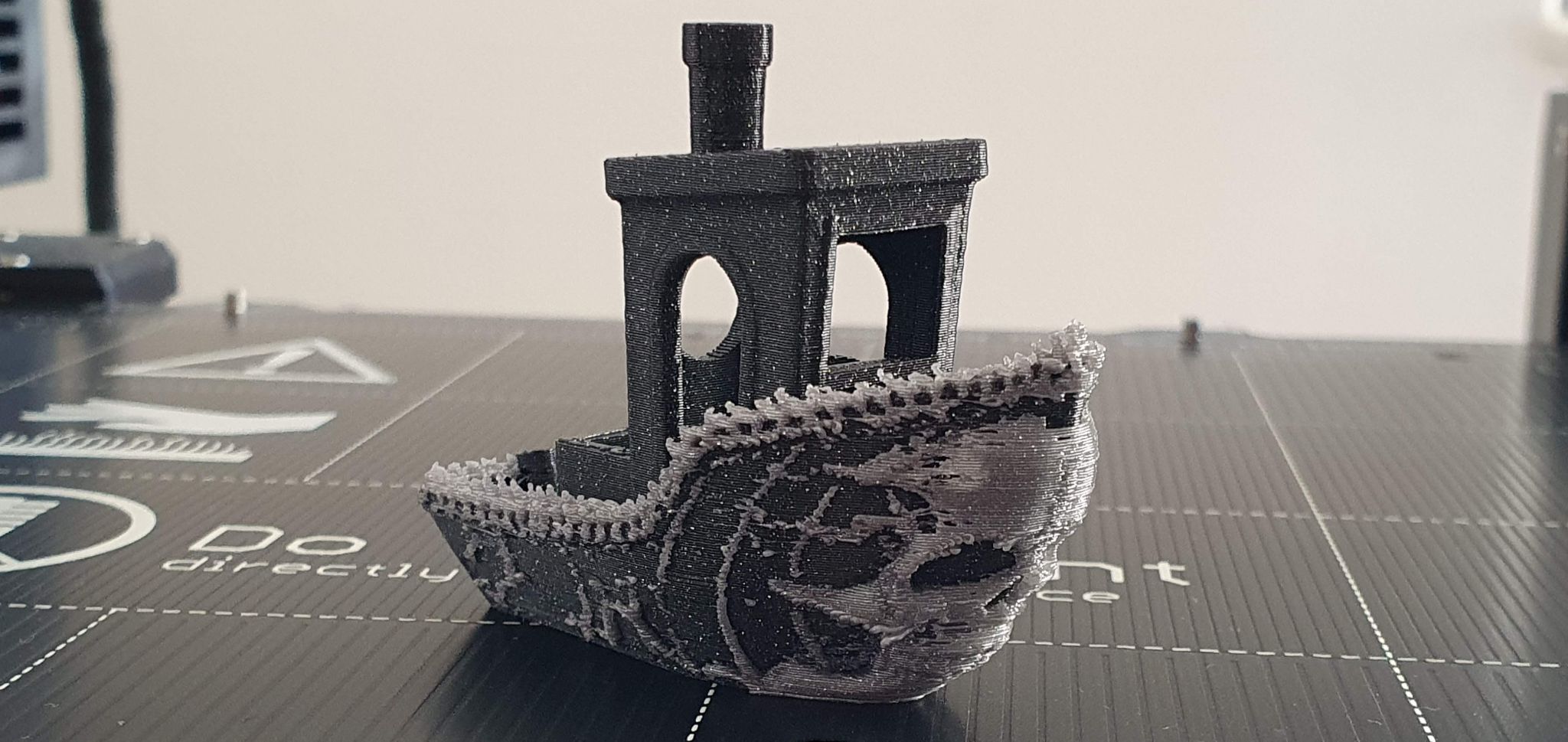
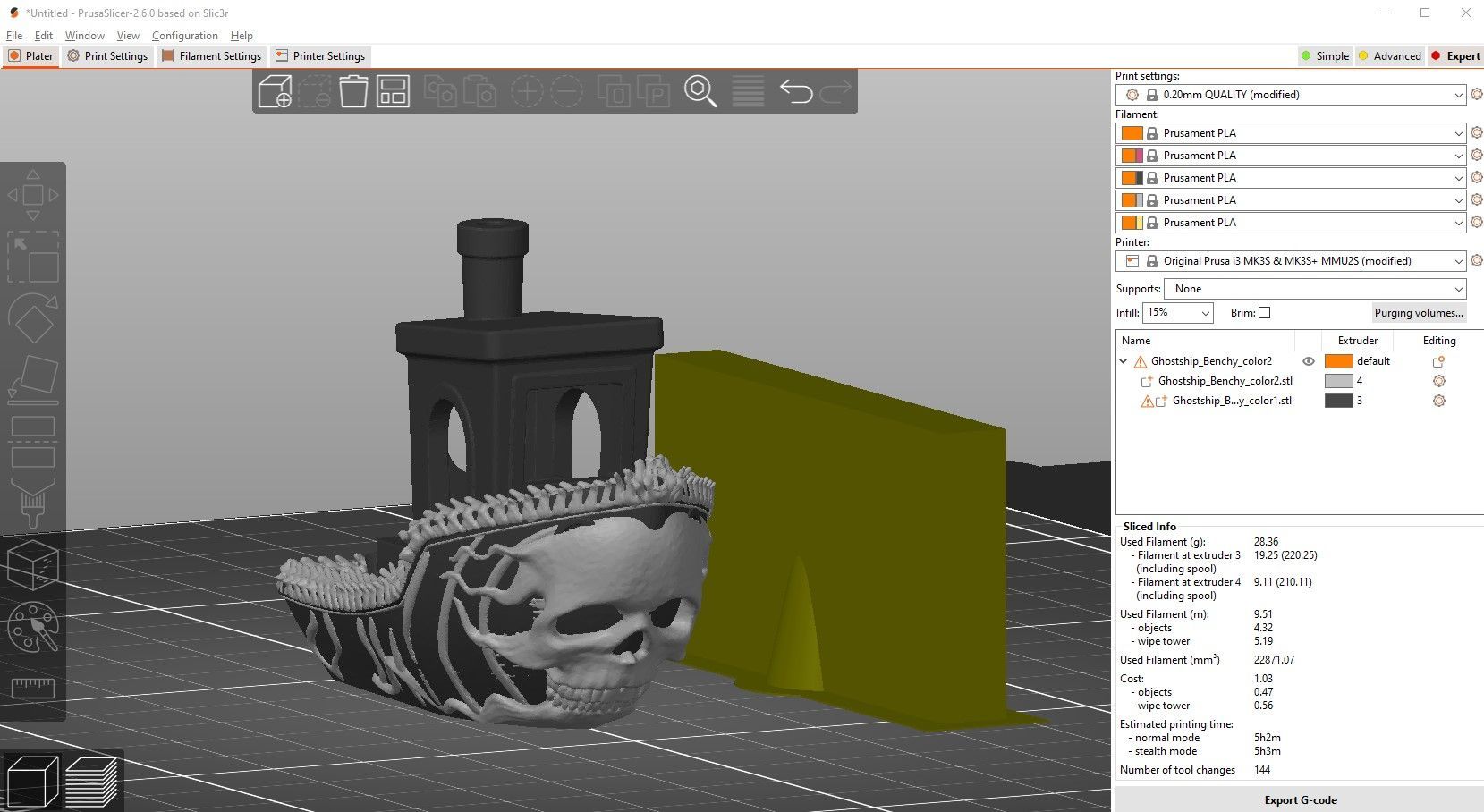
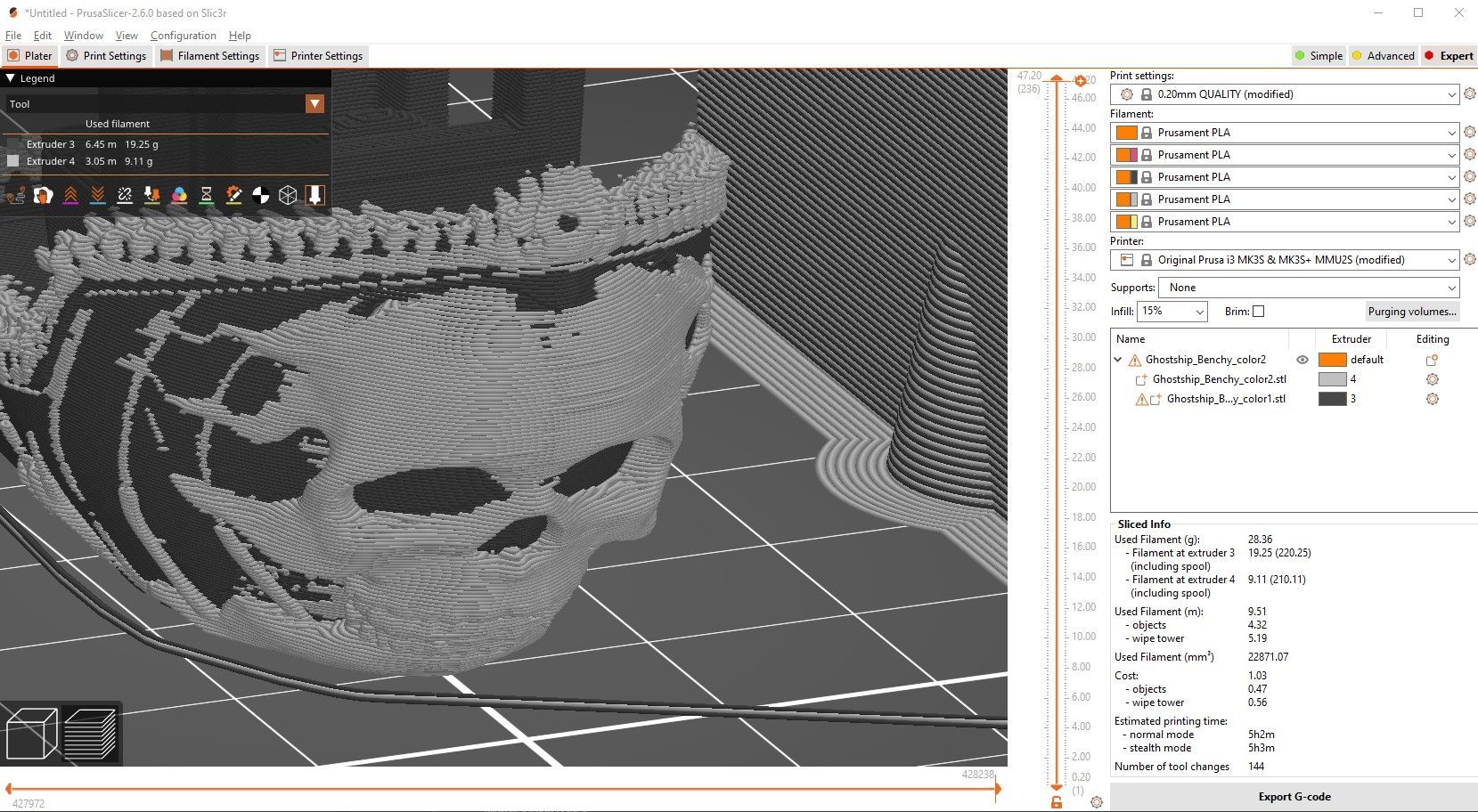
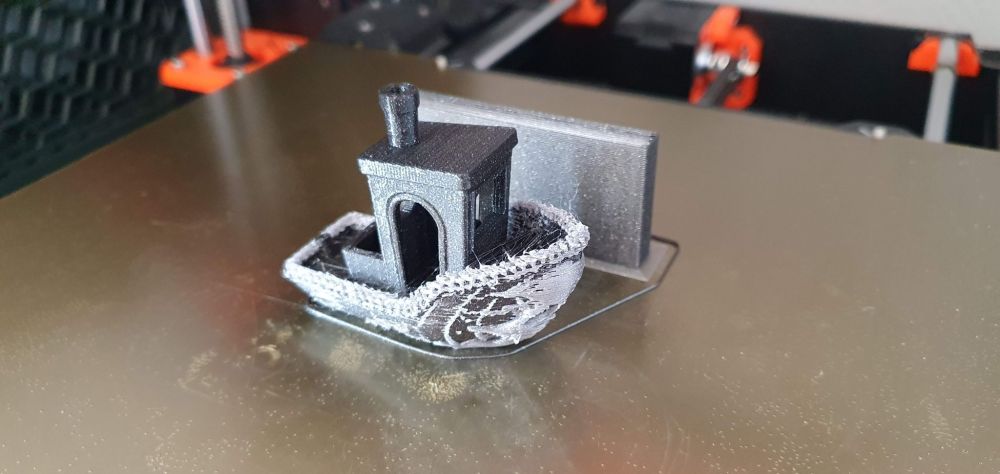
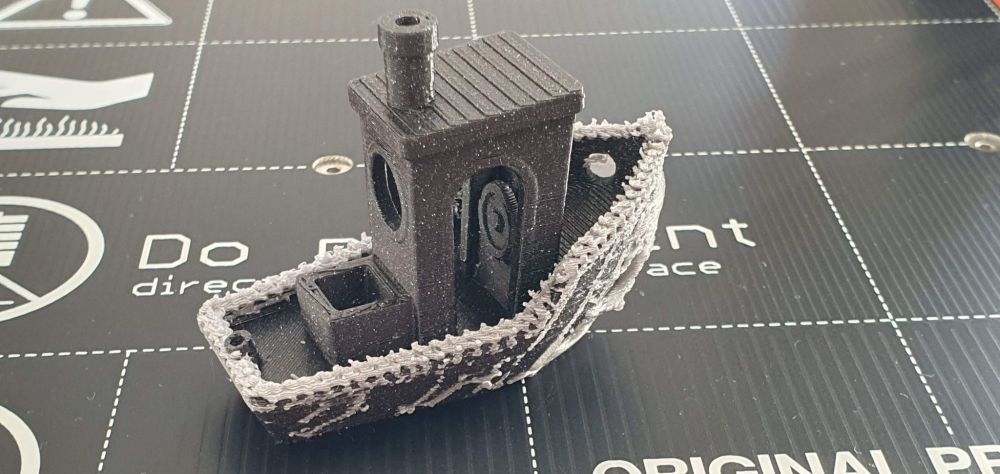
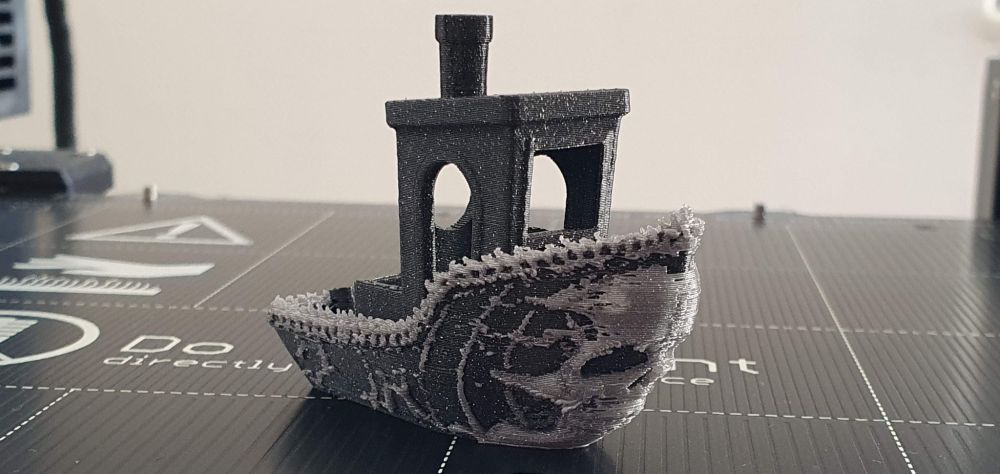
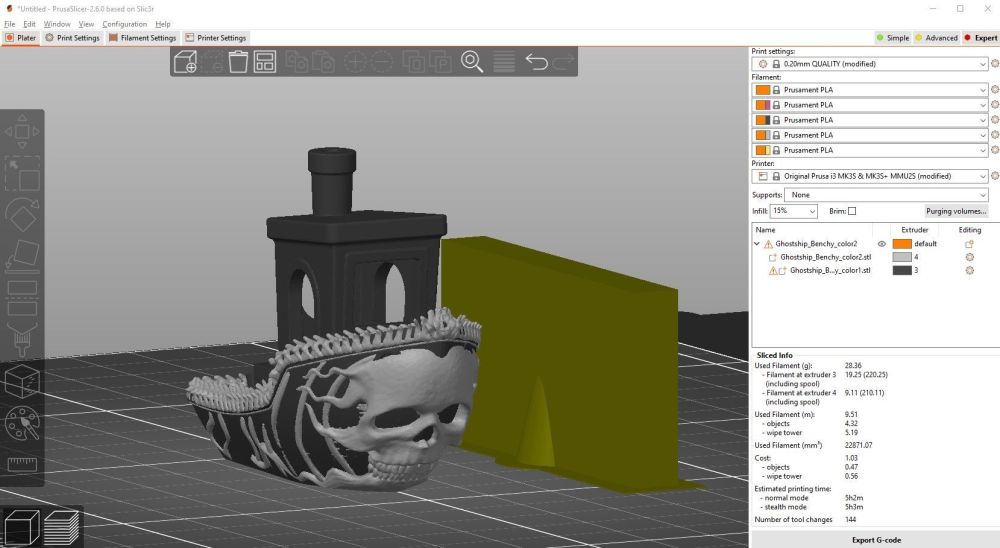
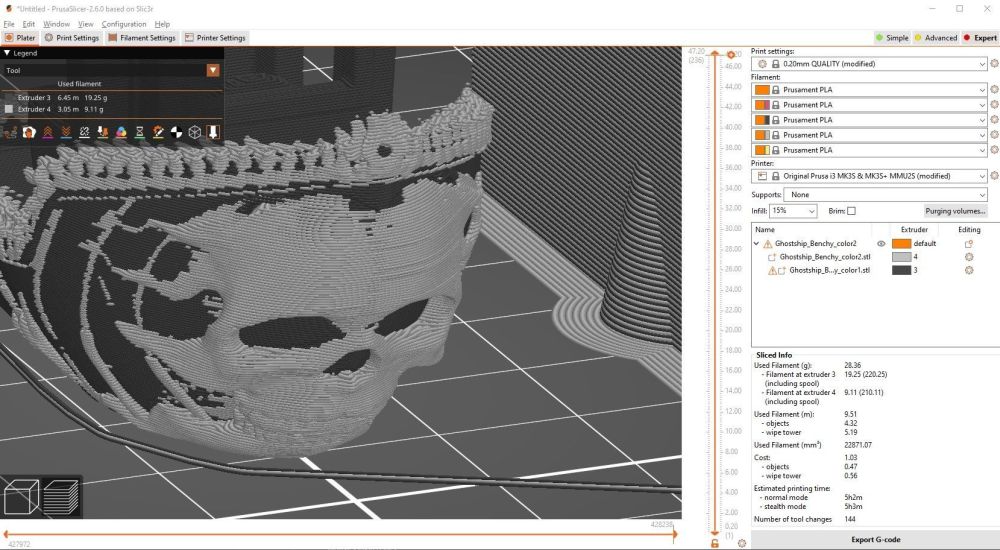
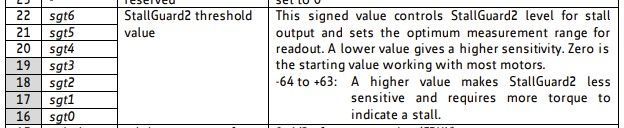
J'ai enfin eu le temps de lancer une impression multi-couleur dans des conditions "normales". Un Ghostship Benchy. 144 toolchanges, 0 problème, 0 intervention manuelle. Ca string pas mal sur le gris, ce qui est plutôt normal étant donné le modèle. Ceux qui ont suivi mon test sur la MK4 et qui ont l'œil peuvent apercevoir, sur la photo précédente, le VFA visible sur le toit du bateau. Après un petit coup de chaud le voilà propre : J'ai volontairement réduit de moitié la purge pour le test, et de toute façon cela suffisait. J'en ai profité pour jouer avec les