Classement




Contenu populaire
Contenu avec la plus haute réputation dans 15/02/2024 Dans tous les contenus
-
Alors ne l'utilise pas Même le patron te dit que c'est facultatif. A trop vouloir / penser se protéger en utilisant des techniques «passéistes», on ne le fait pas vraiment ou on croit le faire… Mais, bon, je crains qu'il soit inutile de tenter de te convaincre.3 points
-
Vous saviez déjà ce qu'il en pense, voici sur le site le test de @pascal_lb avec son Elegoo Neptune 4 Plus ! https://www.lesimprimantes3d.fr/test-elegoo-neptune-4-plus-20240215/2 points
-
@MrMagounet [delayed_gcode CHANGE_COULEUR] gcode: G1 E 100 F1000 # Purge 1 G1 E 100 F1000 # Purge 2 G1 E-2 # retractation de 2mm G92 E0 ; reset extruder G1 X3 Y200.0 Z0.3 F5000.0 # mouvement vers le départ de la 1ere ligne de purge G1 X3 Y20 Z0.3 F1500.0 E15 # impression de la 1ere ligne G1 X3 Y20 Z0.4 F5000.0 # mouvement vers le départ de la 2eme ligne de purge G1 X2 Y200.0 Z0.4 F1500.0 E15 # impression de la 2eme ligne G92 E0 ; reset extruder G1 Z10.0 F3000 # levage de la tête d'extrusion NOZZLE_WIPE # nettoyage de la tête G1 Z120.0 F3000 # élévation de la tête d'impression à 120mm pour éviter tout contact UPDATE_DELAYED_GCODE ID=CHANGE_COULEUR DURATION=0 # reset LE UPDATE_DELAYED_GCODE RESUME # l'impression reprend là ou elle s'est arrêtée [gcode_macro M600] # Macro du M600 gcode: {% set X = params.X|default(50)|float %} {% set Y = params.Y|default(0)|float %} {% set Z = params.Z|default(10)|float %} SAVE_GCODE_STATE NAME=M600_state PAUSE G91 G1 E-.8 F2700 G1 Z{Z} G90 G1 X{X} Y{Y} F3000 G91 G1 E-70 F1000 RESTORE_GCODE_STATE NAME=M600_state UPDATE_DELAYED_GCODE ID=CHANGE_COULEUR DURATION=60 # temps de 60s pour changer la bobine2 points
-
Celui ci vaut 90k€ et j’ai aussi pris le palpeur qui va avec à 12k€. Par contre c’est absolument bluffant le temps que je gagne avec comparé à mon Scantech Kscan.2 points
-
Non rien d'effrayant quand on a des gens qui délivrent des explications simples comme @MrMagounet J'utilise des imprimantes 3D depuis longtemps mais je ne m'étais jamais plongé dans les entrailles de la bête, par manque de temps et manque de connaissance. Aujourd'hui beaucoup de tutoriels existent et il suffit de prendre son courage à deux mains et on s'aperçoit qu'il n'y rien de trop compliqué et si ça le devient, il faut se demander si cela est vraiment indispensable. J'ai la Sidewinder X1 depuis sa sortie, je n'ai jamais rien toucher dessus, et elle continue d'imprimer des pièces de qualité donc, ma X4, je vais essayer de comprendre des choses mais si ça me dépasse, je la laisserais tel quel2 points
-
Mais j'ai aussi de la roche en dessous, voila mes outils de jardinage Quant on à mis la fibre il à fallu creuser une tranché pour l'enterrer, j'ai fait venir un pelleteuse qui à enlever un "cailloux" aussi gros que la twingo...pareil pour la serre j'aurai pas pu creuser pour l'installer sans faire venir la pelleteuse, heureusement il y a des agriculteurs équipé qui peuvent venir chez moi sinon ca me couterait une fortune... La terre c'est pas de l'argile mais c'est quant même du béton pendant la sécheresse, la j'en ai profiter que c'était humide.2 points
-
@Jean78bonjour les pièges avec couvercle je vais les utiliser principalement au printemps pour les fondatrices : appâts liquides sucrés faire des tests les cônes eux servent dans la fabrication du belgium double trap , la base intérieur c une grille à reine Dadant 10 cadres , à partir de la , en fonction du bois dont vous disposez vous extrapolez les quottes en sachant que la grille à reine doit êtres au plus près du bois ( pour pas qu ils se barrent ... lol ) dimensions du piège terminé ( vu sur internet ) L 45.6 l 28 H 21.2 encore une fois , à affiner en fonction de l'épaisseur de vos planches appâts sucrés en début de saison , puis essayer du carné à mi saison , pour revenir au sucré en fin de saison . faire des tests ! je ne suis pas un spécialiste , je collecte des infos sur le net , avec les collègues ..... chez nous ils commencent seulement à arriver .1 point
-
bonjour J4ai acheté le Rosa 3D rouge karmin en refill Une catastrophe !! déjà la partie carton est de largeur inferieur a la partie "fil" , même en enfonçant les flasques au maxi, lorsqu'on défait les rilsans le filament tombe entre ... donc coince donc l'imprimante n'arrive pas à le tirer ... et l'impression continu dans le vide ....... Impression perdue après 6h30 .... j'ai aussi des particules blanches ( tout petit filament blanc entre les spires du fil) voir photo autre soucis qui m'embête c'est que c'est du 195°C de buse, alors que mon fil habituel c'est 200 ... donc sur les modèle que j'imprime en différentes couleurs je dois mettre à jour le gcode ... galère. vivement que cette bobine passe vite .... car elle me saoul vraiment, je vais rendre les flasques chez Atome3D dès que possible !
 1 point
1 point -
La procrastination .... En faite, j'en suis à la partie câblage électrique du réseau, pas encore au décors .... Ça va venir. A+1 point
-
@MrMagounet Je progresse
 1 point
1 point -
Les fichiers sont sains, les zone rouges représentent les surplombs. Il faut utiliser les support arborescents avec interface de support et bien configurer la distance x/y minimale des supports (pour ne pas en avoir de trop)1 point
-
@Jean78 oui je te confirme en effet que sur la X4 Pro on a une antenne wifi externe coudé a 90° qui ce vis sur le côté droite de l'imprimante a l'arrière du TFT.1 point
-
Salut, Ne serait-ce pas les zones en surplomb qui auraient besoin de supports ?1 point
-
Ça existe et je travaille actuellement pour utiliser des scans d’environnement sous l’eau. Le leica BLK 360 exactement1 point
-
Ha ... oui. Seulement ? ( Je blague. C'est définitivement hors de mon budget de petit "maker". ) J'imagine que tu ne le prête pas au stagiaire (sans demander un rein en dépôt de garanti) A quand la version waterproof pour scanner sous l'eau ?1 point
-
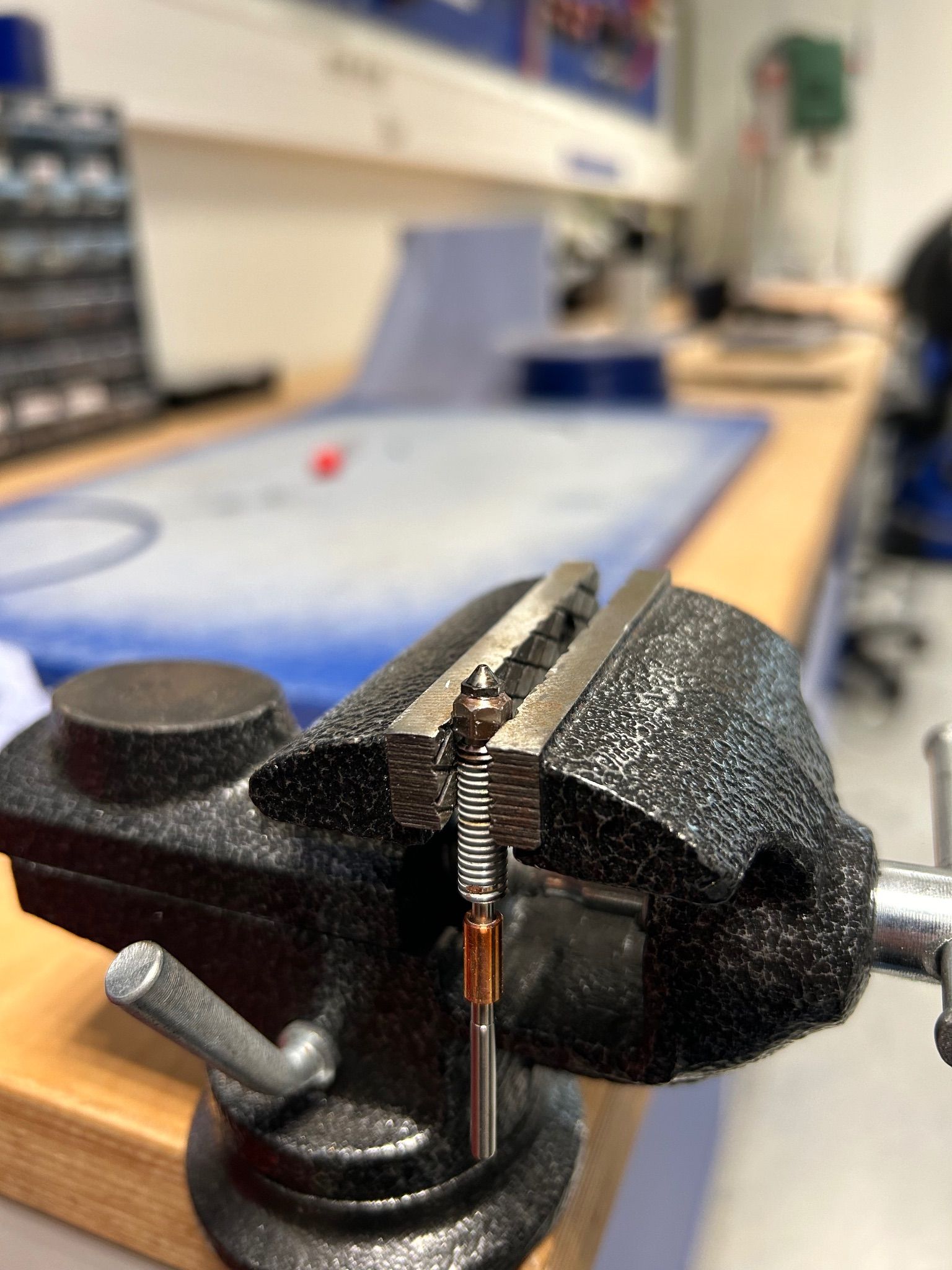
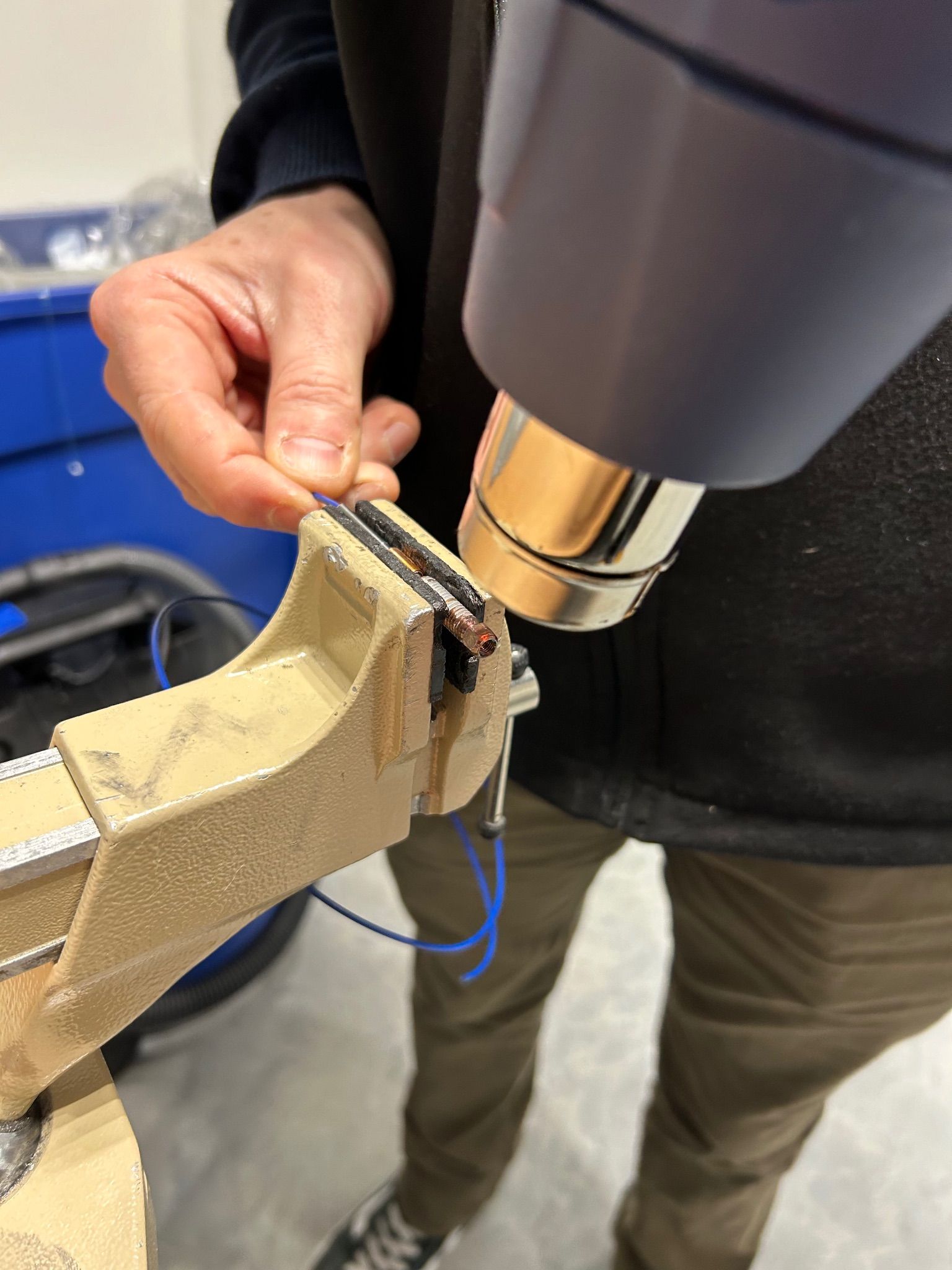
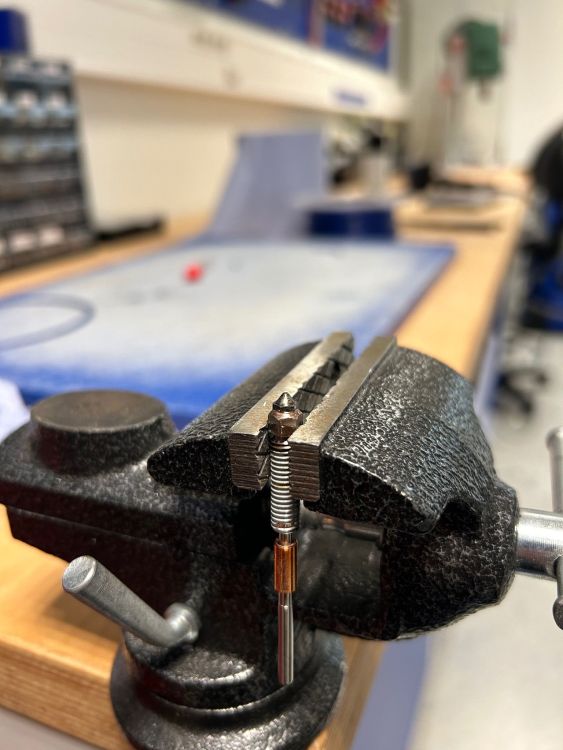
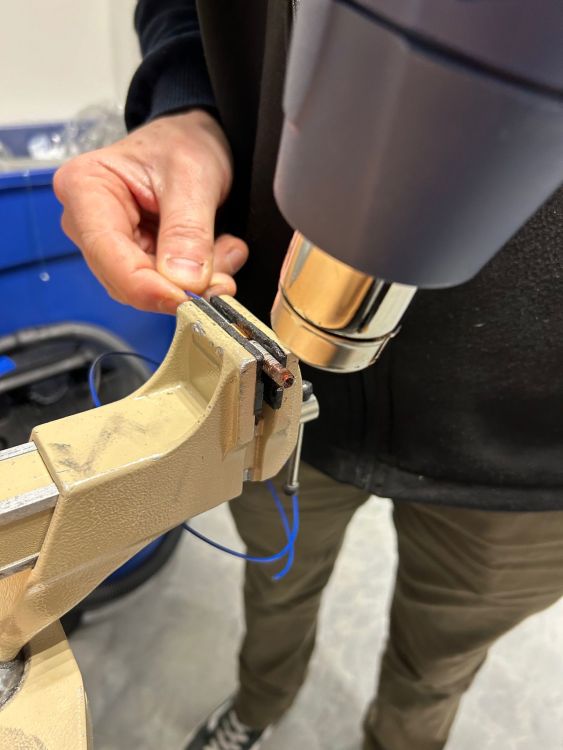
La tête est démontable, on l’a chauffé au décapeur thermique et il a suffit de la dévisser. Ensuite on a chauffe la tête pour enlever l’aiguille très facilement. On a nettoyé tout ça dans de l’alcool hydropropilique et je vais essayer ça ce soir sur l’imprimante.