nouvelles fonctions, comme le cone de stabilisation de la tour. La machine s'en est sortie à merveille, surtout lorsqu'on regarde le détail de la prévisualisation avec les petites crottes partout, les parois fines à souhait etc... : Concernant la sensibilité du homing. J'ai effectué le réglage préconisé, c'est à dire utilisé M707 et M708 pour lire et écrire le registre du MMU qui concerne la fonction StallGuard2 des TMC. Attention, ça ne fonctionne pas avec pronterface, et octoprint demande un réglage spécial, tous deux à cause d'un x qui doit être en minuscule et qu'ils transforment en majuscule. Par défaut mon MMU était sur une sensibilité de 7, même après un factory reset, alors qu'a priori la valeur par défaut devrait être de 6. Une grande valeur veut dire moins sensible, donc mon MMU était particulièrement peu sensible, et n'arrivait pas à effectuer son homing correctement (pourtant sans terminer sur une erreur). J'ai testé plusieurs valeurs : A 6 aucune différence notable A 5 le bruit de broutage à disparu, mais il y a toujours un léger "clac" au retour du idler A 4 le MMU est totalement silencieux. 4 n'est pas une valeur commune d'après les retours. J'en déduis que mon MMU2S doit avoir un souci d'ordre mécanique quelque part. Mais dans ces conditions et avec ce nouveau firmware, il fonctionne très bien. En prime, il est bien plus silencieux qu'avant au démarrage comme en impression. Je précise qu'avec l'ancien firmware, j'ai eu depuis toujours ces claquement au retour du idler. Je ne sais pas encore si c'était normal, je dois creuser en cherchant des vidéos. Je n'ai jamais pensé que c'était anormal car d'une part je n'ai jamais "écouté" de vidéo (je regarde souvent sur mute avec sous-titres) du démarrage du MMU2S chez d'autres utilisateurs, et d'autre part, mon MMU a toujours bien fonctionné et ne remontait aucune erreur, idem avec le nouveau firmware. Prochaine étape, analyser les différences avec le MMU3, ça serait bête de retaper toute la mécanique du MMU2S maintenant.