 1 point
1 point -
C'est pas grave. J'ai isolé le câble responsable (facile, il était coupé net), je l'ai ressoudé et depuis, plus aucun soucis.1 point
-
Après mon post précédent, j'ai attaqué le train arrière... Rien de vraiment complexe, je l'ai mis en pièces, pris les mesures et modélisé pièce par pièce, en incluant le diff à bille... Et le voici en coupe... Ensuite il reste à finir le train arrière, et les pièces montées sur le chassis quand il est neuf en boite...1 point
-
Salut, Alors tout d'abord normalement tu ne devrais pas avoir à changer la tête après une impression qui reste collée dessus. En faisant chauffer la buse tu devrais pouvoir dégager le gros, après c'est du nettoyage plus en finesse. En suite, de ce que tu décris, tu as probablement un mauvaise réglage de ta première couche. Elle doit sûrement se faire trop haut. D'ailleurs, si tu as des soucis avec ton capteur, peut-être qu'il n'est pas très fiable et qu'un truc a bougé, ce qui expliquerait un décalage qu'il n'y avait pas avant. Je t'aurais donc dit de refaire une calibration de z-offset. Aussi, il faut que tu observes la première couche de l'impression. Il ne faut pas d'espace entre les différentes lignes déposées pas l'imprimante. PS : est-ce que tu as toujours imprimé avec cette température de plateau ? Parce que 80 c'est quand même beaucoup pour du pla...1 point
-
c'est un poil plus compliqué qu'un simple cylindre si l'on compte le flasque et sa patterne circulaire de trous, et les pneus (mousse) sont en général collés sur ce genre de jantes...1 point
-
J'ai deux alim de pc, une de 700W ATX et une de 250W avec un format de merde et que du 12V en sortie que je vais recycler. Je vais partir sur la 250W avec un convertisseur de puissance, 2 potentiomètre, un écran + 2 prise USB avec des abaisseurs de tension.1 point
-
Je n ai pas encore recu ma commande..; que vous me faites deja paniquer je debute et c est un peu effrayant1 point
-
Avec l'indice de @fran6p les 3/4 de la reflexion était faite.1 point
-
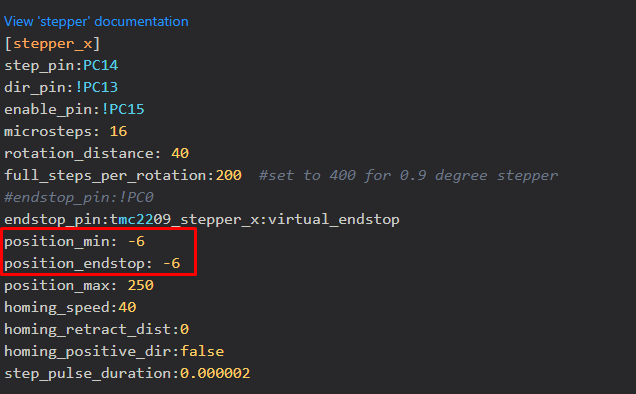
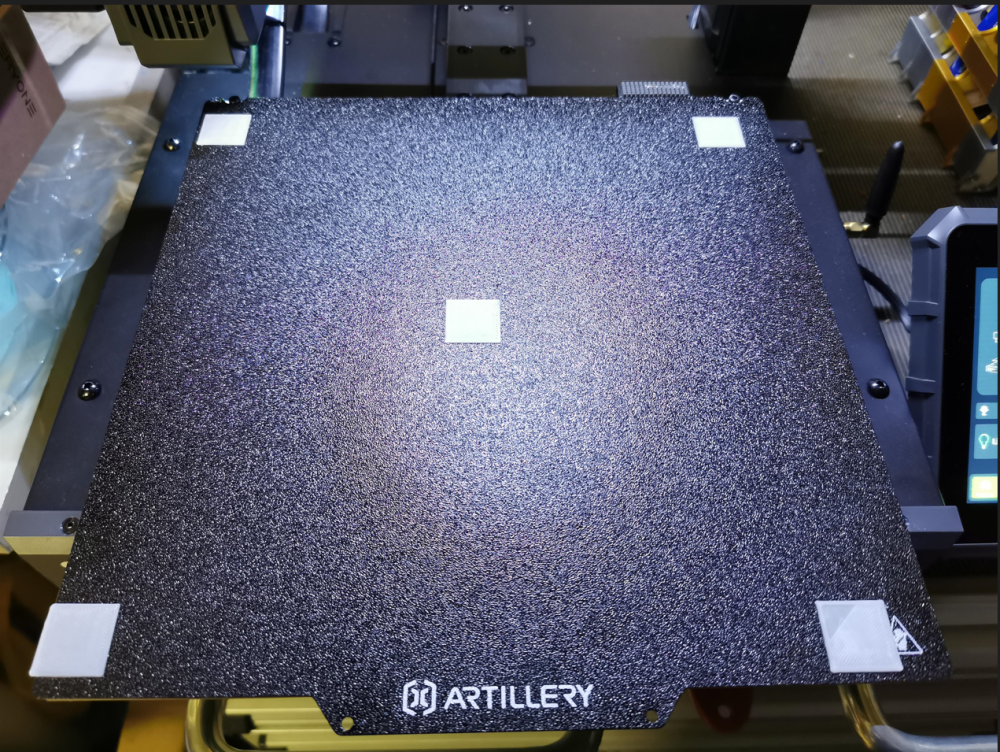
Je soucis est que j'vais l'adaptateur avec la KLP1 de kingroon mais j'ai revendu cette machine qui me plaisait pas du tout et j'ai laisser l'adaptateur avec du coup j'ai rien sous la main pour lire le module EMMC la. Pour Oraca Slicer si tu veux je te met le start Gcode que j'utilise sa résoudra le soucis de monter de température c'est en 2 partie le start Gcode machine et celui filament en second (mais tu peux fusionné les 2 pour utilisés le tous dans le Start Gcoe Machine) @Philippe Lagane oui les test corresponde a ce que j'ai la position de a ta vis est a a peine a 1 a 1.5mm de différence avec moi donc mécaniquement tu est bien positionné et y a pas de soucis donc pour moi sur l'impression précédente soit y a eu un soucis de slice, soit attention c'est technique comme on est en sensorless homing si la moindre chose fait forcé le moteur un pic de courant aura lieu et si il rentre dans la sensibilité du sensorless homing alors un Home peut être detecter avant la vis. En gros si avec la main tu retient un peu le plateau lors du home il detectera un fin de course alors que ce n'est pas le cas. Je remarque par contre un leger décentrage du X comme chez moi, par contre ton Rail Y semble mieux ajuster que moi , alors si tu veux corriger cela voici ce qu'il faut faire : aller dans l'interface Web de klipper via ton navigateur aller dans le menu configuration 3eme icone en partant du bas sur les icones tout a gauche. aller dans le fichier printer.cfg Venir modifier la position_mini et position_endstop du stepper_x Ici on indique que la position de la buse quand le endstop X est detecter est de -6mm ce qui veux dire que pour être a X=0 la buse ce décale de 6mm