 1 point
1 point -
Le travail continue... Assemblage carrosserie, tableau de bord et pare-brise... Et comme ma cible est une carrosserie imprimée à leds, j'ai fait cela aussi pour ma carrosserie... J'ai ensuite préparé la barre centrale de l'arceau pour autoriser des leds. Les leds seront fixées par des petites vis (M2x8)... J'ai mis les fixation de leds avec la pièce comme cela ils peuvent être imprimés ensemble (possiblement en TPU donc flexible, car l'intégration des longues portées dans la barre central nécessite de la flexibilité)... J''ai aussi fait une version de la carrosserie led avec e composant roll cage de manière à pouvoir éventuellement les imprimer ensemble (je n'ai pas encore décidé si j'allais l'utiliser)...1 point
-
Salut, Ton défaut ressemble étrangement à celui de ce sujet. Si tu utilises Cura, tu pourrais tester la solution donnée par l'auteur. PS: n'hésite pas à ajouter le nom de ton imprimante dans ton profil, c'est pratique pour te répondre. (voir ce message pour plus d'explications)1 point
-
Il y a la nouvelle Ender 3V3-SE à 230€ www.lesimprimantes3d.fr/comparateur/imprimante3d/creality-3d/ender-3-v3-se/ www.lesimprimantes3d.fr/forum/topic/54385-ender-3-v3-se/1 point
-
Cela ne doit pas vraiment inclure le clavier et la souris, qui sont tout le temps connectés en usb (avec ou sans bluetooth) L'avertissement indique plutôt de ne pas écrire sur un autre périphérique de stockage usb en même temps (je pense) C'est une spécialité chez BTT les EBB36 et 42 en V 1.0 et 1.1 avaient le même problème (corrigé avec la 1.2 et >)1 point
-
Le post Bambu sur le sujet : https://blog.bambulab.com/cloud-temporary-outage-investigation/ Résumé : çà a caffouillé côté cloud, avec des confirmations d'impressions reçues qui ont tardé, ce qui a amené à des ré-envois, + le fait qu'il y ait des ré-envois manuels d'utilisateurs voyant que çà ne marchait pas. La solution rapide pour corriger tout çà me paraît simple : mettre sur l'imprimante (côté firmware) une vérif entre l'heure courante et l'heure d'envoi du job d'impression. Si c'est plus que (par ex.) 60 secondes, afficher quelque part (écran de l'imprimante, Bambu Studio, ...) une confirmation genre "ce job a l'air ancien, confirmer son impression OUI | NON". Mais çà n'a pas l'air considéré à ce stade. Les utilisateurs sous reddit demandent des envois "wifi only" (hors cloud). Je pense que Bambu va surtout chercher à robustifier son cloud.1 point
-
Le retour des impressions fantômes poussées depuis le cloud vers les imprimantes restées allumées cette nuit ... (conseil : éteignez vos imprimantes quand vous ne vous en servez pas, et encore plus si vous n'êtes pas chez vous).0 points