a droite après, donc il suffit de dire que l'on a -10 et pas -6 a ces valeur pour décalé de 4mm vers la droitele X=0 et donc le centrage en X de ton plateau. Dans mon cas la je vais tester de voir si il y a pas possibilité d'utiliser les 250mm de largeur totale du plateau en X, je test et reviens. @Philippe Lagane Vérdict en image c'est ok en X on peut exploiter 250 borde a bord et cela équilibre le centrage du X naturellement j'ai positionnés les carré a 2.5mm des bord gauche et droite. J'ai laisser le Y en 240 la mais en garder une distance raisonnable de sécurité a cause des vis de guidage du bed, on peut mettre le Y a 245mm ce qui nous donne une surface de 250mm en X et 245 mm en Y (on pourrait tenter le 250 en Y mais vaut mieux éviter si l'on tape frotte ou tape les vis on par sur des risques de dégats) au lieux des 240x240 annoncé, donc on arrive a une surface quasiment identique a la Bambulab A1 c'est pas si mal en soit ;). Pour faire cela tu as rien a modifié juste a modifier la taille de ton plateau sur ton trancheur
 1 point
1 point -
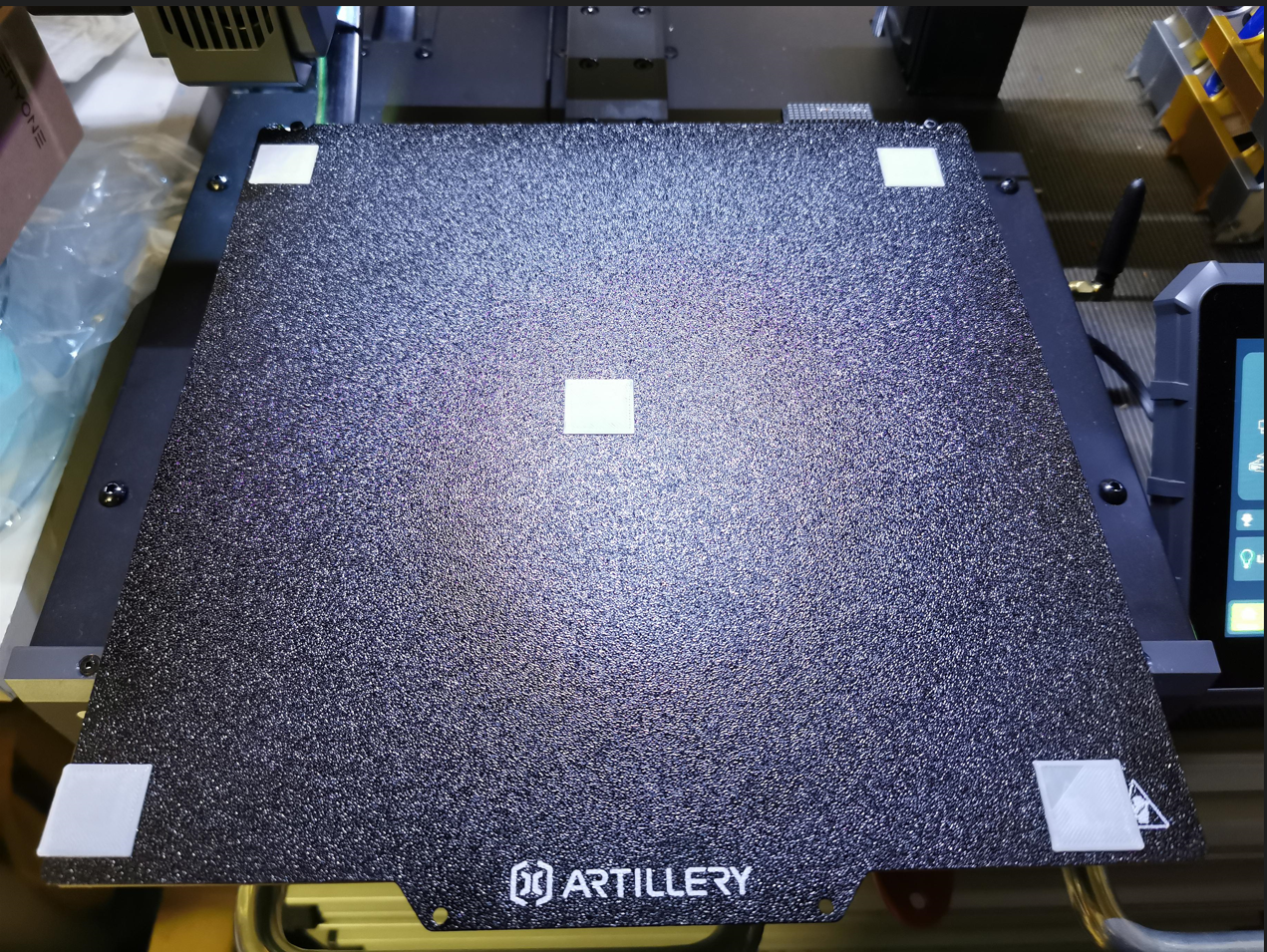
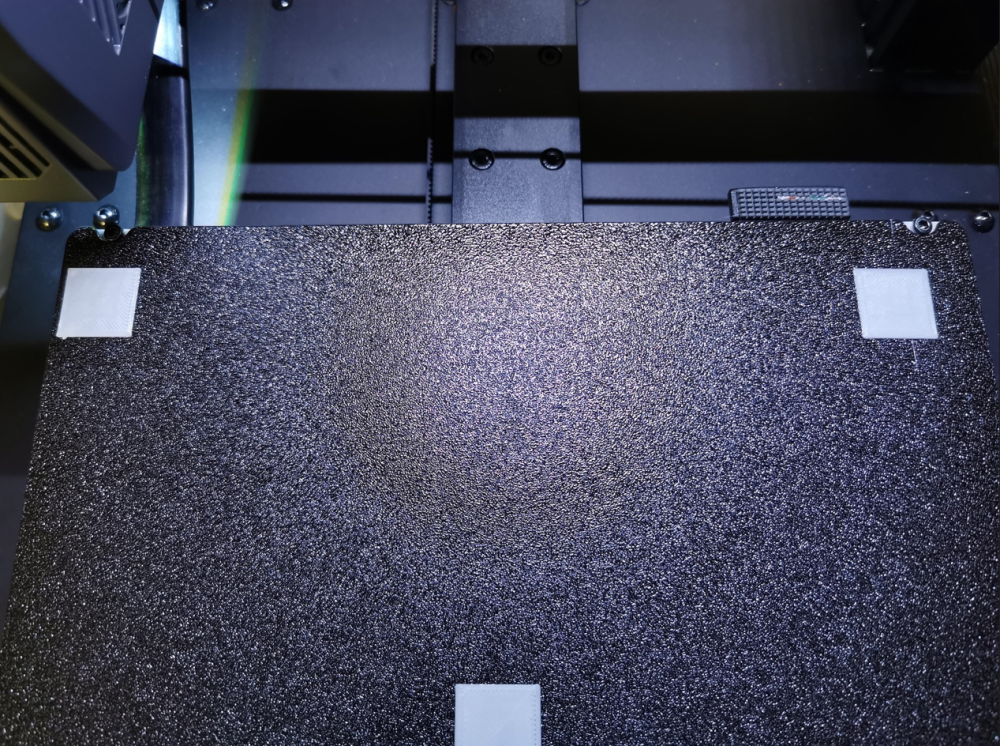
Salut @Philippe Lagane comme promis j'ai effectué un control hier soir, j'ai effectué des test d'impression de petit carré dur le plateau via mon profile Orca Slicer pour la X4 Pro j'ai été a quelques millimètre de limite de surface utile de 240x240 lors du tranchage je n'ai pas de soucis pour ma part sur le Y comme tu peux le voir sur les photos. Par contre dans mon cas le X n'est pas centré et il me faut raligné la rail Linéaire en Y qui per de travers de 2mm sur la longueur (le réalignement ce sera simple je desserre les vis réajuste via le jeux des trous du rail linéaire). Après pour recentré le X il va falloir que je regarde comment je vais m'y prendre pour le meilleur résultat possible. As tu aussi la X décentré comme moi ? Pour le Y comme expliquer la X4 pro fait du Sensorless homing pas de capteur de fin de course c'est le pic d'intensité moteur qui indiquera que l'on est en buté de l'axe Y, pour cela Artillery a Placé une Vis a l'arrière sur le Rail Linéaire, c'est cette vis vis qui sert de butter pour moi, le chariot du plateau en reculant va taper dedans a ce moment la le moteur aura un pic d'intensité et Klipper sera le l'on est en Home du Y. Peux tu regardé et mesurer la distance entre l'axe de la vis de buter sur la rail Y et le bord du cache ou passe la courroie pour rejoindre l'axe moteur (le cache arrière dans le prolongement du Rail Y, je veux m'assuré que par rapport a la mienne qu'il n'y pas eu une erreur en usine sur ta machine qui expliquerais ton soucis. J'ai effectué des mesure de db sur la X4 Pro (attention mesure prise via la Smartphone j'ai pas d'appareillage pro sous la main). Pour la SW X4 Pro on est a 49db avec juste de ventilateur 3010 du radiateur actif, on passe en impression à 55db avec le 5015 de refroidissement de matière et a 60db quand on met le ventilateur 5015 en mode boost. Après ce sont des bruit de ventilateur surtout.
 1 point
1 point -
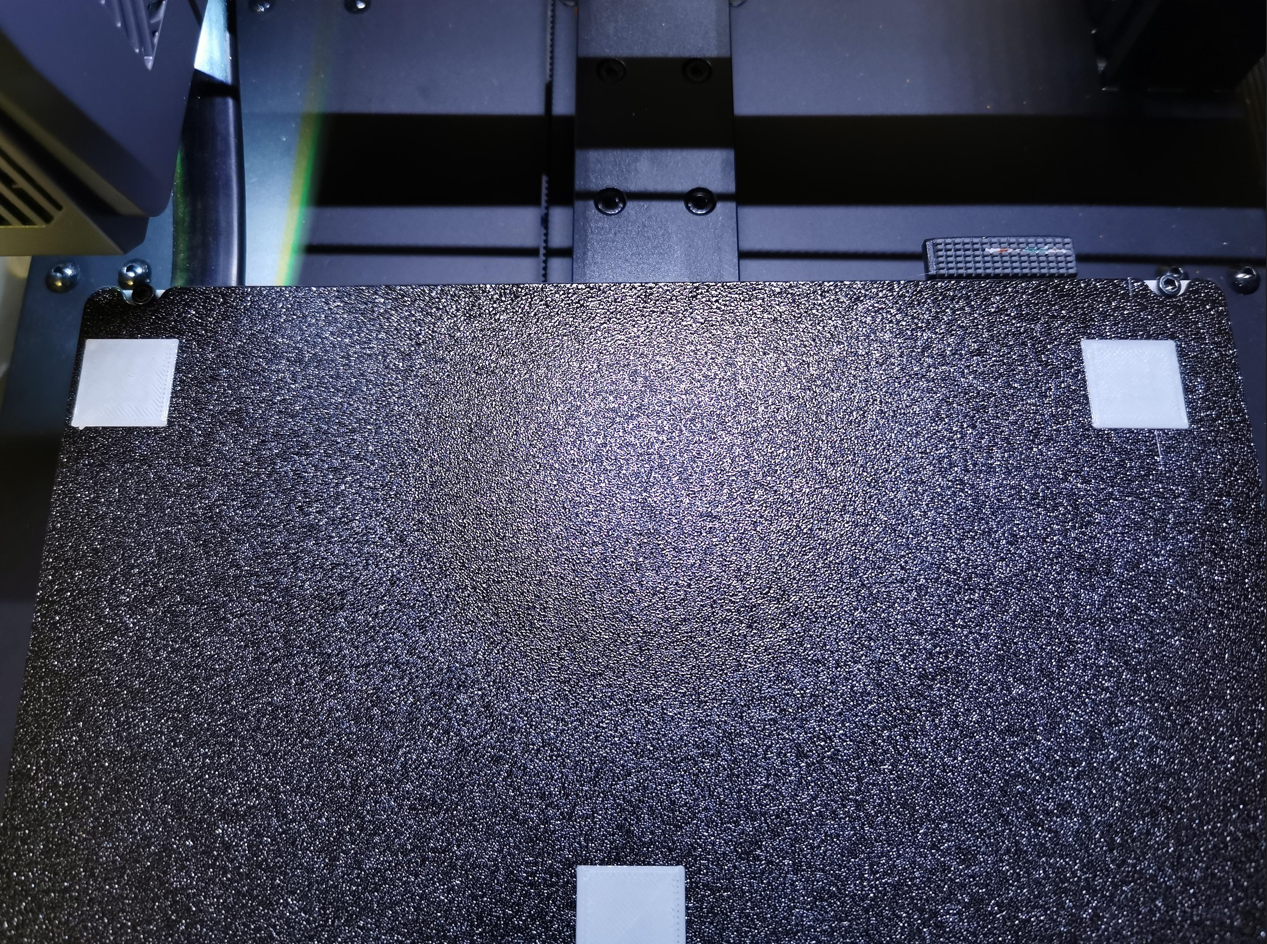
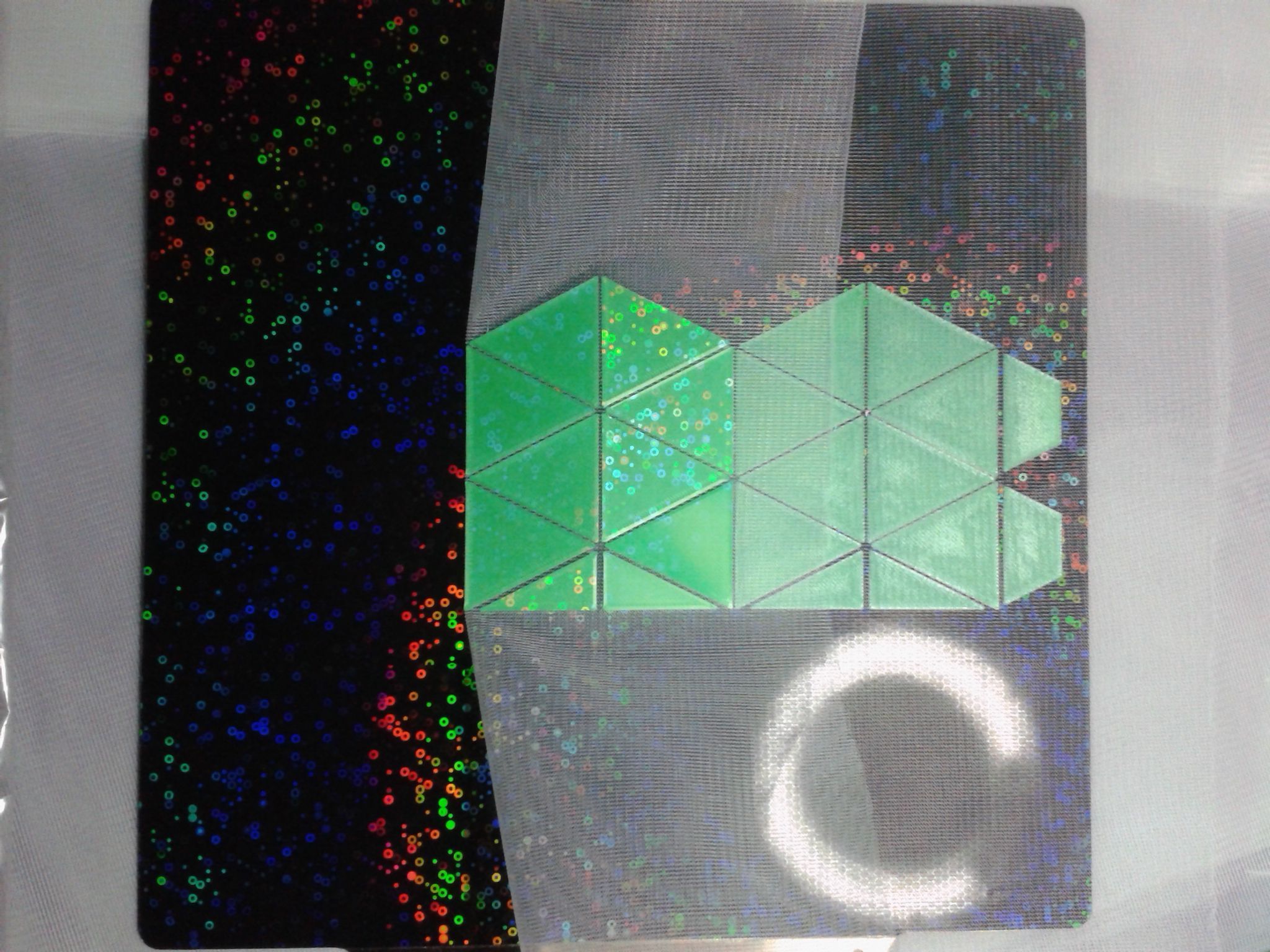
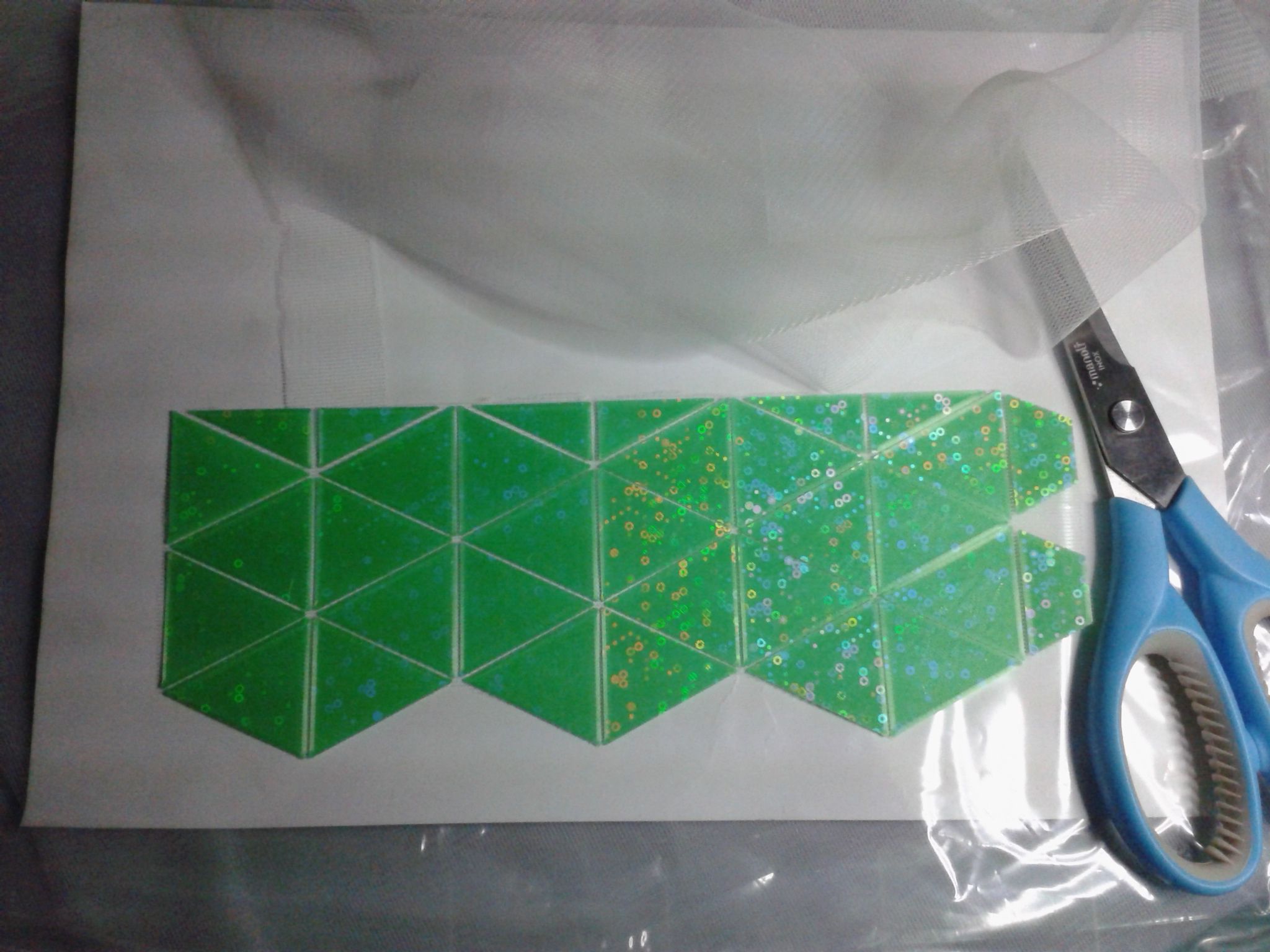
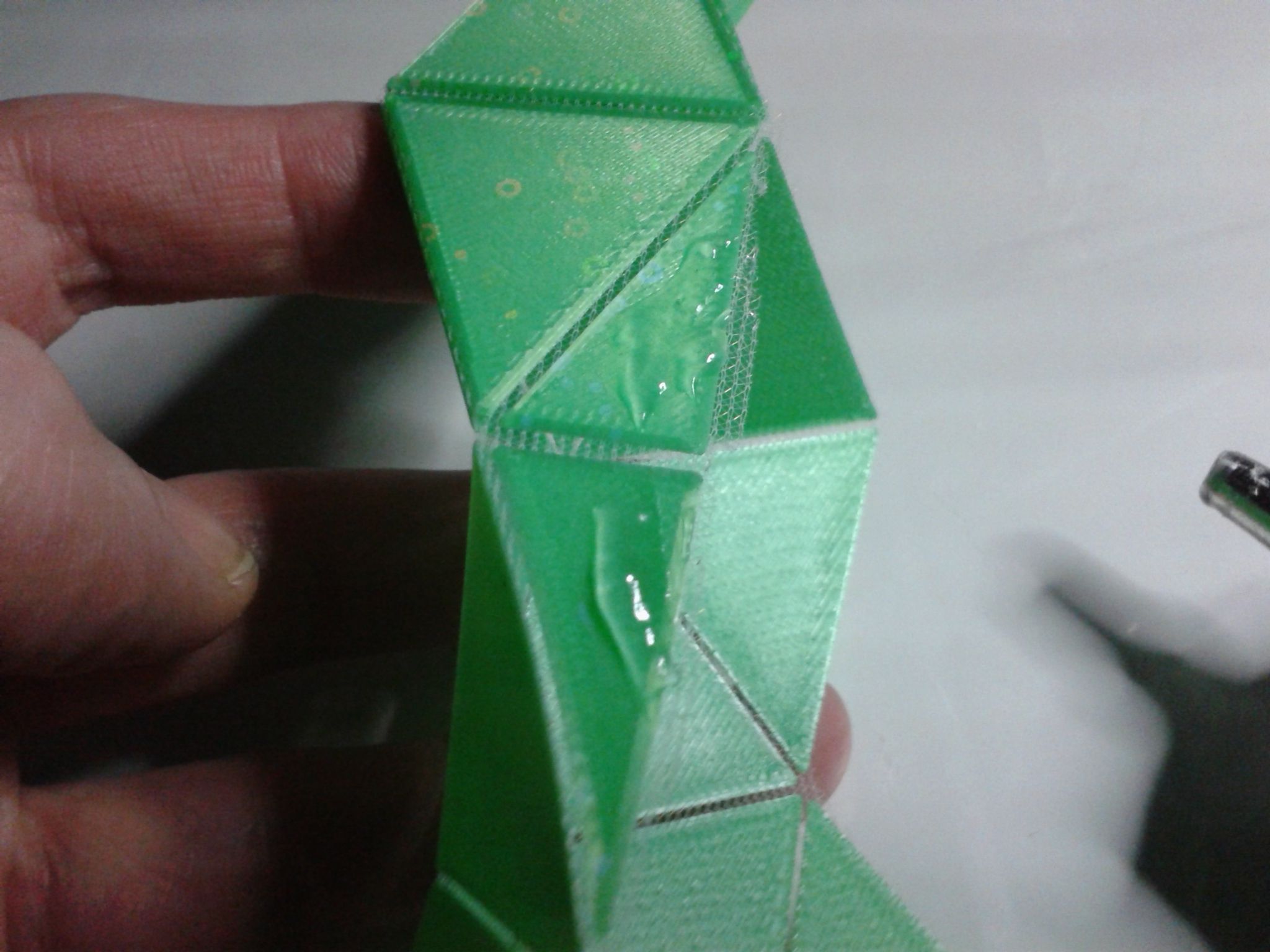
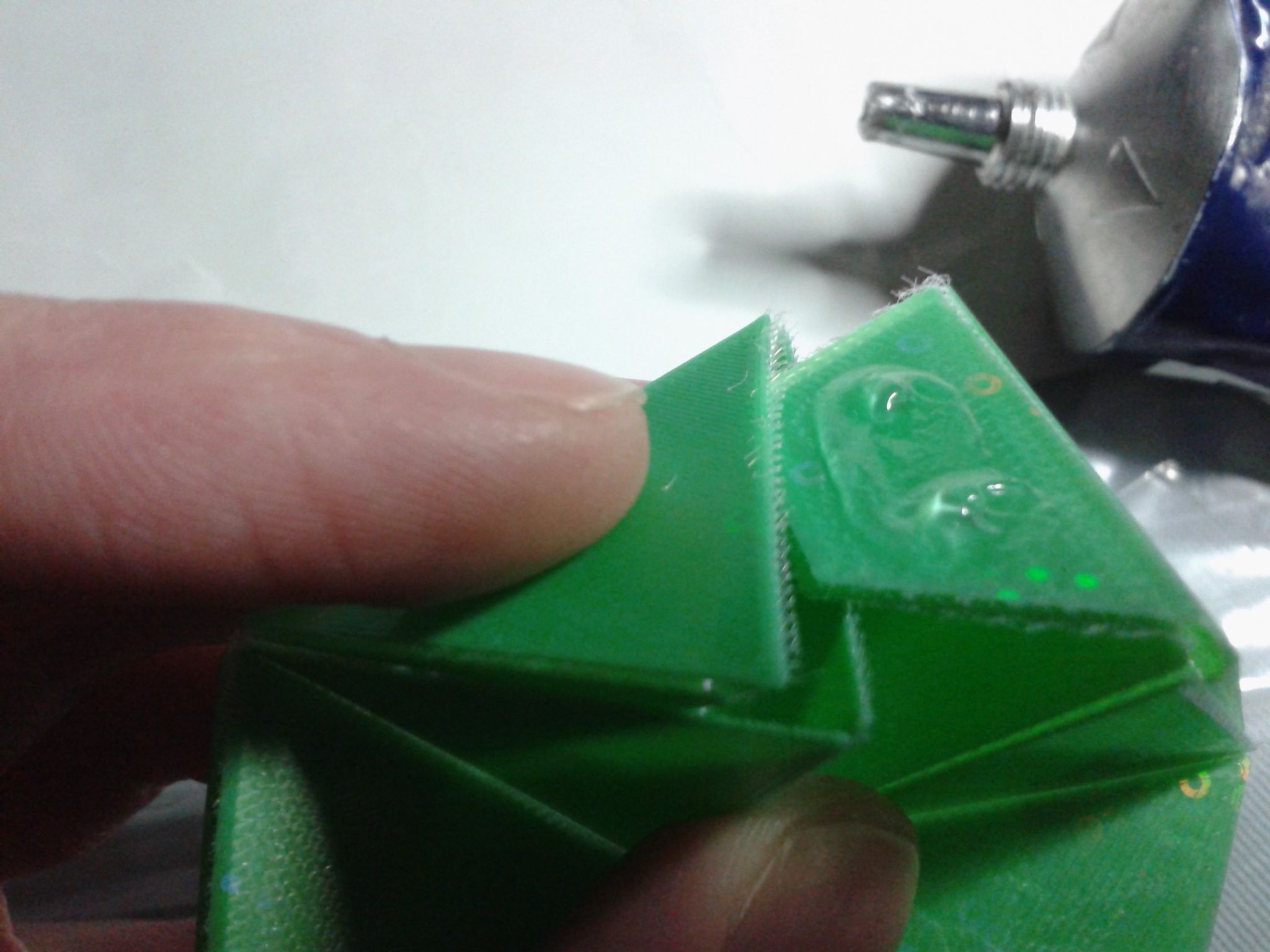
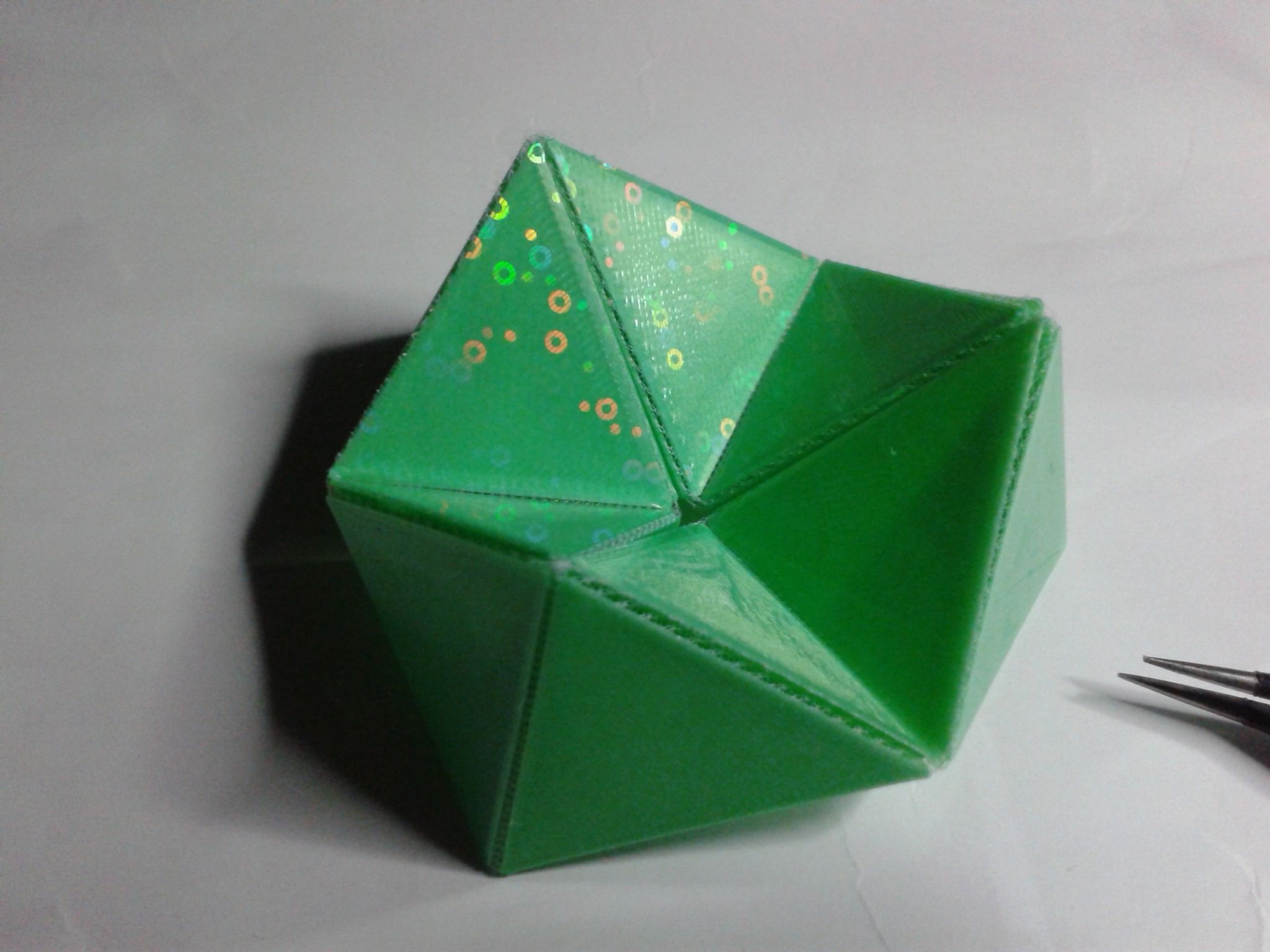
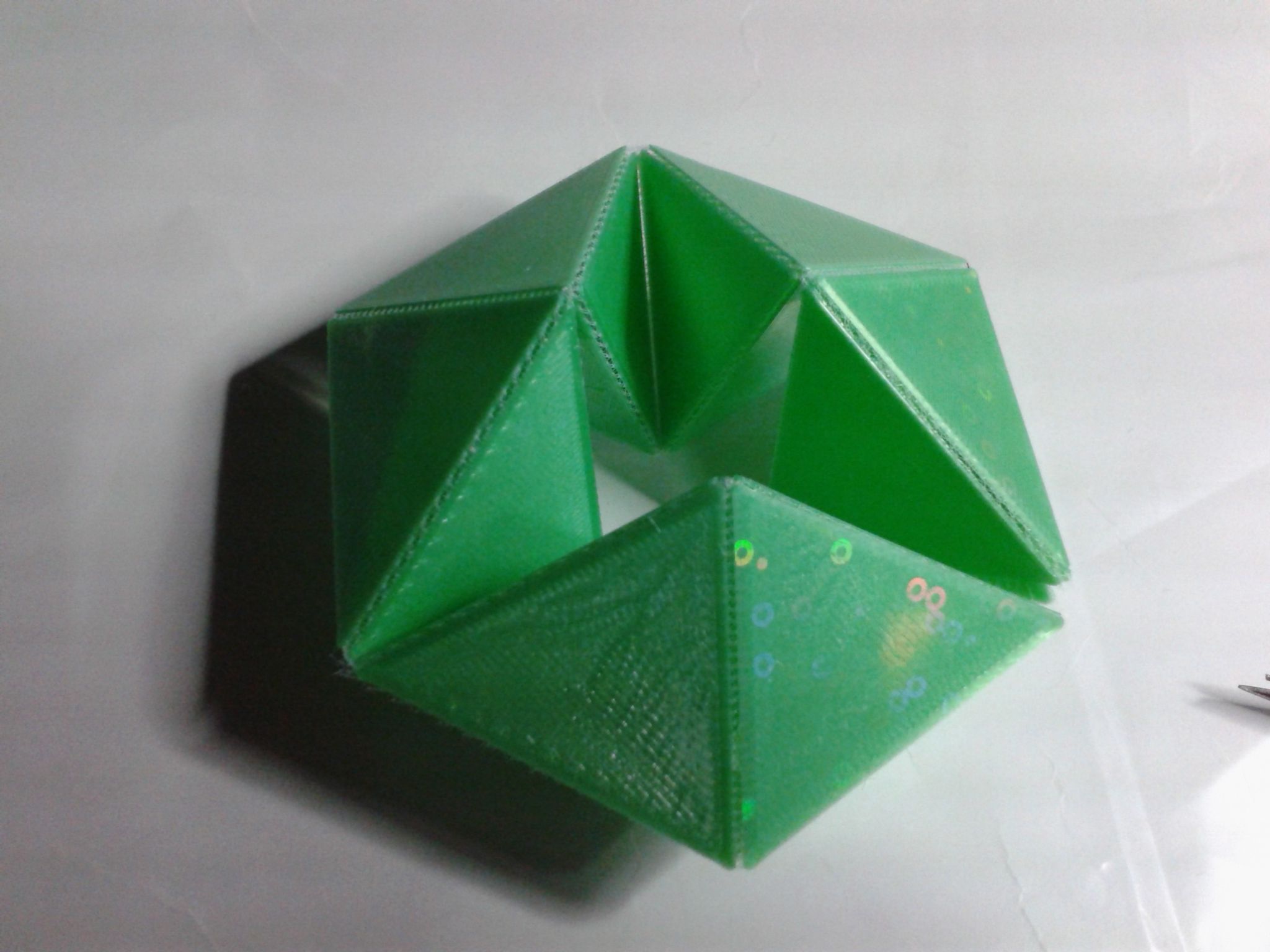
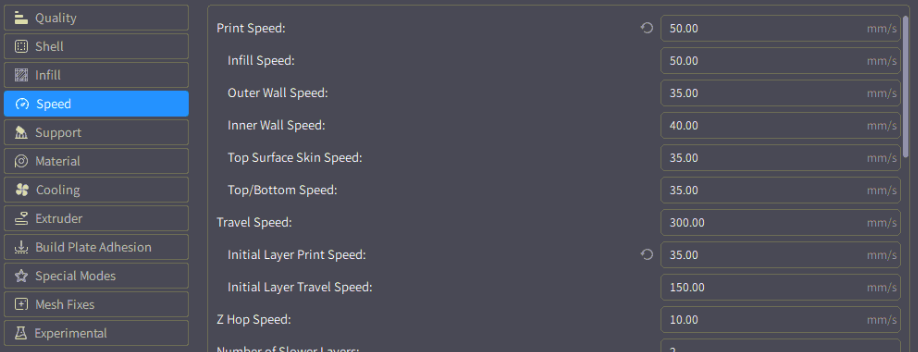
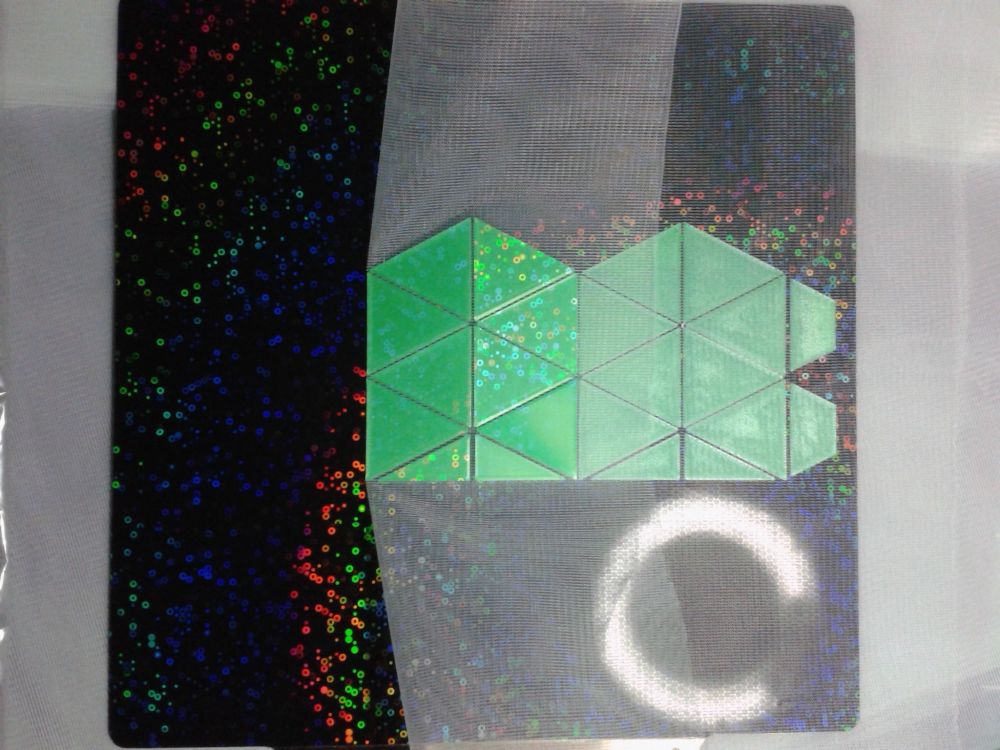
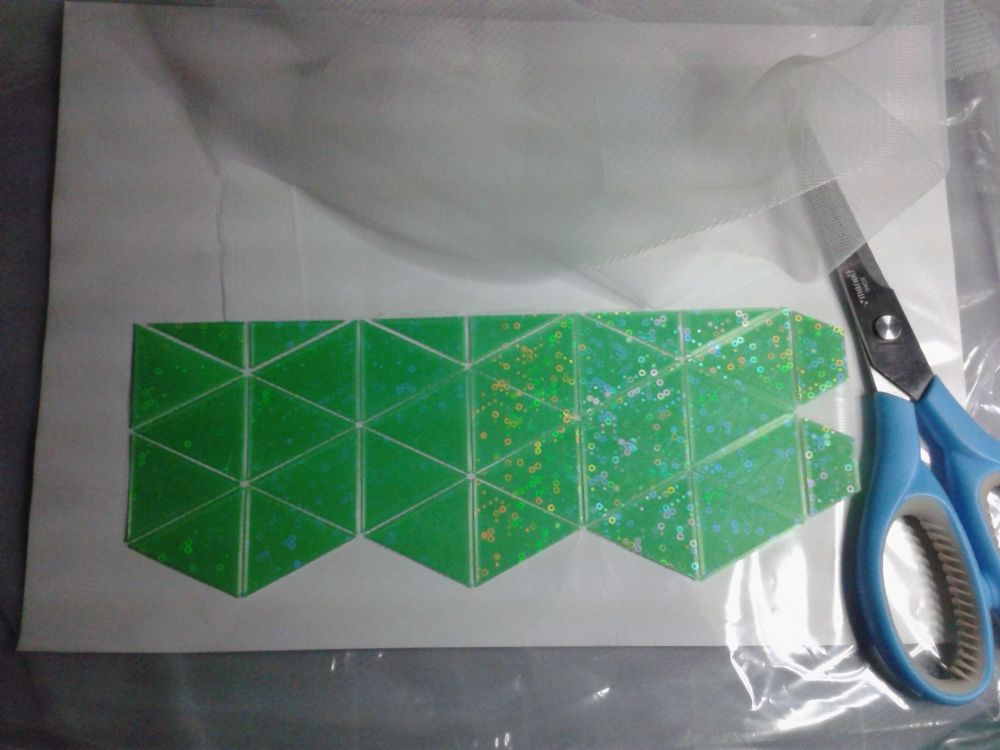
J'ai donc testé, avec un morceau de voile, anti-insectes. Après avoir fait avec OpenSCAD un modèle 3D d'un Kaleidocycle ( https://fr.wikipedia.org/wiki/Kaléidocycle, plus complet en anglais https://en.wikipedia.org/wiki/Kaleidocycle ) mais avec les facettes non reliées. Je vous mets le .stl que j'ai tranché. Essai_Kaleidocycle_da=34_o=0.4_lh=0.2.stl Pris le temps sous "Creality Print" de modifier pour le profil de mon "Ender-3 V3 KE buse de 0.4 mm", le g-code de démarrage, pour faire la ligne de purge sur une zone où ne sera pas l'impression. le g-code de fin, pour ajouter un levage Z, afin d'éviter une collision en fin d'impression quand le plateau d'impression sera présenté, car j'aurais des pinces et aimants qui auront été placées, après la fin de la couche initiale, pour maintenir le morceau de tissus/filet en place. utiliser des vitesses d'impression de l’ordre de 35 mm/s pour la couche initiale puis 50 mm/s pour le reste, histoire d'avoir plus de chances de réussite et favoriser une meilleure adhérence sur le plateau "PEY Circle". Tranché avec ce profil modifié ( hauteur de couche 0.2 mm ) Avoir, ajouter, manuellement avec un éditeur de texte NotePad++, une ligne "PAUSE" ( car firmware Klipper et qui fait un levage et park automatique. Sinon sur un firmware Marlin, j'aurais mis un M0, avec avant un levage, et après un abaissement, adaptée pour avoir suffisamment d’espace pour placer le morceau de tissus lors de la pause M0) juste avant la ligne ";LAYER:1" au fichier d'impression obtenu. Lancé l'impression sur un plateau "PEY Circle". (J’aurais probablement dû refaire un leveling avant, car j'avais un coté du plateau légèrement en sur-extrusion, mais c'est passé) Attendu la PAUSE, pour placer et fixer le morceau de tissu/filet avec deux morceaux d'aimants de porte de réfrigérateur et des pinces, et continuer l'impression. En fin d’impression, attendu que le plateau revienne a température ambiante pour faciliter le décollage du plateau sans risquer de déformer les morceaux, découpé le surplus de toile, plié et collé. Il me faut encore attendre que la colle sèche pour jouer avec et valider, mais je semble avoir obtenu un jolie Kaleidocycle fonctionnel Youpi !


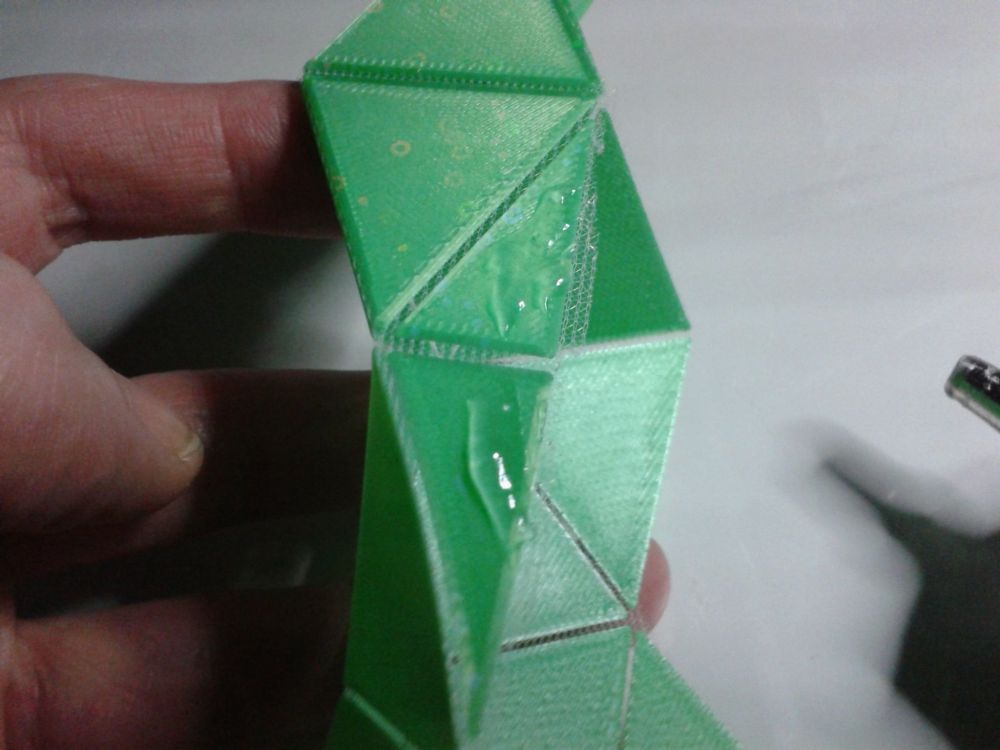
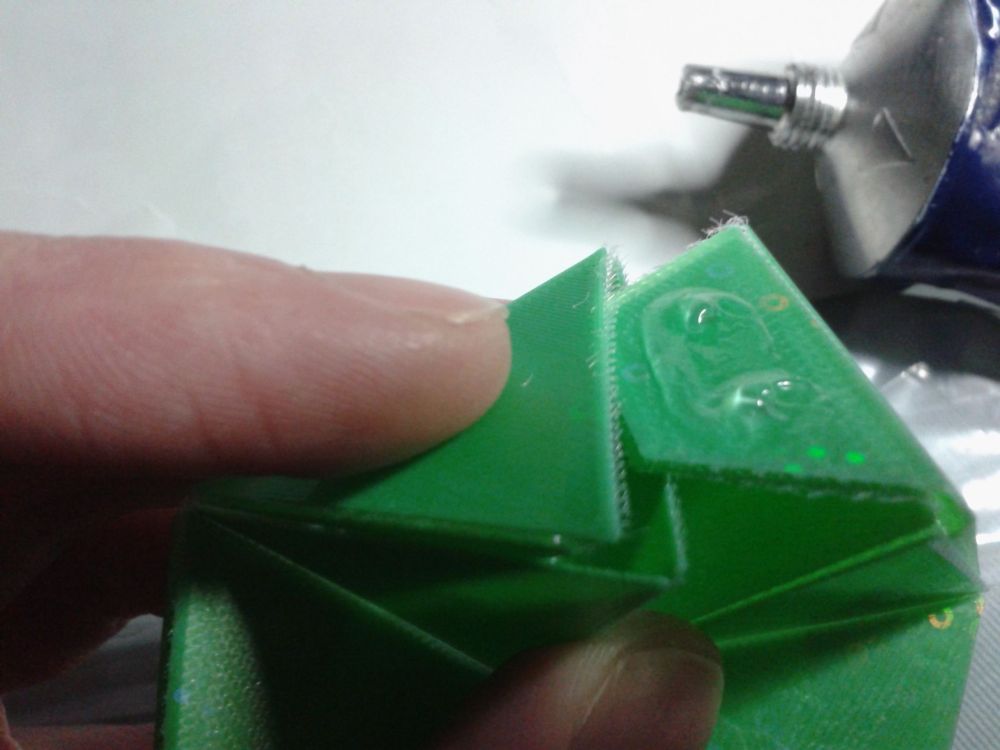

 1 point
1 point -
Voici ce que j'ai suivi afin de pouvoir installer Crowsnest V3 car l'os intégré n'est pas une version compatible avec la V4 : Use legacy branch on Buster Concernant la Bascule sur Mainsail J'ai utilisé l'utilitaire ./kiauh/kiauh.sh en me connectant via putty sur l'imprimante Le user est mks et le password par défaut est makerbase. une fois rentré dans l'utilitaire il faut bien pensé à faire un backup : option 6 Puis aller dans le menu 3) Remove Puis 5 Fluidd Enfin on revient dans le menu 1 Install puis 3 Mainsail Petite précision il semble que des fichier Moonraker et Klipper ont été modifier ce qui empêche leur monté de version je n'ai pas essayé de faire les commit pour monter la version. Concernant le système qui a aussi une mise à jour disponible, je n'ai pas tenté non plus ayant rencontré plusieurs soucis sur mes MKS SKIPR en faisant cette manip donc attention si vous voulez tenter.
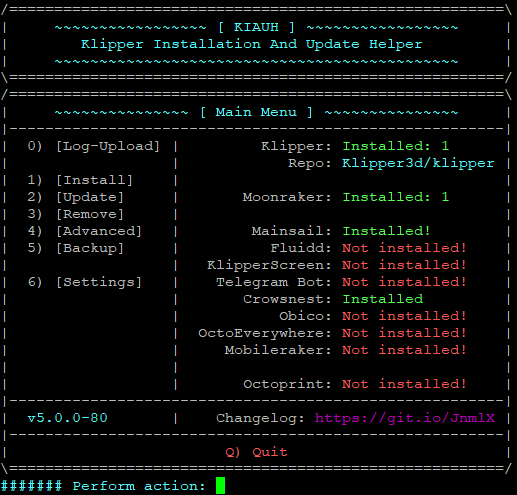
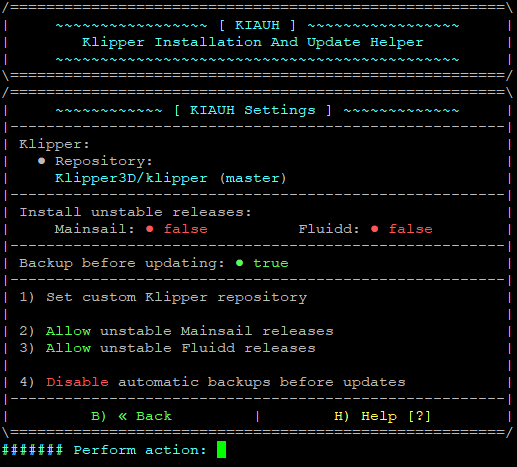
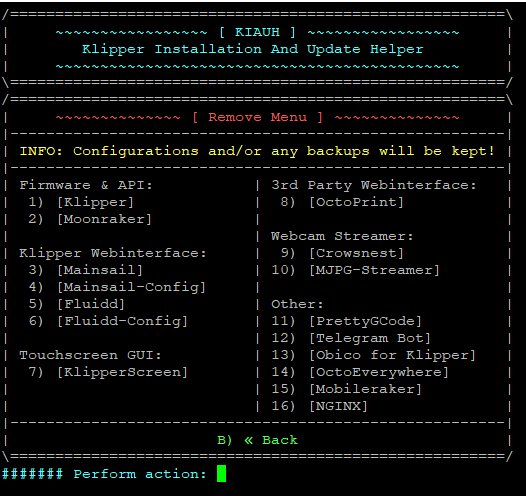
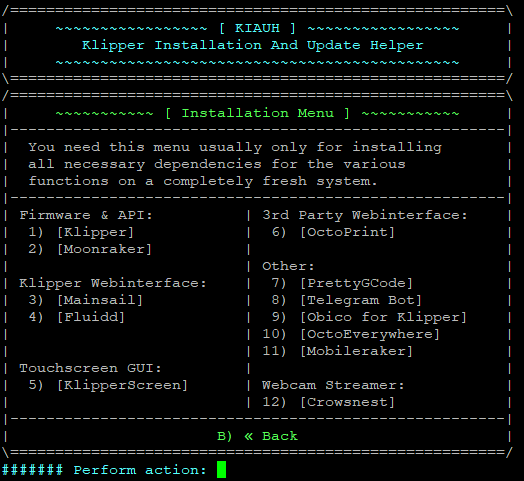 1 point
1 point -
C'est normal tu es en WIFi, ta box ou ton routeur attribue à ton imprimante une adresse IP à chaque redémarrage, elle peut donc changer, Si tu veux éviter cela il faut que tu ailles dans ta box ou routeur et lui affecter une IP fixe.1 point
-
Salutation ! En principe dans un réseau local, il y a un "serveur DHCP" dont le rôle est d’attribuer les adresse IP, aux périphériques qui se connecte directement a se réseau local. Souvent chez un particulier, c'est la box-internet qui héberge se service DHCP. Donc regarder dans la configuration du serveur DHCP de ta box-internet, pour y associer une adresse IP fixe ( exemple d'adresse IPv4 "192.168.1.30" ) pour l'adresse MAC de ton imprimante ( exemple d'adresse MAC "ff:ee:01:f2:05:96" )1 point
-
Salut, Perso, je n'utilise jamais de vis M3 dans du plastique, les filets sont trop fins. Au pire, je mets des vis à bois, facile à trouver en GSB, et qui se rapproche des vis utilisées spécifiquement pour le plastique. Si, en plus, les vis servent à fixer des pièces d'usure ( bout des doigts de préhenseur de robot), donc dépose/remontage périodique, il est plus que recommandé d'utiliser des inserts ou d'emprisonner un écrou voire une rallonge filetée pour un meilleur serrage. Dans ce cas, le choix du matériaux est moins prépondérant. J'imagine qu'une pièce en ASA pourrait convenir, à condition que le sens d'impression de la pièce soit adapté.1 point